Anthracite Firing – Largest Steam Generators P. Brower/J. Winkin Foster Wheeler Energy International, Inc. Ge Changqin Hebei Electric Power Corporation

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 1/13
Anthracite Firing – Largest SteamGenerators
P. Brower/J. Winkin Foster Wheeler Energy International, Inc.
Ge ChangqinHebei Electric Power Corporation

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 2/13

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 3/13
Anthracite Firing – Largest Steam Generators
P. Brower/J. Winkin, Foster Wheeler Energy International Inc., U.S.A.
Ge Changqin, Hebei Electric Power Corporation
Summary:
The size and scope of the Hanfeng Power Plant is a large undertaking by any definition. It is progressing
very well with good coordination and cooperation of all those involved. Start-up is scheduled for the first unit
in the year 2000 with the second unit following by eight months.
The boiler island scope covers all equipment and structural steel from the bunkers to the stack. This
includes the two (2) world’s largest anthracite fired boilers burning a blend of very low volatile Chinese
anthracite and lean coal (bituminous). The coal blending is designed to maximize the use of the local
anthracite coal. This is done by controlled blending at the entrance to the large FW D12D ball mills.
Scaling up from earlier extensive experience with arch fired boilers is reviewed as well as key features of the
Hanfeng boilers each of which are capable of generating 563 kg/s of steam at 540.8°C and 175 bar
(equivalent to 717 MW of turbine/generator output).
The design of the boiler and related equipment for the Hanfeng project has been the subject of in-depth
reviews by independent engineers representing the banks to assure reliability of the boiler to support the
economic model. It has been shown that FW’s extensive experience burning anthracite coals has justified
the scaling up of the various components to meet the requirements of the specification. This experience is
based on operating similar type anthracite arch fired boilers with fuel blends that are comparable to the coals
to be supplied for the Hanfeng project.
The materials and equipment for the Hanfeng boiler island are being supplied on a multi-national basis in
support of the various requirements of the financing institutions involved. The overall design has been
finalized and the detail design is well underway. Most of the large critical components are already in
manufacturing.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 4/13
Hanfeng Project – Boiler Island:
China, an extensive country with a land area about 2% more than the United States and the world’s largest
population, presently has the world’s largest growth of installed electrical utility power generation ordering
over 22,000 MWe in1996. A significant resource in meeting its related fuel supply needs, both at present and
for future generating units, is China’s very large reserves of anthracite coal. So it is expected that China
would have a need for generating large quantities of power from this abundant resource, eventually using the
largest sized units available. This in fact is what is now happening. The entity that is carrying out this
advancement in power generation is the Hebei Hanfeng Power Generation Co. Ltd. (HPGCL). It is a joint
venture company comprised of Hebei Electric Power Corporation (the operating power company in the
province where it will be located), Hebei Construction and Investment Corporation, North China Power Group
Company and Siemens Power Development Hanfeng GmbH (a subsidiary of Siemens AG).
The project is the Hanfeng Power Plant (HPP) which is being built near Handan City in China’s Hebei
Province, about 400 km southwest of Beijing. The nominal rating for Phase I of the Hanfeng plant is 2 x 660
MW. HPGCL has arranged with Hebei Electric Power Corporation (HEPC) to be the responsible party for
construction of HPP and for the operation and maintenance of the completed plant. HEPC in turn has
evaluated available technologies, following which it selected and contracted with Foster Wheeler Energy
Corporation (FWEC) to supply the anthracite fired boilers under a consortium arrangement for the plant
power block including turbine/generator, I&C and electrical islands by Siemens AG of Germany.
HPP will have two natural circulation balanced draft, arch fired (down-shot) boilers each of which will supply a
maximum of 563 Kg/s (4,468,300 lbs. per hr.) of steam at 540.8°C (1005°F) and 175 bar (2538 psig)
pressure with single reheat at 540.8°C to a steam turbine/generator with a maximum valves wide open
capacity of 717 MW.
The units are designed to operate in base load or load following mode under either hybrid variable pressure
or constant pressure conditions. The system design has been based on relatively fast start-up and load
rejection times utilizing a 40%HP/30%LP turbine by-pass system, fast actuators and 20% boiler electromatic
relief valve capacity.
FWEC’s scope of supply for the boiler island includes all equipment from the coal conveyor discharge at the
bunkers to an interface at the stack breeching. This includes the following major systems and equipment
which are arranged as shown on Fig. 1:
A. Coal Feed and Firing System
1) Coal Bunkers with stainless steel lined hoppers and stainless discharge piping
2) Four (4) Gravimetric Coal Feeders per Pulverizer
3) Six (6) FW D12D Ball Mill Coal Pulverizers
4) Two (2) Centrifugal Primary Air Fans
5) Coal Piping from each Pulverizer to Six (6) Burners
6) FW’s proven Anthracite Double Cyclone Burners – 36 per unit
7) Oil Ignitors/warm-up guns
B. Secondary Air/Flue Gas System
1) Two (2) Axial Forced Draft Fans with variable pitch blades

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 5/13
ENCLOSEDCOAL
BUNKERBAY
STEAMGENERATOR
HANFENG BOILER ISLAND
(24)FEEDERS
(6)D12D
BALL MILLS
BOTTOMASHSCRAPER
(2)CENTRIFUGAL
PA FANS
(2)AXIAL
FD FANS
(2)AXIAL
ID FANS
(2)ELECTROSTATICPRECIPITATORS
FIGURE -1
TRI-SECTORAIR
HEATER
HANFENG10
2) Complete Flue and Duct System with Dampers
3) Windbox with Air Damper Control
4) Two (2) Regenerative Trisector Air Heaters
5) Two (2) four field double chamber Electrostatic Precipitators
6) Two (2) Axial Induced Draft Fans with coated steel blades
C. Steam Generator Units
1) Boiler including Economizer, Refractory lined Lower Furnace Waterwalls, Steam Drum and
Downcomers with Lower Header Pre Start-Up Heating2) Superheater comprised of Roof and heat recovery Area Panels, Rear Pass Primary Coils,
Furnace Partial Division Walls, and Pendant Finishing Superheater Coils
3) Single Reheater located in Inboard Pass of Heat Recovery Area with vertical loop exit
D. Auxiliary Systems
1) Furnace Bottom Ash Submerged Chain Conveyor
2) Piping Systems for Superheater Spray Attemperation, Auxiliary Steam, Service and Cooling
Water, Service and Instrument Air, Steam and Water Sampling, among others
3) Field Instruments, Electrical Cable Tray/Conduit, Lighting, Small Power
E. Steel Work
1) Enclosed Bunker Bay Steel Structure and Platforms
2) Outdoor Boiler Steel Structure with Roof Canopy and Platforms
Supply of the Turbine Island, Generator and Electrical Systems as well as a Plant Distributed control System
(DCS), Dry Ash Conveying, and certain other equipment are by Siemens AG, consortium partner with FWEC.
The DCS is of Siemens Teleperm design and incorporates FW’s burner management and combustion
control requirements.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 6/13
Balance of plant supply is being provided by HEPC through contracting with various local suppliers. HEPC is
also responsible for contracts with local construction companies for the erection and testing of the power
plant.
The boilers are intended to burn large quantities of an abundant local coal (Wannian Anthracite) mined in the
plant’s district. This fuel’s volatile content is so low that it will be supported by blending with another coal
(lean mixed coal from nearby Shanxi Province) with higher volatile content. The range of key coal
parameters are presented in Table 1. These coals are sufficiently low in sulfur such that flue gas
desulphurization equipment is not required.
TABLE 1
HANFENG DESIGN COALS
Proximate Analysis
COAL ANALYSIS ON A AS RECEIVED BASIS
VM Dry
Ash Free VM Ash H2O HHV LHV
% % % % KJ/KG KJ/KG
Lean Coal 21.73 15.27 22.22 7.50 22863 21970
Wannian 5.25 3.90 20.14 5.60 25427 25078
50/50 Blend Average 13.26 9.58 21.18 6.55 24143 23526
80/20 Blend 8.40 6.17 20.56 5.98 24908 24450
Chinese light diesel oil is used for unit start-up and boiler warm-up.
Comparison of Boiler Capacity
The Hanfeng boilers will be the world’s largest anthracite fired boilers when started up. This can be seen by
referring to Fig. 2 which is a plot of the size of Foster Wheeler’s utility anthracite class fired boilers related in
MW output of the turbine versus the year of initial operation. Foster Wheeler is the industry leader in both the
size and number of boilers sold for anthracite class coals in Europe and the USA and now in China. While a
number of designs by domestic Chinese suppliers have been in use for many years, and some designs by
other foreign exporters have been introduced over the last decade in China, FWEC currently has twelve (12)
units in various stages of being built and many others being supplied by its Chinese licensee.
The two Hanfeng boilers which were sold in 1996 are at the top of the chart on Fig. 2 followed by the 3 x 500
MW boilers at Aberthaw B in Wales (United Kingdom). These are followed by a number of boilers in Spain
and in China which are in the 325 to 385 MW range.
The first boiler/turbine generator unit for the Hanfeng project is scheduled to go into operation by the end of
the year 2000. The second unit is scheduled for operation about 8 months later.
Comparison of Boiler Size
It is interesting to note that the physical sizes listed on Table 2 for the anthracite fired Hanfeng boilers shown
on Fig. 3 are about the same physical sizes as the largest boilers in the USA which fire bituminous coal and
which supply the steam requirements for 1300 MW size turbine/generators. They are both the same width.
The Hanfeng boilers have a deeper lower furnace, due to the arch firing of the anthracite coal, and a greater
height.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 7/13
The fact that the furnace on an anthracite
fired boiler has to be so large in
comparison with bituminous firing while
only having about 55% of the capacity is
mainly due to the longer residence time
required for burnout of the slower burning
anthracite fuel. It also relates to the
anthracite for the Hanfeng project having
about two times the amount of ash than
is present in the U.S. bituminous coal
fired in the units from the above
comparison.
Hanfeng Fuel Blending
The Hanfeng boilers will burn a very low volatile local Wannian anthracite which will be blended in with an
equal or smaller amount of bituminous coal (Chinese lean coal) depending upon the load requirements. The
blending system is designed to maximize the use of the local anthracite coal. To do this, an arrangement will
be used to blend the anthracite and bituminous coals at the entrance to the mills as shown on Fig. 4 and Fig.
5. This same arrangement has been used for many years at the Vellia Unit 2 and the Compostilla II Unit No.
1 in Spain. The key feature of this coal blending system is to measure and control the desired mixture in the
blend by use of gravimetric feeders so that the proper proportions of each of the coals being blended is
obtained. Accordingly, it is then possible to control the burning of greater amounts of the low volatile
anthracite coal as the load on the boiler increases. This is because the furnace is hotter at higher loads, thus
TABLE 2
HANFENG BOILER SIZE
FURNACE:
Width – 34.48m
Depth (Including Windbox) – 15.54m
Height (Lower Header to Furnace Roof) – 52.1m
HEAT RECOVER AREA (HRA) – 2 Pass:
Reheater Depth – 4.53m
Primary Superheater Depth – 5.18m

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 8/13
HANFENG STEAM GENERATORS4,468,300 LBS/HR (563KGS)
2538 PSIG (175 BARS)
1000 F/1000 F (540.8 C/540.8 C)oo o o
FINISHINGSUPERHEATER
PRIMARY
SUPERHEATER
(36) DUAL CYCLONEBURNERS
ECONOMIZER
REHEATER
FIGURE - 3
STEAM DRUM
UPPERPARTIALDIVISIONWALLS
HANFENG11
improving the carbon burnout capability as well as the stability of the combustion process.
Coal Mills
The large quantity of low grindability coal for the Hanfeng boilers, in addition to the moderate heating value of
the blend coal required the use of six large
size FW D12D pressurized ball mills per
boiler. These mills are ideally suited to the
grinding of this low grindability coal mixture.
They also are fully capable of producing
desired high fineness levels, of 90% or
greater through 200 USS mesh, thus
enhancing the combustion process. The
ball mill is also very reliable and offers high
availability. The Hanfeng plant is being
designed conservatively to permit full load
operation even if one mill is out of service.
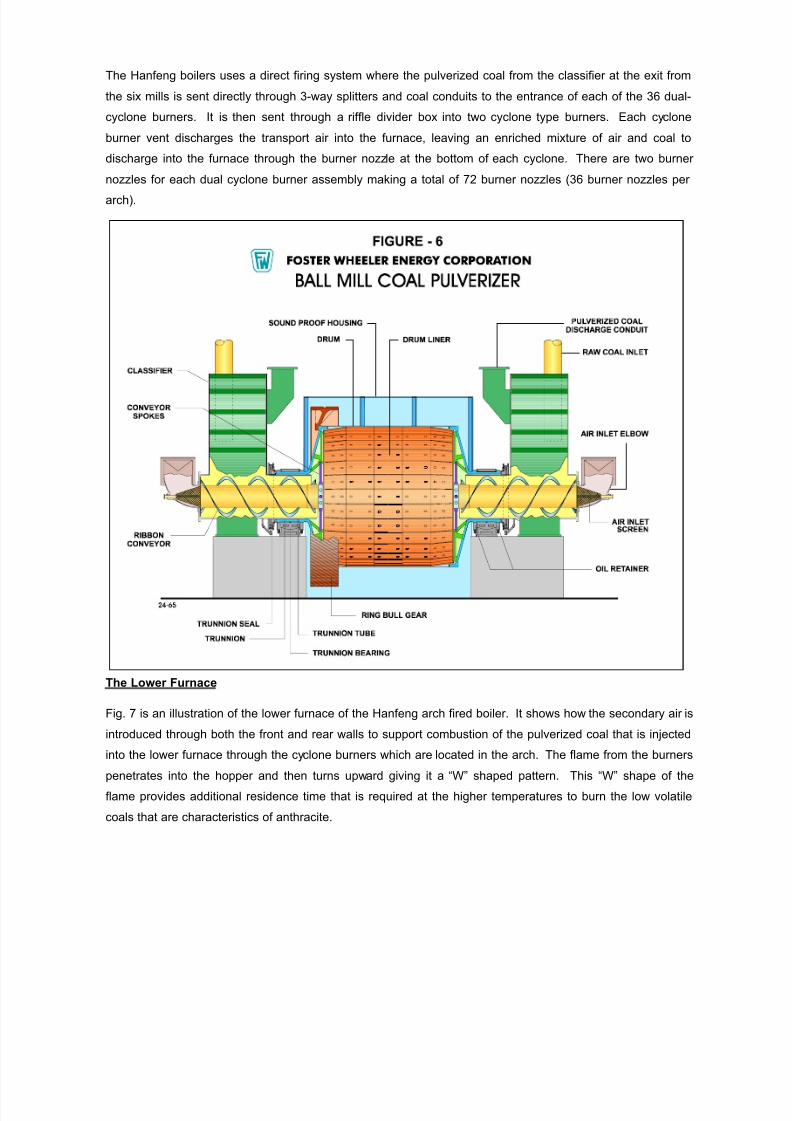
All of Foster Wheeler anthracite fired
boilers have used the same basic design of
ball mill as shown on Fig. 6. This is a
proven mill with 766 sold to date. Most
have been in service for many years with
an excellent record of reliability and
availability. Since 1994 Foster Wheeler
has sold 104 ball mills in China. All of these are for utility applications and in large capacity sizes for units
firing both anthracite and bituminous coals.
8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 9/13
The Hanfeng boilers uses a direct firing system where the pulverized coal from the classifier at the exit from
the six mills is sent directly through 3-way splitters and coal conduits to the entrance of each of the 36 dual-
cyclone burners. It is then sent through a riffle divider box into two cyclone type burners. Each cyclone
burner vent discharges the transport air into the furnace, leaving an enriched mixture of air and coal to
discharge into the furnace through the burner nozzle at the bottom of each cyclone. There are two burner
nozzles for each dual cyclone burner assembly making a total of 72 burner nozzles (36 burner nozzles per
arch).
The Lower Furnace
Fig. 7 is an illustration of the lower furnace of the Hanfeng arch fired boiler. It shows how the secondary air is
introduced through both the front and rear walls to support combustion of the pulverized coal that is injected
into the lower furnace through the cyclone burners which are located in the arch. The flame from the burners
penetrates into the hopper and then turns upward giving it a “W” shaped pattern. This “W” shape of the
flame provides additional residence time that is required at the higher temperatures to burn the low volatile
coals that are characteristics of anthracite.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 10/13
The “burning” takes place in two stages. In the
first stage, the volatiles are mostly burned off. In
the second stage, the burning of the char is
carried out. This is a time consuming process
and the lower the volatile matter of the coal the
longer it takes. The residence time required for
the burning of the char can be simulated and
measured in a drop tube furnace. Such
measurements comparing the residence time
required for burning to about the same unburned
carbon level are shown on Fig. 8 for a Spanish
coal (Anllares 350 MW) and a Chinese coal
(Hanfeng 80/20 blend). For a two second
residence time (equivalent to about a 350 MW
size boiler) they have about the same unburned
carbon levels. This indicates that the carbonburn up of the char will be about the same for the
two coals compared on Fig. 8. At over three
second residence time, found in larger capacity
boilers in the 600 MW size range, the unburned carbon is expected to be lower, as shown on Fig. 8.
Flame Stability and Turndown
The need for blending of the
Wannian coal (which is a local
anthracite coal) with bituminous
coal (Chinese lean coal) was
primarily dictated by the need for
flame stability and good
turndown capability which has
been specified as 40% of boiler
MCR. However, the final
confirmation of the need for
blending came from tests
conducted by Foster Wheeler,
which gave a high ReactivityIndex temperature. When this
was compared to Foster
Wheeler’s large database of
Reactivity Index testing, it was
very apparent that blending was
required with a coal having a
relatively low Reactivity Index temperature to obtain a turndown to the 40% load requirement by the

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 11/13
specification. It is Foster Wheeler’s experience, particularly in the low volatile matter range, that volatile
matter alone will not always give an accurate prediction of the ignitability (flame stability and turndown). It is
for this reason that the Reactivity Index test was developed. It has proven to be very reliable.
Scaling up to 717 MW
Fig. 2 showed that over the past 70 years FW has continued to developed larger size anthracite fired arch
type boilers. This has been an evolutionary process as is the scale up from the 350 - 500 MW sizes to the
717 MW size for the Hanfeng boilers. In this process, those features which have worked so well and have
given FWEC boilers high reliability and availability were maintained. For instance, FWEC has maintained a
design standard which produces a recirculation of hot gases in the furnace back to the area where fuel enters
the furnace, as show by a component simulation per Fig. 9. This hot gas recirculation enhances the ability of
FW arch fired boilers to burn low volatile coals.
The proven components of design such as the burners and the arrangement of the lower furnace are
incrementally larger. However, most of the increase in capacity was obtained by making the Hanfeng boilers
wider, resulting in more burner nozzles up to a quantity of (72) plus more and larger ball mills, six (6) D12D
size. The width of 34.3m is the same as has been used on ten (10) -1300 MW size boilers which have been
in operation in the USA for many years. Therefore, components such as long sootblowers have a solid
history of good operation.
In this scale up FW has maintained the limits of heat release rates and temperatures that have been proven
to be successful by FW on the largest data base that exists on the firing of anthracite using arch fired boilers.
This data base includes 25 boilers over 100 MW in size which are in operation.
Project Execution
The Hanfeng Power Plant project evolved through Chinese-German cooperation in a joint venture to develop
the project and provide its financing. This was a lengthy but successful process despite the complex project
financing arrangements and extensive reviews and approvals by the parties and the respective authorities, all
of which are inherently a part of such projects. Proposals were made from February 1994 through May 1996
in order to achieve the technical and financial goals of the project. There were in-depth reviews through the
Bank’s independent engineer to assure that reliability of the boiler design and other systems would be
supportive of the economic model. The contract for the boiler supply was signed on November 8, 1996 in the
Great Hall of the People in Beijing with Chinese Vice Premier Zou Jiahua in attendance thus underscoring the
project’s importance. Release to proceed came in June 1997.
At present the boiler supply for Unit 1 is in full swing. Most of the large critical components are already in
manufacture and some are in the process of being delivered to the site. The plant’s first unit will be on-line in
the year 2000 with an eight-month lag for Unit 2's operation.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 12/13
FWEC is doing project management
and engineering from its USA office.
Extensive world sourcing is involved
on this project to support the various
requirements of financing institutions
involved. An integral part of this is
Foster Wheeler Energia S.A., Foster
Wheeler’s Spanish engineering and
manufacturing operation.
FW’s shops in Spain and China are
both providing pressure parts as are
several local Chinese fabricators.
Major auxiliaries are coming from
Spain, the United States and other
European countries. FWEC’s partner
Siemens AG is providing boiler island
electrical cables and trays plus lighting
and small power. Materials for
FWEC’s US designed steel are
coming from Japan for local fabrication
in China. The capabilities of China’s
manufacturing shops are growing.
Some very large components (including the 30.7m long steam drum, 4.4m diameter D12D mills and 7.2m
high welded girders to hold up the boiler) are being supplied from local Chinese companies.
Conclusion
The mines in the area of the Hanfeng Power Plant will begin an era of greater utilization as each successive
unit and later phases come on line. The added electrical power will spur further growth in Southern Hebei
Province. These factors will be very beneficial to Hebei Province and the joint venture owners should be able
to achieve a good return on their investments.

8/3/2019 AnthraciteFiring_LargestSteamGenerators
http://slidepdf.com/reader/full/anthracitefiringlargeststeamgenerators 13/13
Speaker : P. H. Brower
Company : Foster Wheeler Energy International, Inc.
Country : U.S.A.
Philip Brower is the Proposal Manager responsible for FWEC’s Hanfeng Boiler Island Contract.
• His initial experience was in nuclear power with both Curtiss-Wright Nuclear and Foster Wheeler’s
Nuclear Department, serving in key engineering, manufacturing and project positions.
• He has been on FWEC’s Utility Boiler proposal team for 18 years, managing technical and commercial
aspects for fossil fuel fired boilers and related equipment on U.S. and international projects.
• Mr. Brower is a graduate of Stevens Institute of Technology at the Master’s level in Mechanical
Engineering and Management Science. He is co-author of a 1983 paper on Heat Pipe Air Heaters.
Speaker : J. P. Winkin
Company : Foster Wheeler Energy International, Inc.
Country : U.S.A.
Justin Winkin is a Consultant within Foster Wheeler.
• His initial experience with utility boilers was with Babcock & Wilcox, U.S.A. as a Service Engineer and a
Staff Engineer. He then was in charge of construction and operations for a subsidiary of General Public
Utilities, Corp.
• He returned to the boiler business by joining Foster Wheeler where he has had major responsibility in
Engineering, Manufacturing and Upper Management.
• He is a graduate of Rensselaer Polytechnic Institute in Mechanical Engineering and New York University
in Management. He is a Fellow of the American Society of Mechanical Engineers.
Speaker : Ge Changqin
Company : Hebei Electric Power Corporation (HEPC)
Country : P.R.C.
Ge Changqin is the Chief Engineer of HEPC’s Hanfeng Power Plant Preparation Department.
• His initial experience was with Hebei Electric Power Testing and Research Institute as a boiler engineer
and specialist in boiler combustion and heat transfer.
• Mr. Ge’s formal background is at the Master’s level in Boiler Engineering having graduated from Beijing
Graduate College of North China Power Electric Institute.