ANALISIS PENGENDALIAN INTERNAL ATAS PERSEDIAAN BAHAN BAKU MATERIAL MESIN CUCI PADA PT. HARTONO ISTANA TEKNOLOGI SAYUNG SKRIPSI Diajukan sebagai salah satu syarat untuk menyelesaikan Program Sarjana (S1) Fakultas Ekonomi Universitas Semarang Disusun oleh : Budi Erwanto NIM : B.231.15.0071 FAKULTAS EKONOMI UNIVERSITAS SEMARANG 2019

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ANALISIS PENGENDALIAN INTERNAL ATAS PERSEDIAAN
BAHAN BAKU MATERIAL MESIN CUCI PADA
PT. HARTONO ISTANA TEKNOLOGI
SAYUNG
SKRIPSI
Diajukan sebagai salah satu syarat
untuk menyelesaikan Program Sarjana (S1)
Fakultas Ekonomi Universitas Semarang
Disusun oleh :
Budi Erwanto
NIM : B.231.15.0071
FAKULTAS EKONOMI
UNIVERSITAS SEMARANG
2019



COV-09
Text Box
v

COV-09
Text Box
vi

vii
MOTTO DAN PERSEMBAHAN
“Pendidikan merupakan perlengkapan paling baik untuk hari tua
(Aristotele)”
“Visi tanpa tindakan adalah lamunan tindakan
Tindakan tanpa visi adalah mimpi buruk”
“Kesuksesan bukan dilihat dari hasilnya, tapi dilihat dari prosesnya.
Karena hasil direkayasa dan dibeli sedangkan proses selalu jujur menggambarkan
siapa diri kita sebenarnya ”
(Penulis)
Kupersembahkan untuk :
❖ Kedua Orang TuaBapak Sunoto dan Ibu
Muntamah Terima Kasih
❖ Adik ku tercinta Mohamad Rizal
❖ Bapak Pembimbing BapakDrs. Eddy Sutjipto
M.Com
❖ Sahabat-sahabat dan teman-teman yang selalu
support
viii
ABSTRAK
Penelitian ini dilakukan di PT. Hartono Istana Teknologi Sayung. Tujuan
dari penelitian ini adalah menganalisis pengendalian internal atas persediaan
bahan baku material mesin cuci pada PT. Hartono Istana Teknologi Sayung.
Penelitian ini menggunakan metode kualitatif, dengan menggunakan
triangulasi teknik, berarti peneliti menggunakan teknik pengumpulan data dari
sumber yang sama. Peneliti menggunakan observasi partisipatif, wawancara
mendalam, dan dokumentasi untuk sumber data yang sama secara serempak. Dan
triangulasi sumber berarti peneliti untuk mendapatkan data dari sumber yang
berbeda-beda dengan teknik yang sama. Penelitian informan didasarkan pada
prinsip kesesuaian (appropriateness) dan kecukupan (adequacy). Dasar dari
prinsip informan didalam penelitian ini ada 2 orang.
Dari hasil penelitian ini menunjukkan bahwa masih terdapat beberapa
masalah dalam pengendalian internal atas persediaan bahan baku material
sehingga menyebabkan ketidaktersediaan dan ketidaksesuaian jumlah fisik
persediaan bahan baku Komponen material.
Kata kunci : PT. Hartono Istana Teknologi, Pengendalian Internal, Persediaan

ix
ABSTRACK
This research was conducted at PT. Hartono Istana Technologi Sayung.
The purpose of this study is to analyze internal control over the supplay of raw
materials of washing machines at PT. Hartono Istana Teknologi Sayung..
This study uses qualitative methods, using triangulation techniques,
meaning researchers use data collection techniques from the same source. The
documentation for the same data source simultaneously. And source triangulation
means researchers to get data from different sources with the same technique. The
informant's research was based on the principle of appropriateness and
adequacy. The basis of the informant principle in this study were 2 peoples.
From the results of this study indicate that there are still several problems
in the internal control of the supply of raw materials, causing the unavailability
and incompatibility of the physical quantities of raw material supplies of material
component.
Keywords: PT. Hartono Istana Teknologi, Internal Control, Inventory

x
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa
atas segala rahmat dan karunia-Nya, sehingga penulisan skripsi dengan judul
“ANALISIS PENGENDALIAN INTERNAL ATAS PERSEDIAAN BAHAN
BAKU MATERIAL MESIN CUCI PADA PT. HARTONO ISTANA
TEKNOLOGI SAYUNG” dapat diselesaikan. Skripsi ini disusun sebagai salah
satu syarat dalam rangka menyelesaikan Program Strata Satu (S1) pada Fakultas
Ekonomi Universitas Semarang.
Dalam penulisan ini, penulis mendapat bimbingan, dorongan dan
pengarahan dari berbagai pihak. Oleh karena itu, dengan segala hormat dan
ketulusan hati penulis hendak menyampaikan ucapan terimakasih kepada:
1. Bapak Andy Kridasusila, SE, MM., selaku Rektor Universitas Semarang;
2. Bapak Yohannes Suhadrjo, SE, Msi, Ak, CA selaku Dekan Fakultas Ekonomi
Universitas Semarang;
3. Ibu Dr. Hj. Ardiani Ika S, SE, MM, Ak, CA, CPA selaku Ketua Program
Studi Akuntansi Fakultas Ekonomi Universitas Semarang;
4. Bapak Drs. Eddy Sutjipto M.Com selaku Dosen Pembimbing yang telah
berkenan memberikan bimbingan dan pengarahan dalam penulisan skripsi;
5. Bapak Abdul Karim, S.E, M.Si selaku Dosen Wali;
6. Segenap staf pengajar dan karyawan Fakultas Ekonomi Universitas Semarang
yang telah memberikan dukungan dan membantu penulis menyelesaikan
skripsi ini;
7. Segenap staf dan karyawan PT. Hartono Istana Teknologi Sayung yang
berkenan memberikan ijin dalam objek penelitian ini;
8. Keluarga saya tercinta, Bapak Sunoto, Ibu Muntamah, Adik Mohamad Rizal
yang telah memberikan doa dan dukungan selama perkuliahan ini;
9. Bapak Isa Anshori selaku Leader dikerjaan saya dan Para Partner kerja saya
khusunya Bagian Packing = Agus Khasanudin, Edi Haryono, M. Insaf, Nor
Wachid, Dina Yuliana dan Bagian Sambung Body = Fatkhu Rohman,

xi
Heru Harjanto, Rifki Danu P, Deny Setyoko dan Andi Yuli Setiawan yang
memberikan dukungan penuh kepada saya dalam menyelesaikan skripsi ini;
10. Teman-teman Akuntansi angkatan 2015, terima kasih atas dukungan,
semangat dan kebersamaan kita selama ini;
11. Semua pihak yang tidak dapat penulis sebutkan satu persatu, yang telah
memberikan bantuan dalam penyusunan skripsi ini.
Semoga skripsi ini dapat memberikan manfaat bagi para pembaca dan
berbagai pihak lain yang memerlukan skripsi ini.
Semarang, 02 Februari 2019
Penulis
(Budi Erwanto)

xii
DAFTAR ISI
Halaman Judul ............................................................................................. i
Halaman Persetujuan Laporan Skripsi ....................................................... ii
Halaman Pengesahan Laporan Skripsi ....................................................... iii
Halaman Pengesahan Kelulusan Ujian ...................................................... iv
Pernyataan Orisinalitas Skripsi ................................................................... v
Motto Dan Persembahan ............................................................................ vi
Abstrak ....................................................................................................... vii
Abstrack....................................................................................................... viii
Kata Pengantar ........................................................................................... ix
Daftar Isi ..................................................................................................... xi
Daftar Tabel ............................................................................................... xiii
Daftar Gambar ............................................................................................ xiv
Daftar Lampiran ......................................................................................... xv
BAB I PENDAHULUAN ......................................................................... 1
1.1. Latar Belakang Masalah ............................................................ 1
1.2. Rumusan Masalah ..................................................................... 8
1.3. Tujuan dan Kegunaan Penelitian ................................................ 9
BAB II TINJAUAN PUSTAKA .............................................................. 11
2.1. Telaah Literatur .......................................................................... 11
2.2. Alur Penelitian ........................................................................... 25
BAB III METODE PENELITIAN ......................................................... 27
3.1. Rancangan Penelitian ................................................................. 27
3.2. Tempat dan Waktu Penelitian .................................................... 28
3.3. Obyek Penelitian ....................................................................... 28
3.4. Jenis Data Penelitian .................................................................. 29
3.5. Prosedur dan Sumber Pengambilan Data .................................. 29
3.6. Teknik Analisis Data ................................................................. 38
BAB IV HASIL DAN PEMBAHASAN ................................................. 41
4.1. Deskripsi Obyek Penelitian ........................................................ 41

xiii
4.2. Profil dan Informan Responden Kunci ...................................... 48
4.3. Pembahasan ................................................................................ 49
BAB V PENUTUP .................................................................................... 69
5.1. Kesimpulan .............................................................................. 69
5.2. Rekomendasi ............................................................................ 71
5.3. Keterbatasan Penelitian ........................................................... 71
5.4. Agenda Penelitian Yang Akan Datang .................................... 72
DAFTAR PUSTAKA
................................................................................ 73
LAMPIRAN .............................................................................................. 77

xiv
DAFTAR TABEL
Tabel 1.1 Jumlah Selisih Barang stok SAP dengan stok fisik ................... 5
Tabel 4.1 Responden kunci ........................................................................ 48
Tabel 4.2 Hasil Perbandingan Teori dengan Temuan di Perusahaan ……. 57
Tabel 4.3 Tabel Hasil Wawancara ............................................................ 63

xv
DAFTAR GAMBAR
Gambar 2.1 Alur Penelitian ........................................................................ 26
Gambar 3.1 Macam-Macam Teknik Pengumpulan Data .......................... 30
Gambar 3.2 Triangulasi “Teknik” Pengumpulan Data ............................... 37
Gambar 3.3 Triangulasi “Sumber” Pengumpulan Data ............................. 38
Gambar 4.1 Struktur Organisasi PT. Hartono Istana Teknologi ................ 42
Gambar 4.2 Flowchart Persediaan Material .............................................. 68

xvi
DAFTAR LAMPIRAN
Lampiran 1 Kartu Konsultasi
Lampiran 2 Surat Pengajuan Ijin Riset
Lampiran 3 Surat Balasan Riset
Lampiran 4 Percakapan Wawancara Lengkap
Lampiran 5 Bukti Pencatatan Pengedropan Material
Lampiran 6 Dokumen Serah Terima Barang
Lampiran 7 Dokumentasi Wawancara
Lampiran 8 Daftar Riwayat Hidup
1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Memasuki perkembangan dunia ekonomi yang semakin luas saat ini,
setiap perusahaan yang tumbuh dan berkembang memerlukan suatu pengendalian
internal persediaan yang baik dalam mendukung dan menperlancar kegiatan
proses produksinya. Untuk mewujudkannya dibutuhkan berbagai macam faktor
pendukung baik langsung maupun tidak langsung dalam suatu proses kegiatan
perusahaan. Pengendalian internal merupakan segenap rencana struktur organisasi
dan semua metode serta kebijaksanaan yang terkoordinasi didalam suatu
perusahaan yang bertujuan untuk mengamankan harta perusahaan, serta menguji
ketepatan metode kebijakan pimpinan yang sudah ditetapkan (Mulyadi, 2010).
Sistem pengendalian intern dikembangkan untuk mengantisipasi terjadinya hal-hal
baru karena tidak mampu diatasi oleh sistem prosedur, sehingga tujuan efisiensi
dan penyelamatan harta perusahaan tetap terjamin karena tujuan utama
perusahaan adalah memperoleh laba yang optimal sesuai dengan pertumbuhan
perusahaan dalam jangka panjang, sehingga dapat menjamin kelangsungan hidup
perusahaan.
Pengendalian internal yang baik adalah tidak memberikan peluang
kepada setiap orang dalam kedudukannya untuk melakukan kesalahan dan
tindakan-tindakan yang tidak diinginkan tanpa dapat diketahui, apalagi untuk
waktu yang lama. Sistem yang baik harus dilengkapi dengan prosedur, sehingga

2
kesalahan dan penyelewengan baik disengaja atau tidak dapat diantisipasi dengan
baik. Selain itu, sistem pengendalian internal baik disengaja atau tidak dapat
diantisipasi dengan baik. Disisi lain sistem pengendalian internal yang baik harus
didukung dengan adanya sistem dan prosedur yang memadai, tenaga pelaksana
yang penuh integritas dan memenuhi kualifikasi profesi, serta adanya pemisahan
tugas yang jelas pada masing-masing bagian dalam pejabat yang menanganinya.
Salah satu perusahaan yang membutuhkan sistem pengendalian internal pada
persediaan bahan baku yang efektif dalam menghasilkan informasi bagi
perusahaan adalah PT. Hartono Istana Teknologi. Perusahaan manufaktur seperti
PT. Hartono Istana Teknologi sangat bersaing dalam memberikan kualitas produk
barang ke konsumen baik dalam harga maupun mutu barang yang telah
diproduksi. Agar kegiatan produksi dapat memperoleh hasil yang sesuai dengan
yang diinginkan dalam jumlah hal yang diproduksi oleh perusahaan dalam satu
periode, maka diperlukan adanya pelaksanaan produksi yang disertai dengan
pengendalian produksi. Hal yang paling mendasar yang harus dilakukan sebelum
produksi berjalan adalah pelaksanaan perencanaan dan persediaan material.
Dengan perencanaan kebutuhan material yang tepat, maka perusahaan dapat
mengoptimalkan biaya persediaan serta memperkecil kerugian karena kerusakan
material.
Menurut Skousen dan Stice (2007), persediaan merupakan aset yang
disimpan untuk kemudian dijual pada aktivitas peerusahaan, dan juga aset yang
tersedia untuk digunakan sebagai bahan yang digunakan pada proses produksi.
Dalam perusahaan manufaktur, persediaan terdiri dari: persediaan produk jadi,

3
persediaan produk dalam proses, persediaan bahan baku, persediaan bahan
penolong, persediaan perlengkapan pabrik, dan persediaan suku cadang. Dalam
perusahaan dagang, persediaan hanya terdiri dari satu jenis, yaitu persediaan
barang dagang, yang merupakan bahan yang dibeli untuk dijual kembali
(Mulyadi,2017). Dalam persediaan bahan baku dibutuhkan suatu sistem yang
baik. Apabila hal itu dipilahkan maka akan memberikan suatu jaringan prosedur
yang terpadu dalam melaksanakan suatu kegiatan perusahaan dengan lancar,
sistem akuntansi sangat diperlukan oleh perusahaan industri, dalam hal ini bahan
baku mempunyai kedudukan yang sangat vital pada proses produksi, untuk
memperlancar proses produksi maka diperlukan persediaan bahan baku yang
memadahi. Persediaan bahan baku terdiri dari bahan baku langsung (direct
material) dan bahan baku tidak langsung (indirect material). Bahan baku
langsung merupakan biaya pengeluaran yang dilakukan untuk pemakaian bahan
baku produksi utama yang terkait langsung dengan produk yang akan dihasilkan.
Bahan baku tersebut adalah komponen material untuk pembuatan mesin cuci.
PT. Hartono Istana Teknologi Sayung merupakan perusahaan
multinasional yang selalu berusaha memenuhi kebutuhan setiap orang melalui
inovasi terbarunya.Salah satu produk yang dihasilkan adalah Home Appliances,
Home Appliances merupakan alat alat rumah tangga yang berhubungan dengan
listrik seperti AC, lemari pendingin , mesin cuci dan lain sebagainya. Kesulitan
yang biasanya ditemukan pada perusahaan adalah bagaimana cara menangani
sistem persediaan bahan baku atau yang lebih sering kita kenal dengan istilah
stok barang, karena barang-barang yang masuk keperusahaan sangat bervariasi,

4
dan waktu yang dimiliki sangat terbatas, sehingga kegiatan opersional sering
terganggu, misalnya pengiriman barang yang terlambat atau tidak adanya stok
barang yang akan dibutuhkan karena barang tersebut hilang atau lupa dalam
menyimpannya, dan juga informasi yang tidak valid atas persediaan barang bahan
baku yang dimiliki.
PT. Hartono Istana Teknologi sebagai perusahaan manufaktur sangat
memerlukan informasi atas persediaan barang bahan baku tersedia yang cepat,
valid, dan relevan, karena sistem informasi persediaan ini nantinya akan
berpengaruh besar pada perusahaan, pemasok, dan juga pada konsumen. Karena
apabila terjadi informasi yang tidak valid maka akan berakibat pada produksi yang
bisa mengakibatkan proses produksi terhambat dan target produksi tidak tercapai.
Padahal saat dicek pada sistem masih tersedia sedangkan pada stok fisiknya
kosong. Hal-hal tersebut tentu saja akan menghambat hasil barang jadi tidak
sesuai target yang berakibat pada kebutuhan pasar tidak bisa terpenuhi dan
mengakibatkan peluang pendapatan yang seharusnya didapat oleh perusahaan
tidak ada karena faktor-faktor tersebut. Jika masalah ini tidak dapat terselesaikan,
maka PT. Hartono Istana Teknologi akan semakin tidak mampu bersaing dengan
kompetitor-kompetitor mengingat persaingan usaha yang semakin ketat seiring
dengan berkembangnya teknologi. Untuk mengatasi masalah tersebut PT. Hartono
Istana Teknologi (Polytron) terus memperbaiki sistem persediaannya dengan
sistem IT ter-up date. Polytron menerapkan sistem informasi akuntansi atas
persediaan di PT. Hartono Istana Teknologi (Polytron) yang dikenal dengan
sistem komputerisasi berbasis software SAP (System Andalan Polytron).

5
Berdasarkan survei pendahuluan yang telah dilakukan di PT. Hartono
Istana Teknologi dalam melakukan pengendalian internal atas persediaan masih
mengalami kesalahan karena masih terjadi perbedaan stok barang dengan sistem
yang dapat mempengaruhi laba perusahaan.
Tabel 1.1
Jumlah selisih barang antara Stok SAP ( System Andalan Polytron) dengan
Stok fisik pada Stock Opname komponen Mesin Cuci (Tahun 2017)
Sumber : PT. Hartono Istana Teknologi
Berdasarkan Tabel diatas, bahwa persediaan PT. Hartono Istana Teknologi
pada tahun 2017. persediaan bahan baku komponen mesin cuci perusahaan
tersebut menunjukkan bahwa dari bulan Januari sampai dengan bulan Desember
terlihat jelas bahwa stock barang pada sistem SAP dengan Stock barang fisik
No Bulan Stok SAP StokFisik Selisih %
1 Januari 20.930,000 14.999,000 - 5.931,000 -28,34
2 Februari 17.456,000 13.789,000 - 3.667,000 -21,01
3 Maret 21.989,000 18.987,000 - 3.002,000 -13,65
4 April 22.768,000 15.896,000 - 6.872,000 -30,18
5 Mei 26.289,000 17.543,000 - 8.746,000 -33,27
6 Juni 15.878,000 15.878,000 - 0,00
7 Juli 19.024,000 19.024,000 - 0,00
8 Agustus 17.975,000 12.765,000 - 5.210,000 -28,98
9 September 25.678,000 15.786,000 - 9.892,000 -38,52
10 Oktober 23.987,000 9.087,000 -14.900,000 -62,12
11 November 21.876,000 8.453,000 -13.423,000 -61,36
12 Desember 17.318,000 6.498,000 -10.820,000 -62,48
TOTAL 251.168,000 168.705,000 -82.463,000

6
selama satu periode 2017 persediaan mengalami selisih yang signifikan. Hal ini
tentu berdampak pada proses produksi yang nantinya bisa terhambat karena stock
persediaan terdapat kekeliruan.
Sebagaimana halnya dengan perusahaan manufaktur lainnya, PT. Hartono
Istana Teknologi tidak dapat terlepas dari masalah persediaan. Tidak dipungkiri di
dalam sebuah bisnis pasti terjadi kehilangan atas persediaan baik itu dari kelalaian
kerusakan, penyusutan dan juga dari kehilangan atau pencurian yang berakibat
ketidak sesuaian data dengan stok sebenarnya. Untuk membetulkan data
persediaan yang tidak sesuai maka akan dilakukan pemantauan dan penghitungan
rutin setiap enam bulan dengan melakukan stock opname. Untuk terus mengejar
kesuksesannya, PT. Hartono Istana Teknologi (Polytron) juga berusaha
melakukan perbaikan terhadap pengendalian internal perusahaan atas persediaan
barang bahan baku. Persediaan sangatlah rentan terhadap kerusakan maupun
pencurian, pemasukan informasi yang tidak benar, lalai untuk mencatat transaksi
penjualan, barang yang dikeluarkan tidak sesuai kebutuhan, dan semua
kemungkinan lainnya yang dapat menyebabkan catatan persediaan barang berbeda
dengan persediaan yang sebenarnya ada di gudang. Untuk itu diperlukan adanya
pengendalian internal persediaan berupa kebijakan dan prosedur yang dibuat oleh
PT. Hartono Istana Teknologi (Polytron) untuk melindungi persediaan,
meminimalisir resiko kehilangan persediaan barang bahan baku dan juga agar
informasi mengenai persediaan lebih dapat dipercaya. Bentuk pengendalian atas
persediaan yang diterapkan di PT. Hartono Istana Teknologi (Polytron) yaitu
Pembagian Tugas, Otorisasi transaksi, Catatan transaksi, Pengendalian akses,
Menggunakan sistem perpectual, Pengecekan independen dan Stok opname. Di

7
PT. Hartono Istana Teknologi (Polytron) untuk pembagian tugasnya dilakukan
dengan jelas sesuai dengan jabatannya, hal ini sangat diperlukan untuk menunjang
kelancaran aktivitas perusahaan agar karyawan lebih fokus dan bertanggung
terhadap pekerjaannya, karena apabila tidak ada pembagian tugas yang jelas maka
akan mengakibatkan karyawan semena-mena dalam melakukan pekerjaan,
tentunya hal ini secara langsung berakibat pada persediaan barang bahan baku.
PT. Hartono Istana Teknologi (Polytron) terbagi menjadi beberapa jabatan yang
meliputi manager, kepala bagian, supervisior, leader atau mandor.
Pengendalian internal di PT. Hartono Istana Teknologi juga diperlukan
sebagai pengawasan, sebagai contoh di PT. Hartono Istana Teknologi ini dalam
melakukan pengawasan permintaan barang yaitu adanya Otorisasi transaksi dari
Supervisior atau Leader gudang berupa tanda tangan dokumen serah terima
barang ataupun kartu persediaan yang lain, dan tanpa adanya otorisasi ini barang
tidak dapat dikirim, dengan demikian otorisasi ini berfungsi untuk melakukan
kontrol terhadap keluar masuknya persediaan. Karena tanpa adanya pengawasan
ini akan membuat karyawan bekerja tanpa persetujuan atasan dan tentunya akan
berakibat kesalahan permintaan maupun pengeluaran material komponen.
Berdasarkan uraian tersebut maka peneliti ingin mengetahui sejauh mana
penerapan sistem informasi akuntansi dalam mengolah data persediaan dan
pengendalian internal persediaan yang telah diterapkan oleh perusahaan. Untuk itu
penulis mengambil judul : “Analisis Pengendalian Internal Atas Persediaan
Bahan Baku material Mesin Cuci Pada PT. Hartono Istana Teknologi
Sayung”.

8
1.2. Rumusan Masalah
Prosedur pengendalian internal atas persediaan bahan baku material mesin
cuci di PT. Hartono Istana Teknologi belum bisa dikatakan baik apabila terdapat
kesalahan dalam melakukan pengendalian internal dan persediaan perusahaan
yang berdampak pada persediaan dan dampak tersebut adalah terjadi perbedan
stok persediaan pada gudang dengan stok pada sistem komputer. Dampak dari
kesalahan tersebut juga dirasakan atas laba yang seharusnya didapatkan oleh
perusahaan.
Rumusan masalah diatas dapat diturunkan dalam beberapa pertanyaan penelitian
sebagai berikut:
1. Apakah prosedur pengendalian persediaan bahan baku material yang ada di
PT. Hartono Istana Teknologi khususnya pada bagian mesin cuci ?
2. Apakah kendala yang dihadapi PT. Hartono Istana Teknologi selama ini atas
sistem persediaan material mesin cuci ?
3. Apakah upaya yang dilakukan PT. Hartono Istana Teknologi meminimalisir
kesalahan persediaan ?
1.3. Tujuan dan Kegunaan Penelitian
1.3.1. Tujuan Penelitian
Adapun tujuan yang ingin dicapai adalah untuk mendiskripsikan Analisis
Pengendalian Internal Atas Persediaan Bahan Baku Material Mesin Cuci Pada
PT. Hartono Istana Teknologi yang meliputi:

9
1. Tujuan Umum
Penelitian ini bertujuan untuk menganalisis pengendalian internal atas
persediaan bahan baku material mesin cuci di PT. Hartono Istana Teknologi.
2. Tujuan Khusus
a. Mengetahui prosedur pengendalian Internal atas persediaan bahan baku
material yang ada di PT. Hartono Istana Teknologi khususnya bagian
mesin cuci.
b. Mengetahui kendala yang dihadapi PT. Hartono Istana Teknologi selama
ini atas persediaan bahan baku material mesin cuci.
c. Mengetahui upaya yang dilakukan PT. Hartono Istana Teknologi dalam
meminimalisir kesalahan persediaan material.
1.3.2. Kegunaan Penelitian
Manfaat yang diharapkan dari hasil penelitian yang dilakukan adalah
sebagai berikut:
1. Bagi peneliti
a. Dapat menjadi referensi untuk melakukan penelitian selanjutnya
khususnya penelitian yang berkaitan dengan Analisis pengendalian
internal atas persediaan bahan baku material mesin cuci pada
PT. Hartono Istana Teknologi.
b. mendapatkan pengetahuan dan praktik dalam proses penelitian tentang
kelengkapan dokumen pengendalian internal atas persediaan bahan baku
material mesin cuci.

10
c. mendapatkan pemahaman dan pengetahuan tentang prosedur dalam
melakukan pengendalian internal atas persediaan bahan baku material
mesin cuci.
2. Bagi instansi terkait penelitian
Dapat menjadi bahan masukan dan evaluasi dalam penerapan langsung di
lapangan dan dapat digunakan dalam proses pelaksanaan sistem pengendalian
internal atas persediaan bahan baku material mesin cuci di PT. Hartono Istana
Teknologi.
3. Bagi institusi pendidikan
Dapat menambah literatur dan pengembangan ilmu terkait Analisis
pengendalian internal atas persediaan bahan baku material mesin cuci pada
PT. Hartono Istana Teknologi.
BAB II
TELAAH PUSTAKA
2.1. Telaah Literatur
2.1.1. Pengertian Pengendalian Internal
Pengendalian intern menurut Adikoesomo (2000), “Terdiri atas rencana
organisasi, dan semua metode serta tindakan yang dikoordiansi yang diterapkan
dalam suatu perusahaan untuk mengamankan aktivanya, mengecek ketelitian dan
kredibilitasnya serta accountingnya guna meningkatkan efisiensi operasional dan
untuk mendorong ditaatinya segala kebijakan yang telah ditetapkan oleh pimpinan
perusahaan”
Menurut Krismiaji (2002), pengendalian intern yaitu organisasi dan metoda
yang digunakan untuk melindungi aset, menghasilkan informasi yang bisa dipercaya,
serta untuk mendorong dipatuhinya kebijakan manajemen. Sedangkan, menurut
Mulyadi (2017) menyatakan bahwa: Pengendalian intern adalah bagian dari sistem
yang meliputi struktur organisasi, metode dan ukuran-ukuran yang dikoordinasikan
untuk menjaga kekayaan organisasi, mengecek ketelitian dan keandalan data
akuntansi, mendorong efisiensi dan mendorong dipatuhinya kebijakan manajemen.
Dari definisi di atas dapat disimpulkan bahwa sistem pengendalian intern
adalah suatu sistem yang dirancang untuk memudahkan manajemen dalam
mengawasi perusahaan, dengan menempatkan karyawan yang sesuai dengan bidang
ultimate
Text Box
11

12
dan kemampuannya agar tercipta keandalan data akuntansi yang dapat
dipertanggungjawabkan.
2.1.2. Tujuan Pengendalian Internal
Tujuan pengendalian internal menurut (Mulyadi, 2017) adalah sebagai
berikut:
1. Menjaga aset organisasi
2. Mengecek ketelitian dan keandalan data akuntansi
3. Mendorong efisiensi
4. Mendorong dipatuhinya kebijakan manajemen.
2.1.3. Unsur-Unsur Pengendalian Internal
Menurut (Mulyadi, 2017) Unsur pokok sistem pengendalian internal
adalah:
1. Struktur organisasi yang memisahkan tanggung jawab fungsional secara
tegas.
Struktur organisasi merupakan rerangka (framework) pembagian
tanggung jawab fungsional kepada unit-unit organisasi yang dibentuk untuk
melaksanakan kegiatan-kegiatan pokok perusahaan. Dalam perusahaan
manufaktur misalnya, kegiatan pokoknya adalah memproduksi dan menjual
produk. Untuk melaksanakan kegiatan pokok tersebut dibentuk departemen
produksi, departemen pemasaran, dan departemen keuangan dan umum.
Departemen-departemen ini kemudian dibagi-bagi lebih lanjut menjadi unit-
unit organisasi yang lebih kecil untuk melaksanakan kegiatan-kegiatan

13
perusahaan. Pembagian tanggung jawab fungsional dalam organisasi ini
didasarkan pada prinsip-prinsip berikut ini:
a. Harus dipisahkan fungsi-fungsi operasi dan penyimpanan dari fungsi
akuntansi.Fungsi operasi adalah fungsi yang memiliki wewenang untuk
melaksanankan suatu kegiatan (misalnya persediaan). Setiap kegiatan
dalam perusahaan memerlukan otorisasi dari manajer fungsi yang
memiliki wewenang untuk melaksanakan kegiatan tersebut. Fungsi
penyimpanan adalah fungsi yang memiliki wewenang untuk menyimpan
aset perusahaan.Fungsi akuntansi adalah fungsi yang memiliki wewenang
untuk mencatat peristiwa keuangan perusahaan.
b. Suatu fungsi tidak boleh diberi tanggung jawab penuh untuk
melaksanakan semua tahap suatu transaksi.
2. Sistem wewenang dan prosedur pencatatan yang memberikan perlindungan
yang cukup terhadap aset, utang, pendapatan, dan beban.
Dalam organisasi, setiap transaksi hanya terjadi atas dasar otorisasi
dari pejabat yang memiliki wewenang untuk menyetujui terjadinya transaksi
tersebut. Oleh karena itu, dalam organisasi harus dibuat sistem yang mengatur
pembagian wewenang untuk otorisasi atas terlaksananya setiap transaksi.
Formulir merupakan media yang digunakan untuk merekam penggunaan
wewenang untuk memberikan otorisasi terlaksananya transaksi dalam
organisasi.oleh karena itu, penggunaan formulir harus diawasi sedemikian
rupa mengawasi pelaksanaan otorisasi.di lain pihak, formulir merupakan

14
dokumen yng dipakai sebagai dasar untuk pencatatan transaksi dalam catatan
akuntansi. prosedur pencatatan ynng baik akan menjamin data yang direkam
dalm formulir dicatat dalam catatan akuntansi dengan tingkat ketelitian
keandalannya (rehability) yang tinggi. Dengan demikian sistem otorisasi akan
menjamin dihasilkannya dokumen pembukuan yang dapat dipercaya,
sehingga akan menjadi masukan yang dapat dipercaya bagi proses akuntansi.
Selanjutnya, prosedur pencatatan yang baik akan menghasilkan informasi
yang teliti dan dapat dipercaya mengenai aset, utang, pendapatan, dan beban
suatu organisasi,
3. Praktik yang sehat dalam melaksanakan tugas dan fungsi setiap unit
organisasi.
Pembagian tanggung jawab fungsional dan sistem wewenang dan
prosedur pencatatan yang telah ditetapkan tidak akan terlaksana dengan baik
jika tidak diciptakan cara- cara untuk menjamin praktik yang sehat dalam
pelaksanaannya. Adapun cara-cara yang umumnya ditempuh oleh perusahaan
dalam menciptakan praktik yang sehat adalah;
a. Penggunaan formulir bernomor urut tercetak yang pemakaiannya harus
dipertanggungjawabkan oleh yang berwenang. Formulir merupakan
alat untuk memberikan otorisasi terlaksananya transaksi sehinnga
pengendalian pemakaiannya menggunakan nomor urut tercetak, akan
dapat menetapkan pertanggungjawaban terlaksananya transaksi.

15
b. Pemeriksaan mendadak (suprisetaudit). Pemeriksaan mendadak
dilaksanakan tanpa pemberitahuan lebih dahulu kepada pihak yang akan
diperiksa, dengan jadwal yang tidak teratur. Jika dalam suatu organisasi
dilaksanakan pemeriksaan mendadak terhadap kegiatan – kegiatan
pokoknya, hal ini akan mendorong karyawan melaksanakan tugasnya
sesuai dengan aturan yang telah ditetapkan.
c. Setiap transaksi tidak boleh dilaksanakan dari awal sampai akhir oleh
satu orang atau satu unit organisasi, tanpa ada campur tangan dari orang
atau unit organisasi lain. Karena setiap transaksi dilaksanakan dengan
campur tangan pihak lain, sehinnga terjadi internalcheck terhadap
pelaksanaan tugas setiap unit organisasi akan melaksanakan praktik yang
sehat dalam pelaksanaan tugasnya
d. Perputaran jabatan (jobrotation). perputaran jabatan yang diadakan secara
rutin akan dapat menjaga independensi pejabat dalam melaksanakan
tugasnya, sehinnga persekongkolan diantara mereka dapat dihindari.
4. Karyawan yang mutunya sesuai tanggung jawabnya.
Bagaimanapun baiknya struktur organisasi, sistem otorisasi dan
prosedur pencatatan, serta berbagai cara yang di ciptakan untuk mendorong
praktik yang sehat, semuanya sangat tergantung pada manusia yang
melaksanakannya, diantara unsur pokok pengendalian internal tersebut diata,
unsur mutu karyawan merupakan unsur sistem pengendalian internal yang
paling penting. Jika perusahaan memiliki karyawan yang kompeten dan jujur,

16
unsur pengendalian yang lain dapat dikurangi sampai batas yang minimum,
dan perusahaan tetap mampu menghasilkan pertanggungjawaban keuangan
yang dapat diandalkan. Karyawan yang jujur dan ahli dalam bidang yang
menjadi tanggung jawabnya akan dapat akan dapat melaksanakan
pekerjaannya dengan efisien dan efektif, meskipun hanya sedikit unsur sistem
pengendalian internal yang mendukungnya. Di lain pihak, meskipun tiga
unsur sistem pengendalian yang lain cukup kuat, namun jika dilaksanakan
oleh karyawan yang tidak kompeten dan tidak jujur, empat tujuan sistem
pengendalian internal seperti yang telah diuraikan di atas tidak akan tercapai.
Namun, karyawan yang kompeten dan dapat dipercaya tidak cukup
menjadi satu – satunya unsur sistem pengendalian internal untuk menjamin
tercapainya tujuan sistem pengendalian internal. Manusia mempunyai
kelemahan yang bersifat manusiawi, seperti misalnya bosan, tidak puas,
memiliki masalah pribadi yang mengganggu pelaksanaan tugasnya, atau
tujuan pribadinya berubah sehingga bertentangan dengan tujuan perusahaan.
Dalam pengembangan sistem, analis sistem memandang manusia yang jujur
tidak akan selamanya jujur. Banyak godaan yang selalu datang kepada setiap
orang. Untuk mengatasi kelemahan yang bersifat manusiawi inilah tiga unsur
sistem pengendalian internal yang lain diperlukan dalam suatu organisasi,
agar setiap karyawan yang melaksanakan sistem terhidar dari godaan,
sehingga tujuan sistem pengendalian internal dapat terwujud.

17
2.1.4. Pengertian Sistem
Berikut ini diuraikan definisi sistem dan prosedur, menurut Mulyadi
(2017):
“Sistem adalah suatu jaringan prosedur yang dibuat menurut pola yang
terpadu untuk melaksanakan kegiatan pokok perusahaan. Prosedur adalah
suatu urutan kegiatan klerikal, biasanya melibatkan beberapa orang dalam
satu departemen atau lebih yang dibuat untuk menjamin penanganan serta
seragam transaksi perusahaan yang terjadi berulang-ulang”.
Dari data diatas dapat ditarik kesimpulan bahwa sistem merupakan suatu
prosedur yang saling berkaitan dan secara bersama-sama membentuk fungsi yang
bertujuan untuk mencapai suatu tujuan perusahaan.
2.1.5. Pengertian Persediaan
Menurut Skousen dan Stice (2007), persediaan merupakan aset yang
disimpan untuk kemudian dijual pada aktivitas peerusahaan, dan juga aset yang
tersedia untuk digunakan sebagai bahan yang digunakan pada proses produksi.
Menurut Mulyadi (2017) Dalam perusahaan manufaktur, persediaan terdiri
dari: persediaan produk jadi, persediaan produk dalam proses, persediaan bahan
baku, persediaan bahan penolong, persediaan perlengkapan pabrik, dan persediaan
suku cadang. Dalam perusahaan dagang, persediaan hanya terdiri dari satu jenis,
yaitu persediaan barang dagang, yang merupakan bahan yang dibeli untuk dijual
kembali.
2.1.6. Prosedur Sistem Akuntansi Persediaan
Sedangkan untuk Sistem dan prosedur yang bersangkutan dengan sistem
akuntansi persediaan adalah:

18
1. Prosedur pencatatan produk jadi.
Dalam prosedur ini Harga Pokok Produk Jadi di debitkan, sedangkan Persediaan
Produk Jadi di kreditkan ke dalam rekening barang dalam proses. Dokumen
sumber yang di gunakan dalam prosedur pencatatan ini adalah laporan produk
selesai dan bukti memorial.Prosedur pencatatan harga pokok produk jadi yang
dijual. Prosedur ini merupakan salah satu prosedur dalam sistem penjualan
disamping prosedur lainnya seperti : Prosedur order penjualan, prosedur
persetujuan kredit, prosedur pengiriman barang, prosedur penagihan, prosedur
pencatatan piutang.
2. Prosedur pencatatan harga pokok produk jadi yang diterima kembali dari
pembeli.
Jika produk jadi yang telah dijual dikembalikan oleh pembeli, maka transakasi
retur penjualan ini akan mempengaruhi persediaan produk jadi, yaitu menambah
kuantitas produk pada kartu gudang yang diselenggarakan oleh bagian gudang
dan menambah kuantitas dan harga pokok produk jadi yang dicatat oleh bagian
kartu persediaan produk jadi. Prosedur ini merupakan salah satu prosedur yang
membentuk sistem retur penjualan.
3. Prosedur pencatatan tambahan dan penyesuaian kembali harga pokok
persediaan.
Prosedur pencatatan tambahan dan penyesuaian kembali harga pokok persediaan
produk dalam proses. Pencatatan produk dalam proses umumnya dilakukan
19
perusahaan pada akhir periode, pada saat dibuat laporan keuangan bulanan dan
laporan keuangan tahunan.
a. Prosedur pencatatan harga pokok persediaan yang dibeli.
Prosedur ini merupakan salah satu prosedur yang membentuk sistem
pembelian. Dalam prosedur ini dicatat harga pokok persediaan yang dibeli.
b. Prosedur pencatatan harga pokok persediaan yang dikembalikan kepada
pemasok.
Jika persediaan yang telah dibeli dikembalkan kepada pemasok, maka
transaksi retur pembelian ini akan mempengaruhi persediaan yang
bersangkutan, yaitu mengurangi kuantitas persediaan dalam kartu gudang
yang diselenggarakan oleh bagian gudang dan mengurangi kuantitas serta
harga pokok persediaan yang dicatat oleh bagian kartu persediaan dalam
kartu persediaan yang bersangkutan. Sedangkan dokumen yang digunakan
dalam prosedur pencatatan harga pokok persediaan yang dikembalikan
kepada pemasok adalah: laporan pengiriman barang dan memo debit.
c. Prosedur permintaan dan pengeluaran gudang.
Prosedur ini merupakan salah satu prosedur yang membentuk sistem
akuntansi biaya produksi. Dalam prosedur ini dicatat harga pokok
persediaan bahan baku, bahan penolong, bahan habis pakai pabrik, dan suku
cadang yang dipakai dalam kegiatan produksi dan kegiatan non produksi.

20
d. Prosedur pencatatan tambahan harga pokok persediaan karena
pengembalian barang gudang.
Transaksi pengembalian barang gudang mengurangi biaya dan menambah
persediaan barang di gudang. Sedangkan dokumen yang digunakan dalam
proses prosedur pengembalian barang gudang adalah bukti pengembalian
barang gudang.
e. Sistem perhitungan fisik persediaan.
Sistem perhitungan fisik persediaan umunya digunakan oleh perusahaan
untuk menghitung secara fisik persediaan yang disimpan digudang, yang
hasilnya digunakan untuk meminta pertanggungjawaban bagian gudang
mengenai pelaksanaan fungsi penyimpanan.
2.1.7. Metode Pencatatan Persediaan
Menurut Zaki baridwan dalam bukunya “Intermediate Accounting” bahwa
ada 2 metode yang dapat digunakan dalam hubungannya dengan pencatatan
persediaan yaitu:
1. Metode Fisik
Penggunaan metode fisik mengharuskan adanya perhitungan barang
yang masih ada pada tanggal penyusunan laporan keuangan. Perhitungan
persediaan (Stock Opname) ini diperlukan untuk mengetahui berapa jumlah
barang yang masih ada dan kemudian diperhitungkan harga pokoknya. Dalam
metode ini mutasi persediaan barang tidak diikuti dalam buku-buku,setiap
pembelian barang dicatat dalam rekening pembelian. Karena tidak ada catatan

21
mutasi persediaan barang maka harga pokok penjualan juga tidak dapat
diketahui sewaktu-waktu. Harga pokok penjualan baru dapat dihitung apabila
persediaan akhir sudah dihitung.
2. Metode Buku (Perpectual)
Dalam metode buku setiap jenis persediaan dibuatkan rekening
sendiri-sendiri yang merupakan buku pembantu persediaan. Rincian dalam
buku pembantu bisa diawasi dari rekening kontrol persediaan barang dalam
buku besar. Rekening yang digunakan untuk mencatat persediaan ini terdiri
dari beberapa kolom yang dapat dipakai untuk mencatat pembelian,
penjualan, dan saldo persediaan.setiap perubahan dalam persediaan diikuti
dengan pencatatan dalam rekening persediaan sehingga jumlah persediaan
sewaktu-waktu dapat diketahui dengan melihat kolom saldo dalam rekening
persediaan. Masing-masing kolom dirinci lagi untuk kuantitas dan harga
perolehannya. Penggunaan metode buku akan memudahkan penyusunan
neraca dan laporan laba rugi jangka pendek, karena tidak perlu lagi
mengadakan perhitungan fisik untuk mengetahui jumlah persediaan akhir.
Walaupun neraca dan laporan laba rugi dapat segera disusun tanpa
mengadakan perhitungan fisik atas barang, setidak-tidaknya setahun sekali
perlu diadakan pengecekan apakah jumlah barang dalam gudang sesuai
dengan jumlah dalam rekening persediaan. Pengecekan ini dilakukan dengan
cara membandingkan hasil perhitungan fisik dengan jumlah dalam rekening
persediaan. Bila terdapat selisih jumlah persediaan antara hasil perhitungan

22
fisik dengan saldo rekening persediaan, dapat diadakan penelitian terhadap
sebab-sebab terjadinya perbedaan itu. Apakah selisih itu normal dalam arti
susut atau rusak, ataukah tidak normal, yaitu diselewengkan. Selisih yang
terjadi akan dicatat dalam rekening selisih persediaan dan rekening lawannya
adalah rekening persediaan barang. Bila jumlah dalam gudang lebih kecil
dibanding dengan jumlah saldo rekening persediaan maka rekening
persediaan dikurangi, dan sebaliknya. Dengan demikian rekening harga pokok
penjualan hanya menunjukkan harga pokok barang-barang yang dijual.
Selisih persediaan tidak termasuk dalam harga pokok penjualan tetapi dicatat
sendiri. Sedangkan dalam metode fisik karena harga pokok dihitung dengan
metode selisih persediaan maka kekurangan/kelebihan persediaan akan
tercampur dalam harga pokok penjualan.
Dibandingkan dengan meode fisik maka metode buku merupakan cara
yang lebih baik untuk mencatat persediaan yaitu dapat membantu
memudahkan penyusunan neraca dan laporan laba rugi , juga dapat digunakan
untuk mengawasi barang-barang dalam gudang.
2.1.8. Fungsi-Fungsi Terkait Sistem Akuntansi Persediaan
Fungsi yang dibentuk untuk melaksanakan penghitungan fisik persediaan
umumnya bersifat sementara, yang biasanya berbentuk panitia atau komite, yang
anggotanya dipilihkan dari karyawan yang tidak menyelenggarakan catatan
akuntansi persediaan dan tidak melaksanakan fungsi gudang.

23
Dengan demikian berbagai fungsi yang terkait dalam sistem persediaan
adalah:
1. Panitia perhitungan fisik persediaan.
Panitia ini berfungsi untuk melaksanakan penghitungan fisik persediaan dan
menyerah kan hasil penghitungan tersebut kepada bagian kartu persediaan untuk
digunakan sebagai dasar adjustment terhadap catatan persediaan dalam kartu
persediaan
2. Fungsi akuntansi.
Dalam sistem penghitungan fisik persediaan, fingsi ini bertanggung jawab
untuk:
a. Mencantumkan harga pokok satuan persediaan yang dihitung ke dalam
daftar hasil penghitung fisik
b. Mengalikan kuantitas dan harga pokok per satuan yang tercantum dalam
daftar hasil penghitungan fisik
c. Mencantumkan harga pokok total dalam daftar hasil penghitungan fisik
d. Melakukan adjustment data persediaan dalam jurnal umum berdasarkan
hasil penghitungan fisik persediaan.
3. Fungsi Gudang.
Dalam sistem penghitungan fisik persediaan, fungsi gudang bertanggung jawab
untuk melakukan adjustment data kuantitas persediaan yang dicatat dalam kartu
gudang berdasarkan hasil penghitungan fisik persediaan.

24
2.1.9. Dokumen Yang Digunakan
Menurut Mulyadi (2017) dalam buku Sistem Akuntansi, dokumen-dokumen
yang digunakan dalam sistem akuntansi persediaan adalah sebagai berikut:
1. Dokumen sumber yang digunakan dalam prosedur pencatatan produk jadi adalah
laporan produk selesai dan bukti memorial.
Laporan produk selesai digunakan oleh bagian gudang untuk mencatat tambahan
kuantitas produk jadi dalam kartu gudang. Buki memorial digunakan untuk
mencatat tambahan kuantitas dan harga pokok persediaan produk jadi dalam
kartu persediaan dan digunakan sebagai dokumen sumber dalam mencatat
transaksi selesainya produk jadi dalam jurnal umum.
2. Dokumen sumber yang digunakan dalam prosedur pencatatan harga pokok
produk jadi yang dijual adalah surat order pengiriman dan faktur penjualan.
Surat order pengiriman diterima oleh bagian gudang dan bagian order penjualan.
Setelah bagian gudang mengisi surat order pengiriman tersebut dengan kuantitas
produk jadi yang diserahkan kepada bagian pengiriman, atas dasar surat order
pengiriman tersebut bagian gudang mencatat kuantitas yang diserahkan kebagian
pengiriman dalam kartu gudang. Harga pokok produk jadi yang dijual dicatat
oleh bagian kartu persediaan dalam kartu persediaan atas dasar tembusan faktur
yang diterima oleh bagian tersebut dari bagian penagihan.
3. Dokumen sumber yang digunakan dalam prosedur permintaan dan pengeluaran
barang gudang adalah bukti permintaan dan pengeluaran barang gudang.

25
4. Dokumen yang digunakan untuk merekam, meringkas, dan membukukan hasil
perhitungan fisik persediaan adalah kartu perhitungan fisik (inventory tag) yang
digunakan untuk merekam hasil perhitungan fisik persediaan.
Daftar hasil perhitungan fisik (inventory summary) yang digunakan untuk
meringkas data yang telah direkam dalam hasil kartu perhitungan fisik persediaan,
dan bukti memorial digunakan untuk membukukan adjustment rekening persediaan
sebagai akibat dari hasil penghitungan fisik kedalam jurnal umum.
2.2. Alur Penelitian
Dari penelitian tentang analisis pengendalian internal atas persediaan bahan
baku komponen mesin cuci pada PT. Hartono Istana Teknologi Sayung. Yang
mempelajari masalah-masalah, prosedur dan situasi-situasi yang berlaku dalam
persediaan gudang, termasuk tentang hubungan, kegiatan-kegiatan, sikap-sikap,
Pandangan-pandangan, serta proses-proses yang sedang berlangsung dan pengaruh-
pengaruhnya, maka terdapat alur penelitian sebagai berikut:

26
Gambar 2.1
Alur Penelitian
Prosedur pengendalian persediaan bahan
baku komponen mesin cuci pada PT.
Hartono Istana Teknologi
Kendala yang dihadapi PT. Hartono Istana
Teknologi pada sistem persediaan komponen
mesin cuci
Upaya dalam mengatasi kesalahan dalam
melakukan pengendalian internal atas
Persediaan komponen material mesin cuci
Solusi untuk mengatasi kesalahan dalam
melakukan pengendalian internal atas
Persediaan bahan baku komponen mesin cuci
Evaluasi

27
BAB III
METODE PENELITIAN
Dalam penelitian kualitatif, yang menjadi instrumen atau alat penelitian
peneliti itu sendiri. Oleh karena itu penelitui sebagai instrumen juga harus
“divalidasi” seberapa jauh peneliti kualitatif siap melakukan penelitian yang
selanjutnya terjun kelapangan. Validasi terhadap peneliti sebagai instrumen meliputi
validasi terhadap pemahaman metode penelitian kualitatif, penguasaan wawasan
terhadap bidang yang diteliti, kesiapan peneliti untuk memasuki obyek penelitian,
baik secara akademik maupun logistiknya. Yang melakukan validasi adalah peneliti
sendiri, melalui evaluasi diri seberapa jauh pemahaman terhadap metode kualitatif,
penguasaan teori dan wawasan terhadap bidang yang diteliti, serta kesiapan dan
bekal memasuki lapangan.
Peneliti kualitatif sebagai human instrument, berfungsi menetapkan fokus
penelitian, memilih informan sebagai sumber data, melakukan pengumpulan data,
menilai kualitas data, analisis data, menafsirkan data dan membuat kesimpulan atas
semuanya. Dalam penelitian kualitatif segala sesuatu yang akan dicari dari obyek
penelitian belum jelas dan pasti masalahnya, sumber datanya, hasil yang diharapkan
semuanya belum jelas. Rancangan penelitian masih bersifat sementara dan akan
berkembang setelah peneliti memasuki obyek penelitian.
3.1. Rancangan Penelitian

28
Selain itu dalam memandang realitas, penelitian kualitatif berasumsi bahwa
realitas itu bersifat holistik (menyeluruh), dinamis, tidak dapat dipisah-pisahkan
kedalam variabel-variabel penelitian. Kalaupun dapat dipisah-pisahkan, variabelnya
akan banyak sekali. Dengan demikan dalam penelitian kualitatif ini belum jelas
sama sekali. Oleh karena itu dalam penelitian kualitatif “the researcher is the key
instrument”. jadi peneliti adalah merupakan instrument kunci dalam penelitian
kualitatif.
3.2. Tempat dan Waktu Penelitian
3.2.1. Tempat Penelitian
Penelitian tentang Analisis sistem informasi akuntansi persediaan dan
pengendalian internal atas persediaan bahan baku dilaksanakan di PT. Hartono Istana
Teknologi, Jalan Raya Semarang KM.9, Sayung, Kabupaten Demak, Jawa Tengah
3.2.2. Waktu Penelitian
Penelitian dilakukan pada 23 November 2018 sampai dengan tanggal 25
Januari 2019.
3.3. Obyek Penelitian
Obyek penelitian ini adalah Pengendalian internal atas persediaan bahan baku
material mesin cuci pada PT. Hartono Istana Teknologi Sayung.
3.4. Jenis Data Penelitian
Jenis data yang digunakan dalam penelitian adalah data kualitatif yang
meliputi gambaran umum perusahaan, visi misi, dan keterangan lain yang
29
berhubungan dengan penelitian dari pihak pimpinan atau manajemen PT. Hartono
Istana Teknologi, sistem persediaan dan flowchart.
3.5. Prosedur Dan Sumber Pengambilan Data
3.5.1. Teknik Pengumpulan Data
Teknik pengumpulan data merupakan langkah yang paling strategis dalam
penelitian, karena tujuan utama dari penelitian adalah mendapatkan data. Tanpa
mengetahui teknik pengumpulan data, maka peneliti tidak akan mendapatkan data
yang memenuhi standar data yang ditetapkan.
Pengumpulan data dapat dilakukan dalam berbagai setting, berbagai sumber,
dan berbagai cara. Bila dilihat dari setting-nya, data dikumpulkan pada setting
alamiah (natural setting), pada laboratorium dengan metode eksperimen, dirumah
dengan berbagai responden, pada suatu seminar, diskusi, dijalan dan lain-lain. Bila
dilihat dari sumber datanya, maka pengumpulan data dapat menggunakan sumber
primer, dan sumber sekunder. Sumber primer adalah sumber data yang langsung
memberikan data kepada pengumpul data, dan sumber sekunder merupakan sumber
yang tidak langsung memberikan data kepada pengumpul data, misalnya lewat orang
lain atau lewat dokumen. Selanjutnya bila dilihat dari segi cara atau teknik
pengumpulan data, maka teknik pengumpulan data dapat dilakukan dengan observasi
(pengamatan), interview (wawancara), kuesioner (angket), dokumentasi dan
gabungan keempatnya.

30
Bermacam-macam teknik pengumpulan data ditunjukkan pada gambar 5.1
berikut. Berdasarkan gambar tersebut terlihat bahwa secara umum terdapat empat
macam teknik pengumpulan data, yaitu observasi, wawancara, dokumentasi, dan
gabungan/triangulasi.
Dalam penelitian kualitatif, pengumpulan data dilakukan pada natural setting
(kondisi alamiah), sumber data primer, dan teknik pengumpulan data lebih banyak
pada observasi berperan serta (participan observation), wawancara mendalam (in
depth interview) dan dokumentasi.
Gambar 3.1.
Macam-Macam Teknik Pengumpulan Data
Macam teknik
pengumpulan
data
Observasi
Wawancara
Dokumentasi
Triangulasi/
gabungan

31
1. Pengumpulan data dengan Observasi
Nasution (1998) menyatakan bahwa, observasi adalah dasar semua
ilmu pengetahuan Para ilmuan hanya dapat bekerja berdasarkan data, yaitu
fakta mengenai kenyataan dunia kenyataan yang diperoleh melalui observasi.
Data itu dikumpulkan dan sering dengan bantuan berbagai alat yang sangat
canggih sehingga benda-benda (proton dan elektron) maupun yang sangat
jauh (benda ruang angkasa) dapat diobservasi dengan jelas.
Macam-macam observasi sebagai berikut :
a. Observasi partisipatif
Dalam observasi ini, peneliti terlibat berbagai dengan kegiatan sehari-
hari orang yang sedang diamati atau yang digunakan sebagai sumber data
penelitian. Sambil melakukan pengamataan, peneliti ikut mnelakukan apa
yang dikerjakan oleh sumber data, dan ikut merasakan suka dukanya.
Dengan observasi partisipan ini, maka data yang diperoleh akan lebih
lengkap, tajam dan sampai mengetahui pada tingkat makna dari setiap
perilaku yang nampak.
b. Observasi terus terang atau tersamar
Dalam hal ini, peneliti dalam melakukan pengumpulan data
menyatakan terus terang kepada sumber data, bahwa ia sedang melakukan
penelitian . jadi mereka yang diteliti mengetahui sejak awal sampai akhir
tentang aktivitas peneliti. Tetapi dalam suatu saat peneliti juga tidak terus

32
terang atau tersamar dalam observasi, hal ini untuk menghindari kalau suatu
data yang dicari merupakan data yang masih dirahasiakan. Kemungkinan
kalau dilakukan dengan terus terang, maka peneliti tidak akan diijinkan
untuk melakukan observasi.
c. Observasi tak berstrukstur
Dalam observasi penelitian kualitatif dilakukan dengan tidak
berstruktur, karena fokus penelitian belum jelas. Fokus observasi akan
berkembang selama kegiatan observasi berlangsung. Kalau masalah
penelitian sudah jelas seperti dalam penelitian kualitatif, maka observasi
dapat dilakukan secara berstruktur dengan menggunakan pedoman
observasi.
Observasi tidak struktur adalah observasi yang tidak dipersiapkan
secara sistematis tentang apa yang akan diobservasi. Hal ini dilakukan
karena peneliti tidak tahu secara pasti tentang apa yang akan diamati. Dalam
melakukan pengamatan peneliti tidak menggunakan instrumen yang telah
baku, tetapi hanya berupa rambu-rambu pengamatan.
2. Pengumpulan data dengan Wawancara
Wawancara digunakan sebagai teknik pengumpulan data apabila
peneliti ingin melakukan studi pendahuluan untuk menemukan permasalahan
yang harus diteliti, tetapi juga apabila peneliti ingin mengetahui hal-hal dari
responden yang lebih mendalam. Teknik pengumpulan data ini mendasarkan

33
diri pada laporan tentang diri sendiri atau self-report, atau setidak-tidaknya
pada pengetahuan dan atau keyakinan pribadi.
Esterberg (2002) mengemukakan beberapa macam wawancara, yaitu
wawancara terstruktur, semi terstruktur, dan tidak terstruktur.
Macam-macam interview atau wawancara sebagai berikut :
a. Wawancara terstruktur (structured interview)
Wawancara terstruktur digunakan sebagai teknik pengumpulan data,
bila peneliti atau pengumpul data lebih mengetahui dengan pasti tentang
informasi apa yang akan diperoleh. Oleh karena itu dalam melakukan
wawancara, pengumpul data lebih menyiapkan instrumen penelitian berupa
pertanyaan-pertanyaan tertulis yang alternatif jawabannya pun telah
disiapkan. Dengan wawancara terstruktur ini setiap responden diberi
pertanyaan yang sama, dan pengumpul data mencatatnya. Dengan
wawancara terstruktur ini pula, pengumpulan data dapat menggunakan
beberapa pewawancara sebagai pengumpul data. Supaya setiap
pewawancara mempunyai ketrampilan yang sama, maka diperlukan training
kepada calon pewawancara.
Dalam melakukan wawancara, selain harus membawa instrumen
sebagai pedoman untuk wawancara, maka pengumpul data juga dapat
menggunakan alat bantu seperti tape recorder, gambar, brosur dan material
lain yang dapat membantu pelaksanaan wawancara menjadi lancar.
34
b. Wawancara semiterstruktur (Semistructure Interview)
Jenis wawancara ini sudah termasuk dalam kategori in-dept interview,
diamana dalam pelaksanaannya lebih bebas bila dibandingkan dengan
wawancara terstruktur. Tujuan dari wawancara jenis ini adalah untuk
menemukan permasalahan secara lebih terbuka, dimana pihak yang diajak
wawancara diminta pendapat, dan ide-idenya. Dalam melakukan
wawancara, peneliti perlu mendengarkan secara teliti dan mencatat apa yang
dikemukakan oleh informan.
c. Wawancara tak berstruktur (unsrtuctured interview)
Wawancara tidak terstruktur adalah wawancara yang bebas dimana
peneliti tidak menggunakan pedoman wawancara yang telah tersusun secara
sistematis dan lengkap untuk pengumpulan datanya. Peedoman wawancara
yang digunakan hanya berupa garis-garis besar permasalahan yang akan
ditanyakan.
Langkah-langkah dalam melakukan wawancara sebagai berikut :
Lincoln and Guba dalam Sanapiah Faisal, mengemukakan ada tujuh langkah
dalam penggunaan wawancara untuk mengumpulkan data dalam penelitian
kualitatif:
1) Menetapkan kepada siapa wawancara itu akan dilakukan
2) Menyiapkan pokok-pokok masalah yang akan menjadi bahan
pembicaraan
3) Mengawali atau membuka alur wawancara

35
4) Melangsungkan alur wawancara
5) Mengkonfirmasikan ikhtisar hasil wawancara kedalam catatan lapangan
6) Mengidentifikasi tindak lanjut hasil wawancara yang telah diperoleh.
Supaya hasil wawancara dapat terekam dengan baik, dan peneliti
memiliki bukti telah melakukan wawancara kepada informan atau sumber
data, maka diperlukan bantuan alat-alat sebagai berikut:
1) Buku catatan: berfungsi untuk mencatat semua percakapan dengan
sumber data.
2) Tipe recorder: berfungsi untuk merekam semua percakapan atau
pembicaraan. Penggunaan tape recorder dalam wawancara perlu
memberitahu kepada informan apakah dibolehkan atau tidak.
3) Camera: untuk memotret kalau peneliti sedang melakukan pembicaraan
dengan informan/sumber data. Dengan adanya foto ini maka dapat
meningkatkan keabsahan penelitian akan lebih terjamin, karena peneliti
betul-betul melakukan pengumpulan data.
Hasil wawancara segera harus dicatat setelah selesai melakukan
wawancara agar tidak lupa bahkan hilang. Karena wawancara dilakukan
secara terbuka dan tidak berstruktur, maka peneliti perlu membuat
rangkuman yang lebih sistematis terhadap hasil wawancara. Dari berbagai
sumber data, perlu dicatat mana yang dianggap penting, yang tidak penting,
dan yang sama dikelompokkan, sehingga menghasilkan pola dan makna
tertentu. Data yang amsih diragukan perlu ditanyakan kembali kepada

36
sumber data lama atau yang baru agar memperoleh ketuntasan dan
kepastian. Mencatat hasil yang dilakukan dalam proses wawancara sebagai
berikut :
1) Teknik Pengumpulan data dengan Dokumen
Dokumen merupakan catatan peristiwa yang sudah berlalu.
Dokumen berbentuk tulisan, gambar, atau karya-karya monumental dari
seseorang. Dokumen yang berbentuk tulisan misalnya catatan harian,
sejarah kehidupan (life histories), ceritera, biografi, peraturan,
kebijakan. Dokumen yang berbentuk gambar, misalnya foto, gambar
hidup, sketsa dan lain-lain. Dokumen yang berbentuk karya misalnya
karya seni, yang dapat berupa gambar, patung, film, dan lain-lain. Studi
dokumen merupakan pelengkap dari penggunaan metode observasi dan
wawancara dalam penelitian kualitatif.
2) Triangulasi
Dalam teknik pengumpulan data, Triangulasi diartikan sebagai
teknik pengumpulan data yang bersifat menggabungkan dari berbagai
teknik pengumpulan data dari sumber data yang telah ada, bila peneliti
melakukan pengumpulan data dengan triangulasi, maka sebenarnya
peneliti mengumpulkan data yang sekaligus meguji kredibilitas data,
yaitu mengecek kredibilitas data dengan berbagai teknik pengumpulan
data dan berbagai sumber data.

37
Triangulasi teknik, berarti peneliti menggunakan teknik
pengumpulan data yang berbeda-beda untuk mendapatkan data dari
sumber yang sama. Peneliti menggunakan observasi partisipatif,
wawancara mendalam, dan dokumentasi untuk sumber data yang sama
secara serempak. Triangulasi sumber berarti, untuk mendapatkan data
dari sumber yang berbeda-beda dengan teknik yang sama. Hal ini dapat
digambarkan seperti gambar 3.2. dan 3.3. berikut:
Gambar 3.2.
Triangulasi “Teknik” Pengumpulan Data (Bermacam-Macam
cara pada Sumber yang Sama)
Observasi
Partisipatif
Wawancara
mendalam
Dokumentasi
Sumber
data sama

38
Gambar 3.3.
Triangulasi “sumber” pengumpulan data. (satu teknik
pengumpulan data pada bermacam-macam sumber data A,B,C)
Tujuan penelitian kualitatif bukan semata-mata mencari
kebenaran, tetapi lebih pada pemahaman subyek terhadap dunia
sekitarnya. Dalam memahami dunia sekitarnya, mungkin apa yang
dikemukakan informan salah, karena tidak sesuai dengan teori, tidak
sesuai dengan hukum.
3.6. Teknik Analisis Data
Dalam penelitian kualitatif, teknik analisis diatas yang digunakan sudah jelas,
yaitu diarahkan untuk menjawab rumusan masalah atau menguji hipotesis yang telah
dirumuskan dalam proposal.
Dalam penelitian kualitatif, data diperoleh dari berbagai sumber, dengan
menggunakan teknik pengumpulan data yang bermacam-macam (Triangulasi), dan
Wawancara
Mendalam
A
B
C

39
dilakukan secara terus menerus sampai datanya jenuh. Dengan pengamatan yang
terus menerus tersebut mengakibatkan variasi data tinggi sekali. Data yang diperoleh
pada umumnya adalah data kualitatif (walaupun tidak menolak data kuantitaif),
sehingga teknik analisis data yang digunakan belum ada polanya yang jelas. Oleh
karena itu sering mengalami kesulitan analisis.
Miles and Huberman (1984), mengemukakan bahwa aktivitas dalam analisis
data kualitatif dilakukan secara interaktif dan berlangsung secara terus menerus
sampai tuntas, sehingga datanya sudah jenuh. Aktivitas dalam analisis data, yaitu
data reduction, data display, conclusion drawing/verification.
1. Data Reduction (Reduksi Data)
Data yang diperoleh dari lapangan jumlahnya cukup banyak, untuk itu
maka perlu dicatat secara teliti dan rinci. Seperti telah dikemukakan, semakin
lama peneliti kelapangan, maka jumlah data akan semakin banyak, kompleks
dan rumit. Untuk itu perlu segera dilakukan analisis darta melalui reduksi data.
Mereduksi data berarti merangkum, memilih hal-hal yang pokok, memfokuskan
pada hal-hal yang penting, dicari tema dan polanya. Dengan demikian data yang
telah direduksi akan memberikan gambaran yang lebih jelas, dan mempermudah
peneliti untuk melakukan pengumpulan data selanjutnya, dan mencarinya bila
diperlukan. Reduksi data dapat dibantu dengan peralatan elektronik seperti
komputer mini, dengan memberikan kode pada aspek-aspek tertentu.

40
2. Data Display (Penyajian Data)
Setelah data direduksi, maka langkah selanjutnya adalah mendisplay kan
data. Dalam penelitian kulitatif penyajian data bisa dilakukan dalam bentuk
uraian singkat, bagan, hubungan antar kategori, flowchart dan sejenisnya.
Dengan mendisplay kan data, maka akan memudahkan untuk memahami apa
yang terjadi, merencanakan kerja selanjutnya berdasarkan apa yang telah
difahami tersebut.

41
BAB IV
HASIL DAN PEMBAHASAN
4.1. Deskripsi Objek Penelitian
4.1.1. Gambaran Umum PT. Hartono Istana Teknologi
Polytron merupakan sebuah perusahaan elektronik asal Indonesia. Didirikan
16 Mei 1975 di Kudus, Jawa Tengah dengan nama PT. Indonesian Electronic &
Engineering, kemudian 18 September 1976 berubah nama menjadi PT. Hartono
Istana Electronic, lalu merger dan menjadi PT. Hartono Istana Teknologi. Perusahaan
ini menghasilkan berbagai macam perlengkapan elektronik. Barang yang dihasilkan
oleh Polytron ialah televisi, radio, telepon genggam, dan masih banyak lagi.
Polytron memiliki 2 pabrik masing-masing di Kudus seluas 70.000 m2 dan di
Sayung, Semarang 130.000 m2 (merupakan pabrik lemari es terbesar di Jawa
Tengah) dengan karyawan lebih dari 6.000 orang, 11 kantor perwakilan, 5 authorized
dealer, 50 service centre yang meliputi seluruh Indonesia.
4.1.2. Visi Misi dan Tujuan perusahaan
1. Visi dari polytron adalah “Memimpin pergerakan konvergensi digital.
2. Misi dari polytron adalah Menjadi “d igital -e Company” yang terbaik.
3. Tujuan perusahaan Yakni menjadi pemimpin pasar dalam bisnis elektronik
dengan volume penjualan nomor satu, Mengembangkan teknologi yang inovatif
dan proses efisien yang menciptakan pasar baru.

42
MANAGER GUDANG BARANG
JADI
MANAGER INJECTION
MANAGER WM
GENERAL MANAGER
KEPALA BAGIAN
DIREKTUR
SUPERVISIOR PWM
MANAGER FA
SUPERVISIOR PAW
LEADER PLANER MATREAL KONTROL
4.1.3. Struktur Organisasi
Dalam suatu perusahaan, pembentukan suatu organisasi sangat penting
karena dalam usaha diperlukan untuk menjaga kelancaran dan mencapai tujuan
jangka panjang maupun jangka pendek dalam suatu perusahaan. Struktur
organisasi dibentuk dengan maksud agar setiap organisasi dapat bekerja secara
fokus, efisien dan efektif.
Adapun struktur organisasi PT. Hartono Istana Teknologi adalah sebagai
berikut :
Gambar 4.1.
Struktur Organisasi PT. Hartono Istana Teknologi (POLYTRON)

43
Sedangkan untuk tugas masing masing bagian dari struktur organisasi
tersebut dapat dijelaskan sebagai berikut :
1. Direktur
Tugas direktur perusahaan dapat dijelaskan sebagai
berikut :
a. Menentukan kebijakan tertinggi perusahaan.
b. Bertanggung jawab terhadap keuntungan dan kerugian perusahaan.
c. Mengangkat dan memberhentikan karyawan perusahaan.
d. Memelihara dan mengawasi kekayaan peseroaan terbatas.
e. Bertanggung jawab dalam memimpin dan membina perusahaan secara
efektif dan efesien.
f. Mewakili perusahaan, mengadakan perjanjian-perjanjian, merencanakan
dan mengawasi pelaksanaan tugas personalia yang bekerja pada
perusahaan.
g. Menyusun dan melaksanakan kebijakan umum pabrik sesuai dengan
kebijakan RUPS (Rapat Umum Pemegang Saham).
h. Menetapkan besarnya deviden perusahaan
2. General Manager
Tugas pada bagian General Manager dapat dijelaskan sebagai
berikut :
a. Meningkatkan efektivitas manajemen dengan merekrut, memilih,
orientasi, pelatihan, coaching, konseling, dan mendisiplinkan manager,
mengkomunikasikan nilai-nilai, strategi dan tujuan, menugaskan

44
akuntabilitas, perencanaan, pemantauan, dan penilaian pekerjaan hasil,
mengembangkan insentif,mengembangkan iklim untuk menawarkan
informasi dan opini, memberikan kesempatan pendidikan.
b. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan
suasana kerja yangnyaman dan berdisiplin.
c. Menampung dan mencari keluhan karyawan.
d. Mengatur dan merencanakan training untuk peningkatan ketrampilan
karyawan.
e. Bertanggungjawab terhadap disiplin kerja karyawan.
3. Manager Produksi (Mesin Cuci)
Tugas pada bagian manager WM dapat dijelaskan sebagai
berikut :
a. Melakukan perencaanaan dan pengorganisasian jadwal produksi
b. Menilai proyek dan sumberdaya persyaratan
c. Memperkirakan, Negosiasi, dan menyetujui anggaran dan rentang waktu
dengan klien dan manajer
d. Menentukan standar kontrol kualitas
e. Mengawasi proses produksi
4. Supervisior
Tugas pada bagian Supervisior dapat dijelaskan sebagai
berikut :
a. Mengatur staf bawahan
b. Mampu menerangkan job description dengan baik

45
c. Melakukan briefing atau pengarahan ke staf bawahan
d. Mengontrol dan memberikan evaluasi
e. Memberikan motivasi
5. Leader
Tugas pada bagian Team Leader dapat dijelaskan sebagai
berikut :
a. Membuat schedule kegiatan atau jadwal kegiatan pekerjaan
b. Memonitor atau memantau progress pekerjaan yang dilakukan tenaga
ahli.
c. Bertanggung jawab dalam melaksanakan supervisi langsung dan tidak
langsung kepada semua karyawan yang berada dibawah tanggung
jawabnya, antara lain memberikan pelatihan kepada karyawan agar dapat
mencapai tingkat batas minimum kemampuan yang diperlukan bagi
teamnya dan dapat menerapkan sikap disiplin kepada karyawan sesuai
dengan peraturan yang berlaku diperusahaan.
d. Bertanggung jawab dalam melaksanakan koordinasi dalam membina
kerja sama teamnya yang solid
e. Bertanggung jawab dalam mencapai sesuatu target pekerjaan yang telah
ditetapkan dan sesuai dengan aturan
f. Mengkoordinir seluruh aktifitas tim dalam mengelola seluruh kegiatan
baik dilapangan maupun dikantor
g. Bertanggung jawab terhadap pemberi pekerjaan yang berkaitan terhadap
kegiatan tim pelaksana pekerjaan.

46
h. Membimbing dan mengarahkan anggota team dalam mempersiapkan
semua laporan yang diperlukan
i. Melakukan pengecekan hasil pekerjaan yang telah dilaksanakan.
j. Melaksanakan presentasi dengan direksi pekerjaan dan instansi terkait.
6. Bagian Planer
Tugas pada bagian Planer dapat dijelaskan sebagai berikut :
a. Membuat rencana kegiatan tahunan dan penganggaran untuk basis
departemen PPIC pada rencana bisnis perusahaan.
b. Membuat laporan kegiatan, laporan ini disampaikan kepada Top
management Review bulanan.
7. Bagian Control Material
Tugas pada bagian Material kontrol dapat dijelaskan sebagai
berikut:
a. Memeriksa apakah ada cukup material yang diperlukan dalam suatu
proses produksi yang akan dijalankan.
b. Memeriksa apakah material yang ada itu sesuai dengan yang akan
dipakai dalam proses produksi, besaran (ukuran), ketebalan, jenis yang
sesuai, jumlah yang sesuai dengan jumlah unit yang akan diproduksi.
c. Memeriksa apakah material yang diterima dibagian penerimaan barang
itu sesuai dengan yang dipesan.
d. Dalam suatu proses produksi bisa terdapat beberapa job yang saling
berlanjut, maka perlu dilihat apakah untuk setiap job itu tersedia material
47
yang cukup agar tidak terjadi hambatan disalah satu job yang akan
mempengaruhi keseluruhan unit produksi.
e. Melaporkan keadaan material yang ada, yang masih kurang, yang cacat,
dan melaporkan hal itu ke divisi atau departement produksi berdasarkan
jobs-jobs yang akan dilaksanakan, bisa dalam harian, beberapa hari
dalam minggu, bisa dalam sebulan atau jangka waktu tertentu.
4.1.4. Kegiatan Perusahaan PT. Hartono Istana Teknologi
PT.Hartono Istana Teknologi adalah perusahaan di bidang elektronik yaitu
perusahaan dengan sistem manufaktur atau sistem produksi massal terhadap
produk elektronik. Proses produksinys adalah sebagai berikut :
1. Assy Motor adalah proses peletakan dan pemasangan mesin motor pada
produk Mesin cuci.
2. Sambung Body adalah proses perakitan atau penyambungan body mesin
cuci dengan menyecrew body montor dengan body badan mesin cuci
3. Pemasangan spintup adalah proses pemasangan spintupe pada body mesin
cuci serta memasang v-belt pada mesin cuci.
4. Frame adalah proses pemasangan frame pada body mesin cuci yang sudah
di screw.
5. Door dan Panel adalah proses pembuatan dan pemasangan tutup frame serta
panel control pada mesin cuci.
6. Wiring adalah proses perakitan serta penyambungan kabel pada mesin cuci
7. Optes adalah proses pengecekan arus pada mesin cuci
8. Packing adalah proses finish pada produksi

48
4.1.5. Deskripsi Hasil Penelitian
Data dari hasil penelitian pada penelitian didapatkan melalui wawancara
yang dilakukan pada bulan 23 November 2018. Dimana seluruh informan
merupakan pihak-pihak yang berkaitan dengan PT. Hartono Istana Teknologi
dan mengerti masalah persediaan komponen material mesin cuci.
4.2. Profil dan Informan Responden Kunci
Berikut penyajian data informan penelitian yang dijadikan narasumber
dalam kajian Analisis Pengendalian Internal Atas Persediaan Bahan Baku
Material Mesin Cuci Pada PT. Hartono Istana Teknologi Sayung:
Tabel 4.1
Responden Kunci
No. Nama Jabatan Lama
Bekerja Tugas dan Tanggung Jawab
1. Bapak AL Control Material 8 Tahun Bertugas untuk mengontrol
dan mensingkronisasikan
antara stock material in house
maupun suplier dengan
planing yang sudah diminta.
2. Bapak IA Leader Produksi 7 Tahun Mengatur segala sesuatu yang
berhubungan dengan
kelancaran output barang jadi
dari line produksi.
Peneliti akan melakukan wawancara kepada 2 ( dua ) informan:
1. Informan 1 (Sebagai Control Material)
Informan 1 merupakan bagian Control Material yang tugas utamanya adalah
untuk mengsinkronisasikan antara plaining dan kesediaan mateial baik yang
dari in house maupun yang dari suplier, jadi dia itu untuk mengklopkan

49
gimana caranya agar line produksi dapat berjalan sesuai plaining yang sudah
ditentukan oleh bagian planner.
2. Informan 2 (Sebagai Leader Produksi)
Informan 2 merupakan Leader pada kegiatan produksi. Tugas utama informan
2 yaitu penanggung jawab atas semua yang terjadi di line produksi. Selain itu
Leader produksi juga melakukan brefing kecil setiap awal dan akhir kerja,
menginput data hasil produksi harian, merekap kendala yang terjadi pada
proses produksi dan melakukan traner pendampingan pada operator-operator
di line produksi. Membukukan chek list beserta chek report untuk di laporkan
pada Atasan bagian produksi terkait.
Leader produksi di tuntut untuk menjaga kelancaran produksi agar target
harian tercaapai dengan maksimum, sehingga dapat memenuhi permintaan
konsumen pada pasaran lokal maupun global (skala eksport).
4.3. Pembahasan
4.3.1. Pengendalian Internal PT. Hartono Istana Teknologi
Menurut (Mulyadi, 2017) menyatakan bahwa: Pengendalian intern adalah
bagian dari sistem yang meliputi struktur organisasi, metode dan ukuran-ukuran
yang dikoordinasikan untuk menjaga kekayaan organisasi, mengecek ketelitian
dan keandalan data akuntansi, mendorong efisiensi dan mendorong dipatuhinya
kebijakan manajemen.
Berdasarkan hasil wawancara dengan Informan 1 yaitu: Bapak AL sebagai
Control material, mengemukakan mengenai pengendalian intern di PT. Hartono
Istana Teknologi yaitu berikut kronologinya, Bapak AL mengatakan:

50
“untuk pengendalian material yang di internal itu ada job-jobnya yang
sudah dibagi yaitu ada joker sendiri yang berfungsi untuk menerima dan
mengeluarkan material jadi dia yang nanti yang bertugas untuk
mengendalikan sirkulasi material yang ada dimesin cuci ini.” (Wawancara
29 Januari 2019)
Dari hasil wawancara diatas, Narasumber mengatakan sudah terdapat jobs
description masing-masing bagian sehingga secara prosedur sudah ada.
Berdasarkan hasil wawancara dengan Informan 2 yaitu: Bapak IA sebagai
Leader Produksi, mengemukakan mengenai pengendalian intern di PT. Hartono
Istana Teknologi yaitu berikut kronologinya, Bapak IA mengatakan:
“Kalau pengendalian internal di mesin cuci sendiri sih kita lebih fokus ke
sistem SAP mas, Sistem Andalan Polytron itu yang mencakup untuk
perekapan disemua komponen, Misal katakanlah ditempat in house sayung
itu kita misal menggunakan item A untuk unit A sejumlah sekian, maka
secara otomatis kita akan melakukan request ke in house sayung guna
memenuhi kebutuhan tersebut.” (Wawancara 29 Jnauari 2019)
Dari Hasil wawancara diatas informan mengatakan untuk sistem
pengendalian internal di PT. Hartono Istana Teknologi menggunakan sistem SAP.
Sistem tersebut digunakan sebagai patokan dalam proses produksi.
Menurut (Mulyadi, 2017) Untuk menciptakan sistem pengendalian
internal yang baik dalam perusahaan maka ada empat unsur pokok yang harus
dipenuhi antara lain :
1. Struktur organisasi yang memisahkan tanggung jawab fungsional secara
tegas.
Struktur organisasi merupakan rerangka (framework) pembagian
tanggung jawab fungsional kepada unit-unit organisasi yang dibentuk untuk
melaksanakan kegiatan-kegiatan pokok perusahaan. Dalam perusahaan
manufaktur misalnya, kegiatan pokoknya adalah memproduksi dan menjual

51
produk. Untuk melaksanakan kegiatan pokok tersebut dibentuk departemen
produksi, departemen pemasaran, dan departemen keuangan dan umum.
Departemen-departemen ini kemudian dibagi-bagi lebih lanjut menjadi unit-
unit organisasi yang lebih kecil untuk melaksanakan kegiatan-kegiatan
perusahaan.
Berdasarkan Hasil wawancara dengan Informan 1 yaitu: Bapak AL
sebagai Control material tentang Unsur- unsur pengendalian Internal
mengenai struktur organisasi pada PT. Hartono Istana Teknologi bisa
diketahui, Bagaimana kronologinya dan Bapak AL mengatakan bahwa :
“Ya menurut saya strukturnya sudah ada, terus menurut jobnya
sendiri mungkin juga sudah lumayan agak bagus cuman harus ada
beberapa yang diperbaiki untuk per job masing-masing tersebut
agar lebih efisien dan efektif lagi” (Wawancara 29 Januari 2019)
Dari hasil wawancara diatas Informan mengatakan PT. Hartono Istana
Teknologi sudah terdapat pembagian jobdesk berdasarkan keahlian SDM
masing-masing sehingga penilaian terhadap hasil kinerjanya cukup dikatakan
sesuai, akan tetapi dari pihak manajemen sendiri sepakat untuk memperbaiki
jobdesk agar hasil kinerjanya lebih efisien dan efektif.
Berdasarkan Hasil wawancara dengan Informan 2 yaitu Bapak IA
sebagai Leader produksi tentang Unsur- unsur pengendalian Internal PT.
Hartono Istana Teknologi bisa diketahui, Bagaimana kronologinya dan Bapak
IA mengatakan bahwa :
“Kalau struktur organisasi sudah terbentuk mas, setahu saya sudah
jalan sebagaimana mestinya, misal katakanlah kita ambil dari
tengah-tengah itu dibagian kepala bagian yang kita ambil pada
kepala bagian mesin cuci itu sudah ada, kemudian turun ke
supervisior sudah ada, kemudian turun ke planer yang bertugas

52
membuat plaining misal hari ini kita membuat 2000 mesin cuci
tipe A 500, tipe B 500, tipe C 500, dan tipe D 500, nanti akan
diolah oleh planer kemudian turun ke material kontrol, material
kontrol nanti akan turun ke leader joker dan leader produksi
tugasnya adalah tujuan dari tersebut adalah agar leader joker
mempersiapkan material yang digunakan, dan leader produksi
mempersiapkan area produksi agar siap digunakan untuk
memproduksi tipe-tipe mesin cuci tersebut yang dari A,B,C,D
tersebut.”
Dari hasil Wawancara diatas bahwa pengendalian internal di PT.
Hartono Istana Teknologi cukup dikatakan telah tersusun dengan baik
dikarenakan, pada PT. Hartono Istana Teknologi telah adanya pembagian
struktur kerja berdasarkan keahlian dari SDM. Pendapat pada informan
pertama telah sesuai dengan pertanyaan dengan informan kedua. Jadi dapat
disimpulkan PT. Hartono Istana Teknologi telah melakukan pembagian
kinerja yang baik.
2. Sistem wewenang dan prosedur pencatatan yang memberikan perlindungan
yang cukup terhadap aset, utang, pendapatan, dan beban.
Dalam organisasi, setiap transaksi hanya terjadi atas dasar otorisasi
dari pejabat yang memiliki wewenang untuk menyetujui terjadinya transaksi
tersebut. Oleh karena itu, dalam organisasi harus dibuat sistem yang mengatur
pembagian wewenang untuk otorisasi atas terlaksananya setiap transaksi.
Formulir merupakan media yang digunakan untuk merekam penggunaan
wewenang untuk memberikan otorisasi terlaksananya transaksi dalam
organisasi.oleh karena itu, penggunaan formulir harus diawasi sedemikian
rupa mengawasi pelaksanaan otorisasi di lain pihak, formulir merupakan
53
dokumen yng dipakai sebagai dasar untuk pencatatan transaksi dalam catatan
akuntansi .
Hasil wawancara dengan Informan 1 yaitu: Bapak AL sebagai Control
material tentang Unsur- unsur pengendalian Internal mengenai sistem,
wewenang dan prosedur PT. Hartono Istana Teknologi bisa diketahui,
Bagaimana kronologinya dan Bapak AL mengatakan bahwa:
“Untuk kendalanya itu pada Log in nya mas, hanya beberapa
orang yang Memilik Log in dan kita harus bergantian untuk
mengecek persediaan Matreal nya, tapi juga kita tidak kalah
berfikir untuk melakukan Pengendalian persediaan tersebut dengan
manual pencatatan dibuku Sendiri ada untuk pencatatan matreal-
matreal nya tersebut.”
Dari hasil Wawancara diatas terjadi kendala dalam persediaan yang
disebabkan karena hanya beberapa SDM yang mengetahui secara mendetail
pada sistem pengendalian PT. Hartono Istana Teknologi, sehingga hal
tersebut menyebabkan terjadi selisih pencatatan barang antara sistem dan
aktual barang.
Hasil wawancara dengan Informan 2 yaitu: Bapak IA sebagai Leader
produksi tentang Unsur- unsur pengendalian Internal mengenai sistem,
wewenang dan prosedur PT. Hartono Istana Teknologi bisa diketahui,
Bagaimana kronologinya dan Bapak IA mengatakan bahwa:
“Kalau sistem wewenang itu setahu saya ada di leader joker
sebagai leader yang bertanggung jawab untuk all komponen, kalau
untuk sistem pencatatan itu di operator kitting terlebih dahulu,
karena interaksi antara pengedropan, pe request an komponen itu
dilakukan oleh operator joker kitting dibawah leader komponen,
jadi untuk proses wewenangnya ada di leader komponen selaku
pemegang komponen, kemudian untuk sistem pencatatannya ada
dioperator joker kitting, dengan panduan buku catatan stok dan
buku pengedropan dari pihak-pihak yang terkait.”

54
Dari hasil wawancara diatas informan kedua berpendapat bahwa
sistem wewenang pada PT. Hartono Istana Teknologi telah memiliki leader
dari masing masing sub bagian. Leader disini berwewenang untuk memegang
segala proses komponen dari sub bagian tersebut, akan tetapi untuk
pencatatanya leader memiliki joker yang membantu dalam sistem pencatatan.
Dari kedua informan, adanya kesaling terkaitan tugas didalam PT. Hartono
Istana Teknologi dengan sistem pencatatan pengendalian persedian yang
diatur oleh seorang leader dengan dibantu seorang joker.
3. Praktik yang sehat dalam melaksanakan tugas dan fungsi setiap unit
organisasi.
Pembagian tanggung jawab fungsional dan sistem wewenang dan
prosedur pencatatan yang telah ditetapkan tidak akan terlaksana dengan baik
jika tidak diciptakan cara- cara untuk menjamin praktik yang sehat dalam
pelaksanaannya.
Hasil wawancara dengan Informan 1 yaitu: Bapak AL sebagai Control
material tentang Unsur- unsur pengendalian Internal mengenai Praktek yang
sehat dalam melaksanakan tugas dan fungsi setiap unit organisasi PT.
Hartono Istana Teknologi bisa diketahui , Bagaimana kronologinya dari
Bapak AL mengatakan:
“Untuk prakteknya sendiri mereka juga sudah melakukan menurut
saya pribadi yang itu sudah sesuai dengan apa yang sudah
diinstruksikan oleh atasan masing-masing,
Misalkan joker sudah sesuai diinstuksi oleh leadernya joker dan
untuk leadernya joker juga sudah sesuai diinstruksi dengan
supervisior yang bersangkutan juga.”

55
Dari wawancara dengan informan diatas, dapat dikatakan bahwa pada
bagian persediaan (gudang) telah melakukan instruksi pencatatan yang sesuai
dengan SOP perusahaan.
Hasil wawancara dengan Informan 2 yaitu: Bapak IA sebagai Leader
Produksi tentang Unsur- unsur pengendalian Internal mengenai Praktek yang
sehat dalam melaksanakan tugas dan fungsi setiap unit organisasi PT.
Hartono Istana Teknologi bisa diketahui , Bagaimana kronologinya dari
Bapak IA mengatakan:
“Kalau pelaksanaan dilapangan kita sudah bagus, kita sudah ada
leader komponen sendiri, kemudian leader maintenance sendiri itu
tugasnya sama yaitu masing-masing leader membawai yang
namanya tunas atau bisa dikatakan organisasi, dan tunas-tunas
tersebut nantinya akan berkembang dikelola dengan leader-leader
tersebut agar bisa melakukan tugasnya masing-masing. Misal
katakanlah komponen fokus dikomponen, mencakup stok opname
stok barang, plus minus, pengendalian material agar tidak over,
kemudian diTunas produksi nanti pengendaliannya bagaimana
mencakup, mencapai output mesin cuci yang sudah diplaning kan
untuk bisa mencapai hasil yang baik, baik dari kuantitas dan
kualitasnya. Kemudian dari Tunas maintanance atau perbaikan
mesin fokuas pada mesin-mesin tersebut siap digunakan untuk
proses produksi dan tidak mengalami problem eror saat proses
produksi, sehingga mengakibatkan proses produksi harus berhenti,
jadi saya rasa sudah bagus, kesinambungan antara Tunas-Tunas
atau organisasi-organisasi yang sudah terbentuk tersebut.”
Dari hasil wawancara diatas kedua berpendapat bahwa masing masing
leader pada bagian harus memahami jobdesknya masing masing. Seorang
leader diharapkan agar berfokus pada jobdesknya seperti mengatur stok
opname barang plus minus, pengendalian material agar tidak over untuk
mencapai hasil produksi yang baik, baik dari kuantitas barang dan
kualitasnya.

56
4. Karyawan yang mutunya sesuai tanggung jawabnya.
Bagaimanapun baiknya struktur organisasi, sistem otorisasi dan
prosedur pencatatan, serta berbagai cara yang di ciptakan untuk mendorong
praktik yang sehat, semuanya sangat tergantung pada manusia yang
melaksanakannya, diantara unsur pokok pengendalian internal tersebut diata,
unsur mutu karyawan merupakan unsur sistem pengendalian internal yang
paling penting.
Hasil wawancara dengan Informan 1 yaitu: Bapak AL sebagai Control
material tentang Unsur- unsur pengendalian Internal mengenai Karyawan
yang mutunya sesuai dengan tanggung jawabnya PT. Hartono Istana
Teknologi bisa diketahui, Bagaimana kronologinya dari Bapak AL
mengatakan:
“Untuk tanggungjawab sendiri pada per individu itu kalau saya
lihat itu ya….kadang kala sesuai dan kadang kala itu tidak sesuai,
makanya tadi kan perlu ada peningkatan, dari awal sudah saya
utarakan ada peningkatan, peningkatan dan peningkatan terus,
agar lebih baik.
Ya kadang kala sesuai dengan prosedur yang sudah kita tentukan
seperti penerimaan material harus di cek, di cek untuk standar koli
nya, untuk pelaksanaannya itu akar tiga ples satu atau bagaimana
sistem yang dianut dan tapi kadang kala ada yang mungkin kurang
sesuai, mungkin tidak di cek secara keseluruhan atau gimana saya
juga kurang paham disitu.”
Hasil wawancara diatas bahwa ternyata terkadang SDM memiliki
nurani untuk menjalankan jobdesknya dengan baik akan tetapi terkadang
memiliki nurani untuk melakukan penyelewengan kerja.
Berdasarkan wawancara dengan Informan 2 yaitu: Bapak IA sebagai
Leader Produksi tentang Unsur- unsur pengendalian Internal mengenai

57
Karyawan yang mutunya sesuai dengan tanggung jawabnya PT. Hartono
Istana Teknologi bisa diketahui, Bagaimana kronologinya dari Bapak IA
mengatakan:
“Kalau tanggungjawab karyawan kita sesuai WI atau biasa yang
disebut dalam manufaktur itu Work Intruction, jadi misal
katakanlah operator A atau karyawan A melakukan job 8x screw
unit maka dia hanya melakukan 8 screw unit itu, tugas dan
tanggung jawabnya hanya melakukan 8 screw unit beserta
tanggungjawab komponen-komponen yang berkait untuk operator
A tersebut, nanti operator B beda lagi misal katakanlah proses
packaging maka dia hanya melakukan proses packaging dan tidak
melakukan proses-proses yang lain, jadi untuk tugasnya kita nanti
patokan kepada Work Intruction, sedangkan untuk pelatihan-
pelatihan nya nanti kita akan gunakan TWI atau Tecnical Work
Instruction yang kita sering dengan sebut dimanufaktur itu
Training. Jadi sebelum operator tersebut kita lepas di line produksi
atau dibagian komponen atau di mantainance itu kita akan lakukan
Training Work Instruction agar operator tersebut bisa paham dan
mengerti apa dan apa yang harus dipersiapkan dia pada job nya
tersebut.”
Dari hasil wawancara diatas bahwa pada PT. Hartono Istana
Teknologi menggunakan acuan work intruction dalam operasional usahanya
sehingga perlu adanya training yang baik bagi SDM pemula agar hasil output
kinerjanya sesuai dengan standar yang telah ditetapkan.
Tabel 4.2.
Hasil Perbandingan Teori dengan Temuan di Perusahaan
Kolom Teori Hasil di Perusahaan Hasil Analisis
Struktur organisasi yang
memisahkan tanggung
jawab fungsional secara
tegas.
Dari hasil Wawancara
diatas bahwa
pengendalian internal di
PT. Hartono Istana
Teknologi cukup
dikatakan telah tersusun
dengan baik
dikarenakan, pada PT.
Hartono Istana
Teknologi telah adanya
Jadi dapat disimpulkan
PT. Hartono Istana
Teknologi telah
melakukan pembagian
kinerja yang baik.

58
Kolom Teori Hasil di Perusahaan Hasil Analisis
pembagian struktur kerja
berdasarkan keahlian
dari SDM.
Sistem wewenang dan
prosedur pencatatan
yang memberikan
perlindungan yang cukup
terhadap aset, utang,
pendapatan, dan beban.
Dari hasil wawancara
diatas informan bahwa
sistem wewenang pada
PT. Hartono Istana
Teknologi telah
memiliki leader dari
masing masing sub
bagian. Leader disini
berwewenang untuk
memegang segala proses
komponen dari sub
bagian tersebut, akan
tetapi untuk
pencatatanya leader
memiliki joker yang
membantu dalam sistem
pencatatan. Adanya
kesaling terkaitan tugas
didalam PT. Hartono
Istana Teknologi dengan
sistem pencatatan
pengendalian persedian
yang diatur oleh seorang
leader dengan dibantu
seorang joker.
Jadi dapat disimpulkan,
kendalanya itu pada Log
in, hanya beberapa orang
yang Memilik Log in dan
kita harus bergantian
untuk mengecek
persediaan Matreal nya,
tapi juga kita tidak kalah
berfikir untuk melakukan.
Pengendalian persediaan
tersebut dengan manual
pencatatan dibuku Sendiri
ada untuk pencatatan
matreal-matreal nya
tersebut.
Praktik yang sehat dalam
melaksanakan tugas dan
fungsi setiap unit
organisasi
Dari hasil wawancara
diatas bahwa masing
masing leader pada
bagian harus memahami
jobdesknya masing
masing. Seorang leader
diharapkan agar berfokus
pada jobdesknya seperti
mengatur stok opname
barang plus minus,
pengendalian material
agar tidak over untuk
mencapai hasil produksi
yang baik, baik dari
kuantitas barang dan
kualitasnya.
Jadi dapat disimpulkan,
sudah sesuai dengan
apa yang sudah
diinstruksikan oleh
atasan masing-masing,
Misalkan joker sudah
sesuai diinstuksi oleh
leadernya joker dan
untuk leadernya joker
juga sudah sesuai
diinstruksi dengan
supervisior yang
bersangkutan juga.

59
Kolom Teori Hasil di Perusahaan Hasil Analisis
Karyawan yang mutunya
sesuai tanggung
jawabnya.
Dari hasil wawancara
diatas bahwa pada PT.
Hartono Istana
Teknologi menggunakan
acuan work intruction
dalam operasional
usahanya sehingga perlu
adanya training yang
baik bagi SDM pemula
agar hasil output
kinerjanya sesuai dengan
standar yang telah
ditetapkan.
Jadi dapat disimpulkan,
Untuk tanggungjawab
sendiri pada per
individu kadang kala
sesuai dan kadang kala
itu tidak sesuai,
makanya tadi kan perlu
ada peningkatan, dari
awal sudah saya
utarakan ada
peningkatan,
peningkatan dan
peningkatan terus, agar
lebih baik.
Ya kadang kala sesuai
dengan prosedur yang
sudah kita tentukan
seperti penerimaan
material harus di cek, di
cek untuk standar koli
nya, untuk
pelaksanaannya itu akar
tiga ples satu atau
bagaimana sistem yang
dianut dan tapi kadang
kala ada yang mungkin
kurang sesuai, mungkin
tidak di cek secara
keseluruhan atau
gimana saya juga
kurang paham disitu.”
4.3.2. Prosedur persediaan bahan baku material mesin cuci PT. Hartono
Istana Teknologi
Fungsi yang terkait dalam prosedur ini adalah bagian produksi, bagian
gudang dan bagian administrasi. Dokumen yang digunakan adalah Tranfer
posting, kartu reservasi, buku catatan penerimaan barang.

60
Gambar 4.2.
Flowchart Persediaan Material
Hasil wawancara dengan Informan 1 yaitu: Bapak AL sebagai Control
material tentang Prosedur pengendalian persediaan bahan baku material Mesin
Cuci di PT. Hartono Istana Teknologi bisa diketahui, Bagaimana kronologinya
dari Bapak AL mengatakan:
“Untuk prosedur pengendaliannya kalau di internal mesin cuci itu nanti
joker, setahu saya joker sebelum melakukan reservasi atau perequest itu
biasanya dia harus melihat stok, baik stok secara aktual maupun stok
secara SAP baru nanti beliau melakukan reservasi kuantiti sesuai dengan
kekurangan nya saja, lha itu untuk mengendalikan persediaan nya saja
jangan terlalu over mungkin lebih efisien seperti itu, yang dibutuhkan di
line.”
Supplier PPIC
QA Sampling
Receiving
GAC
Planner
Kiting
Produksi
QA Sand Back
Reservasi
Transfer
Posting
PIC
PKR/PKM

61
Dari hasil wawancara diatas bahwa sebelum melakukan reservasi atau
perequest perusahaan memiliki work instruction dengan melihat reservasi
kuantiti sesuai dengan kekurangan barang yang di produksi.
Hasil wawancara dengan Informan 2 yaitu: Bapak IA sebagai Leader
Produksi mengenai Prosedur pengendalian persediaan bahan baku material
mesin cuci pada PT. Hartono Istana Teknologi bisa diketahui, Bagaimana
kronologinya dari Bapak IA mengatakan:
“Kalau prosedurnya sendiri kita lebih...itu ya, fokus di PIC nya karena
PIC itu kan yang memegang kendali keseluruhan dari planing yang ada
di PT HIT Polytron, misal beliau menginginkan 100 ribu tipe mesin
cuci sekian, Nah..! beliau akan melakukan proses yang namanya
Request ke suplier ke gudang in house sayung maupun ke bagian-
bagian yang terkait dengan mesin cuci Tipe A tersebut. Nah...! Untuk
prosedurnya sendiri nanti itu akan ada yang namanya komponen
masuk, komponen di request dari PT. HIT Sayung ke suplier, kemudian
suplier nanti akan melakukan proses pengedropan yang nanti akan
diterima oleh QA Receiving, nanti pihak QA Receiving itu tersebut
bertugas untuk membongkar, menghitung dan mengecek all komponen,
setelah itu nanti akan di sample oleh QA, QA sampling yaitu
memastikan agar barang yang didrop dari suplier atau dari manufaktur
luar untuk PT. HIT itu bener-bener berkualitas bagus dan layak pakai
untuk mesin cuci atau bagian yang lain pada produksi PT. HIT
tersebut. Nah setelah QA sampling mengecek dan hasilnya oke maka
QA akan melakukan proses yang namanya itu, aaaa...Acc untuk segera
dilakukan ke in house yang disayung, dalam arti yang disini itu gudang
mesin cuci atau yang lebih dikenal Gudang AC karena tempat
gudangnya itu adalah menjadi satu dengan komponen-komponen AC
maka disebut Gudang AC untuk Gedung tersebut. Nah..! untuk Gudang
AC akan melakukan input stok misal katakanlah kedatangan tipe sekian
untuk mesin cuci sekian dan jumlah sekian. Nah ! dari proses tersebut
nanti akan masuk ke sistem yang namanya sistem SAP atau Sistem
Andalan Polytron, baru nanti PIC akan tahu Oh..barang ini sudah ada,
barang ini sudah ada maka untuk 100 ribu mesin cuci yang akan
diproduksi komponen tersebut sudah ada. Lah..! baru dari proses
produksi melakukan proses yang namanya aa...request secara berkala
atau request timing, misal katakanlah dia butuh 5000 untuk 1 jam maka
dia hanya minta 5000 dalam 1 jam, agar tidak terjadi over produksi
didalam line produksi. Jadi pengedropan nya itu dilakukan secara
berkala agar prosedur tetep jalan dan proses produksi tidak terhambat.

62
Nah kalau proses sebelum masuk ke proses line produksi seperti tadi
mas, PIC selaku planer utama PT. HIT aaa..memplaningkan untuk
sekian mesin cuci atau produksi yang lain, dan melakukan request ke
suplier. Suplier ngirim diterima di Gudang receiving selaku pihak
pembongkaran, penegecekan all komponen, kemudian di cek oleh QA
sampling. QA sampling kalau hasilnya oke nanti akan masuk ke
Gudang komponen atau gudang in house Sayung kalau riject nanti
akan masuk ke QA send back untuk proses PKM di klaim kan ke
suplier, lah..baru nanti kalau sudah masuk ke gudang komponen nanti
akan dipecah untuk proses masuk ke proses gudang kitting. Gudang
kitting itu diarea produksi sudah. Lah.. kalau sudah masuk di gudang
kitting nanti akan didrop ke line produksi. Jadi alurnya dari kayak
suplier dan lain-lain itu ditampung dulu digudang semua baru nanti
kalau kita plan produksi dibutuhkan, maka kita akan melakukan proses
permintaan proses barang tersebut untuk dikirim secara berkala agar
tujuan nya tidak menjadikan over komponen di line produksi.
Jadi line produksi bisa untuk kerapiannya tetap terjaga untuk
meningkatkan kuantitas dan kualitas barang-barang yang diproduksi di
PT HIT Polytron ini.”
Dari hasil wawancara diatas bahwa prosedur kerja dimulai dari
departemen PIC untuk menaungi segala kerja pada bagian produksi
PT. Hartono Istana Teknologi seperti persediaan stok barang yang di produksi.
Selanjutnya bagian QI yang bertugas mengecek kuantiti barang yang
diproduksi kemudian melalui departemen Planner yang bertugas merencanakan
atau memplanning banyaknya jumlah produksi sesuai dengan stok yang sudah
ada agar tidak terjadinya over stok. Selanjutnya material pokok barang yang
akan diproduksi untuk sementara waktu masuk kedalam gudang In House.
Selanjutnya material tersebut di catat dalam laporan persediaan agar
memudahkan dalam melihat stok material.
Adapun flowcart persediaan bahan baku material mesin cuci pada PT.
Hartono Istana Teknologi adalah sebagai berikut:

63
Tabel 4.3
Tabel Hasil Wawancara
Pertanyaan Informan 1
(Bapak AL)
Informan 2
(Bapak IA)
Bagaimana pengendalian
internal komponen
material mesin cuci yang
ada di PT. Hartono Istana
Teknologi ?
untuk pengendalian material
yang diinternal itu ada job-
jobnya yang sudah dibagi
yaitu Ada joker sendiri yang
berfungsi untuk menerima
dan mengeluarkan material
jadi dia yang nanti yang
bertugas untuk
mengendalikan sirkulasi
material yang ada dimesin
cuci ini.
untuk kontrol material
diinternal itu tadi kan sudah
saya jelaskan itu nanti
dijoker, itu ada team sendiri
ada jokernya dan leadernya
disitu dia mengontrol
material baik yang masuk
maupun yang keluar diarea
mereka sendiri, jadi nanti
materialnya tidak over dan
sesuai dengan apa yang
dibutuhkan di line produksi
itu beliau semua yang
ngontrol sesuai dengan
plaining yang sudah
dicantumkan.
pengendalian internal di
mesin cuci sendiri lebih
fokus ke sistem SAP,
Sistem Andalan Polytron itu
yang mencakup untuk
perekapan disemua
komponen.
Kalau selain sistem kita
menggunakan cara manual,
pengendalian nya kita
dengan cara stok opname
disetiap akhir sift nya atau
kita menggunakan yang
namanya penghitungan
kitting manual oleh operator
joker yang bertugas untuk
merekap komponen yang
sudah di drop dari in house
sayung ke line produksi.
stock opname sendiri itu
setiap akhir sift operator
joker itu pasti merekap
stock yang ada di tempat
line produksi guna untuk
mengendalikan komponen
tersebut agar tidak over dan
mengendalikan agar
komponen tersebut tidak
minus ketika akan
digunakan, tapi untuk secara
keseluruhan komponen
tidak mungkin dilakukan
pada tiap harinya, jadi untuk
per tiap harinya itu kita
cuman sample beberapa
item, namun untuk
keseluruhannya kita
biasanya satu bulan sekali
untuk melakukan stock
opname penghitungan all
komponen tersebut.
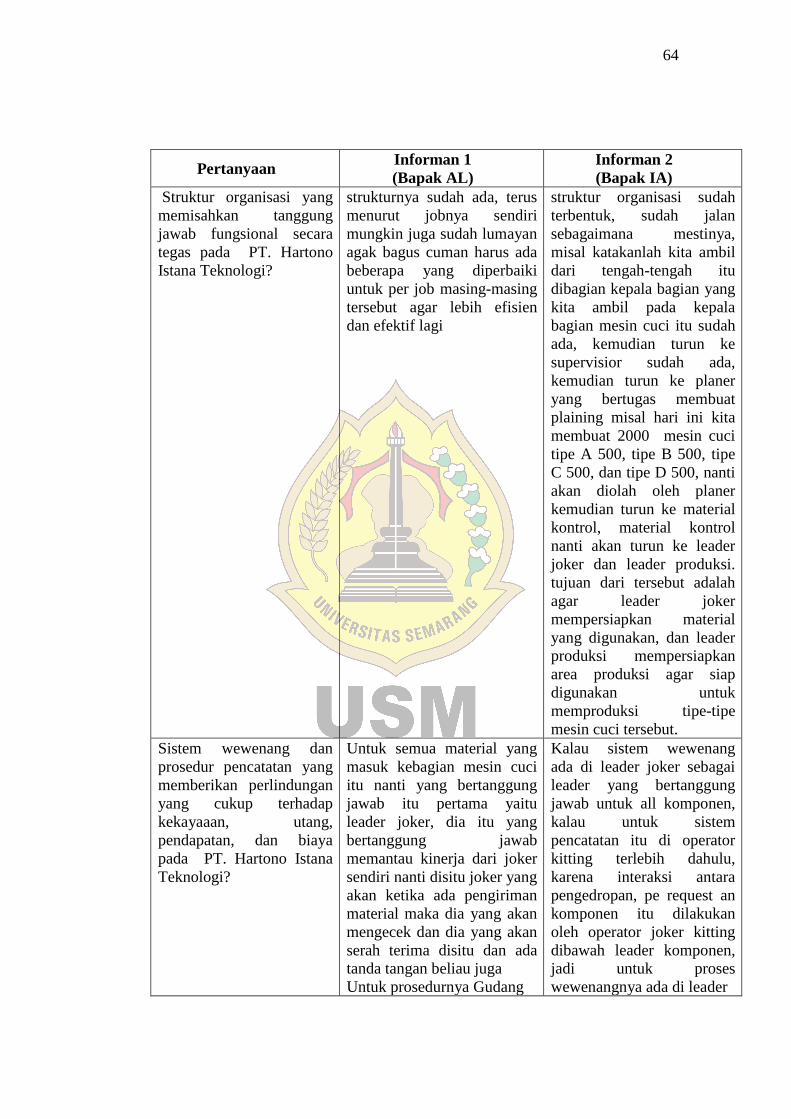
64
Pertanyaan Informan 1
(Bapak AL)
Informan 2
(Bapak IA)
Struktur organisasi yang
memisahkan tanggung
jawab fungsional secara
tegas pada PT. Hartono
Istana Teknologi?
strukturnya sudah ada, terus
menurut jobnya sendiri
mungkin juga sudah lumayan
agak bagus cuman harus ada
beberapa yang diperbaiki
untuk per job masing-masing
tersebut agar lebih efisien
dan efektif lagi
struktur organisasi sudah
terbentuk, sudah jalan
sebagaimana mestinya,
misal katakanlah kita ambil
dari tengah-tengah itu
dibagian kepala bagian yang
kita ambil pada kepala
bagian mesin cuci itu sudah
ada, kemudian turun ke
supervisior sudah ada,
kemudian turun ke planer
yang bertugas membuat
plaining misal hari ini kita
membuat 2000 mesin cuci
tipe A 500, tipe B 500, tipe
C 500, dan tipe D 500, nanti
akan diolah oleh planer
kemudian turun ke material
kontrol, material kontrol
nanti akan turun ke leader
joker dan leader produksi.
tujuan dari tersebut adalah
agar leader joker
mempersiapkan material
yang digunakan, dan leader
produksi mempersiapkan
area produksi agar siap
digunakan untuk
memproduksi tipe-tipe
mesin cuci tersebut.
Sistem wewenang dan
prosedur pencatatan yang
memberikan perlindungan
yang cukup terhadap
kekayaaan, utang,
pendapatan, dan biaya
pada PT. Hartono Istana
Teknologi?
Untuk semua material yang
masuk kebagian mesin cuci
itu nanti yang bertanggung
jawab itu pertama yaitu
leader joker, dia itu yang
bertanggung jawab
memantau kinerja dari joker
sendiri nanti disitu joker yang
akan ketika ada pengiriman
material maka dia yang akan
mengecek dan dia yang akan
serah terima disitu dan ada
tanda tangan beliau juga
Untuk prosedurnya Gudang
Kalau sistem wewenang
ada di leader joker sebagai
leader yang bertanggung
jawab untuk all komponen,
kalau untuk sistem
pencatatan itu di operator
kitting terlebih dahulu,
karena interaksi antara
pengedropan, pe request an
komponen itu dilakukan
oleh operator joker kitting
dibawah leader komponen,
jadi untuk proses
wewenangnya ada di leader

65
Pertanyaan Informan 1
(Bapak AL)
Informan 2
(Bapak IA)
mengirim barang sekalian
ada Transfer posting
kemudian dicek oleh joker,
ketika sudah oke nanti joker
tanda tangan masuk
administrasi, administrasi
tanda tangan baru di plac in
dan masuk ke stok produksi.
komponen selaku pemegang
komponen, kemudian untuk
sistem pencatatannya ada
dioperator joker kitting,
dengan panduan buku
catatan stok dan buku
pengedropan dari pihak-
pihak yang terkait.
Praktek yang sehat dalam
melaksanakan tugas dan
fungsi setiap unit
organisasi pada PT.
Hartono Istana Teknologi?
Untuk prakteknya sendiri
mereka juga sudah
melakukan menurut saya
pribadi yang itu sudah sesuai
dengan apa yang sudah
diinstruksikan oleh atasan
masing-masing,
Misalkan joker sudah sesuai
diinstuksi oleh leadernya
joker dan untuk leadernya
joker juga sudah sesuai
diinstruksi dengan
supervisior yang
bersangkutan juga.
Kalau pelaksanaan
dilapangan kita sudah bagus,
kita sudah ada leader
komponen sendiri,
kemudian leader
maintenance sendiri itu
tugasnya sama yaitu
masing-masing leader
membawai yang namanya
tunas atau bisa dikatakan
organisasi, dan tunas-tunas
tersebut nantinya akan
berkembang dikelola dengan
leader-leader tersebut agar
bisa melakukan tugasnya
masing-masing. kemudian
diTunas produksi nanti
pengendaliannya bagaimana
mencakup, mencapai output
mesin cuci yang sudah
diplaning kan untuk bisa
mencapai hasil yang baik,
baik dari kuantitas dan
kualitasnya. Kemudian dari
Tunas maintanance atau
perbaikan mesin fokuas
pada mesin-mesin tersebut
siap digunakan untuk proses
produksi dan tidak
mengalami problem eror
saat proses produksi,
sehingga mengakibatkan
proses produksi harus
berhenti, jadi saya rasa
sudah bagus,
kesinambungan antara

66
Pertanyaan Informan 1
(Bapak AL)
Informan 2
(Bapak IA)
Tunas-Tunas atau
organisasi-organisasi yang
sudah terbentuk tersebut.
Karyawan yang mutunya
sesuai dengan tanggung
jawabnya pada PT.
Hartono Istana Teknologi?
Untuk tanggung jawab
sendiri pada per individu itu
kadang kala sesuai dan
kadang kala tidak sesuai,
makanya tadi kan perlu ada
peningkatan, dari awal sudah
saya utarakan ada
peningkatan, peningkatan
dan peningkatan terus, agar
lebih baik.
Ya kadang kala sesuai
dengan prosedur yang sudah
kita tentukan seperti
penerimaan material harus di
cek, di cek untuk standar koli
nya, untuk pelaksanaannya
itu akar tiga ples satu atau
bagaimana sistem yang
dianut dan tapi kadang kala
ada yang mungkin kurang
sesuai, mungkin tidak di cek
secara keseluruhan atau
gimana saya juga kurang
paham disitu.
Kalau tanggungjawab
karyawan kita sesuai WI
atau biasa yang disebut
dalam manufaktur itu Work
Intruction, untuk pelatihan-
pelatihan nya nanti kita akan
gunakan TWI atau Tecnical
Work Instruction yang kita
sering dengan sebut
dimanufaktur itu Training.
Jadi sebelum operator
tersebut kita lepas di line
produksi atau dibagian
komponen atau di
mantainance itu kita akan
lakukan Training Work
Instruction agar operator
tersebut bisa paham dan
mengerti apa dan apa yang
harus dipersiapkan dia pada
job nya tersebut.
Bagaimana prosedur
pengendalian persediaan
bahan baku (komponen
material) mesin cuci yang
ada di PT. Hartono Istana
Teknologi?
Untuk prosedur
pengendaliannya kalau di
internal mesin cuci itu nanti
joker, setahu saya joker
sebelum melakukan reservasi
atau perequest itu biasanya
dia harus melihat stok, baik
stok secara aktual maupun
stok secara SAP baru nanti
beliau melakukan reservasi
kuantiti sesuai dengan
kekurangan nya saja, lha itu
untuk mengendalikan
persediaan nya saja jangan
terlalu over mungkin lebih
efisien seperti itu, yang
dibutuhkan di line.
Kalau prosedurnya sendiri
kita lebih fokus di PIC nya
karena PIC itu kan yang
memegang kendali
keseluruhan dari planing
yang ada di PT HIT
Polytron, misal beliau
menginginkan 100 ribu tipe
mesin cuci sekian, Nah..!
beliau akan melakukan
proses yang namanya
Request ke suplier ke
gudang in house sayung
maupun ke bagian-bagian
yang terkait dengan mesin
cuci Tipe A tersebut. Nah...!
Untuk prosedurnya sendiri

67
Pertanyaan Informan 1
(Bapak AL)
Informan 2
(Bapak IA)
nanti itu akan ada yang
namanya komponen masuk,
komponen di request dari
PT. HIT Sayung ke suplier,
kemudian suplier nanti akan
melakukan proses
pengedropan yang nanti
akan diterima oleh QA
Receiving, nanti pihak QA
Receiving itu tersebut
bertugas untuk
membongkar, menghitung
dan mengecek all
komponen, setelah itu nanti
akan di sample oleh QA,
Nah setelah QA sampling
mengecek dan hasilnya oke
maka QA akan melakukan
Acc untuk segera dilakukan
ke in house yang disayung,
dalam arti yang disini itu
gudang mesin cuci atau
yang lebih dikenal Gudang
AC karena tempat
gudangnya itu adalah
menjadi satu dengan
komponen-komponen AC
maka disebut Gudang AC
untuk Gedung tersebut.
Nah untuk Gudang AC akan
melakukan input stok ke
sistem yang namanya sistem
SAP atau Sistem Andalan
Polytron, baru dari proses
produksi melakukan proses
yang namanya request
secara berkala atau request
timing, Jadi pengedropan
nya itu dilakukan secara
berkala agar prosedur tetep
jalan dan proses produksi
tidak terhambat.
68
4.3.3. Identifikasi masalah Pengendalian Internal Atas Persediaan Bahan
Baku Material Mesin Cuci Pada PT. Hartono Istana Teknologi
Identifikasi masalah merupakan proses analisis masalah yang dilakukan
untuk dapat menggambarkan masalah yang menghambat tercapainya tujuan dalam
suatu sistem. Permasalahan yang di identifikasi terbatas pada masalah yang terjadi
dalam hubungannya sistem persediaan dengan pengendalian internal atas
persediaan bahan baku material mesin cuci pada PT. Hartono Istana Teknologi.
Permasalahan yang terjadi di dalam pengendalian internal atas persediaan bahan
baku material pada bagian mesin cuci yaitu:
1. Terjadi mis komunikasi saat Transaksi barang.
Tidak disertainya dokumen pada saat melakukan proses penerimaan dan
pengeluaran barang oleh pihak gudang. Dokumen-dokumen tersebut meliputi
transfer posting, kartu reservasi, plas in. Sehingga antara gudang induk dan
gudang produksi terjadi kesalahan dalam pencatatan dan terjadilah selisih
barang tersebut.
2. Kesalahan manusia atau human eror
Part-part komponen material pada berserakan diarea produksi yang itu bisa
mengakibatkan barang atau komponen tersebut terbuang.
4.3.4. Mengidentifikasi Penyebab Masalah Pengendalian Internal Atas
Persediaan Bahan Baku Mesin Cuci Pada PT. Hartono Istana
Teknologi
Mengidentifikasi penyebab masalah dapat dilakukan dengan mengkaji
terlebih dahulu subjek-subjek permasalahan yang sudah ada kemudian dicari

69
kemungkinan penyebab terjadinya permasalahan tersebut. Dari permasalahan
yang telah diidentifikasi diatas, kemudian dapat dilakukan identifikasi penyebab
masalah-masalah tersebut adalah:
1. Permasalahan pada poin pertama yaitu Terjadinya mis komunikasi pada saat
melakukan Transaksi barang.
Pengedropan komponen seharusnya disertai dengan transfer posting untuk
pemindahan stok. Akan tetapi kebiasaan yang dilakukan setiap permintaan
komponen yang dibutuhkan tidak disertai dengan dokumen tranfer posting
yang ada. Sehingga dalam pencatatan stok persediaan kompen tersebut terjadi
ketidaksesuaian. Kondisi tersebut menyebabkan celah kesalahan dalam
pencatatan. Sehingga terjadilah selisih pada barang tersebut.
2. Permasalahan kedua adalah kesalahan manusia atau human eror
Permasalahan kedua adalah kesalahan pada manusianya, diantaranya yaitu
part-part komponen material yang berserakan yang ada diarea line produksi
yang itu bisa mengakibatkan barang tersebut terbuang karena tidak adanya
rasa tanggung jawab oleh pihak operator ketika ada komponen jatuh atau
riject di area line produksi. seharusnya apabila terjadi hal seperti itu ada
kesadaran diri pada pihak operator melakukan tindakan mengambil barang
tersebut untuk ditaruh kedalam tempat yang sudah disediakan. Kemudian
apabila ada komponen riject yang disebabkan karena komponen tersebut
rusak karena produksi. dan apabila ada komponen riject karena proses
pengedropan tidak tepat dari suplier.

70
4.3.5. Rancangan Alternatif Pengendalian Internal Atas Persediaan Bahan
baku pada PT. Hartono Istana Teknologi.
Adapun rancangan untuk manajemen perusahaan PT. Hartono Istana
Teknologi Sayung:
1. Lingkungan pengendalian
Agar lingkungan pengendalian PT. Hartono Istana Teknologi dinilai kurang
baik karena manajemen kurang memperhatikan bentuk komunikasi pada
karyawan untuk mencapai tujuan perusahaan. Seharusnya manajemen lebih
sering dalam mengkomunikasikan tujuan perusahaan kepada semua karyawan
dengan bentuk tertulis agar mendapat kesamaan pola pikir dalam bekerja
untuk mencapai tujuan perusahaan.
2. Aktivitas pengendalian
Dilihat dari aktivitas pengendalian, PT. Hartono Istana Teknologi cukup baik
dalam penerapannya. Perusahaan juga seharusnya secara rutin menelaah
mekanisme-mekanisme untuk diperbarui dan dapat dikomunikasikan kepada
setiap karyawan.
3. Pengawasan (Monitoring)
Perusahaan telah melakukan audit internal perusahaan setiap bulan, namun
masih menemukan kesalahan dalam persediaan komponen material nya.
Maka diharapkan dapat dilakukan audit internal setiap tiga bulanan untuk
mengantisipasi dan mengetahui masalah pada persediaan bahan baku agar
tidak terlalu besar.

71
BAB V
PENUTUP
5.1. Kesimpulan
Semua perusahaan pasti akan memiliki tujuan bagaimana perusahaan dapat
menghasilkan keuntungan yang sebesar-besarnya. Untuk mencapai tujuan
tersebut, perusahaan pasti akan menemui dari hambatan-hambatan atau
permasalahan yang dihadapi, apabila tidak segera diselesaikan akan berakibat
tujuan perusahaan tidak tercapai dan kualitas perusahaan akan dinilai tidak sehat.
Tujuan dari penelitian ini adalah untuk menggambarkan pengendalian internal
atas persediaan bahan baku komponen material. Objek penelitian yang digunakan
adalah PT. Hartono Istana Teknologi Sayung dengan responden yaitu Bagian
Control Material, Leader Komponen, dan Leader Produksi.
Perusahaan PT. Hartono Istana Teknologi merupakan perusahaan yang
belum bisa dikatakan besar dalam lingkup bisnisnya sehingga peneliti sulit untuk
mengukur pengendalian internal yang ada di perusahaan ini. Penelitian ini
merupakan penelitian deskriptif kualitatif yang berupa studi kasus pada
perusahaan manufaktur PT. Hartono Istana Teknologi Sayung.
Kesimpulan dari hasil penelitian tentang “Analisis pengendalian internal
atas persediaan bahan baku (Komponen material) mesin cuci pada PT. Hartono
Istana Teknologi Sayung”. adalah sebagai berikut:
1. Lingkungan pengendalian PT. Hartono Istana Teknologi sudah menerapkan
beberapa pengendalian internal pada bagian persediaan, misalnya perusahaan

72
telah menunjukkan struktur organisasi perusahaan yang bertujuan untuk
pembagian tugas dan wewenang karyawan di dalam pekerjaan yang
dilakukan, perusahaan juga menerapkan otorisasi atau tandatangan transaksi
yaitu pada bukti surat permintaan dan surat pengeluaran barang yang
ditujukan ke bagian atasan dan diteruskan ke bagian produksi, perusahaan
melakukan catatan transaksi yaitu pencatatan atas setiap barang yang sudah
diterima bagian persediaan, perusahaan menerapkan sistem pengedropan
berkala agar tidak over tempat dan memastikan jumlah komponen dengan
tepat.
2. Pengendalian akses juga dilakukan perusahaan yaitu tidak semua karyawan
memiliki password untuk bisa mengakses sistem akuntansi komputerisasi
yang bernama SAP agar tidak terjadi penyalahgunakan akses untuk
kepentingan yang dapat merugikan perusahaan. PT. Hartono Istana Teknologi
Sayung sudah menggunakan sistem perpektual untuk persediaan bahan baku
(Komponen material) sehingga setiap barang yang keluar atau terpakai akan
mengurangi jumlah pada kartu stok pada sistem SAP dan yang terakhir
perusahaan melakukan stock opname setiap enam bulanan yang bertujuan
untuk mengatisipasi dan mengetahui lebih dini jika terjadi selisih antara kartu
stok sistem SAP dan jumlah fisik barang pada gudang penyimpanan
persediaan bahan baku komponen material.

73
5.2. Rekomendasi
Berdasarkan hasil pembahasan kesimpulan yang diperoleh, maka perlu
adanya rekomendasi yang berguna untuk perusahaan PT. Hartono Istana
Teknologi.
Adapun rekomendasi untuk manajemen perusahaan PT. Hartono Istana
Teknologi Sayung sebagai berikut :
1. Perusahaan sebaiknya menugaskan bagian atau personel yang khusus
menangani pembongkaran material yang ada diarea produksi untuk
meminimalisir stok barang yang pada berserakan .
2. Fasilitas pergudangan yang ada sebaiknya diperhatikan, agar persediaan
bahan baku yang disimpan sesuai dengan klasifikasi tempatnya. Dan juga
penanganan untuk persediaan bahan baku lebih ditingkatkan lagi.
5.3. Keterbatasan Penelitian
Berdasarkan hasil penelitian kemungkinan hasilnya kurang memuaskan
yang disebabkan karena adanya keterbatasan akses informasi serta waktu
pengamatan. Adapun keterbatasan dalam penelitian ini adalah:
1. Penelitian terhambat oleh kode etik peneliti pada instansi perusahaan tempat
penelitian sehingga data yang di dapat tidak mencakup keseluruhan data milik
perusahaan.
2. Adanya data perusahaan yang memang tidak boleh di akses dan di exspose
oleh pihak luar dalam hal ini adalah peneliti guna menjaga kerahasiaan data
internal perusahaan.

74
3. Peneliti tidak dapat bertemu langsung dengan pemilik perusahaan karena
keterbatasan waktu dan kesibukan pemilik perusahaan.
4. Kotak saran pada perusahaan hanya terdapat di bagian-bagian tertentu,
sehingga peneliti tidak dapat mengambil dan memberi saran langsung ketika
ada di bagian yang memang tidak di beri akses kotak saran.
5. Perusaahaan sudah tergolong sebuah perusaahaan besar sehingga
pengendalian data yang di perbolehkan untuk di akses karyawan sangat
terbatas termasuk yang di berikan pada peneliti.
5.4. Agenda Penelitian Yang Akan Datang
Dengan adanya keterbatasan penelitian dan hasil yang kurang memuaskan,
maka peneliti akan memberikan saran untuk pengoptimalan penelitian dan
perusahaan.
Adapun saran dalam penelitian adalah:
1. Penelitian di masa mendatang sebaiknya peneliti dapat mencari informasi dari
perusahaan yang akan diteliti sebelum melakukan penelitian;
2. Penelitian di masa mendatang sebaiknya memperhatikan mengenai waktu
wawancara dengan bagian yang berkaitan, karena keterbatasan waktu dalam
wawancara dapat mempengaruhi keakuratan hasil penelitian.

DAFTAR PUSTAKA
(n.d.). Retrieved from www.polytron,co,id.
Dr. Sugiyono. (2015). Metode Penelitian Kuantitatif, Kualitataif, dan R&D.
Bandung: Alfabeta.
Erhans dan Jusuf J. 2008. Akuntansi Manajemen. Penerbit Rineka Cipta. Jakarta
Febriyanti, D. R., Dwiatmanto, & Azizah, D. F. (2017). Analisis Sistem
Akuntansi Persediaan Bahan Baku dalam Meningkatkan Pengendalian
Intern (Studi kasus pada CV. Cool Clean Malang) . Jurnal Administrasi
Bisnis (JAB) / Vol. 44 No.1, 40-46.
Fitrianingsih, M., Artina, N., & Siagian, O. (n.d.). Analisis Sistem Informasi
Akuntansi Atas Pengendalian Intern Persediaan.
Hartadi, Bambang, 1986. Sistem Pengendalian Intern dalam hubungannya
dengan manajemen dan audit. Yogyakarta: BPFE.
Hermawan, S. 2008. Akuntansi Perusahaan Manufaktur Surabaya: Penerbit Graha
Ilmu. Surabaya
Krismiaji, 2002, Sistem Informasi Akuntansi, Yogyakarta: UPP AMP YKPN.
Krismiaji, 2015, Sistem Informasi Akuntansi Edisi keempat, UUP STIM YKPN,
Yogyakarta.
Mulyadi. (2010). Sistem Akuntansi Edisi 3. Jakarta: Salemba Empat.
Mulyadi. (2017). Sistem Akuntansi Edisi 4. Jakarta: Salemba Empat.
Empat. Jakarta
Akbar, F. Y., & Saifi, M. (2018). Analisis Sistem Akuntansi Persediaan Bahan Baku Dalam Upaya Mendukung Pengendalian Intern (Studi Kasus Pada PT. Semen Bosowa Banyuwangi). Jurnal Administrasi Bisnis (JAB), 63.
Amri, 2008. Peranan Pengendalian Internal Persediaan Bahan Baku Dalam Menunjang Efektivitas Pengelolaan Persediaan Bahan Baku Pada PT. Samudera Puranabile Abadi Bitung.
Baridwan, Zaki. (2004). Intermediate Level-Accounting. Yogyakarta:BPFE
Mulyadi, 2002, Auditing, Edisi Enam, Buku Satu, Jakarta: Penerbit Salemba
ultimate
Text Box
75

76
Naibaho, A. T. (2013). Analisis Pengendalian Intern Persediaan Bahan Baku
Terhadap Efektiffitas Pengolahan Persediaan Bahan Baku. Jurnal EMBA,
1.
Narko, 2002, Sistem Akuntansi, Cetakan Ketiga. Yogyakarta: Yayasan Putaka
Nusatama.
Ristono, Agus 2009, Manajemen Persediaan Edisi 1, Graha Ilmu, Yogyakarta
Romney, Marshall B, dan Paul John Steinbert dan Barry E, Chusing. 2003.
Accounting Information System. Edisi 9th. New Jersey: Prantice Hall.
Susanto, A dan Midjan, L. 2002. Sistem Informasi Akuntansi, Edisi Delapan,
Penerbit Lingga Jaya. Bandung
Tunggal, A.M. 2005. Akuntansi Manajemen. Penerbit Harvarindo. Jakarta
Warindrani, A.K. 2006. Akuntansi Manajemen Yogyakarta: Penerbit Graha Ilmu.
Jakarta.

ultimate
Text Box
LAMPIRAN
ultimate
Text Box
77


U N,IVE HS I TAS,S E.M, R N.GFAKULTAS E.K l
sskreladat : Jl. sookarno rlatta ttogosart samarang s01 96 Tetp. (v241 6vo2Tsr Fax (024I BTozz-n, Web slte : www.usm,ac,td EIma[ : unrv-snii0irdo;*t.l "us,ll
No : 3f75rusM.Hs. FvtvzorSLamp :-
Hal : Permohonan Ijin Riset
Kepada:
Pimpinan
PT. Hartono istana Teknologi ( Polytron )
Jalan Raya Semarang I(M.9, Sayung, Kabupaten Demak
Jawa Tengah
Dengan hormat,
Bersama ini kami beritahukan bahwa sehubungan dengan penulisan Tugas Akhir / Slcripsi bagi
mahasiswa Sl Fakultas Ekonomi Universitas Semarang, rnata tami mohon sekiranya berkenan
memberikan ijin riset / penelitian pada instansi yang Bapak / hu pimpin, pada mahasiswa
tersebut di bawah ini:
N ama
NIM.Program Studi
Alamat
No. Telp/HP
Guna menyusun skipsi yang berjudul
"Analisis Pengendalian Internal atas Persediaan Bahan Baku (Komponen Material)
Mesin Cuci Patla PT. Ilartono Istana Teknologi Sayung"
Demikian atas perhatian dan kerjasamanya ciiucapkan terimakasih.
Semarang, 23 November 2018
a/n Dekan
Dekan Bidang Akademih
dan Keuangan
SE, Msi, Ak, CA
Budi Erwanto
8,231,15.0071
Akuntansi
Krajanbogo, R-t 02lRr,v 05, Bonang, Demak
081,231',72327s
"-6W
Nrs. 065570606071 60

T.HARTONO ISTANA TEKNOLOGIFAFIORY ; IRAYASEMARAhG - TEMAK l{llt.g SAYLhG-SS0,lWhEStA
Phone ;(+62 24) 6592229 Fax :{+52 2416s9zz2s e-Mait: hit@potytron,sayung.com
No.Hal
: SUl8092201: Balasan Permohonan Ijin Riset
SURAT KETERANGAN
Yang bertandatangan di bawah ini :
Nama : Ika Septa FebrianiIabatan : Personnel Off,rcer
Dengan ini menerangkan bahwa, yang tersebut di bawah ini :
NamaNIMAlamat
: Budi Erwanto:B.231.i5.0071: Ds. Krajanbogo kec. Bonang kab. Demak
Adalah benar telah DITERIMA untuk melaksanakan penelitian dibagian Persediaan pada pTHartono Istana Teknologi (POLYTRON), terhitung sejak bulan 23 November 2018 sa*pai denganselesai dan yang bersangkutan telah melaksanakan tugasnya dengan baik dan penuh tanggung jawab.
Demikian surat keterangan ini dibuat dengan benar, untuk dapat dipergunakan sebagaimanamestinya.
Sa1r.ng, 23 November 2019
PT. HIai
Fersonnel Sffi*er


Lampiran 4
LAMPIRAN HASIL WAWANCARA
Interviewer : Budi ErwantoNama : Bapak AL (Nama Inisial)Jenis kelamin : Laki-lakiUsia : 28 TahunJabatan : Sebagai Kontrol MaterialTempat Wawancara : PT. Hartono Istana Teknologi SayungBudi Erwanto : Selamat sore pak, maaf pak boleh minta waktunya
sebentar?Bapak AL : Silahkan mas.Budi Erwanto : Makasih ya pak atas waktu yang diberikan.Pak ini kan
saya Budi Erwanto mahasiswa UniversitasSemarangFakultas Ekonomi jurusan Akuntansi.Disinisaya ingin minta waktunya sebentar buat bapak, sayainginwawancara dengan bapak guna untuk memenuhiteknik analisis data yang saya gunakan yaitu salahsatunya dengan wawancara dalam penyusunan tugasakhir skripsi saya pak.Emmm....Sebelumnya denganbapak siapa?
Bapak AL : Bapak ALBudi Erwanto : Kerja disini sudah berapa lama pak?Bapak AL : Sekitar kurang lebih 7 tahun.Budi Erwanto : Disini sebagai apa pak?Bapak AL : Untuk disini Job deskripsi saya sebagai kontrol matreal
mas.Budi Erwantio : Emm..itu bisa dijelaskan ndak pak mengenai tugas dan
tanggungjawabnya dipekerjaannya tersebut?Bapak AL : Untuk kontrol material sendiri berfungsi untuk
mengsinkronisasikan antara plaining dan kesediaanmateial baik yang dari in house maupun yang darisuplier, jadi dia itu untuk mengklopkan gimana caranyaagar line produksi dapat berjalan sesuai plaining yangsudah ditentukan oleh bagian planner.
Budi Erwanto : Oh gitu ya pak, Pak bisa dijelaskan untuk pengendalianinternal pada Bagian mesin cuci ini, itu bagaimanapak?
Bapak AL : Untuk pengendalian material yang dimaksud?Budi Erwanto : Iya pak pengendalian persediaan material.Bapak AL : Untuk pengendalian material yang diinternal itu ada
job-jobnya yangsudah dibagi yaitu Ada joker sendiriyang berfungsi untuk menerima dan mengeluarkanmaterial jadi dia yang nanti yang bertugas untuk

mengendalikan sirkulasi material yang ada dimesin cuciini.
Budi Erwanto : Lha itu tujuan adanya pengendalian internal tersebutagar bagaimana to pak?
Bapak AL : Agar komponen tidak over mas, komponen tidak overdan komponen itu sesuai dengan apa yang dibutuhkandi line produksi.
Budi Erwanto : Berarti untuk mengefektifkan kayak barang atau apagitu ya pak?
Bapak AL : Iya seperti itu jugaBudi Erwanto : Kalau misal dilihat pada job bapak (sebagai kontrol
material) tadi itu pengendalian internal nya bagaimanapak?
Bapak AL : Untuk kontrol material diinternal itu tadi kan sudahsaya jelaskan itu nanti dijoker, itu ada team sendiri adajokernya dan leadernya disitu dia mengontrol materialbaik yang masuk maupun yang keluar diarea merekasendiri, jadi nanti materialnya tidak over dan sesuaidengan apa yang dibutuhkan di line produksi itu beliausemua yang ngontrol sesuai dengan plaining yangsudah dicantumkan
Budi Erwanto : Baik pak, dari pengendalian internal itu kan ada kayakbeberapa unsurnya ya pak, untuk yang pertama kan adastruktur organisasi, lha dari masing-masing job itubagaimana pak?
Bapak AL : Ya menurut saya strukturnya sudah ada, terus menurutjobnya sendiri mungkin juga sudah lumayan agakbagus cuman harus ada beberapa yang diperbaiki untukper job masing-masing tersebut agar lebih efisien danefektif lagi
Budi Erwanto : Yang ke-2 untuk sistem, wewenang dan prosedurpencatatannya itu bagaimana pak?
Bapak AL : Untuk semua material yang masuk kebagian mesin cuciitu nanti yang bertanggung jawab itu pertama yaituleader joker, dia itu yang bertanggung jawab memantaukinerja dari joker sendiri nanti disitu joker yang akanketika ada pengiriman material maka dia yang akanmengecek dan dia yang akan serah terima disitu danada tanda tangan beliau juga
Budi Erwanto : Dan sistem dan prosedurnya bagaimana bapak?Bapak AL : Untuk prosedurnya yang saya ketahui itu ya Gudang
ngirim barang sekalian ada Transfer posting kemudiandicek oleh joker, ketika sudah oke nanti joker tandatanganmasuk administrasi, administrasi tanda tanganbaru di plac in dan masuk ke stok produksi. Itu yangsaya tahu seperti itu

Budi Erwanto : Oh gitu ya...pak untuk yang selanjutnya mengenaipraktek pelaksaan tugas dan fungsi setiap unitorganisasi, bagaiman pak prakteknya itu?
Bapak AL : Untuk prakteknya sendiri mereka juga sudahmelakukan menurut saya pribadi yang itu sudah sesuaidengan apa yang sudah diinstruksikan oleh atasanmasing-masing, misalkan joker sudah sesuai diinstuksioleh leadernya joker dan untuk leadernya joker jugasudah sesuai diinstruksi dengan supervisior yangbersangkutan juga.
Budi Erwanto : Untuk karyawan yang sesuai tanggung jawabnya pak,bagaimana pak? Maksudnya apakah karyawannyasudah sesuai tanggungjawabnya disini, itu seperti apapak?
Bapak AL : Untuk tanggungjawab sendiri pada per individu itukalau saya lihat itu ya.. kadang kala sesuai dan kadangkala itu tidak sesuai, makanya tadi kan perlu adapeningkatan, dari awal sudah saya utarakan adapeningkatan, peningkatan dan peningkatan terus, agarlebih baik.
Budi Erwanto : Kadang kala sesuai kadang kala tidak sesuai lha itumaksudnyabagaimana pak?
Bapak AL : Ya kadang kala sesuai dengan prosedur yang sudah kitatentukan seperti penerimaan material harus di cek, dicek untuk standar koli nya, untuk pelaksanaannya ituakar tiga ples satu atau bagaimana sistem yang dianutdan tapi kadang kala ada yang mungkin kurang sesuai,mungkin tidak di cek secara keseluruhan atau gimanasaya juga kurang paham disitu.
Budi Erwanto : Oh iya, iya... dan pertanyaan selanjutnya pakBagaimana prosedur pengendalian persediaan bahanbaku komponen mesin cuci yang ada di PT. HIT inipak? Prosedurnya itu bagaimana?
Bapak AL : Untuk prosedur pengendaliannya kalau di internalmesin cuci itu nanti joker, setahu saya joker sebelummelakukan reservasi atau perequest itu biasanya diaharus melihat stok, baik stok secara aktual maupunstok secara SAP baru nanti beliau melakukan reservasikuantiti sesuai dengan kekurangan nya saja, lha ituuntuk mengendalikan persediaan nya saja jangan terlaluover mungkin lebih efisien seperti itu, yang dibutuhkandi line
Budi Erwanto : Oh iya pak. Untuk yang selanjutnya Bagaimanakendala yang dihadapi PT HIT untuk bagian mesincuci ini selama ini atas sistem persediaan komponennya pak?

Bapak AL : Jadi untuk kendala dalam material diatas itu salahsatunya adalah kurangnya log in dan kurangnyakomputer untuk melihat stok tersebut.
Budi Erwanto : Baik pak untuk upaya yang dilakukan PT. HITmeminimalisir kesalahan persediaannya?
Bapak AL : Sudah ada beberapa perbaikan yaitu adalah dengan kitaada manual untuk pencatatan manual di area jokersendiri, terus kita juga sudah bentuk team kontrolmaterial dan juga bisa mengontrol semua matreal yangmasuk maupun yang keluar, dan juga ada yangmengontrol matreal-matreal DI atau matreal- matrealyang discontinue itu sudah tidak dipakai, kadang kalakita plus minus disitu masM00 kita stoknya banyaksecara fisikly, secara SAP nya kita tidak ada itu kadangkala kita terjadi disitu, makanya dibentuk sebuahkontrol matreal biar dia berfokus untuk seluruh matrealyang akan diproduksi maupunSetelah produksi.
Budi Erwanto : Baik pak, saya rasa sudah cukup, terimakasih untukwaktu yang diberikan.
Bapak AL : Iya mas sama-sama

Interviewer : Budi ErwantoNarasumber : Bapak ISA (Nama Inisial)Jenis Kelamin : Laki-lakiUsia : 25 tahunJabatan : Leader ProduksiTempat Wawancara : PT. Hartono Istana TeknologiBudi Erwanto : Selamat pagi pak?Bapak IA : Iya pagi mas.Budi Erwanto : Maaf pak, Boleh minta waktunya sebentar?Bapak IA : Iya silahkan mas,Budi Erwanto : Pak saya Budi Erwanto, Mahasiswa dari Universitas
Semarang Fakultas Ekonomi jurusan Akuntansi, Disinisaya ingin waktunya sebentar, saya ingin wawancaradengan bapak guna untuk memenuhi teknik analisisdata yang saya gunakan yaitu salah satunya denganwawancara, dalam penyusunan tugas akhir Skripsisaya.Sebelumnya dengan bapak siapa ya?
Bapak IA : Bapak IA mas . (Nama Inisaial)Budi Erwanto : Kerja disini sudah berapa lama pak?Bapak IA : Kurang lebih dari 2011, ya...hampir 8 tahunan masBudi Erwanto : Oww... lama ya pak?Bapak IA : Ya begitulah masBudi Erwanto : Lha disini sebagai apa pak?Bapak IA : Kalau saya disini kebetulan sebagai leader produksi
mas.Budi Erwanto : Itu bisa dijelaskan mengenai tugas dan
tanggungjawabnya dipekerjaan nya tersebut itubagaimana pak?
Bapak IA : Kalau tugas dan tanggungjawabnya sih relatif samadengan perusahaan yang lain ya mas, dari input unitmesin cuci, kemudian output unit mesin cuci, rekap allkomponen yang harus digunakan nantinya untukproduksi dan memenuhi sejumlah plaining yang haruskita buat dalam setiap harinya.
Budi Erwanto : Ow... pak saya mau bertanya, mungkin bisa dijelaskanpengendalian internal pada bagian mesin cuci ini itubagaimana pak?
Bapak IA : Kalau pengendalian internal di mesin cuci sendiri sihkita lebih fokus ke sistem SAP mas, Sistem AndalanPolytron itu yang mencakup untuk perekapan disemuakomponen, Misal katakanlah ditempat in house sayungitu kita misal menggunakan item A untuk unit Asejumlah sekian, maka secara otomatis kita akanmelakukan request ke in house sayung gunanmemenuhi kebutuhan tersebut
Budi Erwanto : Apakah hanya sistem saja pak, selain itu ada apa lagimungkin?

Bapak IA : Kalau selain kita menggunakan cara manual mas,pengendalian nya kita dengan cara stok opnamedisetiap akhir sift nya atau kita menggunakan yangnamanya penghitungan kitting manual oleh operatorjoker yang bertugas untuk merekap komponen yangsudah di drop dari in house sayung ke line produksi,seperti itu
Budi Erwanto : Untuk Stok tadi kan ada stock opname ya pak? Lha itubiasanya dilakukan kapan, maksudnya dilakukanbeberapa bulan atau tahun sekali pak, atau gimana?
Bapak IA : Kalau stock opname sendiri itu setiap akhir sift operatorjoker itu pasti merekap stock yang ada di tempat lineproduksi guna untuk mengendalikan komponentersebut agar tidak over dan mengendalikan agarkomponen tersebut tidak minus ketika akan digunakan,tapi untuk secara all keseluruhan all komponen itu kantidak mungkin dilakukan pada tiap harinya mas, jadiuntuk per tiap harinya itu kita cuman sample beberapaitem, namun untuk keseluruhannya kita biasanya satubulan sekali untuk melakukan stock opnamepenghitungan all komponen tersebut.
Budi Erwanto : Berarti satu bulan sekali ya pak?Bapak IA : Iya satu bulan sekali mas.Budi Erwanto : Pak itu kan penjelasan mengenai pengendalian internal
ya pak, lha itu tujuan dilakukan adanya pengendaliantersebut ituagar bagaimana ya pak?
Bapak IA : Tujuan pengendalian komponen itu setahu saya sepertiini mas Misal katakanlah line produksi membutuhkan1000 item untuk 1000 unit. Nah...dilakukanpengendalian tersebut agar line produksi itu tidakpenuh oleh komponen-komponen yang tidakdigunakan, Misal kita hanya butuh 1000 untuk 1000unit maka kita akan melakukan request 1000 danpengendalian itu adalah gudang in house sayung atausuplier itu hanya mengedrop sejumlah 1000, jadi kitatidak over material dan kita tidak minus material padabagian-bagian tersebut misal in house sayung dansuplier maka kita perlu pengendalian
Budi Erwanto : Oh berarti hanya beberapa kayak barang yangdibutuhkan misal jumlahnya segini gitu, baru didropkan disitu, diarea tempat komponen produski tersebut.
Bapak IA : Iya masBudi Erwanto : Lha kalau misal pada kayak bagian job, untuk jobnya
bapak tersebut itu kan diproduksi ya pak, itupengendalian internalnya bagaimana pak?
Bapak IA : Pengendalian internalnya ya seperti tadi mas, Misal kitalewat Request dari joker kemudian dikirimkan ke

bagian tertentu, misal katakanlah gudang sayung tadi ,gudang sayung nanti mengedrop barang membawaTransfer posting dan transfer posting itu nanti kita olahdari joker ke administrasi dan melakukan plac inpemotongan stock dari tempat gudang menuju ke lineproduksi.
Budi Erwanto : Pak kan gini ya...untuk pengendalian internal kan adakayak beberapa unsur yang berkaitan ya pak, itu adaStruktur organisasi dari masing-masing job ibubagaimana pak?
Bapak IA : Kalau struktur organisasi sudah terbentuk mas, setahusaya sudah jalan sebagaimana mestinya, misalkatakanlah kita ambil dari tengah-tengah itu dibagiankepala bagian yang kita ambil pada kepala bagianmesin cuci itu sudah ada, kemudian turun kesupervisior sudah ada, kemudian turun ke planer yangbertugas membuat plaining misal hari ini kita membuat2000 mesin cuci tipe A 500, tipe B 500, tipe C 500,dan tipe D 500, nanti akan diolah oleh planer kemudianturun ke material kontrol, material kontrol nanti akanturun ke leader joker dan leader produksitugasnyaadalah tujuan dari tersebut adalah agar leader jokermempersiapkan material yang digunakan, dan leaderproduksi mempersiapkan area produksi agar siapdigunakan untuk memproduksi tipe-tipe mesin cucitersebut yang dari A,B,C,D tersebut.
Budi Erwanto : Oh, berarti dari masing-masingitu saling sudah adatanggungjawabnya masing-masing ya pak?
Bapak IA : Sudah ada mas, bahkan untuk leader joker itu nantiakan punya anak buah lagi yang namanya kittingfungsinya untuk penghitungan manual untuk stok yangada diarea produksi yang sudah di drop maupun yangakan digunakan untuk proses produksi.
Budi Erwanto : Lha untuk masing-masing yang bertanggungjawab padapersediaan komponen itu bagian apasaja ya pak?
Bapak IA : Kalau yang bertanggungjawab untuk komponentersebut bisa dikatakan semuanya mas, karenakomponen itu kan bukan hanya tanggungjawab darimaterial kontrol dan juga joker kitting, tapi semuaoperator yang baik ada di line maupun digudang,karena komponen itu ketika kita emmm...misalkatakanlah kita terjadi selisih di line produksi, makaproduksi pun juga harus bertanggungjawab untukmencari dan memproses bagaimana komponen tersebutbisa tidak ada atau bisa dikatakan minus, oleh karenaitu untuk tanggung jawabnya, kita keseluruhan ada

tanggungjawab untuk setiap komponen yang digunakanuntuk tiap-tiap orangnya.
Budi Erwanto : Dan yang selanjutnya dari Unsur tadi kan ada Sstem,wewenang dan prosedur pencatatan ya pak, itubagaimana pak?
Bapak IA : Kalau sistem wewenang itu setahu saya ada di leaderjoker sebagai leader yang bertanggung jawab untuk allkomponen, kalau untuk sistem pencatatan itu dioperator kitting terlebih dahulu, karena interaksi antarapengedropan, pe request an komponen itu dilakukanoleh operator joker kitting dibawah leader komponen,jadi untuk proses wewenangnya ada di leaderkomponen selaku pemegang komponen, kemudianuntuk sistem pencatatannya ada dioperator jokerkitting, dengan panduan buku catatan stok dan bukupengedropan dari pihak-pihak yang terkait.
Budi Erwanto : Oh iya pak, dan yang selanjutnya itu ada praktekpelaksanaan, tugas dan fungsi di setiap unit organisasi.Lha itu bagaimana pak?
Bapak IA : Kalau pelaksanaan dilapangan kita sudah bagus, kitasudah ada leader komponen sendiri, kemudian leadermaintenance sendiri itu tugasnya sama yaitu masing-masing leader membawai yang namanya tunas atau bisadikatakan organisasi, dan tunas-tunas tersebut nantinyaakan berkembang dikelola dengan leader-leadertersebut agar bisa melakukan tugasnya masing-masing.Misal katakanlah komponen fokus dikomponen,mencakup stok opname stok barang, plus minus,pengendalian material agar tidak over, kemudiandiTunas produksi nanti pengendaliannya bagaimanamencakup, mencapai output mesin cuci yang sudahdiplaning kan untuk bisa mencapai hasil yang baik,baik dari kuantitas dan kualitasnya. Kemudian dariTunas maintanance atau perbaikan mesin fokuas padamesin-mesin tersebut siap digunakan untuk prosesproduksi dan tidak mengalami problem eror saat prosesproduksi, sehingga mengakibatkan proses produksiharus berhenti, jadi saya rasa sudah bagus,kesinambungan antara Tunas-Tunas atau organisasi-organisasi yang sudah terbentuk tersebut.
Budi Erwanto : Dan yang selanjutnya pak, Karyawan sesuai dengantanggungjawabnya itu bagaimana pak?
Bapak IA : Kalau tanggungjawab karyawan kita sesuai WI ataubiasa yang disebut dalam manufaktur itu WorkIntruction, jadi misal katakanlah operator A ataukaryawan A melakukan job 8x screw unit maka diahanya melakukan 8 screw unit itu, tugas dan tanggung

jawabnya hanya melakukan 8 screw unit besertatanggungjawab komponen-komponen yang berkaituntuk operator A tersebut, nanti operator B beda lagimisal katakanlah proses packaging maka dia hanyamelakukan proses packaging dan tidak melakukanproses-proses yang lain, jadi untuk tugasnya kita nantipatokan kepada Work Intruction, sedangkan untukpelatihan-pelatihan nya nanti kita akan gunakan TWIatau Tecnical Work Instruction yang kita sering dengansebut dimanufaktur itu Training. Jadi sebelum operatortersebut kita lepas di line produksi atau dibagiankomponen atau di mantainance itu kita akan lakukanTraining Work Instruction agar operator tersebut bisapaham dan mengerti apa dan apa yang harusdipersiapkan dia pada job nya tersebut.
Budi Erwanto : Baik pak, untuk pertanyaan yang selanjutnya ituBagaimana prosedur pengendalian persediaan bahanbaku komponen mesin cuci yang ada di PT. HIT ini?
Bapak IA : Kalau prosedurnya sendiri kita lebih...itu ya, fokus diPIC nya karena PIC itu kan yang memegang kendalikeseluruhan dari planing yang ada di PT HIT Polytron,misal beliau menginginkan 100 ribu tipe mesin cucisekian, Nah..! beliau akan melakukan proses yangnamanya Request ke suplier ke gudang in house sayungmaupun ke bagian-bagian yang terkait dengan mesincuci Tipe A tersebut. Nah...! Untuk prosedurnya sendirinanti itu akan ada yang namanya komponen masuk,komponen di request dari PT. HIT Sayung ke suplier,kemudian suplier nanti akan melakukan prosespengedropan yang nanti akan diterima oleh QAReceiving, nanti pihak QA Receiving itu tersebutbertugas untuk membongkar, menghitung danmengecek all komponen, setelah itu nanti akan disample oleh QA, QA sampling yaitu memastikan agarbarang yang didrop dari suplier atau dari manufakturluar untuk PT. HIT itu bener-bener berkualitas bagusdan layak pakai untuk mesin cuci atau bagian yang lainpada produksi PT. HIT tersebut. Nah setelah QAsampling mengecek dan hasilnya oke maka QA akanmelakukan proses yang namanya itu, aaaa...Acc untuksegera dilakukan ke in house yang disayung, dalam artiyang disini itu gudang mesin cuci atau yang lebihdikenal Gudang AC karena tempat gudangnya ituadalah menjadi satu dengan komponen-komponen ACmaka disebut Gudang AC untuk Gedung tersebut.Nah..! untuk Gudang AC akan melakukan input stokmisal katakanlah kedatangan tipe sekian untuk mesin

cuci sekian dan jumlah sekian. Nah ! dari prosestersebut nanti akan masuk ke sistem yang namanyasistem SAP atau Sistem Andalan Polytron, baru nantiPIC akan tahu Oh..barang ini sudah ada, barang inisudah ada maka untuk 100 ribu mesin cuci yang akandiproduksi komponen tersebut sudah ada. Lah..! barudari proses produksi melakukan proses yang namanyaaa...request secara berkala atau request timing, misalkatakanlah dia butuh 5000 untuk 1 jam maka dia hanyaminta 5000 dalam 1 jam, agar tidak terjadi overproduksi didalam line produksi. Jadi pengedropan nyaitu dilakukan secara berkala agar prosedur tetep jalandan proses produksi tidak terhambat.
Budi Erwanto : Pak dari prosedur tadi kan sudah dijelaskan, kalaumisal bisa dijelakan lebih singkatnya untuk alur dibagian mesin cuci ini pada komponen itu bagaimanapak?
Bapak IA : Oh berarti komponen yang belum sampai ke proses lineproduksi itu yang dimaksud?
Budi Erwanto : Iya pak.Bapak IA : Nah kalau proses sebelum masuk ke proses line
produksi seperti tadi mas, PIC selaku planer utama PT.HIT aaa..memplaningkan untuk sekian mesin cuci atauproduksi yang lain, dan melakukan request ke suplier.Suplier ngirim diterima di Gudang receiving selakupihak pembongkaran, penegecekan all komponen,kemudian di cek oleh QA sampling. QA samplingkalau hasilnya oke nanti akan masuk ke Gudangkomponen atau gudang in house Sayung kalau rijectnanti akan masuk ke QA send back untuk proses PKMdi klaim kan ke suplier, lah..baru nanti kalau sudahmasuk ke gudang komponen nanti akan dipecah untukproses masuk ke proses gudang kitting. Gudang kittingitu diarea produksi sudah. Lah.. kalau sudah masuk digudang kitting nanti akan didrop ke line produksi. Jadialurnya dari kayak suplier dan lain-lain itu ditampungdulu digudang semua baru nanti kalau kita planproduksi dibutuhkan, maka kita akan melakukan prosespermintaan proses barang tersebut untuk dikirim secaraberkala agar tujuan nya tidak menjadikan overkomponen di line produksi.Jadi line produksi bisa untuk kerapiannya tetap terjagauntuk meningkatkan kuantitas dan kualitas barang-barang yang diproduksi di PT HIT Polytron ini .
Budi Erwanto : Untuk pertanyaan yang selanjutnya ya pak, Bagaimanakendala yang dihadapi PT HIT pada bagian mesin cuciselama ini atas sistem persediaan komponen?

Bapak IA : Nah..!! kalau kendala, hambatan, itu kita lebih sering diHuman eror mas. Jadi yang saya maksud itu misalkatakanlahkita membutuhkan 1000komponen Tipe Auntuk mesin cuci Tipe sekian. Nah! Sebelum barangtersebut di drop 1000 kita sudah input dulu untuk 1000nya itu, jadi misal katakanlah gudang baru ngedrop 700tapi kita sudah TP seribu jadi kita line produksi akanminus 300, Nah..yang seharusnya itu kan pengedropandisertai TP. Namun kendalanya kita adalahkeseringannya kita itu barang di drop dulu baru TP nyanyusul karena line produksi sendiri tidak mungkinkomponen hanya sekedar menunggu TP yaitu kita lebihseringnya human erornya masukkan stok yang salahdan yang ke dua kemungkinan human eror yang keduaitu barang riject yang ditemukan di line produksi itutidak masuk proses PKR dan PKM.PKR sendiri itu rusak karena riject produksi, sedangaknPKM itu rusak karena proses pengedropan nya yangtidak tepat dari suplier . seperti itu mas...
Budi Erwanto : Lha itu untuk proses PKR dan PKM itu tadi ndak adakayak dokumennya, misal untuk perlakuannya?
Bapak IA : Seharusnya ada mas, itu ada form PKR dan PKM untukdokumennya sendiri itu ada di administrasi yang bagianpengelolaan komponen barang riject itu adaadministrasi lapangan kita menyebutnya ya... Namunoperator line produksi maupun operator kitting ituketika ada barang yang harusnya masuk ke area PKRdan PKM lebih sering disepelekan, Nah..! humanerornya kita bagaimana menumbuhkan kesadarannyakita masih sulit. Yang mana kedua ketika barangtersebut sudah tidak bisa digunakan dan bisa dimodif,katakanlah barang itu riject tapi bisa dimodifikasitertentu, maka kita akan modif...padahal seharusnya itumasuk dalam barang PKM agar masuk stok PKM, Nahitu yang membuat kita sering ada semacam selisih stoknya tersebut.
Budi Erwanto : Tadi kan bapak bilang untuk kendalanya terjadi dihuman eror ya pak, berarti kesalahan dimanusianya,Lah berarti kan masuk karyawan, pada pertanyaan tadidipengendalian intrn itu bahwa karyawan sesuaitanggungjawabnya, lah kalau terjadi seperti itu berartibagaimana pak?
Bapak IA : Nah kalau itu sendiri, bagaimana ya mas, kalau kita kankerjanya dua sift. Nah kalau kita sift malem kanseringnya operator ngantuk ya, karena kita kan malamyang seharusnya jambuat istirahat jadi kita ndak bisasecara murni menitikberatkan kesalahan kepada

operator ya, karena kita sendiri punya yang namanyasistem SAP tadi yang harusnya sudah motong secaraotomatis namun ternyata ketika ada update per 24 jamsekali itu akan ada yang namanya restart otomatis, Nahitu ketika restart otomatis itu sistem yang belum disaveitu akan secara otomatis masuk ke administrasi, masihsecara global. Jadi katakanlah barang tersebut yangseperti tadi saya bilang itu harus didrop 1000 tapi hanya700, tapi TP nya sudah 1000. Nah berarti itu otomatisakan masuk SAP 1000 motong stok sejumlah 1000seperti itu.
Budi Erwanto : Baik pak, Selanjutnya pak Bagaimana Upaya yangdilakukan PT. HIT dalam meminimalisir kesalahanpersediaan komponen pak?
Bapak IA : Kalau upaya yang dilakukan kita lebih sering di stockopname, karena tidak ada pilihan lain kalau kita tidakstock opname kita tidak tahu stock terakhir komponen-komponen tersebut yang nantinya akan minus, akanplus atau akan over. Jadi pengendaliannya kita, upayakita, menekan agar tidak terjadi over komponen minuskomponen atau plus komponen itu ya kita harus stockopname, kita auto all komponen kita hitung semuauntuk memastikan jumlahnya dan untuk mencocokkandengan dengan stok yang kita punya di komputer agarketika kita produksi barang tersebut sudah benar-benarsiap , benar-benar ready dan tidak terjadi problemkomponen kurang pada saat proses produksi.
Budi Erwanto : Pak saya mau tahu kalau untuk dokumen yang ada padapersediaan komponen tadi ada apa saja ya pak?
Bapak IA : Kalau seperti PKR , PKM itu ada yang namanya partitem , part item itu nama komponen nya mas, misalkatakanlah Bottom W19, Bottow W16, Bottom W08,Top Cabinet W19, Top Cabinet W08 7kg seperti itu,kemudian nanti ada yang namanya nomor gudang,nomor gudang itu adalah nomor untuk identitas tiap-tiap item tersebut, misal ya seperti tadi Bottom itunomor gudangnya apa? nanti Bottom W19 nomorgudangnya apa? Nomor gudang Body atau Top CabinetW08 itu beda semua, fungsinya untuk melacak stoknyadan letaknya dimana?Kemudian setelah nomor gudang itu ada yang namanyaQty, Qty itu kuantiti, fungsinya untuk menghitungsecara keseluruhan agar lebih mudah untuk per box .karena kalau kita hitung satu-satu itu pasti sulit, jadikita global untuk drop nya, dropnya itu nanti akan lihatsalah satu packaging nya itu berapa 50. Katakanlahberarti kits tinggal itung global kali sekian kali sekian,

Nah kemudian tanggal penerimaan nanti juga ada diform nya tersebut, di form dokumen semacam PKRatau PKM atau yang lainnya itu tanggal penerimaan,tanggal penerimaan itu fungsinya untuk melacak darimesin berapa? Dari tanggal berapa? Dari suplier apa?Yang ngirim ditanggal tersebut yang ditemukan banyakriject nya itu
Budi Erwanto : Pak itu disini tadi pakainya Sistem SAP, lah darijalannya atau kerjanya sistem sendiri tersebut itubagaimana pak?
Bapak IA : Kalau SAP secara sistem itu bisa diakses ketika sudahmasuk kegudang in house Sayung ya, jadi kalau barangtersebut dinyatakan oleh QA sampling tadi itu Rijectatau kualitasnya tidak memenuhi standar SNI dia akanditolak dan tidak masuk ke SAP, tapi kalau statusnyasudah oke maka barang tersebut yang sudah diterima diPT. HIT otomatis akan masuk ke stok gudang, dan stokgudang akan diupdate kesistem SAP jadi untukproduksi sendiri, maupun gudang, maupun PIC yanglain itu bisa mengakses barang tersebut ada sekian dancukup untuk membuat mesin cuci tipe sekian, sepertiitu..agar ketika ditengah jalan tidak minus komponen Aatau komponen B saat proses produksi mesin cuci tipesekian.
Budi Erwanto : Lha itu yang bisa mengaksesSistem SAP tadisemuanya, setiap karyawan disini itu bagaimana pak?
Bapak IA : Kalau yang bisa mengakses itu hanya orang-orangtertentu mas, misal katakanlah kalau kita lihat daribawah hanya leader joker, leader komponen, materialkontro, PIC, supervisor, Kabag, dan keatas itu bisasemua, karena itu menggunakan log in dan passwordtertentu. Jadi tidak asal karyawan bisa buka untuksistem SAP tersebut.
Budi Erwanto : Baik pak mungkin sudah cukup, dan Terimakasih.Bapak IA : Iya sama-sama mas.

Lampiran5
BUKTI PENCATATAN PENGEDROPAN BARANG


Lampiran6
DOKUMEN SERAH TERIMA BARANG


Lampiran 7
DOKUMEN WAWANCARA
Related Documents











