UNIVERSIDADE SALVADOR – UNIFACS DEPARTAMENTO DE ENGENHARIA E ARQUITETURA CURSO DE ENGENHARIA QUÍMICA Apostila do curso de Equipamentos Edwin Fernando Mendoza Salas Salvador 2008

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 1/144
UNIVERSIDADE SALVADOR – UNIFACSDEPARTAMENTO DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA QUÍMICA
Apostila do curso de Equipamentos
Edwin Fernando Mendoza Salas
Salvador
2008

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 2/144
2
Sumário
DESTILAÇÃO
1. Introdução.......................................................................................................................51.1 Por que destilação? ................................................................................................. 52. Tipos de Coluna de Destilação....................................................................................... 7
2.1 O modo como são operadas:................................................................................... 72.2 A natureza da alimentação que estão processando:................................................ 72.3 Onde a alimentação extra é retirada quando um produto extra é introduzido nacarga para ajudar na separação:..........................................................................................82.4 Função dos tipos de internos da coluna:................................................................. 8
3. Equipamentos e operações básicas na destilação ........................................................... 83.1 Principais Componentes de uma Coluna de Destilação ......................................... 83.2 Operação e terminologia básica.............................................................................. 9
4. Internos da Coluna........................................................................................................ 104.1 Bandejas e Válvulas.............................................................................................. 104.1.1 Bandejas tipo tampão de bolha..................................................................... 104.1.2 Bandejas tipo valvuladas .............................................................................. 104.1.3 Bandejas tipo “sieve” ou perfurada .............................................................. 10
4.2 Como o líquido e o vapor fluem em uma coluna com bandejas?......................... 124.3 Projetos de bandeja............................................................................................... 134.4 Recheios ............................................................................................................... 14
5. Reboiler ........................................................................................................................ 156. Princípios da Destilação ............................................................................................... 17
6.1 Pressão de Vapor .................................................................................................. 17
6.2 Diagrama de ponto de vapor................................................................................. 177. Equilíbrio líquido-vapor (ELV).................................................................................... 187.1.1 Valor-K ou volatilidade ................................................................................ 19
7.2 Volatilidade Relativa ............................................................................................ 197.2.1 Curvas de Equilíbrio Líquido Vapor (ELV)................................................. 207.2.2 Sistemas ideais e não-ideais ......................................................................... 247.2.3 Efeito da temperatura, pressão e composição no valor-K ou volatilidade e navolatilidade relativa ...................................................................................................... 267.2.4 Diagrama de fases......................................................................................... 297.2.5 Cálculos do ponto de bolha e do ponto de orvalho....................................... 317.2.6 Azeotropos....................................................................................................32
8. Projeto de Colunas de destilação.................................................................................. 348.1 Método de McCabe-Thiele para projetos de coluna binária................................. 348.1.1 Linhas de operação para a seção de retificação............................................ 348.1.2 Linhas de operação para a seção de separação............................................. 358.1.3 Equilíbrio e linhas de operação .................................................................... 368.1.4 Número de estágios de equilíbrio e bandejas ............................................... 378.1.5 Linha da carga (linha-q) ............................................................................... 388.1.6 Usando as linhas de operação e de carga...................................................... 38
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 3/144
3
9. Efeitos do Número de Pratos ou Estágios e a Posição do Prato de Carga.................... 399.1 Efeito do número de pratos................................................................................... 399.2 Efeito da localização do prato de carga................................................................ 41
10. Fatores que afetam a operação das colunas de destilação ............................................ 4310.1 Condições da carga............................................................................................... 43
10.2 Condições de refluxo............................................................................................ 4310.3 Condições adversas da vazão de vapor................................................................. 4410.4 Diâmetro da coluna............................................................................................... 4410.5 Estado das bandejas ou recheios........................................................................... 4510.6 Condições climáticas............................................................................................ 45
FORNOS11. Indústria de processo .................................................................................................... 46
11.1 Petróleo e petroquímica........................................................................................ 4611.2 Oxidação Termal .................................................................................................. 49
12. Revisão bibliográfica.................................................................................................... 5212.1 Combustão............................................................................................................52
12.2 A indústria de processo ........................................................................................ 5312.3 Combustão na indústria de processo .................................................................... 5312.4 Fornos...................................................................................................................53
13. Fornos de Reforma ....................................................................................................... 5514. Fornos...........................................................................................................................5715. Operação de Queimadores/Fornos ............................................................................... 6516. Medidas ........................................................................................................................ 66
16.1 Tiragem.................................................................................................................6616.2 Ar Em Excesso ou Oxigênio em Excesso ............................................................ 68
TROCADORES DE CALOR17. Introdução.....................................................................................................................7018. Tipos de Trocadores de Calor....................................................................................... 72
18.1 Disposição das correntes dos fluidos.................................................................... 7218.1.1 Trocadores de Calor de Correntes Paralelas................................................. 7218.1.2 Trocadores de Calor Contracorrente............................................................. 7318.1.3 Multipasse.....................................................................................................7318.1.4 Trocadores de Calor de Correntes Cruzadas ................................................ 73
18.2 Tipo de construção................................................................................................ 7618.2.1 Trocador de Calor de Tubos Coaxiais .......................................................... 7618.2.2 Trocador de Calor de Casco e Tubos ........................................................... 7618.2.3 Trocadores de Calor Compactos................................................................... 77
19. Cálculo de um Trocador de Calor ................................................................................ 8019.1 Método da DTML................................................................................................. 80
19.1.1 Condições operacionais especiais:................................................................ 8119.1.2 O Coeficiente global de transferência de calor............................................. 82
19.2 Método do NUT ................................................................................................... 8320. Aplicações de Trocadores de Calor.............................................................................. 91
20.1 Torres de Refrigeração ......................................................................................... 9220.2 Condensadores......................................................................................................9320.3 Evaporadores ........................................................................................................ 9420.4 Leito Fluidizado.................................................................................................... 94
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 4/144
4
20.5 Aquecedores ......................................................................................................... 9520.6 Alambique ............................................................................................................ 9620.7 Radiador ............................................................................................................... 9620.8 Manutenção de um Trocador................................................................................ 97
BOMBAS
21. Definição ...................................................................................................................... 9822. Histórico ....................................................................................................................... 9923. Princípios do Bombeamento de Líquidos................................................................... 10124. Características Gerais das Bombas.............................................................................10325. Classificação das Bombas .......................................................................................... 105
25.1 Quanto à Forma pela qual a Energia é Cedida ao Fluido ................................... 10626. Comparação................................................................................................................11227. Cavitação .................................................................................................................... 11328. Bombas Centrífugas ................................................................................................... 115
28.1 Componentes das Bombas Centrífugas.............................................................. 11528.2 Curvas Características ........................................................................................ 120
28.3 Determinação do Ponto de Operação ................................................................. 12228.3.1 Fatores que Modificam a Curva do Sistema............................................... 12428.3.2 Fatores que Modificam as Curvas Características...................................... 124
28.4 Ponto de Maior Eficiência e Vazão Mínima de Operação ................................. 12528.5 Associação de Bombas ....................................................................................... 12928.6 Operação de Bombas Centrífugas ...................................................................... 130
28.6.1 Partida de Bombas Centrífugas .................................................................. 13028.6.2 Parada de Bombas Centrífugas................................................................... 131
28.7 Problemas com Bombas Centrífugas..................................................................13228.7.1 A Bomba não Bombeia: ............................................................................. 13228.7.2 Capacidade Insuficiente:............................................................................. 13328.7.3 Pressão Insuficiente: ................................................................................... 13428.7.4 A Bomba Perde o Escorvamento Depois da Partida: ................................. 13428.7.5 A Bomba Sobrecarrega o Motor: ............................................................... 13528.7.6 A Bomba Vibra: ......................................................................................... 13528.7.7 Engaxetamento com Vida Curta ou Vazando Excessivamente:.................13628.7.8 Selo Mecânico com Vida Curta ou Com Vazamentos Constantes: ........... 137
29. Bombas Alternativas .................................................................................................. 13829.1 Curvas Características Das Bombas Alternativas .............................................. 13829.2 Operação de Bombas Alternativas ..................................................................... 139
29.2.1 Partida de Bombas Alternativas ................................................................. 13929.2.2 Parada de Bombas Alternativas.................................................................. 14029.2.3 Problemas com Bombas Alternativas.........................................................140

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 5/144
5
DESTILAÇÃO
1. Introdução
Destilação é uma operação unitária antiga, e é praticada faz muitos anos. Aplicaçõespreliminares usavam vaporização crua e equipamento de condensação, geralmente paraconcentrar o conteúdo alcoólico de bebidas. A primeira coluna vertical contínua paradestilação foi desenvolvida por Collier-Blumenthal na França em 1813.
Perrier introduziu uma versão remota da bandeja bubble-cap (tampão de bolha) naInglaterra em 1822. Packings (recheios) foram usados no ano de 1820 por umtecnólogo chamado Clemente que usou bolas de vidro em um still de álcool. Coffeydesenvolveu a primeira bandeja tipo perfurada (sieve) em 1830. O primeiro livro defundamentos da destilação foi “La recfification de l’alcohol” por Ernest Sorel em 1893.
Durante o primeiro quarto do século XX, a aplicação da destilação se expandiu, deuma ferramenta para aumentar o conteúdo alcoólico de bebidas para uma técnica deseparação primordial para a indústria química. Essa expansão se acelerou, visto que adestilação foi reconhecida como um meio eficaz de separar óleos crus em váriosprodutos. Daí, a aplicação da destilação se espalhou para a maioria dos processosquímicos. Descrições detalhadas da História da destilação, incluindo ilustrações dasexibições históricas são dadas por Fair, Underwood e Forbes.
Destilação é um processo de separar fisicamente uma mistura de dois ou mais produtosque tem diferentes pontos de ebulição, por preferencialmente vaporizar oscomponentes mais voláteis para fora da mistura. Quando uma mistura líquida de doismateriais voláteis é aquecida, o vapor que sai tem uma concentração maior do materialmais volátil (ou seja, menor ponto de ebulição e maior pressão de vapor) do que dolíquido do qual ela se desenvolveu.
Alternativamente, se o vapor é resfriado, o material menos volátil (ou seja, maior pontode ebulição) tem a tendência de se condensar em maior proporção do que o materialmais volátil.
1.1 Por que destilação?
Destilação é uma operação unitária que é usada há tempos e continua a ser o método
principal usado em fábricas de processamento para separação, apesar da sua inerentebaixa eficiência termodinâmica. A proeminência da destilação para separação demisturas fluidas não é acidental, mas fundamental, e, portanto difícil de ser descartada.As razões são cinéticas e termodinâmicas.
Do ponto de vista cinético a transferência de massa por unidade de volume nadestilação é limitada apenas pelas resistências de difusão em cada lado da interfacevapor-líquido nas fases turbulentas, sem presença de inertes. Em quase todos outros

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 6/144
6
processos de separação, há solventes inertes ou matrizes sólidas presentes, e elesreduzem os fluxos de massa. A destilação, portanto, têm potencial para altas taxas detransferência de massa (baixo custo de capital).
Do ponto de vista termodinâmico, a eficiência típica de um sistema de destilação é decerca de 10 por cento. Isso pode ser melhorado se intercondensadores e inter-refervedores forem usados. De fato, foi mostrado conceitualmente que um sistema dedestilação pode ser planejado para requerer o menor trabalho de separação. Apesar deuma eficiência termodinâmica de 10 por cento pareça baixa, poucos processos são maiseficientes. A destilação em geral propicia o melhor método e mais barato para separaruma mistura líquida em seus componentes, exceto quando:
1. A diferença de volatilidade entre os componentes é pequena.2. Uma pequena quantidade de componente com alto ponto de ebulição deve ser
recuperada da amostra. A destilação requer que toda a amostra seja vaporizadapara recuperar essa pequena quantidade.
3. Um composto é termicamente instável mesmo sob condições de vácuo.4. A mistura é extremamente corrosiva ou altamente suja.
Destilação é um processo em que uma mistura, líquida e/ou vapor, de duas ou maissubstâncias são separadas em frações ou componentes desejados, pela aplicação eremoção de calor.
A destilação utiliza uma mistura em equilíbrio “liquido/vapor”, como o estado vapor émais rico em componentes com ponto de vapor mais alto (componentes mais volaties)e o estado líquido é mais rico em componentes com ponto de vapor mais baixo(componentes menos voláteis). Se o vapor é condensado por resfriamento, o líquido
resultante conterá componentes com ponto de vapor mais baixo. Repetindo esteprocesso várias vezes, poderemos separar os componentes com ponto de vapordesejado.
As colunas de destilação são projetadas para ter uma alta eficiência. Embora muitaspessoas tenham uma idéia concreta do que a destilação significa, é importanteesclarecer os seguintes aspectos:
• A destilação é a técnica de separação mais comum;
• A destilação consome grandes quantidades de energia devido à necessidade derefrigerar e aquecer o sistema;
• Os custos de destilação podem contribuir com mais de 50% dos custos operacionaisda planta;
Uma maneira de reduzir custos de operação, das unidades existentes, é melhorar aeficiência dos processos através da aplicação de técnicas de “otimização” e controle deprocessos. Para conseguir esta melhoria em processos com colunas de destilação, umacompreensão dos princípios de destilação é essencial. A finalidade deste curso éapresentar a terminologia usada na destilação e dar uma introdução básica em:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 7/144
7
• Tipos de colunas;
• Equipamentos e operações básicas na destilação;
• Internos das colunas;
• Refervedores;
• Princípios de destilação;
• Equilíbrio “liquido/vapor” - ELV;
2. Tipos de Coluna de Destilação
Há muitos tipos de colunas de destilação, cada uma projetada para executar tiposespecíficos de separações. Uma forma de classificar as colunas de destilação é levandoem consideração,
2.1 O modo como são operadas:
• Colunas em Batelada
Nas colunas em batelada a alimentação da coluna é feita em batelada, isto é, a colunanão é alimentada continuamente, sendo carregada a cada batelada. Conseqüentementeo processo de destilação é realizado descontinuamente. Quando o processo édespejado, uma nova batelada é alimentada na coluna.
• Colunas Continuas
As colunas contínuas processam continuamente a carga. Nenhuma interrupção ocorre amenos que exista algum problema na coluna ou nas unidades de processoscircunvizinhas. Estes tipos de colunas são mais comuns nas unidades de processo.
Por este motivo nos concentraremos nesta classe de colunas. As colunas contínuaspodem ser classificadas de acordo com:
2.2 A natureza da alimentação que estão processando:
• Coluna binária
A alimentação contem somente dois componentes.
• Coluna multicomponentes
A alimentação contem mais de dois componentes.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 8/144
8
2.3 Onde a alimentação extra é retirada quando um produto extra éintroduzido na carga para ajudar na separação:
• Destilação extrativa
A alimentação extra sai junto com o produto de fundo.
• Destilação azeotrópica
A alimentação extra sai junto com o produto superior ou destilado.
2.4 Função dos tipos de internos da coluna:
• Coluna de bandeja
As bandejas são usadas para manter o líquido de modo a melhorar o contato entre ovapor e o líquido.
• Coluna de recheioEm vez das bandejas, recheios são usados para melhorar o contato entre o vapor e olíquido.
3. Equipamentos e operações básicas na destilação
3.1 Principais Componentes de uma Coluna de Destilação
As colunas de destilação são compostas de diversos componentes, cada qual é usadopara melhorar a transferência de calor ou a transferência da massa. Uma destilaçãotípica contém os seguintes componentes:
• Vaso ou casco vertical onde a separação dos componentes é realizada;
• As bandejas/válvulas e/ou recheios que são usados para melhorar a separação doscomponentes;
• “O reboiler” ou refervedor que fornece o calor para fazer a vaporização necessáriapara o processo de destilação;
• O condensador para refrigerar e condensar o vapor que sai do topo da coluna;
• O vaso de refluxo que é utilizado para armazenar o vapor condensado na coluna demodo a que o líquido possa retornar para a coluna (refluxo);
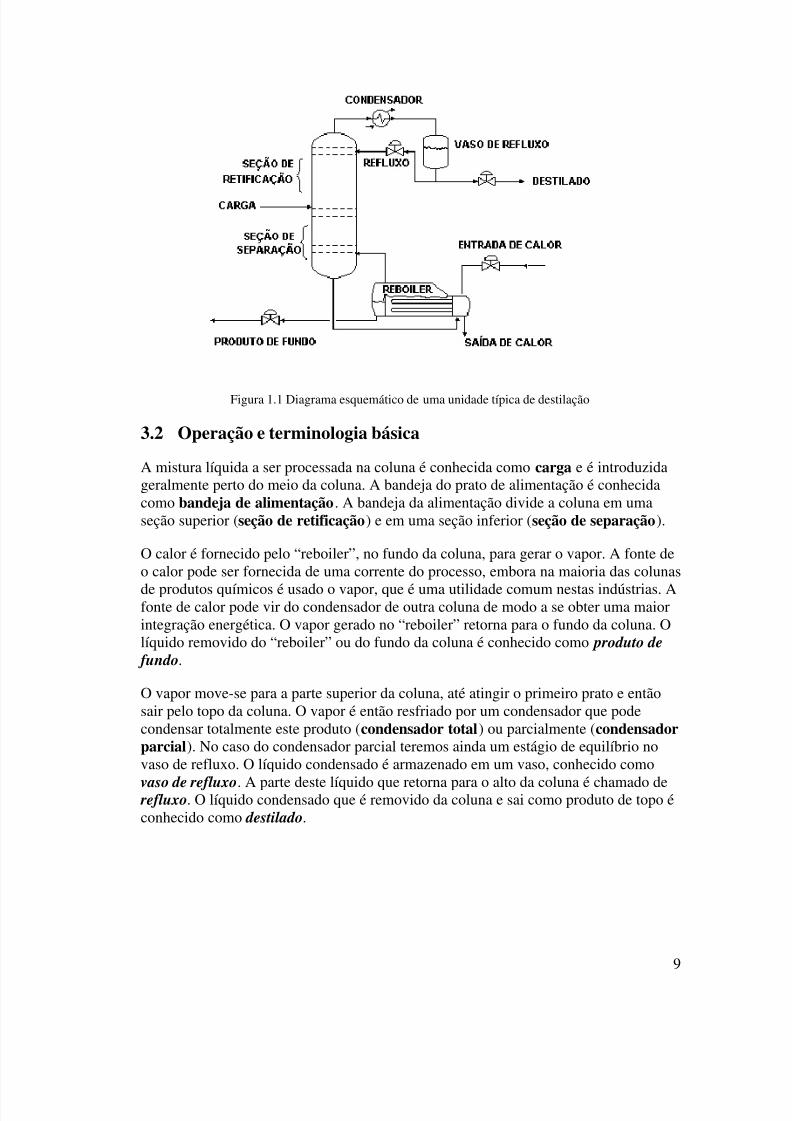
O vaso ou casco vertical abriga a coluna, que junto com o condensador e o “reboiler”constituem a coluna de destilação. Um diagrama esquemático de uma unidade típica dedestilação com uma única alimentação e dois produtos de saída é mostrado na Figura1.1:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 9/144
9
Figura 1.1 Diagrama esquemático de uma unidade típica de destilação
3.2 Operação e terminologia básica
A mistura líquida a ser processada na coluna é conhecida como carga e é introduzidageralmente perto do meio da coluna. A bandeja do prato de alimentação é conhecidacomo bandeja de alimentação. A bandeja da alimentação divide a coluna em umaseção superior (seção de retificação) e em uma seção inferior (seção de separação).
O calor é fornecido pelo “reboiler”, no fundo da coluna, para gerar o vapor. A fonte deo calor pode ser fornecida de uma corrente do processo, embora na maioria das colunas
de produtos químicos é usado o vapor, que é uma utilidade comum nestas indústrias. Afonte de calor pode vir do condensador de outra coluna de modo a se obter uma maiorintegração energética. O vapor gerado no “reboiler” retorna para o fundo da coluna. Olíquido removido do “reboiler” ou do fundo da coluna é conhecido como produto de fundo.
O vapor move-se para a parte superior da coluna, até atingir o primeiro prato e entãosair pelo topo da coluna. O vapor é então resfriado por um condensador que podecondensar totalmente este produto (condensador total) ou parcialmente (condensadorparcial). No caso do condensador parcial teremos ainda um estágio de equilíbrio novaso de refluxo. O líquido condensado é armazenado em um vaso, conhecido como
vaso de refluxo. A parte deste líquido que retorna para o alto da coluna é chamado de refluxo. O líquido condensado que é removido da coluna e sai como produto de topo éconhecido como destilado.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 10/144
10
4. Internos da Coluna
4.1 Bandejas e Válvulas
Os termos “bandejas” e “válvulas” são usados indistintamente. Há muitos tipos debandejas, mas os mais comuns são:
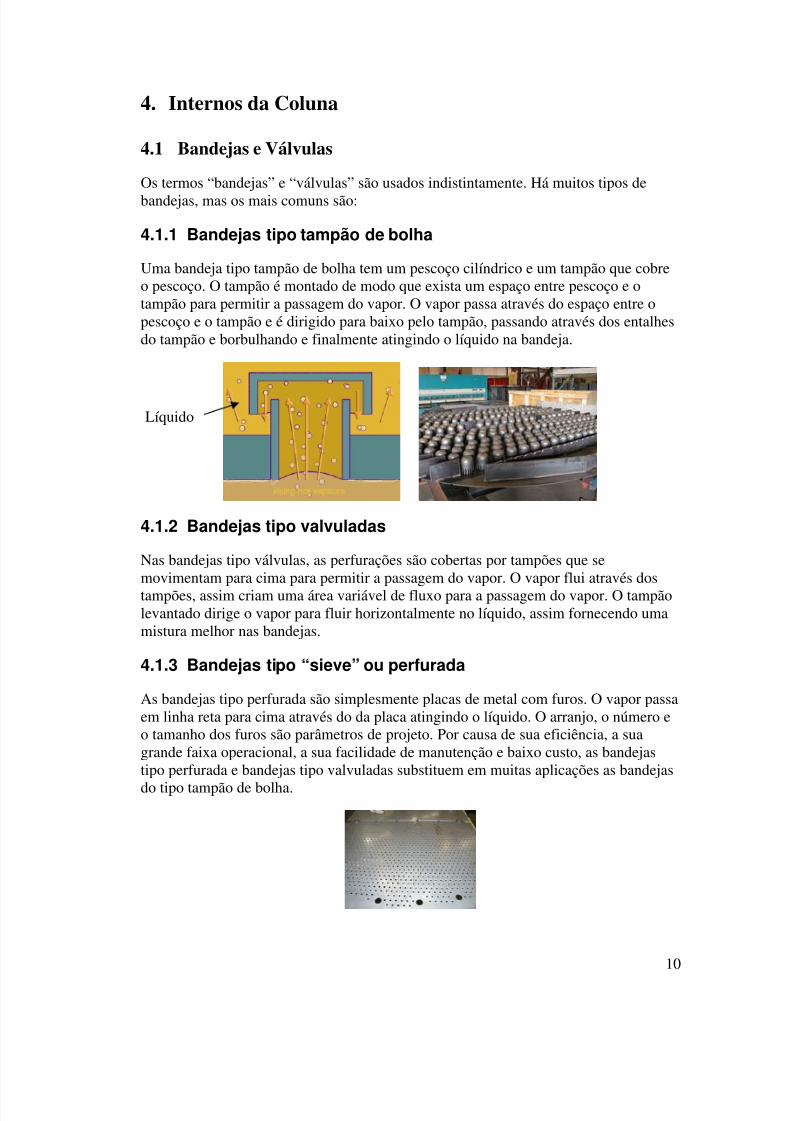
4.1.1 Bandejas tipo tampão de bolha
Uma bandeja tipo tampão de bolha tem um pescoço cilíndrico e um tampão que cobreo pescoço. O tampão é montado de modo que exista um espaço entre pescoço e otampão para permitir a passagem do vapor. O vapor passa através do espaço entre opescoço e o tampão e é dirigido para baixo pelo tampão, passando através dos entalhesdo tampão e borbulhando e finalmente atingindo o líquido na bandeja.
4.1.2 Bandejas tipo valvuladas
Nas bandejas tipo válvulas, as perfurações são cobertas por tampões que semovimentam para cima para permitir a passagem do vapor. O vapor flui através dostampões, assim criam uma área variável de fluxo para a passagem do vapor. O tampãolevantado dirige o vapor para fluir horizontalmente no líquido, assim fornecendo umamistura melhor nas bandejas.
4.1.3 Bandejas tipo “sieve” ou perfurada
As bandejas tipo perfurada são simplesmente placas de metal com furos. O vapor passaem linha reta para cima através do da placa atingindo o líquido. O arranjo, o número eo tamanho dos furos são parâmetros de projeto. Por causa de sua eficiência, a suagrande faixa operacional, a sua facilidade de manutenção e baixo custo, as bandejastipo perfurada e bandejas tipo valvuladas substituem em muitas aplicações as bandejas
do tipo tampão de bolha.
Líquido
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 11/144
11
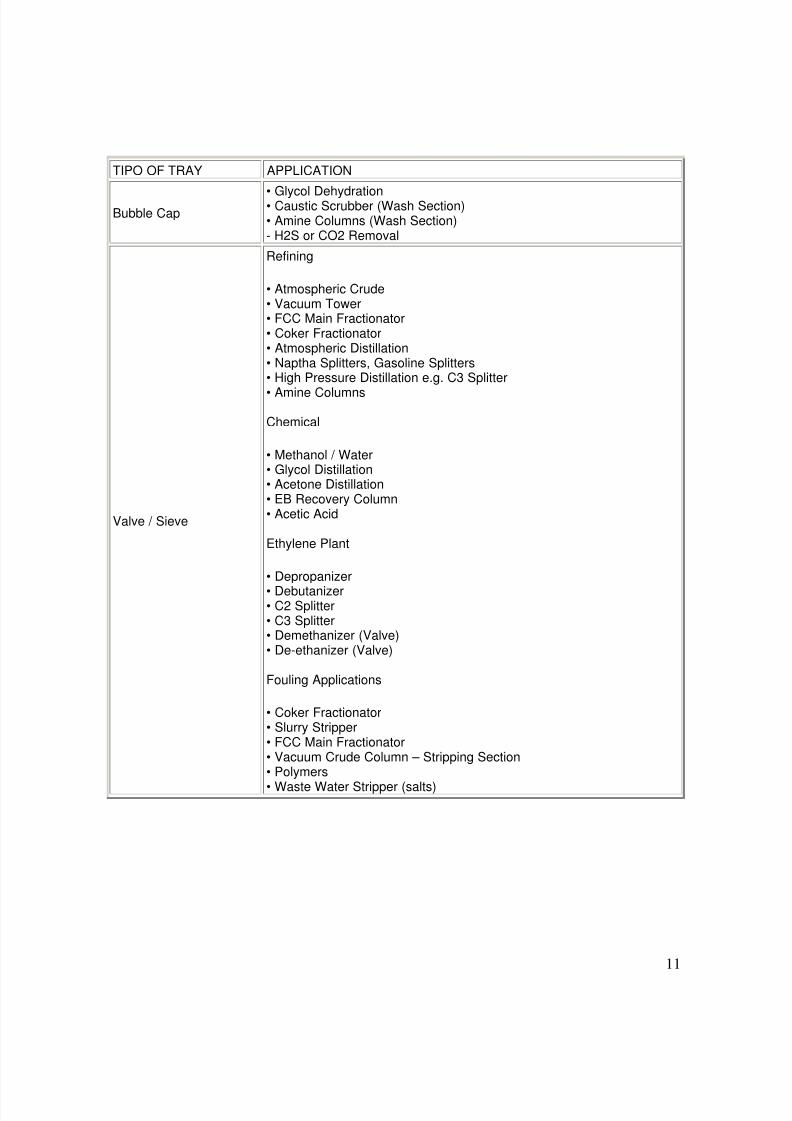
TIPO OF TRAY APPLICATION
Bubble Cap• Glycol Dehydration• Caustic Scrubber (Wash Section)• Amine Columns (Wash Section)- H2S or CO2 Removal
Valve / Sieve
Refining
• Atmospheric Crude• Vacuum Tower• FCC Main Fractionator• Coker Fractionator• Atmospheric Distillation• Naptha Splitters, Gasoline Splitters• High Pressure Distillation e.g. C3 Splitter
• Amine Columns
Chemical
• Methanol / Water• Glycol Distillation• Acetone Distillation• EB Recovery Column• Acetic Acid
Ethylene Plant
• Depropanizer
• Debutanizer• C2 Splitter• C3 Splitter• Demethanizer (Valve)• De-ethanizer (Valve)
Fouling Applications
• Coker Fractionator• Slurry Stripper• FCC Main Fractionator• Vacuum Crude Column – Stripping Section• Polymers
• Waste Water Stripper (salts)

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 12/144
12
4.2 Como o líquido e o vapor fluem em uma coluna com bandejas?
As figuras seguintes mostram o sentido do fluxo do vapor e do líquido através dacoluna.
Figura 4.1 O sentido do fluxo do vapor e do líquido na coluna
Na coluna mostrada acima, cada bandeja tem duas canalizações de descida, uma emcada lado e são chamadas de “downcomers” ou canalização de descida. O líquido caipor gravidade da bandeja superior, e também sai para a bandeja inferior através dos“ downcomers” ou canalizações de descida. O fluxo através de cada placa é mostradono figura da direita. Um dique de contenção ou anteparo de saída também conhecidocomo “weir” assegura que o líquido permaneça na bandeja e deve ser projetado de
modo que o liquido mantenha uma altura apropriada. Por exemplo, nas bandejas dotipo tampões de bolha os tampões devem ficar submergidos no líquido. Ou seja, ovapor que flui para cima da coluna através da bandeja é forçado a passar através dolíquido pelas aberturas de cada válvula. A área reservada para a passagem do vapor nabandeja (retirando a área dos “ downcomers”) é chamada de área ativa da bandeja.
A Figura 4.2 é uma fotografia de uma seção de uma coluna em escala piloto, equipadacom as bandejas tipo tampão de bolha. A parte superior das 4 válvulas tipo tampão debolha da bandeja podem ser vistos com dificuldade. O “downcomer” ou canalizaçãoneste caso é uma tubulação, e é mostrado na parte direita da figura. A espuma na áreaativa da bandeja é formada devido à passagem do vapor e ao liquido fervendo.
Enquanto o vapor mais quente passa através do líquido da bandeja, o mesmo transfereo calor para o líquido, deste modo, o vapor condensa e se junta ao líquido na bandeja.O vapor que vem da bandeja inferior, constituído por componentes mais voláteis que olíquido desta bandeja, é condensado na bandeja superior. Este contato contínuo entre ovapor e o líquido que ocorre em cada bandeja na coluna causa a separação entrecomponentes mais e menos voláteis.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 13/144
13
Figura 4.2 Fotografia de uma seção de uma coluna em escala piloto
4.3 Projetos de bandeja
Uma bandeja age essencialmente como uma mini-coluna, cada uma realiza uma fraçãoda tarefa da separação. Podemos deduzir então que quanto mais bandejas há, melhor ograu de separação. E que a eficiência total da separação dependerá significativamentedo projeto da bandeja. As bandejas são projetadas com o objetivo de maximizar ocontato líquido-vapor e considerando:
• A distribuição de liquido na bandeja.• A distribuição de vapor na bandeja.
Isto é devido ao fato que um bom contato líquido-vapor em cada bandeja significa umaseparação melhor, trazendo um melhor desempenho da coluna. Conseqüentementemenos bandejas são requeridas para conseguir o mesmo grau de separação. Osobjetivos adicionais levam em consideração o uso menor de energia e menores custosde construção.
Figura 4.3 Fotografia de uma seção de alimentação de uma coluna
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 14/144
14
4.4 Recheios
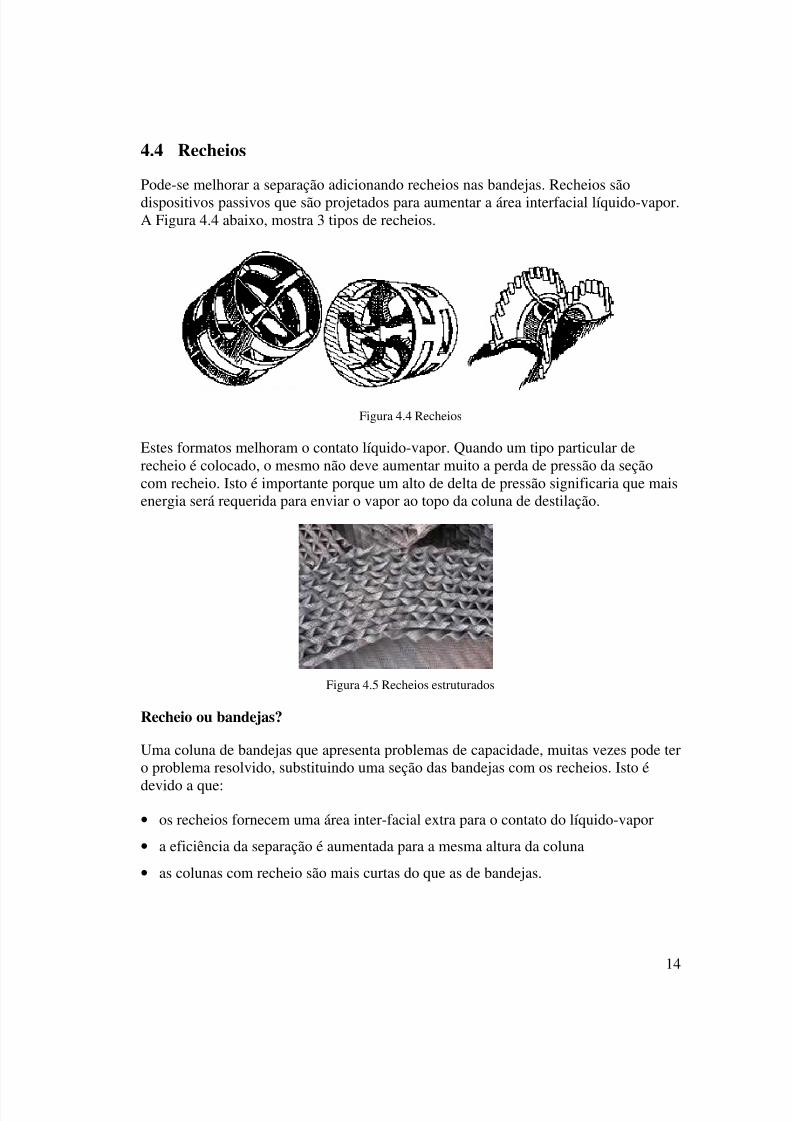
Pode-se melhorar a separação adicionando recheios nas bandejas. Recheios sãodispositivos passivos que são projetados para aumentar a área interfacial líquido-vapor.A Figura 4.4 abaixo, mostra 3 tipos de recheios.
Figura 4.4 Recheios
Estes formatos melhoram o contato líquido-vapor. Quando um tipo particular derecheio é colocado, o mesmo não deve aumentar muito a perda de pressão da seçãocom recheio. Isto é importante porque um alto de delta de pressão significaria que maisenergia será requerida para enviar o vapor ao topo da coluna de destilação.
Figura 4.5 Recheios estruturados
Recheio ou bandejas?
Uma coluna de bandejas que apresenta problemas de capacidade, muitas vezes pode tero problema resolvido, substituindo uma seção das bandejas com os recheios. Isto é
devido a que:
• os recheios fornecem uma área inter-facial extra para o contato do líquido-vapor
• a eficiência da separação é aumentada para a mesma altura da coluna
• as colunas com recheio são mais curtas do que as de bandejas.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 15/144
15
As colunas de recheio são também chamadas de “Colunas de Contato Continuo”,enquanto que as colunas de bandejas são chamadas de “Colunas de Contato porEstágios”, devido à maneira como o vapor e o líquido fica em contato nas mesmas.
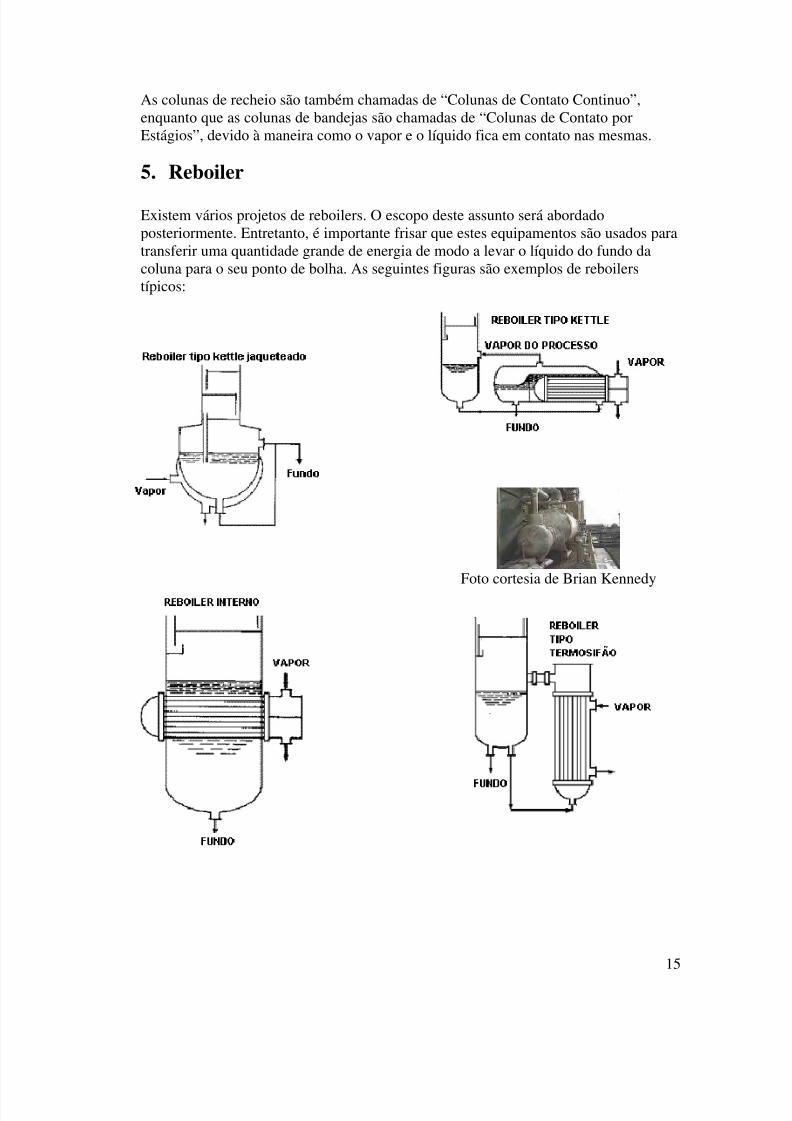
5. Reboiler
Existem vários projetos de reboilers. O escopo deste assunto será abordadoposteriormente. Entretanto, é importante frisar que estes equipamentos são usados paratransferir uma quantidade grande de energia de modo a levar o líquido do fundo dacoluna para o seu ponto de bolha. As seguintes figuras são exemplos de reboilerstípicos:
Foto cortesia de Brian Kennedy
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 16/144
16
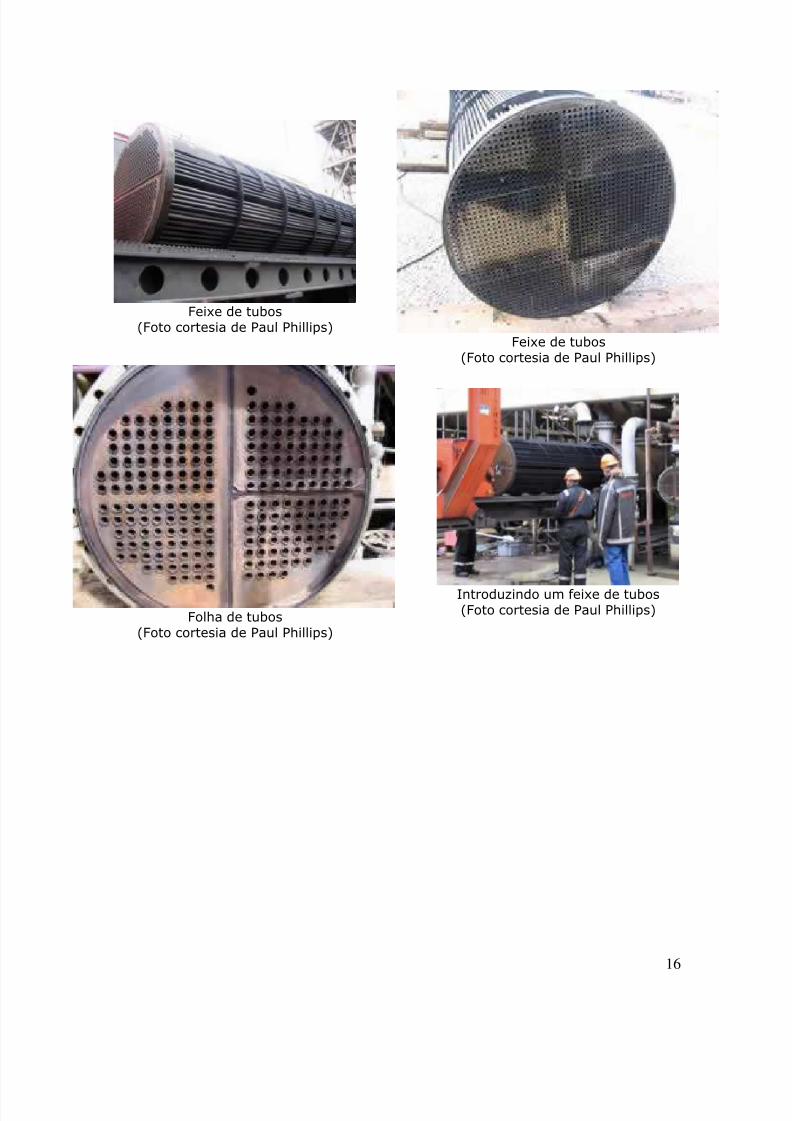
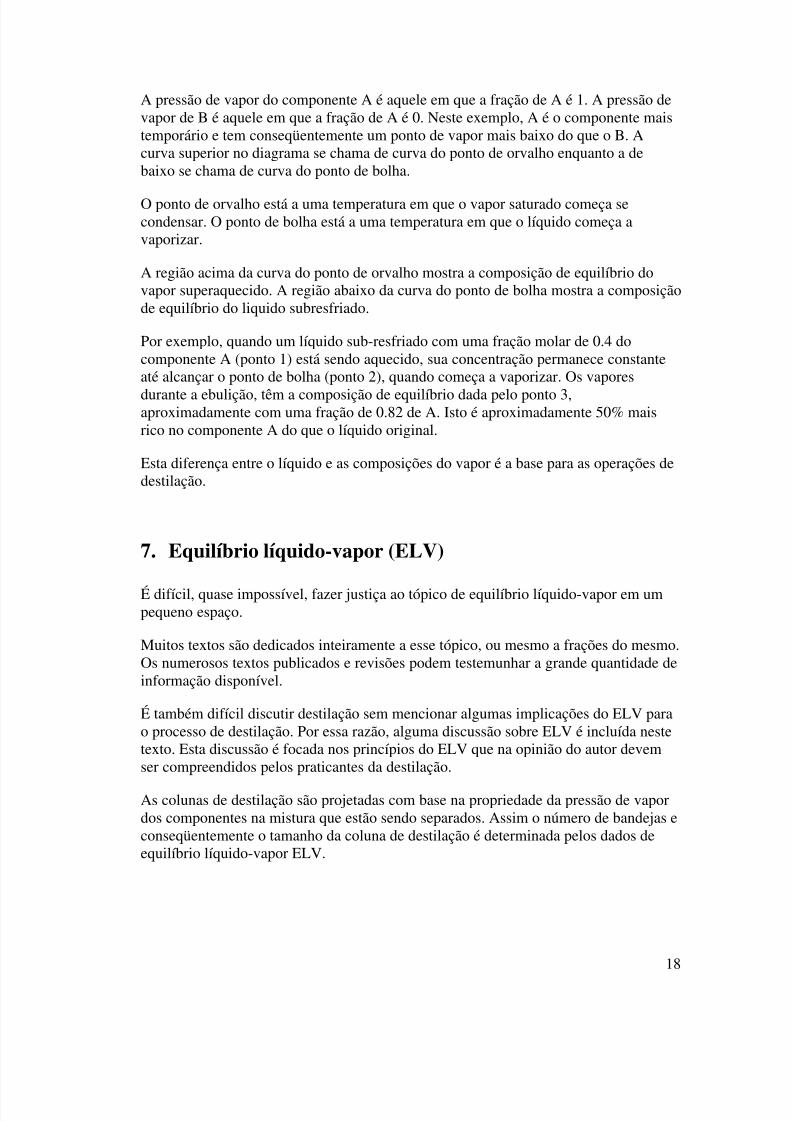
Feixe de tubos(Foto cortesia de Paul Phillips)
Feixe de tubos(Foto cortesia de Paul Phillips)
Folha de tubos(Foto cortesia de Paul Phillips)
Introduzindo um feixe de tubos(Foto cortesia de Paul Phillips)
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 17/144
17
6. Princípios da Destilação
A separação dos componentes de uma mistura líquida através da destilação dependedas diferenças dos pontos de vapor de cada componente e das concentrações doscomponentes presentes na mistura. Conseqüentemente, os processos de destilação
dependem da pressão do vapor das misturas líquidas.
6.1 Pressão de Vapor
A pressão do vapor de um líquido, a uma dada temperatura, é a pressão de equilíbrioexercida pelas moléculas que deixam e entram na superfície líquida. Alguns pontosimportantes a respeito da pressão do vapor são:
• Aumento da energia (entrada de energia no sistema) aumenta a pressão do vapor;
• Pressão de vapor é relativo ao ponto de ebulição;
• Um líquido é dito em ebulição quando sua pressão de vapor iguala à pressão dascircunvizinhanças;
• A facilidade com que um líquido ferve depende de sua volatilidade;
• Os líquidos com pressões elevadas de vapor (líquidos voláteis) ferverão emtemperaturas mais baixas;
• A pressão do vapor de uma mistura líquida depende das quantidades relativas decada componente na mistura;
• A destilação ocorre por causa das diferenças na volatilidade dos componentes namistura líquida;
6.2 Diagrama de ponto de vapor
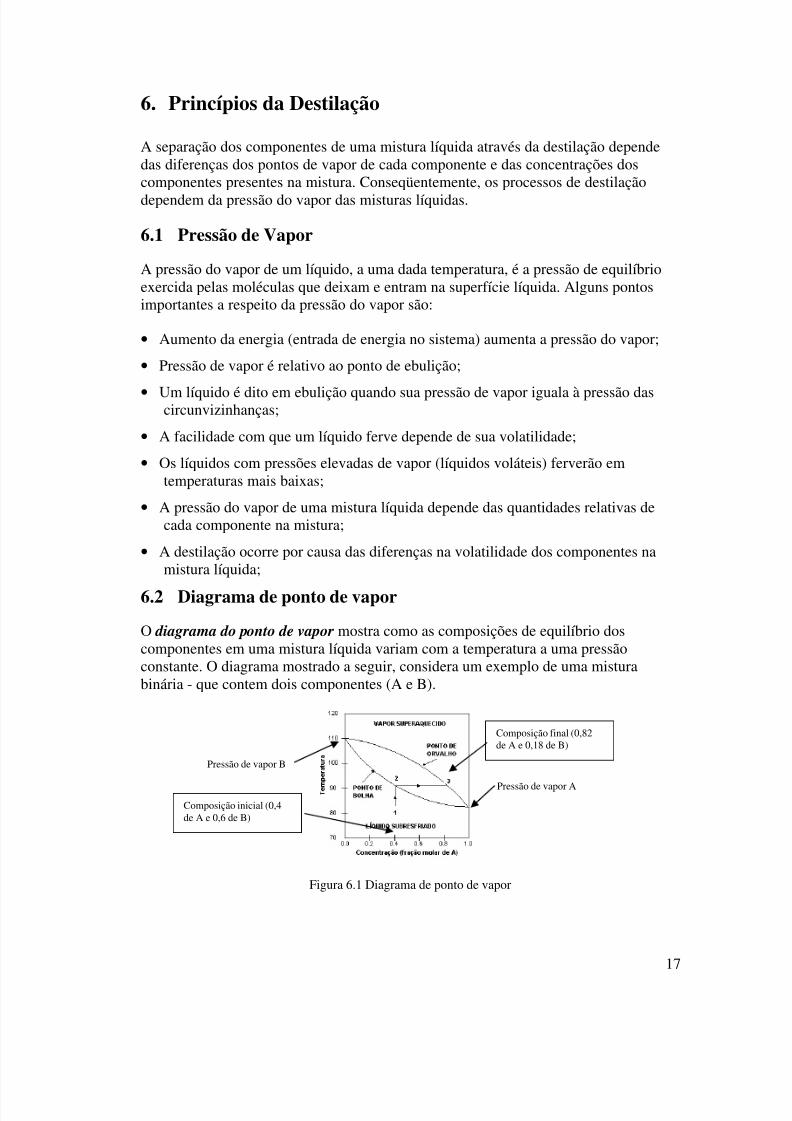
O diagrama do ponto de vapor mostra como as composições de equilíbrio doscomponentes em uma mistura líquida variam com a temperatura a uma pressãoconstante. O diagrama mostrado a seguir, considera um exemplo de uma misturabinária - que contem dois componentes (A e B).
Figura 6.1 Diagrama de ponto de vapor
Pressão de vapor A
Pressão de vapor B
Composição inicial (0,4de A e 0,6 de B)
Composição final (0,82de A e 0,18 de B)
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 18/144
18
A pressão de vapor do componente A é aquele em que a fração de A é 1. A pressão devapor de B é aquele em que a fração de A é 0. Neste exemplo, A é o componente maistemporário e tem conseqüentemente um ponto de vapor mais baixo do que o B. Acurva superior no diagrama se chama de curva do ponto de orvalho enquanto a debaixo se chama de curva do ponto de bolha.
O ponto de orvalho está a uma temperatura em que o vapor saturado começa secondensar. O ponto de bolha está a uma temperatura em que o líquido começa avaporizar.
A região acima da curva do ponto de orvalho mostra a composição de equilíbrio dovapor superaquecido. A região abaixo da curva do ponto de bolha mostra a composiçãode equilíbrio do liquido subresfriado.
Por exemplo, quando um líquido sub-resfriado com uma fração molar de 0.4 docomponente A (ponto 1) está sendo aquecido, sua concentração permanece constanteaté alcançar o ponto de bolha (ponto 2), quando começa a vaporizar. Os vapores
durante a ebulição, têm a composição de equilíbrio dada pelo ponto 3,aproximadamente com uma fração de 0.82 de A. Isto é aproximadamente 50% maisrico no componente A do que o líquido original.
Esta diferença entre o líquido e as composições do vapor é a base para as operações dedestilação.
7. Equilíbrio líquido-vapor (ELV)
É difícil, quase impossível, fazer justiça ao tópico de equilíbrio líquido-vapor em umpequeno espaço.
Muitos textos são dedicados inteiramente a esse tópico, ou mesmo a frações do mesmo.Os numerosos textos publicados e revisões podem testemunhar a grande quantidade deinformação disponível.
É também difícil discutir destilação sem mencionar algumas implicações do ELV parao processo de destilação. Por essa razão, alguma discussão sobre ELV é incluída nestetexto. Esta discussão é focada nos princípios do ELV que na opinião do autor devemser compreendidos pelos praticantes da destilação.
As colunas de destilação são projetadas com base na propriedade da pressão de vapordos componentes na mistura que estão sendo separados. Assim o número de bandejas econseqüentemente o tamanho da coluna de destilação é determinada pelos dados deequilíbrio líquido-vapor ELV.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 19/144
19
7.1.1 Valor-K ou volatilidade
líquida fasenaicomponentedomolar fração
vapor fasenaicomponentedomolar fraçãoK
_______
_______=
O valor-K ou volatilidade é uma medida da tendência do componente i a se vaporizar.
Se o K é elevado, o componente tende a se concentrar na fase vapor; se é baixo eletende a se concentrar na fase líquida. Se o K for igual a um, o componente vai sedividir igualmente entre o vapor e o líquido.
O K é função da temperatura, da pressão e da composição. No equilíbrio, quando duasdessas três variáveis são fixadas, a terceira também será. O K pode, portanto serdescrito como função da pressão e da composição, ou da temperatura e da composiçãoou da temperatura e da pressão.
7.2 Volatilidade Relativa
A volatilidade relativa é a medida da diferenças na volatilidade entre dois componentesda mistura. Indica como é fácil ou difícil uma separação. A volatilidade relativa docomponente “i” com respeito ao componente “j” é definida como:
yi = fração molar do componente “i” no estado vapor do componente mais volátil;
xi = fração molar do componente “i” no estado liquido componente mais volátil;
y j = fração molar do componente “ j” no estado vapor;
x j = fração molar do componente “ j” no estado liquido;
A volatilidade relativa dos componentes “i” e “ j” pode também ser definida como:
jcomponentedoK valor
icomponentedoK valor ij ___
___−
−=α

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 20/144
20
A volatilidade relativa é por definição sempre maior que 1. Se a volatilidade relativaentre dois componentes for perto de um, é uma indicação que os componentes damistura têm a pressão de vapor muito próxima. Conseqüentemente, será difícil deseparar os dois componentes através da destilação.
Destilação é uma técnica de separação de componentes de acordo com a volatilidaderelativa deles. A volatilidade relativa é uma medida da facilidade dessa separação.Essa definição faz com que a volatilidade relativa seja a razão entre as tendências devaporização dos dois componentes. Se a volatilidade relativa é alta, um componentetem uma tendência a se vaporizar mais do que o outro, ou seja, é mais volátil do que ooutro componente, consequentemente vai ser mais fácil de separar por destilação. Poroutro lado, quando um componente tem a tendência a se vaporizar quase igual aooutro, ou seja, é quase tão volátil quanto o outro então a volatilidade relativa seaproximará da unidade, e os componentes serão difíceis de ser separados um do outropela destilação. Se a volatilidade relativa é igual a um, cada componente é tão volátilquanto o outro e eles não poderão ser separados pela destilação.
7.2.1 Curvas de Equilíbrio Líquido Vapor (ELV)
Para um sistema binário, as equações de volatilidade e volatilidade relativa podem sercombinadas:
( )
( )11
11
2
112 1
1
y x
x y
K
K
−
−==α
Esta equação pode ainda ser rearranjada para:
( ) 112
1121 11 x
x y
−+=
α
α
Esta equação expressa a fração molar do componente mais volátil na fase vapor(CMV) como função da fração molar do CMV na fase líquida e a volatilidade relativa.Essa equação é mostrada nas figuras a seguir.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 21/144
21
A figura é chamada curva de equilíbrio ou diagrama x-y. Os eixos x e y mostram aconcentração do CMV na fase líquida ( xi) e na fase vapor ( yi), respectivamente. A
diagonal de 45° representa os pontos nos quais as composições do vapor e do líquidosão iguais. A curva na primeira figura é a curva de equilíbrio. A figura ilustra como oCMV se concentra no vapor.
A primeira figura mostra uma mistura líquida contendo uma fração molar do CMV x1 = 0,45 que está em equilíbrio com o vapor contendo a fração molar do CMV y1 = 0,88.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 22/144
22
Se o vapor é condensado, podemos concluir que a mistura na qual a fração molar doCMV foi enriquecida de 0,45 para 0,88.
A segunda figura ilustra o efeito da volatilidade relativa na tendência do CMV seconcentrar na fase vapor. Quando a volatilidade é alta, o enriquecimento é grande. Porexemplo, quando a volatilidade é 10, uma mistura líquida contendo 0,45 da fraçãomolar do CMV está em equilíbrio com o vapor contendo 0,88 da fração molar doCMV, consequentemente seriam necessários apenas alguns passos para converter amistura líquida em componentes puros. Por outro ângulo, quando a volatilidaderelativa é muito baixo, digamos 1,1, uma mistura líquida contendo 0,45 da fraçãomolar do CMV está em equilíbrio com o vapor contendo 0,47 da fração molar doCMV. Sob estas condições, será necessário um grande número de passos para separar amistura em componentes puros.
Os dados a uma pressão constante para as curvas de ELV são obtidos dos diagramas deponto de vapor. Os dados de ELV de misturas binárias são apresentadosfreqüentemente por diagramas, como o mostrado na figura abaixo. A curva do gráficode ELV representa o ponto de bolha e o ponto de orvalho de uma mistura binária apressão constante. A linha curvada é chamada a linha do equilíbrio e descreve ascomposições do líquido e do vapor no equilíbrio a uma pressão fixa.
Figura 6.2 Diagrama de ELV
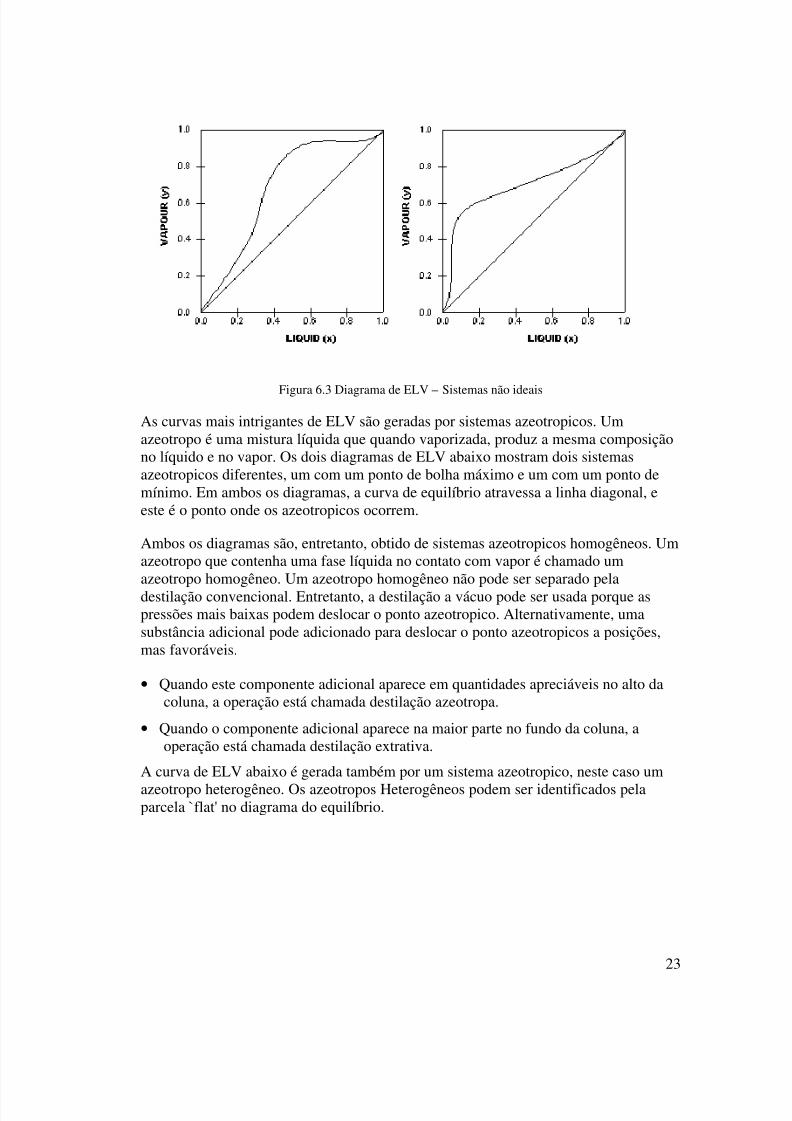
O diagrama de ELV acima mostra uma mistura binária que tem uma curva de
equilíbrio vapor-líquido uniforme e que é relativamente fácil de separar. Os diagramasseguintes de ELV mostram sistemas não idéias que tem uma separação mais difícil.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 23/144
23
Figura 6.3 Diagrama de ELV – Sistemas não ideais
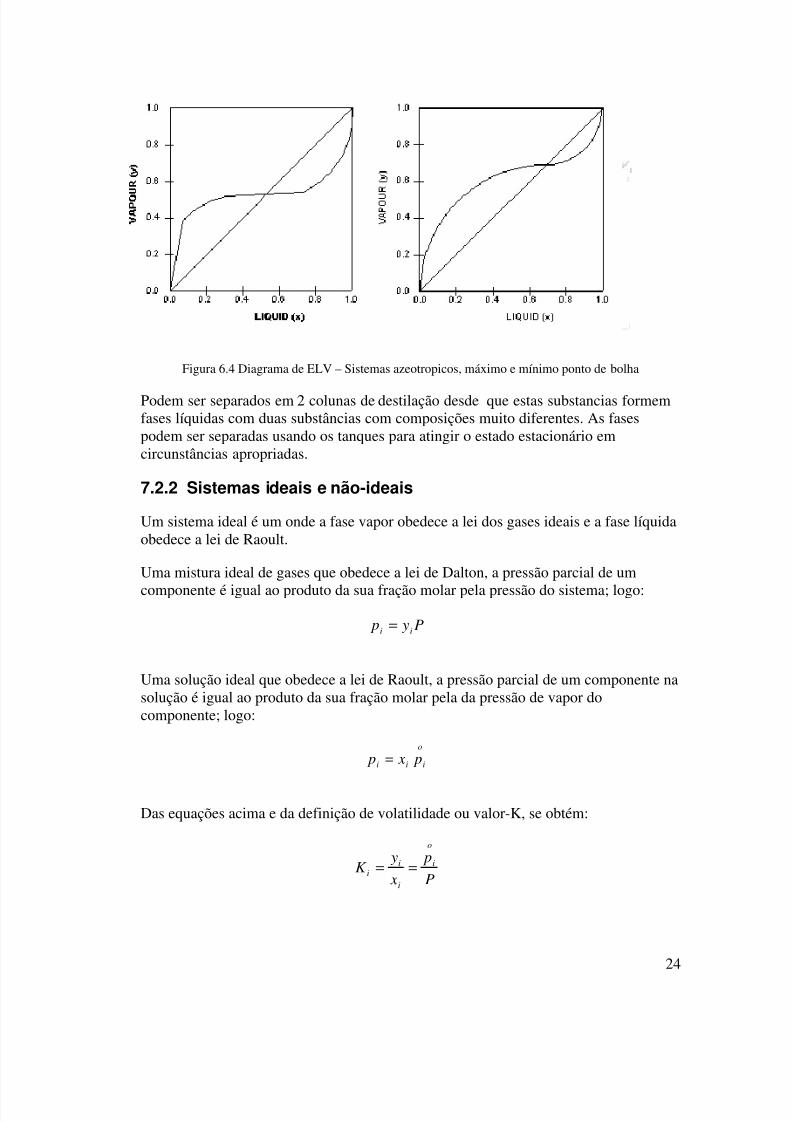
As curvas mais intrigantes de ELV são geradas por sistemas azeotropicos. Umazeotropo é uma mistura líquida que quando vaporizada, produz a mesma composiçãono líquido e no vapor. Os dois diagramas de ELV abaixo mostram dois sistemasazeotropicos diferentes, um com um ponto de bolha máximo e um com um ponto demínimo. Em ambos os diagramas, a curva de equilíbrio atravessa a linha diagonal, eeste é o ponto onde os azeotropicos ocorrem.
Ambos os diagramas são, entretanto, obtido de sistemas azeotropicos homogêneos. Umazeotropo que contenha uma fase líquida no contato com vapor é chamado umazeotropo homogêneo. Um azeotropo homogêneo não pode ser separado peladestilação convencional. Entretanto, a destilação a vácuo pode ser usada porque aspressões mais baixas podem deslocar o ponto azeotropico. Alternativamente, umasubstância adicional pode adicionado para deslocar o ponto azeotropicos a posições,mas favoráveis.
• Quando este componente adicional aparece em quantidades apreciáveis no alto dacoluna, a operação está chamada destilação azeotropa.
• Quando o componente adicional aparece na maior parte no fundo da coluna, aoperação está chamada destilação extrativa.
A curva de ELV abaixo é gerada também por um sistema azeotropico, neste caso umazeotropo heterogêneo. Os azeotropos Heterogêneos podem ser identificados pelaparcela `flat' no diagrama do equilíbrio.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 24/144
24
Figura 6.4 Diagrama de ELV – Sistemas azeotropicos, máximo e mínimo ponto de bolha
Podem ser separados em 2 colunas de destilação desde que estas substancias formemfases líquidas com duas substâncias com composições muito diferentes. As fasespodem ser separadas usando os tanques para atingir o estado estacionário emcircunstâncias apropriadas.
7.2.2 Sistemas ideais e não-ideais
Um sistema ideal é um onde a fase vapor obedece a lei dos gases ideais e a fase líquidaobedece a lei de Raoult.
Uma mistura ideal de gases que obedece a lei de Dalton, a pressão parcial de um
componente é igual ao produto da sua fração molar pela pressão do sistema; logo:
P y p ii =
Uma solução ideal que obedece a lei de Raoult, a pressão parcial de um componente nasolução é igual ao produto da sua fração molar pela da pressão de vapor docomponente; logo:
o
iii p x p =
Das equações acima e da definição de volatilidade ou valor-K, se obtém:
P
p
x
yK
o
i
i
ii ==
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 25/144
25
Para sistemas não ideais, as fugacidades do componente i na fase vapor e na faselíquida desempenham o mesmo papel que a pressão parcial do componente i na fasevapor e do componente i na fase líquida. A fugacidade pode ser descrita como umapressão termodinâmica. No equilíbrio, a fugacidade do vapor é igual à fugacidade dolíquido, ou seja:
Li
V i f f =
A fugacidade da fase vapor desempenha o mesmo papel do que a pressão parcialcorrigida, dada pela equação:
( )iV i
V i Py f Φ=
Similarmente, a fugacidade na fase líquida desempenha o mesmo papel do que apressão parcial corrigida, dada pela equação:
Φ= o
iiii Li
Li p x f ψ γ
Uma explicação detalhada dos fatores envolvidos nestas equações é apresentada namaioria dos textos sobre termodinâmica. Os vários coeficientes nas equações sãodiscutidos abaixo.
viΦ – Coeficiente de fugacidade do vapor. Ele representa o efeito da não-idealidade do
vapor na fugacidade do vapor. É normalmente estimado a partir de uma equação deestado e é baseada na temperatura e pressão do sistema, e na fração molar de vapor.
liΦ – Coeficiente de fugacidade do líquido. Ele representa o efeito da não-idealidade
do vapor na fugacidade do líquido. Esse coeficiente é estimado de uma maneira similarà do coeficiente de fugacidade do vapor, mas é baseada em temperatura e na pressão devapor do componente puro.
iΨ – Fator de correção de Poynting. Ele representa o efeito da pressão na fugacidadedo líquido. Uma vez que é avaliado na pressão de vapor do componente puro é usadopara descrever a diferença entre a pressão de vapor do componente puro e a pressão damistura. Este fator é pequeno e pode ser negligenciado em pequenas pressões, mas é
importante em grandes pressões.
iγ – O coeficiente de atividade do líquido. Ele corrige a fugacidade do líquido peloefeito da composição. Seu valor depende de quão similar são os componentes. Paradois componentes similares como uma mistura isobutano- normal butano, ocoeficiente de atividade do líquido é próximo à unidade. Se os componentes sãodiferentes, o coeficiente de atividade se desvia da unidade.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 26/144
26
Combinando estas equações, obtemos:
P
p
x
yk
o
i j jV
i
Li
i
ii ψ γ
Φ
Φ==
7.2.3 Efeito da temperatura, pressão e composição no valor-K ouvolatilidade e na volatilidade relativa
Para esta discussão, a equação anterior é simplificada através da omissão do fator decorreção de Poynting, que é normalmente pequeno em pequenas pressões.Combinando as equações com a definição de volatilidade relativa a equação fica:
o
r r r
j
iij p
K
K γ α Φ==
Onde:
o
j
o
io
r
p
p p =
j
ir
γ
γ γ =
V i
V j
L j
Li
r Φ
Φ
Φ
Φ=Φ
O termo mais importante nas equações do valor-K e da volatilidade relativa é o termoda pressão de vapor.
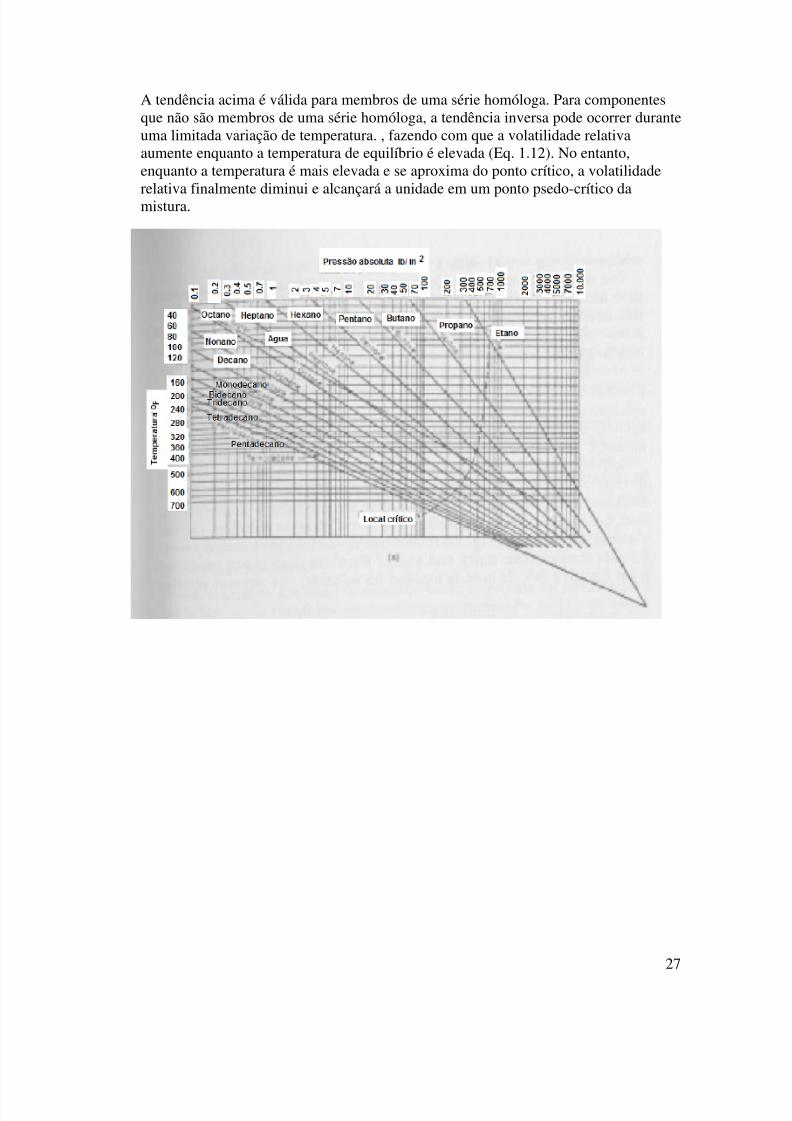
O efeito da temperatura ou pressão pode ser ilustrado com a ajuda da carta de Cox.Esta carta mostra um aumento íngreme (abrupto) da pressão de vapor com atemperatura. Por essa razão, o valor-K para cada componente aumenta abruptamentecom a temperatura.
A gráfico de Cox também mostra que, no geral, para membros de uma série homóloga,
a pressão de vapor do componente menos volátil aumenta mais rápido com atemperatura do que com a pressão de vapor dos componentes mais voláteis. Isso fazcom que p, na equação 1.13c, diminua quando a temperatura sobe. Na medida em queo ponto crítico se aproxima, a razão p/r se aproxima da unidade. Aplicando a equação1.12, a volatilidade relativa diminui na medida em que a temperatura é elevada, até seaproximar da unidade na medida que o se aproxima do ponto crítico.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 27/144
27
A tendência acima é válida para membros de uma série homóloga. Para componentesque não são membros de uma série homóloga, a tendência inversa pode ocorrer duranteuma limitada variação de temperatura. , fazendo com que a volatilidade relativaaumente enquanto a temperatura de equilíbrio é elevada (Eq. 1.12). No entanto,enquanto a temperatura é mais elevada e se aproxima do ponto crítico, a volatilidade
relativa finalmente diminui e alcançará a unidade em um ponto psedo-crítico damistura.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 28/144
28
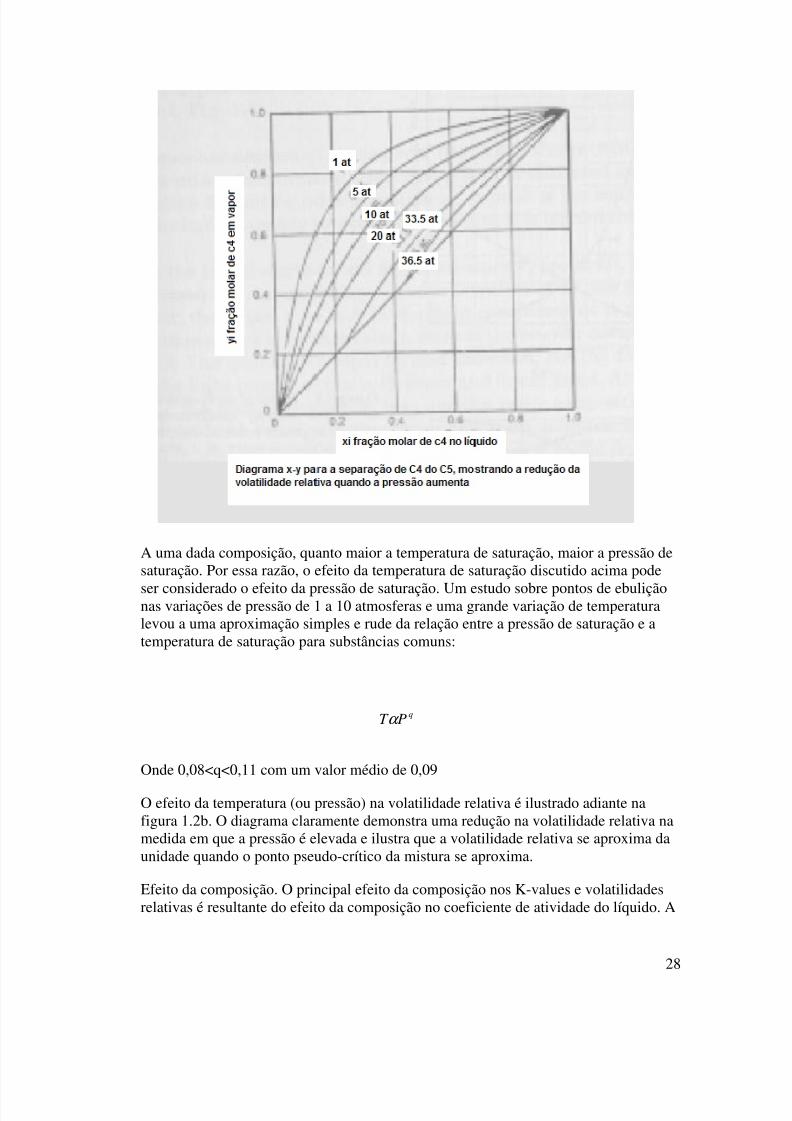
A uma dada composição, quanto maior a temperatura de saturação, maior a pressão desaturação. Por essa razão, o efeito da temperatura de saturação discutido acima pode
ser considerado o efeito da pressão de saturação. Um estudo sobre pontos de ebuliçãonas variações de pressão de 1 a 10 atmosferas e uma grande variação de temperaturalevou a uma aproximação simples e rude da relação entre a pressão de saturação e atemperatura de saturação para substâncias comuns:
qPT α
Onde 0,08<q<0,11 com um valor médio de 0,09
O efeito da temperatura (ou pressão) na volatilidade relativa é ilustrado adiante nafigura 1.2b. O diagrama claramente demonstra uma redução na volatilidade relativa namedida em que a pressão é elevada e ilustra que a volatilidade relativa se aproxima daunidade quando o ponto pseudo-crítico da mistura se aproxima.
Efeito da composição. O principal efeito da composição nos K-values e volatilidadesrelativas é resultante do efeito da composição no coeficiente de atividade do líquido. A

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 29/144
29
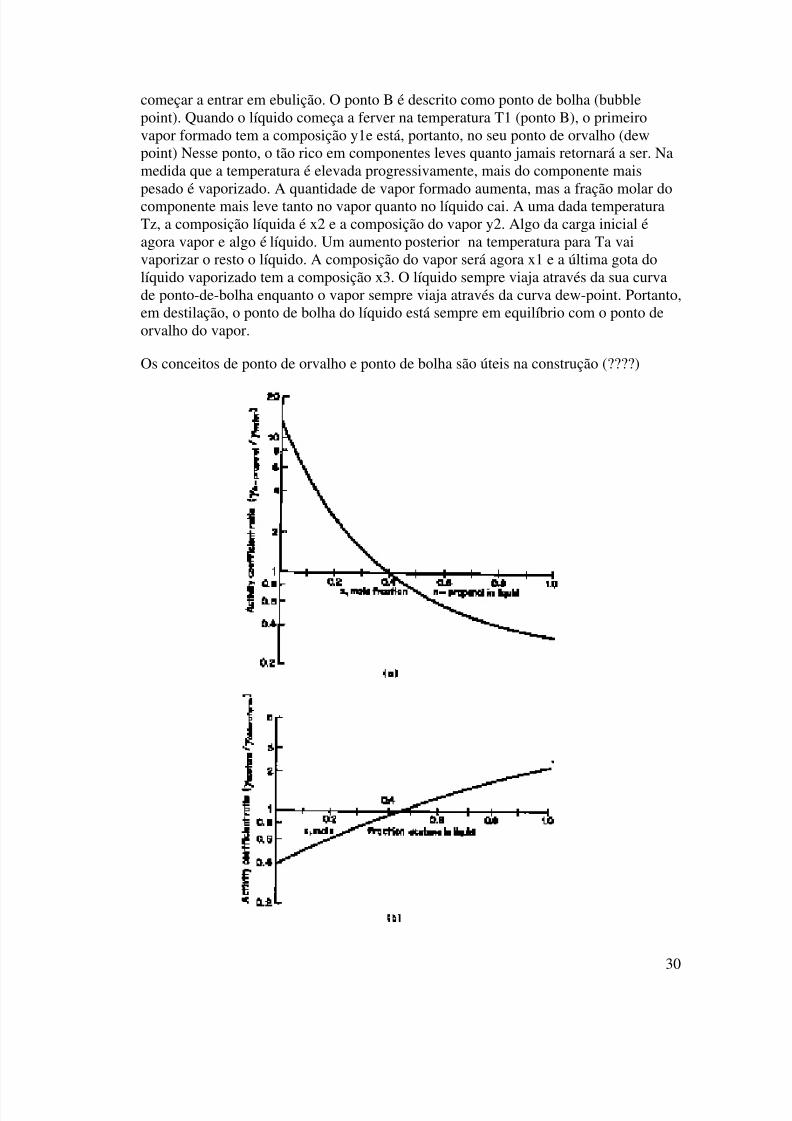
composição também tem um efeito no coeficiente de audacidade. O efeito final égeralmente pequeno sob baixas pressões.
Os coeficientes de atividade são classificados de acordo com a natureza dos seusdesvios da lei de Raoult. Isso depende no calor da mistura dos componentes. Se o calornecessita ser adicionado à mistura para atingir uma solução, ou seja, os componentes“preferem estar sozinhos” do que numa solução, os desvios são positivos (figura 1.3a).Desvios positivos dão coeficientes de atividade maiores do que a unidade e maiores K-values do que os previstos pela lei de Raoult. Se o calor é envolvido na solução, oinverso se aplica.
7.2.4 Diagrama de fases
Diagramas de fases são usados para descrever sistemas binários através dademonstração gráfica de duas das três variáveis – composição, temperatura e pressão –em um valor constante da variável restante. Os gráficos mais populares entre eles são ográfico T-x e o x-y. O gráfico x-y foi descrito previamente.
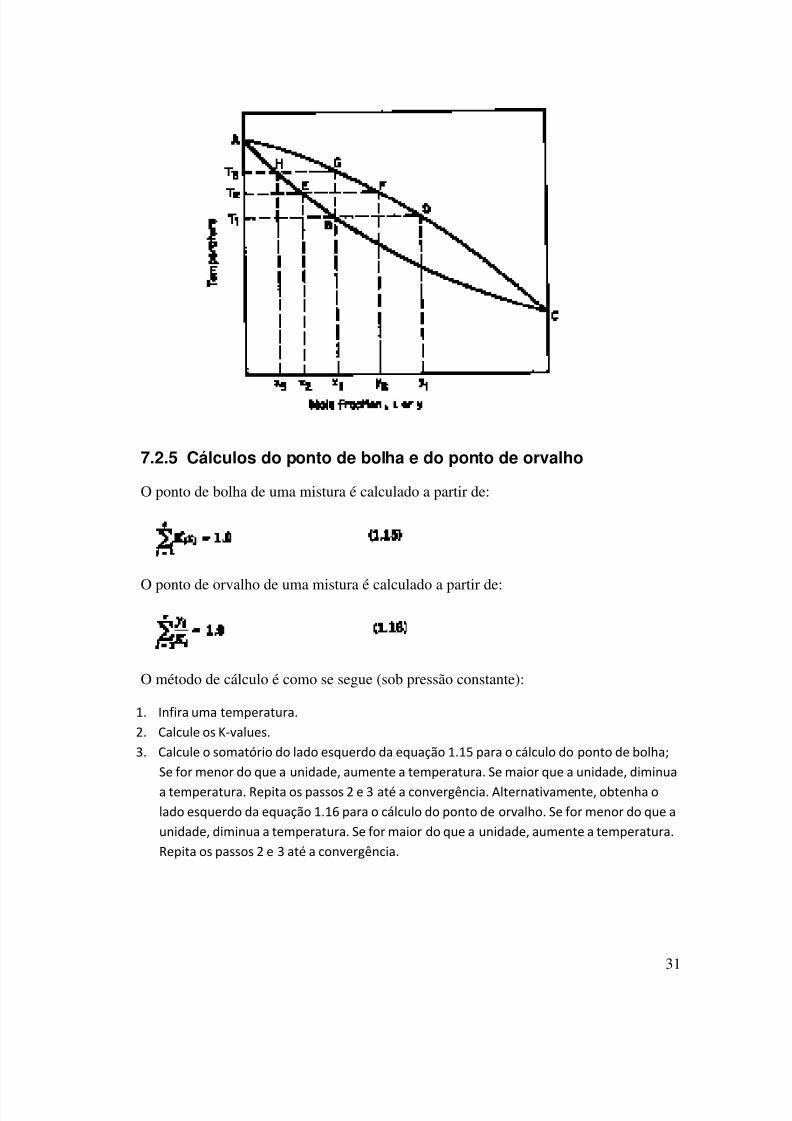
Diagramas de temperatura-composição (T-x). A curva ABC mostra a relaçãocomposição-temperatura para um líquido saturado. A uma dada temperatura T1 ecomposição líquida xi, o ponto B é a condição na qual o líquido está pronto para
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 30/144
30
começar a entrar em ebulição. O ponto B é descrito como ponto de bolha (bubblepoint). Quando o líquido começa a ferver na temperatura T1 (ponto B), o primeirovapor formado tem a composição y1e está, portanto, no seu ponto de orvalho (dewpoint) Nesse ponto, o tão rico em componentes leves quanto jamais retornará a ser. Namedida que a temperatura é elevada progressivamente, mais do componente mais
pesado é vaporizado. A quantidade de vapor formado aumenta, mas a fração molar docomponente mais leve tanto no vapor quanto no líquido cai. A uma dada temperaturaTz, a composição líquida é x2 e a composição do vapor y2. Algo da carga inicial éagora vapor e algo é líquido. Um aumento posterior na temperatura para Ta vaivaporizar o resto o líquido. A composição do vapor será agora x1 e a última gota dolíquido vaporizado tem a composição x3. O líquido sempre viaja através da sua curvade ponto-de-bolha enquanto o vapor sempre viaja através da curva dew-point. Portanto,em destilação, o ponto de bolha do líquido está sempre em equilíbrio com o ponto deorvalho do vapor.
Os conceitos de ponto de orvalho e ponto de bolha são úteis na construção (????)
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 31/144
31
7.2.5 Cálculos do ponto de bolha e do ponto de orvalho
O ponto de bolha de uma mistura é calculado a partir de:
O ponto de orvalho de uma mistura é calculado a partir de:
O método de cálculo é como se segue (sob pressão constante):
1. Infira uma temperatura.
2. Calcule os K-values.
3. Calcule o somatório do lado esquerdo da equação 1.15 para o cálculo do ponto de bolha;
Se for menor do que a unidade, aumente a temperatura. Se maior que a unidade, diminua
a temperatura. Repita os passos 2 e 3 até a convergência. Alternativamente, obtenha o
lado esquerdo da equação 1.16 para o cálculo do ponto de orvalho. Se for menor do que a
unidade, diminua a temperatura. Se for maior do que a unidade, aumente a temperatura.
Repita os passos 2 e 3 até a convergência.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 32/144
32
7.2.6 Azeotropos
As figuras 1.1 e 1.5 são diagramas de fase para sistemas “normais”. Nesses sistemas,na medida em que a concentração do componente menos volátil aumenta, tambémaumentam o ponto de bolha e o ponto de orvalho.
Se os componentes exibem forte interação física e química, os diagramas de fasepodem ser diferentes daqueles mostrados nas figuras 1.1 e 1.5, e mais próximosdaqueles mostrados na figura 1.6. Nesses sistemas há uma composição crítica (o pontode intersecção da curva de equilíbrio com a diagonal de 45°) para o qual ascomposições de vapor e líquido são idênticas. Uma vez que a composição de líquido evapor é alcançada, os componentes não podem ser separados a uma dada pressão.Essas misturas são chamadas azeotropos. Um azeotropo com mínima-ebulição ferve auma temperatura menor do que e de cada um dos seus componentes. Quando umsistema de destilação feito desses componentes, o produto de cima é o azeotropo. Oproduto de baixo é o componente de alto ponto de ebulição quando o MVC é presenteem baixas concentrações. Por outro lado, quando o componente de baixo ponto deebulição está presente em altas concentrações, o produto de baixo é o MVC.
Um azeotropo de máximo ponto de ebulição ferve a uma temperatura maior do quequalquer dos seus componentes puros e, portanto, sempre fica no fundo da coluna. Oproduto de cima é o componente de alto ponto de ebulição quando o MVC estápresente em baixas concentrações. O produto de cima é o MVC quando está presenteem altas concentrações.
Se separação de fase líquida ocorre, a temperatura de ebulição da mistura, bem como acomposição da fase de vapor, continuam constantes até que uma das fases líquidasdesapareça. Sob estas condições, uma mistura dos dois líquidos vai deixar o topo da
coluna enquanto o outro componente irá ficar no fundo da coluna dependendo dacomposição.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 33/144
33

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 34/144
34
8. Projeto de Colunas de destilação
Como mencionado, as colunas de destilação são projetadas usando dados das curvas deELV para as misturas a serem separadas. A característica da curva de equilíbriolíquido-vapor da mistura, (indicada pelo formato da curva de equilíbrio) determinará o
número de estágios de equilíbrio, conseqüentemente o número de pratos necessáriospara a separação. Isto pode ser mostrado facilmente pela aplicação do método de McCabe-Thiele para projetos de colunas binárias.
8.1 Método de McCabe-Thiele para projetos de coluna binária
O método McCabe-Thiele é aplicado usando a curva de ELV para determinar onúmero de estágios teóricos requeridos para efetuar a separação de uma misturabinária. Ele assume vazão molar do líquido e do vapor constante. Isto implica em:
• Calor molar de vaporização dos componentes é quase constante.
• Efeitos de calor são desprezíveis (calor da solução, perda e ganho de calor nacoluna, etc.)
• Para cada mole de vapor condensado, um mole de líquido é vaporizado.
O procedimento de projeto é simples. Dado um diagrama ELV para uma misturabinária, as linhas de operação são desenhadas primeiro.
• A linhas de operação definem as relações de balanço de material entre as faceslíquida e vapor da coluna.
• Existe uma linha de operação para a seção de fundo da coluna (seção de separação)
e uma para a seção de topo da coluna (seção de enriquecimento).• A premissa de vapor molar constante assegura que as linhas de operação são linhas
retas.
8.1.1 Linhas de operação para a seção de retificação
As linhas de operação para a seção de retificação são construídas da seguinte maneira.Primeiro a composição do produto de topo desejada deve ser localizada no eixo x dodiagrama de ELV. A partir deste ponto uma linha vertical paralela ao eixo dos y deveser traçada até interceptar a linha diagonal que separa o diagrama de ELV no meio. Apartir deste ponto deve ser traçada uma linha com angulo de inclinação igual aR/(R+1) conforme mostrado na figura abaixo.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 35/144
35
Figura 7.1 Linha de operação para a seção de retificação
R é a relação da vazão de refluxo (L) pela vazão de destilado (D) e é chamado derelação de refluxo. Da uma idéia de quanto da vazão de vapor de topo retorna à colunacomo refluxo.
8.1.2 Linhas de operação para a seção de separação
A linha de operação para a seção de separação é construída de maneira semelhante.Sendo que inicial é a composição desejada do produto de fundo. A partir deste pontouma linha vertical paralela ao eixo dos y deve ser traçada até interceptar a linhadiagonal que separa o diagrama de ELV no meio. A partir deste ponto deve ser traçadauma linha com angulo de inclinação igual a L/V conforme mostrado na figura.
Figura 7.2 Linha de operação para a seção de separação
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 36/144
36
Ls é a vazão de líquido e Vs é a vazão de vapor na seção de separação da coluna. Oangulo da linha de operação para a seção de separação é a razão entre as vazões delíquido e vapor nesta parte da coluna.
8.1.3 Equilíbrio e linhas de operação
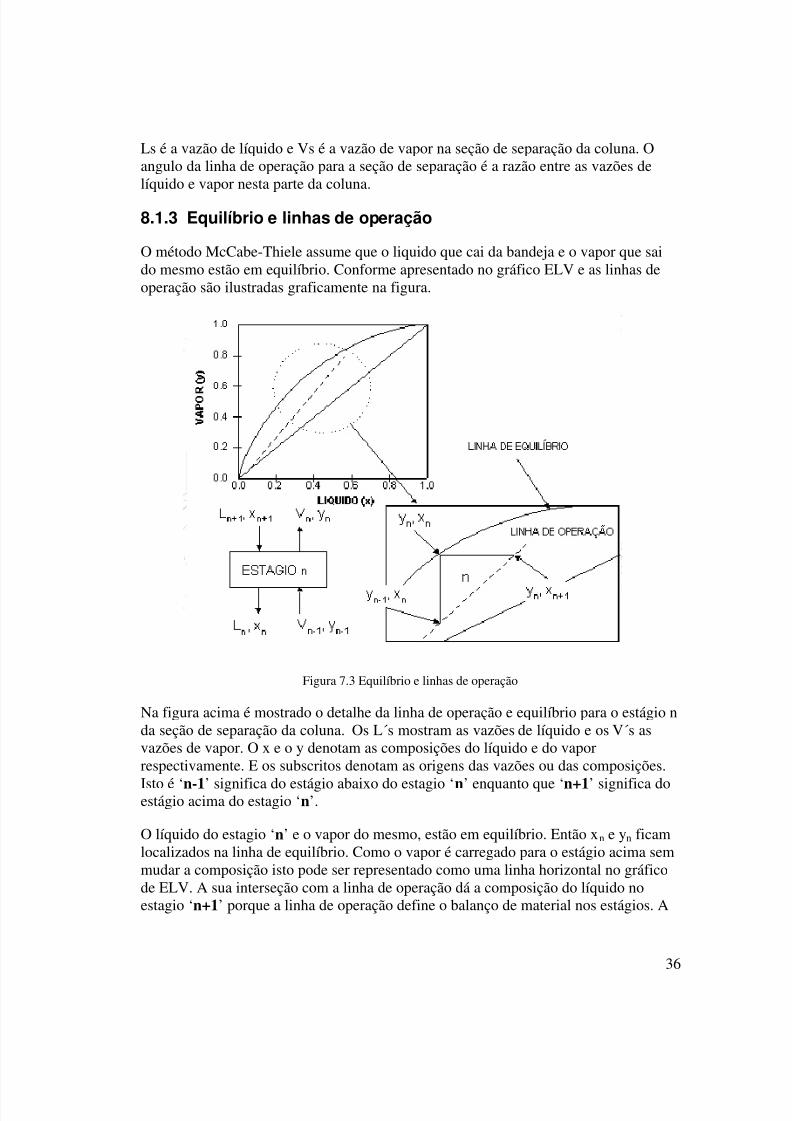
O método McCabe-Thiele assume que o liquido que cai da bandeja e o vapor que saido mesmo estão em equilíbrio. Conforme apresentado no gráfico ELV e as linhas deoperação são ilustradas graficamente na figura.
Figura 7.3 Equilíbrio e linhas de operação
Na figura acima é mostrado o detalhe da linha de operação e equilíbrio para o estágio nda seção de separação da coluna. Os L´s mostram as vazões de líquido e os V´s asvazões de vapor. O x e o y denotam as composições do líquido e do vaporrespectivamente. E os subscritos denotam as origens das vazões ou das composições.
Isto é ‘n-1’ significa do estágio abaixo do estagio ‘n’ enquanto que ‘n+1’ significa doestágio acima do estagio ‘n’.
O líquido do estagio ‘n’ e o vapor do mesmo, estão em equilíbrio. Então xn e yn ficamlocalizados na linha de equilíbrio. Como o vapor é carregado para o estágio acima semmudar a composição isto pode ser representado como uma linha horizontal no gráficode ELV. A sua interseção com a linha de operação dá a composição do líquido noestagio ‘n+1’ porque a linha de operação define o balanço de material nos estágios. A
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 37/144
37
composição do vapor no estágio ‘n+1’ é obtida da interseção da linha vertical desteponto com a linha de equilíbrio.
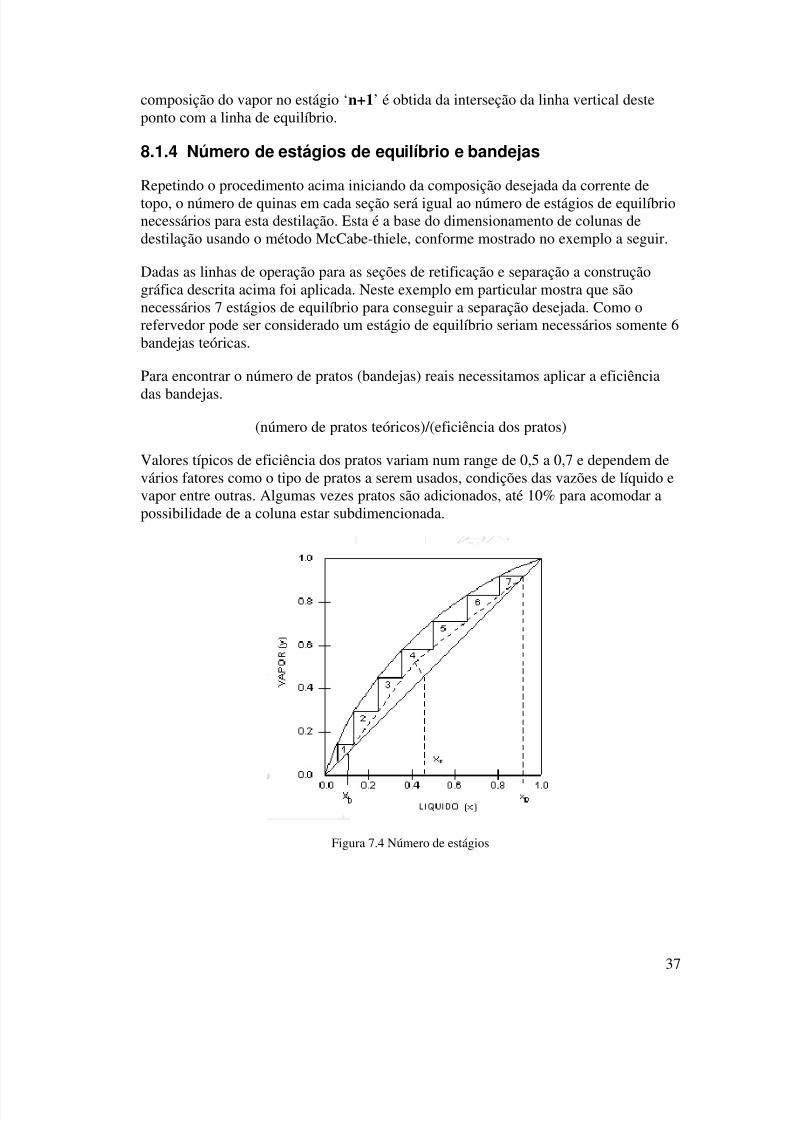
8.1.4 Número de estágios de equilíbrio e bandejas
Repetindo o procedimento acima iniciando da composição desejada da corrente detopo, o número de quinas em cada seção será igual ao número de estágios de equilíbrionecessários para esta destilação. Esta é a base do dimensionamento de colunas dedestilação usando o método McCabe-thiele, conforme mostrado no exemplo a seguir.
Dadas as linhas de operação para as seções de retificação e separação a construçãográfica descrita acima foi aplicada. Neste exemplo em particular mostra que sãonecessários 7 estágios de equilíbrio para conseguir a separação desejada. Como orefervedor pode ser considerado um estágio de equilíbrio seriam necessários somente 6bandejas teóricas.
Para encontrar o número de pratos (bandejas) reais necessitamos aplicar a eficiência
das bandejas.
(número de pratos teóricos)/(eficiência dos pratos)
Valores típicos de eficiência dos pratos variam num range de 0,5 a 0,7 e dependem devários fatores como o tipo de pratos a serem usados, condições das vazões de líquido evapor entre outras. Algumas vezes pratos são adicionados, até 10% para acomodar apossibilidade de a coluna estar subdimencionada.
Figura 7.4 Número de estágios
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 38/144
38
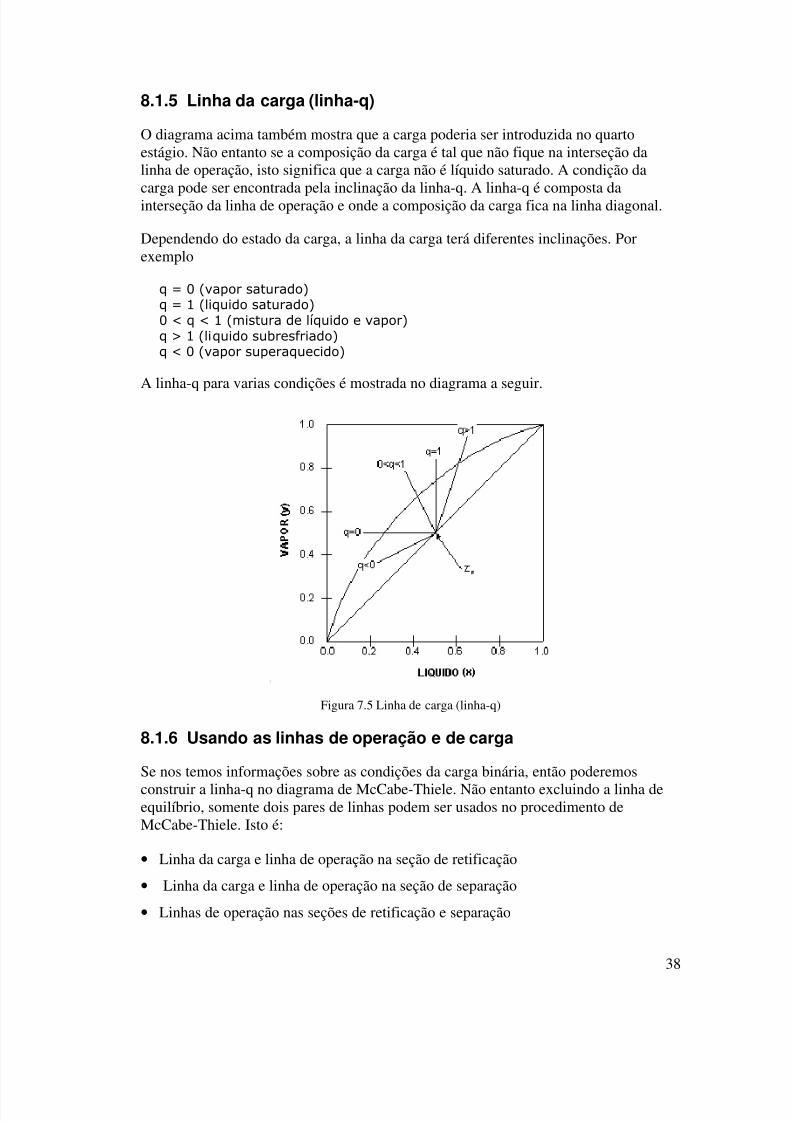
8.1.5 Linha da carga (linha-q)
O diagrama acima também mostra que a carga poderia ser introduzida no quartoestágio. Não entanto se a composição da carga é tal que não fique na interseção dalinha de operação, isto significa que a carga não é líquido saturado. A condição da
carga pode ser encontrada pela inclinação da linha-q. A linha-q é composta dainterseção da linha de operação e onde a composição da carga fica na linha diagonal.
Dependendo do estado da carga, a linha da carga terá diferentes inclinações. Porexemplo
q = 0 (vapor saturado)q = 1 (liquido saturado)0 < q < 1 (mistura de líquido e vapor)q > 1 (liquido subresfriado)q < 0 (vapor superaquecido)
A linha-q para varias condições é mostrada no diagrama a seguir.
Figura 7.5 Linha de carga (linha-q)
8.1.6 Usando as linhas de operação e de carga
Se nos temos informações sobre as condições da carga binária, então poderemosconstruir a linha-q no diagrama de McCabe-Thiele. Não entanto excluindo a linha deequilíbrio, somente dois pares de linhas podem ser usados no procedimento deMcCabe-Thiele. Isto é:
• Linha da carga e linha de operação na seção de retificação
• Linha da carga e linha de operação na seção de separação
• Linhas de operação nas seções de retificação e separação
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 39/144
39
Isto porque um par de curvas determina a terceira.
Projeto completo de uma coluna de destilação
Determinar o número de estágios requeridos para o grau de separação requerido e alocalização da carga é o primeiro passo do projeto de uma coluna. Outrasconsiderações necessárias são a definição do espaçamento das bandejas, o diâmetro dacoluna, as configurações dos internos, a quantidade de calor e de retirada de calor nocondensador e outros. Todo isto pode levar a conflitos do projeto dos parâmetros. Poreste motivo o projeto completo de uma coluna de destilação é um procedimentointerativo. Se os conflitos não são resolvidos na etapa de projeto então a coluna nãoterá um bom desempenho na prática. No próximo item serão discutidos os fatores quepodem afetar o desempenho de uma coluna de destilação.
9. Efeitos do Número de Pratos ou Estágios e a Posição doPrato de Carga
9.1 Efeito do número de pratos
Podemos deduzir da seção anterior que o número de pratos influencia no grau deseparação. Isto pode ser ilustrado pelo seguinte exemplo.
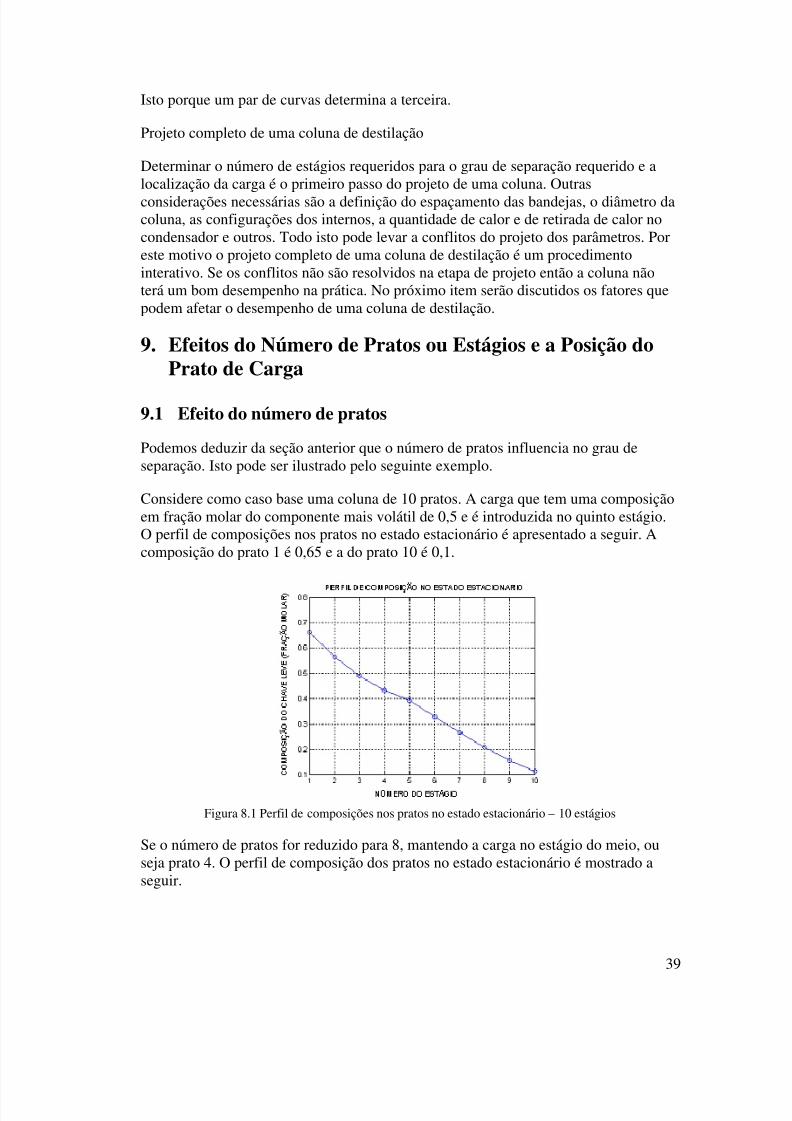
Considere como caso base uma coluna de 10 pratos. A carga que tem uma composiçãoem fração molar do componente mais volátil de 0,5 e é introduzida no quinto estágio.O perfil de composições nos pratos no estado estacionário é apresentado a seguir. Acomposição do prato 1 é 0,65 e a do prato 10 é 0,1.
Figura 8.1 Perfil de composições nos pratos no estado estacionário – 10 estágios
Se o número de pratos for reduzido para 8, mantendo a carga no estágio do meio, ouseja prato 4. O perfil de composição dos pratos no estado estacionário é mostrado aseguir.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 40/144
40
Figura 8.2 Perfil de composições nos pratos no estado estacionário – 8 estágios
Podemos observar que a composição de topo diminuiu enquanto que a de topoaumentou, isto é a separação ficou mais pobre.
Se agora aumentarmos o número de pratos para 12 estágios e novamente introduzirmosa carga no prato do meio, isto é no prato 6. O perfil de composição dos pratos noestado estacionário é mostrado a seguir.
Figura 8.3 Perfil de composições nos pratos no estado estacionário – 12 estágios
Novamente a composição mudou. Desta vez o destilado ficou mais rico emcomponentes mais voláteis, enquanto o fundo tem menos, sendo uma indicação de umamelhor separação.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 41/144
41
Aumentado o número de estágios melhora a separação
9.2 Efeito da localização do prato de carga
Agora analisaremos como a posição da carga afeta a eficiência da separação.Suponhamos que temos uma coluna que tem 20 estágios. A carga que tem umacomposição em fração molar do componente mais volátil de 0,5 e é introduzida noquinto, no décimo e qüinquagésimo estágio. Os perfis de composições nos pratos noestado estacionário são apresentados a seguir.
Figura 8.4 Perfil de composições nos pratos no estado estacionário – Carga no 5 estágio
Figura 8.5 Perfil de composições nos pratos no estado estacionário – Carga no 10 estágio
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 42/144
42
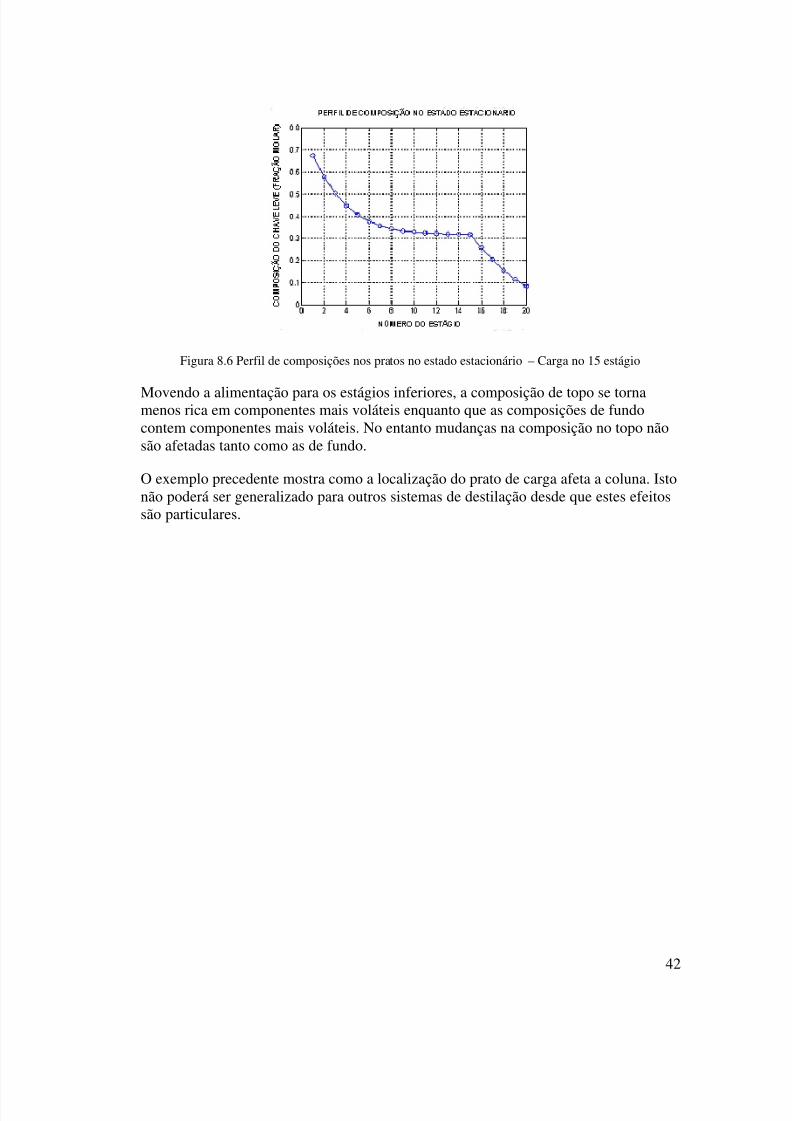
Figura 8.6 Perfil de composições nos pratos no estado estacionário – Carga no 15 estágio
Movendo a alimentação para os estágios inferiores, a composição de topo se tornamenos rica em componentes mais voláteis enquanto que as composições de fundocontem componentes mais voláteis. No entanto mudanças na composição no topo nãosão afetadas tanto como as de fundo.
O exemplo precedente mostra como a localização do prato de carga afeta a coluna. Istonão poderá ser generalizado para outros sistemas de destilação desde que estes efeitossão particulares.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 43/144
43
10. Fatores que afetam a operação das colunas de destilação
A operação das colunas de destilação é afetada por muitos fatores, por exemplo:
• Condições da carga:
Estado da carga;
Composição da carga;
Traços de elementos que podem afetar severamente o ELV da mistura;
• Condições de refluxo;
• Condições adversas da vazão de vapor;
• Vazões internas e condições dos fluidos;
• Estado das bandejas ou recheios;
• Condições do tempo;Alguns destes fatores serão discutidos a seguir para ter idéia da complexidade doprocesso de destilação.
10.1 Condições da carga
O estado e a composição da carga afetam as linhas de operação e conseqüentemente onúmero de estágios requerido para a separação. A localização do prato onde a carga éalimentada na coluna também afeta a separação. Durante a operação, se desvios dascondições de projeto acontecem, a coluna pode não atender a condição de separaçãodesejada. De modo a prevenir os problemas devido a variações no estado e composição
das cargas, algumas colunas são projetadas com múltiplos pontos de alimentação.
10.2 Condições de refluxo
Aumentando a relação de refluxo, a inclinação da linha de operação para a seção deretificação se move para um valor máximo de 1 (45o). Fisicamente significa que maislíquidos ricos em componentes mais voláteis estão sendo reciclados de volta para otopo da coluna. A separação se torna melhor e menos pratos serão necessários para omesmo grau de separação. Um número mínimo de pratos é requerido na condição de refluxo total . Isto é não tem produto de topo (destilado).
Por outro lado se o refluxo é diminuído a inclinação da linha de operação para a seçãode retificação se move para a linha de equilíbrio. O “pinch” entre a linha de operação ea linha de equilíbrio se torna mais pronunciado. E mais pratos são requeridos. Isto éfácil verificar pelo método de McCabe-Thiele.
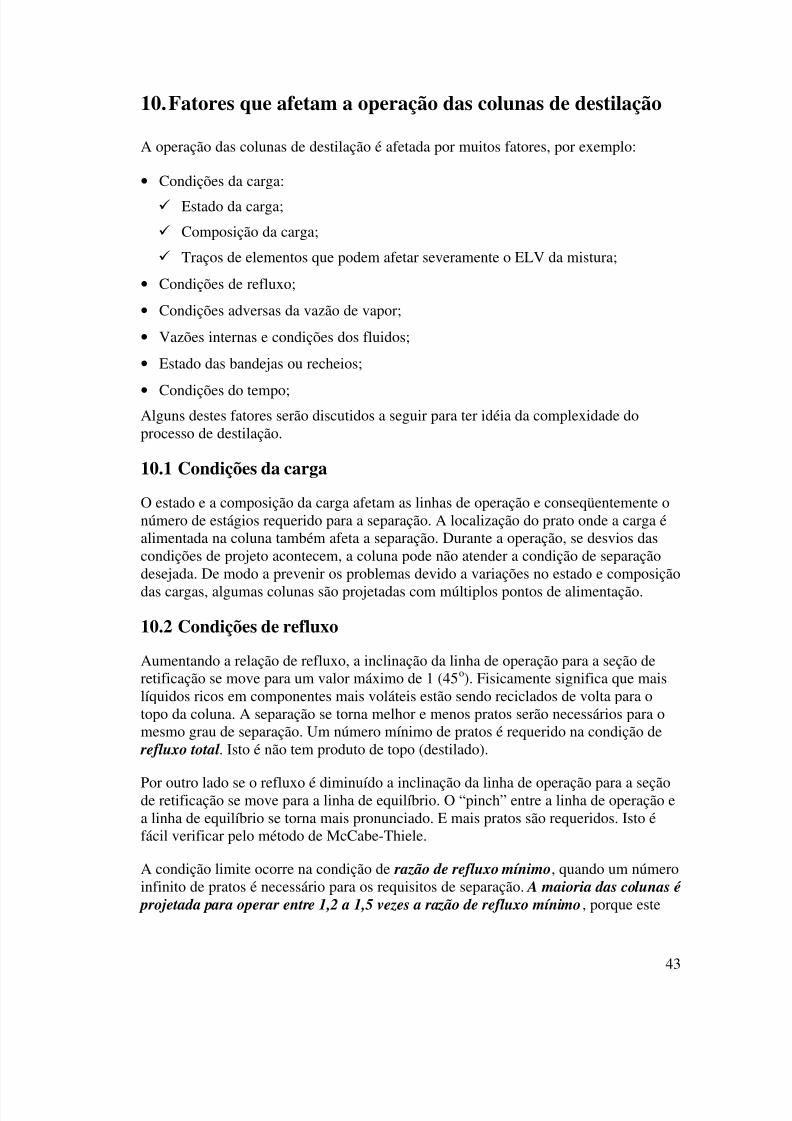
A condição limite ocorre na condição de razão de refluxo mínimo, quando um númeroinfinito de pratos é necessário para os requisitos de separação. A maioria das colunas é projetada para operar entre 1,2 a 1,5 vezes a razão de refluxo mínimo, porque este
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 44/144
44
ponto é aproximadamente a região de mínimo custo operacional (mais refluxo significamais altos consumos de energia).
Figura 9.1 Efeito da razão de refluxo
10.3 Condições adversas da vazão de vapor
Condições adversas da vazão de vapor podem causar:
• Espuma (foaming)
• Afogamento (entrainment)• Gotejamento (weeping/dumping)
• Arraste (flooding)
Espuma se refere à expansão de líquido devido à passagem de vapor ou gás. Por outrolado ele prove um alto contato interfacial líquido-vapor. Muita espuma freqüentementeleva ao líquido a ferver nas bandejas. Em alguns casos espuma excessiva pode atingiras bandejas acima. Espuma pode acontecer primeiramente devido às condições físicasda mistura líquida, porem algumas vezes acontece devido ao projeto das bandejas e àscondições físicas da mistura líquida. Independente da causa, a eficiência da coluna ésempre reduzida.
10.4 Diâmetro da coluna
A maioria dos fatores que afetam a operação da coluna, nos problemas acimamencionados, é devido às condições da vazão de vapor: Ou a velocidade é excessivaou muito reduzida. A velocidade do vapor depende do diâmetro da coluna. “Weeping”ou gotejamento define a vazão mínima de vapor requerida, enquanto que “flooding” ouarraste define a vazão máxima permitida e conseqüentemente a capacidade máxima da
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 45/144
45
coluna. Se o diâmetro da coluna não é definido apropriadamente, a coluna não terá umdesempenho adequado. Não somente problemas operacionais ocorreram como aseparação desejada não será atingida.
10.5 Estado das bandejas ou recheios
Lembre que o número de pratos requeridos para uma determinada especificação édeterminado pela eficiência do prato ou do recheio. Então qualquer fator que diminua aeficiência do prato mudara o desempenho da coluna. Eficiência do prato pode serafetada por “fouling”, “wear”, “tear” e corrosão. As vazões nas quais estas condiçõesocorrem dependem das propriedades dos líquidos processados. Alem disso, osmateriais apropriados dos pratos devem ser especificados para a construção dasbandejas.
10.6 Condições climáticas
A maioria das colunas não é isolada e estão sujeitas às mudanças das condições dotempo. Os refervedores devem ser projetados para gerar vapor suficiente mesmo nascondições climáticas mais frias e devem ter “turned down” suficiente nas estaçõesquentes. O mesmo se aplica para o condensador.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 46/144
46
FORNOS E CALDEIRAS
Figura 10.1 Refinaria de petróleo típica
11. Indústria de processo
As indústrias de processos produzem uma larga escala de produtos, tais como:combustíveis (por exemplo, óleo e gás combustível), vidro, metais (por exemplo, aço ealumínio), minerais (por exemplo, refratários, tijolos, e cerâmica), e energia. Otratamento e eliminação dos resíduos é um outro exemplo de processo industrial. Nestetexto, somente alguns destes processos serão considerados e discutidos. O focoprincipal do texto está na indústria de petróleo e petroquímica, na geração de energia, enas indústrias térmicas de oxidação.
11.1 Petróleo e petroquímica
As indústrias de petróleo e petroquímica apresentam desafios impares nos seusprocessos de combustão e tem objetivos diferentes dos outros processos industriais.Um dos desafios nesta indústria é a grande variedade dos combustíveis, os quaisgeralmente são constituídos por “off-gases” dos seus próprios processos, isto acontece,tanto nas refinarias como nas industrias petroquímicas. Uma planta típica é mostrada
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 47/144
47
na figura 1.1. Os outros sistemas industriais de combustão usam um único combustívelnos seus processos de combustão, isto é, gás natural ou óleo combustível. Outrodesafio na indústria de petróleo e petroquímica é que muitos dos queimadores usadossão projetados para trabalhar com tiragem natural, onde os gases formados nacombustão são retirados da câmara de combustão por tiragem natural e não usam um
ventilador induzido para retirar os gases. Estas são algumas das diferenças em relaçãoa todos os outros processos industriais, os quais utilizam um ventilador induzido de arpara a retirada dos gases de combustão e ventiladores de ar forçado para fornecer o arda combustão para os queimadores. Os queimadores de tiragem natural não são tãofáceis de controlar quanto os queimadores de ar forçado, e estão sujeitos a fatorescomo o vento e umidade, os quais podem perturbar as condições do processo decombustão. De acordo com o Departamento de Energia dos Estados Unidos, asrefinarias de petróleo são as indústrias de manufaturados que mais consomem energia,representando aproximadamente 7% do consumo total de energia no país (dadode1994). A figura 1.2 apresenta os processos típicos de uma refinaria de petróleo, queem grande parte usam o processo de combustão.
O Departamento de Energia dos Estados Unidos preparou um levantamento sobre asnecessidades tecnológicas dos processos de combustão na indústria. Para os sistemasde combustão e para os queimadores algumas das metas de desempenho para o ano2020 foram identificadas. Para queimadores, as metas incluem a redução de 90% nasemissões de resíduos, e a redução de emissões de CO2 compatíveis com os níveispropostos pela comunidade internacional. Também foi proposta a redução do consumode combustível em 20 a 50%, e a maximização no uso de combustíveis múltiplos.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 48/144
48
A figura 10.2 nos mostra um esquema típico de refinaria e foi fornecida pelo Departamento de energia dosEstados Unidos.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 49/144
49
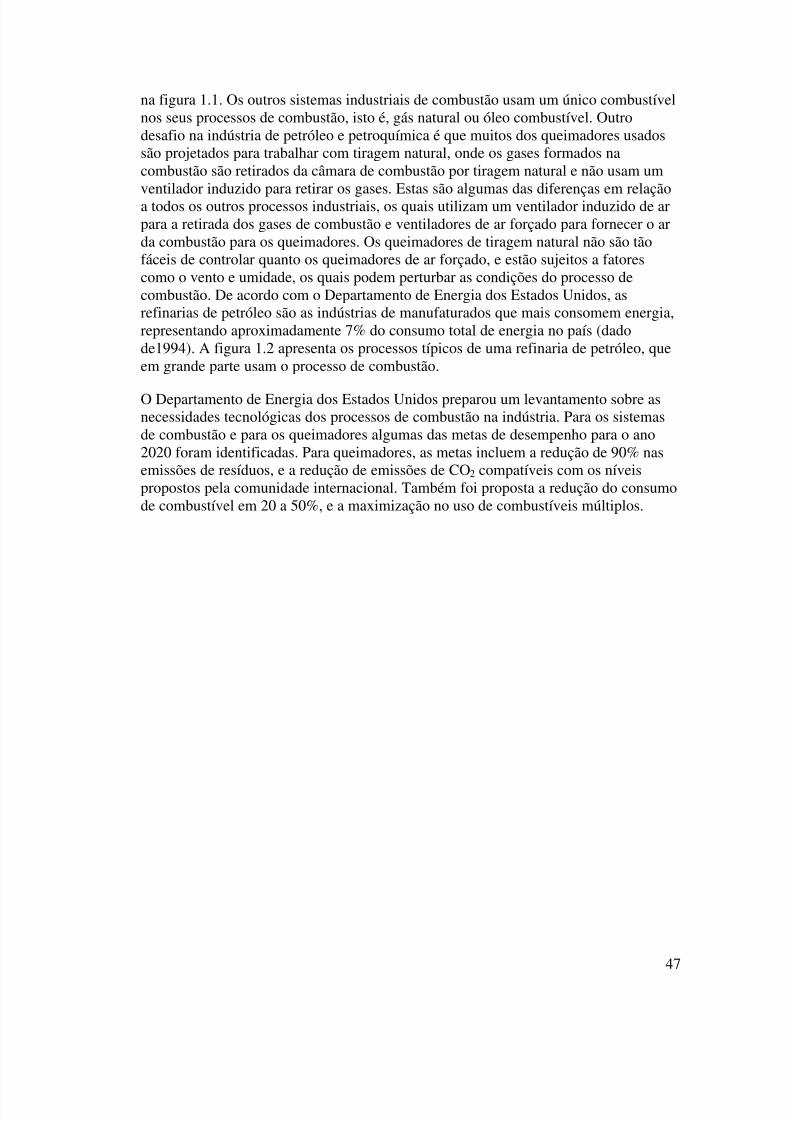
Figura 10.3 Tocha (flare) de uma plataforma de Petróleo - processo offshore
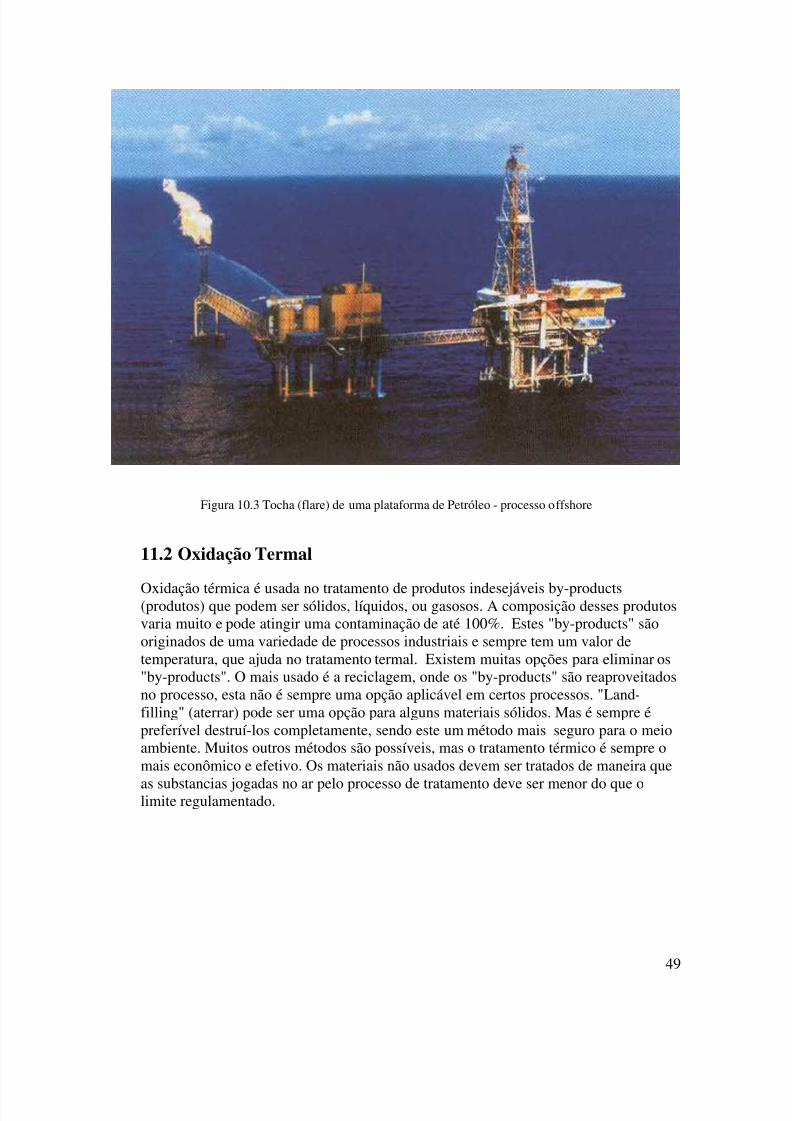
11.2 Oxidação Termal
Oxidação térmica é usada no tratamento de produtos indesejáveis by-products(produtos) que podem ser sólidos, líquidos, ou gasosos. A composição desses produtosvaria muito e pode atingir uma contaminação de até 100%. Estes "by-products" sãooriginados de uma variedade de processos industriais e sempre tem um valor detemperatura, que ajuda no tratamento termal. Existem muitas opções para eliminar os"by-products". O mais usado é a reciclagem, onde os "by-products" são reaproveitadosno processo, esta não é sempre uma opção aplicável em certos processos. "Land-filling" (aterrar) pode ser uma opção para alguns materiais sólidos. Mas é sempre épreferível destruí-los completamente, sendo este um método mais seguro para o meioambiente. Muitos outros métodos são possíveis, mas o tratamento térmico é sempre omais econômico e efetivo. Os materiais não usados devem ser tratados de maneira que
as substancias jogadas no ar pelo processo de tratamento deve ser menor do que olimite regulamentado.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 50/144
50
Figura 10.4 Chama do queimador
Figura 10.5 Esquema do queimador em larga escala Figura 10.6 Frente de uma turbina do queimador
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 51/144
51
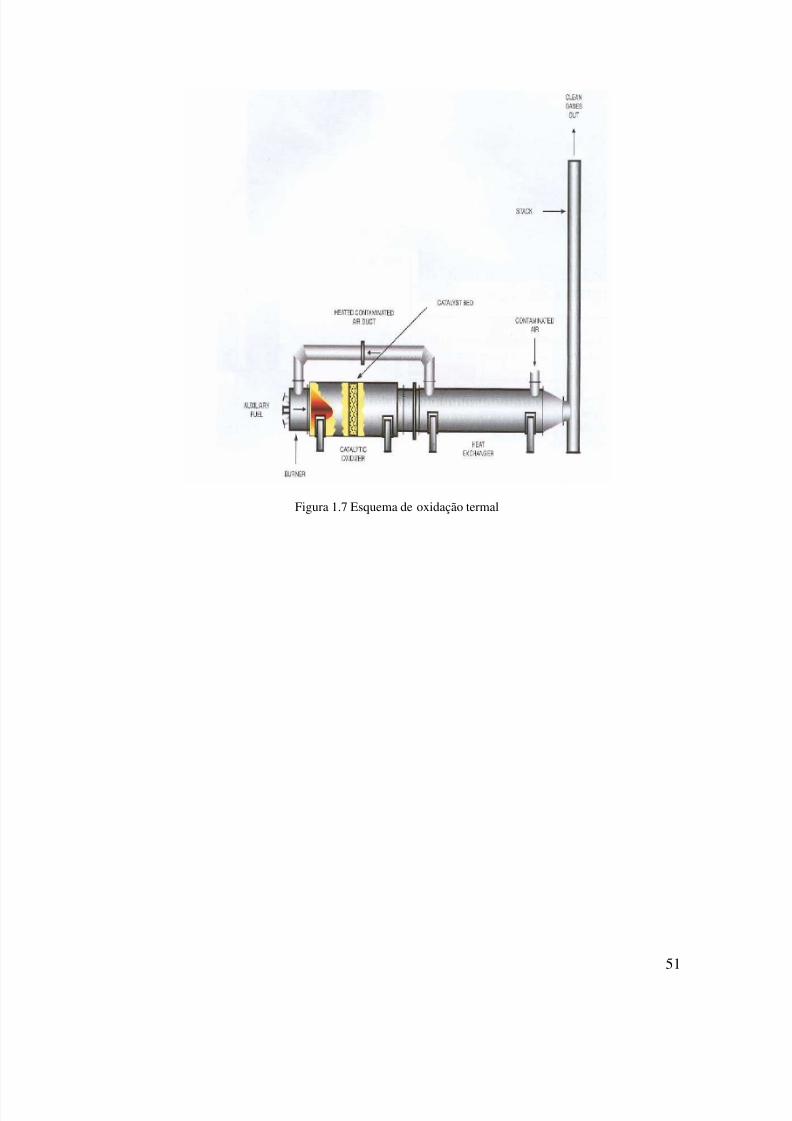
Figura 1.7 Esquema de oxidação termal

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 52/144
52
12. Revisão bibliográfica
Muitos livros abordam a combustão e os processos industriais. Mas poucos livrosforam escritos combinando os dois assuntos. Esta seção explica alguns dos assuntosrelevantes de combustão, dos processos industriais, e a combinação da combustão
nestas indústrias. A maioria dos livros sobre combustão foi escrita num nível técnicoalto e dirigida para uso de alunos graduados ou pós-graduados. Os livros normalmentefornecem uma explicação ampla, com pouco foco na aplicação pratica devido aopúblico que pretendem atingir.
12.1 Combustão
Muitos livros apresentam os fundamentos da combustão, mas contêm pouca coisasobre as indústrias do petróleo e petroquímica. O livro recente de Turns (1996), foielaborado para cursos de combustão em níveis de graduação e pós-graduação, econtém discussões práticas sobre equipamento de combustão numa abordagem melhor
do que a maioria dos livros similares. Já Khavkin (1996), escreveu um livrocombinando a teoria e a prática em turbinas de gás e em câmaras de combustãoindustriais. Dá-se maior relevância aqui ao livro de Khavkin, na discussão de fornalhastubulares, usadas na produção do hidrogênio.
Existem também muitos livros escritos sobre os aspectos mais práticos da combustão.O livro de Griswol (1946), por exemplo, têm um tratamento substancial da teoria dacombustão e orienta de maneira muito prática. Inclui capítulos para queimadores degás, queimadores de óleo e queimadores de carvão-pulverizado, transferência de calor(embora sumário), refratários da fornalha, caldeiras e fornos de processos. O livro deStambuleanu (1976), na parte de combustão industrial contém muita informação para
fornalhas e as aplicações aeroespaciais, particularmente foguetes. Há muitos dados nolivro sobre comprimentos da chama, as formas de chama, os perfis de velocidade, asconcentrações dos combustíveis, e o processo de combustão com combustíveis líquidose sólidos, com uma quantidade de informações limitadas em transferência de calor. Jáo livro de Perthuis (1983) possui uma rica discussão a respeito das chamas químicas eum pouco de discussão a respeito de transferência de calor através das chamas. O livrode Keating (1993) na parte de combustão aplicada visa mais os motores e não têmnenhum tratamento de processos industriais da combustão. Um livro recente escritopor Borman e por Ragland (1998) apresenta uma discussão entre os livros teóricos epráticos de combustão. Entretanto, o livro tem pouca discussão a respeito dos tipos deaplicações industriais que consideramos aqui. Mesmo os manuais com aplicações de
combustão possuem pouca coisa em sistemas industriais de combustão. As operaçõesem fornalhas registradas por Robert Reed é o único que tem toda a coberturasignificativa da combustão nas indústrias de petróleo e petroquímica. Entretanto, estelivro foi atualizado pela última vez em 1981 e é mais um livro introdutório com poucasequações, gráficos, figuras, retratos, cartas, e referências.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 53/144
53
12.2 A indústria de processo
Anderson (1984) escreveu um livro geral e introdutório para a indústria de petróleo,seguindo seu desenvolvimento do começo até algumas projeções para o futuro. Não hánenhuma discussão específica sobre combustão aplicada ao refino do petróleo. Leffler
(1985) escreveu um livro introdutório nos principais processos de refino do petróleo,incluindo a quebra de hidrogênio, e a produção catalítica do etileno, entre muitosoutros. O livro é escrito de uma perspectiva de processo e não tem nenhuma discussãosobre fornos de processo em uma planta. Gary e Handwerk (1994) escreveram demaneira geral e muito boa a respeito do refino do petróleo. O livro discute muito dosprocessos envolvidos em operações do refino do petróleo, incluindo coking,craqueamento catalítico, reforma catalítica, entre outros. Entretanto, não discuteespecificamente os processos da combustão envolvidos no aquecimento de produtos deuma refinaria.
Meyers (1997) editou um manual em processos de refino do petróleo recentementereformulado. O livro é dividido em 14 partes cada uma em um tipo diferente deprocesso, incluindo a produção, quebra e reforma catalítica, quebra de hidrogênio, evisbreaking e coking, entre outros. Companhias tais como Exxon, Dow-Kellongg,UOP, a Stone e Webster e o Promov-Wheeler escreveram sobre os processos quedesenvolveram, e que também licenciam para outras companhias. Muitos aspectos dosprocessos são discutidos, incluindo diagramas de fluxo, química, termodinâmica,economia, e considerações ambientais, mas há uma discussão muito pequena dossistemas de combustão.
12.3 Combustão na indústria de processo
O livro padrão de combustão que foi usado por décadas nas indústrias de petróleo epetroquímica é “Operações de Fornalhas”, escrito por Robert Reed, que foi técnicochefe da John Zink. Este livro foi usado no curso de queimadores para geradores daJohn Zink e dá uma introdução muito boa em muitos assuntos importantes na operaçãode queimadores e dos fornos. Entretanto, está um tanto ultrapassado, especialmente noque diz respeito à regulamentação sobre poluição e às novas tendências em projetos dequeimadores. O livro atual é projetado para ser uma versão extremamente ampliada daantiga edição, com muito mais equações, figuras, tabelas, referências, e uma coberturamuito mais ampla sobre o assunto.
12.4 Fornos
Os fornos de processo e os fornos tubulares são usados na indústria de petróleo epetroquímica para aquecer produtos dentro dos tubos. Neste tipo de processo, o líquidocorre através dos tubos posicionados dentro de uma fornalha ou de uma caldeira. Ostubos são aquecidos pelos queimadores com fogo que é produzido freqüentemente porcombustíveis formados por by-products dos processos da planta, e variam muito decomposição. O uso de tubos contendo o processo a ser aquecido é original secomparado aos outros tipos de aplicações industriais de combustão. Descobriu-se queaquecer os líquidos nos tubos tem muitas vantagens. As vantagens incluem uma

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 54/144
54
melhor adequação para a operação contínua, melhor controle, com taxas detransferência de calor mais elevadas, uma maior flexibilidade, uma menorpossibilidade de incêndio, e um equipamento mais compacto. Um dos problemasencontrados nas refinarias com os fornos é o desequilíbrio no fluxo do calor. Estedesequilíbrio pode causar taxas elevadas de formação do coque e altas temperaturas
nos tubos de metal (serpentinas), que reduzem a capacidade da unidade e podem causaruma manutenção prematura ou fim de vida útil do forno.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 55/144
55
13. Fornos de Reforma
Figura 12.1 Fornos de reforma com queimadores laterais (a) e de topo (b) respectivamente.(vista elevada)
Como o nome indica, os fornos de reforma são usados na reforma de um material em
outro produto. Por exemplo, um forno de reforma de hidrogênio pega o gás natural ereforma em hidrogênio em um processo químico catalítico que envolve umaquantidade significativa de calor. Um exemplo da das reações é dado abaixo para opropeno convertendo-se a hidrogênio.
C3H8 C2H4 + CH4
C2H4 + 2H2O 2CO + 4H2
CH4 + H2O CO + 3H2
CO + H2O CO2 + H2
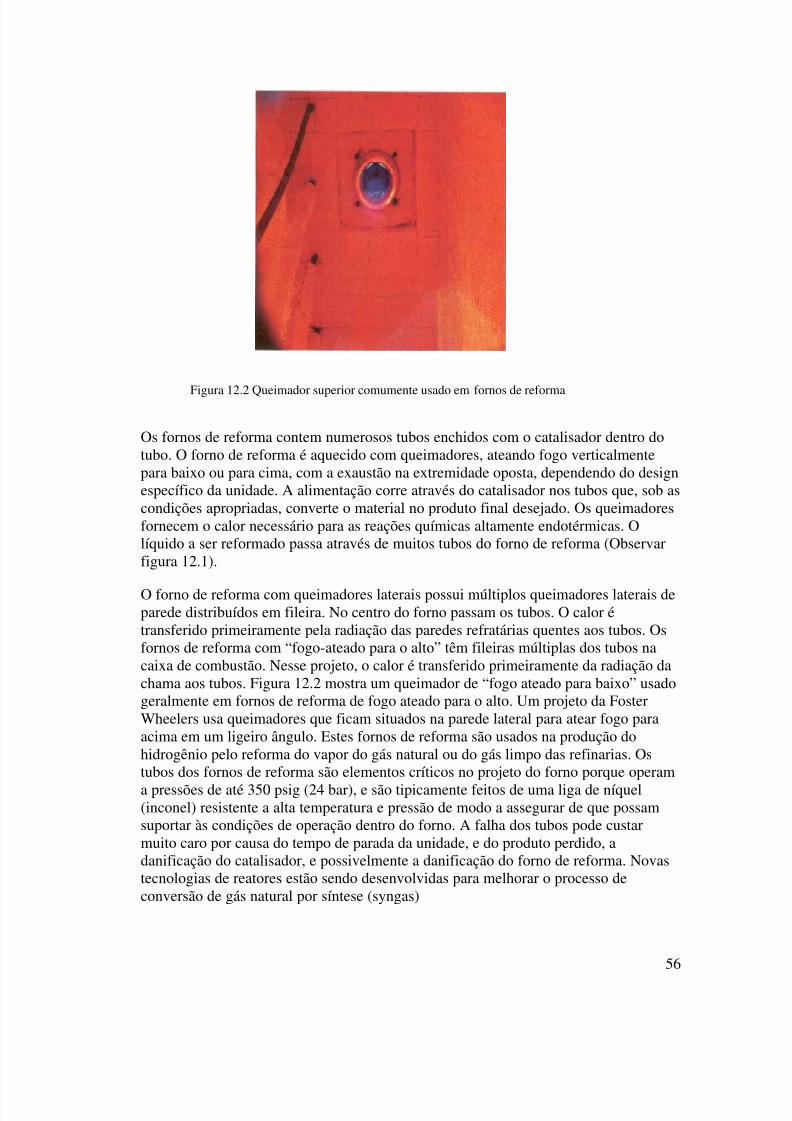
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 56/144
56
Figura 12.2 Queimador superior comumente usado em fornos de reforma
Os fornos de reforma contem numerosos tubos enchidos com o catalisador dentro dotubo. O forno de reforma é aquecido com queimadores, ateando fogo verticalmentepara baixo ou para cima, com a exaustão na extremidade oposta, dependendo do designespecífico da unidade. A alimentação corre através do catalisador nos tubos que, sob ascondições apropriadas, converte o material no produto final desejado. Os queimadoresfornecem o calor necessário para as reações químicas altamente endotérmicas. Olíquido a ser reformado passa através de muitos tubos do forno de reforma (Observarfigura 12.1).
O forno de reforma com queimadores laterais possui múltiplos queimadores laterais deparede distribuídos em fileira. No centro do forno passam os tubos. O calor étransferido primeiramente pela radiação das paredes refratárias quentes aos tubos. Osfornos de reforma com “fogo-ateado para o alto” têm fileiras múltiplas dos tubos nacaixa de combustão. Nesse projeto, o calor é transferido primeiramente da radiação dachama aos tubos. Figura 12.2 mostra um queimador de “fogo ateado para baixo” usadogeralmente em fornos de reforma de fogo ateado para o alto. Um projeto da FosterWheelers usa queimadores que ficam situados na parede lateral para atear fogo paraacima em um ligeiro ângulo. Estes fornos de reforma são usados na produção dohidrogênio pelo reforma do vapor do gás natural ou do gás limpo das refinarias. Ostubos dos fornos de reforma são elementos críticos no projeto do forno porque operama pressões de até 350 psig (24 bar), e são tipicamente feitos de uma liga de níquel(inconel) resistente a alta temperatura e pressão de modo a assegurar de que possamsuportar às condições de operação dentro do forno. A falha dos tubos pode custarmuito caro por causa do tempo de parada da unidade, e do produto perdido, adanificação do catalisador, e possivelmente a danificação do forno de reforma. Novastecnologias de reatores estão sendo desenvolvidas para melhorar o processo deconversão de gás natural por síntese (syngas)
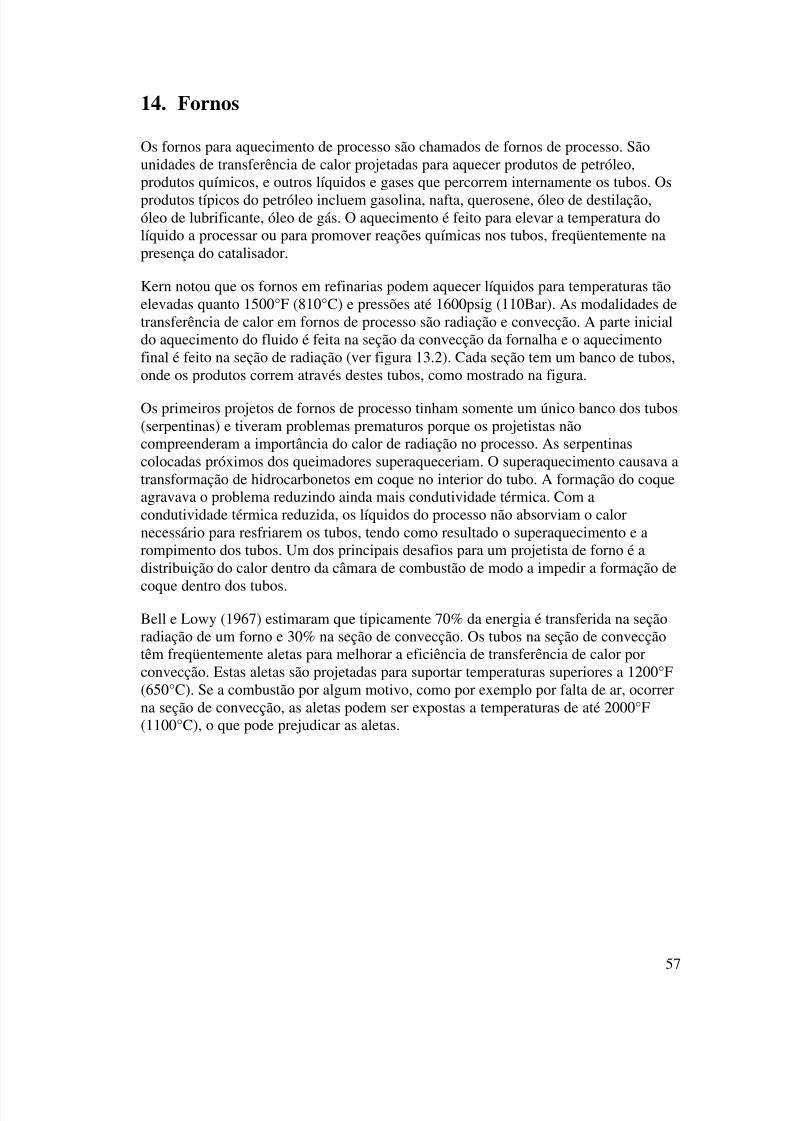
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 57/144
57
14. Fornos
Os fornos para aquecimento de processo são chamados de fornos de processo. Sãounidades de transferência de calor projetadas para aquecer produtos de petróleo,produtos químicos, e outros líquidos e gases que percorrem internamente os tubos. Os
produtos típicos do petróleo incluem gasolina, nafta, querosene, óleo de destilação,óleo de lubrificante, óleo de gás. O aquecimento é feito para elevar a temperatura dolíquido a processar ou para promover reações químicas nos tubos, freqüentemente napresença do catalisador.
Kern notou que os fornos em refinarias podem aquecer líquidos para temperaturas tãoelevadas quanto 1500°F (810°C) e pressões até 1600psig (110Bar). As modalidades detransferência de calor em fornos de processo são radiação e convecção. A parte inicialdo aquecimento do fluido é feita na seção da convecção da fornalha e o aquecimentofinal é feito na seção de radiação (ver figura 13.2). Cada seção tem um banco de tubos,onde os produtos correm através destes tubos, como mostrado na figura.
Os primeiros projetos de fornos de processo tinham somente um único banco dos tubos(serpentinas) e tiveram problemas prematuros porque os projetistas nãocompreenderam a importância do calor de radiação no processo. As serpentinascolocadas próximos dos queimadores superaqueceriam. O superaquecimento causava atransformação de hidrocarbonetos em coque no interior do tubo. A formação do coqueagravava o problema reduzindo ainda mais condutividade térmica. Com acondutividade térmica reduzida, os líquidos do processo não absorviam o calornecessário para resfriarem os tubos, tendo como resultado o superaquecimento e arompimento dos tubos. Um dos principais desafios para um projetista de forno é adistribuição do calor dentro da câmara de combustão de modo a impedir a formação de
coque dentro dos tubos.
Bell e Lowy (1967) estimaram que tipicamente 70% da energia é transferida na seçãoradiação de um forno e 30% na seção de convecção. Os tubos na seção de convecçãotêm freqüentemente aletas para melhorar a eficiência de transferência de calor porconvecção. Estas aletas são projetadas para suportar temperaturas superiores a 1200°F(650°C). Se a combustão por algum motivo, como por exemplo por falta de ar, ocorrerna seção de convecção, as aletas podem ser expostas a temperaturas de até 2000°F(1100°C), o que pode prejudicar as aletas.
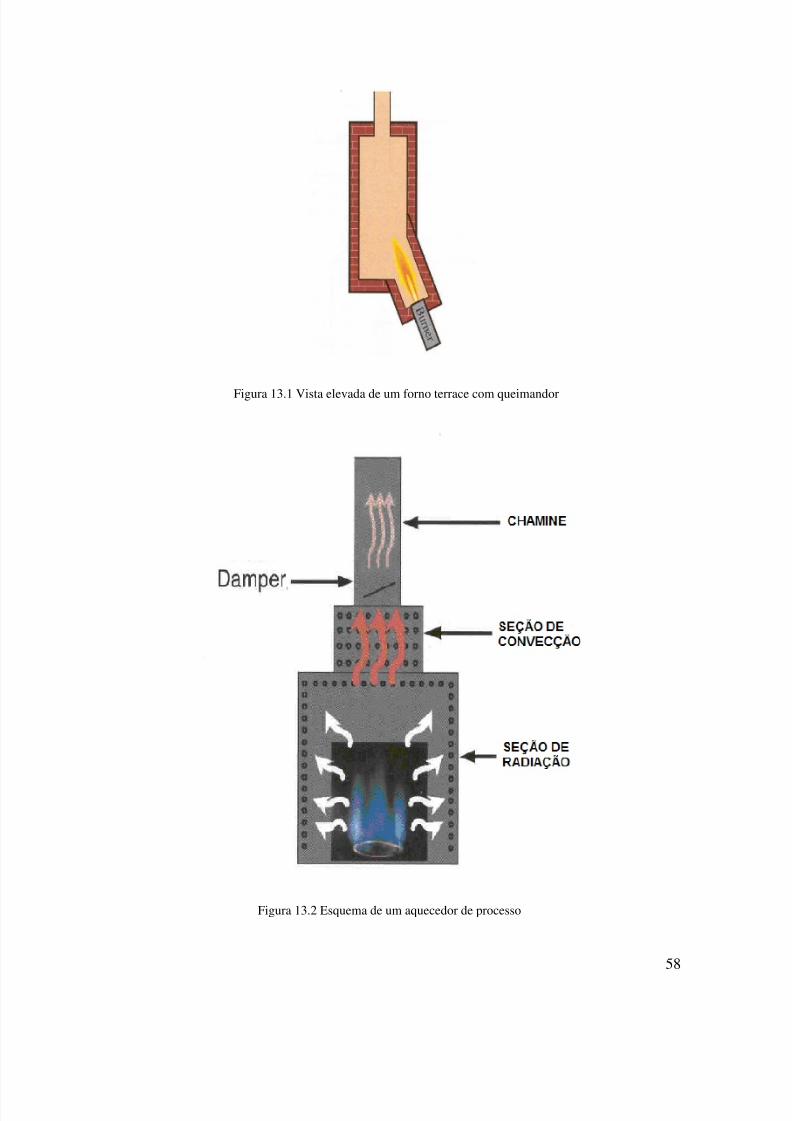
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 58/144
58
Figura 13.1 Vista elevada de um forno terrace com queimandor
Figura 13.2 Esquema de um aquecedor de processo
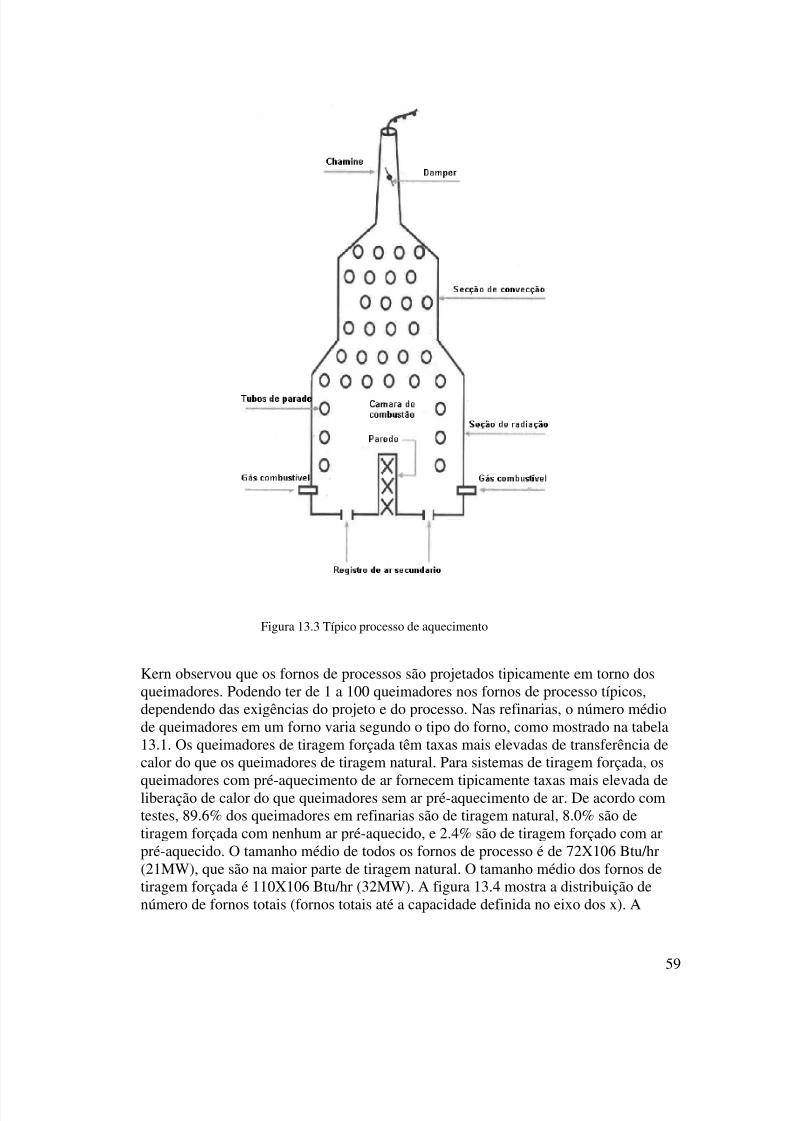
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 59/144
59
Figura 13.3 Típico processo de aquecimento
Kern observou que os fornos de processos são projetados tipicamente em torno dosqueimadores. Podendo ter de 1 a 100 queimadores nos fornos de processo típicos,dependendo das exigências do projeto e do processo. Nas refinarias, o número médiode queimadores em um forno varia segundo o tipo do forno, como mostrado na tabela13.1. Os queimadores de tiragem forçada têm taxas mais elevadas de transferência decalor do que os queimadores de tiragem natural. Para sistemas de tiragem forçada, os
queimadores com pré-aquecimento de ar fornecem tipicamente taxas mais elevada deliberação de calor do que queimadores sem ar pré-aquecimento de ar. De acordo comtestes, 89.6% dos queimadores em refinarias são de tiragem natural, 8.0% são detiragem forçada com nenhum ar pré-aquecido, e 2.4% são de tiragem forçado com arpré-aquecido. O tamanho médio de todos os fornos de processo é de 72X106 Btu/hr(21MW), que são na maior parte de tiragem natural. O tamanho médio dos fornos detiragem forçada é 110X106 Btu/hr (32MW). A figura 13.4 mostra a distribuição denúmero de fornos totais (fornos totais até a capacidade definida no eixo dos x). A
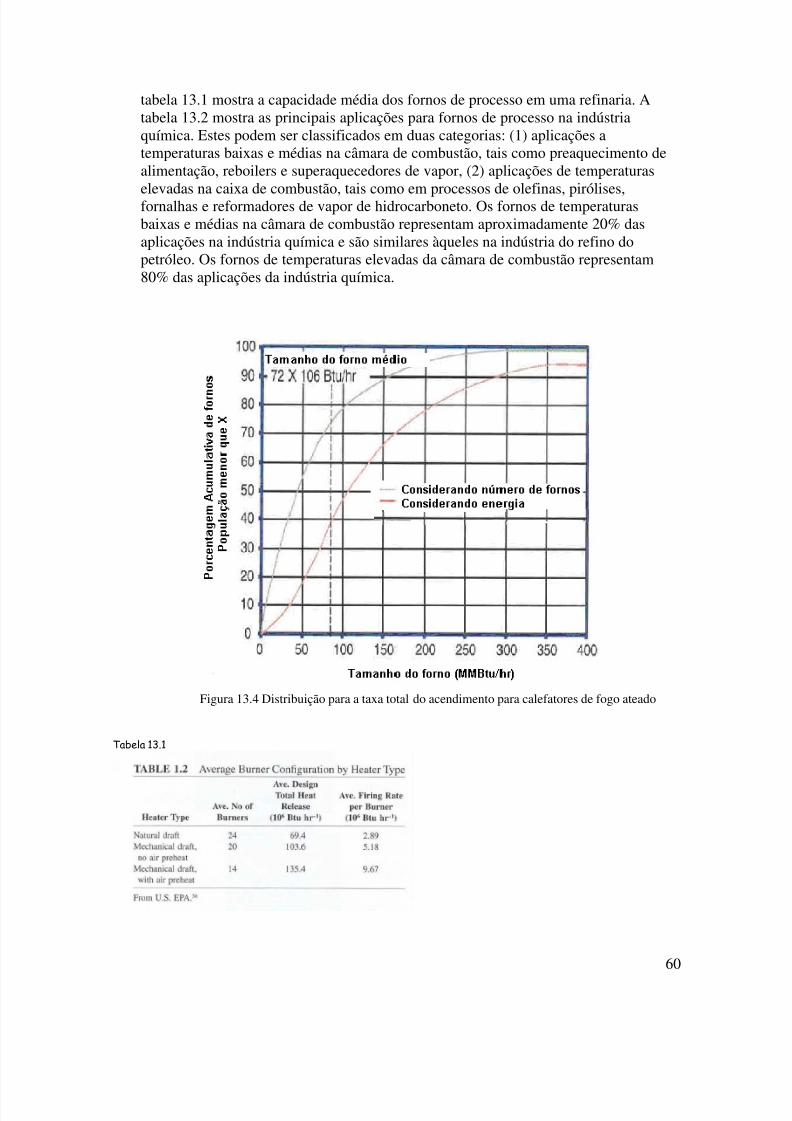
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 60/144
60
tabela 13.1 mostra a capacidade média dos fornos de processo em uma refinaria. Atabela 13.2 mostra as principais aplicações para fornos de processo na indústriaquímica. Estes podem ser classificados em duas categorias: (1) aplicações atemperaturas baixas e médias na câmara de combustão, tais como preaquecimento dealimentação, reboilers e superaquecedores de vapor, (2) aplicações de temperaturas
elevadas na caixa de combustão, tais como em processos de olefinas, pirólises,fornalhas e reformadores de vapor de hidrocarboneto. Os fornos de temperaturasbaixas e médias na câmara de combustão representam aproximadamente 20% dasaplicações na indústria química e são similares àqueles na indústria do refino dopetróleo. Os fornos de temperaturas elevadas da câmara de combustão representam80% das aplicações da indústria química.
Figura 13.4 Distribuição para a taxa total do acendimento para calefatores de fogo ateado
Tabela 13.1
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 61/144
61
Berman (1979) discutiu os diferentes projetos de queimadores usados em fornos. Osqueimadores podem ser localizados no piso, ateando fogo verticalmente para cima emfornalhas cilíndricas verticais, estes queimadores são localizados em um círculo dopiso da fornalha. Nestes fornos a própria fornalha serve como parte do sistema deexaustão e ajuda a criar o vacuo para aumentar o efeito chaminé. Os fornos tipo cabine
são retangulares, e tem uma ou mais fileiras de queimadores situados no piso. Osqueimadores podem estar em um nível baixo e atear fogo paralelamente ao assoalho.Nesta configuração, os queimadores podem ser localizados em lados opostos contrauma parede parcial localizada no meio da fornalha que age como um anteparo paradistribuir o calor (ver figuras 1.14 e 1.15). Os queimadores podem ficar situados naparede, ateando fogo radialmente ao longo da parede (ver figura 1.16) e são chamadosde queimadores de parede. Há também combinações dos sistemas acima descritos emdeterminados projetos de fornos. Por exemplo, em fornos da produção do etileno, nopiso - os queimadores verticalmente ateam fogo para cima (ver figura 1.17) e osqueimadores de parede são também usados no mesmo forno.
Um exemplo típico de forno de processo é mostrado nas figuras 1.18 e 1.19. Um fornotipo cabine é mostrado na figura 1.20, Os queimadores que ateiam fogo em umaunidade de óleo cru são mostrados na figura 1.21 e os arranjos típicos de queimadoressão mostrados na figura 1.22. Berman (1979) apresentou as seguintes categorias defornos de processo: reboilers de coluna; fornos de pre=aquecimento de carga de umacoluna de fracionamento, pre-aquecedores de alimentação de um reator; incluindofornos de reforma. Os gases quentes subem através da camara de combustão depoispara a chaminé e depois são desjados para a atmosfera. Um outro aspecto destes fornosé a quantidade grande dos combustíveis usados, que são frequentemente by-productsde processos do refino do petróleo. Estes combustíveis podem conter quantidadessignificativas de hidrogênio, que tem um impacto grande no projeto do queimador. Étambém comum que composições variadas dos múltiplos combustiveis sejam usadas,dependendo das circunstâncias operacionais da planta. Além dos hidrocarbonetos quevariam o número de carbonos nos combustíveis gasosos, também podem conter ohidrogênio e os inertes (como o CO2 ou o N2). As composições dos gases podemvariar os níveis de inertes nos combustíveis e os níveis de H2. As características dachama para os diversos níveis de combustíveis e inertes são muito diferentes.
Tabela 13.2

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 62/144
62
Figura 13.5 Figura 13.6 Figura 13.7
Figura 13.8 Figura 13.9
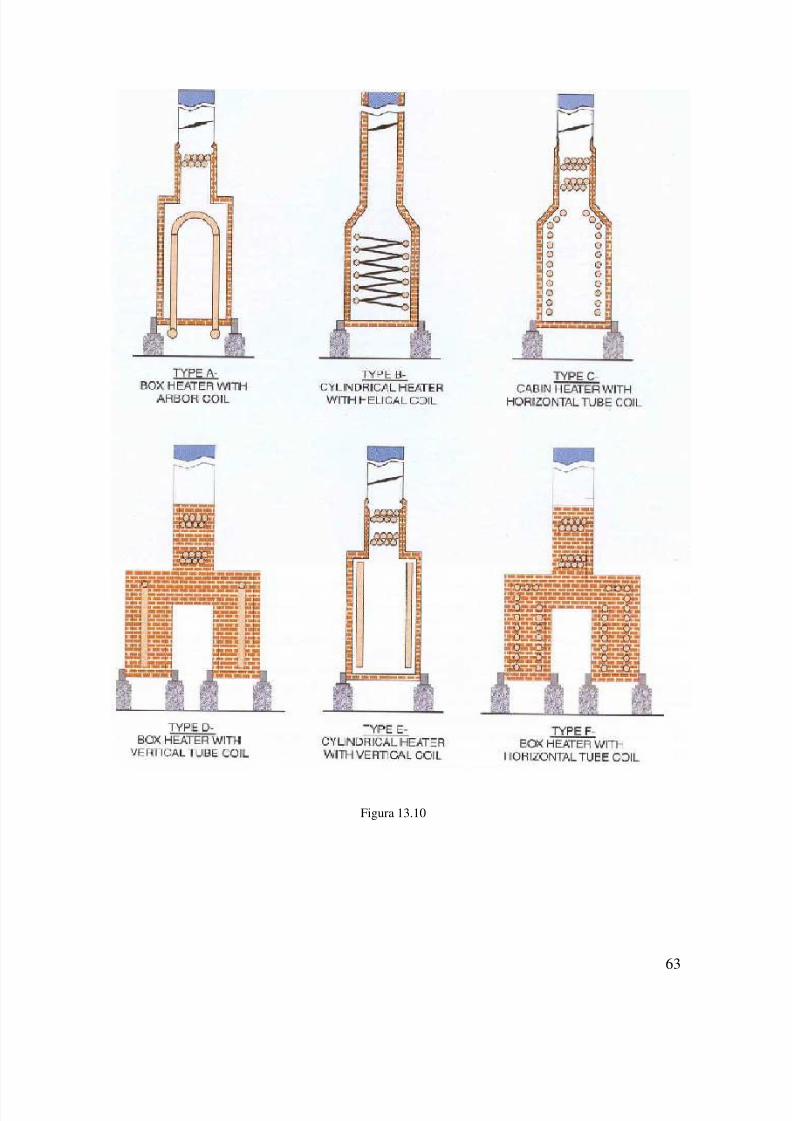
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 63/144
63
Figura 13.10

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 64/144
64
Figura 13.11
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 65/144
65
15. Operação de Queimadores/Fornos
Os objetivos de operação nos processos de aquecimento por queima são:
1. Operação segura
2. Proteção do meio ambiente
3. Não danificar os equipamentos de aquecimento
4. Satisfazer as necessidades de aquecimento do processo.
5. Maximizar a eficiência do processo de aquecimento
Para realizar estas metas, procedimentos devem ser gerados para:
• O aquecimento do forno.• Colocação de carga do forno.
• A operação continua do forno.
• A melhoria da eficiência.
• Os procedimentos de emergência
• A operação com os combustíveis e o ar de suprimento.
Em cada um dos casos, o operador deve monitorar as medições de modo a ter ocontrole adequado da reação de combustão e também o acompanhamento do desempenho
do forno.
As principais medições para o controle e a operação segura da combustão são:
• A tiragem (ou pressão negativa da fornalha).
• O excesso de ar (medida como excesso de oxigênio ou de ar).
• A vazão do fluido de combustão.
• A pressão do fluido de combustão.
• A pressão do vapor de atomização do óleo combustível (no caso do uso deste
combustível)
• A temperatura do óleo combustível (no caso do uso deste combustível).
O operador deve monitorar também:
• A temperatura do ar de combustão.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 66/144
66
• A temperatura dos gases quentes na saída da câmara de combustão.
• A aparência visual das chamas e tubos.
• A temperatura dos tubos no processo.
• A aparência dos refratários.
• A vazão do processo a ser aquecido em cada serpentina ou grupo de
serpentinas.
• A queda na pressão do fluido do processo.
• A temperatura na saída de cada passe.
16. Medidas
16.1 Tiragem
A tiragem é definida pelo padrão 560 do API como a pressão negativa dos gases em
um duto dentro do aquecedor. A tiragem pode ser expressa em polegadas (in) de água,
milímetros (mm) de água, ou em kiloPascals (kPa). A pressão negativa ou tiragem ocorre,
devido aos gases quentes dentro do volume confinado do aquecedor e de seus acessórios
(por exemplo, dutos, pilhas, ar pré-aquecido, etc.) que são menos densos do que o ar
atmosférico circunvizinho. Todos os outros fatores se comportam igualmente, quando mais
quente os gases do conduto e/ou mais frio o ar circunvizinho, maior a diferença nas
densidades e conseqüentemente maior a tiragem ou pressão negativa dentro do aquecedor.
A diferença nas densidades faz com que os gases quentes fluam do interior da fornalha para
fora do aquecedor ou através da chaminé ou de outras aberturas,
A perda da tiragem é a queda de pressão negativa do gás ou ar nos dutos,
queimadores, volume da câmara de combustão, ar pré-aquecido e através do banco de
tubos. Na terminologia do queimador, a perda de tiragem através do queimador é a queda
de pressão do ar de combustão no queimador. Em um aquecedor com tiragem natural, aperda de tiragem do queimador, ou seja, a diferença entre a pressão na câmara de
combustão, e a pressão atmosférica na elevação do queimador, diminui a vazão de ar para o
queimador. Em um aquecedor com tiragem forçada, a perda de tiragem do queimador é a
diferença entre a pressão na janela da câmara ou no forro (freqüentemente positivo) e a
pressão na câmara de combustão, ambos na elevação do queimador.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 67/144
67
Na maior parte do processo de aquecimento, os fornos devem operar com uma
pressão negativa na câmara de combustão. Porque a câmara de combustão não é
completamente isolada, se houver qualquer fuga, teremos um vazamento. Pressão positiva
dentro do aquecedor pode causar vazamentos e danos na estrutura do forno. A pressão
positiva pode até criar um perigo para a segurança operacional pessoal.
Quase todos os aquecedores devem operar com uma pressão negativa estática, ou
tiragem, através do caminho dos gases. Esta tiragem deverá ser medida em pontos
específicos. O mais importante é medir e controlar a tiragem no local de maior pressão
dentro do aquecedor; normalmente isto ocorre no topo da secção de radiação (ou câmara de
combustão). A tiragem é a mais baixa neste ponto, e manten-se uma ligeira pressão
negativa em todo o aquecedor. Outro local no qual devemos medir a tiragem é na altura dosqueimadores. É importante a medição nestes pontos, para garantir a perda de tiragem e
avaliar o abastecimento do fluxo de ar de combustão. O terceiro lugar mais importante para
a medição de tiragem é no fluxo dos gases que saem pela secção de convecção, muitas
vezes localizado no “damper” de retirada dos gases, no inicio da chaminé. Ao combinarmos
estas medições de tiragem no teto da câmara de combustão, nos aquecedores, pode-se
determinar a perda de tiragem na convecção. Isso pode ajudar na identificação de
ocorrências de danos ou incrustações na seção de convecção.
Tiragem (pressão estática) pode ser medida com manômetros inclinados ou com um
manômetro de campo ou chamado manômetro de “gauge”. Transmissores de tiragem
podem ser montados externamente no topo da câmara de combustão. Uma vez que temos a
tiragem desejada no topo da câmara de combustão será adequadamente determinado e
mostrado como indicação ao operador, este é o único medidor de tiragem que exige
monitorização freqüente. As pressões estáticas dentro da câmara de combustão e da secção
de convecção serão sempre inferiores aos valores do projeto do aquecedor. A tiragem, no
topo da câmara de combustão é controlada ajustando o “damper” ou, realizando por tiragem
induzida.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 68/144
68
Leituras erradas da tiragem podem ser causadas por chamas irregulares ou quando as
amostras são recolhidas onde existe vazamento, ou quando o ponto contem água devido aos
produtos de combustão.
16.2 Ar Em Excesso ou Oxigênio em Excesso
Ar em excesso é definido pelo API Standard 560 como a quantidade de ar acima da
quantidade estequiométrica da combustão completa, expressa em percentagem. O excesso
de oxigênio é a quantidade de oxigênio no ar não utilizada durante a combustão e está
relacionada com a percentagem em excesso de ar. O excesso de oxigênio é de fácil
medição. Se existe um excesso de oxigênio no gás de combustão, uma boa mistura ar-
combustível, faz com que a chama observada na câmara de combustão seja estável e pode
ser uma forma do operador ter certeza de que a combustão é completa, no ponto em que o
excesso de oxigênio é medido.
O excesso de oxigênio é monitorado para garantir a combustão completa, e deve ser
medido em um local adequado, ou seja, nos queimadores. A amostragem deve também
estar em um local onde temos uma boa mistura ar-combustível. O local que melhor satisfaz
este critério é onde ocorre a reação dos gases de queima na saída da secção de radiação. Oponto mais comum é no topo da secção de radiação.
O aquecedor opera sob pressão negativa, e qualquer abertura permitirá a fuga do ar no
aquecedor. O vazamento de ar no aquecedor que não passam pelos queimadores não pode
participar no processo de combustão. O oxigênio utilizado para determinar o excesso do ar
não pode distinguir entre o ar que entra através de queimadores e o ar infiltrado. A
quantidade de vazamento no aquecedor, geralmente, é baixo, na secção radiante, mas nas
seções de convecção normalmente têm muito mais ar infiltrado. Portanto, a amostragem
para o excesso de oxigênio deve ser medida na saída da câmara de combustão, pois
apresenta valores mais representativos do processo de combustão. Se o operador depende
do excesso de oxigênio, a leitura nos medidores auxiliaria neste intuito. Assim, os ajustes
para reduzir o excesso de oxigênio que o operador faz, tem-se um melhor controle da

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 69/144
69
combustão quando a medição é confiável, bem como o conhecimento da combustão quando
não é completa devido à presença de hidrocarbonetos que não sofreram a queima completa
e geraram CO (monóxido de carbono), devido a insuficiência de oxigênio.
Os hidrocarbonetos que não reagiram e o CO podem levar a uma condição conhecida
como "queima posterior". “A queima posterior” é o nome dado a combustão que ocorre
perto ou dentro do tubo de convecção. Os combustíveis deixaram o queimador sem queimar
devido à insuficiência de ar através dos queimadores. A quantidade de ar infiltrado no
aquecedor, geralmente, é grande na secção de convecção, então este é o local onde o “a
queima posterior” é mais provável de ocorrer.
No parágrafo anterior discutimos como determinar a eficiência da combustão, ou seja,
a eficiência de conversão dos hidrocarbonetos em dióxido de carbono. O operador podeafetar a eficiência da combustão, gerando um excesso de oxigênio. Para fazer o cálculo da
eficiência global de aquecimento, ou a quantidade de calor transferido para o fluido do
processo, ou a quantidade de calor liberado pelo combustível. Para este fim, e para
relatórios de emissões, o excesso de oxigênio e ar no gás de queima são determinados por
amostragem a jusante da última zona de transferência de calor ou antes do gases de queima
serem liberados para a atmosfera.
Veja API Standard 560 para o procedimento de cálculo.
Hoje, a analise de oxigênio é feita com instrumentos eletrônicos. Analisadores
portáteis medem o oxigênio, o monóxido de carbono, o dióxido de carbono, o NOx, os
hidrocarbonetos, e a fuligem nos gases de queima. O analisador portátil é importante, pois
mede as amostras em linha, a partir do ponto de amostragem. E é um sistema robusto
composto de bomba com alta capacidade de “head” para assegurar rápidas e precisas
leituras. Os analisadores portáteis têm uma câmara dessecante. Isso elimina vapor de água e
protegem as células do analisador portátil, aumentando a vida e a confiabilidade da célula.
O instrumento prevê, portanto, uma análise "seca" do gás de queima, sem a umidade. Os
analisadores portáteis são usados para analises do tipo "spot" e controle, mas não são
adequados para a análise contínua do “flue gás”.
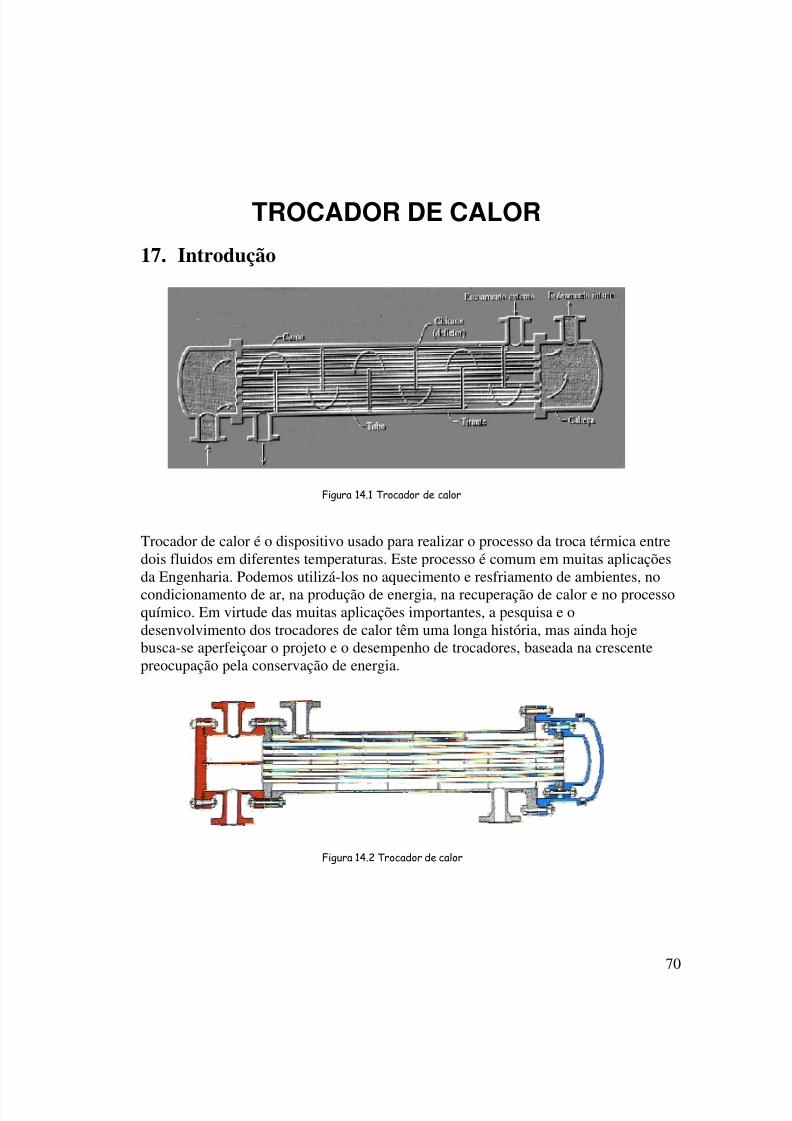
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 70/144
70
TROCADOR DE CALOR
17. Introdução
Figura 14.1 Trocador de calor
Trocador de calor é o dispositivo usado para realizar o processo da troca térmica entredois fluidos em diferentes temperaturas. Este processo é comum em muitas aplicaçõesda Engenharia. Podemos utilizá-los no aquecimento e resfriamento de ambientes, nocondicionamento de ar, na produção de energia, na recuperação de calor e no processoquímico. Em virtude das muitas aplicações importantes, a pesquisa e odesenvolvimento dos trocadores de calor têm uma longa história, mas ainda hojebusca-se aperfeiçoar o projeto e o desempenho de trocadores, baseada na crescentepreocupação pela conservação de energia.
Figura 14.2 Trocador de calor
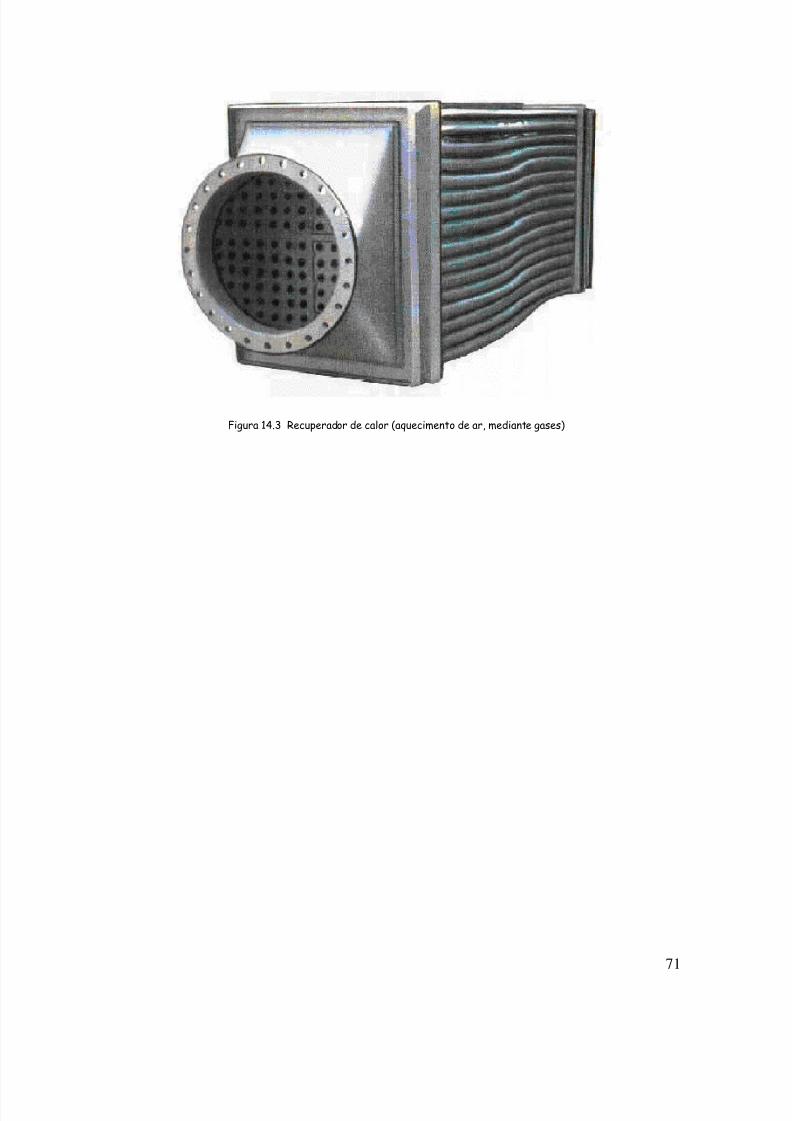
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 71/144
71
Figura 14.3 Recuperador de calor (aquecimento de ar, mediante gases)

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 72/144
72
18. Tipos de Trocadores de Calor
Os trocadores de calor podem ser classificados de acordo com:
• A disposição das correntes dos fluidos: correntes paralelas, contracorrente, correntes
cruzadas e multipasse.• Tipo de construção: segundo a construção os trocadores podem ser de tubos
coaxiais, casco e tubos e compactos.
18.1 Disposição das correntes dos fluidos
Figura 15.1 Trocador de calor duplo tubo com correntes paralelas e com correntes opostas
18.1.1 Trocadores de Calor de Correntes Paralelas
Nos trocadores de correntes paralelas, o fluido quente e frio entram pela mesmaextremidade, correm na mesma direção e saem pela outra extremidade.
A ∆TML adequada para este caso é

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 73/144
73
18.1.2 Trocadores de Calor Contracorrente
Nos trocadores de calor contracorrente, os fluidos entram por extremidades opostas esaem por extremidades opostas.
Para este caso
18.1.3 Multipasse
Existem situações em que, devido a restrições de espaço, econômicas ou condiçõestécnicas específicas opta-se por construir trocadores com multipasse nos tubos e ou no
casco.
18.1.4 Trocadores de Calor de Correntes Cruzadas
Nos trocadores de calor de correntes cruzadas, os fluidos se deslocam com correntesperpendiculares uma à outra. Neste caso os trocadores podem ser aletados ou semaletas, diferindo-se pelo fato dos fluidos que se movem sobre os tubos estarem nãomisturados ou misturados respectivamente. No primeiro caso o fluido é não misturado,

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 74/144
74
pois as aletas impedem o movimento na direção transversal à direção principal dacorrente, o que já é possível nos tubos sem aletas, e as variações de temperatura, nestecaso ocorrem principalmente na direção principal da corrente.
Nos dois casos anteriores é possível aplicar as equações já apresentadas paratrocadores em corrente e contracorrente simples, com a seguinte modificação:
onde ∆TML Cc é o calculado para contracorrente e F pode ser obtido dos ábacosabaixo para cada caso.
Figura 15.2 Abacos

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 75/144
75
Figura 15.3 Abacos

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 76/144
76
18.2 Tipo de construção
18.2.1 Trocador de Calor de Tubos Coaxiais
Figura 15.4 Trocador de calor duplo tubo com correntes paralelas e com correntes opostas
18.2.2 Trocador de Calor de Casco e Tubos
Figura 15.5 Trocador de Calor casco e tubos com um passe no casco e um passe nos tubos (Contracorrente).

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 77/144
77
Figura 15.6 Trocador de Calor casco e tubosa - Um passe no casco e dois passes nos tubos.b - Dois passes no casco e quatro passes nos tubos.
Figura 15.7 Feixe tubular com tubos espiralados (alto rendimento térmico)
18.2.3 Trocadores de Calor Compactos
Os trocadores de calor compactos são usados, tipicamente, quando se deseja ter umagrande área de transferência de calor por unidade de volume e pelo menos um dosfluidos é um gás. Um bom exemplo é o radiador do sistema de refrigeração dosmotores automotivos.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 78/144
78
Existem muitas configurações diferentes de tubos e de placas, cujas diferenças sedevem principalmente ao modelo e à disposição das aletas. As características datransferência de calor e do escoamento foram determinadas para configuraçõesespecíficas e se apresentam, nos casos típicos, no formato das Figs. 1 e 2. Os resultadospara a transferência de calor estão correlacionados pelo fator j de Colbum e pelo
número de Reynolds, com o número de Stanton (St = h/Gcp) e o de Reynolds baseadosna velocidade mássica máxima
A grandeza s , é a razão entre a área mínima de escoamento livre das passagensaletadas (área da seção reta perpendicular à direção da corrente) Aff e a área frontalAfr do trocador. Os valores de s, de Dh (diâmetro hidráulico do canal de escoamento),de a (área superficial de transferência de calor por unidade do volume do trocador), Af /A (razão entre a área das aietas e a área total de transferência de calor) e de outrosparâmetros geométricos estão listados para cada configuração. A razão Af /A é usadapara estimar a efetividade térmica n,. Num cálculo de projeto, a será usado para adeterminação do volume do trocador de calor, depois de a área da superfície detransferência de calor ser achada; num cálculo de desempenho, este parâmetro seráusado para determinar a área superficial a partir do conhecimento do volume dotrocador de calor.
No cálculo de um trocador de calor compacto, utilizam-se inicialmente informaçõesempíricas, como as das Figs. 1 e 2, para determinar o coeficiente de convecção médiodas superfícies aletadas. O coeficiente global de transferência de calor seria entãodeterminado ou pelo método da DTML ou pelo método E-NUT e depois prosseguiriamos cálculos de projeto, OU de desempenho, do trocador de calor.
A perda de carga associada ao escoamento através de um feixe de tubos aletados, comoos das figuras abaixo pode ser calculada.
Figura 15.8 Perda de carga associada ao escoamento através de um feixe de tubos aletados

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 79/144
79
Vi e v0 são os volumes específicos do fluido na entrada e na saída e vm. = (vi + v0)/2.A primeira parcela no segundo membro refere-se aos efeitos da aceleração ou dadesaceieração do fluido ao passar através do trocador de calor enquanto a segundaparcela refere-se às perdas provocadas pelo atrito do fluido. Numa certa configuraçãodo miolo do trocador, o fator de atrito é uma função do número de Reynolds como, por
exemplo, está nas Figs. 1 e 2 num trocador de tamanho determinado, a razão entre asáreas pode ser estimada pela relação (A/Aff) = (a V/s Afr) onde V é o volume total dotrocador.
Figura 15.9
O trabalho clássico de Kays e London dá o fator de Colburn j e o fator de atrito paramuitos trocadores de calor compactos, com diferentes miolos, e inclui configuraçõescom tubos chatos (Fig. 11.5a) e com chapas aletadas (Fig. 11.5d, e), e também outrasconfigurações com tubos circulares (Fig. 11.5b, c).

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 80/144
80
19. Cálculo de um Trocador de Calor
Os problemas de projeto, análise e ou desenvolvimento de um trocador de calor para
uma finalidade específica podem ser classificados em dois grupos: problema de projetoe problema de desempenho. A solução de um problema é facilitada pela adoção dométodo mais adequado a ele.
O problema de projeto é o da escolha do tipo apropriado de trocador de calor e o dadeterminação das suas dimensões, isto é, da área superficial de transferência de calornecessária para se atingir a temperatura de saída desejada. A adoção do método do∆TML é facilitada pelo conhecimento das temperaturas de entrada e saída dos fluidosquentes e frios, pois então ∆TML pode ser calculada sem dificuldade.
Um outro problema é aquele no qual se conhecem o tipo e as dimensões do trocador e
se quer determinar a taxa de transferência de calor e as temperaturas de saída quandoforem dadas as vazões dos fluidos e as temperaturas na entrada. Embora o método da∆TML possa ser usado neste cálculo de desempenho do trocador de calor, oprocedimento seria tedioso e exigiria um método de iteração. Isto pode ser evitado coma aplicação do método do NUT.
19.1 Método da ∆∆∆∆TML
Para prever ou projetar o desempenho de um trocador de calor, é essencial relacionar ataxa global de transferência de calor a grandezas como as temperaturas de entrada e desaída, o coeficiente global de transferência de calor e a área superficial total da
transferência de calor.
Foge do objetivo do presente documento o desenvolvimento matemático e deduçõesdas fórmulas relativas aos processos de troca de calor. Portanto serão apresentadas asnecessárias ao estudo, análise e projeto de trocadores, sem maiores justificativas.
Pela aplicação de balanços globais de energia aos fluidos quentes e frios, temos:
Relacionando-se a taxa total de transferência de calor q à diferença de temperatura ∆Tentre os fluidos quente e frio, temos:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 81/144
81
∆TML é a diferença de temperatura média apropriada para cada caso, a saber: trocadorde calor com correntes paralelas ou contracorrente, multi-passe e correntes cruzadas.
Observações:
Para a dedução das fórmulas acima algumas hipóteses foram consideradas:
• O coeficiente total de transmissão de calor é constante em todo o comprimentoda trajetória.
• O calor específico é constante.
• Não existem mudanças de fase parciais no sistema, isto é, vaporização ou
condensação. A dedução se aplicará para trocas de calor sensível e quando avaporização ou condensação for isométrica em todos os pontos de trajetória.
• As perdas de calor para o ambiente são desprezíveis.
19.1.1 Condições operacionais especiais:
Podemos ter três condições especiais de funcionamento de trocadores
1) Quando a capacidade calorífica do fluido quente é muito maior que do fluido frio
Neste caso Cp,h tende para o infinito quando temos uma condensação. Graficamente
teremos uma reta paralela de temperatura do fluido quente ao eixo dos x.
2) Quando a capacidade calorífica do fluido frio é muito maior que do fluido quente
Neste caso Cp,c tende para o infinito quando temos uma evaporação. Graficamenteteremos uma reta paralela de temperatura do fluido frio ao eixo dos x.
3) Quando a capacidade calorífica do fluido quente e frio são iguais e sua diferença detemperatura é igual
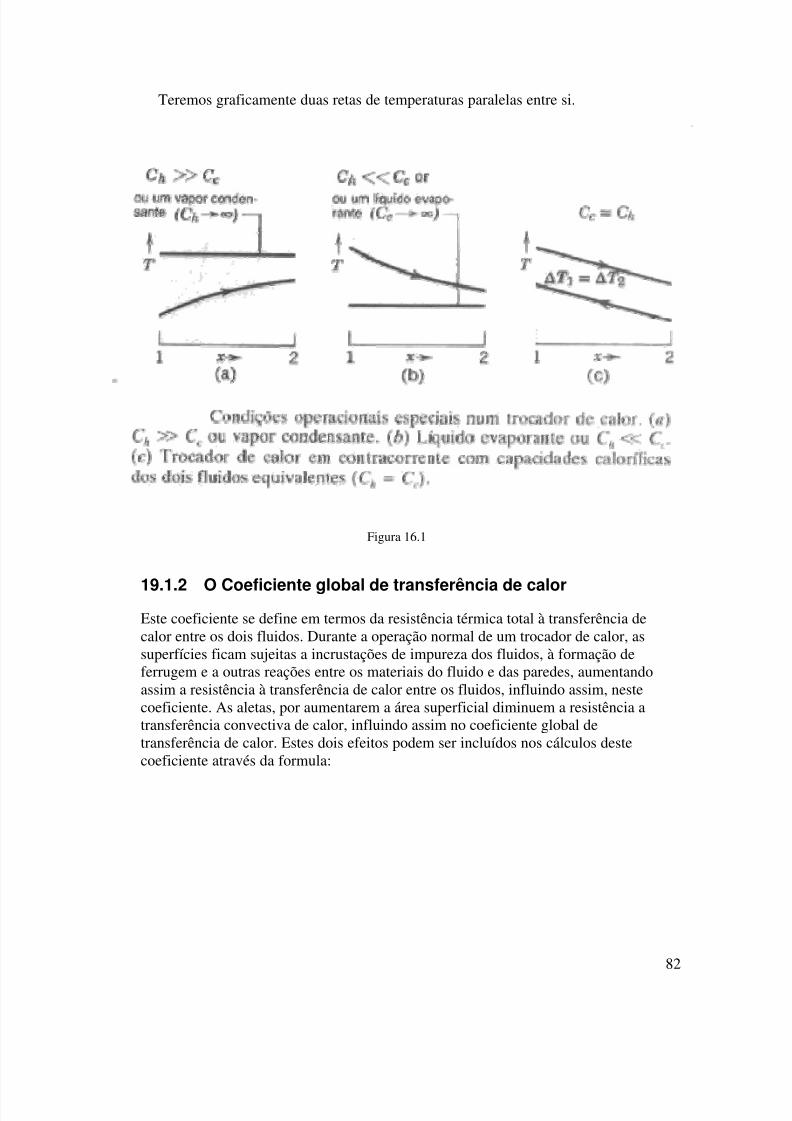
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 82/144
82
Teremos graficamente duas retas de temperaturas paralelas entre si.
Figura 16.1
19.1.2 O Coeficiente global de transferência de calorEste coeficiente se define em termos da resistência térmica total à transferência decalor entre os dois fluidos. Durante a operação normal de um trocador de calor, assuperfícies ficam sujeitas a incrustações de impureza dos fluidos, à formação deferrugem e a outras reações entre os materiais do fluido e das paredes, aumentandoassim a resistência à transferência de calor entre os fluidos, influindo assim, nestecoeficiente. As aletas, por aumentarem a área superficial diminuem a resistência atransferência convectiva de calor, influindo assim no coeficiente global detransferência de calor. Estes dois efeitos podem ser incluídos nos cálculos destecoeficiente através da formula:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 83/144
83
19.2 Método do NUT
É uma questão simples o uso do método ∆TML para analisar um trocador de calorquando as temperaturas de entrada dos fluidos são conhecidas e as temperaturas desaída ou são especificadas ou se determinam com facilidade pelas expressões dobalanço de energia. Mas quando se conhecem somente as temperaturas de entrada este
método exige um processo iterativo. Neste caso é preferível usar uma outraabordagem, o método denominado efetividade-NUT.
Novamente não apresentaremos as deduções matemáticas das fórmulas utilizadas, porfugir do escopo do presente trabalho. Se necessárias serão apresentadas sucintamente,fornecendo apenas o necessário para a compreensão do trabalho e o cálculo efetivo deum trocador.
Para definir a efetividade de um trocador de calor, devemos determinar inicialmente ataxa máxima possível de transferência de calor, qmáx , no trocador.
onde Cmín é o menor dos dois valores
.
A efetividade é definida como a razão entre a taxa real de transferência de calor notrocador de calor e a taxa máxima possível de transferência de calor:

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 84/144
84
Se a efetividade e as temperaturas de entradas forem conhecidas, a taxa real detransferência de calor pode ser determinada pela expressão
Para qualquer trocador pode-se mostrar que
Onde o NUT é um número adimensional (número de unidades de transferência) que sedefine como:
e
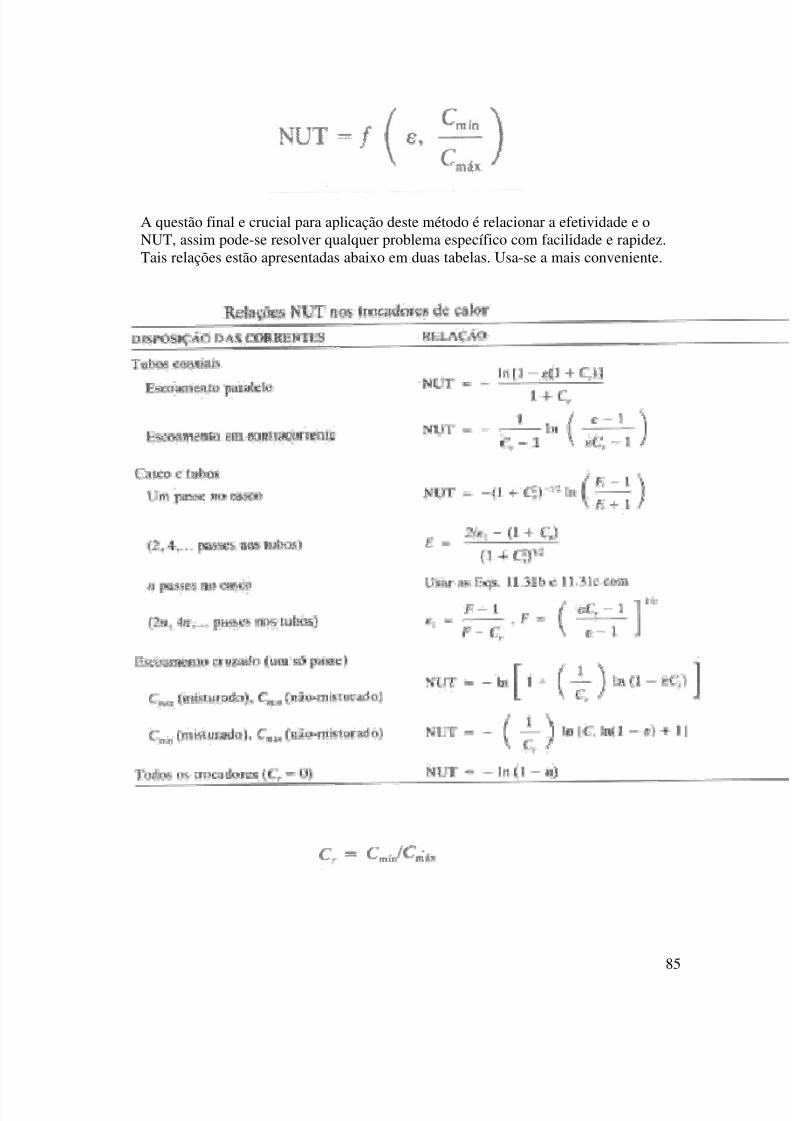
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 85/144
85
A questão final e crucial para aplicação deste método é relacionar a efetividade e oNUT, assim pode-se resolver qualquer problema específico com facilidade e rapidez.Tais relações estão apresentadas abaixo em duas tabelas. Usa-se a mais conveniente.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 86/144
86
Em muitos casos é possível e conveniente para maior rapidez e comodidade utilizar os
gráficos que relacionam diretamente efetividade e NUT, mesmo com um pequenoprejuízo na precisão dos cálculos.
Abaixo relacionados os gráficos para os casos mais comuns:
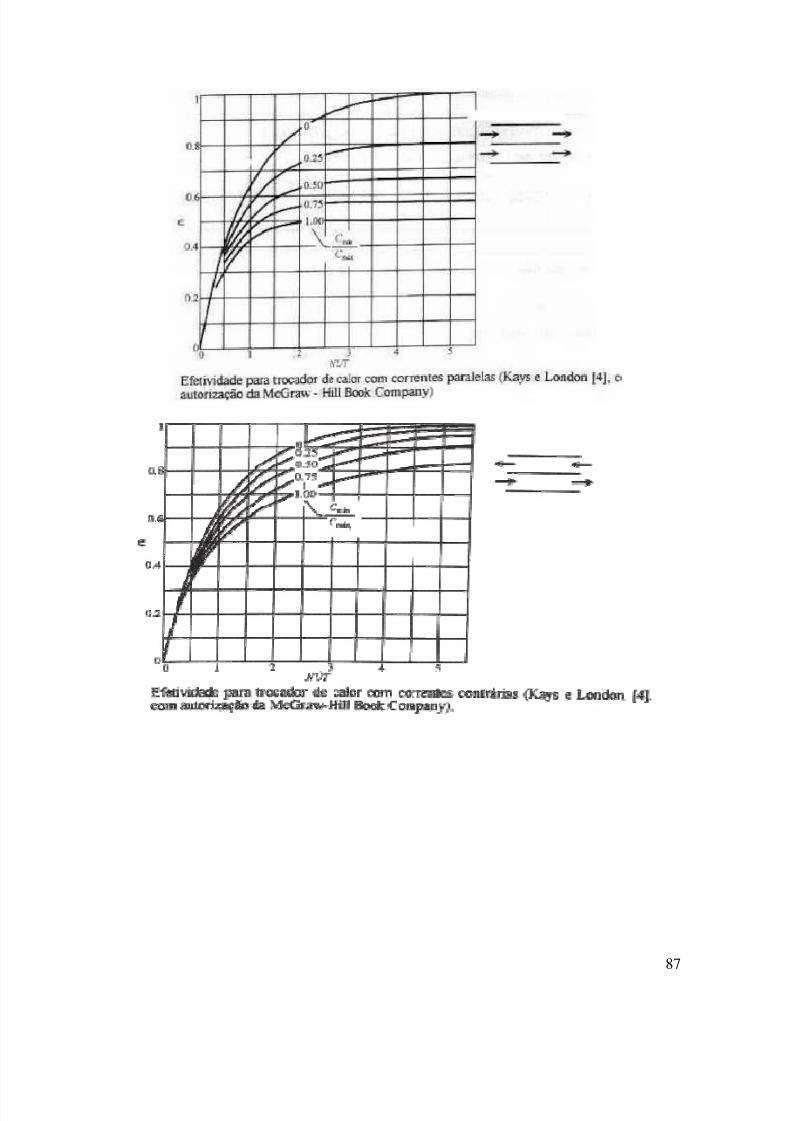
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 87/144
87

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 88/144
88
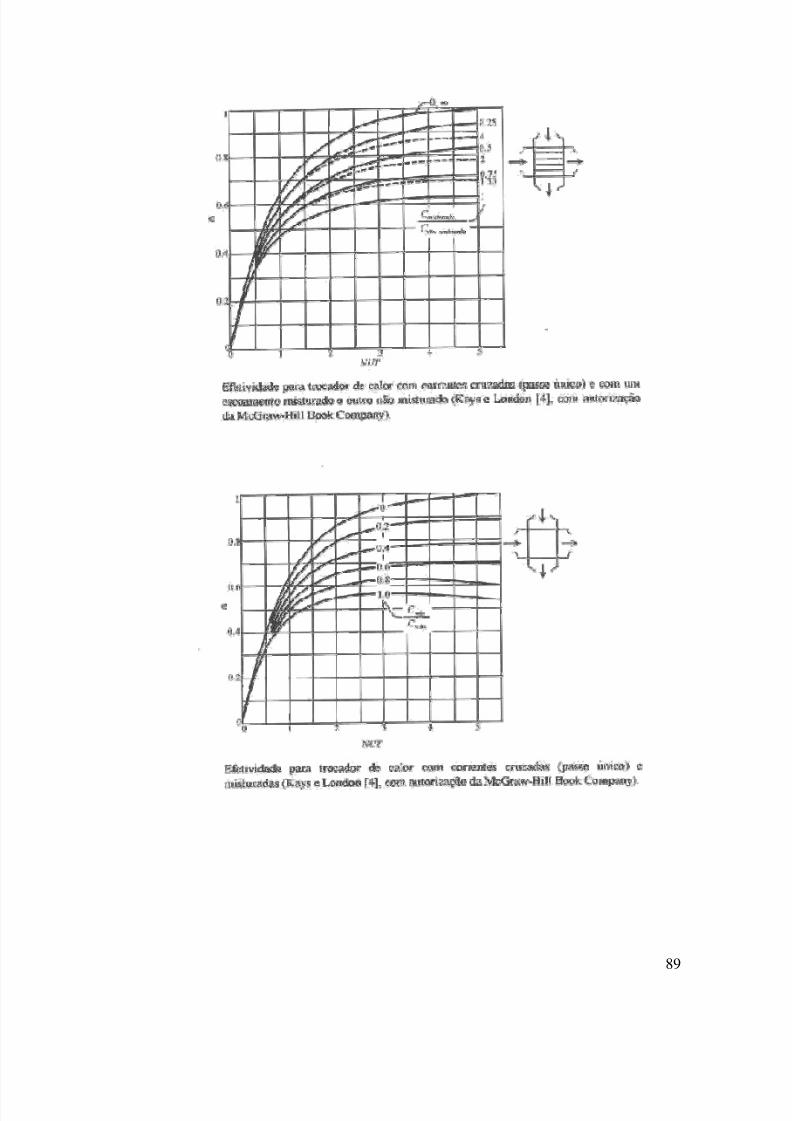
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 89/144
89
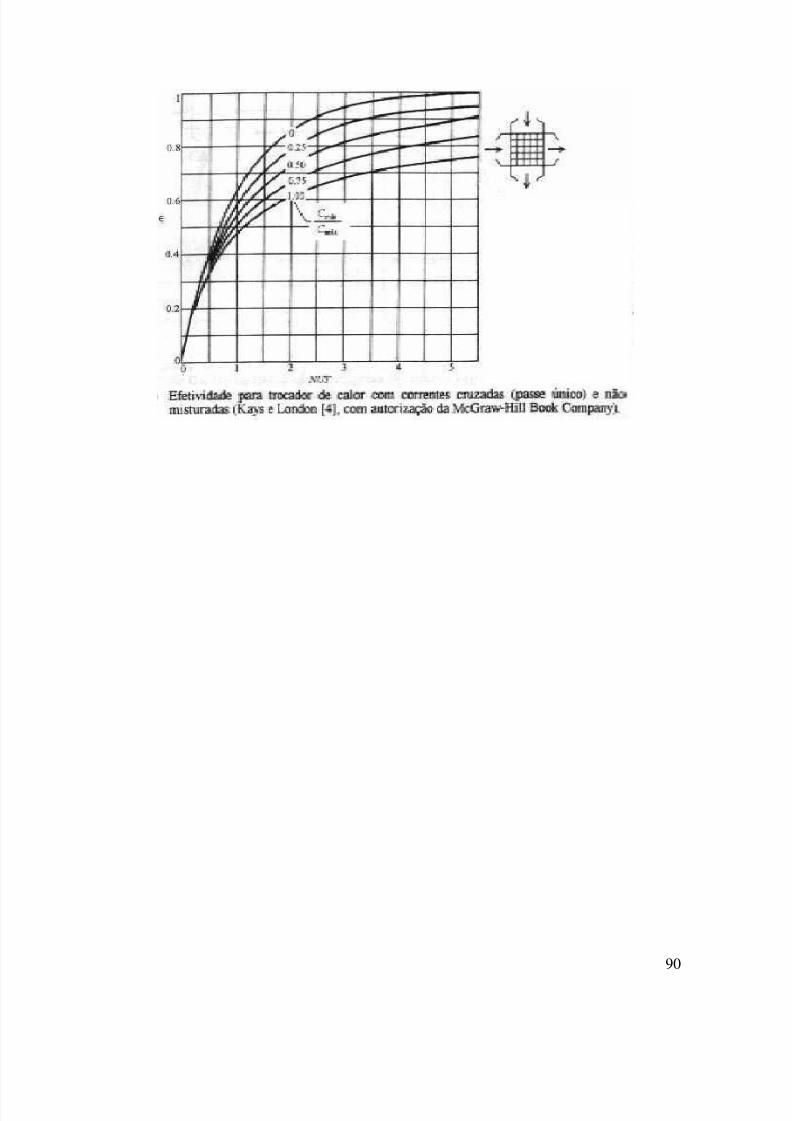
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 90/144
90
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 91/144
91
20. Aplicações de Trocadores de Calor
Os trocadores de calor desempenham papel importante nas diversas áreas doconhecimento e pesquisa científica e aplicações tecnológicas.
Na indústria são usados para aquecer ou resfriar fluidos para usos diversos. Sãoencontrados sob a forma de torres de refrigeração, caldeiras, condensadores,evaporadores, leito fluidizado, recuperadores...
Dispositivos de conforto ambiental e conservação de alimentos, como condicionadoresde ar, aqucedores de água domésticos e frigoríficos se baseam fundamentalmente emtrocadores de calor.
A produção de bebidas destiladas utiliza esta tecnologia; alambiques, por exemplo.
A comercialização de outras, ídem; chopeiras, por exemplo.
A manutenção da temperatura adequada ao funcionamento dos motores de automóveisé conseguida através de radiadores.
Podemos imaginar uma infinidade de aplicações para este dispositivo; a transferênciaotimizada e a conservação de energia sob a forma de calor é um desafio constante;trocadores de calor mais eficientes e baratos uma necessidade.
Não poderíamos deixar de lembrar que a facilidade de manutenção é umacondicionante do projeto, já que deverá ser executada periodicamente para garantir aeficiência do trocador; incrustações aumentam a resistência térmica, diminuem a taxade troca de calor, portanto devem ser retiradas.
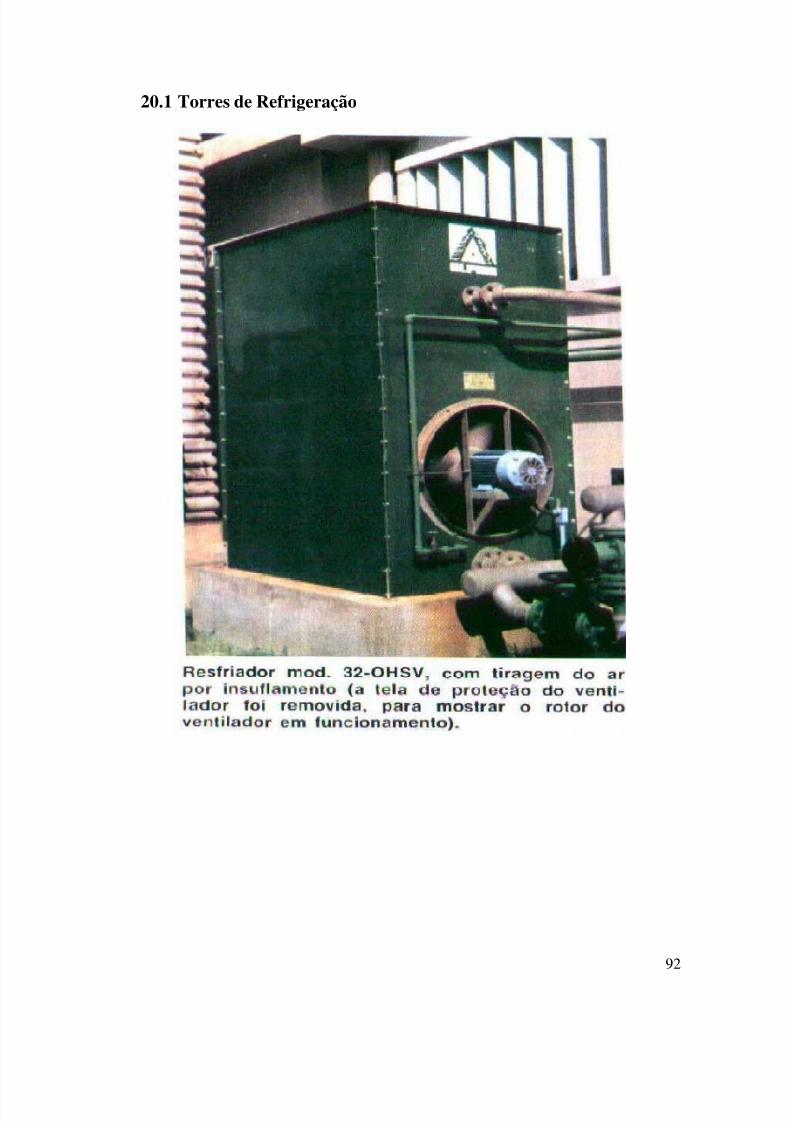
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 92/144
92
20.1 Torres de Refrigeração
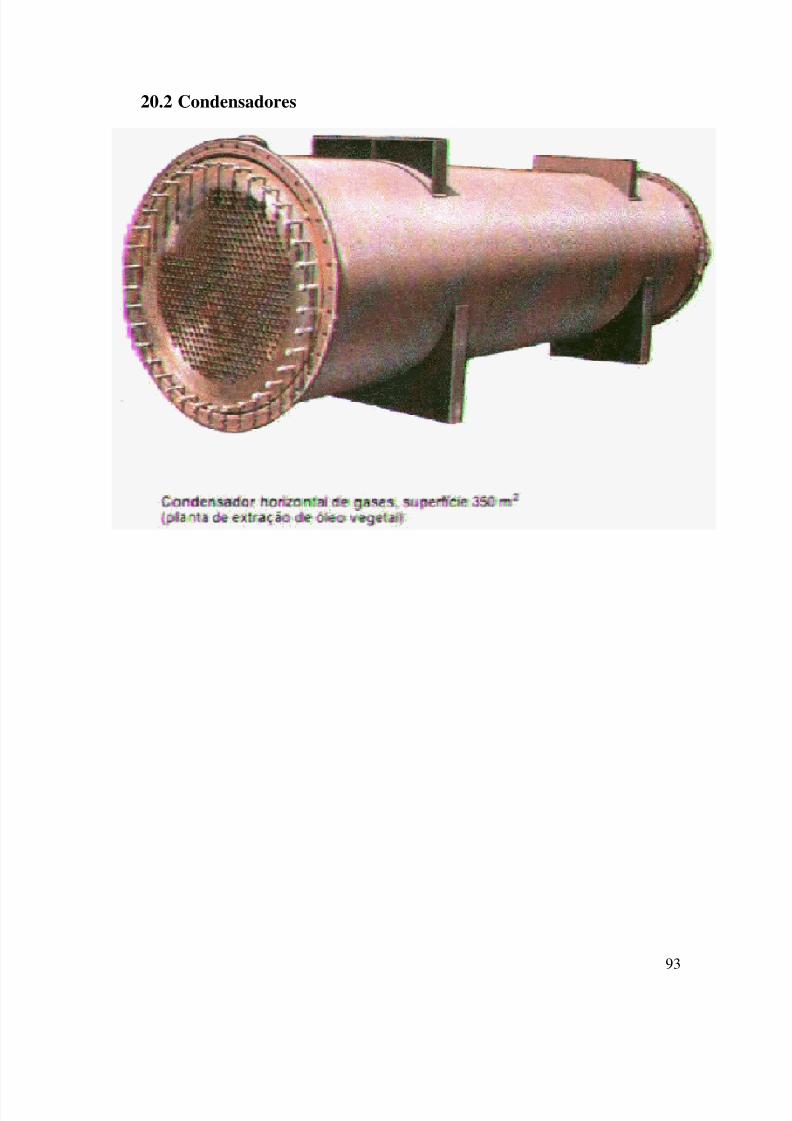
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 93/144
93
20.2 Condensadores

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 94/144
94
20.3 Evaporadores
20.4 Leito Fluidizado
Codicionadores de ar
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 95/144
95
20.5 Aquecedores
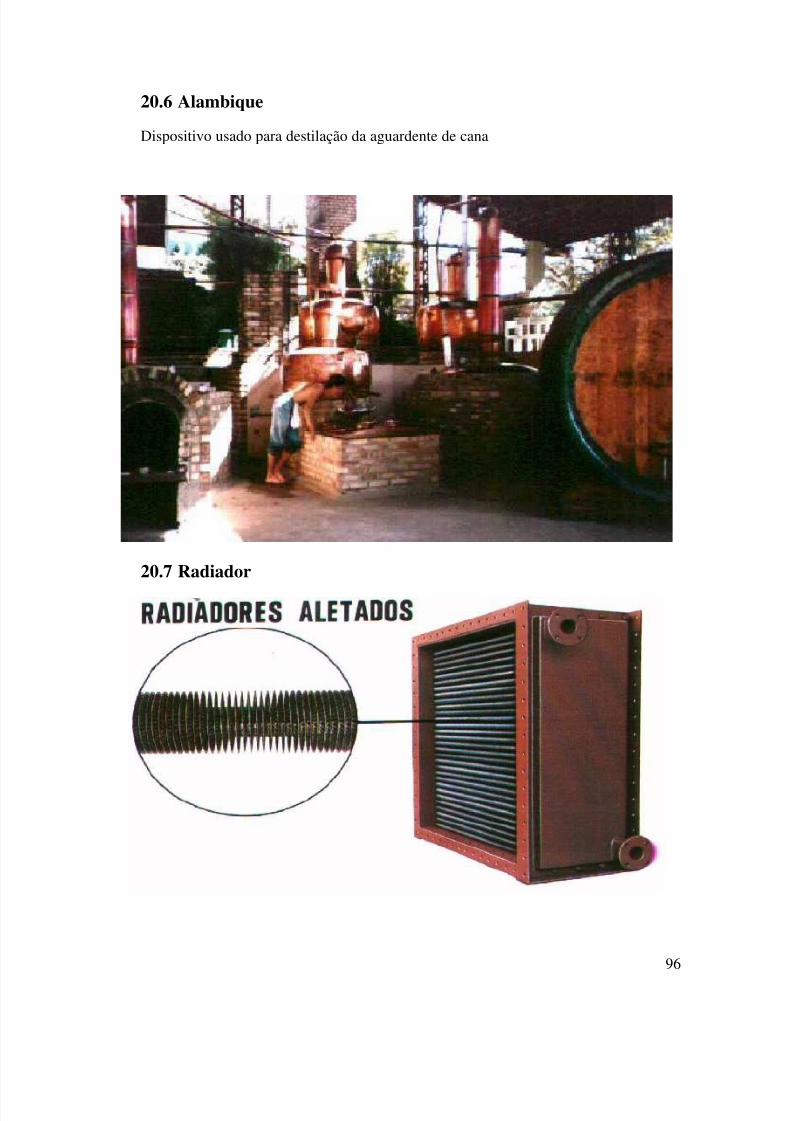
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 96/144
96
20.6 Alambique
Dispositivo usado para destilação da aguardente de cana
20.7 Radiador
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 97/144
97
20.8 Manutenção de um Trocador
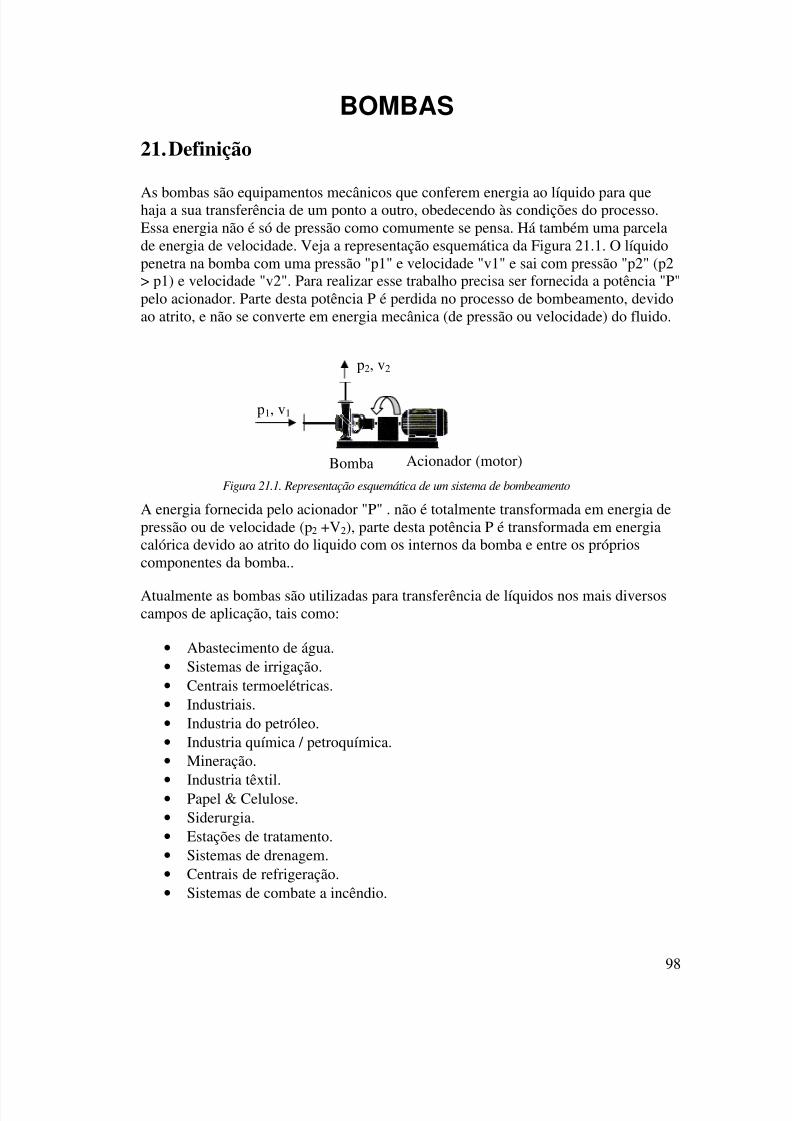
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 98/144
98
BOMBAS
21. Definição
As bombas são equipamentos mecânicos que conferem energia ao líquido para quehaja a sua transferência de um ponto a outro, obedecendo às condições do processo.Essa energia não é só de pressão como comumente se pensa. Há também uma parcelade energia de velocidade. Veja a representação esquemática da Figura 21.1. O líquidopenetra na bomba com uma pressão "p1" e velocidade "v1" e sai com pressão "p2" (p2> p1) e velocidade "v2". Para realizar esse trabalho precisa ser fornecida a potência "P"pelo acionador. Parte desta potência P é perdida no processo de bombeamento, devidoao atrito, e não se converte em energia mecânica (de pressão ou velocidade) do fluido.
Figura 21.1. Representação esquemática de um sistema de bombeamento
A energia fornecida pelo acionador "P" . não é totalmente transformada em energia depressão ou de velocidade (p2 +V2), parte desta potência P é transformada em energiacalórica devido ao atrito do liquido com os internos da bomba e entre os próprioscomponentes da bomba..
Atualmente as bombas são utilizadas para transferência de líquidos nos mais diversoscampos de aplicação, tais como:
• Abastecimento de água.• Sistemas de irrigação.• Centrais termoelétricas.• Industriais.• Industria do petróleo.• Industria química / petroquímica.• Mineração.
• Industria têxtil.• Papel & Celulose.• Siderurgia.• Estações de tratamento.• Sistemas de drenagem.• Centrais de refrigeração.• Sistemas de combate a incêndio.
Bomba Acionador (motor)
p1, v1
p2, v2

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 99/144
99
22. Histórico
Para realizar um breve histórico da evolução dos equipamentos empregados pelohomem para a movimentação de líquidos, podemos remontar aos egípcios, 3000 anosantes de Cristo, que já construíam canais de irrigação captando água do rio Nilo através
de engenhosos dispositivos acionados à custa da força humana ou de animais.A picotae a nora, ilustradas na Figura 22.1, são exemplos desses dispositivos.
Figura 22.1. Nora egípcia e picota
Os persas usavam potes amarrados em corda sem-fim ao redor de uma grande roda. Aroda era movida por bois através de um sistema rudimentar de engrenagens, conformea Figura 22.2.
Figura 22.2. Roda persa
Entretanto, coube a Arquimedes enunciar os primeiros princípios da hidrostática,abrindo assim o espírito humano para um imenso campo de deduções. Idealizou umdispositivo composto essencialmente de um parafuso girando dentro de um cilindrooco, destinado a elevação mecânica da água. Esse dispositivo (Figura 22.3) éconhecido pelo nome de "parafuso de Arquimedes". O dispositivo tinha a vantagem de
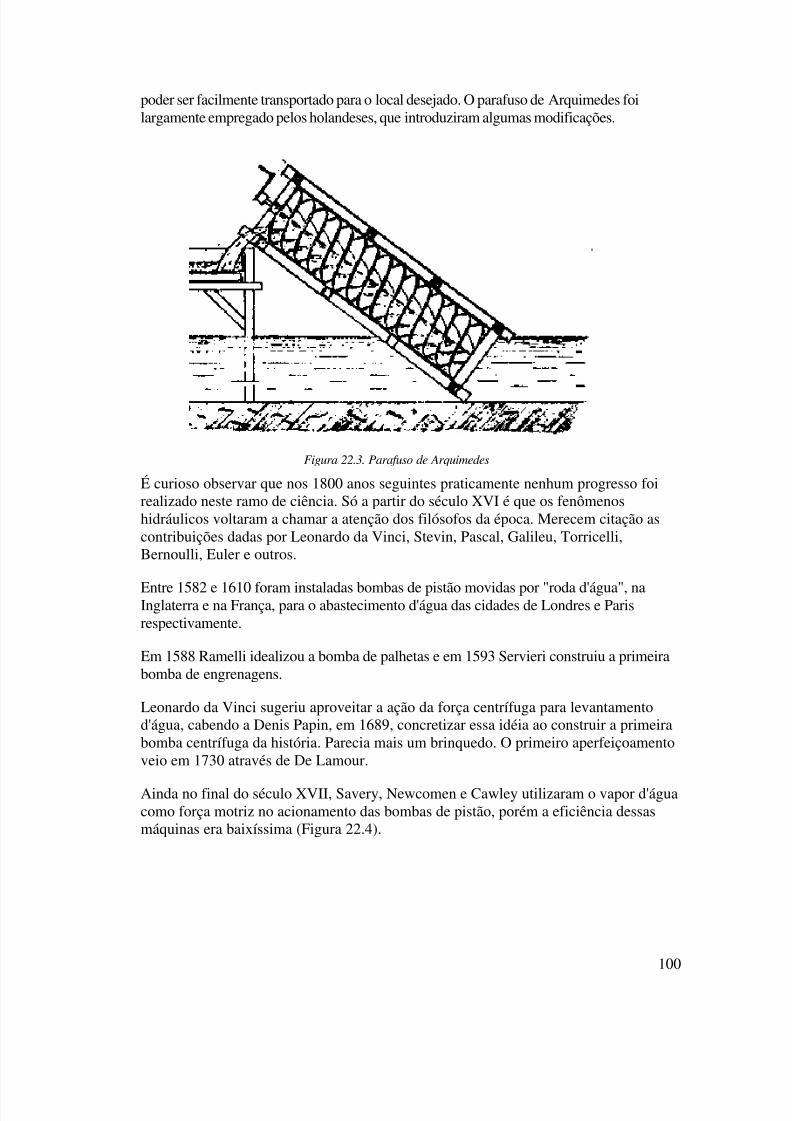
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 100/144
100
poder ser facilmente transportado para o local desejado. O parafuso de Arquimedes foilargamente empregado pelos holandeses, que introduziram algumas modificações.
Figura 22.3. Parafuso de Arquimedes
É curioso observar que nos 1800 anos seguintes praticamente nenhum progresso foirealizado neste ramo de ciência. Só a partir do século XVI é que os fenômenoshidráulicos voltaram a chamar a atenção dos filósofos da época. Merecem citação ascontribuições dadas por Leonardo da Vinci, Stevin, Pascal, Galileu, Torricelli,Bernoulli, Euler e outros.
Entre 1582 e 1610 foram instaladas bombas de pistão movidas por "roda d'água", naInglaterra e na França, para o abastecimento d'água das cidades de Londres e Parisrespectivamente.
Em 1588 Ramelli idealizou a bomba de palhetas e em 1593 Servieri construiu a primeirabomba de engrenagens.
Leonardo da Vinci sugeriu aproveitar a ação da força centrífuga para levantamentod'água, cabendo a Denis Papin, em 1689, concretizar essa idéia ao construir a primeirabomba centrífuga da história. Parecia mais um brinquedo. O primeiro aperfeiçoamentoveio em 1730 através de De Lamour.
Ainda no final do século XVII, Savery, Newcomen e Cawley utilizaram o vapor d'águacomo força motriz no acionamento das bombas de pistão, porém a eficiência dessasmáquinas era baixíssima (Figura 22.4).
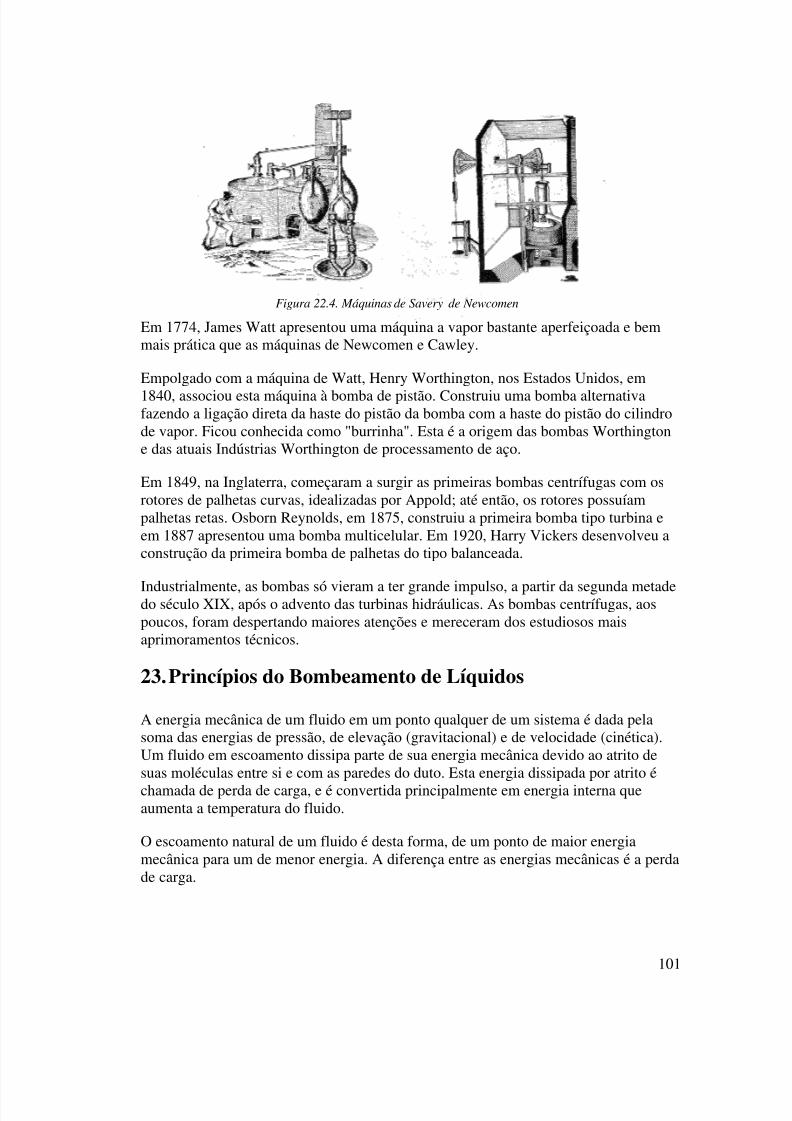
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 101/144
101
Figura 22.4. Máquinas de Savery de Newcomen
Em 1774, James Watt apresentou uma máquina a vapor bastante aperfeiçoada e bemmais prática que as máquinas de Newcomen e Cawley.
Empolgado com a máquina de Watt, Henry Worthington, nos Estados Unidos, em
1840, associou esta máquina à bomba de pistão. Construiu uma bomba alternativafazendo a ligação direta da haste do pistão da bomba com a haste do pistão do cilindrode vapor. Ficou conhecida como "burrinha". Esta é a origem das bombas Worthingtone das atuais Indústrias Worthington de processamento de aço.
Em 1849, na Inglaterra, começaram a surgir as primeiras bombas centrífugas com osrotores de palhetas curvas, idealizadas por Appold; até então, os rotores possuíampalhetas retas. Osborn Reynolds, em 1875, construiu a primeira bomba tipo turbina eem 1887 apresentou uma bomba multicelular. Em 1920, Harry Vickers desenvolveu aconstrução da primeira bomba de palhetas do tipo balanceada.
Industrialmente, as bombas só vieram a ter grande impulso, a partir da segunda metadedo século XIX, após o advento das turbinas hidráulicas. As bombas centrífugas, aospoucos, foram despertando maiores atenções e mereceram dos estudiosos maisaprimoramentos técnicos.
23. Princípios do Bombeamento de Líquidos
A energia mecânica de um fluido em um ponto qualquer de um sistema é dada pelasoma das energias de pressão, de elevação (gravitacional) e de velocidade (cinética).Um fluido em escoamento dissipa parte de sua energia mecânica devido ao atrito desuas moléculas entre si e com as paredes do duto. Esta energia dissipada por atrito échamada de perda de carga, e é convertida principalmente em energia interna queaumenta a temperatura do fluido.
O escoamento natural de um fluido é desta forma, de um ponto de maior energiamecânica para um de menor energia. A diferença entre as energias mecânicas é a perdade carga.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 102/144
102
Freqüentemente torna-se necessária a instalação de um equipamento ao longo doescoamento, de modo a suprir energia adicional ao fluido, como por exemplo:
• Caso se pretenda que o fluido escoe de um ponto de menor energia mecânicapara um de maior energia mecânica;
• Caso a diferença de energia mecânica entre os pontos não seja suficiente para oescoamento na vazão desejada, devido à elevada energia dissipada por atrito.
Estes equipamentos são denominados genericamente de bombas, quando o fluido é umlíquido, e compressores, quando é um gás.
Há diversos mecanismos pelos quais estes equipamentos podem ceder energias parafluidos, de modo a promover seu escoamento nas condições desejadas:
a) Por ação de força centrífuga
Os diversos tipos de bombas e compressores centrífugos têm aparência física muitovariada. Porém, sua função básica é a mesma, isto é, transferir energia cinética de umrotor para o fluido. O fluido com alta velocidade tende a se mover para a periferia pelaação da chamada força centrifuga, e então, parte desta energia cinética é convertida empressão pelo aumento da área e redução de sua velocidade. Bombas e compressores deescoamento axial são dispositivos que combinam força centrífuga com impulsomecânico para gerar um aumento de pressão. Nestes equipamentos, o fluxo é quaseparalelo ao eixo através de uma série de lâminas radiais de seção reta, e que sãorotativas e estacionárias alternadamente. O fluido é acelerado na direção do eixo porimpulsos mecânicos das lâminas que giram; paralelamente em cada estágio estabelece-se um aumento de pressão na direção axial pela ação da força centrífuga. O aumentode pressão por estágio é resultado desses dois efeitos.
O uso da força centrífuga no transporte de fluidos tem as seguintes características:
• Descarga relativamente livre de pulsação;
• Os problemas de limitações de capacidade são raros, ou seja, pode-se operar aaltas vazões;
• Desempenho eficiente dentro de uma larga faixa de pressões e capacidades,inclusive a velocidade constante;
• A pressão de descarga é função da densidade do fluido.
b) Por deslocamento volumétrico realizado mecanicamente ou por outros fluidos
Consiste na descarga de um fluido de um recipiente por deslocamento parcial oucompleto de seu volume interno por outro fluido, ou por meio mecânico. Este princípioé usado pelas máquinas alternativas, de pistão e de diafragma, de pás rotatórias e deengrenagem e nos compressores de pistão fluido. As características gerais são:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 103/144
103
• Podem operar em alta pressão;
• Descarga pulsante, a não ser que se use sistema de amortecimento auxiliar;
• Capacidade máxima limitada mecanicamente;
• Desempenho eficiente apenas para pequenas vazões.
c) Por transferência de momento de um outro fluido
Este princípio consiste em um fluido transferir seu momento para outro. É geralmenteusado para materiais corrosivos, em bombeamento de profundidades inacessíveis ouesvaziamento, através de jatos e ejetores. A desvantagem desse princípio é a relativaineficiência devido aos altos custos de produção. A vantagem é a ausência de partesmóveis associada à simplicidade da construção, o que justifica seu uso em trabalhosdifíceis ou em locais inacessíveis.
d) Por força eletromagnéticaÉ possível criar um campo magnético em torno de um conduto se o fluido for bomcondutor de eletricidade, como por exemplo, metais fundidos. O campo magnéticogera uma força motriz que provoca o escoamento. Bombas que aplicam este princípiosão utilizadas na transferência de calor em reatores nucleares, principalmente.
24. Características Gerais das Bombas
As características mais importantes de uma bomba são: Capacidade (Q), “Head” (H),Potência (Pot.) e Eficiência (η).
• Capacidade: é a vazão volumétrica da bomba, expressa normalmente emmetros cúbicos por hora (m³/h) ou em galões por minuto (GPM).
• “Head”: é a energia que a bomba cede ao fluido que está sendo bombeadonuma determinada vazão, em geral expressa em energia por unidade de peso defluido escoado. Desta forma, mostra-se facilmente que esta energia por unidadede peso de fluido tem unidades de comprimento, isto é, metros (m) ou pés (ft)de altura de fluido. O “Head” também é chamado de Altura Manométrica Totalou Carga da Bomba. Seu cálculo, a rigor, se dá pela diferença entre as energiasmecânicas nos flanges de sucção e descarga da bomba, de acordo com aEquação 24.1.
γ
SUCÇÃO DESCARGA ânicaEnergiaMecânicaEnergiaMec H
−=
Equação 24.1

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 104/144
104
Onde,
γ é o peso específico do fluido – ρ.g (N/m³).
Lembrando que a energia mecânica de um fluido é dada pela soma das energias depressão, de elevação (gravitacional) e de velocidade (cinética), de acordo com a
Equação de Bernoulli, que traduz o princípio da conservação da energia.
Pg
v p z
g
v p z ∆+
×++=
×++
22
222
2
211
1γ γ
Equação 24.2 - Equação de Bernoulli
Onde,
zx – altura do ponto x em relação ao PHR (Plano Horizontal de Referência) (m);
px – pressão do fluido no ponto x (N/m²);
γ – peso específico do fluido – ρ.g (N/m³);
vx – velocidade do fluido no ponto x (m/s);
g – aceleração da gravidade (m/s²);
∆P – perda de carga entre os pontos 1 e 2 (m).
Normalmente as diferenças de elevação e de energia cinética são muito pequenas(v1≈v2 e z1≈z2) entre os flanges de sucção e de descarga de uma bomba, de modo que aparcela de energia mais significante é a de pressão. Neste caso, o “Head” pode sercalculado pela Equação 24.2.
Equação 4.3
A perda de carga representa a energia por unidade de peso perdida no trecho datubulação para o fluido se deslocar de um ponto ao outro. A perda de carga é calculadapela perda de carga normal (que ocorre em trechos retos da tubulação) e a perda de
carga localizada (verificada em acessórios, como válvulas, conexões, joelhos, entreoutros). A perda de carga pode ser calculada a partir da equação a seguir:
Equação 24.4
γ
SUCÇÃO DESCARGA p p H
−=
g
vK
D
L f P
××
+
×=∆
2
2
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 105/144
105
Onde:
f – fator de atrito de Darcy
L – comprimento reto da tubulação
D – diâmetro interno da tubulação
K – coeficiente experimental tabelado para cada tipo de acidente ou variações
de um mesmo tipo de acidente, fornecido pelo fabricante do acessório.
v – velocidade de escoamento do fluido
g – aceleração da gravidade
• Potência: é a energia consumida pela bomba por unidade de tempo,proveniente do acionador (motor elétrico, motor de explosão ou turbina). Estapotência contém tanto a energia cedida ao fluido na forma de energia mecânica(Potência Útil), quanto a energia dissipada durante o processo debombeamento, devido ao atrito com o fluido e entre as partes móveis e fixas dabomba. Esta energia dissipada vai aquecer as partes da bomba e o fluido,gerando ainda ruído e vibração. A potência pode ser expressa em Watts (W) ouem HP. O termo BHP (Break Horse Power) também é empregado, significandoa potência no eixo do acionador, isto é, a potência total e não a potência útilcedida ao fluido.
• Eficiência: é a relação entre a energia mecânica transferida ao fluido (PotênciaÚtil) pela potência total fornecida à bomba, de acordo com a Equação 24.3. Aeficiência é expressa em percentagem, sendo uma característica da bombafornecida pelo fabricante da mesma na forma de curvas.
Equação 24.5
25. Classificação das Bombas
As bombas podem ser classificadas de diversas formas. Nesta apostila vamosclassificá-las quanto a forma a qual a energia é cedida ao fluido, quanto ao número derotores empregados e quanto ao número de entradas para aspiração.
100×=total
útil
P
Pη
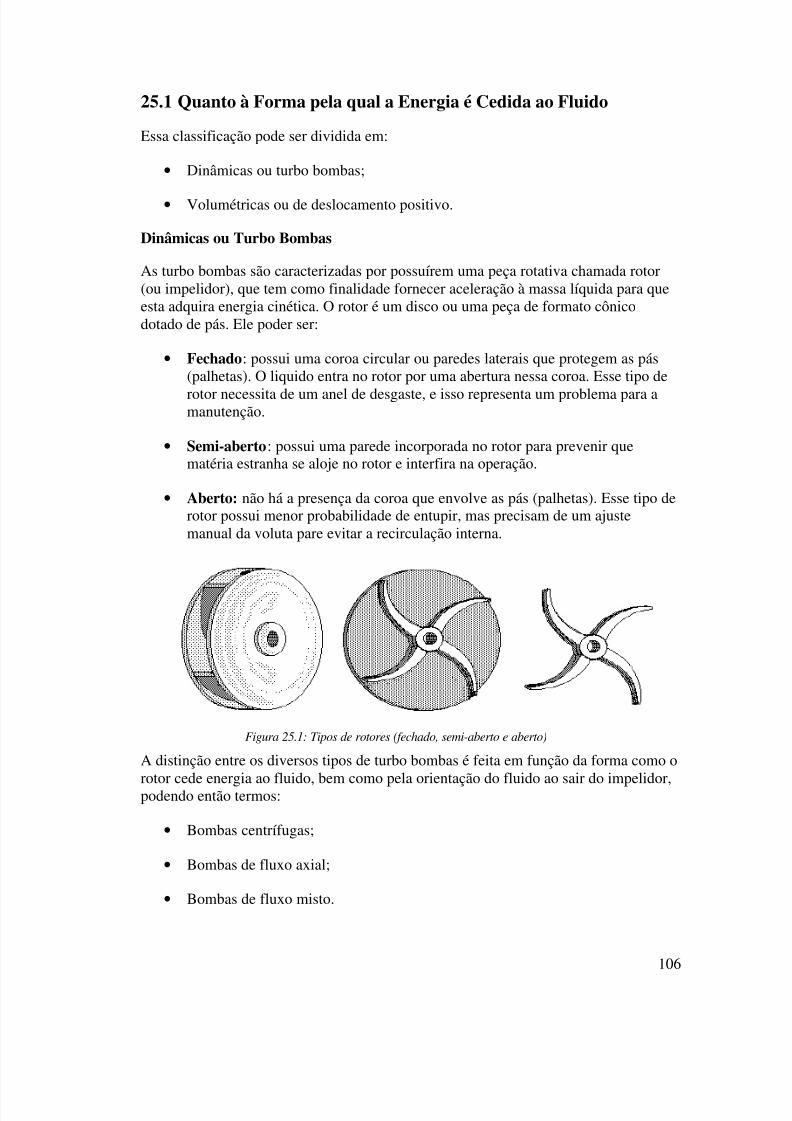
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 106/144
106
25.1 Quanto à Forma pela qual a Energia é Cedida ao Fluido
Essa classificação pode ser dividida em:
• Dinâmicas ou turbo bombas;
• Volumétricas ou de deslocamento positivo.
Dinâmicas ou Turbo Bombas
As turbo bombas são caracterizadas por possuírem uma peça rotativa chamada rotor(ou impelidor), que tem como finalidade fornecer aceleração à massa líquida para queesta adquira energia cinética. O rotor é um disco ou uma peça de formato cônicodotado de pás. Ele poder ser:
• Fechado: possui uma coroa circular ou paredes laterais que protegem as pás(palhetas). O liquido entra no rotor por uma abertura nessa coroa. Esse tipo de
rotor necessita de um anel de desgaste, e isso representa um problema para amanutenção.
• Semi-aberto: possui uma parede incorporada no rotor para prevenir quematéria estranha se aloje no rotor e interfira na operação.
• Aberto: não há a presença da coroa que envolve as pás (palhetas). Esse tipo derotor possui menor probabilidade de entupir, mas precisam de um ajustemanual da voluta pare evitar a recirculação interna.
Figura 25.1: Tipos de rotores (fechado, semi-aberto e aberto)
A distinção entre os diversos tipos de turbo bombas é feita em função da forma como o
rotor cede energia ao fluido, bem como pela orientação do fluido ao sair do impelidor,podendo então termos:
• Bombas centrífugas;
• Bombas de fluxo axial;
• Bombas de fluxo misto.
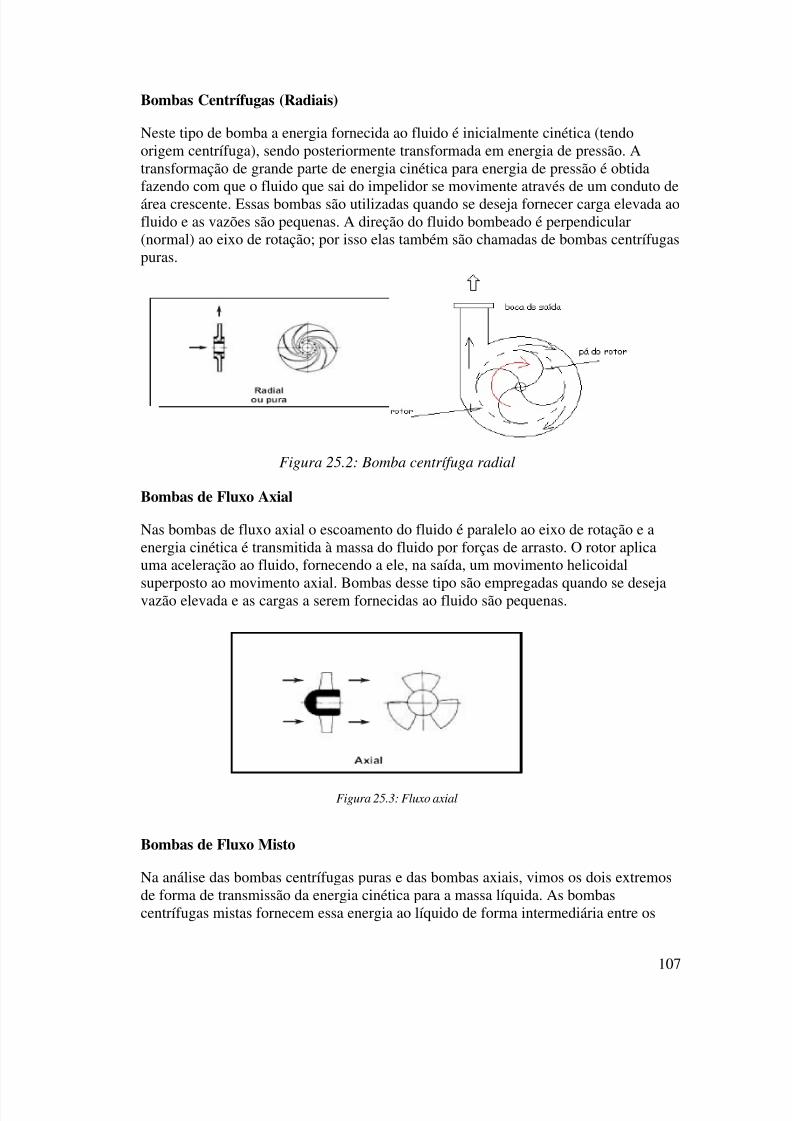
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 107/144
107
Bombas Centrífugas (Radiais)
Neste tipo de bomba a energia fornecida ao fluido é inicialmente cinética (tendoorigem centrífuga), sendo posteriormente transformada em energia de pressão. Atransformação de grande parte de energia cinética para energia de pressão é obtidafazendo com que o fluido que sai do impelidor se movimente através de um conduto deárea crescente. Essas bombas são utilizadas quando se deseja fornecer carga elevada aofluido e as vazões são pequenas. A direção do fluido bombeado é perpendicular(normal) ao eixo de rotação; por isso elas também são chamadas de bombas centrífugaspuras.
Figura 25.2: Bomba centrífuga radial
Bombas de Fluxo Axial
Nas bombas de fluxo axial o escoamento do fluido é paralelo ao eixo de rotação e aenergia cinética é transmitida à massa do fluido por forças de arrasto. O rotor aplicauma aceleração ao fluido, fornecendo a ele, na saída, um movimento helicoidal
superposto ao movimento axial. Bombas desse tipo são empregadas quando se desejavazão elevada e as cargas a serem fornecidas ao fluido são pequenas.
Figura 25.3: Fluxo axial
Bombas de Fluxo Misto
Na análise das bombas centrífugas puras e das bombas axiais, vimos os dois extremosde forma de transmissão da energia cinética para a massa líquida. As bombascentrífugas mistas fornecem essa energia ao líquido de forma intermediária entre os

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 108/144
108
dois extremos, isto é, parte da energia é fornecida devido à força centrífuga e partedevido à força de arrasto. A composição das duas é que caracteriza o fluxo ser misto,com um ângulo de saída, em relação à entrada, entre 90° e 180°.
Figura 5.4: Fluxo misto
Volumétricas ou de Deslocamento Positivo
Possuem uma ou mais câmaras, onde em seu interior o movimento de um órgãopropulsor fornece energia de pressão ao líquido, ocasionando desta forma o seuescoamento. O líquido em contato com esse órgão propulsor tem praticamente amesma trajetória que a parte do órgão em que ele está em contato.
As bombas de deslocamento positivo podem ser:
• Alternativas;
• Rotativas;Bombas Alternativas
Nas bombas alternativas um pistão ou êmbolo ou uma membrana flexível (diafragma)fornece a ação de forças diretamente ao líquido. As bombas são equipadas comválvulas de sucção e de descarga de líquido, que estão relacionadas com o movimentodo pistão. De modo geral, as bombas alternativas são usadas com vantagem para otransporte de fluidos viscosos, com altas pressões, baixas capacidades, alturasmanométricas acima de 1500 m, servindo como bombas dosadoras e onde a vazãopulsante seja tolerada. As desvantagens são os altos custos iniciais e o de manutenção.
Podem ser:
• Pistão ou êmbolo: o pistão (ou êmbolo) é o elemento móvel, possuindo ummovimento de vai e vem, ou seja, alternativo. Quando o pistão se desloca paraesquerda, a pressão no cilindro se reduz, a válvula de retenção na linha desucção se abre e o líquido entra. Quando o pistão chega ao final do cilindro, omovimento passa a ter sentido invertido (o pistão se desloca para direita), apressão no interior do cilindro aumenta e a válvula de admissão fecha. Como a

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 109/144
109
pressão aumenta, a válvula de descarga abre e o líquido sai. É a repetição dosmovimentos do pistão que dá o escoamento do líquido. O movimento dasválvulas de sucção e descarga é provocado pela diferença de pressão entre oslados interno e externo. Esta diferença de pressão é gerada pela distensão epressão devido ao movimento do pistão no cilindro.
Figura 25.5: Bomba de pistão – funcionamento
• Diafragma: o funcionamento é semelhante às bombas de pistão. A diferença éque o movimento alternativo é executado por um diafragma flexível de metal,borracha ou material plástico. O diafragma pode ser acionado por um motorelétrico ou por ar comprimido. Têm a vantagem de que o sistema de selagemnão entra em contato com o fluido. Por este motivo, estas bombas são usadaspara líquidos tóxicos ou perigosos.
Figura 25.6: Bomba de diafragma – funcionamento
Descarga Descarga
Sucção Sucção
Direção Direção
Membrana Membrana
Válvula de sucção Válvula de sucção
Válvula de descarga Válvula de descarga
Válvula dedescarga
Válvula dedescarga
Descarga
Descarga
SucçãoSucção
Válvula de sucçãoVálvula de sucção
Anel de vedação Anel de vedação
PistãoPistão
DireçãoDireção
CarcaçaCarcaça

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 110/144
110
Bombas Rotativas
Nas bombas rotativas, o líquido recebe a ação de forças oriundas de uma ou mais peçasque possuem movimentos de rotação que, fornecem energia de pressão, realizando
assim o escoamento. A parte móvel, ao girar, cria uma cavidade onde o líquido entrae é transportado da sucção para a descarga da bomba empurrada pelo elementorotativo. As bombas rotativas fornecem vazões quase constantes, operam em faixasmoderadas de pressão, possuem baixa e média capacidade e são normalmente usadaspara fluidos viscosos. Os principais tipos de bombas rotativas são:
• Palhetas: possui um rotor cilíndrico que gira dentro de um anel circular, compalhetas que se deslocam radialmente. Pela ação da força centrífuga, as palhetassão acionadas para fora quando o rotor gira. As palhetas dividem o espaçoexistente entre o corpo e o rotor em uma série de câmaras que variam detamanho de acordo com sua posição ao redor do anel.. A entrada do fluido fica
situada na parte onde as câmaras aumentam de tamanho e o movimento daspalhetas o conduz para a saída da bomba, onde as câmaras diminuem detamanho, empurrando-o para a linha de descarga.
Figura 25.7: Bomba de palhetas - funcionamento
Engrenagens: possui duas engrenagens que giram juntas, porém apenas uma estáligada ao eixo do motor. Elas giram em direções opostas dentro de uma caixa comfolgas muito pequenas em volta e dos lados das engrenagens. O fluido é transportadolateralmente, através do espaço entre os dentes, e é forçado a sair pela tubulação. Asbombas de engrenagens internas também possuem duas engrenagens, sendo que nessecaso uma é interna à outra e elas são separadas por uma meia-lua. Quando elas giram ofluido é transportado nas câmaras criadas entre as engrenagens e a meia-lua. Quando asengrenagens se juntam, o líquido é forçado para a linha de descarga.
Figura 25.8: Bomba de engrenagens – funcionamento
DescargaDescarga Descarga
Palhetas
Sucção Sucção
Palhetas Palhetas
Sucção
Sucção Sucção Sucção
Descarga Descarga Descarga
Engrenagens Engrenagens Engrenagens
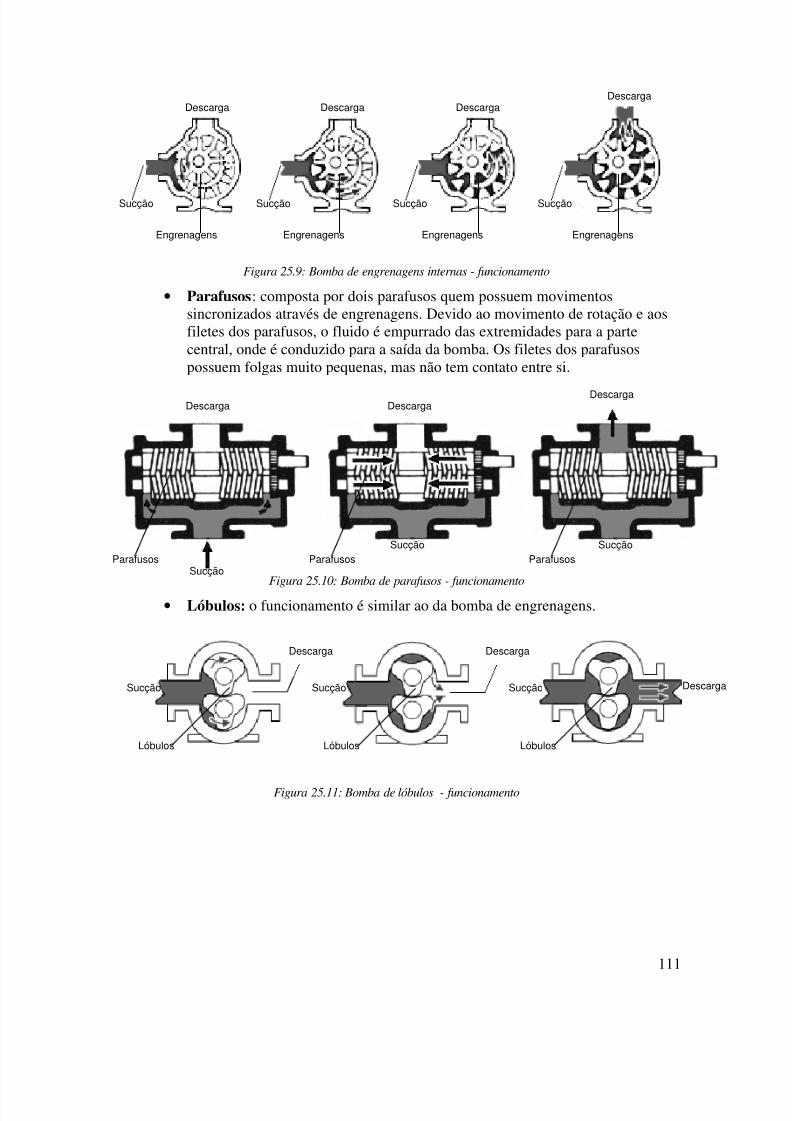
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 111/144
111
Figura 25.9: Bomba de engrenagens internas - funcionamento
• Parafusos: composta por dois parafusos quem possuem movimentossincronizados através de engrenagens. Devido ao movimento de rotação e aosfiletes dos parafusos, o fluido é empurrado das extremidades para a partecentral, onde é conduzido para a saída da bomba. Os filetes dos parafusospossuem folgas muito pequenas, mas não tem contato entre si.
Figura 25.10: Bomba de parafusos - funcionamento• Lóbulos: o funcionamento é similar ao da bomba de engrenagens.
Figura 25.11: Bomba de lóbulos - funcionamento
Sucção Sucção Sucção Sucção
Descarga Descarga DescargaDescarga
Engrenagens Engrenagens Engrenagens Engrenagens
Descarga DescargaDescarga
Sucção
Sucção Sucção
Parafusos Parafusos Parafusos
Sucção
Descarga
SucçãoSucção
Descarga
Descarga
Lóbulos Lóbulos Lóbulos

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 112/144
112
26. Comparação
Na tabela a seguir é feita uma comparação entre as turbobombas e as bombasvolumétricas:
Bombas Volumétricas Turbobombas
• A vazão depende da rotação (ela
praticamente independe da altura
e/ou pressões a serem vencidas).
• O movimento do líquido e do órgão
impulsionador são iguais (mesma
natureza, mesma velocidade de
grandeza, direção e sentido).
• As bombas alternativas possuem
vazão de bombeamento variável com
o tempo, as rotativas não.
• A energia transmitida ao líquido é
exclusivamente sob a forma de
pressão.
• A presença de ar no seu interior não
prejudica a partida da bomba.
• A vazão depende das características
de projeto da bomba, rotação e das
características do sistema a qual a
bomba está operando.
• Os movimentos do líquido e do
órgão impulsionador são diferentes,
apesar de serem relacionados entre
si.
• A vazão de bombeamento é
constante com o tempo.
• A energia transmitida ao líquido é de
energia de velocidade e pressão
• A partida deve ser feita sem apresença de ar na bomba e no
sistema de sucção, isto é, as
turbobombas necessitam de
escorva.
A Figura 6 apresenta as faixas de aplicabilidade das bombas centrífugas, rotativas ealternativas, em termos de vazões e diferencial de pressão. Ela pode servir como parte
da informação necessária para a seleção de uma bomba, porém outras informaçõescomo a viscosidade do fluido não deve ser deixada de lado.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 113/144
113
Figura 6.1: Faixas de aplicações de bombas centrífugas, rotativas e alternativas
27. Cavitação
Cavitação é um fenômeno que ocorre quando há vaporização do líquido, devido a umaredução de pressão e mantendo a temperatura constante, durante o seu movimento emqualquer ponto de um sistema de bombeamento. A vaporização se dá porque a pressãoabsoluta, neste ponto, atingiu um valor igual ou inferior à pressão de vapor do líquido.Assim, no local do fluido, há a formação de bolhas de vapor, ou seja, há a formação decavidades na massa líquida; por isso o nome cavitação. Supõe-se que estas bolhas devapor que se formaram no escoamento devido à baixa pressão continuem escoando
junto ao fluido bombeado; essa mistura pode chegar a uma região em que a pressãocresça novamente a um valor superior à pressão de vapor, havendo então o colapso dasbolhas com retorno à fase líquida. Porém, como o volume específico do líquido éinferior ao do vapor, esse colapso implicará na formação de um vazio, causando a“implosão” das bolhas, gerando ondas de choque.
Se o ponto do colapso das bolhas for próximo à superfície metálica da bomba, as ondasde choque podem, com o tempo, danificar o material. A cavitação ainda apresenta outros
Vazão (m³/h)
Vazão U.S.
P r e s s ã o
( l b / i n ² )
P r e
s s ã o ( b a r )
ALTERNATIV CENTRÍFUGA
ROTATIVA
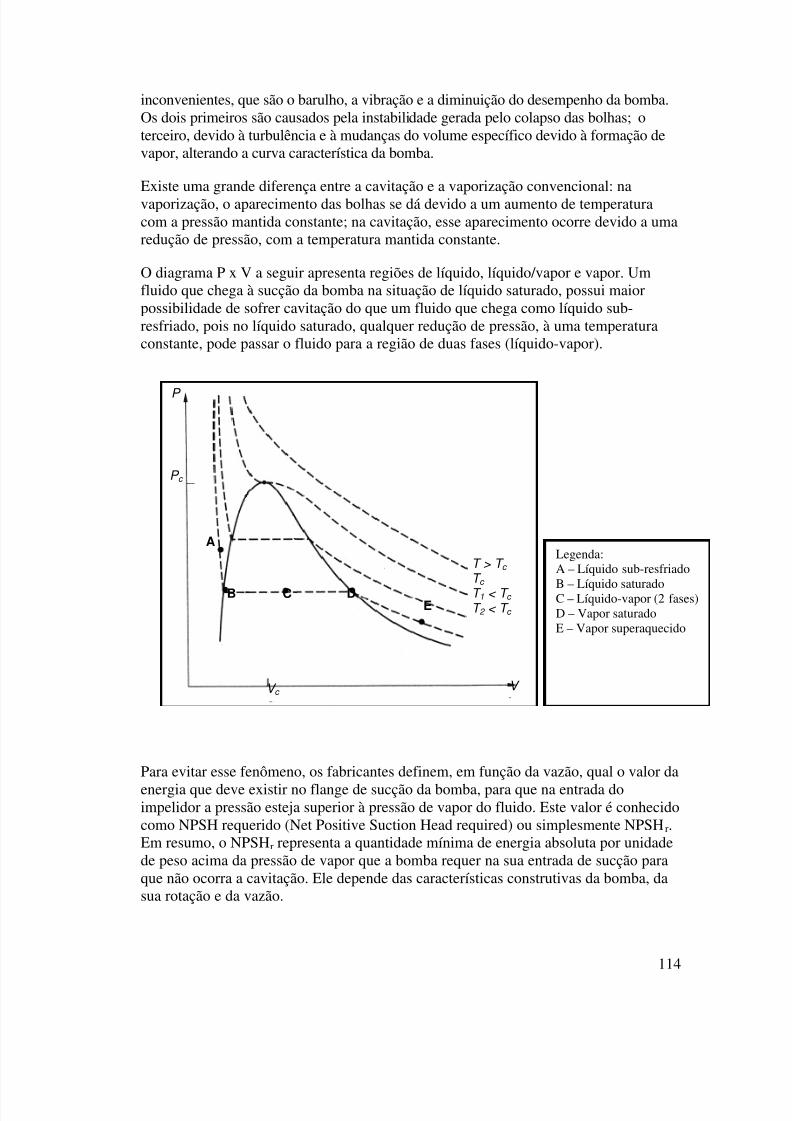
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 114/144
114
inconvenientes, que são o barulho, a vibração e a diminuição do desempenho da bomba.Os dois primeiros são causados pela instabilidade gerada pelo colapso das bolhas; oterceiro, devido à turbulência e à mudanças do volume específico devido à formação devapor, alterando a curva característica da bomba.
Existe uma grande diferença entre a cavitação e a vaporização convencional: navaporização, o aparecimento das bolhas se dá devido a um aumento de temperaturacom a pressão mantida constante; na cavitação, esse aparecimento ocorre devido a umaredução de pressão, com a temperatura mantida constante.
O diagrama P x V a seguir apresenta regiões de líquido, líquido/vapor e vapor. Umfluido que chega à sucção da bomba na situação de líquido saturado, possui maiorpossibilidade de sofrer cavitação do que um fluido que chega como líquido sub-resfriado, pois no líquido saturado, qualquer redução de pressão, à uma temperaturaconstante, pode passar o fluido para a região de duas fases (líquido-vapor).
Figura 7.1
Para evitar esse fenômeno, os fabricantes definem, em função da vazão, qual o valor daenergia que deve existir no flange de sucção da bomba, para que na entrada doimpelidor a pressão esteja superior à pressão de vapor do fluido. Este valor é conhecidocomo NPSH requerido (Net Positive Suction Head required) ou simplesmente NPSHr.Em resumo, o NPSHr representa a quantidade mínima de energia absoluta por unidadede peso acima da pressão de vapor que a bomba requer na sua entrada de sucção paraque não ocorra a cavitação. Ele depende das características construtivas da bomba, dasua rotação e da vazão.
Legenda:A – Líquido sub-resfriado
B – Líquido saturadoC – Líquido-vapor (2 fases)D – Vapor saturadoE – Vapor superaquecido
A
B C DE
P
P c
V c
T > T c
T c
T 1 < T c
T 2 < T c
V
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 115/144
115
Existe ainda o NPSH disponível (NPSHd), que representa a energia absoluta porunidade de peso existente no flange de sucção, acima da pressão de vapor do fluido.Ele depende das características do sistema, sofrendo influência da pressão exercidasobre o fluido, da altura da coluna de água acima/abaixo do eixo de sucção da bomba eda perda de carga na tubulação de sucção, como pode-se observar na equação a seguir:
ss
vaps
d zP p p
NPSH +∆−−
=γ
Equação 27.1
Onde:
Ps – pressão na linha da sucção
Pvap – pressão de vapor do fluido
γ – peso específico do fluido
zs – altura geométrica na linha da sucção
Ps – perda de carga na linha da sucção
Provavelmente o fenômeno da cavitação não ocorrerá se o NPSHd for superior aoNPSHr. Portanto, quanto maior o NPSHd, maior a probabilidade de não ocorrer acavitação. Existe uma margem de segurança definida como critério de projeto debombas, que se encontra a seguir:
NPSHd ≥ NPSHr + 0,6 m de líquido
Equação 27.2
Vale ressaltar que, em condições desfavoráveis, é desejável uma margem de segurançamais rigorosa.
28. Bombas Centrífugas
28.1 Componentes das Bombas Centrífugas
As bombas centrífugas constam de partes móveis - o rotor ou impelidor e o eixo - epartes fixas - corpo ou carcaça, sistema de vedação e mancais. Estas são as partes
principais das bombas centrífugas. Os demais componentes se constituem emotimizações de projeto, e apenas complementam as partes principais. A Figura 28.1ilustra os componentes das bombas centrífugas.
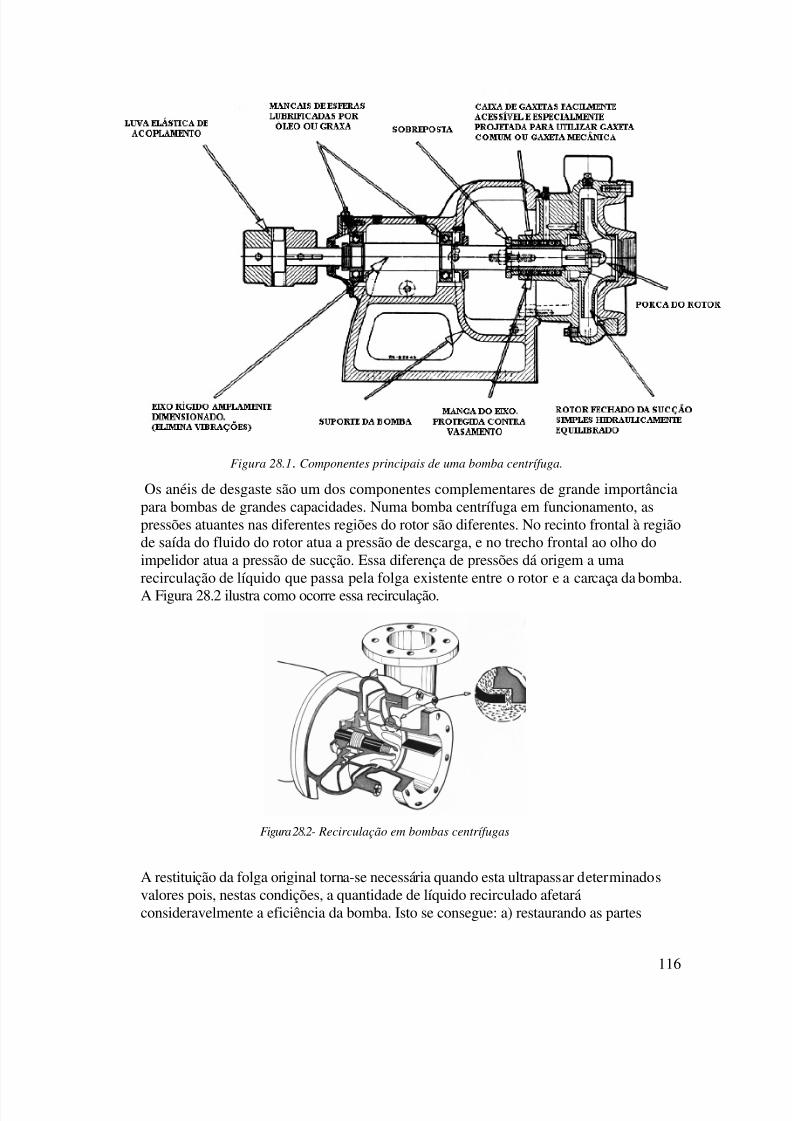
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 116/144
116
Figura 28.1. Componentes principais de uma bomba centrífuga.
Os anéis de desgaste são um dos componentes complementares de grande importânciapara bombas de grandes capacidades. Numa bomba centrífuga em funcionamento, aspressões atuantes nas diferentes regiões do rotor são diferentes. No recinto frontal à regiãode saída do fluido do rotor atua a pressão de descarga, e no trecho frontal ao olho doimpelidor atua a pressão de sucção. Essa diferença de pressões dá origem a umarecirculação de líquido que passa pela folga existente entre o rotor e a carcaça da bomba.A Figura 28.2 ilustra como ocorre essa recirculação.
Figura 28.2- Recirculação em bombas centrífugas
A restituição da folga original torna-se necessária quando esta ultrapassar determinadosvalores pois, nestas condições, a quantidade de líquido recirculado afetaráconsideravelmente a eficiência da bomba. Isto se consegue: a) restaurando as partes
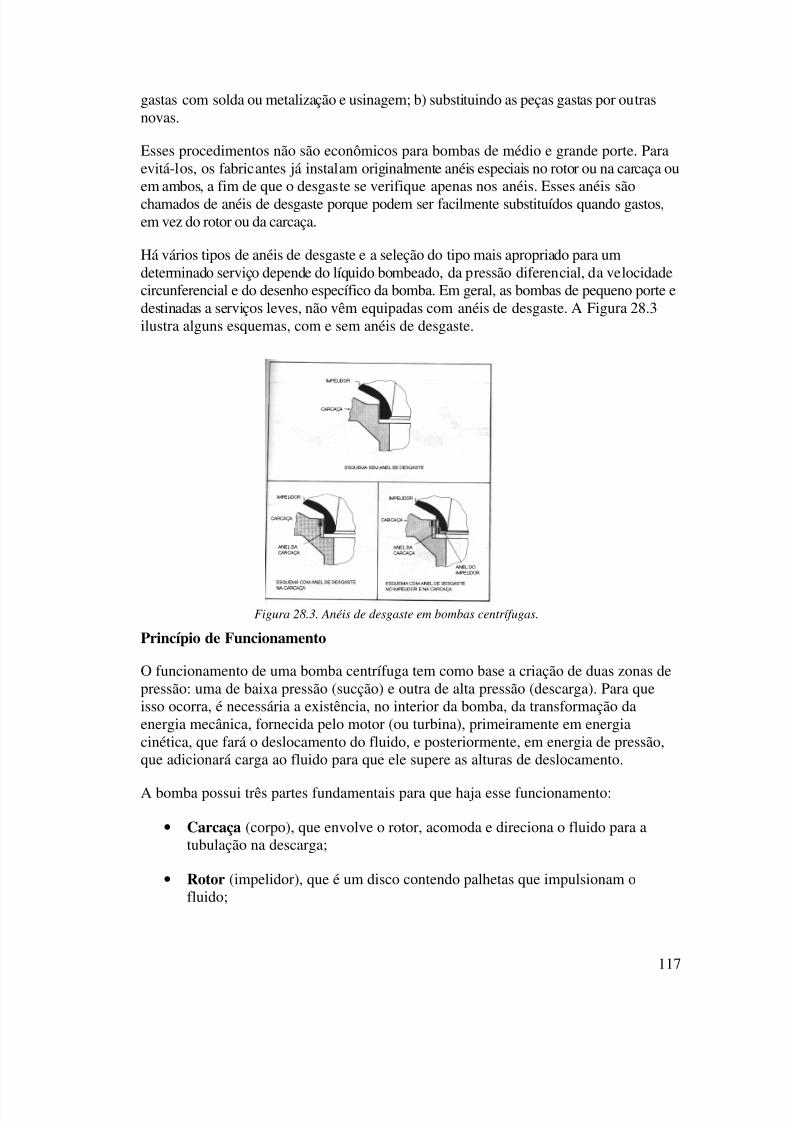
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 117/144
117
gastas com solda ou metalização e usinagem; b) substituindo as peças gastas por outrasnovas.
Esses procedimentos não são econômicos para bombas de médio e grande porte. Paraevitá-los, os fabricantes já instalam originalmente anéis especiais no rotor ou na carcaça ouem ambos, a fim de que o desgaste se verifique apenas nos anéis. Esses anéis sãochamados de anéis de desgaste porque podem ser facilmente substituídos quando gastos,em vez do rotor ou da carcaça.
Há vários tipos de anéis de desgaste e a seleção do tipo mais apropriado para umdeterminado serviço depende do líquido bombeado, da pressão diferencial, da velocidadecircunferencial e do desenho específico da bomba. Em geral, as bombas de pequeno porte edestinadas a serviços leves, não vêm equipadas com anéis de desgaste. A Figura 28.3ilustra alguns esquemas, com e sem anéis de desgaste.
Figura 28.3. Anéis de desgaste em bombas centrífugas.
Princípio de Funcionamento
O funcionamento de uma bomba centrífuga tem como base a criação de duas zonas depressão: uma de baixa pressão (sucção) e outra de alta pressão (descarga). Para queisso ocorra, é necessária a existência, no interior da bomba, da transformação daenergia mecânica, fornecida pelo motor (ou turbina), primeiramente em energiacinética, que fará o deslocamento do fluido, e posteriormente, em energia de pressão,que adicionará carga ao fluido para que ele supere as alturas de deslocamento.
A bomba possui três partes fundamentais para que haja esse funcionamento:
• Carcaça (corpo), que envolve o rotor, acomoda e direciona o fluido para atubulação na descarga;
• Rotor (impelidor), que é um disco contendo palhetas que impulsionam ofluido;
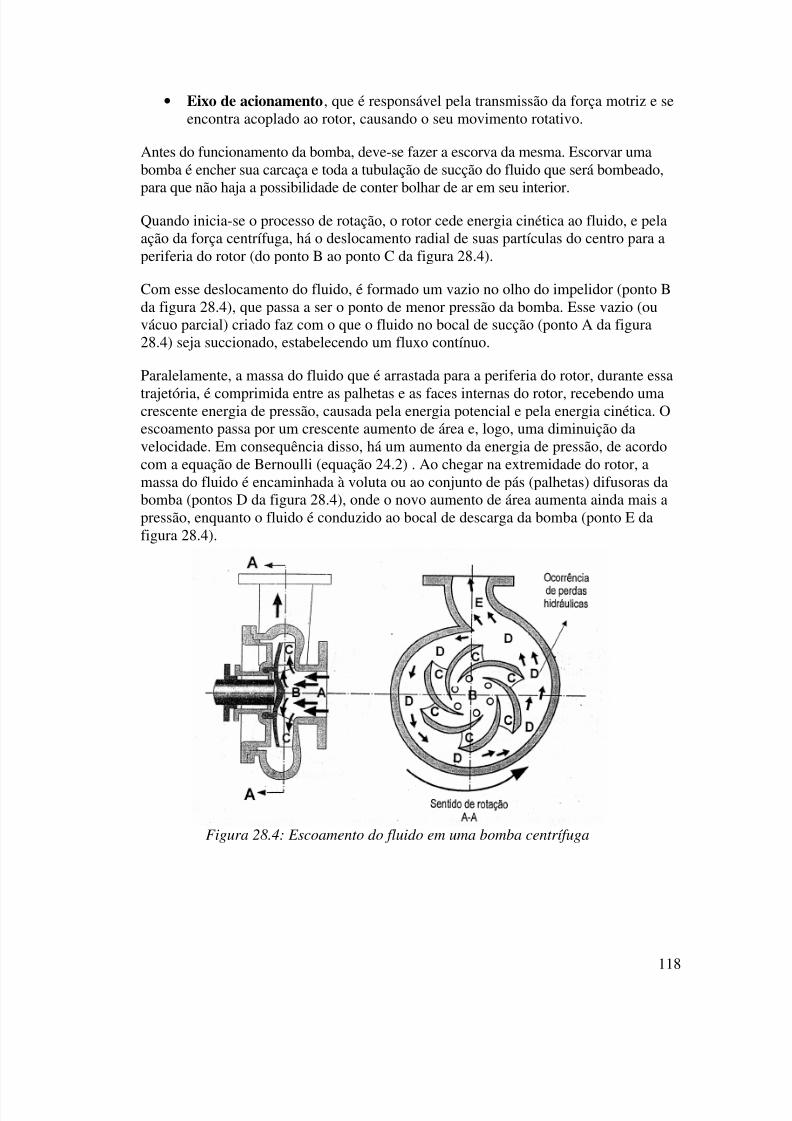
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 118/144
118
• Eixo de acionamento, que é responsável pela transmissão da força motriz e seencontra acoplado ao rotor, causando o seu movimento rotativo.
Antes do funcionamento da bomba, deve-se fazer a escorva da mesma. Escorvar umabomba é encher sua carcaça e toda a tubulação de sucção do fluido que será bombeado,
para que não haja a possibilidade de conter bolhar de ar em seu interior.Quando inicia-se o processo de rotação, o rotor cede energia cinética ao fluido, e pelaação da força centrífuga, há o deslocamento radial de suas partículas do centro para aperiferia do rotor (do ponto B ao ponto C da figura 28.4).
Com esse deslocamento do fluido, é formado um vazio no olho do impelidor (ponto Bda figura 28.4), que passa a ser o ponto de menor pressão da bomba. Esse vazio (ouvácuo parcial) criado faz com o que o fluido no bocal de sucção (ponto A da figura28.4) seja succionado, estabelecendo um fluxo contínuo.
Paralelamente, a massa do fluido que é arrastada para a periferia do rotor, durante essa
trajetória, é comprimida entre as palhetas e as faces internas do rotor, recebendo umacrescente energia de pressão, causada pela energia potencial e pela energia cinética. Oescoamento passa por um crescente aumento de área e, logo, uma diminuição davelocidade. Em consequência disso, há um aumento da energia de pressão, de acordocom a equação de Bernoulli (equação 24.2) . Ao chegar na extremidade do rotor, amassa do fluido é encaminhada à voluta ou ao conjunto de pás (palhetas) difusoras dabomba (pontos D da figura 28.4), onde o novo aumento de área aumenta ainda mais apressão, enquanto o fluido é conduzido ao bocal de descarga da bomba (ponto E dafigura 28.4).
Figura 28.4: Escoamento do fluido em uma bomba centrífuga

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 119/144
119
Classificação
Podem-se classificar as bombas centrífugas segundo uma série de critérios, como:
Quanto à posição do eixo em relação ao solo:
• Eixo Horizontal: é mais comum em captações superficiais;
• Eixo Vertical: usada normalmente para espaços horizontais restritos e/ousujeitos a inundações e bombas submersas em geral.
Figura 28.5: Bomba de eixo horizontal e eixo vertical
Quanto ao tipo de carcaça:
• Voluta: é a mais comum em bombas de simples estágio, podendo ser simplesou dupla (a dupla é mais usada em bombas de grande porte). O rotor descarrega
o fluido na voluta, que é um canal de área de seção reta contínua e crescente.• Com pás difusoras: As pás difusoras são aletas estacionárias que oferecem ao
fluido um canal de área crescente desde o rotor até a carcaça. Esse tipo decarcaça é mais usado em bombas de múltiplos estágios.
Figura 28.6: Carcaça com voluta e carcaça com pás difusoras
Difusor
Rotor
Carcaça
Carcaça
Voluta em caracol
Rotor

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 120/144
120
Quanto ao número de rotores:
• Bombas de simples estágio: são as bombas que fornecem energia ao líquidoatravés de apenas um rotor.
• Bombas de múltiplos estágios: são as bombas que fornecem energia ao líquidofazendo-o passar por vários rotores fixados ao mesmo eixo. Normalmente sãousadas quando a altura de elevação é grande.
Quanto à posição na captação
• Submersas: são em geral empregadas onde há limitações no espaço físico,como, por exemplo, em poços profundos;
• Afogadas: são mais freqüentes para recalques superiores a 100 l/s;
• Altura Positiva: são usadas para pequenas vazões de recalque.
28.2 Curvas Características
Como já foi dito acima, as características mais importantes de uma bomba são:Capacidade (Q), “Head” (H), Potência (Pot.) e Eficiência (η). Essas característicaspodem ser colocadas em gráfico, obtendo-se as curvas características da bomba.
Figura 28.7: Curvas características da bombaA curva característica da bomba (Head x Vazão), recebe diferentes denominações deacordo com a forma que se apresenta, como pode-se observar a seguir:
%η
H
H -Qη -Q
PP -Q
Q

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 121/144
121
Figura 28.8: Tipos de curvas da bomba (Head x Vazão)
Onde:
A – Curva Inclinada (Rising): O head aumenta continuamente com a diminuição davazão.
B – Curva altamente descendente (Steep): Curva inclinada em que existe uma grandediferença entre o head desenvolvido na vazão zero (shutoff) e o desenvolvido na vazãodo projeto.
C – Curva Plana (Flat): O head varia muito pouco com a vazão, desde a vazão zero(shutoff) até o ponto de projeto.
D – Curva ascendente/descendente (Drooping): O head na vazão zero é menor que odesenvolvido para outras vazões.
Existem ainda duas divisões para esses tipos de curva: as curvas tipo estável, que são
aquelas que para um determinado head temos uma só vazão e as curvas tipo instável,que são aquelas em que um determinado head pode corresponder a duas ou maisvazões.
C D
A B

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 122/144
122
28.3 Determinação do Ponto de Operação
O ponto de operação da bomba é o ponto onde as curvas da bomba e do sistema(ambas curvas de Head x Vazão) se encontram. Assim, para determiná-lo, é precisoantes determinar a curva característica do sistema.
Para isso, deve-se escolher alguns valores de vazão (entre eles a vazão zeco e a vazãona qual se deseja operar) e calcular o head (altura manométrica total) para cada umadessas vazões escolhidas.
O head total é a diferença entre o head da descarga (hd) e o head da sucção (hs);
sd hh H −=
Equação 28.1
A equação a seguir é obtida utilizando os dados dos flanges de sucção e descarga:
+
×+−
+
×+= fs
fs fs fd
fd fd z
g
vP z
g
vP H
22
22
γ γ
Equação 28.2
Onde:
Pfd – pressão no flange de descarga
Pfs – pressão no flange de sucção
γ – peso específico do fluido
vfd – velocidade no flange de descarga
vfs – velocidade no flange de sucção
zfd – altura geométrica no flange de descarga
zfs – altura geométrica no flange de sucção
Utilizando os dados do sistema, a equação fica:
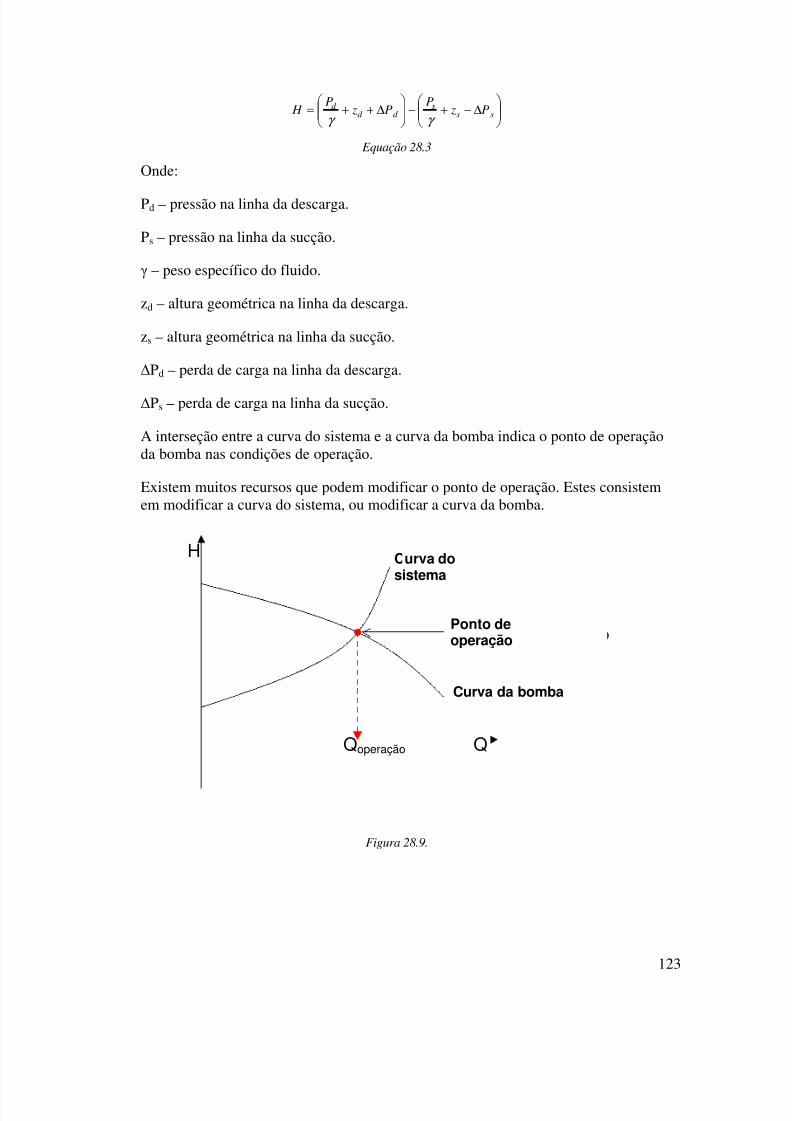
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 123/144
123
∆−+−
∆++= ss
sd d
d P zP
P zP
H γ γ
Equação 28.3
Onde:
Pd – pressão na linha da descarga.
Ps – pressão na linha da sucção.
γ – peso específico do fluido.
zd – altura geométrica na linha da descarga.
zs – altura geométrica na linha da sucção.
Pd – perda de carga na linha da descarga.
Ps – perda de carga na linha da sucção.
A interseção entre a curva do sistema e a curva da bomba indica o ponto de operaçãoda bomba nas condições de operação.
Existem muitos recursos que podem modificar o ponto de operação. Estes consistemem modificar a curva do sistema, ou modificar a curva da bomba.
Figura 28.9.
H
Q
Curva do sistema
Curva da bomba
P
Ponto de operação
Qoperação
H
Q
Curva do sistema
Curva da bomba
P
Ponto de operação
Qoperação
Curva dosistema
Ponto deoperação
Curva da bomba
Qoperação Q
H

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 124/144
124
28.3.1 Fatores que Modificam a Curva do Sistema
Analisando a equação do cálculo do Head através dos dados do sistema, observa-seque os seguintes fatores influenciam no valor da altura manométrica do sistema:
• Natureza do líquido bombeado: Diferentes tipos de líquido possuemviscosidade e peso específico diferentes. Sendo assim, a mudança da naturezado líquido altera a perda de carga, sendo necessário o cálculo de uma novacurva do sistema.
• Temperatura do líquido bombeado: A temperatura modifica as propriedadesdo líquido (viscosidade e peso específico), implicando numa nova curva dosistema.
• Nível de líquido: As alturas de sucção e descarga também alteram a curva do
sistema. Porém, dificilmente essas alturas são alteradas após o sistemaoperando.
• Pressões dos reservatórios de sucção e descarga: No caso de alteração dapressão dos reservatórios, deve-se avaliar a influência da mesma nobombeamento e na curva do sistema.
• Alterações na linha de sucção e descarga: As alterações na linha de sucção edescarga influenciam na perda de carga e, consequentemente, numa nova curvado sistema. As possíveis alterações são, por exemplo:
o Fechamento parcial da válvula de descarga (alteração mais usual).
o Fechamento parcial da válvula de sucção (esse procedimento não érecomendado por causa do fenômeno da cavitação).
o Mudança de diâmetro das linhas, inclusão/exclusão de acessórios nalinha, modificação de lay-out das linhas, etc.. Nessas situações, érecomendado considerar um novo sistema, com outra curva.
28.3.2 Fatores que Modificam as Curvas Características
Efeito da mudança de rotação (N)
Quando consideramos um dado fluido e mantemos o diâmetro do impelidor constante,de acordo com a equação 28.4, também chamada de leis de semelhança, pode-seperceber que a vazão é proporcional à rotação, o head (ou carga da bomba) varia com oquadrado da rotação e a potência absorvida varia com o cubo da rotação. Portanto

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 125/144
125
sempre que a rotação for alterada deve-se fazer uma correção das curvas característicaspara a determinação do novo ponto de operação.
31212
1
2
1
2 Pot Pot H H Q
Q
N
N ===
Equação 28.4
Onde:
Q = vazão
N = rotação
H = head
Pot = potência absorvida
Efeito da variação do diâmetro do impelidor.
Para bombas geometricamente semelhantes (bombas cujas dimensões físicas possuemuma proporcionalidade constante), o diâmetro do impelidor pode ser tomado comodimensão representativa da bomba, logo a influência da variação do diâmetro externodo impelidor (D) é dada pela equação 8.5, supondo um dado fluido e rotaçãoconstante.
51
221
231
2
1
2Pot
Pot H
H Q
Q D
D===
Equação 28.5Quando a única variação ocorre no diâmetro do impelidor (todas as outras grandezasfísicas permanecem constantes), torna-se necessário uma análise da equação dacontinuidade (Q=área x velocidade). Feito isso ficará claro que a área efetiva dedescarga permanecem aproximadamente iguais para uma faixa permissível de variaçãode diâmetro. Portanto a vazão irá variar apenas com a velocidade, sendo assim variadiretamente com o diâmetro e não com o cubo do diâmetro como foi no caso dasbombas geometricamente semelhantes. Então a influencia da variação do diâmetro édada pela equação 28.6.
31
2
1
2
1
2
1
2
Pot
Pot
H
H
Q
Q
D
D
=== Equação 28.6
28.4 Ponto de Maior Eficiência e Vazão Mínima de Operação
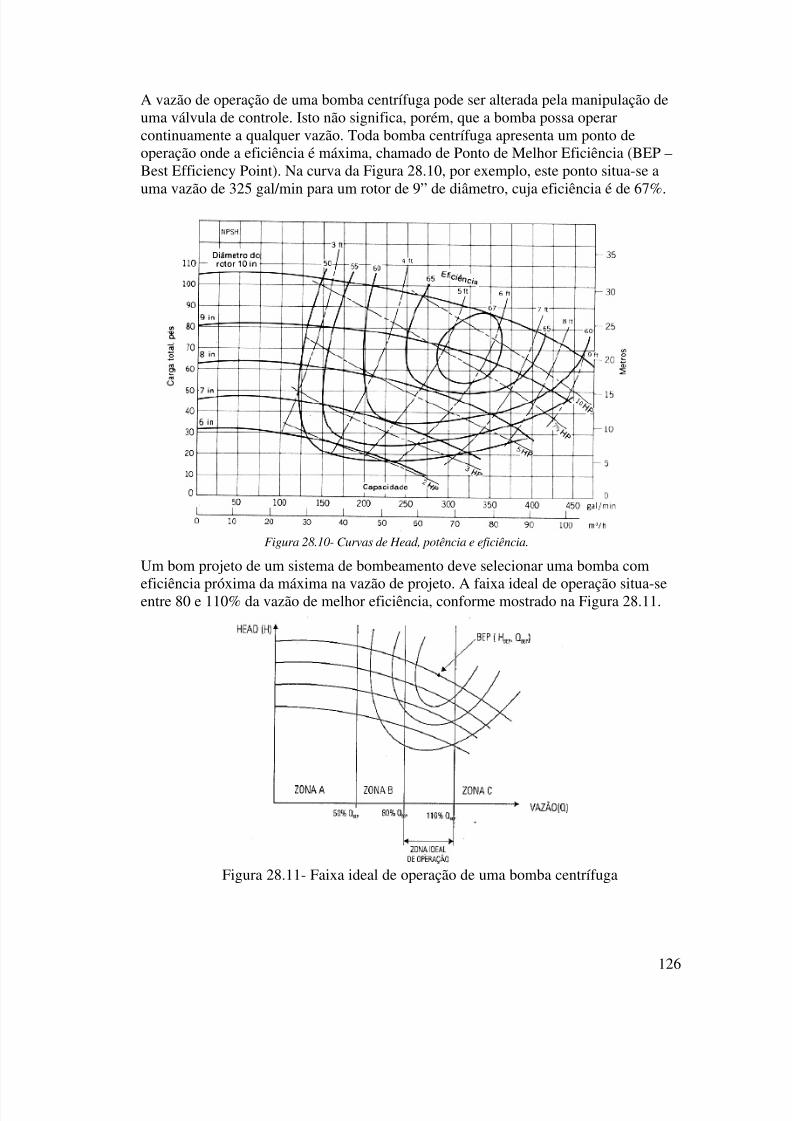
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 126/144
126
A vazão de operação de uma bomba centrífuga pode ser alterada pela manipulação deuma válvula de controle. Isto não significa, porém, que a bomba possa operarcontinuamente a qualquer vazão. Toda bomba centrífuga apresenta um ponto deoperação onde a eficiência é máxima, chamado de Ponto de Melhor Eficiência (BEP –Best Efficiency Point). Na curva da Figura 28.10, por exemplo, este ponto situa-se a
uma vazão de 325 gal/min para um rotor de 9” de diâmetro, cuja eficiência é de 67%.
Figura 28.10- Curvas de Head, potência e eficiência.
Um bom projeto de um sistema de bombeamento deve selecionar uma bomba com
eficiência próxima da máxima na vazão de projeto. A faixa ideal de operação situa-seentre 80 e 110% da vazão de melhor eficiência, conforme mostrado na Figura 28.11.
Figura 28.11- Faixa ideal de operação de uma bomba centrífuga

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 127/144
127
Vazões de operação entre 50 e 80% são aceitáveis, apesar da baixa eficiência devidaprincipalmente à recirculação de fluido. Operações com vazões abaixo de 50% (ZonaA) ou acima de 110% (Zona C) da vazão de melhor eficiência não são recomendáveis,podendo levar a problemas de redução na vida dos mancais, selos mecânicos e rotor,cavitação e finalmente aumento da temperatura. A Figura 28.12 apresenta a seqüência
de aparecimento destes problemas.
Figura 28.12- Problemas operacionais de uma bomba centrífuga operando fora da faixa
ideal
A vazão mínima contínua é certamente uma das questões mais polêmicas relacionadasàs bombas centrífugas. É comum ainda se encontrar esse valor nas folhas de dadoscomo algo em torno de 5 a 20% da vazão no ponto de melhor eficiência (BEP), o que étotalmente incorreto. Esta é, em geral, a faixa de vazão necessária para que nãoocorram danos à bomba pelo superaquecimento do fluido e, conseqüentemente, dosseus componentes.
Na realidade, não existe um único valor para a vazão mínima contínua, mas apenasalgumas opiniões de consenso entre os diversos fabricantes e consultores renomados, ealguns métodos obtidos de experimentos.
Após mais de cinco anos acompanhando o tempo médio entre falhas de bombas emplantas químicas, petroquímicas e refinarias, o Manual de Bombas da Turbotech afirmaque 50% da vazão no "BEP" de uma bomba é, em geral, um valor adequado paraestabelecer a vazão mínima de operação contínua, porém em alguns casos este valor éinsuficiente.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 128/144
128
Sistemas de proteção são freqüentemente providos em circuitos de bombas centrífugaspara permitir operação em vazões de processo abaixo da vazão mínima, sem que abomba propriamente dita opere com esta baixa vazão. Estes sistemas, em geral, usamlinhas de recirculação com algum mecanismo para garantir a vazão mínima pelabomba. Esta recirculação deve ser encaminhada para um vaso ou tanque na sucção da
bomba, e não diretamente à linha de sucção, para evitar o superaquecimento dosistema. Exemplos de mecanismos de recirculação (by-pass) são:
• Recirculação contínua: utiliza um orifício de restrição calculado para a vazãomínima desejada, na linha de recirculação do fluido. É o sistema de custo deinstalação mais baixo, mas leva a um alto consumo de energia, pois parte dofluido recircula continuamente, mesmo a vazões altas.
• Recirculação automática: utiliza um sistema de medição de vazão ou depressão diferencial para promover a recirculação, garantindo a vazão mínimapara a bomba.
Válvula de Recirculação Automática: este sistema emprega uma válvula de retençãoespecial que promove a recirculação para vazões baixas. Em geral tem custo deinstalação mais baixo que a recirculação automática, mas nem sempre operasatisfatoriamente. Há casos de operação adequada e outros onde a recirculaçãosimplesmente não abre para vazões baixas. Há registro de que este sistema não operabem para bombas com curva plana (tipo c da Figura 8.8).
TANQUEVÁLVULA GAVETA
OPCIONAL
VÁLVULAGAVETA
BOMBA
VÁLVULA DE CONTROLE BYPASS
MEDIDORES DEPRESSÃO
DIFERENCIAL
ORIFÍCIO DERESTRIÇÃO
VÁLVULAGAVETA
(OPCIONAL)
PROCESSO
VÁLVULA DERESTRIÇÃO
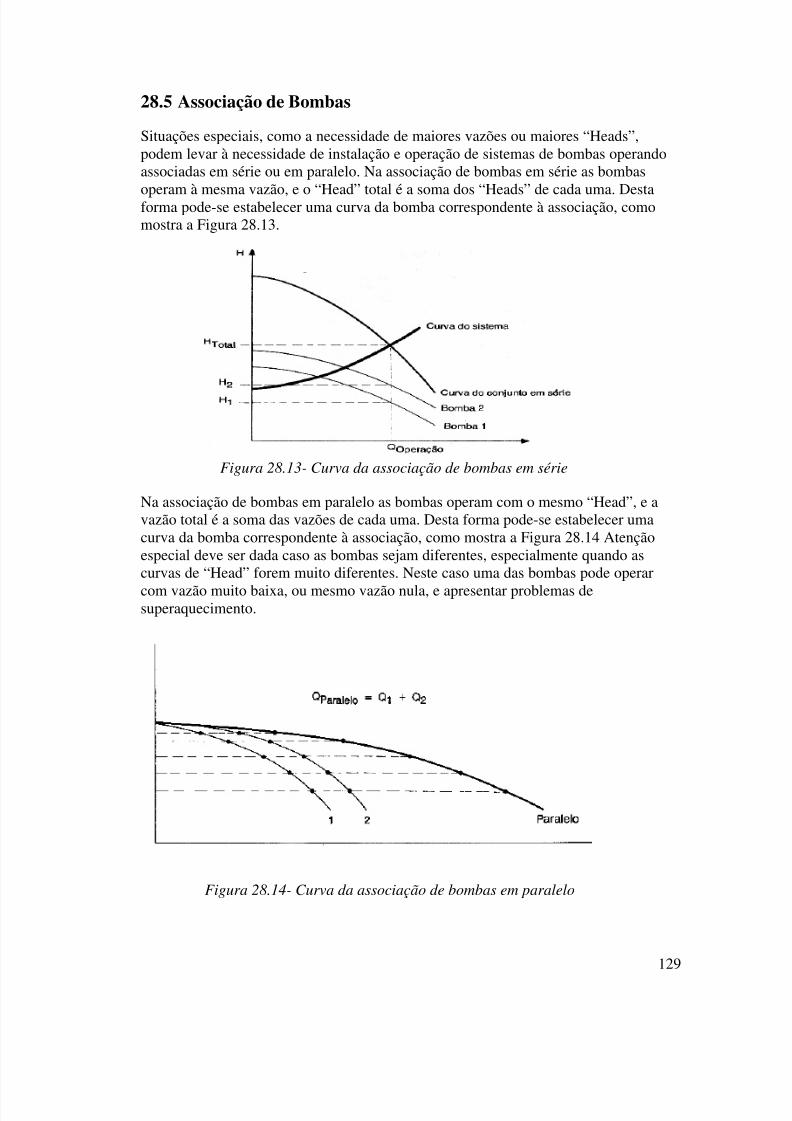
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 129/144
129
28.5 Associação de Bombas
Situações especiais, como a necessidade de maiores vazões ou maiores “Heads”,podem levar à necessidade de instalação e operação de sistemas de bombas operandoassociadas em série ou em paralelo. Na associação de bombas em série as bombas
operam à mesma vazão, e o “Head” total é a soma dos “Heads” de cada uma. Destaforma pode-se estabelecer uma curva da bomba correspondente à associação, comomostra a Figura 28.13.
Figura 28.13- Curva da associação de bombas em série
Na associação de bombas em paralelo as bombas operam com o mesmo “Head”, e avazão total é a soma das vazões de cada uma. Desta forma pode-se estabelecer umacurva da bomba correspondente à associação, como mostra a Figura 28.14 Atençãoespecial deve ser dada caso as bombas sejam diferentes, especialmente quando ascurvas de “Head” forem muito diferentes. Neste caso uma das bombas pode operar
com vazão muito baixa, ou mesmo vazão nula, e apresentar problemas desuperaquecimento.
Figura 28.14- Curva da associação de bombas em paralelo
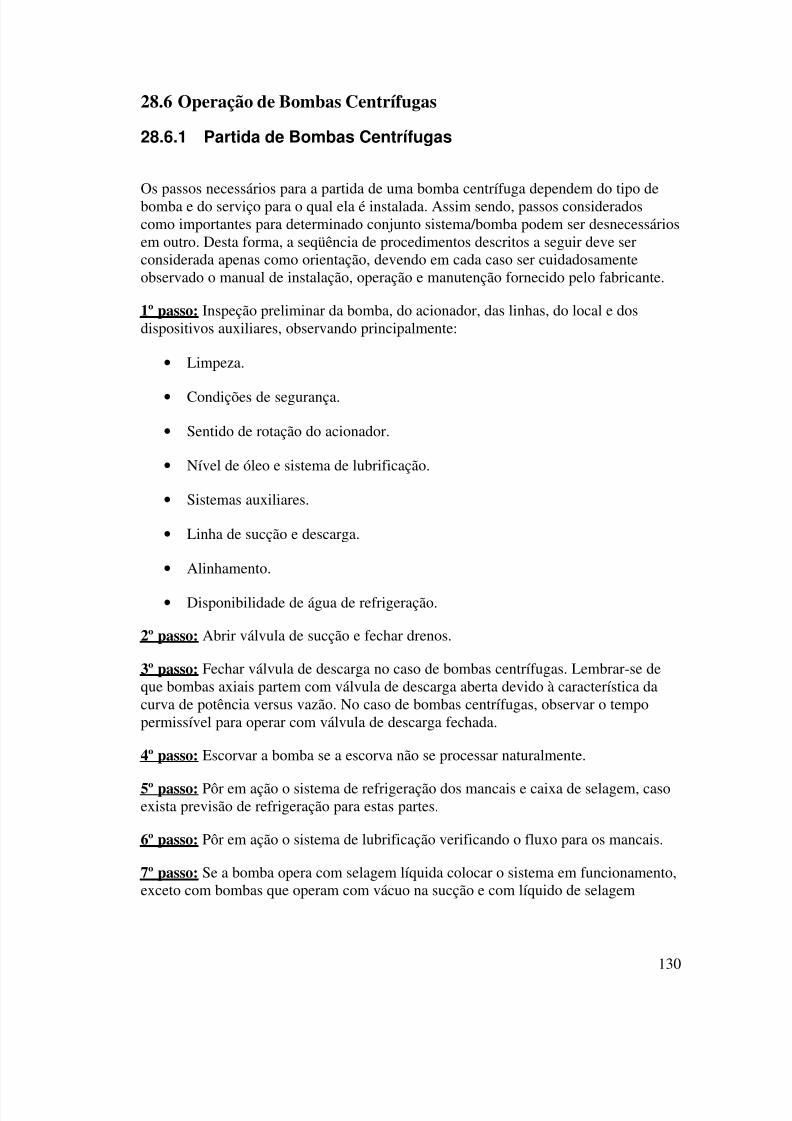
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 130/144
130
28.6 Operação de Bombas Centrífugas
28.6.1 Partida de Bombas Centrífugas
Os passos necessários para a partida de uma bomba centrífuga dependem do tipo debomba e do serviço para o qual ela é instalada. Assim sendo, passos consideradoscomo importantes para determinado conjunto sistema/bomba podem ser desnecessáriosem outro. Desta forma, a seqüência de procedimentos descritos a seguir deve serconsiderada apenas como orientação, devendo em cada caso ser cuidadosamenteobservado o manual de instalação, operação e manutenção fornecido pelo fabricante.
1º passo: Inspeção preliminar da bomba, do acionador, das linhas, do local e dosdispositivos auxiliares, observando principalmente:
• Limpeza.
• Condições de segurança.
• Sentido de rotação do acionador.
• Nível de óleo e sistema de lubrificação.
• Sistemas auxiliares.
• Linha de sucção e descarga.
• Alinhamento.
• Disponibilidade de água de refrigeração.
2º passo: Abrir válvula de sucção e fechar drenos.
3º passo: Fechar válvula de descarga no caso de bombas centrífugas. Lembrar-se deque bombas axiais partem com válvula de descarga aberta devido à característica dacurva de potência versus vazão. No caso de bombas centrífugas, observar o tempopermissível para operar com válvula de descarga fechada.
4º passo: Escorvar a bomba se a escorva não se processar naturalmente.
5º passo: Pôr em ação o sistema de refrigeração dos mancais e caixa de selagem, casoexista previsão de refrigeração para estas partes.
6º passo: Pôr em ação o sistema de lubrificação verificando o fluxo para os mancais.
7º passo: Se a bomba opera com selagem líquida colocar o sistema em funcionamento,exceto com bombas que operam com vácuo na sucção e com líquido de selagem
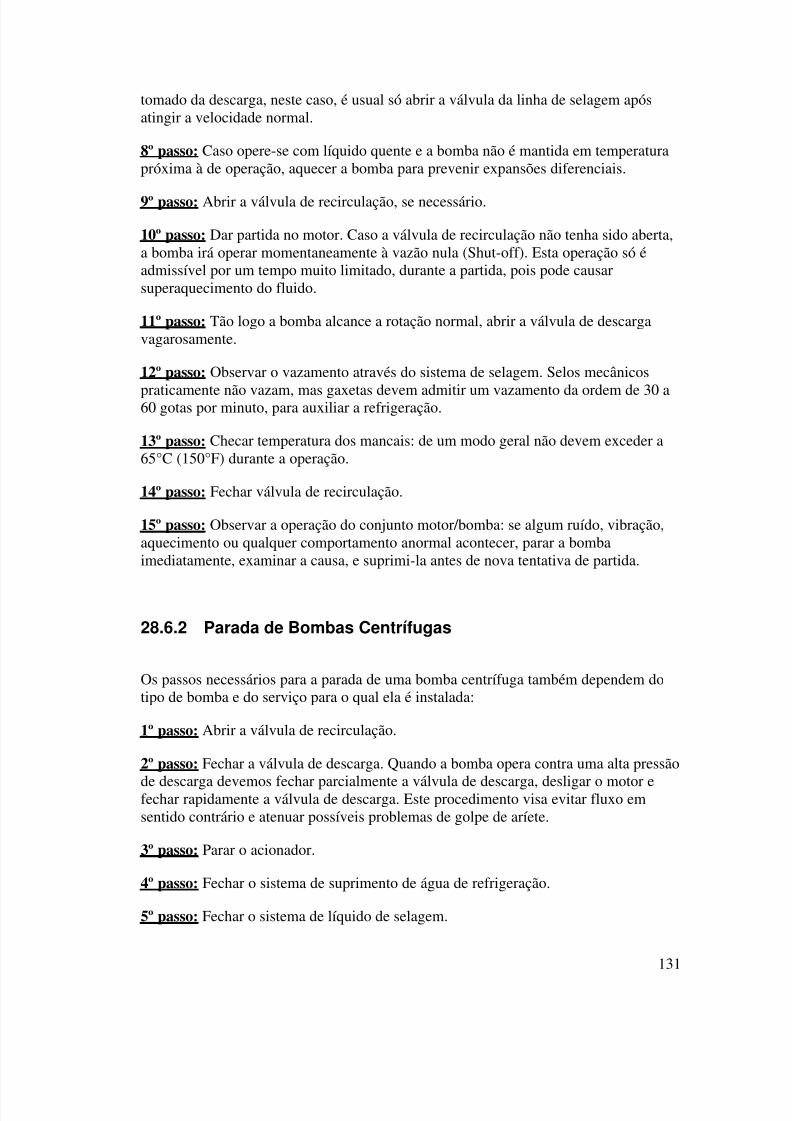
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 131/144
131
tomado da descarga, neste caso, é usual só abrir a válvula da linha de selagem apósatingir a velocidade normal.
8º passo: Caso opere-se com líquido quente e a bomba não é mantida em temperaturapróxima à de operação, aquecer a bomba para prevenir expansões diferenciais.
9º passo: Abrir a válvula de recirculação, se necessário.
10º passo: Dar partida no motor. Caso a válvula de recirculação não tenha sido aberta,a bomba irá operar momentaneamente à vazão nula (Shut-off). Esta operação só éadmissível por um tempo muito limitado, durante a partida, pois pode causarsuperaquecimento do fluido.
11º passo: Tão logo a bomba alcance a rotação normal, abrir a válvula de descargavagarosamente.
12º passo: Observar o vazamento através do sistema de selagem. Selos mecânicos
praticamente não vazam, mas gaxetas devem admitir um vazamento da ordem de 30 a60 gotas por minuto, para auxiliar a refrigeração.
13º passo: Checar temperatura dos mancais: de um modo geral não devem exceder a65°C (150°F) durante a operação.
14º passo: Fechar válvula de recirculação.
15º passo: Observar a operação do conjunto motor/bomba: se algum ruído, vibração,aquecimento ou qualquer comportamento anormal acontecer, parar a bombaimediatamente, examinar a causa, e suprimi-la antes de nova tentativa de partida.
28.6.2 Parada de Bombas Centrífugas
Os passos necessários para a parada de uma bomba centrífuga também dependem dotipo de bomba e do serviço para o qual ela é instalada:
1º passo: Abrir a válvula de recirculação.
2º passo: Fechar a válvula de descarga. Quando a bomba opera contra uma alta pressão
de descarga devemos fechar parcialmente a válvula de descarga, desligar o motor efechar rapidamente a válvula de descarga. Este procedimento visa evitar fluxo emsentido contrário e atenuar possíveis problemas de golpe de aríete.
3º passo: Parar o acionador.
4º passo: Fechar o sistema de suprimento de água de refrigeração.
5º passo: Fechar o sistema de líquido de selagem.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 132/144
132
6º passo: Fechar válvula de sucção.
7º passo: Parar a bomba de óleo.
8º passo: Abrir a válvula de aquecimento se houver necessidade de manter a bombaaquecida.
28.7 Problemas com Bombas Centrífugas
A seguir são apresentados, a título de “check-list”, uma correlação de sintomas versuspossíveis causas de problemas em bombas centrífugas. Deve ser usado como um guia
na busca da solução do problema.
28.7.1 A Bomba não Bombeia:
1. Não foi escorvada.
2. Velocidade insuficiente. Se acionada por motor elétrico, verifique avoltagem e a corrente em cada fase.
3. A altura de descarga requerida pelo sistema é maior do que aquela para aqual a bomba foi projetada.
4. O NPSH disponível é insuficiente.
5. Filtro de sucção sujo.
6. O sentido de rotação está invertido.
7. Folga insuficiente entre a pressão de vapor do fluido e a pressão de sucção.
8. Entrada de ar na linha de sucção.
9. Bolsões de vapor ou ar na linha de sucção.
10. Entrada de ar através do selo mecânico, juntas da bucha, junta da carcaça oubujões.
11. Entrada da tubulação de sucção insuficientemente submergida.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 133/144
133
12. Operação de bombas em paralelo inadequadas para esta aplicação.
13. Materiais estranhos no rotor.
28.7.2 Capacidade Insuficiente:
1. Entrada de ar pela tubulação de sucção.
2. Velocidade insuficiente. Se acionada por motor elétrico, verifique a voltagem ea corrente em cada fase.
3. A altura de descarga requerida pelo sistema é maior do que aquela para a qual abomba foi projetada.
4. Rotor parcialmente obstruído.
5. O NPSH disponível é insuficiente, ocorrendo cavitação.
6. Defeitos mecânicos, rotor avariado, folga do rotor, etc.
7. Válvula de pé muito pequena ou obstruída.
8. Válvula de pé pouco submergida.
9. Sentido de rotação invertido.
10. Formação de Vortex.
11. Bomba ou tubulação não completamente cheia de líquido.
12. Filtro de sucção sujo.
13. Folga insuficiente entre a pressão de vapor do fluido e a pressão de sucção.
14. Quantidade de ar ou gás dissolvido no liquido muito elevada.
15. Bolsões de vapor ou ar na linha de sucção.
16. Entrada de ar através do selo mecânico, juntas da bucha, junta da carcaça oubujões.
17. Entrada da tubulação de sucção insuficientemente submergida.
18. Desgaste excessivo do anel de desgaste.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 134/144
134
19. Viscosidade do fluido diferente ao projeto.
28.7.3 Pressão Insuficiente:
1. Vazamento na linha de sucção.
2. Ar ou vapor na linha.
3. Defeitos mecânicos.
4. Rotação invertida.
5. Quantidade de ar ou gás dissolvido no liquido muito elevada.
6. Velocidade muito baixa.
7. A altura de descarga requerida pelo sistema é maior do que aquela para a qual abomba foi projetada.
8. Viscosidade do fluido diferente ao projeto.
28.7.4 A Bomba Perde o Escorvamento Depois da Partida:
1. Vazamento na linha de sucção.
2. Aspiração alta demais.
3. Ar ou vapor no liquido.
4. Entrada de ar pela caixa de gaxetas, flanges de sucção, flanges do corpo dabomba, etc.
5. Operação muito à direita da curva.
6. Folga insuficiente entre a pressão de vapor do fluido e a pressão de sucção.
7. Bolsões de vapor ou ar na linha de sucção.
8. Entrada de ar através do selo mecânico, juntas da bucha, junta da carcaça oubujões.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 135/144
135
28.7.5 A Bomba Sobrecarrega o Motor:
1. Rotação elevada.
2. Altura manométrica total muito baixa bombeando liquido em excesso.
3. Viscosidade ou densidade acima do valor de projeto da bomba.
4. Diâmetro do rotor maior que o necessário.
5. Sentido de rotação invertido.
6. Rotor parcial ou totalmente obstruído.
7. Desalinhamento.
8. Atritos internos entre as partes fixas e moveis.
9. Rolamentos gastos.
10. Anéis de desgastes deteriorados.
11. Anéis de gaxetas mal instalados.
28.7.6 A Bomba Vibra:
1. Bomba cavitando.
2. Operando com vazão muito baixa.
3. Desalinhamento provocado pela dilatação das tubulações.
4. Bomba desalinhada.
5. Fundações deficientes.
6. Eixo empenado.
7. Rolamentos gastos.
8. Atritos internos.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 136/144
136
9. Rotor desbalanceado, corroído ou desgastado.
10. Carga axial exagerada devido a falhas mecânicas internas.
11. Graxa excessiva nos rolamentos.
12. Falta de lubrificação nos rolamentos.
13. Rolamentos montados erradamente ou tipo de rolamento errado.
14. Poeira ou sujeira nos rolamentos.
28.7.7 Engaxetamento com Vida Curta ou VazandoExcessivamente:
1. Sistema de selagem entupido.
2. Castanha bipartida montada em posição incorreta dentro da caixa de gaxetas,evitando o escoamento do liquido de selagem.
3. Falta de refrigeração.
4. Desalinhamento.
5. Eixo empenado.
6. Rolamentos gastos.
7. Eixo ou bucha do eixo em mal estado.
8. Montagem errada.
9. Acessórios inadequados para o serviço.
10. Rotor desbalanceado.
11. Falta de liquido de selagem.
12. Folga diametral excessiva entre o fundo da caixa de gaxetas e o eixo, fazendocom que o engaxetamento seja forçado para dentro da bomba.
13. Liquido de selagem sujo ou com abrasivos, provocando a erosão do eixo ou daluva do eixo.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 137/144
137
28.7.8 Selo Mecânico com Vida Curta ou Com VazamentosConstantes:
a. Eixo empenado
b. Bucha do eixo desgastada, corroída ou girando fora do centro.c. Montagem errada.
d. Tipo do selo não apropriado para as condições de operação.
e. Desalinhamento ou rolamentos gastos.
f. Desbalanceamento com vibração.
g. Abrasivos sólidos no liquido bombeado.
h. Desalinhamento interno das peças, evitando que a sede estacionária e o anelrotativo do selo se adaptem corretamente.
i. Falta de fluido de selagem, selo trabalhou seco.
j. Rolamentos gastos.
k. Desalinhamento por tensões da tubulação.
14. ROLAMENTOS COM VIDA CURTA:
a. Desalinhamento interno, devido à dilatação da tubulação ou fundações
incorretas.
b. Desalinhamento da luva.
c. Eixo empenado ou avariado.
d. Caixas de rolamento avariadas.e. Carga axial exagerada devido a falhas mecânicas internas
f. Excessiva quantidade de graxa nos rolamentos.
g. Falta de lubrificação nos rolamentos do motor.
h. Tipo incorreto de graxa.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 138/144
138
i. Tipo incorreto de óleo de lubrificação.
j. Montagem correta de rolamentos ou rolamentos inapropriados.
k. Poeira entrando na caixa de rolamentos
l. Corrosão do rolamento por entrada de água em torno do defletor.
m. Nível incorreto de óleo.
n. Operação com rotor de diâmetro maior, velocidade maior, ou liquido com
densidade maior.
o. Rotor aberto com excesso de desgaste.
p. Rotor ou eixo desbalanceado.
15. BOMBA SUPERAQUECENDO OU GRIMPANDO:
a. Bomba não escorvada ou trabalhando seca.
b. Bolsões de ar ou vapor dentro da bomba.
c. Operação com vazão muito reduzida.
d. Operação de bombas em paralelo.
e. Desalinhamento interno devido à dilatação da tubulação, fundação incorreta
ou problemas mecânicos internos.
f. Atritos internos
g. Rolamentos gastos.
h. Falta de lubrificação
29. Bombas Alternativas
29.1 Curvas Características Das Bombas Alternativas

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 139/144
139
As bombas alternativas fornecem vazão praticamente constante para qualquer
pressão de descarga, conforme mostra a Figura 26.1. Esta característica é oposta à das
bombas centrífugas, de modo que se plotarmos esta curva de pressão diferencial versus
vazão da bomba alternativa no mesmo gráfico de “Head” versus vazão de uma bomba
centrífuga, veremos que a curva da bomba alternativa é praticamente vertical (vazão
constante), enquanto que a curva da bomba centrífuga é mais aproximadamente horizontal.
Figura 29.1. Curvas características de uma bomba alternativa.
29.2 Operação de Bombas Alternativas
29.2.1 Partida de Bombas Alternativas
Os passos necessários para a partida de uma bomba alternativa também dependem do
tipo de bomba e do serviço para o qual ela é instalada, devendo ser cuidadosamenteobservado o manual de instalação, operação e manutenção fornecido pelo fabricante.
1º passo: Inspeção preliminar da bomba, do acionador, das linhas, do local e dosdispositivos auxiliares, observando principalmente:
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 140/144
140
• Limpeza
• Condições de segurança
• Sentido de rotação do acionador
• Nível de óleo e sistema de lubrificação
• Sistemas auxiliares
• Linha de sucção e descarga
• Alinhamento
• Disponibilidade de água de refrigeração.
2º passo: Abrir válvulas de sucção e de descarga.
3º passo: Fechar os drenos do cilindro.
4º passo: Escorvar a bomba, se a escorva não se processar naturalmente.
5º passo: Pôr em ação o sistema de refrigeração e o sistema de lubrificação, seexistentes.
6º passo: Dar partida no motor.
7º passo: Verificar adequação do vazamento através do sistema de selagem.8º passo: Observar a operação do conjunto motor/bomba: se algum ruído, vibração,aquecimento ou qualquer comportamento anormal acontecer, parar a bombaimediatamente, examinar a causa, e suprimi-la antes de nova tentativa de partida.
29.2.2 Parada de Bombas Alternativas
1. Desativar o fornecimento de energia do acionador.
2. Fechar válvulas de sucção e de descarga.
29.2.3 Problemas com Bombas Alternativas

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 141/144
141
A seguir é apresentada, a título de “check-list”, uma correlação de sintomas versuspossíveis causas de problemas em bombas centrífugas. Deve ser usado como um guiana busca da solução do problema.
1. A Bomba não Parte:
a. Falta de energia
b. Baixa tensão na linha
c. Defeito nos contatos da chave
d. Fusíveis queimados
e. Condutor sub-dimensionado.
2. Vazão Nula:
a. A bomba não está escorvada.
b. Altura de sucção elevada.
c. Entrada de ar pela linha de sucção ou gaxetas.
d. Liquido vaporizando na linha de sucção.
e. Filtro obstruído.
f. Válvula de pé obstruída.
g. Linha de sucção não está suficientemente mergulhada no liquido.
h. Válvulas montadas incorretamente.
i. Regulador de vazão na posição zero.
3. Vazão Insuficiente:
a. Altura de sucção bastante elevada.
b. Entrada de ar pela linha de sucção ou gaxetas.
c. Liquido vaporizando na linha de sucção.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 142/144
142
d. Filtro ou válvula de pé parcialmente obstruído.
e. Linha de sucção sub-dimensionada.
f. Linha de sucção não está suficientemente mergulhada no liquido.
g. Muito ar ou gás dissolvido no liquido.
h. Válvulas gastas.
i. Velocidade muito baixa.
j. Vazamento excessivo pela gaxeta.
k. Regulador de vazão desajustado.
l. Um ou mais cilindors não escorvados.
4. Perda de Sucção Após Partida:
a. Escorva insuficiente.
b. Entrada de ar pela linha de sucção ou gaxetas.
c. Liquido vaporizando na linha de sucção.
d. Altura de sucção bastante elevada.
e. Linha de sucção não está suficientemente mergulhada no liquido.
5. Baixa Pressão de Descarga:
a. Anéis de segmento gastos.
b. Camisa do cilindro gasta.
c. Válvulas gastas ou quebradas.
d. Válvula de alivio da descarga desajustada.
6. Ruído:
a. Ar ou gás no líquido bombeado.

5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 143/144
143
b. Velocidade excessiva.
c. Pistão folgado na haste.
d. Válvulas quebradas.
e. Anéis de segmento quebrados.
f. Cruzeta folgada ou gasta.
g. Pino da cruzeta folgado ou gasto.
h. Mancais folgados ou gastos.
i. Engrenagens com folgas excessivas.
j. Correias folgadas ou desalinhadas.
k. Um ou mais cilindros operando inadequadamente.
7. Vibração Excessiva:
a. Todos os itens de RUIDO.
b. Fundação não rígida.
c. Desalinhamento.
d. Tubulação mal suportada.
8. Velocidade Excessiva:
a. Perda de sucção.
b. Anéis de segmento gastos.
9. Sobreaquecimento do Sistema de Redução:
a. Sobrevelocidade.
b. Nível de óleo baixo.
c. Mancais apertados.
d. Correias super apertadas.
5/14/2018 Apostila_2008c - slidepdf.com
http://slidepdf.com/reader/full/apostila2008c 144/144
e. Acionador desalinhado.
10. Consumo Excessivo de Gaxetas:
a. Gaxetas mal especificadas
b. Sujeiras ou abrasivos no liquido
c. Refrigeração deficiente
d. Haste do pistão arranhada ou gasta
e. Haste do pistão empenada ou desalinhada
11. Curso Reduzido (Bombas de Ação Direta):
a. Válvulas amortecedoras desreguladas.
b. Vazamento pela válvula de distribuição.
c. Gaxetas super apertadas.
d. Válvula de distribuição desregulada.
12. Pistão Batendo no Tampão (Bombas de Ação Direta):
a. Válvulas amortecedoras desreguladas
b. Pistão folgado na haste
c. Drenos de vapor abertos
d. Anéis de segmento gastos
e. Vazamento pelas válvulas.