SmartManufacturingSeries.com Additive Manufacturing at Swagelok – Changing a Culture Robert Bianco, PhD, FASM Senior Materials Scientist, Innovation & Technology

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

SmartManufacturingSeries.com
Additive Manufacturing at Swagelok – Changing a Culture
Robert Bianco, PhD, FASM
Senior Materials Scientist, Innovation & Technology

Outline
Company Overview – Manufacturing Culture
Additive Manufacturing Program
Application Examples
Path Forward – Challenges
Future Opportunities
SmartManufacturingSeries.com

WHO WE ARE
• Fred Lennon establishes Crawford Fitting Company in 1947.
• The Swagelok Tube Fitting is introduced
Swagelok Tube Fitting

WHO WE ARE • Global distribution and service is
established in 1954
• Products are expanded to include Cajon®, Nupro®, Sno-Trik®, and Whitey®
• Unification of 5 company resources as one Swagelok in 1998
• Today our products, services and global operations account $2 billion (USD) annual sales

Truly understand our customers’
needs and act on them.
Apply our collective talents with
understanding and passion to
improve each day.
OUR MISSION
OUR VISION

EXPANDING TO MAKE
THE WORLD SMALLER
1 Swagelok
6 Continents
70 Countries
220 Sales and
Service Centers
20 Manufacturing
Facilities
5 Tech
Centers
Brazil
China
India
Japan
USA (Ohio)

EXPANDING TO MAKE
THE WORLD SMALLER
Equaling
9400 associates worldwide
3900 sales and service associates
5500 corporate associates

MARKETS SERVED
Oil and Gas
Semiconductor
Chemical & Refinery
Transportation
Food Beverage & Dairy
Shipbuilding
Biopharmaceutical
Pulp & Paper
Power (Nuclear & Fossil Fuel)

Fittings
Valves
Regulators
Quick-Connects
Tubing & Tools
Filters
Hoses
Sample Cylinders
Welding Systems
Measurement Devices
Process Instrumentation
Medium & High Pressure
MPC Modular Systems
Pre-Engineered
Subsystems
Leak Detectors,
Lubricants & Sealants
Swagelok Custom Solutions
AN EVER-EVOLVING PORTFOLIO

• Extensive use of subtractive manufacturing for over 70 years
MANUFACTURING CULTURE
CN
CNC Machine Milling Machine
~85% of Swagelok products are made using subtractive manufacturing
Multi-Spindle Lathe
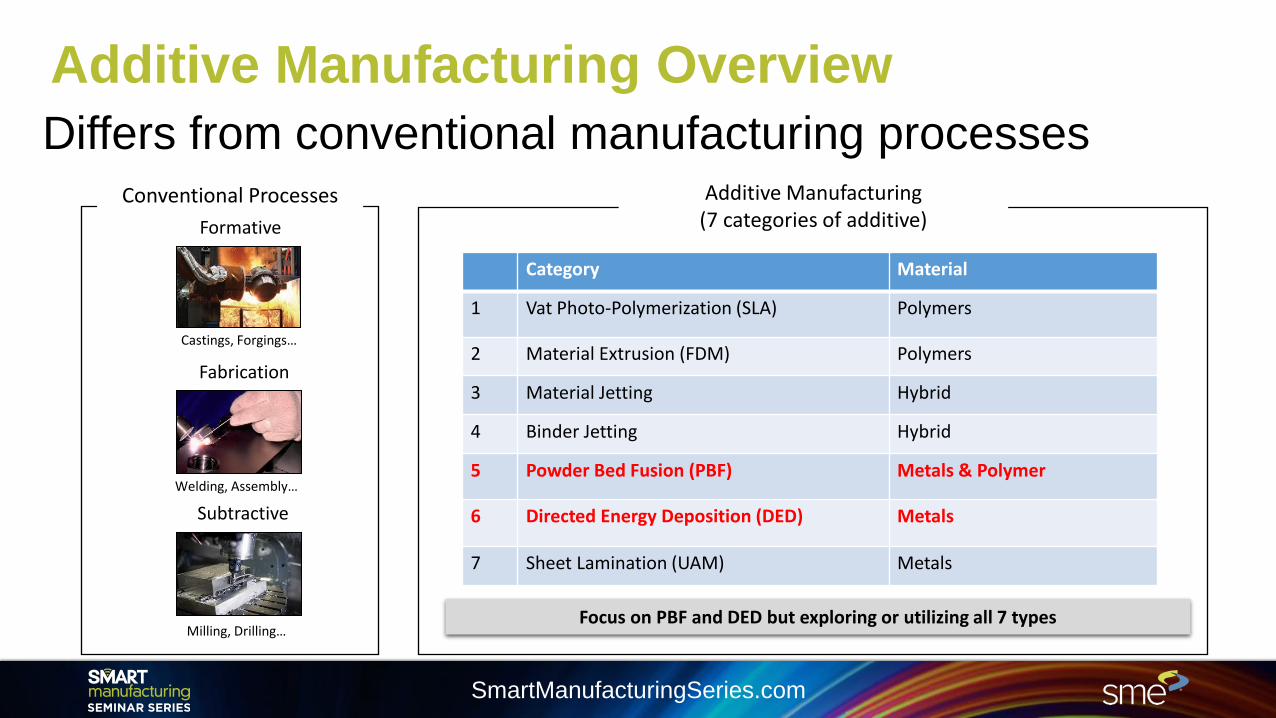
Additive Manufacturing Overview
11
Differs from conventional manufacturing processes Conventional Processes Additive Manufacturing
(7 categories of additive) Formative
Castings, Forgings…
Fabrication
Welding, Assembly…
Subtractive
Milling, Drilling…
Category Material
1 Vat Photo-Polymerization (SLA) Polymers
2 Material Extrusion (FDM) Polymers
3 Material Jetting Hybrid
4 Binder Jetting Hybrid
5 Powder Bed Fusion (PBF) Metals & Polymer
6 Directed Energy Deposition (DED) Metals
7 Sheet Lamination (UAM) Metals
Focus on PBF and DED but exploring or utilizing all 7 types
Option 1
SmartManufacturingSeries.com
12
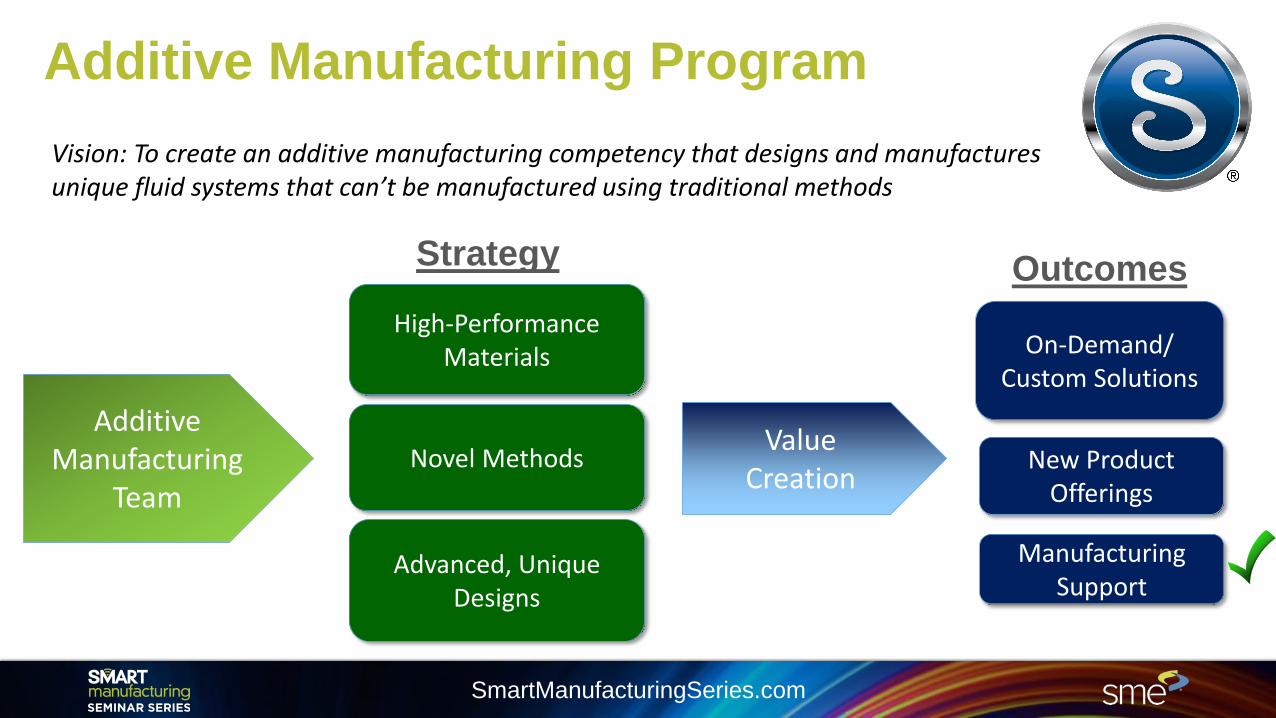
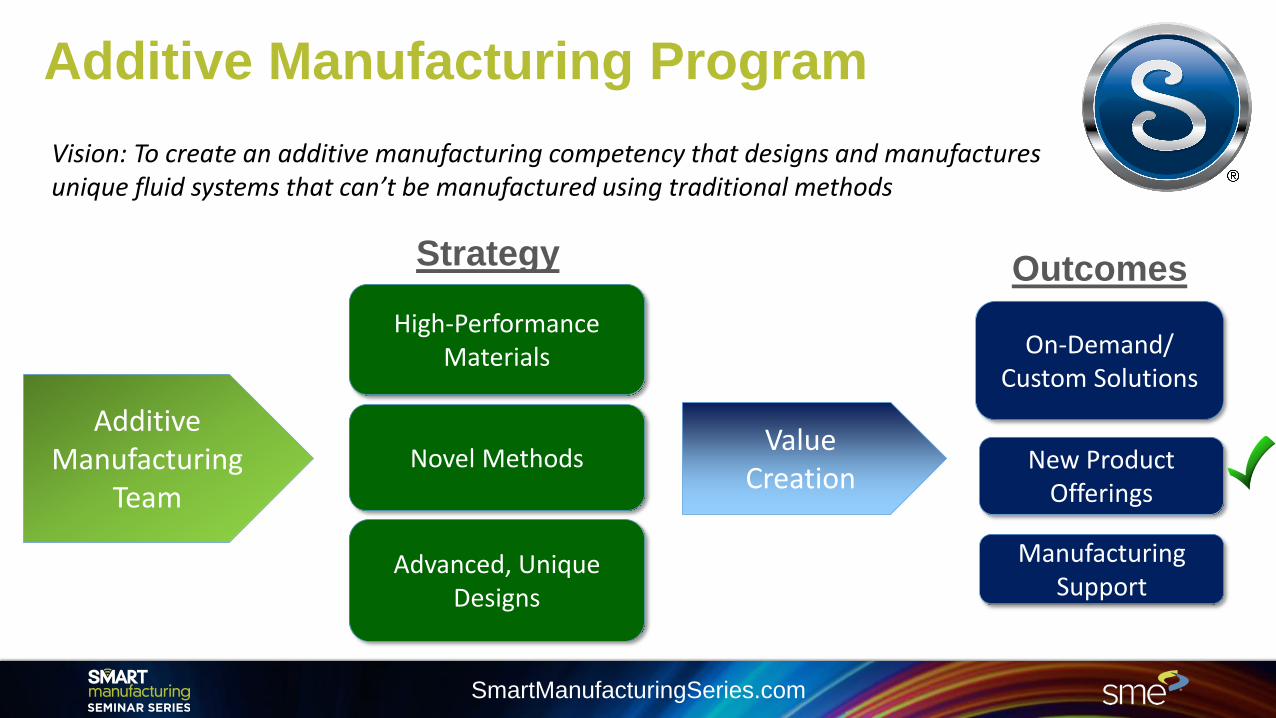
Additive Manufacturing Program
Additive Manufacturing
Team
Value Creation
Strategy Outcomes
On-Demand/ Custom Solutions
High-Performance Materials
Novel Methods
Advanced, Unique Designs
Manufacturing Support
New Product Offerings
Vision: To create an additive manufacturing competency that designs and manufactures unique fluid systems that can’t be manufactured using traditional methods
SmartManufacturingSeries.com
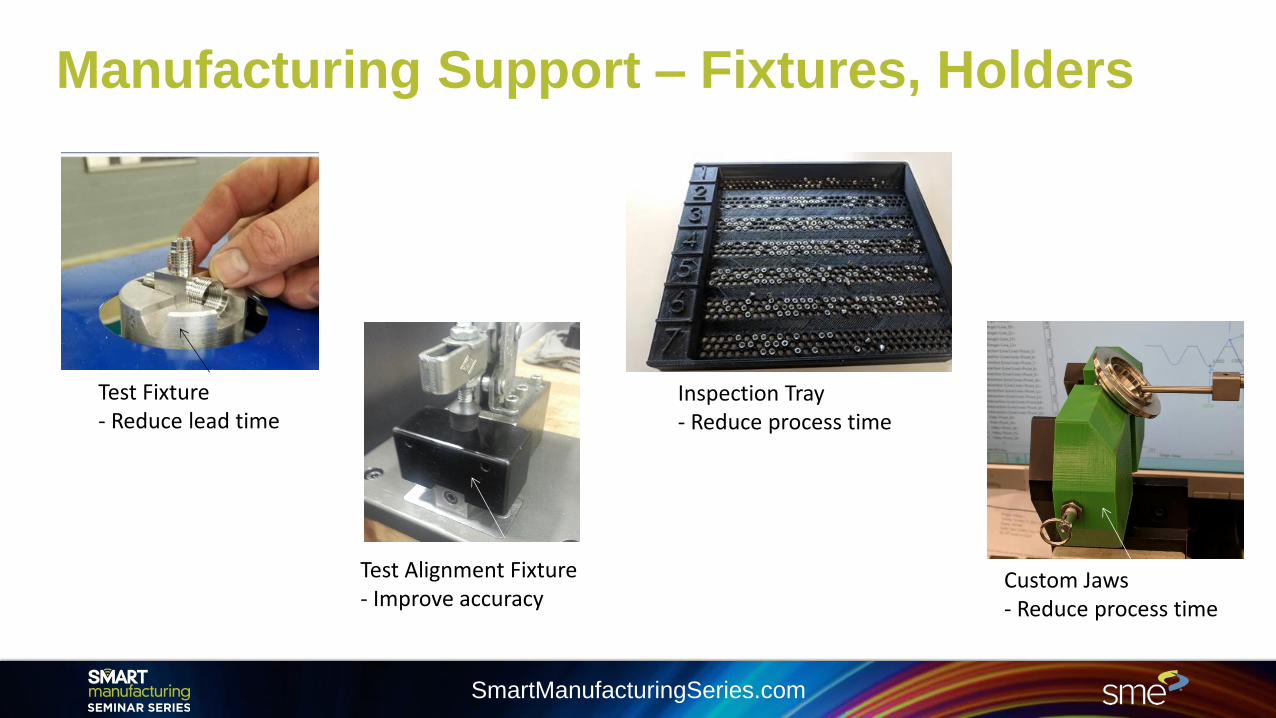
Manufacturing Support – Fixtures, Holders
SmartManufacturingSeries.com
Test Fixture - Reduce lead time
Test Alignment Fixture - Improve accuracy
Inspection Tray - Reduce process time
Custom Jaws - Reduce process time

Manufacturing Support – Fixtures, Holders
SmartManufacturingSeries.com
Inspection Fixtures - Improve efficiency
Part Handling Trays - Reduce scrap
Custom Tool Trays - Improve efficiency - Ergonomic
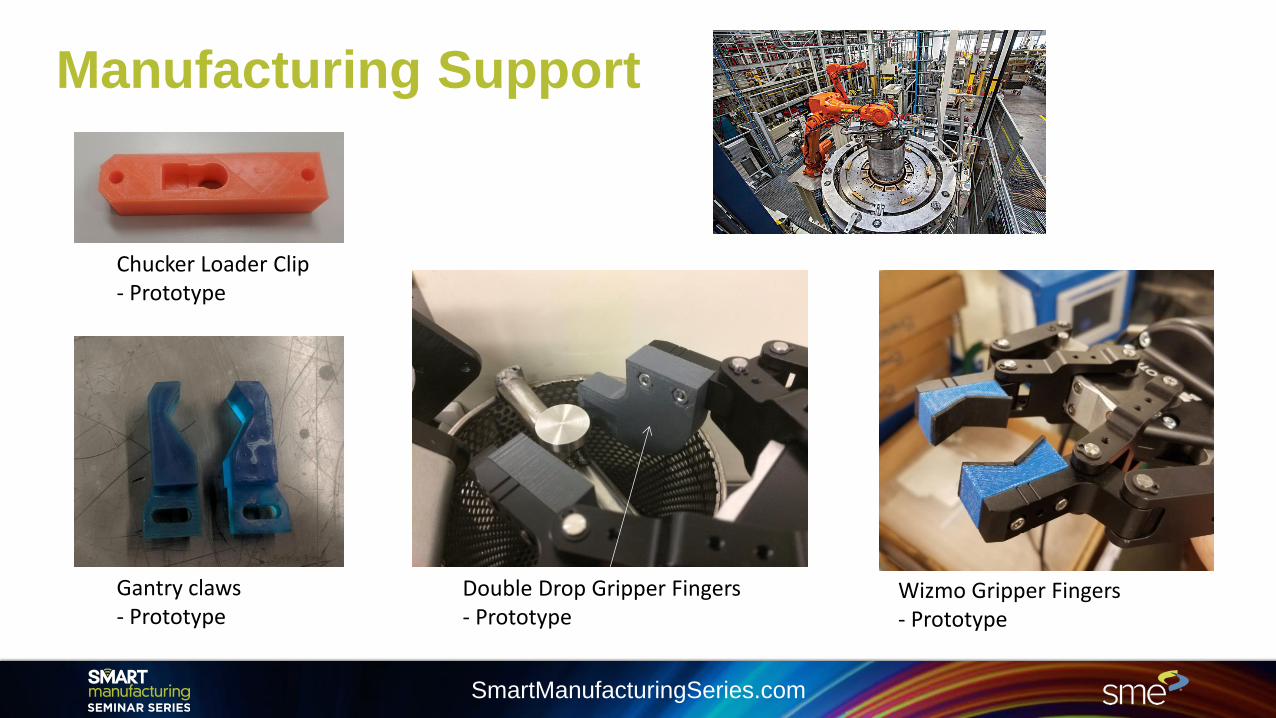
Manufacturing Support
SmartManufacturingSeries.com
Chucker Loader Clip - Prototype
Gantry claws - Prototype
Double Drop Gripper Fingers - Prototype
Wizmo Gripper Fingers - Prototype
16
Additive Manufacturing Program
Additive Manufacturing
Team
Value Creation
Strategy Outcomes
On-Demand/ Custom Solutions
High-Performance Materials
Novel Methods
Advanced, Unique Designs
Manufacturing Support
New Product Offerings
Vision: To create an additive manufacturing competency that designs and manufactures unique fluid systems that can’t be manufactured using traditional methods
SmartManufacturingSeries.com
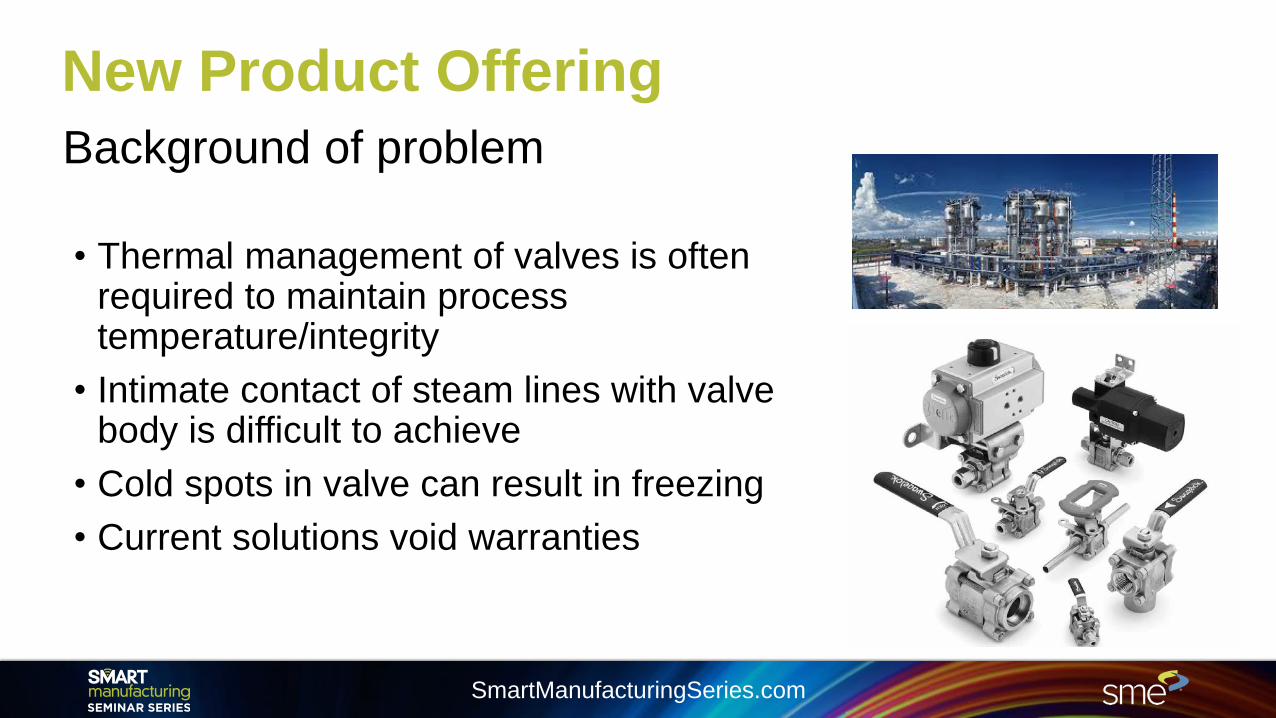
New Product Offering
• Thermal management of valves is often required to maintain process temperature/integrity
• Intimate contact of steam lines with valve body is difficult to achieve
• Cold spots in valve can result in freezing
• Current solutions void warranties
17 SmartManufacturingSeries.com
Background of problem
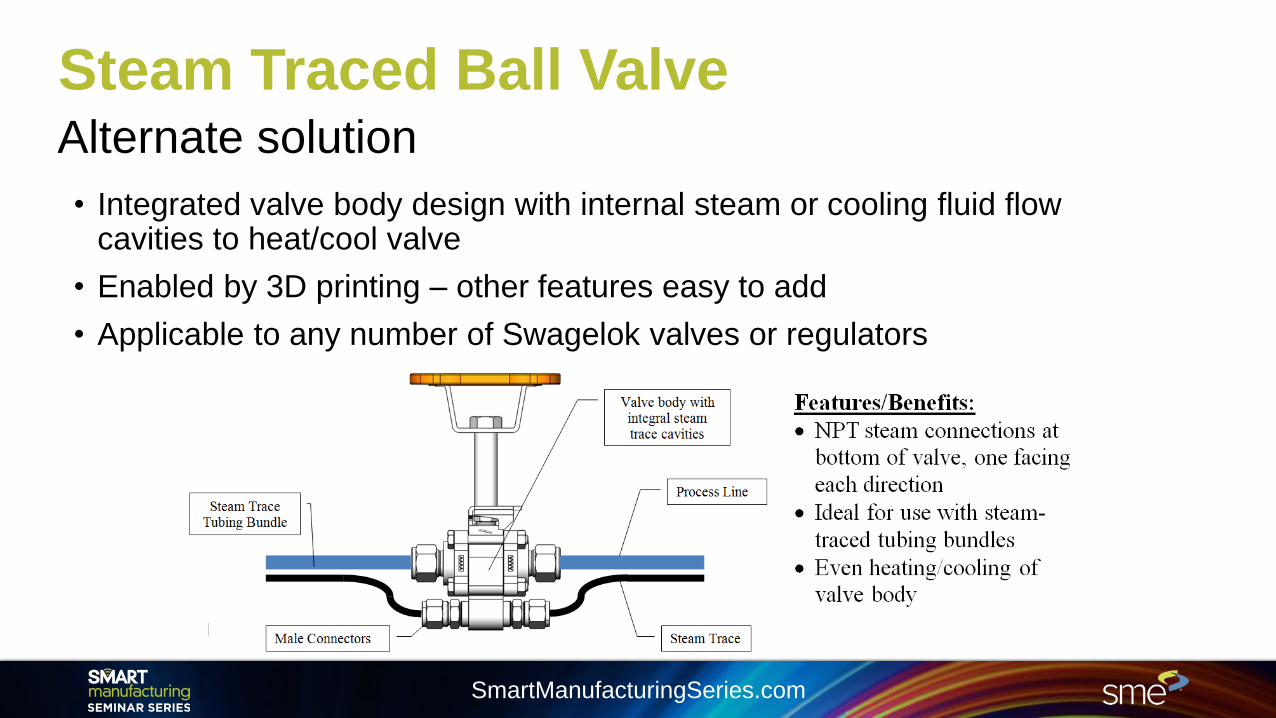
Steam Traced Ball Valve
18
• Integrated valve body design with internal steam or cooling fluid flow cavities to heat/cool valve
• Enabled by 3D printing – other features easy to add
• Applicable to any number of Swagelok valves or regulators
SmartManufacturingSeries.com
Alternate solution

Simulation – Thermal Response
19 SmartManufacturingSeries.com
Fluid Temperature Drops
Through a Cold Valve
Thermal Model Developed
Solution Validated
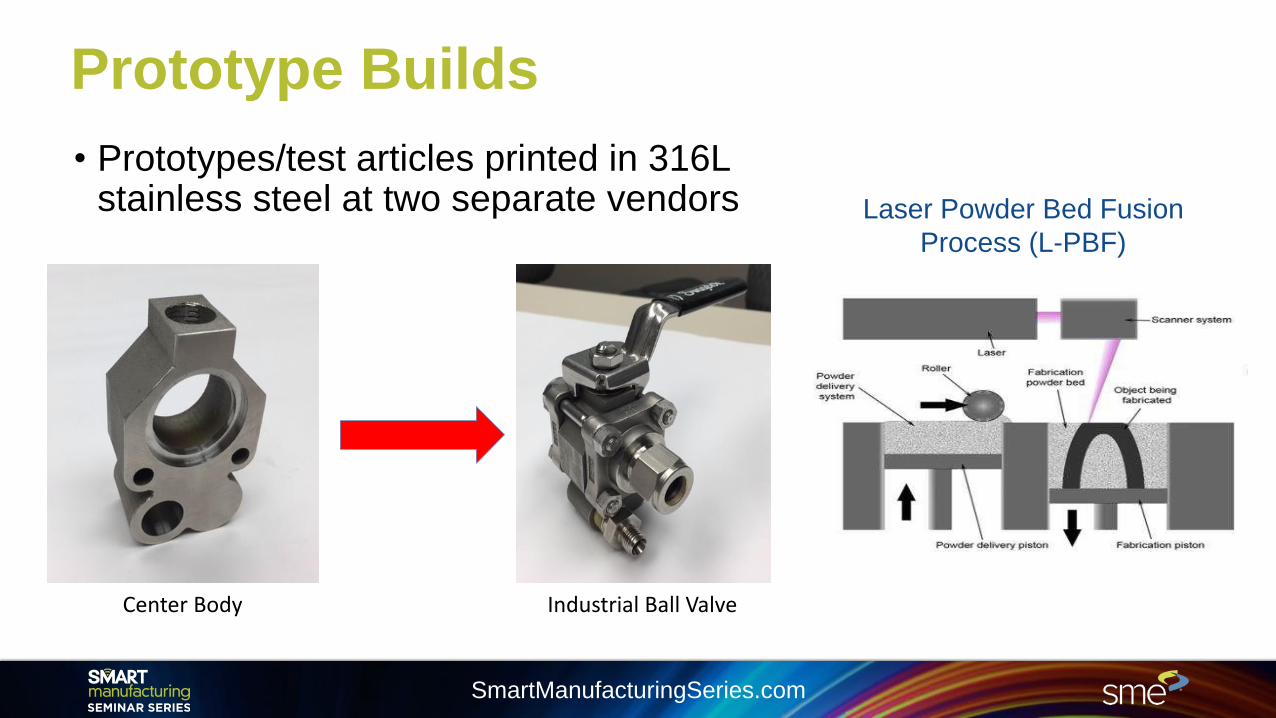
Prototype Builds
• Prototypes/test articles printed in 316L stainless steel at two separate vendors
20
Laser Powder Bed Fusion
Process (L-PBF)
SmartManufacturingSeries.com
Industrial Ball Valve Center Body
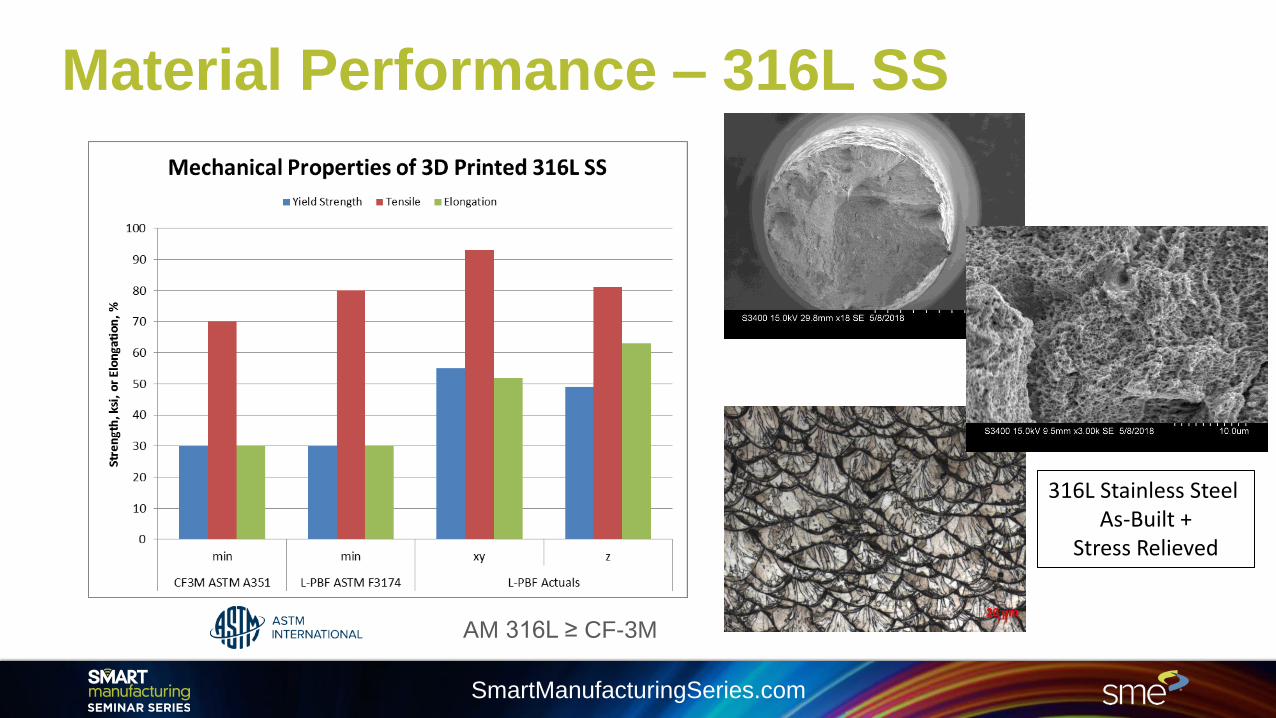
Material Performance – 316L SS
21
AM 316L ≥ CF-3M
SmartManufacturingSeries.com
316L Stainless Steel As-Built +
Stress Relieved

Accomplishments - STBV
• Test articles built at two different vendors
• US patent application submitted - utility
• Completed in-house and started site beta testing
• Defined path to regulatory compliance and certification
22 SmartManufacturingSeries.com
Instrumentation Panel
Challenges at Swagelok
• Quality Assurance
• Material Property Consistency
• Process Control
• Inspection
• Creating Value
• Unique Designs
• High-Performance Solutions
• Overcoming Embedded Manufacturing Culture
• Education – Community of Practice Series
• Associate Engagement
SmartManufacturingSeries.com
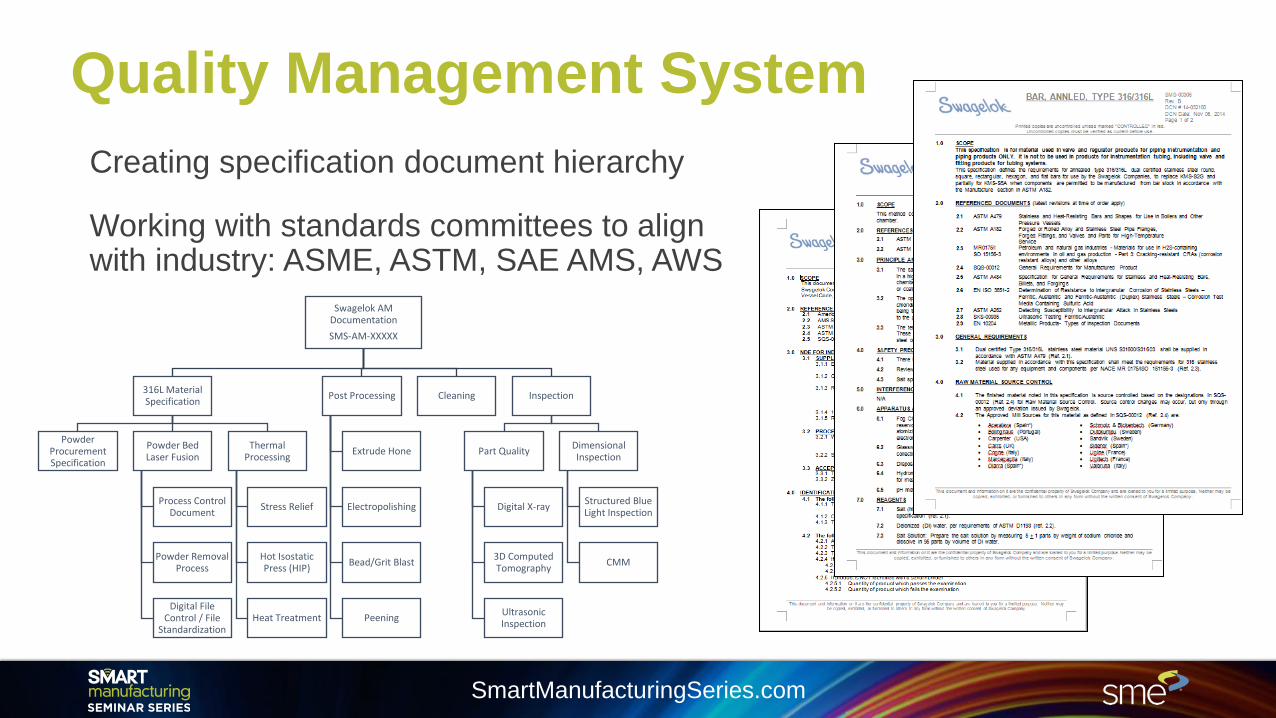
Quality Management System
Creating specification document hierarchy
Working with standards committees to align with industry: ASME, ASTM, SAE AMS, AWS
SmartManufacturingSeries.com
Swagelok AM Documentation
SMS-AM-XXXXX
316L Material Specification
Powder Procurement Specification
Powder Bed Laser Fusion
Process Control Document
Powder Removal Process
Digital File Control / File
Standardization
Thermal Processing
Stress Relief
Hot Isostatic Press (HIP)
Heat Treatment
Post Processing
Extrude Hone
Electropolishing
Bead/Grit Blast
Peening
Cleaning Inspection
Part Quality
Digital X-ray
3D Computed Tomography
Ultrasonic Inspection
Dimensional Inspection
Structured Blue Light Inspection
CMM
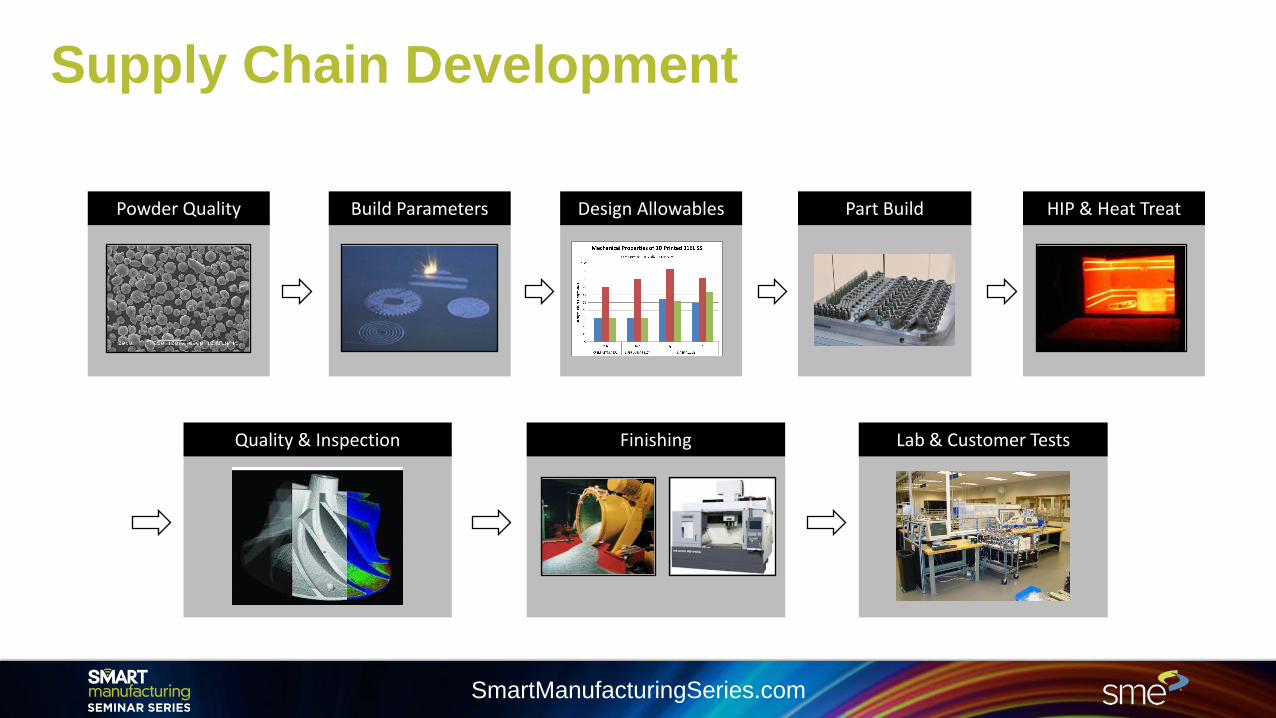
Supply Chain Development
25
Part Build HIP & Heat Treat
Quality & Inspection Finishing Lab & Customer Tests
Build Parameters Powder Quality Design Allowables
SmartManufacturingSeries.com
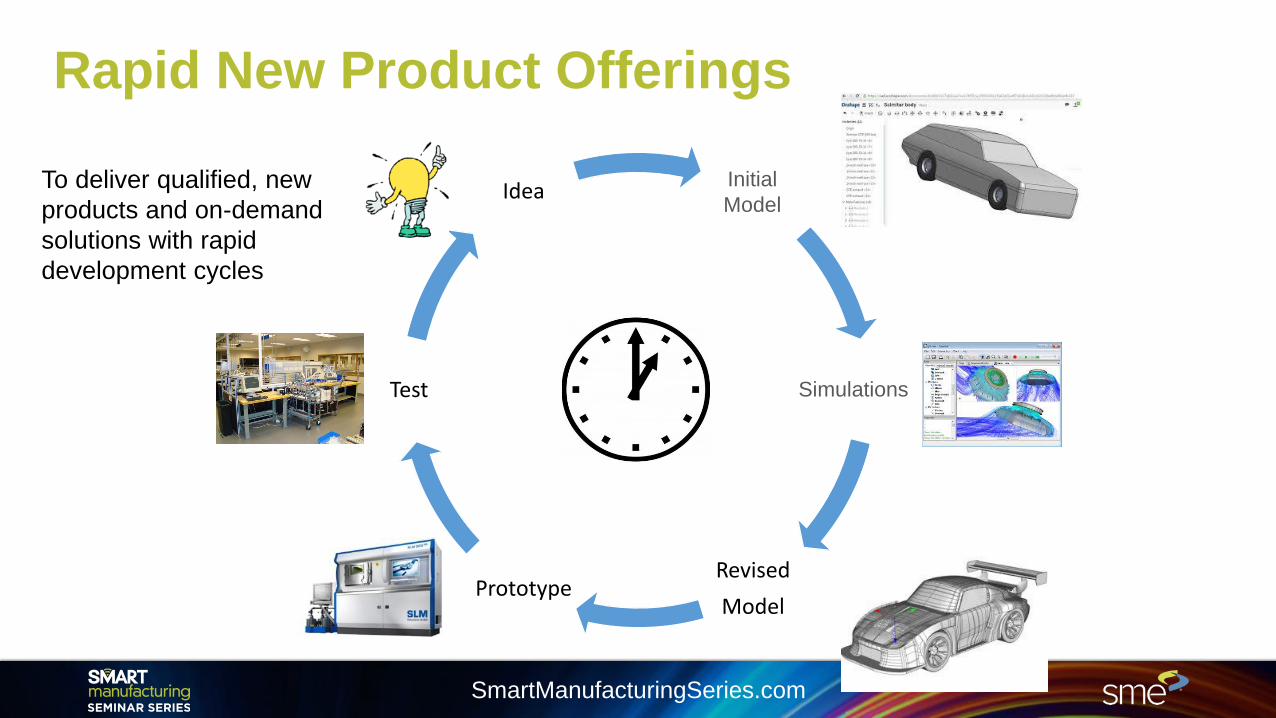
Rapid New Product Offerings
26
Revised
Model Prototype
Test
Idea Initial
Model
Simulations
To deliver qualified, new
products and on-demand
solutions with rapid
development cycles
SmartManufacturingSeries.com
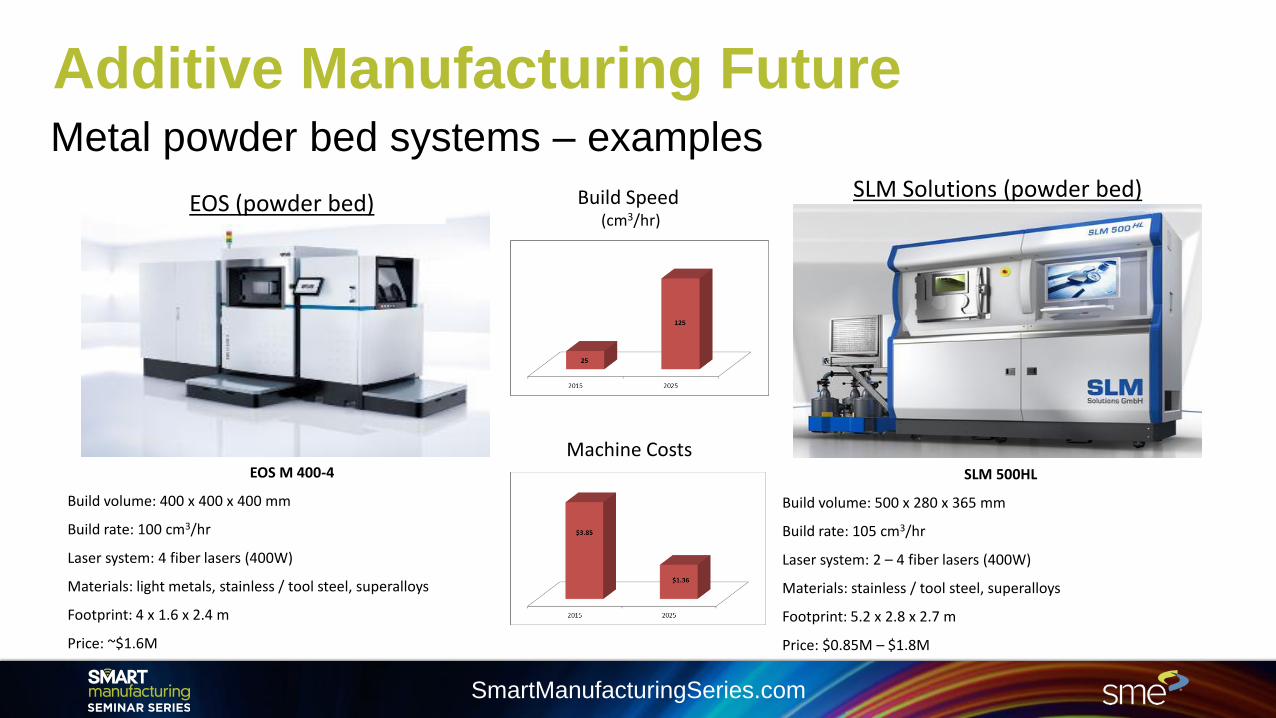
Additive Manufacturing Future
SmartManufacturingSeries.com
Metal powder bed systems – examples SLM Solutions (powder bed)
EOS M 400-4
Build volume: 400 x 400 x 400 mm
Build rate: 100 cm3/hr
Laser system: 4 fiber lasers (400W)
Materials: light metals, stainless / tool steel, superalloys
Footprint: 4 x 1.6 x 2.4 m
Price: ~$1.6M
SLM 500HL
Build volume: 500 x 280 x 365 mm
Build rate: 105 cm3/hr
Laser system: 2 – 4 fiber lasers (400W)
Materials: stainless / tool steel, superalloys
Footprint: 5.2 x 2.8 x 2.7 m
Price: $0.85M – $1.8M
EOS (powder bed)
Machine Costs
Build Speed (cm3/hr)
Summary
Company Overview – Manufacturing Culture
Additive Manufacturing Program
Application Examples
Path Forward – Challenges
Future Opportunities
SmartManufacturingSeries.com
Related Documents











