CARACTERIZACIÓN ENERGÉTICA EN LAS PLANTAS DE PULPA DE SMURFIT KAPPA CARTÓN DE COLOMBIA, APLICANDO EL SISTEMA DE GESTION INTEGRAL DE ENERGIA ANDRÉS MAURICIO TABORDA GALLÓN UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA PROGRAMA INGENIERÍA ELÉCTRICA SANTIAGO DE CALI 2011

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

CARACTERIZACIÓN ENERGÉTICA EN LAS PLANTAS DE PULPA DE SMURFIT KAPPA CARTÓN DE COLOMBIA, APLICANDO EL SIST EMA DE
GESTION INTEGRAL DE ENERGIA
ANDRÉS MAURICIO TABORDA GALLÓN
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA PROGRAMA INGENIERÍA ELÉCTRICA
SANTIAGO DE CALI 2011

CARACTERIZACIÓN ENERGÉTICA EN LAS PLANTAS DE PULPA DE
SMURFIT KAPPA CARTÓN DE COLOMBIA, APLICANDO EL SIST EMA DE GESTION INTEGRAL DE ENERGIA
ANDRÉS MAURICIO TABORDA GALLÓN
Proyecto de Grado para optar el titulo de Ingeniero Electricista
Directora ROSAURA DEL PILAR CASTRILLÓN
Ingeniera Electricista
FACULTAD DE INGENIERÍA DEPARTAMENTO DE ENERGÉTICA Y MECÁNICA
PROGRAMA INGENIERÍA ELÉCTRICA SANTIAGO DE CALI
2011
3
Nota de Aceptación:
Aprobado por el comité de grado en cumplimiento por los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Electricista
ENRIQUE QUISPE
Jurado
ADRIANA GONZALEZ Jurado
Santiago de Cali, 10 de Noviembre de 2011

4
Doy gracias a Dios por la perseverancia y fuerzas que me dio para nunca desfallecer en la culminación de mis estudios. A mis padres, esposa e hijo por brindarme ese apoyo incondicional que en algún momento de esta etapa lo necesite, por su paciencia, tolerancia y ejemplo de lucha que me han enseñado a salir siempre adelante. A mis jefes y compañeros de trabajo que de una u otra manera me han ayudado en esta ardua labor. A la universidad Autónoma de occidente y a mi directora la Ingeniera Rosaura Castrillón por su dedicación y enseñanzas recibidas.

5
CONTENIDO
Pág. RESUMEN 17 INTRODUCCIÓN 18 1. ANTECEDENTES 20 1.1 OBJETIVOS 21 1.1.1 Objetivo General 21 1.1.2 Objetivos específicos 21 1.2 METODOLOGÍA UTILIZADA EN LA CARECTERIZACIÓN 2 2 2. DESCRIPCIÓN DE LA EMPRESA 23
2.1 PROCESO PRODUCTIVO DE SMURFIT KAPPA CARTÓN DE COLOMBIA 23
2.1.1 Planta de Tratamiento de Madera 24 2.1.2 Planta de Pulpa 24 2.1.3 Molinos 27 2.1.4 Caldera de Recuperación (UR3) 28 2.1.5 Planta de Fuerza (PWP) 29 2.2 DIAGRAMA DEL PROCESO PRODUCTIVO DE LA PLANTA 31 DE LA PLANTA DE PULPA 1 (PP1) 2.2.1 Desfogue 32 2.2.2 Etapa 1 de Lavado 32

6
2.2.3 Separación Gruesa 32 2.2.4 Etapa 2 de lavado 33 2.2.5 Simplox 34 2.2.6 Quelación 34 2.2.7 Peróxido 35 2.2.8 Almacenamiento 36 2.3 DESCRIPCIÓN FUNCIONAL BÁSICA DEL SISTEMA ELECTR ICO 36 DE PLANTAS DE PULPA 2.3.1 Descripción básica del sistema eléctrico gene ral de la planta de 36 Smurfit Kappa Cartón de Colombia 2.3.1.1 Desarrollo de la subestación principal 37 2.3.1.2 Construcción de la subestación 38 2.3.2 Descripción funcional del sistema eléctrico d e las 39 Plantas de Pulpa 3. CARACTERIZACIÓN ENERGÉTICA EN LAS PLANTAS DE PUL PA 43 3.1 SELECCIÓN DEL ÁREA DE APLICACIÓN DE LA CARACTER IZACIÓN 44 MEDIANTE EL DIAGRAMA DE PARETO 3.2 ANÁLISIS DEL COMPORTAMIENTO DEL CONSUMO MEDIANT E 45 EL DIAGRAMA DE CONTROL 3.3CONSUMO SIMULTÁNEO DE ENERGÍA Y PRODUCCIÓN EN EL TIEMPO 48 3.4 ESTABLECIMIENTO DE LA LÍNEA BASE ENERGÉTICA DE LA PLANTA 50 DE PULPA 1 (PP1) 3.5 PROCEDIMIENTO PARA MEJORAR LA CORRELACIÓN DE LA 51 LÍNEA BASE MEDIANTE TÉCNICAS DE FILTRADO 3.6 ESTABLECIMIENTO DE LA LÍNEA META DE PP1 53

7
3.7 INDICADORES 55 3.7.1Tipos de indicadores 55 3.7.2 Clases de indicadores de eficiencia 5 6 3.7.3Indicadores que actualmente maneja la empresa y que tienen 59 relación en la gestión energética 3.7.4 Indicadores recomendados por el modelo gestió n 60 3.7.5 Recomendaciones 66 3.8 CENSO DE CARGA ELÉCTRICA PARA PP1 71 3.9 ESTRATIFICACIÓN 74 3.10 CARACTERIZACIÓN ORGANIZACIONAL 76 3.10.1 Estructura Organizacional de las Plantas de Pulpa 78 3.10.2 Calificador de Gestión 78 3.10.3 Planificación energética 82 4. RECOMENDACIONES PARA IMPLENTAR EL USO RACIONAL 84 Y EFICIENTE DE LA ENERGÍA ELÉCTRICA 4.1 ESTIMACIÓN DE TENDENCIAS Y VARIABILIDAD DE AHOR RO 84 ENERGÉTICO UTILIZANDO EL ANÁLISIS DE TENDENCIAS Y V ARIABILIDAD EN EL CONSUMO DE ENERGÍA ELÉCTRICA Vs VARIABLES DEL PROCESO 4.1.1 Monitoreo Bomba de Licor negro al filtro Gosl in (30LD03) 85 4.1.2 Monitoreo bombas Flash Tank de Licor Negro Co ncentrador 1A 98 (71S135) y 1B (71S143) 4.2 DIAGNOSTICO DEL SISTEMA DE ILUMINACIÓN 102 4.3 DIAGNOSTICO DEL FACTOR DE POTENCIA EN 108 TRANSFORMADORES

8
4.4 DIAGNOSTICO DE EFICIENCIA EN MOTORES ELÉCTRICOS 111 4.4.1 Evaluación económica de sustitución del motor de dilución 114 lavadora de Simplox 1 5. CONCLUSIONES 119 6. RECOMENDACIONES 121 BILIOGRAFÍA 123 ANEXOS 126

9
LISTA DE CUADROS Pág. Cuadro 1. Datos técnicos interruptor 5A-8, 5A-10, 5A-11 40 Cuadro 2. Distribución del consumo energético pro medio día 43 Smurfit Kappa Cartón de Colombia (Cali). Cuadro 3. Datos históricos anuales de Plantas de Pulpa 44 Cuadro 4. Datos para el diagrama de Control 46 Cuadro 5. Datos promedio 48 Cuadro 6. Datos para el diagrama EP vs. T 48 Cuadro 7. Filtrado de datos atípicos usando el mé todo de residuales 52 Cuadro 8. Resumen de indicadores actuales de efici encia en las 60 Plantas de Pulpa Cuadro 9. Datos históricos del indicador de consumo 62 Cuadro 10. Datos históricos del indicador Base 10 0 64 Cuadro 11. Datos históricos de tendencia o sumas ac umulativas 65 Cuadro 12. Formato de indicadores de consumo de ene rgía eléctrica en 67 Plantas de Pulpa Cuadro 13. Consumo de energía por áreas 73 Cuadro 14. Consumo eléctrico Simplox 74 Cuadro 15. Consumo eléctrico Peróxido 75 Cuadro 16. Resultados del Calificador de Niveles de Gestión Energética. 80 Cuadro 17. Registro del analizador trifásico en la bomba 30LD03 90
10
Cuadro 18. Valores promedios bomba 30LD03 91 Cuadro 19. Registro del analizador trifásico en la bomba 30LD03 93 Después de la sintonía Cuadro 20. Registro del analizador trifásico en la bomba 30LD03 96 después de realizarle mantenimiento general a la vá lvula de control Cuadro 21. Ahorro anual energético y económico 97 Cuadro 22. Formato de identificación de variables d e proceso tanque 97 de filtrado DDW
Cuadro 23. Comparación de los registro en la bomba 71S143 con el 100 analizador trifásico y datos tomados del variador de la 71S135
Cuadro 24. Comparativo de ahorro mensual 101 Cuadro 25. Formato de identificación de variables d e proceso 102 evaporadores Cuadro 26. Inventario de luminarias 102 Cuadro 27. Consumo luminarias de tubo fluorescentes 40W T12 de 48” 104 Cuadro 28. Consumo luminarias de tubo fluorescentes 32W T8 de 48” 105 Cuadro 29. Estudio de ahorro de energía en sustituc ión del sistema de 106 iluminación fluorescente Cuadro 30. Estudio de ahorro de energía en sustituc ión del sistema de 107 iluminación de vapor de mercurio Cuadro 31. Consumo de potencia transformador de PP1 109 Cuadro 32. Datos de placa y medidos de motores de m ayor consumo 111 Cuadro 33. Datos del motor de dilución lavadora de Simplox 1 112 Cuadro 34. Evaluación de la Potencia y Eficiencia d e operación 117

11
Cuadro 35. Resumen de ahorros proyectados a un año relacionados 118 con las acciones encaminadas al uso racional y efic iente de la energía eléctrica

12
LISTA DE FIGURAS
Pág.
Figura 1. Foto panorámica de Smurfit Kappa Cartón d e Colombia 23 Figura 2. Planta de Tratamiento de Madera 24 Figura 3. Digestor 25 Figura 4. Lavadoras de Plantas de Pulpa 26
Figura 5. Molinos 27 Figura 6. Caldera de Recuperación (UR3) 28 Figura 7. Planta de Fuerza 29 Figura 8. Proceso productivo de Smurfit Kappa Cartó n de Colombia 30
Figura 9. Diagrama del proceso productivo de la Pla nta de Pulpa 1 (PP1) 31
Figura 10. Tanque de desfogue 32 Figura 11. Screen para la separación de fibra 33
Figura 12. Lavadora 34
Figura 13. Tubos de Simplox y torre de Quelación 35
Figura 14. Tubos de peróxido 35
Figura 15. Tanques de almacenamiento 36 Figura 16. Fotografía bahías de transformadores de 37 Smurfit Kappa Cartón de Colombia
Figura 17. Interruptor y seccionador (115kV) 39 Smurfit Kappa Cartón de Colombia Figura 18. Subestación principal barraje 2A y 5A 39

13
Figura 19. DPU 2000R e interruptores 5A-8, 5A-10, 5 A-11 de PP1 40 Figura 20. Interruptor 3000A 41 Figura 21. Diagrama General del Sistema Eléctrico d e PP1 41
Figura 22. Centros de Control de Motores (CCM) 42
Figura 23. Distribución del consumo energético por áreas 44
Figura 24. Diagrama de Pareto 45 Figura 25. Diagrama de Control 47 Figura 26. Diagrama EP vs. T 49 Figura 27. Diagrama de consumo Vs Producción (E vs P) 51
Figura 28. Filtración del Diagrama consumo Vs Produ cción 53
Figura 29. Gráfica Meta E vs P 54
Figura 30. Gráfica IC vs P 62 Figura 31. Tendencia o sumas acumulativas 66
Figura 32. Sistema de información principal de Plan tas de Pulpa 68
Figura 33. Sistema de información de consumos y pro ducción 68 Figura 34. Consumo diario de energía eléctrica (Kw- h) 69
Figura 35. Árbol de indicadores 70
Figura 36. Ubicación de medidores propuestos por ár ea 71
Figura 37. Diagrama Energético-Productivo de las ár eas de interés 72
Figura 38. Diagrama de Pareto Planta PP1 73 Figura 39. Diagrama de Pareto consumo eléctrico Sim plox 75
Figura 40. Diagrama de Pareto consumo eléctrico Per óxido 76

14
Figura 41. Política Integrada de Smurfit Kappa Cart ón de Colombia 77 Figura 42. Estructura Organizacional de las Plantas de Pulpa 78 Figura 43. Calificador de Niveles de Gestión Energé tica 79 Figura 44. Diagrama de entradas y salidas de planea ción energética 83 Figura 45. Diagrama de Ishikawa 85
Figura 46. Pantallazo del lazo de control Tanque de Filtrado 86
Figura 47. Tendencia de corriente Vs Nivel/Apertura válvula. (General) 86 Figura 48. Tendencia de corriente Vs Nivel/Apertura válvula. (Consumo 87 mínimo promedio) Figura 49. Tendencia de corriente Vs Nivel/Apertura válvula. 88 (Consumo máximo promedio) Figura 50. Tendencia de corriente Vs Nivel/Apertura válvula. 88 (Duración del pico de corriente)
Figura 51. Viejo lazo de sintonía Nivel Tanque de F iltrado DDW 91 Figura 52. Nuevo lazo de sintonía Nivel Tanque de F iltrado DDW 92
Figura 53. Sintonía del lazo de control. (Corriente mínima) 92
Figura 54. Sintonía del lazo de control. (Corriente máxima) 93
Figura 55. Tendencia de control de nivel del Tanque de Filtrado DDW 95
Figura 56.Tendencia de control de nivel del Tanque de Filtrado 96 DDW después del mantenimiento
Figura 57. Pantallazo de Evaporadores Set 1: Efecto 1A y 1B 98
Figura 58. Tendencia de corriente bomba 71S143 en p roceso 99 Figura 59. Tendencia de corriente bomba 71S143 en l avado del set 99
Figura 60. Triángulo de Potencias para la caracteri zación del 110 transformador de PP1

15
Figura 61. Eficiencia a potencia de entrada del mot or de dilución 113 lavadora de Simplox 1
Figura 62. Eficiencia a potencia de entrada máxima del motor 113 de dilución lavadora de Simplox 1
Figura 63 . Análisis económico motor de dilución Lavadora de Si mplox 1 115 Figura 64. Resultados evaluación económica motor de dilución 116 Lavadora de Simplox
Figura 65. Gráfica valor presente neto motor de dil ución 116 Lavadora de Simplox 1
16
LISTA DE ANEXOS Pág. Anexo A. Centro de Control de Motores (CCM) 117 Anexo B. Datos históricos del indicador de consumo, Indicador de 121 eficiencia Base 100 y de sumas acumulativas Anexo C. Censo de carga en PP1 124 Anexo D. Consumo de potencia del transformador de P P1 129 T3-7/13,2/0,48 Kv, 2MVA Anexo E. Registrador Trifásico Powerpad (Allen-Brad ley) 130 Anexo F. Datos característicos de luminarias fluore scentes T8 y T12 131 Anexo G. Datos característicos de luminarias de mer curio HPLN 132 y Metal Halide Anexo H. Filtrado de datos atipicos por metodo de r esiduales 133

17
RESUMEN Smurfit Kappa Cartón de Colombia (SKCC) ubicada en Yumbo (Valle del Cauca) es una productora de pulpa, papel y cartón con madera de plantaciones forestales, que proporciona a los empaques las propiedades requeridas por los clientes para obtener un óptimo desempeño. La compañía fabrica y comercializa papeles blancos para impresión, escritura y publicaciones, cartulinas esmaltadas y no esmaltadas, cartones, especialidades y papeles kraft para la fabricación de cajas corrugadas y sacos multipliegos. Es el mayor productor de papeles y empaques del país, es una compañía integrada desde la semilla del árbol hasta la fabricación de empaques. En este proyecto se realiza la caracterización energética en el área de la Planta de Pulpa 1, permitiendo evaluar la eficiencia con que allí administran y usan la energía eléctrica. Para tal efecto, se plantea una caracterización organizacional identificando el gestor energético encargado del planeamiento y ejecución de los planes de acción de uso eficiente de la energía; se propone indicadores para el monitoreo de variables energéticas, se identifican potenciales de ahorro mediante variabilidad operacional y se realiza diagnostico energético en equipos de uso final. Palabra clave: Eficiencia energética

18
INTRODUCCIÓN Las condiciones actuales de consumos energéticos han obligado al sector industrial a reestructurar sus procesos, buscando con esto un aumento en la eficiencia de los mismos. Esta reestructuración por un lado consiste en realizar un control total del proceso a partir de tecnología de punta y que solo unos pocos sectores productivos poseen por ser demasiado costosa. Por otro lado, pequeñas y medianas empresas acuden a las llamadas auditorias energéticas, las cuales posiblemente garanticen la estructuración y reducción de los consumos de los energéticos, pero no siempre se tiene presente la correlación existente entre estos consumos y la producción de la empresa, generando la mayoría de las veces desconfianza por parte del empresario. Como respuesta a esta problemática, en Colombia se planteo el modelo de Gestión Integral de Energía (SGIE)1. Para la realización de este proyecto se tomo como referencia la guía para la implementación del SGIE, específicamente las herramientas de caracterización energética con el fin de obtener la valoración global del estado actual de la empresa en cuanto a la gestión y el uso eficiente de la energía. La caracterización energética se efectuó al área de la Planta de Pulpa 1 de Smurfit Kappa Cartón de Colombia, la misma consistió en la aplicación de herramientas estadísticas para la determinación del potencial de ahorro tanto por buenas prácticas como por reducción de la variabilidad operacional en la planeación de la producción y finalmente en los cambios tecnológicos que contribuyan a mejorar la eficiencia de los procesos. En esta dirección se realizo una valoración de la capacidad técnico-organizativa de la empresa para administrar la energía. De tal forma el desarrollo general de este trabajo organiza su estructura presentando la descripción general del proceso en la Planta de Pulpa 1, la distribución del sistema eléctrico y el análisis estructural de la planta en función de la producción y gasto energético. Finalizada la descripción, se procede a realizar una caracterización organizacional con el fin de encontrar la persona idónea como gestora energética que pueda hacer valer los planes de acción para minimizar el consumo eléctrico y optimizar el proceso; se califica el estado actual de la
1 SGIE metodología que ha sido elaborada por la Unidad de Planeación Minero Energética de
Colombia (UPME), el Instituto Colombiano para el Desarrollo de la Ciencia y la Tecnología. “Francisco José de Caldas” (Colciencias), la Universidad Autónoma de Occidente con el Grupo de Investigación en Energías (GIE) y la Universidad del Atlántico con el Grupo de Gestión Eficiente de Energía (KAI).

19
empresa en función de la gestión energética y se desarrolla una plantilla para la planificación, en la cual se revisaran las actividades de la organización que están involucradas con el consumo de energía eléctrica y obtener con estos datos e información, herramientas y técnicas para el desarrollo de las salidas de la planeación. Una vez culminado el capítulo anterior, se realiza la caracterización energética estableciendo las líneas base y meta, filtrando valores atípicos con el fin de mejorar la correlación de los datos. Posteriormente, se realiza una propuesta para la implementación de formatos en los cuales se llevará un control diario de los indicadores de consumo, base 100 y sumas acumulativas, anexándose a esto, un acceso al árbol de indicadores que tendrá unificado los actuales y los propuestos. Para finalizar, se identifica potenciales de ahorro energético mediante variabilidad operacional en las bombas de licor negro 30LD03, 71S135 y 71S143, manifestando que tanto afectan sus variables en el consumo energético de la planta y plantear recomendaciones para minimizarlo. De igual manera, se realiza un diagnostico energético en algunos de los equipos de uso final como lo son la iluminación, factor de potencia en el transformador principal y eficiencia en motores eléctricos.

20
1. ANTECEDENTES Las Plantas de Pulpa de (SKCC) en los últimos años ha venido contribuyendo con el medio ambiente, certificándose en el Sistema de Gestión Ambiental (ISO 14001) en el cual participan activamente ingenieros de proceso, eléctricos e instrumentistas. Además en el último año fueron certificados con el sello FSC (Forest Stewardship Council) que garantiza que la compañía promueve el manejo forestal responsable de sus bosques y plantaciones, de manera ambientalmente adecuada, socialmente benéfica y económicamente viable. Vale resaltar los sistemas de gestión de la calidad que responden al adecuado desempeño de las Normas ISO 9000 y los sistemas de gestión de seguridad y salud en el trabajo a las Normas OHSAS 18001. En octubre del 2009 entra en funcionamiento un turbo-generador de 18 Mw que funciona con vapor generado por la caldera de recuperación inaugurada 1 año atrás, demostrando que la compañía viene en un proceso de ahorro energético significativo, representado económicamente en compra de energía eléctrica a EPSA, sumándosele a dos turbo-generadores más (uno a gas y el otro a carbón); contribuyendo de esta manera, al consumo interno de la compañía en ¾ partes de su consumo total, el cual está alrededor de los 40 Mw día. A nivel internacional no existía una norma que guiara el nuevo diseño organizacional requerido en la empresa para la administración eficiente de sus recursos energéticos y el impacto ambiental que produce el uso de la energía en los procesos productivos, es así que se quiere aprovechar la norma ISO 50001 y el proyecto de investigación “Programa de Gestión Integral de la Energía para el Sector Productivo Nacional financiado por Colciencias y la Unidad de Planeamiento Minero Energético UPME, ejecutado por el grupo de investigación de la Universidad Autónoma de Occidente, grupo GIEN que proporciona la guía para llevar a cabo un sistema de gestión integral de la energía.

21
1.1 OBJETIVOS
1.2.1 Objetivo General. Realizar la caracterización energética en las plantas de pulpa de Smurfit Kappa Cartón de Colombia, aplicando el sistema de gestión integral de energía.
1.2.2 Objetivos Específicos
• Aplicar la metodología planteada por el Sistema de Gestión Integral de energía mediante la caracterización energética eléctrica. • Mediante las herramientas estadísticas se analiza las tendencias y variabilidad en el consumo de energía eléctrica Vs. Producción en sitios de mayor oportunidad de ahorro. • Plantear alternativas para el uso eficiente y racional de la energía eléctrica a partir de la estimación de los potenciales de ahorro y la energía no asociada a la producción.

22
1.2 METODOLOGÍA UTILIZADA EN LA CARACTERIZACIÓN Para poder ejecutar el proyecto de la manera más sencilla y organizada posible, se decide dividirlo en seis etapas generales, las cuales fueron distribuidas de acuerdo a su nivel de importancia y por lo tanto, quedaron así: • Revisión del contenido teórico asociado al proyecto para estudiar y analizar detalladamente la metodología. • Conocer el proceso de producción de pulpa en cada una de las líneas. • Utilizar las estadísticas de consumo energético existentes en la planta. • Desarrollar un inventario y caracterización de cada una de las líneas o plantas que conforman el conjunto a analizar e identificar donde se están presentando los más altos focos de ineficiencia energética. • Una vez analizados los resultados, se recopilan los datos de consumo energético detallado por las maquinas y equipos de la sección con mayor ineficiencia energética. • Se sugirieron cambios de ahorro energético a corto, mediano y largo plazo.

23
2. DESCRIPCION DE LA EMPRESA 2.1 PROCESO PRODUCTIVO DE SMURFIT KAPPA CARTÓN DE C OLOMBIA Figura 1. Foto panorámica de Smurfit Kappa Cartón d e Colombia
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador. Smurfit Kappa Cartón de Colombia (SKCC) es una compañía ubicada en Yumbo (Valle del Cauca), cuenta en sus instalaciones con 3 plantas productoras de pulpa, 4 molinos para el secado y enrollado del papel, una Caldera de Recuperación (UR3) y una Planta de fuerza (PWP) con 3 generadores de energía eléctrica (2 a vapor y una con gas natural).

24
La compañía fomenta su trabajo en el desarrollo sostenible con el fin de ser líderes a nivel regional y mundial en empaques y cajas de cartón. También cuenta con la fabricación de papeles para imprenta, cartulinas, sacos, entre otras. Para la fabricación de cada uno de estos productos se requiere contar con una materia prima indispensable que es la pulpa, proveniente del cocimiento de la madera (pino y eucalipto), la cual se transforma en las Plantas de Pulpa. El proceso productivo de la compañía es el siguiente: 2.1.1 Planta de Tratamiento de Madera. En este proceso se utiliza como materia prima madera (pino y eucalipto) con el fin de transformarla en astillas por medio de una picadora con las especificaciones de tamaño requeridas y almacenarla en un patio de astillas para el cocimiento en los digestores. Este almacenamiento se hace en pilas, separando el pino del eucalipto, ya que cada una se utiliza en procesos diferentes.
Figura 2. Planta de Tratamiento de Madera
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador. 2.1.2 Plantas de Pulpa. Inicia con los Digestores que son tanques de 75 m³ metálicos y con recubrimiento térmico en los cuales se realiza esencialmente el
25
tratamiento por medio del cocimiento a la astilla proveniente de la Planta de Tratamiento de Madera. Se tiene como propósito disolver el principal constituyente de la madera llamado lignina, ésta es una sustancia cementante que une las fibras de la madera, este efecto se logra por la acción conjunta de la temperatura y la mezcla de la soda cáustica (NaOH) con el sulfuro de sodio (Na2S) mediante una reacción química bajo condiciones controladas de presión, temperatura y tiempo.
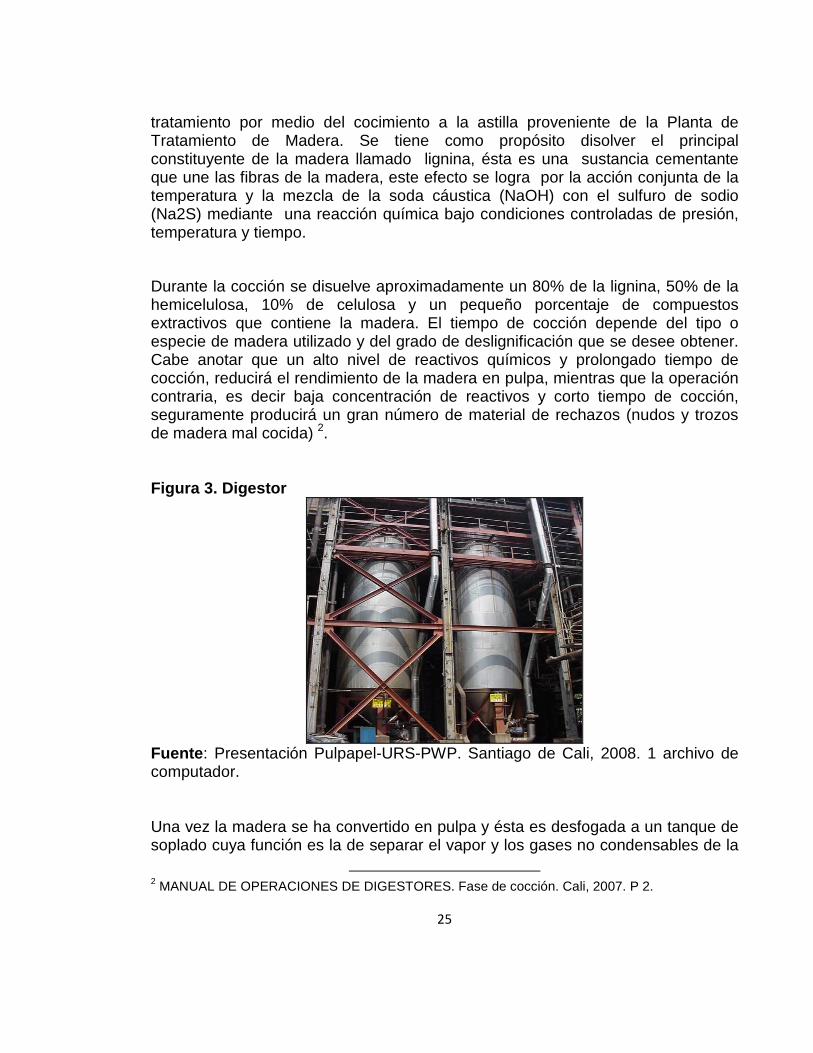
Durante la cocción se disuelve aproximadamente un 80% de la lignina, 50% de la hemicelulosa, 10% de celulosa y un pequeño porcentaje de compuestos extractivos que contiene la madera. El tiempo de cocción depende del tipo o especie de madera utilizado y del grado de deslignificación que se desee obtener. Cabe anotar que un alto nivel de reactivos químicos y prolongado tiempo de cocción, reducirá el rendimiento de la madera en pulpa, mientras que la operación contraria, es decir baja concentración de reactivos y corto tiempo de cocción, seguramente producirá un gran número de material de rechazos (nudos y trozos de madera mal cocida) 2. Figura 3. Digestor
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador.
Una vez la madera se ha convertido en pulpa y ésta es desfogada a un tanque de soplado cuya función es la de separar el vapor y los gases no condensables de la
2 MANUAL DE OPERACIONES DE DIGESTORES. Fase de cocción. Cali, 2007. P 2.

26
pulpa y el licor. Esta nueva etapa cuentan con tres líneas o plantas (PP1, PP2 y PP3) las cuales se encargan después de la cocción de separar la materia prima para satisfacer las necesidades de calidad de la pulpa. En esta fase de selección, se separa las fibras de la pulpa de calidad requerida y posteriormente pasan a la fase de lavado la cual tiene como función principal remover de una manera económica la mayor cantidad posible de sólidos disueltos en la suspensión de pulpa, utilizando para ello la menor cantidad de agua. El licor negro viaja en un sentido hacia las Calderas de Recuperación, aumentando su concentración (desde su estado inicial de agua) y la pulpa viaja en sentido contrario, disminuyendo su contenido de sólidos disueltos. Por último realizan un tratamiento químico para su posterior almacenamiento y despacho a los molinos. En cada planta se procesan pulpa para diferentes aplicaciones en los molinos en donde PP1 produce pulpa blanca (9000 Ton) para la fabricación de papeles para imprenta, cartulinas y otros, PP2 produce pulpa semiquimica (8000 Ton) para la fabricación de corrugado, cartulinas y linner y PP3 produce pulpa Kraft (9000 Ton) para la fabricación de sacos, cajas de cartón y cartulinas3. Figura 4. Lavadoras de Plantas de Pulpa
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador.
3 MANUAL DE OPERACIONES PLANTA DE PP1. Cali, 2003. p. 20.

27
2.1.3 Molinos. La compañía cuenta con 4 molinos (Molino 1, Molino 3, Molino 4, Molino 6), en estos procesos se seca la pulpa proveniente de las Plantas de Pulpa y se enrolla convirtiéndose en el producto terminado que es el papel. Posteriormente es enviado a las compañías filiales para su uso final. Figura 5. Molinos

28
2.1.4 Caldera de Recuperación (UR3). Los subproductos orgánicos del proceso de plantas de pulpa se queman en las calderas de recuperación. Esto proporciona calor para generación de vapor y recuperación de químicos. El proceso de combustión depende de la química y distribución del licor negro y de la operación del sistema de aire de combustión4.
Una caldera de recuperación cumple dos funciones en el proceso químico de una planta productora de papel: • Actúa como un reactor químico para la producción de carbonato de sodio y sulfuro de sodio. • Genera vapor para consumo interno con los gases residuales. Figura 6. Caldera de Recuperación (UR3)
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador.
4 SMURFIT KAPPA CARTON DE COLOMBIA. Presentación en Power Point de Calderas de Recuperación. Cali, 2008. p. 37.

29
2.1.5 Planta de fuerza (PWP). Es el corazón de la compañía, desde allí se suministra y controla el agua potable, agua industrial, agua desmineralizada, Vapor de Alta, Media y baja presión, Energía Eléctrica y Aire Comprimido para toda la compañía. Cuenta con 3 turbo-generadores que generan las ¾ partes de la energía total consumida. El turbo-generador 1 lo mueve una caldera que funciona a gas industrial, el turbo-generador 3 es movido por otra caldera a carbón y por último el turbo-generador 4 es movido por la caldera de recuperación (vapor). Figura 7. Planta de Fuerza.
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador.

30
Figura 8. Proceso productivo de Smurfit Kappa Cartó n de Colombia
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador.

31
PEROXIDO
ALMACENAMIENTO
2.2 DIAGRAMA DEL PROCESO PRODUCTIVO DE LA PLANTA DE PULPA 1 (PP1) El proceso productivo de la planta consta de las siguientes fases mostradas en la figura 8: Figura 9. Diagrama del proceso productivo de la Pla nta de Pulpa 1 (PP1)
DESFOGUE
ETAPA 1
DE
LAVADO
SEPARACION
GRUESA
ETAPA 2
DE
LAVADO
SIMPLOX
QUELACION

32
2.2.1 Desfogue. En esta fase por medio de la agitación se estabiliza y homogeniza la suspensión de Pulpa, pasando de un proceso discontinuo de cocción en digestores Batch a las fases siguientes que son continúas y requieren una carga estable de Pulpa para su operación eficiente. Adicionalmente, ocurre una separación de fibras o desfibramiento de los chips de madera cocida, al pasar de un sistema presurizado en los Digestores al Blow Tank.
Figura 10. Tanque de desfogue.
2.2.2 Etapa 1 de Lavado. Continuando, en el proceso se hace un lavado por desplazamiento mediante la lavador DDW de gran capacidad y trabajo eficiente, la extracción que hace de licor negro por su sistema de succión en vacio es llevada al tanque de filtrado DDW del cual se suministra dilución para controlar la consistencia del Blow Tank, Tanque Nivelador de consistencia y el restante se envía al Goslin.
2.2.3 Separación Gruesa. Fase en la cual se seleccionan las fibras de Pulpa de tamaño adecuado, descartando los Nudos y Shives de gran tamaño mayores de 0.375 pulgadas. Los Nudos son astillas de madera de cocción incompleta por que provienen de las raíces de los arboles, cuyos tejidos son más densos. Los Shives son astillas de madera mayores de 6 mm de largo de cocción incompleta ocasionada generalmente por sobretamaño de la astilla inicial. La eliminación de los Nudos es fundamental ya que no sirven para fabricar Pulpa de la calidad

33
requerida y bajan la eficiencia del lavado. Para facilitar la separación, los Nudos y Shives son diluidos con licor del Tanque de Filtrado de la lavadora 0 de la subfase de Lavado Inicial, en el KF50 (Screen Atmosférico) donde se hace una última recuperación de pulpa y luego ésta es enviada para ser nuevamente cocinados5.
Figura 11. Screen para la separación de fibra.
2.2.4 Etapa 2 de Lavado. Se hace un segundo lavado a la pulpa en contracorriente para extraer y concentrar el licor negro, éste es producto del cocimiento de la Madera y el Licor Blanco en Digestores. El lavado se hace con licor negro filtrado y de baja concentración proveniente del tanque de filtrado 4 y de otras dos fases anteriores (Seal box simplox 1 y seal box simplox 2) para de esta manera desplazar y reemplazar el licor más "concentrado".
5 MANUAL DE OPERACIONES PLANTA DE PP1. Cali, 2003. p. 45.

34
Figura 12. Lavadora.
2.2.5 Simplox. La finalidad de esta fase es producir una pulpa lo suficientemente deslignificada que nos permita reducir el consumo de químicos en la fase de Blanqueo (Quelación, peróxido).
Se logra controlando las variables de porcentaje de consistencia de alimentación a los reactores de Simplox, carga de álcali adecuada al sistema, temperaturas de operación óptimas, presión de los tubos y un buen lavado de la pulpa. 2.2.6 Quelación. La finalidad de esta etapa es obtener una respuesta máxima de blanqueo, por lo tanto, se debe eliminar de la pulpa los iones metálicos, tales como el cobre, hierro, manganeso y níquel, que son catalizadores que ocasionan descomposición del peróxido de hidrógeno. El método consiste en pre-tratar la pulpa antes del blanqueo con un reactivo quelante y esto se logra mediante una sub-fase de lavado y almacenamiento en la torre de Quelación para dar retención y contar con las especificaciones requeridas para la fase siguiente.

35
Figura 13. Tubos de Simplox y torre de Quelación.
2.2.7 Peróxido. En esta fase se llega a valores aceptables de blancura en la pulpa en un medio alcalino y para esto se utiliza peróxido de hidrógeno. Los mejores resultados en el blanqueo correspondientes a una determinada dosis de peróxido, dependen de la alcalinidad, la consistencia, temperatura y el tiempo de retención. Al lograrse la blancura óptima ya queda lista la pulpa para su almacenamiento y posterior envió a los molinos.
Figura 14. Tubos de peróxido.

36
2.2.8 Almacenamiento. Al terminar el blanqueamiento se procede al almacenaje en tanques de 500 toneladas con el fin de suministrarla a los molinos 1,3, y 6 como materia prima.
Figura 15. Tanques de almacenamiento
2.3 DESCRIPCIÓN FUNCIONAL BÁSICA DEL SISTEMA ELÉCTR ICO DE PLANTAS DE PULPA. 2.3.1 Descripción Básica del Sistema Eléctrico Gene ral de la Planta Smurfit Kappa Cartón de Colombia. 6 La subestación Principal 115/13.2 kV posee tres (3) bahías de transformador, de las cuales sólo dos (2) están operativas, conectadas en configuración de barraje sencillo mediante el cual se realiza la interconexión del sistema eléctrico de la fábrica de Smurfit Kappa Cartón de Colombia en Yumbo con el Sistema de Transmisión Regional operado por la Empresa de Energía del Pacífico S.A. – E.S.P, EPSA.
6 PARRA BETANCUR, Jorge William. TORO BOLIVAR, Humberto Rafael. Trabajo de grado:
Estudio de distorsión armónica y factor de potencia en la red de alimentación eléctrica de una máquina papelera. Universidad Autónoma de occidente. Santiago de Cali, 2009.

37
Figura 16. Fotografía bahías de transformadores Smu rfit Kappa Cartón Colombia.
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador. El Barraje Principal a 13,2kV de la fábrica, en configuración barraje sencillo seccionado, está conformado por las secciones A, B y C. La sección A posee nueve (9) bahías: Seis (6) de ellas de transformación (2A-1, 2A-2, 2A-3, 2A-4, 2A-12 y 2A-10) y tres (3) de distribución (2A-11, 2A-5, 2A-9). La sección B posee tres (3) bahías: Una (1) de transformación (2B-1) y dos (2) de distribución (2B-2 y 2B-3). La sección C posee cuatro (4) bahías de distribución (2C-4,2C-5, 2C-6 y 2C-7). La fábrica de Smurfit Kappa Cartón de Colombia en Yumbo, posee una generación propia de 30000 kW (Los Turbogeneradores TG1 de 8500 kW, TG3 de 9000 kW y TG4 de 12500 kW) y compra al Sistema Interconectado Nacional 10000 kW, para atender la demanda total de 40000 kW. 2.3.1.1 Desarrollo de la subestación principal. La subestación Principal 115/13,2 kV está localizada en el sector centro-sur de la fábrica de Smurfit Kappa Cartón de Colombia en Yumbo. Dicha subestación Principal tiene configuración de barraje sencillo, con los siguientes componentes:
• Una bahía de transformación T1-1 que recibe generación desde los turbogeneradores TG1y TG4 instalados en el lado de 13200 Vca y TG3 instalado en el lado de 4160 Vca. Compuesta por equipo de maniobra tipo exterior a 115 kV y transformador de potencia 33.25 MVA, 115/13.2 kV. • Una bahía de transformación T1-2 para atender la Planta de Corrugado y el Chipper. Compuesta por equipo de maniobra tipo exterior a 115 kV y transformador de potencia 33.25 MVA, 115/13.2 kV.

38
La subestación Principal 115/13,2 kV tiene un sistema de control convencional con arquitectura funcionalmente distribuida y físicamente concentrada en el edificio de control. 2.3.1.2 Construcción de la subestación. La subestación Principal 115/13,2 kV se conecta al sistema regional a través de línea a 115 kV, quedando interconectada con la subestación Guachal (EPSA). Las bahías a 115 kV cuentan con equipos suministrados por SIEMENS.
Equipos de 115 kV TYPE SR 16201 seccionador sdcem 3AF interruptor tripolar de mando tripolar – siemens PTD H43/590689.001
descargadores de sobretensión tipo 3ep siemens
URS-36 transformador de tensión arteche CRE-36 transformador de corriente arteche
Las principales características de los equipos instalados en la subestación Principal 115/13,2 kV se describen a continuación: Interruptores Los interruptores suministrados son SIEMENS tipo 3AF, de 1500 A, 5000 MVAsc, 115 kV, aplicación exterior, de mando tripolar, con mecanismo de accionamiento por resorte y extinción del arco en SF6. Seccionadores: Los seccionadores son SDCEM tipo SR 16201. Transformadores de corriente: Los transformadores de corriente suministrados son ARTECHE tipo CRE-36. Transformadores de tensión: Los transformadores de tensión suministrados para las bahías de transformación y la barra de 115 kV son ARTECHE tipo URS-36.

39
Descargadores de sobretensión: Los descargadores de sobretensión instalados son SIEMENS tipo 3EP4 096-2PL3 de óxido de zinc. Figura 17. Interruptor y seccionador (115kV), Smurf it Kappa Cartón Colombia
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador. 2.3.2 Descripción Funcional del Sistema Eléctrico d e las Plantas de Pulpa Las Plantas de Pulpa están conectadas a la sección A. La sección A (barraje 2A y 5A de 13.2kV) posee cinco (5) bahías para estas plantas: las cuales son de transformación (2A-2, 2A-3, 5A-8, 5A-10, 5A-11). Figura 18. Subestación principal barraje 2A y 5A.

40
Fuente : Presentación Pulpapel-URS-PWP. Santiago de Cali, 2008. 1 archivo de computador. La caracterización energética que se realizó en las Plantas de Pulpa se analizó la bahía de los interruptores 5A-8, 5A-10, 5A-11 los cuales controlan eléctricamente la Planta de Pulpa 1 (PP1). En estas bahías de transformación se encuentran los interruptor 5A-8, 5A-10, 5A-11 marca Cutler Hammer de 1200A y Unidades de Protección para Distribución (DPU) 2000R, en los cuales están conectados los transformadores T3-4, T3-5, T3-7. Figura 19. DPU 2000R e interruptores 5A-8, 5A-10, 5 A-11 de PP1
Cuadro 1. Datos técnicos interruptor 5A-8, 5A-10, 5 A-11 UBICACIÓN DESCRIPCIÓN NOMBRE AMP.[A] KAcc MARCA TIPO
S/E UR3 5A-8,5A-10,5A-11 SISTEMA BARRAJE 5A
1200 37 C.H 150 Vcp-W 1000
En estos transformadores están conectado interruptores principales de 3000A General Electric que conectan los barrajes de 480 V y a su vez alimentan los interruptores auxiliares de 1600A a los CCM´S correspondientes.

41
Figura 20. Interruptor 3000A
Los Centros de Control de Motores (CCM) conectadas a los barrajes de 480V de los transformadores T3-4, T3-5 y T3-7 se grafican en la siguiente figura: Figura 21. Diagrama General del Sistema Eléctrico d e PP1

42
Figura 22. Centros de Control de Motores (CCM)
Las cargas conectadas a cada uno de los CCM con sus datos más relevantes ilustrados en la figura 21 se describirán en el anexo A.

43
3. CARACTERIZACIÓN ENERGÉTICA EN LAS PLANTAS DE PU LPA Se establece la caracterización energética en las Plantas de Pulpa de Smurfit Kappa Cartón de Colombia mediante las herramientas para el análisis de eficiencia energética aplicadas en la guía de gestión disponibles en la página de la UPME, que permiten establecer el comportamiento de los indicadores y la identificación de los procesos así como la identificación de los equipos con mayor consumo. Mediante la caracterización energética y aplicando el sistema de gestión integral de energía se concentra la atención en las Plantas de Pulpa para reducir el consumo y costos energéticos usando las herramientas que permitieron identificar los potenciales más evidentes a corto, mediano y largo plazo de soluciones o medidas de uso racional de la energía. Este análisis se centra en la búsqueda de reducción del consumo eléctrico en el sistema de iluminación, equipos de mayor consumo, variabilidad operacional y capacidad del transformador principal. El estudio se enfoca en la Planta de Pulpa 1 (PP1), la cual se selecciona por ser la de mayor consumo eléctrico. Se recopilaron datos de consumos diarios de energía y producción y se identifica el estado actual del área en análisis. Con el propósito de identificar cual es el consumo total de energía eléctrica, de cómo está distribuido por áreas en la compañía y a qué nivel de consumo eléctrico se encuentra las Plantas de Pulpa, se ilustra en la cuadro 3 los datos suministrados en Kw-h del consumo de cada una de ellas. Cuadro 2. Distribución del consumo energético prome dio día de Smurfit Kappa Cartón de Colombia (Cali).
DISTRIBUCION DEL CONSUMO ELECTRICO DE LA COMPAÑÍA POR AREAS
Kw-h
MOLINO 1 2700
MOLINO 3 2100
MOLINO 4 8300
MOLINO 6 6200
UR3 3400
PWP 3600
CORRUGADO 700
PLANTAS DE PULPA 11400

44
Figura 23. Distribución del consumo energético por áreas.
Se observa en la figura 23 que Plantas de Pulpa y Molino 4 son los grandes consumidores de energía eléctrica en la compañía. Por tal motivo, se decide realizar la caracterización energética en plantas de Pulpa. Para tal fin, se recopilaron datos diarios de consumo eléctrico (KW/h) y producción (toneladas) de los años 2009 y 2010. 3.1 SELECCIÓN DEL ÁREA DE APLICACIÓN DE LA CARACTE RIZACIÓN MEDIANTE EL DIAGRAMA DE PARETO .
Se requiere realizar la caracterización energética en las Plantas de Pulpa de Smurfit Kappa Cartón de Colombia, aplicando el sistema de gestión integral de energía, centralizando la atención en el área de mayor consumo de energía eléctrica. Para ello se utiliza el Diagrama de Pareto, que permite hallar el 20% de los equipos o áreas que generen el 80% de los consumos totales. Cuadro 3. Datos históricos anuales de Plantas de Pu lpa
DATOS HISTORICOS PLANTAS DE PULPA
Planta energía Kwh
producción Ton
% relativo % acumulativo
PP1 2123935 212998 47,45 47,45
PP2 1303809 67945 29,13 76,58
PP3 1048535 158151 23,42 100,00

45
Figura 24. Diagrama de Pareto
Respecto a la gráfica anterior, se observa que la Planta de Pulpa 1 (PP1) es la de mayor consumo energético, de tal manera que el estudio y análisis de mejora se enfocaran para lograr la reducción de consumo energético esperada en PP1. 3.2 ANÁLISIS DEL COMPORTAMIENTO DEL CONSUMO MEDIAN TE EL DIAGRAMA DE CONTROL Los gráficos de control son diagramas lineales que permiten observar el comportamiento de una variable en función de ciertos límites establecidos. Se usan como instrumento de autocontrol y resultan muy útiles como complemento a los diagramas causa y efecto, para detectar en cuales fases del proceso analizado se producen las alteraciones. Su importancia consiste en que la mayor parte de los procesos productivos tienen un comportamiento denominado normal, es decir existe un valor medio x del parámetro de salida muy probable de obtener, y a medida que nos alejamos de este valor medio la probabilidad de aparición de otros valores de este parámetro cae bruscamente, si no aparecen causas externas que alteren el proceso, hasta hacerse prácticamente cero para desviaciones superiores a tres veces la desviación estándar (3σ) del valor medio. Este comportamiento (que debe

46
probarse en caso que no exista seguridad que ocurra) permite detectar síntomas anormales actuando en alguna fase del proceso y que influyan en desviaciones del parámetro de salida controlado7. Se procede al análisis del comportamiento de variables que intervienen en los procesos de esta planta. En este caso, se debe saber si los consumos están siendo controlados o si hay alteraciones que influyan en los valores que la planta presenta. Para ello se utiliza los gráficos de control y para su construcción se calcula lo siguiente: Consumo promedio y la desviación estándar de esos valores de consumo. X: Consumo promedio DS: Desviación estándar LCS: Limite de control superior: X + 1*DS LCI: Limite de control inferior: X - 1*DS En el siguiente cuadro se muestra los datos de energía y la metodología para establecer los límites de control. Cuadro 4. Datos para el diagrama de Control PP1 MENSUAL
2009-2010 Energía [Kw/h] Producción [Ton] X DS LCS LCI
ene-09 83282 6999 88497 18445 106942 70053
feb-09 85033 7343 88497 18445 106942 70053
mar-09 87566 7928 88497 18445 106942 70053
abr-09 33633 6979 88497 18445 106942 70053
may-09 34468 8010 88497 18445 106942 70053
jun-09 95109 8564 88497 18445 106942 70053
jul-09 99117 8637 88497 18445 106942 70053
ago-09 97147 8808 88497 18445 106942 70053
sep-09 99052 8959 88497 18445 106942 70053
oct-09 63898 5285 88497 18445 106942 70053
nov-09 98055 9024 88497 18445 106942 70053
7 UNIDAD DE PLANEACION MINERO ENERGÉTICA DE COLOMBIA (UPME), INSTITUTO
COLOMBIANO PARA EL DESARROLLO DE LA CIENCIA Y LA TECNOLOGIA (COLCIENCIAS). Herramientas para el análisis de caracterización de la eficiencia energética. Cali, 2006. p. 30.

47
dic-09 100765 9721 88497 18445 106942 70053
ene-10 94218 9459 88497 18445 106942 70053
feb-10 92312 9001 88497 18445 106942 70053
mar-10 96481 9657 88497 18445 106942 70053
abr-10 96417 10028 88497 18445 106942 70053
may-10 94817 10254 88497 18445 106942 70053
jun-10 92724 9246 88497 18445 106942 70053
jul-10 96361 9228 88497 18445 106942 70053
ago-10 94955 9500 88497 18445 106942 70053
sep-10 94162 9335 88497 18445 106942 70053
oct-10 97430 9192 88497 18445 106942 70053
nov-10 95314 10738 88497 18445 106942 70053
dic-10 101619 11103 88497 18445 106942 70053
Figura 25. Diagrama de Control
0
20000
40000
60000
80000
100000
120000
Energía (Kw-h)
Mes
Energía
X
LCS
LCI
La gráfica muestra dos grandes anomalías con respecto a la media establecida, debido que durante el 14 de abril y el 19 de mayo del 2009 no se obtuvieron registros de datos de energía por problemas técnicos, donde los datos de consumo fueron cero “0” con datos de producción normales.
48
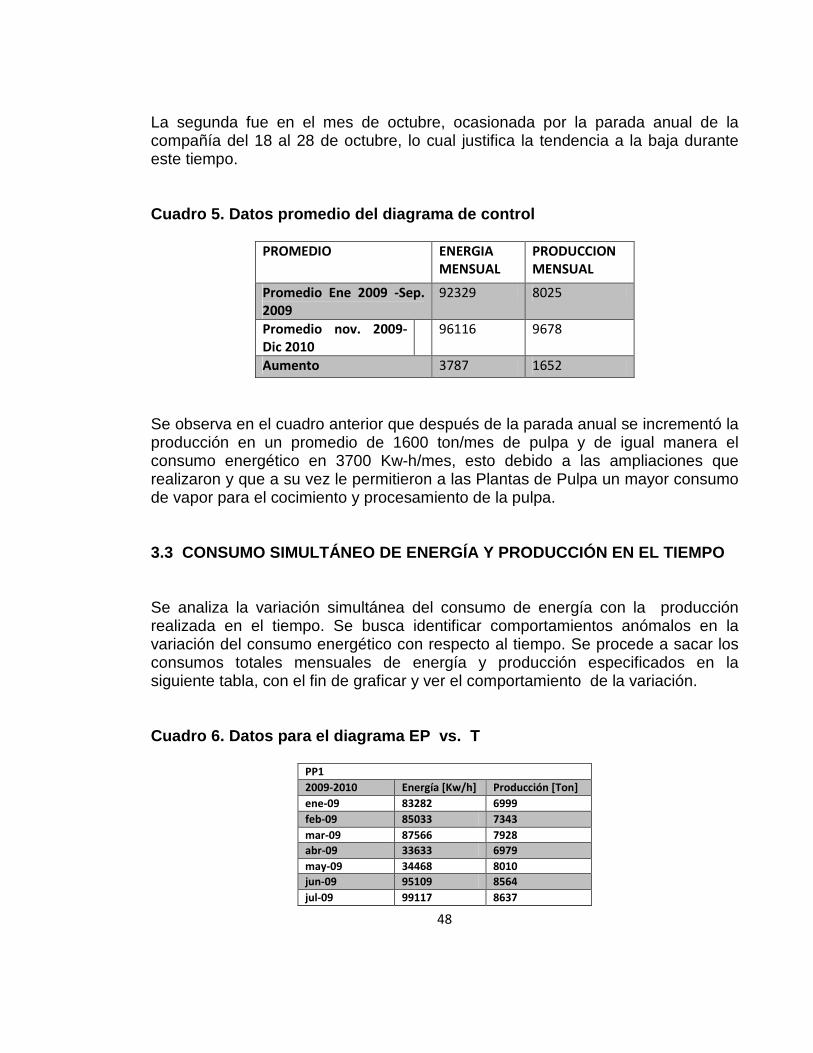
La segunda fue en el mes de octubre, ocasionada por la parada anual de la compañía del 18 al 28 de octubre, lo cual justifica la tendencia a la baja durante este tiempo. Cuadro 5. Datos promedio del diagrama de control
PROMEDIO ENERGIA MENSUAL
PRODUCCION MENSUAL
Promedio Ene 2009 -Sep. 2009
92329 8025
Promedio nov. 2009-Dic 2010
96116 9678
Aumento 3787 1652
Se observa en el cuadro anterior que después de la parada anual se incrementó la producción en un promedio de 1600 ton/mes de pulpa y de igual manera el consumo energético en 3700 Kw-h/mes, esto debido a las ampliaciones que realizaron y que a su vez le permitieron a las Plantas de Pulpa un mayor consumo de vapor para el cocimiento y procesamiento de la pulpa. 3.3 CONSUMO SIMULTÁNEO DE ENERGÍA Y PRODUCCIÓN EN EL TIEMPO Se analiza la variación simultánea del consumo de energía con la producción realizada en el tiempo. Se busca identificar comportamientos anómalos en la variación del consumo energético con respecto al tiempo. Se procede a sacar los consumos totales mensuales de energía y producción especificados en la siguiente tabla, con el fin de graficar y ver el comportamiento de la variación. Cuadro 6. Datos para el diagrama EP vs. T
PP1
2009-2010 Energía [Kw/h] Producción [Ton]
ene-09 83282 6999
feb-09 85033 7343
mar-09 87566 7928
abr-09 33633 6979
may-09 34468 8010
jun-09 95109 8564
jul-09 99117 8637

49
ago-09 97147 8808
sep-09 99052 8959
oct-09 63898 5285
nov-09 98055 9024
dic-09 100765 9721
ene-10 94218 9459
feb-10 92312 9001
mar-10 96481 9657
abr-10 96417 10028
may-10 94817 10254
jun-10 92724 9246
jul-10 96361 9228
ago-10 94955 9500
sep-10 94162 9335
oct-10 97430 9192
nov-10 95314 10738
dic-10 101619 11103
Figura 26. Diagrama EP vs. T
Tal como se aclara en el diagrama de control, la inconsistencia que se observa entre abril y mayo fueron causadas por problemas técnicos y en el mes de octubre fue por la parada anual. Respecto a este diagrama, Se observa un comportamiento en la gráfica coherente con los datos suministrados y esperados, debido, a que a mayor producción mayor consumo energético y viceversa. Claro está, que en abril y mayo del 2010 surgieron producciones un poco altas con consumo energético inferior comparado con producciones de otros meses. Los consumos energéticos no variaron significativamente, se observa que tuvo una leve disminución en abril con respecto a marzo de 0,07% y en mayo con respecto al mismo mes de referencia en 1,73%,

50
mientras que la producción mensual aumento 3,84% en abril y 6,09% en mayo respecto a marzo. En noviembre del 2010 se observa un aumento significativo en la producción del 16,83% respecto a octubre, mientras que el consumo energético disminuyo en 2,17% en referencia al mismo mes. Estas son claras evidencia de que se puede obtener niveles de producción buenos con consumos energéticos menores o iguales a los que se vienen presentando.
3.4 ESTABLECIMIETO DE LA LINEA BASE ENERGÉTICA DE LA PLANTA DE PULPA 1 (PP1) Para establecer la línea base de PP1 se utiliza el análisis estadístico del consumo promedio de energía de las condiciones operativas de la planta. En este sentido es importante considerar algunas condiciones operativas de la planta, las cuales se relacionan con datos de energía cero, producción cero y filtrado mediante el método de residuales. Se debe conocer en qué medida la variación de los consumos se debe a variaciones en la producción; es decir, si hay correlación entre los parámetros de consumo y de producción. Para establecer lo anterior, se procede a la elaboración de un diagrama de E Vs. P, que revela la energía no asociada a la producción.

51
Figura 27. Diagrama de consumo Vs Producción (E vs P)
Se obtiene la ecuación de tendencia con una correlación demasiado baja; una de las causas más visibles de este resultado fue que durante el 14 de abril y el 19 de mayo del 2009 no se obtuvo información del consumo energético por problemas técnicos, esto disminuye la correlación existente entre los datos suministrados. 3.5 PROCEDIMIENTO PARA MEJORAR LA CORRELACIÓN DE L A LINEA BASE MEDIANTE TÉCNICAS DE FILTRADO Se realiza la corrección de la gráfica filtrando valores atípicos y de acuerdo con la clasificación y análisis se procede a eliminarlos de la muestra analizada. Para este procedimiento se tiene en cuenta valores de las variables de energía o producción cero, valores lejanos de la línea de tendencia y con el fin de mejorar la correlación y encontrar una ecuación adecuada se realiza el método de filtrado estadístico de residuales. Filtrado de datos atípicos usando el método de resi duales. Un residual (ε), es la diferencia entre el valor observado correspondiente al valor medido del consumo real de un energético E (Kwh/dia) y el valor estimado por la línea base calculada a partir de la regresión líneal en el gráfico de tendencia de energía Vs producción E´, es decir:

52
ε : E – E´
Para este análisis se acostumbra a usar el Residual Estandarizado, el cual se obtiene al dividir el residual entre la desviación estandar del residual.
εstd : ε/sε Cuadro 7. Filtrado de datos atípicos usando el méto do de residuales . (Ver anexo H)
Desv. Stand
2009-2010Producción
[Ton]
Energía
[Kw/h]
Energía
Tendencia
[Kw/h]
ResidualesResidual
estándar
Ene-26 273 3251 3045,5 205,5 0,79758621
Ene-15 282 3288 3082,5 205,5 0,7973875
Sep-24 302 3368 3164,9 203,1 0,78832163
Mar-03 312 3408 3206,0 202,0 0,78378869
Ago-28 328 3473 3271,9 201,1 0,78041692
Feb-20 278 3265 3066,1 198,9 0,77203409
May-29 312 3404 3206,0 198,0 0,76826492
Ene-20 305 3375 3177,2 197,8 0,76755704
Jun-25 315 3416 3218,4 197,6 0,76690504
Ene-21 302 3362 3164,9 197,1 0,76503598
PP1 73,3732906
En el anexo H se observa parte de los datos que seran filtrados para la realización de la gráfica de línea base, teniendose en cuenta que valores con residual estandar mayor a 0,8 e inferior a -0,8 se consideraran como atipicos y se filtraran. A continuación se presenta la grafica que expresa la linea base.

53
Figura 28. Filtración del Diagrama consumo Vs Produ cción
Para la obtención de la línea base se toman un total de 660 datos de los cuales fueron filtrados 176, para un tamaño de muestra de 484 datos y una fiabilidad del 73,3 %. De la gráfica se obtiene la ecuación de la línea de tendencia, esta relaciona las producciones (x) con los consumos (y). La ecuación de comportamiento ayuda a predecir de una forma aproximada cual será el consumo para una producción determinada. El índice de correlación es de 0.7273, lo que indica que hay una fuerte relación entre estos; es decir que tomará esta ecuación para observar el comportamiento del consumo respecto a la producción. Se aclara que los valores de producción cero que no fueron filtrados, están correlacionados con el consumo de energía eléctrica del mismo día; estos valores de energía también fueron bajos y se llega a la conclusión de que es consumo no asociado a la producción. Por tal razón no fueron filtrados. 3.6 ESTABLECIMIENTO DE LA LINEA META DE PP1
Una vez se analiza el gráfico E Vs P y se obtiene los valores de energía no asociados a la producción, se procede a plantear metas de reducción del consumo eléctrico reflejándose en disminución de pérdidas de dinero, si se trazan las medidas adecuadas.

54
Para la construcción de la línea meta, se tiene en cuenta los puntos de mayor eficiencia, en este caso todos los que están por debajo de la línea base, realizando una nueva linealización y obteniendo una nueva ecuación con intercepto menor al de la línea base. La diferencia entre el intercepto de la línea base y la línea meta representa el potencial de ahorro energético por variabilidad operacional. Figura 29. Gráfica Meta E vs P
De la gráfica se observa la nueva línea de tendencia meta, que tiene por objetivo mostrar que en algún momento la planta de pulpa (PP1) tuvo consumos de energía bajos para buenos niveles de producción. La correlación mejoró un 27% indicando que las variables mejoran su relación respecto a la ecuación E vs P antes mencionada y en cuanto a la energía no asociada a la producción se observa que bajo de 2166,6 a 1946,4 Kw/h, indicando una reducción del 10% de la energía no asociada a la producción. El valor energético ahorrado equivale al 6,9% del consumo diario promedio.
55
Si tenemos en cuenta que la compañía paga 207 pesos/Kw-h y la reducción a la cual se podrá llegar por energía no asociada a la producción es de 220,2 Kw/h, se logrará un ahorro anual en pesos de la siguiente manera: AHORRO ANUAL = (207 $/Kw-h)*(220,2 Kw-h)*(365 días) AHORRO ANUAL = $ 16.634.971 3.7 INDICADORES
Como el objeto de investigación es la aplicación del sistema de gestión integral de energía, se requiere saber con qué tipos de indicadores cuenta la empresa y cuales propone la metodología; con el fin, de realizar recomendaciones pertinentes en la implementación de formatos y estrategias adecuadas para el seguimiento de variables a controlar. Para tal motivo se dará una introducción de los que son los indicadores. Un indicador es un indicio expresado numéricamente o en forma de concepto, sobre el grado de eficiencia o eficacia de las operaciones de la entidad, una dependencia o un área de esta. El indicador compara dos cifras o datos y con base en su interpretación se puede cualificar una acción y orientar análisis más detallados en los aspectos en los que se presume desviaciones. Los indicadores facilitan el control y el autocontrol y por consiguiente la toma de decisiones, en la medida en que sea posible relacionarlos con cantidad, calidad, costos, oportunidad y productividad.8 3.7.1Tipos de Indicadores. Los indicadores pueden ser de carácter cuantitativo y cualitativo: Los indicadores cuantitativos son los que muestran valores y cifras periódicamente de los resultados de las operaciones. Por su parte, los indicadores cualitativos son los que permiten evaluar con un enfoque gerencial la capacidad de gestión de la dirección y demás niveles de la organización de tal manera que permitan identificar las amenazas y las oportunidades del entorno organizacional.9
8 LABRADOR, Hénder, 2.005. Indicadores de Gestión. Disponible en internet: http://galeon.com/henderlabrador/hender_archivos/Indi_Gest.pdf
9 NAVAS C, Jesús Eduardo. Manual de indicadores de gestión y resultados. Publicado por el IPSE - Instituto de planificación y promoción de soluciones energéticas. Disponible en internet: http://www.ipse.gov.co/
56
LABRADOR Hénder manifiesta que los parámetros son aspectos a evaluar en un enfoque sistémico de gestión de una unidad u organización. Así, efecto, impacto, eficacia, eficiencia, economía y calidad son parámetros de gestión y como los indicadores pueden ser referencias numéricas que relacionan variables para mostrar el desempeño de la unidad u organización con relación a uno de los parámetros de gestión, los indicadores deben ser clasificados de acuerdo con lo que se pretende medir, por lo que se pueden encontrar los siguientes tipos de indicadores: • De Eficacia o Resultado. Se define la eficacia como el logro de los resultados propuestos, por lo tanto manifiesta que conformarán este grupo, los indicadores que indiquen si se cumplió o no el resultado esperado en el Modelo de Operación de la Organización, así:
METAS CUMPLIDAS EFICACIA = --------------------------------------
METAS ESTABLECIDAS • De Eficiencia o Gestión. Se define la eficiencia como la utilización de los recursos de acuerdo con un programa establecido; adicionalmente dice que la eficiencia tiene que ver entre otros, con los siguientes recursos: financieros, técnicos, humanos y tiempo, los cuales se miden en pesos, horas-máquina, horas-hombre, y horas, días, meses, etc., respectivamente.
RECURSOS UTILIZADOS EFICIENCIA = -------------------------------------- RECURSOS ASIGNADOS
3.7.2 Clases de indicadores de eficiencia 10. Estos se pueden clasificar de la siguiente manera:
Indicadores de composición: Miden la eficiencia de la organización en términos de la forma como asigna o distribuye los recursos de que dispone, por ejemplo:
10 AGUDELO P, Aida Ivonne. Indicadores de gestión. 2006. Disponible en internet: http://www.minminas.gov.co...Indicadores%20de%20gestion%20MME.ppt

57
� Composición del personal. Por nivel de cargo (directivo, asesor, ejecutivo, profesional, técnico, etc.) Por nivel educativo (con postgrado, título universitario, tecnológico, bachiller) Por sexo (para programas de salud, educativos, de capacitación). � Distribución del personal entre áreas o dependencias � Composición de la inversión. Indicadores de densidad: Miden la relación entre las variables involucradas en la generación de un producto o prestación de un servicio. Ejemplo: � Número de Kw instalados por 1.000 usuarios � Número de funcionarios par cada 1.000 usuarios Indicadores de análisis global: Permiten una visión de conjunto de la organización con base en cifras consolidadas. Permiten generar promedios que son útiles al momento de establecer objetivos o determinar costos. � Gastos por funcionario � Gastos por afiliado promedio � Ingresos por funcionario � Subsidio por usuario De efectividad: Miden la satisfacción de las necesidades de la ciudadanía o las partes interesadas, impacto o efecto resultante. Estos son el resultado de la sinergia entre los indicadores de efectividad y los de eficiencia. De Economía: Estos indicadores se basan en el principio gerencial de obtener los insumos, materiales y demás al menor costo posible con las mejores características técnicas. De Impacto: Miden los cambios o modificaciones positivas o negativas que se han producido en el entorno o sobre la población objetivo como consecuencia de la ejecución del plan o el cumplimiento de las funciones asignadas. Estos están relacionados con las contribuciones de los resultados generados a la solución de las necesidades existentes en el área de intervención de la entidad.

58
La evaluación del impacto es la valoración de lo que la acción institucional ha logrado después de un tiempo de haber realizado los planes, programas o proyectos o de haber cumplido las funciones asignadas. Para realizar la evaluación del impacto, básicamente existen dos procedimientos: a. Determinar el valor de los indicadores relevantes antes de iniciar el proyecto, y el valor que asumen estos mismos indicadores después de un tiempo de finalizado el proyecto, determinando las variaciones positivas o negativas. b. Dividir la población objetivo en dos segmentos: el primero (grupo testigo) que no recibe los beneficios del proyecto o no es objeto del accionar institucional, y el segundo (grupo objeto), al cual se entregan los resultados del proyecto, y que será evaluado en el cambio de sus condiciones para luego compararlas con las del grupo testigo. Indicadores de gestión. Los indicadores de gestión están directamente relacionados con la planeación estratégica desde el punto de vista que resultan ser una manifestación de los objetivos estratégicos de una organización a partir de su Misión. Igualmente, resultan de la necesidad de asegurar la integración entre los resultados operacionales y estratégicos de la empresa. Deben reflejar la estrategia corporativa a todos los empleados; dicha estrategia no es más que el plan o camino a seguir para lograr la misión. Estos indicadores pueden ser valores, unidades, índices, series estadísticas, variables, entre otros; es decir, que es como la expresión cuantitativa del comportamiento o el desempeño de toda una organización o de uno de sus procesos, cuya magnitud al ser comparada con algún nivel de referencia, puede estar señalando una desviación sobre la cual se tomarán acciones correctivas o preventivas según el caso11. PÉREZ, 2006 expresa que los indicadores de gestión son parámetros que enfocados a la toma de decisiones se convierten en señales para monitorear la gestión, asegurando que las actividades vayan en el sentido correcto y permiten evaluar los resultados de una gestión frente a sus objetivos, metas y responsabilidades. El monitoreo continuo permite establecer las condiciones e identificar los diversos síntomas que se derivan del desarrollo normal de las actividades. Sin embargo, hay que tener presente que los indicadores de gestión
11 PÉREZ JARAMILLO, Carlos Mario. Los Indicadores de Gestión. Disponible en internet: http://www.rcm2-soporte.com/documentos/2006/SOP-Indicadores-Gestion-Articulo-Enero-2006.pdf
59
son un medio y no un fin, ya que el indicador es un apoyo para saber cómo se encuentra la organización. En resumen, los indicadores sintetizan gran parte de la información de una empresa mediante un número limitado de puntos de referencia. Por lo tanto, permiten asegurar una evaluación rápida del mejoramiento de la institución como también visualizar sus puntos débiles.12 3.7.3 Indicadores que actualmente maneja la empresa y que tienen relación en la gestión energética. Smurfit Kappa Cartón de Colombia cuentan con el monitoreo de los consumos diarios totales planta por planta de agua, energía, aire, vapor y agua desmineralizada.
Para efectos de Plantas de Pulpa, los consumos de agua y aire no están discriminados por línea y solo entregan un consumo total, mientras que para el consumo de energía y vapor están monitoreados en cada una de las líneas de Plantas de Pulpa ayudando al análisis de estos parámetros. Las Plantas de Pulpa cuentan con el control de tres indicadores de consumo, uno es el índice de consumo del agua con respecto a las toneladas producidas [m3/Ton], este índice recopila solo información total del agua y toneladas de pulpa general de todas las líneas o plantas y su objetivo es estar alrededor de los 45 m3/Ton mensuales, el siguiente es el índice de consumo de aire con respecto a las toneladas producidas [ft3/Ton], este índice recopila solo información total del aire y toneladas de pulpa general de todas las líneas o plantas y su objetivo es estar alrededor de los 2500 ft3/Ton mensuales y por último, el índice de consumo de energía con respecto a las toneladas producidas [Kw-h/Ton] y el objetivo es alrededor de los 224 Kw-h/Ton mensuales.
12 Indicadores [en línea]. [Consultado 21 de septiembre de 2011]. Disponible en internet. http://www.sirac.info/Curtiembres/html/indicadores.asp

60
Cuadro 8. Resumen de indicadores actuales de eficie ncia en las Plantas de Pulpa
Energía
(Kwh/Ton)
Agua
(m³/Ton)
Aire
(ft³/Ton)
224 45 2500
INDICES DE CONSUMO
3.7.4 Indicadores recomendados por el modelo gestió n. Para saber a fondo lo relacionado con los indicadores propuestos por el modelo de gestión integral de energía, se describirá lo que cada uno de ellos refleja en el desarrollo del proyecto. Estos indicadores son los siguientes:
� Indicador de consumo vs producción (Ic vs P). El índice de consumo de energía eléctrica, se estima con los registros históricos de consumo-producción y los valores nominales de los equipos. Estos valores comparativos se consideran constantes y no tienen en cuenta si la producción realizada estuvo lejos o cercana de los valores nominales de los equipos o áreas. A continuación, se procede a explicar el método y hallar un punto tal que indique un índice adecuado para el proceso. El gráfico IC Vs P es una línea curva con asíntota en el eje x, en el valor de la pendiente m de la expresión E (p). La expresión de la curva se obtiene de la siguiente forma: E = mP + Eo IC = E/P = m + Eo/P IC = m + Eo/P E: Consumo para un nivel de producción dado (kWh/mes). m: pendiente para la línea de tendencia. Eo: Intercepto para la línea de tendencia. P: Producción programada (ton/mes).

61
La curva muestra que el índice de consumo depende del nivel de la producción realizada. En la medida que la producción disminuye es posible que disminuya el consumo total de energía, como se aprecia de la expresión E (P) pero el gasto energético por unidad de producto aumenta. Este se debe a que aumenta el peso relativo de la energía no asociado a la producción respecto a la energía productiva. El incremento de la producción disminuye, por el contrario, el gasto por unidad de producto, pero hasta el valor límite de la pendiente de la ecuación E (P). En cada gráfico IC Vs. P existe un punto donde comienza a dispararse el índice de consumo para bajas producciones. Este punto lo podemos denominar punto crítico. Producciones por encima del punto crítico no cambian significativamente el índice de consumo, sin embargo, por debajo del punto crítico se incrementa cada vez más. El gráfico IC Vs. P es muy útil para establecer sistemas de gestión energética, y estandarizar procesos productivos a niveles de eficiencia energética superiores, valores de IC por debajo de la curva teórica indican un incremento de eficiencia del proceso, en el caso contrario existe un potencial de disminución del índice de consumo igual a la diferencia entre el IC real (sobre la curva) y el IC teórico (en la curva) para igual producción. También se pueden establecer sobre este gráfico las metas de reducción del índice proyectadas para el nuevo periodo e ir controlando su cumplimiento13. Se recopilan día a día datos de producción y energía de los años 2009 y 2010 para la realización del siguiente cuadro.
13 Ibid., p. 40

62
Cuadro 9. Datos históricos del indicador de consumo (Ver anexo B)
2009-2010 Producción [Ton] Energía [Kw/h] Ic base Ic medido
Nov-20 460 3454 9,01305652 7,50869565
Dic-07 440 3449 9,13041818 7,83863636
Sep-19 434 3470 9,16773594 7,99539171
Dic-19 434 3470 9,16773594 7,99539171
Feb-25 433 3188 9,17405612 7,36258661
Jul-05 433 3364 9,17405612 7,76905312
Dic-01 415 3365 9,29302771 8,10843373
Nov-11 412 3391 9,31386699 8,23058252
May-09 410 3348 9,32792927 8,16585366
Dic-10 410 3462 9,32792927 8,44390244
Nov-10 409 3403 9,33501198 8,3202934
PP1
Figura 30. Gráfica IC vs P

63
El indice de consumo establecido para el 2011en la Planta de Pulpa 1 es de 7.46 Kwh/ton, con un consumo energético promedio que de 2700 Kwh para un valor equivalente de producción de 360 toneladas de pulpa. El punto crítico visto en el análisis se encuentra en una producción cercana a las 320 toneladas de pulpa con un indice de consumo cercano a 10.2 Kwh/ton, mientras que la producción promedio es de 300 toneladas. El indice de consumo establecido esta muy por debajo del valor óptimo que presenta la planta entre los años 2009 y 2010, pero es un valor alcanzable debido a que la administración se ha comprometido con este objetivo. Para concluir, si el indice de consumo aumentara por encima de lo presupuestado implicaría una dinámica de producción de la planta ineficiente, produciendo lo mismo o quizas menos pero con un consumo de energía mayor, incrementando los gastos del centro de costo asociado. Si se implementará mejoras de eficiencia energética se verá una dinámica de producción con menor gasto energético, esto directamente afectará el indice de consumo mejorando la efectividad de la planta y optimizando el proceso.
� Indicador de eficiencia base 100. El indicador de eficiencia base 100, es un indicador de gestión del área energética que refleja el comportamiento de los resultados respecto al valor de consumo alcanzable tomando como cumplimiento de la misma el valor 100.
Indicador de eficiencia base 100 (ETENDENCIA/EMEDIDO)*100 ETENDENCIA = mP + Eo El indicador puede presentar tres tendencias o estados: • Indicador base 100 = 100. Condición de estabilidad energética sin sobreconsumos o reducciones en la tendencia del consumo para el periodo evaluado. • Indicador base 100 < 100. Consumo superior al de tendencia y el indicador registra una reducción porcentual respecto al valor 100 o estabilidad energética.

64
Cuanto menor es el valor del indicador, la condición de sobreconsumo o ineficiencia es más crítica para el periodo evaluado. • Indicador base 100 > 100. Condición de eficiencia. Cuanto mayor es el indicador, la condición de eficiencia o menor consumo es más positiva para el periodo evaluado.14 Para realizar el Indicador de Eficiencia Base 100 se tienen en cuenta los datos filtrados de energía de los años 2009 y 2010 que se ilustraran en el siguiente cuadro. Cuadro 10. Datos históricos del indicador Base 100. (Ver anexo B)
Energía
Consumo
[Kw/h]
Energía
historico
Indicador
Base 100
Energía
Consumo
[Kw/h]
Energía
historico
Indicador
Base 100
Energía
Consumo
[Kw/h]
Energía
historico
Indicador
Base 100
Energía
Consumo
[Kw/h]
Energía
historico
Indicador
Base 100
3294 3366,7 102,2 3347 3426,5 102,4 3398 3454,5 101,7 3410 3498,3 102,6
3294 3366,7 102,2 3330 3430,5 103,0 3386 3458,5 102,1 3369 3502,3 104,0
3378 3366,7 99,7 3423 3430,5 100,2 3368 3462,4 102,8 3395 3506,3 103,3
3302 3370,7 102,1 3374 3434,5 101,8 3340 3466,4 103,8 3388 3510,3 103,6
3331 3370,7 101,2 3357 3438,5 102,4 3345 3466,4 103,6 3446 3514,3 102,0
3370 3370,7 100,0 3422 3438,5 100,5 3332 3470,4 104,2 3400 3518,3 103,5
3423 3370,7 98,5 3423 3438,5 100,4 3380 3470,4 102,7 3434 3526,3 102,7
3310 3442,5 104,0 3383 3486,4 103,1 3349 3478,4 103,9 3457 3526,3 102,0
3312 3442,5 103,9 3422 3486,4 101,9 3362 3478,4 103,5 3422 3530,3 103,2
3426 3442,5 100,5 3405 3490,4 102,5 3363 3478,4 103,4 3429 3542,2 103,3
3360 3446,5 102,6 3411 3490,4 102,3 3409 3478,4 102,0 3430 3542,2 103,3
3389 3450,5 101,8 3378 3498,3 103,6 3352 3482,4 103,9
3333 3454,5 103,6 3407 3498,3 102,7
� Indicador gráfico de tendencias o de sumas acumulat ivas (Cusum) Este gráfico se utiliza para monitorear la tendencia de la empresa en cuanto a la variación de sus consumos energéticos, con respecto a un período base dado. A partir de él también puede determinarse cuantitativamente la magnitud de la energía que se ha dejado de consumir o se ha sobre consumido hasta el momento de su actualización15. Se ilustración en el anexo B los datos recopilados, en el cual se tiene como base la ecuación de energía de tendencia (Et) resultante de los datos del 20 de Mayo al 31 de diciembre del año 2009 como base.
14
Ibid., p. 52 15
UNIDAD DE PLANEACION MINERO ENERGÉTICA DE COLOMBIA (UPME), INSTITUTO COLOMBIANO PARA EL DESARROLLO DE LA CIENCIA Y LA TECNOLOGIA (COLCIENCIAS). Herramientas para el análisis de caracterización de la eficiencia energética. Cali, 2006. p. 50.

65
Cuadro 11. Datos históricos de tendencia o sumas ac umulativas. (Ver anexo B)
Producción
(Ton)
Energía
2010
Ea
Enegia de
Tendencia
Et= 7,394x +
1009,9
Ea - EtSuma
acumulativa
361 3330 3679,134 -349 -349
276 2767 3050,644 -284 -633
334 3270 3479,496 -209 -842
344 3260 3553,436 -293 -1136
367 3262 3723,498 -461 -1597
289 2939 3146,766 -208 -1805
305 3088 3265,07 -177 -1982
268 2970 2991,492 -21 -2003
273 2236 3028,462 -792 -2796
314 3248 3331,616 -84 -2879
302 3195 3242,888 -48 -2927
292 3154 3168,948 -15 -2942
280 3038 3080,22 -42 -2985
395 3425 3930,53 -506 -3490
383 3347 3841,802 -495 -3985

66
Figura 31. Tendencia o sumas acumulativas
Se tomo como año base el 2009 y se recopilan datos de consumo y producción desde el 20 de mayo hasta el 31 diciembre del 2010. Se toma este rango de datos debido a que entre el 14 de abril y 19 de mayo del 2009 no se registraron datos de energía. Esto con el fin de que los resultados se obtuvieran en un rango más equitativo y comparativo dando como resultado una tendencia a la baja entre la energía consumida en el período actual y la que se hubiera consumido en el período base para igual producción. Esta disminución en el consumo es de aproximadamente 50000 Kw/h menos que si se hubieran presentado los mismos niveles de operación y producción en el 2009. 3.7.5 Recomendaciones. Se recomienda la implementación del formato que a continuación se presenta en la cuadro 12 que permitirá realizar un seguimiento diario de los indicadores de consumo, base 100 y sumas acumulativas. En él se especifica el tonelaje diario producido de pulpa por las plantas de pulpa (PP1, PP2, PP3) según sea el caso y la energía consumida en Kwh de cada uno de los interruptores presentes en la misma. Este formato deberá estar disponible para visualización a los operarios de planta y para su modificación y análisis solo tendrá acceso el Ingeniero Planer eléctrico el cual será el directo responsable.

67
Cuadro 12. Formato de indicadores de consumo de ene rgía eléctrica en plantas de Pulpa.
MES:
CONSUMO ENERGIA
PROMEDIO
PRODUCCION DIARIA
CONSUMO HISTORICO
5A8 [Kw/h] 5A10[Kw/h] 5A11 [Kw/h] [Kw/h] [TON] E_HISTORICOIN D IC E D E C ON SUM O [KWH / T ON ]
IN D IC A D OR B A SE
100
SUM A S A C UM ULA T IVA S
INDICADORES DIARIO PROMEDIOPP1
INDICADORES
RESPONSABLE:
INDICADORES DE CONSUMOS DE ENERGIA ELECTRICA EN PLANTAS DE PULPA
PROGRAMA DE EFICIENCIA ENERGÉTICA
CONSUMO ENERGIA PROMEDIO POR INTERRUPTOR
DIA
PLANTAS DE PULPA
• Aprovechando que el sistema de información cuenta con gráficos de monitoreo de los parámetros más relevantes del proceso, se recomienda introducir allí los datos de energía diaria consumida en cada uno de los interruptores de las plantas de pulpa y los indicadores de consumo más relevantes para el uso eficiente de la energía, esto con el fin de mantener la información en tiempo real y poder evaluar alternativas de ahorro energéticos. Los datos deberán de ir en la ruta del sistema de información que se indicará a continuación: � Se debe abrir la pantalla principal de Plantas de Pulpa y seleccionar HIGH DENSITY STOREGE TANKS

68
Figura 32. Sistema de información principal de Plan tas de Pulpa.
Fuente: Pantalla de operación Plantas de Pulpa, Santiago de Cali, 2011
� Posteriormente, se llegará a la pantalla que a continuación se mostrará y se deberá crear un acceso a los gráficos de proceso opción 4 del consumo de energía eléctrica por planta y a los indicadores de consumo. Figura 33. Sistema de información de consumos y pro ducción
Fuente: Pantalla de operación Plantas de Pulpa, Santiago de Cali, 2011

69
� Como la información de consumo diario de energía solo es información que la manejan los operarios de Planta de Fuerza, se recomienda traer el siguiente gráfico para monitoreo al acceso que se creó en el punto anterior. Figura 34. Consumo diario de energía eléctrica (Kw- h).
Fuente: Pantalla de operación Planta de Fuerza. Santiago de Cali, 2011
Como respuesta a lo anterior, también se propone anexar un Árbol de indicadores con el fin de tener unificados los actuales y los propuestos. Con este acceso, el personal competente podrá obtener la información en línea de cada uno de los indicadores de la planta y poder realizar a tiempo modificaciones para mejorar las planificaciones energéticas.

70
Figura 35. Árbol de indicadores
Como se han propuesto indicadores y solo se cuenta con la medida del consumo eléctrico en general para cada una de las plantas y no esta discriminado por etapas del proceso productivo ya que las cargas no están adecuadamente separadas por CCM, se recomienda realizar la redistribución de cargas de cada una de las etapas en los CCM colocando contadores en cada una de ellas y llevado un control mediante los indicadores. En la figura 36 se ilustrará la ubicación de dichos contadores.

71
Figura 36. Ubicación de medidores propuestos por ár ea
3.8 CENSO DE CARGA ELÉCTRICA PARA PP1 Como se observa en la caracterización realizada en la planta de PP1 existe energía no asociada a la producción la cual se puede reducir y por tal motivo a continuación, se ilustrará el censo de carga de la planta y de esta manera identificar el 20% de los equipos y áreas que consumen aproximadamente el 80% de la energía eléctrica utilizada en el proceso productivo. Ver datos del censo de carga en el anexo C.
72
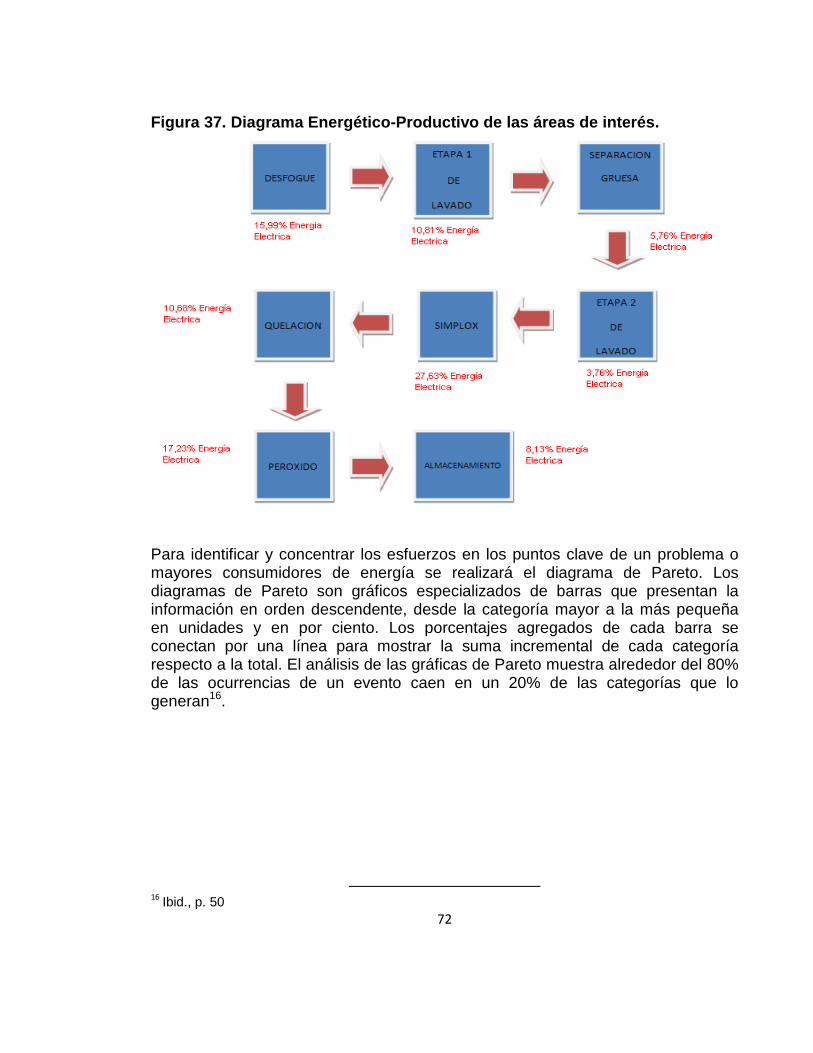
Figura 37. Diagrama Energético-Productivo de las ár eas de interés.
Para identificar y concentrar los esfuerzos en los puntos clave de un problema o mayores consumidores de energía se realizará el diagrama de Pareto. Los diagramas de Pareto son gráficos especializados de barras que presentan la información en orden descendente, desde la categoría mayor a la más pequeña en unidades y en por ciento. Los porcentajes agregados de cada barra se conectan por una línea para mostrar la suma incremental de cada categoría respecto a la total. El análisis de las gráficas de Pareto muestra alrededor del 80% de las ocurrencias de un evento caen en un 20% de las categorías que lo generan16.
16
Ibid., p. 50

73
Cuadro 13. Consumo de energía por áreas
AREAENERGIA
(Kwh)
PORCENTAJE
DE ENERGIA
CONSUMIDA
(%)
DESFOGUE 483,41 15,99
ETAPA 1 DE LAVADO 326,84 10,81
SEPARACION GRUESA 173,95 5,76
ETAPA 2 DE LAVADO 113,76 3,76
SIMPLOX 835,04 27,63
QUELACION 322,74 10,68
PEROXIDO 520,80 17,23
ALMACEN. Y USO COMUN 245,70 8,13
Figura 38. Diagrama de Pareto Planta PP1
Como se observa en la figura 38 las áreas que presenta mayor consumo energético son Simplox y Peróxido en su respectivo orden, por lo tanto se enfocara los esfuerzos para minimizar el consumo.

74
3.9 ESTRATIFICACIÓN Al identificar las causas de mayor efecto en el consumo eléctrico se profundizará en sus capas interiores, por lo tanto, nuevamente se utilizará el gráfico de Pareto para encontrar las causas particulares más influyentes. Cuadro 14. Consumo eléctrico Simplox
Equipo
Energia
Promedio
dia
(Kw-h)
Equipo
Energia
Promedio
dia
(Kw-h)
1 Bomba Kamir simplox 1 106,62 20 Mixer 3 de Simplox 1 13,13
2 Bomba Kamir simplox 2 66,18 21 Bomba de dilucion screen 12,13
3 Bomba dilución screen 2do. 64,23 22 Agitador Rompespuma Tk Filtrado Sx 1 8,93
4 Bomba de dilucion Lavadora Simplox 1 52,52 23 Repulpador lavadora Simplox 2 7,62
5 Agitador Tk Alta densidad N. 1 52,52 24 Lavadora Simplox 1 6,83
6 Bomba Kamir 2 Tubos Sx 48,84 25 Lavadora simplox 2 6,83
7 Bomba de dilucion Lavadora simplox 2 39,65 26 Repulpador lavadora Simplox 1 5,78
8 Bomba Agua caliente Blanqueo 39,39 27 Bomba dosificación de Talco 2,94
9 Bomba Agua caliente Blanqueo 39,39 28 Soplador Lavadora de Simplox 2 2,47
10 Bomba de dilución HDTK 2 37,55 29 Soplador Lavadora de Simplox 1 2,26
11 Hooper 1 30,99 30 Extractor Lavadora Simplox 2 2,26
12 Hooper 2 30,46 31 Extractor Lavadora Simplos 1 1,63
13 Bomba de dilución HDTK N. 1 28,73 32 Bomba 2 dosificación H2SO4 0,47
14 Bomba de dilución HDTK 3 26,63 33 Bomba 2 dosificacion de H2SO4 SX 2 0,47
15 Screen secundario 22,27 34 Bomba 2 tk 2 de dosificación DTPA, LAV SX2 0,47
16 Bomba de duchas lavadora simplox 1 20,48 35 Bomba 2 de dosificación DTPA, LAV SX 2 0,26
17 Agitador HDTK N. 2 19,43 36 Bomba 1 tk 2 de dosificación DTPA,LAV SX 2 0,26
18 Bomba de dilución tubos de simplox 1 17,33 37 Bomba DTPA a la lavadora 4 0,26
19 Mixer 1 de simplox 1 16,81

75
Figura 39. Diagrama de Pareto consumo eléctrico Sim plox
Como se observa en la figura 39 los equipos de mayor consumo energético son las bombas Kamir de Simplox 1, Kamir de Simplox 2, Dilución al Screen Secundario (2do), Bomba de dilución lavadora de Simplox 1 y el Agitador del Tanque de alta densidad N. 1 en su respectivo orden, convirtiéndose en gran interés para el análisis de ahorro energético. Cuadro 15. Consumo eléctrico Peróxido
Equipo
Energia
Promedio
dia
(Kw-h)
Equipo
Energia
Promedio
dia
(Kw-h)
1 Bomba kamir final 103,992 13 Repulpador N. 1 lavadora Peroxido 1 5,672
2 Bomba dillución lavadora 2 peroxido 89,076 14 Soplador Lavadora 1 DE Peroxido 5,357
3 Bomba kamir de peroxido 64,076 15 Bomba desaireador kamir 1 de peroxido 4,254
4 Bomba duchas lavadora de Peroxido 1 37,815 16 Repulpador N. 2 lavadora Peroxido 1 4,202
5 Bomba torre 1 de peroxido 37,133 17 Extractor Lavadora 2 de Peroxido 3,939
6 Bomba de dilucion Lavadora de peroxido 1 35,189 18 Repulpador lavadora 2 de peroxido 3,834
7 Bomba de dilucion torre 1 de peroxido 32,983 19 Repulpador N. 3 lavadora Peroxido 1 2,311
8 Bomba de dilución tubos de peroxido 31,513 20 Soplador lavadora 2 de peroxido 2,311
9 Agitador torre 2 de peroxido 22,532 21 Extractor Lavadora 1 de Peroxido 2,101
10 Mixer de Peroxido 14,548 22 Bomba 1 dosificación H2SO4 etapa Perox. 0,315
11 Lavadora 2 de peroxido 9,454 23 Bomba 3 dosificacion de H2SO4 0,315
12 Lavadora 1 de peroxido 7,878

76
Figura 40. Diagrama de Pareto consumo eléctrico Per óxido
Como se observa en la figura 40 los equipos de mayor consumo energético son las bombas Kamir Final, dilución a la lavadora 2 de Peróxido y Kamir de Peróxido en su respectivo orden, convirtiéndose en gran interés para el análisis de ahorro energético. El análisis de eficiencia en estos equipos de mayor consumo, se ampliará más adelante en el diagnostico de eficiencia de motores eléctricos, mediante los métodos de selección por potencia equivalente. 3.10 CARACTERIZACIÓN ORGANIZACIONAL Con la caracterización organizacional se pretende encontrar el estado actual de la Planta de Pulpa respecto al Sistema de Gestión Integral de la Energía (SGIE), por tal motivo se muestra a continuación la Política Integrada de la compañía:

77
Figura 41. Política Integrada de Smurfit Kappa Cart ón de Colombia
Fuente : Archivo Smurfit Kappa Cartón de Colombia. Santiago de Cali, 2011
De acuerdo a lo anterior, se observa que no está propiamente establecida una política en función del manejo de energía, haciendo referencia a la calidad, seguridad industrial, salud ocupacional y medio ambiente. Es por esto, que se recomienda revisar la estructura organizacional de Plantas de Pulpa enfocándose a encontrar en los puestos laborales la persona adecuada para cumplir como gestor energético y hacer valer los planes de acción para minimizar el consumo eléctrico y optimizar el proceso.

78
3.10.1 Estructura Organizacional de las Plantas de Pulpa Figura 42. Estructura Organizacional de las Plantas de Pulpa.
En la estructura organizacional citada en la figura 42 se encuentra distribuido jerárquicamente cada uno de los puestos laborales en las plantas de pulpa. Se observa que existe un ingeniero encargado del área eléctrica y como lo que se requiere es incorporar un gestor energético se recomienda delegar funciones al Planer eléctrico para que sea el gestor del grupo energético. Se delegará la función de llevar sistemáticamente el control del consumo energético mediante las herramientas planteadas en esta caracterización, igualmente, deberá llevar el análisis, ejecución y mejoramiento de los indicadores, con el fin de obtener un Sistema de Gestión Integral de la Energía de acuerdo al mejoramiento continuo propuestos por las directrices de la compañía. 3.10.2 Calificador de Gestión. Para evaluar el grado de gestión energética de la empresa se realizo una encuesta arrojando los siguientes resultados:

79
Figura 43. Calificador de Niveles de Gestión Energé tica
Fuente : Software de Calificación de niveles de gestión energética en la empresa. Con lo anterior se puede deducir y corregir las deficiencias que en cuestión de eficiencia energética tienen las Plantas de Pulpa, por tal motivo, se presentará los resultados del calificador con su respectiva acción a tomar.

80
Cuadro 16. Resultados del Calificador de Niveles de Gestión Energética.
AREA RESULTADOS CALIFICADOR ACCION A TOMAR
No existe un presupuesto de consumo de energía para la empresa y en cada centro de costo, determinado cuantitativamente en función de los pronósticos de venta, de producción y de los índices de consumo esperados de cada producto, de acuerdo con el nivel de eficiencia real de los procesos productivos que posee la empresa.
No están identificadas y cuantificadas en cada área las variables que impactan la eficiencia energética a nivel operacional.
No existe un procedimiento establecido para determinar el indicador de eficiencia energética que puede alcanzar el área o centro de costo en función del nivel de producción.
No existe un sistema de monitoreo de
indicadores energéticos y metas diario a
nivel de operación que permite corregir
desviaciones de estos respecto a la meta
lograble.
Se planteará la creación en el sistema de
monitoreo de los operarios de los
indicadores de planta correspondientes a
la eficiencia energética.
No existen procedimientos establecidos en cada área para que los operadores actúen siempre en la dirección del menor gasto energético posible ante eventos operacionales no continuos.
Debido que a los datos históricos deproducción y consumo energético solotienen acceso los ingenieros, se lesplanteará que divulguen la información y se coloquen metas mensuales deahorro energético.
No están capacitados y entrenados los operadores y supervisores en el conocimiento energético de los procesos que manejan para efectuar, mediante listas de chequeo, auto diagnósticos energéticos y corregir o identificar potenciales de mejora.
Se deberá capacitar y concientizar aloperario del no funcionamiento de losequipos en vacío y del buenmantenimiento de ellos.
ASE
GU
RA
MIE
NTO
DE
LA C
ALI
DA
D
La empresa no aplica voluntariamente una
norma de gestión energética
Vale aclarar que la empresa a pesar de
que no cuenta con una norma de gestión
energética establecida, si manejan
auditorias energéticas internas y
externas. Se les planteará la
implementación de la norma ISO 50001
referente a la eficiencia energética.
PLA
NEA
CIO
NSe deberá identificar las variables que impactan en la eficiencia energética y tener un objetivo meta establecida para el índice de consumo debido a que no se tiene base de ninguno.
P
R
O
D
U
C
C
I
Ó
N
Y
O
P
E
R
A
C
I
Ó
N

81
Cuadro 16. (Continuación)
AREA RESULTADOS CALIFICADOR ACCION A TOMAR
CO
NTA
BIL
IDA
D Y
FIN
AN
ZAS
No existe implementado en cada área un
sistema de contabilidad energética
relacionando los consumos con las
producciones realizadas que permite
evaluar diariamente la eficiencia de los
centros de costos, el valor de sus pérdidas y
la tendencia de sus consumos.
La administración si cuenta con los datos
de consumo energético y de producción,
pero no los relacionan en indicadores
para evaluar la eficiencia de los centros
de costos. Se planteará a la
administración el uso de los indicadores.
La empresa no tiene identificada las
necesidades de capacitación del personal
clave en las áreas de mantenimiento,
producción, operación y superintendencia,
para mantener la eficiencia energética de
sus procesos y equipos y los índices de
consumo en los niveles presupuestad
La empresa no tiene un programa definido
para la capacitación del personal clave en
las áreas de mantenimiento, producción,
operación y superintendencia, para
mantener y mejorar la eficiencia energética
y los índices de consumo en los niveles
presupuestados.
No existen indicadores de desempeño
energético a nivel de compañía y de áreas
claramente entendidos por todos y que su
divulgación permite conocer la situación
mensual de los mismos.
Los indicadores de desempeño energético
no forman parte de los calificadores para la
obtención de bonificaciones por resultados
en la empresa.
No es estimulado el trabajo en equipo por
la eficiencia energética a nivel de áreas y de
la empresa
La empresa no ha establecido programas e
incentivos para mejorar la cultura
energética.
INN
OV
AC
IÓN
Y
GES
TIÓ
N T
ECN
OLÓ
GIC
A No se conoce la eficiencia energética de los
procesos productivos energo intensivos de
la empresa, existe un bechmarking de sus
indicadores y están identificados los
proyectos requeridos para la mejora de la
eficiencia energética.
La compañía cuenta con un grupo de
ingenieria encargados de proyectos a gran
escala con el fin de optimizar el proceso y
sus recursos. En los últimos 3 años han
invertidos gran capital para la generación
de energía mediante un turgogenerador y
una caldera de recuperación,
minimizando los gatos por energía e
incrementando la producción.
GES
TIÓ
N H
UM
AN
A
La administración debe estar más
involucrada en el proceso de
capacitación, con el fin de concientizar y
estimular al personal en las buenas
prácticas de ahorro energético.
Se planteará a la administración la
incentivación hacia el trabajador para
que hagan planes de mejora enfocadas a
la optimización del recurso electrico
mediante bonificaciones.

82
Cuadro 16. (Continuación)
AREA RESULTADOS CALIFICADOR ACCION A TOMAR
No existen chequeos periódicos ante
gerencia de las buenas prácticas de gestión
empresarial por la eficiencia energética,
documentado y registrado.
Se planteará a la gerencia que delegue
personal en cada área con el fin de
recolectar la información y organizarla
para establecer planes de ahorro
energético. No existen actividades de promoción a
proyectos de mejora de la eficiencia
energética identificando y divulgando
incentivos financieros, tributarios
específicos y vigentes a nivel nacional,
invitando a especialistas externos a
diagnósticos, programando talleres o
workshop sobre temas de mejora de
eficiencia en procesos críticos específicos o
realizando visitas a otras empresas del
grupo empresarial con resultados
observables.
No se confecciona mensualmente por el
representante de gerencia la información
divulgativa sobre el desempeño de la
gestión energética por áreas y a nivel de
empresa y se retroalimenta al personal.
EF
ICIE
NC
IA E
NE
RG
ÉT
ICA
se falla en la divulgación al personal de
los datos obtenidos, ya que solo queda
plasmada en los escritorios y no se aplica
con los que están directamente
involucrados en el manejo y
mantenimiento de los equipos, es por eso
que se plnateará la creación de un
formato de indicadores de consumo y que
sea divulgado a los operarios pero de
solo lectura.
3.10.3 Planificación Energética. Se recomienda la siguiente ilustración en donde quedará plasmado la forma de planificación energética que incluirá: los requisitos legales y de otro tipo que la organización suscriba, el sistema de monitoreo del uso de la energía, la línea base, los indicadores de eficiencia energética, los objetivos, metas y planes de acción.
En la planificación se revisaran las actividades de la organización que están involucradas con el consumo de energía eléctrica para obtener con estos datos e información, herramientas y técnicas para el desarrollo de las salidas de la planeación.

83
Figura 44. Diagrama de entradas y salidas de planea ción energética

84
4. RECOMENDACIONES PARA IMPLEMENTAR EL USO RACION AL Y EFICIENTE DE LA ENERGÍA ELÉCTRICA.
4.1 ESTIMACIÓN DE TENDENCIAS Y VARIABILIDAD DE AHOR RO ENERGÉTICO UTILIZANDO EL ANÁLISIS DE TENDENCIAS Y V ARIABILIDAD EN EL CONSUMO DE ENERGÍA ELÉCTRICA Vs VARIABLES DEL PROCESO. Lo que se logrará con esta estimación es mostrar que tanto afecta las variables del proceso en el consumo energético de la planta y plantear recomendaciones para minimizarlo, cumpliendo de esta manera con uno de los objetivos propuestos para la aplicación del sistema de gestión integral de energía. En la realización de este análisis se tuvo en cuenta el diagrama Causa-Efecto, sistema que usualmente es llamado Diagrama de "Ishikawa" porque fue creado por Kaoru Ishikawa en 1943, experto en dirección de empresas interesado en mejorar el control de la calidad. Esta es una herramienta que ayuda a identificar, clasificar y poner de manifiesto posibles causas, tanto de problemas específicos como de características de calidad. Ilustra gráficamente las relaciones existentes entre un resultado dado (efectos) y los factores (causas) que influyen en ese resultado. Ventajas: • Permite que el grupo se concentre en el contenido del problema, no en la historia del problema ni en los distintos intereses personales de los integrantes del equipo. • Ayuda a determinar las causas principales de un problema, o las causas de las características de calidad, utilizando para ello un enfoque estructurado. • Estimula la participación de los miembros del grupo de trabajo, permitiendo así aprovechar mejor el conocimiento que cada uno de ellos tiene sobre el proceso. • Incrementa el grado de conocimiento sobre un proceso y las máquinas. Con este sistema se busca identificar las variables o atributos de control que impacten los consumos energéticos de cada área, actividad y/o equipo, tal como se muestra en la siguiente gráfica:

85
Figura 45. Diagrama de Ishikawa
Fuente: Wikipedia: la enciclopedia libre [en línea]. [Consultado 22 de septiembre de 2011]. Disponible en Internet: http://es.wikipedia.org/w/index.php?title=Diagrama_de_Ishikawa Para la realización del monitoreo de variables de control se consulta con los operarios de la planta en cuál de los procesos o lazos de control es más significativa la variación de la corriente con respecto al proceso y en cual es más factible el análisis y ahorro energético. Por tal motivo, se analiza los procesos a continuación con sus respectivas variables de control, con el fin de saber la variabilidad del consumo eléctrico. Para tal fin se realiza el siguiente monitoreo: 4.1.1 Monitoreo Bomba de Licor negro al filtro Gosl in (30LD03). Como esta bomba hace parte del efecto en el consumo de energía eléctrica y se relaciona según el diagrama anterior como una variable de máquina, entonces se analizará las posibles causas de su comportamiento anómalo y poco eficaz en el consumo eléctrico. Es por esto, que se analiza las variables de la instrumentación relacionada en este lazo de control el cual incluye el comportamiento en el tiempo de la corriente del motor respecto al Nivel del Tanque de Filtrado (30LDL02.MEAS) y apertura de la válvula de control de Nivel del Tanque de Filtrado (30LDL02.OUT).

86
Figura 46. Pantallazo del lazo de control Tanque de Filtrado
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Figura 47. Tendencia de corriente Vs Nivel/Apertura válvula. (General)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.

87
Se observa la función que ejerce la válvula para controlar el nivel del filtrado y el comportamiento de la corriente del motor en respuesta de la apertura o cierre de la válvula. El comportamiento es repetitivo en el tiempo y el aumento de corriente en cada uno de estos ciclos es representativo para su análisis. Figura 48. Tendencia de corriente Vs Nivel/Apertura válvula. (Consumo mínimo promedio)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
De esta tendencia se observa el consumo mínimo promedio en funcionamiento normal del motor, en donde la corriente alcanza un valor de unos 48 amperios para un nivel y apertura de la válvula bajos.

88
Figura 49. Tendencia de corriente Vs Nivel/Apertura válvula. (Consumo máximo promedio)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Figura 50. Tendencia de corriente Vs Nivel/Apertura válvula. (Duración del pico de corriente)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.

89
Se observa el consumo máximo promedio en funcionamiento normal del motor, donde la corriente alcanza un valor de 56 amperios para un nivel y apertura de la válvula altas. También se observa una duración de más o menos 40 minutos en ese consumo el cual se extrapolará para su posterior análisis y potencial de ahorro energético. Vale aclarar, que para que la lavadora DDW trabaje en óptimas condiciones se debe mantener el Tanque de Filtrado de la DDW en un 65% de su nivel y de esta manera asegurar que el vacio que actue sobre el tambor sea el mayor y la remoción de sólidos sobre la pulpa sea la adecuada. Se requiere conocer el consumo promedio de la bomba 30LD03 y obtener el ahorro mensual al que se prodrá llegar. Para tal fin, se utilizó un Analizador Trifásico de Red (PowerPad de Allen Bradley-Anexo E) el cual se conecto en el equipo en mención durante dos horas y los datos se presentan a continuación en la cuadro 17:

90
Cuadro 17. Registro del analizador trifásico en la bomba 30LD03
HoraCorriente
(A)Voltaje
(V)Factor de Potencia
Potencia (Kw)
HoraCorriente
(A)Voltaje
(V)Factor de Potencia
Potencia (Kw)
09:00 a.m. 49,5 465,6 0,78 31,2 10:30 a.m. 53,7 460,8 0,79 33,909:02 a.m. 49,4 465,8 0,78 31,1 10:32 a.m. 53,2 460,8 0,79 33,509:04 a.m. 49,4 465,5 0,78 31,1 10:34 a.m. 51,6 461,2 0,79 32,509:06 a.m. 49,3 465,4 0,78 31,0 10:36 a.m. 50,9 461,5 0,78 32,009:08 a.m. 49,4 465,9 0,78 31,1 10:38 a.m. 50,5 460,8 0,78 31,609:10 a.m. 49,4 465,6 0,78 31,1 10:40 a.m. 50,4 460,6 0,78 31,609:12 a.m. 49,4 465,3 0,78 31,1 10:42 a.m. 50,3 460,5 0,78 31,509:14 a.m. 49,5 465,0 0,78 31,1 10:44 a.m. 50,2 460,9 0,78 31,409:16 a.m. 49,4 465,0 0,78 31,1 10:46 a.m. 50,2 460,7 0,78 31,409:18 a.m. 49,3 467,6 0,78 31,1 10:48 a.m. 50,1 464,0 0,78 31,409:20 a.m. 49,3 466,7 0,78 31,1 10:50 a.m. 50,1 461,1 0,78 31,309:22 a.m. 49,3 466,0 0,78 31,1 10:52 a.m. 50,0 460,7 0,78 31,309:24 a.m. 49,4 465,6 0,78 31,1 10:54 a.m. 50,0 461,0 0,78 31,209:26 a.m. 49,5 465,7 0,78 31,1 10:56 a.m. 49,9 461,4 0,78 31,209:28 a.m. 49,4 465,6 0,78 31,1 10:58 a.m. 50,0 461,6 0,78 31,209:30 a.m. 49,4 465,7 0,78 31,1 11:00 a.m. 49,9 461,7 0,78 31,209:32 a.m. 49,4 465,4 0,78 31,1 11:02 a.m. 50,0 460,9 0,78 31,209:34 a.m. 49,4 464,9 0,78 31,1 11:04 a.m. 50,0 460,5 0,78 31,209:36 a.m. 49,4 464,7 0,78 31,0 11:06 a.m. 50,0 460,4 0,78 31,209:38 a.m. 49,4 464,7 0,78 31,1 11:08 a.m. 50,0 460,3 0,78 31,209:40 a.m. 49,4 464,3 0,78 31,0 11:10 a.m. 50,0 459,6 0,78 31,209:42 a.m. 49,5 463,7 0,78 31,1 11:12 a.m. 50,1 459,3 0,78 31,209:44 a.m. 49,7 464,1 0,78 31,2 11:14 a.m. 50,0 459,6 0,78 31,209:46 a.m. 50,1 464,5 0,78 31,5 11:16 a.m. 50,0 459,6 0,78 31,209:48 a.m. 50,7 464,7 0,78 31,9 11:18 a.m. 50,0 459,8 0,78 31,209:50 a.m. 52,1 463,6 0,79 32,9 11:20 a.m. 50,0 459,7 0,78 31,209:52 a.m. 55,2 463,1 0,79 35,1 11:22 a.m. 49,9 459,4 0,78 31,109:54 a.m. 58,1 462,6 0,79 37,0 11:24 a.m. 50,0 461,6 0,78 31,309:56 a.m. 58,3 462,4 0,80 37,2 11:26 a.m. 53,5 461,8 0,79 33,809:58 a.m. 58,3 461,9 0,80 37,1 11:28 a.m. 58,6 461,7 0,79 37,310:00 a.m. 58,1 462,2 0,80 37,0 11:30 a.m. 58,8 461,8 0,79 37,410:02 a.m. 57,7 462,2 0,79 36,8 11:32 a.m. 58,7 461,9 0,79 37,410:04 a.m. 57,5 461,9 0,79 36,7 11:34 a.m. 58,5 461,8 0,79 37,310:06 a.m. 57,2 461,4 0,79 36,4 11:36 a.m. 58,6 461,8 0,80 37,310:08 a.m. 56,6 461,6 0,79 36,0 11:38 a.m. 58,5 461,5 0,80 37,310:10 a.m. 56,2 461,4 0,79 35,7 11:40 a.m. 58,6 462,3 0,80 37,410:12 a.m. 56,0 461,3 0,79 35,6 11:42 a.m. 58,5 462,5 0,79 37,310:14 a.m. 55,1 464,5 0,79 35,1 11:44 a.m. 58,4 462,9 0,79 37,310:16 a.m. 54,4 463,6 0,79 34,5 11:46 a.m. 58,5 462,4 0,80 37,310:18 a.m. 54,1 461,5 0,79 34,2 11:48 a.m. 58,4 462,4 0,79 37,310:20 a.m. 53,7 461,4 0,79 33,9 11:50 a.m. 58,5 462,2 0,80 37,310:22 a.m. 53,6 461,0 0,79 33,9 11:52 a.m. 58,4 462,4 0,79 37,210:24 a.m. 53,6 460,8 0,79 33,8 11:54 a.m. 58,4 463,1 0,79 37,310:26 a.m. 53,6 460,7 0,79 33,8 11:56 a.m. 58,3 463,6 0,79 37,210:28 a.m. 53,7 460,8 0,79 33,9 11:58 a.m. 58,2 464,1 0,79 37,2
A continuación se presentará los valores promedios:

91
Cuadro 18. valores promedios bomba 30LD03
Valores Promedio
Corriente (A)
Voltaje (V)
Factor de Potencia
Potencia (Kw)
52,8 462,6 0,8 33,3 Se observa en la figura 50 (Tendencia de corriente Vs Nivel/Apertura válvula) que la corriente mínima promedio registrada es de 48 amperios a pesar de que el nivel del tanque de filtrado se encuentra por encima de las condiciones adecuadas para el buen desempeño de la lavadora DDW, como se menciono anteriormente. A continuación se plantearan algunas recomendaciones: � Se recomienda el cambio de la sintonía del lazo de control de la válvula que controla el nivel del tanque (30LDL02_MEAS) para disminuir la oscilación con la cual se comportaba. Para este análisis se vario el constante proporcional (PBAND) DE 100 a 25 y la constante integral (INT) de 1 a 20 como se observa en las siguientes figuras: Figura 51. Viejo lazo de sintonía Nivel Tanque de F iltrado DDW
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.

92
Figura 52. Nuevo lazo de sintonía Nivel Tanque de F iltrado DDW
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Con la variación en la sintonía del lazo de control de nivel no se produjo a satisfacción el cambio que se esperaba, la oscilación de las variables fue menor pero el problema persiste, como se muestra en la siguiente figura: Figura 53. Sintonía del lazo de control. (Corriente mínima)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.

93
Como se dijo, la oscilación de las señales disminuyo y la corriente mínima casi se mantuvo en el mismo valor pero con mayor periodo en el tiempo de permanencia, mientras que la corriente máxima conservo el mismo valor pero con un periodo menor al que se venía presentando antes de la sintonía. Figura 54. Sintonía del lazo de control. (Corriente máxima)
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Se realiza un muestreo con el analizador trifásico de red para saber qué cambio tuvo el consumo de la bomba al modificar la sintonía, pero los resultados no fueron los más alentadores, vario solo un poco su comportamiento en cuanto al consumo energético promedio, bajando de 33,3 a 32,3 Kw-h como se muestra en la siguiente cuadro:

94
Cuadro 19. Registro del analizador trifásico en la bomba 30LD03 después de la sintonía.
HORAVOLTAJE
(V)CORRIENTE
(A)POTENCIA
(W-h)HORA
VOLTAJE (V)
CORRIENTE (A)
POTENCIA (W-h)
06:40:00 AM + .000500466,5 49,9 31610,2 08:10:00 AM + .000500465,5 57,2 36160,006:42:00 AM + .000500466,2 50,0 31676,0 08:12:00 AM + .000500465,4 56,3 35607,506:44:00 AM + .000500465,9 50,0 31633,9 08:14:00 AM + .000500465,4 55,5 35075,206:46:00 AM + .000500465,6 50,0 31612,0 08:16:00 AM + .000500465,3 55,3 34941,206:48:00 AM + .000500465,2 49,7 31421,1 08:18:00 AM + .000500465,2 55,3 34957,906:50:00 AM + .000500464,9 50,0 31545,8 08:20:00 AM + .000500465,2 55,3 34934,806:52:00 AM + .000500464,5 49,7 31375,0 08:22:00 AM + .000500465,2 55,3 34912,106:54:00 AM + .000500464,2 49,8 31395,8 08:24:00 AM + .000500465,2 55,1 34829,406:56:00 AM + .000500463,9 49,8 31355,5 08:26:00 AM + .000500465,1 55,2 34867,906:58:00 AM + .000500463,7 49,8 31336,1 08:28:00 AM + .000500465,1 55,2 34862,407:00:00 AM + .000500463,3 49,8 31315,4 08:30:00 AM + .000500465,0 55,2 34836,107:02:00 AM + .000500463,0 49,9 31356,5 08:32:00 AM + .000500464,9 55,0 34744,707:04:00 AM + .000500462,7 49,8 31274,0 08:34:00 AM + .000500464,8 55,0 34694,407:06:00 AM + .000500462,4 49,8 31296,6 08:36:00 AM + .000500464,7 55,2 34833,507:08:00 AM + .000500462,3 50,3 31580,9 08:52:00 AM + .000499464,6 52,0 32785,407:10:00 AM + .000500462,2 56,7 35614,2 08:54:00 AM + .000499464,5 51,3 32341,407:12:00 AM + .000500462,2 58,6 36780,8 08:56:00 AM + .000499464,5 51,0 32150,707:14:00 AM + .000500462,1 58,5 36691,4 08:58:00 AM + .000499464,5 50,7 32004,507:16:00 AM + .000500462,2 58,6 36802,8 09:00:00 AM + .000499464,5 50,5 31836,807:18:00 AM + .000500462,3 58,1 36456,1 09:02:00 AM + .000499464,5 50,2 31687,207:20:00 AM + .000500462,4 57,7 36234,9 09:04:00 AM + .000499464,4 50,3 31726,107:22:00 AM + .000500462,5 57,3 35967,0 09:06:00 AM + .000499464,4 50,2 31680,407:24:00 AM + .000500462,5 56,5 35468,3 09:08:00 AM + .000499464,3 50,1 31611,807:26:00 AM + .000500462,6 55,9 35137,1 09:10:00 AM + .000499464,2 50,1 31563,707:28:00 AM + .000500462,6 55,4 34782,9 09:12:00 AM + .000499464,2 50,1 31559,207:30:00 AM + .000500462,7 55,0 34558,9 09:14:00 AM + .000499464,1 49,9 31450,907:32:00 AM + .000500462,8 52,9 33227,8 09:16:00 AM + .000499464,1 50,0 31511,007:34:00 AM + .000500462,9 51,9 32609,0 09:18:00 AM + .000499464,0 50,1 31549,807:36:00 AM + .000500463,1 51,7 32495,0 09:20:00 AM + .000499464,0 50,0 31506,907:38:00 AM + .000500463,3 51,7 32509,4 09:22:00 AM + .000499464,0 50,0 31504,007:40:00 AM + .000500463,6 51,5 32399,7 09:24:00 AM + .000499463,9 50,0 31502,107:42:00 AM + .000500463,8 51,3 32312,2 09:26:00 AM + .000499464,0 50,0 31504,307:44:00 AM + .000500464,0 51,2 32261,2 09:28:00 AM + .000499464,0 49,9 31464,407:46:00 AM + .000500464,1 51,1 32207,0 09:30:00 AM + .000499464,0 50,0 31504,907:48:00 AM + .000500464,2 50,6 31919,8 09:32:00 AM + .000499464,0 49,9 31422,507:50:00 AM + .000500464,3 47,6 30033,9 09:34:00 AM + .000499463,9 49,9 31419,207:52:00 AM + .000500464,4 46,9 29557,7 09:36:00 AM + .000499463,9 49,2 30972,507:54:00 AM + .000500464,5 46,8 29545,0 09:38:00 AM + .000499463,8 48,2 30380,407:56:00 AM + .000500464,7 46,9 29618,8 09:40:00 AM + .000499463,8 46,8 29476,207:58:00 AM + .000500464,9 46,8 29568,6 09:42:00 AM + .000499463,9 45,8 28872,508:00:00 AM + .000500465,1 46,8 29581,5 09:44:00 AM + .000499463,9 45,5 28664,508:02:00 AM + .000500465,3 46,8 29551,1 09:46:00 AM + .000499463,9 45,1 28394,708:04:00 AM + .000500465,3 46,8 29596,7 09:48:00 AM + .000499464,1 44,7 28172,108:06:00 AM + .000500465,4 50,9 32148,9 09:50:00 AM + .000499464,0 44,5 28064,0
Por tal motivo, se decide por una segunda recomendación.

95
� Introducir una nueva variable de proceso que representa el flujo de Licor Negro al Filtro Goslin (30LDF14_AI) como se observa en la siguiente figura (tendencia amarilla): Figura 55. Tendencia de control de nivel del Tanque de Filtrado DDW.
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Se deduce que la válvula de control de nivel (30LDL02) del Tanque de Filtrado de la DDW (tendencia de color blanco) tiene problemas y se queda pegada a la respuesta del control; se observa que al abrirse la válvula para controlar el nivel el flujo de Licor Negro al Filtro Goslin (30LDF14_AI) responde casi 20 minutos después de la apertura de mando, comportamiento no adecuado, ya que el flujo debería variar en igual proporción a la apertura de la válvula en tiempo real. Se llego a la conclusión que se sugiere realizarle mantenimiento al actuador, posicionador y cuerpo de la válvula de control de nivel, esto con el fin de mejorar su comportamiento, de que el lazo de control responda en tiempo real y la oscilación de las tendencias atenúe lo mejor posible. El día 20 de septiembre se le realizó mantenimiento a la válvula de control y se volvió a monitorear la corriente, la tendencia y datos fueron los siguientes:

96
Figura 56. Tendencia de control de nivel del Tanque de Filtrado DDW, después del mantenimiento.
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Se observa en la figura 58 una mejor respuesta del control de la válvula respecto al nivel, ya no oscila tanto y el consumo de energía bajo como se ilustrará en la cuadro 20. Cuadro 20. Registro del analizador trifásico en la bomba 30LD03 después de realizarle mantenimiento general a la válvula de co ntrol.
HORAVOLTAJE
(V)CORRIENTE
(A)POTENCIA
(W-h)HORA
VOLTAJE (V)
CORRIENTE (A)
POTENCIA (W-h)
07:40:00 a.m. 472,0 53,1 33960,5 10:05:00 a.m. 464,8 49,8 31270,907:45:00 a.m. 473,2 53,1 33952,1 10:10:00 a.m. 463,7 47,6 29640,907:50:00 a.m. 472,1 52,9 33849,0 10:15:00 a.m. 463,3 47,6 29647,907:55:00 a.m. 471,0 52,6 33559,0 10:20:00 a.m. 461,5 47,7 29649,008:00:00 a.m. 473,1 51,9 33108,2 10:25:00 a.m. 463,3 48,2 30081,708:05:00 a.m. 475,5 51,1 32627,5 10:30:00 a.m. 464,8 49,8 31270,908:10:00 a.m. 468,8 50,8 32601,6 10:35:00 a.m. 464,5 51,6 32522,908:15:00 a.m. 467,9 50,4 31881,3 10:40:00 a.m. 464,9 52,9 33468,808:20:00 a.m. 468,6 49,9 31572,9 10:45:00 a.m. 464,5 53,5 33891,608:25:00 a.m. 468,4 50,0 31602,4 10:50:00 a.m. 463,9 53,1 33624,508:30:00 a.m. 467,0 49,6 31238,3 10:55:00 a.m. 463,5 52,0 32808,008:35:00 a.m. 466,7 46,7 29129,3 11:00:00 a.m. 463,2 50,7 31896,708:40:00 a.m. 466,5 45,2 27970,1 11:05:00 a.m. 463,0 49,9 31274,008:45:00 a.m. 466,5 45,3 28002,2 11:10:00 a.m. 462,5 49,2 30779,708:50:00 a.m. 465,5 47,2 29444,2 11:15:00 a.m. 462,8 49,2 30740,608:55:00 a.m. 465,6 49,5 31100,3 11:20:00 a.m. 463,4 49,0 30667,609:00:00 a.m. 465,0 51,6 32588,2 11:25:00 a.m. 463,1 49,1 30662,109:05:00 a.m. 464,3 53,3 33765,7 11:30:00 a.m. 462,9 49,2 30728,409:50:00 a.m. 463,2 50,2 31523,7 11:35:00 a.m. 462,6 51,8 32572,409:55:00 a.m. 463,2 49,8 31236,7 11:40:00 a.m. 463,3 55,8 35444,010:00:00 a.m. 463,1 48,4 30204,1 11:45:00 a.m. 463,5 56,8 36180,8
CORRIENTE (A)VOLTAJE (V)POTENCIA (Kw)
PROMEDIO50,4465,731,8

97
Se realiza la comparación de ahorro energético que se ha logrado y se deberá mantener después de su mantenimiento de la bomba 30LD03: Cuadro 21. Ahorro anual energético y económico
CORRIENTE (A)VOLTAJE (V)POTENCIA (Kw)CORRIENTE (A)VOLTAJE (V)POTENCIA (Kw)
1,5AHORRO ENERGÉTICO DIARIO (Kw-h)
2.719.980,00$ AHORRO ANUAL EN PESOSAHORRO ENERGÉTICO ANUAL (Kw-h) 13140,0
31,8
ANTES DE REALIZAR SINTONIA Y MANTENIMIENTO A LA VALVULA
DESPUES DE REALIZAR SINTONIA Y MANTENIMIENTO A LA VALVULA
52,8462,633,350,4465,7
� Para lograr los ahorros económicos y energéticos que se obtuvieron con el buen mantenimiento y sintonía que se le hizo a la válvula y lazo de control, se recomienda identificar las variables correspondientes a este lazo que permita dar alerta al operario del proceso de alguna anomalía en términos de eficiencia energética monitoreando las variables, en donde la corriente no deberá sobre pasar los 51 amperios promédiales que arrojo el análisis anterior. Para tal fin, se recomienda implementar un formato de seguimiento de variables que se presentará a continuación: Cuadro 22. Formato de identificación de variables d e proceso tanque de filtrado DDW.
VALOR EN OPERACIÓN
LIMITES ALARMAVALOR EN OPERACIÓN
LIMITES ALARMAVALOR EN OPERACIÓN
LIMITES ALARMA
oscila entre 40 y 65% 0 - 65% 65%
oscila entre 45 y 57A Inominal 60A
oscila entre 60 y 70% 0 - 100% 70%
PARAMETROS DE PROCESO A CONTROLAR TANQUE DE FILTRAD O DDWVARIABLES
Apertura de la válvula (30LDL02_CT.OUT)
Corriente de la bomba 30LD03_AI
Nivel Tk. De filtrado de la DDW (30LDL02_CT.MEAS)
HORA
� Se recomienda la programación de las alarmas en cada una de las variables para que le indiquen al operario la posible anomalía.

98
4.1.2 Monitoreo bombas Flash Tank de Licor Negro Co ncentrador 1A (71S135) y 1B (71S143). En estos equipos se realiza el análisis del comportamiento en el tiempo de la corriente del motor. Los equipos funcionan en la misma etapa pero intercalados semanalmente, mientras que el otro queda en función de lavar el set correspondiente, con el fin de que por su alta concentración de licor no se produzcan sedimentaciones e incrustaciones en el tanque y tuberías. En otras palabras, mientras la 71S135 está en proceso, la 71S143 está lavando el Set como se indicó anteriormente y viceversa.
Figura 57. Pantallazo de Evaporadores Set 1: Efecto 1A y 1B.
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
La bomba 71S135 funciona mediante un variador de velocidad y la 71S143 a velocidad constante, es por eso que se realiza la comparación en ahorro energético y de mantenimiento implementándole un variador a la bomba que no lo posee; el análisis se desarrolla en las dos bombas por sus mismas características y funcionamiento. Se presenta a continuación las tendencias de corriente de la bomba 71S143, en las que se observará su funcionamiento, tanto en proceso

99
como en lavado del set, que es donde consume menos corriente debido a que es solo agua. Figura 58. Tendencia de corriente bomba 71S143 en p roceso.
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.
Se observa en la figura 60 que inicia su funcionamiento en proceso el día 29 de agosto con un consumo de corriente promedio de 11 amperios. Figura 59. Tendencia de corriente bomba 71S143 en l avado del set.
Fuente: Pantalla I/A de programación y operaciones de Plantas de Pulpa. Santiago de Cali, 2011.

100
De la figura se observa que el día 5 de septiembre se hace cambio de Set de evaporadores y la bomba 71S143 sale de proceso y entra en lavado de Set con un consumo de corriente promedio de 6.6 amperios, esta secuencia se hace semanal. Se presenta a continuación datos obtenidos mediante el registrador trifásico de red Powerpad de Allen Bradley para sustentar la recomendación de implementación del variador. Cuadro 23. Comparación de los registro en la bomba 71S143 con el analizador trifásico y datos tomados del variador d e la 71S135 (bombas en proceso).
HORAVOLTAJE
(V) CORRIENTE
(A)POTENCIA
(W)HORA VOLTAJE (V)
CORRIENTE (A)
POTENCIA (Kw)
07:15:00 AM + .000500454,7 10,9 6744,4 12:35:00 p.m. 402 8,5 4,607:20:00 AM + .000500457,3 11,0 6820,5 12:40:00 p.m. 400 8,4 4,507:25:00 AM + .000500458,6 11,0 6836,3 12:45:00 p.m. 398 8,3 4,407:30:00 AM + .000500458,1 11,0 6791,0 12:50:00 p.m. 396 8,3 4,307:35:00 AM + .000500458,0 11,0 6817,8 12:55:00 p.m. 396 8,3 4,307:40:00 AM + .000500457,5 11,0 6781,0 01:00:00 p.m. 396 8,3 4,407:45:00 AM + .000500456,9 10,9 6781,4 01:05:00 p.m. 398 8,4 4,407:50:00 AM + .000500456,1 11,1 6649,8 01:10:00 p.m. 398 8,4 4,407:55:00 AM + .000500455,3 11,0 6799,6 01:15:00 p.m. 398 8,3 4,408:00:00 AM + .000500455,5 11,0 6785,6 01:20:00 p.m. 397 8,3 4,408:05:00 AM + .000500457,0 11,0 6786,6 01:25:00 p.m. 397 8,2 4,308:10:00 AM + .000500456,8 11,0 6804,9 01:30:00 p.m. 396 8,2 4,308:15:00 AM + .000500456,7 11,0 6803,4 01:35:00 p.m. 396 8,3 4,408:20:00 AM + .000500456,7 10,8 6765,6 01:40:00 p.m. 395 8,3 4,308:25:00 AM + .000500456,2 11,0 6773,1 01:45:00 p.m. 396 8,3 4,408:30:00 AM + .000500455,5 11,0 6806,7 01:50:00 p.m. 396 8,3 4,308:35:00 AM + .000500455,4 11,0 6775,7 01:55:00 p.m. 396 8,2 4,308:40:00 AM + .000500456,1 11,1 6809,0 02:00:00 p.m. 395 8,2 4,408:45:00 AM + .000500455,9 11,1 6819,6 02:05:00 p.m. 396 8,2 4,308:50:00 AM + .000500455,7 11,1 6816,3 02:10:00 p.m. 397 8,3 4,408:55:00 AM + .000500455,7 11,0 6778,1 02:15:00 p.m. 397 8,3 4,409:00:00 AM + .000500455,5 11,0 6791,6 02:20:00 p.m. 395 8,2 4,309:05:00 AM + .000500454,9 11,0 6800,5 02:25:00 p.m. 395 8,2 4,309:10:00 AM + .000500457,9 11,0 6816,6 02:30:00 p.m. 396 8,3 4,3PROMEDIO 456,4 11,0 6789,8 PROMEDIO 396,8 8,3 4,4
BOMBA FLASH TANK DE LICOR NEGRO 71S143 BOMBA FLASH T ANK DE LICOR NEGRO 71S135
De los datos se observa un ahorro energético de 2,4 Kw-h (cuando está en funcionamiento del proceso) al que se llegará al implementarse un variador de velocidad en la bomba 71S143.

101
Cuadro 24. Comparativo de ahorro mensual
semana 1 semana 2 semana 3 semana 4Potencia (Kw-h) 71S135 4,4 2,6 4,4 2,6Potencia (Kw-h) 71S143 4,1 6,8 4,1 6,8Días de uso 7 7 7 7
Consumo de potencia semanal (Kw-h) 71S135
739,2 436,8 739,2 436,8Consumo de potencia semanal (Kw-h) 71S143 688,8 1142,4 688,8 1142,4Diferencia mensual Kw-hAhorro (Mw-h) mesAhorro (Kw-h) añoAhorro mensual Total Ahorro año Total 3.255.033,60$
1,3115,72
1310,4
COMPARATIVO DE AHORRO MENSUAL
271.252,80$
En la tabla se observa un ahorro energético de 15,72 Mw-h/año mientras que en dinero se ahorraría un promedio de $ 3.255.033 anual. A continuación se plantean algunas recomendaciones: � Implementar un variador de velocidad PowerFlex 700 de Allen Bradley, 15 Hp/460V. Con la implementación de este estudio se logrará lo siguiente: � Beneficios económicos en la reducción del consumo energético. � Ahorro en lo que implica el mantenimiento de las válvulas de control, su complejidad y consumo de aire. � La válvula a reemplazar podrá ser utilizada como repuesto o reemplazo en otra aplicación que lo requiera. � Identificar las variables correspondientes a este lazo que permita dar alerta al operario del proceso de alguna anomalía en términos de eficiencia energética monitoreando las variables. Para tal fin, se implementará un formato de seguimiento de variables el cual se presentará a continuación:

102
Cuadro 25. Formato de identificación de variables d e proceso evaporadores.
VALOR EN OPERACIÓN
LIMITES ALARMAVALOR EN
OPERACIÓNLIMITES ALARMA
VALOR EN OPERACIÓN
LIMITES ALARMAVALOR EN
OPERACIÓNLIMITES ALARMA
oscila entre 10 y 30%
0 - 35% 35%oscila entre
8 y 8.5AInominal 9A
oscila entre 10 y 30%
0 - 35% 35%oscila entre
8 y 8.5AInominal 9A
Corriente de la bomba 71S143_AI
PARAMETROS DE PROCESO A CONTROLAR EVAPORADORES SET 1: EFECTOS 1A Y 1B
VARIABLES
Nivel de flasheo Efecto 1A (71S1L01_CT.MEAS)
Corriente de la bomba 71S135_AI
Nivel de flasheo Efecto 1B (71S1L05_CT.MEAS)
HORA
4.2 DIAGNOSTICO DEL SISTEMA DE ILUMINACIÓN Se realiza un inventario del estado y cantidad de lámparas existentes en cada una de las áreas de la planta; en el estudio se analiza los posibles focos de ineficiencia y puntos claves de ahorro energético, con el fin de proponer a la administración un plan de sustitución de lámparas eficiente. Cuadro 26. Inventario de luminarias
Met
al H
alid
e 400 W
Met
al H
alid
e 250 W
Met
al H
alid
e 175 W
Mer
curio H
PL 400W
Mer
curio H
PL 250W
Mer
curio H
PL 125W
Sodio
400w
Sodio
250w
Sodio
150w
Fluore
scen
te 2
x40w
48" T1
2
Fluore
scen
te 2
x32 T
8
Fluore
scen
te 2
x32w
48"T
8
Tanque Alta Densidad N. 1 1 3
Tanque Alta Densidad N. 2 3 1
Escaleras Blanqueo 4
Tanque de Filtrado Peroxido 7
Torre de Peroxido 1 3
Mixer´s 1 3
Pasillo PP1-PP2 2do piso 6 1
2do piso PP1 9 5
Mezanine PP1 6 1
Mezanine CCM de Blanqueo 2
Tanque de Screen 5 7
1er piso DDW 1 6
Tuneles 24
Escaleras DDW 3
3er piso DDW 6
INVENTARIO DE LUMINARIAS
BOMBILLERIA
AREA

103
Cuadro 26 (Continuación) Pasillo DDW 1 3
Pasillo cuarto de control 18 7
Hood lavadora Peroxido 3
Hood lavadora Simplox 1 2
Hood lavadora Simplox 2 2
Hood lavadora Quelación 2
Hood lavadoras cero y cuatro 3
Mezanine CCM DDW 1 2
CCM PP1 34
CCM Blanqueo 28
CCM PP2 16
CCM PP3 16 18
CCM BOMBEO 24
CCM TMP 36
2do piso PP3 1 4
3er piso PP3 6 9 10
2do piso PP2 11
VRE 1 10 8
VRD 1 12 4
Hood lavadora 4 y 5 PP3 3
Hood lavadora 1 PP3 2 1
Hood lavadora 2PP3 2
Hood lavadora 3 PP3 1 1
Refinadores 5 2
Hood lavadora 3 y 4 PP2 4
Hood lavadora 1 y 2 PP2 5
Taller Eléctrico 12
Taller mecánico 15
Taller de Instrumentación 36 12
Baños taller 6
Oficinas Taller 32
Exterior taller mecanico 1
Oficinas Principales 144
Baño oficinas principales 16
Laboratorio 40
Kappimetro 16
Cafeteria Operarios 2
Desfogue de Digestores 26
TOTAL 7 1 35 57 2 91 16 0 0 200 216 161

104
Basándose en este inventario, se realizan los análisis pertinentes para cambio de luminarias, teniendo en cuenta factores como horas de operación de las luminarias, consumo de energía, flujo luminoso y requerimientos de iluminación. Se tomo como base el precio que actualmente le facturan a la empresa de $ 207/Kwh. A continuación se presentan los casos representativos para cambio de luminarias: • Cambio de luminarias de tubo fluorescentes 2*40W T1 2 de 48” por lámpara fluorescente 2*32W T8 de 48”. El estudio consiste en la sustitución de lámparas T12 de 40W, por lámparas de nueva tecnología T8 de 32W y balastros electromagnéticos por balastros electrónicos, pretendiendo reducir el consumo de energía eléctrica. Para la iluminación se utilizan lámparas fluorescentes del tipo T12 y transformadores electromagnéticos con altas pérdidas de energía; con la introducción de balastros electrónicos y lámparas T8 de alta eficiencia se logrará un ahorro eléctrico manteniendo o mejorando el nivel de iluminación. Se presenta el consumo de luminarias de tubo fluorescente T12 y T8: Cuadro 27. Consumo luminarias de tubo fluorescentes 40W T12 de 48”
M
e
z
a
n
i
n
e
C
C
M
D
D
W
C
C
M
P
P
3
C
C
M
B
O
M
B
E
O
C
C
M
T
M
P
V
R
E
T
a
l
l
e
r
E
l
é
c
t
r
i
c
o
T
a
l
l
e
r
d
e
I
n
s
t
r
u
m
e
n
t
o
s
B
a
ñ
o
s
t
a
l
l
e
r
O
f
i
c
i
n
a
s
T
a
l
l
e
r
D
e
s
f
o
g
u
e
d
e
D
i
g
e
s
t
o
r
e
s
Cantidad de lamparas 2 16 24 36 10 12 36 6 32 26
Potencia luminaria (W) 40 40 40 40 40 40 40 40 40 40
Horas de uso al dia 24 2 2 2 12 24 24 24 10 12
Consumo Total (W) 80 640 960 1440 400 480 1440 240 1280 1040
Consumo Kw-h/dia 1,9 1,3 1,9 2,9 4,8 11,5 34,6 5,8 12,8 12,5
Consumo Mw-h/año 0,7 0,5 0,7 1,1 1,8 4,2 12,6 2,1 4,7 4,6
CONSUMO TOTAL
(Mw-h/año)
AREA
32,8

105
Cuadro 28. Consumo luminarias de tubo fluorescentes 32W T8 de 48”
M
e
z
a
n
i
n
e
C
C
M
D
D
W
C
C
M
P
P
3
C
C
M
B
O
M
B
E
O
C
C
M
T
M
P
V
R
E
T
a
l
l
e
r
E
l
é
c
t
r
i
c
o
T
a
l
l
e
r
d
e
I
n
s
t
r
u
m
e
n
t
o
s
B
a
ñ
o
s
t
a
l
l
e
r
O
f
i
c
i
n
a
s
T
a
l
l
e
r
D
e
s
f
o
g
u
e
d
e
D
i
g
e
s
t
o
r
e
s
Cantidad de lamparas 2 16 24 36 10 12 36 6 32 26
Potencia luminaria (W) 32 32 32 32 32 32 32 32 32 32
Horas de uso al dia 24 2 2 2 12 24 24 24 10 12
Total (W) 64 512 768 1152 320 384 1152 192 1024 832
Kw-h/dia 1,5 1,0 1,5 2,3 3,8 9,2 27,6 4,6 10,2 10,0
Mw-h/año 0,6 0,4 0,6 0,8 1,4 3,4 10,1 1,7 3,7 3,6
TOTAL (Mw-h/año)
AREA
26,3 Se realiza la comparación del sistema de iluminación existente con el propuesto, allí se especifica el ahorro energético y económico al cual se podrá llegar si se implementa el sistema. En la cuadro 29 se ilustrará toda la información necesaria para la comparación del cambio del sistema de iluminación:

106
Cuadro 29. Estudio de ahorro de energía por sustitu ción del sistema de iluminación fluorescente.
EXISTENTE PROPUESTO
DATOS DE LUMINARIAS
Número de lamparas 100 100
Nivel de iluminación promedio 0 0
Tipo de difusor ACRILICO CRISTAL ACRILICO CRISTAL
Tipo de bombillas FLUORESCENTE TIPO T12 FLUORESCENTE TIPO T8
Tubos por lampara 2 2
DATOS DE LA BOMBILLA
Referencia de la bombilla F40T12/D F32T8/SPX41
Vida útil de la bombilla (horas) 20000 20.000
Wattios por tubo (nominal) 40 32
Lúmenes iniciales 2550 2950
Lúmenes promedio 2.295 2655
Factor de depreciación 0,9 0,9
Eficiencia (Lumen/Vatio) 63,75 92,19
DATOS DEL BALASTO
Balasto por luminaria 1 1
Tipo de balasto MAGNETICO ELECTRONICO
Vida útil del balasto (años) 5 20
EVALUCAICON DE CONSUMOS
Costo anual de la energia 6.793.905,60$ 5.444.100,00$
Energía consumida (Mw h/año) 32,8 26,3
MANTENIMIENTO POR TUBOS
Número total de tubos instalados 200 200
Estimativo tubos de reposición anual 43,80% 43,80%
Valor unitario de reposición 4.541,00$ 4.400,00$
Valor total de reposición anual 397.791,60$ 385.440,00$
MANTENIMIENTO BALASTOS
Número total de balastos instalados 100 100
Estimativo balastos reposición anual 20% 5%
Valor unitario de reposición 20.576,00$ 27.257,00$
Valor total de reposición anual 411.520,00$ 136.285,00$
COSTO ANUAL DE OPERACIÓN
Costo anual de energía 6.793.905,60$ 5.444.100,00$
Costo anual de mantenimiento 809.311,60$ 521.725,00$
INVERSION
AHORRO
Ahorro costo anual de la energía
Ahorro costo anual de mantenimiento
COSTO ANUAL CONSOLIDADO
Costo relativo total 7.603.217,20$ 5.965.825,00$
Tiempo de recuperación de la inversión
ESTUDIO DE AHORRO DE ENERGIA
S I S T E M A S
1,87
3.605.700,00$
1.637.392,20$
287.586,60$
En los cuadros 27 y 28 se observa el consumo entre los dos tipos de luminarias y con base en estos datos se logra un comparativo para llegar al costo de operación de cada una de ellas. En la cuadro 29 se observa los datos concretos del costo de operación e inversión que en este caso será de $ 3.605.700 y el ahorro energético

107
que se llegará a obtener será de 6.5 Mwh/año con una recuperación de la inversión en 1.87 años. Cuadro 30. Estudio de ahorro de energía por sustitu ción del sistema de iluminación de vapor de mercurio.
DATOS DE LUMINARIAS
Número de lamparas 91 2 57 93 57
Tipo de difusor TIPO CAMPANA TIPO CAMPANA TIPO CAMPANA TIPO CAMPANA TIPO CAMPANA
Tipo de bombillasVAPOR DE MERCURIO
125WVAPOR DE MERCURIO
250WVAPOR DE MERCURIO
400WMETAL HALIDE
175WMETAL HALIDE
250W
Bombilla por lampara 1 1 1 1 1
DATOS DE LA BOMBILLA
Referencia de la bombilla HPLN-125W HPLN-250W HPLN-400W MH 175W/637 E40MH 250W/637 E40
Vida útil de la bombilla (horas) 10000 10000 10000 10000 10000
wattios por bombilla (nominal) 125 250 400 175 250
Lúmenes iniciales 6200 12700 22000 12350 19000
Eficiencia (Lumen/Vatio) 49,60 50,80 55,00 70,57 76,00
Horas de uso al día 12,00 12,00 12,00 12,00 12,00
DATOS DEL BALASTO Y CAPACITOR
Referencia del balasto Roy Alpha 220V Roy Alpha 220V Roy Alpha 220V Roy Alpha 220V Roy Alpha 220V
Referencia del Capacitor 25 mfd 330VAC 25 mfd 330VAC 25 mfd 330VAC 25 mfd 330VAC 25 mfd 330VAC
Balasto por luminaria 1 1 1 1 1
Capacitor por luminaria 1 1 1 1 1
Tipo de balasto MAGNETICO MAGNETICO MAGNETICO ELECTRONICO ELECTRONICO
Vida útil del balasto (años) 5 5 5 20 20
EVALUCAICON DE CONSUMOS
Costo anual de la energia 10.313.257,50$ 453.330,00$ 20.671.848,00$ 14.755.891,50$ 12.919.905,00$
Energía consumida (Mwh/año) 49,8 2,2 99,9 71,3 62,4
MANTENIMIENTO POR BOMBILLA
Número total de bombillas instalados 91 2 57 93 57
Estimativo tubos de reposición anual 43,80% 43,80% 43,80% 43,80% 43,80%
Valor unitario de reposición 5.034,00$ 10.409,00$ 17.200,00$ 34.600,00$ 36.600,00$
Valor total de reposición anual 200.645,17$ 9.118,28$ 429.415,20$ 1.409.396,40$ 913.755,60$
MANTENIMIENTO BALASTOS
Número total de balastos instalados 91 2 57 93 57
Estimativo balastos reposición anual 20% 20% 20% 5% 5%
Valor unitario de reposición 16.223,00$ 32.214,00$ 41.302,00$ 34.650,00$ 32.770,00$
Valor total de reposición anual 295.258,60$ 12.885,60$ 470.842,80$ 161.122,50$ 93.394,50$
COSTO CAPACITOR 8.280,00$ 8.280,00$
COSTO ANUAL DE OPERACIÓN
Costo anual de energía 10.313.257,50$ 453.330,00$ 20.671.848,00$ 14.755.891,50$ 12.919.905,00$
Costo anual de mantenimiento 495.903,77$ 22.003,88$ 900.258,00$ 1.570.518,90$ 1.007.150,10$
INVERSION
AHORRO
Ahorro costo anual de la energía
Ahorro costo anual de mantenimiento
COSTO ANUAL CONSOLIDADO
Costo relativo totalTIEMPO DE RECUPERACION DE INVERSION
32.856.601,16$ 30.253.465,50$
4,47
ESTUDIO DE AHORRO DE ENERGIA
S I S T E M A S
11.636.340,00$
3.762.639,00$
(1.159.503,34)$
EXISTENTE PROPUESTO

108
• Cambio de luminarias de vapor de mercurio por lumin arias Metal Halide. Se realiza el estudio en el cual se hace la comparación del sistema de iluminación existente con el propuesto, allí se especifica el ahorro energético y económico al cual se podrá llegar si se implementa el sistema. Con los resultados mostrados en el cuadro 30 se recomienda cambio de luminarias de vapor de mercurio por su alto grado de contaminación y su bajo flujo luminoso (Lm), por luminarias Metal Halide que son más eficientes y amigables al medio ambiente. En la cuadro 30 se presenta el análisis realizado para la sustitución de las luminarias de mercurio. En el análisis se tiene en cuenta el flujo luminoso para recomendar que las luminarias de mercurio de 250w y 400w sean cambiadas por luminarias Metal Halide de 175w y 250w, respectivamente. Tal como se muestra en el cuadro 30, el costo de la inversión será de $ 11.636.340 con un ahorro energético de 18.2 Mwh/año y recuperación de la inversión en 4.47 años. Con la implementación de este estudio se logrará lo siguiente: • Beneficios económicos en la reducción del consumo energético. • Estudio atractivo desde el punto de vista tecnológico, estético y social, pues al ser estas nuevas luminarias más eficientes, presentan mejor rendimiento, manteniendo además los mismos niveles de iluminación. • Las emisiones actuales de gases de efecto invernadero (GEI) serian menores a las que ocurrirían de no realizarse el proyecto ya que habría que generar mayor cantidad de energía eléctrica si no se realizara la sustitución. 4.3 DIAGNOSTICO DEL FACTOR DE POTENCIA EN TRANSFOR MADORES Se analizará la condición actual del transformador de PP1 respecto a la capacidad y factor de potencia y plantear recomendaciones que mejoren el desempeño y funcionamiento, cumpliendo de esta manera con uno de los objetivos propuestos para la aplicación del sistema de gestión integral de energía.

109
Mediante un Analizador Trifásico de Red (PowerPad de Allen Bradley) se hace el análisis correspondiente al transformador de PP1 con registros minuto a minuto del factor de potencia (FP), potencia activa (W), reactiva (VAR) y aparente (VA) para obtener información del desempeño y cargabilidad a la cual esta funcionando el transformador de PP1 (T3-7, 13.2/0.48 Kv, 2 MVA) y poder calcular el banco de capacitores necesario y compensar el factor de potencia a 0.9 (Ver anexo D). Cuadro 31. Consumo de potencia transformador de PP1
Potencia Activa [Kw]
Potencia Reactiva
(Kvar)
Potencia Aparente
(Kva)
Factor de Potencia
(Fp)1303,78 945,22 1610,41 0,81
CONSUMO PROMEDIO
Con la información recolectada y mostrada en la cuadro 31, se realizan los cálculos para la compensación del factor de potencia a 0.9:
(Capacitivos)

110
Figura 60. Triángulo de Potencias para la caracteri zación del transformador de PP1.
A continuación se calculará la nueva capacidad del transformador (Kva) con la que quedara al implementar el banco de condensadores de diseño comercial de 300 Kvar: S2 = P2 + Q2 S2 = [(1303.7)2 + (645.2)2] S = 1454,6 Kva Con la nueva implementación se llegara a un aumento de capacidad del 7.8% de su capacidad nominal. El banco de condensadores de debe instalar en paralelo con la carga para una compensación centralizada y poder lograr resultados como los siguientes: � Aumentar la capacidad de los equipos de transformación y transporte de energía. � Disminuir las pérdidas de energía activa en sistemas de transmisión y distribución y en sus equipos asociados. � Disminuir la caída de tensión provocado por una circulación de corriente alta en los conductores. � Disminuir la facturación evitando penalizaciones de las compañías de electricidad por bajo factor de potencia.

111
4.4 DIAGNOSTICO DE EFICIENCIA EN MOTORES ELÉCTRICO S
Existen varias opciones que permiten lograr el uso eficiente de la energía eléctrica en la aplicación de motores eléctricos y por lo tanto una reducción de los costos asociados al consumo de energía. La selección correcta de la potencia del motor, mejorar la calidad de la energía eléctrica, reducir la carga mecánica sobre el motor, usar motores de alta eficiencia, usar controladores electrónicos de velocidad, aplicar métodos de mantenimiento centrados en la eficiencia y el usar métodos de reparación que mantengan la eficiencia del motor son algunas opciones17. En la caracterización y mediante la estratificación se identificó las etapas de mayor consumo eléctrico, teniendo únicamente en cuenta el consumo de los motores. Allí se identifico que las etapas de Simplox y Peróxido son las más influyentes en el consumo total, se profundiza en sus capas utilizando el gráfico de Pareto y se encontró las causas particulares más influyentes. A continuación se enunciará los motores más influyentes en el consumo con sus respectivos datos de placa y registros tomados. Cuadro 32. Datos de placa y medidos de motores de m ayor consumo
DESCRIPCION
POTENCIA
NOMINAL
(HP)
POTENCIA
SALIDA
(Kw)
CORRIENTE
MEDIDA
(A)
CORRIENTE
NOMINAL
(A)
FACTOR DE
CARGA
(Pout/Pnom)
Bomba Kamir Simplox 1 250 106,6 203 279 0,57
Bomba Kamir Simplox 2 150 66,18 126 173 0,59
Bomba kamir fina l 250 103,99 198 279 0,56Bomba di lución lavadora
2 Px 150 89,07 169,6 174 0,80
Bomba kamir de Px 250 64,07 122 267 0,34Bomba di lución lavadora
s implox 1125 52,52 100 144 0,56
Bomba di lución lavadora
s implox 2125 39,65 75,5 144 0,43
17
UNIDAD DE PLANEACION MINERO ENERGÉTICA DE COLOMBIA (UPME), INSTITUTO COLOMBIANO PARA EL DESARROLLO DE LA CIENCIA Y LA TECNOLOGIA (COLCIENCIAS). Eficiencia energética en motores eléctricos. Cali, 2007. p. 20.

112
En la cuadro 32 se observa que existen deficiencias en la cargabilidad de los motores, que en su mayoría están por debajo de un 70 % de factor de carga. Para estos motores lo más recomendable es realizar un estudio de selección de potencia para hallar la potencia de un motor que se ajuste de manera adecuada y eficiente a los requerimientos de la carga y los motores que tengan como factor de carga un porcentaje mayor o igual al 75 % se podría evaluar el cambio del motor de eficiencia estándar por un motor de alta eficiencia. Para la sustitución de motores se contempló el caso de analizar los motores más influyentes en las etapas de mayor consumo cuya cargabilidad fuese menor o igual al 70 % y que este comportamiento de la carga fuera continuo. Se tomó como ejemplo el motor de dilución a la lavadora de Simplox 1, debido a que las mediciones que se realizaron a este motor indican que su cargabilidad es de 56%. Partiendo del hecho que este motor posee un porcentaje de carga menor al 70 % se evalúa la posibilidad de seleccionar adecuadamente la potencia y para ello se utiliza el método de la potencia equivalente. En el cuadro 33 se muestra los valores pertinentes para realizar el cálculo de la selección de potencia. Cuadro 33. Datos del motor de dilución lavadora de Simplox 1.
52520
54230
100
103
1185
0,5
POTENCIA EQUIVALENTE DE ENTRADA (W)
POTENCIA MAXIMA EQUIVALENTE DE ENTRADA (W)
CORRIENTE EQUIVALENTE MEDIDAD (A)
CORRIENTE MAXIMA MEDIDA (A)
VELOCIDAD REAL EN EL EJE (RPM)
RESISTENCIA OHMICA (OHMIOS)

113
Figura 61. Eficiencia a potencia de entrada del mot or de dilución lavadora de Simplox 1.
Fuente: UNIVERSIDAD AUTÓNOMA DE OCCIDENTE y UNIVERSIDAD DEL ATLÁNTICO. Grupo de Investigación GIEN y Grupo de Investigación KAI. Software desarrollado EEME. Cali, 2007.
Figura 62. Eficiencia a potencia de entrada máxima del motor de dilución lavadora de Simplox 1.
Fuente: UNIVERSIDAD AUTÓNOMA DE OCCIDENTE y UNIVERSIDAD DEL ATLÁNTICO. Grupo de Investigación GIEN y Grupo de Investigación KAI. Software desarrollado EEME. Cali, 2007.
Los resultados para la potencia equivalente de salida en el eje fueron de 54.53 hp (40679,38 w) y de potencia máxima en el eje fueron de 56.1 hp (41850,6 w).

114
Con los datos de potencia se busca en catálogos de motores Baldor una potencia similar a la potencia equivalente de salida; se encuentra un motor de alta eficiencia 100hp (74600 w) 1200 rpm Mmax/Mn = 2.4 el cual cumple los requisitos del calentamiento. Se debe comprobar el motor seleccionado por sobrecarga. Para ello se haya el momento máximo que pide la carga y se compara con el máximo que es capaz de dar el motor. El momento máximo que pide la carga se calcula a partir de la potencia máxima del ciclo:
Mmax.c = (41850,6/((2π/60)*1185)) = 674.5 N-m El momento nominal del motor es
Mnom = (74600/((2π/60)*1185)) = 1202.3 N-m Como el momento máximo nominal del motor es mayor al momento máximo de la carga, entonces el motor es adecuado para los requerimientos de momento máximo. La bomba de dilución opera con un motor de 125 hp actualmente y haciendo énfasis en los cálculos de selección de potencia vemos que para este motor la esta carga podría operar con un motor de 100 hp, 1200 RPM con corriente nominal de 115 amperios. 4.4.1 Evaluación económica de sustitución del motor de dilución lavadora de Simplox 1. Para la evaluación económica de sustitución de motor de dilución a la lavadora de Simplox 1, se requiere previamente saber el estado de carga del motor y la eficiencia y haber realizado el trabajo de seleccionar adecuadamente la potencia. Ya con el dato de potencia adecuada y la eficiencia se procede a realizar el análisis económico en el software EEME (reemplazo de motor en operación) donde se requiere los siguientes datos: · Potencia nominal del motor · Costo motor nuevo · Eficiencia motor antiguo · Tiempo de operación anual

115
· Eficiencia motor nuevo · Costo de la energía kwh · Inflación anual de la energía · Factor de carga · Interés bancario anual · Vida útil Para este análisis se recalcaron ciertos aspectos debido a que se está haciendo un estudio económico a un motor que tiene un factor de carga de 56.32% y no por baja eficiencia, que aunque están muy ligados estos dos términos, pero en la práctica tienden a diferir en conceptos. Tales aspectos están relacionados con la potencia nominal y el factor de carga, ya que en el software no se debe digitar el valor de la potencia de placa si no el valor de la potencia obtenido en el estudio de selección adecuada de la potencia, ya que es la potencia que cumple con el requerimiento de la carga. Y el aspecto relacionado con el factor de carga es que no se debe digitar el valor real de cargabilidad del motor si no asumir que como ya se tiene una potencia adecuada el factor de carga será del 100 % aproximadamente. A continuación en la figura 65 se realiza el análisis económico para el cambio del motor. Figura 63 . Análisis económico motor de dilución Lavadora de Si mplox 1.
Fuente: UNIVERSIDAD AUTÓNOMA DE OCCIDENTE y UNIVERSIDAD DEL ATLÁNTICO. Grupo de Investigación GIEN y Grupo de Investigación KAI. Software desarrollado EEME. Cali, 2007.

116
Figura 64. Resultados evaluación económica motor de dilución Lavadora de Simplox
Fuente: UNIVERSIDAD AUTÓNOMA DE OCCIDENTE y UNIVERSIDAD DEL ATLÁNTICO. Grupo de Investigación GIEN y Grupo de Investigación KAI. Software desarrollado EEME. Cali, 2007.
Figura 65. Gráfica valor presente neto motor de dil ución Lavadora de Simplox 1
Fuente: UNIVERSIDAD AUTÓNOMA DE OCCIDENTE y UNIVERSIDAD DEL ATLÁNTICO. Grupo de Investigación GIEN y Grupo de Investigación KAI. Software desarrollado EEME. Cali, 2007.

117
El retorno de la inversión sería de aproximadamente en 1 año y 11 meses, y a lo largo de la vida útil del motor se obtendrían ahorros significativos de energía Impactando de forma positiva la productividad y la eficacia de los procesos. Se analiza la potencia y eficiencia del resto de los motores propuestos en el cuadro 32 y se sintetiza en el siguiente cuadro los resultados: Cuadro 34. Evaluación de la Potencia y Eficiencia d e operación
DESCRIPCION RPM
CORRIENTE
MAXIMA
MEDIDA (A)
POTENCIA
MAXIMA
MEDIDA (W)
POTENCIA
NOMINAL
(HP)
POTENCIA (HP)
SOFTWARE
EFICIENCIA (%)
SOFTWARE
Bomba Ka mir Si mplox 1 1800 210 110500 250 91,91 62,06
Bomba Ka mir Si mplox 2 1200 131 70584 150 69,91 73,89
Bomba ka mir final 1200 203 106370 250 89,69 62,9Bomba di l ución
l avadora 2 Px 1200 175 93300 150 85,4 68,28
Bomba ka mir de Px 1200 130 67460 250 65,4 71,22
Bomba di lución lava dora
s implox 21200 80 43500 125 46,65 80
En el cuadro anterior se observa que en su totalidad los motores están sobredimensionados, la potencia que están entregando está muy por debajo de su nominal y podría ser un punto clave en el uso racional y eficiente de la energía eléctrica, ya que se debería contemplar en el dimensionamiento adecuado para el cambio de motores. El cuadro anterior indica cual debería ser la potencia adecuada del motor a cambiar, teniendo en cuenta un sobredimensionamiento entre el 5 y 15% de la nominal. A continuación se describirá en un cuadro resumen los ahorros proyectados al implementar las acciones encaminadas al uso racional y eficiente de la energía eléctrica.

118
Cuadro 35. Resumen de ahorros proyectados a un año relacionados con las acciones encaminadas al uso racional y eficiente de la energía eléctrica.
AREAPUNTO A
MEJORAR
MEJORA
PROPUEST
A
TIEMPO
DE
IMPLEMENT
ACIÓN
AHORRO
ANUAL
(KWh)
AHORRO
AÑO
($)
INVERSIÓN
($)
RECUPERACIÓN
INVERSIÓN
(AÑOS)
RELACION CON EL
POTENCIAL
IDENTIFICADO EN
LA LINEA META
Pl anta
Genera l
Variabi l i d
ad en el
cons umo
de energía
Monitore
o bomba
l i cor
negro a l
Inmediato 13140 2,719,980 0 Inmediato 1,95%
Pl anta
Genera l
Variabi l i d
ad en el
cons umo
de energía
Monitore
o bomba
Fl ash
Tank de
Inmediato 15720 3,255,000 9,000,000 2,75 2,33%
Pl anta
Genera l
Sis tema
de
i luminaci
ón
Cambio
de
luminari a
s de tubo
fl uoresce
ntes
2*40W T12
de 48" por
lamparas
2*32W T8
de 48".
2 mes es 6500 1,924,978 3,605,700 1,87 0,96%
Pl anta
Genera l
Sis tema
de
i luminaci
ón
Cambio
de
luminari a
s de vapor
de
2 mes es 18200 2,603,135 11,636,340 4,47 2,70%
Pl anta
Genera l
Anál is i s
del factor
de
potenci a
en
transform
adores
Col ocar
banco de
condensa
dores de
(300Kva)
en PP1 en
compens a
ción
centra l i za
da
4 mes es Por defini r Por defini r Por defini r Por defini r Por defini r
Pl anta
Genera l
Diagnostic
o de
eficiencia
en
Sus ti tuci ó
n de
motores
con
2 años Por defini r Por defini r 10,318,4661,92 por
s oftwarePor defini r

119
5. CONCLUSIONES • La realización de la caracterización energética en las Plantas de Pulpa 1 permitió establecer el comportamiento de los indicadores y la identificación de los procesos así como la identificación de los equipos con mayor consumo, con el objetivo de concentrar la atención y de esta manera reducir consumo y costos. Finalmente estas herramientas permiten identificar los potenciales más evidentes a corto, mediano y largo plazo de soluciones o medidas de uso racional de la energía. • Los resultados y propuestas encaminadas para el uso racional y eficiente de la energía son herramientas de gran importancia para que la administración se plantee un mejoramiento continuo en el desarrollo de las actividades de ahorro energético. • La caracterización energética dio como resultado un valor de energía no asociada a la producción/día de 220.2 Kw-h equivalentes al 6,9% de la energía promedio diaria consumida, con un ahorro anual de 16.634.971 pesos, valor importante para el uso racional y eficiente de la energía. • Para la puesta en marcha de los proyectos y recomendaciones en el uso racional y eficiente de la energía es de suma importancia la vinculación y sentido de pertenencia por parte de la administración, personal de mantenimiento y operativo. • Con el análisis de tendencias y variabilidad en el consumo de energía eléctrica Vs variables del proceso se crea un grado de conciencia de ahorro energético para la administración y grupo de operativo, con el fin de observar detalladamente el comportamiento de las variables que afectan más significativamente el consumo de energía y de esta manera implementar mejoras de ahorro. • Todo el análisis y ejecución de los proyectos encaminados al uso racional y eficiente de la energía se verán beneficiados al tener como delegado al Planer Eléctrico, el cual será el gestor energético encargado de liderar el desarrollo, culminación y sostenimiento de los proyectos de ahorro energético.

120
• El comportamiento que presenta el indice de consumo referente a lo establecido en el año 2011 de 7,46 es considerablemente alto y por lo tanto se debe efectuar las correcciones adecuadas para llevar a cabo las acciones encaminadas a reducir el consumo energético con producciones aceptables del proceso. • El gráfico de Tendencias muestra como resultado una tendencia a la baja entre la energía consumida en el período actual y la que se hubiera consumido en el período base para igual producción. Esta disminución en el consumo es de aproximadamente 50000 Kw/h menos que si se hubieran presentado los mismos niveles de operación y producción en el año 2009. • La implementación de los formatos recomendados de indicadores de consumo será de gran ayuda para controlar, analizar y evaluar los planes de ahorro energéticos.

121
6. RECOMENDACIONES
• La empresa no aplica voluntariamente una norma de gestión energética y es por esto que se recomienda la implementación de la norma ISO 50001 con el fin de seguir el modelo de uso racional y eficiente de la energía, disminuyendo el costo energético por unidad producida. • En los análisis pertinentes a este proyecto se encontraron falencias en el control de los indicadores, debido a que la empresa no cuenta con indicadores que discriminen etapa por etapa su consumo eléctrico. Por tal razón, se recomienda la instalación de medidores de energía eléctrica por cada una de ellas y la implementación de sus respectivos indicadores de consumo. • Como el sistema de información cuenta con gráficos de monitoreo de los parámetros más relevantes del proceso, se recomienda introducir allí los datos de energía diaria consumida en cada uno de los interruptores de las plantas de pulpa y los indicadores de consumo más relevantes para el uso eficiente de la energía, esto con el fin de mantener la información en tiempo real y poder evaluar alternativas de ahorro energético. • La medida del consumo eléctrico no está discriminado por etapas del proceso productivo ya que las cargas no están adecuadamente separadas por CCM, por tal razón se recomienda una redistribución de cargas de cada una de las etapas en los CCM y de esta manera colocar contadores en cada una de ellas llevado un control mediante los indicadores. • En el sistema de iluminación se recomienda la sustitución de las lámparas fluorescentes T12 y mercurio por lámparas de mayor eficiencia y menor consumo como son las Fluorescentes T8 y Metal Halide, respectivamente. • De acuerdo al análisis realizado al factor de potencia en transformadores y de la eficiencia de los motores de mayor consumo, se recomienda la instalación de un banco de condensadores para aumentar la capacidad de transformación y transporte de energía mejorando el factor de potencia. Respecto a los motores de mayor consumo eléctrico se analiza el factor de cargabilidad y la eficiencia de cada uno de ellos, con el propósito de dar a conocer a la administración un
122
panorama actual del desempeño de cada uno de ellos y una opción de sustitución por motores de mayor eficiencia. • Limpiar periódicamente las bombillas y luminarias, reemplazando las bombillas en función de la vida útil indicada por los fabricantes permitiendo aumentar la luminosidad sin aumentar la potencia. • Colocar detectores de presencia o interruptores temporizados en zonas comunes (vestíbulos, garajes, etc.), de forma que las fuentes luminosas se apaguen y enciendan automáticamente. • Realizar buenas prácticas de mantenimiento para evitar puntos calientes en los cubiles que generen pérdidas de energía. • Realización de campañas de ahorro energético al personal de oficinas para que apaguen y desconecten todo tipo de equipo electrónico cuando no se requiera estar prendido. • Implementar una hoja de ruta para el programa de deteccion de fugas de aire en las líneas y equipos neumáticos. • Instalación de aislamiento térmico en tuberías de vapor que aun no lo tienen. • No dejar encendidas fuentes luminosas que no se estén utilizando. • Reducir el trabajo en vació de quipos eléctricos.

123
BIBLIOGRAFÍA
AGUDELO, Aida Ivonne. Indicadores de gestión [en línea]. [Consultado en Noviembre 21 de 2010], Disponible en internet: http://www.minminas.gov.co...Indicadores%20de%20gestion%20MME.ppt CADAVID ARMILLA, Andrés. Caracterización energética de la empresa coca-cola Femsa usando el modelo de gestión integral en operación [CD-ROM]. Trabajo de grado Ingeniero electricista. Santiago de Cali: Universidad Autónoma de occidente. Facultad de ingenierías. 2009. 1 CD-ROM. CONFERENCIA EL MGIE UN MODELO DE GESTIÓN ENERGÉTICA PARA COLOMBIA. (16, Octubre, 2008: Santiago de Cali, Colombia). Memorias. Santiago de Cali: Universidad Autónoma de Occidente, 2008. CAMPOS, Juan Carlos. Conferencia “Hacia una norma internacional sobre sistemas de gestión energética”. Presentado en el seminario internacional “Maquinas Eléctricas y Eficiencia Energética” en la semana científico cultural de la universidad autónoma de occidente, el día jueves 16 de octubre de 2008. CAMPOS, Juan Carlos y Otros. Guía para la Implementación de Sistemas de Gestión Integral de la Energía [CD-ROM]. Santiago de Cali, 2006. 1 CD-ROM. COLOMBIA. COMISIÓN REGULADOR DE ENERGIA Y GAS. Resolución CREG 108-1997. Por el cual se reglamenta el artículo 25 para el control al Factor de Potencia en el servicio de energía eléctrica [en línea]. Bogotá D.C. [consultado el 2 de abril de 2010]. Disponible en internet: http://www.creg.gov.co/ Smurfit Kappa Cartón de Colombia. Descripción Funcional Sistema Eléctrico de Smurfit Kappa Cartón de Colombia, Yumbo, 2011. 1 archivo de computador. Epcos Elecond capacitores S.A.: Armónicas y corrección del Factor de potencia. [Consultado en Marzo 14 de 2009]. Disponible en internet: http://www.elecond.com.ar

124
LABRADOR, Hender. Indicadores de Gestión. Material elaborado con fines de estudio [en línea]. [Consultado el 21 de Noviembre de 2010], Disponible en internet: http://galeon.com/henderlabrador/hender_archivos/Indi_Gest.pdf I CONGRESO INTERNACIONAL SOBRE EL USO RACIONAL Y EFICIENTE DE LA ENERGÍA. (3, 4, Y 5, noviembre, 2004: Santiago de Cali, Colombia). Memorias. Santiago de Cali: Universidad Autónoma de Occidente, 2004. JORNADA TÉCNICA EN EFICIENCIA ENERGÉTICA. (1, Noviembre, 2006: Santiago de Cali, Colombia) Memorias. Santiago de Cali: Universidad Autónoma de Occidente, 2006. Metal Halide [en línea]. [Consultado 29 de agosto de 2011]. Disponible en internet. http://www.prolighting.commh175-u.html PHILIPS. Metal Halide [en línea]. [Consultado 29 de agosto de 2011]. Disponible en internet. http://www.ecat.lighting.philips.comlmh-nasc-21578mh-nasc-928480310097_euprdaactn=928480310097_EU PHILIPS. Metal Halide [en línea]. [Consultado 29 de agosto de 2011]. Disponible en internet. http://www.greenelectricalsupply.commh250-u.aspx
COLOMBIA. MINISTERIO DE MINAS Y ENERGÍA. REGLAMENTO TÉCNICO DE ILUMINACIÓN Y ALUMBRADO PÚBLICO (RETILAP). Resolución 180540 de 2010 (marzo 30). 1 CD-ROM. BALDOR. Motores de Eficiencia Premium [en línea]. [Consultado 24 de octubre de 2011]. Disponible en internet. http://www.baldor.com/pdf/501_Catalog/Section2_PremiumEfficient.pdf NAVAS C, Jesús Eduardo. Manual de indicadores de gestión y resultados [en línea]. Santafé de Bogotá, D.C: Instituto de planificación y promoción de soluciones energéticas, 2002. [Consultado en Marzo 29 de 2008], Disponible en internet: http://www.ipse.gov.co/

125
PARRA BETANCUR, Jorge William. TORO BOLIVAR, Humberto Rafael. Estudio de distorsión armónica y factor de potencia en la red de alimentación eléctrica de una máquina papelera [CD-ROM]. Trabajo de grado Ingeniero electricista. Santiago de Cali: Universidad Autónoma de occidente. Facultad de ingenierías. 2009. 1 CD-ROM. PÉREZ JARAMILLO, Carlos Mario. Los Indicadores de Gestión [en línea]. [Consultado en febrero de 2008], Disponible en internet: http://www.rcm2-soporte.com/documentos/2006/SOP-Indicadores-Gestion-Articulo-Enero-2006.pdf PHILIPS.Tubos fluorescentes [en línea]. [Consultado 29 de agosto de 2011]. Disponible en internet. http://www.maresa.com

126
ANEXOS
Anexo A. Centro de Control de Motores (CCM)
Cargas conectadas al CCM 01
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30LD21 Bomba sistema hidraulico DDW 51 24 29 26,79 642,86
30B T07 Bomba Tk. Nivelador de consistencia 99 24 29 52,00 1247,91
30LD19 Bomba Tk agua sellos DDW 13,7 24 29 7,20 172,69
30BT05 Agitador Tk. Nivelador de consistencia 148 24 29 77,73 1865,56
30LD39 Tornillo descarga DDW 8,6 24 29 4,52 108,40
30AL01 Agitador Tk Alta densidad N. 1 100 24 29 52,52 1260,52
30LD33 Bomba lavado de placas perforadas DDW 22 8 29 11,55 92,44
30MS04 Bomba agua intermedia de refrigeraciones 3 24 29 1,58 37,82
30SC17 Bomba pulpa Tk. Screenes 140 24 29 73,53 1764,72
30LD35 Bomba retorno filtrado DDW 16 24 29 8,40 201,68
30LD01 Bomba dilución Blow Tank 48 24 29 25,21 605,05
30LD13 Bomba duchas DDW 53 24 29 27,84 668,07
30LD05 Bomba Tk de pulpa lavada 156 24 29 81,93 1966,40
30CCM1-01
Cargas conectadas al CCM 02
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
20AL41 Banda de astillas blanqueo 26 24 29 13,66 327,73
20AI01 Compresor area digestores 8 4 24 4,20 16,81
30TF10 Transferencia instrumetos CE01 CCM02 1,2 24 29 0,63 15,13
20PB06 Cortina digestor 6 1,5 24 29 0,79 18,91
A.A Blanqueo 30 24 29 15,76 378,15
Calentador kappa 14,5 24 29 7,62 182,77
20AL01 Plato rotatorio blanqueo 33 8 29 17,33 138,66
30LV53 Lavadora cero 10,3 24 29 5,41 129,83
30LV57 Lavadora cuatro 9,6 24 29 5,04 121,01
Ventilador Totalizador 0,5 24 29 0,26 6,30
20AL43 Tripper banda de astillas blanqueo 0,5 24 29 0,26 6,30
20PB07 Cortina digestor 7 1,5 24 29 0,79 18,91
Alimetación Taller EI 41 24 29 21,53 516,81
30CCM1-02

127
Cargas conectadas al CCM 03
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30LV55 Repulpador superior lavadora 0 19 24 29 9,98 239,50
30SC65 KFA-50 8,6 24 29 4,52 108,40
20PB01 Cortina digestor 1 1,5 1 29 0,79 0,79
20HR11 Válvula de venteo BHR 0,8 1 29 0,42 0,42
A.A CCM PP1 31 24 29 16,28 390,76
20PB04 Cortina digestor 4 1,5 1 29 0,79 0,79
20PB03 Cortina digestor 3 1,5 1 29 0,79 0,79
20HR01 Bomba recirculación Tk. Acumulado BHR 126 24 29 66,18 1588,25
Tomas soldadores 4 29 0 0
30TF05 Transferencia instrumetos CE01 CCM02 2,3 24 29 1,21 28,99
20HR09 Bomba Tk. Agua tibia 107 24 29 56,20 1348,75
20HR05 Filtro fibras 1 0,5 24 29 0,26 6,30
20HR03 Bomba condensado caliente 43 24 29 22,58 542,02
20HR07 Filtro fibras 2 0,6 24 29 0,32 7,56
30LV51 Tornillo repulpador lavadora 0 10 24 29 5,25 126,05
30QL41 Lavadora quelación 16 24 29 8,40 201,68
30SC67 Tail Screen 13,2 24 29 6,93 166,39
20AL13 Bomba licor blanco a digestores 30 2 29 15,76 31,51
20AL19 Bomba licor negro a digestores 30 2 29 15,76 31,51
30LV29 Soplador lavadora 0 2,6 24 29 1,37 32,77
30SC07 Bomba de dilución Tail Screen 30 24 29 15,76 378,15
30LV63 Extractor lavadora 0 y 4 4 24 29 2,10 50,42
30CCM1-03
Cargas conectadas al CCM 05
Denominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30LV65 Extractor Lavadora 4 7,0 24 29 3,7 88,2
30AL09 Bomba de dilución HDTK 2 71,5 24 29 37,6 901,3
30S119 Bomba Kamir 2 Tubos Sx 93,0 24 29 48,8 1172,3
30S141 Lavadora Simplox 1 13,0 24 29 6,8 163,9
90AG04 Bomba 2 agua fria Blanqueo 87,7 24 29 46,1 1105,5
30PX19 Mixer de Peroxido 27,7 24 29 14,5 349,2
30MS09 Bomba Agua caliente Blanqueo 75,0 24 29 39,4 945,4
30SC03 Bomba dilución screen 2do. 122,3 24 29 64,2 1541,6
30PX17 Bomba dillución lavadora 2 peroxido 169,6 24 29 89,1 2137,8
30CCM1-05

128
Cargas conectadas al CCM 06
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30PX51 Extractor Lavadora 2 de Peroxido 7,5 24 29 3,94 94,54
30QL23 Soplador Lavadora de Quelación 11,5 24 29 6,04 144,96
30S123 Soplador Lavadora de Simplox 1 4,3 24 29 2,26 54,20
30PX43 Repulpador N. 1 lavadora Peroxido 1 10,8 24 29 5,67 136,14
30S145 Extractor Lavadora Simplos 1 3,1 24 29 1,63 39,08
30QL45 Extractor Lavadora Quelación 10 24 29 5,25 126,05
30PX14 Bomba Agua para PTM 34 8 10 17,86 142,86
30SC27 Hooper 1 59 24 29 30,99 743,70
30RE27 Agitador Rompespuma Tk Filtrado Sx 1 17 24 29 8,93 214,29
30SC29 Hooper 2 58 24 29 30,46 731,10
30QL21 Bomba Kamir quelación 122 24 29 64,08 1537,83
30S107 Bomba de dilucion Lavadora Simplox 1 100 24 29 52,52 1260,52
30AL05 Agitador HDTK N. 2 37 24 29 19,43 466,39
30SC25 Bomba de dilucion screen 23,1 24 29 12,13 291,18
30S105 Bomba duchas lavadora 4 34,5 24 29 18,12 434,88
30S115 Bomba de dilución HDTK N. 1 54,7 24 29 28,73 689,50
30LV17 Bomba duchas lavadora 0 65,8 24 29 34,56 829,42
30PX57 Repulpador N. 2 lavadora Peroxido 1 8 24 29 4,20 100,84
30QL03 Bomba torre de quelación 73 24 29 38,34 920,18
30SC23 Screen secundario 42,4 24 29 22,27 534,46
30QL05 Bomba de dilución torre de Quelación 108 24 29 56,72 1361,36
30QL07 Bomba de dilución lavadora de Quelación 106 24 29 55,67 1336,15
30TA13 Bomba de dilución HDTK 3 50,7 24 29 26,63 639,08
30PX45 Extractor Lavadora 1 de Peroxido 4 24 29 2,10 50,42
30TF03 Transformador instrum. 6 kva I/A 1 24 30 0,53 12,61
30S143 Repulpador lavadora Simplox 1 11 24 29 5,78 138,66
30RE21 Agitador Rompespuma 1 16,3 24 29 8,56 205,46
30CCM1-06
Cargas conectadas al CCM 07
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30S245 Extractor Lavadora Simplox 2 4,3 24 29 2,26 54,20
30PX23 Soplador Lavadora 1 DE Peroxido 10,2 24 29 5,36 128,57
30S223 Soplador Lavadora de Simplox 2 4,7 24 29 2,47 59,24
30S243 Repulpador lavadora Simplox 2 14,5 24 29 7,62 182,77
30PX59 Repulpador N. 3 lavadora Peroxido 1 4,4 24 29 2,31 55,46
30PX41 Lavadora 1 de peroxido 15,0 24 29 7,88 189,08
30LV31 Soplador Lavadora 4 11,7 24 29 6,15 147,48
30S109 Mixer 3 de Simplox 1 25,0 24 29 13,13 315,13
30S241 Lavadora simplox 2 13,0 24 29 6,83 163,87
30QL01 Agitador torre de quelación 93,0 24 29 48,84 1172,28
30QL43 Repulpador lavador de quelación 10,4 24 29 5,46 131,09
30S121 Bomba Kamir simplox 1 203,0 24 29 106,62 2558,85
30S221 Bomba Kamir simplox 2 126,0 24 29 66,18 1588,25
Alimentación CCM de contratistas 10,0 11 22 5,25 57,77
30S207 Bomba de dilucion Lavadora simplox 2 75,5 24 29 39,65 951,69
30PX07 Bomba de dilucion Lavadora de peroxido 1 67,0 24 29 35,19 844,55
30PX05 Bomba de dilucion torre 1 de peroxido 62,8 24 29 32,98 791,60
30PX11 Agitador torre 2 de peroxido 42,9 24 29 22,53 540,76
30QL09 Bomba duchas lavadora de quelación 38,0 24 29 19,96 479,00
Ventiladores celdas de baja tensión 5,0 24 30 2,63 63,03
30S117 Bomba de dilución tubos de simplox 1 33,0 24 29 17,33 415,97
30PX55 Polipasto 7,0 1 30 3,68 3,68
30PX22 Bomba desaireador kamir 1 de peroxido 8,1 24 29 4,25 102,10
30S205 Bomba de duchas lavadora simplox 1 39,0 24 29 20,48 491,60
30CCM1-07

129
Cargas conectadas al CCM 08
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
Aire acondicionado cuarto electrico 30 24 29 15,76 378,15
30TF02 Transformador de instrum. 2 2,7 24 29 1,42 34,03
Tomas soldadores 4 24 0,00 0,00
Unidad de filtración de aire 10 24 29 5,25 126,05
30PX09 Bomba 1 dosificación H2SO4 etapa Perox. 0,6 24 29 0,32 7,56
30S211 Bomba 2 dosificación H2SO4 0,9 24 29 0,47 11,34
30TF04 Transformador A.A cuarto electrico 26 24 29 13,66 327,73
30PX31 Soplador lavadora 2 de peroxido 4,4 8 29 2,31 18,49
30LV59 Repulpador lavadora 4 7,1 24 29 3,73 89,50
30PX49 Repulpador lavadora 2 de peroxido 7,3 24 29 3,83 92,02
30PX13 Bomba torre 1 de peroxido 70,7 24 29 37,13 891,18
A.A cuarto de control Operarios 10,5 24 29 5,51 132,35
30PX47 Lavadora 2 de peroxido 18 24 29 9,45 226,89
30TF09 Transformador de instrum. 3 6,4 24 29 3,36 80,67
30TF01 Transformador de alumbrado 4 24 29 2,10 50,42
30MS23 Bomba refrigeraciones 70,9 24 29 37,24 893,71
30PX27 Bomba kamir final 198 24 29 103,99 2495,82
30MS35 Bomba refrigeraciones baja presión 47 24 29 24,69 592,44
30PX06 Bomba de dilución tubos de peroxido 60 24 29 31,51 756,31
30PX21 Bomba kamir de peroxido 122 24 29 64,08 1537,83
30S111 Mixer 1 de simplox 1 32 24 29 16,81 403,36
30PX15 Bomba duchas lavadora de Peroxido 1 72 24 29 37,82 907,57
30CCM1-08
Cargas conectadas al CCM 09
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30QI09 Bomba preparación de soda al 15% 1,9 15 29 1,00 14,97
30QL14 Bomba de dosificación MGSO4 0,2 24 29 0,11 2,52
30QL25 Bomba dosificacion de peroxido a simplox 5 24 29 2,63 63,03
30QL17 Bomba dosificacion de soda al 15% 12,2 24 29 6,41 153,78
30QI01 Bomba de descarga H2SO4 0,9 2 2 0,47 0,95
30QI03 Bomba de descarga de DTPA 0,5 2 2 0,26 0,53
30S214 Bomba 2 de dosificación DTPA, LAV SX 2 0,5 24 29 0,26 6,30
30QL13 Bomba de dosificación MGSO4 0,2 24 29 0,11 2,52
30S209 Bomba 2 tk 2 de dosificación DTPA, LAV SX2 0,9 24 29 0,47 11,34
30DT01 Bomba dosificación de Talco 5,6 24 29 2,94 70,59
30S213 Bomba 1 tk 2 de dosificación DTPA,LAV SX 2 0,5 24 29 0,26 6,30
30S210 Bomba 2 dosificacion de H2SO4 SX 2 0,9 24 29 0,47 11,34
30QI05 Bomba de descarga MGSO4 1 1 6 0,53 0,53
30QL20 Bomba 1 dosificadora de peroxido 4,5 24 29 2,36 56,72
30S102 Bomba DTPA a la lavadora 4 0,5 24 29 0,26 6,30
30PX10 Bomba 3 dosificacion de H2SO4 0,6 24 29 0,32 7,56
30QI07 Bomba de descarga de peroxido 2,3 1 29 1,21 1,21
30QI11 Bomba de descarga de soda 3 0,5 29 1,58 0,79
30QL19 Bomba 2 dosificación de peroxido 4,5 24 29 2,36 56,72
30CCM1-09

130
Cargas conectadas al CCM 11
Ubicación
TecnicaDenominación
Carga
medida
(A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Tiempo de
trabajo
Promedio
Mes (Dias)
Energia
Promedio
dia
(Kw-h)
Energia
acumulada
dia (Kw-
h)
30BT03 bomba Blow Tank 60 24 29 31,51 756,31
30LD03 Bomba licor negro a filtrado goslin 63 24 29 33,09 794,12
30LD31 Bomba de vacio DDW 38 24 24 19,96 479,00
30RE25 Agitador rompespuma Tk. Filtrado 18,7 24 29 9,82 235,72
30SC41 Coarse screen blanqueo 16,6 24 29 8,72 209,25
30SC05 Bomba de dilución al KFA-50 24,3 24 29 12,76 306,31
30SC15 Bomba de dilución al Tk screens 22,5 24 29 11,82 283,62
30SC01 Bomba de dilución al Coarse screen 31 24 29 16,28 390,76
30LD23 Bomba 1 recirculación filtrado DDW 11 24 29 5,78 138,66
30LD25 Bomba 2 recirculación filtrado DDW 11 24 29 5,78 138,66
30LD27 Bomba 3 recirculación filtrado DDW 12 24 29 6,30 151,26
30LD29 Bomba 4 recirculación filtrado DDW 12 24 29 6,30 151,26
30LD11 Bomba agua Sistema hidraulico y vacio 6,3 24 29 3,31 79,41
30LD07 Bomba dilución Tk nivelador Consistencia 7,5 24 29 3,94 94,54
30LD09 Bomba agua lavado flush 6,3 24 29 3,31 79,41
30TD05 Agitador Tk. Pulpa lavada 58 24 29 30,46 731,10
30SC13 Agitador Tk. Screen 45 24 29 23,63 567,23
30LD17 bomba dilución Tk. Pulpa lavada 26 24 29 13,66 327,73
30BT01 Agitador Blow Tank Blanqueo 145 24 29 76,16 1827,75
30MS19 Bomba agua fresca a kappa 5,4 24 29 2,84 68,07
30MS20 Bomba agua desmeneralizada a kappa 6,8 24 29 3,57 85,72
Alimentación tablero CDA 28,7 24 29 15,07 361,77
30CCM1-11

131
Anexo B. Datos históricos del indicador de consumo, Indicador de Eficiencia Base 100 y de sumas acumulativas
Producción
[Ton]
Energía
[Kw/h]E_historico
Indice de
consumo
Kwh/To
Indice de
consumo
historico
Indicador
Base 100
Suma
acumulativa
Producción
[Ton]
Energía
[Kw/h]E_historico
Indice de
consumo
Kwh/To
Indice de
consumo
historico
Indicador
Base 100
Suma
acumulativa
134 2349 2525 17,53 18,84 107,49 -349 269 2878 3064 10,70 11,39 106,45 -12620,75
90 2089 2350 23,21 26,11 112,47 -632,644 274 3050 3083 11,13 11,25 101,10 -12799,22
178 2633 2701 14,79 15,17 102,57 -842,14 274 3206 3083 11,70 11,25 96,18 -12687,98
182 2672 2716 14,68 14,93 101,67 -1135,576 275 3078 3087 11,19 11,23 100,31 -12801,05
183 2629 2720 14,37 14,87 103,48 -1597,074 276 3211 3091 11,63 11,20 96,28 -13091,43
190 2722 2748 14,33 14,47 100,97 -1804,84 277 3143 3095 11,35 11,17 98,49 -13123,01
190 2731 2748 14,37 14,47 100,64 -1981,91 277 3225 3095 11,64 11,17 95,98 -13315,06
191 2820 2752 14,76 14,41 97,60 -2003,402 70 2165 2270 30,93 32,42 104,84 -13459,55
195 2749 2768 14,10 14,20 100,70 -2795,864 278 3198 3099 11,50 11,15 96,92 -13487,53
201 2652 2792 13,19 13,89 105,29 -2879,48 279 3010 3103 10,79 11,12 103,10 -13035,68
204 2820 2804 13,82 13,75 99,44 -2927,368 279 3217 3103 11,53 11,12 96,47 -12830,78
207 2591 2816 12,52 13,60 108,69 -2942,316 280 3038 3107 10,85 11,10 102,29 -13180,26
207 2608 2816 12,60 13,60 107,98 -2984,536 281 3204 3111 11,40 11,07 97,11 -12868,78
211 2831 2832 13,42 13,42 100,04 -3490,066 281 3232 3111 11,50 11,07 96,27 -12634,63
214 2787 2844 13,02 13,29 102,05 -3984,868 281 3244 3111 11,54 11,07 95,91 -12546,55
217 2779 2856 12,81 13,16 102,77 -4355,154 282 3105 3115 11,01 11,05 100,33 -12057,97
219 2731 2864 12,47 13,08 104,87 -4575,95 283 3233 3119 11,42 11,02 96,49 -11693,46
219 2924 2864 13,35 13,08 97,95 -4976,63 284 2932,2 3123 10,32 11,00 106,52 -12702,05
221 2655 2872 12,01 13,00 108,18 -5403,462 284 3078 3123 10,84 11,00 101,47 -12714,09
222 2793 2876 12,58 12,96 102,97 -5809,142 284 3144 3123 11,07 11,00 99,34 -12759,1
223 2805 2880 12,58 12,92 102,68 -5975,092 285 3064 3127 10,75 10,97 102,07 -12790,53
231 2806 2912 12,15 12,61 103,78 -6221,77 285 3250 3127 11,40 10,97 96,23 -12944,78
232 2895,4 2916 12,48 12,57 100,71 -6424,266 286 3030 3131 10,59 10,95 103,35 -13406,19
233 2841 2920 12,19 12,53 102,78 -6845,34 286 3093 3131 10,81 10,95 101,24 -13954,87
233 2889 2920 12,40 12,53 101,07 -7264,202 286 3227,9 3131 11,29 10,95 97,01 -14479,8
235 2752,2 2928 11,71 12,46 106,38 -7536,244 287 3206 3135 11,17 10,92 97,80 -14636,26
235 2789,2 2928 11,87 12,46 104,97 -7818,862 288 3138 3139 10,90 10,90 100,04 -14731,33
236 3036 2932 12,86 12,42 96,57 -8085,086 288 3261,2 3139 11,32 10,90 96,26 -16259,29
237 2894,4 2936 12,21 12,39 101,43 -8385,522 289 3163 3143 10,94 10,88 99,38 -16516,3
239 2920 2944 12,22 12,32 100,82 -8506,408 289 3166,1 3143 10,96 10,88 99,28 -16701,73
241 3026 2952 12,56 12,25 97,55 -8390,022 289 3221 3143 11,15 10,88 97,59 -16958,93
243 2924 2960 12,03 12,18 101,23 -8243,726 289 3221 3143 11,15 10,88 97,59 -17021,6
248 2947 2980 11,88 12,02 101,11 -8087,82 289 3258 3143 11,27 10,88 96,48 -16947,37
248 2990 2980 12,06 12,02 99,66 -8648,72 289 3261 3143 11,28 10,88 96,39 -16984,53
249 2936 2984 11,79 11,98 101,63 -8778,056 290 3117 3147 10,75 10,85 100,97 -17251,36
249 2949 2984 11,84 11,98 101,18 -8804,61 290 3117 3147 10,75 10,85 100,97 -17572,8
249 2983 2984 11,98 11,98 100,03 -8831,74 290 3134 3147 10,81 10,85 100,42 -17660,32
251 3109 2992 12,39 11,92 96,23 -8804,658 290 3233 3147 11,15 10,85 97,35 -18827,46
252 2794,6 2996 11,09 11,89 107,20 -8672,09 291 3135 3151 10,77 10,83 100,52 -18886,98
252 3102 2996 12,31 11,89 96,57 -8511,734 292 3071 3155 10,52 10,81 102,74 -19371,88
253 2967 3000 11,73 11,86 101,10 -8658,076 292 3154 3155 10,80 10,81 100,04 -19566,98
254 2964 3004 11,67 11,83 101,34 -8880,24 292 3233 3155 11,07 10,81 97,60 -19532,71
256 2860,4 3012 11,17 11,76 105,29 -9095,19 292 3294 3155 11,28 10,81 95,79 -19488,21
257 3070 3016 11,95 11,73 98,23 -9753,902 293 3030 3159 10,34 10,78 104,27 -19355,4
258 2860 3020 11,09 11,70 105,58 -10439,038 293 3258 3159 11,12 10,78 96,97 -19260,53
259 2979 3024 11,50 11,67 101,50 -11065,022 294 3113 3163 10,59 10,76 101,61 -19041,78
259 3031 3024 11,70 11,67 99,76 -11912,524 294 3188 3163 10,84 10,76 99,22 -18652,87
259 3127 3024 12,07 11,67 96,69 -12355,75 295 3164 3167 10,73 10,74 100,10 -18231,06
261 2974 3032 11,39 11,62 101,94 -12624,156 295 3286 3167 11,14 10,74 96,39 -18064,1
262 3008 3036 11,48 11,59 100,92 -12862,622 296 3139 3171 10,60 10,71 101,03 -18391,05
263 2840 3040 10,80 11,56 107,03 -12812,54 296 3164 3171 10,69 10,71 100,23 -18963,82
263 3050 3040 11,60 11,56 99,66 -13027,306 296 3287 3171 11,10 10,71 96,48 -19405,8
265 3120 3048 11,77 11,50 97,68 -12355,158 297 3006 3175 10,12 10,69 105,63 -19790,85
265 3159 3048 11,92 11,50 96,47 -12329,016 297 3233 3175 10,89 10,69 98,21 -20232,65
266 3123 3052 11,74 11,47 97,71 -12584,178 297 3256 3175 10,96 10,69 97,52 -20536,9
268 2970 3060 11,08 11,42 103,02 -12355,366 298 3299 3179 11,07 10,67 96,37 -21019,31
268 2980,7 3060 11,12 11,42 102,65 -12345,374 298 3303 3179 11,08 10,67 96,25 -21521,48

132
Anexo B (continuación)
Producción
[Ton]
Energía
[Kw/h]E_historico
Indice de
consumo
Kwh/To
Indice de
consumo
historico
Indicador
Base 100
Suma
acumulativa
Producción
[Ton]
Energía
[Kw/h]E_historico
Indice de
consumo
Kwh/To
Indice de
consumo
historico
Indicador
Base 100
Suma
acumulativa
299 3282,3 3183 10,98 10,65 96,98 -21600,154 313 3294 3239 10,52 10,35 98,33 -26332,98
300 3170 3187 10,57 10,62 100,54 -21849,256 313 3295 3239 10,53 10,35 98,30 -26823,36
300 3243 3187 10,81 10,62 98,28 -22074,874 313 3303 3239 10,55 10,35 98,06 -27367,53
300 3277 3187 10,92 10,62 97,26 -22364,462 313 3337 3239 10,66 10,35 97,06 -27773,39
300 3313 3187 11,04 10,62 96,20 -22543,442 313 3351 3239 10,71 10,35 96,66 -28404,44
300 3314 3187 11,05 10,62 96,17 -22904,176 314 3239 3243 10,32 10,33 100,12 -29069,66
301 3196 3191 10,62 10,60 99,85 -22946,822 314 3248 3243 10,34 10,33 99,85 -29630,65
301 3280 3191 10,90 10,60 97,29 -23503,292 314 3280,9 3243 10,45 10,33 98,85 -30173,78
301 3335 3191 11,08 10,60 95,69 -24252,188 315 3289 3247 10,44 10,31 98,72 -30760,1
302 3195 3195 10,58 10,58 100,01 -24838,264 315 3294 3247 10,46 10,31 98,57 -31164,96
302 3196 3195 10,58 10,58 99,97 -24585,24 315 3328 3247 10,57 10,31 97,57 -31596,34
302 3221,3 3195 10,67 10,58 99,19 -24994,112 315 3337 3247 10,59 10,31 97,30 -32169,38
302 3293 3195 10,90 10,58 97,03 -25044,122 315 3383 3247 10,74 10,31 95,98 -32472,14
303 3233 3199 10,67 10,56 98,95 -24919,01 316 3394,8 3251 10,74 10,29 95,77 -33013,06
304 3179 3203 10,46 10,54 100,76 -25179,598 317 3298 3255 10,40 10,27 98,70 -33970,2
304 3195 3203 10,51 10,54 100,26 -24929,09 318 3297 3259 10,37 10,25 98,85 -34776,85
304 3195 3203 10,51 10,54 100,26 -24979,208 318 3305 3259 10,39 10,25 98,61 -35502,29
304 3203,4 3203 10,54 10,54 99,99 -24539,668 318 3347 3259 10,53 10,25 97,37 -36010,85
304 3308 3203 10,88 10,54 96,83 -24136,704 318 3358 3259 10,56 10,25 97,05 -36746,74
304 3319 3203 10,92 10,54 96,51 -23810,862 319 3283 3263 10,29 10,23 99,39 -36392,72
304 3330 3203 10,95 10,54 96,19 -23714,344 319 3284 3263 10,29 10,23 99,36 -37678,64
305 3088 3207 10,12 10,52 103,86 -23425,29 319 3339,9 3263 10,47 10,23 97,70 -38069,96
305 3284 3207 10,77 10,52 97,66 -23378,936 319 3378 3263 10,59 10,23 96,60 -38731,7
305 3306 3207 10,84 10,52 97,01 -23352,158 320 3197 3267 9,99 10,21 102,19 -39330,44
306 3269 3211 10,68 10,49 98,23 -23263,682 320 3197 3267 9,99 10,21 102,19 -40033,18
306 3300 3211 10,78 10,49 97,31 -23191,358 320 3261,2 3267 10,19 10,21 100,18 -40746,59
306 3305 3211 10,80 10,49 97,16 -23769,434 320 3336 3267 10,43 10,21 97,93 -40789,99
306 3344 3211 10,93 10,49 96,03 -24294,752 320 3394 3267 10,61 10,21 96,26 -40904,51
307 3187,2 3215 10,38 10,47 100,88 -24329,276 321 3273 3271 10,20 10,19 99,94 -41293,83
307 3191 3215 10,39 10,47 100,76 -24333,044 321 3280 3271 10,22 10,19 99,72 -41613,2
307 3306 3215 10,77 10,47 97,25 -24883,816 321 3303,8 3271 10,29 10,19 99,01 -42201,67
307 3310,1 3215 10,78 10,47 97,13 -25283,406 321 3328 3271 10,37 10,19 98,29 -43015,93
307 3334 3215 10,86 10,47 96,43 -25147,264 321 3387 3271 10,55 10,19 96,57 -43438,52
308 3133 3219 10,17 10,45 102,75 -25589,338 322 3180 3275 9,88 10,17 102,99 -44030,6
308 3259 3219 10,58 10,45 98,78 -25448,68 322 3379 3275 10,49 10,17 96,92 -44610,04
308 3353 3219 10,89 10,45 96,01 -25435,902 322 3387 3275 10,52 10,17 96,69 -45219,09
309 3161 3223 10,23 10,43 101,96 -25830,734 323 3143 3279 9,73 10,15 104,33 -45815,13
309 3236 3223 10,47 10,43 99,60 -25886,532 323 3216 3279 9,96 10,15 101,96 -46392,21
309 3252 3223 10,52 10,43 99,11 -25810,508 323 3351 3279 10,37 10,15 97,85 -46933,53
309 3252 3223 10,52 10,43 99,11 -26200,408 323 3367 3279 10,42 10,15 97,38 -47112,51
309 3321 3223 10,75 10,43 97,05 -26544,176 324 3294 3283 10,17 10,13 99,66 -47473,24
309 3323 3223 10,75 10,43 96,99 -26511,64 324 3371 3283 10,40 10,13 97,39 -47515,89
309 3341 3223 10,81 10,43 96,47 -26492,71 324 3382,7 3283 10,44 10,13 97,05 -48072,36
310 3233 3227 10,43 10,41 99,82 -26710,6 324 3406 3283 10,51 10,13 96,39 -48821,25
310 3273,8 3227 10,56 10,41 98,57 -26518,396 325 3198 3287 9,84 10,11 102,78 -49407,33
310 3282,7 3227 10,59 10,41 98,31 -26151,554 325 3198 3287 9,84 10,11 102,78 -49664,34
310 3282,8 3227 10,59 10,41 98,30 -26183,35 325 3247 3287 9,99 10,11 101,23 -49849,78
310 3290 3227 10,61 10,41 98,09 -25902,234 325 3248,3 3287 9,99 10,11 101,19 -50106,97
311 3193 3231 10,27 10,39 101,19 -25700,18 325 3326,4 3287 10,24 10,11 98,81 -50169,65
311 3206 3231 10,31 10,39 100,78 -25636,128 325 3352 3287 10,31 10,11 98,06 -50095,41
311 3278 3231 10,54 10,39 98,57 -25653,41 325 3402 3287 10,47 10,11 96,62 -50132,57
311 3356 3231 10,79 10,39 96,28 -25712,056 326 3301 3291 10,13 10,09 99,69 -50399,4
311 3362 3231 10,81 10,39 96,11 -25567,882 326 3352 3291 10,28 10,09 98,18 -50720,84
311 3372 3231 10,84 10,39 95,82 -25665,83 326 3400 3291 10,43 10,09 96,79 -50943
311 3376 3231 10,86 10,39 95,71 -25799,476 326 3436 3291 10,54 10,09 95,78 -51157,95

133
Anexo C. Censo de carga en PP1
Censo de carga de área de Desfogue
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Bomba Tk. Nivelador de consistencia 99 24 52,00
Agitador Tk. Nivelador de consistencia 148 24 77,73
Bomba dilución Blow Tank 48 24 25,21
bomba Blow Tank 60 24 31,51
Bomba dilución Tk nivelador Consistencia 7,5 24 3,94
Agitador Blow Tank Blanqueo 145 24 76,16
Bomba Tk. Agua tibia 107 24 56,20
Filtro fibras 1 0,5 24 0,26
Bomba condensado caliente 43 24 22,58
Filtro fibras 2 0,6 24 0,32
Cortina digestor 4 1,5 1 0,79
Cortina digestor 3 1,5 1 0,79
Bomba recirculación Tk. Acumulado BHR 126 24 66,18
Cortina digestor 1 1,5 1 0,79
Válvula de venteo BHR 0,8 1 0,42
Bomba licor blanco a digestores 30 2 15,76
Bomba licor negro a digestores 30 2 15,76
Banda de astillas blanqueo 26 2 13,66
Compresor area digestores 8 4 4,20
Cortina digestor 6 1,5 1 0,79
Plato rotatorio blanqueo 33 2 17,33
Tripper banda de astillas blanqueo 0,5 1 0,26
Cortina digestor 7 1,5 1 0,79
483,41
D
E
S
F
O
G
U
E
Censo de carga de área Etapa 1 de lavado
Area EquipoConsumo
Kw-h
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Bomba sistema hidraulico DDW 51 24 26,79
Bomba Tk agua sellos DDW 13,7 24 7,20
Tornillo descarga DDW 8,6 24 4,52
Bomba lavado de placas perforadas DDW 22 24 11,55
Bomba agua intermedia de refrigeraciones 3 24 1,58
Bomba retorno filtrado DDW 16 24 8,40
Bomba duchas DDW 53 24 27,84
Bomba Tk de pulpa lavada 156 24 81,93
Bomba licor negro a filtrado goslin 63 24 33,09
Bomba de vacio DDW 38 24 19,96
Bomba 1 recirculación filtrado DDW 11 24 5,78
Bomba 2 recirculación filtrado DDW 11 24 5,78
Bomba 3 recirculación filtrado DDW 12 24 6,30
Bomba 4 recirculación filtrado DDW 12 24 6,30
Bomba agua Sistema hidraulico y vacio 6,3 24 3,31
Bomba agua lavado flush 6,3 24 3,31
Agitador Tk. Pulpa lavada 58 24 30,46
bomba dilución Tk. Pulpa lavada 26 24 13,66
Bomba agua fresca a kappa 5,4 24 2,84
Bomba agua desmeneralizada a kappa 6,8 24 3,57
Alimentación tablero CDA 28,7 24 15,07
Calentador kappa 14,5 24 7,62
326,84
E
T
A
P
A
1
D
E
L
A
V
A
D
O

134
Censo de carga de área Separación Gruesa
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Bomba pulpa Tk. Screenes 140 24 73,53
Coarse screen blanqueo 16,6 24 8,72
Bomba de dilución al KFA-50 24,3 24 12,76
Bomba de dilución al Tk screens 22,5 24 11,82
Bomba de dilución al Coarse screen 31 24 16,28
Agitador Tk. Screen 45 24 23,63
KFA-50 8,6 24 4,52
Tail Screen 13,2 24 6,93
Bomba de dilución Tail Screen 30 24 15,76
173,95
S
E
P
A
R
A
C
I
O
N
G
R
U
E
S
A
Censo de carga de área Etapa 2 de lavado
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Agitador rompespuma Tk. Filtrado 18,7 24 9,82
Repulpador superior lavadora 0 19 24 9,98
Tornillo repulpador lavadora 0 10 24 5,25
Soplador lavadora 0 2,6 24 1,37
Extractor lavadora 0 y 4 4 24 2,10
Lavadora cero 10,3 24 5,41
Lavadora cuatro 9,6 24 5,04
Extractor Lavadora 4 4 24 3,68
Bomba duchas lavadora 4 34,5 24 18,12
Bomba duchas lavadora 0 65,8 24 34,56
Agitador Rompespuma 1 16,3 24 8,56
Soplador Lavadora 4 11,7 24 6,15
Repulpador lavadora 4 7,1 24 3,73
113,76
E
T
A
P
A
2
D
E
L
A
V
A
D
O

135
Censo de carga de área Simplox
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Bomba Agua caliente Blanqueo 75,0 24 39,39
Bomba de dilución HDTK 2 71,5 24 37,55
Bomba Kamir 2 Tubos Sx 93,0 24 48,84
Lavadora Simplox 1 13,0 24 6,83
Bomba dilución screen 2do. 122,3 24 64,23
Bomba Agua caliente Blanqueo 75,0 24 39,39
Soplador Lavadora de Simplox 1 4,3 24 2,26
Extractor Lavadora Simplos 1 3,1 24 1,63
Hooper 1 59 24 30,99
Agitador Rompespuma Tk Filtrado Sx 1 17 24 8,93
Hooper 2 58 24 30,46
Bomba de dilucion Lavadora Simplox 1 100 24 52,52
Agitador HDTK N. 2 37 24 19,43
Bomba de dilucion screen 23,1 24 12,13
Bomba de dilución HDTK N. 1 54,7 24 28,73
Screen secundario 42,4 24 22,27
Bomba de dilución HDTK 3 50,7 24 26,63
Repulpador lavadora Simplox 1 11 24 5,78
Extractor Lavadora Simplox 2 4,3 24 2,26
Soplador Lavadora de Simplox 2 4,7 24 2,47
Repulpador lavadora Simplox 2 14,5 24 7,62
Mixer 3 de Simplox 1 25,0 24 13,13
Lavadora simplox 2 13,0 24 6,83
Bomba Kamir simplox 1 203,0 24 106,62
Bomba Kamir simplox 2 126,0 24 66,18
Bomba de dilucion Lavadora simplox 2 75,5 24 39,65
Bomba de dilución tubos de simplox 1 33,0 24 17,33
Bomba de duchas lavadora simplox 1 39,0 24 20,48
Agitador Tk Alta densidad N. 1 100 24 52,52
Bomba 2 dosificación H2SO4 0,9 24 0,47
Mixer 1 de simplox 1 32 24 16,81
Bomba 2 de dosificación DTPA, LAV SX 2 0,5 24 0,26
Bomba 1 tk 2 de dosificación DTPA,LAV SX 2 0,5 24 0,26
Bomba 2 dosificacion de H2SO4 SX 2 0,9 24 0,47
Bomba 2 tk 2 de dosificación DTPA, LAV SX2 0,9 24 0,47
Bomba DTPA a la lavadora 4 0,5 24 0,26
Bomba dosificación de Talco 5,6 24 2,94
835,04
S
I
M
P
L
O
X

136
Censo de carga de área Quelación
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Soplador Lavadora de Quelación 11,5 24 6,04
Extractor Lavadora Quelación 10 24 5,25
Bomba Kamir quelación 122 24 64,08
Bomba torre de quelación 73 24 38,34
Bomba de dilución torre de Quelación 108 24 56,72
Bomba de dilución lavadora de Quelación 106 24 55,67
Agitador torre de quelación 93,0 24 48,84
Repulpador lavador de quelación 10,4 24 5,46
Bomba duchas lavadora de quelación 38,0 24 19,96
Lavadora quelación 16 24 8,40
Bomba dosificacion de peroxido a simplox 5 24 2,63
Bomba de dosificación MGSO4 0,2 24 0,11
Bomba de dosificación MGSO4 0,2 24 0,11
Bomba 1 dosificadora de peroxido 4,5 24 2,36
Bomba dosificacion de soda al 15% 12,2 24 6,41
Bomba 2 dosificación de peroxido 4,5 24 2,36
Q
U
E
L
A
C
I
O
N
322,74
Censo de carga de área Peróxido
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Mixer de Peroxido 27,7 24 14,548
Bomba dillución lavadora 2 peroxido 169,6 24 89,076
Extractor Lavadora 2 de Peroxido 7,5 24 3,939
Repulpador N. 1 lavadora Peroxido 1 10,8 24 5,672
Repulpador N. 2 lavadora Peroxido 1 8 24 4,202
Extractor Lavadora 1 de Peroxido 4 24 2,101
Soplador Lavadora 1 DE Peroxido 10,2 24 5,357
Repulpador N. 3 lavadora Peroxido 1 4,4 24 2,311
Lavadora 1 de peroxido 15,0 24 7,878
Bomba de dilucion Lavadora de peroxido 1 67,0 24 35,189
Bomba de dilucion torre 1 de peroxido 62,8 24 32,983
Agitador torre 2 de peroxido 42,9 24 22,532
Bomba desaireador kamir 1 de peroxido 8,1 24 4,254
Soplador lavadora 2 de peroxido 7,5 24 2,311
Repulpador lavadora 2 de peroxido 7,3 24 3,834
Bomba torre 1 de peroxido 70,7 24 37,133
Lavadora 2 de peroxido 18 24 9,454
Bomba kamir final 198 24 103,992
Bomba de dilución tubos de peroxido 60 24 31,513
Bomba kamir de peroxido 122 24 64,076
Bomba duchas lavadora de Peroxido 1 72 24 37,815
Bomba 1 dosificación H2SO4 etapa Perox. 0,6 24 0,315
Bomba 3 dosificacion de H2SO4 0,6 24 0,315
P
E
R
O
X
I
D
O
520,80
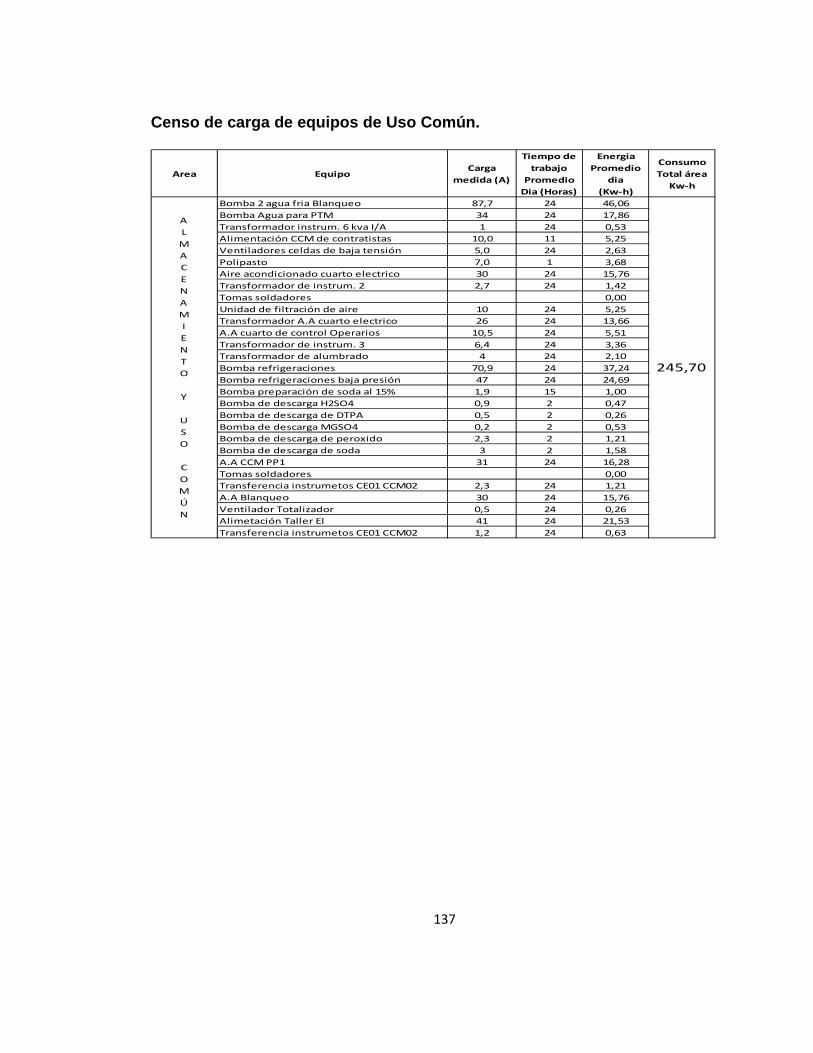
137
Censo de carga de equipos de Uso Común.
Area EquipoCarga
medida (A)
Tiempo de
trabajo
Promedio
Dia (Horas)
Energia
Promedio
dia
(Kw-h)
Consumo
Total área
Kw-h
Bomba 2 agua fria Blanqueo 87,7 24 46,06
Bomba Agua para PTM 34 24 17,86
Transformador instrum. 6 kva I/A 1 24 0,53
Alimentación CCM de contratistas 10,0 11 5,25
Ventiladores celdas de baja tensión 5,0 24 2,63
Polipasto 7,0 1 3,68
Aire acondicionado cuarto electrico 30 24 15,76
Transformador de instrum. 2 2,7 24 1,42
Tomas soldadores 0,00
Unidad de filtración de aire 10 24 5,25
Transformador A.A cuarto electrico 26 24 13,66
A.A cuarto de control Operarios 10,5 24 5,51
Transformador de instrum. 3 6,4 24 3,36
Transformador de alumbrado 4 24 2,10
Bomba refrigeraciones 70,9 24 37,24
Bomba refrigeraciones baja presión 47 24 24,69
Bomba preparación de soda al 15% 1,9 15 1,00
Bomba de descarga H2SO4 0,9 2 0,47
Bomba de descarga de DTPA 0,5 2 0,26
Bomba de descarga MGSO4 0,2 2 0,53
Bomba de descarga de peroxido 2,3 2 1,21
Bomba de descarga de soda 3 2 1,58
A.A CCM PP1 31 24 16,28
Tomas soldadores 0,00
Transferencia instrumetos CE01 CCM02 2,3 24 1,21
A.A Blanqueo 30 24 15,76
Ventilador Totalizador 0,5 24 0,26
Alimetación Taller EI 41 24 21,53
Transferencia instrumetos CE01 CCM02 1,2 24 0,63
A
L
M
A
C
E
N
A
M
I
E
N
T
O
Y
U
S
O
C
O
M
Ú
N
245,70

138
Anexo D. Consumo de potencia del transformador DE P P1 T3-7/13,2/0,48Kv, 2 MVA.
TiempoPotencia
Activa [W]Potencia
Reactiva [VAR]Potencia
Aparente [VA]Factor de
Potencia [FP]Tiempo
Potencia Activa [W]
Potencia Reactiva
[VAR]
Potencia Aparente
[VA]
Factor de Potencia
[FP]08:50:00 a.m. 1301744,81 936775,81 1603788,03 0,81 09:37:00 a.m. 1325730,91 957905,19 1635614,06 0,8108:51:00 a.m. 1288153,13 930758 1589247,84 0,81 09:38:00 a.m. 1328795 959346,13 1638944 0,8108:52:00 a.m. 1293178,81 930369,53 1593094,28 0,81 09:39:00 a.m. 1329539,47 958323,16 1638951,94 0,8108:53:00 a.m. 1281772,69 922189,94 1579058,84 0,81 09:40:00 a.m. 1332390,34 959210,66 1641783,5 0,8108:54:00 a.m. 1263325,03 913746,72 1559153,47 0,81 09:41:00 a.m. 1328788,44 958407,44 1638389,25 0,8108:55:00 a.m. 1259523,91 911424,69 1554713,88 0,81 09:42:00 a.m. 1325493,19 958423,5 1635733,06 0,8108:56:00 a.m. 1259107,69 910741,25 1553979,31 0,81 09:43:00 a.m. 1336919,91 971108,59 1652422,19 0,8108:57:00 a.m. 1258228,41 911355,31 1553626,59 0,81 09:44:00 a.m. 1333976,16 970808,94 1649862,13 0,8108:58:00 a.m. 1257604,63 912877,22 1554012,69 0,81 09:45:00 a.m. 1310430,41 957275,69 1622862,25 0,8108:59:00 a.m. 1256844,91 912165,53 1552981,16 0,81 09:46:00 a.m. 1299919,38 952046,13 1611292,19 0,8109:00:00 a.m. 1255829,66 914111,09 1553307,31 0,81 09:47:00 a.m. 1297817,53 946198,38 1606142,47 0,8109:01:00 a.m. 1255830,03 909682,13 1550700,78 0,81 09:48:00 a.m. 1279950,53 936726,56 1586124,34 0,8109:02:00 a.m. 1255865,72 918201,66 1555755,22 0,81 09:49:00 a.m. 1276488,63 935068,72 1582352,69 0,8109:03:00 a.m. 1257881,78 924354,53 1561011,84 0,81 09:50:00 a.m. 1272603,22 933189,06 1578107,09 0,8109:04:00 a.m. 1262367,06 926564,84 1565934,97 0,81 09:51:00 a.m. 1293133,47 953816,91 1606932,41 0,8009:05:00 a.m. 1260484,5 929739,91 1566336,44 0,80 09:52:00 a.m. 1301850,66 954628,34 1614375,56 0,8109:06:00 a.m. 1290983,22 953239,78 1604820,91 0,80 09:53:00 a.m. 1304734,69 956751,28 1617956,44 0,8109:07:00 a.m. 1301516,97 958873 1616617,75 0,81 09:54:00 a.m. 1330608,19 959312,38 1640392,44 0,8109:08:00 a.m. 1306540,97 958719,78 1620583,63 0,81 09:55:00 a.m. 1332974,47 960295,63 1642889,69 0,8109:09:00 a.m. 1331250,38 961430,84 1642150,88 0,81 09:56:00 a.m. 1335314,91 961069,28 1645240,38 0,8109:10:00 a.m. 1336936,66 963523 1647989,63 0,81 09:57:00 a.m. 1334255,63 960559,47 1644081,44 0,8109:11:00 a.m. 1335806,19 963445,34 1647025,81 0,81 09:58:00 a.m. 1333942,91 960070,41 1643540,56 0,8109:12:00 a.m. 1333527,81 962431,5 1644581,5 0,81 09:59:00 a.m. 1334704,38 960139,44 1644198,44 0,8109:13:00 a.m. 1335552,09 963460,44 1646824,75 0,81 10:00:00 a.m. 1333748,19 958731,34 1642599,13 0,8109:14:00 a.m. 1334014,09 961532,66 1644448,94 0,81 10:01:00 a.m. 1332517,47 958143,41 1641251,63 0,8109:15:00 a.m. 1332645,34 960277,06 1642602,38 0,81 10:02:00 a.m. 1332286,97 958117,06 1641051,5 0,8109:16:00 a.m. 1333917,09 961154,41 1644153,31 0,81 10:03:00 a.m. 1328939,94 957567,03 1638016,25 0,8109:17:00 a.m. 1337858,28 962791,34 1648316,38 0,81 10:04:00 a.m. 1327889,09 956408,38 1636487 0,8109:18:00 a.m. 1338359,97 962895,69 1648785,69 0,81 10:05:00 a.m. 1329408,56 956940,66 1638031,88 0,8109:19:00 a.m. 1338502,38 964484,75 1649834 0,81 10:06:00 a.m. 1328730,75 959954,94 1639251,44 0,8109:20:00 a.m. 1335449,47 960373,38 1644949,06 0,81 10:07:00 a.m. 1325146,53 964056,5 1638747,06 0,8109:21:00 a.m. 1324126,75 960350,53 1635755,69 0,81 10:08:00 a.m. 1309939,69 955022,28 1621133,25 0,8109:22:00 a.m. 1328308,59 962810,34 1640576,06 0,81 10:09:00 a.m. 1302779,44 951330,16 1613175,56 0,8109:23:00 a.m. 1316643,19 954652,56 1626342,56 0,81 10:10:00 a.m. 1301879,59 946070,06 1609354,78 0,8109:24:00 a.m. 1298644,56 947695,75 1607697,41 0,81 10:11:00 a.m. 1291376,59 939600,44 1597058,31 0,8109:25:00 a.m. 1299560,25 941944,53 1605053,38 0,81 10:12:00 a.m. 1285463,06 935675,84 1589969,56 0,8109:26:00 a.m. 1277629,22 930787,38 1580752,84 0,81 10:13:00 a.m. 1282024,63 933122,13 1585682,91 0,8109:27:00 a.m. 1282024,22 941045,22 1590414,72 0,81 10:14:00 a.m. 1280155,13 933404,53 1584338,97 0,8109:28:00 a.m. 1300838,03 949351,75 1610442,22 0,81 10:15:00 a.m. 1278469,53 934190,88 1583450,19 0,8109:29:00 a.m. 1292963,06 949481,09 1604160,91 0,81 10:16:00 a.m. 1274301,88 933163,34 1579481,75 0,8109:30:00 a.m. 1314993,63 949365,53 1621921,13 0,81 10:17:00 a.m. 1274208,13 930639,84 1577906,66 0,8109:31:00 a.m. 1328277,28 950427,47 1633318,56 0,81 10:18:00 a.m. 1270191,41 930610,56 1574663,31 0,8109:32:00 a.m. 1325891,47 950268,69 1631282,56 0,81 10:19:00 a.m. 1268857,53 927985,81 1572025,47 0,8109:33:00 a.m. 1329074,28 952024,13 1634891,25 0,81 10:20:00 a.m. 1270079,19 926317,41 1572026,94 0,8109:34:00 a.m. 1324230,53 952134,5 1631021,88 0,81 10:21:00 a.m. 1272025 924356,09 1572430,44 0,8109:35:00 a.m. 1318448,56 952329,53 1626444,81 0,81 10:22:00 a.m. 1270064,84 924520,91 1570939,31 0,8109:36:00 a.m. 1321151,56 956677,19 1631181,38 0,81 10:23:00 a.m. 1268217,5 925956,66 1570293,84 0,81
Transformador T3-7 13,2 /0,48 KV 2 MVA26 de Mayo de 2011

139
TiempoPotencia
Activa [W]Potencia
Reactiva [VAR]Potencia
Aparente [VA]Factor de
Potencia [FP]Tiempo
Potencia Activa [W]
Potencia Reactiva
[VAR]
Potencia Aparente
[VA]
Factor de Potencia
[FP]10:24:00 a.m. 1265889,97 925110,28 1567924,28 0,81 10:37:00 a.m. 1329192,75 950151,16 1633897,25 0,8110:25:00 a.m. 1264463,22 930576,5 1570063,09 0,81 10:38:00 a.m. 1324508,5 948063,06 1628870,75 0,8110:26:00 a.m. 1287604,63 942664,13 1595815,91 0,81 10:39:00 a.m. 1324919,19 947939,88 1629132,56 0,8110:27:00 a.m. 1286600,28 944677,97 1596198,66 0,81 10:40:00 a.m. 1328671,34 949183,31 1632910,44 0,8110:28:00 a.m. 1306734,78 947194,66 1613961,56 0,81 10:41:00 a.m. 1323351,78 956663,94 1632958,44 0,8110:29:00 a.m. 1317079,84 945642,19 1621437,63 0,81 10:42:00 a.m. 1321937,97 958789,09 1633055 0,8110:30:00 a.m. 1318472,66 945762,31 1622638,63 0,81 10:43:00 a.m. 1306506 946730,81 1613479,5 0,8110:31:00 a.m. 1320655,75 948394,34 1625936,69 0,81 10:44:00 a.m. 1292355,09 941893,97 1599189,19 0,8110:32:00 a.m. 1318884,59 948002,63 1624268 0,81 10:45:00 a.m. 1289491,78 934694,75 1592640,28 0,8110:33:00 a.m. 1315459,5 945337,5 1619934,31 0,81 10:46:00 a.m. 1273470,69 926340,91 1574768,44 0,8110:34:00 a.m. 1316009,84 945789,28 1620644,13 0,81 10:47:00 a.m. 1268582,25 924249,81 1569583,03 0,8110:35:00 a.m. 1315919,13 945614,16 1620467,81 0,81 10:48:00 a.m. 1264037,84 922598,53 1564939,44 0,8110:36:00 a.m. 1314166,66 944884,97 1618620 0,81 10:49:00 a.m. 1266743,91 921459,75 1566459,78 0,81
Transformador T3-7 13,2 /0,48 KV 2 MVA26 de Mayo de 2011
Anexo E. Registrador Trifásico POWERPAD (ALLEN-BRAD LEY)

140
Anexo F. Datos característicos de Luminarias Fluo rescentes T12 Y T8.

141
Anexo G. Datos característicos de Luminarias de v apor de mercurio HPLN Y Metal Halide.

142
Anexo H. Filtrado de datos atipicos por metodo de r esiduales
226,410812
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
feb-03 137 2219 2414,65 -195,65 -0,8641297 ago-01 235 3112 2867,99 244,01 1,07774668
ago-11 115 2008 2312,88 -304,88 -1,3465722 oct-28 236 3036 2872,61 163,39 0,72164222
oct-09 113 2009 2303,63 -294,63 -1,3012925 may-26 236 3139 2872,61 266,39 1,17656749
oct-29 106 990 2271,25 -1281,25 -5,6589409 ago-08 236 3299 2872,61 426,39 1,88324752
oct-01 103 1868 2257,37 -389,37 -1,7197399 abr-13 237 2894 2877,24 17,13 0,07566644
sep-27 97 1677 2229,61 -552,61 -2,4407505 jul-10 238 2611 2881,86 -270,86 -1,19633951
mar-10 94 1170 2215,73 -1045,73 -4,6187485 ene-19 239 2920 2886,49 33,51 0,14800486
mar-10 94 1528 2215,73 -687,42 -3,0361827 sep-28 240 3224 2891,12 332,88 1,47026547
nov-18 91 1380 2201,86 -821,86 -3,6299366 jul-29 241 3026 2895,74 130,26 0,57531749
oct-30 134 2349 2400,77 -51,77 -0,2286578 jul-18 243 2924 2904,99 19,01 0,08394608
abr-05 90 2089 2197,23 -108,23 -0,4780293 jun-23 244 2618 2909,62 -291,62 -1,28801093
jul-01 72 1268 2113,96 -845,96 -3,7364152 sep-29 244 3217 2909,62 307,38 1,35762244
mar-12 177 2907 2599,68 307,32 1,35733668 dic-18 245 2727 2914,25 -187,25 -0,8270166
nov-11 178 2633 2604,31 28,69 0,12671568 mar-25 248 2947 2928,12 18,88 0,08337411
jul-31 179 2822 2608,94 213,06 0,94105002 ene-08 248 2990 2928,12 61,88 0,27329437
feb-24 182 2672 2622,81 49,19 0,21724316 mar-09 248 3206 2928,12 277,88 1,22731241
nov-04 183 2629 2627,44 1,56 0,00689146 abr-09 248 3311 2928,12 382,88 1,69107118
ago-04 190 2722 2659,82 62,18 0,27462911 abr-30 249 2936 2932,75 3,25 0,01435841
feb-12 190 2731 2659,82 71,18 0,31437986 abr-11 249 2949 2932,75 16,28 0,07190867
jun-14 191 2820 2664,45 155,55 0,68703919 jun-03 249 2983 2932,75 50,25 0,22194567
jul-25 191 2874 2664,45 209,55 0,9255437 jul-12 250 3127 2937,38 189,63 0,83752626
jun-23 194 2315 2678,32 -363,32 -1,604714 oct-06 251 3109 2942,00 167,00 0,73759331
feb-08 195 2749 2682,95 66,05 0,29172414 mar-26 252 2795 2946,63 -152,02 -0,67142023
oct-04 199 2483 2701,45 -218,45 -0,9648572 jul-14 252 3102 2946,63 155,37 0,68624461
jun-21 201 2652 2710,71 -58,71 -0,2592893 jul-17 253 2967 2951,25 15,75 0,06955189
oct-31 204 2820 2724,58 95,42 0,4214304 mar-29 253 3316 2951,25 364,75 1,61099771
feb-04 206 2908 2733,84 174,16 0,76924153 ene-18 253 3332 2951,25 380,75 1,68166571
ene-27 207 2591 2738,46 -147,46 -0,6512997 oct-19 254 2964 2955,88 8,12 0,0358702
nov-19 207 2608 2738,46 -130,46 -0,576215 ene-28 254 3129 2955,88 173,12 0,76463398
abr-29 209 2355 2747,71 -392,71 -1,7345157 sep-21 254 3141 2955,88 185,12 0,81763498
ene-01 211 2831 2756,96 74,04 0,32699454 nov-25 254 3242 2955,88 286,12 1,26372675
ago-27 214 2787 2770,84 16,16 0,0713632 nov-01 254 3332 2955,88 376,12 1,66123427
dic-02 217 2571 2784,72 -213,72 -0,9439492 jun-09 255 3296 2960,50 335,50 1,48179982
jun-13 217 2779 2784,72 -5,72 -0,0252651 ene-27 256 2860 2965,13 -104,74 -0,46261218
feb-01 219 2731 2793,97 -62,97 -0,278132 ago-22 257 3070 2969,76 100,24 0,44275138
mar-30 219 2924 2793,97 130,03 0,57430075 oct-17 257 3199 2969,76 229,24 1,01251216
sep-01 219 3051 2793,97 257,03 1,13522803 feb-07 257 3226 2969,76 256,24 1,13176441
abr-02 220 3063 2798,60 264,40 1,16779759 sep-30 257 3236 2969,76 266,24 1,17593192
jul-24 221 2616 2803,22 -187,22 -0,8269212 ene-29 257 3260 2969,76 290,24 1,28193392
dic-22 221 2655 2803,22 -148,22 -0,6546679 oct-26 257 3277 2969,76 307,24 1,35701867
jul-29 222 2793 2807,85 -14,85 -0,0655879 dic-11 258 2860 2974,38 -114,38 -0,5051976
mar-26 222 3095 2807,85 287,15 1,2682707 feb-06 258 3207 2974,38 232,62 1,02741471
mar-11 223 2805 2812,48 -7,48 -0,0330183 abr-18 259 2748 2979,01 -231,01 -1,02030507
jul-28 230 3022 2844,86 177,14 0,78239638 nov-12 259 2979 2979,01 -0,01 -3,5776E-05
jul-30 231 2806 2849,48 -43,48 -0,1920531 jun-19 259 3031 2979,01 51,99 0,22963523
mar-18 232 2895 2854,11 41,26 0,18224041 oct-29 259 3127 2979,01 147,99 0,65364325
feb-09 233 2841 2858,73 -17,73 -0,0783297 oct-02 259 3214 2979,01 234,99 1,03790052
jun-12 233 2889 2858,73 30,27 0,13367427 ago-21 260 3236 2983,63 252,37 1,11463758
ago-31 234 3129 2863,36 265,64 1,17326287 sep-16 261 2579 2988,26 -409,26 -1,80759875
abr-12 235 2752 2867,99 -115,79 -0,5114 dic-16 261 2579 2988,26 -409,26 -1,80759875
feb-08 235 2789 2867,99 -78,75 -0,3478036 ago-26 261 2974 2988,26 -14,26 -0,06298242
PP1 Desviación Estandar del residual

143
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
nov-09 262 3008 2992,89 15,11 0,06675565 jun-01 280 3038 3076,15 -38,15 -0,16850785
jun-08 262 3251 2992,89 258,11 1,14002594 jun-19 281 3204 3080,78 123,22 0,54424123
feb-10 262 3278 2992,89 285,11 1,2592782 feb-16 281 3232 3080,78 151,22 0,66791024
dic-06 262 3376 2992,89 383,11 1,69211972 jul-20 281 3244 3080,78 163,22 0,72091124
dic-03 263 2840 2997,51 -157,51 -0,6956898 ene-17 281 3252 3080,78 171,22 0,75624524
dic-07 263 3050 2997,51 52,49 0,23182771 nov-05 281 3285 3080,78 204,22 0,901998
jun-07 264 3238 3002,14 235,86 1,0417453 nov-15 281 3340 3080,78 259,22 1,14491926
sep-12 264 3350 3002,14 347,86 1,53642132 jul-13 281 3346 3080,78 265,22 1,17141976
nov-03 265 3120 3006,76 113,24 0,50013733 jul-15 282 3105 3085,40 19,60 0,08655152
jul-15 265 3159 3006,76 152,24 0,67239059 ene-15 282 3288 3085,40 202,60 0,89481681
jun-30 265 3232 3006,76 225,24 0,99481336 feb-14 282 3319 3085,40 233,60 1,03173606
ene-11 265 3253 3006,76 246,24 1,08756511 ene-23 283 3233 3090,03 142,97 0,6314641
sep-10 265 3295 3006,76 288,24 1,27306862 jun-27 283 3357 3090,03 266,97 1,17914113
jun-20 266 3123 3011,39 111,61 0,49295614 mar-06 283 3407 3090,03 316,97 1,39997864
jun-26 266 3337 3011,39 325,61 1,43814068 may-24 283 3458 3090,03 367,97 1,6252329
ago-19 266 3358 3011,39 346,61 1,53089244 jun-05 284 2889 3094,66 -205,66 -0,90832941
ago-25 267 2789 3016,02 -227,02 -1,0026699 mar-25 284 2932 3094,66 -162,50 -0,71770247
jul-26 267 3189 3016,02 172,98 0,76403021 oct-27 284 3078 3094,66 -16,66 -0,07356362
may-27 268 2970 3020,64 -50,64 -0,2236695 mar-04 284 3144 3094,66 49,34 0,21794189
mar-05 268 2981 3020,64 -39,94 -0,1764103 oct-25 284 3302 3094,66 207,34 0,91578842
sep-26 268 3242 3020,64 221,36 0,97768652 ene-05 285 3064 3099,28 -35,28 -0,15582957
jul-16 268 3296 3020,64 275,36 1,21619104 ago-28 285 3250 3099,28 150,72 0,66568597
jun-18 269 2878 3025,27 -147,27 -0,650442 jun-29 285 3312 3099,28 212,72 0,93952448
jul-30 269 3236 3025,27 210,73 0,93075458 feb-02 285 3346 3099,28 246,95 1,09070984
jun-17 269 3389 3025,27 363,73 1,60651736 jul-14 285 3403 3099,28 303,72 1,34144875
ene-12 271 3293 3034,52 258,48 1,14164645 ago-20 67 1358 2090,84 -732,84 -3,23675046
sep-11 272 3391 3039,14 351,86 1,55405653 may-15 286 3030 3103,91 -73,91 -0,32643052
jul-27 70 1178 2104,71 -926,71 -4,0930598 jul-21 286 3093 3103,91 -10,91 -0,04817526
ene-25 273 2756 3043,77 -287,77 -1,2710113 feb-27 286 3228 3103,91 124,01 0,54773268
ene-26 273 3251 3043,77 207,23 0,91528005 sep-04 286 3325 3103,91 221,09 0,97651079
mar-08 274 3050 3048,40 1,63 0,00721432 mar-07 286 3359 3103,91 255,09 1,12668029
may-21 274 3206 3048,40 157,60 0,69609485 jul-07 287 3206 3108,53 97,47 0,43048607
oct-07 274 3280 3048,40 231,60 1,02293436 may-22 288 2841 3113,16 -272,16 -1,2020592
ene-13 274 3285 3048,40 236,60 1,04501811 jun-10 288 3138 3113,16 24,84 0,10971561
nov-02 274 3321 3048,40 272,60 1,20402112 feb-26 288 3261 3113,16 148,07 0,65399174
dic-24 275 3078 3053,02 24,98 0,11031938 jul-06 288 3410 3113,16 296,84 1,31107166
ago-30 275 3262 3053,02 208,98 0,92300142 jul-10 289 2932 3117,79 -185,79 -0,82056638
abr-11 275 3296 3053,02 242,98 1,07317092 may-25 289 2939 3117,79 -178,79 -0,78964913
may-21 276 2767 3057,65 -290,65 -1,2837214 nov-24 289 3163 3117,79 45,21 0,19970292
jun-28 276 3211 3057,65 153,35 0,67731571 ene-21 289 3166 3117,79 48,31 0,21339484
oct-03 277 3143 3062,27 80,73 0,35654525 ago-17 289 3221 3117,79 103,21 0,45587443
sep-02 277 3225 3062,27 162,73 0,71871877 dic-25 289 3221 3117,79 103,21 0,45587443
mar-28 70 2165 2104,71 60,29 0,26627262 jul-18 289 3258 3117,79 140,21 0,61929419
jun-27 278 3198 3066,90 131,10 0,57903507 dic-15 289 3261 3117,79 143,21 0,63254444
feb-20 278 3265 3066,90 198,10 0,87495733 abr-06 289 3363 3117,79 245,21 1,08305296
abr-10 278 3369 3066,90 302,10 1,33429935 ago-18 290 3117 3122,41 -5,41 -0,02389904
feb-13 279 3010 3071,53 -61,53 -0,2717454 dic-26 290 3117 3122,41 -5,41 -0,02389904
nov-02 279 3217 3071,53 145,47 0,64252188 ene-24 290 3134 3122,41 11,59 0,05118572
feb-05 279 3286 3071,53 214,47 0,94727764 ene-06 290 3233 3122,41 110,59 0,48844399
abr-08 279 3298 3071,53 226,47 1,00027864 feb-15 290 3328 3122,41 205,55 0,90785859
jun-28 279 3304 3071,53 232,47 1,02677914 jun-24 291 3135 3127,04 7,96 0,03517102

144
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
nov-03 292 3071 3131,66 -60,66 -0,2679324 oct-31 303 3233 3182,55 50,45 0,22283521
may-31 292 3154 3131,66 22,34 0,09865783 mar-16 303 3357 3182,55 174,45 0,77051223
oct-30 292 3233 3131,66 101,34 0,4475811 mar-18 303 3379 3182,55 196,45 0,86768074
sep-27 292 3294 3131,66 162,34 0,71700286 jul-11 303 3443 3182,55 260,45 1,15035275
jun-29 293 3030 3136,29 -106,29 -0,4694506 sep-11 304 3179 3187,17 -8,17 -0,03610075
sep-01 293 3258 3136,29 121,71 0,53756841 ago-16 304 3195 3187,17 7,83 0,03456725
oct-15 293 3317 3136,29 180,71 0,79815667 dic-24 304 3195 3187,17 7,83 0,03456725
abr-12 293 3346 3136,29 209,71 0,92624243 mar-12 304 3203 3187,17 16,19 0,07149129
may-30 293 3356 3136,29 219,71 0,97040993 jul-31 304 3308 3187,17 120,83 0,53366003
ago-10 294 3113 3140,91 -27,91 -0,1232918 feb-15 304 3319 3187,17 131,83 0,58224428
dic-02 294 3188 3140,91 47,09 0,20796445 oct-06 304 3330 3187,17 142,83 0,63082853
oct-05 294 3320 3140,91 179,09 0,79097548 dic-08 304 3358 3187,17 170,83 0,75449754
feb-23 294 3345 3140,91 204,07 0,9013059 sep-13 304 3406 3187,17 218,83 0,96650155
mar-19 294 3389 3140,91 248,09 1,09573124 may-26 305 3088 3191,80 -103,80 -0,45845646
jul-23 294 3400 3140,91 259,09 1,14431549 oct-23 305 3284 3191,80 92,20 0,40722658
jun-25 295 3164 3145,54 18,46 0,081531 dic-09 305 3306 3191,80 114,20 0,50439508
ago-29 295 3286 3145,54 140,46 0,62037452 ene-20 305 3375 3191,80 183,20 0,80915085
ago-23 296 3139 3150,17 -11,17 -0,0493192 ene-30 306 3269 3196,43 72,57 0,32054388
oct-09 296 3164 3150,17 13,83 0,06109956 ene-22 306 3300 3196,43 103,57 0,45746314
oct-05 296 3287 3150,17 136,83 0,60435983 oct-22 306 3305 3196,43 108,57 0,47954689
oct-10 296 3332 3150,17 181,83 0,80311359 sep-08 306 3344 3196,43 147,57 0,65180014
ene-18 297 3006 3154,79 -148,79 -0,6571784 jun-18 306 3436 3196,43 239,57 1,05814116
jun-26 297 3233 3154,79 78,21 0,34542387 mar-16 307 3187 3201,05 -13,83 -0,0610894
jul-09 297 3256 3154,79 101,21 0,44700913 ene-10 307 3191 3201,05 -10,05 -0,04439408
jun-20 297 3360 3154,79 205,21 0,90635115 jul-12 307 3306 3201,05 104,95 0,46353219
ago-31 298 3299 3159,42 139,58 0,61649794 ene-30 307 3310 3201,05 109,07 0,4817292
mar-01 298 3303 3159,42 143,58 0,63416494 mar-08 307 3334 3201,05 132,95 0,5872012
jul-09 298 3430 3159,42 270,58 1,19509222 oct-13 307 3416 3201,05 214,95 0,94937471
sep-14 298 3437 3159,42 277,58 1,22600947 ago-06 308 3133 3205,68 -72,68 -0,32099704
mar-13 299 3282 3164,04 118,23 0,52217427 ene-04 308 3259 3205,68 53,32 0,23551349
oct-14 299 3338 3164,04 173,96 0,76831976 jul-08 308 3353 3205,68 147,32 0,65068801
nov-14 299 3379 3164,04 214,96 0,94940651 mar-05 308 3424 3205,68 218,32 0,96427727
ago-23 299 3408 3164,04 243,96 1,07749227 sep-03 309 2804 3210,30 -406,30 -1,7945393
oct-02 300 3170 3168,67 1,33 0,00587428 nov-04 309 3161 3210,30 -49,30 -0,21775948
dic-19 300 3243 3168,67 74,33 0,32829704 nov-01 309 3236 3210,30 25,70 0,11349679
ago-12 300 3277 3168,67 108,33 0,47846655 sep-17 309 3252 3210,30 41,70 0,18416479
sep-06 300 3313 3168,67 144,33 0,63746956 dic-17 309 3252 3210,30 41,70 0,18416479
sep-02 300 3314 3168,67 145,33 0,64188631 sep-30 309 3321 3210,30 110,70 0,48892056
ago-24 300 3345 3168,67 176,33 0,77880556 sep-28 309 3323 3210,30 112,70 0,49775406
ene-15 301 3196 3173,30 22,70 0,10027834 oct-03 309 3341 3210,30 130,70 0,57725556
ago-27 301 3280 3173,30 106,70 0,47128536 nov-08 309 3401 3210,30 190,70 0,84226057
sep-26 301 3335 3173,30 161,70 0,71420662 sep-05 309 3411 3210,30 200,70 0,88642807
ene-10 301 3383 3173,30 209,70 0,92621063 may-25 309 3431 3210,30 220,70 0,97476308
jun-16 301 3404 3173,30 230,70 1,01896238 mar-06 309 3446 3210,30 235,96 1,04216269
may-30 302 3195 3177,92 17,08 0,07543014 jul-02 309 3452 3210,30 241,70 1,06751483
sep-29 302 3196 3177,92 18,08 0,07984689 ene-09 310 3233 3214,93 18,07 0,07981509
ene-20 302 3221 3177,92 43,38 0,19159067 mar-14 310 3274 3214,93 58,91 0,26019517
feb-22 302 3293 3177,92 115,08 0,50827166 feb-14 310 3283 3214,93 67,75 0,29923924
ene-21 302 3362 3177,92 184,08 0,81302743 feb-19 310 3283 3214,93 67,83 0,29959258
sep-24 302 3368 3177,92 190,08 0,83952793 ago-03 310 3290 3214,93 75,07 0,33156985
mar-14 302 3421 3177,92 243,08 1,07361569 mar-15 310 3429 3214,93 214,07 0,94549813

145
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
nov-10 311 3193 3219,55 -26,55 -0,1172864 mar-11 321 3304 3265,81 37,96 0,16764261
ago-09 311 3206 3219,55 -13,55 -0,0598686 nov-06 321 3328 3265,81 62,19 0,27466047
ago-05 311 3278 3219,55 58,45 0,25813741 abr-07 321 3387 3265,81 121,19 0,53524873
sep-17 311 3356 3219,55 136,45 0,60264392 jun-15 321 3492 3265,81 226,19 0,9990075
mar-23 311 3362 3219,55 142,45 0,62914442 oct-21 322 3047 3270,44 -223,44 -0,98687778
jun-22 311 3372 3219,55 152,45 0,67331193 dic-17 322 3180 3270,44 -90,44 -0,39945
mar-17 311 3376 3219,55 156,45 0,69097893 sep-09 322 3379 3270,44 108,56 0,47948329
sep-18 311 3392 3219,55 172,45 0,76164693 oct-10 322 3387 3270,44 116,56 0,51481729
feb-28 312 3303 3224,18 78,82 0,34812472 jul-05 322 3459 3270,44 188,56 0,8328233
may-29 312 3404 3224,18 179,82 0,79421649 jul-13 323 3143 3275,07 -132,07 -0,58330121
mar-03 312 3408 3224,18 183,82 0,81188349 may-27 323 3216 3275,07 -59,07 -0,26087844
jun-02 312 3423 3224,18 198,82 0,87813474 jun-21 323 3351 3275,07 75,93 0,33538283
abr-27 313 3004 3228,81 -224,81 -0,992915 may-28 323 3367 3275,07 91,93 0,40605084
ene-06 313 3294 3228,81 65,19 0,28794252 ago-13 323 3445 3275,07 169,93 0,75055735
sep-15 313 3295 3228,81 66,19 0,29235927 abr-28 324 3092 3279,69 -187,69 -0,82898691
dic-04 313 3303 3228,81 74,19 0,32769327 dic-21 324 3294 3279,69 14,31 0,06319663
oct-16 313 3337 3228,81 108,19 0,47786278 feb-27 324 3371 3279,69 91,31 0,40328639
oct-04 313 3351 3228,81 122,19 0,53969728 mar-07 324 3383 3279,69 102,98 0,45482987
jul-03 313 3482 3228,81 253,19 1,11829156 feb-18 324 3406 3279,69 126,31 0,55787265
mar-31 314 3023 3233,43 -210,76 -0,9308858 jul-01 325 3198 3284,32 -86,32 -0,38124284
dic-25 314 3239 3233,43 5,57 0,02458982 dic-30 325 3198 3284,32 -86,32 -0,38124284
may-29 314 3248 3233,43 14,57 0,06434057 jun-09 325 3247 3284,32 -37,32 -0,16482208
feb-18 314 3281 3233,43 47,44 0,20951915 mar-17 325 3248 3284,32 -36,01 -0,15903613
nov-13 314 3411 3233,43 177,57 0,78427085 mar-15 325 3326 3284,32 42,12 0,18604456
feb-04 314 3425 3233,43 192,02 0,84809289 feb-24 325 3352 3284,32 67,66 0,29884836
sep-23 315 3289 3238,06 50,94 0,22499588 mar-04 325 3402 3284,32 117,64 0,51959754
ago-04 315 3294 3238,06 55,94 0,24707963 may-23 325 3508 3284,32 223,68 0,98794973
sep-22 315 3328 3238,06 89,94 0,39724914 ene-05 46 1621 1993,69 -372,69 -1,64608482
feb-26 315 3337 3238,06 98,94 0,43699989 feb-21 326 3301 3288,94 12,06 0,05325099
nov-23 315 3383 3238,06 144,94 0,6401704 dic-28 326 3352 3288,94 63,06 0,27850525
jun-25 315 3416 3238,06 177,94 0,78592316 jun-11 326 3400 3288,94 111,06 0,49050926
ene-28 316 3395 3242,68 152,09 0,6717241 jul-24 326 3436 3288,94 147,06 0,64951227
feb-01 316 3411 3242,68 168,21 0,74292212 abr-09 327 3158 3293,57 -135,64 -0,59908491
nov-27 316 3442 3242,68 199,32 0,88032722 ene-02 327 3278 3293,57 -15,57 -0,06876571
ago-03 55 1072 2035,32 -963,32 -4,2547637 mar-02 327 3391 3293,57 97,43 0,43032706
oct-18 317 3298 3247,31 50,69 0,22388374 ene-16 327 3399 3293,57 105,43 0,46566107
ene-03 318 3297 3251,94 45,06 0,19903555 feb-13 328 3163 3298,20 -135,46 -0,59827178
oct-01 318 3305 3251,94 53,06 0,23436955 ene-14 328 3226 3298,20 -72,20 -0,31886816
feb-19 318 3347 3251,94 95,06 0,41987306 abr-06 328 3276 3298,20 -22,18 -0,09794232
ago-30 318 3358 3251,94 106,06 0,46845731 ago-29 328 3375 3298,20 76,80 0,33922762
feb-23 319 3283 3256,56 26,44 0,1167696 ago-28 328 3473 3298,20 174,80 0,77206914
mar-13 319 3284 3256,56 27,44 0,12118635 may-11 329 2900 3302,82 -402,82 -1,77916017
ene-29 319 3340 3256,56 83,38 0,36825936 oct-13 329 3351 3302,82 48,18 0,21279417
sep-21 319 3378 3256,56 121,44 0,53636087 ago-21 329 3355 3302,82 52,18 0,23046117
sep-15 320 3197 3261,19 -64,19 -0,2835024 ago-26 329 3371 3302,82 68,18 0,30112917
dic-15 320 3197 3261,19 -64,19 -0,2835024 jul-04 329 3458 3302,82 155,18 0,68538644
feb-17 320 3261 3261,19 -0,01 -3,533E-05 dic-27 330 3270 3307,45 -37,45 -0,16539404
ene-01 320 3336 3261,19 74,81 0,33042592 dic-20 330 3294 3307,45 -13,45 -0,05939204
ago-07 320 3394 3261,19 132,81 0,58659743 ago-02 330 3307 3307,45 -0,45 -0,00197429
dic-30 321 3273 3265,81 7,19 0,03173921 ago-05 330 3348 3307,45 40,55 0,17911247
mar-24 321 3280 3265,81 14,19 0,06265646 jul-26 330 3364 3307,45 56,55 0,24978047

146
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
feb-17 330 3429 3307,45 121,55 0,53686924 sep-08 341 3227 3358,33 -131,33 -0,5800602
mar-03 331 3211 3312,07 -101,09 -0,4465021 jul-27 341 3433 3358,33 74,67 0,32979035
dic-26 331 3255 3312,07 -57,07 -0,2520767 ago-06 341 3465 3358,33 106,67 0,47112635
jun-06 331 3355 3312,07 42,93 0,18959828 ene-13 342 3238 3362,96 -124,96 -0,55190739
jun-24 331 3416 3312,07 103,93 0,45902004 dic-05 342 3395 3362,96 32,04 0,14152239
nov-25 331 3423 3312,07 110,93 0,48993729 may-05 343 3212 3367,58 -155,58 -0,68717434
dic-01 332 3367 3316,70 50,30 0,22216784 jun-14 343 3274 3367,58 -93,58 -0,41333583
sep-19 332 3408 3316,70 91,30 0,40325459 dic-14 343 3352 3367,58 -15,58 -0,06882931
jul-21 332 3449 3316,70 132,30 0,58434135 jul-22 343 3354 3367,58 -13,58 -0,05999581
sep-12 333 3223 3321,32 -98,32 -0,4342756 dic-13 343 3355 3367,58 -12,58 -0,05557906
sep-07 333 3379 3321,32 57,68 0,25473739 nov-20 343 3427 3367,58 59,42 0,26242695
nov-05 334 3167 3325,95 -158,95 -0,7020451 oct-15 343 3436 3367,58 68,42 0,30217771
may-14 334 3204 3325,95 -121,95 -0,5386253 nov-28 343 3472 3367,58 104,42 0,46118071
may-22 334 3270 3325,95 -55,95 -0,2471198 ago-20 344 3232 3372,21 -140,21 -0,61927078
jun-11 334 3277 3325,95 -48,95 -0,2162026 dic-28 344 3232 3372,21 -140,21 -0,61927078
dic-31 334 3323 3325,95 -2,95 -0,0130321 jun-17 344 3253 3372,21 -119,21 -0,52651902
jul-23 334 3335 3325,95 9,05 0,03996894 may-23 344 3260 3372,21 -112,21 -0,49560177
may-01 334 3351 3325,95 25,05 0,11063694 ago-14 344 3368 3372,21 -4,21 -0,01859275
feb-16 335 3141 3330,58 -189,97 -0,8390346 dic-22 344 3368 3372,21 -4,21 -0,01859275
oct-24 335 3269 3330,58 -61,58 -0,271968 feb-06 344 3389 3372,21 16,53 0,07301065
dic-29 335 3358 3330,58 27,42 0,12112275 abr-10 345 3237 3376,84 -139,46 -0,61594011
oct-16 335 3403 3330,58 72,42 0,31987651 ago-19 345 3294 3376,84 -82,84 -0,36586371
oct-12 335 3411 3330,58 80,42 0,35521051 dic-27 345 3294 3376,84 -82,84 -0,36586371
ago-01 335 3436 3330,58 105,42 0,46562926 sep-25 345 3378 3376,84 1,16 0,00514331
ago-15 335 3447 3330,58 116,42 0,51421352 jun-16 346 3302 3381,46 -79,46 -0,35096115
ene-16 336 3316 3335,20 -19,20 -0,0848122 ene-23 346 3331 3381,46 -50,57 -0,22336124
abr-07 336 3340 3335,20 5,28 0,02330984 sep-24 346 3370 3381,46 -11,46 -0,05062214
mar-22 336 3447 3335,20 111,80 0,49378207 nov-22 346 3423 3381,46 41,54 0,18346562
may-12 337 3049 3339,83 -290,83 -1,284516 jun-15 347 3293 3386,09 -93,09 -0,41114335
jun-10 337 3255 3339,83 -84,83 -0,3746654 sep-13 347 3350 3386,09 -36,09 -0,15938859
nov-18 337 3358 3339,83 18,17 0,08025986 nov-16 347 3415 3386,09 28,91 0,12770017
feb-05 337 3392 3339,83 51,81 0,22883934 ago-13 348 3326 3390,71 -64,71 -0,28582204
ago-18 337 3445 3339,83 105,17 0,46451713 dic-21 348 3326 3390,71 -64,71 -0,28582204
abr-20 338 3293 3344,45 -51,45 -0,2272603 nov-06 348 3362 3390,71 -28,71 -0,12681903
abr-02 338 3365 3344,45 20,81 0,09189402 feb-28 348 3411 3390,71 20,57 0,09083842
abr-21 338 3379 3344,45 34,55 0,15258017 nov-30 348 3420 3390,71 29,29 0,12935248
jul-19 338 3396 3344,45 51,55 0,22766492 dic-10 348 3434 3390,71 43,29 0,19118698
jun-01 338 3401 3344,45 56,55 0,24974867 jul-07 349 3322 3395,34 -73,34 -0,32392048
nov-26 338 3405 3344,45 60,55 0,26741567 abr-08 349 3339 3395,34 -56,24 -0,24839406
nov-07 338 3407 3344,45 62,55 0,27624917 dic-16 350 3174 3399,97 -225,97 -0,99803096
ago-11 338 3414 3344,45 69,55 0,30716643 ene-12 350 3208 3399,97 -191,97 -0,84786145
nov-29 338 3472 3344,45 127,55 0,56333794 ago-17 350 3447 3399,97 47,03 0,20774185
jul-08 339 3278 3349,08 -71,08 -0,313943 feb-20 351 3281 3404,59 -123,17 -0,5440151
ene-11 339 3319 3349,08 -30,08 -0,1328563 ene-22 351 3330 3404,59 -75,08 -0,33161358
jul-17 339 3338 3349,08 -11,08 -0,048938 sep-20 351 3342 3404,59 -62,59 -0,27644837
ago-10 339 3360 3349,08 10,92 0,04823047 ago-15 351 3348 3404,59 -56,59 -0,24994787
ago-14 339 3415 3349,08 65,92 0,29115173 dic-23 351 3348 3404,59 -56,59 -0,24994787
nov-17 339 3421 3349,08 71,92 0,31765223 abr-03 351 3367 3404,59 -37,20 -0,16430708
ago-16 339 3437 3349,08 87,92 0,38832024 sep-14 352 3323 3409,22 -86,22 -0,38079807
ene-07 340 3363 3353,71 9,29 0,04104928 sep-25 352 3352 3409,22 -57,22 -0,25271231
jul-28 340 3422 3353,71 68,29 0,30163754 abr-22 352 3359 3409,22 -50,22 -0,22179506

147
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
may-02 352 3392 3409,22 -17,22 -0,0760423 jun-13 373 3349 3506,36 -157,36 -0,6950229
jul-19 352 3405 3409,22 -4,22 -0,0186246 nov-09 373 3362 3506,36 -144,36 -0,63760515
abr-14 353 3314 3413,84 -99,84 -0,4409803 nov-15 373 3363 3506,36 -143,36 -0,6331884
oct-11 353 3337 3413,84 -76,84 -0,339395 mar-30 373 3409 3506,36 -97,45 -0,4304154
nov-16 354 3196 3418,47 -222,47 -0,9825882 mar-20 374 3352 3510,99 -159,46 -0,70427997
dic-05 354 3308 3418,47 -110,47 -0,4879122 nov-21 375 2976 3515,61 -539,61 -2,38333362
jul-20 354 3337 3418,47 -81,47 -0,3598265 abr-16 375 3383 3515,61 -132,61 -0,58571629
jul-16 354 3352 3418,47 -66,47 -0,2935752 mar-22 375 3422 3515,61 -93,80 -0,41430221
feb-25 354 3366 3418,47 -52,33 -0,2311224 nov-17 376 3217 3520,24 -303,24 -1,33932826
feb-11 355 3211 3423,09 -211,75 -0,9352667 sep-06 376 3405 3520,24 -115,24 -0,50897923
ene-24 355 3359 3423,09 -64,18 -0,2834869 mar-29 376 3411 3520,24 -108,97 -0,4812862
may-19 356 2951 3427,72 -476,72 -2,1055549 nov-22 377 3072 3524,86 -452,86 -2,00018849
ene-08 356 3304 3427,72 -123,72 -0,5464421 jun-07 378 3378 3529,49 -151,49 -0,66909437
mar-02 356 3334 3427,72 -93,38 -0,4124379 abr-04 378 3407 3529,49 -122,75 -0,54215697
jun-30 356 3420 3427,72 -7,72 -0,0340991 oct-17 378 3410 3529,49 -119,49 -0,52775836
dic-29 356 3420 3427,72 -7,72 -0,0340991 jul-06 379 3369 3534,12 -165,12 -0,72927657
nov-23 357 3141 3432,35 -291,35 -1,2868038 ene-26 28 1063 1910,43 -847,42 -3,74282125
feb-21 357 3334 3432,35 -98,54 -0,4352102 abr-17 380 3395 3538,74 -143,74 -0,63487251
feb-22 357 3364 3432,35 -68,12 -0,3008527 abr-19 381 3388 3543,37 -155,37 -0,6862212
mar-01 357 3371 3432,35 -60,87 -0,2688312 sep-09 382 3352 3547,99 -195,99 -0,86565566
feb-09 357 3416 3432,35 -16,49 -0,0728159 abr-24 382 3356 3547,99 -191,99 -0,84798865
sep-22 38 882 1956,68 -1074,68 -4,7466117 ago-07 382 3373 3547,99 -174,99 -0,7729039
sep-03 358 3330 3436,97 -106,97 -0,4724695 abr-01 382 3446 3547,99 -102,48 -0,45264534
nov-21 358 3457 3436,97 20,03 0,08845779 jun-03 383 3347 3552,62 -205,62 -0,90817085
feb-12 359 3253 3441,60 -188,83 -0,8340065 sep-07 383 3400 3552,62 -152,62 -0,67408309
ene-17 360 3347 3446,22 -99,22 -0,4382476 dic-03 385 3330 3561,87 -231,87 -1,02411849
may-20 361 3330 3450,85 -120,85 -0,5337638 dic-08 385 3434 3561,87 -127,87 -0,56477647
may-03 361 3423 3450,85 -27,85 -0,1230061 oct-12 385 3457 3561,87 -104,87 -0,46319122
mar-28 362 3374 3455,48 -81,53 -0,3600791 jul-04 386 3238 3566,50 -328,50 -1,45089096
ene-25 363 3357 3460,10 -103,13 -0,455507 nov-12 386 3303 3566,50 -263,50 -1,16380219
may-04 363 3422 3460,10 -38,10 -0,1682857 sep-05 386 3422 3566,50 -144,50 -0,63820892
feb-07 363 3423 3460,10 -36,75 -0,1623231 nov-07 387 3381 3571,12 -190,12 -0,83972712
nov-27 364 3310 3464,73 -154,73 -0,6833932 sep-04 388 3306 3575,75 -269,75 -1,19141483
dic-04 364 3312 3464,73 -152,73 -0,6745597 oct-11 388 3328 3575,75 -247,75 -1,09424633
ago-25 364 3426 3464,73 -38,73 -0,1710501 nov-08 389 3342 3580,38 -238,38 -1,05284327
abr-23 365 3360 3469,35 -109,35 -0,4829871 may-10 389 3376 3580,38 -204,38 -0,90267376
feb-10 366 3389 3473,98 -84,50 -0,3732127 sep-10 389 3384 3580,38 -196,38 -0,86733976
may-24 367 3262 3478,61 -216,61 -0,9566915 dic-12 389 3429 3580,38 -151,38 -0,668586
mar-27 367 3333 3478,61 -145,21 -0,6413355 mar-23 389 3430 3580,38 -150,70 -0,66558261
mar-19 367 3398 3478,61 -80,85 -0,3570735 nov-30 393 3213 3598,88 -385,88 -1,70432983
nov-24 368 2995 3483,23 -488,23 -2,1563953 nov-28 393 3254 3598,88 -344,88 -1,52324307
mar-21 368 3386 3483,23 -97,27 -0,4296226 nov-29 393 3317 3598,88 -281,88 -1,2449878
jun-04 369 3368 3487,86 -119,86 -0,5293789 jul-03 394 3238 3603,50 -365,50 -1,61434252
jun-08 370 3340 3492,48 -152,48 -0,6734793 may-16 394 3311 3603,50 -292,50 -1,29191975
jun-06 370 3345 3492,48 -147,48 -0,6513956 nov-13 394 3380 3603,50 -223,50 -0,98716399
may-07 371 3208 3497,11 -289,11 -1,2769218 abr-26 394 3387 3603,50 -216,50 -0,95624674
may-17 371 3278 3497,11 -219,11 -0,9677493 abr-05 395 3366 3608,13 -242,10 -1,06929743
oct-14 371 3311 3497,11 -186,11 -0,8219965 abr-25 395 3391 3608,13 -217,13 -0,95901118
jun-12 371 3332 3497,11 -165,11 -0,7292448 mar-24 395 3394 3608,13 -214,27 -0,94637927
abr-15 371 3380 3497,11 -117,11 -0,5172408 jun-02 395 3425 3608,13 -183,13 -0,80884167
ene-09 372 3297 3501,73 -204,73 -0,9042625 nov-19 396 3397 3612,76 -215,76 -0,95294212

148
Anexo H (continuación)
2009 Producción [Ton] Energía [Kw/h] E`= 4,6259x + 1780,9 Residual
Residual
Estandariza
do 2009 Producción [Ton]Energía [Kw/h]E`= 4,6259x + 1780,9Residual
Residual
Estandariza
do
ago-09 396 3413 3612,76 -199,76 -0,8822741 may-13 405 3394 3654,39 -260,39 -1,15007538
nov-14 397 3359 3617,38 -258,38 -1,1412101 dic-06 405 3416 3654,39 -238,39 -1,05290687
dic-14 397 3404 3617,38 -213,38 -0,9424563 sep-18 405 3448 3654,39 -206,39 -0,91157087
oct-08 397 3420 3617,38 -197,38 -0,8717883 dic-18 405 3448 3654,39 -206,39 -0,91157087
jul-02 398 3294 3622,01 -328,01 -1,4487303 may-08 408 3403 3668,27 -265,27 -1,17161896
dic-31 398 3294 3622,01 -328,01 -1,4487303 nov-10 409 3403 3672,89 -269,89 -1,1920504
ago-08 403 3441 3645,14 -204,14 -0,9016252 dic-11 409 3425 3672,89 -247,89 -1,0948819
dic-09 404 3405 3649,76 -244,76 -1,0810597 dic-12 409 3438 3672,89 -234,89 -1,03746415
sep-20 404 3411 3649,76 -238,76 -1,0545592 may-09 410 3348 3677,52 -329,52 -1,45540311
dic-20 404 3411 3649,76 -238,76 -1,0545592 dic-10 410 3462 3677,52 -215,52 -0,95189359
oct-07 404 3419 3649,76 -230,76 -1,0192252 nov-11 412 3391 3686,77 -295,77 -1,30634574
dic-13 404 3420 3649,76 -229,76 -1,0148084 dic-01 415 3365 3700,65 -335,65 -1,48247558
Related Documents











