BAB I ABRASIVE 1.1 Pengertian dan pengenalan abrasive Menurut Kalpakjian dan Schmid (2001: 704) Abrasive adalah sebuah partikel nonmetalik keras yang mempunyai tepi yang tajam dan bentuk tak beraturan. Abrasives dapat memindahkan material-material kecil dari permukaan melalui proses pemotongan yang menghasilkan kepingan- kepingan kecil. Kebanyakan kita terbiasa menggunakan abrasive berikat untuk mempertajam pisau dan peralatan, serta menggunakan amplas untuk menghaluskan permukaan dan manjamkan sudut-sudut. Abrasive juga digunakan untuk menggerinda/mengasah, membalut, mengkilapkan, dan menyemir benda-benda kerja. Dengan menggunakan mesin yang dikendalikan computer, abrasive dapat menghasilkan berbagai geometri benda kerja dengan permukaan yang sangat bagus dan toleransi dimensional yang dekat/teliti. (Kalpakjian dan Schmid, 2001: 705) 1.2 Tipe-tipe abrasive Abrasive yang ditemukan di alam adalah amril (batu gosok), alumunium oksida, kuarsa, garnit dan intan. Abrasive-abrasive alam ini umumnya mengandung jumlah 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAB I
ABRASIVE
1.1 Pengertian dan pengenalan abrasive
Menurut Kalpakjian dan Schmid (2001: 704) Abrasive
adalah sebuah partikel nonmetalik keras yang mempunyai
tepi yang tajam dan bentuk tak beraturan. Abrasives
dapat memindahkan material-material kecil dari permukaan
melalui proses pemotongan yang menghasilkan kepingan-
kepingan kecil. Kebanyakan kita terbiasa menggunakan
abrasive berikat untuk mempertajam pisau dan peralatan,
serta menggunakan amplas untuk menghaluskan permukaan dan
manjamkan sudut-sudut.
Abrasive juga digunakan untuk menggerinda/mengasah,
membalut, mengkilapkan, dan menyemir benda-benda kerja.
Dengan menggunakan mesin yang dikendalikan computer,
abrasive dapat menghasilkan berbagai geometri benda kerja
dengan permukaan yang sangat bagus dan toleransi
dimensional yang dekat/teliti. (Kalpakjian dan Schmid,
2001: 705)
1.2 Tipe-tipe abrasive
Abrasive yang ditemukan di alam adalah amril (batu
gosok), alumunium oksida, kuarsa, garnit dan intan.
Abrasive-abrasive alam ini umumnya mengandung jumlah
1
kotoran (ketidakmurnian) yang tidak diketahui dan
memiliki sifat non seragam, akibatnya, kinerja mereka
tidak konsisten dan tidak efektif jika digunakan.
Akhirnya, sekarang abrasive dibuat secara sintetis.
Berikut abrasive-abrasive sintetis yang umumnya
digunakan dalam proses manufaktur:
Abrasive-abrasive konvensional
a. Alumunium oksida (Al2O3)
b. Silikon karbida (SiC)
Superabrasive
a. Cubic boron nitrit (cBN)
b. Intan (diamond)
Persyaratan ukuran abrasive, bidang pemakaiannya,
Ukuran Butir, dan Pemakaian :
Alumunium Oksida (Al2O3), 12-50 μm, untuk
memotong, membuat celah. (lihat gambar 1 dan 2)
Silicium Carbide (SiC), 25-40 μm, Untuk memotong,
membuat celah.
Sodium Bikarbonat (NaHCO3) 27 μm, Finishing, T= 50
C.
Dolomite (CaMg(CO3), 200 mesh, etching & polishing
Butiran Gelas, 0,635-1,27 mm, Polishing dan
deburing.
2
Butiran Gelas, 0,635-1,27 mm: Polishing &
deburing.
Gambar 1. Alumunium Oksida
3
Gambar 2. Emery (Batu Gosok). Material ini sebagian besar terdiri dari
aluminium oksida mineral (aluminum oksida), bergabung dengan jenis lain
seperti iron-bearing spinels hercynite dan magnetit, dan juga rutile ( titan
dioksid).
http://www.scribd.com/doc/59938763/Abrasive-Jet-Machining.
Fluida pembawa abrasive : Tekanan, Viskositas, dan
Kecepatan aliran fluida.
Dalam proses ini fluida yang dipergunakan: Udara,
Karbon dioksida (CO2) dan Gas N2.
Tekanan fluida yang keluar dari nozel umumnya 2-8,5
kgf/cm2, tetapi yang cocok biasanya 5 kgf/cm2. Kecepatan
aliran fluida keluar dari nozel (gas exit velocity)
dipengaruhi oleh kecepatan partikel abrasive dalam
fluida. Hal ini berarti bahwa memperbesar aliran massa
partikel abrasive akan mengurangi kecepatan aliran fluida
pembawa.
http://www.slideshare.net/ejacock/1-abrasive-jet-
machining-ajm.
4
BAB II
ABRASIVE JET MACHINING (AJM)
2.1 Pengertian dan Prinsip Kerja Abrasive Jet Machining
(AJM).
Abrasive Jet Machining (AJM) adalah sebuah proses
permesinan yang menggunakan bahan abrasive yang didorong
oleh gas kecepatan tinggi atau air bertekanan tinggi
untuk mengikis bahan dari benda kerja.
Prinsip Kerjanya: bahan dikikis oleh bahan abrasive
halus, biasanya memiliki diameter sekitar 0,025 mm yang
didorong oleh cairan berkecepatan tinggi (baik udara
maupun gas inert).
http://www.scribd.com/doc/59938763/Abrasive-Jet-
Machining.
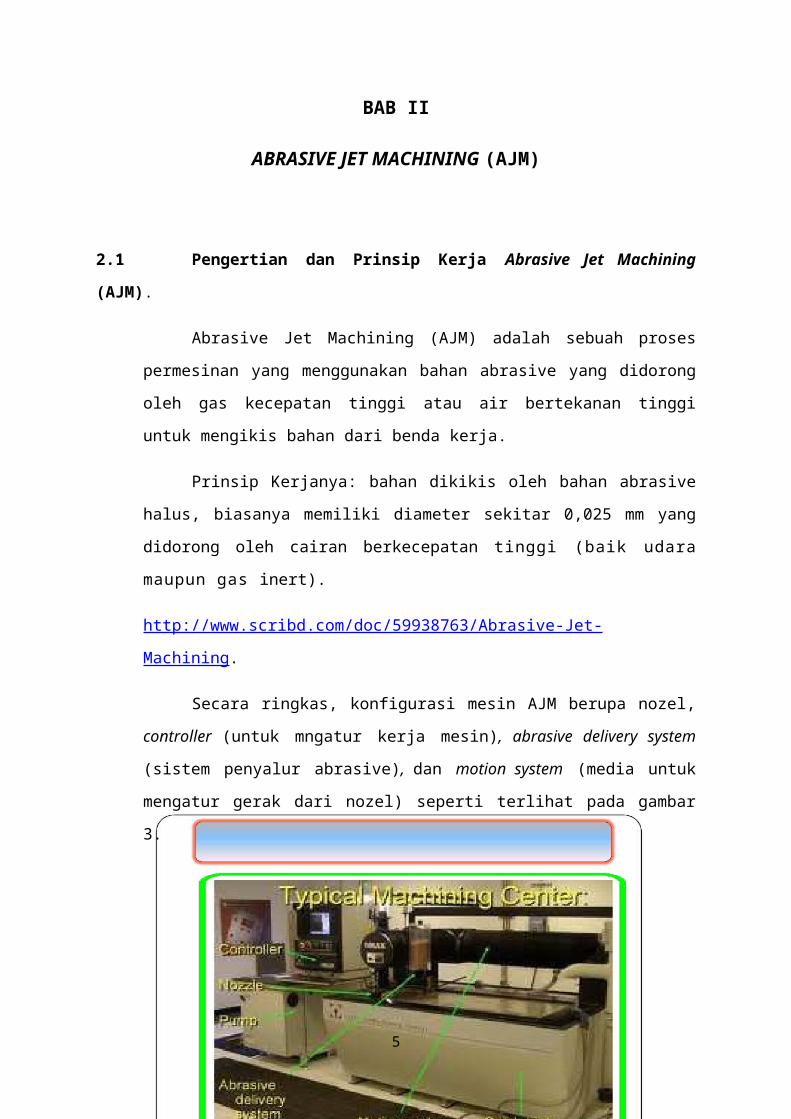
Secara ringkas, konfigurasi mesin AJM berupa nozel,
controller (untuk mngatur kerja mesin), abrasive delivery system
(sistem penyalur abrasive), dan motion system (media untuk
mengatur gerak dari nozel) seperti terlihat pada gambar
3.
5
Gambar 3. Konfigurasi Abrasive Jet Machine (AJM)
2.2 Detil Cara Kerja AJM
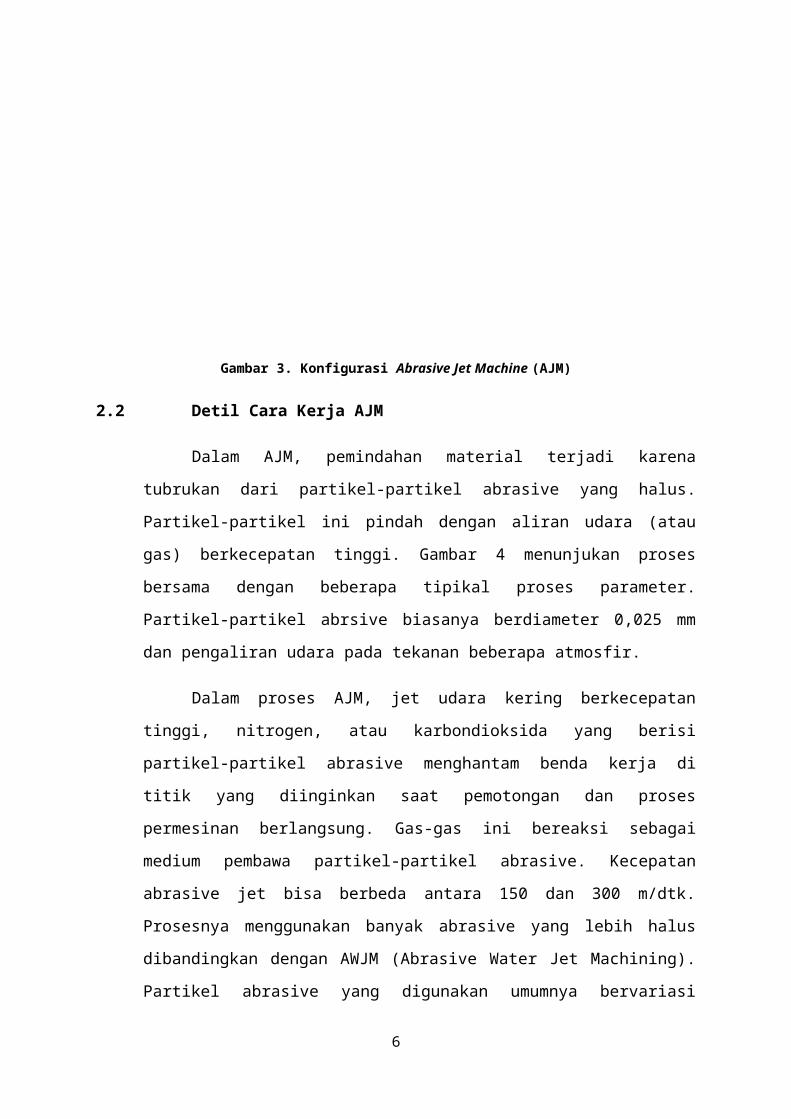
Dalam AJM, pemindahan material terjadi karena
tubrukan dari partikel-partikel abrasive yang halus.
Partikel-partikel ini pindah dengan aliran udara (atau
gas) berkecepatan tinggi. Gambar 4 menunjukan proses
bersama dengan beberapa tipikal proses parameter.
Partikel-partikel abrsive biasanya berdiameter 0,025 mm
dan pengaliran udara pada tekanan beberapa atmosfir.
Dalam proses AJM, jet udara kering berkecepatan
tinggi, nitrogen, atau karbondioksida yang berisi
partikel-partikel abrasive menghantam benda kerja di
titik yang diinginkan saat pemotongan dan proses
permesinan berlangsung. Gas-gas ini bereaksi sebagai
medium pembawa partikel-partikel abrasive. Kecepatan
abrasive jet bisa berbeda antara 150 dan 300 m/dtk.
Prosesnya menggunakan banyak abrasive yang lebih halus
dibandingkan dengan AWJM (Abrasive Water Jet Machining).
Partikel abrasive yang digunakan umumnya bervariasi
6
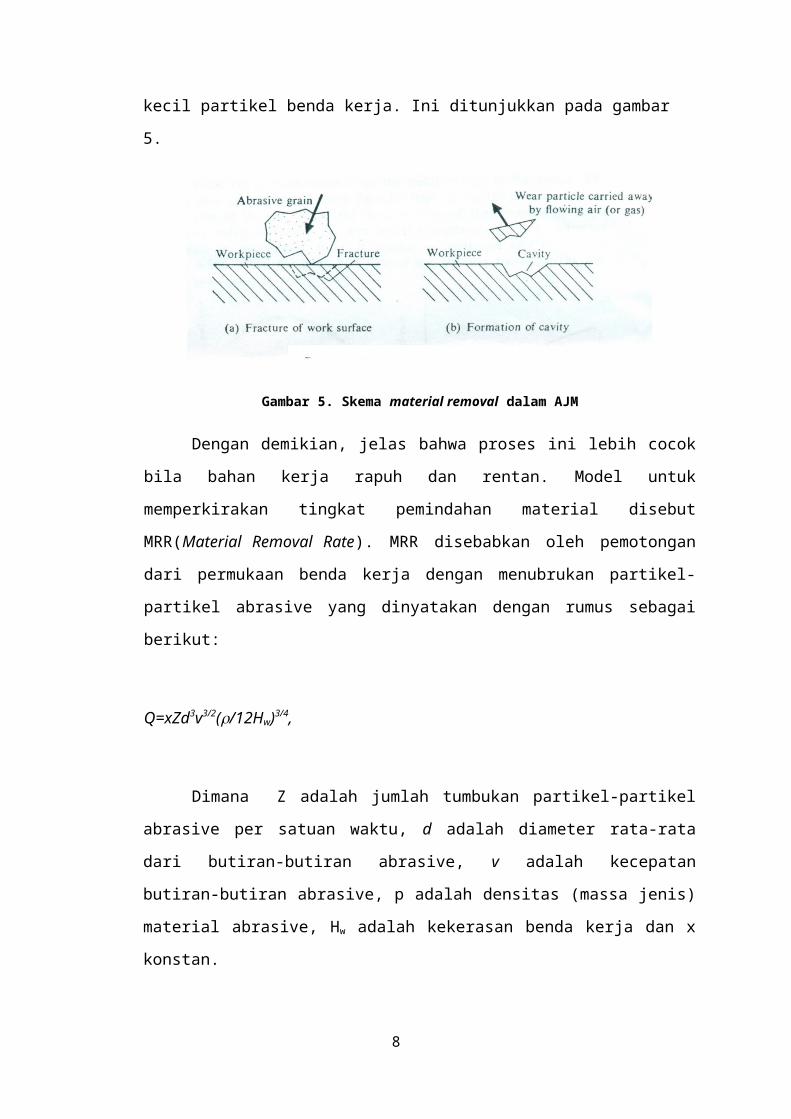
antara 10 dan 50 µm. Alumunium oksida, silicon karbida,
boron karbida dan intan yang umum digunakan pada proses
abrasive. Celah antara benda kerja dan nozel kira-kira 1
mm.
Gambar 4. Skema proses pengerjaan dengan partikel abrasive
2.3 Mekanisme AJM
A. Ghosh dan A.K. Mallik dalam buku Manufacturing
Engineering and Technology.
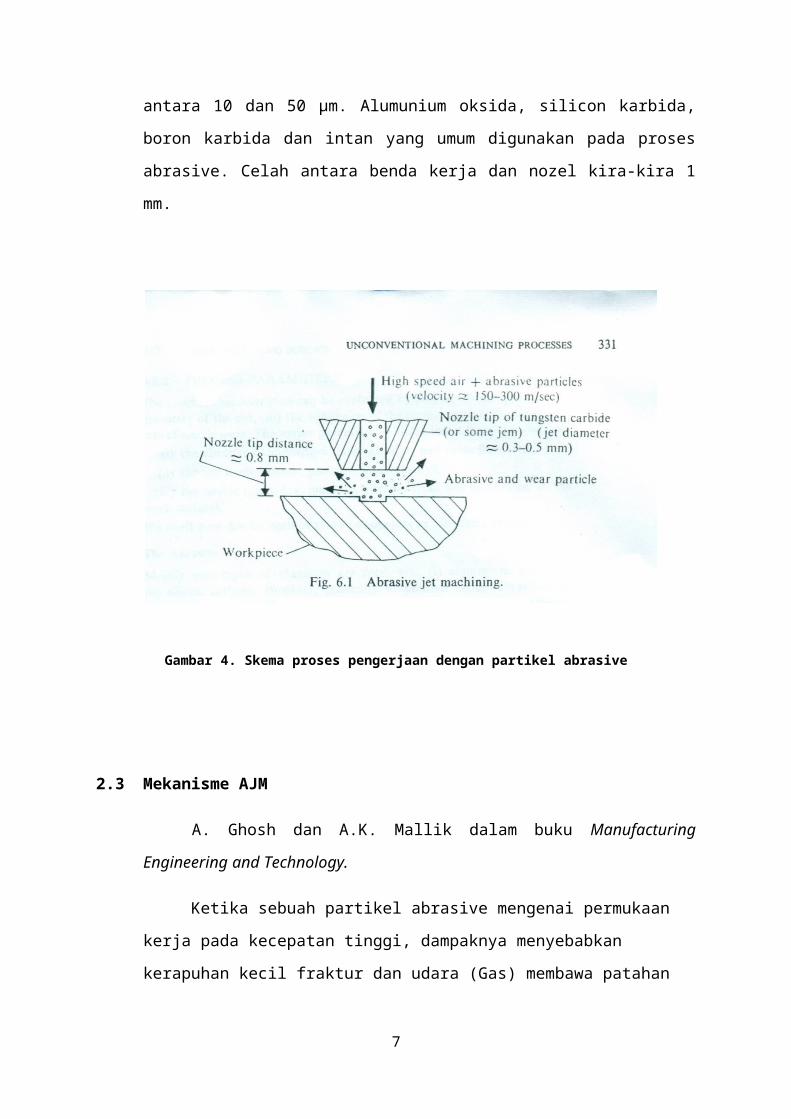
Ketika sebuah partikel abrasive mengenai permukaan
kerja pada kecepatan tinggi, dampaknya menyebabkan
kerapuhan kecil fraktur dan udara (Gas) membawa patahan
7
kecil partikel benda kerja. Ini ditunjukkan pada gambar
5.
Gambar 5. Skema material removal dalam AJM
Dengan demikian, jelas bahwa proses ini lebih cocok
bila bahan kerja rapuh dan rentan. Model untuk
memperkirakan tingkat pemindahan material disebut
MRR(Material Removal Rate). MRR disebabkan oleh pemotongan
dari permukaan benda kerja dengan menubrukan partikel-
partikel abrasive yang dinyatakan dengan rumus sebagai
berikut:
Q=xZd3v3/2(/12Hw)3/4,
Dimana Z adalah jumlah tumbukan partikel-partikel
abrasive per satuan waktu, d adalah diameter rata-rata
dari butiran-butiran abrasive, v adalah kecepatan
butiran-butiran abrasive, p adalah densitas (massa jenis)
material abrasive, Hw adalah kekerasan benda kerja dan x
konstan.
8
2.4 Proses Parameter
Karakteristik proses dapat dievaluasi dengan menilai
MRR tersebut, geometri dari pemotongan, kekasaran
permukaan yang dihasilkan, dan tingkat keausan nozzle.
Parameter utama yang mengontrol kuantitas adalah:
Abrasive (komposisi, kekuatan, ukuran, dan massa
laju aliran),
Gas (komposisi, tekanan, dan kecepatan), Nozzle (geometri, material, jarak dan kecenderungan
ke benda kerja).
2.5 Ringkasan dari Karakteristik AJM
Mekanisme dari pemindahan material
Media
Abrasives
Kecepatan
Tekanan
Nozel
patahannya rapuh karena benturan butir-butir abrasive pada kecepatan tinggi
Air, CO2
Al2O3, SiC . diameter 0.025 mm, 2-20 g/mnt, nonrecirulating
150-300 m/dtk
9
2-10 atm
WC, safirArea lubang 0,05-0,2 mm2
Lama 12-100 jam
Jarak ujung nozel 0,25-75 mm
2.6 Keunggulan dan Kekurangan
2.6.1 Keunggulan
Prosesnya dapat menghasilkan lubang kecil, slot,
atau pola rumit dalam bahan logam dan bahan non
logam yang sangat keras, tipis, sensitif terhadap
panas ataupun yang rapuh. Bahkan intan pun bisa
dipotong menggunakan abrasive intan juga.
Bahan yang rentan/tidak terlalu kuat dapat diproses
dengan mudah tanpa mengalami kerusakan.
Hampir tidak ada panas yang dihasilkan.
2.6.2 Kekurangan/keterbatasan
MRR sangat rendah yang membuat proses sangant
lambat.
Lubang yang seragam sulit untuk didapatkan.
Sudut-sudut tajam tidak bisa didapat karena
partikel-partikel abrasive dapat membulatkannya.
10
Abrasive tidak dapat dugunakan ulang karena
kemungkinan kontaminasi. Yang demikian itu dapat
menyumbat system.
Prosesnya dapat menyebabkan polusi lingkungan karena
banyak debu yang dihasilkan oleh chip dan abrasive.
Proses ini tidak cocok untuk material yang lunak
karena material mungkin rusak oleh partikel-partikel
abrasive.
Tidak ada gas beracun karena yang digunakan adalah
cairan atau gas yang tidak berbahaya.
Pada penggunaan dengan fluida air tidak
terbentuk HAZ (Zona Panas) pada benda kerja.
Bisa digunakan untuk pengerjaan bahan yang sangat
keras atau bahan yang sulit untuk diproses
menggunakan mesin metode konvensional.
Bisa digunakan memotong benda/bahan yang mudah
terbakar.
Tidak ada tekanan mekanis.
Proses lebih bersih.
Setting alat lebih cepat.
Bisa memotong berbagai bentuk.
2.6.3 Kelebihan AJM dengan fluida cair (WJM)
dibanding Las Potong
Permukaan benda kerja yang dihasilkan lebih bagus.
Tidak ada HAZ
Dapat memotong berbagai jenis bahan pada benda
kerja.
Benda kerja yang dihasilkan lebih presisi.
11
http://www.scribd.com/doc/59938763/Abrasive-Jet-
Machining.
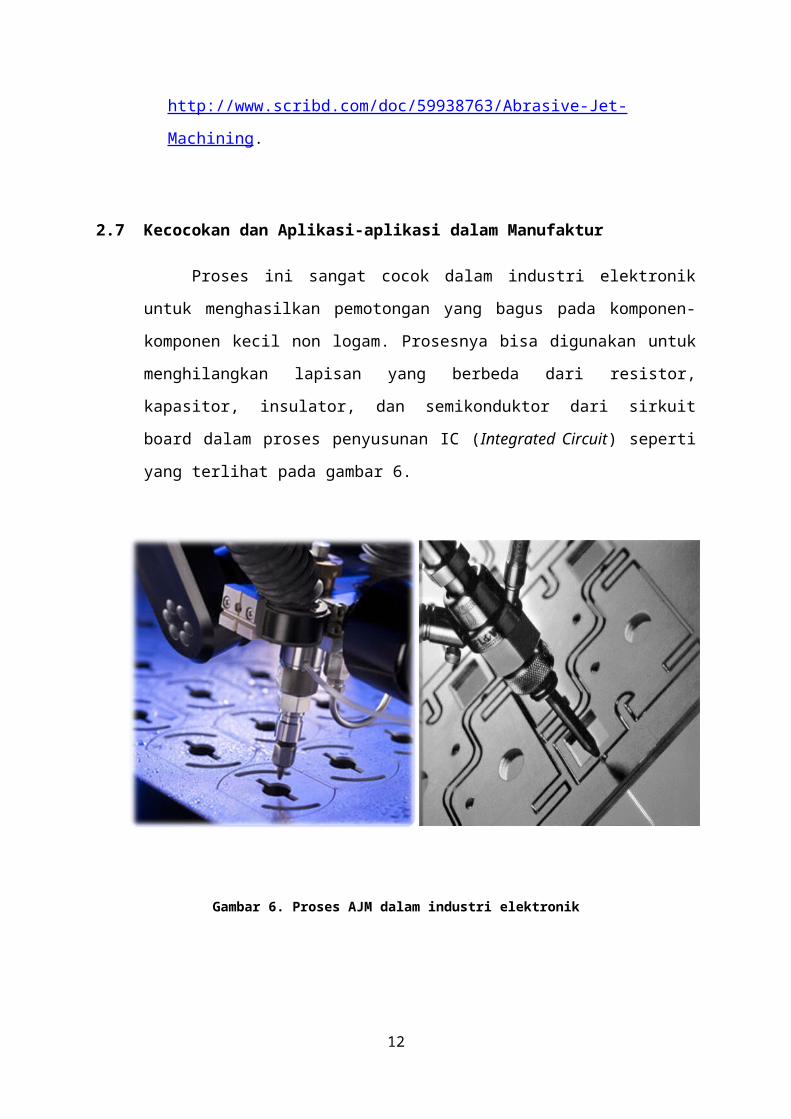
2.7 Kecocokan dan Aplikasi-aplikasi dalam Manufaktur
Proses ini sangat cocok dalam industri elektronik
untuk menghasilkan pemotongan yang bagus pada komponen-
komponen kecil non logam. Prosesnya bisa digunakan untuk
menghilangkan lapisan yang berbeda dari resistor,
kapasitor, insulator, dan semikonduktor dari sirkuit
board dalam proses penyusunan IC (Integrated Circuit) seperti
yang terlihat pada gambar 6.
Gambar 6. Proses AJM dalam industri elektronik
12
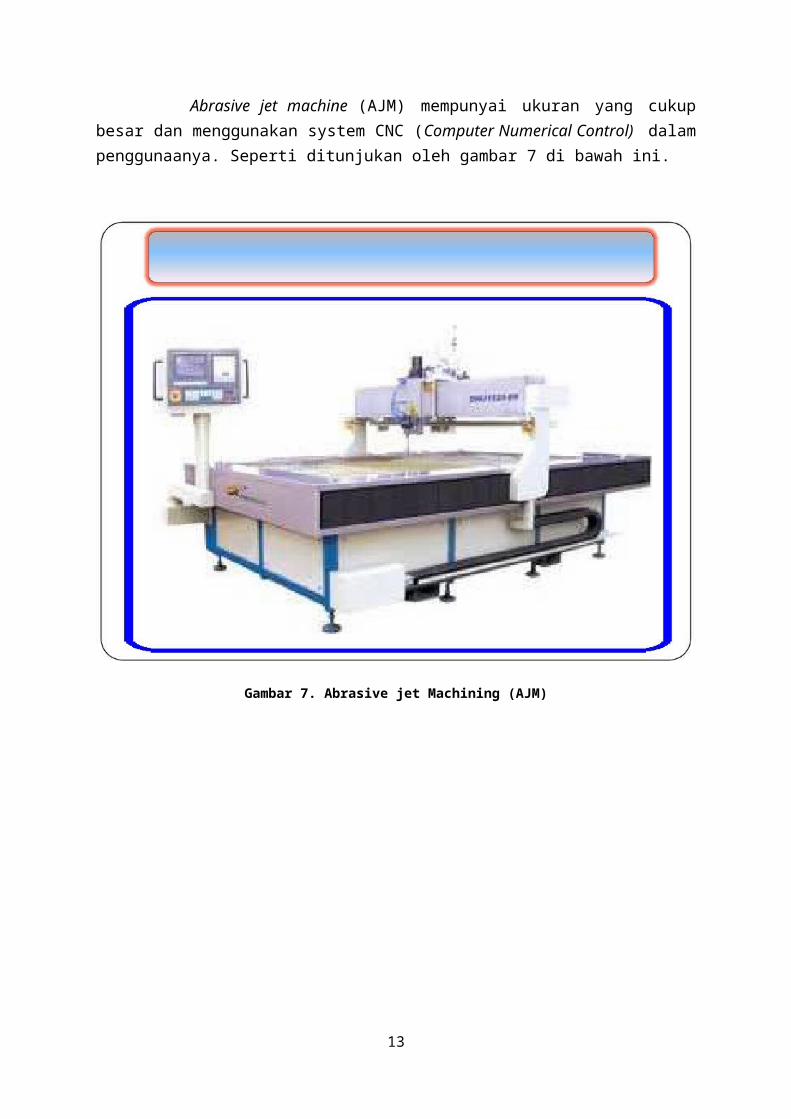
Abrasive jet machine (AJM) mempunyai ukuran yang cukupbesar dan menggunakan system CNC (Computer Numerical Control) dalampenggunaanya. Seperti ditunjukan oleh gambar 7 di bawah ini.
Gambar 7. Abrasive jet Machining (AJM)
13
Daftar Pustaka
Kalpakjian, Serope dan Steven R. Schmid. 2001. ManufacturinEngineering and Technology. Edisi ke-4. New Jersey: Prentice Hall.
Ghosh, A. Manufacturing Science. Kanpur: Halsted Press.
Singh, D.K. Fundamentals of Manufacturing Engineering. New Delhi: Taylor & Francis Group.
www.googlesearch.com
http://www.scribd.com/doc/59938763/Abrasive-Jet-Machining.
http://www.slideshare.net/ejacock/1-abrasive-jet-machining-
ajm.
14
Related Documents











