TECHNICAL PUBLICATION SERIES www.corrosion.com.au Version 1.0 Copyright 2013 The Australasian Corrosion Association Inc PO Box 112 Kerrimuir Victoria 3129 Australia CORROSION TECHNOLOGY INTRODUCTION TO METALLURGY

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TECHNICAL PUBLICATION SERIES
www.corrosion.com.au
Version 1.0
Copyright 2013The Australasian Corrosion Association Inc
PO Box 112 Kerrimuir Victoria 3129 Australia
CORROSIONTECHNOLOGY
INTRODUCTION TO METALLURGY


ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au i © The Australasian Corrosion Association Inc 2013
The information contained in its publications is intended for general guidance only and in no way replaces the services of professional consultants on particular projects. No legal liability for negligence or otherwise can be accepted by the Association for the information contained in this publication. No part of this publication may be reproduced in whole or in part, or stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without written permission of the publisher. This publication is sold subject to the condition that it shall not be lent, resold, hired out, or otherwise circulated without the publisher’s prior consent in any form of binding or cover other than that in which it is published. This condition being imposed on any subsequent purchasers. For information regarding permission, write to:
The Chief Executive Officer The Australasian Corrosion Association Incorporated PO Box 112 Kerrimuir Victoria 3129 Australia Email: [email protected]
ACA 13: Corrosion Technology – Introduction to Metallurgy. First Edition Published 2013 ISBN – 978-0-9875650-2-0. The Australasian Corrosion Association Incorporated
Australasian Office Suites 1 and 3 458 Middleborough Road Blackburn Victoria 3130 Australia PHONE: +61 3 9890 4833 FACSIMILE: +61 3 9890 7866 EMAIL: [email protected] WEBSITE: www.corrosion.com.au
For contact information on ACA’s Branches and networks in Queensland, New South Wales, Newcastle, Victoria, Tasmania, South Australia, Northern Territory, Western Australia, and New Zealand see the ACA’s website www.corrosion.com.au.

ii www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
FOREWORD
The Australasian Corrosion Association has developed the Corrosion Technology technical publication series to provide an understanding of how and why corrosion happens, how it manifests itself and how the relevant methods of corrosion prevention and control operate. This series describes corrosion and its mitigation in general terms, applicable to a wide range of industries. The publication series is suitable for many working in a corrosion-related field and is an integral part of the certification scheme developed by the Association. The information in this publication series is largely taken from a number of text books and from the notes to other ACA courses and publications. CORROSION TECHNOLOGY TECHNICAL PUBLICATION SERIES
The following are included in the series: ACA 2 Corrosion Technology - Introduction 1st Edition - 2013 ACA 3 Corrosion Technology - The Corrosion Process 1st Edition - 2013 ACA 4 Corrosion Technology - Predicting Corrosion Reactions 1st Edition - 2013 ACA 5 Corrosion Technology - Types of Metallic Corrosion 1st Edition - 2013 ACA 6 Corrosion Technology - Corrosion in Natural Environments 1st Edition - 2013 ACA 7 Corrosion Technology - Corrosion Control by Design Improvement 1st Edition - 2013 ACA 8 Corrosion Technology - Corrosion Properties of Metals 1st Edition - 2013 ACA 9 Corrosion Technology - Environmental Modification 1st Edition - 2013 ACA 10 Corrosion Technology - Cathodic and Anodic Protection 1st Edition - 2013 ACA 11 Corrosion Technology - Metallic and Inorganic Coatings 1st Edition - 2013 ACA 12 Corrosion Technology - Organic Coatings and Linings 1st Edition - 2013 ACA 13 Corrosion Technology – Introduction to Metallurgy 1st Edition - 2013
ACKNOWLEDGEMENT The Australasian Corrosion Association Inc would like to acknowledge Dr Robert Francis for his contributions to this publication series.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au iii © The Australasian Corrosion Association Inc 2013
CONTENTS
CORROSION TECHNOLOGY INTRODUCTION TO METALLURGY .................. 1
1. THE STRUCTURE OF PURE METALS ......................................................................... 1 2. THE STRUCTURE OF REAL METALS ........................................................................ 3 3. ALLOYING ...................................................................................................................... 4 4. STRUCTURE AND PROPERTIES OF STEELS ............................................................ 6 5. HEAT TREATMENT OF STEELS .................................................................................. 7 6. OTHER CONSTITUENTS OF METALS ........................................................................ 8 7. WELDING ........................................................................................................................ 9 8. TENSILE PROPERTIES OF METALS ........................................................................... 9 9. FRACTURE AND FRACTURE TESTING ................................................................... 11
FURTHER INFORMATION ........................................................................................... 14
WEBSITES .......................................................................................................................... 14 BOOKS ................................................................................................................................ 15 STANDARDS ..................................................................................................................... 15
GLOSSARY OF CORROSION TERMS ........................................................................ 16


ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 1 © The Australasian Corrosion Association Inc 2013
CORROSION TECHNOLOGY
INTRODUCTION TO METALLURGY
Corrosion processes are generally discussed from an electrochemical point of view. In many cases of corrosion, however, the point of initiation, the rate of attack and the effectiveness of control measures are related to the various metallurgical or microstructural features of the metal. Furthermore, a basic understanding of the structure and properties of metals is an essential part of metal selection. Finally, a number of metallurgical terms are used throughout this technical publication, and other corrosion literature, which may not be understood by the corrosionist. A basic knowledge of metallurgy is therefore essential for corrosion technologists. This technical publication reviews some of the elements of metallurgy which are of relevance.
1. THE STRUCTURE OF PURE METALS
Metals have relatively high melting points and boiling points and are good conductors of heat and electricity. They also possess ductility, the property which permits permanent deformation without fracture occurring. These properties are related to the nature of the metallic bond. Metals consist of positive ions arranged in a regular repeating array with a cloud of free electrons surrounding them (see Figure 1). The attraction between the positively-charged ions and the electrons is responsible for the properties mentioned above.
Figure 1: Simplified picture of the
metallic bond.
The perfectly regular structures are idealised concepts and, in reality, the structures of metals and alloys contain many imperfections. Point defects include vacancies caused by missing atoms in the structure, impurity atoms replacing one of the atoms and interstitials where an extra atom is positioned in an interstitial site. Point defects can influence physical properties of the metal, such as strength and behaviour at high temperatures. Creep, for example, which often causes high temperature failure, is believed to proceed through movement of vacancies. Dislocations are imperfections which form a continuous path of misalignment through a crystal lattice. These cause more significant effects on the metal properties than point defects. The simplest form of dislocation is called an edge

2 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
dislocation which consists of an extra half plane of atoms in the lattice. Dislocations can be moved about with relatively low applied forces, and it is the movement of dislocations that produces observed deformation of metals. The mechanism by which dislocations move causing plastic (or permanent) deformation is known as slip. A zone of distortion of the atomic structure forms around the dislocation so it can easily move along the plane of atoms normal to the extra plane (see Figure 2). When the slip process is completed, the crystal is again perfect but with the atoms above the slip plane displaced one unit to the right relative to the atoms below the slip plane. Instead of every bond on the slip plane having to rupture at one instant, the presence of a dislocation means that only one row of bonds at a time have to be ruptured for slip to occur.
Figure 2: Movement of an edge dislocation causing slip.
Dislocations are important defects within crystals. Their density and interaction with each other and various microstructural features affect the strength and ductility of metals. If dislocations are free to move, the metal can be deformed with only a small applied force so is relatively weak. However, the metal will be ductile, meaning it can be deformed considerably before breaking. On the other hand, if dislocations are blocked, the metal is more resistant to slip and is stronger. However, if dislocation movement is restricted too much, the metal will become brittle. Finding means of preventing dislocation movement to strengthen a metal without it becoming too brittle is an important subject so covered in a later section. After undergoing some deformation, metals possess the unique property that they become stronger. This phenomenon is known as strain hardening or, more commonly, work hardening. This behaviour can again be explained in terms of dislocations and barriers to their movement. As dislocations move, they encounter and interact with other dislocations which impedes further motion. Moreover, mechanisms exist to markedly increase the number of dislocations in a metal undergoing deformation. As a result, the probability of dislocation interaction, and therefore the strength, increases with the amount of plastic deformation. The dislocation density, the total length of dislocations per unit volume, in a metal increases from around a kilometre for each cubic centimetre in an undeformed metal to around ten million kilometres per cubic centimetre after deformation.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 3 © The Australasian Corrosion Association Inc 2013
2. THE STRUCTURE OF REAL METALS
So far, metals have been considered as single crystals consisting of a uniform structure with point and line defects. However, most metals are, in fact, aggregations of many crystals, more commonly called grains. Grains are formed because, when molten metal solidifies, it does not take place all at once, but rather small particles of solid material form each having their characteristic uniform structure. These particles act as nuclei onto which other atoms tend to attach themselves, producing growth of the solid. These grow until they interfere with their neighbours. At the places where they interfere, further growth ceases, and the boundaries between them are known as grain boundaries. A diagrammatic representation of the process of solidification is shown in Figure 3.
Figure 3: Stages in the process of solidification of a metal.
Grains are the smallest structural units of a metal that are observable with a light microscope. They can be various sizes and shapes within a metal. Typical sizes vary from approximately 0.5 mm for coarse grained metals to 0.005 mm for fine grained metals. They may be ‘equiaxed’, with all grains having approximately the same diameter, or elongated, where one dimension is many times the other. The grain size and shape is controlled by heat treatment and fabrication processes. Figure 4 shows how grain structure changes from equiaxed to elongated after cold rolling of the metal.
Figure 4: Grain structure in (a) an unworked and (b) worked metal.
(a) (b)

4 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
Grains and grain boundaries are very important features of metals having considerable influence on their properties. Grain boundaries are regions of high energy and can be attacked more rapidly than grains when exposed to a corrosive environment, although generally their effect on corrosion properties is minimal. During solidification, impurities tend to accumulate at the grain boundaries, influencing corrosion and some physical properties. Grain boundaries hinder slip by preventing dislocation movement so the smaller the grains, the greater the grain boundary density and the stronger the metal. When a metal is subject to plastic deformation, as well as increasing the dislocation density, the grains will be deformed and the grain structure completely disrupted. There is a limit to the amount of deformation a metal can undergo and it will fracture if this limit is exceeded. Therefore, heavily cold worked metals are often annealed which, for non-ferrous metals, means heating to a relatively low temperature. This softens the metals by removing internal stresses, decreasing the dislocation density and by causing new grains to form. Depending on the annealing temperature, these new grains may be very large, which gives a soft ductile metal or very small giving a strong metal. Annealing is an important way of changing mechanical properties of a metal. The term annealing when applied to steel can have a number of meanings, as discussed in a later section.
3. ALLOYING
Metals in their pure form are seldom used in engineering applications, mainly because of their low strength. Most metallic materials used in engineering are combinations of metals known as alloys. Even small amounts of a second element added to a pure metal can significantly change the properties. For example, pure iron is a very weak metal, but addition of just 0.1 per cent of carbon increases its strength significantly to make it a very useful material. Small amounts of chromium, nickel and other elements can increase the room temperature strength, high temperature strength and improve the heat treating properties. Adding 12 per cent of chromium to iron dramatically improves its corrosion resistance by forming a stainless steel. Therefore a study of alloying, and the different ways elements can combine, is important in understanding metal properties. Metallic and non-metallic elements can combine in many different ways to form alloys; they may completely dissolve in one another in a similar manner to water and alcohol, they may remain separate (similar to water and oil), they may form chemical compounds or act in some combination of these. When elements completely dissolve in one another they form a solid solution. This can take place in two ways, shown in Figure 5. In a substitutional solid solution, the solute atoms take the place of some of the solvent atoms. For example, copper will dissolve in nickel in all proportions forming a solid solution. The second form of solid solution is an interstitial solid solution. In these cases, the solute is much smaller than the solvent atoms. Examples are carbon, nitrogen and hydrogen in iron. Adding a second element to a metal makes dislocation movement harder and provides ‘pins’ to lock dislocations, so the strength of a solid solution is greater than the solvent.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 5 © The Australasian Corrosion Association Inc 2013
Figure 5: (a) Substitutional solid solution
and (b) interstitial solid solution.
(a) (b) While many alloy systems will show solubility in one another when small amounts of solute are added to the solvent, at higher proportions new components called phases will appear. One or several chemical compounds may form in many alloy systems where bonding attractions of the components are sufficiently strong. These are often of fixed chemical composition, such as iron carbide (Fe3C) in the iron-carbon system, discussed in the following section. These are known as intermetallic compounds. Such compounds are usually very hard and brittle and are often in the form of small, isolated particles in the matrix. In such a form, they will provide excellent barriers to dislocation movement so will greatly strengthen a metal. This process is known as precipitation hardening. However, if present in larger amounts, the metal will be brittle and of little use for engineering purposes. In other cases, two metals combine with one another but only over a limited range of compositions. For example, zinc will combine with copper forming brasses. Up to 36 per zinc, a single solid solution known as -brass forms. However, above 36 per cent zinc, no more will dissolve in the copper. If more zinc is added, it forms a separate component known as the phase which is observable under the microscope. This phase is harder, so a brass consisting of and phases is harder, but less ductile. Above 42 per cent zinc, the brass structure is entirely and such brasses are the strongest available. Above 50 per zinc, different phases form but such alloys are too brittle to be of commercial use. Many other alloys are formed in similar ways, some with fewer phases, others even more complex than brass. Aluminium is alloyed with a range of additions and can be heat treated to improve its properties. Manganese and magnesium are added to form a solid solution with aluminium which has little effect on properties, but such alloys can be hardened by work hardening. Aluminium alloys with small amounts of zinc, lithium or copper can be heat treated to form an alloy whose strength is achieved by precipitation hardening. These alloys can be heat treated in such a way that holding at low temperatures causes precipitates to grow and strength to increase. This process is known as age hardening. Specific ageing temperatures and times are required to produce optimum strength levels. Aluminium alloys containing copper are unfortunately very susceptible to corrosion. Age hardening is also used to strengthen a group of corrosion resistant nickel-copper alloys known as Monels.

6 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
So, in summary, an alloy is made from two or more metals mixed together. Generally, alloys are harder and stronger than the parent metals. The metals may dissolve completely in one another to form a single phase alloy. More commonly, a range of different phases forms with components of different properties which are observable under the microscope. Sometimes, intermetallic compounds form of definite chemical composition. The structure of such alloys assists in understanding the properties of the metal, and how these may be altered by changing composition, heating and cooling.
4. STRUCTURE AND PROPERTIES OF STEELS
Because steel, composed essentially of iron and carbon, is such an important engineering material, it is worth spending some time looking at the various structures which can arise in this metal. The components which appear, and their proportions, vary with different types of steel and understanding these greatly assist in explaining their properties. Most of the carbon in steel exists as the intermetallic compound iron carbide (Fe3C), known as cementite. As the carbon content increases, so does the cementite content. At high temperatures, above about 750C, low carbon alloys consist of a material known as austenite, or -iron. All the carbon is dissolved in solid solution in this phase. It tends to be a soft, ductile phase but, of course, only exists at high temperatures in carbon steels. At lower temperatures, the iron changes to two phases. One phase consists of almost pure iron, known as ferrite or -iron. Being an almost pure metal, this is a soft phase. The other phase is cementite. The mixture of soft ferrite and hard cementite in a layered structure observed in most steels is given the name, pearlite. It is very strong, but somewhat brittle. Most steels contain free ferrite and pearlite, the lower the carbon content the greater the proportion of free ferrite. The appearance of a low carbon steel under the microscope is shown in Figure 6.
Figure 6: Structure of a low carbon steel. The structure consists of ferrite, shown in white and cementite shown in black. The layered
structure is known as pearlite.
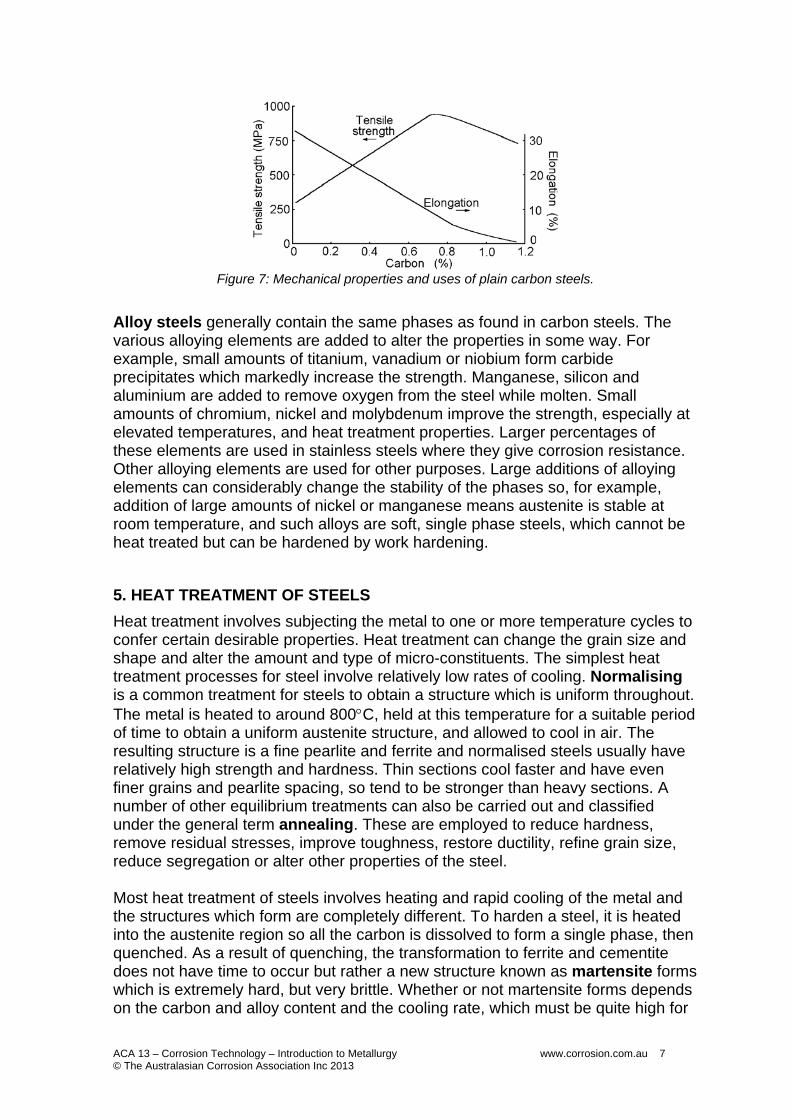
As outlined above, ferrite is a very soft but ductile material while cementite is a very hard but brittle material. Therefore, the proportion of carbon has a significant effect on properties and uses of the steel. Increasing carbon content increases strength, but decreases ductility. Applications where ductility is important, such as sheet products, tend to be low carbon, while applications where hardness and strength are important, such as tools and knives, tend to be high carbon. These properties and some applications for simple carbon steels are shown in Figure 7. When the carbon content is greater than 0.8 per cent, brittle free cementite forms at the grain boundaries and causes a drop in tensile strength. In practice, the properties are usually improved with alloying elements or heat treatment, as described below.
ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 7 © The Australasian Corrosion Association Inc 2013
Figure 7: Mechanical properties and uses of plain carbon steels.
Alloy steels generally contain the same phases as found in carbon steels. The various alloying elements are added to alter the properties in some way. For example, small amounts of titanium, vanadium or niobium form carbide precipitates which markedly increase the strength. Manganese, silicon and aluminium are added to remove oxygen from the steel while molten. Small amounts of chromium, nickel and molybdenum improve the strength, especially at elevated temperatures, and heat treatment properties. Larger percentages of these elements are used in stainless steels where they give corrosion resistance. Other alloying elements are used for other purposes. Large additions of alloying elements can considerably change the stability of the phases so, for example, addition of large amounts of nickel or manganese means austenite is stable at room temperature, and such alloys are soft, single phase steels, which cannot be heat treated but can be hardened by work hardening.
5. HEAT TREATMENT OF STEELS
Heat treatment involves subjecting the metal to one or more temperature cycles to confer certain desirable properties. Heat treatment can change the grain size and shape and alter the amount and type of micro-constituents. The simplest heat treatment processes for steel involve relatively low rates of cooling. Normalising is a common treatment for steels to obtain a structure which is uniform throughout. The metal is heated to around 800C, held at this temperature for a suitable period of time to obtain a uniform austenite structure, and allowed to cool in air. The resulting structure is a fine pearlite and ferrite and normalised steels usually have relatively high strength and hardness. Thin sections cool faster and have even finer grains and pearlite spacing, so tend to be stronger than heavy sections. A number of other equilibrium treatments can also be carried out and classified under the general term annealing. These are employed to reduce hardness, remove residual stresses, improve toughness, restore ductility, refine grain size, reduce segregation or alter other properties of the steel. Most heat treatment of steels involves heating and rapid cooling of the metal and the structures which form are completely different. To harden a steel, it is heated into the austenite region so all the carbon is dissolved to form a single phase, then quenched. As a result of quenching, the transformation to ferrite and cementite does not have time to occur but rather a new structure known as martensite forms which is extremely hard, but very brittle. Whether or not martensite forms depends on the carbon and alloy content and the cooling rate, which must be quite high for

8 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
carbon steels to harden. Such high cooling rates tend to cause cracking, especially in thick sections. Alloy additions such as chromium tend to cause martensite formation at slower cooling rates; sometimes even with air cooling, and large items are usually made from alloy steels if they are to be heat treated. Brittle martensite is undesirable in normal steels and cooling after welding can sometimes cause its formation. Conditions under which martensite can form are very important to welding engineers as well as heat treaters. If medium carbon steel is cooled in air, pearlite will form while if it is quenched in water, martensite will result. A slower quench than water, such as oil, results in martensite and pearlite. Between the water and oil quench will be a critical cooling rate which is required if the structure is to be completely martensitic. This cooling rate is important as it determines the depth to which a fully martensitic structure, and therefore maximum hardness, can be obtained in a large structure. Conversely, if a martensitic structure is not required, such as in welding of carbon steel structures, a cooling rate faster than the critical cooling rate is undesirable as it can cause brittle martensite to form resulting in cracking. A steel with a martensite structure is far too brittle for most engineering applications and not used in this form. Instead, it is heated in the range 200 to 500°C, a process known as tempering, during which stresses are relieved and carbides precipitate. As a result, a steel with a tempered martensite structure is a strong and tough material. By controlling the tempering temperature, a range of strengths and other properties can be obtained.
6. OTHER CONSTITUENTS OF METALS
Commercial alloys always contain unwanted impurities as a result of various processing treatments. For example, manganese sulphides, oxides and silicates are frequently present in steel. These are commonly known as non-metallic inclusions or simply inclusions. Steel with a high content of inclusion is known as ‘dirty steel’. Most steels produced these days are relatively ‘clean’ and are known as killed steels in which most of the oxygen has been removed by the addition of manganese, silicon or aluminium. The products of such deoxidation generally rise to the surface and are removed with the slag. Killed steels tend to homogeneous in structure with low non-metallic inclusion content. In the past, sheet steels had little if any deoxidation and are known as rimmed steels. These often have oxides and other impurities in the centre and have varying chemical composition. However, they have a very good surface finish without inclusions which provides good adhesion for specialised coatings, especially vitreous enamels and electroplated coatings. Modern steelmaking techniques require all steels to be killed, and even sheet steels these days are in this form. Inclusions are found in other commercial alloys. Iron and silicon-rich inclusions are common impurities in aluminium alloys. Inclusions can effect some mechanical properties by reducing ductility and fatigue strength and can influence corrosion behaviour. For example, sulphide inclusions are known to be initiation sites of pitting corrosion in steel and stainless steels. They are also the initiation sites for hydrogen cracking and blistering.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 9 © The Australasian Corrosion Association Inc 2013
There are other defects in metals which can influence physical and corrosion properties of metals. Castings, for example, often contain areas of porosity due to shrinkage on cooling, the presence of gases or moisture or entrapment of air. Rolled or other formed products may contain laps and folds worked into the surface. Cracks can arise during casting, forging or welding due to uneven rates of cooling.
7. WELDING
Welding is a common procedure for joining materials when fabricating equipment and structures. The application of heat can have a marked effect on the mechanical, metallurgical and corrosion properties of the parent metal. Some of the characteristics of welding that influence corrosion properties are: The metallurgical structure of the weld and surrounding regions (the heat
affected zone or HAZ) is different from the wrought parent metal. The heat may cause phase transformations or precipitation to occur in these regions. For example, welding can cause precipitation of chromium carbides in the grain boundaries of certain types of stainless steels, dramatically influencing corrosion properties.
The heat may produce high residual stresses in and adjacent to welds. This will influence the possibility of stress-related corrosion occurring, such as stress corrosion cracking, hydrogen induced cracking or corrosion fatigue.
As a result of rapid cooling of the weld metal or adjacent parent metal, brittle martensite can form in a steel. The likelihood of cracking in a weld heat affected zone depends on the composition of the metal and the presence of hydrogen. Special welding procedures have to be used when the composition of the steel is such that martensite may form.
Poor welding techniques can lead to crevices, spatter, flux residues, porosity, slag inclusions, and many other faults which are potential corrosion initiation sites.
Despite these problems, welding is by far the best and soundest method of joining metals.
8. TENSILE PROPERTIES OF METALS
Of all the tests used to evaluate the mechanical properties of metals, the tensile test is probably the most useful. As well as determining the strength of the material, it also enables ductility to be measured. In this test, a sample is pulled to failure in a relatively short time. The sample is elongated in tension and the load necessary to produce a given elongation is measured. Knowing the dimensions of the sample means the load can be converted to stress (divide the load by the cross-sectional area) usually given in megapascals (MPa) and the elongation can be converted to strain (the extension divided by the original length) usually given as per cent so the resulting curve is then independent of sample size. Figure 8 shows a stress-strain curve for a hypothetical metal with the various measurements that can be obtained from such a curve marked on it. The stages which occur during the test, and the metallurgical factors which influence the properties, are described in the following paragraphs.

10 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
Figure 8: Stress-strain behaviour of a metal.
Elastic region. At the beginning of the test, (region OA in Figure 8) the specimen extends elastically; if the load was released the sample would return to its original length. The relation between stress () and strain () in this region is linear and described by Hooke’s Law: = E where E is a constant known as Young’s modulus. The Young’s modulus is a measure of the interatomic bonding forces and is a vital property as it affects the stiffness of a material. Interestingly, the Young’s modulus is not greatly affected by alloying, heat treatment, or other processes which change a metal’s structure and have a significant effect on its other mechanical properties. While it relates to the rigidity of engineering designs so is of great importance to the engineer, the fact that it cannot be controlled to any degree by metallurgical factors means it will not be discussed further in the current context. Yield point. At higher strains (above point A on Figure 8), permanent deformation occurs so that much of the strain is not recovered when applied stresses are removed; the material is now undergoing plastic extension. The point at which deformation is plastic rather than elastic is that stress at which the slope of the stress-strain curve deviates from the elastic modulus. This stress is known as the yield strength (y) and is a measure of the ability of the material to resist plastic deformation. It is probably the most important single mechanical property of an engineering material. Because of the difficulty in determining this point precisely, various approximations are used. The most common is the 0.2% proof stress which is the stress at 0.2% plastic strain. In some materials such as low carbon steels, there is a definite yield point and the yield strength is then clearly defined. Steels and other metals are often graded according to their yield strength so, for example, a 250 grade steel has a nominal yield strength of 250 MPa.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 11 © The Australasian Corrosion Association Inc 2013
Work hardening and fracture. Beyond the yield stress, the stress necessary for continuous flow increases with plastic deformation. That is, the stress-strain curve rises due to work hardening which, as mentioned earlier, is related to an increase in dislocation density. As dislocations move through the material they will create many new dislocations increasing the strength of the material (but decreasing its ductility). The stress reaches a maximum at the tensile strength (TS), commonly known as the ultimate tensile strength (UTS). This is obtained by dividing the maximum load by the original cross-sectional area. It is of little fundamental importance, but because it is easily measured it is widely quoted as measure of strength. Once the tensile strength has been reached, the load starts to drop as the metal necks and cross sectional area decreases. Internal cavities nucleate in the necked region at non-metallic inclusions. These cavities coalesce to form cracks leading to fracture. Ductility. The total plastic strain prior to fracture, known as the elongation, is a measure of the ductility of the metal. This can be measured by placing the two pieces of the test piece together and measuring the increase in length. A second measure of ductility is the Reduction of Area which depends on the final and original cross-sectional areas. Highly ductile materials are greatly reduced in cross-sectional area before breaking. There is no exact correlation between elongation and reduction of area but highly ductile materials have high values of each and brittle materials have values near zero. Hardness Testing. The hardness of a material is its resistance to indentation. The indenter is usually a ball (Brinell), pyramid (Vickers) or cone (Rockwell) of hard material which is applied by slowly pressing it into the surface for a given period of time. An empirical number is calculated by knowing the load applied and the cross-sectional area or depth of the impression. Hardness is roughly related to tensile strength, so the harder the material, the stronger it is. It is a useful and rapid means of obtaining a rough measure of strength.
9. FRACTURE AND FRACTURE TESTING
Fracture is the separation of a solid under stress into two or more parts. The nature of the fracture varies with the type of material and can be affected by nature of the applied stress, temperature conditions, strain rates and other environmental factors. It can be divided broadly into two categories, ductile and brittle but can be a mixture of the two. The form of fracture in a given metal can change depending on external factors. The main features of ductile fracture, sometimes called shear fracture, are: It has a dull, fibrous appearance It occurs after extensive plastic deformation and has slow propagation It proceeds as a result of extensive slip Brittle fracture, sometimes called cleavage fracture, has the following features: It has a shiny, granular appearance It results in rapid crack propagation with little or no plastic deformation It can be intergranular under embrittling conditions but is usually transgranular

12 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
Brittle fracture must be avoided at all costs as it can occur without warning and have disastrous results. Some metals, specifically mild steels, are tough and ductile at high temperatures and brittle at low temperatures. Factors other than temperature which can increase tendency to brittle fracture are the presence of a notch and high strain rates. A common test which has been empirically developed to determine the tendency for brittle fracture is the Charpy impact test. This measures the energy required to break a standard notched bar. A heavy pendulum, released from a known height, strikes and breaks the sample before it continues on its upward swing (see Figure 9). From knowledge of the mass of the pendulum and the difference between the initial and final height, the energy absorbed in fracture can be calculated.
Figure 9: The Charpy V-notch impact test.
When a metal breaks in a ductile manner it will absorb much more energy than when it breaks in a brittle manner. A series of tests are carried out at different temperatures and the temperature at which the fracture changes from ductile to brittle, known as the transition temperature, is determined. A steel with a low transition temperature, well below 0C, will have good impact properties, referred to as the notch toughness, because then brittle fracture is unlikely to occur under normal conditions. The transition temperature depends on a number of variables. Increasing the carbon content raises the transition temperature, as shown in Figure 10, so increasing steel strength in this manner means producing a more brittle metal. Phosphorus and nitrogen also raise the transition temperature. However, manganese and nickel both lower the transition temperature. Reducing the grain size lowers the transition temperature considerably. As it also strengthens the steel, reducing grain size is a very attractive means of improving steel properties.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 13 © The Australasian Corrosion Association Inc 2013
Figure 10: Effect of carbon content
on notch toughness of steel.
Impact testing is a proven method of assessing toughness of steels and widely used in industry. However, a major problem with such tests is that there is considerable scatter in the results and small specimens are used even though a large body behaves differently from a small one. Therefore, there is difficulty relating Charpy results to real situations. To overcome the problems of impact testing, and to try to assess toughness as an inherent material property, fracture mechanics is used. The aim of fracture mechanics is to predict whether a given defect size will lead to catastrophic failure or not. A study of fracture mechanics is outside the scope of this technical publication.

14 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
FURTHER INFORMATION
Corrosion is an enormous subject, and this series of technical publications can only touch on some topics. Rather than give specific books or other references that may be difficult or expensive to obtain, this section gives general guidance of where to look for further information.
WEBSITES
a) Google Search The Internet has rapidly become perhaps the most important source of all sorts of information, good and bad. You can search on-line whenever you are looking for products, trying to find answers to questions, trying to contact some expert, or many other types of research. You simply type in your keywords into your favourite search engine, probably Google and with any luck, are provided with a list of web sites or other items that may be of interest. This is so simple, cheap and quick that even if you think it highly unlikely you will find the information you require, it is worth doing for the smallest job. Even if the actual items found directly are of little worth, they may have links to others that are valuable. There is a mine of information out there on the web, and the amount is increasing rapidly. As with any other source of information, it needs careful management. Much is informative and honest, but distortions, half-truths and the straight-up misinformation will sneak in. Keep alert when using the web so that you can recognise the reliable information.
b) Some Websites It is not the intention of this section to provide a full list of websites. They come and go all the time. Furthermore, the better ones will have their own list of links to other sites, so you don’t even have to type them in. Following are some starting points: www.corrosion.com.au: The Australasian Corrosion Association web site which
includes full details on ACA technical activities, seminars, conferences, other activities and publications.
www.corrosion-doctors.org: Lots of educational information, including modules on corrosion science and engineering.
www.corrosionsource.com: Lots of news, information and links on all aspects of corrosion and its control.
www.nace.org: The US association of corrosion engineers. Organise conferences, produce standards, publish books, etc.
www.sspc.org: The US organisation involved in protective coatings. Organise conferences, produce standards, publish books, produce Journal “JPCL”, etc.
www.nickelinstitute.org: The Nickel Institute (formerly NiDI) – produce large number of free papers on all aspects of stainless steels and other nickel alloys.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 15 © The Australasian Corrosion Association Inc 2013
BOOKS
Books are still the most important source of background or basic knowledge, although even this area is being taken over by the Internet. The following are books that contain useful information on corrosion and its control. This list is not exhaustive and there are many others available. Try the section in your Technical Library with the Dewey Number 620.1. The NACE journal Materials Performance is a good means of keeping up with latest developments in corrosion and its control. Metals Handbook - Volume 13A, 13B, 13C, Corrosion, 9th Ed, ASM
International, Metals Park, Ohio, (2006). These three volumes contain an enormous amount of useful practical material, and many references, on forms of corrosion and corrosion properties of metals. It is weaker on subjects such as coatings and cathodic protection. However, certainly a good starting point.
M.G. Fontana, Corrosion Engineering, 3rd Edition, McGraw-Hill, New York, (1986).
Denny A Jones, Principles and Prevention of Corrosion, 2nd Ed, Prentice Hall, Upper Saddle River, NJ, USA, (1996).
Shrier’s Corrosion, 4 Volumes (ed T J A Richardson), Elsevier Science, (2009). P R Roberge, Corrosion Basics - An Introduction, 2nd Ed, NACE, Houston,
Texas, (2005). Joseph R Davis, Corrosion: Understanding the Basics, ASM International,
(2000) The above five books are perhaps the best corrosion textbooks.
C.G. Munger & L Vincent, Corrosion Prevention by Protective Coatings, 2nd Ed, NACE, Houston, Texas, (1999).
A.W. Peabody, Control of Pipeline Corrosion, 2nd Ed, NACE, Houston, Texas, (2001).
Betz Laboratories, Handbook of Industrial Water Conditioning, 9th Ed, Betz, (1991).
The above three books are classics in coatings, CP and water treatment.
P.A. Schweitzer, Corrosion Resistance Tables, CRC Press, (2004). This publication gives the performance of metals and non-metals in a wide range of different chemical environments.
STANDARDS
Standards keep the wheels of industry turning. Whatever field you are in, there will be some relevant standards. With access to the Internet, these can be obtained rapidly (although they are still expensive) by downloading. Standards Australia often provides well-priced, quality documents as good as any others, if not better. Two very useful ones are AS/NZS 2312 (Guide to the protection of structural steel against atmospheric corrosion by the use of protective coatings) and the AS/NZS 2832 series (Cathodic protection of metals). ASTM in the USA has perhaps the greatest number of standards related to all aspects of corrosion, but NACE and SSPC (see above), as well as ISO and other national standards organisations have useful documents. www.standards.com.au www.astm.org www.iso.org

16 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
GLOSSARY OF CORROSION TERMS
Acid dew point corrosion See Dew point corrosion.
Active The state in which a metal tends to corrode (opposite of passive).
Additive A substance added, usually to a fluid, in a small amount to change properties, such as corrosion, friction, etc.
Adsorption Concentration of a substance on a surface.
Aging (or ageing) Changing the properties of an alloy by passage of time at ambient or higher temperatures.
Aliphatic Organic compounds containing open chains of carbon atoms, as opposed to the closed rings of carbon atoms in aromatic compounds.
Alkyd Resin used in coatings made from reaction between an alcohol and an acid.
Anaerobic An absence of free oxygen.
Anion An ion with a negative charge (e.g. Cl-,
OH-)
Anode (Corrosion) The electrode at which oxidation or corrosion takes places. (Cathodic protection) The electrode which applies cathodic protection to a structure. (Electroplating) Part to be plated.
Anodic inhibitor A chemical substance that reduces the rate of the anodic reaction.
Anodic polarisation Change of the potential of the anode in the noble (positive) direction due to current flow at or near the anode surface.
Anodic protection A technique to reduce corrosion by polarising a metal into its passive region.
Anodising Forming an oxide film on a metal surface by making it the anode in an electrolytic bath.
Anolyte Electrolyte adjacent to anode.
Anti-fouling Prevention of marine organism attachment or growth on a submerged structure, usually by a toxic chemical in the metal or coating.
Aqueous Relating to water; an aqueous solution is a water solution.
Austenitic The name given to a specific atomic arrangement (face centred cubic) of alloying elements in iron. Ordinary steel has this structure at high temperatures; certain stainless steels have this structure at room temperature.
Auxiliary electrode An electrode commonly used in corrosion studies to pass current to or from a test electrode.
Backfill Low resistance, moisture holding surrounding a buried cathodic protection anode.
Bimetallic corrosion Corrosion largely caused by two dissimilar metals in electrical contact with one another in a common electrolyte. Preferred term for Galvanic corrosion.
Blowdown In connection with boilers or cooling towers, the discharging of a large amount of the cooling water in order to remove impurities.
Blueing A treatment of ferrous alloys by action of air, steam or molten salts, to form a thin, blue oxide film on the surface.
Bonderizing A process for treating steel with phosphate.
Brightener Additive that results in a bright electroplated finish, or improves the brightness of such a deposit.
Brush Plating Electroplating in which the anode is in the form of a brush or a pad.
Buttering One or more layers of deposited weld metal on a surface.
Calomel electrode See Saturated calomel electrode.
Calorizing Impregnation of a steel surface with aluminium.
Cathode In a corrosion cell, the electrode where reduction, and no corrosion, takes place.
Cathodic disbondment Destruction of adhe-sion between a coating and a substrate because of cathodic reaction products.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 17 © The Australasian Corrosion Association Inc 2013
Cathodic inhibitor A chemical substance that reduces the rate of the cathodic reaction.
Cathodic polarisation Change of potential (more negative) of the cathode resulting from current flow at or near the cathode surface.
Cathodic protection Reduction or elimination of corrosion by making the metal structure a cathode by means of impressed current or attachment of a sacrificial anode.
Catholyte Electrolyte adjacent to cathode.
Cation A positively charged ion (e.g. H+ or
Fe++) which migrates towards the cathode.
Caustic embrittlement or cracking Cracking of a metal (usually steel) as a result of the combined action of tensile stress and an alkaline environment. An obsolete term denoting a form of stress corrosion cracking.
Cavitation corrosion (or damage) Deterio-ration of a surface by pressure differences arising from sudden formation and collapse of bubbles in a liquid.
Cell A circuit consisting of an anode and cath-ode in an electrolyte.
Cementite A compound of iron and carbon found in steels.
Cementation See Deposition corrosion.
Chromizing Impregnation of the surface of steel with chromium.
Cladding A process for covering one metal with another.
Cold end Corrosion See Dew point corrosion.
Concentration cell A cell formed from two identical electrodes where the potential difference arises by differences in electrolyte composition at each of the electrodes.
Concentration polarisation Polarisation of an electrode due to changes in concen-tration in the electrolyte near the metal surface.
Conversion coating A surface coating produced by chemical or electro-chemical treatment of the metal. Examples are chromate, phosphate and oxide coatings.
Copper-accelerated salt spray test (CASS test) An accelerated corrosion test
used for electrodeposits and anodic films on aluminium.
Copper-copper sulphate electrode A refer-ence electrode made from a copper rod in a saturated solution of copper sulphate. Often used for determining potentials in soil.
Corrodkote test An accelerated corrosion test for electrodeposits.
Corrosion Destruction of a material (usually a metal) because of its reaction with the environment.
Corrosion-erosion See Erosion corrosion.
Corrosion fatigue Fracture of a metal because of the combined action of corrosion and cyclic stressing.
Corrosion potential The potential that a corroding metal exhibits relative to a reference electrode under given condi-tions. Also called the rest potential, open-circuit potential or freely corroding potential.
Corrosion rate The speed at which corrosion progresses. Often expressed in terms of an average rate such a millimetres per year
Cracking Fracture in a brittle manner along a single or branched path.
Crevice corrosion Localised corrosion because of the formation of a concen-tration cell in a crevice.
Current density Current per unit area, expressed as amps per square metre, etc.
Deaeration Removal of air and other gases from an environment, usually water.
Dealloying The selective removal of a metal-lic constituent from an alloy. Examples are dealuminification (removal of aluminium), denickelification (removal of nickel), dezincification (removal of zinc).
Decarburization Partial or complete loss of carbon from the surface layers of steel.
Dehumidification Reducing the amount of water vapour in a given space.
Delamination Splitting into layers or leaves.
Demetallification see Dealloying.
Demineralisation Removal of dissolved mineral matter, usually from water.
Deoxidation Removal of oxygen from molten metal.
Depolarisation Elimination or reduction of polarisation, usually by mechanical or

18 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
chemical means, resulting in increased corrosion.
Deposit attack (or deposit corrosion) Pitting corrosion resulting from deposits on a metal surface which cause concentration cells.
Deposition corrosion Form of bimetallic corrosion in which a corroding upstream metal produces ions which deposit on a more active downstream metal causing corrosion.
Dew point The temperature at which water or other liquid vapours present in the air begins to condense.
Dew-point corrosion Attack in the low temperature section of combustion equipment due to condensation of acidic flue gas vapour.
Dezincification See dealloying.
Differential aeration cell An oxygen concen-tration cell resulting from different amounts of oxygen at different sites on the metal.
Diffusion coating A coating produced by heating a metal or alloy in a suitable environment causing diffusion of a coating into the base metal.
Dislocation Linear imperfection in an array of atoms.
Dissimilar metal corrosion see Bimetallic corrosion.
Drainage bond Metallic conductor used to conduct electrical current from an underground structure.
Duplex stainless steel Stainless steel with a metallurgical structure of austenite and ferrite.
Electrical current Flow of electrons in a wire or ions in an electrolyte. Conventional current is the direction that positive charges would flow (opposite to the flow of electrons).
Electrochemical Series A listing of elements according to their Standard Electrode Potentials.
Electrochemical Impedance Spectroscopy (EIS) Electrochemical test based on the response of a corroding electrode to small amplitude alternating potential or current signals at various frequencies.
Electrode A metal in contact with an electrolyte where electrical current can enter the metal or leave the metal.
Electrode potential The potential of an electrode when measured against a reference electrode.
Electrodeposition See Electroplating.
Electroless plating Deposition of a metal coating by immersion in a bath containing reducing agents.
Electrolysis The use of an electrical current to cause chemical changes in an electrolyte. The term is commonly misused to describe stray current corrosion or, occasionally, bimetallic corrosion.
Electrolyte A liquid, usually an aqueous solution, in which ions conduct electrical current.
Electrolytic corrosion See Stray current corrosion.
Electroplating The deposition of a substance by passing electric current through an electrolyte.
EMF (Electromotive Force) Series See Electrochemical series.
Embrittlement Severe loss of ductility of a metal or alloy.
Environment The surroundings or conditions in which a material exists.
Erosion Deterioration of a surface by abrasive action of fluids.
Erosion-corrosion Deterioration of a surface by combined action of erosion and corrosion.
Evans diagram A diagram showing electrode potential - current density relationship, used to explain polarisation behaviour.
Exchange current The rate at which positive or negative charges enter or leave the surface when the rate of anodic disso-lution equals the rate of the cathodic reaction.
Exfoliation Corrosion that proceeds along planes parallel to the surface giving rise to a layered appearance.
Fatigue Fracture of a metal due to repeated stress cycles well below its normal tensile strength.
Ferritic The name given to a specific atomic arrangement (body centred cubic) in many iron-based alloys. Steels have this structure at room temperature.
Filiform corrosion Random small threads of corrosion that develop beneath thin lacquers and similar films.
Film A surface layer usually providing protection. Often invisible.
Flaking See Hydrogen cracking.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 19 © The Australasian Corrosion Association Inc 2013
Fouling Accumulation of deposits, especially in reference to heat exchanger tubing and growth of marine organisms.
Fretting Deterioration of a material by repetitive rubbing between two surfaces. The term fretting corrosion is used when deterioration is increased by metal corrosion.
Galvanic cell A cell consisting of two different metals in contact in an electrolyte.
Galvanic corrosion Common term for Bimetallic corrosion.
Galvanic Series A list of metals arranged according to their relative corrosion potentials in a given environment; seawater is often used.
Galvanize To coat a metal surface with zinc, usually by immersion in a bath of molten zinc.
Galvanostatic A constant current technique of applying current to a specimen in an electrolyte.
General corrosion Often called Uniform corrosion. Corrosion proceeding over the whole metal surface.
Grain An individual crystal of metal (usually microscopic) in which atoms are arranged in an orderly manner.
Grain boundaries The junctions between adjacent grains.
Graphitization A specific form of dealloying of cast iron in which the metallic constit-uents are corroded leaving the graphite flakes intact. Also called graphitic corrosion.
Green rot A form of high temperature corro-sion of chromium-bearing alloys in which green chromium oxide forms.
Grooving corrosion Localised corrosion in the form of a groove in the weld of electric resistance welded carbon steel pipe exposed to aggressive waters, caused by redistribution of sulphide inclusions during welding.
Half cell A pure metal in contact with a solution of its own ions of known concentration. At a given temperature it develops a characteristic and repro-ducible potential. The term is sometimes used to mean reference electrode.
Hardcoat anodise Thicker, harder anodised coating for wear and corrosion resistance.
Heat affected zone (HAZ) The area adjacent to a weld where the heating and cooling have caused changes to the metal
structure which affect mechanical, and often corrosion, behaviour.
Holiday A hole or gap in a protective coating.
Hot corrosion Accelerated high temperature corrosion resulting from combined effect of reaction with sulphur compounds, chlorides, etc, to form a molten salt which destroys the oxide film.
Hydrogen attack Reaction of hydrogen at high temperatures with carbides or oxides within the metal to form methane or steam, usually causing cracking.
Hydrogen blistering Formation of blister-like bulges on a ductile metal caused by hydrogen gas at high pressures.
Hydrogen cracking or hydrogen induced cracking (HIC) Internal cracks in a metal caused by build-up of hydrogen gas.
Hydrogen damage General term for various types of damage to a metal caused by the presence of hydrogen within the metal structure.
Hydrogen embrittlement Loss of ductility of a metal due to the presence of atomic hydrogen within the metal structure. The term is often used to include HIC.
Hydrophilic Having an affinity for water.
Hydrophobic Repelling water.
Hygroscopic Having a tendency to absorb moisture.
Immunity A state of resistance to corrosion due to the fact that the electrode potential of the surface is below the potential required for anodic dissolution.
Impingement attack Localised erosion-corrosion caused by high velocity flowing fluid.
Impressed current cathodic protection (ICCP) A cathodic protection system utilising an external source of power.
Inclusions See Non-metallic inclusions.
Inhibitor A substance which, when added to a corrosive liquid in small amounts, reduces to the corrosion rate.
Instant Off Potential Potential reading taken immediately after switching off the cathodic protection current. Removes errors due to current flows.
Intergranular cracking Cracking or fracture which occurs preferentially at grain boundaries.

20 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
Ion An electrically charged atom (e.g. Na +,
Cl-, Al3+) or group of atoms (e.g. NH4+,
OH-, SO42-).
IR Drop Potential difference between two electrodes due to product of the resistance and current flow. In cathodic protection, compensated by measurement of Instant Off Potential.
Knife line attack A form of weld decay where the zone of attack is very deep and narrow, close to or in the weld.
Lamellar Material arranged in thin plates.
Langelier index A calculated figure that is useful in predicting scaling or corrosion behaviour of water containing calcium carbonate.
Layer corrosion see Exfoliation.
Liquid metal embrittlement (LME) Cracking of a normally ductile metal in tension caused by contact with a liquid metal.
Local cell A small cell formed by small differences in composition in the metal or electrolyte.
Localised corrosion Corrosion at discrete sites, e.g. crevice corrosion, pitting, stress corrosion cracking.
Low temperature corrosion See Dew-point corrosion.
Magnetite Naturally occurring black oxide of iron, Fe3O4.
Martensitic The name given to a specific atomic structure obtained most commonly in ferrous alloys by quenching to form a very hard material.
Mechanical plating Producing a metallic coating by tumbling the item with the metal powder, glass beads and appropriate chemicals.
Metal dusting A form of high-temperature corrosion which forms a dust-like corrosion product.
Metallizing See Thermal Spraying.
Mild steel Carbon steel containing a maximum of about 0.25% carbon and no other significant additions of alloying elements.
Mill scale The heavy oxide layer formed on steel as a result of hot working or heat treatment.
Mixed potential A potential resulting from two or more electrochemical reactions occurring simultaneously on one metal surface.
Nernst equation An equation that expresses potential of a cell in terms of the activities of the products and reactants of the cell.
Noble metal A metal such as gold, silver or platinum which is not very reactive. Strongly cathodic in the Galvanic series or Electrochemical series.
Non-metallic inclusions Impurities such as sulphides and silicates distributed as small discrete particles throughout a solid metal matrix.
Open circuit potential The measured poten-tial of a cell when no current flows.
Overpotential See Overvoltage.
Overprotection In cathodic protection, generation of higher protective current than necessary.
Overvoltage The difference in electrode potential when a current is flowing compared to when no current flows. Also known as polarisation.
Oxidation Loss of electrons, as when a metal corrodes. Opposite of Reduction.
Oxidising agent Substance causing oxidation by accepting electrons. Substance is reduced during oxidation.
Oxygen concentration cell A cell caused by a difference in oxygen concentration at two points on a metal surface. Also called a differential aeration cell.
Parkerizing A proprietary phosphating treatment.
Parting Obsolete term for dealloying.
Passivation Decrease in corrosion rate by the formation of a protective oxide or similar film on the surface.
Passivator An chemical agent which forms a passive film on the metal surface.
Passive State of a metal surface where the corrosion rate is low due to formation of a protective film through passivation.
Passivity The phenomenon of an active metal becoming passive.
Patina A green coating of copper oxide and other copper salts formed by exposure of copper and some copper alloys to the atmosphere.
Peen plating see Mechanical plating.
pH A measure of the acidity or alkalinity of a solution. A value of seven is neutral, a value less than seven is acid, more than seven is alkaline. In chemical terms, pH is the negative logarithm of the hydrogen ion concentration.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 21 © The Australasian Corrosion Association Inc 2013
Pickle A solution, usually acid, used to remove mill scale or corrosion products from a metal.
Pitting Highly localised corrosion resulting in cavities.
Pitting factor Ratio of the depth of the deepest pit to the average penetration as calculated from weight loss.
Polarisation The shift in potential resulting from the effects of current flow. Generally taken to mean retardation of corrosion due to build-up of corrosion products or consumption of oxygen or water or both at the metal surface.
Porcelain enamel See vitreous enamel.
Post Weld Heat Treatment (PWHT) Heating of weld regions immediately after welding to prevent formation of a hard or brittle structure.
Potential-pH diagram See Pourbaix diagram
Potentiostat An electronic device which maintains an electrode at a constant potential with respect to a suitable reference electrode.
Poultice corrosion Corrosion due to collection of dirt and other debris in crevices and ledges that are kept moist by weather and washing. A specific type of deposit attack.
Pourbaix diagram A plot of potential versus pH of a corroding system compiled using thermodynamic data and the Nernst equation. The diagram shows the regions in which the metal is active, passive or corroding. Also known as a potential-pH diagram.
Primer The first coat of paint applied to inhibit corrosion or improve adherence of the next coat.
Profile The anchor pattern produced on a metal surface by abrasive blasting.
Recrystallisation Formation of new grains in a cold worked metal, usually accom-plished by heating.
Redox potential The potential of a reversible reduction-oxidation electrode measured with respect to the standard hydrogen electrode in a given electrolyte.
Reducing agent Substance causing reduction by donating electrons. Substance is oxidised during reduction. See also oxidising agent.
Reduction Gain of electrons as when a metal plates out from an electrolyte. Opposite of oxidation.
Reference electrode An electrode with a known, stable and highly reproducible potential and used as a reference in measurement of electrode potentials.
Relative humidity The ratio of the amount of moisture in the air compared to what it could hold if saturated at the temper-ature involved.
Residual stress Stresses that remain in a body as a result of metal working processes.
Rest potential See Open circuit potential.
Rust A reddish-brown product, primarily hydrated ferric oxide, formed as a result of corrosion of steel.
Sacrificial protection Reduction of corrosion of a metal by galvanically coupling in to a more anodic metal. A form of cathodic protection.
Salt spray (or salt fog) test An accelerated corrosion test in which specimens are exposed to a fine mist of a sodium chloride solution.
Saturated calomel electrode A reference electrode consisting of mercury, mercurous chloride (calomel) and a saturated chloride solution. Usually used in the laboratory rather than field work.
Scaling (1) High temperature corrosion resulting in the formation of thick layers of corrosion products on the metal surface. (2) Deposition of insoluble materials such as calcium carbonate on the walls of boilers or heat exchanger tubes
Sealing (Anodising) A process for closing the pores of an anodised film.
Season cracking Obsolete term describing the stress corrosion cracking of brass.
Selective corrosion (or leaching) See dealloying.
Sensitization Precipitation of chromium carbides in grain boundaries in austenitic stainless steels at tempera-
tures of 550 to 850oC leaving grain boundaries depleted in chromium making them susceptible to corrosion.
Sheradizing Diffusion of a zinc coating into steel by tumbling steel parts with zinc dust at high temperatures.
Silver-silver chloride electrode A reference electrode consisting of silver chloride plated on silver. Useful for potential measurements in sea water.
Slushing compound An obsolete term describing an oil or grease coating

22 www.corrosion.com.au ACA 13 – Corrosion Technology – Introduction to Metallurgy © The Australasian Corrosion Association Inc 2013
applied to provide temporary corrosion protection.
Spalling Spontaneous separation of a surface or surface coating.
Stabilised stainless steel A grade of austenitic stainless steel which has been alloyed with a carbide-forming element such as titanium which makes it less susceptible to sensitization.
Standard electrode potential The reversible potential of an electrode process when all the reactants and products are at unit activity on a scale on which the potential of the standard hydrogen electrode is unity.
Standard hydrogen electrode (SHE) A reference electrode consisting of a platinum strip exposed to hydrogen gas at a pressure of 1 atmosphere immersed in an acid solution of unit molarity. It has been assigned by convention the value of 0 volts in the Electrochemical series.
Strain age embrittlement A loss in ductility when a low carbon steel is subjected to aging after plastic deformation.
Stray current corrosion Corrosion that is caused by stray DC currents from some external source.
Stress corrosion cracking (SCC) Cracking resulting from the simultaneous action of a corrodent and sustained tensile stress.
Stress raiser A change in the contour of a structure, or the presence of a discon-tinuity, that causes a local increase in stress.
Sulphidation Oxidation by sulphur.
Sulphide stress cracking Cracking resulting from the combined action of tensile stress and corrosion by hydrogen sulphide.
Surfactant or surface active agent A substance introduced into a liquid to improve wetting properties. Many detergents are surfactants.
Tafel line, Tafel slope, Tafel diagram When an electrode is polarised, it frequently yields a current-potential relationship where the change in potential is directly proportional to the logarithm of the current density. If such behaviour is observed, the line is known as the Tafel line, the slope of the line is the Tafel slope, and the overall diagram is termed a Tafel diagram.
Tarnish Surface discolouration of a metal caused by a thin film of corrosion product.
Temper In heat treatment, to reheat a hardened metal to decrease the hardness slightly but greatly improve the toughness.
Terne An alloy of lead containing 3 to 15 per cent tin.
Thermal Spraying A process of coating a surface by spraying finely divided particles of melted or heated material.
Thermogalvanic corrosion Corrosion resulting from the formation of a cell due to temperature differences at two points.
Throwing power In electroplating, the ability of a plating solution to produce a uniform metal distribution over an irregularly-shaped cathode.
Transgranular cracking Cracking or fracture through or across a metal grain. Compare to intergranular cracking.
Transpassive The noble region of potential where an electrode exhibits a higher than passive current density.
Trilaminate Three layer pipeline coating consisting of fusion bonded epoxy, an adhesive and extruded polyethylene or polypropylene outer layer. Also called Three layer.
Tuberculation Localised corrosion at scattered locations on the surface in the form of knob-like mounds known as tubercules.
Underfilm corrosion Corrosion which occurs under organic coatings at exposed edges or by filiform corrosion.
Uniform corrosion Often called general corrosion.
Vitreous enamel Thin layer of glass fused onto a metal surface at a high temperature (Porcelain enamel in the US)
Voids A term generally applying to paints to describe holidays, holes and skips in the film.
Waterline attack Attack of metals partially immersed in water because of presence of a differential aeration cell.
Wash primer A thin, inhibiting primer to improve surface adhesion of the subsequent coat.
Water Jetting Surface cleaning using very high pressure water only directed through a nozzle onto a surface.

ACA 13 – Corrosion Technology – Introduction to Metallurgy www.corrosion.com.au 23 © The Australasian Corrosion Association Inc 2013
Weld decay Intergranular corrosion, usually of stainless steels, as a result of sensitization in the heat affected zone during the welding operation.
White rust The white powdery corrosion product on zinc or zinc-coated surfaces.
Working electrode The test or specimen electrode in an electrochemical cell.



The Australasian Corrosion Association Inc
www.corrosion.com.au
INTRODUCTION TO METALLURGY
Related Documents











