97 A CONSERVATIVE APPROACH TO DYEING COTTON ROBBIE L. STONE MAY, 1979 COTTON INCORPORATED RALEIGH, N.C. I NTRODUCT I ON Conservation of resources is not the except on in today's textile wet processing operations--it s the rule. Lower wa er, energy, time, chemical and labor consumption, whi e providing quality textile products, is the goa of all manufacturers who w sh to continue in business. Preparation machinery and preparation techniques which provide savings in resources are being developed. However, additional work is needed in this a rea. Dyeing machinery especially designed to provide quality dyeings with savings in resources are coming on stream. Such machinery as Gaston County DY e E co duc ng Machine Company's Aqualuft, Termes' Soft Flow Jet, ECS and now Theis' soft/103 all provide resource conservation while producing quality pro- 5. A process thoroughly evaluated by Cotton Incorporated, which fulfills these objectives, is the Open Width Cold Pad/Batch-Beam Wash Off Dye System. The Pad/Batch-Beam Wash Off Dye System is an improved dyeing system for 100% cotton and the cotton portion of NATURAL BLENDTM (1) woven and knit fabrics .. 'NATURAL BLENDTM is a trademark of Cotton incorporated for easy care blended fabrics that contain at least 60% cotton.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
I 97
A CONSERVATIVE APPROACH TO DYEING COTTON
ROBBIE L. STONE
MAY, 1979
COTTON INCORPORATED RALEIGH, N.C.
I NTRODUCT I ON
Conservation of resources is not the except on in today's textile wet
processing operations--it s the rule. Lower wa er, energy, time, chemical
and labor consumption, whi e providing quality textile products, is the goa
of all manufacturers who w sh to continue in business.
Preparation machinery and preparation techniques which provide savings
in resources are being developed. However, additional work is needed in this
a rea.
Dyeing machinery especially designed to provide quality dyeings with
savings in resources are coming on stream. Such machinery as Gaston County
DY e
E co
duc
ng Machine Company's Aqualuft, Termes' Soft Flow Jet, ECS and now Theis'
soft/103 all provide resource conservation while producing quality pro-
5.
A process thoroughly evaluated by Cotton Incorporated, which fulfills
these objectives, is the Open Width Cold Pad/Batch-Beam Wash Off Dye System.
The Pad/Batch-Beam Wash Off Dye System is an improved dyeing system for 100%
cotton and the cotton portion of NATURAL BLENDTM (1) woven and knit fabrics
..
'NATURAL BLENDTM is a trademark of Cotton incorporated for easy care blended fabrics that contain at least 60% cotton.

I Page: Two
that dramatically reduces energy, chernical and labor requirements, thereby
prou5ding lower costs. Some of the advantages over conventional batch dye-
ing 2rocesses are savings in water, energy, chemicals, labor, space and
dyesruff, reduced fabric abrasion and simplic ty of operation.
'klater consumption is reduced from approx mately 17 gallons per pound on
an azmospheric beck to 1.5 gallons or less.
Energy consumption is approximately one third that of conventional
becks. (Thermal energy input is reduced from 9,100 BTUs to 1,750 BlUs per
;mind of fabric.)
Chemical costs a r e approximately 22% o f the c o s t incurred in the con-
ventional batch exhaust dyeing system.
Labor costs are also reduced significantly. Two men per eight-hour
s h i f f are needed to operate a pad/batch dye range which can produce up to
200,000 pounds of fabric per five-day, three shift per day week.
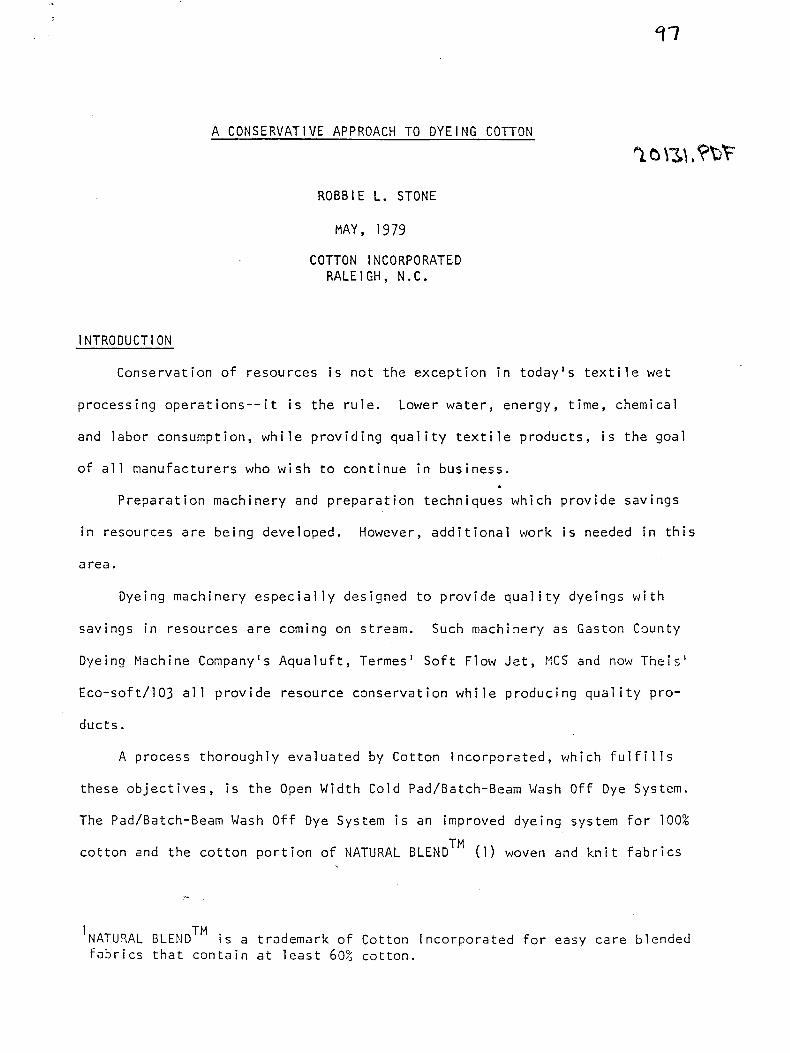
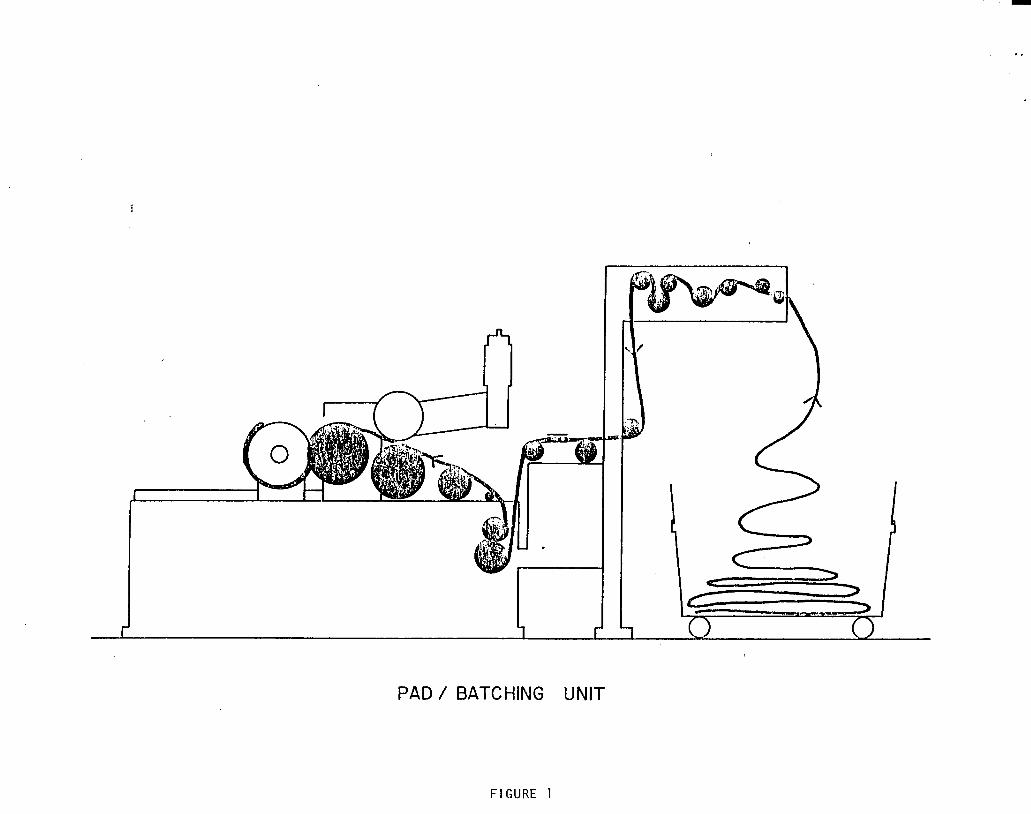
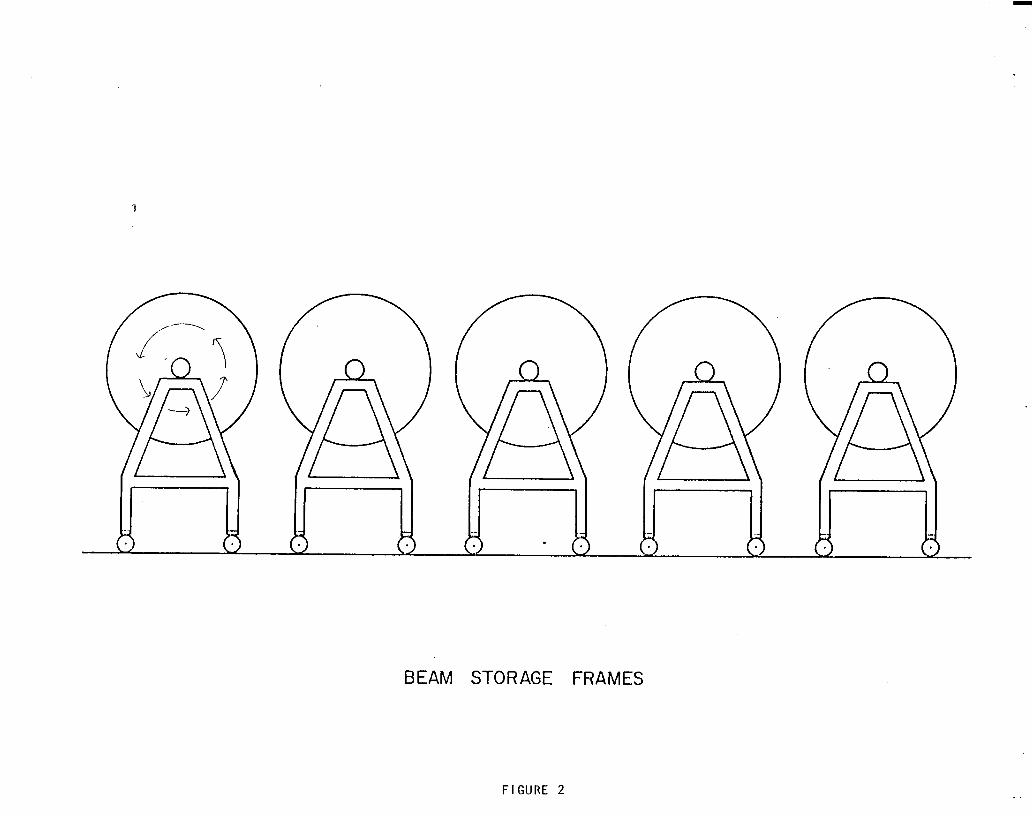
Schematically, the semi-continuous pad/batch dye system is illustrated
i n Figures 1 , 2 and 3 , which include the sequence of pad/batch dyeing and
batching, beam storage and beam washing. The first system of this klnd for
dyeing knit fabrics open width was installed and evaluated at Cotton Incor-
porated's Research Center in Raleigh, North Carolina. Since that time, many
mills have adopted its use in dyeing cotton and cotton-containing fabrics in
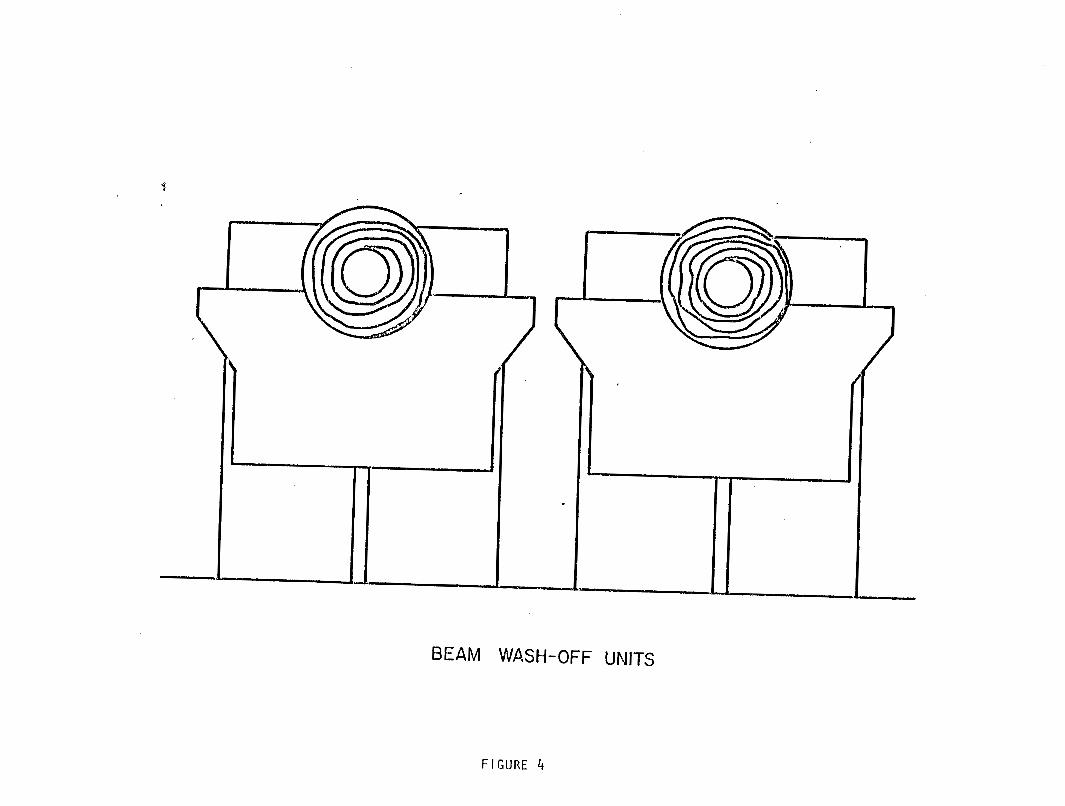
knitted and/or woven constructions. The general f l o w , illustrate the sim-
plicity o f the pad/batch process is shown in Figure 4.
I
0
I- d m
W
rY
BEAM STORAGE FRAMES
FIGURE 2 . .
I
a
m
W
\
U
1180.. *..e,,
............ ............ ;:I:::%
::: ;; ::%
: : :::: kh
I : Page Three
EQU I PMENT SELECT 1 ON
The equipment for the Pad/Batch-Beam Wash Off System consists of.these
five items:
1. Padding and batching unit
2. Dye/alkali mixing device
3 . Motor.ized rotatable A-frames o r storage racks
4. Beam wash off stations
5. Perforated beams
The padding unit should have the necessary controls for handling the
type of fabric that is to be dyed on the unit. In case of knit fabrics,
the padder must have adequate guiding, decurling and spreading equipment
to handle the knit in open width form. This is especially important on
single knit and warp knit fabrics which tend to curl when length tension is
applied. The padder should also have suitable pressure controls to allow
the nip to be controlled consistently.
advantageous.) Another suitable criterion is a small dye trough. This is
( A deflection roll padder may be
important to achieve good dye liquor turn-over and to minimize the amount
of reactive dye hydrolized so that dye shading from the beginning to the end
of the fabric run can be avoided.
i s recommended. Adequate speed controls which control the padder and synchronize
the batcher unit are an absolute necessity.
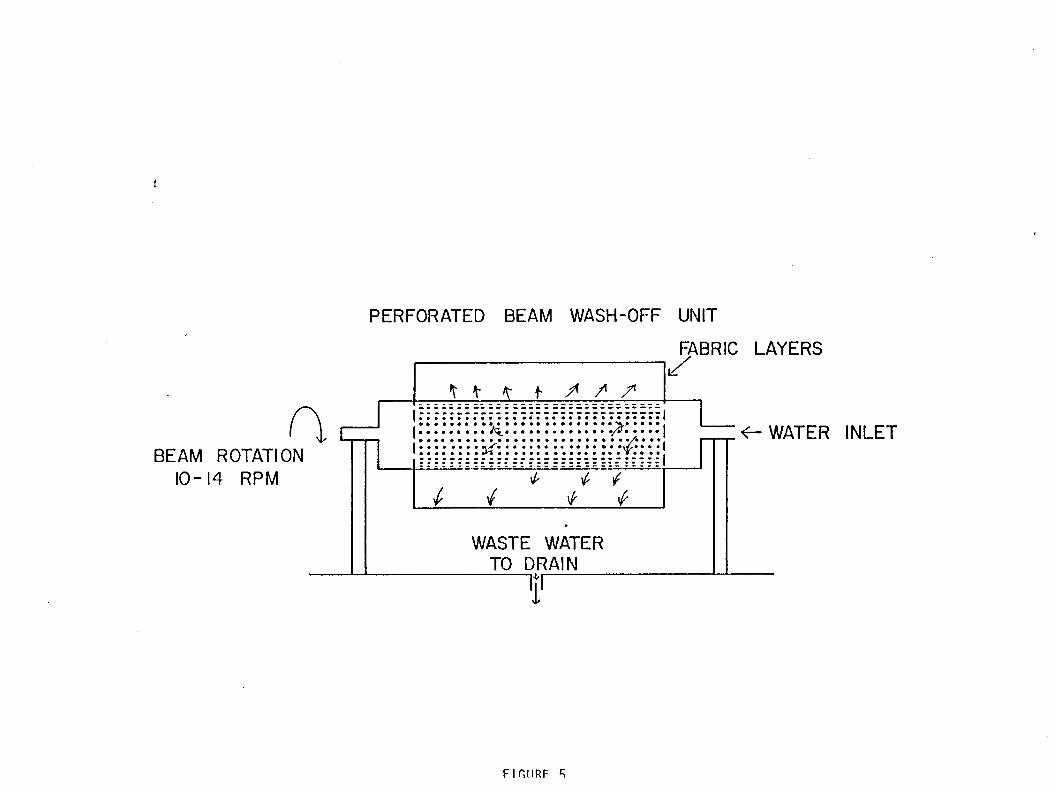
the fabric with the desired amount of fabric overlap.
inches on each side are adequate for achieving good washing of the fabric. see
Figure 5 for a schematic of the perforated beams.
A dye trough of ten gallon capacity or less
The perforated beams must match
Generally, four to six
P
Four Page
170'
stat
used
FA3 R -
The beam wash off system must have an adequate supply of hot water at
F to 190
on. It is recommended that an in-line indirect steam heat exchanger be
to heat the water coming.into the system.
0 F with flow rates up to 50 gallons per minute per wash off
C PREPARPT I ON
In order to obtain a quality dyeing, uniform from side to side and
end to end, the fabric must be uniformly prepared. The fabric should be
scoured and/or bleached with a residual pH of 7 or slightly less. It should
contain no residuals, alkali, starch, knitting oils or any other foreign
substance which will interfere with the absorbency or the subsequent color-
fastness of the fabric. The fabrics must wet out rapidly and uniformly and
must be uniformly prepared and dried. It i s advantageous to make up dye lots
of fabrics which were prepared together to avoid possible shade variation with-
in the dye lot.
DYESTUFF SELECTION
The dyestuffs generally used in this dye system are reactive dyes
which have relatively high reactivity. Three classes of dyes commonly used
are Procion M ( 2 ) ) - Remazol (3) - and Levafix E (4) - reactive dyes, all of which
are characterized by their high reactivity. Selection of dyestuffs within each
dye group is determined by consulting the technical information supplied by
the dyestuff manufacturers.
c
'Procion M is a product of IC1 United States, Charlotte, NC. 3Remazol is a product of American Hoechst Corporation, Charlotte, NC. Levafix E is a product of Verona Dyestuff Division of Mobay Chemical 4 Corporation, Rock Hill, SC.

I Page Five
Additionally, the concentration and type of alkali used with each
reactive dye system must be tailored to the reactive dye used. For in-
stance, Procion M dyes are generally run on a short dwell procedure with
soda ash as the alkali. Remazols can be used on the short dwell system by
one of two methods; caustic and salt, or caustic and sodium silicate. Levafix
dyes are generally run with a combination of soda ash and caustic, or a new
system being evaluated by Verona Dyestuff Division of Mobay Chemical Corpora-
tion using sodium silicate only. The recommended alkali and concentrations
are given in the technical brochures supplied by each dyestuff manufacturer.
The Procion M pad/batch process is referred to in ICl's Technical Information
Bulletin D-1181, "Procion M and Procion H Dyes: The Pad-Batch (cold) Process
For Dyeing Cellulosic Fibres.'l The American Hoechst information on pad/batch
dyeing of Remazols is given in Technical Bulletin No. 82, "The Dyeing of
Woven Cellulosic Fabric With' Remazol Dye By The Short-Time Pad/Batch Method."
Information on pad/batch dyeing of Levafix E dyes is found in Verona's Bulletin
GK 593A, "Dyeings With Levafix E Dyestuffs In The Cold-Pad/Batch Method."
PROCEDURES
The pad/batch process i s most effective when using an automatic mixing
device which mixes the dyestuff/alkali at a ratio of four parts of dye to
one part of alkali.
The dyestuff should be dissolved and urea included to increase the dye-
stuff solubility, then mixed at the temperature recommended by the dyestuff
...
Page Six
manufacturer. The volume o f the dye solution should be four-fifths of the
final volume required. The wetting agent should be added just prior to cor-
recting for the final volume. Two to six grams per 1 iter of Carbopon SR (5) -
has been found t o be a suitable wetting agent for pad/batch dyeing. Other
wetting agents or surfactants which are low foaming and provide rapid and
thorough wettljng can be used.
The alkali solution should be prepared such that it is five times the
needed concentration and the temperature should be kept as low as possible.
Immediately prior to entry into the dye trough, the dye and alkali should be
mixed by a suitable mixing device.
and the Chemcon Pump (7) - provide excel lent reproducible dye/alkal i mixing
over extended periods of use. Next, the material should be padded through
It has been found that t h e Fischer Pump (6) -
the dye/alkali solution with 90 to 100% wet pick-up and batched onto the
perforated beam. The beam holds up to 56 inches in diameter of beam plus fab-
ric--approximately 1,000 to 1,500 pounds of fabric. Once the proper size has
been accumulated, the fabric beam should be wrapped in polyethylene film to
avoid evaporation and sealed by masking tape or some other suitable sealing
device. Then the beam is placed on a motorized A-frame or storage rack for
rotation of the beam to avoid any dye gravitating to the bottom of the beam.
Since this dyeing procedure is dependent upon time and temperature, it is
advisable to store the beams, after padding, in a temperature controlled area.
A pad/batch dye formulation is extremely simple and consists typically of
the components shown in Table I .
..*
5Carbopon S R is a product of American Hoechst Corporation, Charlotte, N. C. 6
'The Chemcon Pump is made by 'Chemcon, Inc. of South Attleboro, Massachusetts.
The Fischer Pump is made by Klaus Fischer Company of Bielefeld, West Germany.

I '
DYE -
Procion M
Remazo 1
T Y P I C A L PAD/BATCH DYE FORMULAS
DYE TANK
50 - 200 grams Urea 1 g/l Basophen M
X g/1 Reactive Dye
SALT
Levafix E < 25 g/1
> 25 g/1 and EA
ALKALl TANK
---
SODA ASH
---
42" HE S O D I U M SILICATE
120 g/l
50 ~ / 1
2 X dye con- centration
Mix 4 parts dye to 1 part a l k a l i wlth metering pump immediately on'dye l i q u o r
entry to pad trough.

Page Seven
WASH I NG PROCEDURE
The simplest and most economical method of washing the unfixed dye-
stuff from the fabric is the perforated beam washing system. The Aqua-lo
Machine ( 8 ) , - which minimizes water consumption, has been found to be a useful
beam wash off device for effective, efficient washing of the dyed product.
Upon completion of the reactive batching of the fabric, the plastic is re-
moved from the beam and the beam is placed onto the perforated beam wash o f f
station. The beam is washed with cold water for complete penetration of the
fabric, usually five minutes or less, then washed with 190' F water at flow
rates from 15 to 35 gallons .per minute, depending on the construction of the
fabric and size o f the fabric batch. The fabric is washed at.190' F until the
spent water coming from the beam is clear, at which time, the fabric is
washed with cold water until the fabric has cooled to room temperature. It
has been found that additions of compressed air after the final cool down
period are beneficial in removing excess water from the inside of the beam,
as well as from the fabric. The time for washing ranges from 20 to 45 minutes,
depending on the depth of the shade and nature of the colorants.
SHADE MATCH I NG
Shade matching for the pad/batch dye system i s the easiest of all shade
matching procedures.
alkali solution and rolled up and placed into plastic and batched for the nec-
essary time, generally 2 to 4 hours.
The fabric sample is padded through the prepared dye/
(Turquoise combinations require 20 to
The Aqua-lo Machine is a product of Burlington Engineering Sales Company, Graham, N. C.
a
Page Eight
24 hours.) However, in order to facilitate shade matching in the laboratory
and accelerate pre-production checks on dye concentrations, a new system was
developed. After padding a sample, the fabric is sealed in plastic and placed
inside a laundrometer container, being careful that the fabric does not touch
the metal.
to 200' F, depending on the dyestuffs used.
off in the normal procedure. In laboratory work, it has been found that not
only is it necessary to adjust the wet pick-up to the same as the production
The container is placed in an oven for 10 to 15 minutes at 160" F
The fabric is removed and soaped
pad unit, but also to adjust the amount of dwell time in the solution before
the nip rolls, as in production. It is essential that the laboratory unit
agrees with the production pad.
two nips in the laboratory compared to one dip and nip in the production
facility, in order to produce a shade in the laboratory which accurately
relatss' to the production shade. Reproducibility from laboratory to pro-
duction, once these factors have been determined, is excellent.
It may be necessary to provide two dips and
FASTNESS OF DYED FABRIC
Generally, fabrics dyed using the pad/batch method are brighter in
shade, and fabrics properly washed off using this system have better wet
fastness properties.
equal to, or better than, fabrics dyed by other batch process techniques.
Other fastness properties of the dyed fabric will be
PROBLEM AREAS
The pad/batch method has many advantages, but like continuous dyeing, it
Page Nine
is not without problems. For example, residual alkali spots or streaks,
water spots, carrier spots or streaks, contamination by dye fixing agents
or resin systems, optical brightners, silicone defoamers, abrasion marks
and creases and edge marks, generally lead to resist areas in fabrics which
will not dye uniformly. Therefore, it is important to insure that preparation
and drying techniques are followed so that none of these problems occur in
pad/batch dyed fabrics. Again, uniformity in preparation and drying is the
key to achieving a satisfactorily dyed fabric using the Pad/Batch-Beam Wash
Off System. Circular knitted fabrics which are prepared in tubular form
generally produce less problems when dried open width prior to pad/batch
dyeing.
ECOblOM I C ANALYS I S
Continuous methods of dyeing generally provide economic advantages
over batch processes, so that one would expect a semi-continuous process
like pad/batch t o show some of these advantages too. However, as shown in
Tables I I and 1 1 1 , the Pad/Batch-Beam Wash Off System provides remarkable
savings over beck dyeing.
The assumptions used to calculate the figures shown in Tables I I and
I l l are:
Product: 1 1 ounce per yard fabric, either 100% cotton/Dolyester.
Dye lot size: 1000 pounds.
Exhaust dyeing c./cle: polyester only (disperse cotton only (includes prescour and bleach) cold 40 minutes; hot dyeing reactives - 5 hours, 45
T M cotton or NATURAL BLEND
dyes) - 2 hours, 5 minutes; dyeing reactives - 7 hours minutes; directs - 4 hours.
\ t - .
Page Ten
Pad/batch dye cycle: beam washing - 1 hour (45 minutes plus 15 minutes loading and unloading.)
cotton dyeing only - 2 hours (plus padding time);
Work year: annum.
8 hour stiifts/3 shifts per day/5 days per week/50 weeks per
Efficiency factor: .65.
Padding speed: 60 yards per minute.
Labor: pad/batch - 3 men per shift/9 men per 24 hour day; beck - .5 man per beck per shift/29 men per 24 hour day (19 becks); $4.25 per hour = $3,840 per man per year (52 weeks).
Thermal energy: pad/batch - 1,750 BTUs per pound of fabric; $3 per 1000 pounds of steam, 970 BTUs per pound of steam; per pound of fabric; extra drying for pad/batch -.5~ per pound of fab- ric, 60% wpu, 1 1 ounces per yard of fabric.
beck - 9,100 BTUs
Water consumption: beck - 17 gallons per pound of fabric; of fabric.
Chemical consumption: salt at 3.5e per pound; beck - 1 pound per pound of fabric; pad/batch - 0; alkali - soda ash at 6.6~ per pound; beck - 13c a pound per pound o f fabric.
The production figures used in Tables I 1 and I l l were calculated-.as
influent + effluent treatment - 6 0 ~ per 1000 gallons pad/batch - 1.5 gallons per pound
fol 1 ows :
PRESSURE PECK PRODUCT I ON
Scour cotton and dye polyester simultaneously
3.84 dye l0ts/8 hours X 1000 pounds X .65 = 2.500 pounds/shift/beck; 3 shifts/5 days = 37,500 pounds/week/beck = 1,875,000 pounds/annum/beck.
Scour cotton and dye polyester only
2.23 cycles 8 hours X 1000 pounds X .65 = 1.450 pounds/shift/beck; 3 sh i f ts/5 days = 21,750 pounds/week/beck = 1,087,590 pounds/annum/ beck .

Page Eleven
100% cotton
Cold dyeing reactives: 676 pounds/shift/beck; 507,000 pounds/annum/beck.
1.04 dye lots/8 hours X 1000 pounds X -65 = 3 shifts/5 days = 10,140 pounds/week/beck =
Hot dyeing reactives: 904 pounds/shift/beck; 678,000 pounds/annum/beck.
1.39 dye lots/8 hours X 1000 pounds X .65 = 3 shifts/5 days = 13,560 pounds/week/beck =
Directs: shift/beck; annudbeck.
2.0 dye lots/8 hours X 1000 pounds X .65 = 1,300 pounds/ 3 shifts/5 days = 19,500 pounds/week/beck = 975,000 pounds/
NATURAL BLENDTM double knit
Polyester with disperse/cotton with cold dyeing reactives: lots/8 hours X 1000 pounds X .65 = 533 pounds/shift/beck; 5 days = 8,000 pounds/week/beck = 400,000 pounds/annum/beck.
. .82 dye
3,shifts/
Polyester with disperse/cotton with hot dyeing reactives; 1ots/8 hours X 1000 pounds X .65 = 663 pounds/shift/beck; 5 days = 9,945 pounds/week/beck = 497,250 pounds/annum/beck.
1.02 dye 3 shifts/
Polyester with disperse cotton with direct (160 minutes for direct): 1.68 dye lots/8 hours X 1000 pounds X .65 = 1,092 pouns/shift/beck; 3 shifts/5 days = 16,380 pounds/week/beck = 819,000 poundsjannudbeck.
PAD/BATCH PRODUCTIPN (WITH TWO BEAM WASH OFF STANDS)
Fabric weight: X .65 = 12,870 pounds/shift; 9,652,500 pounds/annum.
1 1 ounces/linear yard; 60 ypm X 60 minutes X 8 hours 3 shifts/5 days = 193,050 pounds/week =
Number of becks dyeing polyester plus scouring NATURAL BLENDTM double knit required to supply pad/batch unit - 9.
Number of becks (dyeing polyester with disperse plus dyeing cotton with cold dyeing reactives) required to equal pad/batch production - 25.
Number of becks (dyeing polyester with disperse plus dyeing cotton w i t h hot dyeing reactives) required to equal pad/batch production - 19.
Number of becks (dyeing polyester with disperse plus dyeing cotton with directs) required to equal pad/batch production - 12.

.. . I
I
COMPARISON OF PAD/BATCH VERSUS EXHAUST DYEING OF 100% COTTON FABRICS
ITEM
Energy
Water
PAD / B ATC H
1750 BTU/lb.
1.5 Gallons/lb.
B E C K
9100 BTU/lb.
17 Gallons/lb.
Labor .
Fuel Cost
Water Cost
Dye Cost
Chemical Cost Salt
Alkali
$.008/lb $. 027/1 b.
$.Oll/lb. (Includes addit- $.028/lb. ional drying)
$ .001/1 b. $O.lO/lb.
Approximately equal f o r both systems
$ .000/1 b.,
$. 002/1 b.
$ .035/1 b.
$ .009/1 b.
TOTAL $ .022/1 b.
Annual cost based on product ion of 9,652,500 pounds per annum. $212,355
$ .log/ 1 b
$1,052.122
Pad/Batch Dye System - Consisting of pad entry with guiders, dye padder, batcher, two beam wash-off stands, dye/alkali metering pump, ten perforated beams, rotating A-frames, cradle let-off and scray.
SAVINGS WITH PAD/BATCH ------- $.087/lb. o r $839,767 PER YEAR.
This data, developed by Cotton In,:orporated, is not represented. to l x - i l l u s t r a t i v e of any particular ill or dyeing s i tua t ion , 5 u t is mant t o be representat ive of an average s i tua t ion .
TABLE I I

Page Twelve
The Pad/Batch-Beam Wash Off System does provide water, energy and economic
savings, as well as alleviate water pollution concerns. Not easily recognizable,
but just as important, is the reduction of inferior quality fabric. This system,
now more widely accepted in the United States as an economical and reproducible
method for dyeing 100% cotton and NATURAL BLENETM fabrics, is presently being
used in at least twelve mills.
B I BL I OGRAPHY
"Dyeing Cotton, Cotton Blends For Circular Knitted Fabric,'' Robbie L. Stone, Knitting Times, May 1, 1978, Vol. 47, No. 19, p32.
"Improved Dyeing System Reduces Energy, Chemical and Labor Requirements For 100% Cotton and NATURAL BLENDTM Knit Fabrics," Cotton Incorporated News Bylletin, May 1, 1977
"Open Width Pad/Batch Dyeing of Cotton Fabrics,'' Cotton Incorporated Technical Bulletin, TCR 207, December 1978
The statements, recommendations and suggestions contained here are based , 'on experiments and information believed to be reliable. No guarantee is '''made of their accu'racy, however, and the information is given without war-
ranty, expressed or implied, as to its use or application by others. Like- wise, no statement contained herein shall be construed as a permission or recommendation for the use of any information or product in the infringement of existing patents. The use o f trade names does not constitute endorsement of the products involved.
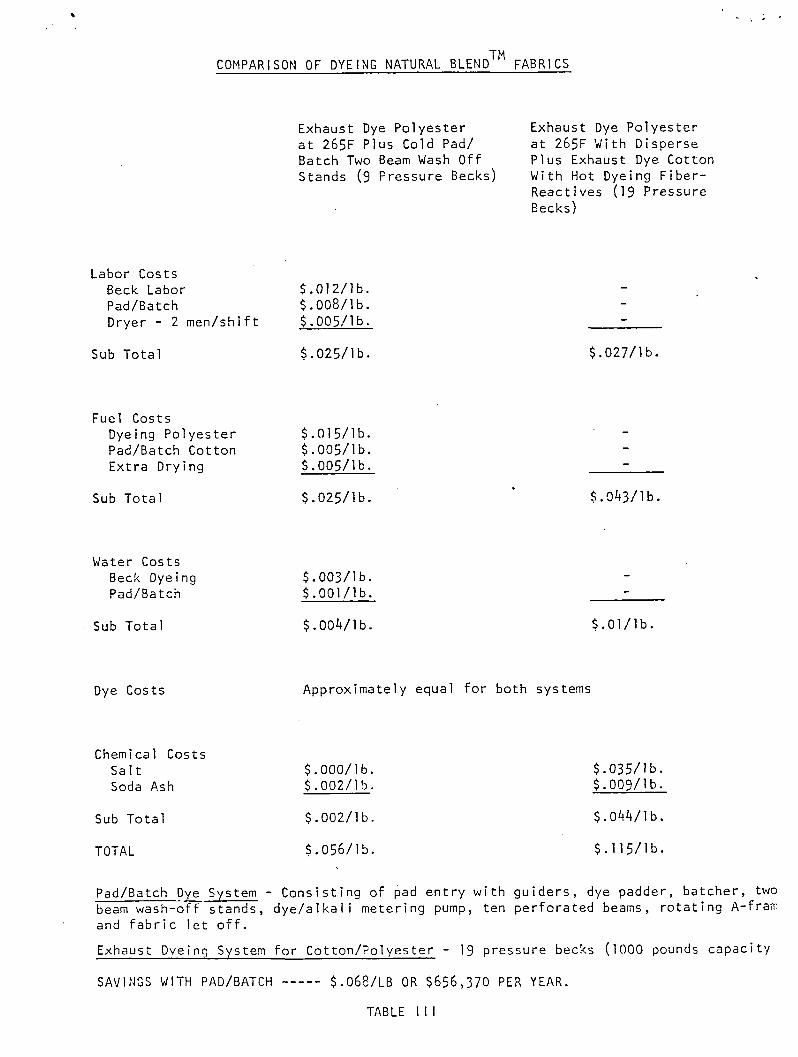
TM COMPARISON OF DYEING NATURAL BLEND FABRICS
Exhaust Dye Polyester Exhaust Dye Polyester at 265F Plus Cold Pad/ at 265F With Disperse Batch Two Beam Wash Off Plus Exhaust Dye Cotton Stands (9 Fressure Becks) With Hot Dyeing Fiber-
Reactives (19 Pressure Becks)
Labor Costs Beck Labor $ .012/1 b. Pad /Ba tch $ .008/1 b. Dryer - 2 men/shift $ .005/1 b.
Sub Total $.025/lb.
Fuel Costs Dyeing Po Pad/Ba tch Extra Dry
Sub Total
Water Costs Beck Dyeing Pad/Ba tch
yester Cot ton ng
. Sub Total
Dye Costs
Chemical Costs Salt Soda Ash
Sub Total
$ .015/1 b. $ .005/1 b. $ .005/1 b.
$.025/lb.
$ .003/l b . $. 001 /1 b.
$ .027/1 b.
S .943/1 b .
$. 004/1 b. $ .01/1 b.
Approximately equal for both systems
$ .000/1 b. $.002/lb.
$. 002/1 b.
$. 035/1 b. $. 009/1 b .
$ .044/1 b.
TOTAL S .056/1 b . $ .115/1 b.
Pad/Batch -- Dye - System - Consisting of pad entry with guiders, dye padder, batcher, two beam w a s h - o f f stands, dye/alkali metering pump, ten perforated beams, rotating A-fram and fabric let off.
Exhaust Dveing System for Cotton/Polyester - 19 pressure becks (1000 pounds capacity
SAVINGS WITH PAD/BATCH ----- $.068/~~ OR $656,370 P E R YEAR.
TABLE I I I
Related Documents











