n addition to coat- ing natural gas pipeline for corrosion protection during stor- age and transport of the coated pipe, operators coat pipeline internally to reduce fric- tion and improve flow efficiency when conveying non-corrosive natural gas. Internal pipeline coatings reduce the surface roughness, thus reducing the friction factor of the pipe wall. The use of thin-film (<100 microns [<4 mils]) epoxy resin-based coatings for this purpose is well known and has an extensive track record with many pipeline operators. By con- vention, such coatings have typically been formulated with solid Bisphenol A epoxy resins (molecular weight approx. 1000) and either polyamine adduct or polyamide curing agents. The solid/semi-solid nature of the epoxy resin and curing agent calls for substantial levels of organic solvents to provide a suitable liquid coating. A typ- ical commercial coating would, therefore, contain 40–45% sol- vent by weight, equating to a volatile organic compound (VOC) content of 400-450 g/L. This article describes the performance requirements for internal coatings (flow coatings) for pipeline; gives the broad formulation parameters for a new generation of high-solids internal coatings; compares the environmental impacts of sev- eral flow coatings; and reports briefly on a study of the sur- face roughness parameters of internally coated pipe as a func- tion of flow coating volume solids. I 16 www.paintsquare.com JPCL August 2008 Editor’s Note: This article is based on a paper given at BHR’s 17 th International Conference on Pipeline Protection, held October 17–19, 2007, in Edinburgh, and is published here with permission. Advances in High-Solids Coatings for Efficient Flow in Pipeline By I. Robinson, 3M E. Wood Ltd, UK

Advances in High-Solids Coatings for Efficient Flow in Pipeline
Oct 27, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

n addition to coat-ing natural gaspipeline for corrosionprotection during stor-age and transport of thecoated pipe, operators coatpipeline internally to reduce fric-
tion and improve flow efficiency when conveyingnon-corrosive natural gas. Internal pipeline coatings reducethe surface roughness, thus reducing the friction factor of thepipe wall. The use of thin-film (<100 microns [<4 mils]) epoxyresin-based coatings for this purpose is well known and has anextensive track record with many pipeline operators. By con-vention, such coatings have typically been formulated with
solid Bisphenol A epoxyresins (molecular weightapprox. 1000) and either
polyamine adduct or polyamidecuring agents. The solid/semi-solid
nature of the epoxy resin and curingagent calls for substantial levels of organic
solvents to provide a suitable liquid coating. A typ-ical commercial coating would, therefore, contain 40–45% sol-vent by weight, equating to a volatile organic compound(VOC) content of 400-450 g/L.This article describes the performance requirements for
internal coatings (flow coatings) for pipeline; gives the broadformulation parameters for a new generation of high-solidsinternal coatings; compares the environmental impacts of sev-eral flow coatings; and reports briefly on a study of the sur-face roughness parameters of internally coated pipe as a func-tion of flow coating volume solids.
I16 www.paintsquare.comJ P C L A u g u s t 2 0 0 8
Editor’s Note: This article is based on a paper given at BHR’s 17th
International Conference on Pipeline Protection, held October17–19, 2007, in Edinburgh, and is published here with permission.
Advancesin High-Solids
Coatings for EfficientFlow in Pipeline
By I. Robinson, 3M E. Wood Ltd, UK
©2007 The Sherwin-Williams Company sherwin-williams.com
Your coating has to be tough enough to stand up to the most extreme environmentsimaginable. And the most scrutinizing coating inspectors. That’s why Sherwin-Williamsoffers the industry’s most complete range of corrosion-resistant coatings and linings engineered for the harshest environments to provide superior protection and minimizecostly downtime.
To learn more about our petrochemical coatings, including those with our revolutionary Optically Active Pigment (OAP) technology, visit us at www.sherwin-williams.com/im or call 1-800-524-5979 to have a representative contact you.
Click our Reader e-Card at paintsquare.com/ric
Performance RequirementsGeneral RequirementsThe performance attributes required for aninternal flow efficiency coating are detailedin a number of internationally recognizedspecifications and standards—API RP 5L2(“API”), TRANSCO CM2 (“British Gas”),and, more recently, ISO 15741. While thedocuments differ in some of requirements,the standards and specifications have manycommon requirements for properties, suchas• good adhesion,• hardness,• flexibility,• corrosion resistance,• water resistance,• chemical resistance, and• resistance to gas pressure variations.
Formulation Considerations for Optimized PerformanceThe overall package of properties required from the curedflow coating presents a number of challenges to the formula-tor seeking to reduce VOC content.The use of liquid epoxy resin, rather than solid Bisphenol A
resins, allows solvent content to be reduced. However, thelower molecular weight of liquid resin forms polymer net-works with an increased crosslink density, yielding coatings oflimited flexibility. Flexibilizing agents generally reduce resis-
J P C L A u g u s t 2 0 0 8 17www.paintsquare.com
a)Conventional solvent-borne flow coatingVOC content = 440 g/L (0.44 kg/L)For 200-km, 36-in. ID pipe:Practical applied coating film thickness (wet) = 200 microns (8 mils)Coating consumption = 120,000 liters based on equations 1 and 2below.1. Area coated = π x ID x length of pipe2. Volume of paint required = area to be coated x wet film thickness
VOC emissions = 120,000 x 0.44 kg = 52.8 tons (UK)Carbon emissions = 45.0 tons, based on the following:Assuming a typical solvent mixture of 4 parts aromatic hydrocarbon(xylene) to 1 part alcohol (n-butanol)by weight, which is then broken down on the basis of atomic mass,approximately 85% is carbon; the remaining 15% is hydrogen andoxygen. Therefore: 85% of 52.8 tons = 45 tons
Comparing the Environmental Impact of Pipeline Coatings
b)High-solids solvenated flow coatingVOC content = 225 g/L (0.225 kg/L)For 200 km, 36 in. ID pipe:Practical applied coating film thickness (wet) = 125 microns (5 mils)Coating consumption = 75,000 liters (per equations 1 and 2 above)VOC emissions = 75,000 x 0.225 kg = 16.9 tonsAssuming typical aromatic hydrocarbon/alcohol solvent blendcarbon emissions = 15.0 tons
c) 100% solids, solvent free flow coatingVOC content = 0 g/LFor 200 km, 36 in. ID pipe:Practical applied coating film thickness (wet) = 75–100 microns(3–4 mils)Coating consumption = 45–60,000 litersVOC emissions = nilCarbon emissions = nil
tance to corrosion, water, and/or chemicals. Non-reactivediluents or plasticizers must be avoided to prevent outgassingfrom the coating because of in-service temperature/pressurefluctuations.Despite the above constraints, coatings appropriately formu-
lated for flow efficiency can now be produced with VOC con-tents ranging from 0 to 225 g/L.
Comparison of VOC Emissions for DifferentFlow Coating Technologies
Solvent emissions and associated carbon emissions for a rangeof coating technologies are illustrated below, calculated on abasis of a nominal 200-km/36-inch internal diameter (ID)pipeline to be coated. The reduced environmental impact ofhigh-solids/solvent-free formulations is clearly demonstratedin the box below.
Effect of Internal Flow Coating on Surface RoughnessGeneralA number of roughness/profile parameters can be used tocharacterize pipeline surfaces,1 including:• average roughness (Ra)• maximum height of profile (Rt)• average maximum height of profile (Rz)
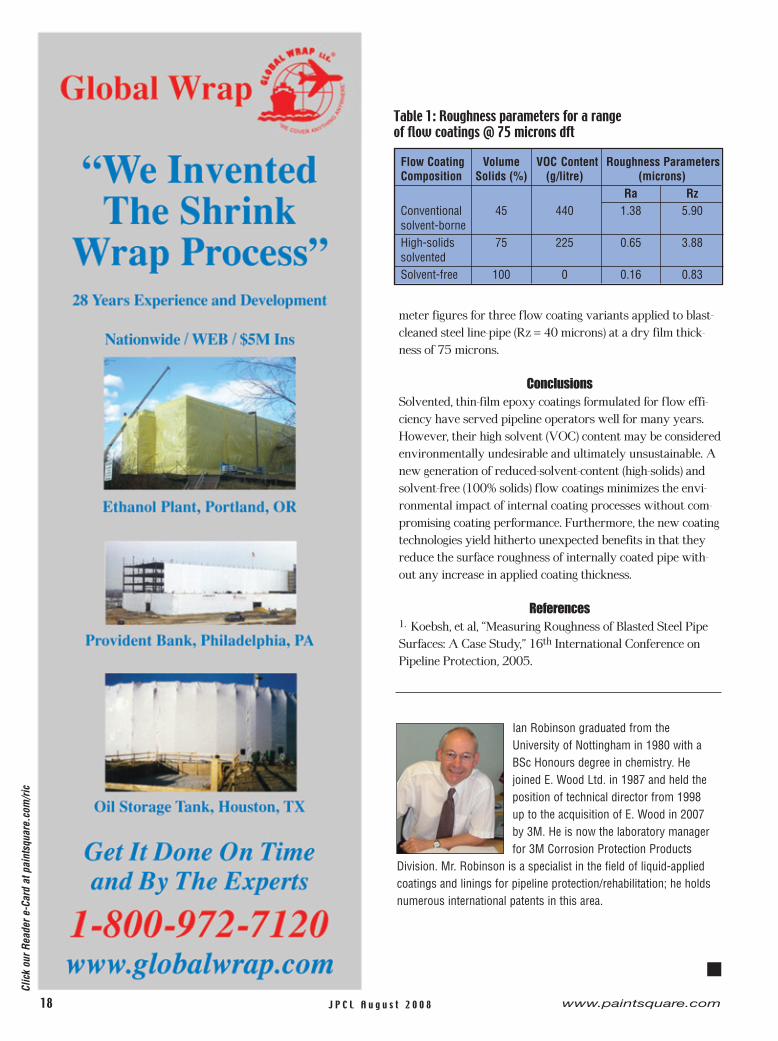
Study of Impact of Flow Coating Volume SolidsIt might be assumed that dry film thickness is the principal dri-ver in reducing the surface roughness of a blast cleaned sur-face. However, examining the roughness parameters obtainedfrom a range of flow coating compositions, at equivalent dryfilm thicknesses, reveals the volume solids of the liquid coatingto be highly significant in reducing surface roughness. Thiseffect can be seen in Table 1, which shows the roughness para-
Opposite page, clockwise from lower right: Applyingthe internal efficiency coating; checking the appliedcoating; internal coating of pipes completedPhotos courtesy of the author
Ian Robinson graduated from theUniversity of Nottingham in 1980 with aBSc Honours degree in chemistry. Hejoined E. Wood Ltd. in 1987 and held theposition of technical director from 1998up to the acquisition of E. Wood in 2007by 3M. He is now the laboratory managerfor 3M Corrosion Protection Products
Division. Mr. Robinson is a specialist in the field of liquid-appliedcoatings and linings for pipeline protection/rehabilitation; he holdsnumerous international patents in this area.
Clic
kou
rR
eade
re-
Card
atpa
ints
quar
e.co
m/r
ic
18 www.paintsquare.comJ P C L A u g u s t 2 0 0 8
meter figures for three flow coating variants applied to blast-cleaned steel line-pipe (Rz = 40 microns) at a dry film thick-ness of 75 microns.
ConclusionsSolvented, thin-film epoxy coatings formulated for flow effi-ciency have served pipeline operators well for many years.However, their high solvent (VOC) content may be consideredenvironmentally undesirable and ultimately unsustainable. Anew generation of reduced-solvent-content (high-solids) andsolvent-free (100% solids) flow coatings minimizes the envi-ronmental impact of internal coating processes without com-promising coating performance. Furthermore, the new coatingtechnologies yield hitherto unexpected benefits in that theyreduce the surface roughness of internally coated pipe with-out any increase in applied coating thickness.
References1. Koebsh, et al, “Measuring Roughness of Blasted Steel PipeSurfaces: A Case Study,” 16th International Conference onPipeline Protection, 2005.
Flow Coating Volume VOC Content Roughness ParametersComposition Solids (%) (g/litre) (microns)
Ra RzConventional 45 440 1.38 5.90solvent-borneHigh-solids 75 225 0.65 3.88solventedSolvent-free 100 0 0.16 0.83
Table 1: Roughness parameters for a rangeof flow coatings @ 75 microns dft
Get toughness without tradeoffs withFORTEGRA™ Epoxy Tougheners forhigh-performance epoxy systems.
FORTEGRA™ is a trademark of The Dow Chemical Company
Want to increase the flexibility, impact strength and adhesion of your amine, anhydride or phenolic-cured epoxy resins? Try new FORTEGRA Epoxy Tougheners from Dow. These patented, low viscosity tougheners allow your cured system to absorb more energy. And
the best part? You get enhanced toughness without big compromises in performance, and without the need for major reformulation. To find out how easy it can be to put FORTEGRA
Epoxy Tougheners to work for you, visit www.dowfortegra.com.
FORTEGRA Epoxy Tougheners from Dow
You want tough?
Click our Reader e-Card at paintsquare.com/ric
Related Documents











