Application of the minimum transport velocity model for drag-reducing polymers A. Ramadan a, * , A. Saasen b , P. Skalle c a University of Tulsa, NCDB, 2450 E. Marshall, Tulsa, OK 74110, USA b Statoil, NO-4035, Stavanger, Norway c Department of Petroleum Engineering Applied Geophysics, NTNU, NO-7491, Trondheim, Norway Received 26 May 2003; accepted 12 March 2004 Abstract The objective of this work is to acquire further insight into the procedure for predicting the minimum fluid velocity, which is required to transport cuttings from a directional well. The minimum transport velocity model (MTV) was used for drag- reducing polymers such as xanthan gum (XG). A series of experiments to evaluate the predictions of the model were conducted using water, aqueous solutions of polyanionic celluose (PAC) and xanthan gum (XG). The experiments conducted in a 4-m-long and 8-cm-diameter test section with recirculation facilities. The tests were carried out by measuring critical velocities, which are required to initiate the motion of sand bed particles. Four sand beds with different particle size ranges were used in the experiments. The model predictions were compared to the experimental results. The model predictions of critical velocity show satisfactory agreement with the measured data. D 2004 Elsevier B.V. All rights reserved. Keywords: Drag reduction; Particles; Hydrodynamics forces; Cuttings transport; Modeling; Polymers 1. Introduction Borehole cleaning is an important consideration when designing drilling fluids for horizontal and in- clined wells. Successful drilling of a deviated section is, to a large extent, dependent upon the ability of the drilling fluid to clean the hole by conveying the cuttings to the surface. Often, drilling practices require enhance- ment of the cuttings transport ability of drilling fluids. Shear thinning drilling fluids with drag-reducing characteristics are more efficient at transmitting hy- draulic energy to drilling tools and the bit. Because of its unique rheological properties, xanthan gum (XG) is a commonly used drag-reducing agent that is utilized extensively to modify the viscosity of drilling fluids. It provides viscosity, gel strength and fluid loss control in a variety of brines and facilitates the maintenance of low-solids mud. Addition of a small amount of a drag-reducing agent to a drilling mud can cause a drastic reduction in the friction drag in turbulent flows (Sohn et al., 2001). The additive also affects the flow characteristics (velocity profile and flow regime) of turbulent flows (Escudier et al., 1999). The cuttings transport of a drilling fluid depends on the flow parameters, rheological properties of the fluid and properties of cuttings. 0920-4105/$ - see front matter D 2004 Elsevier B.V. All rights reserved. doi:10.1016/j.petrol.2004.03.002 * Corresponding author. Tel.: +1-918-631-5174; fax: +1-918- 631-5009. E-mail address: [email protected] (A. Ramadan). www.elsevier.com/locate/petrol Journal of Petroleum Science and Engineering 44 (2004) 303 – 316

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

www.elsevier.com/locate/petrol
Journal of Petroleum Science and Engineering 44 (2004) 303–316
Application of the minimum transport velocity model for
drag-reducing polymers
A. Ramadana,*, A. Saasenb, P. Skallec
aUniversity of Tulsa, NCDB, 2450 E. Marshall, Tulsa, OK 74110, USAbStatoil, NO-4035, Stavanger, Norway
cDepartment of Petroleum Engineering Applied Geophysics, NTNU, NO-7491, Trondheim, Norway
Received 26 May 2003; accepted 12 March 2004
Abstract
The objective of this work is to acquire further insight into the procedure for predicting the minimum fluid velocity, which is
required to transport cuttings from a directional well. The minimum transport velocity model (MTV) was used for drag-
reducing polymers such as xanthan gum (XG). A series of experiments to evaluate the predictions of the model were conducted
using water, aqueous solutions of polyanionic celluose (PAC) and xanthan gum (XG). The experiments conducted in a 4-m-long
and 8-cm-diameter test section with recirculation facilities. The tests were carried out by measuring critical velocities, which are
required to initiate the motion of sand bed particles. Four sand beds with different particle size ranges were used in the
experiments. The model predictions were compared to the experimental results. The model predictions of critical velocity show
satisfactory agreement with the measured data.
D 2004 Elsevier B.V. All rights reserved.
Keywords: Drag reduction; Particles; Hydrodynamics forces; Cuttings transport; Modeling; Polymers
1. Introduction draulic energy to drilling tools and the bit. Because of
Borehole cleaning is an important consideration
when designing drilling fluids for horizontal and in-
clinedwells. Successful drilling of a deviated section is,
to a large extent, dependent upon the ability of the
drilling fluid to clean the hole by conveying the cuttings
to the surface. Often, drilling practices require enhance-
ment of the cuttings transport ability of drilling fluids.
Shear thinning drilling fluids with drag-reducing
characteristics are more efficient at transmitting hy-
0920-4105/$ - see front matter D 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.petrol.2004.03.002
* Corresponding author. Tel.: +1-918-631-5174; fax: +1-918-
631-5009.
E-mail address: [email protected] (A. Ramadan).
its unique rheological properties, xanthan gum (XG)
is a commonly used drag-reducing agent that is
utilized extensively to modify the viscosity of drilling
fluids. It provides viscosity, gel strength and fluid loss
control in a variety of brines and facilitates the
maintenance of low-solids mud.
Addition of a small amount of a drag-reducing agent
to a drilling mud can cause a drastic reduction in the
friction drag in turbulent flows (Sohn et al., 2001). The
additive also affects the flow characteristics (velocity
profile and flow regime) of turbulent flows (Escudier et
al., 1999). The cuttings transport of a drilling fluid
depends on the flow parameters, rheological properties
of the fluid and properties of cuttings.

A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316304
In deviated and horizontal wells, drilling fluids must
suspend the drill cuttings under a wide range of con-
ditions. Drill cuttings that settle during drilling can
cause bridges, fill or develop cuttings beds in deviated
and horizontal wells; this can cause stuck pipe or lost
circulation. The transport velocity (defined for vertical
wells) does not apply to wells because the cuttings
settle to the low side of the hole across the fluid flow
path rather than the direction opposite to the flow.
Experiments have been conducted to study the
effects of various parameters on cuttings bed forma-
tion. Several borehole cleaning correlations have been
developed to predict the critical velocity which is
required to initiate the motion of cuttings bed particles.
The correlations and models provide methods to ana-
lyze cuttings transport as a function of operating con-
ditions (flow rate, penetration rate and rotation speed),
mud properties (density and rheology), well configu-
ration (angle, hole size and pipe size) and cuttings size.
Clark and Bickham (1994) presented one of the
most widely used minimum transport velocity (MTV)
models. The model is developed by creating a me-
chanical relationship between the fluid and the cut-
tings bed particles. It requires an accurate near-bed
velocity profile to evaluate the hydrodynamic lift and
drag forces acting on a protruding bed particle.
Recent studies (Escudier et al., 1999; Hoyer and
Gry, 1996) of drag-reducing polymers suggested that
Fig. 1. Upper and lower critical velocities measured using 1-l sand
the flow regime and velocity profile can be influenced
significantly by the drag-reducing behaviors of the
fluid. Thus, the objective of this study is to determine
how and on what level the drag-reducing agent such
as xanthan gum affects the predictions of the mech-
anistic model.
2. Critical flow conditions
The critical flow condition for solid beds, like
many other threshold conditions, cannot be defined
with absolute precision. As the velocity of the flow
over an initially stationary bed of solids particles is
increased, there is no clear-cut point at which particle
movement suddenly occurs. There is, however, a
condition in which a particle is detached from the
bed every few seconds; the movement may be caused
by unstable initial positions of each grain. As the
velocity is increased, particle movement gradually
becomes more frequent, until it becomes universal
throughout the bed. In spite of the apparent variability,
the critical flow condition can be considered to be a
well-founded concept (Henderson, 1966).
Accidental and sporadic dislodging of particles
occurs due to (1) unstable orientation and rearrange-
ment; (2) size variation within bed particles; (3)
variation in physical properties of the particles, such
bed (dp = 0.5–1.2 mm) with water in horizontal test section.
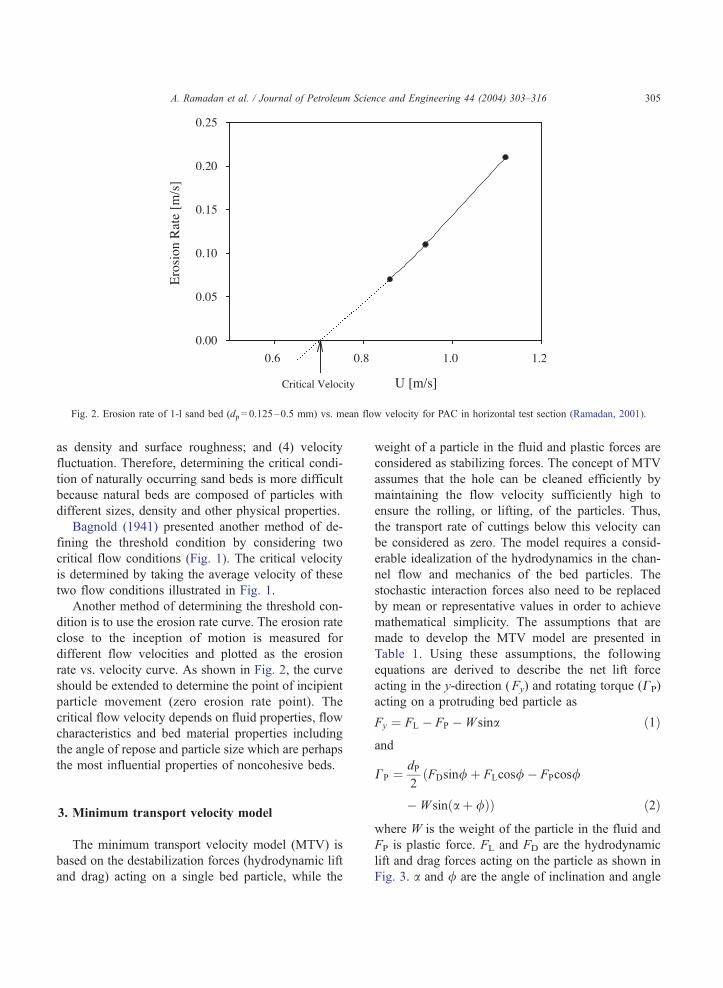
Fig. 2. Erosion rate of 1-l sand bed (dp = 0.125–0.5 mm) vs. mean flow velocity for PAC in horizontal test section (Ramadan, 2001).
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 305
as density and surface roughness; and (4) velocity
fluctuation. Therefore, determining the critical condi-
tion of naturally occurring sand beds is more difficult
because natural beds are composed of particles with
different sizes, density and other physical properties.
Bagnold (1941) presented another method of de-
fining the threshold condition by considering two
critical flow conditions (Fig. 1). The critical velocity
is determined by taking the average velocity of these
two flow conditions illustrated in Fig. 1.
Another method of determining the threshold con-
dition is to use the erosion rate curve. The erosion rate
close to the inception of motion is measured for
different flow velocities and plotted as the erosion
rate vs. velocity curve. As shown in Fig. 2, the curve
should be extended to determine the point of incipient
particle movement (zero erosion rate point). The
critical flow velocity depends on fluid properties, flow
characteristics and bed material properties including
the angle of repose and particle size which are perhaps
the most influential properties of noncohesive beds.
3. Minimum transport velocity model
The minimum transport velocity model (MTV) is
based on the destabilization forces (hydrodynamic lift
and drag) acting on a single bed particle, while the
weight of a particle in the fluid and plastic forces are
considered as stabilizing forces. The concept of MTV
assumes that the hole can be cleaned efficiently by
maintaining the flow velocity sufficiently high to
ensure the rolling, or lifting, of the particles. Thus,
the transport rate of cuttings below this velocity can
be considered as zero. The model requires a consid-
erable idealization of the hydrodynamics in the chan-
nel flow and mechanics of the bed particles. The
stochastic interaction forces also need to be replaced
by mean or representative values in order to achieve
mathematical simplicity. The assumptions that are
made to develop the MTV model are presented in
Table 1. Using these assumptions, the following
equations are derived to describe the net lift force
acting in the y-direction (Fy) and rotating torque (CP)
acting on a protruding bed particle as
Fy ¼ FL � FP �W sina ð1Þand
CP ¼ dP
2ðFDsin/ þ FLcos/ � FPcos/
�W sinða þ /ÞÞ ð2Þwhere W is the weight of the particle in the fluid and
FP is plastic force. FL and FD are the hydrodynamic
lift and drag forces acting on the particle as shown in
Fig. 3. a and / are the angle of inclination and angle

Table 1
Basic assumption in the MTV model
Bed Particles Fluid velocity
Uniform thickness uniform size no fluctuation
Void-free collision-free
Stationary uniform density
spherical
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316306
of repose, respectively. P is a contact point with a
neighboring particle and considered as the axis of
rotation during rolling. Rolling is not the only mech-
anism for initiating the movement of the bed particles.
A bed particle may start its motion in the direction
normal to the bed plane depending on the flow
condition, bed properties and geometric parameters.
The lifting of bed particles occurs when the lift
force overcomes the plastic force and gravity in the
direction of lift. Consequently, the critical condition
for initiating particle lifting is when the net lift force is
zero (Fy= 0). Similarly, the net rotating torque must be
zero to initiate rolling of the bed particles. Therefore, it
is necessary to model forces involved in dislodging the
protruding particle in order to determine the critical
Fig. 3. Forces acting on a single bed particle at an active erosion site.
velocity. The modeling equations for these forces are
listed in Table 2. Details of these model equations and
the factors ( fL and fD) used in the lift and drag force
equations were published by Ramadan et al. (2001).
The influence of drag reduction on the drag coeffi-
cient (CD) must be considered for drag-reducing fluids.
Therefore, the drag coefficient must be modified to
account for drag reduction when the particles Reynolds
number is greater than 0.1. Choi and John (1996)
presented an empirical relationship between the drag-
reduction efficiency and polymer solution properties
for both water- and oil-soluble polymers. Thus, the
universal correlation between the polymer concentra-
tion, C, and drag reduction (DR) in percent is
C
DR¼ KC*
DRmax
þ C
DRmax
ð3Þ
where C*, K and DRmax are empirical constants that
depend on the polymer–solvent system.
Several studies have been conducted to determine
the extent of drag reduction for different polymers.
Sohn et al. (2001) studied drag reduction properties of
xanthan gum using a rotating disk apparatus. The
dependency of drag reduction on various factors,
including polymer molecular weight, polymer concen-
tration and temperature, were investigated. The result
indicated that the polymer concentration significantly
affects the drag reduction behavior of xanthan gum
solutions at low concentrations ( < 100 ppm). In addi-
tion, they found the empirical constants for Eq. 3.
Using their constants, the equation for drag reduction is
DR ¼ C
0:0354C þ 4� 10�5ð4Þ
where DR is drag reduction in percent, and C is the
mass fraction of the polymer.
Table 2
Model equations used in Eqs. 1 and 2
Force Equation
Lift FL ¼ 1:615l ud2p
m0:5fL
du
dy
� �0:5
¼ KLu2
Drag FD ¼ 1
2CDq u2ApfD ¼ KDu
2
Weight W ¼ p6d3pðqs � qf Þg
Plastic FP ¼pd2psy2
/ þ ðp=2� /Þsin2/ � cos/sin/� �

A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 307
Using the estimates for the drag and lift forces,
equations in Table 2 may be substituted into Eqs. 1
and 2 to obtain the two critical velocities of a cuttings
bed as
uL ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiFP þW sinðaÞ
KL
sð5Þ
and
uR ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiFPcosð/Þ þW sinða þ /Þ
KDDRsinð/Þ þ KL
sð6Þ
where uL and uR are critical velocities for lifting and
rolling, respectively. An iterative procedure is neces-
sary to solve Eqs. 5 and 6, because KL is a function of
the local velocity (u). The calculated velocities are the
local velocities at the center of a bed particle. If the
two calculated values are different, the lower value is
the critical velocity. Using the velocity profile, the
mean flow velocity can be determined from the local
velocity. In turbulent flow, the near-bed velocity
profile is often described by the law of the wall (See
Appendix A). Several forms of this law have been
suggested; however, the law is often represented by
different expressions in different flow regions that are
presented in Fig. 4.
Fig. 4. Dimensionless velocity profiles of water and 0.2%
To apply the law of the wall to a Bingham fluid, it
is necessary to use the effective viscosity instead of
the Newtonian viscosity. In the case of power-law
fluids, use of the effective viscosity in the calculation
of near-bed velocity profiles does not yield accurate
result. Therefore, the law of the wall has to be
modified for power-law fluids. Szilas et al. (1981)
developed the law of the wall for power-law fluids.
Nonetheless, the law of the wall, which is obtained
from regular fluids, cannot be used for solutions of
drag-reducing polymers; experimental studies on fully
developed turbulent pipe flow of drag-reducing poly-
mer solutions indicated that the velocity profile is
significantly affected by drag reduction (Escudier et
al., 1999; Hoyer and Gry, 1996).
Fig. 4 compares dimensionless velocity profiles of
a 0.2 % xanthan gum solution to water (Escudier et
al., 1999). The figures indicate that drag-reducing
polymers significantly affect the law of the wall. It
is apparent from the figures that the velocity profile in
the viscous sublayer ( y+ < 5) is not influenced by the
addition of the polymer; however, the buffer zone and
logarithmic layer are considerably affected. The buffer
zone increases in thickness with increasing levels of
drag reduction. This results in high flow velocity in
the logarithmic layer, which is responsible for the
increase in the flow rate with the introduction of drag-
xanthan gum solution (from Escudier et al., 1999).
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316308
reducing polymers (Virk, 1975). The measured velo-
city profile roughly matches Virk’s curve.
The change in velocity profile significantly alters
the turbulent friction factor. According to Escudier et
al. (1999), the reduction in the turbulent friction factor
is as high as 50% for Reynolds numbers between
4000 and 50,000. Shenoy and Mashelkar (1983)
developed a specific friction factor correlation for
drag-reducing fluids as f = a/Reb, where a = 0.42 and
b = 0.55 (Shenoy, 1986).
Flow regime is another factor in determining the
critical flow velocity of drag-reducing fluids; since the
drag reduction phenomena is restricted to turbulent
flow. Therefore, it is important to accurately deter-
mine the critical Reynolds number. Hanks and Pratt
(1967) presented commonly used turbulent criteria for
Bingham fluids; they found that the Hedstrom number
(NHe) could roughly be correlated with the critical
Reynolds number, Rec by (Bourgoyne et al., 1986)
logRec ¼ 0:027ðlogNHeÞ2 þ 0:045logNHe þ 2:93
ð7Þ
where the Hedstrom number (NHe) is given as qfsyD2/
lp2. Although this method is a promising turbulent
criterion for Bingham fluids, it may not be applied to
drag-reducing fluids. Escudier et al. (1999) provided
extensive sets of experimental data for turbulent pipe
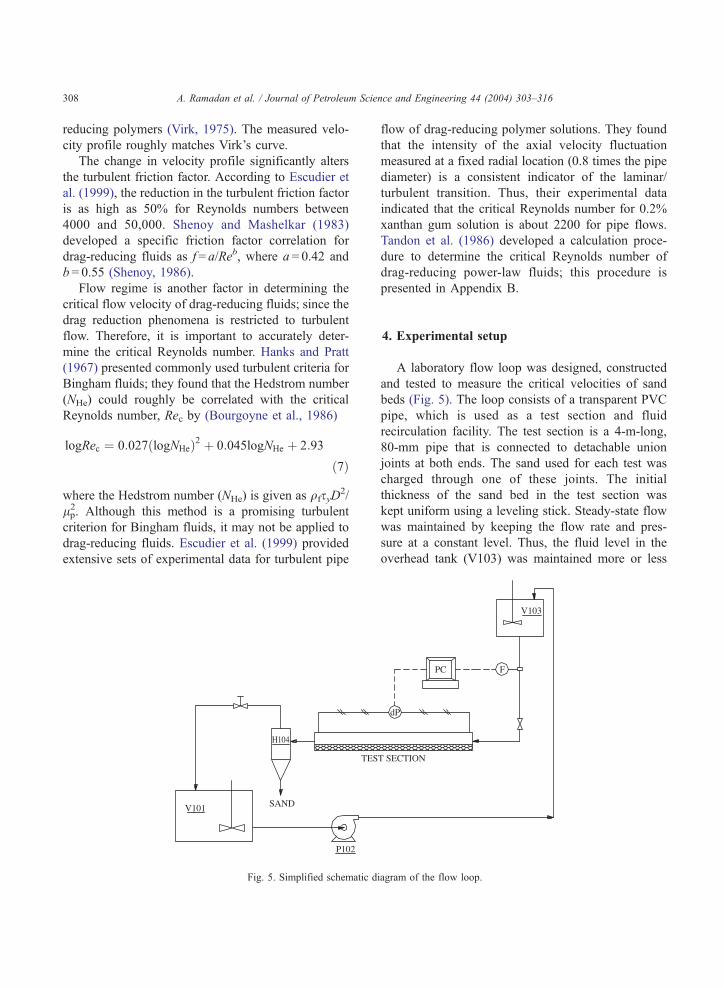
Fig. 5. Simplified schematic d
flow of drag-reducing polymer solutions. They found
that the intensity of the axial velocity fluctuation
measured at a fixed radial location (0.8 times the pipe
diameter) is a consistent indicator of the laminar/
turbulent transition. Thus, their experimental data
indicated that the critical Reynolds number for 0.2%
xanthan gum solution is about 2200 for pipe flows.
Tandon et al. (1986) developed a calculation proce-
dure to determine the critical Reynolds number of
drag-reducing power-law fluids; this procedure is
presented in Appendix B.
4. Experimental setup
A laboratory flow loop was designed, constructed
and tested to measure the critical velocities of sand
beds (Fig. 5). The loop consists of a transparent PVC
pipe, which is used as a test section and fluid
recirculation facility. The test section is a 4-m-long,
80-mm pipe that is connected to detachable union
joints at both ends. The sand used for each test was
charged through one of these joints. The initial
thickness of the sand bed in the test section was
kept uniform using a leveling stick. Steady-state flow
was maintained by keeping the flow rate and pres-
sure at a constant level. Thus, the fluid level in the
overhead tank (V103) was maintained more or less
iagram of the flow loop.

Fig. 6. Relationship between apparent viscosity and shear rate for PAC and 0.2% xanthan gum solutions.
Table 3
Average critical velocities for water tests in a horizontal pipe
Particle size
range (mm)
Average
particle
size (mm)
Sand
volume (l)
Critical
velocity
(m/s)
0.125–0.5 0.31 1.00 0.2567
0.5–1.2 0.85 1.00 0.3157
2.0–3.5 2.75 1.00 0.5057
4.5–5.5 5.00 1.00 0.5675
0.125–0.5 0.31 2.50 0.2700
0.5–1.2 0.85 2.50 0.3133
2.0–3.5 2.75 2.50 0.5000
0.125–0.5 0.31 4.00 0.2500
0.5–1.2 0.85 4.00 0.2850
2.0–3.5 2.75 4.00 0.5000
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 309
constant during the test runs. This was achieved with
a centrifugal pump (P102) that was used to recycle
the fluid from the circulation tank (V101) to the
overhead tank (V103). The regulated pump operated
between maximum and minimum levels of the over-
head tank.
The magnetic flowmeter (F) and differential pres-
sure transmitter (dP) were used to measure the flow
rate and pressure drop across the test section. Both
were connected to a PC to display and record the data.
The hydrocyclone (H104) was placed downstream of
the test section to separate sand from the fluid and
thus avoid sand recirculation.
Aqueous solutions of 0.1% polyanionic celluose
(PAC) and 0.2% xanthan gum (XG) were prepared in
the circulation tank. A variable speed agitator was
used to maintain the homogeneity of the solution. The
temperature of the fluid was maintained at 20 jC with
electric heaters at the bottom of the vessel. A manu-
ally operated valve downstream of the test section was
used to regulate the flow rate.
The critical velocities of the sand beds were
measured using the Bagnold’s threshold criteria.
The subjectivities of the measurements were mini-
mized by isolating the person who detected the
critical conditions from the operator. Each experi-
ment involved the following procedures: (1) filling
of the test section with the sand sample; (2) keeping
a uniform bed thickness across the length of the
channel; and (3) measuring the rheology and tem-
perature of the fluid. The rheologies of the solutions
are presented in Fig. 6.
5. Test result
The experimental test runs indicated that the
most exposed particles to the flow begin to vibrate
and move when the flow velocity reaches the
critical velocity. As the flow velocity increases, the
hydrodynamic forces drag the bed particles along.

Table 4
Critical velocities for water tests in a 78j inclined pipe
Particle size
range (mm)
Average
particle
size (mm)
Sand
volume (l)
Critical
velocity
(m/s)
0.125–0.5 0.31 1.00 0.2800
0.125–0.5 0.31 1.00 0.2500
0.5–1.2 0.85 1.00 0.3000
0.5–1.2 0.85 1.00 0.3200
2.0–3.5 2.75 1.00 0.5300
2.0–3.5 2.75 1.00 0.5100
Table 6
Measured critical velocities for XG tests in a horizontal pipe
Particle size
range (mm)
Average
particle
size (mm)
Sand
volume (l)
Critical
velocity
(m/s)
0.125–0.5 0.31 6.00 0.48
0.5–1.2 0.85 4.00 1.00
0.5–1.2 0.85 6.00 1.01
2.0–3.5 2.75 4.00 0.77
2.0–3.5 2.75 6.00 0.93
4.5–5.5 5.0 4.00 0.89
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316310
As a result, the particles start moving mostly by
rolling over the surface the bed. Moreover, it was
apparent that there exists a unique critical velocity
above which bed particles can be kept in full
suspension.
Tables 3 and 4 present critical velocities of water
test runs at 90j (horizontal) and 78j of inclinations.
The tests were conducted using different bed size
ranges and bed thickness. The result indicates that
the critical velocity increases as particle size
increases and slightly decreases as the sand volume
(bed thickness) increases. The critical velocity is
sensitive to particle diameter for fine particles. The
critical velocities presented in Table 3 are average
critical velocities. The average critical velocity is
defined as the mean value of critical velocities
Table 5
Measured critical velocities for PAC test in a horizontal pipe
Particle size
range (mm)
Average
particle
size (mm)
Sand
volume (l)
Critical
velocity
(m/s)
0.125–0.5 0.31 1.00 0.53
0.125–0.5 0.31 1.00 0.51
0.125–0.5 0.31 1.00 0.49
0.5–1.2 0.85 1.00 0.65
0.5–1.2 0.85 1.00 0.74
0.5–1.2 0.85 1.00 0.62
0.5–1.2 0.85 1.00 0.70
2.0–3.5 2.75 1.00 0.51
2.0–3.5 2.75 1.00 0.56
2.0–3.5 2.75 1.00 0.56
2.0–3.5 2.75 1.00 0.53
2.0–3.5 2.75 1.00 0.56
4.5–5.5 5.00 1.00 0.55
4.5–5.5 5.00 1.00 0.55
4.5–5.5 5.00 1.00 0.52
4.5–5.5 5.00 1.00 0.53
measured under identical test conditions. This was
done to determine the accuracy and reproducibility
of measurements. Statistical analysis indicated that
the measurements are reproducible within F 3% at
90% degree of confidence.
As it is anticipated, the critical velocity of the beds
increases slightly with the angle of inclination. Com-
parison of the results in Tables 3 and 4 shows that the
effect of angle of inclination is negligible at angles
close to horizontal. Similarly the results of the PAC
test are presented in Table 5. All of the tests were
performed using 1 liter of sand bed.
The critical velocity result of xanthan gum is
shown in Table 6. Unlike the water and PAC tests,
the test runs using xanthan gum were conducted with
higher sand volumes, because the critical velocity for
1 l of sand bed is more than the maximum velocity
obtained by a gravity flow. As a result, xanthan gum
tests were conducted with 4 and 6 l of sand in the
beds.
6. Comparison of experimental result with model
predictions
Figs. 7 and 8 compare the model predictions
with the test result for water in horizontal and
inclined test sections. There is no significant dif-
ference in the critical velocity values between the
horizontal and inclined cases. It is apparent from
Fig. 8 that the model predictions for the inclined
test section show satisfactory agreement with the
measured data. However, the model predictions
indicate change in pattern of critical velocity curve
as the particle size approaches 0.8 mm, which is
the result of the interaction between the bed

Fig. 7. Comparison of model predictions with measured data for
water tests in a horizontal pipe.
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 311
particles and the velocity field. As shown in Fig. 4,
the velocity profile near the bed has three different
layers: (1) the viscous sublayer; (2) the buffer
zone; and (3) the logarithmic layer. The bed
particles have the chance to be inside any of these
layers depending on the hydrodynamics of the flow
and the size of the particle. As a result, when a
particle is in the viscous sublayer, the local veloc-
ity becomes too small to initiate the movement of
the particles. Detailed result from the model indi-
Fig. 8. Comparison of model predictions with the m
cated that particles larger than 0.8 mm are not fully
submerged in the viscous sublayer. Instead, they
get the chance of being dragged by the action of
the strong local velocity. Hence, for particles larger
than the viscous sublayer thickness, as the particle
size increases, the change in the local velocity
becomes relatively little and does not compensate
for simultaneous inertial variation (change in the
mass of the particle). Consequently, the critical
velocity rises with increasing particle size. For
particles less than 0.8 mm, the model predictions
show that the critical velocity decreases as the
particle size increases. Pervious experimental stud-
ies (Hjulstrom, 1935) on critical velocity of fine
sand also supports this prediction.
The critical velocity test results and predictions of
the model for PAC are presented in Fig. 9. The
model predictions show satisfactory agreement with
the measured data. The pattern of the test data for
water is significantly different from that of the PAC
solution. For PAC test runs, the critical velocity
decreases, as the particles become coarser, beginning
approximately from 0.8 mm. As stated previously,
the existence of such patterns in the critical velocity
curves has a hydrodynamic explanation. The viscous
sublayer thickness in the case of PAC is much thicker
than that of water. As a result, the protruding
easured data for water in a 78j inclined pipe.

Fig. 9. Model prediction and measured critical velocities in a horizontal pipe for PAC.
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316312
particles are inside the viscous sublayer where the
velocity gradient is high enough to compensate for
the inertial change that arises from the coarsening of
the particles. Consequently, a lower critical velocity
is required when the particles become coarser within
the viscous sublayer. When bed particles become too
Fig. 10. Model prediction and measured critical velocities in a h
small (i.e. less than 0.5 mm), increasing the particle
size does increase the critical velocity. This is prin-
cipally due to the weakening of the pressure drag for
noninertial particles. As a result, the increase in local
velocity does not compensate for the inertial change.
For such small bed particles, the movement is initi-
orizontal pipe for xanthan gum, assuming turbulent flow.

Fig. 11. Model prediction and measured critical velocities in a horizontal pipe for xanthan gum, assuming laminar flow.
A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 313
ated by the shearing action of the fluid. Therefore,
the tiny particles need a lower mean critical velocity
than the coarse ones in this range.
Experimentally measured critical velocities for
xanthan gum solution are shown in Fig. 10 together
Fig. 12. Model prediction and measured critical vel
with the model predictions, which are obtained by
assuming that the flow is turbulent. The pattern of
critical velocity curves for xanthan gum and PAC
solutions is very similar; however, the discrepancies
between the model predictions and the measured ones
ocities in a horizontal pipe for xanthan gum.

A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316314
are relatively high. This variation may be due to the
turbulent flow assumption, because both critical ve-
locity curves are almost below the constant velocity
lines that correspond to the critical Reynolds numbers.
The critical Reynolds numbers for the test runs were
about 1500 using Hanks criteria; however, Escudier et
al. (1999) found that the critical Reynolds number for
0.2 % xanthan gum solution in pipe flow is about
2200. Hence, the result must be searched by assuming
the flow to be laminar flow.
Fig. 11 shows the model predictions based on
laminar flow together with the measured result. In
this case, the model predictions show better agree-
ment with the measured data. Nevertheless, the
laminar assumption is not exact, because the curves
are not completely below the constant velocity lines
that correspond to the critical Reynolds numbers.
Both the critical velocity curves are above the
constant velocity lines obtained from Hanks correla-
tion. This implies that applying Hanks correlation
reduces the predicted critical velocities by about
20%. More reasonable values of critical velocity
predictions can be obtained by using a measured
critical Reynolds number or appropriate correlation.
If the critical Reynolds number is assumed to be
2200, the critical velocity curve for the 4-l case has
to follow the constant velocity curve for particles
greater than 1 mm, because the flow beyond 0.77 m/
s is no longer laminar. Hence, it is necessary to use
the critical velocity obtained by assuming turbulent
flow; however, the model-predicted critical velocity
for turbulent flow actually does not give turbulent
flow as shown in Fig. 10. Understandably, the
critical velocity has to satisfy the model equations
and the flow regime assumption. The constant ve-
locity line (Rec = 2200) simultaneously satisfies these
two conditions for particles greater than 1 mm. This
means that keeping the flow regime in a turbulent
condition is sufficient to transport particles greater
than 1 mm for this case.
The model prediction assuming Rec = 2200 and
adopting the model for flow regime inconsistency
is presented in Fig. 12. The figures indicate that
the model prediction curves follow the pattern of
the experimental data with a maximum deviation of
about 25%. For the 4-l case, model predictions
indicate that the particles with diameters less than 5
mm are completely in the viscous sublayer.
7. Conclusions
� Model predictions of critical velocities are in
good agreement with experimentally measured
data. The existence of different patterns in the
critical velocity curves is the result of the
interaction of the bed particles with the velocity
field, which is highly dependent on the location
of a protruding bed particle relative to the
hydrodynamic layers.� The mechanistic transport velocity model can be
used to analyze cuttings transport abilities of drag-
reducing drilling fluids; however, it is necessary to
account for the change in (1) velocity profile, (2)
friction factor, (3) drag coefficient and (4) critical
Reynolds number.� In turbulent flows, the actual critical velocity is
the maximum of the critical velocity obtained
using the traditional MTV model and the
velocity required to attain the turbulent flow
regime.� Small diameter wells require a lower critical
transport velocity than the large ones; however,
this variation in critical velocity is insignificant for
fluids with low viscosity.
Nomenclature
C concentration
CD drag coefficient
C* empirical constant
dp particle diameter
DR drag reduction in percent
DRmax maximum drag reduction
fD drag coefficient correction factor
fL lift coefficient correction factor
FP plastic force
FD drag force
FL lift force
Fy net force on the particle acting in the
direction of y-axis
k consistency index
n power-law exponent
K empirical constant
NHe Hedstrom number
PAC polyanionic celluose
Re pipe Reynolds number
Rep particle Reynolds number

A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316 315
Rec critical Reynolds number
t time
u local flow velocity
U mean flow velocity of the fluid
Uc,1 upper critical flow velocity of the fluid
Uc,2 lower critical flow velocity of the fluid
us friction velocity
u+ dimensionless local velocity
uR critical local flow velocity for rotating bed
particles
uL critical local flow velocity for lifting bed
particles
W weight of the particle in the fluid
x axial coordinate
XG xanthan gum
y coordinate normal to the flow
y+ dimensionless distance from the wall
Greek Symbols
a angle of inclination
/ angle of repose
l apparent viscosity
lp plastic viscosity
lw viscosity of water
qf density of the fluid
qs density of the particle
qw density of water
sw wall shear stress
sy yield strength of the fluid
m kinematic viscosity
CP rotating torque on a particle
Acknowledgements
The authors express their appreciation to the staff
of the workshop and the laboratory at the Department
of Petroleum Engineering and Applied Geophysics,
NTNU for their assistance in building the flow loop.
The work was financed by Statoil, and we thank them
for their support.
Appendix A. Law of the Wall
A formulation of the law of the wall that is valid
throughout the viscous sublayer as well as through the
turbulent boundary layer was published by Launder
and Spalding (1974):
yþ ¼ uþ þ Aðej uþ � 1� j uþ � 1
2ðj uþÞ2
� 1
6ðj uþÞ3 � 1
24ðj uþÞ4 ðA-1Þ
where A is 0.1108, j is 0.4, y+ is the dimensionless
distance from the wall and u+ is dimensionless local
velocity. Dimensionless distance and velocity are
calculated as follows:
yþ ¼ yus
mðA-2Þ
uþ ¼ u
usðA-3Þ
where y is the distance from the wall, u is local velocity
and us is friction velocity given by (sw/qf)0.5, where
sw is the wall shear stress.
Using an elastic sublayer model, Virk (1975)
developed an expression for the velocity profile of
drag-reducing fluids. The elastic sublayer is assumed
to exist between the viscous and logarithmic layers.
Thus, the formulation of the law of the wall for a drag-
reducing fluid is
uþ ¼ yþ; for viscous subplayer ð0VyþV10Þ ðA-4aÞ
uþ ¼ 11:7lnyþ � 17;
for elastic subplayer ð10VyþV50Þ ðA-4bÞ
uþ ¼ 2:5lnyþ þ 20:3;
for logarithmic layer ðyþz50Þ ðA-4cÞ
Appendix B. Critical Reynolds number
The critical Reynolds number of drag-reducing
power-law fluids is given by ReC = u*qfD, where u*
is given by (Tandon et al., 1986)
u* ¼ 1
3nþ 1b
D
2
� �1�n2�n
u1
2�no ðA-5Þ

A. Ramadan et al. / Journal of Petroleum Science and Engineering 44 (2004) 303–316316
where b is given by
b ¼ wn1�nðnþ 2Þnþ2nþ1
h i1=ð2�nÞðA-6Þ
where w = 4qf k/(31.5qwlw) and uo denotes the mean
flow velocity at the critical Reynolds number for
water.
References
Bagnold, R.A., 1941. The Physics of Blow Sand and Desert Dunes.
Chapman and Hall, Methuen, pp. 200–256.
Bourgoyne, A.T., Millheim, K.K., Chenvert, M.E., Young,
F.S., 1986. Applied Drilling Engineering. SPE Text book,
Richardnson, pp. 144–160.
Choi, H.J., John, M.S., 1996. Polymer-induced turbulent drag re-
duction. Ind. Eng. Chem. Res. 35, 2993–2998.
Clark, R.K., Bickham, K.L., 1994. A Mechanistic model for cut-
tings transportation. SPE 28306, 69th Ann. Tech. Conf., New
Orleans.
Escudier, M.P., Presti, F., Smith, S., 1999. Drag reduction in the
turbulent pipe flow of polymers. J. Non-Newton. Fluid Mech.
81, 197–213.
Hanks, R.W., Pratt, D.R., 1967. On the flow of bingham plastic
slurries in pipes and between parallel plates. Trans. AIME 240,
342–346.
Henderson, F.M., 1966. Open Channel Flow. Macmillan Series,
New York, pp. 405–485.
Hjulstrom, F., 1935. Studies of the morphological activity of
river Fyris. Geological Institute of Uppsala Bulletin, XXV,
pp. 221–527.
Hoyer, K., Gry, A., 1996. Turbulent velocity field in heterogeneous-
ly drag reduced pipe flow. J. Non-Newton. Fluid Mech. 65,
221–240.
Launder, B.E., Spalding, D.B., 1974. The numerical computation
of turbulent flows. Comput. Methods Appl. Mech. Eng. 3,
269–289.
Ramadan, A., 2001. Mathematical modelling and experimental in-
vestigation of solids and cuttings transport. PhD Thesis, Norwe-
gian University of Science and Technology, Trondheim.
Ramadan, A., Skalle, P., Johansen, S.T., Sveen, J., Saasen, A.,
2001. Mechanistic model for cuttings removal from solid bed
in inclined channels. J. Pet. Sci. Eng. 30, 3–4.
Shenoy, A.V., 1986. Turbulent flow velocity profile in drag-re-
ducing fluids. Encyclopedia of Fluid Mechanics, vol. 7. Gulf
Publishing, Houston, pp. 479–503.
Shenoy, A.V., Mashelkar, R.A., 1983. Engineering estimate of hy-
drodynamic entrance lengths in non-Newtonian turbulent flow.
Ind. Eng. Chem. Process Des. Dev. 22, 165–168.
Sohn, J.I., Kim, C.A., Choi, H.J., John, M.S., 2001. Drag reduction
effectiveness of xanthan gum in a rotating disk apparatus. Car-
bohydr. Polym. 45, 61–68.
Szilas, A.P., Bobok, E., Navratil, L., 1981. Determination of turbu-
lent pressure loss of non-Newtonian oil flow in rough pipes.
Rheol. Acta 20 (5), 487–496.
Tandon, P.N., Kulshreshtha, A.K., Agarwal, R., 1986. Rheology
study of laminar-turbulent transition in drag-reducing polymeric
solutions. Encycl. Fluid Mech. 5, 459–477.
Virk, P.S., 1975. Drag reduction fundamentals, journal review.
AIChE J. 21, 625–656.
Related Documents











