Annex (B) Technical Specifications for 11kV & LV Distribution Overhead Line Supports 1. SCOPE This Technical Specification has been prepared by MOE. This specification covers the provision of tubular steel supports, crossarms, fittings and accessories suitable for 11kV overhead lines with maximum conductor size 120/20 ACSR and LV lines with maximum conductor size 120mm 2 AAC. It supersedes all previous specifications for 11kV & LV distribution overhead line supports that have been issued by MOE. 2. GENERAL REQUIREMENT The equipment shall generally, except where varied by this specification, comply with the appropriate requirements of all relevant sections of ISO/CEN, current at the time of bidding. When bidding, all non-compliances with the appropriate Standards shall be stated by the Manufacturer. Service Conditions Altitude: Up to 1000metres above sea level Ambient temperatures: Outdoor: Maximum peak: +55⁰C Maximum daily average: +40⁰C Maximum yearly average: +30⁰C Lowest minimum: -10⁰C Highest one day variation: +25⁰C Ground maximum: +35⁰C Indoor: Maximum Daily Average: +35⁰C Humidity: Max relative humidity: 92% Min relative humidity: 12% Yearly average: 44% Wind: Max wind velocity: 140km/hr (for design purposes) Rain fall:

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Annex (B)
Technical Specifications for 11kV & LV
Distribution Overhead Line Supports
1. SCOPE
This Technical Specification has been prepared by MOE. This specification covers
the provision of tubular steel supports, crossarms, fittings and accessories suitable for
11kV overhead lines with maximum conductor size 120/20 ACSR and LV lines with
maximum conductor size 120mm2 AAC. It supersedes all previous specifications for
11kV & LV distribution overhead line supports that have been issued by MOE.
2. GENERAL REQUIREMENT
The equipment shall generally, except where varied by this specification, comply with
the appropriate requirements of all relevant sections of ISO/CEN, current at the time
of bidding. When bidding, all non-compliances with the appropriate Standards shall
be stated by the Manufacturer.
Service Conditions
Altitude: Up to 1000metres above sea level
Ambient temperatures:
Outdoor:
Maximum peak: +55⁰C
Maximum daily average: +40⁰C
Maximum yearly average: +30⁰C
Lowest minimum: -10⁰C
Highest one day variation: +25⁰C
Ground maximum: +35⁰C
Indoor:
Maximum Daily Average: +35⁰C
Humidity:
Max relative humidity: 92%
Min relative humidity: 12%
Yearly average: 44%
Wind:
Max wind velocity: 140km/hr (for design purposes)
Rain fall:

Minimum yearly: 50mm
Maximum yearly: 500mm
Maximum in one day: 65mm
Yearly average: 150mm
Atmosphere:
General: Subject to sand storms and
windblown dust.
Average number of days of dust
storms: 21.5
Average number of day of thunder
storms: 15
Soil Conditions:
Ground Thermal Resistivity: C m/watt or as determined by 01.20
local test
NETWORK PARAMETERS
Parameter Network
11 kV LV
Nominal Voltage 11kV 0.416kV
Highest System Voltage 12kV 0.454kV
Number of Phases 3 3
Frequency 50Hz 50Hz
Neutral Point Resistance or
reactance earthed
Solidly Earthed
3 Phase Short Circuit Capability 31.5 kA 12kA
Duration of Short Circuit 1 sec 1 sec
Impulse Withstand Voltage (wet) 75kV 3kVp
Power Freq. Withstand Voltage 1
min (wet)
28kV 2kV
Minimum creepage distance
(mm/kV)
25 25

3. SCHEDULED EQUIPMENT
Load Cases
Case 1: Working load + self weight + wind on structure (Ps)
Case 2: (Working load + self weight + wind on structure) x 1.5 (Pp)
Case 3: (Working load + self weight + wind on structure) x 2.5 – Destruction
(Pb)
Tubular steel poles shall be supplied to the following dimensions and classifications.
Type 1 Type 2
Effective length (M) 11.00 9.00
Top Section
Length x outside
diameter (mm) 3100 x 216.3 2000 x 165.2
Minimum wall
thickness (mm) 3.5 3.5
Middle Section
Length x outside
diameter (mm) 3050 x 267.4 2300 x 216.3
Minimum wall
thickness (mm) 4.5 4.5
Bottom Section
Length x outside
diameter (mm) 4850 x 318.5 4700 x 267.4
Length x outside
diameter (mm) 4850 x 318.5 4700 x 267.4
Minimum wall
thickness (mm) 5.0 5.0
Sinking Depth (M) 1.8 1.5
Working Load
(kgf) 700 700
Point of load
application from
top (M)
1.2 0.6
Factor of Safety
Case 1(Ps) 1.0 1.0
Factor of Safety
Case 2(Pp) 1.5 1.5
Factor of Safety
Case 3(Pb) 2.5 2.5
Maximum
deflection Case 1
(mm)
0.0 0.0
Maximum
deflection Case 2
(mm) 13.0 13.0
Min yield strength
≥ N/mm² 340
Tubular Steel Supports
Supports shall be manufactured from longitudinally welded tube sections of hot rolled
is responsible Contractor). The 2carbon steel of minimum yield strength ≥340 N/mm
for ensuring that the final design complies with the load cases stated in section of 3.1
of this specification.
Steel shall have a low silicon and phosphorus content (Si <0.04%. P<0.02%).
The poles shall be manufactured using the following methods:-
Type 1 and type 2 – Welded sections
The Contractor shall submit, with the bid, drawings showing overlap lengths in the
case of welded sections and detail dimensions of all filling pieces used in the
manufacture of welded section poles.
All supports shall be galvanized using the hot dip method according to ISO 1461.
Drillings
Poles shall be drilled according to the dimensions given in Figs 1 & 2. All
holes shall be drilled prior to the galvanizing process and have smooth
uniform finish after galvanizing.
Pole Cap
Each pole shall be supplied with a pole cap, to seal the aperture at the top of
the pole. The cap shall be manufactured according to the dimensions given in
Figs 1 – 2. ‘A’ Clamps
Type 1 poles shall have welded to the top, an ‘A’ clamp for the purpose of
supporting the pin stalk of a top phase insulator. The additional height due to
the attachment of the clamp shall not be considered as part of the effective
length of the pole and, where measurements are quoted “from the pole top”,
they refer to the top of the main pole structure.
The A shaped clamps shall be manufactured according to the dimensions in
Figs 1 from steel plate of the same grade and properties as the material of the
main pole and the completed clamp shall be welded to the pole before
galvanizing. All welding and drilling involved in the manufacture of the ‘A’
Clamp will be carried out prior to the galvanizing process.

Crossarm (Strain)
Each Type 1 pole shall be supplied with a cross arm and its associated clamp according
to the dimensions in Fig 1. The cross-arm is intended to be fixed to the pole by means of
the clamp at a distance of 600mm below the pole top. Every set shall include the
following:
One galvanised steel channel cross arm according to the dimensions given in Fig
1 manufactured from steel of grade S235JR:
One galvanised steel clamp according to the dimensions given in Fig 1
manufactured from steel of grade S235JR:
Two galvanised, high-tensile steel M16 x 60 bolts with a minimum threaded
length of 50mm. Each bolt shall be supplied complete with a galvanised nut,
plain washer and spring washer.
Galvanising
Galvanizing shall be in accordance with ISO 1459 and ISO 1461. The zinc coating shall
and minimum thickness in any one place shall be 85 microns. 2not be less than 650g/m
Poles and other hollow items shall be galvanized both inside and out.
The zinc coating shall be smooth, continuous and uniform. It shall be free from acid
spots and shall not scale, blister or be removable by handling or packing. There shall be
no impurities in the zinc or additives to the smelter bath that could have a detrimental
effect on the durability of the zinc coating
Before pickling, all welding, drilling, cutting and grinding shall be completed and all
grease, paint, varnish, oil and welding slag shall be completely removed. All
protuberances which could affect the life of galvanizing shall also be removed.
To avoid the formation of white rust all galvanized material shall be packaged in such a
way to ensure adequate ventilation between parts during shipping and storage.
5. QUALITY CONTROL
The Contractor shall submit evidence of ISO 9001 accreditation with his bid. The
Contractor shall also submit detailed quality control procedures with his bid. Any
potential Contractor that does not submit these documents shall be disqualified from
the evaluation process.
Random samples from each batch shall be inspected by the Employer’s engineers or
the Employer’s nominated inspector. The minimum quantities for sampling from each
batch are listed in the table below:

Batch size Number of poles
up to 500 5
501 - 1000 8
1001 - 2000 13
2001 - 3000 18
3001 and above 20
The Contractor shall aid the work of the Employer’s inspector by providing copies of
all relevant standards, and allowing the inspector full use of the necessary tools,
instruments and laboratory equipment, together with ample space and assistance in the
handling of poles for inspection. Any costs incurred in assisting with the inspections
shall be borne by the Contractor.
The following parameters shall be examined:
General appearance
Finish
Dimensions
Sweep
Thickness and appearance of galvanising
As a minimum requirement, the following dimensional checks shall be witnessed by
the inspector:
Dimension Tolerance
Length +0.25%
Butt diameter and circumference +2.5%
Top diameter and circumference +2.5%
Wall thickness +10%
Concentricity ±1%
Accuracy of drillings ±0.5%
Sweep, where appropriate ±1%

Crossarms, clamps and fittings shall have the following parameters examined:
General appearance
Finish
Dimensions
Straightness
Appropriate markings
Accuracy of drillings
Thickness and appearance of galvanising
As a minimum requirement the following dimensional checks shall be witnessed by
the inspector:
Dimension Tolerance
Length +0.25%
Cross section of cross arm +10%
Dimensions of clamp +2.5%
Position and size of suspension holes ±0.5%
Verticality of all through holes ±0.5%
The group of poles or fittings offered at any one time shall constitute a batch. Within
a batch, poles and fittings presented for inspection shall be segregated on a size basis.
If the inspected items have damage or deviations on a quantity greater than 5% of the
batch, then the entire batch shall be unconditionally rejected without further sorting.
Poles delivered to stores or sites shall be free of all damage to protective zinc coating,
and shall not be out of straight by more than one thousandth of the length of the pole.
. DRAWINGS

Fig 1: Type 1 Tubular Steel Pole c/w Accessories

Fig 2: Type 2 Tubular Steel Pole
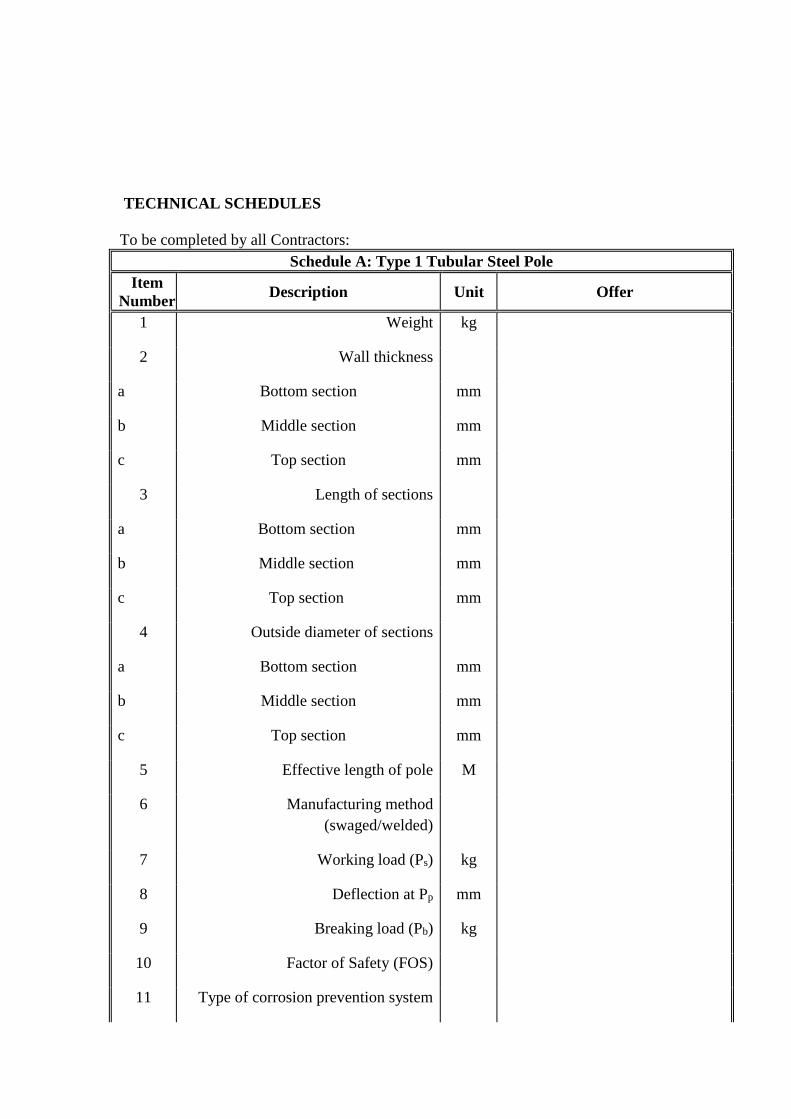
TECHNICAL SCHEDULES
To be completed by all Contractors:
Schedule A: Type 1 Tubular Steel Pole
Item
Number Description Unit Offer
1 Weight kg
2 Wall thickness
a Bottom section mm
b Middle section mm
c Top section mm
3 Length of sections
a Bottom section mm
b Middle section mm
c Top section mm
4 Outside diameter of sections
a Bottom section mm
b Middle section mm
c Top section mm
5 Effective length of pole M
6 Manufacturing method
(swaged/welded)
7 )sWorking load (P kg
8 pDeflection at P mm
9 )bBreaking load (P kg
10 Factor of Safety (FOS)
11 Type of corrosion prevention system

used
(Details and specification utilised to be
enclosed)
12 Grade and specification of steel
Schedule B: Type 2 Tubular Steel Pole
Item
Number Description Unit Offer
1 Weight kg
2 Wall thickness
a Bottom section mm
b Middle section mm
c Top section mm
3 Length of sections
a Bottom section mm
b Middle section mm
c Top section mm
4 Outside diameter of sections
a Bottom section mm
b Middle section mm
c Top section mm
5 Effective length of pole M
6 Manufacturing method
(swaged/welded)
7 )sWorking load (P kg
8 pDeflection at P mm
9 )bBreaking load (P kg

10 Factor of Safety (FOS)
11 Type of corrosion prevention system
used
(Details and specification utilised to be
enclosed)
12 Grade and specification of steel

Annex (C)
Technical Specifications for
Overhead Line Conductors
1. SCOPE
This specification covers the design, manufacture, testing, supply, delivery, and
performance requirements of bare overhead conductors, and earthing conductors
for use in the networks of the MoE.
2. STANDARDS
The equipment shall comply with the latest editions of, and amendments to, the
international standards listed in Part 2. Where any provision of this specification
differs from those of the standards listed hereafter, the provision of this
specification shall apply.
In case of conflict, the order of precedence shall be:
This specification
IEC Standards
ISO Standards
Other Standards
3. SERVICE CONDITIONS
The service conditions shall be as follows:
Altitude
Maximum outdoor ambient shade temperature
Minimum outdoor ambient shade temperature
: Up to 1000m above sea-level
: 50°C
: -10°C

Maximum daily mean temperature
Maximum relative humidity
Maximum wind (gust) speed
Isokeraunic level
Pollution level
Maximum Rainfall
Maximum ground temperature
: 40°C
: 92%
: 140 kilometre per hour
: 15
: Frequent and strong dust storms
: 500mm.
: 35°C at 100mm depth.
2. INSPECTION, TESTING
2.1 Inspection
The Contractor shall submit a detailed programme covering the design,
manufacture testing and delivery of the equipment within one month of receipt
of the contract award.
Reports shall subsequently be submitted at monthly intervals outlining
progress and, if necessary, explaining deviations from the program.
The Employer shall have free entry at all times, while work on the contract is
being performed, to all parts of the manufacturer's works which concern the
processing of the equipment ordered. The Contractor shall afford the
Employer, without charge, all reasonable facilities to satisfy him or herself
that the equipment being furnished is in accordance with this specification.
2.2 Testing
Samples of conductors shall successfully pass all the tests referred to in Part 2
of this specification and those listed in the most recent edition of the standards
listed in Part 2 of this specification.
Each separate consignment of conductor shall be accepted or rejected by the
Employer on the basis of the results of the before or after stranding tests
carried out on individual items sampled out of the consignments ready for
dispatch, as described in Part 2 of this specification. The Employer reserves
the right to reject an item of equipment if the test results do not comply with
the values specified or with the data given in the technical data schedule.
The Employer shall have the tests witnessed by a representative. In order to
facilitate this, the Contractor shall give the Employer a minimum of four

weeks notice that the material is ready for testing. If the Employer does not
indicate his or her intention to participate in the testing, the manufacturer shall
carry out the tests and the Contractor shall submit the test reports to the
Employer.
The Contractor shall submit full details of the proposed methods of testing for
approval to the Employer, at least one month before testing.
All costs in connection with the testing shall be borne by the Contractor who
shall provide the Employer with all the test facilities, which the latter may
require, free of charge. The Employer shall have the right to select the samples
and shall also have the right to verify that the testing apparatus is correct.
The Contractor shall submit to the Employer five signed copies of the test
certificates, giving the results of the tests as required. No materials shall be
dispatched the Employer has received the test certificates and the Contractor
has been informed that they are acceptable.
The test certificates must show the actual values obtained from the tests, in the
units used in this specification, and not merely confirm that the requirements
have been met.
The Employer may decide to have the material inspected after receipt and the
Employer shall have the right to select the samples if desired.
3. QUALITY ASSURANCE
The manufacturer must operate a quality assurance system that complies with
ISO 9000. The Contractor shall provide current certification showing the
manufacturers’ compliance with ISO 9000 or equivalent national standard. The
certificate must have been issued by an independent, accredited issuing
authority.
4. PRODUCTION AND DELIVERY PROGRAMME
The Contractor shall submit a detailed programme covering the manufacture,
testing and delivery of the materials and equipment within the time stated in
Part 2 of this specification. The programme shall be in the form of a bar chart.
The Contractor shall submit progress reports detailing progress against this
programme and explaining any variations. The progress reports shall be
submitted at the frequency stated in Part 2 of this specification.
5. PACKING AND SHIPPING
5.1 Packing

All conductors shall be wound on non-returnable strong wooden drums
suitably treated for outdoor storage and capable of withstanding all normal
transportation and handling. Drum diameter and width shall be limited to 2280
mm and 1140 mm respectively. All nails and metallic parts on the inner
surfaces must be countersunk so that they cannot damage the conductor. Old
nails remaining from previous use of the drum shall be removed. Drums shall
not be treated with chemicals injurious to the conductors. A round spindle hole
of minimum diameter 70mm is required at the centre of all wooden drums.
Each end of conductor shall be durably sealed before shipment to prevent
ingress of moisture. The drums shall be lagged or covered with suitable
material to provide physical protection for the conductors during transit and
during storage and handling operations. The lagging shall provide suitable
protection against all climatic conditions prevailing during transport and on
site.
The packing shall provide suitable protection against all climatic conditions
prevailing during transport and on site.
Material liable to deterioration by sea water, moisture, or ingress of foreign
matter shall be suitably protected.
Each drum or case shall carry the following information, clearly and indelibly
marked on a metal or plastic plate, affixed to it in a non detachable manner:
individual drum serial number;
Employer's name;
contract number;
Contractor's name;
manufacturer's name;
description of contents;
conductor size and stranding;
length of conductor in the drum, in metres;
direction of roll;
country of origin;
case or drum measurements;
gross and net weights in kilograms; and
all necessary slinging and stacking instructions.
Each case or drum shall contain a fully detailed packing list in a sealed
waterproof envelope.
Five copies of each packing list shall be sent to the Employer prior to dispatching
the equipment.

PART 2: TECHNICAL
6. APPLICABLE STANDARDS
The equipment shall comply with the latest editions of, and amendments to, the
international standards listed below. Where any provision of this specification
differs from those of the standards listed below, the provisions of this
specification shall apply:
ISO International Organization for Standardization
HD 532: Hard drawn Aluminium wire for overhead line
conductors
ISO 752: Zinc ingots
ISO 2107: Aluminium, Magnesium, and their alloys - Temper
designations
ISO 6892: Metallic Materials - Tensile Testing
ISO 7800: Metallic materials - wire - simple torsion test
ISO 7801: Metallic materials - wire - reverse bend test
ISO 7802 : Metallic materials - wire - wrapping test
ISO 9000: Quality management and quality assurance standards
ISO 9591: Corrosion of Aluminium Alloys
ISO 9649: Metallic materials - wire - reverse torsion test
International Electrotechnical Commission
IEC 60104: Aluminium - magnesium - silicon wire for
overhead line conductors
IEC 60468: Method of measurement of resistivity of
metallic materials
IEC 61394: Overhead lines – Characteristics of
greases for aluminium, aluminium alloy and steel bare
conductors
IEC 60395: Overhead electrical conductors – Creep
test procedures for stranded conductors
IEC 60888: Zinc coated steel wires for stranded conductors
IEC 60889: Hard Drawn Aluminium wire for overhead line
conductors
IEC 61089: Round wire concentric lay overhead electrical
stranded conductors
IEC 61284: Overhead Lines - Requirements and tests for
fittings

European Committee for Standardisation (Comité Européen de
Normalisation)
EN 29002: Quality Management and Quality Assurance
Standards - Guidelines for selection and use.
EN 573: Aluminium and Aluminium Alloys -
Chemical composition and form of wrought products
EN 1002: Metallic Materials - Tensile Testing
EN 2004: Test Methods for Aluminium and Aluminium
Alloy products
British Standards Institution (BSI)
BS 7884: Copper and copper-cadmium stranded conductors for overhead
electric traction and power transmission systems.
7. GENERAL
This specification covers the design, manufacture, testing, supply, delivery
installation and performance requirements of ACSR, AAC, AAAC and Copper
conductors and binding wire, for use on the networks of the Regional Ministry
of Electricity in Kurdistan.
7.1 Material
The copper, aluminium, aluminium alloy and galvanised steel wires used in
the construction of the stranded conductors shall be made of best quality
material, as specified.
The copper, aluminium, aluminium alloy and steel wires shall be smooth and
free from inequalities. Copper conductor shall be hard drawn high
conductivity copper. Copper binding wire shall be soft drawn.
Binding wire shall be single strand wire and shall conform to the relevant
provisions of IEC 60889 for aluminium wire and IEC 60228 or BS 7884 for
copper wire. Binding wire shall be suitably treated after drawing to be soft and
easily bent by hand.
8. CONSTRUCTIONAL FEATURES OF CONDUCTORS
The constructional features of the round wire, concentric lay, ACSR, AAC,
AAAC, and Copper stranded conductors shall conform to IEC 61089 and
BS7884 as appropriate.
9. SPLICES IN WIRES
9.1 Aluminium, Aluminium Alloy and Copper Wires
In ACSR, AAC, AAAC or Copper conductors containing any number of
aluminium, alloy or Copper wires, splices in individual conductor wires are
permitted, in addition to those made in the base rod or wire before final
drawing, but no two such splices shall be less than 15m apart in the complete
stranded conductor or less than 150m in any individual wire.
Such splices shall be made by resistance or cold pressure butt-welding.
Splices made by resistance butt-welding shall, subsequent to welding, be
annealed over a distance of at least 200mm on each side of the splice. On
testing the whole conductor to destruction, the unspliced strands will break
first.
Any splicing shall be done in a neat and workmanlike manner. The finished
splice shall be smooth and at no point shall the cross sectional area be less
than that of the unspliced wire.
Splicing of the aluminium, aluminium alloy or Copper wires on the stranding
machine, in order to utilise short lengths of wire which may be on the reels
shall not be permitted.
9.2 Steel Wires
In the galvanised steel wires forming the core of a steel reinforced aluminium
or aluminium alloy conductor, there shall be no splices except those made on
the base rod or wire before final drawing. These splices shall be made by
resistance butt-welding and the joints shall be annealed.
10. STRANDING
In all conductor construction, successive layers shall have opposite directions
of lay, the outermost layer being right handed. Right handed lay and left
handed lay shall be as defined in the latest edition of IEC 61089. The wires in
each layer shall be evenly and closely stranded.
In conductors having multiple layers of aluminium, aluminium alloy or
Copper wires, the lay ratio of each conductor layer shall not be larger than the
lay ratio of the conductor layer directly below it.
Steel wires shall be formed during stranding so that they remain inert when the
conductor is cut.
The finished conductor shall be free from dirt, grit and excessive amounts of
drawing oil and other foreign deposits.

11. TOLERANCES
The nominal diameter of wires shall be expressed in millimetres to two
decimal places.
In wires used in the conductors covered by this Specification, the
measurement of wire diameter shall not depart from the nominal diameter by
more than +0.03mm for wires up to and including 3.00mm diameter. For wires
above that size, measurements of wire diameter shall not depart from the
nominal diameter by more than +1%.
For the purpose of checking compliance with the above requirement, the
diameter shall be determined by two measurements at right angles taken at the
same cross section.
Measurements of resistance shall be carried out to an accuracy of not less than
0.1%.
12. CONDUCTOR GREASE
The inner layers of all bare aluminium conductors shall be smeared with an
approved anti corrosive grease having a high melting point and complying
with IEC 61394. The grease shall completely fill the interstices between the
steel core and the aluminium strands and between all strands. There shall be
no excess grease remaining on the outer surface, which might cause adherence
of grit and other material during conductor pulling out and erection.
The minimum drop point (IP 31) of the grease shall be 110°C, and it shall not
migrate towards the bottom of the conductor when the conductor is
maintained, continuously, at a temperature of 95°C.
The specified characteristics of the grease shall be unimpaired after heating to
15°C above its drop point for 150 hours.
The grease shall not flow within, nor exude from the conductor, at
temperatures up to and including 110°C.
The grease shall retain its properties including pseudoplasticity, thixotropy,
syneresis, resistance to oxidation and chemical stability at all operating
temperatures between -10°C and +100°C.
All greases shall permit operation of the conductors at a temperature of 80°C.
Mixing different greases in any one length of conductor shall not be permitted.
The grease shall protect the conductor from corrosion in service, which may
include operation in atmospheres containing salt spray or industrial pollution.

The grease shall not corrode the component wires of the conductor.
The grease shall be compatible with any lubricant commonly used during wire
drawing that may be present in the conductor strands.
The grease must not present a health hazard and shall meet all relevant current
health safety requirements.
All bare conductors shall be fully greased and wiped so that all wires in the
conductor shall be covered with grease except the outer surface of those in the
outer layer. All the inner interstices shall be filled with grease and the outer
interstices shall have a small quantity of grease remaining along the lines of
contact of the wires.
The Contractor shall give details of the proposed greasing system and name
the grease that will be used in the technical data schedules. The Contractor
shall also give details of the proposed wiping system.
The Contractor shall specify the minimum weight of grease (kg/km) in each of
the conductors offered in the attached technical data schedules.
The Contractor shall give details of the control, supervision and testing
measures taken to ensure that there are no discontinuities in greasing.
13. DELIVERY LENGTHS
Bare conductors shall be delivered in drums with limiting dimensions
indicated in Part 1 and with conductor lengths of 1,000m. Larger drum lengths
are acceptable provided the following limits on drum weight are respected:
Conductor size ACSR 120/20 sqmm and above: 2000 kg
Conductor size ACSR 95/15 sqmm and below,
AAC 95 sqmm and copper conductors:
1000 kg
Binding wire: approx. 10kg coils
of 300mm ID
These lengths shall be subject to a permitted tolerance of +5%.
It shall be permissible to supply not more than 5% of the drums in any one
contract with random lengths, none of which shall be shorter than one half of
the standard length. All such lengths shall be clearly marked as non-standard.
Not more than one length of conductor may be contained in any delivery
drum.

14. TESTS ON CONDUCTORS
Tests shall be carried out on wire samples and on finished conductor in
accordance with the standards listed in this specification.
Tests on wire samples may be carried out before or after stranding. In the case
of finished conductors, tests may be replaced by calculations based on the test
results on the individual wires. The Contractor must furnish these calculations.
Before stranding tests shall be carried out on samples of wire, selected from
not less than 5% of the individual lengths of aluminium, aluminium alloy,
galvanised steel and Copper wire to be included in any one consignment. Each
sample shall be of sufficient length to provide one test specimen for each of
the appropriate tests.
After stranding tests shall be carried out on samples of wire taken from
finished conductors selected from 5% of the conductor drums in the
consignment. Each sample shall be of sufficient length to provide one test
specimen for each of the appropriate tests.
If any one sample fails to pass any one of the tests nominated for that wire or
conductor, then samples shall be taken from every drum in the consignment
and any drum length from which a sample proves defective shall be rejected.
On no account shall any rejected material be presented for test again unless
with the written approval of and under conditions determined by, the
Employer.
For each aluminium, aluminium alloy or copper wire sample, the following
measurements or tests shall be carried out:
diameter measurement;
tensile strength measurement: the after stranding tensile strength of the
specimen shall be not less than 95% of the appropriate minimum value;
resistivity test; and
wrapping test.
For each steel wire sample, the following measurements or tests shall be
carried out:
diameter measurement;
determination of stress at 1% elongation: this test shall be carried out on
the centre wire only;
tensile test: the after stranding tensile strength of the specimen shall be
not less than 95% of the appropriate minimum value.

torsion or elongation test, as appropriate.
galvanising test: covering checks on the weight, adherence and
uniformity of zinc coating.
The following characteristics of the complete conductor shall be measured or
calculated from the test results on the individual wires:
measurement of lay ratio of each layer;
minimum breaking load of complete conductor;
resistivity of complete conductor.
Steel torsion test: The sample of steel wire taken after stranding shall be
gripped in two vices. One of the vices shall be made to revolve at a speed not
exceeding one revolution per second and the other shall be capable of moving
longitudinally to allow for contraction or expansion during testing. The test
shall be continued until fracture occurs and the fracture shall show a smooth
surface at right angles to the axis of the wire. After fracture, the specimen shall
be free from helical splits. The sample shall withstand not less than 20
revolutions on a length equal to 100 times the diameter.
15. SUBMITTALS
The Contractor shall submit the following documents:
Description Delivery Time Objective No. of
Copies
Programme for production
and inspection
Within 4 weeks of contract
award
Information 3
Progress reports Every 2 weeks Information 3
Bound folders of technical
data listed below.
Within 4 weeks of contract
award
Information 5
Inspection and test reports
carried out in the
manufacturer's works
Immediately after tests are
completed
Approval
(hold point)
5
At hold points the Contractor shall not proceed to the next step in the
programme until the Employer gives approval:
The bound folders of technical data shall contain the following information:
technical data schedule, with approved revisions;
calculations for conductor characteristics if obtained from test
results on individual wires rather than from finished conductor tests;
and

detailed dimension drawing showing strand composition of
conductor.

16. SCHEDULES
16.1 Technical Data Schedule - AAC Conductor
Technical Data Schedule - AAC Conductor
Description Unit Data
Conductor Type
Manufacturing International Standard
Country of Origin
Stranding and Wire Diameter: No. / mm
Equivalent Copper Area Sq. mm.
Overall Diameter of Conductor
Conductor Area: Sq. mm
Weight of Individual Wires: kg/km
Weight of Conductor kg/km
Conductor Modulus of Elasticity kN/sq. mm
Minimum Breaking Load of Wires after Stranding: kN
Minimum Conductor Breaking Load kN
Number of Wrapping Turns before Failure:
Maximum 20oC DC Wire Resistance Ohm/km
Maximum 20oC DC Conductor Resistance Ohm/km
Conductor Temperature Coefficient of Linear Expansion /degC
Conductor Temperature Coefficient of Resistance /degC
Source of Aluminium Rod
Aluminium Lay Ratio Max/Min.:
Inner layer
Middle layer
Outer layer
Aluminium Direction of Lay:
Inner layer
Middle layer
Outer layer
Name of Grease Used
Greasing System
Wiping System
Drop point of grease C
Maximum Temperature for 30min. Operation without Migration C
Maximum Temperature without Irreversible Property Changes C
Minimum Weight of Grease kg/km
Length of Conductor per Drum
Drum Overall Diameter mm
Drum Battens Fitted (y/n)
Diameter of Core mm
Axle Hole Diameter mm

Technical Data Schedule - AAC Conductor
Description Unit Data
Gross Weight of Loaded Drum kg
NB: Please fill in one schedule for each AAC conductor size.
Signature: …………………………. Company Seal
Date: _______________

16.3 Schedule of Non Compliance
On this schedule, the Contractor shall provide a list of non-compliances with
this specification, documenting the effects that such non-compliance is likely
to have on the equipment's life and operating characteristics. Each non-
compliance shall be referred to the relevant specification clause.
Clause No. Non Compliance
Signature…………………………. Company Seal
Date: ___________________

16.4 Schedule of Test Certificates
On this schedule, a list of the test certificates shall be provided. This list shall
include type test certificates and sample routine test reports. Each certificate
listed shall be referred to the relevant specification clause.
Clause No. Type Test Certificates and Routine Test Reports
Signature: …………………………. Company Seal
Date: __________
Related Documents











