._IP/ PURl ICA, Ir)N B4-58 225 p HC ,_I.'./_F _I LSCL 21h ULci _ G3/lU i:__':I Alternate Nozzle Ablative Materials Pro.,ram N. A. k,mmel # #__;##_ ._-. September1, 1984 _1_. #__. Preparedfor NASA MarshallSpace FlightCenter throughan agreementwith National Aeronauticsand Space Administration _, by ;i Jet Prol;ulslon Laboratory Califcrnia Institute ofTechnology Pasadena,California ,_ | https://ntrs.nasa.gov/search.jsp?R=19850015613 2018-08-13T04:38:57+00:00Z

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

._IP/ PURl ICA, Ir)N B4-58
225 p HC ,_I.'./_F_I LSCL 21hULci _
G3/lU i:__':I
Alternate Nozzle Ablative MaterialsPro.,ram
N. A. k,mmel
#
#__;##_ ._-.
September1, 1984 _1_. #__.Preparedfor
NASA MarshallSpace FlightCenter
throughan agreementwithNationalAeronauticsand Space Administration _,
by ;i
Jet Prol;ulslon LaboratoryCalifcrnia Instituteof TechnologyPasadena,California ,_
|
1985015613
https://ntrs.nasa.gov/search.jsp?R=19850015613 2018-08-13T04:38:57+00:00Z

JPL PUBLICATION 84-58
Alternate Nozzle Ablative MaterialsProgram
N. A. Kimmel
: September 1, 1984..t
Prepared for
: NASA Marshall Space Flight Centerthroughan agreement with
Natlonsl Aeronautics and Space Administration
by
_ Jet Propulslor, LaboratoryCalifornia In_t_tL,teof TechnologyPasadena, Cali;omia
't
1985015613-002

The research described in this publication was carried out by Morton Thiokol, Inc.,; Wasatch Division, and the Jet Propulsion Laboratory, California !nstitute of Tech- :
nology, and was sponsored by the NASA George C. Marshall Space Flight Centerthrough an agreement with the National Aeronautics and Space Admimstrat_on.
|
• j
1985015613-003

FORE,._OR.n
I
' The work described in this document was performed by Morton Thiokol,
Inc./Wasatch Division (MTI/WD) under National Aeronautic_ and .Space Adminis-
• tration, George C. Marshall Space Flight Center (NASA-MSFC) Contract No.
NAS8-30490, and by the Jet Propulsion Laboratory (JPL), California Institute
of Technology, by agreement with the National Aeronautics and Space Adminis-
tration under Contract No. NAS7-918. NASA-MSFC, ]PL, and MTI/WD initiated a
joint subscale noTzle te_t program to evaluate erosion, char, and thermal
performance of polyacrylonitrile (PAN)-based and pitch-based carbon cloth-
phenolic ablativematerials; ceramic fiber mat-phenolic and E-glass fiber mat-
phenolic insulator materials; and, a PAN-based carbon fiber-epoxy filament
wound str,cturaloverwrap material.
A 9.5-inch throat diameter subscale Space Shuttle Solid Rocket Motor
(SRM) nozzle assembly was designed by MTI/WD and NASA-MSFC. A iO,O00-1b pro- |!
pellant subscale reusable test motor was designed by JPL. Four _tor-nozzle !
tests were performed by JPL. The test nozzles were evaluated by MTI/WD.
Conclusions and recommendations were made by MTI/WD and NASA-MSFC. Test |I
reports, which include summary evaluations and analyses, anJ conclusions and
recommendations,were provided by MTI/WD. The reports are included, without
change, as Appendices A, B, C, and D of this report. Finally, JPL wrote and
published this final report. ',J
The Technical Director and Program Manager for this SRM alter,ate
material evaluation program was Mr. James W. Thomas, Jr., of NASA-MSFC. The
Task Manager of the MTI/WD effort was Mr. George E. Nichols. The Task Manager
for the JPL work was Mr. Floyd A. Anderson.
iii
1985015G13-004

ABSTRACT
• Under a NASA-MSFCfunded program, four subscale solid rocket motor
tests were conducted successfully by JPL to evaluate alternate nozzle
liner, insulation, and exit cone structural LJerwrap components for possible
application to the Space Shuttle Solid Rocket Motor (SRM) nozzle assembly.
The lO,O00-1b propellant motor tests each simulated, as close as practical,
the configuration and operational environment of the full-scale SRM, and had
,.j _ 9.5-inch initial nozzle throat diameter, (2) an operating time of
approximately 32 s, (3) an average operating chamber pressure of approximately
. 650 psia, (4) a _urning rate of 0.340 in./s at 650 psia and /7°F, and (5) an
average thrust of approximately 75,000 Ibf. Fifteen PAN-based and three
pitch-based carbon-phenolic nozzle liner materials were evaluated; three
P_-based materials had no filler in the phenolic resin, four PAN-based
materials had carbon microballoons in the resin, and the rest of the
materials had carbon powder in the resin. Three nozzle insulation mate- i
rials were evaluated; an aluminum oxide-silicon oxide ceramic fiber mat-
phenolic material with no resin filler, and two E-glass fiber mat-phenolic i!
materials with no resin filler. Also, one PAN-based carbon fiber-epoxy
material was evaluated for the structural exit cone overwrap. It was con-
cluded by MTI/WD (the fabricator and evaluator of the t_st nozzles) and
NASA-MSFC that it was possible to design an alternate-material full-scale
SRM nozzle assembly, which could provide an estimated 360-Ib increased pay-
load capability for Space Shuttle launches over that obLainable with the
current qualified SRM design. It would use (1) PAN-based carbon-phenolic
material in the throat region, (2) lightweight PAN-based carbcn cloth-phenolic
material for the aft exit cone, fixed housing, and cowl, {3) lightweight,_
"" " I P_E_DING PAGE BLANK NOtI' F'lrEMED
I v
1985015613-005

/ glass-phenolicmaterial for all insulatorcomponents,and (4) a PAN-based
graphitefiber-epoxyfilamentwound exit cone ovenvrap. Due to risks asso-)
ciatedwith the introductionof new materialswith relativelylimitedtest
data,and the Space TransportationSystem (STS)-8Anozzle erosion anonlaiy,
NASA-MSFCdecidednot to incorporatethe alternatematerialsin a full-scale
, SRM nozzle assemblyat this time. No additionalalternatematerialstests
are planned.
J_
+
vl
i
1985015613-006

_ CONTENTS
I. INTRODUCTION AND SUMMARY .......................................1
If. OBJECTIVES .....................................................5
A. PROGRAM ...................................................5
B. NOZZLE TEST NUMBER 1 ......................................5
C. NOZZLE TEST NUMBER 2 ......................................5
D. NOZZLE TEST NUMBER 3 ......................................5
; E NOZZL[ TEST NUMBER 4 6• ••••••moo•mole•e•••• • •moo•moo•oleo•m• •
",4 Ill NOZZLE MATERIAL DESCRIPTION 7• o •oo ooeooooe ooooeoooooaJoomeo•ooooooo
A. BASELINE MATERIALS ........................................8
_ 1 Ablative Liner Materials 8• o o o qp o• •or o B• • oom m oom • o • o• • at o • qp
2. Insulation or Structural Materials .................... 9}
B. ALTERNATE MATERIALS .......................................10
1. Ablative Liner Materials ..............................10
2 InsulationMaterials 16• • ooooeeooeooooeoleeeoeoooooooeeooo
3 Structural Material 16 --• mo••e•o•oeo•emoomooooooo•oomeo ••el •
IV. NOZZLE DESCRIPTION ............................................18
A. NOZZLE TEST NUMBER I ......................................18
B. NOZZLE TEST NUMBER 2 ......................................19
C NOZZLE TEST NUMBER 3 19, q, ooeoolooooo • ooooeeooooooopo4oooooooeÙoo
D. NOZZLE TEST NUMBER 4 ......................................19 I
IV, NOZZLE INSTRUMENTATION .........................................20
A. NOZZLE TEST NUMBER I ......................................20
vii
i
1985015613-007

CONTENTS (cont'd)
B. NOZZLE TEST NUMBER 2 ......................................20
C. NOZZLE TEST NUMBER 3 ......................................20
D. NOZZLE TEST NUMBER 4 ......................................21
, Vl. TEST CONDITIONS AND MOTOR PERFORMANCE .......................... 22
VII. NOZZLE PERFORMANCE PREDICTION ................................. 24
VIII. NOZZLE PERFORMANCE .............................................25
_' A. NOZZLE TEST NUMBER 1 ......................................25
' B NOZZLE TEST NUMBER 2 26_, • oeeoooeooooeooeeeoeoe oeooooeeooea_oeooo
C. NG_ZLE TEST NUMBER 3 ......................................27
" D. NOZZLZ TEST NUMBER 4 ......................................27
E. DATA SUMMARY AND ANALYSIS .................................28
!Y. CONCLUSIONS AND RECOMMENDATIONS ................................29
REFERENCES ............................................................31
APPENDICES .......................................................... 51
A. TEST NUMBER 1 STATIC TEST ANG ANALYSIS REPORT ............. 51
B. TEST NUMBER 2 STATIC TEST AND ANALYSIS REPORT ............. 95
> C. TEST NUMBER 3 STATIC TEST AND ANALYSIS REPORT .............133
D. TEST NUMBER 4 STATIC TEST AND ANALYSIS REPORT .............175
viii
1985015613-008

Figures
i. Subscal e Space Shuttl e Nozzle ................................ 33
2. N-I Nozzle Materials and Thermocouple Locations .............. 34
3, N-2 Nozzle Materials and Thermocouple Locations .............. 35
4 N-3 Nozzle Material s 36• momeoooeooeooemoomeosoemsoeomeoomoeemeoem
5 N-4 Nozzle Materials 37• oeoooeeoooeoeooeooooooeeeeeeeeooooooeoooo
6 Test N-3 Nuzzle Instrumentation 38• eeoemeoemomoieeoeo•eee.o,soeeo
7 Test N-4 Nozzle Instrumentation 39• ,ooeo ••am • e. o a• e• e• I•oo• , ••oee•
_i 8. Test Motor Assembly .......................................... 40
I 9 Predicted C_,amber Pressure-'ri Traces 41• me ................,......
ii i0. Test N-I Motor Pressure-Time Curve ........................... 42!
! 11. Test N-2 Motor Pressure-Time Curve ........................... 43
!
12. Test N-3 Motor Pressure-Time Curve ........................... 44
13. Test N-4 Motor Pressure-Time Curve ........................... 45
'J Tables
' I. Instrumentation Specifications for N-I and N-2 Motors• 46 .eem•mm•
2. Instrumentation Specifications for N-3 Motor ................. 47
3. Instrumentation Specifications for N-4 Motor ................. 48
4. Propellant Characteristics ................................... 49
ix
w , ,
1985015613-009

|
I. iNTRODUCTIONAND SUMMARY
The Space Shuttle SRM nozzle uses Rayon-based carbon cloth-phenolic
as the qualified baseline mat_,rial. Each SRM nozzle assembly uses approxi-
mately 14,000 Ib of Rayon-based carbon cloth-phenolic material in its manu-
facture. Two newer carbon cloth-phenolic materials, using PAN-based and
pitch-based fibers, offer materials that have higher thermal and higher struc-
tural properties, and improved erosion performance over that of the baseline
SRM material. These materials offer the potential of (1) reducing the SRM
nozzle cost, (2) increasing the SRMperformance, and (3) providing an increaseIii in the Space Shuttle payload capability. Therefore, in 1978 NASA-MSFC andq
_ JPL initiated a subscale nozzle test program to evaluate the erosion, char,
and thermal performance of PAN-based and pitch-based carbon cloth-phenolic
materials in simulated full-scale SRM nozzle environments. From December
1978 through October 1982, a total of 48 subscale nozzle tests were conducted
by JPL at its Edwards Test Station (ETS),Edwards Air Force Base, California
test site: six 4.0-inch and 42 2.2-inch throat diameter nozzle assemblies
(Pefs. 1, 2 and 3). Based on the results of the subscale tests, it was
estimated that recession at the full-scale SRM nozzle assembly throat
could be reduced by 21% and 40% with the use of PAN-based and pitch-based
carbon cloth-phenolic materials, respectively. At the 40% reduction in
throat erosion rate, the full-scale SRM delivered specific impulse could be
increased by 0,6 s, and would provide an estimated 500-1b increase in th_
Space Shuttle payload capability.
Based on the successful test re._ultsfrom the 2.2-inch and 4.0-inch
throat diameter nozzle tests, NASA-MSFC initiated, in February 1982, a final
subscale nozzle test program for evaluation of the PAN-based at_dpitch-based
:| 1
i
1985015613-010

-kz)
I
carbon cloth-phenollc materials before commitment to full-scale SRM alternate
nozzle design and qualification tests. A joint nozzle design effort between,
NASA-MSFC and MTI/WD was initiated, and a 9.5-inch throat diameter nozzle
design, which simulated (as close as feasible) the fu11-scale SRM nozzle
configuration, was established. Also, a test motor design effort by JPL was
initiated, and a new reusable subscale test motor, which simulated (as close
as practical) the full-scale SRM motor, was established. The t_TI/WDmanufac-
tured four subscale nozzle assent)lies,using the full-scale SRM manufac-
turing processes and procedures. JPL fabricated the four test motors, and
conducted the four motor-nozzle static tests, under ground-level conditions,
at its ETS facility. It is of interest to note that the motors used for the
subscale tests were the largest SRMs ever manufactured and tested at the JPL
ETS. The cartridge-loaded moto,, was designed to (I) have a burn time of !
about 32 s, (2) operate at an average chamber pressure of about 650 psia,
(3) have a burn rate of 0.340 in./s at 650 psia and 71°F, (4) contain about !
10,200 Ib of propellant, and (5) produce an average thrust o_ about 75,000
Ibf. .-
The report contains (I) a description of each of the four subscale
SRM nozzle assemblies (N-I through N-4) that were tested (N-1 being the base- ,I
line assembly, which was fabricated using the same ablative, insulation and )
&
I
structural composite materials as the current qualifieo SRM nozzle, and N-2 1
through N-4, inclusive, having been fabricatedusing alternate ablative, insu-
lation and structuralcomposite materials), (2) a descriptionof the SRMnozzle
assembly baseline and alternate composite materials, including some pertin,_nt
thermal and mechanical properties of the materials, (3) a description of the8
motor that was utilized to test the four nozzles, (4) a description of how
each nozzle was instrumented with thermocouples to obtain temperature data
2m
1985015613-011

!
on each firing for application to thermal performance assessment and/or anal-
yses, (5) detailed test reports and nozzle assembly evaluations (Appendices
' A through D, inclusive) compiled by the MTI/WD for each of the four nozzIes
: that were tested, and (6) a summary and comparative analysis report which is
Ialso contained in Appendix D.
i A!l four SRM subscale nozzle assembly tests were conducted success-
i fully; N-I on 18 November 1982, N-2 on 2 February 1983, N-3 on 6 Apml 1983,i
and N-4 on i? August 1983 All tests were performed in accordance with aI4
JPL-prepared detailed test plan (Ref. 4). E_ghteen alternate carbon cloth-
{ phenolic tape-wrapped materials were tested as nozzle ablative liners, fif-4
teen of which contained fabric made with carbon yarn that was processed!
|
i using a PAN precursor, and three of which contained fabric made with carbon
I yarn that was processed using a pitch precursor. Three of the PAN carbonL
_-' cloth-phenolicmaterials were made using no filler in the phenolic resin,"-I I
and another four used carbon microballoons as the filler in the phenolic
resin to achieve a low density (1.21 to 1.3U g/cm3) in the as-cured state, i
The remainder of the PAN carbon cloth-phenolic materials used carbon powder
" as the filler in the phenolic resin at various percentages by weight loading .
(5 to 18%), and had densities, in the as-cured state, that ranged From 1.50
to 1.56 g/cm3. The three pitch-based carbon cloth-phenolic materials all
contained carbon powder as a filler in the phenolic resin (ranging from I0 i
to 18% by weight), and had _s-cured densities ranging from 1.63 to 1.66 J
g/cm3. Three alternate composite materials were tested as the backface
insulator of the nozzle throat; one was a ceramic (aluminum oxide-silicon
oxide) fiber mat-phenolic resin material with no filler in the resin, and
_i wlth an as-cured density of o.go-l.O g/cm3, and the other twowere E-glass
I
I fiber mat-phenolic resin materlals with no flller in the resin, and as-cured !
• I
3 !•I I
]J, p _ti ," .......
1985015613-012

,lensities ranging from 1.0 to l.ig/cm 3. All three of the insulation
materials were processed into the nozzle components by the tape-wrap tech-
nique. Only one alternate material was tested as the structural overwrap
component of the exit cone liner. It was a carhon fiber epoxy material,
using PAN-based carbon fibers, that was applied to the nozzle by the filament-
winding technique. It hJs an as-cured density of 1.55 g/cm3.
From the results of these tests, it has been co-eluded that a full-scale
SRMnozzle can be designed using selected materials tested in this program.
The alternate ;ull-_cale SRMnozzle design, shown in Figure 33 of Appendix=
D, (I) would weigh less (approximately ,430 lb per nozzle) than the currently
qualified SRM nozzle assembly; (2) would include PAN-based carbon cloth-
phenolic material in the throat region to provide 13 to 22% decreased erosion
(approximately0.125 s Isp gain) over that exoerienced with the baseline
Rayon-based carbon cloth-phenolic material; employ lightweight PAN-based
carho_ cloth-phenolic material for the aft exit cone, fixed housing, and
cowl; use light-weight glass phenolic material for all insulator components;
nave a PAN-based graphite-epoxy filament wound exit cone structural overwrap; ._
and (3) would provide an estimated 360-Ib increased payload capability for
Space Shuttle launches. Included in the total payload gain (360 Ib) is 100 i
Ib cue to reduction in throat erosion and 260 Ib associated with reduced [I
nozzle weight, ii
Due to the risks associated with introduction and qualification of new
nozzle materials, with relatively limited test data and the STS-SA nozzle
erosion anomaly, MSFC has decided not to incorporate the alternate materialsI
in a full-scale nozzle at this time. No additional alternate materials tests
are plarmed.
198501561 g-o 1g

[I. OBJECTIVES
The program objectives and the objective(s) of each of the four nozzle
assembly tests are as stated in the following text.
A. PROGRAM
The program objectives were two-fold; namely (i) to demonstrate light-
weight, high-performance materials that can be applied effectively in the
Space Shuttle SRM nozzles to achieve increased Space Shuttle payload capa-.
bility, and (2) to provide dual material supplier capability.
: B. NOZZLE TEST NUMBER I
The objective of nozzle test number 1 (N-l) was to establish the ero-
sion and char performance of the baseline Space Shuttle SRM nozzle ablative
and insulative materials under the conditions and environment of the test
motor. This would provide the nezessary data to permit a direct comparison
of subscale with full-scale SRM nozzle Rayon-based carbon cloth-phenolic
material p-.rformance.
¢
C. NOZZLE YEST NUMBER 2 : "
The objective of nozzle test number 2 (N-2)was to evaluate and compare
the performance characteristics of alternate ablative f_terials with respect
to the baselinematerials.
D. NOZZLE TEST NUMBER 3
The objective of nozzle test number 3 (N-3) was to evaluate and compare
the performance characteristics of ddditioaal alternate ablative materials
with respect to the previously tested alternate materials and the baseline
materials. Ii
1s )
1985015613-014

E. NOZZLE TEST NUMBER 4
The objectives of nozzle test number 4 (N-4) were (I) to evaluate
a lightweight, PAN-based carbon cloth-phenolic aft exit cone with a graphite-
epoxy filament wound structural overwrap, and (2) to verify repeatable per-
formance of the final selected alternate ablative materials with respect to
the baseline materials and previously tested alternate materials.
r
Ik !
IIi
I
I
1 iI
"I "i
6
(_)
1985015613-015

+++.
III. NOZZLEMATERIAL ,DESCRIPTION
There are four composite materials that are baseline, qualified
and currently utilized in the fabrication of Space Shuttle SRMnozzle assem-
blies. Two Rayon-based carbon cloth_henolic materials, designated as MX4926
and FM5055, are used for the ablative liner portion of the nozzle assembly.
Either of these two materials may be employed. Two glass cloth-phenolic
materials, designated as MXB6020 and FM5755, are u.=ed for either the struc-
tural exit cone overwrap or the throat back-face thermal insulation portions
of the nozzle assembly. Either of these two materials may be employed, As
is described later, in Section IV, only the FM5055 and MXB6020 materialsJ
t were tested in the baseline test N-I nozzle assembly. The FM5755 material
was tested as the structural exit cone overwrap component in the N-2 and
N-3 nozzle assemblies. Although the MX4926 material was not tested in
+this test program, a description of the material, which can be used ill +
++ ,'lieu of the FM5055 material for fabrication of the current SRM nozzle
assembly ablative liner components, is included in this section under thei
heading of BASELINE MATERIALS. _-J
There were a total of 22 alternate composite materials tested, at
least once in the N-2, N-3, and N-4 nozzle assembly tests. Eighteen of
the materials were tested as ablative liner components and are designated t
as Mx4g61, Mx4g61A, MX4961B, MX4967, MXI34LD, K411, K411A, FM5879, FM5879A,
FM5879B, FM5879C, FM5908, FM5908A, FM5834, FM5834A, FM5750, K458, and FM5750A.
Three of the materials were tested as a throat back-face insulation component
and are designated as MXR520, FM5898, and MX4968. One alternate material
was tested as a structural overwrap of the exit cone ablative liner in
_ test N-4 and is designated as FX425_I. The alternate materials are described
+j in this section under the heading of ALTERNATE MATERIALS.
+i 7
1985015613-016

A brief description of each of the materials that are currently
employed in the fabrication of Space Shuttle SRM nozzle assemblies (BASELINE
MATERIALS), and of each alternate material that was tested in this program
(ALTERNATEMATERIALS), is contained in the following text.
A. BASELINE MATERIALS
The following materials are qualified and utilized for ablative liner,
throat backface insulation and structural overwrap of the exit cone liner
in the current Space Shuttle SRM nozzle assemblies.
-i1. Ablative Liner Materials
Either of two Rayon-based carbon cloth-phenolic materials are employed?
in the fabrication of ablative liner components of the SRM nozzle assembly.
It is possible to have an SRM nozzle assembly wherein any ablative liner
component is made from either one or the other of the two materials, but
no one component can be constructed using both of the materials in its
construction. A description of each of the materials is as follows.
a. MX4926 ,_
This Fiberite Corporation material is a phenolic resin impreg-
nated eight-harness satin weave fabric. The phenolic resin has 10-12% by
weight carbon powder filler and the fabric, designated CSA, is a product of
Polycarbon Incorporated. The fabric is woven with carbon yarn made from
carbonized continuous Rayon filaments. These filaments contain 95% carbon
_j weight, and have a 6 x 106 psi tensile modulus. There are also two
other qualified carbon-cloth suppliers: HITCO and Union Carbide Corporation.
,, (
LI
!
1985015613-017

' b. FM5055
This U.S. Polymeric materia] is a phenolic resin impregnated
eight-harness satin weave faL,r_c. The phenolic resin has 9-13% by weight car-
bon powder filler and the fabric, designated CCA3, is a product of HIFCO.
The fabric is woven with carbon yarn made from carbonized continuous Rayoni
filaments. The filaments contain 94% carbon by weight and have a 6 x 106
psi tensile modulus. There are two additional qualified carbon cloth sup-
pliers for this material: Union Carbide Corporation and Polycarbon Incorpor-
• ated.
;!! 2. Insulation or Structural Material
i Either of two glass cloth-phenolic materials are utilized in the
fabrication of either the throat back-face insulation or the structural over-i
! wrap of the exit cone liner of the SRM nozzle assembly. A descriptionof each
i material is as follows.I
I
a. FM5755
This U.S. Polymeric material is a phenolic resin impregnated
eight-harnesssatin weave fabric. The phenolic resin has 4% by weight silica
powder filler, and the fabric is woven with Owens-Corning Fiberglas Corpora-
tion E-glass yarn. The yarn has a 10.5 x 106 psi tensile modulus.
b. MXB6020
This Fibe-ite Corporation material is a phenolic resin impreg-
nated eight-harness satin weave fabric. The phenolic resin has no silica
powder or any oL,er filler, and the fabric is woven with Owens-Corning
Fiberglass C "porationE-glass yarn. The yarn has a 10.5 x 106 psi tensile
modulus.
9
1985015613-018

B. ALTERNATE MATERIALS
As previously stated, there were a total of 22 different cora-l
posite materials tested in the N-2, N-3, and N-4 nozzle assembly tests.
The utilization of the materials in each test nozzle assembly is presented
in Section IV. Each material is described in the ensuing text.
I. Ablative Liner Materials
Eighteen different ablative liner materials were tested in the N-2,
: N-3, and N-4 nozzle assembly tests; fifteen PAN-based carbon cloth-phenolic :
materials and three pitch-based carbon cloth-phenolic materials. A descrip-i:_ tion of each material is as follows.
a • MX4961
This Fiberite Corporation material is a phenolic resin impreg-
nated eight-harnesssatin weave fabric. The phenolic resin has no filler, and
the fabric is woven with Union Carbide Corporation Thornel® T-300 Grade WYP
3G-1/0 carbon yarn. The yarn contains 3000 filaments that are made by carbon-
izing PAN continuous filament. The carbon filaments contain 92% carbon by _-
weight and have a 33 x 106 psi tensile modulus.
b. MX4961A
This Fiberite Corporation material is a phenolic resin impreg-
nated five-harness satin weave fabric. The phenolic resin has no filler, and
the fabric is woven with Courtaulds Limited E/XA-S carbon yarn. The yarn
contains 6000 filaments that are made by carbonizing PAN continuous filament,
The carbon filaments contain 99% carbon by weight and have a 34 x 106 psi ten-i
1 sile modulus.|
L
1985015613-019

c. MX496]B
This Fiberite Corporation material is a phenolic resin impreg-
nated five-harness satin weave fabric. The phenolic resin has no filler, and
the fabric is woven with Union Carbide Corporation Thornel® T-300 Grade WYP
15-I/0 carbon yarn. The yarn contains 6000 filaments that are made by car-
bonizing PAN continuous fi|ament. The carbon filaments contain 92% carbon
by weight and have a 33 x 106 psi tensile _,_dulus.
d. MX4967
. This Fiberite Corporation material is a phenolic resin impreg-
nated mock Leno weave (an open weave with intersections that draw a group of
. warp and fill yarns together). The cured material has a low density of 1.0
to 1.3 g/cm3. The phenolic resin contains 9-13% by weight carbon micro-
balloon filler, and the fabric is woven with bundles of three Celanese Cot-- I
poration Celion® carbon yarns. The yarn contains 6000 filaments that are ,
made by carbonizing PAN continuous filament. The carbon filaments contain
93% by weight carbon and have a 34 x 106 psi tensile modulus.
e. MXI34LD
This Fiberite Corporation material is a phenolic resin impreg-
nated open plain weave fabric. The cured material has a low density of 1.0
to 1.30 g/cm3. The 37-44% by weight butadiene-acrylonitrilemodified phenolic
resin contains 10-13% by weight carbon microhalloon filler, and the fabric
is woven with Union Carbide Corporation Thornel® T-300 grade WYP 30-I/0 carbon
yarn. The yarn contains 3000 filaments that are made by carbonizing PAN
continuous filament. The carbon filaments contain 92% by weight carbon and
have a 33 x 106 psi tensile modulus.
1985015613-020

\
f. K411
This Fiber_te Corporation material is a phenolic resin impreg-
nated balanced eitht-harness satin weave fabric. The phenolic resin contains
5-16% by weight carbon powder filler, and the carbon fabric is a product of
Stackpole Fibers Co., known an Panex" SWB-8. The fabric is woven from PANEX
30Y/800d carbon yarn, which is made by spinning long staple PAN filaments
prior to being carbonized. The carbon filaments contain 99% by weight
carbon and have a 38 x 106 psi tensile modulus.
-. g. K411A
This Fiberite Corporation material is a phenolic resin impreg-
nated balanced eight-harness satin weave fabric. The phenolic resin contTins
10-18% by w_ig;,L ,arboa powder filler, and the carbon fabric is a product of
Polycarbon Incorporated, designated as PCSA. The fabric is woven from carbon
yarn, which is made by spinning long staple PAN filaments prior to being
"; carbonized. The carbon filaments contain 99% carbon by weight and have a
38 x 106 psi tensile modulus.
h. FM5879
This U.S. Polymeric material is a phenolic -esin impregnated
eight-harness satin weave fabric. The phenolic resin contains 10-18% by
weight carbon powder filler, and the fabric is woven with HIlCO Hi-Tex carbon
y_rn. The yarn contains 3000 filaments that are made by carbonizing PAN
continuous filament. The carbon filaments contain 94% carbon by weight and
have a 33 x 106 psi tensile modulus.
I
i. FM5879Ai
This U.S. Polymeric material is a phenolic resin impregnated
1985015613-021

eight-harness satin weave fabric. The phenolic resin contains 10-18% by
weight carbon powder filler, and the fabric is woven with Hercules Incor-
porated AS4 carbon yarn. The yarn contains 3000 filaments that are made by
carbonizing PAN continuous filament. The carbon filaments contain 94% carbon
by weight and have a 34 x .106psi tensile modulus.
j. FM587gB
This U.S. Polymeric material is a phenolic resin impregnatedi
eight-harness satin weave fabric. The phenolic resin contains 10-18% byi;i weight carbon powder filler, and the fabric is woven with Celanese Corpora-4
tion Celion® carbon yarn. The yarn contains 3000 filaments that are made by
carbonizing PAN continuous filament. The carbon filaments contain 93% carbon
by weight and have a 34 x 106 psi tensile modulus.
I
: k. FM5879Ci
This U.S. Polymeric material is a phenolic resin impregnated
i five-harness satin weave Fabric. The phenolic resin contains 10-18% by weight
carbon powder fi!ler, and the fabric is woven with HITCO Hi-Tex carbon yarn.
The yarn contains 6000 filaments that are made by carbonizing PAN continuousi
filament. The carbon filaments contain 94% carbon by weight and have a 33 x
106 psi tensile modulus.
1. FM5908
This U.S. Polymeric material is a phenolic resin impregnated
mock Leno weave (an open weave with intersections that draw a group of warp
and fill yarns together). The cured material llasa low density of 1.0 to 1.3
g/cm3. The phenolic resin contains 10% by weight carbon microballoon filler,
and the fabric Is woven wlth three bundles of HITCO Hi-Tex carbon yarn. The
13
1985015613-022

yarn contains 6000 filaments that are made by carbonizing PAN continuous fila-
ments. The carbon filaments contain 94% carbon by weight and have a 33 x 106.I
psi tensile modulus.i
m. FM5908A
This U.S. Polymeric material is a phenolic resin impregnatedi: open plain weave fabric. The cured material has a low denslty of 1.0 to 1.3
! g/cm3. The 38-44% by weight butadiene-acrylonitrilemodified phenolic resin
contains 8-12% by weight carbon microballoon fiI|er, and the fabric is woven
with HITCO Hi-Tex carbon yarn. The yarn contains 3000 filaments that are
made by carboniz<ng PAN continuous filament. The carbon filaments contain
94% carbon by weight and have a 33 x 106 psi tensile modulus.
n. FM5834 l
i This U.S. Polymeric material is a phenolic resin impregnated
j balanced eight-harnesssatin weave fabric. The phenolic resin contains 13-18%!
I by weight carbon powder fiI|er, and the carbon fabric is a product of Stack-
pole Fibers Co., known as PanexTM SWB-8. The fabric is woven from PANEX 30Y/
800d carbon yarn, which is made by spinning long staple PAN filaments prior
to being carbonized. The carbon filaments contain 99% carbon by weight and i
have a 38 x 106 tensile modulus.
ii
o. FM5834A i,
This U.S. Polymeric material is a phenolic resin impregnated
balanced eight-harnesssatin weave fabric. The phenolic resin contains 13-18%
by weight carbon powder filler, and the carbon fabric is a product of Polycar-
bon Incorporated, designated as PCSA. The fabric is woven from carbon yarn,
which is made by spinning long staple PAN filaments prior to carbonizing.
14
1985015613-023

,!\
The carbon filaments contain 99% carbon by welght and have a 38 x !06 psi
: tensile modulus.
p. FM5750
This U.S. Polymeric material is a phenolic resin impregnated
eight-harness satin weave fabric. The phenolic resin has 10-18% by weight
carbon powder fi1|er. The VCB-45 fabric is woven with Union Carbide Corpora-
tion carbonized pitch precursor continuous-filament yarn (2UO0 filament),
and is then graphitized, lhe graphitized filaments contain 99% carbon by
weight and have a 45 x 106 psi tensile modulus.
'i* q. K458
:; This Fiberite Corporation material is a pheno'ic resin impreg-
nated five-harnesssatin weave fabric. The phenolic resin has 15-16% by weight
Tcarbon powder filler, and the fabric is woven with Union Carbide Corporation
P55 pitch fiber Grade VSB-i6. The yarn contains 4000 filaments that are
made by graphitizing carbonized pitch precursor continuous filament. The
fiber is fully processed prior to weaving, contains 99% carbon by weight,
and has a 55 x 106 psi tensile modulus.
r. FM5750A
This U.S. Polymeric material is a phenolic resin impregnated
eight-harness satin weave fabric. The phenolic resin has 10-18% by weight car-
bon powder filler. The VC0162 fabric is woven with Union Carbide Corporat-
tion 4000 filament carbonized pitch precursor continuous filament yarn, and
then is graphitized. The graphitized filaments contain 99% carbon by weight
and have a 45 x lO6 psi tensile modulus.
1985015613-024

2. Insulation Materials
Three different composite materials (one ceramic fiber mat-phenolic
material, and two E-glass fiber mat-phenolic materials) were tested as a
nczzle throat back-face insulator; one in the N-2 test, one in the N-3 test,
and one in the N-4 test. A description of each material is as follows.
a. MXR520
Th!s Fiberite Corporationmaterial is a phenolic resin impregna-
ted ceramic fiber (aluminum oxide-silicon oxide) mat with a cured density of _
0.90 to 1.0 g/cm3. The phenolic resin has no fillers.
b. FM5898
This U.S. Polymeric material is a phenolic resin impregnated
E-glass fiber mat with a cured density of 1.0 to I.I g/cm3. The phenolic resin i
has no fillers.
c. MX4968
This Fiberite Corporationmaterial is a phenolic resin impregna-
ted E-Glass fiber mat with a cured density of 1.0 to 1.1 g/cm3. The phenolic
resin contains no fillers.
3. Structural Material
Only one alternate structural material was tested as the structural
overwrap of the exit cone liner. It was utilized in the N-4 nozzle assembly
test. A description of the material is as follows.
a. FX425B21
ij This Fiberite Corporationmaterial is an epoxy impregnated high-modulus graphite Hercules IncorporatedAS4-12,000 filament yarn that is made
I
16
i
1985015613-025

Lt)!
i;
using a P/VI cunlinuous flber precursor. The resin is a Fiberite Corporation
982 epoxy resin. The cured density is 1.55 g/c_ 3. The graphitized filaments
contain94% carbon by weight and have a 34 x 106 psi tensile modulus.
I
I
1985015613-026

\,
IV. ,_OZZLZDESCRIPTION
The SRM subscale nozzle assembly _Fig. I) is a fixed, partially sub-
merged configuration that contains a steel shell, shell insuiator, nose ring,
throat ring, and exit cone section. Overall geometry and contours of the
assembly simulate, as nearly as possible, those of the full-scale SRM nozzle
assembly. The ply orientation of the various components is clearly shown in
Fig. I, but are not indicated for tilethroat back-face insulator or the exit
cone overwrap. The ply orientation of these two components are parallel to
the outer diametral surface of each cGlponent. The nomina] throat diameter is
9.500 inches and the nc_ainalexit diameter Is 25.42U inches. The ste=I she)|
contains eighteen holes in the flange for the purpose of fastening the nozzle
to the test motor aft closure by high-stre_jth steel bolts an_ nuts, and four ,
holes for thermocouples as shown in Fig. 2. The steel shell also has an
o-ring groove, forward of the forward face of the flange, for the purpose of
an o-ring seal with the motor aft closure. All four nozzle assemblies that
were tested in the program were of this basic configuration, with the primary
difference being the materials that were employed in the construction of the
composite components. Each of the four nozzles (N-], N-2, N-3, and N-4) are
described in the following text. i
1A. NOZZLE TEST NUMBER I 1
The nozzle assembly that was used for test nunl)erI (N-I) is depicted
in Fig. 2. As previously stated in Section Ill-A, the composite materials,
used in the manufacture of the seven components (parts), were FMSn55 and
MXB602U baseline Rayon-based materials, as shown in Fig. 2 and described in
Section III-A. The materials and method of manufacture used to fabricate the
18
1985015613-027

' N-I nozzle componen;s (parts) reflect those utilized in the fabrication of
the full-scale SRMnozzle parts.
B. NOZZLE TEST NUMBER 2
The nozzle dssembly that was employed for test number 2 (N-2) is shown
in Fig. 3. The compositematerials used in the manufac_ure of the seven com-
ponents (parts) are as depicted in Fig. 3 and are described in Section III-B.
C. NOZZLE TEST NUMBER 3
The nozzle assembly that was utilizedfor test number 3 (N-3) is depic-.z4
-: ted in Fig. 4. The c_mposite materials used in the mdnufacture of the eight
-- c_npone,:ts(parts)are as shown in Fig. 4 and describedin Section III-B. Notek
, that the aft exit cone liner has been constructed with two parts (materlals)
rather than one part (material),as was the case for the N-I and N-? nozzle
assemblies,as shown in Figs° 2 and 3.
•_ D. NOZZLE IE_T NUMBER 4_J
The nozzle assembl_ that _as used for test number 4 (N-4) is shown in
Fig. S. The ct_,posite materials used in the manufacture of the twelve compo-
nents (parts)are as depicted in Fig. S, and described in Section III-B. Note
that the thr_at has been constructedas two separate parts (materials)insteadI
, of one part (material)as depicted in Figs. 2, 3, and 4 for the N-I, M-2, and
N.,3nozzle assent)lies. Also note that the forward exit cone liner has been i!
/
made as two separate parts (materials) instead of one part (material) as was
the situation for the N-l, N-2, and N-3 nozzle assemblies. In addition, the
aft _It cone liner has been constructed of four separate parts (materials) I
instead of one part (material), as was employed !n the N-.Iand N-2 nozzle 1
assembliesas shown in Figs. 2 and 3, and two separate parts (materials),as }
_._ depicted In Flg. 4, for the N-3 nozzle assembly,
19
_It
iW
!
1985015613-028

V. NOZZLE INSTRUMENTATION
Thermocouples were installed on each nozzle assembly to record tempera-
tures within the composite liner components at locations to obtain data for
thermal performance analyses and/or assessment. The N-I and N-2 test nozzle
assemblies were instrumented in an identical manner with four thermo-
couples; however, the N-3 and N-4 test nozzle assemblies were each instru-
mented with an additional twelve thermoc_uples to those employed in the
N-I and N-2 tests. A description of the thermocouple installation employed
, on each of the four nozzle assemblies is presented in the following text.
' A. NOZZLETEST NUMBERI i
Four probe-type thermocouples (shielded and grounded construction),
to the specifications shown in Table I, were installed on the test N-1 nozzle
assembly at the locations depicted in Fig. 2: two at Section B-B and two !_
at Section C-C.
B. NOZZLE TEST NUMBER 2 ,,
Four probe-type thermocouple; (shielded and grounded construction),
te the specifications shown in Table 1, were installed on the test N-2 nozzle
assembly at the locations depicted in Fig. 3: two at Section B-B and two
at Section C-C.
C. NOZZLETEST NUMBER3
Sixteen thermocouples were installed on the test N-3 nozzle assembly: iI
four"probe-type shielded and grounded ones of the construction employed _,,
for tests N-I and N-2, and twelve plain construction ones (twisted wire
junction) that were hel_ in place by a composite plug, which was cemented
2oi
1985015613-029

into a flat-bottom hole i,lthe exit cone with _n epnxy cement. These thermo-
couples, to the specificationsshown in Table 2, were installed on the nozzle
assembly at the lo_.ationsdepicted in Fig. 6.
D. NOZZLE TEST NUMBER 4
Sixteen probe-type shielded and grounded thermocoupIes, as speci-
fied in Table 3, were installed on the test N-4 nozzle assembly: four of
the construction employed for tests N-I and N-2, and twelve welded wire
i"
junction ones that were installed into aluminum blccks that were cemented,
r
with epoxy adhesive, onto the exterior of the exit cone in positions as shown
-;* at stations 2, 3, and 4 of Fig. 7.
r
{
g
9
!
L
!
c
it
i I'!
,1
q i,!| 21
d
1985015613-030

|
Vl. TEST CONDITIONS AND MOTOR PERFORMANCE
Each of the four nozzle assemblies was tested in the JPL 48-1nch
Char Motor at conditions closely simulatir.g(on a subscale basis) those en-
countered in the full-scale Space Sh.JttleSRM.
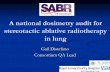
A schematic representation of the 4-ft.-diameter by 13-ft.-long test
vehicle, which was fired in a vertical attitude with the nozzle pointed
skyward, is provided in Fig. 8. The cartridge-loaded motor is designed
to have a burn time of around 32 s, operate at an average chamber pressure
of 650 psia, have a burn rate of 0.340 in./s at 650 psia and 77°F, contain !T_
._ _bout 10,200 Ib of propellant, and produce an average thrust of about 75,000_I Ibf. The basic hardware components of the motor are reusable. Characteris-I
tics of the propeliant that was employed for each of the two loaded car-
tridges, which were utilized as the grain of each, motor, is provided in!
Table 4. This propellant is almost identical to the formulation used in the
full-scale SRM.
The N--l,N-2, N-3, and N-4 test motors contained I0,133, 10,066, 9,987,
and I0,276 pounds of propellant, respectively. The total propellant weight
var'ation of the N-l, N-2, and N-3 motors was a function primarily of the
dllowable tolerance of the inside diameter and length of the cartridges. The
N-4 motor contained more weight of propellant because both cartridges were
,; reused, and therefore machined to a larger inside diameter before each car-
tridge was loaded with propellant.
Each motor was ignited with a bag--typeigniter that contained slivers of
the slinepropellant that was used for the grains of the subscale motor_. The
slivers of propellant were Igr,ited by a hot wire. This type of igniter pro-
22,i
-
] 9850 ] 56 ] g-og ]

i!
, vides a slow rate of ignition of the motor grain, _nd therefore about a
! two-second ignition delay time from the instant that current is supplied to
j the hot wire until the start of pressure rise in the motor'.!! Each motor contained a carbon dioxide quench system that was mounted
' in the bottom of the motor, as indicated in Fig. 8. This system was activatedI
about 5 s after motor burnout, and flowed carbon dioxide gas ,nto the motori
' at an average flowrate of about 2.5 Ib/s for a duration of about 500 s. Thei
; quench system successfully extinguished burning on the ipside of the motorI
Ion each firing test.
The motor pressure of each firing was taken and recorded with instru-
mentation as specified in Table l for tests N-I and N-2, Table 2 for test N-3,
and Table 3 for test N-4.T
The pressure-timecurves for each motor firingw_re not predictedbefore
each firing; however, the pressure-time traces for a nominal motor with a
i nozzl_ throat that erodes at constant radial erosion rates of 0.000, 0.006,
I 0.012, and 0.018 in./s, throughout the _tor burn time, were calculated. The
results of these calculations are plotted in the pressure-time traces as
depicted in Fig. 9. It was expected that the actual traces would lie some-
I where between the pressure-time traces shown for the 0.006 and 0.012 in./sI
! cases of Fig. 9. The actual pressure-time histories for the N-l, N-2, N-3,
ard N-4 motor firings are shown in Figs. lO, If: 12, and 13, respectively.
i
!
23
. . n
1985015613-032

VII. NOZZLE PERFORMANCE PREDICTION
Prior to each test a prediction was made for the expected erosion,
char thickness, and backside temperatures of the composites in the nozzle
assemblies. The predictions for the N-l, N-2, N-3, and N-4 nozzle tests
are shown in Fig. 4 of _,opendix A (page 66), Fig. 4 of Appendix B (page
III), Fig. 6 of Appendix C (page 151), and Fig. 6 of Appendix D (page
197), respectively.
2
i"
l5
J
c
i
J
1J
,; 24
198501561 g-ogg

VII!. NOZZLE PERFORMANCE
Subsequent to each test, each of the four nozzle assemblies were
analyzed to determine how well each performed. Details of the analyses are
presented in Appendix A for the N-1 nozzle, Appendix B for the N-2 nozzle,
Appendix C,for the N-3 nozzle, and Appendix D for the N-4 nozzle. In addi-
tion, Appendix D includes a summary analysis of the tests and a comparison
of the alternate material nozzles with the baseli_e SRM subscale nozzle. The
following text provides excerpts from Appendices A through D.
T
; A. NOZZLE TEST NUMBER 1°
Overall performance of the N-I nozzle was good. Erosion was generally
smooth and uniform, with no gouging, pocketing, or washing being experienced.
Erosion rates measured in the N-1 nczzle were generally less than
those experienced in the SRM nozzle. Inlet and throat erosion rates were
within the range measiiredon the SRM nozzle while nose erosion was signifi- T
cantly less. Forward exit cone erosion rates were somewhat greater than
measured on the SRM nozzle while the aft exit cone erosion was mucF,less.
Post-test analysis of the data shows the nozzle to be an adequate
test vehicle to obtain data to evaluate the relative merits of various abla-
tive and !nsulative n,aterialsfor use in the SRM nozzle.
; The baselinenozzle was in good conditinn and performed well through-
out static firing. Although data measured in subscale tests cannot be ,Jsed
directly to design the full-scale SRM nozzle, it does provide a means of
selecting the best candidate materials and provides data which can be used
in analytical models to design the full-scale SRM nozzle, i
• L_-_tl '
25
1985015613-034

The preferred method for evaluating which candidate materials will
perform best in the SRM nozzle is to use the subscale erosion and char data
; along with SRM design safety factors to calculate insulation thicknesses
required for the full-scale design. This thickness multiplied by density
will provide a relative weight factor. Cost can then be evaluated c_ the
basis of the raw material cost per pound. Materials which have potential for
use in the SRM nozzle should have a thickness and/or density-thickness product
which is equal to or less than those determined for the baseline material.
B. NOZZLE TEST NUMBER 2
!:. OvErall performance of the N-2 nozzle was good. Erosion was generallyi-I
smooth and uniform except for the nose ring, which experienced some uneven
_ erosion and ._large eroded pocket at the 2/O-deg location. Erosion was gen-
erally less than the baseline (Rayon) nozzle, and char depths were greater
except for the aft exit cone, which charred about the same as the baseline.
The K411 staple PAN performed very well and exhibited excellent structural
integrity.
The PAN materials presented no major fabrication problems, and all ..
components were considered of high quality. In gener_l, they exhibited lower
erosion and greater char. The parallel wrapped materials exhibited consider-
able interply swelling.
The unfilled PAN exhibited considerably greater in-depth heating as
compared to the baseline; fillers may reduce this effect.
The K411 staple PAN material exhibited 13% less throat erosion than the
baseline FM5055 material in the N-I nozzle test, and had a fairly low char
_i depth. This material also exhibited superior char structural integrity and
no delaminations.
Z6
----.-,- ..............
1985015613-035

.\
' C. NOZZLE TEST NUMBER 3
Overal] performance of the N-3 nozzle was good. Erosion was generally
'_ smooth and uniform. The pitch-basedthroat eroded less than the baseline Rayor,
and PAN-based materials; however, the char depth was considerably greater.
The shell insulator and forward exit cone erosion was about the same as the
previous PAN test and less than the baselinemateriai. The aft exit cone low-
density material performance was about the same as the previous PAN and base-
line Rayon tests.
The PAN and pitch materials presented no fabrication problems and all
components were considered of high quality. The pitch materials charred too
deeply and are not suitable for use in the SRM nozzle. The filled PAN exhi-£
" bited lower thermal conductivity than the unfilled PAK material. The low-t
: density PAN material perfon_.edvery well.
7. D. NOZZLETEST NUMBER4 ,.J
The overall performance of the N-4 nozzlewas good. Erosion was smooth i
and uniform. No major anomalies were observed. The nose, throat, and forwardi
exit cone showed excellent integritywitllvery even erasion and char profiles.
The shell insulator had one delamination'atthe forward tip and several
, areas of swelling of charred plies around the _Atside diameter.
The r,ose and throa: sections showed no signs of anoma]ies. Overall
erosion was less than, aad overall char was slightly higher than, the N-1
nozzle.
%
The glass mat throat insulator was completely intact and unaffected.
The for_lardexit come sections showed lower overall erosion and higher
overall char than the N-I nozz|e.
:i27
-_ mE
1985015613-036

,
Aft exit cone sections performed similarly to past tests. Erosion was
very smooth and uniform. The last art section of test material showed some
]ifting of plies.
The graphite yarn-epoxy filament wound overwrap on the exit cone liner
was totally intact and unaffected by the internal or external environments.
E. DATA SU,_MARYAND ANALYSIS
A comparison of tlleN-l, N-2, N-3, and N-4 nozzle erosion is presented
in Fig. 30 of AppendixD. The continuous fiber PAN-based carbon cloth-phenolic
," materials exhibited the best erosion resistance !n the nose, inlet, and for-
ward exit cone. Spun yarn PAN-based carbon cloth-phenolic,pitch-based carbon
._ cloth-phenolic,and the Rayon-based carbon cloth-phenolic baseline material
(FM5055) were all tested in the throat. The pitch-b_sed material, in test N-3,
eroded 15% less than the baselinematerial. The spun yarn PAN-based material
eroded 13% and 22% less than the baseline material, in tests N-2 and N-4,
respectively. Erosion in the exit cones varied from no erosion up to _.5
mil/s, and was variable down the cone. It appears that the continuous fiber
PAN-based carbon cloth-phenolic and the low-density PAN-based carbon clotn- _
phenolic materials eroded approximately the same in the exit cone region.
The material affected depths for the N-I, N-2, N-3, and N-4 nozzles
are shown in Fig. 32 of Appendix D. The baseline material was the best
performer in the nose, inlet, throat, and forward exit cone regions. All
materials were equivalent in the aft cone. The pitch-based carbon cloth-
phenolic material, which was used in the inlet and throat regions of the N-3
nozzle, had much greater char depths than the other materials.r
i
i
28
1985015613-037

IX. CONCLUSIONSAND RECOMMENDATIONS
The conclusions and recommendations that were made by MTI/WD, _s a
result of conducting the alternate nozzle materials program, are included
in Appendix D, on page 227. These conc!usions and recolRmendations are
provided in the following text.
The PAN-based and pitch-based carbon cloth-phenolic materials presented
no manufacturing difficulties. The pitch-based materials charred much too
deeply and would not be considered suitable for use in full-scaleSRM nozzles.
The PAN-based materials, which incorporated a filler in the phenolic resin,
- demonstrated lower therma_ conductivity than those with no filler it.the
phenolic resin. The iow-density PAN.-basedcarbon cloth-phenolic materials
demonstrated good performance in the exit cone region. These materials appear
to be well s.ited for use in the full-scale SRM nozzles. The mock Leno and
plain weave low-density PAN-based carbon cloth-phenolic materials performed
equally in the tests. Ii
Th_ spun PAN-based carbon cloth-phenolic materials exhibited superior
char integriLy. The materials, using either StacKpole Fibers Co. or Poly-I
carbon Incorporated carbon fibers in the carbon cloth, performed equally in
the tests.
The use of PAN-based carbon cloth-phenolic materials in the throat
decreased erosio_ 13 to 22% with respect to the Rayon-based carbon cloLh-
phenolic baseline material in tests N-2 and N-4, respectively. It is recnm-
mended that a high-Fired continuous PAN-based carbon cloth-phenolic material
be tested in future nozzles. The graphite yarn-epoxy filament w3und exit
cone overwrap performed we11.
1985015613-038

%
I From the results or the subscale tests, it is concluded that a full-
scale SRM nozzle can be designed using materials tested in this program.
The design would weigh less than the present SRM nozzle assembly. Figure 33
of Appendix D shows the proposed full-scale design and estimated payload
gains. The design would include PAN-based carbon cloth-phenolic material in
the throat region to provide better erosion resistance. Also, the assembly
would employ lightweight PA;i-basedcarbon cloth-phenolicmaterial for the aft
exit cone, fixed housing, and cowl. In addition, lightweight glass-phenolic
materia! would be used for all insulator components, and graphite yarn-epoxy
would be employed as a f11ament wound exit cone overwrap. Taking all factors
into consideration, the utilization of the design for full-scale SRM nozzle
assemblies, in lieu of the current qualified SRM nozzle assemblies,would pro-
_ide an estimated 360-Ib increased payload capability for Space Shuttle
Iaunches.
; Due to the risks associated with the introduction and qualification of
new nozzle materials with relatively limited test data, and the STS-SA nozzle
- erosion anomaly, NASA-MSFC has decided not to incorporatp the alternate mate-
rials in a full-scale nozzle at this time. No additional alternate materials
tests are planned.
m-
41 '°
1985015613-039

REFERENCES
i. Powers, L.B. and Bailey, R.L., "Shuttle Subscale Ablative No.zzleTests",in AIAA/SAE/ASME16th Joint Propulsion Conference,June 30 - July 2, 1980/Hartford, Connecticut,AIAA Paper No. AIAA-80-1102.
Powers L.B Bailey, R.L., and _iorrison,B.H "Shuttle Solid RocketLt p e, • _
Motor Nozzle Alternate Ablative Evaluation", in AIAA/SAE/ASME 17thJoint Propulsion Conference,July 27-29, 1981/ColoradoSprings, Colorado,AIAA Paper No. AIAA 81-1461.
3. Powers, L.B. and Bailey, R.L., "Shuttle Subsca!e Ab _tive Nozzle Tests"m
Journal of Spacecraft and Rockets, Vol. 19, Number 2, March - Aoril 1982,p. 104, AIAA Paper No. AIAA 80-1102R.
4. Kimmel, N.A., "Shuttle SRM 9.5-1nch Subscale Nozzle Test Plan", RevisionL D, 3 October 1983, unpublished California Institute of Technology/Jet: Propulsion Laboratory internal document.
L
m
1985015613-040




I-,
, v._j
1985015613-044

",,2M
I
i

38
1985015613-046

\ ,

._P NOZZLE ASSEMBLY
OVERPRESSURE
BURST DIAPHRAGM ED AFT CLOSURE
&
AFT CARTHIDGE
J-,
: MOTOR CASE
_-LOADED FWD CARTRIDGE
/
,. IGNITER
CARBON DIOXIDE/ QUENCH ASSEMBLY
FWD CLOSURE
INERT PROPELLANT
FIRING BASE
Ftgure 8. Test Motor Assembly
1985015613-134;_

,j
"i
. j
rl, I,j-! J _E Z
_z _
, _OW_ ''_"
ii ¢ ' -- _o _o• _0_ _ _ c
,_ -
,.] Z _"
' i 0
_!_1 '3urI$SIHd _I381NVHD I:iO.l.OIN
J
1985015613-049

o
I!KI '3Hl'lN3Hd
%
1985015613-050

! 0
J,
i
'! i
-i N
,r--
_ L
i m m, W _
: O. _. L,..
" LLI UJ _ I._ I:1.
! 03 UJ 0
'%' ('JI
Q/
L
°r=.i,
epd '3UNSSI_Id
43
li
1985015613-051

r i °
l fl 1
" (v)
• ii (..b
CD OD t'NI I
c,nw _
ul I,- 0
• m!
m ILl _
dq_
0r-LL
-il ,0 ;
!
e!sd'tUNb_gUd _
|
44 t• I
1985015613-052

|
o
1985015613-053


(/1 (_V" _-_ r/) _ 0") C,'_ _ Cxl_ V1 _(/) _v'_ (x'j C,_
p.._. ,_-i,, ,/_ _/_I.-- L_ I.A L_. U.. LL U.. EL LI. L_ U. LL U- LA. LL U-
_L.O. Ir'_.O 0 0 0 0 0 _ 0 0 0 0 ,J 0 0 0 0
- °
6g gg_'_;ggg J_g ggggg&


Table 4. Prope|lant Characteristics
!
Formulation*
Ingredient Percent By Weight
Ammonium Perchlorate 69.99
Aluminum 16.00
Iron Oxide O.l
i Polybutadiene acry|ic acidacrylonitrile binder 14.00
iZ
Properties**
Density, lbs/in. 3 0.0641
Burn Rate Equation}
r = a Pcn!
r : burn rate in inches per second (0.340 at 65(J psia)i! a : 0.05548 (350 to 1,21JOpsia range)i
Pc = chamber pressure in pounds per squareinch absolute (psia)
n = 0.280
; * JPL Formulation No. PBAN - Mod. 8 I'i ** Properties at 77°F
49
®
1985015613-057

APPENDIX A
lEST NUMBER 1 STATIC TEST AND ANALYSIS REPORT
BI __NF_Q_Y
V, 'I i_
1985015613-058

TWR-1 3870Rev A
L
Space Shuttle" Alternate Nozzle Materials Program
Static Test ReportTest No. 1
.°
1 November 1984i
DR No. 5-3
Prepared For
National Aeronautics and Space AdministrationGeorge C. Marshall Space Flight CenterMarchall Space Flight Center, Alabama 3581 2
: Contract NAS8-30490
WBS 1.4.2.3.10
' MOKTONTHIOKOL.INC i
WasatchDivision iP.O.Box524, BnghamCity,Utah 84302 (801)863-3511 !
Publicmtions No. 85294
J. PRBCEDINO PA_I_ BLANK NOCr FIEM_D _.53 ,,-._ _.,,,.-- .- INItNIION/KI.y.... Bt.ANK_ , f
1985015613-059

_ 85294-3.1
Nk)Krc_THK)_(_LINCwar_ D_
TWR-13870Rev A
SPACESHUTTLEALTERNATENOZZLEMATZ_iALSI,"3RAM
STATICTEST REPORT, TEST NO. I
1 November1984
Preparedby:t'
N°zz_;sRan_a;fn_t_is"_;;_[ment i
(
Concurredby: j.
" E.E. Anderson - G.E. Nicho'61_'iozzleDesignSection SRM NozzleProgram
t
I'RB(Z_DING PAC,_ BLMNI[ NOrr FtEM,_D
_-I_IIJIIW)_Y @Ul
55 ooc J L.=v,s,oN.-8-- NO TWR-13870_c ! PAGE
Hi i : _ ----i
1985015613-060

_ 85294- 3.2., _ THw3_otlw,w_
%
CONTENTS
1.0 INTRODUCTIONAND SUMMARY................. 1
2.0 TEST OBJECTIVE....................... 2
'- 3.0 DESIGN DESCRIPTION..................... 3
'i 4.0 POST-TESTDATA SUMMARYAND PERFORMANCEEVALUATION..... 11:i
"._, 4.1 Nozzle Post-Test Condition................. 11!i '_.2 Post-Test Erosion and Char Measurements .......... 11
4.3 Thermocouple Data ..................... 20
5.0 DATA SUMMARY AND DATA ANALYSIS............... 32
,- 6.0 CONCLUSIONS AND RECOMMENDATIONS .............. 35
._ ..v,.,oA____ Se _c I
NO TWR-13870 I
s_c ,AOE iiA
---- IIII mY ir_
1985015613-061

' 85294-3.3Iv_ IHkm_OLINC.
._, .
• t
ILLbSTRATIONS
, Figure Pa_ mI Subscale Space Shuttle Nozzle Description .......... -I
2 N-I Nozzle Materials and Thermocouple Locations ....... 6
3 N-I Nozzle Structural Analysis ................ 7
• 4 N-I Nozzle Predicted Erosion and Char Thickness ar;d_' Backs ide Temperature 8
!
_i 5 N-I Nozzle Nose and Throat Section .............. 9
6 N-1 Nozzle Exit Cone Section ................. I0
;.I 7 Nozzle Nose and Throat Section 12
8 Outside Diameter Insulation, N-I Nozzle ........... 13)
, 9 Aft Exit Cone, N-I Nozzle .................. 14
_I 10 N-] Chamber Pressure Versus Time............... 15 !
11 N-I Measured Erosion and Char Data (0 Deg).......... 16
12 N-I Nozzle Erosion and Char Data (90 Deg) .......... 17
13 N-I Nozzle Eresion ar,d Char Data (180 Deg).......... 16
; 14 N-I Nozzle Erosion and Char Data (270 Deg).......... 19
- 15 N-I Nozzle Sectio,_edNose, Throat, and OD Insulator (0 Deg) . 23
16 N-I Nozzle Sectioned Nose, Throat, and OD Insulator(go Deg).......................... 24
17 N..INozzle Sectioned Nose, Throat, and OD Insulator
i (180 Deg) .......................... 25
" 18 N-I Nozzle Sectioned Nose, Throat, and OD Insulator• ' (270 Deg) 26• • I • • • • • • • • • • • • • • • • • • • • •
! 19 Overall View Aft Exit Cone Sections ............. 27
20 C]oseup View Sectioned Cone (Aft End) ........... 28
; 21 Closeup View Sectioned Cone (Center Segment)........ 29
i 22 Closeup View Sectioned Cone (Forward End) .......... 30
23 N-I Nozzle Temperature Versus Time.............. 31
157 ooc I
REVISION A_NO _R-13870 I
.c ],Ao,iii
1985015613-062

85794-3.4MOIE(_ TI-IK:)E)LI_.
TABLES
Table P_:a_
I Subscale Spac_ Shuttle Nozzle Average Tag End TestR_sul% (N-1 Nozzle) ...................... 5
; II N-I Nozzle, t,verage Erosio.,_ and Char Data ........... 2] ,,¢
Ill £n.nparison of SRMand N-I Nozzle Frn_i,)n Ratps ......... 33
_IV N-I Subsca, . Design Thickness Reouired to Meet SRMSafety Fact_rs ......................... 34
Ib
I
58 ooc TWR-13870 i-'-_ REVISION A NO , I
SEC i Pt, _,,k
1985015613-063

B
'I
' 85294-2.1lH_ INC.
1.0 INTRODUCTIONAND SUMMARY
The N-I nozzle was tested 18 November 1982 and was the first of four in
the subscale alternate materials evaluation series. The design simulates as
: near as possible the configuration and flow profiles of the full-scale SRM
, nozzle.
The N-I nozzle is the baseline nozzle of the test series and contains
ablative and insulative materials currently used on the SRMnozzles. The
performance of the subsequent "new materials" will be compared to that of
the baseline materials.
i
Overall performance of the N-I nozzle was good. Erosion was Qenerally
: smooth and uniform, with no gouging, pocketing or washing beinq experienced.•
Material affected depths throughout the nozzle wprp oenerally less than. ipredicted.
Erosion rates measured in the N-I nozzle were generally less than thos_
: experienced in the SRMnozzle. Inlet and throat erosion rates were within
the range measured on the SRMnozzle while nose erosion was siqnifice_tly
less. Forward exit cone erosion rates were somewhat greater than measured
on the SRMnozzle while the aft exit cone erosion was much less.
Post-test analysis of the data shows the nozzle to be an adequate test
vehicle to obtain data to evaluate the relative merits of various ablative
and insulative materials for use in the SRMnozzle. A description of the
N-I nozzle and a discussion of the test data, analysis, and material
performance are presented in subsequent sections.
{Z
A $9 .o .oTWR-13870I"°' I. @R_ISlON _ .===.==_ l
I ]ii ' ..........ill_ i , -
1985015613-064

<" MORTONTHK)mOLINC 85294-2.7
2.0 TEST OBJECTIVE
The test nhjective is to establish the erosion and char pPrformance of
the baseline SRMrczzle ablative and insulative materials in a subscale SRM
nozzle for comparative purposes.
'I A 60 oocNO TWR-13870 I
,,v,s,o,..--.-- 1SIC mAGi 2
tb-
1985015613-065

85294-2.2MoKroN_K)mOLINCWasat_ IiWv_W_n
3.0 DESIGN DESCRIPTION
The nozzle is a fixed, partially submerged design consisting cf a steel
: shell, shell insulator, nose ring, throat ring, and exit cone section,
Overall geometry and contours simulate as near as possible those of the
full-scalP SRM nozzle. Materials and method of manufacture used to fabricate
the N-I nozzle also reflect *hn_p in the equi,,_-_ _'_ -...... =,,_ ,u_l-scale parts. Ihe
, subscale nozzle is shown in Figure I.
Specimens were taken from each ablative and insulat]ve component and
tested for residual volatiles, resin content, specific gravity, and compres-
sive strength. The results presented in Table I are the average results
_: from three tests. All components used in this _ozzle met the specification
requirements of the SRM nozzle component specifications.
Figure 2 presents the materials used in the N-I nozzle along with the
location of the tour thermocouple probes used. All of the ablative materials
I were carbon cloth phenolic (FM-5055) supplied by U.S. Polymeric. The glass
:_ phenGlic was Fiberite MXBa02O. The throat, nose and shell insulator wereI hydroclave cured while the exit cone and throat insulation were autoclave )
ii cured. The shown the for comparable SRM nozzle com-ply angles are same as
I ponents. Two thermocouple probes were located in the exit cone at a nomiPal
I, depth of'0.300 in. from the initial flow surface: two were located at6
J depth of 0.500 inch.,i
.. Figure 3 presents the results of the I-D structural analyses ot the N-I i
nozzle. All components show posltive margins cf safety using a 1.40 factori
I of safety.i
Figure 4 presents predicted erosion and material affected depth at
selected locations. The maximum predicted backside temperature is 140°F and
occurs in the aft exit cone region.i
I The prefire throat diameter was 9.499 in. and finished nozzle weight
was 536.5 lb. Figures 5 and 6 pmesent prefire photographs of the nozzle.
A 61 ooc I '.o TWR-13870RwVISJON
"° I 3 @_ f
1985015613-066


! 85294-1.1NlomomTN_m__l_:.
TABLE I
SUBSCALE SPACE SHUTTLE NOZZLEAVERhGE TAG END TEST RESULTS
: ('N-1 NOZZLE)
ResiduaI Rp_in Comprp_sivPVolatiles Content Specific Strength
(%) (%) Gravity __ (psi)
Forward Exit Cone
C_rbon Phenolic 0.63 35.49 1.46 34,705
Aft Exit Cone
Carbon Phenolic 0.59 34.I] 1.47 29,736
Exit Cone Overwrap
I Glass Phenolic 2.33 28.58 1.97 27,959
i_I Throat;; Carbon Phenolic 0.63 35.21 1.46 22,268
|.Ii Throat Insulation
.1 Glass Phenolic 2.03 28.98 1.97 28,146
, Nose
Carbon Phenolic 0.47 35.71 1.47 36,238
Shell Insulator
; Carbon Phenolic 0.68 34.25 ;.48 35,662
SRM Specification LimitsCarbon Phenolic 0-3.00 30-40 I.4-I.55 18,0C0-55,000 'Glass Phenolic 0-3.25 24-38 1.7-2.15 16,630-60,000
I
iI i
t
!63 ooc I i
= ,,v,s,oN._.A.A_ wo TWR-13870 1 !
I
1985015613-068


I
. lvio_ Tt_x_ctI_West.ohI_v_ion
"; 65 =oc I_-,_ n=v=s=m_ A "0. TNR-13870
..... - :- _ I II LI I_ "
198501561:3-07

• IvloKrc,_TH_L _:,_ WasaEhDivision
.|
_,rv,s0mi A 66 oo_ I'_1 "-"-'- NO. T_R-13870 I
,,_ I,-_ _ _r_/
1985015613-071

MORTON THIOKOL. INC
:,: _F. POOR (2UALIT_
.rV,$,ON A 67 o_ I lid
NO. TWR-13870 ,,,
1985015613-072

OF POOR QUAL|'_
_ 68 .
._ ,,_._ 1985015613-C

IVl,"_"t_TNK)_,_C)(..It',_C... 85294-2.3
4.0 POST-TESTDATA SUMMARYAND PERFORMANCEEVALUATION
4.1 NOZZLEPOST-TESTCONDITION
Overall condition of the N-I nozzle after testing wa_ good. Erosion at
the nose, through the throat and aft exit cone was quite smooth, uniform,
and symmetrical. Typical separations and delaminations, due to heat soak,
quench, and cooldown were noted in the carbon phenGlic materials,
particularly in the OD shell insulator and the aft section of the exit cone
where material ply orientation is parallel to centerline. The condition of
the nozzle is graphically shown in Figures 7, 8, and 9.
Figure i0 presents the pressure-time trace for the N-I motor. The
average web burn pressure was 637.8 psi and the web burn time was 31.98 sec.
4.2 POST-TESTEROSIONAND CHARMEASUREMENTS
Erosion rates were calculated using average web burn time. Measured
throat erosion rates were calculated using one-half of the average
difference of six prefire and postfire diametrical throat measurements.
Erosion at other locations was recorded using measurements taken from the
cross sectioned nozzle. Char thickness was obtained by direct measurement
taken on the sectioned nozzle components.
The average prefire nozzle throat was 9.499 inches. The postfire
throat diameters are as follows:
THROAT DIAMETER (in.)
0 30 60 90 120 150
Deg Deg Deg D__eg Deg Deg Averagei0.152 i0.149 I0.143 i0.163 i0.148 10.142 I0.150
The average throat erosion rate based on an average web time of 31.98 sec
and the Morton Thiokol po:tfire diametrical measurements is 10.18 mil/sec.
Erosion profiles taken every 90 deg from nozzle cross sections are
shown in Figures 11 through 14. Also shown are measured eroded depths,
material affected depths, and calculated erosion rates as a function of
initial area ration. The material affected depth is the perpendicular
distance from the initial uneroded surface to the char line. Stations O, I,
A 69 NoOOQTWR-13870 IREVISION
i 'SEC ,A.E ll !
i 9850i 56i 3-074

M_o_oNTH_OKOLIN(:Wasa:ch DlvuSw_,
OF POOR _',_,_,_.;,-_
NO. TWR-13870I
s_c J"_ 12
] 9850] 56] 3-075

Morn-oNTH_o_oE,INCWasatchDIvls_on
0_;_._.-;-_ ' ", :
71 D_ In-wsm__ INO. "l_R-13870
1985015613-076

72 oo_, Ie_.v,s,o_ _ .o. _R- 1387Q
uc. JPA_ 14
198501,5613-077

0



_¢'V*S,ON A 76 ooc j----...- No. T_R-13870
! -
1985015613-081

III[VlJlOI A 77 oo¢)4o. TgR-13870 J
' " i(_Hc I _A_ 19 I
1985015613-082

I_._' T_mJ_oLimc 8_294-Z.Wa_D_
d and 2 on the shpll insulatinn were covered by tKe case insulation. Also_,omesw_llin 9 ana delimin_ti_ ,is occu._red in the r_ninn _f Stations 3, 4, _nd
5. If the thick-ness ef thp eroded insulation, was gr_at_:_ than the initial,
a zero eroded depth was rep_rted..i
Tabl_ II prP_nts averag_ Prod_d depths, materiat affPcfed d_p_f!,, and
[ erosion rates. The¢c data should b_ used with comparabl_, data to b_ _er,er-
I ated cn sub_equew:,, tests to _valuate the r#latiw p_rformance of candid,_ X�I materials.
ITF,e sectionpd nozzle part surface_ aro showr, i_, Fiqur_s 15 th_nugh 22
I
! to illustrate the eroded Rurfaces, char lines, SpF,ar_tions ar,d
,| dplaminatic_s. Figures IY al,d 22 sl_ow on_ r_f t',_ 2.809 in. drop th'rrc,,-eupl_holRs. Depth n, ]suremepts perpepdic_lar tc the er_,d_d fl_w surface down, to
,i
_I the hole tip _veragpd U.202 inch.
4.3 THERF'_,COUPLEDATA
Four thermncouples,TN--I*hrnuqh TN-4, were inst_llpd irt(_tho ablat,v--
liner in the forward _ction of the aft exit rnn_;to monitor tl:_rmalre-
sF.ons_of the material as it is hoated by the motto _'xhaustqas. Two
thermocouples,TN-I and TN-4, w_re in-;tailedin drilled hol,_s2.IRC,O in. in
depth with th_ tips lying C.2O in. b_low the initial surface. The cthe_
two, TN-2 and TN-3, _., : ,ted in hnl_ drilled 2.400 in. in depth with
'" the tips 0.50 in. be,:: -._ .rfac_. Figure 23 pres(.nt_ measurod temper-
ature response as a funcfic,n of tim_.
Just prior to tr..ct,all thermocoupl_s read 60"_F. The initial tfmpera-
ture rise for the shallower th_rmocouples,TtI-1and TN-_, occurred at T +
7.4 sec and continued to rise thro:_ghoutth_ t_st. Temperatur_c of I,(IO0"F
(TN-4) and 920°F (TN-I) were rernrd_d at 37.00 s_,c. TN-2 and TN-3, tt,,
deeper thermocouples, shc;,eda gradual temperature ris_ r,v_rmotor burn
time. TN-3 _ecorded a temperatureof 110°F at 37 sf.cand TN-? ,'ecordeda
temperatureof ]O0°F.I
, The peak temperatur_.sof TN-I and TN-a indicate these instrum=rts w_re
" I within the char depth of the material; char formation in phenolics is goner-
• i a]ly defined a_ occurring withim a t_mp_rature bard of 800° to _,O00_F.
_, TN-2 and TN-3 w_re experiencin_ heatimg but were still below th_ charredregion cf the material,
A 78 :O_NoTWR-13870 j_I_H_ON_ _
I
1985015613-083

85294-1.2
__lomokl_Wa_xltch_l_on
IABLE II
N-1 NOZZLE, AVERAGE EROSION AND CHAR DATA
SHELL INSULATION
Eroded Material Affected Erosion Rate
Statiun A/A* Depth (in.) Depth (in.) (mil/sec)
1 4.08 0 0 02 4.3u O 0 03 4.08 0 0.24 04 4.03 0 0.28 05 4.00 0.05 0.30 1.566 3.96 0.08 0.36 2.497 3.75 0.16 0.52 4.988 3.09 0.24 0 62 7.48
NOSE AND THROAT
Eroded Material Affected Erosion Rate
Statlon A/A____* Depth (in.) Depth (in.) (mil/sec)
9 2.42 0.26 0.60 8.1C8 1.68 0.26 0 54 8.107 1.52 0.24 0 49 7.486 1.29 0.29 0 50 9.035 1.10 0.30 0 56 9.344 1.02 0.34 0 60 10.593 1.01 ,.32 0 60 9.972 l. t2 0.30 0 58 9.34 ""1 1.08 0.24 0 48 7.48
FORWARD EXIT CONE
Eroded Material Affected Erosion Rate
Station A/__A_ Depth (in.) Depth (in.) (mil/sec)
2 1.10 O.22 O.44 6.853 1.29 O.20 O.43 6.234 i.44 0.17 0.42 5 30
: 5 1.67 0.14 0.40 4.366 1.90 0.11 0.38 3.437 2.14 0.09 0.33 2.80
,,.._:o,A 79 ooc 1
/
NO TWR-13870
s,c {P,._E 21 _)¢.-----
1985015613-084

_' 85294-1.3i I_ TH.m,,oCINc.
TABLE ii (Cont)
AFT EXIT CONE
Eroded Material gffectPd Erosion Rate
Station A/A* [)_pth (in.) Depth (in.) (r:il/sec)
10 2.63 0.07 0.33 ?.]89 3.00 0.01 0.32 0.3!8 3.47 0.02 0.32 0.£27 3.98 0.03 0.?1 0.e_6 4.33 0 0.26 0
5 4.96 0 0.26 04 5.44 0 Q.23 03 5.88 0 0.22 0
": 2 6.33 0 0.24 0
c 1 6.76 0 0.27 0
t
,¢
(
NO TWR-13870
REVISION _ is_c _,oE 22
1985015613-085

lvlom-o_TNK:)KOt.INC_
_JRIGh_ALPAGE!_,. OF. POOR QUALI'P(

•+ MOK'TON THIOKOL IN(:
"+ Wa_tch Dlvl_On
OF, POOR QU,:;: :.T',:
", .411. ". ,,; •_. ,._ /
+'.r /=
._v,s_o._ 8Z ooc INo. TWR-]3870 _ I
IIG I PAl 24
1985015613-087

MORTONTN_O_OLINC_,_ Wa,$alc h _v is#on
OF F,.,OR QUi_,LIk'_
_=WS_ON A 83 nocNO. T_R- 13870
s-,c I PA_ 25
] 9850 ] 56 ] 3-088

Mom-c_THtOKOL.INCWasatch l_vlmo+t
OF POOR _,., .....
ii i . . , . _ m
, _ i w%
-+
f
._ ":_. £-';._,_',.--;.,+ ,-% ...Q,,+d -- _ .'p _ '; . r . °
I=- ,.¢ t _
,__+_ _ '. .
J
I"
"1
IlL, " '_' .",.-'_ "" t
. ,', I_
; .l 84 ooc_ws_oN ---L. No. I
_,,_ TWR-1387i
1985015613-089


MORTONT.'tIOKOLIN(:- Wasalch Dlv_s_
J L .,,:,.,,
OF PC_:; <=

MORTONTHIOKOL.IRK:.
i_' Was_{chDtvls_n
' _ _

,s
I_IOt_TONTHIOKOL.INC;_ Wa_tch _v=s_cyn
'?F POOR QiJ_Li'iN
i
m¢v,smN A 88 ooc 1NO. TWR-13870
==¢ I pAu 30
1g85015613-093


,,. __K)mOLINC R5_94-II.1WasacchK_v_on
5.0 DAIA SUMMARYANG DATAANALYSIS
A comparison of the N-I nozzle and SRM_ezzle ero_io_ r_fas is present-
ed in Table III. Thps_ data indicat: how the N-I nozzl_ simulated the full-
scale SRMenvironments. The N-I nozzle average web pressure of 6_7.8 psi
was in close agreemenf with the averag_ SRMprpssur_ of 648.9 psi. As _h_wn
ir Table III, significantly hiaher erosion rate_ are experienced at the rose
tip of the SRM_ozzle. Typical SRMrates range form I_ to 16 mil/'_c as
compared to 7.48 mil/sec for the N-I nozzle. This was e×p_cted since _!ow
velocities at the tip of the SRMnozzle are significan+l? hiqher than fho_
rxperienced in the N-I nozzle. Inlet and threat erosicn rate% IIi_ur_d on
-i the N-I nozzle are in close agreement with comparable valuers fn,- the SR_.i] nozzle."; Exit cone erosion rates measured in th_ iI-] n_zzle are hieher in the
_: forward cnne and lower ir th_ aft co_e than thcs_ _xp_ri_ced i_ the SRM
nozzle.
- Comparison of the char data between the SR_ and N-I nozzles i_ _et
easily made due to the differences in motor burn tin;_. The thermal analysis
technique used in p_edicting the N-I performance. This will be d_ne after
_ach tes_ so that an accurate prediction technique for each matmrial i= ob-
taimed and can be used for r_desiqn in pre!icting SRMnoTz_e perFormar:Lp.
Table IV presents design thicknesses d_termined from the N-! nozzle " "
meet SRM ablative material safety factor, i.e., 2 x _resio,,plus 1.25 char
except at the aft exit cone wh_re the requirement is 1.5 x erosi'_ p_: _
char. Also shown is th_ product of thickness and material d_nsity, _ •
rive weight factor. The total thickness required and the product o+ .:v
and thicknmss are parameterswhich will b_ used to evaluatn th_ r_,_ative
p_rformanceof new materials to be tested in subsequent nnzzl,,s.
i
90 ,c FWR-13870 I_EVIIIIOIWA ..o
1985015613-095

85294-1.4t
Wa__
TABLE Ill
COMPARISONOF SRMANDrl-] NJZZLE EPOSIONRATF_
, Average Erosion Pate (m_I/spr)Locatir)n A/A* SRM N-I
NosP Tip N/A 14.0 tn I6.00 7.48
Inlet _.46 _.8 to 9.20 q.03
Throat 1.00 8._ to 10.50 (]) 10.18 (1)
, Exit Ccne Fwd ].20 2.45 to 2.00 6.39I
2.00 ].7 to 2.08 3.1?
!] Exit Cone Aft 2.80 2.9 tc 2.2_ 1.25
5.aO 1.5 to 1.64 0
iI 6.70 1.5 to 2.06 0
-i"i
ti
i(1'
_Based on vre/pest-testdiametrical measurements
1985015613-096

L
I__INC
I"_I"
O0 I _ (:0 CO 0 CO C O C3
I ,-..0 0 _ P-. CO ('I I._0 C) C:_ 0 0 0 0 CD
.--.j
F-
_'- _ Q_i _ r',. _ ",:I" (",4 Cw,j
"' ,--,(::;,::;c_ c; cT ,::;c;L,I..
"I U I.I=iI'-- O" _ I'-)I
,,, _L_j c.;c; c; o o ,::;d c;
I-- _ _-I01_- qOP" I 0 0 c,J C_ r_O 0 CD ¢._
U IOI _lr u_ _0 _r e_ 0:_ P,_ .,..=:IL I • .-A -'_, o o c; o d c;
8_ _ ._i
Z _._ CO _ r',. r,_ _ CO r_ r_
_ • o
Z
o,I °
S.-H
_" 92_;,*' A _o_TWR-13870 I
1985015613-097

NI_ TH_ot I._ _5294- I I. 2
6.0 CONCLUSIONSAND RSCOMMENDATIONS
The baseline nozzle was in good condition and performed well through-
out static firirg. Although data measured in subscale tests cannot be used
directly to design the full-scale SRMnozzle, it does provide a means of
selecting the best candidate mate, ials and provides data which cam bp used
in _nalytical models to design the ft11-scale SRM nozzle.
The preferred method for evaluating which candidate materials will
perform best in the SRM nozzle is to use the subscale erosion and char data
along with SFM design s_gety factors to calculate insulation thicknesses
required for Che full "JIe design. This thickness multiplied by density
will provide _ :_lative weight factor. Cost can then be evalueted on the
Y_I basis of the raw material cost per pound. Materials which have potential
for use in the SRM rozzle should ha_e a thickness and/or density-thickness
product :.%ichis equal to or less than those determirpd for the baseline
- material.
i It is recommended that evaluation proceed as planned for the N-2 erd
N-3 test nozzles so that fin_l selection of th_ best p_rforming materials i
can be made aridincorporated into the N-4 nn_zle design."" j
" i !i
mswmom A 93 ooc TWR-13870= I_,
ss¢ PASK 35
1985015613-098

APPENDIXB
TESTNUMBER2 STATICTESTAND ANALYSISREPORT
1985015613-099

L
i
TWR-13871REV A
_, Space Shuttle_-_i Alternate Nozzle Materials ,-_-! Program21 Static Test Report°i Test No. 2
•' 1 November 1984 _-
DR No. 5-3
Prepared for:
National Aeronautics and Space Administration _-_', -'George C. Marshall Space Flight Center
Marshall Space Flight Center, Alabama 35812 :
_ Contract NAS8-30490 [
• WBS 1.4.2.3.10 I
!
MORTONTHIOKOLIr _ iii
WasatchDivision
_| P.O.Box524, BrighamCity,Utah84302 (801)863-3511 |
r=
_
1985015613-100

"3 _ "_ _ _ ?_" _£_'' "_ C_
<
: 85295-4.1MoKroNI__ -'.WII_ DMIW3n
SPACE SHUTTLEALTERNATEMATERIALSPROGRAM
STATICTEST REPORT-_ TEST NO. 2
i November1984
L
Preparedby:
" _/ /y__ /i/ //fZ_'(._P'/L.P/Z'_-':_' " - A. R.-Can_Id, MaNager
Nozzles and _sntrols Department
i Concurredby:
•E. E. Anderson ° G. E. N1c-Chols
Nozzle Design Section SRMNozzle Program =
It
1
i
" ilt_1111iiiill1111 _1
r_
99 _ I- ..,,,.,.A_L_ ._ Tw,-13871.
1985015613-101

%
IV_I_w:W(IW..INC 85295-4.2
, CONTENTS
_ Page
1.0 INTRODUCTIONAND SUMMARY.................. I
2.0 TEST OBJECTIVE....................... 2
3,0 DESIGN DESCRIPTION................... 3
[4.0 POST-TEST DATA SUMMARY AND PERFORMANCE EVALUATION ..... 12 i.
_. i
4.1 Nozzl_ Post-Test Condition............... 12,, 4,2 Post-Test Erosion and Char Measurements i . . 12 _',
4,3 ThermocoupIe Data ..................... 20 ',
:_ 5,0 DATA SUMMARY AND ANALYSIS ................ 24 ;'2
,; 6.0 CONCLUSIONS AND RECOMMENDATIONS .............. 29
Q
Z o _
II
; l
I!
NO TWD. 1_R71
mev,,,o_ '._N_i_i• wc I"Aai II
1985015613-I02

85295-4.3
ILLUSTRATIONS
l Subscale Space Shuttle Nozzle Description ........ 4
2 N-2 Nozzle Materi_ls and Thermocouple Locetions ..... 5
3 N-2 Nozzle Structural Analysis .............. 8
4 N-2 Nozzle Predicted Erosion and Char Thickness and
Backside Temperatures .................. 9 Ir
5 N-2 Nozzle Nose and Thr_at Section............ 10
6 N-2 Nozzle Exit Cone Section............... I]
7 N-2 Nozzle Noso, Throat, and Shell Insulator ....... 13
8 N-2 Nozzle Nose and Throat, Spalled Area ......... 14J
9 N-2 Nozzle Exit Cone................... 15
10 N-2 Nozzle Forward Exit Cone............... 16
11 N-2 Nozzle Forward ond Aft Exit Cone ........... 17
bly12 Test Motor Assem .................. 18J
13 Test No. 2 Pressure Time Trace.............. 19 I _
14 _-2 Nozzle Typical Erosion and Char Profile ....... 21 -_: "_
15 Average Erosion and Char Data, N-2 Nozzle ...... 22 I
16 N-2 Nozzle Thermocouple Data............... 23 ;
17 Erosion Rate vs Area Ratio Based on Nozzle Cross Sections ?F i!
18 Char Depth w Area Ratio Based on Nozzle Cross Sections . 26
19 Required Thickness Comparisons.............. 27 ' 1
20 Thickness-DensityComparisons ............. 28 i !• t
![
!
4_
101 _ I 'A ,_ TWR-I}871 '
]9850]56]3-]03

4,
85295-4.4! _ 1NIOKOLINC. ,,
'-i
.!
TABLES
Table Page
I Subscale Space Shuttle Nozzle Average TagEnd Test Results (N-2 Nozzle) ............... 7
iI
!
,I i
J102 ooc i ,,
A NO THR-1_"4R71 1A|VIIION
szc IpA_ iVI
1985015613-104

!
MocI_li-I_ I_ 85295-5.5
1.0 INTRODUCTIONAND SUMMARY
The N-2 nozzle was tested 2 February 1983 and was the second of four in
the subscale alternate materials evaluation series. The design closely
simulated the configuration and flow profiles of the full-scale SRM nozzle.
The N-2 nozzle was the first nozzle using altprnate matPrials for evalua-
tion. Polyacrylonitrile (PAN) based materials were used throughout thp
nozzle except for the throat insulation and exit cone overwrap which bsed
ceramic and glass materials, respectively.
Overall performance of the N-2 nozzle was good. Erosinn was generallyt
smooth and uniform except for the nos_ ring which experienced som_ uneven i
erosion and a large eroded pocket at the 270-deg location. Erosion was oen-
erally less than the baseline (rayon) nozzle, and char depths were grpater _'
except for the aft exit cone which charred about the same as th_ baseline.
The K411 spun PAN performed very well and exhibited excellent structural
integrity. A description of the N-2 nozzle and a discussion of the test
data, analysis, and material performance are presented in subsequent sec-
tions.
r
103,,.,.A_L wR-1387 i ;c
=° 1 I
1985015613-105

85295-5.6
Mo_m_ ]11K_L IN¢ iwas_d_DMs_.
2.0 TEST OBJECTIVF
The test objective was to obtain performance characteristics of PAN
materials and ceramic mat phenolic and compare performance to that of the
baseline materials.
L
Iq
|
!
1
I
I'
r
A 104 ooc JNo TWR"13871
MIIVtSION..--..--- ] _,
1985015613-106

!
(
_IH_OXOLIt__ 85295-5.1
3.0 DESIGN DESCRIPTION
The nozzle is a fixed, partially submerged design co'.sisting of a
steel shell, shell insulator, _ose ring, throat ring, and exit cone
section• Overall geometry and comtour simulate those of th_ full-scale SRM
nozzle. The N-2 nozzle is shown in Fiqure I.
q Figure 2 presents the materials used in the N-2 nozzle. All of the
ablative materials were PAN-based _aterials and the throat insulation was a
ceramic mat phenolic. The throat, nose, and shell insulator were
hydroclave cured while the exit cone and throat insulatorwere autoclaw
cured. The material specifics are:
_: Shell Insulator - Fiberit_ MX4961A. This material use E/XA-S 6K continuous
_ PAN fiber from Courtaulds Limited with a 99 percent carbon yield and a fiber
_I modulus _f 34 million. The fiber was woven into a five-harness fabric and
_I preimpregnatedwith a phenolic resin with no filler.
Nps_- U.S_ Polymeric FM5879. This material uses a Hi-Tex-3K continuousPAN fiber from Hitco. This materi_l has a 99 percent carbon yield a i
-! 33-million _cdulus, and was woven into an eight-harness fabric. A phenelic
resin with 15 percent carbon filler was used in pr_impregnated the material
Throat - Fiberite K411. The K4ll uses a Panex SWB-£ spun PAN flber from
Stackpole Fibers Company. The spun fibers aro woven into a balanced
i eight-harness satin weave and thermally treated to provide a 99 percent _
i cart n yield and a 38-million modulus. A phenolic resin was us=d fo,i prepreging with 5 to 15 percent carbon powder filler.
Forward Exit Cone - Fiberite MX4961. Union Carbide's T300 continuous 3K|
i PAN fiber was used in this product. The T300 has a 92 percent carbon
yield, a 33-million modulus, and was woven into an eight-harness fabric. A
non-filled phenolic resin was used.
i Aft Exit Cone - Fiberite MX4961B. This material is the same as the forward
exit cone except that'it used Union Carbide's T300-6K continuous PAN. The
phenolic resin was also unfilled.'r
Exit Cone Overwrap - U.S. PoljnnericFM5755. This is a heavywmight E-glass,
eight-harness satin phenolic with up to 6 percent silica powdmr filler. I
Threat Insulation - Fiberite MXR520. This is a ceramic fiber mat
non-filled phenolic with a high resin content (50 to 60 percent).
A 105 _c TWR-13871 Ii
1985015613-107

\ ThiOkOICOrlOorat_on4 5ulbQ,dlilrvOf
_: _TH_I__W_,_ch Division

!
II
ca
_j
107
_.-;_wl ,I
1985015613-109

85295-5. ? '_N_IHmm_. W_c
Specimens were taken from pach ablative and insulative crmpr)nentand
tested for residual volatiles, resin content, specific g_avity, end
compressive strength. The results presented in Table I are the average
results from three tests.
Figure 2 also shows the thermocouple locations. Two thPr_ncouDle
probes were located ir the exit cnne--one at a nominal d_pth of 0.30C in. y
from the initial flow surfate and one at 0.200 inch. Two therm(}cn_ples
were located at a depth of 0.500 i_ch,
Figur_ 3 presents the results ef th_ !-b structural _ralys_ ;:fthe
N-2 nozzle. AI] components show positive margins of safety u_in_ a 1.4G
factor of safety.
Figure 4 presents predicted erosiow and material alfected depth at _,
selected locations. Th_ maximum predicted backside temperature is 200°F
_nd occurs in th_ aft exit cone region.
The prefirp throat diameter was 9.504 in. and fimished _zz]p w_igbt:!
was 533.5 lb. Figures 5 and 6 present prPfi_e photographs o _ the nozzlp.
!
!
c
108=oc TWR-13871 J
mlwl_Ou _
1985015613-110

85295-5.6IH_ IN(:
TABLE I
SUBSCALESPACESHUTTLENOZZLEAVERAGETAG END TEST RESULTS
(N-2 NOZZLE)
Re_ir. Specific CompressiveResidual Content Gravity StrengthVolatiles (%) (G/cc) (psi)
ForwardExit Cone
PAN Phenolic 2.37 32.89 1.53 19,865
Aft ExitCone
PAN Phenolic 2.21 3,+.50 1.50 15,344 )!
ExitConeOverwrap i
GlassPhenolic 1.6] 30.11 1.93 19,823
Throat
PAN Phenolic 2.23 34.28 I.50 18,761
ThroatInsulation
CeramicMat Phenolic 0.57 54.97 0.93 7,396
_!I Nose il' PAN Phenolic 1.98 32.41 1.51 54,736 !
: Shell Insulator i
PAN Phenolic 1.65 27.81 1.53 57,022
A lOg mac I.iv,s,ON_ NO TWR-13871
.c l"_' 7 I*_"_'
1985015613-111


111 =o= inlivllloil ..._...L_ too. _R-13871
•,e Ip,,= 9 i_
1985015613-113

V
_ TI-UOKOL11,_Wasa_.hDivision
_Ri_tN_L .......
OF FOOR QUAL;'i_¥

!
" ! IVlO_TONTHIOK_LI.NC, Wasa(chDivision
OE POOR QUALITY,
_=w_o_ ,:_ 113 _ J____. NO. "rgR-13871I
u© J_'^_ 11 -_
1985015613-115

85295-5.3
Wasa_chDivision
4.0 POST-TESTDATA SUMMARYAND PERFORNANCEEVALUATION
4.1 NOZZLEPOST-TESTCONDITION
The nozzlewas in generallygood conditionbut showedmore apparent
separation,swelling,and cur] up of the materialin the aft, parallelto
; centerline,wrap in the coneaft sectionand shell insulator.t
The throatwas quitesmoothand uniformand showedvery littleor no
swellingor ply separations.Measurederosionwas lessthan on the N-I
baselinenozzlethroat,but char appearedto be somewhatgreater. The nose
ring towardits aft end showedsome light,unevenwashingrandomlyabout
; the circumferenceand a deep pocketingat the 270 deg location.
_ The aft conecharred,separated,and curledup materialwas quite soft i
?t 'and low in strengthand showedseveralcircumferentialbandswhere apparent I ;_) spallinghad occurred. The ceramicmat throatinsulatorwas not heat
affected(charred);but,duringmetal shellrefurbishment,it fractured
. acrossthe plies nearthe centerof the part, indicatinglow strengthof
thematerial.#
_ The glasscloth insulation/structureoverwrapon the exit cone liner Ji
. was intactand completelyunaffectedby eitherinternalor external ienvironments.
t
The metal housingshowedno indicationof damagebut was somewhat ,
discoloredby heatingfor plasticpartsremoval. The post-testcondition !-._._of the plasticsis shownin Figures7 through11. I
Figure12 showsthe JPL testmotor_and Figure13 presentsthe !
pressure-timetracefor the N-2 motor. The averageweb burnpressurewas !
649 psi and the web burn timewas 31.53 sec.
4.2 POST-TESTEROSIONAND CHARMEASUREMENTS Ii
Erosionrateswere calculatedusingaverageweb burn time. Measured i
throaterosionrateswere calculatedusing I/2 of the averagedifferenceof i
• six prefireand postfirediametricalthroatmeasurements.Erosionat other i1ocatlonswas recordedusingmeasurementstakenfrom the cross-sectioned
' nozzle. Char thicknesswas obtainedby directmeasurementtakenon the _'!
sectionednozzle components.
REVISION_ NO
uc i'*_ 12
1985015613-116

,I

" MOKTC_TNK)KOL.INCWasatch Division
>' OF. POOR ....._'" "

J
117 ooc li_Ic_,,_i,_i_ so. I"gR-13871 :
1985015613-119

k
-{ _ THK_OLINCWasatchDlvldon
"i
., OF, POOR QUALFt'I"

_,.v_s,_ A 119 ¢m¢ lNO. TWR-13871
.. I-- 17 ._)
1985015613-121

f" _" )ZZLE ASSEMBLY
OVERPRESSURE
BURST DIAPH AFT CLOSURE
i; , ,.
'I !t
_ AFT CARTRIDGE ! !
CASE,I
!
)ADED FWD CARTRIDGE i
tw
IGNITER ,.:i
I:ARBON DIOXIDE
QUENCH ASSEMBLYi
|Ii
i] 'FWD CLOSUREINERT PROPELLANT
I
FIRING BASE !,IL.
I"t
!
!
Figure 12. Test MotorAssembly I
120 eo¢ T'dR-13871 JmcvtstoN A .o.
1985015613-122

_ TNtO_Lle,__
C_
cv
r_ I,-rv •
I.-O I
Ud I_U_ao w"" U.I Q,.
Ni- d
U3•- Z
i q. I,,.. _
co) o
\
§ | | _ | | _ l 1 8(Vlkl) ]klnfifiiWd |OVUBAV
uvosocm A 1Z1 OOCNO."rWR-13871 , J _'------- j ,
1985015613-123

85295-5.4" MO_ IMK_KOL_ ,:
Ww,MchD_
The average prefire nozzle throat was 9.504 in.; the average postfire
throat diameter was 10.063 inches. The average throat erosion rate based
on an average web time of 31.53 sec and the postfire diametrical measurement
is 8.88 mils/sec. A typical erosinn and char profile is shown in Figure 14;
Figure 15 presents the average measured eroded depths, material affected
depths, and calculated erosion rates as a functior,of initial area ratio.
•, The material affected depth is the perpendicular distance from the initial
uneroded surface to the char line. Stations O, I, and 2 on the shell
: insulator were covered by the case insulation.
4.3 THERMOCOUPLE DATA
Four thermocouples,TN-I through T_:-¢,were installed into the
ablative liner in the forward section of the aft _xit cone to monitor !
thermal response of the materiais as they were heated by the motor exha_st i'
i! gas. TN-I and TN-4 were installed in drilled holes 0.20 and 0.30 in. below
the initial surface. The other two, TN-2 and TN-3, were located 0.50 in.
below the s'Jrfcce. F_gure 16 presents measured temp_rature r_sponse as a
.:I function of time.
i Just prior to testing, all thermocouples r_ad 40_F. The initial!
temperature rise for the shallower thermocouples, TN-I and TN-4, occurred
at T + 4 and T + 6 sec and continued to rise throughout the test. !
Temperatures of 2,590°F (TN-I) and 2,270°F (T_I-4)were recorded at 36 sec.
TN-2 and TN-3, the deeper thermocouples, showed a qradual temperature rise . ;,
over m_)torburn time. TN-3 recorded a temperature of 205'_Fat 36 sec, and j
TN-2 recorded a temperature _f 260_F. i
IThe peak temperatures of TN-! and TN-4 indicate these instrumentswere
within the char depth of the material; char formation in phenolic is i
generally defined as occurring within a temperature band of 800° to i
I,O00°F. TN-2 and TN-3 were experiencing heating but wer_ still below the iIcharred re_ion of the material. !
!!
ii!
T
A 122 noc TWR-13871 L "i
1985015613-124


i
- i_'lh_lNC _'l

,. MOeTONTH_KOLI_mr_
2,.0 I t__,_._2.400 I_,.j,.-.,,.._._o.7.o,
/ ,,,' 2,200 - / X"_
, 2,000 / I/_°_-I
' 1,800 . ,_ f
/ /1,600
- / /L
' / /¢ 1,4110
:4 =• <
_ 1,200
1,000 f /
.o / // /.
400 LJ'Oi /'// "200 #"
o _' I I ,_ I i0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36
TIME (SEC)
Flguro 16. N-2 Nozzle Thermocouple Data
".,_vmlmG A 125 _ _R-13871 J-.,---,,--, NO.
"_ s-c J e,_t 23
1985015613-127

Mo_m_ Tlt_i_L IE 85295-5.7W_:h DMsion
5.0 DATA SUMMARY AND ANALYSIS
The spun PAN materials generally erodPd less than the rayon ba¢_d
materials throughout the nozzle. A 13 percent decrease in throat erosion
rate based on pre/post-test diametrical measurements was exhibited by the
spun PAN N-2 throat over the N-I carbon cloth phenolic throat (8.88 vs
10.18 mils/sec).
A comparison of the N-] and N-2 nozzle erosioi_rates as c function of
initial area ratio, is presented in Figure 17. These data are based er an
average of four cross-sectionalerosion measurements. Erosion data in
the aft portion of _he aft exit cone are snmewhat questionable due t_
; material swelling and som_ Incaliz_d spallation.
-,i Figure !8 summarizes the material char data which show the PAN
: material_ charring deeper than the rayon based material_ except _or the aft
/ exit cone liner which shows them to b_ PQuivalent. This equival_ncy is
,_ attributed to the parallel-to-centerlinewrapped PAN mat_ri_l swelling
thereby effecting more efficient thermal ipsulation.
Figure I_ presents design thicknesse_ determined _rom the N-2 nezzle
required to meet SRMablative material safety factor; i.e., 2 x erosion
plus i_25 char except at the aft exit cone where the requirement is I._ x
erosion plus 1.00 char. Figure 20 shows the product of thickness and _,
material density; a relative weight factor. The total thickness required -:-
and the product of density _nd thickness are parameters used to evcluate
the relative performance of the new materials.
A comparison of the thermocouple data from the baseline rayon material
and the PAN materials tested in the N-2 nozzle shews the PAN material_ to
be much hotter. At 0.3 in. from the s_rface thm baseline temperature was
gO0 to 1,000°F compared to 2,270°F for the PAN material. At a 0.5 in.
depth the comparison i_ IO0°F for the basPline amd 200° to 260°F for the PAN
material.
NO TWR-13871
s_ ,,o. 24 " ,}
1985015613-128

-_. MoKroNTtttOKOLIt,_._. i W_,ch Division
I
WLU
___ _ .o_• 1 • " " rJ @
,-N _ 2_ EZZ a / U
_- .., \ oi 144 N
I "" E_ N
I , ¢
",l I
0 _ I 2
'-" 10351111N1_lL_lfl;iNOI$OU3
_wsm_ A IZ7 oo= lNO. TWR-13871
-- ISl© pal _'5' I
198{}01{}613-129

i
t Nk:xa'oNTHK::W,OLli,_. _• WaS,l_h _
IDO
r-,
8 1: ,. _, _, m o
1
: "i g r. "g
W_ .
z_- 2 i
_. __ ._. .. .o •_2L.T _'N,).v.o_,_ ,_
,_ ]
1985015613-'130

!
MO_)N'IhK)KOLI_r-Wasa_ I)hts_
[I dZL'L_St'l
1
, 0 i !I'I IZ I :
i k\ . t
a "
• i_ " ,: " ,_ • (_ " _ "
('Nil SlliNX:)IH1 OgltlRO3tl
ncv|lllm, A 12_, _ ] 27____, I
No. TMR-138..7!..
liE(; I PAGE
1985015613-131

, z
g ,-
,, _! o
t' N _ a,_ i e f
->, .-,| %/ -
I,I', N I',, N,- I- 1,- ,-" 0 O. O.
";'1 (£'NI/81) _J.191N3_X ('Nil b'_9_IN)I_IH.L
/
i
:1*j
; ncv,s,o_ A 130 ooc I_. T_/R-i3871 I _
sr.c P,U_ 28
1985015613-132

• -} MO_mONTltw:)KOLINc 85295-5.8
" 6.0 CONCLUSIONS AND RECOMMENDATIONSL
The PAN materials presented ro major fabrication problems, ard all
components were considered of high quality. In general, they exhibited
lower erosion and greater char. The parallel wrapped maferials exhibited
considerable interply swelling.
The unfilled PAN exhibited considerably 9reater in-depth heatin9 as
compared to the baseline; fillers may reduce this _ffect.
The K411 spun PAN materi_] exhibited 13 percent less t_:reaterosion than the
baseline FM-5055 carbon cloth based op pre/post-test diametric_l
; measurements. This material also exhibited superior char structural
integrity and no delaminations. It is recommended that the K411 be
!_I_ evaluated in othe_ areas of the nozzle in subsequent tests.
A 131 mm ] '
._s,o- _..--- No TWR-13871 _sic Jp_41 "++spll
1985015613-133

i
APPENDIXC _
f,
tTEST NUMBER3 STATICTEST AND ANALYSISREPORT
• q
a
• !
.,1 L.
! ,[
|
I
t
,33_,,,L._:,__,_ _
1985015613-134

TWR-13919REV A
Space ShuttleAlternate Nozzle Materials :_Program ' :
; Static Test ReportTest No. 3
1 November 1984
DR No. 5-3
Prepared for: i
National Aeronautics and Space AdministrationGeorge C Marshall Space Flight Center ._._-Marshall Space Flight Center, Alabama 35812 ,:
:
Contract NAS8-30490
WBS 1.4.2.3.10)
MOKrONTHIOKOLINC.WasatchDivisionP.O Box 524, Brigham City, Utah 84,302 (801) 863-3511
135 W_,_MIT.NTIONALLY 91.ANK
............ :....... iI
1985015613-135

M_I}IK)_OLINC 85296-3.5 "WmaQch D_
TWR-13919Rev A
SPACESHUTTLEALFERNATENOZZLEMATERIALSPROGRAM
STATICTEST REPORTTEST NO. 3
I
1Nowmber 1983
tPreparPdby:
AR_Ca_ __,,rNozzlesand C ols Department
Concurredby:
G.'E. NicIT_Is ,.NozzleDesignSection SRM Nozzle ---. 2
m-----A 137 _o_,,cTWR-13919 'IM*E il [_#_},,,
1985015613-136

I Lt)
_ ..-H_ INC 85296-3. !Wa_w_hl)l_
i CONTENTS
t
1.0 INTRODUCTIONAND SUMMARY.................. I
2.0 TESTOBJECTIVE....................... 2
3.0 DESIGNDESCRIPTION..................... 3
_i 4.0 POST-TESTDATA SUMMARYAND PERFORMANC_EVALUATION..... 14
_| 4.1 NozzlePost-TestCondition................. 144.2 Post-TestErosionand CharMeasurements.......... ]4
_! 4.3 ThermocoupleData 25
5.0 DATA SUMMARYANI}ANALYSIS................. 29
_ 6.0 CONCLUSIONSAND RECOMMENDATIONS.............. 34
_'" .!'
!
A _ TWR-X391_I
1985015613-137

i-
_'B_INc.. 85295-3.2 'iV_D_
ILLUSTRATIONS
Figur ,
l Sub.=ca!eSpace Shuttle Nezzle Description .......... 4
2 N-3 Nozzle Materials................... 5
3 N-3 Nozzle Th_rmocouple Locations .............. 8
4 N-3 Nozzle Thprmocouplp Hole Depths ............. 9 i
5 N-3 Nozzle Structural Ar,aly_is ................ 10
6 N-3 Nozzle Thermal Analyses ................ 11
7 N-3 Nozzle Pretest.................... 12
8 N-; Nozzle Exit Con_ Pretest................. 13
9 N-3 Nozzle Throat ...................... 15
10 N-3 Nozzle Nose ....................... 16
11 N-3 Nozzle Shell Insulator............... ]7
12 N-_ Nozzle Forward Exit Cone................. 18
13 N-3 Nozzle Center Exit Cone ................. !9 ,,
14 N-3 Nozzle Aft Exit Cone.................. 20
15 N-3 Nozzl_ Exit Core.................... 21 '_
16 N-3 Nozzl_ Throat Irsul_tion................. 22 I" "-_}17 Test Motor Assembly ..................... 23 i
I/3 Motor Chamber _'ressu're................... 24 i
19 N-3 Nozzle Typlc_l Erosion and Char Profile ......... 26
20 N-3 Nozzle Average Erosion and Char Date.......... 27
21 N-3 Nozzle Thermocouple Data................. ?8
22 Erosion Rate vs Area Ratio Based on Nozzle Cross Sections . . 30 i
23 Char Depth vs Area R,._tloBased on Nozzle Cross Sections . . . 31
24 Required Thickness Comparisons................ 32
25 Thickness Density Comparisons 33 :I
l
III
1985015613-138

85296-3.4IVICmTON_K)mOti_W,_w_chD_
TABLES
Table Pag_
I N-3 NozzleAverag_Tag End Test Results............. 7
f
r
¢,
F
il]Il
i
J.7
I
A ]40 oocTWR-13919 IMIVISlON ...--....--- I " " _sEc pAaE |
1985015613-139

•' 85296-2.!MOKn:_THK)W_L_r-
i !.0 INTRODUCTIONAND SUMMARY
The N-3 nozzle was tested 6 April 1983 and was the third of four in
the subscale alternate nozzle materials evaluatinn series. The design
closely simulated the configuration and flow profiles of the full-scale
SRMnozzle.
The N-3 nozzle is the second nozzle using alternate materials For
• evaluation. Pitch materials were used in the nose and throat_ filled
cortinuous polyacrylonitrile (PAN) materials in the shell insulator and
forward exit cone, and a lightweight PAN in the aft exit cone. A low
density glass was used to insulate the throat.
Qverall performance of the N-3 nozzle was good. Erosion was gener- !
ally smooth and uniform. The pitch throat eroded less than the baselinp
rayon- and P_N-based materials; however, the rhar depth was considerably
greater• The shell insulator and forward exit cone erosion was about the
same as the previous PAN test and less than the baseline material. The
aft exit cone low d_nsity material performance was about the same a_ the
previous PAN and baseline rayon tpstsI
The pitch material char rate was too great for use in the SRM nozzle. {
Tne low density PAN performance was good _nd will be further evaluated in the ;: #
next nozzle test. _ ,
A description of the N-3 nozzl_ and test data is presented in the _ - " '_
following sections. ! },
iIII
l
1I'1
;
i
A 141 NO00CTWR-13919 JREVISION --
sEc i '*_ 1 , I
......
1985015613-140

_THK_ot._r_ 85296-2.2t
2.0 TEST OBJECTIVE
The objective of the test was to obtain performance characteristics
of standard density pitch and PAN materials ard low dersity glass and PAN
materials under static test conditions for comparison to baseline mate-
rials.
I
?
I
I
A 142 ooc TWR-13919ReVi81_ ....--...- NO 1
" _ _. ,_. _ _T'_--_#_,_I"'__ _ ._
i9850i5Gi3-i4i

, 85296-2.2, _ Nk_m_TNw_C)LINC
3.0 DESIGN DESCRIPTION
The nozzle is a fixed, partially submerged dpsign consisting of a _tppl
shell, shell insulator, nose ring, th,oat ring, and _,xitcone sectio,.
Overall geometry and contour simulate thosp nf the full-scale SRM nezzle.-I
The N-3 nozzle is shown in Figure ].
Figur_ 2 presents the materiels used in the N-3 nozzle. The throat and
nose used pitch materials, the forward _xit cone/center exit con_ and shell)
I
insulator used PAN materials, and the aft exit used a low d_ity PAN m_te-
-_ rial The throat insulation was a glass mat ph_nulic. The threat, nose,
and shell ir_sulatorwerP hydroclave cured while th_ exit cone and throat
" insulator were autoclave cured. Thp material specifics are:
Shell Insulator
U.S. Pglymeric FM5879A. Hercules AS4-3K cortinuous PAN fiber is usedh
in an eight-harness weave. The fiber has a 34-million modulus and a 94
percent carbon yield. A ]5 percent filled phennlic resin is _sed.
Nose
U.S.=Po!_meric FM5750A. This is U.S. P_lym_ric's p_tch materi_l using i
Union Carbide's VCOI62-4K fiber woven into an eight-harness fabric and then i
carbonized. This pitch fiber has a 45-million modulus and _ 99 percent "_
carbon yield. The phenolic resin h_s 15 percent carbon powder filler.
Throat i-- i
Fiberite K458. This material u_ed Union Carbide's P55 carbon fiber i
grade VSB-16 which is a 4,000 filament continuous fiber from a pitch pre- I
cursor. The fiber has a 45-millior modulus and 99 percent carbon yield. I
The fiber is ful!v processed and _hen woven into _ five-harness fabric and J
impregnatedwith a filled phenolic resin.
Forward Exit Cone
U.S. Polymeric FM5879B. Celion 3K continuous PAN fiber in an eight-
harness weave is used. The fiber has a 34-million modulus and a 96 percent i
carbon yield. Fifteen percent carbon powde, filler is added to the phmnolic
resin.
SEO
II I I I . -
1985015813-142

144 ooc___..IA No. THR-13919ItlVlllON I
.- _- 4 f.®:
1985015613-143

145uvns_o_ A NO. TWR-13919
t ..o I,,.. s
1985015613-144

W_
x Nk:)m'(_'_W:W_LiNC. 85296-2.3Wa_chD_vJn
Center Exit Conei
U.S. Pol_meric FM5879C. This material uses a Hitco Hi-Tex-6K cantinu-#
ous PAN fiber with a 33-million _odulus and a 94 percent carbon yield, The
phenolic resin is 15 percent filled, o
Aft Exit Cone
- Fiberite MX134LD. This is a lightweight PAN materi_l with a density
of 1,0 to 1.30 g/cc. An ripenplain weave of Union Carbide's T-300 311fiber
is used. This material uses 10 to 13 percent carbon n_icroballn_nfiller and
. 38 to 44 percent but_diene-acrylonitrile modified phenolic resln.
Exit Cone Overwrap
L_ U.S. Polymeric FM5755. This is _ h_avyw_ight E-glass, _ight-h_rn_ss
satin phenolic with up to 6 percept silica pmwder filler.
: Throat Insulation
.- U.S. PoljnnericFM5898. This is an E-glass fiber mat with a cured
composlte density of 1.0 Q/co. it has a high phenolic resin content _66
percent) and no fi!l_r.
, Specimens were taken from each ablative and insulative component a_d
tested for residual volatiles, resin content, specific gravity, and compres-
sive strength. The results presentpd in TaL,ie I are the aver_qe results
from three tests. _,
Figures 3 and 4 show the thermocouple locations and required/mee.ured )
hole depths. Sixteen thermocouple probes were located in the exit cone--4 I
each at depths of 0.2, 0.3, 0.4, and 0.5 in. at expansion ratios of 2.0, i
3.3, 5.0, and 6.2. )I
Figure 5 presents the results of the 1-D structural analyses of the N-3 i
nczzle. All components show positive margins of safety using a 1.40 factor
of safety. !l
Figure 6 presents predicted erosion and material affected depth at I!
selected locations. The maximum predicted backside temperatur_ is 200°F and !(
occurs in the aft exit come region.
The prefire throat diameter was 9.499 in. and finished nozzle weight i
was 531.3 lb. Figures l and 8 present prefire photographs of the nozzle.I
A 146 _ 1 ",mv,s,o.__ _ . TWR-13919 ._
HC PAGE 6 ,
, . _ ._ ,._ .,_, ,_, _, ._,,. . •
1985015613-145

•. : _ IHIoKC_INC
!. "N_,mdl ONSsion
)
i ot
I¢...1 I
b_
ii
REVtSlON, ' A ooc !No TWR'=I391__G PAGE i
7
1985015613-146


" -i _ TH_ INC., wasachDivision\ .
PLANE REQUIRED DEPTH MEASURED DEPTH
STATION (DEG) (IN.) (IN,)+ 0.000
1 10 2.900.0.030 2.895
: ! 2 1.020 1.011•
3 0.800 C.799
ii 4 0.800 0.794
0.000 2.7961 110 2.800 +.0.0307
2 0.920 0.918
3 0,700 0.697
1 19f 2.600 + 0.000 2.598- 0.030
2 0.820 0.817
t 3 o._,)o o.s_ ;- _ -_:4 0.600 0.598
1 290 2.400 + O.O0_, 2.398- 0.030i
2 0.720 0.719 i
3 0.500 0.495 i(
4 0.500 0.498
1 'i
Figure 4, N-3 Noz_de Thefmocouple Hole Deplhs i
149
_, l p_ 9
1985015613-148

TNnOK_.INL.:.WasamKhDIv_k:m
U,e
!
/t I,U..a '_
G, a, L L G,
I I _:e
Z Z " I&l
!::oo_o _:
q_
:.k
150 oo= 1
[] _ ; _ _"..... _ "_ F _ e"_,T_"_- .................. •
1985015613-149

151 _ Imno0soooi_ NO. TWR-13919
I_. L®"TT;
r II ...................
1985015613-150


,,4
Iv_ THK_. Iw,_W_c. c_:.i_ ORIGINAl- PAGT" i,_
OF. POOR QUALITY
7538L-4
Figure8. N-3 I_zade ExitCone Prelest
lliv,li,oll _ 153 ooc _),
. _-0. TMR-13'319 l
| --._ i ,lltl 13 '
x m , _ --
] 985015613-] 52

" 85296-1.2IV_ THWm_)LI_Z
4.0 POST-TEST DATA SUMMARY AND PERFORMANCE EVALUATION
; 4.1 NOZZLE POST-TEST CONDITION
The nozzle was in good post-test condition and there were no major
anomalies. The throat and nose sections of pitch material showed good
integrity.There were no delaminations in the throat even though it
charred completely through. The nose ring was unbonded from nozzle, had
several delaminations,ana was charred completely through also. Both
pitch parts had excellent char integrity.
The shell insulator had one delamination at the forward tip which is
: a substantial improvementover the previous ones.!
The exit cone performed similar to the past tests. The forward exit
_ cone wrapped 30 deg to centerline showed ,,udelaminations but a fairly
:_ deep char. The center exit cone section performance was good with no
anomalies. The low density PAN aft exit cone showed minor erosion and
some lifting of plies and some spallation.
The glass throat insulation experienced surface char and had three
• hoop fractures with evidence of char in the cracks.
The glass cloth insulation/structureoverwrap on the exit cone liner
was intact and completely unaffected by either internal or external
environments.
The metal housing showed no indicationof damage but was somewhat
discoloredby Fr3ting for plastic parts removal. The post-test conditions
of the plastic_ are shown in Figures 9 through 16.
Figure 17 shows the JPL test motor and Figure 18 presents the
pressure-timetrace for the N-3 motor. The average web burn pressure was
658.8 psi and the web time was 31.56 sec.
4.2 POST-TEST EROSION AND CHAR MEASUREMENTS
Erosion rates were calculated using average web burn time. Measured
i throat erosion rates were calculated using one-half of the average difference ofsix prefire and postfire diametrical throat measurements. Erosion at other
locationswere recorded using measurements taken from the cross sectionedI
nozzle. Char thicknesswas obtained by direct measurement taken on the sec-
tioned nozzle components. 154 ooc iA NO TWR-1391g I
REVISION
sic I_AO_ 14
1985015613-153

n,_ws_m 155 moc INO. TIVR-13919I _.
:1 szc I,A_ IS

", d
_- Mo_roNTN_Jot. INC _.
OE POORQ_JAL!'/'_ ';

M(_ TtIK)KOL.INC _ ,-
OE POORQ,j._.l =V
f" ,...................... .-
#,
! -
.J,
t
l
I
P " 4._ i
: 11
|
.... " 75980-6=.I
_. Figure 11. N-3 Nozzle Shall Insulator I
_" 157 t=o¢ I *n-v=s:o_ A No. TWR-13919 ".
i9850i56i3-i56

•, IVIom'ONTHK_,OLINC_" _ WasatchDwlslon
158 ooc IRIVIIION NO. _R-13919 I
I
,z° !,,= 18
1985015613-157

1985015613-158


7._980-2
!
_. Figure 15. N-3 Nozzle Exit Cone
161 oo_No. TWR-!3919
_'J ,Iv,s,-- A - Iuc _ 2t'l

|!
-_ MORTONTHK:_O(.,INCWasatch Dtvlsion
ORIGIr;AL .......O_ POOR qUALIW

!
IVlOl_: THiOK(X,INC. 'iWa_x_D_V;_n
ii1i
-i, ASSEMBLY
OVERPRESSURE
;, BURST DIAPHRAGM _ ED AFT CLOSURE
i
AFT CARTRIDGE
1
• !
f LOADED FWD CARTRIDGE _ :*' t J
IGNITER - _"
DIOXIDE i IQUENCH ASSEMBLY i
• ; t
FWD CLOSURE t
- INERT PROPELLANT tiFIRING BASE i
;
!|
I
rI
Figure 17, Test Motor Assembly !
163 _ I ;uvlsi(m _ Pro. T_R-13919 :
lg85015813-182

* _ THK:)KCLiNC.Wasach l:X',,b/_n
.,?,io
i
._.. o
-"i °
• I- , II II
• ., _
;. _a.
I
' I
J
N
:I _ | !I I 1 l s °| (VlSd) HIJN$S]IJd
" n,_wmom A 164 o_..----.- No, THR-13919 J
• , , ,,,, ,,, _ "_LK-_'-,,:- - ....... , • "I
1985015613-163

f
:-}' Nk)_m_NB-I_ INC 85296-I.3 ";
l'heaverage pretire nozzle throat diameter was 9.499 in.; the
average postfire nozzle throat diameter was 10.045 inches. The average
throat erosion rate based on an avprage web time of 31.56 smc and the
• postfire diametrical measurement is 8.65 mil/sec. A typical erosion and
i char profile is shown in Figure 19; Figure 20 presents the average
measured eroded depths, material affected depths, and calculated erosio_# }
rates as a function of initial area ratio. These data are based on average
measurements taken from four nozzle cross sections (0, 90, 180, and 270
deg). Material affected depth is the perpendicular distan_ from the
: initial uneroded surface to the char line. Stations O, 1, and 2 on the
_, shell insulationwere covered by the case insulation. If
4.3 THERMOCOUPLE DATA
: Sixteen thermocouples (Figures 13 and 14) were installed in the exit ,
cone to measure material thermal response. The four forward thermo-
couples were grounded metal sheath type similar to those used ir the
prior two tests. These probes functioned satisfactorilyexcept for Tl-110 I
(initially 0.3 in. below uneroded fl_w surface) which recorded t_m- i
peratures lower than those at 0.4 in. from the uneroded surface. Tl-110
data are therefore considered to be invalid The 0.2 in deep th_rmo- ;
: couple measured approximately 1,700°F at end of burn. This compares to '
2,580°F measured in the last test in the same location in an unfilled PAN _*: imaterial. This substantiates that _np filled materials have lower
thermal conductivity amd are probably better suited for nozzle applica- i
tion.
The other 12 thermocouples were plug-type instruments using low
density PAN material as the plug with ungrounded wires twisted together II
at the tip. These plugs were bonded into predrilled holes in the center II
and aft exit cone. The data were erratic for all of these thermocouples
and investigation into this problem disclosed that they should have been i
grounded with welded tips. The next test will use thmrmocoupleswith
j these features. Figure 21 presents the forward thermocouple data.!• !
}
"IVIIION A 165 _ _ ! '_
TWR-I_919 ,;t
Me
1985015613-164

;,tOIL_ _IIOEX. INr_Wlslch DMsk_n
*l
J
m_oso_ A 166 _ 1L_). TWR-13919Ill ii ii
,_ i,A,, asI_-- I I II i, .i ......... _ ...... .
1985015613-165

16)' _oc JlllrVlllON A No, TWR-13919 i
•,c 1,,_, z7 ._,
"1g850"15(_'13-'1(_6

t
Watch Divis_n

J" 85296-1.4_" IVk_THK)__INC
Wasat_ D_on
5.0 DATASUMMARYANDANALYSIS
: A comparison of the N-I, N-2, and N-3 nozzle erosion rates as a
fur_ction ef initlal area ratio is presented in Figure 22. These data are
based on average cross sectional measurements. The filled PAN, located
in the shell insulator, forward, and cente_ _';t cenes, eroded similar
to the unfilled PAN on N-2, and less than the baseline materials in N-I.
The low density PAN, located in the aft exit cone, eroded about the same
as the baseline material; however, the data are somewhat qupst_onable
due to the material swelling and some localized spallation.
Fiqure 22 indicates that the pitch material eroded slightly more
; than the P_N and baseline materials in the nose and throat rpgions.
However, diametrical measurnments show tl_at the pitch material eroded
_: less in th_ throat area (8.65 mi_/sec) than the spun PAN of N-2 (8.88
mil/sec) and the baseline rayon (I0.I_ mil/sec). A 15 percent d_creas_
in throat erosion rate based on diametrical measurements was exhibited
by pitch material over the N-1 carbon cloth phpnolic.I
Figure 23 summarizes the material char data wi_ich shows the pitch
materials charring dpeper than the rayon and PAN based materials. Char
depths in spun PAN and filled/unfilled PAN materials are approximately
50 percent greater than baseline rayon mat_rial. The fill_d PAN charred
about the same as the previously tested PAN and the low density PAN
performed the same as both the baseline meterial and standard demsity
PAN in the aft exit cone.
Figure 24 presents design thicknesses determined from the N-I, N-2,
and N-3 tests required to meet SRM ablative material safety factor;T
i.e., 2 x erosion plus ].25 char except at the aft exit cone where the
requirement is 1.5 x erosion plus 1,0 char. Figure 25 shows the product
o of thickness and material density, a relative weight factor. The total
thickness required and the product nf density a_d thickness are
parameters used to evaluate the relative performance of the pew
materials.
!
II A 169 ooc I
• No TWR-13919
REVISION_ Is_c ,,,,,o,: 29
1985015613-168

•. IV_ I"HK:)_CX..INC'_satd'_ Dr,_ls,K'_
_. i _ '-"
: I- O oom 0>?, _o:== _, "_'
• u') _._'[=_.z. _ a, -"Z Z "',.,, ._
,< ,,_,;; , _ ",,.,, ?__,1 I .r,s i t m _v o - Z O
?
r--g
_o _ _..--_."/-" _ =
, <..:..[_ , >
: Z_ ...... _..,,.:.,,. ,_- _"
• _; ". _
8 o = '_""_ i _
,= .•' I I I I l I I
8 8 8 8 8 8 8 8 =, o o • • 0
':- (:):IS/glIB) g.LVUNOISOU_
170 ooci n='vi=m_ A,_... .NO, l"gR-1391_
=Im, pA== 30
.... -_-_ ,,_,4'_.. , '_ -_,
1985015613-169

,+
.!
+,_ MornoNTH_,DLIP'.r- <, W_atchDivision
°° _i o_1 +,D
[ Ill '
_j ,X.
< 'To+,? i _o ,. .+zzz ._+ +,;_. Z I I /I,e ©+, m= _ l i . u _'. W
+" ++ l!i +:++ .. " e
03, __,.,, ,,, .+7+ N
-'+ + :+ :+t '_.J 0 m
i i (..) _. "o +./'/ t z - ® +
+ O. ,f ( ,_. o4 o
at (3 n- _
-_ u.0 .o%
+ -... .,1_ _ ... .."., r _ :i- ID
_ ,." _, < oillel" ,.,,.. .,I=O's" _ l O
. -..:,_i _.- el i"'-. _ "I E.
1 =_ """ _''
i
< " I I I I ' I" I ' I I I ;!
+" " " '- 0 o o 0 0 ¢_ 0 t
('NI) HVHO i
t
171 li_ i
RlVilION A NO, TWR-13919 I i _sic i _ 31 '
+t_-- .............
1985015613-170

,,I
_+. MCWtTON_ INC.W__
.., +<.> o
:3 "+: z° I zzz
_ I I mu.iI 'i! CO
.. _ _ ,,0
E
V- U
• '"w .@\! = _" t
_L0 _ .-_
• Ni #. ¢..-_
/" ",_ '¢W
+.+.++,/ .-+<+_<..+.+.++/!
/ <,,"< ""'7ii,,;:+. ._• +> -_ ?:.,.+.,,,,.o
+..mzl,#i_
•., m.<_m m +!.<_m.m +I _ =.
:-'i ('NI)SSaN)IOIH1o:=ulno:qt
172 o_ I '! mlviSiON_ NO. _,#R-1_19 ;i
•,o I-, +_ i_,+_ - __ -- :.. ,,.-_ _ :_.+ .....
i 1, 'i '+
"19850"156"I3-'I 7"I

W'4sacchDwls_on
.f,_.
0 L
' J _ ta• < _ i;
0 .Z Z
_. : w= w ; .<<
m I _ 1.1
z _'___<_
L_ i a- c
_,z /u.O i,
• !
z_ > ,......./ o_._ ., _,_,__ _ ,_o / ",,
• o_ ,.. _ _,_"-.. /_
. Nv_..-
-- ,,. _
_t (£'NI/8"1)_LISN:IQ X ('NI) S$:IN)iOIHJ. '173 oo_ ___(wsm_ A No. TWR-13919 I
1
1985015613-172

I
/-
Was_chDr/l_
6.0 CONCLUSIONSANDRECOMMENDATIONS
L
The PANand pitch materials presented no fabrication problems and all
components were considered of high quality. The pitch materials charred too
: deeply and are not suitable for use in the SRMnozzle. Tile filled PAN
exhibited lower thermal conductivity than the unfilled PANmdterial. The
low density PANmaterial performed very well, appears to be weli suited
for SRMuse, and will be further evaluated in the N-4 nozzle test.
I!
i
.!
174 ooc I, REV,S,ON_ No TWR-l__q1O I
P '""' ' -- _-"-.','_J' ""_lil,lm_ ..- - - " - , . "I , .,,
i9850i56i3-i73

.\
APPENDIX D
TEST NUMBER 4 STATIC TEST AND ANALYSIS REPORT
I
i '
!
i
II
' t1
ii
l i-_ i_
I
i.175
1985015613-174

,i
CTWR-31475REV B
,t
' Space ShuttleAlternate Nozzle Materials
.' Program_: Static Test Report--, Test No. 4
1 Novernber 1984
DR No. 5-,
Prepared for:
National Aeronautics and Space AdministrationGeorge C. Marshall Space Flight Center 'Marshall Space Flight Center, Alabama 35812
, Contract NAS8-30490
WBS 1.4.2.3.10
MORTONTHIOKOL.INCWasatchDivision
:" PO Box 524, BrighamCity, Utah84302 (801)863.3511
.*m
!77
;| _R_cm[Nu_AC_BL_= NoT_M_n _.,._mr_l_aLt_ _
-' i ii ........ - .......
1985015613-175

I
i_. R5297- 5.5Mom'oNTNK)_0t.I_C
_': W'a_.,h I:llvisloe
TWR-?]475
_: Rev B
SPACESHIJTT[_EALTERNATENOZ7[E MATERIALSPROGRAM
:_ ST/;TIC TEST REPORTTESI NO, 4
PrPpared by:
' 7Y_f'/__b_c,Z_'; Tim Crockford
_'1 Nozzle Designil;1
Concurred by"• I
- Cagefr_d° Gp_-"qe "1'_4,cho ] ,: -" AMan zzles and Controls Department SRMilozz]e
" _ !'I:ItL'_f_lN(; t'A(E ,q£:,\1£_ NOT F?E.&rF,'3
1
B 179 .o°°CTWR-31475 1REVISION __
,o I..o. _)'1
i
1985015613-176

'£ R5297-5. IIVtORT(_TNK)I(OLINCW_wim-.hIJ,vnk_
CONTENTS
!.(_ INTRODUCTIONAND SUMMAKY................... 1
2.0 rEST OBJECTIVES ....................... 2
-- 3.0 DESIGN OESCRIPTTON...................... 3L
4.0 POST-TESTDAT_ SUMMARYA_D PERFOR_IA_CFEVALII_TION ...... 16
,. 4.1 Nozz!o Post-Test Condition.................. 16, 4.2 Post-Test Ernsion and Char Measuromont_ ........... !6
4.3 Thormocoupla Data ...................... 32
5.0 DATA SUM_4ARYAND AN#IYSES ................ 39
6.0 CONCLUSIONS _ID F_ECOMMENDATION................ 43
i.
B 180 _ TWP-31475 1RI[VISIOI4i t
_" • I [ __ . I -_ -- II I II J i £
1985015613-177

ILLUSTRATIONS
!
I Subscaie Spacp Shuttle Nozzle ne_rription .......... 4
2 N-4 Nozzle Materials..................... 5
3 N-4 Nozzle Thermaccuple Locations .............. 9 ,'-
=. 4 y-4 Nozzle Thermocouple Hole D_Dths ............. 10
_,.i 5 N-4 RozzlP Structural Analysis................ 12 't "
-; 6 N-4 Nozzle Thermal Analyses .................. 13-|t
'_i 7 N-4 Nozzl_ Pretest...................... 14"i
8 N-4 Nozzlp Nose Pretest 15*I_i 9 N-4 Nozzle Post-Test.................... !7I
]0 N-4 Nozzl_ Throat Po_t-Test ................. 18 i11 N-4 Nozzle _hroat Post-T_st ................. 19
12 N-4 NozzlP hroat Post-Test ................ 2F)I
_ i3 N-4 Nozzle Nose Post-Test .................. 21!
I It. N-4 Nozzle Nose Post-T_st .................. 22i 15 N-4 Nozzle Nose Post-Test .................. 23 ,_ '*
I 16 N-4 Nozzle Shell Insulator Post-T_t ............. 24
i 17 N-4 Nozzle Shell Irsulator Post-Test............. 25
18 N-4 Nozzle Exit Cone Overwrap Post-T_st ........... 26iI 19 N-4 Nozzle Exit Con_ Post-Test................ 27
20 N-4 Nozzle Exit Cone Post-Test................ 28J
21 N-4 Nozzle F.xitCone Post-Test................ 29
_li 22 Test Motor Assembly .................. 30
'I 23 Motor Chamber Pressure.................... 31
24 N-4 Nozzle Erosion and Char Pr_f_le ............. 33
i'25 N-4 Nozzle Awrage Erosion and Char Data........... 34
26 N-4 Nozzle T1 Thermocouple Data ............... 35
27 N-4 Nozzle T2 Therm,ocouplp Data ............... 36
28 N-4 Nozzle T3 Th_.nnocoupleData .............. 37
B 181 ooc TWR-31475wo I ]
BIC P._31 .
1985015613-178

\
_C B5297-5.3Iv_ I_X_m.INCWm.lm:h _
ILLUSTRATIONS (Cont)
Finure Pa___9__
' 29 N-4 Nozzl_ T4 Thermocoupl_ Data .............. 38
30 Erosi,m Rate vs Ar_a Ratio Based nn Nozz!_ Cross Sectinn_ 40
_ , ..I Average Thr_at Erosion Ratp Cnmpariso_........... 41
-! 32 Matpri_l Affected D_pth - Ar_a Ratin Comparison...... 42
_J 33 Full-Scalp SRM Alternate Material_ Nozzle ......... 44J
ii
I
I
iI i
B 182 .o°°CTWR-31475 I '_c p_sa 1V
1985015613-179

!
L_
o5297-5.4IV_'I_INc_bWchDlv_,
TABLES
Table Page
L
I N-4 Nozzle Average Tag [nd Test Results ............ 8
i
: :
!,i
[
B 183 ooc j _ '",_n,_.----- No TWR-31451 lMc _ ¥ _
1985015613-180

Mo_ THIOKOLI__ 85Z97-4.1
1.0 INTRODUCTIONAND SUMMARY
The N-4 nozzle wPs tested en 17 August i9_._ and w,_s J_ fourth sub_cale
alternate nGzzle materials evaluatlor, test, Th_ design closely si_,ul,_tes
: the configuration ,_d flow profile of the full-scale SRMnozzle.
The N-4 nozzle is th_ third nozzle using alternate m_terials for evalu-
ation. Spun PAN materials were used in the sh_ll ir,_'lator, nose, throat,
and forward, exit cone, and low density PAN matprials were used i_ the aft
exit co,;e. The threat insulation was glass mat phenolic. The exit cone
_. overwrap was fila_,ent wound graphite epoxy.
Overall perforn,anc_ of the N-4 noz:ie was good. Ero._i(;n was smooth and
•" uni form.
_- Alternate materials can b_ u_ed in the full-scale SRMnozzle, providi_q
: an additional 360 lb of p,_yload capacity.":r
Due to risks asscJciated witi_ the introduction and qualification of new
nozzle materials and the STS-8# pczzle erosio,l aromaly. _t was decided r,ot Ito incorpora_.e the altm'nate n,aterie!s in a full-scale nozzle at this time !
' and no additior, al alterr, ate material:, tests ar_ planned. I
. i
llf, IM011al,l,V
B 185 ooc I.o TWR-31_75 I
_|C i ;_AGE
1985015613-181

\
'4 85297-4.2
•_ __K_O_,X.INCZ
2.0 TEST OBJECTIVES
The objectives of this test were to:
1. Obtain performance characteristics of spun PAN
materials, low density PAN materials, glass mat
phenolic, and graphite epoxy overwrap in the sub-
scale test motor.
2. Evaluate and compare performance of new materials
to baseline materials under static test condi-
tions.
3. Establish a data base for redesign and analysis of
the full-scale Space Shuttle nozzle.
3"
c
!
.mv,s,oNB 186 ooc JNO TWR-31475.c I ,AO_ 2
1985015613-182

Mo_oNTN_m_..INc 85297-4.3' Wd_w_chDNma_n
3.0 DESIGN DESCRIPTION
The nozzle is a fixed, partially submerged design consisting of a
shell, shell insulator, nose ring, throat ring, and exit cone s_ctiop.
Overall geometry and contour simulate those o_ the full-scale SRMnozzle.
The N-4 nozzle is shown in Figure I.
Figure 2 shows the materials used _n the N-4 nozzle. The shel;
insulation, nose, throat, and forward exit cone used spun PAN materials, the
aft exit conp used low dpnsity PAN materials, the thrnat ins,,lation used
" glass mat phenolic, and the exit co, o _verwrap used a graphi_ Ppnxy. TheT
, sh_ll insulator nose and throat ring were hydroclave cured while the throat i
_" ' insulation, forward exit care, aft pxit ccne, ar,d ex _+ c(:ne overwraD wer_"_,j .... !
{-i autoclave cured. The material specifics e_:
] Shell Insulator and Nose ,
I Fiberite K411. This material is a phenolic rpsin impregnatec; balanced
! eight-harness satin weave fabric. Ine phernlic resin contains 5 to 15
] percent by weight carbon powder filler, ar;d t ho c__rhnn fabrir is a product i
of Stackpole Fibers Co., known as Par.exe. SWB-°. The fabric is woven from i
I Panex 30Y/8OOd carbon yarns, which is mad_ by spinning PAN filaments prior to !_ :: 4.
being carbonized. The carbon filaments contain 99 percent carbon, hy
weight, and have a 38 x 106 psi tensile modulus. _;
Throat ;-I
Fiberite K4]IA. This material is a phe_nlic resin impregnated
' balanced eight-harness satin weave fabric. The phenolic resin contains !O.
to 18 percent by weight carbnn powder filler: _nd the carbon fabric is a '_
prcduct of Rolycarbon Incorporated,designated as PCSA. The fabric is
woven from car)on yarn, which is made by spinning PAN filaments prim" to
hei._gcarbonized. The carbon filaments contaim 9q percent carbon, by
weight, and have a 38 x !06 psi tensile modulus.
ll.S.Polymeric FM 5834. This mBterial is a phenolic resin impregnated
balanced eight-nar_,.sssatin weave fabric The phenolic resin contains 13
to 18 percent by weight carbon powder filler, and the carbon fabric is
product cf Stackpole Fibers Co., known as Panex® SWB-8. The fabric is woven
from Panex 30Y/800d carbon yarn, which is made by spinning _AN filaments
I S7 _.= IB NO TWR-31475 _ _REVISION
s,,e Ip,,o. lI
1985015613-183

t


U
o[o0_
Nk)Im_ TI'IK:mOLINC _,u_ i-4.4Wasa_chDivision
prior to being carbonized. The carbon filamenf_ cqntain 99 bprcent carbon,
by weight, and have a 3£ x 106 tensile modulus.
ihroat Insulation
Fiberite MX 4968. Tnis material is a ph_m)lic resim impregqat_d
E-Glass fiber mat with a cured density of !.0 to l.l 9/cm3. The phepnlic
r_sin contains no fillers.
Forward Exit Cone
| U.S. Polymeric FM 5834A. This material Is a phpnelic r_ip imprpgna..,d
balanced eight-harness satin weave fabric. The D_nnlic resin contains I?
tn 18 percent by weight, carbor powdpr filler, and !he carbon fabrir i_ a
product of Polycarben Incorporated, designated as PCS#. Th_ fabric i; wown
#tom carbon yarn, which _s made by sp:primo PAN filaments prior to carbnniz-
ing. The carbo_ f_laments cortair 99 p_rc_nt carbc;n, b" weight. _nd have a
38 x ]05 psi tensile modulus.
Fiberit_ K41]. (Same as Shell Ins_'!atqr ard Nose)
Aft Exit Cone
Fib_rite MX ]34LD. This materi_l is a phenolic resin impregnated open
plain weave fabric. The cured matprial has a low dersity of ].0 tn 1.30
g/cm3. The 37 to 44 percent, by w_ighf, butadiene-acryloritrile modified _ .
phenolic resin contains 10 to 13 l-,prceat, b2, weight, carmen microb_llonp
fil_er, an_ the fabric is wove_ with Union Carbide Cerporatinn Thornelm
T-300 grade WYP30-I/0 carbon yarn. The yarn cohta_rs 3,000 filaments mad_
by carbonizing PAN continuous filamenl. The carbG, filaments cor'tain 92
percent carbon, by weight, and haw a 33 x 106 psi tensile mcdulus.
IJ.S. Polymeric FM 5908. This material is a phenolic r:_in impregnated
mock leno weave (an open we_ve with inte_sectio_ that draw a group of warp
and fill yarns together). The cured material h_ a low density of 1.0 to
].3 g/cm3. The phenolic resin contains 10 percent by weiqht carbon
microballoon filler, and the fabric is weven with three bundles of Hitco
Hit_x_ carbon yarn. The yarn contains 6,000 filamer,t_ made by carbonizing
PAN continuous filaments. The carbon filaments cemtain 94 percent carbon,
by weight, and have a 33 x 106 psi tensile modulus.
190 _o¢ IB NO TWR-31475
..v,S,ON_ ,,o 1"_'6l "i_'................................. I
1985015613-186

W!
85297-4.5
IVI_ TNx3_ l_w_
Fiberite MX 4967. This material is a phenolic resin impregnated mock
leno weave (an open weave with intersections that draw a group of warp and
fill yarns together). The cured material has a low density of 1.0 to 1.3
g/cm3. The phenolic resin contains 9 to 13 percent, by weight, carbon
microballoon filier and the fabric is woven with bundles of three Celanese
Corporation Celion® carbon yarns. The yarn contains 6,000 filaments made by
carbonizing PAN continuous filament. The carbon filaments contain 93
percent, by weight, carbon and have a 34 x 106 psi tensile modulus.
U.S. Polymeric FM 5908A. This material is a phenolic resin impregnated
open plain weave fabric. The cured material has a low density of 1.0 to 1.3
g/cm3. The 38 to 44 percent, by weight, butadiene-acrylonitrile modified
phenolic resin contains 8 to 12 percent, by weight, carbon microballoon
filler, and the fabric is woven with Hitco Hitex® carbon yarn. The yarn
contains 3,000 filaments made by carbonizing PAN continuous filament. The
carbon filaments contain 94 percent carbon, by weight, and have a 33 x ]06
psi tensile modulus.i
Exit Cone Overwrap
Fiberite FX 425B21. This material is an epoxy imnpregnated high
wodulus graphite Hercules IncorporatedAS-4 12,000 filament yarn that is
made using a PAN continuous fiber precursor. The resin is a Fiberite
Corporation 982 epoxy resin. The cured density is 1.55 g/cm3. The _,
graphitized filaments contain 94 percent carbon, by weight, and have a 34 x
1G6 psi tensile nmdulus.
ISpecimens were taken from e_h ablative and insulative component and i
tested for residual volatiles, resin content, specific gravity, and I
compressive strength. The results presented in Table I are th_ average|
results from three tests, i!
Figures 3 and 4 show the thermocouple locations and required/measured (%
hole depths. Sixteen thermocouple probes were located in t _ exit cone--4 fr
each at depths of 0.2, 0.3, 0.4, and 0.5 in. at expansion ratios cf 2.0, i
3.3, 5.0, and 6.2. i!
191 oo¢ TWR-31475 I.l_,s,o. B No J i
-- I !®i*SEC PAGE 7 _ f
1985015613-187

i_, 85297-3.4
T_w_ IN(:_, WaSh l)_,l_Won
TABLE 1
"I SUBSCALE SPACE SHUTTLE NOZZLE,!
AVERAGE FAG END TEST RESULTS(N-4 NOZZLE)
Residual Resin CompressiveVolatiJe_ Content Specific Strength
i (%) (%) _Gra_ (psi)
ShplI Insulator 1.8] 2_.51 1.53 18,931Nose 2.04 33.55 1.52 20,561
i Throat_, Forward 1.64 34.15 1.53 21,795_J Aft 2.50 32.79 1.52 (_1,105
Throat Insulation 0.39 6!.87 ].06 10,465Forward Exit Cone
Forward 1.83 37.6] 1.51 22,474Aft 2.24 32.70 1.53 17,387
_ Aft Exit ConeI Forward 2.99 36.45 1.30 28,779I Forward Middle 2.59 46.38* 1.2] 17,120
Aft Middle 1.23 42.73* 1.23 ]4,435_ Aft 1.07 41.!8 1.3P 41,857
*Based on a K-Factor of 1.66
! _iber Resir Void Short B_amVolume(%) Weight(%) Volump(%) Shear
Exit Cone Overwrap 59 32.3 0.75 8,947 psi (polar) _
B 19Z NoeecTWR-31475 IREVISION --....--.--.
=° I" e ....__ _--_. -- -_ .___' _-_ =
1985015613-188

193 oo¢ _1R-13475 [NO.
] 98501561g-] 89

TH_(cx. INc_Wa_c_ Dtv_0n
NNO
.C Z
OO00 OO00 OOO0 OO00
Q OOqO qqqq 0000 O00q Q0000 _000 0000 _OO0+1 +1 +1 +1 +1 +1 +1 +1 +1 +1
0
.... _ooo _ooo _oomO
o z
t
Wu i
i ;
I
'i '1
_|a
" ! I194 _e_ NR-13475 I
.......
] 985015613-] 90

,_,-, 852£7-4.6
, _ THe i__
Figure 5 presents the results of the 1-D sLrucLural analyses of the N-4
nozzle. All components show positive margins of safety using a 1.40 factor
of safety.
Figure 6 presents predicted erosion and material affected depth at
selected locations. The maximum predictea backside temperature is _O0_F dnd
occurs in the aft exit cone region.
The prefire throat diameter was 9.503 in. and finished rozzle weight
was 517.3 lb. Figures 7 and 8 present prefire photographs of the nozzle.
Ifff
t
I
m
195 ,_ I_m B No TWR-31475 iIWIV01IION
z
1985015613-191

_K_(_ INC.wzsar.hD_s_n
,qcv,mox _ 196 .e_ TI_R-13475
1985015613-192

_1 Waiia:h Dl_4ii:m

1985015613-194

_1_ ORIG|_AL PAGE _,S• OF POOR QUALITY

MomoHTNK:mOLINC. 85297-3.1Was,Web13_i_,_n
4.0 POST-TEST DATA SUMMARY AND PERFORMANCE EVALUATION
4.1 NOZZLE POST-TEST CONDITION
The nozzle was in good pest-test condition. No major anomalies were
observed. The nose, throat, and forward exit cone showed excellent integrity
with very even erosion and char profiles.
The shell insulator had one delamination at the forward tip and several
areas of swelling of charred plies around the outside diameter.
The nose and throat sections showed no signs of anomalies. Overall
erosion was less than, and overall char was slightly higher than, the N-I
nozzle.
The glass mat throat insulator was completeiy intact and unaffected.
The forward exit cone sections showed lower overall erosion and higher
overall char than the N-1 nozzle.
Aft exit cone sections performed similar to past tests. Erosion was
very smooth and uniform. The last aft section of test material showed some
lifting of plies.
The graphite epoxy overwrap on the exit cone liner was totally intact
and unaffected by the internal or exteraal environments.?
The metal housing showed no indication of damage. The post-test
condition of the plastics is showe in Figures 9 through 21. " _ *_
Figure 22 shows the JPL test motor and Figure 23 presents the pressure-
time trace for the N-4 motor. T_leaverage web burn pressure was 654.4 psi iand the web time was 32.42 sec. I
4.2 POST-TEST EROSION AND CHAR MEASUREMENTS !
7
Erosion races were calculated using average web burn time. Measured !
throat ermsion rates were calculated using one-half of the average difference iI
of six prefire and postfire diametrical throat measurements. Erosion at i
other lotations wa_ r_corded using measurements taken from the cross I.zr
_ectioned nozzle. Char thickness was obtained by direct measurement takenI
on the sectioned nozzle components.
B 200 oocTWR-31475 IREVISION _ NO
SEC I PAGE
1985015613-196

• q
Wasa_hI:)i_e_or_ • , J.
i
Figureg. N-4 NozzlePcsI-Test
201 ooc i
nSVlSlC___J.._ NO. _R-13475
stc IPAU 17

202 _ T__"_:"-'-_ I P_ 18 *_'q'Rlr,vlll I011 _ llllO
1985015613-198

_ OF POCTt" ........ '
1985015613-199

_ THK)KCX.INc "W'_s,_chDh,_n

MomomTHK)KOLINCD_o. ORIGk_IAL Pro:.:" ';
OF POOR ..... "-"
.

'_ I'i-_K:XC::X.I_,--WasaQ:hI_vldon
.Ewa.o_ B 206 xo. THR-13475
--- I

OF POOR_": _'_'7

_ _0oq_oq..,INc.Wasa_d_D(,vls_cm

'? o. " :1
.... " r
Figure 17. N-4 Nozzle Shell Insulation Pool-Test
n(ws,o_ B No. TMR-13475
"'---- 209 [
OliC PA_ _S k _
1985015613-205

IvlomoNTH_o0_,oq..le,_.Wa_tch Dw_on

!
ORIGt,I'.IAL, ,,.0_Mo_o_TH_..I_.. OF POOR QU,_-,,"'"_'Y

U_iGh'_ALpAr£ ,.
OF,POOR QUALITYI_ THK:_,OCINC.
I
!
212 ',i
__ NO. TWR-13475 Ji nEvJsJ_l B 00¢
m
.,,, s,,c _,, 28
1985015613-208

OE POOR QUALITYfvk:,_c:_THe. INC_tch [_
_:veseo_ B 213 ooc |NO. TWR-13475
uc I pA_ 29
1985015613-209

Wreath Div_aon
_ZLE ASSEMBLY
OVERPRESSURE
BURST DIAPHRAGM y D AFT CLOSURE
)ADED AFT CARTRIDGE
ITOR CASE
FWDCARTRIDGE
r IGNITER1
DIOXI_,E _QUENCH ASSEMBLY
tI
, FWD CLOSURE !', _
INERT PROPELLANT
FIRING BASE I
It}
ii
i_ Figure 22. Test Molor Assembly !°_ Im,wsmN B 214 NO. NR-13475
sic 'I P_ 30_ (_'
i , i
1985015613-210

Iv_ THK)_OLINCVVa,.atchDenton

w
85297-3.2
The averag_ prefire nozzle throat diameter was 9.503 in.; the averaqe
postfire nozzle throat diameter was 10.020 inches. The average throat
erosion rate was based on an average web time of 32.42 and th_ postfire
diametrical measurement is 7.97 mil/sec. A typical erosion and char profile
is shown in Figure 24. Figure 25 presents the average measured eroded
depths, material affected depths, and calculated erosion rates as a function
of initial area ratio. These data are based on average measurements taken
from four nozzle cross sections (0, 90, 180, and 270 deg). Material affect-
ed depth is the perpendicular distance from the initial uneroded surface to
the char line. Sections O, 1, and 2 on the shell insulation were covered by
the case insulation.
4.3 THERMOCOUPLE DATA
Sixteen thermocouples (Figures 3 and 4) were installed in the exit cone
to measure material thermal response. The six W5 percent RE/W26 percent
RE thermocoupleswere grounded with a tantalum sheath, beryllia insulation
and welded tip_. lhe ten Chromel/Alumel thermocouples were grounded with an
Inconel sheath, magnesia insulation and welded tips. These thermocouples
were chosen over the ungrounded, twisted wire tip type used in the previous
N-3 test due to erratic behavior. All of the thermocouples performed satis-
factorily. Forward thermocouples recorded temperatures lower than N-2
and N-3, but ,igher than N-I. Figures 26 through 29 present the thermo- _ ..,
couple data.
I
iJ
I
.tv,s,oNB 216 NO'CoTW R-314 75 I
1985015613-212

ORIC-INAL PAGE 1._
OF POOR QUALITYNIo_ TH_KOLI_KT.War,_Eh DM_n


MOeTON"_K:_OL.I_..._satd_ Dw_ion
"I'" "r'-" A-r" "-'r
,_ _',,, "\,\ I'/' -_"_'
< , \ %
\ " \ i _'\ \ --
"tl_ _ _'I/ ', ' o o°!o| I__111 ' _ , o
0 xO_u I I.I,J
_"_"\111 _ , i_ _ ,, \ _ __N
I _.= "i,,,,lJ:_ Z _ \ o(i) _ % I Z
' i "- Ic \\ I I="
_.=.,,,/ _;
I Ij (_o) tUNiV_JIdN:_I *
"'V'S'ON--'--"--B 219 ..¢,,,oOO¢THR-13475 l "°. 13s L'
1985015613-215

IVk)m_ THK)_ IHc..Wa_tch Dh'_on
P+
+I I '-- " -13.- Ig,. &--_I
•- a _C3 +0..
I
:, _ u II
L+ I _'_..._I I_ 7 +,u al.++,
_+,,'+ I._ I l/ _ o=
t
= <..=. ..,
(do) gHI'hLVHgdVig.L
B ZZO No°°CTWR-13475 II 36 ft ,_R|VlSION+ SIC I PAOI_
1985015613-216

MoKr(_ Tt-I_ It_Wasatd_
B 221 No°°c TMR-13475 JR|VISION _
1985015613-217


MOXl"Om_K)I<DLI_ 85297-3.5 ,,_a_ON_
5.0 DATA SUI_MARYAND ANALYSES
A comparison of the N-I, N-2, N-3, and N-4 nnzzl_ erosinn rates based
on average cross sectional measurements is presented in Figure 30. The
continuous PAN materials exhibited the b_t erosion resistance in the nose,
inlet, and forward exit con_ regions. Spun PAN, Ditch, _nd th_ basPline
FM5055 carhon cloth were all tested in the throat. The spur PAN exhibited{
the lowest overall erosion rate. Based on pre/pcst-test diametrical
measurements, the spun PAN eroded ]3 and 22 pPrcent less than the baseline
(8.88 and 7.97 rail/sacvs 10.18 mil/sec), with the pitch matPrial p_eding
15 percent less than the baseline carbon cloth (8.65 vs ]O.IB mil/s_c). A
, summary of the diametrical throat erosion rates is presented in FiqurP 31.
"+ ,' Erosion in the exit cone_ varied between 0 and 4.5 mil/spc and was ! 'variable dnwn the co,le. It appears that the continuous PAN, baselin_ '
material, and low density materials eroded approximately the same In this
+_ environment.
Figure 32 shows the material affected depths fnr th_ N-I, N-2, N-3,
and N-4 nozzles. Th_ baseli_.e material shows t_ be tFr best performer in
the nose, inlet, thrnat, and forward exit or,me regions. All materials
looked equivalent in the aft cone. The pitch material used in the inl_t
and throat regions of the N-3 nozzle showed much qreater char depths than"g
the other materials. _
I
_,,sm,,__ wo TWR-31475uc I P'AO,K _ I
1985015613-219

B 224 oo_ THR-13475 I , _'_IqA'Vlll_ _ li4C i PAO,I[ ,
'1g85C3'156"13-22C)

B 22S ca: I,m,,_m__--- No TWR-13475
i g850i 5_i 3-22i

MOE)NTHK_L INC_,_h Dw_o_

V
85297- 3.6IS_ TtIW_KOLINCV_ch I_
6.0 CONCLUSIONS AND RECOMMENDATION
The PAN and pitch materials tested presented no manufacturing
difficulties. The pitch materials charred much too deeply and would not be
considered suitable for use in the SRM nozzles. The filled PAN materials
demonstrated lower thermal conductivity than the unfilled PAN materials.
The low density PAN materials demonstrated good performance in the exit
cone region. These materials appear to be well suited for use in the SRM
nozzles. The mock leno and plain weave low density PAN materials performed
equally in these tests.
The spun PAN materials exhibited superior char integrity, Stackpole and
Polycarbon both performed equally.
The use of PAN materials in the throat decreased er,,sion13 to 22f
percent. It is recommended that a high fired continuous PAN be tested in
the throat in future nozzles. The graphite epoxy exit cone overwrap
performed welI.
From the results of these tests, it has been concluded that a full-scale _ !
SRM nozzle can be designed using selected materials tested in this program. !
The alternate full-scale SRM nozzle design, shown in Figure 33, would (!) _ ;
weigh less (approximately 1,430 Ib per nozzle) than the currently qualified _•
SRM nozzle assembly; (2) include PAN-based carbon cloth phenolic material in '
the throat region to provide a 13 to 22 percent decreased erosion (approxi- _ -
mately 0.125 sec Isp gain) over that experienced with the baseline rayon- ibased carbon cloth phenolic material; employ lightweight PAN-based carbon
cloth phenolic material for the aft exit cone, fixed housing, and cowl; use
lightweight glass phenolic material for all insulator components; have a
PAN-based graphite epoxy filament wound exit cone structural overwrap;
and (3) provide an estimated 360-Ib increased payload caoability for Space
Shuttle launches. Included in the total payload gain (360 Ib) is 10C Ib due
to reduction in throat erosion and 260 Ib associated with reduced nozzle
weight.
Due to the risks associated with introduction and qualification of new
nozzle materials, with relative limiteC test data and the STS-8A nozzle ero-
sion anomaly, MSFC has decided not to incorporate the alternate materials in
a full-scale nozzle at this time, No additional alternaLe materials tests i
are planned. 227 ooc
..v.=o. B NO TWR-314751,.o e I _,,c 43 I"
1985015613-223

THK_OLiNC
Related Documents