Management and Production Engineering Review Volume 2 • Number 4 • December 2011 • pp. 21–32 A MULTIPLE-CRITERIA APPROACH TO MACHINE-TOOL SELECTION FOR FOCUSED FLEXIBILITY MANUFACTURING SYSTEMS Arkadiusz Gola 1 , Antoni Świć 2 , Vadim Kramar 3 1 Lublin University of Technology, Department of Enterprise Organization, Poland 2 Lublin University of Technology, Institute of Technological Systems of Information, Poland 3 Sevastopol National Technical University, Department of Engineering Cybernetics, Ukraine Corresponding author: Arkadiusz Gola Lublin University of Technology Faculty of Management Department of Enterprise Organization Nadbystrzycka 38, 20-618 Lublin, Poland phone: +48 81 5384484 e-mail: [email protected] Received: 15 July 2011 Abstract Accepted: 25 October 2011 This paper proposes a new methodology of computer aided machine tools selection for focused flexibility manufacturing systems. The methodology is based on multi-criterion approach and allows to select suboptimal sets of machine tools with the right level of flexibility required by the specific production problem. In the selection process, we first consider critical decision criteria which directly decide if a given machine tool is suitable to realize a defined pro- duction task and complies with conditions specified by the designer. Furthermore, economic considerations are taken into account in order to find the best solution from the viewpoint of minimization of both investment costs and time of machining. An illustrative example of machine tool selection using the proposed methodology and the software implementation is also provided. Keywords focused flexibility manufacturing system, FFMS, machine-tool selection, multi-criterion optimization. Introduction Manufacturing companies have to cope with increasing pressure from the global marketplace. As a result of that, the critical factors needed to be competitive are: short lead time, high quality of products, fast response to frequent market changes and cost-effective production [1]. Obtaining optimal- ity in each of the listed objectives can be difficult: frequently it happens that reaching optimal values for a single factor reduces the possibility of reach- ing optimal values for other ones. Moreover, informa- tion related to production changes is often uncertain and the decision maker may be unable to precise- ly evaluate the probabilities associated with alterna- tive production options. As a consequence, produc- tion system design activities can be highly complex and risky [2]. Manufacturing flexibility is perceived as the main answer for surviving in markets characterised by fre- quent volume changes and evolutions of the techno- logical requirements of products. Traditionally, rigid transfer lines (RTL) have been adopted for the pro- duction of a small family of part types required by the market in high volumes. RTLs are characterised by low scalability and therefore they are typically di- mensioned on the maximum market demand that the firm forecasts to satisfy in the future (volume flexi- bility) [3]. As an answer for problems with changes in products variability (both in qualitative and quanti- tative sense), flexible manufacturing systems (FMS) have been created. These systems are capable to pro- 21

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Management and Production Engineering Review
Volume 2 • Number 4 • December 2011 • pp. 21–32
A MULTIPLE-CRITERIA APPROACH TO MACHINE-TOOL
SELECTION FOR FOCUSED FLEXIBILITY
MANUFACTURING SYSTEMS
Arkadiusz Gola1, Antoni Świć2, Vadim Kramar3
1 Lublin University of Technology, Department of Enterprise Organization, Poland2 Lublin University of Technology, Institute of Technological Systems of Information, Poland3 Sevastopol National Technical University, Department of Engineering Cybernetics, Ukraine
Corresponding author:
Arkadiusz Gola
Lublin University of Technology
Faculty of Management
Department of Enterprise Organization
Nadbystrzycka 38, 20-618 Lublin, Poland
phone: +48 81 5384484
e-mail: [email protected]
Received: 15 July 2011 Abstract
Accepted: 25 October 2011 This paper proposes a new methodology of computer aided machine tools selection for focusedflexibility manufacturing systems. The methodology is based on multi-criterion approach andallows to select suboptimal sets of machine tools with the right level of flexibility requiredby the specific production problem. In the selection process, we first consider critical decisioncriteria which directly decide if a given machine tool is suitable to realize a defined pro-duction task and complies with conditions specified by the designer. Furthermore, economicconsiderations are taken into account in order to find the best solution from the viewpointof minimization of both investment costs and time of machining. An illustrative example ofmachine tool selection using the proposed methodology and the software implementation isalso provided.
Keywords
focused flexibility manufacturing system, FFMS, machine-tool selection, multi-criterionoptimization.
Introduction
Manufacturing companies have to cope withincreasing pressure from the global marketplace.As a result of that, the critical factors needed tobe competitive are: short lead time, high qualityof products, fast response to frequent market changesand cost-effective production [1]. Obtaining optimal-ity in each of the listed objectives can be difficult:frequently it happens that reaching optimal valuesfor a single factor reduces the possibility of reach-ing optimal values for other ones. Moreover, informa-tion related to production changes is often uncertainand the decision maker may be unable to precise-ly evaluate the probabilities associated with alterna-tive production options. As a consequence, produc-
tion system design activities can be highly complexand risky [2].
Manufacturing flexibility is perceived as the mainanswer for surviving in markets characterised by fre-quent volume changes and evolutions of the techno-logical requirements of products. Traditionally, rigidtransfer lines (RTL) have been adopted for the pro-duction of a small family of part types required bythe market in high volumes. RTLs are characterisedby low scalability and therefore they are typically di-mensioned on the maximum market demand that thefirm forecasts to satisfy in the future (volume flexi-bility) [3]. As an answer for problems with changes inproducts variability (both in qualitative and quanti-tative sense), flexible manufacturing systems (FMS)have been created. These systems are capable to pro-
21

Management and Production Engineering Review
duce a large variety of parts in small quantities andthey are conceived to react to the most of the pos-sible product changes [4, 5]. On the other hand, theinvestment to acquire an FMS is very high and it con-siderably affects the cost of producing a part; indeedits flexibility may be too high and expensive for theneeds of a producer. It is rather frequent to find inliterature descriptions of industrial situations whereflexible systems have unsatisfactory performance[6, 7] or cases where available flexibility remains un-used, generating high cost of operation of the sys-tem [8, 9]. Therefore, manufacturing system flexibil-ity must be rationalized and it is necessary to find thebest trade-off between productivity and flexibility bydesigning manufacturing systems endowed with theright level of flexibility required by the productionproblem [10].
As the answer to the need for facing continuouschanges in the production problems, recent researchefforts seem to individuate the concept of reconfig-urability [6, 11, 12]. In fact, reconfigurability de-scribes the operating ability of a production systemor device to switch, with minimal effort and delay,to a particular family of work pieces or subassem-blies through the addition or removal of function-al elements. In order to achieve exact flexibility inresponse to demand fluctuations, an RMS must bedesigned considering certain qualitative and quan-titative enablers: modularity, integrability, customi-sation, scalability, convertibility and diagnosability.However, despite the concept of reconfigurable re-sources being highly innovative, it is quite difficultto be pursued considering available software andhardware technologies [2]. Conversely, reconfigura-bility at system level can be obtained by using ex-isting resources and production systems can be re-configured every time the production problem re-quires it [12]. Unfortunately, this approach is not al-ways cost-effective. Firstly, the reconfigurability op-tion should be designed in order to accomplish its im-plementation when changes occur. Secondly, any re-configuration along the system life-cycle leads to fac-ing not only the installation costs but also operatingcosts related, for instance, with the ramp-up phase,typically characterised by machine malfunctioningand breakdowns, lost production and learning [7].
A new approach to the design of new manufac-turing system architectures endowed with the rightlevel of flexibility required by the specific productionproblem is presented in the concept of Focused Flex-ibility Manufacturing Systems (FFMSs) [10]. FFMSsrepresent a competitive answer to cope with the an-alyzed production context since they guarantee theoptimal trade-off between productivity and flexibili-
ty. Moreover, the customization of system flexibilityon specific production problems leads to the mini-mization of the system cost during its life-cycle. In-deed, the flexibility degree in FFMSs is related totheir ability to cope with volume, mix and techno-logical changes, and it must take into account bothpresent and future changes. At first sight FFMSscould appear to be similar to reconfigurable manu-facturing systems. The difference between these twoclasses of systems is in the timing of flexibility ac-quisition. Deciding about flexibility and reconfigura-bility means the need to consider two options. Thefirst option deals with designing a dedicated systemin which the reconfiguration option can be imple-mented in the future when production changes oc-cur. This leads to designing a system with the min-imum level of flexibility required to cope with thepresent production problem. In this case FFMSs andRMSs have similar performance. The alternative op-tion is to purchase more flexibility than the amountstrictly required by the present production in orderto avoid future system reconfigurations and ramp-ups. In this case, FFMSs have some extra-flexibilitydesigned to cope with future production changes, i.e.degree of flexibility tuned both to present and futureproduction problems [2].
In this article we will focus on the problem of ma-chine tools selection (both in qualitative and quan-titative sense) for designed casing-class FFMS. Themain problem which can be solved by the presentedmethodology is defined as: What and how many ma-chine tools should be incorporated into the structureof an FFMS to get the optimal level of system flex-ibility? The necessary level of flexibility is definedby a set of representative parts including the con-structional and technological features of present andfuture parts to be machined in the system. More-over, the selection will be provided to get the op-timal solution when taking into account criteria ofminimization of investment costs and of the time ofmachining.
Design of FFMS machine
tools subsystem
The concept of Focused Flexibility Manufactur-ing Systems is quite new, so it is not easy to findin literature any solutions which methodologicallyexplain how to design an FFMS architecture. Forexample, Terkaj et al. [13] presented the most im-portant problems concerned with focused flexibili-ty and FFMS design. The problem of configurationand re-configuration of manufacturing systems withfocused flexibility was presented by Ganzi and To-
22 Volume 2 • Number 4 • December 2011

Management and Production Engineering Review
lio [10]. Tolio and Valente developed the stochasticapproach to design the flexibility degree in manufac-turing systems with focused flexibility [14]. However,all researchers emphasize the problem of proper ma-chine tools selection for designed FFMS. It is the firststage of designing a system and it largely determinesthe system effectiveness. Proper selection of the sub-system of machine tools may significantly reduce theinvestment expenditure on the system construction,as well as contribute to the minimization of the oper-ating costs of the system and maximization of the de-gree of utilization of the machine tools. The machinetools purchased have also direct effect on the efficien-cy, automation and optimal level of flexibility of thewhole FFMS [2]. Moreover, this does not necessarilymean designing new machine concepts; indeed, cus-tomizing production flexibility could simply implythe combination of existing resources in an appro-priate way, answering the production requirements.
Various researchers conducted studies to deter-mine suitable equipment for various manufacturingfacilities using mathematical models, heuristic algo-rithms and MCDM methods. Some of them werefocused on machine tool selection directly. Severalstudies regarding the machine tool selection problemcan be given as follows. Lin an Yang [15] presenteda machine selection model from a range of machinesfor the manufacture of particular part types usingthe AHP method. Tabucanon et al. [16] developeda decision support framework for selecting the mostappropriate machines in flexible manufacturing sys-tems (FMS). Atamani and Lashkari [17] developeda model for machine tool selection and operation al-location in FMS. Wang et al. [18] presented a fuzzymultiple attribute decision making model for the se-lection of appropriate machines for FMS. Fuzzy tech-nique for order preference by similarity to ideal so-lution (TOPSIS) was presented by Onut et al. [19].Arslan et al. [20] presented a multi-criteria weightedaverage (MCVA) method for machine tool selection.Yourdakul [21] proposed a model linking machinealternatives to manufacturing strategy for machinetool selection. In that study, evaluation of machinetool alternatives was modelled considering strategicimplications of the machine tool selection decisionsby using the AHP method. Ayag and Ozdemir [22]used the fuzzy AHP technique to weight the ma-chine tool alternatives under eight main and nine-teen subcriteria and then carried out benefit/costratio analysis by using both the fuzzy AHP scoreand procurement cost of each alternative. By usingthe same criteria again, Ayag [23] proposed a hy-brid approach which integrates the AHP with sim-ulation techniques, to determine the best machine
tool satisfying the needs and expectations of a man-ufacturing organization among a set of possible al-ternatives in the market. Mishra et al. [24] suggest-ed a fuzzy goal-programming model having multi-ple conflicting objectives and constraints pertainingto the machine tool selection and operation alloca-tion problem, and used a random search optimisa-tion methodology. Chan and Swarknar [25] present-ed a fuzzy goal programming approach to model themachine tool selection and operation allocation prob-lem of FMS. An ant colony optimisation based ap-proach was also applied to optimise the model. Cim-ren et al. [26] proposed a decision support systemfor machine tool selection using the analytic hierar-chy process. Dagdeviren [8] presented an integratedapproach which employs analytic hierarchy process(AHP) and preference ranking organisation methodfor enrichment evaluations (PROMETHEE) togeth-er for the equipment selection problem. Selection ofa machine tool for FMS using ELECTRE III was pre-sented by Balaij et al. [28]. Rao and Parnichkun [29]presented a methodology based on a combinatorialmathematics-based decision method for evaluationof alternative flexible manufacturing systems.Although there were a number of publications
evaluating the machine tools alternatives in the liter-ature, many of them were prepared using the MCDMmethods considering human judgments, tangible, in-tangible and multiple criteria. This paper presentsa new comprehensive concept of computer aided ma-chine tools selection which is based on the elimina-tion algorithms and methods of multi-criteria optimi-sation and allows to find suboptimal solutions char-acterised with “immunity” for subjective criteria ofdecider’s evaluation.
Proposed methodology
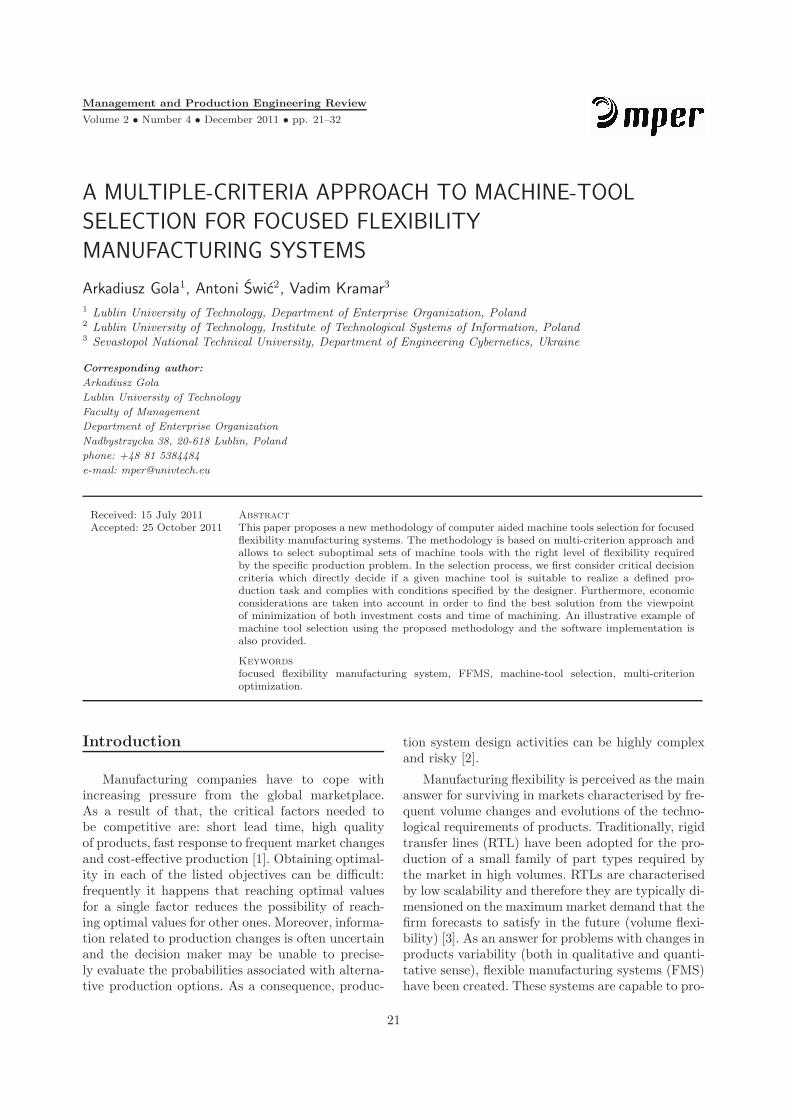
The developed methodology for the selectionof the machine tool subsystem of a focused flexibil-ity manufacturing system constitutes a sequence ofactions leading to the isolation, from among all ma-chine tool groups available on the market, of a solu-tion that will be optimum for the FFMS being de-signed, i.e. to the identification of the types of ma-chine tools on which the machining process will be re-alized. The proposed approach involves a four-stageprocess of selection of machine tools, based on theprinciples of elimination and optimization [33]:• STAGE I: Acquisition and processing of infor-mation about machine tools, presentation of de-sign knowledge, development of technological as-sumptions for the products to be machined in theFFMS,
Volume 2 • Number 4 • December 2011 23
Management and Production Engineering Review
Fig. 1. Main algorithm of the methodology of FFMS machine tool selection.
• STAGE II: Elimination of machine tools that donot meet the critical technological and organiza-tional conditions,
• STAGE III: Development of possible variantsof machining of the representative product; quan-titative choice of machine tools for the particularvariants,
• STAGE IV: Optimization analysis of the partic-ular variants; selection of machine tools in accor-dance with the adopted optimization criteria.
A generalized schematic of the methodologyis presented in Fig. 1.
Record of knowledge about machine tools
The essence of the concept of computer-aided se-lection of machine tools in a FFMS is the selection,from a set of any machine tools O = {o1, o2, . . . on} ={oi}, where i = 1, 2, . . . , n, of such machine tools(in both quantitative and qualitative sense) that willprovide the optimum solution for the adopted designassumptions.
Therefore, the first step in the process of selectionis the preparation of a record of knowledge aboutall machine tools from among which the choice is tobe made. For this purpose a database has been cre-ated in MS Access, that permits accumulation andsaving of data of technical nature (technical para-meters), economic information (e.g. purchase price,costs of optional equipment etc.) and general infor-mation (e.g. name of manufacturer, website addressof manufacturer or distributor, contact informationof manufacturer or distributor).
Record of design knowledge about productsto be machined in the FFMS
Information on the products to be machinedin the FFMS is input data in the process of selectionof the machine tool subsystem. Focused flexibilitymanufacturing systems are designed for the produc-tion of specific classes of parts combining construc-tional and technological features of both present andfuture products [2].
24 Volume 2 • Number 4 • December 2011
Management and Production Engineering Review
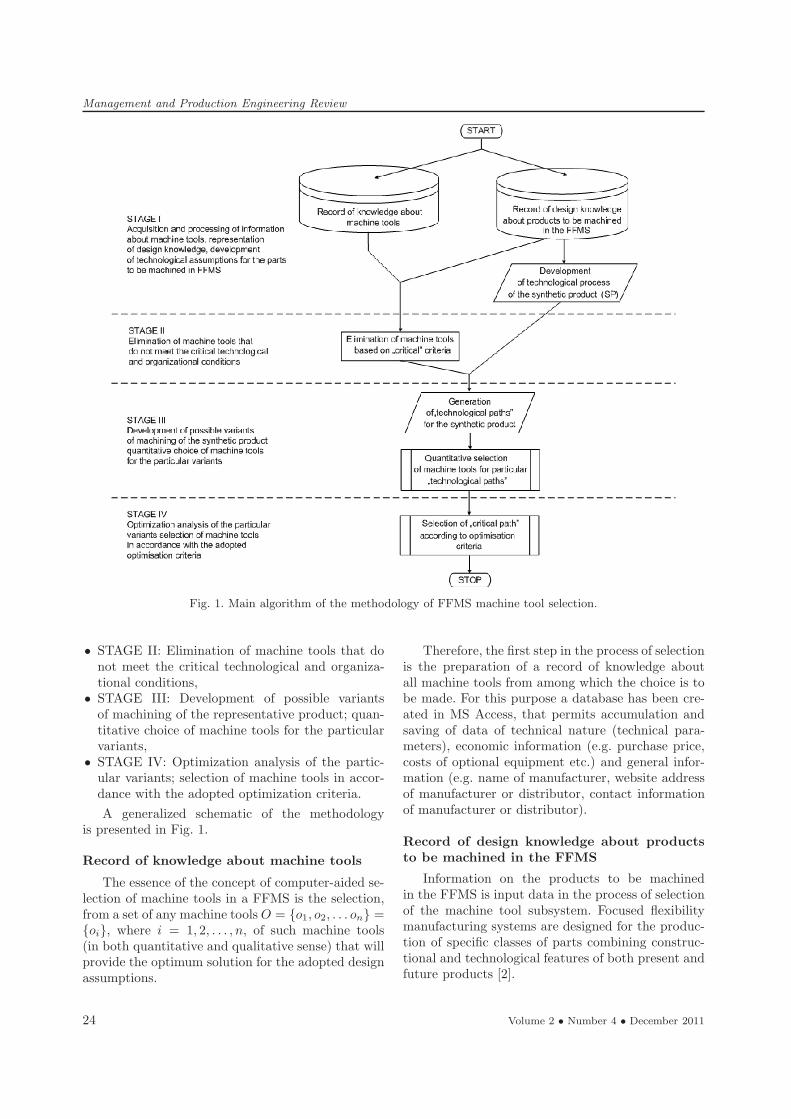
Fig. 2. Structure of database on products to be machined in the FFMS.
The creation of a database on the productsto be machined in a FFMS should be preced-ed by a technical-economic analysis and selectionof the products to be machined in the system be-ing designed. In the case of such an identified group(set W = {w1, w2, . . . , wt} = {wα}, where α =1, 2, . . . , t) it is necessary to design and create a suit-able database.
For such a purpose, a three-level database struc-ture has been developed for the accumulation of in-formation on products to be machined in a FFMS(Fig. 2).
From Level 1 the user can input data of informa-tive character, defining the product to be machinedin the FFMS being designed. In particular, the in-put data will include such items as the name of theproduct, product symbol, overall dimensions of thesemi-finished product (including distances requiredfor fixing the product on a machining palette or ina fixture), weight of the semi-finished product, as-sumed annual production program for the part.
Level 2 is used to define the datum areas forthe machining of the part. The datum area is takento mean an actual or a virtual plane within the ma-chining space, defined in terms of position, permit-ting precise parameterization of coordinates of fea-tures involved in the machining of a specific product.A uniform system of classification of machining datahas been developed for the purposes of description ofdatum areas in machining of parts.
Level 3 of the database is used to define the con-secutive features to be machined, with relation tospecific products from the casing class. In particular,there is a possibility of defining three basic types ofmachined features – planes, circles, or slots.
Development of technological processof the synthetic product (SP)
The structure of database on products to be ma-chined in a FFMS permits the accumulation of da-ta that allow easy development of technical assump-tions for the synthetic product (SP). The conceptof the synthetic product is taken to mean a prod-uct that is characterized by design-technological-organization parameters characteristic of all prod-ucts to be machined in the FFMS being designed(W = {w1, w2, . . . , wt} = {wα}, where α =1, 2, . . . , t).The adopted method of notation of design knowl-
edge in the run of the technological process permittedthe elimination of the need for recording the dimen-sions and other parameters of the feature. Informa-tion on the run of the technological process of the SPis loaded by the user on the basis of the developedtechnological documentation. Once the feature hasbeen defined for a particular machining operation,the system automatically reads in the required dataon the position of the feature, its dimensions, accu-racy of positioning and dimensions, surface rough-ness, etc.
Generation of “technological paths”for the synthetic product
The essence of the second stage in the processof selection of machine tools for the FFMS being de-signed in the elimination from the database of thosemachine tools that are incapable of producing theparts that are to be machined in the system, basedon certain limit criteria. In accordance with theadopted assumptions, we should eliminate from thedatabase those machine tools that:
Volume 2 • Number 4 • December 2011 25

Management and Production Engineering Review
1. Do not meet the limit conditions resulting fromthe technical parameters of products to be ma-chined in the FFMS.
2. Do not meet the limitations imposed by the userand/or designer of the focused flexibility manufac-turing system.
3. Do not have the design-technological capabilitiesto perform the machining operations provided forrealization within the process of manufacturing. Inthis case, the design capabilities are taken to meanthe following:
– travel range of spindle axis or machiningpalette in axes X,Y,Z, permitting realizationof particular machining operations,
– technological ability to realize specific ma-chining operations (e.g. drilling, milling,reaming, etc.),
– spindle axis position and type of machine tooltable permitting realization of machining op-eration for a specific side to be machined,
– sum of accuracies of positioning of ma-chining palette and cutting tool permittingthe achievement of required dimensional ac-curacy of the product.
Those machine tools that “remain” in the data-base after the stage of elimination constitute the setof machine tools that are taken into consideration atfurther stages of selection (X = {x1, x2, . . . xm} ={xk}, where i = 1, 2, . . . , m).
Generation of “technological paths”for the synthetic product
As a result of realization of Stage II, in the data-base (set X) remain machine tools capable of realiz-ing at least one machining operation in the manufac-turing process of the synthetic product. The objec-tive of the next stage is the development of possible“technological paths” for the realization of the ma-chining process of the SP. The concept of a “techno-logical path” is taken to mean the successive machinetools on which the technological process of the syn-thetic product is realized. For the purpose of gen-eration of such paths, a suitable search algorithmhas been developed, in the case of which the inputis the matrix 0-1 defining the possibility of realizationof a specific operation δj on a given machine tool xi
[30]. The algorithm generates the technological pathsin accordance with the principle of concentration oftechnological operations on a machine tool (Fig. 3).
where x1, x2, . . . , xm – machine tools from set X, δ1, . . . , δz
– successive cuts during manufacturing process, [1] – “one”
in the matrix means possibility of machining specified cut on
the specified machine tool, [0] – “zero” means such possibility
does not exist.
Fig. 3. Developing “technological paths” in relation tothe synthetic product.
Quantitative selection of machine toolsfor particular “technological paths”
Having data concerning the projected annualnumber of hours of operation for the system beingdesigned, and information on the unit times of re-alization of particular operations on particular ma-chine tools, it is possible to balance the loading of theparticular machine tools in the system and to definethe number of machine tools required in accordancewith the condition of quantitative selection of ma-chine tools relative to the index of loading of workstations [31]:
z∑
j=1
Nwα(tjkj + max(twnk; twpk)) ≤ Fxk (1)
where k – machine type index; j – cut index; Nwα –number of parts wα manufactured in one year time;tjkj – time per cut j on the k machine tool (in hours);twnk – tool change time (chip to chip), twpk – palletchange time, Fxk – k machine tool work time of inone year time.
The input data for the load balance of machinetools are the values of unit times of realizationof the individual machining operations on the par-ticular machine tools included in set X . The resultof making the load balance of the machine tools isinformation on the required number of specific ma-chine tools for the particular variants of technologicalpaths (Fig. 4).
26 Volume 2 • Number 4 • December 2011

Management and Production Engineering Review
Fig. 4. Quantitative selection of machine tools in relationto each of the “technological paths”.
Selection of “critical path” accordingto optimization criteria
The last step in the process of selectionis the choice of the best solution using the accept-ed criteria of evaluation. The optimization criteria(target functions) in the presented model are as fol-lows:1. Minimization of total costs of machine tools acqui-sition and operation (per annum) calculated usingformula (2):
F1(Mµ) =
m∑
k=1
{Lk[(Ck ∗ aok) + ksk]} → min,
(2)where Lk – number of k machine tools, Ck – totalpurchasing price of k machine tool, aok – annualdepreciation rate of k machine tool, ksk – averageannual cost of service for k machine tool.
2. Minimization of time of machining (throughputtime) of synthetic product (exclusive of inter-cuttransport and storage operations time) – calculat-ed using formula (3):
F1(Mµ) = {[max(twnk; twpk) + t1k]
+
z∑
j=2
{λ ∗ max(twnk; twpk)
+[(1 − λ) ∗ twnk] + tjk}} → min
(3)
where value λ = 0 when cut δj is realized on thesame machine tool as cut δj−1, λ = 1 when cutδj is realized on another machine tool than cutδj−1, twnk – tool change time “chip to chip” on k
machine tool, twpk – technological palette changetime on k machine tool, t1k – unit time of real-ization of first operations in technological processof synthetic product on k machine tool, tjk – unittime of realization of j cut on k machine tool.To solve the task of optimization defined
in the section above, the Evolutionary System
for Multicriteria Analysis <ESAW> was used [32].The system takes advantage of many different meth-ods, cooperating with each other, and enables to gen-erate one solution or a small set of solutions, opti-mal in Pareto sense which are not much sensitive tochanging the preferences for criteria given by experts.
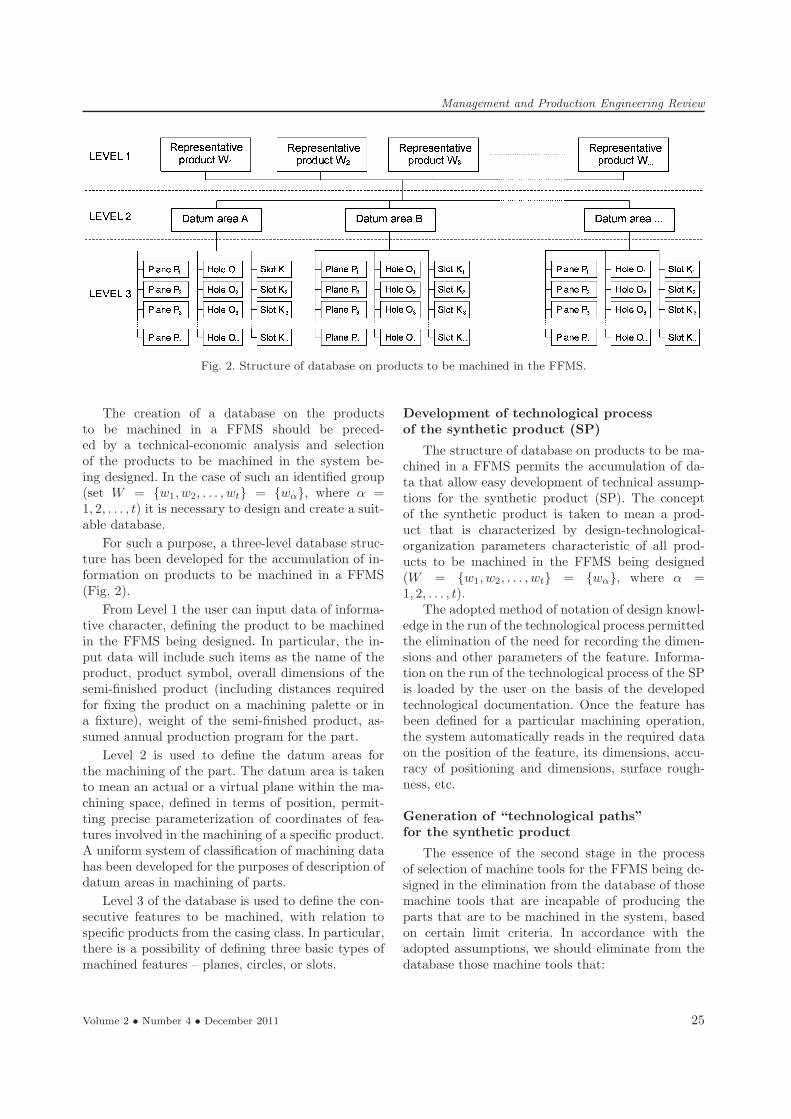
Finding a suboptimal solution is realized accord-ing to the algorithm including includes the follow-ing multi-criteria optimization methods: the Bound-ary Value Method (BVM), the Ideal Point Defini-tion Method (IPDM), the Undifferentation IntervalMethod (UIM) and the Compromise Solution Deter-mination Method (CSDM) (Fig. 5).
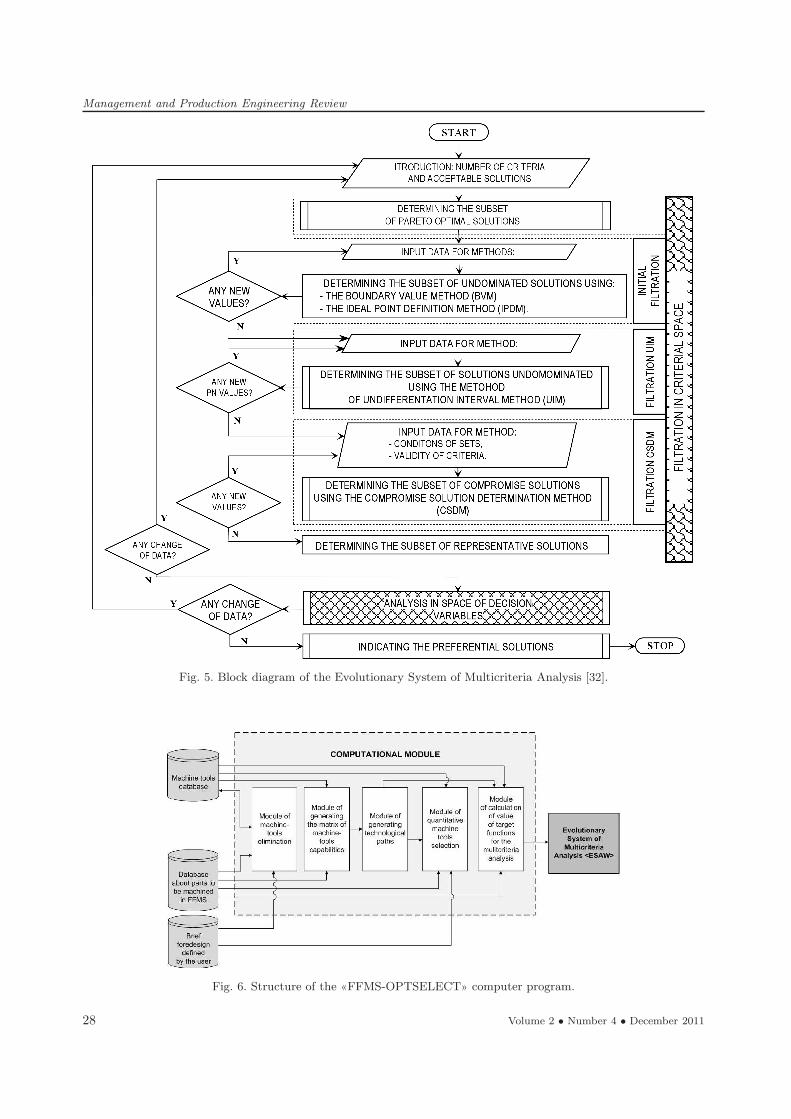
The model presented above was practically im-plemented in «FFMS-OPTSELECT» computer pro-gram. The whole program was developed using MSAccess database system, program for engineeringcalculations – MATLAB and Evolutionary Systemof Multicriteria Analysis <ESAW>. The structureof the «FFMS-OPSELECT» program is shown inFig. 6.
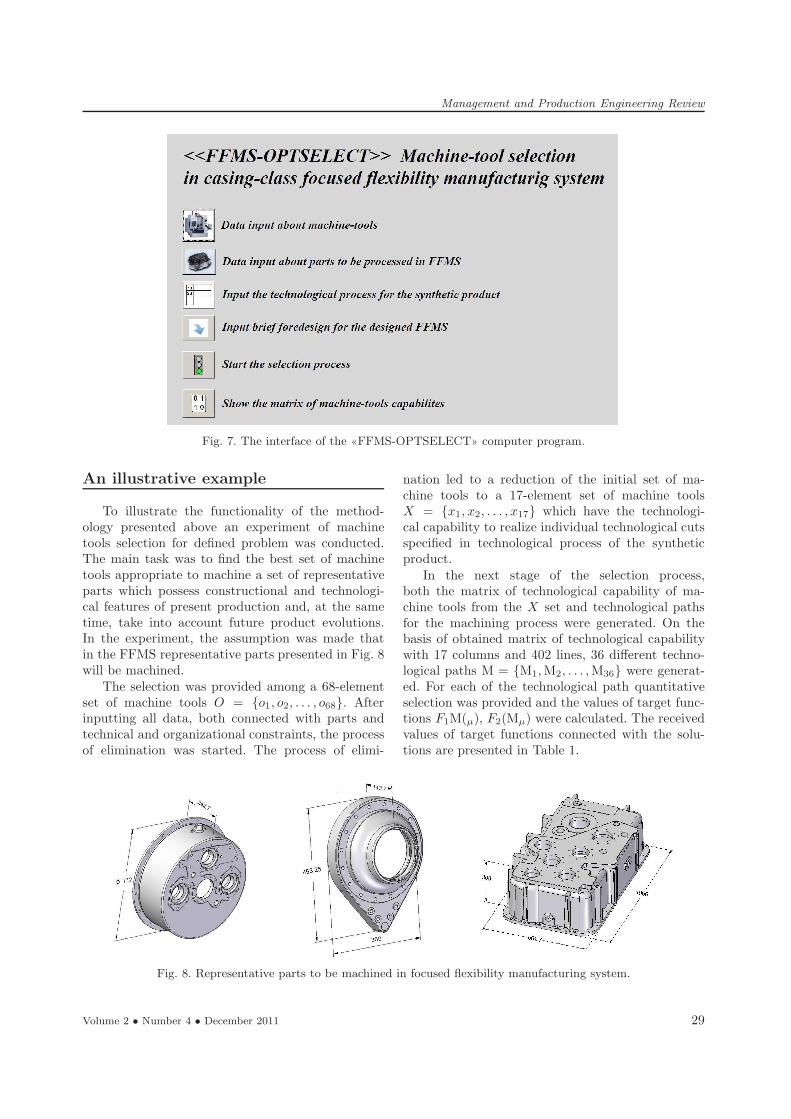
The program is operated using the interface(Fig. 7) with buttons which allow to activate neces-sary forms and to input data necessary for the selec-tion process. The process of machine tools selectionusing the «FFMS-OPTSELECT» program is real-ized in the following steps:
1. Input data about machine tools (it is necessaryto include data about all machine tools from whichthe selection process will be realized),
2. Input data about parts to be processed in designedFFMS (including future perspective of technolog-ical changes),
3. Input all criteria defined by the designer that needto be taken into account during selection process,
4. Developing the technological process of the syn-thetic product – SP (on the basis of the set ofparts to be machined in FFMS),
5. Starting the selection process (realizationthe stage of machine-tools elimination),
6. Generating the matrix of machine tools capabili-ties,
7. Generating the technological paths for the syn-thetic product (on the basis of technologicalprocess of SP and machine-tools capabilities),
8. Quantitative selection of machine-tools for eachtechnological path,
9. Calculation target functions (using formulas (2)and (3)) for each technological path (using theoutcome of quantitative selection stage),
10. Multicriteria analysis of obtained solutions (usingthe <ESAW> system),
11. Final choice of solution.
Volume 2 • Number 4 • December 2011 27
Management and Production Engineering Review
Fig. 5. Block diagram of the Evolutionary System of Multicriteria Analysis [32].
Fig. 6. Structure of the «FFMS-OPTSELECT» computer program.
28 Volume 2 • Number 4 • December 2011
Management and Production Engineering Review
Fig. 7. The interface of the «FFMS-OPTSELECT» computer program.
An illustrative example
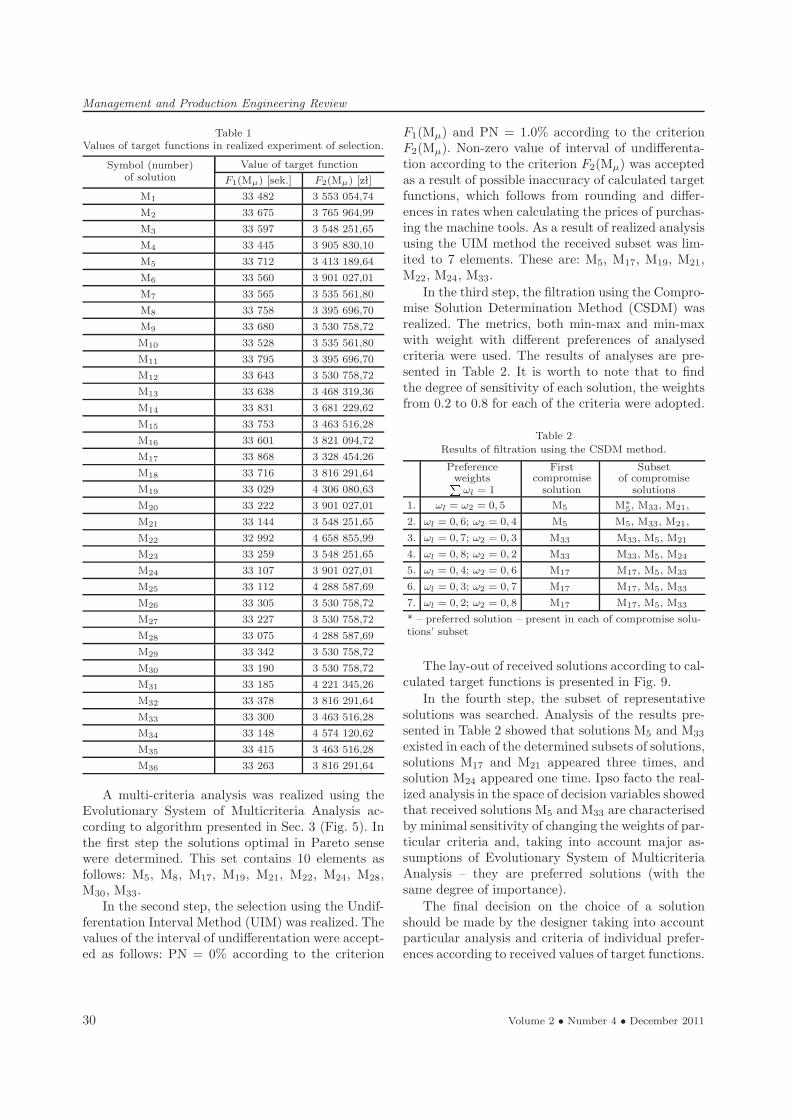
To illustrate the functionality of the method-ology presented above an experiment of machinetools selection for defined problem was conducted.The main task was to find the best set of machinetools appropriate to machine a set of representativeparts which possess constructional and technologi-cal features of present production and, at the sametime, take into account future product evolutions.In the experiment, the assumption was made thatin the FFMS representative parts presented in Fig. 8will be machined.The selection was provided among a 68-element
set of machine tools O = {o1, o2, . . . , o68}. Afterinputting all data, both connected with parts andtechnical and organizational constraints, the processof elimination was started. The process of elimi-
nation led to a reduction of the initial set of ma-chine tools to a 17-element set of machine toolsX = {x1, x2, . . . , x17} which have the technologi-cal capability to realize individual technological cutsspecified in technological process of the syntheticproduct.In the next stage of the selection process,
both the matrix of technological capability of ma-chine tools from the X set and technological pathsfor the machining process were generated. On thebasis of obtained matrix of technological capabilitywith 17 columns and 402 lines, 36 different techno-logical paths M = {M1,M2, . . . ,M36} were generat-ed. For each of the technological path quantitativeselection was provided and the values of target func-tions F1M(µ), F2(Mµ) were calculated. The receivedvalues of target functions connected with the solu-tions are presented in Table 1.
Fig. 8. Representative parts to be machined in focused flexibility manufacturing system.
Volume 2 • Number 4 • December 2011 29
Management and Production Engineering Review
Table 1Values of target functions in realized experiment of selection.
Symbol (number)of solution
Value of target function
F1(Mµ) [sek.] F2(Mµ) [zł]
M1 33 482 3 553 054,74
M2 33 675 3 765 964,99
M3 33 597 3 548 251,65
M4 33 445 3 905 830,10
M5 33 712 3 413 189,64
M6 33 560 3 901 027,01
M7 33 565 3 535 561,80
M8 33 758 3 395 696,70
M9 33 680 3 530 758,72
M10 33 528 3 535 561,80
M11 33 795 3 395 696,70
M12 33 643 3 530 758,72
M13 33 638 3 468 319,36
M14 33 831 3 681 229,62
M15 33 753 3 463 516,28
M16 33 601 3 821 094,72
M17 33 868 3 328 454,26
M18 33 716 3 816 291,64
M19 33 029 4 306 080,63
M20 33 222 3 901 027,01
M21 33 144 3 548 251,65
M22 32 992 4 658 855,99
M23 33 259 3 548 251,65
M24 33 107 3 901 027,01
M25 33 112 4 288 587,69
M26 33 305 3 530 758,72
M27 33 227 3 530 758,72
M28 33 075 4 288 587,69
M29 33 342 3 530 758,72
M30 33 190 3 530 758,72
M31 33 185 4 221 345,26
M32 33 378 3 816 291,64
M33 33 300 3 463 516,28
M34 33 148 4 574 120,62
M35 33 415 3 463 516,28
M36 33 263 3 816 291,64
A multi-criteria analysis was realized using theEvolutionary System of Multicriteria Analysis ac-cording to algorithm presented in Sec. 3 (Fig. 5). Inthe first step the solutions optimal in Pareto sensewere determined. This set contains 10 elements asfollows: M5, M8, M17, M19, M21, M22, M24, M28,M30, M33.In the second step, the selection using the Undif-
ferentation Interval Method (UIM) was realized. Thevalues of the interval of undifferentation were accept-ed as follows: PN = 0% according to the criterion
F1(Mµ) and PN = 1.0% according to the criterionF2(Mµ). Non-zero value of interval of undifferenta-tion according to the criterion F2(Mµ) was acceptedas a result of possible inaccuracy of calculated targetfunctions, which follows from rounding and differ-ences in rates when calculating the prices of purchas-ing the machine tools. As a result of realized analysisusing the UIM method the received subset was lim-ited to 7 elements. These are: M5, M17, M19, M21,M22, M24, M33.
In the third step, the filtration using the Compro-mise Solution Determination Method (CSDM) wasrealized. The metrics, both min-max and min-maxwith weight with different preferences of analysedcriteria were used. The results of analyses are pre-sented in Table 2. It is worth to note that to findthe degree of sensitivity of each solution, the weightsfrom 0.2 to 0.8 for each of the criteria were adopted.
Table 2
Results of filtration using the CSDM method.
PreferenceweightsP
ωl = 1
Firstcompromisesolution
Subsetof compromisesolutions
1. ωl = ω2 = 0, 5 M5 M∗
5, M33, M21,
2. ωl = 0, 6; ω2 = 0, 4 M5 M5, M33, M21,
3. ωl = 0, 7; ω2 = 0, 3 M33 M33, M5, M21
4. ωl = 0, 8; ω2 = 0, 2 M33 M33, M5, M24
5. ωl = 0, 4; ω2 = 0, 6 M17 M17, M5, M33
6. ωl = 0, 3; ω2 = 0, 7 M17 M17, M5, M33
7. ωl = 0, 2; ω2 = 0, 8 M17 M17, M5, M33
* – preferred solution – present in each of compromise solu-tions’ subset
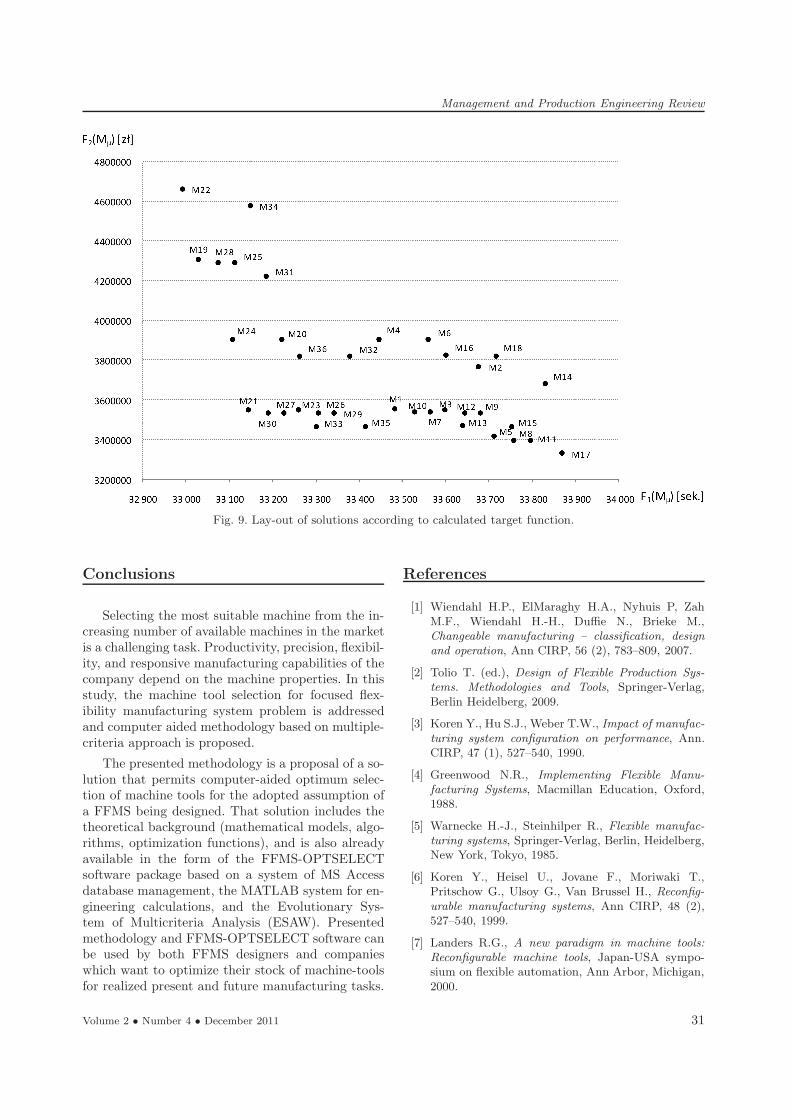
The lay-out of received solutions according to cal-culated target functions is presented in Fig. 9.
In the fourth step, the subset of representativesolutions was searched. Analysis of the results pre-sented in Table 2 showed that solutions M5 and M33
existed in each of the determined subsets of solutions,solutions M17 and M21 appeared three times, andsolution M24 appeared one time. Ipso facto the real-ized analysis in the space of decision variables showedthat received solutions M5 and M33 are characterisedby minimal sensitivity of changing the weights of par-ticular criteria and, taking into account major as-sumptions of Evolutionary System of MulticriteriaAnalysis – they are preferred solutions (with thesame degree of importance).
The final decision on the choice of a solutionshould be made by the designer taking into accountparticular analysis and criteria of individual prefer-ences according to received values of target functions.
30 Volume 2 • Number 4 • December 2011
Management and Production Engineering Review
Fig. 9. Lay-out of solutions according to calculated target function.
Conclusions
Selecting the most suitable machine from the in-creasing number of available machines in the marketis a challenging task. Productivity, precision, flexibil-ity, and responsive manufacturing capabilities of thecompany depend on the machine properties. In thisstudy, the machine tool selection for focused flex-ibility manufacturing system problem is addressedand computer aided methodology based on multiple-criteria approach is proposed.
The presented methodology is a proposal of a so-lution that permits computer-aided optimum selec-tion of machine tools for the adopted assumption ofa FFMS being designed. That solution includes thetheoretical background (mathematical models, algo-rithms, optimization functions), and is also alreadyavailable in the form of the FFMS-OPTSELECTsoftware package based on a system of MS Accessdatabase management, the MATLAB system for en-gineering calculations, and the Evolutionary Sys-tem of Multicriteria Analysis (ESAW). Presentedmethodology and FFMS-OPTSELECT software canbe used by both FFMS designers and companieswhich want to optimize their stock of machine-toolsfor realized present and future manufacturing tasks.
References
[1] Wiendahl H.P., ElMaraghy H.A., Nyhuis P, ZahM.F., Wiendahl H.-H., Duffie N., Brieke M.,Changeable manufacturing – classification, designand operation, Ann CIRP, 56 (2), 783–809, 2007.
[2] Tolio T. (ed.), Design of Flexible Production Sys-tems. Methodologies and Tools, Springer-Verlag,Berlin Heidelberg, 2009.
[3] Koren Y., Hu S.J., Weber T.W., Impact of manufac-turing system configuration on performance, Ann.CIRP, 47 (1), 527–540, 1990.
[4] Greenwood N.R., Implementing Flexible Manu-facturing Systems, Macmillan Education, Oxford,1988.
[5] Warnecke H.-J., Steinhilper R., Flexible manufac-turing systems, Springer-Verlag, Berlin, Heidelberg,New York, Tokyo, 1985.
[6] Koren Y., Heisel U., Jovane F., Moriwaki T.,Pritschow G., Ulsoy G., Van Brussel H., Reconfig-urable manufacturing systems, Ann CIRP, 48 (2),527–540, 1999.
[7] Landers R.G., A new paradigm in machine tools:Reconfigurable machine tools, Japan-USA sympo-sium on flexible automation, Ann Arbor, Michigan,2000.
Volume 2 • Number 4 • December 2011 31
Management and Production Engineering Review
[8] Matta A., Tolio T., Karaesmen F., Dallery Y., Anintegrated approach for the configuration of auto-mated manufacturing systems, Robotics Comput.Integr. Mafufact., 17, 19–26, 2001.
[9] Sethi A.K., Sethi S.P., Flexibility in manufacturing:a survey, International Journal of Flexible Manu-facturing Systems, 2, 289–328, 1990.
[10] Ganzi E., Tolio T., Configuration and Re-Configuration of Manufacturing Systems with Fo-cused Flexibility, 6th Convegno A.I.Te.M., Gaeta,Sept. 2003, pp. 1–10 (2003).
[11] Koren Y., Shpitalni M., Design of reconfigurablemanufacturing systems, Journal of ManufacturingSystems (2011) – in press.
[12] Koren Y., General RMS characteristics. Com-parison with dedicated and flexible systems [in:]Dashenko A.I.: Reconfigurable manufacturing sys-tems and transformable factories, Springer Verlag,Berlin/Hiedelberg, pp. 27-46, 2006.
[13] Terkaj W., Tolio T., Valente A., Focused flexibili-ty in production systems [in:] El Maraghy H. (Ed.):Changeable and reconfigurable manufacturing sys-tems, Springer, New York, 2008.
[14] Tolio T., Valente A., A stochastic programming ap-proach to design the production system flexibilityconsidering the evolution of the part families, Inter-national Journal of Manufacturing Technology andManagement, 17, 1–2, 42–67, 2009.
[15] Lin Z.C., Yang C.B., Evaluation of machine se-lection by the AHP method, Journal of MaterialsProcessing Technology, 57, 253–258, 1994.
[16] Tabucanon M.T., Batanov D.N., Verma D.K., In-telligent Decision Support System (DSS) for the se-lection process of alternative machines for FlexibleManufacturing Systems (FMS), Computers in In-dustry, 25, 131–143, 1994.
[17] Atamani A., Lashkari R.S., A model of machine toolselection and operation allocation in flexible manu-facturing systems, International Journal of Produc-tion Research, 36, 1339–1349, 1998.
[18] Wang T.Y., Shaw C.F., Chen Y.L., Machine selec-tion in flexible manufacturing cell: A fuzzy multi-ple attribute decision making approach, Internation-al Journal of Production Research, 30, 2079–2097,2000.
[19] Onut S., Kara S.S., Efendigil T., A hybrid fuzzyMCDM approach to machine tool selection, Journalof Intelligent Manufacturing, 19, 443–453, 2008.
[20] Arslan M.C., Catay B., Budak E., A decision sup-port system for machine tool selection, Journal ofManufacturing Technology Management, 5, 101–109, 2004.
[21] Yourdakul M., AHP as a strategic decision makingtool to justify machine tool selection, Journal of Ma-terials Processing Technology, 146, 365–376, 2004.
[22] Ayag Z, Ozdemir R.G., A fuzzy AHP approach toevaluating machine tool alternatives, Journal of In-telligent Manufacturing, 17, 179–190, 2006.
[23] Ayag Z., A hybrid approach to machine tool se-lection through AHP and simulation. InternationalJournal of Production Research, 45, 9, 2029–2050,2007.
[24] Mishra S., Prakash, Tivari M.K, Lashkari R.S.,A fuzzy goal-programming model for machine toolselection and operation allocation problem in FMS:A quick converging simulated annealing-based ap-proach, International Journal of Production Re-search, 44, 1, 43–76, 2006.
[25] Chan F.T.S., Swarnkar R., Ant colony optimiza-tion approach to a fuzzy goal programming model fora machine tool selection and operation problem in anFMS, Robotics and Computer-Integrated Manufac-turing, 22, 353–362, 2006.
[26] Cimren E., Catay B., Budak E., Development ofa machine tool selection system using AHP, Intelli-gent Journal of Advances Technology, 35, 363–376,2007.
[27] Dagdeviren M., Decision making in equipment se-lection: an integrated approach with AHP andPROMETHEE, Journal of Intelligent Manufactur-ing, 19, 397–406, 2008.
[28] Balaji C.M., Gurumurthy A., Kodali R., Selectionof a machine tool for FMS using ELECTRE III –a case study, Automation Science and Engineering,171–176, 2009.
[29] Rao R.V., Parnichkun M., Flexible manufac-turing system selection using a combinatorialmathematics-based decision-making method, Inter-national Journal of Production Research, 47, 24,6981–6998, 2009.
[30] Gola A., Świć A., The algorithm of generation tech-nological paths in process of machine tools selection[in Polish], Enterprise Management, 1, 8–16, 2011.
[31] Gola A., Preliminary design of quantitative conceptof machine tools subsystem selection in the flexiblemanufacturing system [in Polish], The Mechanic Re-view, 12, 65–68, 2006.
[32] Montusiewicz J., Evolutionary multicriteria analy-sis in technical problems [in Polish], IPPT Works ofPolish Academy of Sciences, Warsaw, 2004.
[33] Gola A., Świć A., Brief preliminary design fora method of FMS machine tools subsystem selection,PAMM, 9, 1, 663–664, 2010.
32 Volume 2 • Number 4 • December 2011
Related Documents











