REINFORCEDplastics January 2007 32 0034-3617/07©2007 Elsevier Ltd. All rights reserved A customised technique to produce high performance boats Italian boat builder Agostini Nautica has developed a customised infusion process to suit its production. Simonetta Pegorari reports. B ased on its experiences of various infusion processes and materials (including the Seeman composites resin infusion process (SCRIMP), DIAB infusion technology, and others), Italian boat builder Agostini Nautica has developed a system suited to its own requirements. This tailored technique aims to get the best performance out of products especially designed for the infusion process (resins, core materials, fabrics) as well as systems designed for flow control (peel-ply, injection points and lines, distribution net, vacuum bag, draining system etc; see Figure 1). The main reason why the shipyard has invested in the optimisation of its own infusion production technique has been the opportunity to offer its clients new methods for producing higher performance composite products which can comply with higher specifications. The Italian company already manufactures composite boats using the traditional technique of hand lay-up. Figure 6: Infused bottom.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

REINFORCEDplastics January 2007 32 0034-3617/07©2007 Elsevier Ltd. All rights reserved
A customised technique to produce high performance boatsItalian boat builder Agostini Nautica has developed a customised infusion process to suit its production. Simonetta Pegorari reports.
Based on its experiences of various
infusion processes and materials
(including the Seeman composites
resin infusion process (SCRIMP),
DIAB infusion technology, and others), Italian
boat builder Agostini Nautica has developed
a system suited to its own requirements.
This tailored technique aims to get the best
performance out of products especially
designed for the infusion process (resins,
core materials, fabrics) as well as systems
designed for flow control (peel-ply, injection
points and lines, distribution net, vacuum
bag, draining system etc; see Figure 1).
The main reason why the shipyard has
invested in the optimisation of its own
infusion production technique has been
the opportunity to offer its clients new
methods for producing higher performance
composite products which can comply with
higher specifications. The Italian company
already manufactures composite boats
using the traditional technique of hand
lay-up.
Figure 6: Infused bottom.
rp5101p32_37.indd 32rp5101p32_37.indd 32 09/01/2007 11:03:3509/01/2007 11:03:35

REINFORCEDplasticsJanuary 2007
Feature
33
Using the infusion technique, hulls
have been manufactured with different
characteristics, both in terms of design
(monolithic bottom rather than with a
polyvinyl chloride [PVC] core, bulkheads
and infusion structural panels or traditional
ones), and in terms of materials (from
knitted fabrics to quadraxial, through to
woven roving). In every case, the finished
products have always matched the design
specifications and have also demonstrated
improved impregnation ratio and weight
compared to products manufactured using
manual production methods (hand lay-up).
Infusing a hull
The better mechanical characteristics and
weight reduction provided by the infusion
technique are the main reasons why a shipyard
is going to choose to manufacture a boat
using this technique. In fact, to be able to gain
Figure 1: Infusion materials.
Figure 2: Sketched distribution lines.
rp5101p32_37.indd 33rp5101p32_37.indd 33 09/01/2007 11:03:4709/01/2007 11:03:47

Feature
REINFORCEDplastics January 2007 34
all the advantages offered by the infusion
processes, the boat should be designed taking
into account the type of finished product
which can be obtained.
The better mechanical characteristics and weight reduction provided by the infusion technique are the main reasons why a shipyard is going to choose to manufacture a boat using this technique.
Early on, at the start of the design stage,
information exchange between the techni-
cal office responsible for the craft and the
manufacturer responsible for the construc-
tion process is very important. In fact, there
are detail aspects which, once they have been
established, are strictly linked to the infusion
process model. For example, frameworks
shorter than the floor-plates do not infuse
all at the same time, while monolithic areas,
usually found at the window frames, need a
particular distribution net lay-up (Figure 2).
Once the construction details have
been defined, it is essential to check in the
laboratory the behaviour of all the materials
which are required to manufacture the
finished product, carrying out practical
infusion tests on the side and bottom panels,
planning and testing the fabric application,
the core material, the reinforcement layer and
the tooling materials.
A crucial element to be kept under strict
control is the resin gel time (Figure 3).
Together with the resin suppliers (in this case
Polynt), the laboratory should develop the
different catalysts to be used throughout the
infusion lines, considering three particular
parameters:
• temperature and humidity conditions
during the production process;
• the resin flow between the lines; and
• the permeability of the laminate that the
resin flow has to run through.
Another working step requiring great
attention, and a preliminary theoretical
study of the component to be infused, is the
positioning of the lines for the resin flow.
These should be positioned by calculating
distances related to the fabrics which the
laminate is based on, but also according
to the geometry of some of the areas that
the resin flow meets along its way (window
frames, sea water intakes and others).
Generally speaking, the objective is to make
the resin flow progress homogeneously, from
the middle of the mould to the external
perimeter, where the vacuum intake ring is
normally positioned.
Finally, the production process can start.
The infusion process can be outlined through
the following steps:
• hand lay-up of the skin coat;
• laying up of the reinforcement fabrics of
the external dry skin;
• laying up of the dry core material;
• dry lay-up of the external skin;
• peel-ply positioning and resin injection
lines and flow;
• vacuum bag installation;
• resin flow line and vacuum system
positioning;
• calibration of the resin infusion time;
• infusion line opening; and
• catalysis and end of the process.
Figure 3: Gel time control.
rp5101p32_37.indd 34rp5101p32_37.indd 34 09/01/2007 11:03:5909/01/2007 11:03:59

Feature
REINFORCEDplasticsJanuary 2007 35
After laminating the skin-coat, the side and
bottom external skin coat fabrics, the core
material, and finally the reinforcement layers,
are positioned (Figure 4). All the layers
placed in the dry mould should be adequately
staggered and overlapped.
Once the lay-up of the skin materials has
been performed, the peel-ply is positioned.
The peel-ply has the double purpose of
allowing the vacuum bag extraction from the
laminate, and of guaranteeing the adequate
porosity of the laminate.
The next step involves applying the lines
for the resin flow (Figure 5). This completes
all the stages of dry material installation.
After sealing, using a vacuum bag, the
vacuum line is connected to the intake pumps,
and the air is extracted from the mould until
1 bar is reached, and all the reinforcement
materials are compacted against the mould.
Before starting to inject the resin, it is
necessary to check bag integrity.
At this stage, it is possible to open the
resin flow lines, starting from the keel line
and, as the resin reaches the subsequent
lines from the middle toward the external
perimeter of the mould, the resin infuses the
bottom (Figure 6), the stern, and at the same
time, the two sides. The infusion process has
been correctly performed when the external
boundaries of the mould along the whole
perimeter are reached by the resin almost
at the same time, without producing any
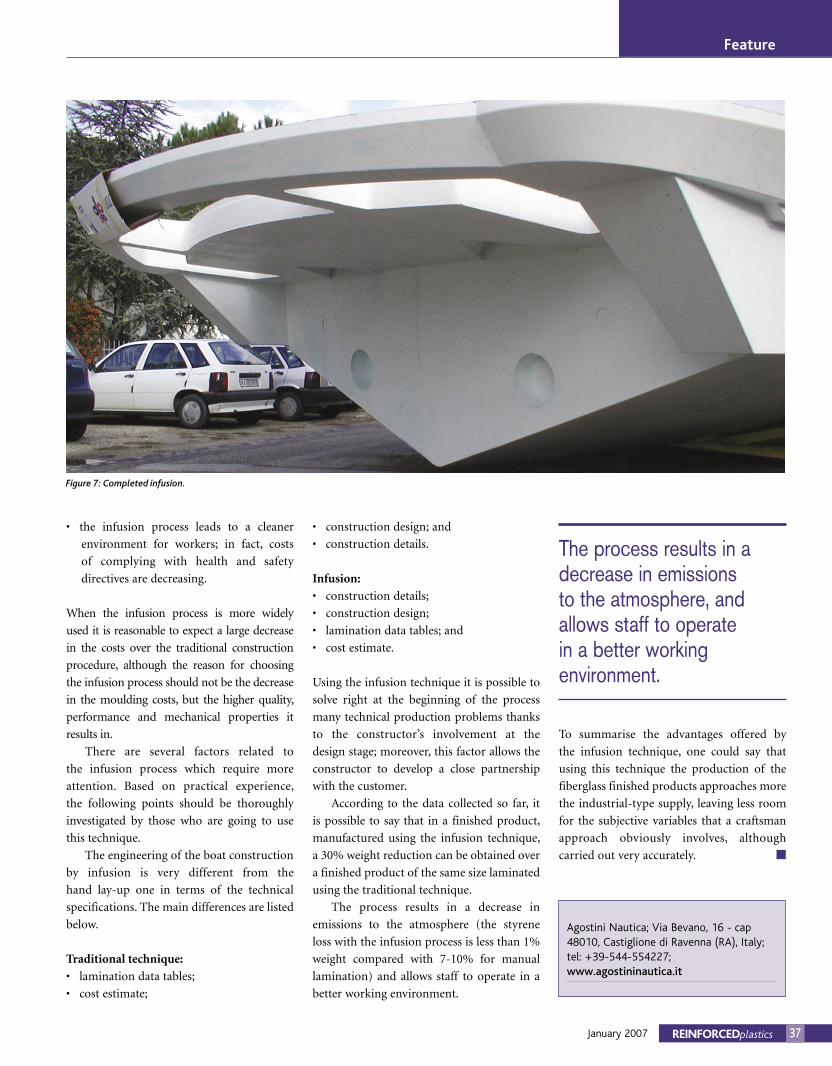
'dry' areas (areas without resin). In order
to ensure this, drilled and grooved PVC can
be used,and also materials which can help
the resin transport to critical areas, either
interlaminar materials or surface distribution
nets (Figure 7).
The infusion technique is precise.
The infusion technique is precise: the time to
infuse the laminate and the resin catalysis are
calculated and at the end of the process, when
the resin has completed the catalysis, the
vacuum bag and the peel-ply are extracted.
Contrary to the traditional lamination
processes, with infusion it is not possible to
visually check for proper adhesion of the
different layers and the possible presence of air
bubbles. To determine that a laminate meets
the design specifications, it is necessary to test
its consistency thoroughly, highlighting the
possible critical areas. The boats constructed
by Agostini Nautica are tested by the Q.I.
Composites Srl, which uses an ultrasound
technique to verify and certify the following
aspects:
• adhesion between the skin and the core;
• thickness homogeneity;
• symmetry between the laminates of the
two sides;
• proper compaction of the fabrics;
• no resin accumulations;
• total filling of the PVC cube-shaped cuts.
After passing these tests, it is possible to state
that the finished product meets the design
requirements.
Infusion costs
The comparison of infusion process costs
compared with the costs of traditional
lamination must be tackled carefully since
the infusion process affects the various
production steps differently. A shipyard's
moulding costs could be divided and analysed
in terms of the following categories.
Tooling materials
One aspect to be taken into account (obtained
through the average cost for the construction
of the various units produced) is the cost
of the tooling materials (peel-ply, injection
points and lines, distribution net, vacuum
bag, drainage system) as well as the waste
materials (residual resin in the lines) to
perform the infusion moulding.
This figure can be compared with the
costs of the tooling materials which might
have been used for the traditional lamination
process (rolls, brushes, cleaning acetone),
also considering that in this case the quantity
(that is the amount of material used for
the lay-up) would have been higher. The
quantification of these latter costs varies
from shipyard to shipyard as a function of
the different tooling methods.
Another element to be kept in mind is
that in Italy, the infusion technique is still
rarely used. If the technique becomes more
widely used, it is reasonable to foresee a
Figure 4: Laying up of dry materials.
rp5101p32_37.indd 35rp5101p32_37.indd 35 09/01/2007 11:04:0409/01/2007 11:04:04

Feature
REINFORCEDplastics January 2007 36
decrease in the unit costs of the tooling
materials.
In-mould handling
The lower weight of an infused laminate leads
to a lower amount of materials to be installed,
and therefore to a lower cost as a result of the
reduction of the installation time. In fact, it is
not the moulding hours that decrease but the
assembling time, which, depending on the
type of boat, can drop by up to 16-18%. This
makes it possible to shorten the moulding
time (from the gel coat to the extraction step)
for the same size of boat. For boats of 60 ft
or longer, the time required is over 20% less
than for the traditional lamination process.
Bodywork handling
The finishing of infused parts is more
expensive than for components manufactured
by traditional hand lay-up. The main problem
is the possibility of shrinkage where the
resin has accumulated; this can be improved
with experience and by some measures
taken during the installation steps of the dry
materials. At the present time, we can say that
the bodywork for infused hulls takes 10%
more time compared to hand laminating.
Improvements in infusion materials and
new construction methods (for example, the
application of a barrier coat between the
skin coat and the laminate external skin) can
make this extra cost drop.
Production staff
Based on its experience, Agostini Nautica
points out that the introduction of the
infusion technique does not require the
employment of workers devoted to the
supervision of this process. Of course it
is necessary to adequately train the staff,
especially the technical office operators,
the shipyard chief operator as well as those
who are responsible for the purchase of the
materials, to make each of them aware of the
main issues.
The additional activity foreseen consists
in carrying out tests on the panels or the
mould parts for the analysis and the optimi-
sation of the distribution net, of the catalysis
ratio, of the infusion time, but also of all the
details of each part in terms of geometries
and of materials to be infused.
Quality tests
The laminate quality is evaluated from
samples. The cost of this service, which in
the case of Agostini Nautica is carried out
by an external company, is counterbalanced
by the possibility of offering its customers a
more reliable production process.
General considerations
Everything considered, with the data available
nowadays and according to the current
experience, it can be stated that the infusion
process is still 5-8% more expensive than
traditional lamination for the same size of
product to be constructed. Nevertheless the
following observations deserve attention:
• the finished infusion product has better
mechanical characteristics;
• the finished product produced is of a
better quality as the result of a better glass/
resin ratio;
• this technique is still hardly used, and
surely when more shipyards start using it
prices will drop;
• further process optimisation is needed,
involving investment in research,
development and manpower; and
Figure 5: Installation of the distribution lines.
rp5101p32_37.indd 36rp5101p32_37.indd 36 09/01/2007 11:04:0909/01/2007 11:04:09
Feature
REINFORCEDplasticsJanuary 2007 37
Figure 7: Completed infusion.
• the infusion process leads to a cleaner
environment for workers; in fact, costs
of complying with health and safety
directives are decreasing.
When the infusion process is more widely
used it is reasonable to expect a large decrease
in the costs over the traditional construction
procedure, although the reason for choosing
the infusion process should not be the decrease
in the moulding costs, but the higher quality,
performance and mechanical properties it
results in.
There are several factors related to
the infusion process which require more
attention. Based on practical experience,
the following points should be thoroughly
investigated by those who are going to use
this technique.
The engineering of the boat construction
by infusion is very different from the
hand lay-up one in terms of the technical
specifications. The main differences are listed
below.
Traditional technique:
• lamination data tables;
• cost estimate;
• construction design; and
• construction details.
Infusion:
• construction details;
• construction design;
• lamination data tables; and
• cost estimate.
Using the infusion technique it is possible to
solve right at the beginning of the process
many technical production problems thanks
to the constructor’s involvement at the
design stage; moreover, this factor allows the
constructor to develop a close partnership
with the customer.
According to the data collected so far, it
is possible to say that in a finished product,
manufactured using the infusion technique,
a 30% weight reduction can be obtained over
a finished product of the same size laminated
using the traditional technique.
The process results in a decrease in
emissions to the atmosphere (the styrene
loss with the infusion process is less than 1%
weight compared with 7-10% for manual
lamination) and allows staff to operate in a
better working environment.
The process results in a decrease in emissions to the atmosphere, and allows staff to operate in a better working environment.
To summarise the advantages offered by
the infusion technique, one could say that
using this technique the production of the
fiberglass finished products approaches more
the industrial-type supply, leaving less room
for the subjective variables that a craftsman
approach obviously involves, although
carried out very accurately. ■
Agostini Nautica; Via Bevano, 16 - cap 48010, Castiglione di Ravenna (RA), Italy; tel: +39-544-554227; www.agostininautica.it
rp5101p32_37.indd 37rp5101p32_37.indd 37 09/01/2007 11:04:1309/01/2007 11:04:13
Related Documents











