2 nd Mercosur Congress on Chemical Engineering 4 th Mercosur Congress on Process Systems Engineering 1 ACID LEACHING AND ELECTROCHEMICAL RECOVERY OF MANGANESE FROM SPENT ALKALINE BATTERIES C.A. Andrade Tacca, M.M.E. Duarte *† Instituto de Ingeniería Electroquímica y Corrosión (INIEC), Universidad Nacional del Sur, Bahía Blanca, Argentina Abstract. This paper discusses a procedure for manganese recovery as manganese dioxide by anodic oxidation of acid solutions obtained by leaching of spent alkaline batteries with sulfuric acid. Spent size D alkaline batteries were dismantled, separating case, contacts and separator from the reactive paste. A series of laboratory tests were conducted to define the best conditions for manganese and zinc extraction with sulfuric acid. ICP analysis of the leaching solutions showed high levels of Zn and Mn, low concentrations of Fe and Cu and only traces of Hg, Cd, Pb and Ni. Concentrations were found to be between 0.17 and 0.73 mol L -1 for zinc and between 0.03 and 0.74 mol L -1 for manganese. The recovery of Mn in form of electrolytic manganese dioxide (EMD) was carried out under potentiostatic control using carbon fiber cloth anodes. The samples were submitted to scanning electron microscopy and EDAX analysis for characterization and X-ray diffraction method for qualitative analysis. MnO 2 and MnOOH were detected as main components. Impurities coming from other components of leaching solutions were not detected. The deposits exhibited uniform thickness and the carbon fibers were encapsulated by a cylindrical growth possibly caused by the uniform current distribution. MnO 2 deposition essays in acid media and reduction in acid and alkaline media were carried out on small electrodes to obtain information on the different steps of MnO 2 reduction. The efficiency of discharge of the potentiostatically obtained EMDs was in the order of 50% or less, probably due to the compact structure of the oxide. Results indicate that the presence of other metallic cations in the leaching solution has not any appreciably influence on the electrolytic Mn +2 oxidation reaction neither on the electrochemical properties of the obtained electrolytic manganese oxide. Keywords: manganese dioxide, alkaline batteries, electro-oxidation 1. Introduction Manganese dioxide and zinc are the main components of dry cells, which are the most popular source of portable electrical energy. Nowadays these batteries do not represent a severe environmental risk, since the most common brands are manufactured with low or null mercury, lead and cadmium contents. In many countries, spent batteries are classified as household waste. However, the discharge to normal landfills together with domestic waste represents an important and continuous ingress of zinc and manganese to the soil. Common solutions are incineration or stabilization of the batteries in concrete and dumping in controlled sites (Wiaux and Waefler, 1995). However, the recycling of spent batteries would be the most convenient solution from an environmental point of view, although there are practical and economical aspects that restrict this option. Battery recycling processes that have reached the industrial scale level are generally based on pyrometallurgical and thermal treatments (Kanemura and Matsuoka, 1995; Burri and Weber, 1995; Meador, 1995; Ammann, 1995). Hydrometallurgical processes are mainly directed to zinc recovery by cathodic reduction (Freitas and Petrie, * To whom all correspondence should be addressed. Address: Instituto de Ingeniería Electroquímica y Corrosión (INIEC), Universidad Nacional del Sur, Av. Alem 1253, 8000 Bahía Blanca, Argentina E-mail: [email protected] † Comisión Investigaciones Científicas de la Pcia. de Buenos Aires

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
1
ACID LEACHING AND ELECTROCHEMICAL RECOVERY OF
MANGANESE FROM SPENT ALKALINE BATTERIES
C.A. Andrade Tacca, M.M.E. Duarte*†
Instituto de Ingeniería Electroquímica y Corrosión (INIEC), Universidad Nacional del Sur, Bahía Blanca, Argentina
Abstract. This paper discusses a procedure for manganese recovery as manganese dioxide by anodic
oxidation of acid solutions obtained by leaching of spent alkaline batteries with sulfuric acid. Spent size D
alkaline batteries were dismantled, separating case, contacts and separator from the reactive paste. A
series of laboratory tests were conducted to define the best conditions for manganese and zinc extraction
with sulfuric acid. ICP analysis of the leaching solutions showed high levels of Zn and Mn, low
concentrations of Fe and Cu and only traces of Hg, Cd, Pb and Ni. Concentrations were found to be
between 0.17 and 0.73 mol L-1 for zinc and between 0.03 and 0.74 mol L-1 for manganese. The recovery
of Mn in form of electrolytic manganese dioxide (EMD) was carried out under potentiostatic control using
carbon fiber cloth anodes. The samples were submitted to scanning electron microscopy and EDAX
analysis for characterization and X-ray diffraction method for qualitative analysis. MnO2 and MnOOH
were detected as main components. Impurities coming from other components of leaching solutions were
not detected. The deposits exhibited uniform thickness and the carbon fibers were encapsulated by a
cylindrical growth possibly caused by the uniform current distribution. MnO2 deposition essays in acid
media and reduction in acid and alkaline media were carried out on small electrodes to obtain information
on the different steps of MnO2 reduction. The efficiency of discharge of the potentiostatically obtained
EMDs was in the order of 50% or less, probably due to the compact structure of the oxide. Results
indicate that the presence of other metallic cations in the leaching solution has not any appreciably
influence on the electrolytic Mn+2 oxidation reaction neither on the electrochemical properties of the
obtained electrolytic manganese oxide.
Keywords: manganese dioxide, alkaline batteries, electro-oxidation
1. Introduction
Manganese dioxide and zinc are the main components of dry cells, which are the most popular source of
portable electrical energy. Nowadays these batteries do not represent a severe environmental risk, since the most
common brands are manufactured with low or null mercury, lead and cadmium contents. In many countries,
spent batteries are classified as household waste. However, the discharge to normal landfills together with
domestic waste represents an important and continuous ingress of zinc and manganese to the soil. Common
solutions are incineration or stabilization of the batteries in concrete and dumping in controlled sites (Wiaux and
Waefler, 1995). However, the recycling of spent batteries would be the most convenient solution from an
environmental point of view, although there are practical and economical aspects that restrict this option. Battery
recycling processes that have reached the industrial scale level are generally based on pyrometallurgical and
thermal treatments (Kanemura and Matsuoka, 1995; Burri and Weber, 1995; Meador, 1995; Ammann, 1995).
Hydrometallurgical processes are mainly directed to zinc recovery by cathodic reduction (Freitas and Petrie,
* To whom all correspondence should be addressed.
Address: Instituto de Ingeniería Electroquímica y Corrosión (INIEC), Universidad Nacional del Sur, Av. Alem 1253, 8000
Bahía Blanca, Argentina
E-mail: [email protected]
† Comisión Investigaciones Científicas de la Pcia. de Buenos Aires

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
2
2004), manganese being recovered by precipitation (Fröhlich and Sewing, 1995), although lately other
procedures have been proposed for the recovery of zinc and manganese (Salgado et al., 2003).
This work is focused on the recovery of manganese as electrolytic manganese dioxide (EDM). This
compound is used as cathode in alkaline batteries that are based in the system Zn/KOH/MnO2. The chemical
products that form during discharge are ZnO or Zn(OH)2 and MnOOH, Mn2O3 or Mn3O4, depending on the
conditions of discharge.
The purpose of the work reported here is to develop an electrochemical process for the separation and
electrochemical recovery of manganese as electrolytic manganese dioxide (EMD) from spent alkaline Zn/MnO2
batteries. Experiments were performed to leach out the positive and negative active materials by sulfuric acid to
obtain principally the different elements as soluble sulfate. The soluble specie Mn2+
was oxidized to MnO2 using
graphite fiber cloths as anode material and a potentiostatic electrodeposition technique. The EMD produced was
characterized by scanning electronic microscopy (SEM) and X-ray diffraction and tested as cathode material
alkaline batteries.
2. Experimental
Spent alkaline batteries of D size were dismantled separating the steel parts, contacts and separator from the
anodic and cathodic material. This material was dried at 100ºC, ground and screened in order to produce a dry
black homogeneous powder, which was used for posterior characterization and leaching test. The spent cells
were weighed before being taken apart, and the different separated components were newly weighed after
dismantling. The active paste (zinc and manganese compounds carbon and KOH) represented the 69 % of the
total weight. A water content of 12.6 % was determined. The metallic, paper and plastic components of the
packing, electrical contacts, separators and other elements completed the material balance.
Leaching tests with sulfuric acid of the powdered samples were conducted to define the efficiency of acid
manganese extraction. The weighed amount of active paste was leached in sulfuric acid solution under agitation
for 2 hours at 60 ºC. Different conditions of solid/liquid ratio (weight sample/ leaching solution) and sulfuric
acid concentration were chosen for this purpose. The conditions are summarized in Table 1. After acid leaching
the small amount of residue was removed by filtration. The resulting liquor, from now on called the extract, had
a slight pink color. In most cases, the pH was found to be less than unity.
The chemical compositions of Zn, Mn, Fe, Cu, Hg, Cd and Pb in the extracts were quantitatively analyzed by
inductively coupled plasma emission spectrometry (Shimadzu ICPS 1000 III).
Typically, the manganese was recovered as EMD via an electrolysis process, in which the MnO2 was
deposited from the leaching solution onto carbonaceous anodes. Different samples were obtained at a constant
potential using diverse carbon fiber materials, and varying temperature and time.
The electrolysis was carried out in a 300 ml three-electrode electrochemical cell. The working electrode was
a carbon fiber cloth cylinder of 100 cm2. A saturated calomel electrode (SCE) was used as the reference
electrode; all potentials are reported with respect to this electrode. A cylinder made of lead or steel placed
concentrically with the working electrode was used as the counter-electrode. A potentiostat (Wenking LB-75-L)
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
3
was used to run the potentiostatic manganese recovery by applying a constant potential of 1.4 V. The variation of
current with time was followed using a Linseis X-t recorder, and the total electric charge was calculated
integrating the I-t signal. Most essays were performed at room temperature, but some tests were carried out at
80°C.
The anode was weighed before and after the electrolysis to determine the mass of oxide produced. Using
Faraday Law and assuming that all the electric charge was used in oxidizing Mn2+
to MnO2, a theoretical MnO2
mass was calculated. The coulombic efficiency of EMD formation was determined dividing the oxide weight by
the theoretical mass.
The leachate was characterized electrochemically using cyclic voltammetry. A glassy carbon was used as
working electrode and the leaching solution was used as electrolyte. Cyclic voltammetry essays were carried out
in all extracts between 0.0 to 1.4V (SCE).
The MnO2 deposit was mechanically removed from the substrate and then it was ground into powder form
before submitting to analysis. The X-Ray diffraction patterns were recorded on a Philips PW 1710 X-ray
diffractometer (Cu Kα; 45 kV; 30 mA). The surface morphology of the manganese oxide formed onto different
anode materials was studied using a scanning electronic microscope Jeol 100, equipped with an EDAX
microanalysis system.
The obtained oxide was tested as battery cathode material, discharging small electrodes in KOH 1 and
following the I-t behavior. Galvanostatic EMD deposition in acid media and reduction in acid and alkaline media
were carried out on small electrodes to obtain some information on the different steps of MnO2 formation and
reduction.
3. Results and Discussion
3.1. Dismantling and Leaching Stage
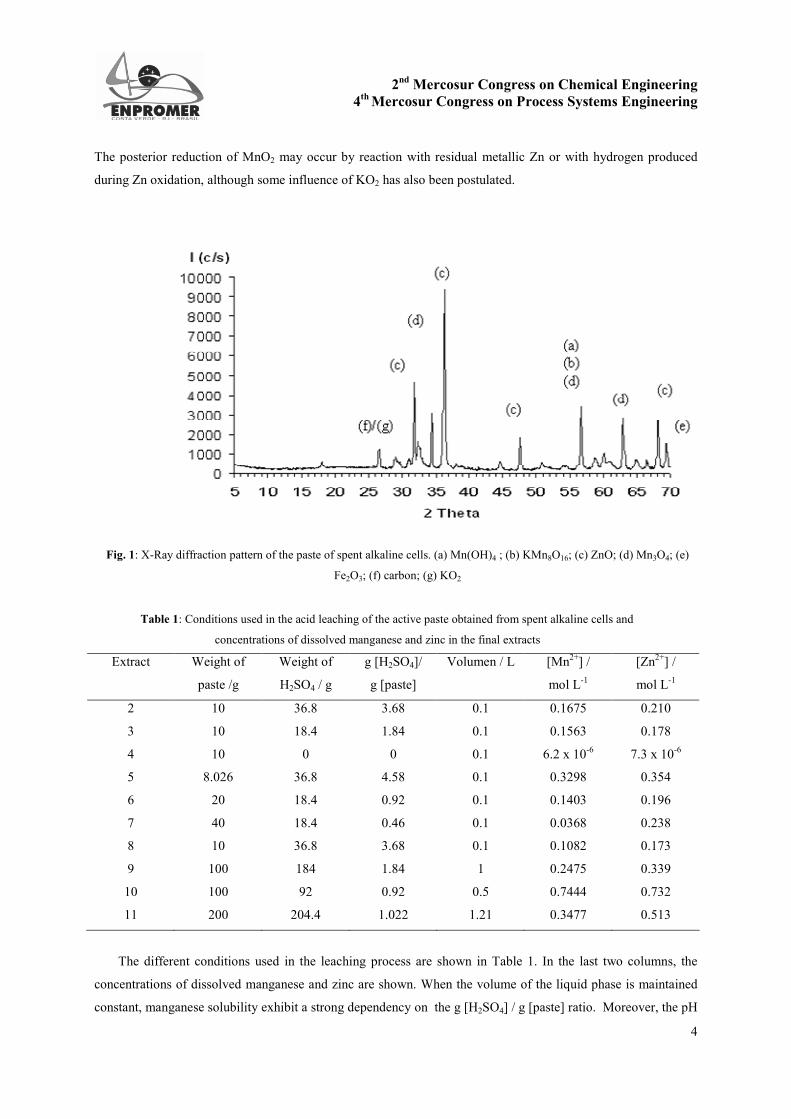
Fig. 1 shows the XDR pattern of the dry active paste obtained from the spent batteries. Manganese oxides
and zinc oxides are the main components. The iron oxide content observed in the results might have its origins
either from small particles of ferrous material produced in the dismantling process, which caused the
contamination of the sample, or from corroded or oxidized batteries. The presence of KO2 (potassium peroxide)
is attributed to the reaction of KOH with oxygen, that may occur during the steps of dismantling, crushing and
drying of the paste.
In the leaching stage, the different compounds of zinc react with sulfuric acid to give ZnSO4 (de Souza et
al., 2001). From Fig. 1 it can be seen that there are several different manganese compounds, in different
oxidation state. The reactions of the oxides with the acid give MnSO4 and MnO2 as products
Mn2O3 + H2SO4 → MnSO4 + MnO2 + H2O (1)
Mn3O4 + 2 H2SO4 → 2 MnSO4 + MnO2 + 2 H2O (2)
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
4
The posterior reduction of MnO2 may occur by reaction with residual metallic Zn or with hydrogen produced
during Zn oxidation, although some influence of KO2 has also been postulated.
Fig. 1: X-Ray diffraction pattern of the paste of spent alkaline cells. (a) Mn(OH)4 ; (b) KMn8O16; (c) ZnO; (d) Mn3O4; (e)
Fe2O3; (f) carbon; (g) KO2
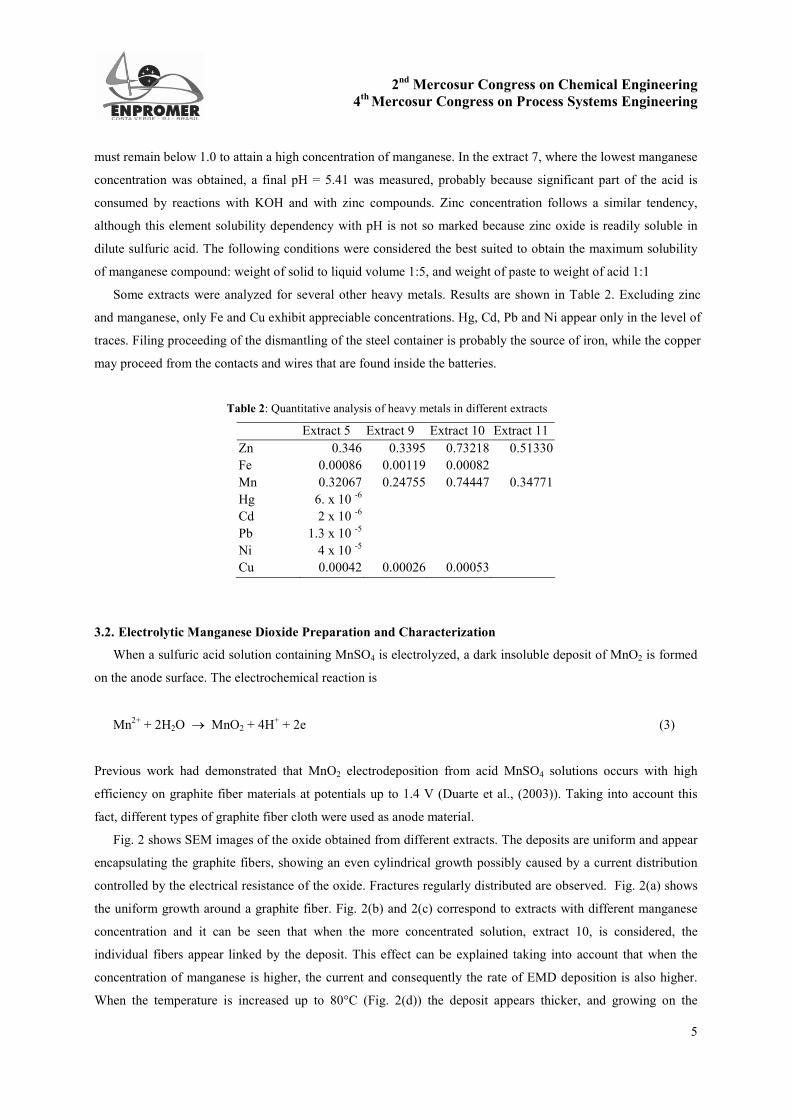
Table 1: Conditions used in the acid leaching of the active paste obtained from spent alkaline cells and
concentrations of dissolved manganese and zinc in the final extracts
Extract Weight of
paste /g
Weight of
H2SO4 / g
g [H2SO4]/
g [paste]
Volumen / L [Mn2+
] /
mol L-1
[Zn2+
] /
mol L-1
2 10 36.8 3.68 0.1 0.1675 0.210
3 10 18.4 1.84 0.1 0.1563 0.178
4 10 0 0 0.1 6.2 x 10-6
7.3 x 10-6
5 8.026 36.8 4.58 0.1 0.3298 0.354
6 20 18.4 0.92 0.1 0.1403 0.196
7 40 18.4 0.46 0.1 0.0368 0.238
8 10 36.8 3.68 0.1 0.1082 0.173
9 100 184 1.84 1 0.2475 0.339
10 100 92 0.92 0.5 0.7444 0.732
11 200 204.4 1.022 1.21 0.3477 0.513
The different conditions used in the leaching process are shown in Table 1. In the last two columns, the
concentrations of dissolved manganese and zinc are shown. When the volume of the liquid phase is maintained
constant, manganese solubility exhibit a strong dependency on the g [H2SO4] / g [paste] ratio. Moreover, the pH
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
5
must remain below 1.0 to attain a high concentration of manganese. In the extract 7, where the lowest manganese
concentration was obtained, a final pH = 5.41 was measured, probably because significant part of the acid is
consumed by reactions with KOH and with zinc compounds. Zinc concentration follows a similar tendency,
although this element solubility dependency with pH is not so marked because zinc oxide is readily soluble in
dilute sulfuric acid. The following conditions were considered the best suited to obtain the maximum solubility
of manganese compound: weight of solid to liquid volume 1:5, and weight of paste to weight of acid 1:1
Some extracts were analyzed for several other heavy metals. Results are shown in Table 2. Excluding zinc
and manganese, only Fe and Cu exhibit appreciable concentrations. Hg, Cd, Pb and Ni appear only in the level of
traces. Filing proceeding of the dismantling of the steel container is probably the source of iron, while the copper
may proceed from the contacts and wires that are found inside the batteries.
Table 2: Quantitative analysis of heavy metals in different extracts
Extract 5 Extract 9 Extract 10 Extract 11
Zn 0.346 0.3395 0.73218 0.51330
Fe 0.00086 0.00119 0.00082
Mn 0.32067 0.24755 0.74447 0.34771
Hg 6. x 10 -6
Cd 2 x 10 -6
Pb 1.3 x 10 -5
Ni 4 x 10 -5
Cu 0.00042 0.00026 0.00053
3.2. Electrolytic Manganese Dioxide Preparation and Characterization
When a sulfuric acid solution containing MnSO4 is electrolyzed, a dark insoluble deposit of MnO2 is formed
on the anode surface. The electrochemical reaction is
Mn2+
+ 2H2O → MnO2 + 4H+ + 2e (3)
Previous work had demonstrated that MnO2 electrodeposition from acid MnSO4 solutions occurs with high
efficiency on graphite fiber materials at potentials up to 1.4 V (Duarte et al., (2003)). Taking into account this
fact, different types of graphite fiber cloth were used as anode material.
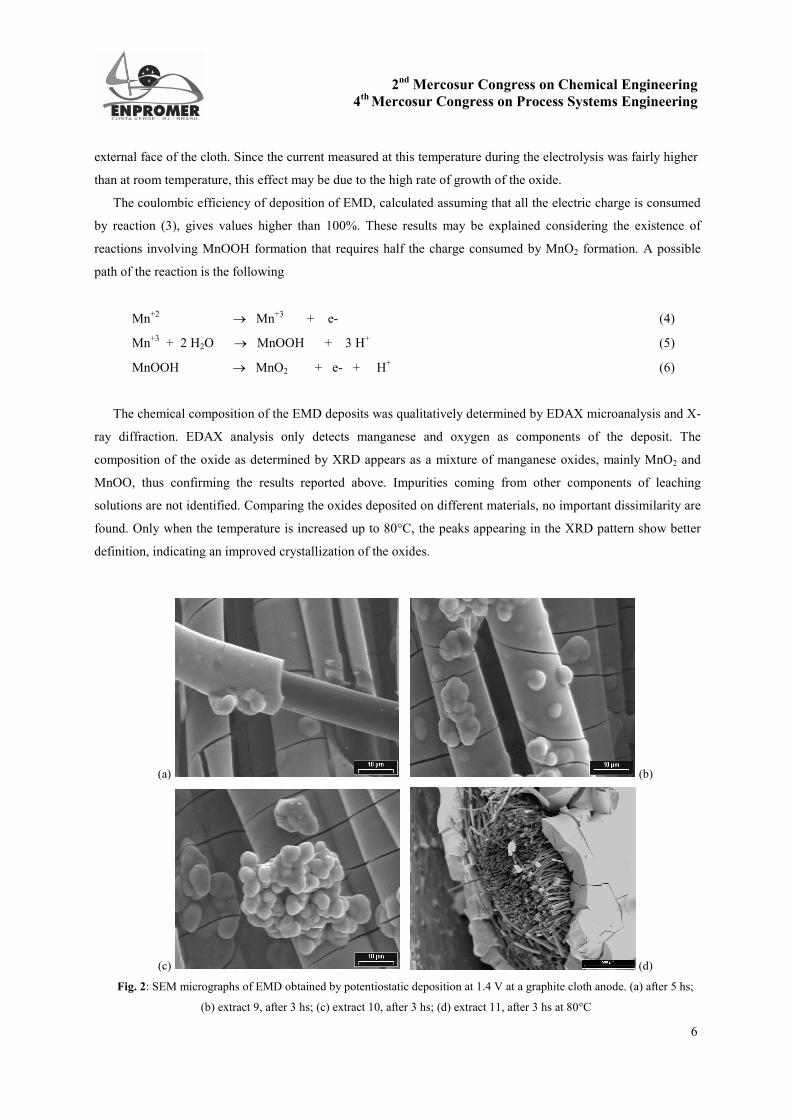
Fig. 2 shows SEM images of the oxide obtained from different extracts. The deposits are uniform and appear
encapsulating the graphite fibers, showing an even cylindrical growth possibly caused by a current distribution
controlled by the electrical resistance of the oxide. Fractures regularly distributed are observed. Fig. 2(a) shows
the uniform growth around a graphite fiber. Fig. 2(b) and 2(c) correspond to extracts with different manganese
concentration and it can be seen that when the more concentrated solution, extract 10, is considered, the
individual fibers appear linked by the deposit. This effect can be explained taking into account that when the
concentration of manganese is higher, the current and consequently the rate of EMD deposition is also higher.
When the temperature is increased up to 80°C (Fig. 2(d)) the deposit appears thicker, and growing on the
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
6
external face of the cloth. Since the current measured at this temperature during the electrolysis was fairly higher
than at room temperature, this effect may be due to the high rate of growth of the oxide.
The coulombic efficiency of deposition of EMD, calculated assuming that all the electric charge is consumed
by reaction (3), gives values higher than 100%. These results may be explained considering the existence of
reactions involving MnOOH formation that requires half the charge consumed by MnO2 formation. A possible
path of the reaction is the following
Mn+2
→ Mn+3
+ e- (4)
Mn+3
+ 2 H2O → MnOOH + 3 H+ (5)
MnOOH → MnO2 + e- + H+ (6)
The chemical composition of the EMD deposits was qualitatively determined by EDAX microanalysis and X-
ray diffraction. EDAX analysis only detects manganese and oxygen as components of the deposit. The
composition of the oxide as determined by XRD appears as a mixture of manganese oxides, mainly MnO2 and
MnOO, thus confirming the results reported above. Impurities coming from other components of leaching
solutions are not identified. Comparing the oxides deposited on different materials, no important dissimilarity are
found. Only when the temperature is increased up to 80°C, the peaks appearing in the XRD pattern show better
definition, indicating an improved crystallization of the oxides.
(a) (b)
(c) (d)
Fig. 2: SEM micrographs of EMD obtained by potentiostatic deposition at 1.4 V at a graphite cloth anode. (a) after 5 hs;
(b) extract 9, after 3 hs; (c) extract 10, after 3 hs; (d) extract 11, after 3 hs at 80°C
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
7
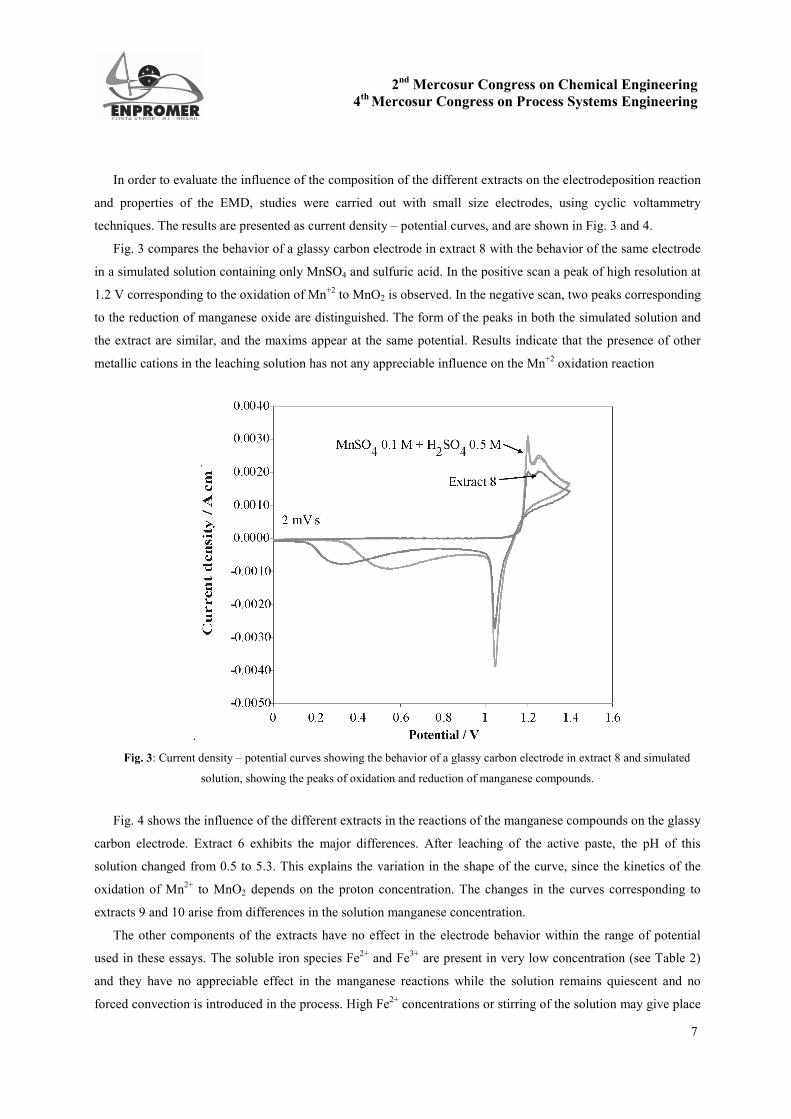
In order to evaluate the influence of the composition of the different extracts on the electrodeposition reaction
and properties of the EMD, studies were carried out with small size electrodes, using cyclic voltammetry
techniques. The results are presented as current density – potential curves, and are shown in Fig. 3 and 4.
Fig. 3 compares the behavior of a glassy carbon electrode in extract 8 with the behavior of the same electrode
in a simulated solution containing only MnSO4 and sulfuric acid. In the positive scan a peak of high resolution at
1.2 V corresponding to the oxidation of Mn+2
to MnO2 is observed. In the negative scan, two peaks corresponding
to the reduction of manganese oxide are distinguished. The form of the peaks in both the simulated solution and
the extract are similar, and the maxims appear at the same potential. Results indicate that the presence of other
metallic cations in the leaching solution has not any appreciable influence on the Mn+2
oxidation reaction
.
Fig. 3: Current density – potential curves showing the behavior of a glassy carbon electrode in extract 8 and simulated
solution, showing the peaks of oxidation and reduction of manganese compounds.
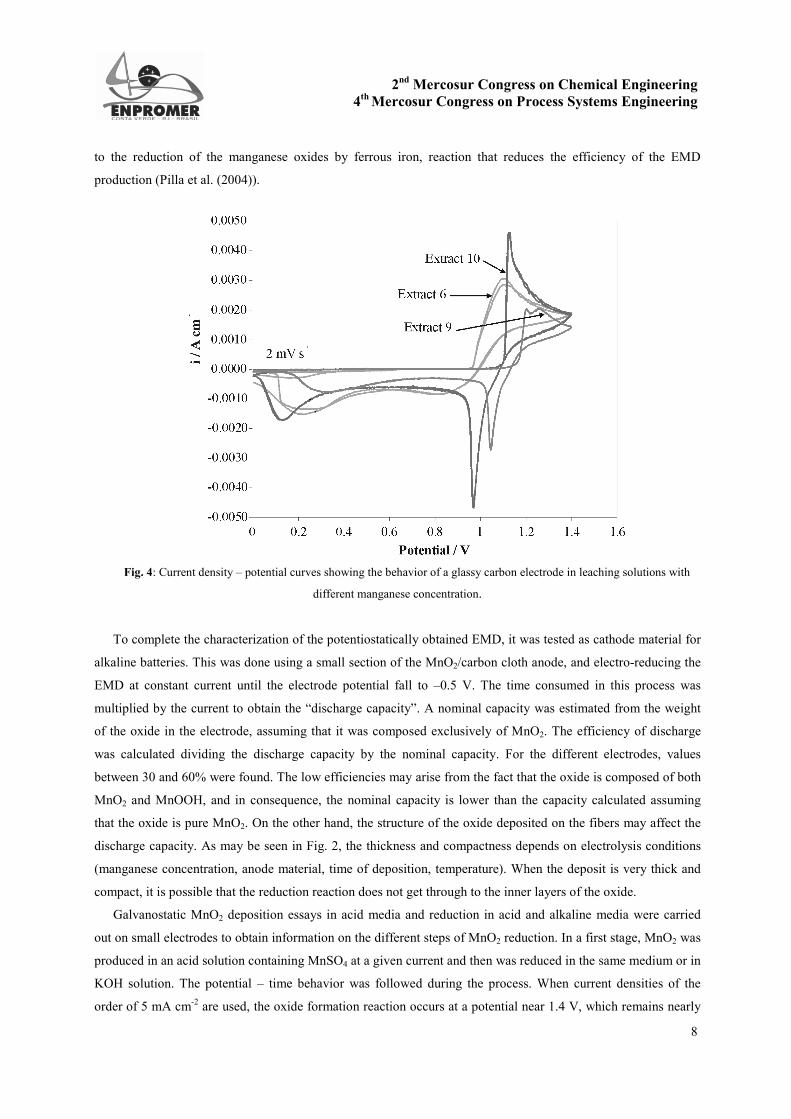
Fig. 4 shows the influence of the different extracts in the reactions of the manganese compounds on the glassy
carbon electrode. Extract 6 exhibits the major differences. After leaching of the active paste, the pH of this
solution changed from 0.5 to 5.3. This explains the variation in the shape of the curve, since the kinetics of the
oxidation of Mn2+
to MnO2 depends on the proton concentration. The changes in the curves corresponding to
extracts 9 and 10 arise from differences in the solution manganese concentration.
The other components of the extracts have no effect in the electrode behavior within the range of potential
used in these essays. The soluble iron species Fe2+
and Fe3+
are present in very low concentration (see Table 2)
and they have no appreciable effect in the manganese reactions while the solution remains quiescent and no
forced convection is introduced in the process. High Fe2+
concentrations or stirring of the solution may give place
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
8
to the reduction of the manganese oxides by ferrous iron, reaction that reduces the efficiency of the EMD
production (Pilla et al. (2004)).
Fig. 4: Current density – potential curves showing the behavior of a glassy carbon electrode in leaching solutions with
different manganese concentration.
To complete the characterization of the potentiostatically obtained EMD, it was tested as cathode material for
alkaline batteries. This was done using a small section of the MnO2/carbon cloth anode, and electro-reducing the
EMD at constant current until the electrode potential fall to –0.5 V. The time consumed in this process was
multiplied by the current to obtain the “discharge capacity”. A nominal capacity was estimated from the weight
of the oxide in the electrode, assuming that it was composed exclusively of MnO2. The efficiency of discharge
was calculated dividing the discharge capacity by the nominal capacity. For the different electrodes, values
between 30 and 60% were found. The low efficiencies may arise from the fact that the oxide is composed of both
MnO2 and MnOOH, and in consequence, the nominal capacity is lower than the capacity calculated assuming
that the oxide is pure MnO2. On the other hand, the structure of the oxide deposited on the fibers may affect the
discharge capacity. As may be seen in Fig. 2, the thickness and compactness depends on electrolysis conditions
(manganese concentration, anode material, time of deposition, temperature). When the deposit is very thick and
compact, it is possible that the reduction reaction does not get through to the inner layers of the oxide.
Galvanostatic MnO2 deposition essays in acid media and reduction in acid and alkaline media were carried
out on small electrodes to obtain information on the different steps of MnO2 reduction. In a first stage, MnO2 was
produced in an acid solution containing MnSO4 at a given current and then was reduced in the same medium or in
KOH solution. The potential – time behavior was followed during the process. When current densities of the
order of 5 mA cm-2 are used, the oxide formation reaction occurs at a potential near 1.4 V, which remains nearly

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
9
constant during the essay length. When the current is increased the potential rises and may reach the potential at
which oxygen evolution begin, approximately 1.8 V. The behavior in leaching extracts and simulated MnSO2
solutions is similar.
When the oxide is reduced in acid media, two reduction stages can be detected. The first one is attributed to
the reduction of MnO2 to MnOOH in solid phase, while the second one corresponds to the electro-reduction of
MnOOH to Mn2+
. The discharge efficiency is high, reaching approximately 85%. In alkaline media, oxide
reduction depends strongly of the current density. At low current densities, the process also occurs in two stages,
both in solid phase. The first step corresponds to the reduction of MnO2 to MnO1.5, while the second step is
attributed to the electro-reduction of MnOOH to Mn(OH)2.
4. Conclusions
The extraction of manganese and zinc using sulfuric acid as leaching agent is possible, requiring high initial
concentration of sulfuric acid to ensure that the acid remaining after the leaching period is sufficient to maintain
the pH in the range below 1.0. If the active paste is separated from the other components of the batteries
previously to the leaching step, the resultant solution contains high concentrations of soluble zinc and manganese
compounds, and low concentrations of iron and copper, and traces of other heavy metals.
Recovery of manganese as MnO2 from the leaching solution is possible at room temperature without special
purification of the solution, and maintaining a high efficiency. The formation of the oxides depends on MnSO4
concentration. This variable affect the quantity of formed oxide and the potential required to start the deposition.
Other important factor is the solution pH that affects the reaction kinetics, and the temperature, that affect the rate
of the electrodeposition. The other metals present in the leachate do not affect the electrodeposition process
neither the properties of MDE.
The composition of the oxide determined by XRD appears as a mixture of manganese oxides, mainly MnO2
and MnOOH. Impurities coming from other components of leaching solutions are not detected.
Cyclic voltammetry essays in a glassy carbon electrode show similar behavior in the leaching solutions and
in a simulated MnSO4 solution, confirming that the other components of the solution have scarce influence in the
reactions of manganese and the electrodeposited oxide.
When MnO2 deposits are tested in alkaline media to evaluate its application as cathode battery material
coulombic efficiency values between 30 and 60% are found. The low efficiencies may arise from the fact that the
oxide is composed of both MnO2 and MnOOH, and in consequence, the nominal capacity is lower than the
capacity calculated assuming that the oxide is pure MnO2. On the other hand, the compact structure of the oxide
deposited on the fibers may affect the discharge capacity
References
Ammann P. (1995), Economic Considerations of Battery Recycling Based on the Recytec Process. J. Power Sources, 57, 41.

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
10
Burri R., Weber A. (1995). The Wimmis Project. J. Power Sources, 57, 31.
de Souza C. C. B. M., Corrêa de Oliveira D., Soares Tenório J. A. (2001). Characterization of Used Alkaline Batteries Powder
and Analysis of Zinc Recovery by Acid Leaching. Journal of Power Sources 103, 120
Duarte M.M.E., Pilla A.S. , Mayer C.E. (2003). Electrooxidation of Mn(II) to MnO2 on Graphite Fibre Electrodes. J. Appl.
Electrochem, 33, 387.
Freitas M.B.J.G., de Pietre M.K. (2004). Electrochemical Recycling of the Zinc from Spent Zn–MnO2 Batteries. Journal of
Power Sources, 128, 343.
Fröhlich S., Sewing D. (1995). The BATENUS Process for Recycling Mixed Battery Waste. J. Power Sources, 57, 27.
Kanemaru T., Matsuoka T. (1995). General Overview of Battery Waste Management in Japan, J. Power Sources, 57, 23.
Meador W.R. (1995). The Pecos Project. J. Power Sources, 57, 37.
Pilla A.S., Duarte M.M.E., Mayer C.E. (2004) Manganese Dioxide Electrodeposition in Sulphate Electrolytes. The Influence
of Ferrous Ions. J Electroanal Chem, 569, 7.
Salgado A.L., Veloso A.M.O., Pereira D.D., Montijo G.S., Salud A., Mansur M.B. (2003). Recovery of Zinc and Manganese
from Spent Alkaline Batteries by Liquid–Liquid Extraction with Cyanex 272. Journal of Power Sources, 115, 367
Wiaux J.-P., Waefler J.-P (1995). Recycling zinc batteries: an economical challenge in consumer waste management J.
Power Sources, 57, 61.
Related Documents











