Active alignment and reliable pigtailing of laser diode transmitter Fadhali M *a , Saktioto b , Zainal J. b , Munajat Y. b , Ali J. b and Rahman R b a Department of Physics, Science Faculty, Ibb University, Yemen b Institute of advanced Photonic Sciences, Faculty of Science University Technology Malaysia, 81310 Skudai, Johor,Malaysia ABSTRACT In this paper we present theoretical and experimental analysis on Nd:YAG laser microwelding for pigtailing laser diode transmitter through two ball lenses that are employed for effectively matching the elliptical mode field of the laser diode with the circular on of the single mode fiber. The fiber attachment and the fixing of various coupling components have been performed in what is so called active alignment process. The system continues measuring the coupled power during the processes of alignment and attachment of various coupling components as well as the working distance and misalignment tolerances optimizations. Results of theoretical modeling of laser weld penetration depth agree with the experimentally measured results in the low laser pulse energy range. Moreover the laser pulse parameters such as, duration, energy, number of pulse shoots as well as the focusing position over the workpiece and angle of laser pulse incidence are found to have very significant effects on the weld yields and greatly affect the laser weld depth to width ratio. Optimization of all the mentioned parameters found to be necessary for achieving strong laser microwelds with more penetration and less width in the attachments of the sensitive optical components inside the packaged photonic devices modules. Keywords: Laser microwelding, photonic devices pigtailing, penetration depth, laser weld aspect ratio, ball lenses. 1. INTRODUCTION Understanding the optimal coupling method and determining the effective coupling scheme along with the packaging facilities are very important in the technology of photonic devices manufacturing because these processes account for 60 to 80% of their overall cost. Photonic transmitters are usually required to operate for long time in field with potentially humid, corrosive, and mechanically turbulent environments, that requires strong fixing of the aligned components and hermetic sealing inside metal hybrid housings. Laser welding proved to be the most effective tool for the laser diode coupling and packaging process which yield very reliable packaging and strong attachments of various components. When it lends itself ready for automaton, it enables producing more and hence reducing the devices cost effectively. Post weld shift (PWS) generally affect package yield, it represents an issue in the field of photonic devices packaging and manufacturing. In single mode fiber applications, if the PWS induced by the joining process is in the order of few microns, the loss in the coupled power may reach up to 50% resulting in module performance degradation. PWS in laser packaging can be minimized by properly controlling the laser beam -to- beam energy balance in dual beam laser welding system 7, 8 and using laser pulses of power density in the range of 2 5 10 2 5 . 1 − × − cm W , since higher power densities of laser pulses could result in more PWS. It can also be greatly minimized by the selection of materials and design of welding tools 5 . Laser weld (LW4000S) which is configured with a laser hammering option to compensate for the PWS by making some additional weld spots in different positions is employed in this research. Laser welding is normally a liquid-phase (fusion) welding process i.e., it joins metals by melting their interfaces and causing the mixing of molten metal which solidifies on the removal of the heat source. The desired materials for this application are materials of low thermal conductivity or higher electrical resistivity 1, 2, 9 . Therefore the lower the thermal conductivity of a material, the more likely it is to absorb laser energy. Consequently, the normal weldable grades of steel and stainless steel are ideal for laser welding. The low carbon steels austenitic stainless steel (300 series steel) which has carbon levels of less than * [email protected] ; phone: +60 177650673 ; fax: +60 755 66162 Ninth International Symposium on Laser Metrology, edited by Chenggen Quan, Anand Asundi Proc. of SPIE Vol. 7155, 715520, (2008) · 0277-786X/08/$18 · doi: 10.1117/12.814574 Proc. of SPIE Vol. 7155 715520-1 2008 SPIE Digital Library -- Subscriber Archive Copy

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Active alignment and reliable pigtailing of laser diode transmitter
Fadhali M*a, Saktiotob, Zainal J.b, Munajat Y.b, Ali J.b and Rahman Rb
a Department of Physics, Science Faculty, Ibb University, Yemen bInstitute of advanced Photonic Sciences, Faculty of Science
University Technology Malaysia, 81310 Skudai, Johor,Malaysia
ABSTRACT In this paper we present theoretical and experimental analysis on Nd:YAG laser microwelding for pigtailing laser diode transmitter through two ball lenses that are employed for effectively matching the elliptical mode field of the laser diode with the circular on of the single mode fiber. The fiber attachment and the fixing of various coupling components have been performed in what is so called active alignment process. The system continues measuring the coupled power during the processes of alignment and attachment of various coupling components as well as the working distance and misalignment tolerances optimizations. Results of theoretical modeling of laser weld penetration depth agree with the experimentally measured results in the low laser pulse energy range. Moreover the laser pulse parameters such as, duration, energy, number of pulse shoots as well as the focusing position over the workpiece and angle of laser pulse incidence are found to have very significant effects on the weld yields and greatly affect the laser weld depth to width ratio. Optimization of all the mentioned parameters found to be necessary for achieving strong laser microwelds with more penetration and less width in the attachments of the sensitive optical components inside the packaged photonic devices modules.
Keywords: Laser microwelding, photonic devices pigtailing, penetration depth, laser weld aspect ratio, ball lenses.
1. INTRODUCTION
Understanding the optimal coupling method and determining the effective coupling scheme along with the packaging facilities are very important in the technology of photonic devices manufacturing because these processes account for 60 to 80% of their overall cost. Photonic transmitters are usually required to operate for long time in field with potentially humid, corrosive, and mechanically turbulent environments, that requires strong fixing of the aligned components and hermetic sealing inside metal hybrid housings. Laser welding proved to be the most effective tool for the laser diode coupling and packaging process which yield very reliable packaging and strong attachments of various components. When it lends itself ready for automaton, it enables producing more and hence reducing the devices cost effectively. Post weld shift (PWS) generally affect package yield, it represents an issue in the field of photonic devices packaging and manufacturing. In single mode fiber applications, if the PWS induced by the joining process is in the order of few microns, the loss in the coupled power may reach up to 50% resulting in module performance degradation. PWS in laser packaging can be minimized by properly controlling the laser beam -to- beam energy balance in dual beam laser welding system 7, 8 and using laser pulses of power density in the range of 251025.1 −×− cmW , since higher power densities of laser pulses could result in more PWS. It can also be greatly minimized by the selection of materials and design of welding tools 5 . Laser weld (LW4000S) which is configured with a laser hammering option to compensate for the PWS by making some additional weld spots in different positions is employed in this research. Laser welding is normally a liquid-phase (fusion) welding process i.e., it joins metals by melting their interfaces and causing the mixing of molten metal which solidifies on the removal of the heat source. The desired materials for this application are materials of low thermal conductivity or higher electrical resistivity 1, 2, 9 . Therefore the lower the thermal conductivity of a material, the more likely it is to absorb laser energy. Consequently, the normal weldable grades of steel and stainless steel are ideal for laser welding. The low carbon steels austenitic stainless steel (300 series steel) which has carbon levels of less than * [email protected] ; phone: +60 177650673 ; fax: +60 755 66162
Ninth International Symposium on Laser Metrology, edited by Chenggen Quan, Anand AsundiProc. of SPIE Vol. 7155, 715520, (2008) · 0277-786X/08/$18 · doi: 10.1117/12.814574
Proc. of SPIE Vol. 7155 715520-12008 SPIE Digital Library -- Subscriber Archive Copy
Fiber Delivery
FIIoto(Ietector
Highest power foundin the 2D scan
2D scaneinbeded in theblind search
Starting i
Bliiul search
(0.1%) produce good quality welds and reliable weld performance. Also Zinc-coated steels have been reported to be used for many applications. Here we used kovarTM which contains (29% Ni, 17% Co, 0.2% Mn, and 53% Fe), stainless steel 304 which is composed of (1.83%Mn, 18.1%Cr, 8.1%Ni, 0.39%Si, 0.04%C, 0.031% P, 0.002% S, 0.06% N and balance Fe) and InvarTM which contains (46% Fe, 36%Ni) for laser welding of photonic devices packaging. In pulsed laser microwelding technique for packaging of photonic devices, besides the suitable material and weld joint selections one has to optimize three important parameters of the laser pulse that largely determine the quality of laser microwelds. These parameters are, laser pulse duration, spot size and pulse peak power. The penetration depth of the laser welded spots represents one of the most important parameters that control the resulted weld yields. Measuring the penetration depth is very difficult and most of the techniques used for that purpose required labor work and also cutting the samples for cross section measurements. Therefore, development of an accurate theoretical model to predict the penetration depth in terms of the laser pulse and workpiece parameters is necessary to predict the penetration depth inside the welded samples or even to control the laser pulse parameters according to the required penetration depth.
2. EXPERIMENTAL METHODS
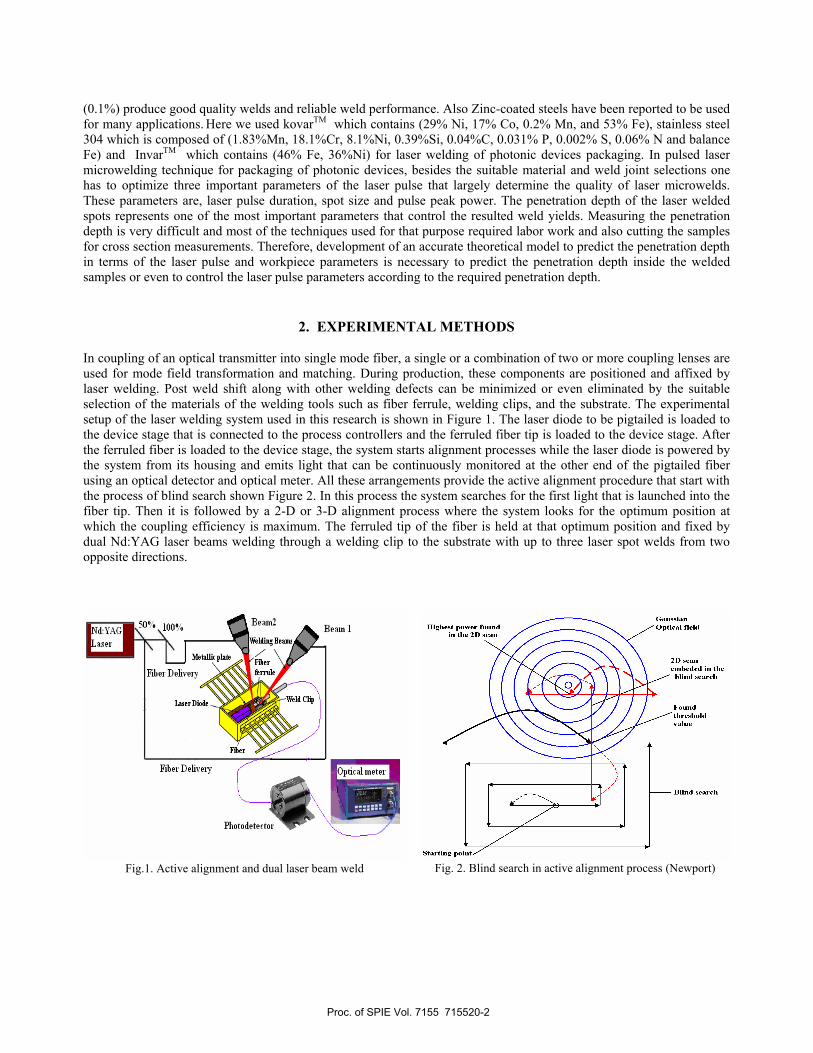
In coupling of an optical transmitter into single mode fiber, a single or a combination of two or more coupling lenses are used for mode field transformation and matching. During production, these components are positioned and affixed by laser welding. Post weld shift along with other welding defects can be minimized or even eliminated by the suitable selection of the materials of the welding tools such as fiber ferrule, welding clips, and the substrate. The experimental setup of the laser welding system used in this research is shown in Figure 1. The laser diode to be pigtailed is loaded to the device stage that is connected to the process controllers and the ferruled fiber tip is loaded to the device stage. After the ferruled fiber is loaded to the device stage, the system starts alignment processes while the laser diode is powered by the system from its housing and emits light that can be continuously monitored at the other end of the pigtailed fiber using an optical detector and optical meter. All these arrangements provide the active alignment procedure that start with the process of blind search shown Figure 2. In this process the system searches for the first light that is launched into the fiber tip. Then it is followed by a 2-D or 3-D alignment process where the system looks for the optimum position at which the coupling efficiency is maximum. The ferruled tip of the fiber is held at that optimum position and fixed by dual Nd:YAG laser beams welding through a welding clip to the substrate with up to three laser spot welds from two opposite directions.
Fig.1. Active alignment and dual laser beam weld Fig. 2. Blind search in active alignment process (Newport)
Proc. of SPIE Vol. 7155 715520-2

3. THEORETICAL CONSIDERATIONS The general differential equation of heat diffusion is given as follows 2
c
trgTt
Tρ
α ),(2 +∇=∂∂ (1)
where, α is thermal diffusivity, g(r,t) is the rate of internal heat generation/absorption at a point in the material expressed in units of 13 −− smJ , α is given by cρα k/= , ρ is the material density, c is the specific heat and k is the thermal conductivity. Equation (1) can be solved to give the temperature distribution inside the workpiece as:
( ) ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−−⎟
⎠⎞
⎜⎝⎛=−
−
21
042
1
00
212
2
tzerf
kzIet
kITT t
z
απα α (2)
Equation (2) is valid under the condition that ( ) 0
21
rt ≤α (radius of spot size on the workpiece). oT is the ambient
temperature, 0I is the pulse energy density given in terms of the laser power P and the beam spot radius 0r as
( 200 / rPI π= ) and t is the heating time. For determining the penetration depth of the laser spot welds as a function of
pulse duration and incident average power per pulse power density, we assume that the energy balance at the laser spot can be expressed as
0
0)1(=
⎟⎠⎞
⎜⎝⎛∂∂
−∂∂
=′−z
m zTk
tlLIR ρ (3)
R′ is the reflectivity, Lm is latent heat of the material and . The temperature distribution inside the solid is given by
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−=
−−
zdtdl
TTTT
m α1exp
0
0 (4)
mT is the melting and. The temperature gradient at the welding front can be determined as:
( )00
1 TTdtdl
dzdl
mz
−⎟⎠⎞
⎜⎝⎛−=⎟
⎠⎞
⎜⎝⎛
= α (5)
Subs. into (3) and solving for ( dtdl / ) and by integration we can get the penetration depth
( )( )[ ]
( )( )[ ]0
20
0 11TTcLr
tPRTTcL
tIRl
mmommp −+
′−=
−+
′−=
ρπρ (6)
Proc. of SPIE Vol. 7155 715520-3
Dece stage Femile snout
The penetration depth is proportional to laser pulse power and irradiation time as well as the surface reflectivity and type of the material. For pulsed laser, P represents the pulse peak power ( ppp tEP /= ) and t represents the pulse duration
pt .
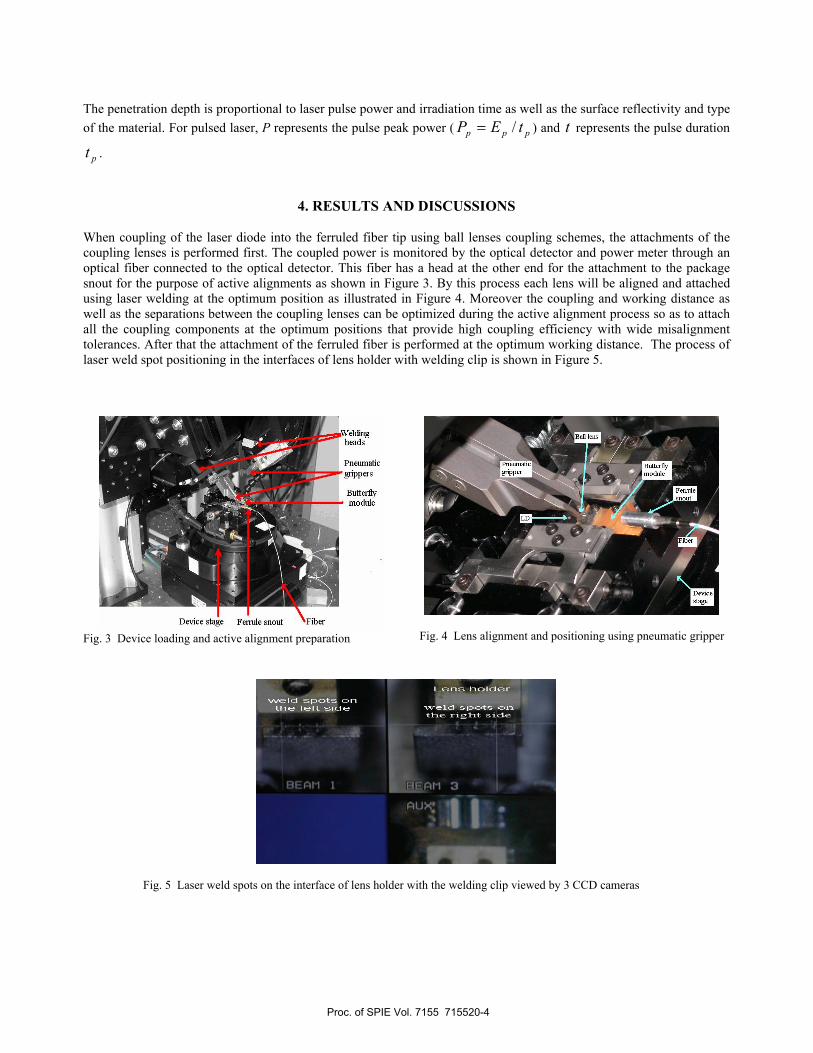
4. RESULTS AND DISCUSSIONS When coupling of the laser diode into the ferruled fiber tip using ball lenses coupling schemes, the attachments of the coupling lenses is performed first. The coupled power is monitored by the optical detector and power meter through an optical fiber connected to the optical detector. This fiber has a head at the other end for the attachment to the package snout for the purpose of active alignments as shown in Figure 3. By this process each lens will be aligned and attached using laser welding at the optimum position as illustrated in Figure 4. Moreover the coupling and working distance as well as the separations between the coupling lenses can be optimized during the active alignment process so as to attach all the coupling components at the optimum positions that provide high coupling efficiency with wide misalignment tolerances. After that the attachment of the ferruled fiber is performed at the optimum working distance. The process of laser weld spot positioning in the interfaces of lens holder with welding clip is shown in Figure 5.
Fig. 3 Device loading and active alignment preparation
Fig. 4 Lens alignment and positioning using pneumatic gripper
Fig. 5 Laser weld spots on the interface of lens holder with the welding clip viewed by 3 CCD cameras
Proc. of SPIE Vol. 7155 715520-4
18
16
14
12
ID
08C-)
Lenses to fiber separton (worhng distance), m xl
*
* '(-axis• '(-axis
I.I * * *
*
-I -0.8 -0.8 -0.4 -0.2 0 0.2 0.4 0.8 0.8
LseralandTransversa1xffset dc{ (m)
12—— P = 0 8— P = 0.7— a— . = 0.8
— P,=0.8
tlms
0.8
0.8
0.7
08
6030.2
UI
Laser pulse energy (2)
With two spherical lenses coupling scheme, the measured coupling loss during the working distance optimization is shown in Figure 6. This result shows that for coupling 1550 nm laser diode with a divergence ratio 33/8/ =yx θθ into single mode fiber with a radius
of mµ5.4 , the minimum coupling loss is found to be at a working distance of 2.5 mm. Moreover, during the active alignment process and at that optimum working distance the effect of lateral and transversal offsets on the measured coupling loss is shown in Figure 7.
Fig. 6 Coupling loss versus working distance during the active
alignment process
Fig.7 The effect of lateral and transversal offsets on the
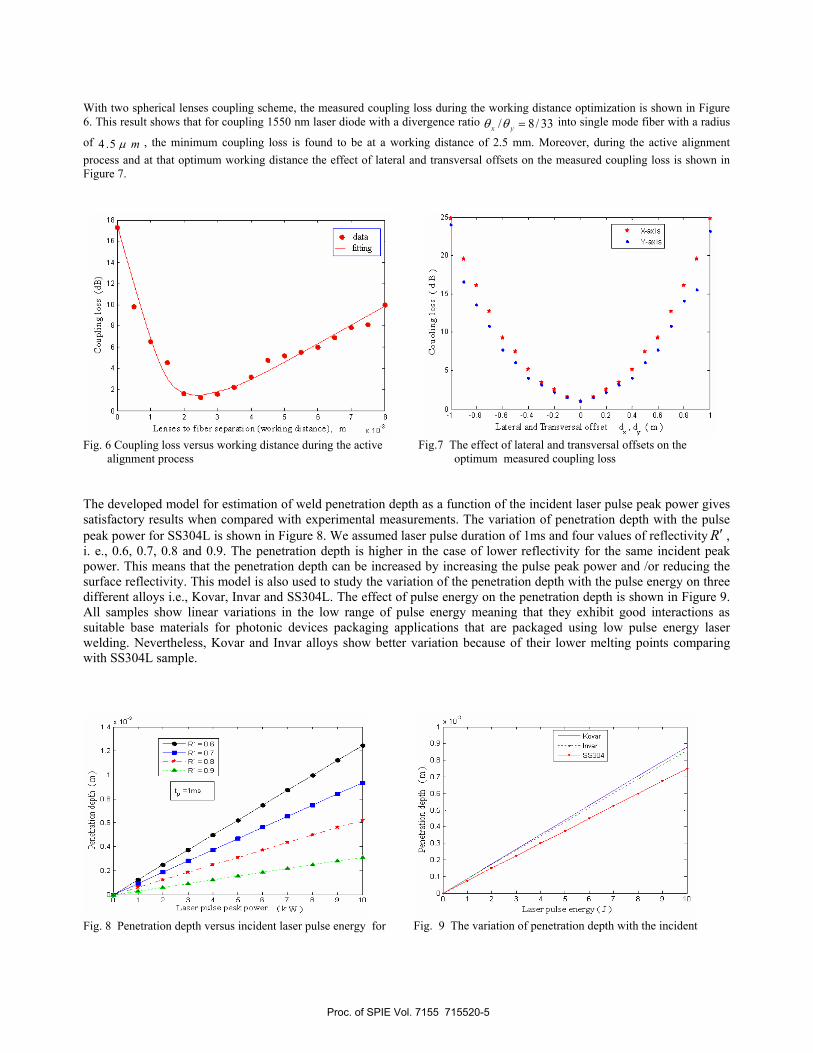
optimum measured coupling loss The developed model for estimation of weld penetration depth as a function of the incident laser pulse peak power gives satisfactory results when compared with experimental measurements. The variation of penetration depth with the pulse peak power for SS304L is shown in Figure 8. We assumed laser pulse duration of 1ms and four values of reflectivity R′ , i. e., 0.6, 0.7, 0.8 and 0.9. The penetration depth is higher in the case of lower reflectivity for the same incident peak power. This means that the penetration depth can be increased by increasing the pulse peak power and /or reducing the surface reflectivity. This model is also used to study the variation of the penetration depth with the pulse energy on three different alloys i.e., Kovar, Invar and SS304L. The effect of pulse energy on the penetration depth is shown in Figure 9. All samples show linear variations in the low range of pulse energy meaning that they exhibit good interactions as suitable base materials for photonic devices packaging applications that are packaged using low pulse energy laser welding. Nevertheless, Kovar and Invar alloys show better variation because of their lower melting points comparing with SS304L sample.
Fig. 8 Penetration depth versus incident laser pulse energy for
Fig. 9 The variation of penetration depth with the incident
Proc. of SPIE Vol. 7155 715520-5
0.8
Kovar0.7 tpIms
0.8
08
C04
C0.3
0.2
UI0 I 2 3 4 8 8
Laser pulse energy ( J
*
Number ofFuhe shoots
q)•0C0(0
0.3
0.6 9
•0
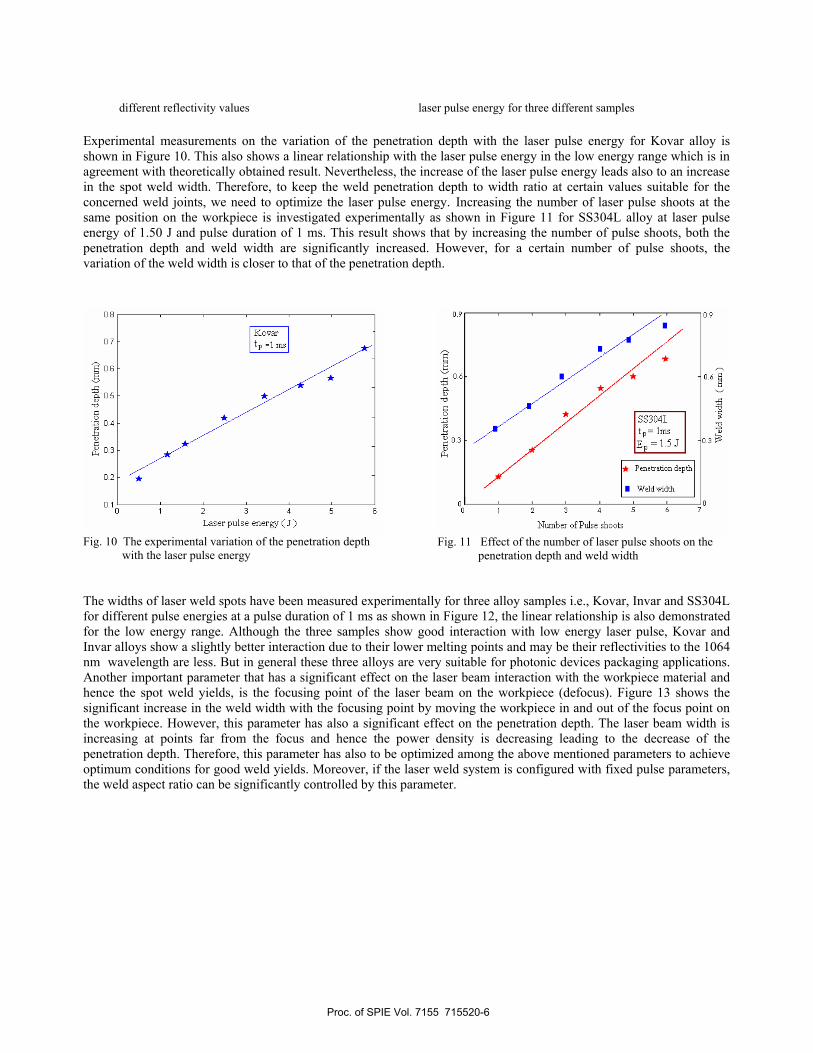
different reflectivity values laser pulse energy for three different samples Experimental measurements on the variation of the penetration depth with the laser pulse energy for Kovar alloy is shown in Figure 10. This also shows a linear relationship with the laser pulse energy in the low energy range which is in agreement with theoretically obtained result. Nevertheless, the increase of the laser pulse energy leads also to an increase in the spot weld width. Therefore, to keep the weld penetration depth to width ratio at certain values suitable for the concerned weld joints, we need to optimize the laser pulse energy. Increasing the number of laser pulse shoots at the same position on the workpiece is investigated experimentally as shown in Figure 11 for SS304L alloy at laser pulse energy of 1.50 J and pulse duration of 1 ms. This result shows that by increasing the number of pulse shoots, both the penetration depth and weld width are significantly increased. However, for a certain number of pulse shoots, the variation of the weld width is closer to that of the penetration depth.
Fig. 10 The experimental variation of the penetration depth
with the laser pulse energy
Fig. 11 Effect of the number of laser pulse shoots on the penetration depth and weld width
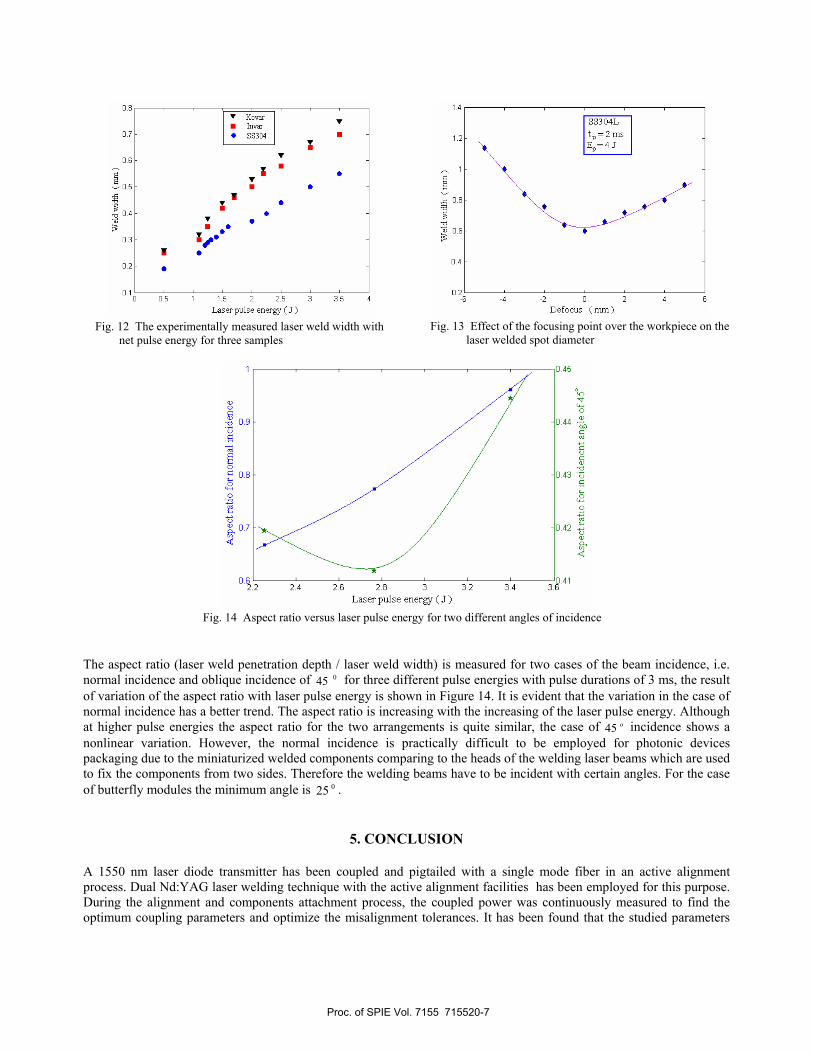
The widths of laser weld spots have been measured experimentally for three alloy samples i.e., Kovar, Invar and SS304L for different pulse energies at a pulse duration of 1 ms as shown in Figure 12, the linear relationship is also demonstrated for the low energy range. Although the three samples show good interaction with low energy laser pulse, Kovar and Invar alloys show a slightly better interaction due to their lower melting points and may be their reflectivities to the 1064 nm wavelength are less. But in general these three alloys are very suitable for photonic devices packaging applications. Another important parameter that has a significant effect on the laser beam interaction with the workpiece material and hence the spot weld yields, is the focusing point of the laser beam on the workpiece (defocus). Figure 13 shows the significant increase in the weld width with the focusing point by moving the workpiece in and out of the focus point on the workpiece. However, this parameter has also a significant effect on the penetration depth. The laser beam width is increasing at points far from the focus and hence the power density is decreasing leading to the decrease of the penetration depth. Therefore, this parameter has also to be optimized among the above mentioned parameters to achieve optimum conditions for good weld yields. Moreover, if the laser weld system is configured with fixed pulse parameters, the weld aspect ratio can be significantly controlled by this parameter.
Proc. of SPIE Vol. 7155 715520-6
0 0.6 I '.6 2 2.6 3 3.6 4
Laser pulse energy (
0.0
0.7
0.6
0.4
03
V Kovar• 'aver• 00304
V
V
V
I: •
V
I04
003 04L
= 2 mcB5 = 4 2
-4 -2 0
Defocus (rum)2 4 8
Asp
ect n
tio fo
r nor
mil
ncid
.ce
P P
P
P
Asp
ectr
atio
for i
ncid
eno
nt a
ngle
of4
5
Fig. 12 The experimentally measured laser weld width with
net pulse energy for three samples
Fig. 13 Effect of the focusing point over the workpiece on the
laser welded spot diameter
Fig. 14 Aspect ratio versus laser pulse energy for two different angles of incidence
The aspect ratio (laser weld penetration depth / laser weld width) is measured for two cases of the beam incidence, i.e. normal incidence and oblique incidence of 045 for three different pulse energies with pulse durations of 3 ms, the result of variation of the aspect ratio with laser pulse energy is shown in Figure 14. It is evident that the variation in the case of normal incidence has a better trend. The aspect ratio is increasing with the increasing of the laser pulse energy. Although at higher pulse energies the aspect ratio for the two arrangements is quite similar, the case of o45 incidence shows a nonlinear variation. However, the normal incidence is practically difficult to be employed for photonic devices packaging due to the miniaturized welded components comparing to the heads of the welding laser beams which are used to fix the components from two sides. Therefore the welding beams have to be incident with certain angles. For the case of butterfly modules the minimum angle is 025 .
5. CONCLUSION
A 1550 nm laser diode transmitter has been coupled and pigtailed with a single mode fiber in an active alignment process. Dual Nd:YAG laser welding technique with the active alignment facilities has been employed for this purpose. During the alignment and components attachment process, the coupled power was continuously measured to find the optimum coupling parameters and optimize the misalignment tolerances. It has been found that the studied parameters
Proc. of SPIE Vol. 7155 715520-7

have a very strong influence on the welding quality and hence the efficiency of using laser spot welding on the packaging of photonic devices. The effect of laser beam parameters on the dimensions of the spot weld of certain materials indicates the suitability of using the material for packaging components such as ferrule, substrate and welding clips. It is also concluded that it is very important to study the effect of laser beam parameters on the welding spot pools to optimize the process and the type of the material for the efficient and reliable packaging of photonic devices. Modeling of laser welding penetration depth provides satisfactory results comparing with the experimentally measured. Besides the effect of laser pulse energy or peak power and pulse duration on the laser weld dimensions and quality, the laser weld width and depth are found to be significantly affected by the number of laser pulse shoots and the focusing position on the workpiece. Moreover, the incident angle of the laser beam on the workpiece is also affecting the weld aspect ratio and hence determines the suitability of this application on certain weld joint configurations.
ACKNOWLEDGEMENT
The author would like to thank the Government of Malaysia, Universiti Teknologi Malaysia, Ibb University, Yemen, and International Development Bank for their support in this research.
REFERENCES
1 C. Dawes, Laser Welding, a Practical Guide, Woodhead pub. Ltd., Eng., 1992 2 J.T. Luxon and D.E. Prker, Industrial Lasers and Their Applications, Chapter 11, Prentice-Hall, 1985. 3 J. C. Chen, W. T. Chen, S. T. Chang, J. S. , Horng, H. H. Lin and M. J. Sun. “Failure Mechanism of Solidification
Cracks in Semiconductors”. Proceeding of the 1996 IEEE Electronic Components and Technology Conference, 28-31 May. Orlando, Florida: IEEE, 946-950
4 C. W. Tan, , Y. C. Chan, , N. W. Bernard, L. J. Tsun, and C. K. Alex. Characterization of Kovar-to-Kovar Laser Welded Joints and its Mechanical Strength”, J. of Optics and Lasers in Engineering vol.43, 151-162( 2005).
5 S. Jang, “Automation Manufacturing system technology for Optoelectronic Devices Packaging”. Proceeding of the 50th Electronic Components and Technology Conference, 2000, IEEE: 10-14.
6 W. S. Chang, and S. J. Na, “A study on the prediction of the laser weld shape with varying heat source equations and the thermal distortion of a small structure in micro- joining”, Journal of Materials Processing Technology, Vol.120, 208-214(2000).
7 Y. C. Hsu, Y. C. Tsai, J. H. Kuang and W. H. Cheng “Post-Weld-Shift-Induced Fiber Alignment Shifts in Laser Welded Laser Module Packages :Experiments and Simulations”. IEEE, Journal of Lightwave Technology, Vol., 23, No. 12, 4287-4295(2005)
8 H. K. Lee, H. Soo, K. J. Son and S. B. Hong “Optimization of Nd:YAG Laser Welding Parameters for Sealing Small Titanium tube ends”, Journal of Material Science and Engineering A 415: 149 – 155 (2006).
9 Z. H. Shen, S. Y. Zhang, J. Lu and X. W. Ni “Mathematical modeling of laser induced heating and melting in solids” J. Optics and Laser Technology, Vol.33, 533-537(2000).
Proc. of SPIE Vol. 7155 715520-8
Related Documents