12 Abstract: This paper introduces nature and characteristics of the API X80 high frequency electric resistance welded (HFW) pipe. Thick-walled high strength line pipes are to be increasingly used for high pressure pipeline opera- tion to improve the transportation efficiency for natural gas and oil. To improve the material properties of hot coil for X80, the effects of microstructure, chemical composition on strength and toughness were investi- gated. Based on this study, JFE Steel has developed low carbon bainitic ferrite steel with fine precipitates and no coarse pearlite and martensite by applying JFE Steel’s thermomechanical controlled process (TMCP) technolo- gies. Good balance of material properties of base mate- rial and seam weld suitable for low temperature use was obtained. 1. Introduction Thick-walled high strength steel line pipes have been applied in response to the increasing need for high pres- sure operation in recent years in order to achieve higher efficiency in energy transportation by pipelines. How- ever, because toughness deteriorates due to the increased content of alloying elements, particularly in high strength grade steels such as API X80 (API: The Ameri- can Petroleum Institute), it is difficult to secure the toughness of the base material and the weld simultane- ously when low temperature toughness at −20°C and lower is required. For this reason, it is difficult to apply this material to natural gas transportation pipes and cold climates. To overcome this problem, UOE steel pipes using steel plates as the starting material have been developed, for example, bainitic steel produced by accelerated cool- ing technology using low carbon equivalent steel 1–4). In developing high toughness line pipe products cov- ering comparatively small-diameter sizes with outer diameters of 26” (660 mm) and less, JFE Steel con- ducted a review of the steel composition and study of the hot rolling manufacturing conditions from the view- point of reducing factors in the microstructure of the steel coils used as the starting material which deteriorate toughness, with the aim of applying the high frequency electric resistance welded (HFW) pipe process using hot coils as the starting material. This paper introduces X80 grade HFW pipe with excellent low temperature tough- ness, which was commercialized by microstructure improvement by the reduction effect of C contents, active use of precipitation strengthening by micro-alloy elements, and application of microstructure control by hot rolling. 2. Concept of Material Design 2.1 Target Properties of Pipe The development targets for the new X80 grade HFW pipe were as follows: (1) Base material: 85% SATT −20°C in DWTT (SATT: Shear area transition temperature, DWTT: Drop weight tear test), Charpy transition temperature vTrs −60°C, (2) Weld Charpy transition temperature vTrs −46°C, and (3) Suitability for girth welding and no fracture of the heat affected zone (HAZ). JFE TECHNICAL REPORT No. 18 (Mar. 2013) API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness † NAKATA Hiroshi *1 KAMI Chikara *2 MATSUO Nobuyuki *3 † Originally published in JFE GIHO No. 29 (Feb. 2012), p. 11–16 *2 Senior Researcher General Manager, Sheet Products Res. Dept., Steel Res. Lab., JFE Steel *1 Senior Researcher Deputy Manager, Sheet Products Res. Dept., Steel Res. Lab., JFE Steel *3 Staff Manager, London Office, JFE Steel (Former Products Service & Development Dept., Chita Works)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

12
Abstract:This paper introduces nature and characteristics of
the API X80 high frequency electric resistance welded (HFW) pipe. Thick-walled high strength line pipes are to be increasingly used for high pressure pipeline opera-tion to improve the transportation efficiency for natural gas and oil. To improve the material properties of hot coil for X80, the effects of microstructure, chemical composition on strength and toughness were investi-gated. Based on this study, JFE Steel has developed low carbon bainitic ferrite steel with fine precipitates and no coarse pearlite and martensite by applying JFE Steel’s thermomechanical controlled process (TMCP) technolo-gies. Good balance of material properties of base mate-rial and seam weld suitable for low temperature use was obtained.
1. Introduction
Thick-walled high strength steel line pipes have been applied in response to the increasing need for high pres-sure operation in recent years in order to achieve higher efficiency in energy transportation by pipelines. How-ever, because toughness deteriorates due to the increased content of alloying elements, particularly in high strength grade steels such as API X80 (API: The Ameri-can Petroleum Institute), it is difficult to secure the toughness of the base material and the weld simultane-ously when low temperature toughness at −20°C and lower is required. For this reason, it is difficult to apply this material to natural gas transportation pipes and cold climates.
To overcome this problem, UOE steel pipes using
steel plates as the starting material have been developed, for example, bainitic steel produced by accelerated cool-ing technology using low carbon equivalent steel1–4).
In developing high toughness line pipe products cov-ering comparatively small-diameter sizes with outer diameters of 26” (660 mm) and less, JFE Steel con-ducted a review of the steel composition and study of the hot rolling manufacturing conditions from the view-point of reducing factors in the microstructure of the steel coils used as the starting material which deteriorate toughness, with the aim of applying the high frequency electric resistance welded (HFW) pipe process using hot coils as the starting material. This paper introduces X80 grade HFW pipe with excellent low temperature tough-ness, which was commercialized by microstructure improvement by the reduction effect of C contents, active use of precipitation strengthening by micro-alloy elements, and application of microstructure control by hot rolling.
2. ConceptofMaterialDesign
2.1 TargetPropertiesofPipe
The development targets for the new X80 grade HFW pipe were as follows: (1) Base material: 85% SATT −20°C in DWTT (SATT: Shear area transition temperature, DWTT: Drop weight tear test), Charpy transition temperature vTrs −60°C, (2) Weld Charpy transition temperature vTrs −46°C, and (3) Suitability for girth welding and no fracture of the heat affected zone (HAZ).
JFETECHNICALREPORTNo.18(Mar.2013)
API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness†
NAKATA Hiroshi*1 KAMI Chikara*2 MATSUO Nobuyuki*3
† Originally published in JFE GIHO No. 29 (Feb. 2012), p. 11–16 *2 Senior Researcher General Manager, Sheet Products Res. Dept., Steel Res. Lab., JFE Steel
*1 Senior Researcher Deputy Manager, Sheet Products Res. Dept., Steel Res. Lab., JFE Steel
*3 Staff Manager, London Office, JFE Steel (Former Products Service & Development Dept., Chita Works)

API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness
JFETECHNICALREPORTNo.18(Mar.2013) 13
2.2 MaterialDesignforHighToughness
In improving the low temperature toughness of steel pipes, it is necessary to enhance the performance of the steel coils used as starting materials. In particular, since seam welding of HFW pipes is accomplished by genera-tion of resistance heat by a high frequency electrical current without using a welding wire, the weld is formed with the same composition as the base material. This means that the properties of the base material and weld of the pipe must be satisfied simultaneously by the com-position design of the hot coil used as the starting mate-rial. Therefore, in material design, first, the effects of the chemical composition and microstructure on the tough-ness of the starting steel coils were evaluated.
In general, toughness tends to be deteriorated by increased contents of alloying elements. In particular, however, toughness decreases due to hardening of the weld when the carbon equivalent is high. Although the toughness of the base material is largely affected by the microstructure of the steel coil, coarse carbides precipi-tate easily at higher C contents. Photo1 shows an exam-ple of the influence of the microstructure of X70 grade HFW line pipe on toughness (85% SATT) in the DWTT. Because toughness is deteriorated by the formation of hard secondary phases such as coarse pearlite, martens-ite, etc., and these secondary phases have a negative effect on toughness by promoting propagation of cracks, it is particularly necessary to reduce these phases in both the base material and the weld. As mentioned above,
HFW pipes are manufactured using hot coils as the start-ing material. In the manufacture of hot coils, the cooling stop temperature in the coiling process (Fig.1) is fre-quently more than 500°C. Here, micro-alloy elements such as Nb, V, and Ti are added to secure precipitation strengthening by formation of carbonitrides in the steel. Active use of the precipitates of these micro-alloy ele-ments is effective for improving the strength of steels with low carbon equivalents. JFE Steel studied the chemical composition and manufacturing conditions for strengthening by this approach, and adopted a design that secures strength mainly by controlling the coiling temperature in the hot rolling process to the temperature region where precipitation strengthening by microalloy elements can be utilized. However, simultaneously with this, precipitation of a coarse hard secondary phase, i.e., pearlite, and coarsening of ferrite tend to occur easily, and these phenomena deteriorate toughness. Therefore, the following design concepts were introduced.(1) In order to suppress the formation of coarse hard
phases, namely, pearlite and martensite, the C content is reduced to an appropriate level at which the strength of the X80 grade can be secured.
(2) Formation of coarse ferrite and pearlite during cool-ing is avoided by applying controlled cooling after finish rolling.In other words, a single phase microstructure with no
coarse hard phases is obtained by using steel with a reduced C content, with the aim of obtaining low carbon bainitic ferrite single phase steel coils in the hot coil manufacturing process. Reduction of the carbon equiva-lent is also necessary in order to obtain satisfactory weld toughness. Conversely, however, strength is reduced due to the decrease in hardenability when the carbon equiv-alent is reduced. Therefore, the aim was to satisfy both strength and toughness by optimizing the amount of added alloying elements that retard the ferrite transfor-mation, such as Mn, Mo, and Ni, which are hardenabil-ity improving elements other than carbon, delaying and substantially preventing the pearlite transformation in the hot rolling process, and controlling cooling on the run-out table after finish rolling.
3. StudyofSteelComposition
3.1 ExperimentalMethod
Because the existence of hard secondary phases is considered to be a cause of reduced toughness in the base material and weld, a laboratory study was carried out by changing the C content while maintaining the strength of X80. The chemical compositions of the steels used in study of the effect of C content are shown in Table1. Although the strength required in X80 can be obtained with carbon steel having a C content of 0.06%
20 μm
Drop weight tear test 85% Shear area transition temperature
−40°C−20°C
20 μm
Photo 1 Influence of microstructure on toughness (API X70 electric resistance welded linepipe)
Slab reheat Rough rolling
Finish rolling
Cooling
Coil
Fig. 1 Hot rolling process

14 JFETECHNICALREPORTNo.18(Mar.2013)
API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness
(Steel A), use in thin-walled materials and conventional, comparatively moderate environments is assumed. Steel B is a steel in which the C content was reduced to 0.04% based on the thinking described in this paper, and was designed considering applications that require low tem-perature toughness at −20°C and under. The continuous cooling transformation (CCT) diagram of this steel B was measured using the heat cycle shown in Fig.2(a). Transformation was detected by the volume expansion associated with the austenite-ferrite transformation dur-ing cooling after hot working, and the cooling condi-tions for obtaining a fine single phase microstructure of bainitic ferrite were clarified by observation of the microstructure.
The effect of reduction of C contents was also evalu-ated by performing laboratory-scale hot rolling of Steels A and B, including the coiling process. The heat cycle in this experimental processing is shown in Fig. 2(b). The microstructures were observed after simulating the coil-ing process following hot rolling and cooling, and hold-ing at 600°C.
3.2 ExperimentalResults
First, the measured results of the transformation behavior of Steel B by the CCT diagram are shown in Fig.3. As can be seen in the microstructure obtained at the cooling rate of 10°C/s, bainitic ferrite formed when a high cooling rate was used, and the aimed single phase microstructure was obtained. The transformation start temperature in this case is around 600°C, and the critical cooling rate which was the lower limit for obtaining a single phase microstructure was approximately 10°C/s. The pearlite transformation starts at 600°C or higher incase cooling rate was lower than the critical cooling
rate. As an example of microstructures that was trans-formed at a comparatively high temperature, namely, polygonal ferrite and pearlite, Fig. 3 also shows the microstructure that formed at the cooling rate of 5°C/s. It is necessary to avoid the formation of this microstruc-ture, as it is a coarse microstructure in comparison with bainitic ferrite and is a factor in reduced toughness. The critical cooling rate for formation of bainitic ferrite in Steel B is on a level at which control is sufficiently pos-sible when manufacturing X80 grade hot coils. This experiment showed the possibility of obtaining the bainitic ferrite single phase microstructure by control-ling the steel composition and cooling rate.
Next, hot rolling of Steel A and Steel B was per-formed in order to verify phase formation. The results are shown in Photo2. After coiling at 600°C, pearlite and martensite had formed in Steel A which contains 0.06% C. In contrast, with Steel B, which has a reduced
Table 1 Chemical composition of the steel used
(mass%)
Steel C Si Mn P S Nb Others Pcm
A 0.06 0.25 1.62 0.01 0.003 0.05 V, Ti, Mo 0.16
B 0.03 0.23 1.62 0.01 0.002 0.05 V, Ti, Mo, Cu, Ni 0.15
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
Reheating: 1 200°C
Working:800°C, 50%
Cooling: 0.5–50°C/s
Finish rolling:65%Coiling:500–650°C×3.6 ksCooling:
12°C/s
(b) Coiling simulation
Reheating: 1 200°C
(a) Continuous cooling transformation (CCT) diagram
Fig. 2 Heat cycle 300
400
500
600
700
800
900
Tem
pera
ture
(°C
)
50 10 5 2 0.515Cooling rate °C/s
Start
Finish
Pearlite
25
Cooling rate: 5°C/s Cooling rate: 10°C/s
Bainitic Ferrite
PolygonalFerrite
1 10 100 1 000Time (s)
Fig. 3 Continuous cooling transformation diagram of steel B
Pearlite
Martensite
Steel A Steel B
Photo 2 Effect of carbon on the microstructure
JFETECHNICALREPORTNo.18(Mar.2013) 15
API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness
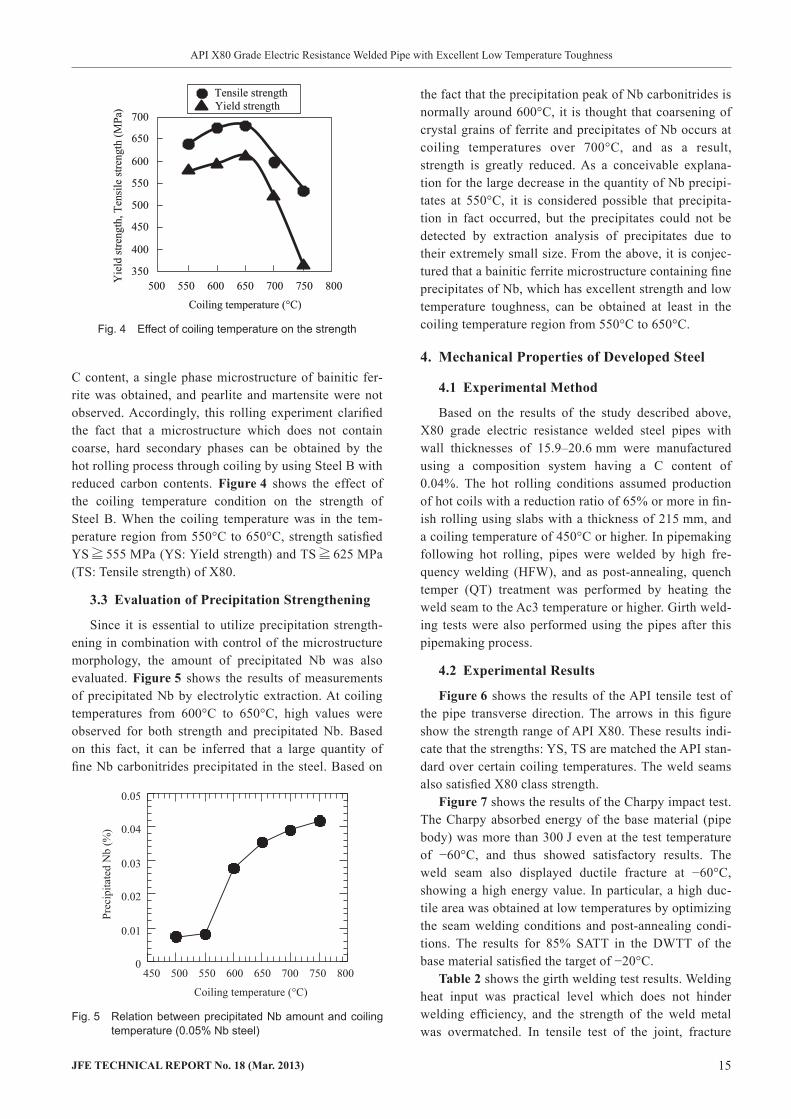
C content, a single phase microstructure of bainitic fer-rite was obtained, and pearlite and martensite were not observed. Accordingly, this rolling experiment clarified the fact that a microstructure which does not contain coarse, hard secondary phases can be obtained by the hot rolling process through coiling by using Steel B with reduced carbon contents. Figure4 shows the effect of the coiling temperature condition on the strength of Steel B. When the coiling temperature was in the tem-perature region from 550°C to 650°C, strength satisfied YS 555 MPa (YS: Yield strength) and TS 625 MPa (TS: Tensile strength) of X80.
3.3 EvaluationofPrecipitationStrengthening
Since it is essential to utilize precipitation strength-ening in combination with control of the microstructure morphology, the amount of precipitated Nb was also evaluated. Figure5 shows the results of measurements of precipitated Nb by electrolytic extraction. At coiling temperatures from 600°C to 650°C, high values were observed for both strength and precipitated Nb. Based on this fact, it can be inferred that a large quantity of fine Nb carbonitrides precipitated in the steel. Based on
the fact that the precipitation peak of Nb carbonitrides is normally around 600°C, it is thought that coarsening of crystal grains of ferrite and precipitates of Nb occurs at coiling temperatures over 700°C, and as a result, strength is greatly reduced. As a conceivable explana-tion for the large decrease in the quantity of Nb precipi-tates at 550°C, it is considered possible that precipita-tion in fact occurred, but the precipitates could not be detected by extraction analysis of precipitates due to their extremely small size. From the above, it is conjec-tured that a bainitic ferrite microstructure containing fine precipitates of Nb, which has excellent strength and low temperature toughness, can be obtained at least in the coiling temperature region from 550°C to 650°C.
4. MechanicalPropertiesofDevelopedSteel
4.1 ExperimentalMethod
Based on the results of the study described above, X80 grade electric resistance welded steel pipes with wall thicknesses of 15.9–20.6 mm were manufactured using a composition system having a C content of 0.04%. The hot rolling conditions assumed production of hot coils with a reduction ratio of 65% or more in fin-ish rolling using slabs with a thickness of 215 mm, and a coiling temperature of 450°C or higher. In pipemaking following hot rolling, pipes were welded by high fre-quency welding (HFW), and as post-annealing, quench temper (QT) treatment was performed by heating the weld seam to the Ac3 temperature or higher. Girth weld-ing tests were also performed using the pipes after this pipemaking process.
4.2 ExperimentalResults
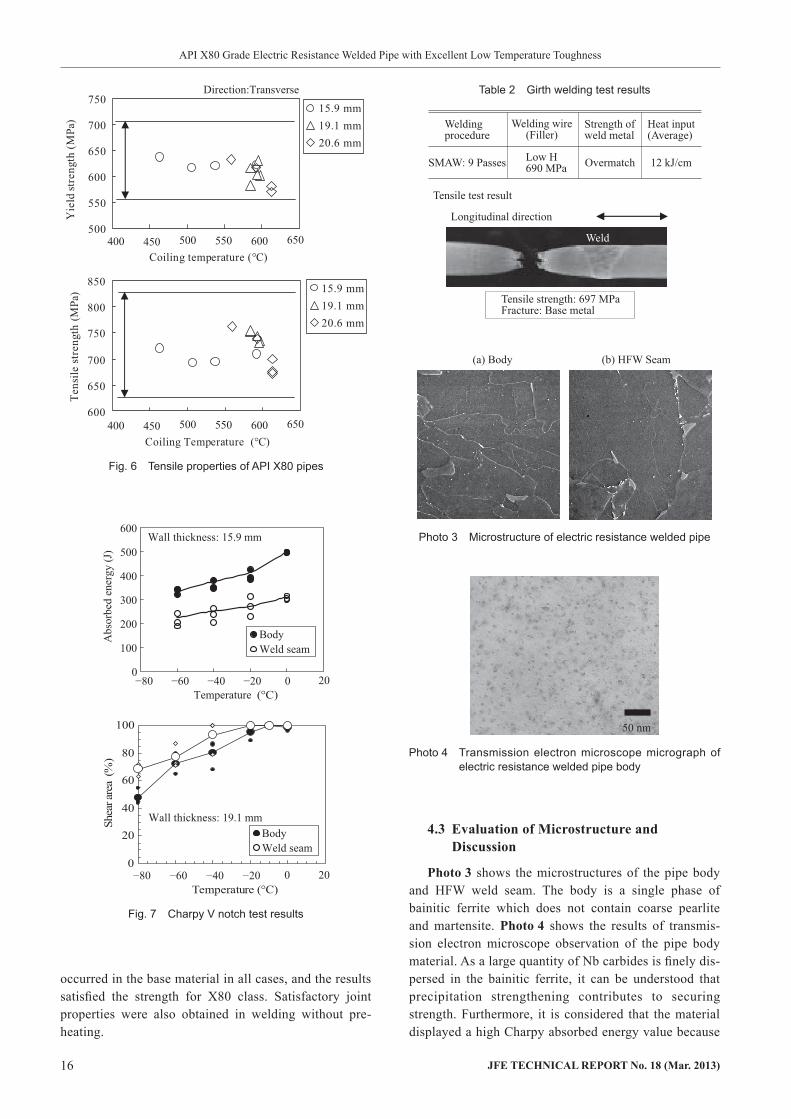
Figure6 shows the results of the API tensile test of the pipe transverse direction. The arrows in this figure show the strength range of API X80. These results indi-cate that the strengths: YS, TS are matched the API stan-dard over certain coiling temperatures. The weld seams also satisfied X80 class strength.
Figure7 shows the results of the Charpy impact test. The Charpy absorbed energy of the base material (pipe body) was more than 300 J even at the test temperature of −60°C, and thus showed satisfactory results. The weld seam also displayed ductile fracture at −60°C, showing a high energy value. In particular, a high duc-tile area was obtained at low temperatures by optimizing the seam welding conditions and post-annealing condi-tions. The results for 85% SATT in the DWTT of the base material satisfied the target of −20°C.
Table2 shows the girth welding test results. Welding heat input was practical level which does not hinder welding efficiency, and the strength of the weld metal was overmatched. In tensile test of the joint, fracture
350
400
450
500
550
600
650
700
Tensile strengthYield strength
Yie
ld st
reng
th, T
ensi
le st
reng
th (M
Pa)
Coiling temperature (°C)
500 550 600 650 700 750 800350
400
450
500
550
600
650
700
Tensile strengthYield strength
Yie
ld st
reng
th, T
ensi
le st
reng
th (M
Pa)
Coiling temperature (°C)
500 550 600 650 700 750 800
Fig. 4 Effect of coiling temperature on the strength
Prec
ipita
ted
Nb
(%)
Coiling temperature (°C)
0
0.01
0.02
0.03
0.04
0.05
500 550 600 650 700 750 800450
Fig. 5 Relation between precipitated Nb amount and coiling temperature (0.05% Nb steel)
16 JFETECHNICALREPORTNo.18(Mar.2013)
API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness
occurred in the base material in all cases, and the results satisfied the strength for X80 class. Satisfactory joint properties were also obtained in welding without pre-heating.
4.3 EvaluationofMicrostructureandDiscussion
Photo3 shows the microstructures of the pipe body and HFW weld seam. The body is a single phase of bainitic ferrite which does not contain coarse pearlite and martensite. Photo4 shows the results of transmis-sion electron microscope observation of the pipe body material. As a large quantity of Nb carbides is finely dis-persed in the bainitic ferrite, it can be understood that precipitation strengthening contributes to securing strength. Furthermore, it is considered that the material displayed a high Charpy absorbed energy value because
0
100
200
300
400
500
600
Temperature (°C)
Abs
orbe
d en
ergy
(J)
BodyWeld seam
0
20
40
60
80
100
Temperature (°C)
Shea
r are
a (%
)
Wall thickness: 15.9 mm
Wall thickness: 19.1 mmBodyWeld seam
−80 −60 −40 −20 0 20
−80 −60 −40 −20 0 20
Fig. 7 Charpy V notch test results
Tensile strength: 697 MPaFracture: Base metal
Weld
Longitudinal direction
Tensile test result
Weldingprocedure
SMAW: 9 PassesLow H690 MPa
Overmatch 12 kJ/cm
Welding wire(Filler)
Heat input(Average)
Strength ofweld metal
Table 2 Girth welding test results
Photo 3 Microstructure of electric resistance welded pipe
50 nm
Photo 4 Transmission electron microscope micrograph of electric resistance welded pipe body
500
550
600
650
700
750
Coiling temperature (°C)
Yie
ld st
reng
th (M
Pa)
Direction:Transverse
600
650
700
750
800
850
Coiling Temperature (°C)
Tens
ile st
reng
th (M
Pa) 15.9 mm
19.1 mm20.6 mm
500 550 600 650400 450
500 550 600 650400 450
15.9 mm19.1 mm20.6 mm
Fig. 6 Tensile properties of API X80 pipes

JFETECHNICALREPORTNo.18(Mar.2013) 17
API X80 Grade Electric Resistance Welded Pipe with Excellent Low Temperature Toughness
this is a homogeneous microstructure which is free of coarse pearlite and martensite.
Although a slight amount of a comparatively small secondary phase exists in the weld seam microstructure in Photo 3, the microstructure of the weld seam was sub-stantially a single phase of bainitic ferrite. Based on the fact that this is a composition system in which C con-tents were reduced as far as possible, it is thought that this single phase composition was obtained because car-bides were not dissolved as a result of the welding heat input, and coarse secondary phases such as pearlite were not precipitated by reprecipitation of solid solution of C. Moreover, low temperature toughness was obtained in the weld while maintaining a high strength level, and the mechanical property targets were amply satisfied, because basically the same bainitic ferrite single phase microstructure was retained after welding, and the mate-rial was free of coarse high temperature transformation phases such as polygonal ferrite, etc.
5. Conclusion
X80 line pipe with excellent low temperature tough-ness was commercialized using a hot coil-electric resis-tance welded pipe process. The hot coil used as the start-ing material was designed with the aim of obtaining a uniform bainitic ferrite single phase structure while pre-venting formation of coarse pearlite and martensite, which deteriorate toughness, and securing weld proper-ties as a low carbon equivalent composition. In particu-lar, studies of the effect of reduction of C contents and the hot rolling conditions were carried out in order to realize these aims. The following results were obtained.(1) The hot rolling cooling conditions for obtaining a
single phase microstructure in steel with the C con-
tent reduced to 0.04% were studied. As a result, it was found that a bainitic ferrite single phase micro-structure with finely dispersed Nb precipitates can be obtained by performing cooling at or above the criti-cal cooling rate and control of the coiling tempera-ture.
(2) Electric resistance welded pipes with X80 grade strength and satisfactory base material toughness could be obtained by application of low C steel and controlled cooling in hot rolling.
(3) Satisfactory results were obtained for weld seam toughness, while also securing the strength of the seam joint, by optimizing the seam welding condi-tions and post-annealing conditions. The Charpy toughness of the seam displayed good values at -50°C and lower.
(4) Girth welding was possible without preheating, and satisfactory joint strength was also obtained, as frac-tures of the welded joints occurred in the pipe body (base material) in all cases.Utilizing these excellent low temperature toughness
properties, expanded application of X80 pipes is expected in diverse areas, including pipe line transporta-tion of natural gas and oil field pipes such as conductors and risers.
References
1) Kawabata, F.; Amano, K.; Tanigawa, O.; Hatomura, T.; Sujita, Y. Proc of 11th Int. Conf. on Offshore Mechanics and Arctic Engi-neering. 1992, vol.V-B, p. 597–603.
2) Sugie, E.; Shiga, C.; Nakano, Y.; Amano, K.; Yoshimura, S.; Uesugi, T.; Kitagawa, M. 3rd Int. Conf. on Steel Rolling. ISIJ. 1985-09.
3) Okatsu, Mitsuhiro et al. CAMP-ISIJ. 1997, vol. 10, no. 6, p. 1431. 4) Okatsu, M.; Kawabata, F.; Amano, K. Proc. of the 16th Int. Conf.
on OMAE. 1997, vol. 3, p. 119–124.
Related Documents






![Business...[90 Pipe] - 90 pipe section, with bend inner pipe spring supports and welded outer pipe. [Assembly of outer pipe] - When the inner pipe is welded finished and X-ray checked](https://static.cupdf.com/doc/110x72/5e3dfc284ee69b37c9083315/-90-pipe-90-pipe-section-with-bend-inner-pipe-spring-supports-and-welded.jpg)




