Aluminiumschweißen: MIG, Puls-MIG, Doppelimpuls-MIG VERSION 1.1 1 / 2002.12

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Aluminiumschweißen:MIG, Puls-MIG, Doppelimpuls-MIG
VERSION 1.11 / 2002.12

MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen
• Inertgase für das Aluminiumschweißen sind Argon und Helium• Gasgemische aus Argon und Helium werden ebenfalls verwendet
Vorteile: Nachteile:
- Hohe Produktivität - Drahtzufuhrstörungen- Schweißen in allen Positionen - Wetterempfindlich- Leicht zu Schweißen - Porositätsgefahr- Einfachere Mechanisierung - Probleme bei Schweißstart und -ende
2 / 2002.12

Beste SchweißqualitätMit PMT-Schweißbrenner wird die Porosität beim Alumi-niumschweißen durch neue technische Lösungen minimiert
Verbesserte Qualität des PMT-Brennerhalses• Bessere Kühlung von Gasdüse und Kontaktspitze
– Weniger Störungen während der Drahtzufuhr• Separater Gasschlauch vom Schnellanschluss zum Brennerhals
– Gasschlauch aus stoffverstärktem PVC-Material– Besserer Abschirmgasfluss
• Neuer Gasdiffusor im Schweißkopf– Laminarer Gasfluss gewährleistet
• Lange Kontaktspitze M8– Zuverlässige Stromübertragung von der Spitze in den Schweißdraht– Neue ALU-Stromdüsenreihe von Kemppi (Kennzeichen „A“)
Der Gasdiffusorbesteht aus hochtemperaturbeständigemMaterial
3 / 2002.12

Qualitativ hochwertige Drahtzufuhr für Edelstahl und Aluminium• Neue, zweiteilige Drahtleiter mit geschichteter Konstruktion (Durchm. 2,5/5,5 mm)
– Steife äußere Kunststoffschicht und mit Teflon beschichtete innere Schicht• Äußere Schicht aus steifem Kunststoff
– Der Drahtleiter bleibt gerade– Die biegsame innere Teflon-Schicht wird abgestützt– Keine Spiralstütze für die Drahtleiter wird benötigt
• Innere Schicht aus Teflon– Geringere Reibung bei der Drahtzufuhr
• Großer Öffnungsdurchmesser in den drahtleitern– Längere wartungsfreie Zeit
• Abschluss mit einer kurzen Teflonröhre– Beständig gegen die Hitze am Brennerkopf
Die neuen Kemppi-DrahtleiterStörungsfreie Drahtzufuhr mit neuer Konstruktionslösung
Der Teflondrahtleiter ist einaustauschbares Ersatzteil
4 / 2002.12
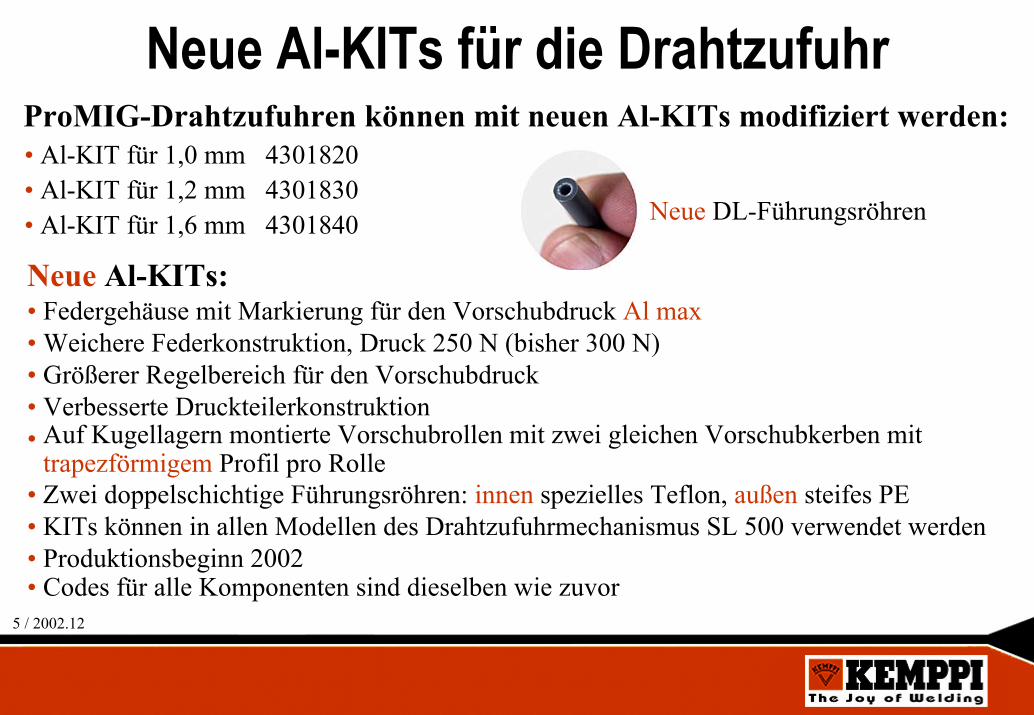
Neue Al-KITs für die Drahtzufuhr
Neue Al-KITs:• Federgehäuse mit Markierung für den Vorschubdruck Al max• Weichere Federkonstruktion, Druck 250 N (bisher 300 N) • Größerer Regelbereich für den Vorschubdruck• Verbesserte Druckteilerkonstruktion • Auf Kugellagern montierte Vorschubrollen mit zwei gleichen Vorschubkerben mit trapezförmigem Profil pro Rolle
• Zwei doppelschichtige Führungsröhren: innen spezielles Teflon, außen steifes PE• KITs können in allen Modellen des Drahtzufuhrmechanismus SL 500 verwendet werden • Produktionsbeginn 2002 • Codes für alle Komponenten sind dieselben wie zuvor
ProMIG-Drahtzufuhren können mit neuen Al-KITs modifiziert werden: • Al-KIT für 1,0 mm 4301820• Al-KIT für 1,2 mm 4301830• Al-KIT für 1,6 mm 4301840 Neue DL-Führungsröhren
5 / 2002.12

• Die standardmäßigen Vorschubrollen mit V-Kerbe werden durch Vorschubrollen mit Trapezkerben für das Aluminiumschweißen ersetzt
Neue Al-KITs für die Drahtzufuhr
• Rollen nicht zu fest anziehen - Bruchgefahr an der Oberfläche auf dem Draht• Empfehlung: Flüssigkeitsgekühlte 3 m- Brenner oder Push-Pull-Brenner für längere Strecken (6 bis 10 m)
Trapezförmiges Kerbenprofil
Code: Ø1,2 3142210 Ø1,6 3142200 Ø1,0 ist die Vorschubrolle mit V-Kerbe
- Kugellager - Zwei gleich große Kerben pro Rolle
6 / 2002.12

Neue Al-KITs für die Drahtzufuhr• Die Metall-Drahtführungsröhren und die alten Teflonröhren werden durch neue doppelschichtige DL-Teflonröhren (silber) für das Aluminium- schweißen (Ø 1,0 - 1,6 mm) ersetzt
• Neuer Druckregelungshebel
Der maximale Vorschub-druck für Aluminiumdrähteist angegeben
7 / 2002.12

Kemppi-Push-Pull-Brenner• Mit ATC™ (Active Trigger Control, aktive Tastersteuerung)
– Schweißparameter können am Taster ausgewählt und eingestelltwerden
• Zur Verwendung mit den Kemppi Pro Evolution 300, 501, 501L und 530Drahtvorschüben, sowie in Kombination mit der Regeleinheit RMP 10und der Synchronisiereinheit PROSYNC 50
• Auf der Digitalanzeige können Taster-
und Betriebsbereich für das Schweißen
leicht abgelesen werden
8 / 2002.12
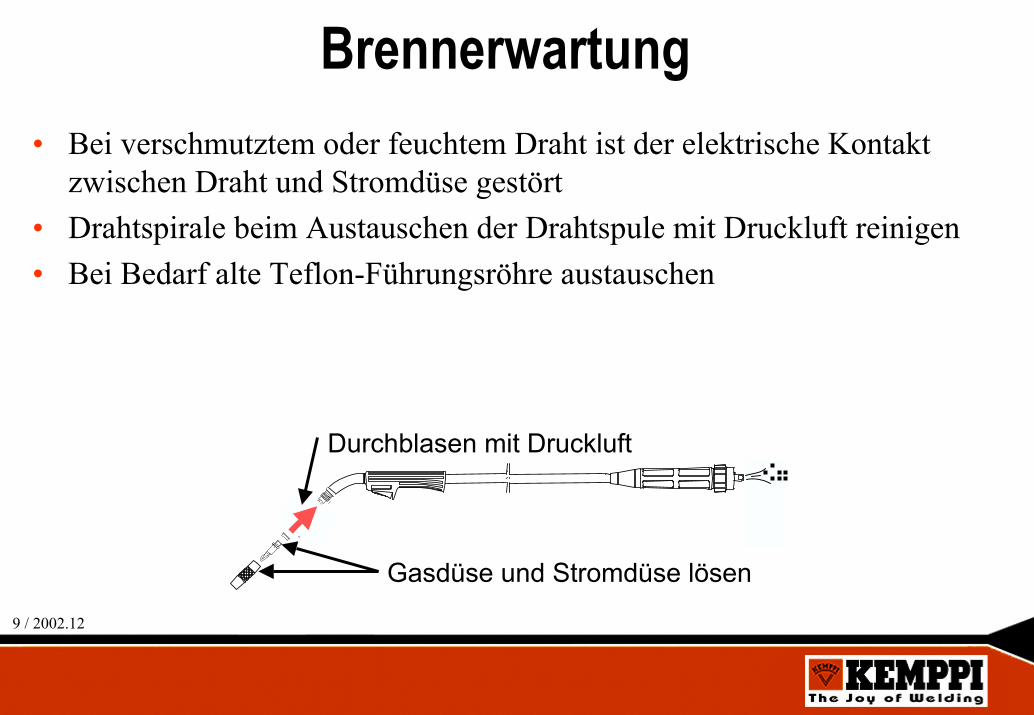
Brennerwartung• Bei verschmutztem oder feuchtem Draht ist der elektrische Kontakt
zwischen Draht und Stromdüse gestört• Drahtspirale beim Austauschen der Drahtspule mit Druckluft reinigen• Bei Bedarf alte Teflon-Führungsröhre austauschen
Gasdüse und Stromdüse lösen
Durchblasen mit Druckluft
9 / 2002.12
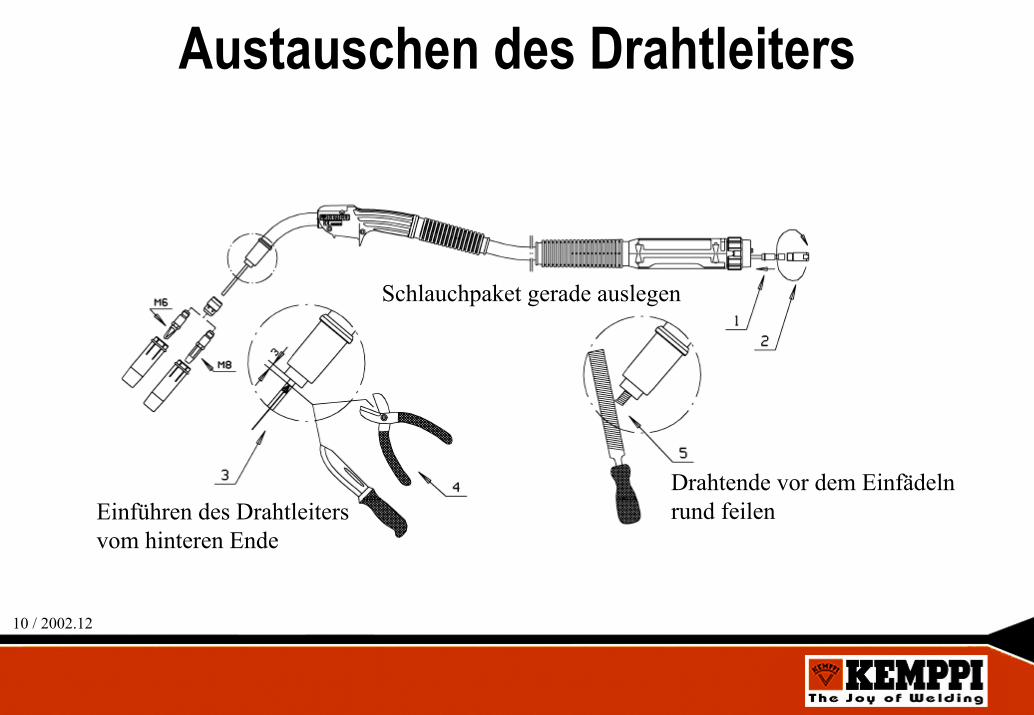
Austauschen des Drahtleiters
Drahtende vor dem Einfädelnrund feilen
Schlauchpaket gerade auslegen
Einführen des Drahtleitersvom hinteren Ende
10 / 2002.12

Gasfluss
0 100 200 300 400
24
22
20
18
16
14Strom-stärke (A)
12
l/min26
Argon l/min34
32
30
28
26
24Strom-stärke (A)22
Argon 50 % + Helium 50 %
0 100 200 300 40011 / 2002.12

Durchdringung• Häufigstes Gas beim Aluminiumschweißen• Lichtbogen ist stabil• Kostengünstiger
• Bleche über 8 mm Dicke• Weniger Vorwärmen erforderlich• Erhöhte Schweißgeschwindigkeit
• Bleche über 12 mm Dicke• Weniger Vorwärmen erforderlich• Erhöhte Schweißgeschwindigkeit
HELIUM
ARGON + HELIUM
ARGON
12 / 2002.12

Argon- und Heliumgase• Die angegebenen Argon-Gasflusswerte sind falsch, wenn
Helium oder Argon-Helium-Gemische verwendet werden• Die physikalische Kapazität von Helium unterscheidet sich von
Argon• Die Flusswerte können mit Hilfe der folgenden Faktoren
korrigiert werden: Abschirmgas Korrekturfaktor75 % Ar + 25 % He 1,1450 % Ar + 50 % He 1,3525 % Ar + 75 % He 1,75 Reines Helium 3,16
13 / 2002.12

VorwärmenDas Vorwärmen wird bei einer Blechstärken von über 8,0 mm empfohlen:
• Gute Durchdringung und Schweißgeschwindigkeit werden sichergestellt
• Kleinere Werkstücke können in einem Ofen vorgewärmt werden
• Größere Werkstücke werden normalerweise mit Acetylen-Sauerstoff-Gemisch, Butanflamme usw. vorgewärmt
• Widerstandsheizung mit Hilfe einer Wärmedecke ist ebenfalls verbreitet14 / 2002.12

Beim Aluminiumschweißen der Brenner immer gerade oderleicht stechend führen
• Saubere Schweißnaht, kein Rauch an der Oberfläche
• Gute Gasabschirmung
• Bessere Nahtform
Brennerwinkel
Schleppend Neutral Stechend
Schweißrichtung
60 bis 80°
15 / 2002.12

Länge der hervorstehenden Drahtspitze Die Stromstärke ändert sich je nach der Länge der hervorstehenden Spitze,
jedoch bleiben Drahtzufuhrgeschwindigkeit und Lichtbogenspannung gleich.
Drahtvorschub: 10,9 m/minDraht: AlMg5, 1,2 mm
3010
Zu lang Zu kurz
Stick-OutLänge 20
Richtig
190 A 205 A 240 A16 / 2002.12

Länge der hervorstehenden DrahtspitzeStick-Out zu lang: Stick-Out zu kurz:• Schlechte Gasabschirmung• Instabiler Lichtbogen• Schlechte Durchdringung• Verformung des Schweißprofils
• Drahtzufuhrstörungen• Brennerüberhitzung• Gasfluss-Störungen• Schlechte Sicht
•• Die richtige Länge für die hervorstehende Drahtspitze beträgt bei hohen Parametern 15 x Drahtdurchmesser (mm) und bei niedrigen Parametern 10 bis 12 x Drahtdurchmesser (mm)
17 / 2002.12

Schrittweises SchweißenBeim „schrittweisen“ Schweißen wird die Schweißnaht zweimalgeschmolzen, und Gase haben mehr Zeit, aus dem Schweißbad zu entweichen
• Geringere Porosität• Bessere Gasabschirmung und weniger Oberflächenoxidation• Optisch bessere Schweißnaht
•Schrittweises Schweißen bei Blechen > 4,0 mm•Schrittlänge 2,0 bis 4,0 mm•Bei umgekehrter Bewegungsrichtung halbe Schrittlänge 45°
18 / 2002.12

Puls-MIG• Während der Impulsdauer steigt die Stromstärke in den Bereich des
Sprühlichtbogens
• Mit jedem Impuls wird ein kleiner Tropfen Draht in das Schweißbadübertragen
• Die Anzahl der Impulse ist bei verschiedenen Frequenzen (30 bis300 Hz) unterschiedlich
• Der Lichtbogen brennt ohne Kurzschlüsse kontinuierlich, und dieOberfläche des Ausgangsmaterials wird gereinigt
19 / 2002.12

Puls-MIG
time ( ms )
Pulse peak current
Transition current
Globular transfer current range
Background current range
1
2
3
4
5
1 3 4 52
Stromstärke
20 / 2002.12

Puls-MIGVorteile:
• Ungestörter Lichtbogen ohne Kurzschlüsse - Optisch ansprechenderer Schweißnaht - Spritzerfreie Schweißnaht
• Geringe Wärmezufuhr- Minimierte Verzug
• Schweißgeschwindigkeit bis zu 35 % schneller als beiKurzschlussübertragung
• Schweißen in allen Positionen mit Sprühbogenübertragung21 / 2002.12

ImpulsspitzenregelungHohe Impulsspitzenstromstärke Niedrige Impulsspitzenstromstärke(1 bis 9) (-1 bis -9)- Schmaler Lichtbogen - Flache Durchdringung- Tiefe Durchdringung - I-Stoßfuge- Kehlnaht - Dünnere Bleche
Die 0-Position ist die Werkseinstellung(Standardkombination Draht und Gas )
HOCH NIEDRIG
22 / 2002.12

Synergetisches PulsprogrammSynergetisches Puls-MIG-Schweißen (1-Regler-MIG)• Alle Parameter werden über den Drehknopf für die Schweißleistung geregelt• Die richtigen Schweißparameter sind leichter und schneller zu finden• Problemloses Wiederholen derselben Parameter
U (V)
Drahtvorschub (m/min)
353025201510 5
3 6 9 12 15 18
Synergetische Kurve
Bogenlänge +/- Regelbereich
23 / 2002.12
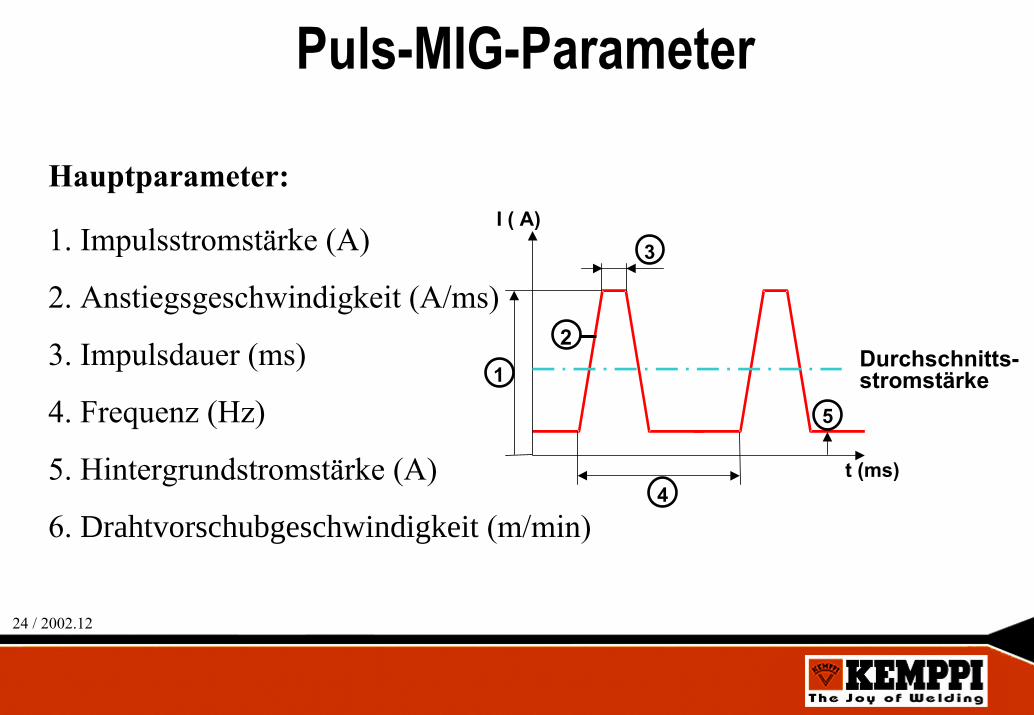
Puls-MIG-Parameter
Hauptparameter:
1. Impulsstromstärke (A)
2. Anstiegsgeschwindigkeit (A/ms)
3. Impulsdauer (ms)
4. Frequenz (Hz)
5. Hintergrundstromstärke (A)
6. Drahtvorschubgeschwindigkeit (m/min)
Durchschnitts-stromstärke
I ( A)
t (ms)
1
3
4
5
2
24 / 2002.12

Doppelimpuls-MIG• Puls-MIG-Schweißen mit wechselnden Doppelimpuls-MIG-Parametern
• In der Fabrik eingestellte Parameter sind für Doppelimpuls-MIG-Schweißen geeignet
• Amplitude der Drahtvorschubgeschwindigkeit verstellbar (eingestellte Leistung) (0,1 bis 2,5 m/min)
• Frequenz der Drahtvorschubgeschwindigkeit verstellbar (0,1 bis 3,0 Hz)
• Konstantes Impulsdauerverhältnis (Impulsdauer 30 %)
12 m/min
Zeit
Wechselnde Doppelimpulsleistung (schwarze Linie)
Wechselnde Drahtvorschubgeschwindigkeit (orangefarbene Linie)
8 m/min
Beispiel: Voreingestellter Drahtvorschub 10 m/min, Amplitude 2,0 m/min
25 / 2002.12
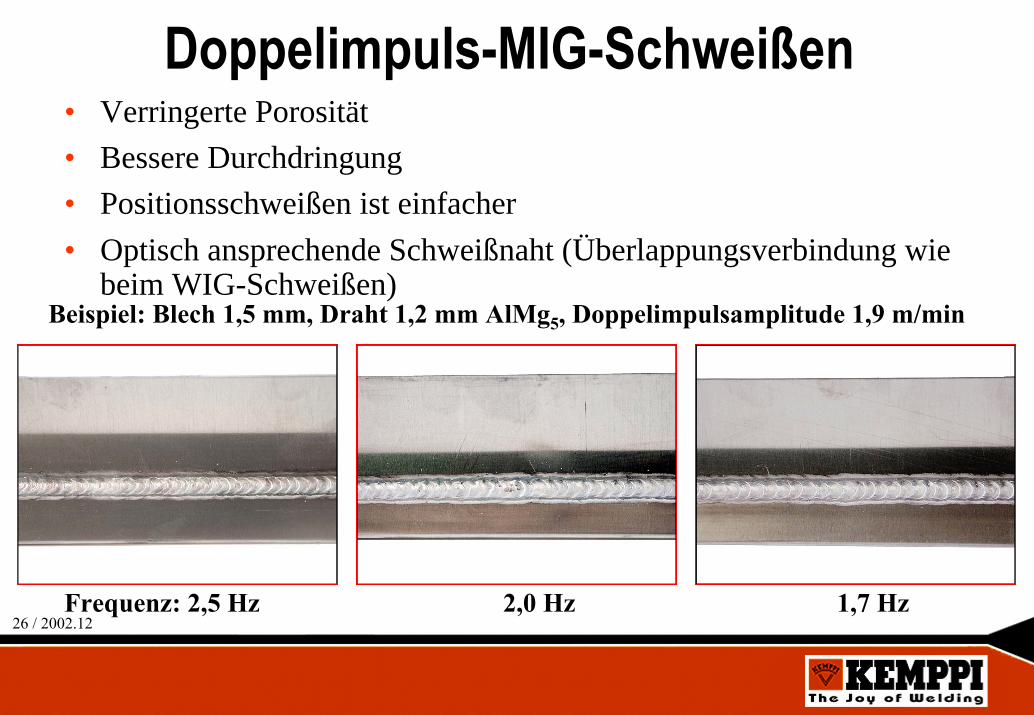
Doppelimpuls-MIG-Schweißen• Verringerte Porosität
• Bessere Durchdringung
• Positionsschweißen ist einfacher
• Optisch ansprechende Schweißnaht (Überlappungsverbindung wiebeim WIG-Schweißen)
Beispiel: Blech 1,5 mm, Draht 1,2 mm AlMg5, Doppelimpulsamplitude 1,9 m/min
Frequenz: 2,5 Hz 2,0 Hz 1,7 Hz26 / 2002.12

Aluminiumoxid• Das Aluminium-Ausgangsmaterial bildet immer eine Oxidschicht, wenn es mit Sauerstoff in Berührung kommt• Luft enthält 21 % Sauerstoff• Oxid regeneriert sich automatisch• Die dicksten Oxidschichten bilden sich auf AlMg5-Legierungen, AWS 5356 (Seewasser- Korrosionsbeständigkeit)• Bei eloxiertem Aluminium-Ausgangsmaterial muss diese Schicht vor dem Schweißen entfernt werden (5 mm von beiden Seiten der Schweißnaht)
Schmelzpunkt derOxidschicht 2050ºC
Schmelzpunkt des Aluminium-Ausgangsmaterials 550 bis 660ºC, je nach verwendeter Legierung
27 / 2002.12

Schweißwurzelvorbereitung• Für die Nahtvorbereitung sollte entweder eine Schneidscheibe oder eine Frässcheibe verwendet werden. • Die Oxidschicht sollte mit einer Edelstahlbürste oder einer mechanischen Bürste entfernt werden (30 mm von beiden Seiten der Naht). • Die Oberfläche des Aluminium muss trocken und frei von Öl, Staub und Verunreinigungen sein. Für diesen Zweck ist Aceton oder Ölentferner am besten geeignet. • Wenn eine Schleifmaschine verwendet wird, sollten die Schleifscheiben für Aluminiumarbeiten geeignet sein. • Nur elektrische Schleifmaschinen verwenden, da Druckluft-Schleifmaschinen eine Porositätsgefahr mit sich bringen (Öl in Luftleitungen).
Edelstahlbürste Sägeblatt
28 / 2002.12

Wurzelkanten• Beim Schweißen von I-Stößen ( I, U and V-Naht ) sollten scharfe Kanten mechanisch entfernt werden (Schleifen etc) .• Durch Entfernen der Ecken bekommt man eine fehlerfreie Wurzel.
Scharfe Wurzelkantenverursachen:
falsches Nahtprofil Poren Oxid-Einschlüsse Gefahr von Rissen
Gute Wurzelaus- ausbildung
keine Poren
Wurzelkanten wurdenvor dem Schweißen entfernt
Wurzelkanten wurden vor dem Schweißen nicht entfernt
2,0 mm1,0 mm

Fugentypen beim Aluminiumschweißen
• X-Kerbe • U-Kerbe
• Butt joint • V - groove
2- 4 mm
0- 1mmR4
60° - 90°
0 - 4 mm
2-6 mm
3 - 4 mm
0 - 2 mm
a
1 - 4 mm a = 0 - 2 mm4 - 16 mm a = 0 - 3 mm 1 - 16 mm
> 10 mm
10°70° - 90°
> 10 mm> 10 mm
30 / 2002.12

Produktivität
Puls-MIG und AC-WIG• IN DEN DREI FOLGENDEN BEISPIELEN WERDEN
PULS-MIG UND AC-WIG IM HINBLICK AUFSCHWEISSGESCHWINDIGKEIT UND WÄRMEZUFUHRMITEINANDER VERGLICHEN
• IN DIESEM VERGLEICH FINDEN SICH DREI TYPISCHEALUMINIUM-SCHWEISSANWENDUNGEN
31 / 2002.12

Produktivität1. Aluminiumbleche 2,0 mm, I-Stoßfuge, PA (flache) Position
AC-WIG: Schweißgeschwindigkeit = 20 cm/minPuls-MIG: Schweißgeschwindigkeit = 60 cm/min
In dieser Anwendung ist Puls-MIG 3-mal schneller als AC-WIG.
2,62 kJ/cm 1,30 kJ/cm32 / 2002.12

Produktivität2. Aluminiumbleche 3,0 mm, Kehlnaht, PF (vertikal nach oben)
AC-WIG: Schweißgeschwindigkeit = 12 cm/minPuls-MIG: Schweißgeschwindigkeit = 42 cm/min
In dieser Anwendung ist Puls-MIG 3,5-mal schneller als AC-WIG.
6,9 kJ/cm 3,5 kJ/cm33 / 2002.12

Produktivität3. Aluminiumbleche 5,0 mm, Kehlnaht, PB (flache) Position
AC-WIG: Schweißgeschwindigkeit = 10 cm/minPuls-MIG: Schweißgeschwindigkeit = 46 cm/min
In dieser Anwendung ist Puls-MIG 4,5-mal schneller als AC-WIG.
13,5 kJ/cm 4,89 kJ/cm34 / 2002.12

FehlerPoröse Schweißnaht• Draht bzw. Ausgangsmaterial alt oder verschmutzt• Abschirmgas qualitativ schlecht oder verunreinigt• Schweißtechnik bzw. Parameter falsch• Luftfeuchtigkeit
Wärmerissbildung• Zu starke Wärmezufuhr• Draht bzw. Ausgangsmaterial nicht geeignet• Ausgangsmaterial verunreinigt
35 / 2002.12

FehlerRauch auf der Schweißnahtoberfläche• Brennerwinkel falsch• Zu lange hervorstehendes Drahtende• Gasabschirmung unzureichend• Schweißrichtung falsch
Fehlende Verschmelzung• Schweißparameter bzw. Drahtdurchmesser zu klein• Kein Vorwärmen• Falsche Technik beim Start
36 / 2002.12
Related Documents











