HIGHLIGHTS Rejuvenators improve performance and reduce mixing temperature of recycled mixes The compaction resistance is a good parameter to select the mixing temperature Used engine oil can be a good alternative to be used as an asphalt rejuvenator Totally recycled HMAs with better rutting/fatigue resistance than a typical HMA Totally recycled mixes can have a performance similar to that of conventional HMAs Research Highlights

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

HIGHLIGHTS
Rejuvenators improve performance and reduce mixing temperature of recycled mixes
The compaction resistance is a good parameter to select the mixing temperature
Used engine oil can be a good alternative to be used as an asphalt rejuvenator
Totally recycled HMAs with better rutting/fatigue resistance than a typical HMA
Totally recycled mixes can have a performance similar to that of conventional HMAs
Research Highlights
Are totally recycled hot mix asphalts a sustainable alternative for road paving?
Hugo M.R.D. Silva a, Joel R.M. Oliveira a, Carlos M.G. Jesus b
a C-TAC, Department of Civil Engineering, University of Minho, 4800-058 Guimarães,
Portugal, [email protected] and [email protected]
b Department of Civil Engineering, University of Minho, 4800-058 Guimarães, Portugal,
Corresponding author:
Hugo M.R.D. Silva,
University of Minho – Department of Civil Engineering
4800-058 Guimaraes
PORTUGAL
Tel.: (+351) 253 510200
Fax: (+351) 253 510217
E-mail : [email protected]
Revised ManuscriptClick here to download Manuscript: RECYCL-D-11-00155_RevisedManuscript.docx Click here to view linked References

Are totally recycled hot mix asphalts a sustainable alternative for road paving?
ABSTRACT
The recycling of reclaimed asphalt pavement (RAP) helps road authorities to achieve
their goal of a sustainable road transport system by reducing waste production and
resources consumption. The environmental and economic benefits of using RAP in hot
mix asphalt (HMA) applications could be pushed up to the limit, by producing totally
recycled HMAs (100% RAP), but the performance of this alternative must be
satisfactory. In fact, these mixtures could possibly present problems of workability and
durability, higher binder aging and low fatigue cracking resistance. Thus, the objective
of this study is to determine if totally recycled HMA mixtures could be a good solution
for road paving, by evaluating the merit of some rejuvenator agents (commercial
product; used engine oil) in improving the aged binders’ properties and the recycled
mixture performance. Several binder samples were prepared with the mentioned
rejuvenators and characterized (Pen, R&B and dynamic viscosity), in order to select
the best rejuvenator contents. The production temperatures of the corresponding
recycled mixtures were evaluated based on their workability. Totally recycled HMAs
were produced with the best previously observed combinations, and their performance
(water sensitivity, rutting resistance, stiffness, fatigue resistance, binder aging) was
assessed. The main conclusion of this study is that totally recycled HMAs can be a
good alternative for road paving, especially if rejuvenator agents are used to reduce
their production temperature and to improve their performance.
Keywords:
total recycling; reclaimed asphalt pavement (RAP); rejuvenators; binder properties;
asphalt performance.

1. Introduction
The search for a better quality of life led the society to explore the planet in the past
few decades in an uncontrolled way. It resulted in a current rapid reduction of natural
resources, leading the society to search for new sustainable alternatives. In the field of
asphalt paving technology, the recycling of pavements can be seen as a sustainable
option, as it is a production process with environmental and economic benefits. The
use of high Reclaimed Asphalt Pavement (RAP) ratios in asphalt mixtures prevents the
disposal of the RAP material in landfills, while reduces the amount of new aggregates
and bitumen extracted from the planet, thus being an effective technology both at
environmental and energy levels, although Life Cycle Analysis (LCA) studies (Chiu et
al., 2008; Sayagh et al., 2010) should be performed for a complete assessment of the
benefits of such technologies.
In most countries the total amount of reclaimed asphalt and the production of recycled
asphalt continue to grow regularly, as well as the percentage of RAP used in recycled
mixtures (PIARC, 2002). Several studies have been carried out in the past (Celauro et
al., 2010; Pereira et al., 2004; Valdés et al., 2011) with high content of recycled asphalt
(up to 60%), which is mainly limited by practical issues related to the production of the
mixtures in the asphalt plant.
The study of asphalt recycling has led to the emergence of an innovative technique,
called “total recycling”, which reuses 100% RAP in hot asphalt recycled mixtures. This
new technology uses additives to improve performance, particularly a combination of a
rejuvenator with a reactivator (Riebesehl and Nölting, 2009). An example of this
technology is the separation and individual transport of the RAP material for a large
drum/dryer, whose dimensions prevent direct contact between the flame and the RAP
(Benninghoven, 2010), minimizing the changes in their properties.
In the production of hot recycled asphalt, it is necessary to overheat the virgin
aggregates in order to provide indirect heat to the RAP. This imposes limitations on the
amount of RAP that can be added, which are related to productivity issues. The limit is
around 50% for the production of hot recycled asphalts in conventional batch plants
(maximum capacity of heat and gaseous emissions limits), while drum-mix asphalt
plants can process up to 60-70% of RAP, with a practical limit of 50% due to emissions
(Hassan, 2009). Some modifications have been introduced to conventional asphalt
plants in order to reduce aging of the old binder during mix production. This includes
counterflow drum mixer and microwave heaters (NAPA, 1996).
Whereas microwave heat is more easily absorbed by the aggregates, it is not absorbed
as easily by the binder, thus reducing its susceptibility to aging during production (Al-
Qadi et al., 2007).
In Portugal, the production of recycling mixtures with high RAP content is not yet a
reality, partially due to the National Asphalt Specifications (EP, 2011), which do not
encourage the use of mixtures with more than 50% RAP (in binder or base courses)
and 10% RAP (in surface courses). In contrast, the study of recycled mixtures with high
RAP content is already a reality in some countries (especially Holland, Germany,
Japan and the U.S.A.), and some of these countries have begun to produce mixtures
with 100% RAP in asphalt plants (Harrington, 2005; Hossain et al., 1993), showing that
it is possible to successfully introduce “total recycling” in the paving industry.
However, the success of this recent technology is not yet seen among the scientific
community as a full achievement, because it is still quite sensitive to the quality of RAP
(origin, variability, stocking) and the production conditions (strict control of
temperatures). In addition, the absence of road trials with sufficient age to evaluate the
durability of these mixes is noticed.

Regarding the influence of the amount of RAP on the performance of the resulting
mixture, in general, the rutting resistance and the stiffness of the mixtures increase with
an increase in the RAP content and, usually, the increase in stiffness reduces the
fatigue resistance of the mixture (Rebbechi and Green, 2005).
The stiffness modulus of a recycled mixture depends on the type of aggregate and its
gradation, but the most significant factor is the stiffness of the aged binder present in
the RAP (Rebbechi and Green, 2005), since the RAP does not act solely as an
aggregate and there is a significant interaction between the virgin and the aged binder
(Chen et al., 2007).
The main objective of the current research was to study the performance of recycled
hot mix asphalts (HMA) with total incorporation of RAP, with or without rejuvenators, in
order to evaluate their efficiency. The study was carried out in the laboratory, in order
to test the whole production process and to encourage its application in pavements.
The laboratory study comprised the analysis of several asphalt mixtures with nearly
100% RAP, namely by using two different rejuvenators. Initially, the RAP material and
the hard (aged) binder were characterized. Then, the addition of the rejuvenators in the
hard binder was evaluated, in order to select the best additive content to be used. In a
later stage, the workability/compactability of the mixtures was studied at different
temperatures, in order to select their production conditions. Finally, a comparative
evaluation between the mixtures’ main performance properties was carried out.
2. Materials and methods
2.1. Materials
In the present study, reclaimed asphalt pavement material was used as the main
component of the mixtures. However, since the binder usually present in this type of
material is too hard for a conventional bituminous mixture, some additives were also
used to rejuvenate the binder and improve its properties. As discussed later in this
section, it was necessary to determine the amount of additive that should be added to
the mixture in order to modify the bitumen properties. Thus, a new binder (with similar
properties) was used in this particular part of the study, as it would be impracticable to
extract the necessary amount of aged binder from the RAP to perform such study.
2.1.1. RAP characteristics
The RAP used in this study was obtained from a Motorway pavement, by milling the
thickness of the pavement corresponding to one layer only, in order to assure that the
material would be homogeneous. The grading of the RAP material was evaluated
according to EN 933-1 standard. The RAP material was also incinerated, according to
the EN 12697-39 standard, in order to burn the bitumen and to evaluate the grading of
the aggregates constituting the RAP (according to the EN 12697-2), so as to determine
whether it fits within the grading envelope of a conventional surface course mixture (AC
14 surf), as illustrated in Figure 1.

Figure 1. RAP and its aggregates grading curves outside AC 14 surf envelope
The RAP aggregates have an excess of fines and a low percentage of coarse material.
This is due to the milling process or the wearing of the surface layer from which the
RAP was extracted. Excessive fines may cause permanent deformation problems,
although this is not expected in this study because the binder of the RAP is very hard
(aging), increasing the rutting resistance. Thus, the failure to meet the aggregates
grading envelope may not pose a problem in the performance of the mixture.
The percentage of bitumen on the RAP was obtained by the ignition method (EN
12697-39). The result of 5.1% falls within the usual values of a conventional surface
course mixture. Different samples were tested and the results showed low variation,
which confirms a good homogeneity of the RAP material.
Then, in order to characterize the aged binder, it was separated from a RAP sample by
dissolving it in toluene and, after removing all solid particles from the bitumen solution
(using filter and tube centrifuge), the bitumen was recovered by vacuum distillation
using a rotary evaporator, in accordance to the EN 12697-3 standard. Later, the
recovered bitumen was characterized through penetration (EN 1426) and softening

point (EN 1427) tests. The results revealed a very hard bitumen with low penetration
(10 dmm) and high softening point (73 °C), with a great consistency between the
different samples tested.
2.1.2. Rejuvenating agents
Rejuvenation of bitumen is simple in principle, consisting on the replacement of the oils
lost during the aging process and on the rebalancing of the bitumen composition so it
becomes no longer brittle. However, this is not generally possible, as it would require
sophisticated extraction, testing and remodeling of the binder in the road pavement
(Holleran et al., 2005).
In some countries, rejuvenating agents are applied as a fog seal to extend pavement
life by restoring the light fractions (maltenes) to the oxidized and dry binder in the top 5
to 10 mm of asphalt surface course. For that purpose, rejuvenating emulsions are
normally used, containing oils that reduce the viscosity of aged bitumens, thus
improving the adhesion and cohesion properties, as well as the flexibility of the binder.
In addition, rejuvenators can penetrate the voids of the pavement, filling them and
minimizing the binder oxidation. This requires the selection of a mix of maltenes,
modified to facilitate and ensure the incorporation of these fractions in asphalt mixtures
(Brownridge, 2010). Figure 2 shows the typical changes in the chemical composition of
bitumen with the pavement aging and the addition of rejuvenators. After applying a
rejuvenator, the aged binder reacquires, almost entirely, its initial characteristics.

Figure 2. Typical changes in chemical composition of bitumen after aging and
rejuvenation (Brownridge, 2010)
Two different additives were used in this study, namely ACF Iterlene 1000 (hereafter
named “ACF”) and a used motor oil (hereafter named “OIL”). ACF is a rejuvenator
agent for bitumen, produced with various chemicals that act directly on the aged
bitumen of RAP, thus being an ideal additive for this study. It is a brown fluid with a
density of 0.91 g/cm3 at 20 °C, viscosity of 60 ± 10 cP at 25 °C and flash point of
180 °C. It acts as a regenerator, anti-oxidant agent, adhesive, plasticizer, humectant,
dispersing and diluting agent. The additive can be placed directly in the bitumen tanks
or in line during production (Iterchimica, 2010).
The OIL was selected for this study because a similar material was already used in
previous studies (Romera et al., 2006) as rejuvenator. Thus, it is a cheaper product
that could be used as rejuvenator also increasing the recycling rate to 100%.

2.1.3. Binder used in the rejuvenation study
Because it was impracticable to recover the amount of aged bitumen required for the
study of binder modification (with rejuvenation additives), a new binder with similar
properties was carefully selected to be used, i.e., a 10/20 pen grade bitumen.
The basic characteristics of the new 10/20 commercial bitumen (penetration of 13 dmm
and softening point of 68 °C) are similar to those of the RAP recovered bitumen
presented in Section 2.1.1. Nevertheless, in order to better corroborate the hypothesis
of similarity between both binders, a comparison of their mechanical properties
(Figure 3) at different temperatures was made based on two European standard tests:
• The master curves of the elastic modulus (G’), viscous modulus (G’’) and phase
angle (tan δ) were determined, according to EN 14770, using a dynamic shear
rheometer (DSR) equipped with 40 mm parallel plates and a gap of 1 mm (Stresstech-
HR equipment). Small amplitude oscillatory shear (SAOS) tests were performed to
obtain the mechanical spectra at multiple temperatures (30, 40, 50, 60, 70 and 80 ºC),
in the linear regime for each temperature and sample, after checking that the samples
reached both thermal and structural equilibrium conditions;
• Dynamic viscosity tests (EN 13302) were performed at a range of high
temperatures (120-180 ºC), in order to study the mixing/compaction conditions, using a
rotating spindle apparatus, according to a predefined procedure (Silva et al., 2009).

Figure 3. Dynamic viscosity properties of recovered aged binder and new 10/20 pen
bitumen, and corresponding master curves (TREF = 30 ºC) of elastic modulus (G’),
viscous modulus (G’’) and tan δ obtained in the DSR
The mechanical spectra (G’, G’’ and tan δ) of both binders obtained in the DSR test, at
temperatures between 30-80 ºC and adjusted for a reference temperature of 30 ºC,
were almost overlapped, thus confirming the analogous mechanical behavior at the
tested temperatures. The viscosities at higher temperatures of the aged binder
recovered from the RAP are also similar to those of the new 10/20 bitumen. Thus, it
was assumed that this new bitumen could be used to carry out the characterization of
the binder rejuvenation.
2.2. Methods
The methodologies used to obtain the results presented in Section 3 are presented
below. First, a preliminary study was carried out to assess the optimal percentage of
rejuvenator that should be added to the RAP in order to improve the properties of the
final recycled HMA mixture.
The production conditions of the mixtures with 100% RAP were evaluated next. In
particular, the optimal temperature for the production of such mixtures with and without
rejuvenators was determined. Samples were produced in the Marshall compactor at
110, 120, 130, 140, 150 and 160 °C, and a compactability study was carried out to
evaluate the best conditions for the production/compaction of the mixtures.
After analyzing the production temperature of the mixtures and the percentage of
additives to be used, slabs were produced for each mixture, with and without additives.
Cores were extracted from these slabs in order to carry out performance related tests.
This included the determination of the volumetric properties of each mixture as well as
their water sensitivity, rutting resistance, stiffness modulus and fatigue resistance.
In order to evaluate the properties of the rejuvenated binder after production of the
mixtures, further tests were carried out on recovered samples of bitumen, so that the
results could be used to better understand the performance of the mixtures.
2.2.1. Study of the binder rejuvenation
One objective of this study is the determination of the optimal amount of additive that
should be used in the production of the recycled mixtures. This involves the
modification of the aged binder in order to achieve a higher penetration grade of
bitumen, i.e., 20/30 pen. The choice of this grade was based on the following factors:
(i) the bond between bitumen and aggregates in the RAP already provides a very good
adhesion between those materials, instead of requiring the use of a significantly softer
bitumen to obtain an equivalent adhesion;(ii) in order to obtain an even higher
penetration grade bitumen (e.g. 35/50) it would be necessary to greatly increase the
amount of additives in the mixture, and consequently the binder content (aged bitumen

+ rejuvenators), which could originate permanent deformation problems and rise the
production cost.
The rejuvenation study included the addition of three rejuvenator percentages (3, 6 and
12%, by mass of binder) to samples of the previously mentioned 10/20 pen bitumen,
which were then characterized through penetration (EN 1426), softening point (EN
1427) and dynamic viscosity (EN 13302) tests. The latter were carried out at various
temperatures, as described in Section 2.1.3.
2.2.2. Methodology used to select the production temperatures
During the study of the recycled mixtures, it was necessary to define their production
temperatures. Therefore, compactability tests (EN 12697-10 standard) were carried out
at different temperatures, using the Marshall impact compactor.
Three mixtures were studied during these compactability tests. The first was produced
without additives, i.e. only with RAP (named RAP), the second with ACF additive
(named ACF) and the third with used engine oil (named OIL). Thus, the binder content
of the RAP mixture was 5.1%, while the remaining mixtures had a slightly higher binder
content due to the addition of rejuvenators.
During the compaction process, the variation of the thickness of each specimen was
continuously recorded, by using a linear variable differential transformer (LVDT), as a
function of the corresponding number of blows (until reaching 200 blows). Three
specimens were used for each studied mixture and temperature.
The production temperature that would be used for each mixture would correspond to
the temperature that results in a compaction resistance, T (EN 12697-10), similar to

that observed for the RAP mixture, at the temperature at which T started to significantly
decrease (that great reduction of T means a better workability of the mixture, which
happens for higher production temperatures). Moreover, as higher temperatures are
not desirable for the production of this type of mixtures (it would result in further aging
of the binder), the lower possible temperature that would allow the mixture to be
workable should be selected.
In this particular study, the air voids content, which is normally the criterion used for the
temperature selection, was not considered since the RAP material used did not follow
the aggregate grading envelope, as presented above, resulting in lower voids contents
on the final mixtures.
2.2.3. Methods used to evaluate the performance of the totally recycled mixtures
When studying asphalt recycled mixtures, the evaluation of their water sensitivity is
essential, since this property is directly related to the performance and durability of
these materials during the road pavement life. The evaluation of this property is
determined in Europe by the EN 12697-12. According to this standard, two groups of
three specimens are tested for the indirect tensile strength (ITS) after a different
conditioning period. In that period, one group is kept dry and the other is immersed in
water, in order to determine the influence of the water on the weakening of the bond
between aggregates and binder and, consequently, on the strength of the mixture.
Following the determination of the ITS of each specimen, it is possible to calculate the
average value of each group and the indirect tensile strength ratio (ITSR), which
corresponds to the ratio between the ITS of the wet group (ITSw) and the dry group
(ITSd) of specimens. In the present study, the indirect tensile test was carried out
according to the EN 12697-23 standard, after a volumetric characterization of the

specimens (to determine the voids content, which significantly influences the results).
Additionally, the deformation of the specimens at the peak stress observed in the
indirect tensile tests was recorded, in order to understand the type of failure of the
mixtures, which can be more brittle or ductile.
Then, the rutting resistance of both types of mixture was assessed by means of the
Wheel Tracking Test, according to the EN 12697-22 standard, using the small device
and the procedure B (in air). Therefore, two slabs were prepared for each mixture (with
the dimensions of 30×30×4 cm3), and tested up to 10 000 cycles. The main parameters
obtained from this test are the Wheel Tracking Slope in air (WTSAIR), calculated
between the 5000th and the 10 000th cycles, the Mean Proportional Rut Depth in air
(PRDAIR), according to the thickness of the specimen, and the Mean Rut Depth in air
(RDAIR) of both slabs. Based on the summer climatic conditions of the region, a 50 ºC
temperature was selected for the test, as being representative of the hot summer days
that would influence the resistance to permanent deformation of the mixtures.
The stiffness modulus of bituminous mixtures is one of the most important properties
for the design of flexible pavements. The EN 12697-26 standard defines eight types of
test to determine the stiffness modulus of asphalt specimens. In the present work the
test was carried out on prismatic specimens, using the four-point bending configuration
(4PB-PR). The test was carried out for a range of temperatures (between 0 and 40 ºC)
and frequencies (0.1, 0.2, 0.5, 1, 2, 5, 8 and 10 Hz), in order to cover a wide variety of
loading conditions.
The representation of the results was made by the use of Master Curves, where
stiffness modulus, tan δ (phase angle), storage modulus and loss modulus were
adjusted for a reference temperature (TREF) of 20 ºC. The curves were drawn based on

the frequency-temperature superposition principle of bituminous materials, namely by
using the Arrhenius equation.
Finally, the fatigue resistance of all studied mixtures was also determined using the
four-point bending test procedure, according to the EN 12697-24 standard. The tests
were carried out at 20 ºC and using a frequency of 10 Hz and in strain control mode.
The fatigue resistance of a bituminous mixture is generally expressed by a relationship
between the tensile strain (εt) applied to a specimen and the number of cycles (N) after
which the specimen reaches failure (reduction of stiffness to half of its initial value), as
presented in Equation 1.
N = a × (1/εt) exp(b) (1)
Where:
N – no. cycles corresponding to the failure of the mixture for a strain εt;
εt – tensile strain applied to the mixture;
a, b – laboratory determined coefficients.
Based on the fatigue life equation (Equation 1), two main fatigue performance
characteristics were determined to compare the studied mixtures, which are the
number of cycles corresponding to a tensile microstrain of 100 (N100) and the strain
level corresponding to a fatigue resistance of 1 million cycles (ε6).
2.2.4. Evaluation of aging during the production of totally recycled mixtures
After the conclusion of the mixtures’ performance study, the final binder present in the
mixtures was characterized, in order to assess whether the rejuvenators would have

changed the influence of the production process on the aging of the binder. This was
carried out by recovering the binder using a rotary evaporator (by vacuum distillation),
in accordance to the EN 12697-3 standard. Then, the binder was characterized through
penetration (EN 1426), softening point (EN 1427) and dynamic viscosity (EN 13302)
tests.
The comparison between the results obtained before and after the production and/or
compaction of the mixtures allowed the analysis of the modifications that the binder
was subjected during the most significant aging period (the mixtures production
process) to be made. Based on EN 12607-1 standard, the corresponding aging
indexes (percentage of retained penetration, ring and ball temperature increase and
dynamic viscosity ratio) were also calculated.
3. Results and discussion
3.1. Selection of rejuvenator contents
The penetration and ring and ball test results of binder samples prepared with
10/20 pen bitumen and different percentages of rejuvenator are shown in Figure 4.
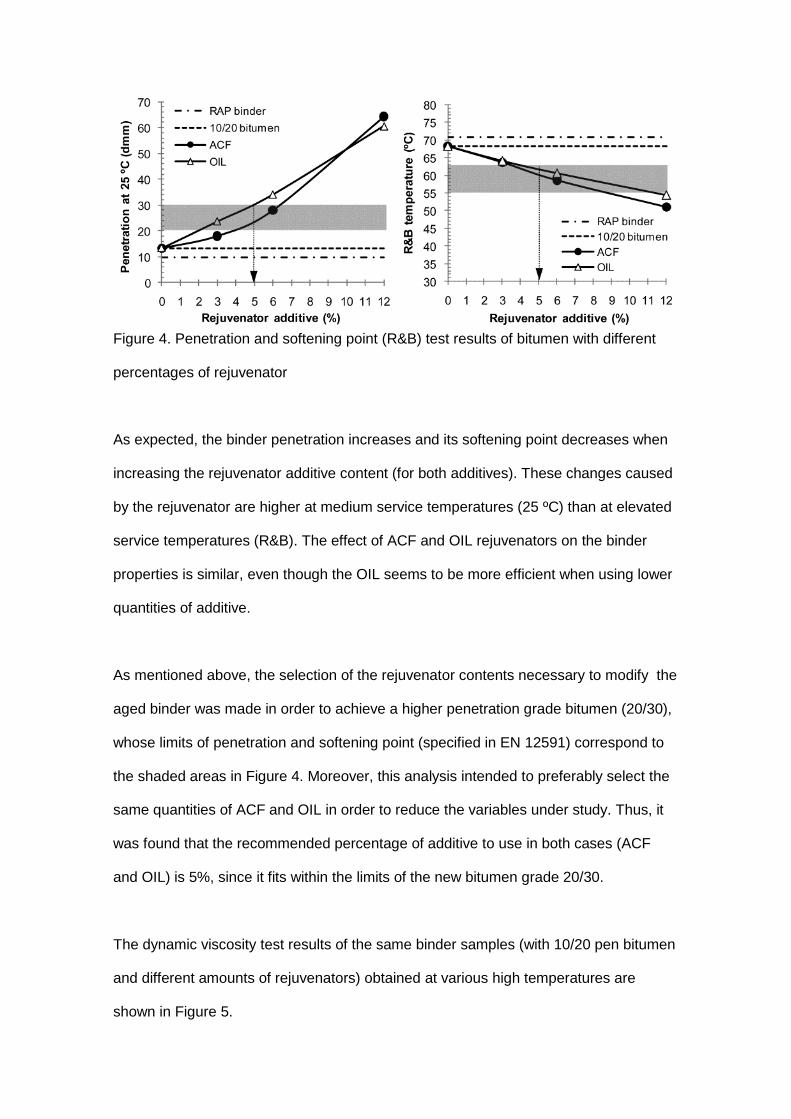
Figure 4. Penetration and softening point (R&B) test results of bitumen with different
percentages of rejuvenator
As expected, the binder penetration increases and its softening point decreases when
increasing the rejuvenator additive content (for both additives). These changes caused
by the rejuvenator are higher at medium service temperatures (25 ºC) than at elevated
service temperatures (R&B). The effect of ACF and OIL rejuvenators on the binder
properties is similar, even though the OIL seems to be more efficient when using lower
quantities of additive.
As mentioned above, the selection of the rejuvenator contents necessary to modify the
aged binder was made in order to achieve a higher penetration grade bitumen (20/30),
whose limits of penetration and softening point (specified in EN 12591) correspond to
the shaded areas in Figure 4. Moreover, this analysis intended to preferably select the
same quantities of ACF and OIL in order to reduce the variables under study. Thus, it
was found that the recommended percentage of additive to use in both cases (ACF
and OIL) is 5%, since it fits within the limits of the new bitumen grade 20/30.
The dynamic viscosity test results of the same binder samples (with 10/20 pen bitumen
and different amounts of rejuvenators) obtained at various high temperatures are
shown in Figure 5.
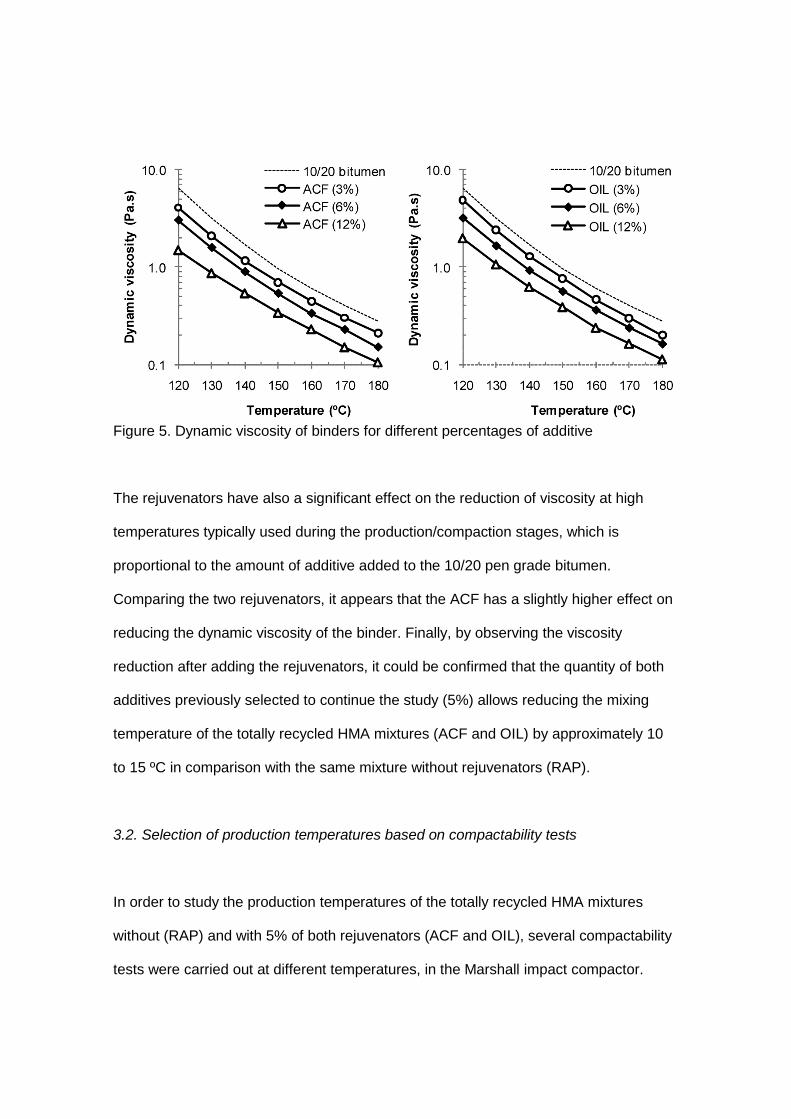
Figure 5. Dynamic viscosity of binders for different percentages of additive
The rejuvenators have also a significant effect on the reduction of viscosity at high
temperatures typically used during the production/compaction stages, which is
proportional to the amount of additive added to the 10/20 pen grade bitumen.
Comparing the two rejuvenators, it appears that the ACF has a slightly higher effect on
reducing the dynamic viscosity of the binder. Finally, by observing the viscosity
reduction after adding the rejuvenators, it could be confirmed that the quantity of both
additives previously selected to continue the study (5%) allows reducing the mixing
temperature of the totally recycled HMA mixtures (ACF and OIL) by approximately 10
to 15 ºC in comparison with the same mixture without rejuvenators (RAP).
3.2. Selection of production temperatures based on compactability tests
In order to study the production temperatures of the totally recycled HMA mixtures
without (RAP) and with 5% of both rejuvenators (ACF and OIL), several compactability
tests were carried out at different temperatures, in the Marshall impact compactor.

Some typical results of those tests, namely those obtained at 120 and 140 ºC, are
presented in Figure 6.
Figure 6. Compaction curves of totally recycled HMAs at different temperatures
Comparing the compaction curves of the different mixtures obtained at the same test
temperature, it was observed that the mixtures with rejuvenators have clearly lower air
voids contents than those of RAP mixture. In addition, when comparing both additives,
OIL mixtures present slightly lower air voids contents, and thus they should have the
lowest compaction resistance and highest workability (for the same number of
compaction blows). Finally, it can be seen that the change of the production
temperature (between 120 and 140 ºC) has a significant effect on the compactability
and on the volumetric properties of all studied mixtures.
Meanwhile, the various compaction resistance values, T, were determined according to
EN 12697-10 standard. Subsequently, these results (relating the compaction
resistance with the mixing temperature of the studied mixtures) were plotted in Figure
7, in order to evaluate differences between the compactability of the totally recycled
HMA mixtures.

Figure 7. Compaction resistance obtained for different production temperatures
The analysis of the compaction resistance curves of each mixture provides information
on their workability at different mixing temperatures. The mixture without additives
(RAP) presented a constant and high compaction resistance between 110 and 140 ºC,
which indicates that RAP mixture does not have sufficient workability below 140 º C.
The compaction resistance of RAP mixture has greatly decreased after 140 ºC, and
thus the temperature of 145 ºC was selected to produce this mixture as being the
minimum temperature at which RAP should be heated to ensure a suitable workability.
The selection of the production temperature of the totally recycled mixtures with
additives (ACF and OIL) was made in order to obtain a compaction resistance similar
to the mixture without additives (RAP), as presented in Figure 7. Thus, the use of both
rejuvenators led to the use of lower mixing temperatures (125 ºC for ACF and 120 ºC
for OIL mixtures) due to the lower viscosity of the rejuvenated binders and higher
binder content of the resulting mixtures.
3.3. Performance of the totally recycled HMA mixtures
3.3.1. Water sensitivity and indirect tensile strength
The results of the indirect tensile strength and water sensitivity tests are presented in
Figure 8, as well as the mean air voids content of the tested specimens.
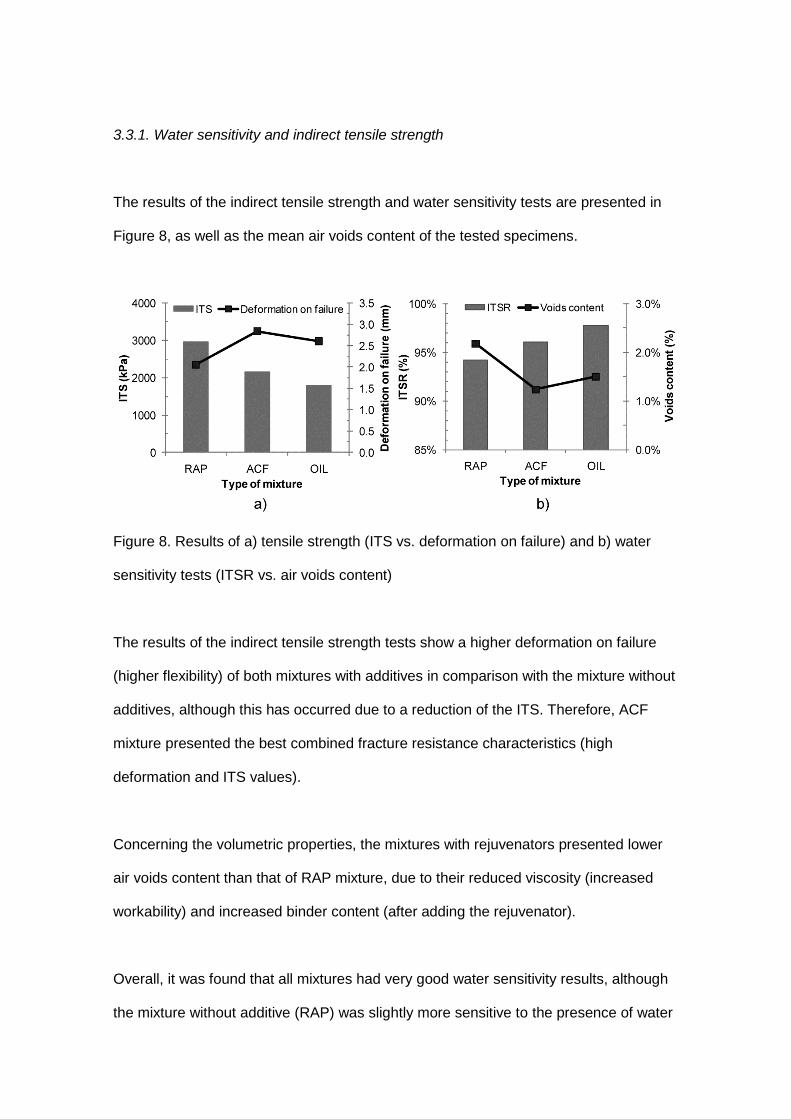
Figure 8. Results of a) tensile strength (ITS vs. deformation on failure) and b) water
sensitivity tests (ITSR vs. air voids content)
The results of the indirect tensile strength tests show a higher deformation on failure
(higher flexibility) of both mixtures with additives in comparison with the mixture without
additives, although this has occurred due to a reduction of the ITS. Therefore, ACF
mixture presented the best combined fracture resistance characteristics (high
deformation and ITS values).
Concerning the volumetric properties, the mixtures with rejuvenators presented lower
air voids content than that of RAP mixture, due to their reduced viscosity (increased
workability) and increased binder content (after adding the rejuvenator).
Overall, it was found that all mixtures had very good water sensitivity results, although
the mixture without additive (RAP) was slightly more sensitive to the presence of water

(lower ITSR due to its higher voids content). The remaining mixtures with rejuvenators
had a better performance (durability), with the OIL mixture showing the best result.
3.3.2. Resistance to permanent deformation
The resistance of asphalt mixtures to permanent deformation (usually referred to as rut
resistance), may be assessed, in comparative terms, by the visual analysis of the
wheel tracking test results, which consists of a graph where the deformation of the
mixtures is plotted against the number of cycles. Figure 9 represents the results of
each studied mixture, together with the result of a test carried out on a conventional
mixture produced with a 35/50 pen bitumen.
Figure 9. Wheel tracking test results obtained for the studied mixtures, in comparison to
a conventional mixture
The conventional mixture and the two modified mixtures showed a similar behavior.
Thus, it can be concluded that those mixtures have a rut resistance equivalent to a
conventional mixture. This comparison is important to confirm that the permanent
deformation of totally recycled HMA mixtures with the incorporation of rejuvenators is
not high, and that any permanent deformation problem with such mixtures is not
expected. In fact, this could ultimately be an issue since a higher binder content is
obtained in these mixtures after the addition of the rejuvenators.
Table 1 shows the thickness of the slabs used in the wheel tracking tests and the
results obtained for the studied mixtures, according to the main parameters that
characterize the rut resistance of asphalt mixtures.
Table 1. Thickness of the specimens and results obtained in the wheel tracking tests
Property evaluated Totally recycled HMA mixtures Conventional
HMA (CONV) RAP ACF OIL
Average Thickness (mm) 41.90 41.39 41.15 41.60
Wheel tracking slope (WTSAIR) (mm/103 cycles)
0.03 0.11 0.14 0.16
Proportional Rut Depth, max. (PRDAIR) (%)
2.39 6.32 7.78 8.62
Rut Depth, max. (RDAIR) (mm) 1.00 2.62 3.20 3.59
The mixture with the best permanent deformation performance was the RAP mixture.
This can be explained by the higher stiffness of the binder (without rejuvenation) and
by the increased aging effect of the production process, since this mixture was
manufactured using higher temperatures. Besides, the higher temperatures also
improved the coating of the aggregates by the binder, making the mixture practically
undeformable. Regarding the modified mixtures, the ACF mixture showed a slightly
higher performance than the OIL mixture, although both mixtures have followed similar
trends.
In summary, the introduction of rejuvenators in the RAP resulted in an increase in the
binder content of the mixtures and a reduction in its viscosity, which increased the
deformation of the resulting mixtures in comparison to the RAP mixture (without
additive). However, the modified mixtures still showed a deformation similar or even
lower than the conventional mixture.
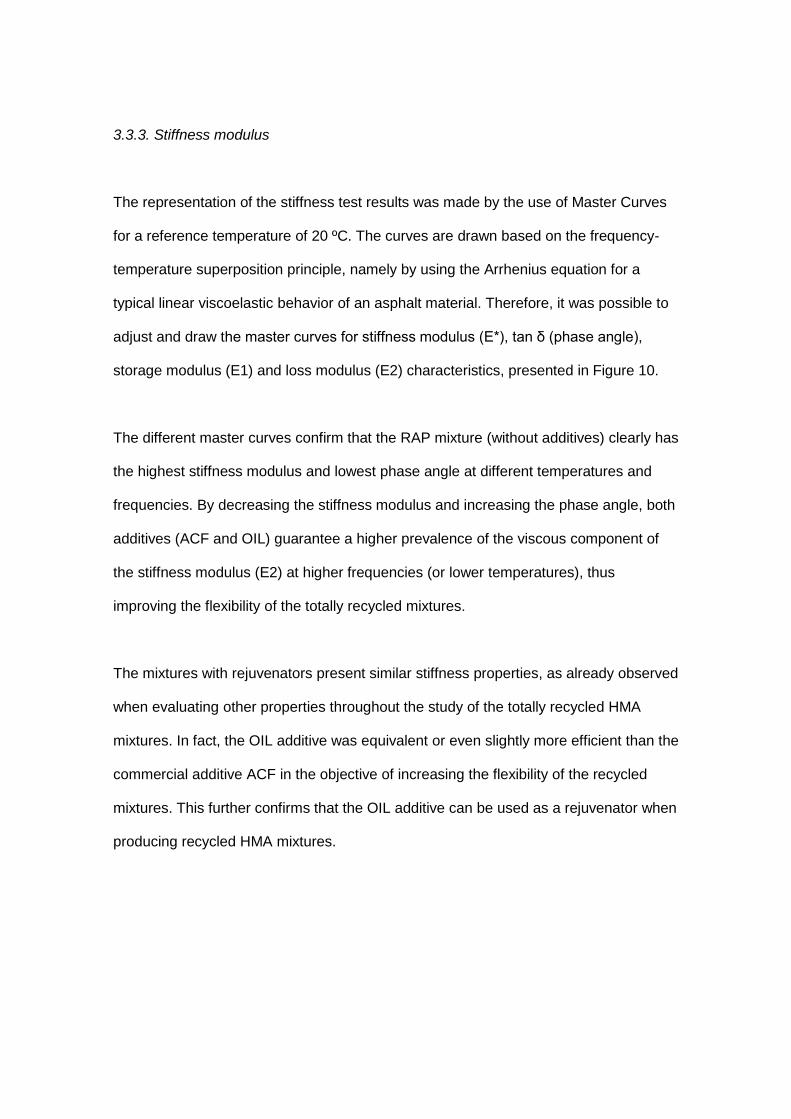
3.3.3. Stiffness modulus
The representation of the stiffness test results was made by the use of Master Curves
for a reference temperature of 20 ºC. The curves are drawn based on the frequency-
temperature superposition principle, namely by using the Arrhenius equation for a
typical linear viscoelastic behavior of an asphalt material. Therefore, it was possible to
adjust and draw the master curves for stiffness modulus (E*), tan δ (phase angle),
storage modulus (E1) and loss modulus (E2) characteristics, presented in Figure 10.
The different master curves confirm that the RAP mixture (without additives) clearly has
the highest stiffness modulus and lowest phase angle at different temperatures and
frequencies. By decreasing the stiffness modulus and increasing the phase angle, both
additives (ACF and OIL) guarantee a higher prevalence of the viscous component of
the stiffness modulus (E2) at higher frequencies (or lower temperatures), thus
improving the flexibility of the totally recycled mixtures.
The mixtures with rejuvenators present similar stiffness properties, as already observed
when evaluating other properties throughout the study of the totally recycled HMA
mixtures. In fact, the OIL additive was equivalent or even slightly more efficient than the
commercial additive ACF in the objective of increasing the flexibility of the recycled
mixtures. This further confirms that the OIL additive can be used as a rejuvenator when
producing recycled HMA mixtures.
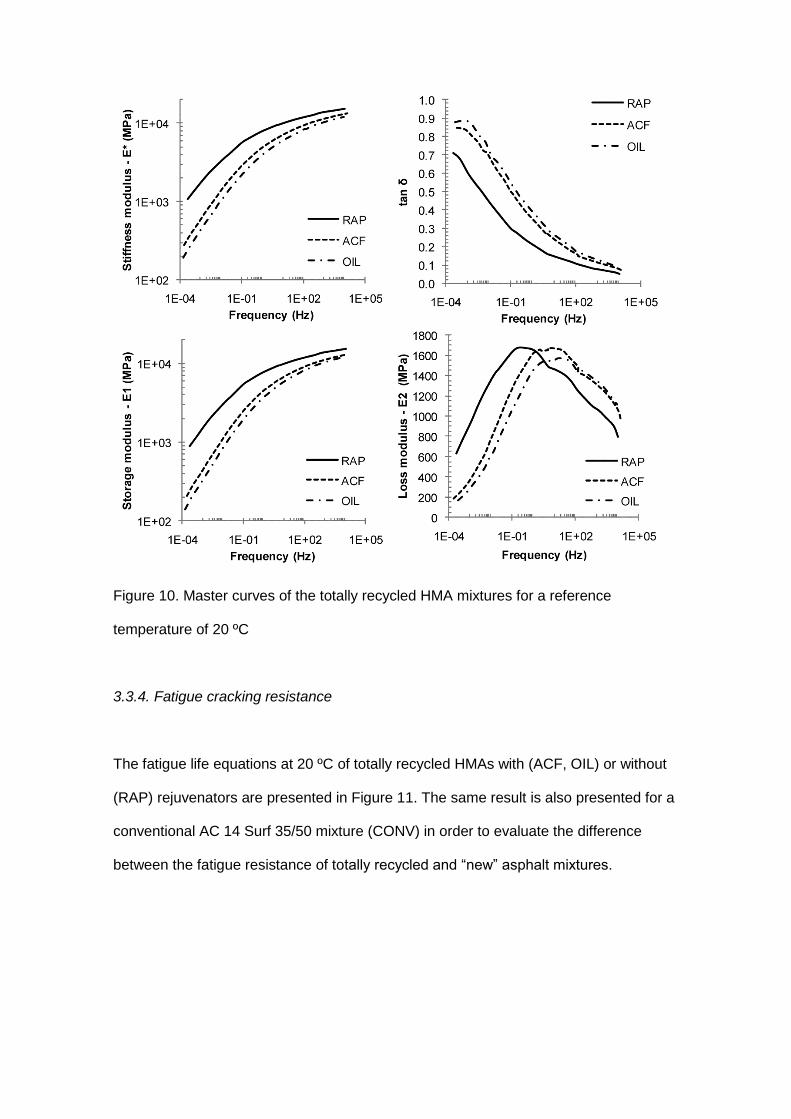
Figure 10. Master curves of the totally recycled HMA mixtures for a reference
temperature of 20 ºC
3.3.4. Fatigue cracking resistance
The fatigue life equations at 20 ºC of totally recycled HMAs with (ACF, OIL) or without
(RAP) rejuvenators are presented in Figure 11. The same result is also presented for a
conventional AC 14 Surf 35/50 mixture (CONV) in order to evaluate the difference
between the fatigue resistance of totally recycled and “new” asphalt mixtures.

Figure 11. Fatigue life equations of totally recycled HMAs vs. conventional HMA, at
20 ºC
The fatigue cracking resistance of totally recycled HMAs, with both additives, is visibly
the highest among the studied mixtures. In fact, the addition of rejuvenator agents to
the RAP has increased the flexibility and the fatigue resistance of the totally recycled
mixture. Moreover, by adding some amount of rejuvenator during the production of the
recycled mixture, the binder content of the HMA is increased, which also improves the
flexibility and the fatigue resistance.
The comparison between the fatigue resistance of the three totally recycled mixtures
and that of the “new” conventional HMA showed that all recycled HMAs presented a
better performance, including the one without additives.
The high fatigue resistance of the totally recycled HMAs can result from their high
content of fines (the quantity of mastic filling material increases), which are present in
the RAP due to the milling operation of the bituminous mixture from the road pavement.
This fact could also have led to rutting problems if the hardened bitumen of the
recycled mixtures was not so stiff. This unexpected high fatigue resistance result of
recycled HMAs has already been noted (Silva, 2005) when asphalt material is aged
during a significant period of time in a laboratory oven at quite high temperatures (i.e.
mixing temperature), because the hardened binder has enough contact time with the
aggregates to create a stronger bond between the HMA components, thus increasing
the fatigue life. Other authors (Huang et al., 2005) also investigated the blending of
RAP into virgin HMA mixtures, and they concluded that the aged binder in RAP formed
a stiffer layer coating the RAP aggregate particles. This layered system helped to
reduce the stress concentration within the HMAs and the aged binder mastic layer was
actually serving as a cushion layer in between the hard aggregate and the soft binder
mastic. They suggested that this may explain the improved fatigue resistance of mixes
containing RAP reported in some laboratory studies. However, the diffusion of binder
over time will reduce the effect of the layered system, thus reducing the long-term
fatigue performance.
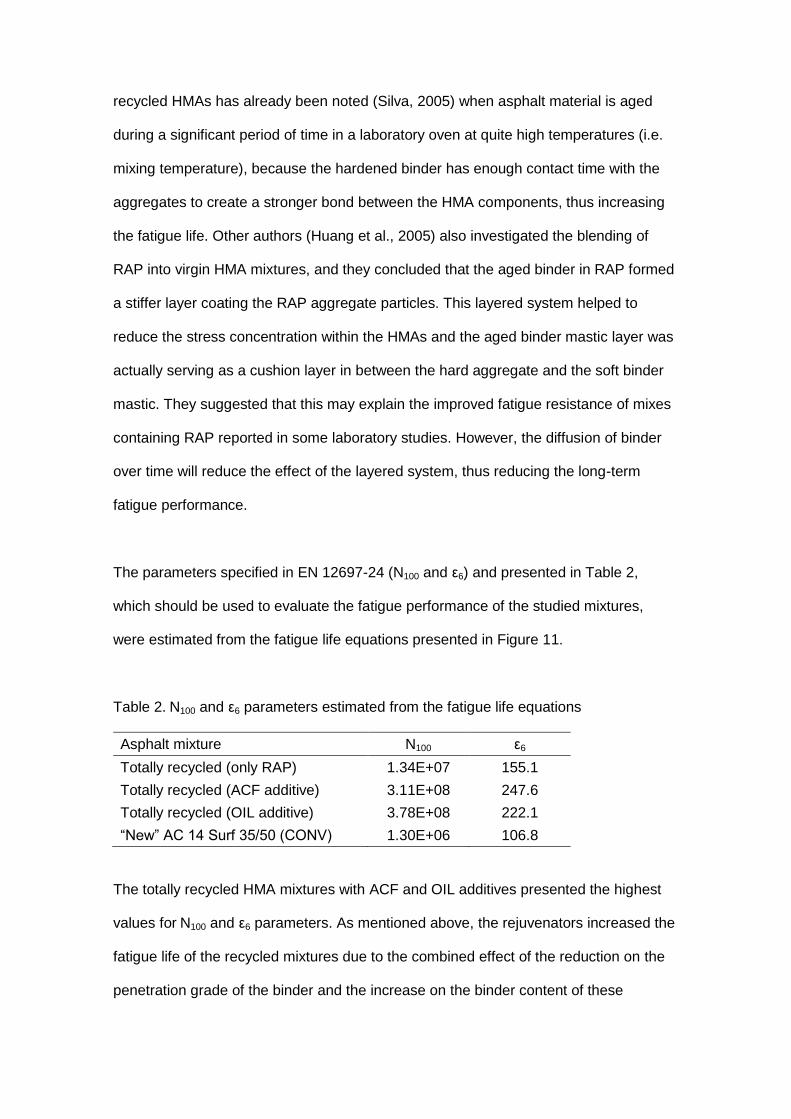
The parameters specified in EN 12697-24 (N100 and ε6) and presented in Table 2,
which should be used to evaluate the fatigue performance of the studied mixtures,
were estimated from the fatigue life equations presented in Figure 11.
Table 2. N100 and ε6 parameters estimated from the fatigue life equations
Asphalt mixture N100 ε6
Totally recycled (only RAP) 1.34E+07 155.1
Totally recycled (ACF additive) 3.11E+08 247.6
Totally recycled (OIL additive) 3.78E+08 222.1
“New” AC 14 Surf 35/50 (CONV) 1.30E+06 106.8
The totally recycled HMA mixtures with ACF and OIL additives presented the highest
values for N100 and ε6 parameters. As mentioned above, the rejuvenators increased the
fatigue life of the recycled mixtures due to the combined effect of the reduction on the
penetration grade of the binder and the increase on the binder content of these
mixtures. These factors greatly enhanced the flexibility of the recycled HMA mixtures,
thus increasing nearly 25 times the fatigue cracking resistance (N100). When comparing
the studied rejuvenators, the mixture with ACF additive presented the best fatigue
characteristics at the benchmark of 1 million cycles (ε6), but both additives assure a
similar fatigue performance at lower strain levels (N100) typically observed in road
pavements.
Even though the rejuvenators significantly increase the fatigue properties of the
mixtures, the RAP mixture (without additives) also have a good fatigue cracking
resistance, since its N100 value is 10 times greater than that of a conventional HMA
mixture.
3.4. Binder aging during the production of totally recycled HMA mixtures
In order to quantify the binder aging that occurred during the production of the different
totally recycled HMA mixtures, penetration at 25 ºC and softening point tests were
carried out on recovered binders before and after the mixing/compaction phase. The
results of these tests are presented in Figure 12, as well as the corresponding aging
indexes (percentage of retained penetration and ring and ball temperature increase).
As expected, after aging (mixing and compaction phases) all binders presented lower
values of penetration and higher softening point temperatures, including the RAP
binder without additive. Moreover, the properties of the rejuvenated binders, before and
after aging, demonstrate that both additives (ACF and OIL) were able to interact and
modify the RAP binder, thus increasing the maltenes content and the penetration value
of the modified binders.

Figure 12. Change on the penetration and softening point properties (including aging
indexes) of binders recovered from the studied mixtures before and after production
The results of the penetration test showed that the recycled mixtures with both
rejuvenators are more influenced (retained penetration of 70%) by aging than the
unmodified RAP mixture (retained penetration higher than 90%), because the “unaged”
RAP binder is already significantly hardened and is not able to change its properties at
medium in-service temperatures. However, the short term aging influence on the
results of the ring and ball test was different, because the variation of the softening
point temperatures of RAP and ACF binders (9 ºC) are higher than that of OIL binder
(6 ºC). In fact, the asphalt binder aging phenomenon is caused by: i) the increase of
the asphaltenes content; ii) the agglomeration of resins into bigger molecules; iii) the
evaporation of light fractions of maltenes (Peralta et al., 2010). These aging changes
are measured differently when testing the binder at different temperatures, thus
justifying the dissimilar results obtained in the penetration and R&B tests. One of the
main problems of aging is the higher tendency to observe fatigue cracking problems in
situ, and these problems are critical at medium (or low) in-service temperatures, mainly
related with the penetration test. The results of the R&B test can essentially justify the
slightly lower permanent deformation resistance of the OIL recycled mixture.

Finally, in order to quantify the effect of the binder aging at high mixing/compaction
temperatures, dynamic viscosity tests (at different temperatures) were carried out on
recovered binders before and after mixtures production. The obtained results and the
corresponding aging indexes (dynamic viscosity ratio), are presented in Figure 13.
Figure 13. Variation of the dynamic viscosity (including aging indexes) of binders
recovered from the studied mixtures before and after production
As expected, between 120 and 180 ºC the dynamic viscosity (DV) of all binders
increased after aging. Quite surprisingly, the dynamic viscosity results of the
unmodified RAP binder (DV ratios above 170%) were much more influenced by aging
than those of the recycled mixtures with both rejuvenators (DV ratios between 100 and
160%). Moreover, it was observed that the DV ratios measured in the three binders
decrease with the increase of the temperature (from 120 to 180 ºC). Both results could
be explained based on the changes in the structure of the binder after aging, as
referred previously. In fact, the agglomeration of molecules during aging is opposed by
their higher dispersion at higher temperatures, thus reducing the DV ratios. This occurs
in an easier way at higher temperatures (180 ºC) and in the binders with higher
maltenes content (i.e. the mixtures with rejuvenators).
When comparing the results of both rejuvenators, the recycled mixture with OIL is
clearly that with minor changes in viscosity after aging, thus justifying the lower
production temperature used during this work and confirming the tendency observed in
the R&B test.
3.5. Discussion
The results obtained in the present study show that totally recycled asphalt mixtures
may be used in real pavements, as could be seen from the fatigue and permanent
deformation results. The similar or even slightly improved behavior of this type of
mixture, in comparison to the conventional mixture studied, associated with a higher
stiffness modulus result in a better performance on the pavement, assuming that the
same thicknesses are used.
In terms of Life Cycle Analysis, a comprehensive study will have to be made in order to
assess the whole contribution of this type of solution to the sustainable development,
which will be carried out in the future. Nevertheless, it is possible to conclude that the
use of 100% RAP with the addition of a rejuvenator is a very competitive solution in
economic and environmental terms, especially when the used oil is applied as a
rejuvenator, since it is possible to maintain an adequate performance of the materials
(which must be confirmed in real pavement trials) while reducing the environmental
impacts caused by the virgin material extraction (with its associated emissions) and by
the waste disposal.
Different solutions have been tested with some success (Harrington, 2005; Hossain et
al., 1993; Riebesehl and Nölting, 2009) with the objective of implementing this type of
technology in practice. However, new solutions will be developed in interaction with the
industry that should result in fewer modifications to the existing asphalt plants (reducing
the investment needed for the production companies) and in productivity levels similar
to those obtained with conventional mixtures. The use of rejuvenators, namely the OIL,
is a contribution to facilitate the implementation of these solutions, since it is possible to
achieve adequate volumetric properties with a mixture produced at lower temperatures.
In addition to that, the use of WMA additives and/or the selective separation of the RAP
for heating with different conditions (to avoid ageing the binder mostly bond to the fine
particles) will be further investigated, in order to improve the production conditions to
allow confident application of totally recycled mixtures in the field with similar properties
to those studied in the laboratory.
4. Conclusions
This paper essentially deals with the conservation of mineral and petroleum based
resources, by presenting a laboratory study to assess the sustainability of using 100%
RAP in recycled HMA mixtures. This study allowed the definition of the optimum
production conditions (RAP homogeneity, mixing temperatures, content and type of
rejuvenators) to be used in a further investigation, namely in the transposition of these
totally recycled mixtures to the asphalt plant and, ultimately, build real pavement trial
sections.
The main conclusions that can be drawn from this study of an innovative mixture,
totally recycled from old and distressed road pavements, are the following:
• The criteria defined of obtaining a 20/30 pen grade binder in order to produce
the recycled mixtures and the method used to characterize the binders (penetration,
R&B and dynamic viscosity tests) resulted in a optimum content of rejuvenator of 5%;
• The resistance to compaction obtained in the compactability tests is a good
parameter to select the adequate mixing temperature of totally recycled mixtures;

• The rejuvenators improve the performance of the totally recycled HMA mixtures
(i.e., longer life cycle) and reduce the mixing temperature (i.e., lower energy
consumption) necessary to have an adequate workability, with the used engine oil
being a good economical and environmental alternative to the commercial additive;
• All properties of the totally recycled HMAs evaluated in this work (water
sensitivity, rutting resistance, stiffness and fatigue resistance) showed better results
than those of a conventional HMA, and this surprisingly good result could have risen
from both the higher content of fines and the higher stiffness of the binder;
• The performance based analysis carried out in this work allowed to obtain
totally recycled HMA mixtures that can be implement in real pavements, even without
complying with the empirical specifications (e.g., grading envelope) usually applied in
road works;
• In summary, the “total recycling” technology can be used to produce asphalt
mixtures with a performance as good as conventional HMAs, provided that adequate
storing and handling conditions are assured during the production stage.
Acknowledgments
The authors would like to acknowledge the support given by the Portuguese
Foundation for Science and Technology (FCT) through the Project PEst-
OE/ECI/UI4047/2011. Thanks are also due to the MSc students and the technicians
from the University of Minho for their essential support in the development of this
research work, and to the companies Gabriel Couto SA, for supplying the RAP
material, and Cepsa and Iterchimica (through their representative, Petrocerco) for
supplying the bitumen and the Iterlene ACF 1000 additive, respectively.
References

Al-Qadi IL, Elseifi M, Carpenter SH. Reclaimed asphalt pavement – A literature review.
Illinois, USA: Federal Highway Administration; 2007 Mar. Report No.: FHWA-ICT-
07-001. Contract No.: ICT R27-11.
Benninghoven [Internet]. Mülheim/Mosen: Benninghoven GmbH & Co. KG; [acessed
2010 Oct 10]. Asphalt Recycling Plants. Available from:
http://www.benninghoven.com/index.php?option=com_content&task=view&id=34&It
emid=54.
Brownridge J. The Role of an Asphalt Rejuvenator in Pavement Preservation: Use and
Need for Asphalt Rejuvenation. In: FHWA, editor. 1st Int Conf on Pavement
Preservation. Newport Beach, USA: Federal Highway Administration; 2010.
Celauro C, Bernardo C, Gabriele B. Production of innovative, recycled and high-
performance asphalt for road pavements. Resources, Conservation and Recycling.
2010;54(6):337-47.
Chen JS, Huang CC, Chu PY, Lin KY. Engineering characterization of recycled asphalt
concrete and aged bitumen mixed recycling agent. Journal of Materials Science.
2007;42(23):9867-76.
Chiu C-T, Hsu T-H, Yang W-F. Life cycle assessment on using recycled materials for
rehabilitating asphalt pavements. Resources, Conservation and Recycling.
2008;52(3):545-56.
EP. Vol. V:03 - Pavimentação - Cap. 14.03 - Características dos Materiais. In: EP,
editor. Caderno de Encargos Tipo Obra. Lisbon, Portugal: Estradas de Portugal;
2011.
Harrington J. Recycled Roadways. Public Roads: Federal Highway Administration
Magazine; 2005; Vol. 68(4). p. 9-17.
Hassan R. Feasibility of Using High Rap Contents in Hot Mix Asphalt. In: AAPA, editor.
13th International Flexible Pavements Conference. Queensland, Australia:
Australian Asphalt Pavement Association; 2009.

Holleran G, Wieringa T, Tailby J. Rejuvenation Treatments for Aged Pavements. In:
NZTA, editor. New Zealand Transport Agency Conf. New Zealand: NZ Transport
Agency; 2005.
Hossain M, Metcalf DG, Scofield LA. Performance of recycled asphalt concrete
overlays in Southwestern Arizona. Transportation Research Record. 1993;1427:30-
7.
Huang BS, Li GQ, Vukosavjevic D, Shu X, Egan BK. Laboratory investigation of mixing
hot-mix asphalt with reclaimed asphalt pavement. Transportation Research Record.
2005;1929:37-45.
Iterchimica [Internet]. Bergamo: Iterchimica srl; [acessed 2010 Aug 15]. Interlene ACF
1000. Available from:
http://www.iterchimica.it/prodotti.asp?tm=PRODUCTS&ctg=62&detail=434&arr_urb=
0&title=iterlene-acf.
NAPA. Recycling Hot Mix Asphalt Pavements. Lanham, MD, USA: National Asphalt
Pavement Association; 1996.
Peralta J, Hilliou L, Silva H, Machado AV, Pais JC, Oliveira JRM. Rheological
Quantification of Bitumen Aging: Definition of a New Sensitive Parameter. Applied
Rheology. 2010;20(6).
Pereira PAA, Oliveira JRM, Picado-Santos LG. Mechanical characterisation of hot mix
recycled materials. International Journal of Pavement Engineering. 2004;5(4):211-
20.
PIARC. Recycling of Existing Flexible Pavements. Paris, France: Technical Committee
8 - Flexible Roads of World Road Association (PIARC); 2002.
Rebbechi J, Green M. Going green: innovations in recycling asphalt. In: AAPA, editor.
AAPA Pavements Industry Conference. Queensland, Australia: Australian Asphalt
Pavement Association; 2005.
Riebesehl G, Nölting M. Unlocking the full technical potential of RAP. In: WRI, editor.
Petersen Asphalt Research Conference. Laramie, USA: Western Research Institute;
2009.
Romera R, Santamaria A, Pena JJ, Munoz ME, Barral M, Garcia E, et al. Rheological
aspects of the rejuvenation of aged bitumen. Rheologica Acta. 2006;45(4):474-8.
Sayagh S, Ventura A, Hoang T, François D, Jullien A. Sensitivity of the LCA allocation
procedure for BFS recycled into pavement structures. Resources, Conservation and
Recycling. 2010;54(6):348-58.
Silva HMRD. Caracterização do Mastique Betuminoso e da Ligação Agregado
Mastique: Contribuição para o Estudo do Comportamento das Misturas
Betuminosas [PhD tesis]. Guimarães, Portugal: Univ. Minho; 2005. Portuguese.
Silva HMRD, Oliveira JRM, Peralta EJ, Ferreira CIG. Evaluation of the rheological
behaviour of Warm Mix Asphalt (WMA) modified binders. In: Loizos A, Partl MN,
Scarpas T, Al-Qadi IL, editors. 7th Int RILEM Symp Advanced Testing and
Characterisation of Bituminous Materials. Rhodes, Greece: RILEM; 2009. p. 661-73.
Valdés G, Pérez-Jiménez F, Miró R, Martínez A, Botella R. Experimental study of
recycled asphalt mixtures with high percentages of reclaimed asphalt pavement
(RAP). Construction and Building Materials. 2011;25(3):1289-97.
Related Documents











