A Centre of Excellence for Grinding Solutions PRACTICAL TRAINING REPORT FROM 24 th May 2012 TO 25 th June 2012 Submitted By: AJAY KUMAR SAMARIYA (GLOBLE INSTITUTE OF TECHNOLOGY) IV year (MECHANICAL)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

A Centre of Excellence for Grinding Solutions
PRACTICAL TRAINING REPORT
FROM 24th May 2012 TO 25th June 2012
Submitted By:
AJAY KUMAR SAMARIYA
(GLOBLE INSTITUTE OF TECHNOLOGY)
IV year (MECHANICAL)

ACKNOWLEDGEMENT
We feel profound happiness in forwarding this industrial training report as an image of sincere
efforts. It is almost in evitable to ensure indebt ness to all who generously helped by sharing their
valuable experience & devoting their precious time with us, without whom this industrial
training report would never have been accomplished.
I am highly indebted to HMT TRAINING INCHARGE for providing us with the
opportunity of industrial training such reputed and leading industry where we were not only
trained in technical aspects but also on human grounds. We also thanks to the staff of the
industry who, throughout the visit guided us their valuable guidance is indeed praiseworthy in
the entire process.
AJAY KUMAR SAMARIYA
B.Tech , Final Year , ME

PREFACE
Engineering student gets theoretical knowledge only through their books.
Only theoretical Knowledge is not sufficient for absolute mastery in any field. Theoretical
knowledge given in our book is not of much use without knowing its practical implementation. It
has been experienced that theoretical knowledge is volatile in nature; however practical
knowledge makes solid foundation in our mind.
To accomplish this aspect the Rajasthan Technical University has included Industrial training for
the student of degree in the ending of VI semester. We accomplished our Industrial training on
24th
May 2012 to 25th
June 2012 succeeding chapters give details about what we have learnt
from the prestigious Organization.
CONTENTS:-
Introduction
HMT at a glance
Different departments of HMT
HMT Grinding Solutions
Cylindrical grinding machines
Important parts
Applications
Major customers
Major achievements in last five years

Chapter-1 INTRODUTION
When India achieved independence in 1947, there was hardly any industrial base
in the country. Right form the prior H.M.T. has played an important role in providing the
much needed industrial base as well as a launching pad for the growth & development of
the country.
HMT was conceived by the Government of India in 1949, and was incorporated
in 1953, with the objective of producing a limited range of machine tools, required for
building an industrial edifice for the country.
HMT Limited was established in 1953 in technical collaboration with M/s
Orleikon of Switzerland. Over the years, new products have been added to its
manufacturing range. It has technical collaboration with over 30 leading International
Engineering Companies for manufacture of various products HMT’s diversified product
range includes Machine Tools, Watches, Tractors, Printing Machine Press, Di-Casting
and Plastic Injection, Moulding Machines, Food Processing Machinery, CNC Systems,
Bal Screws etc.
This Unit was established as Machine Tool Corporation of India limited in
January 1964 keeping in view the Government Policy of differing new industries in under
developed areas of the country and achieving self reliance in production of Grinding
Machine Tools which were imported.
This Unit was started 1970-71 with a production of Rs. 8.64 Lack faces with
difficulty in procurement of quality Machine Tool Casings a captive Foundry Plant was
installed in 193 with a capital of about Rs.2 Crore.
This Unit was subsequently merged with HMT Ltd. On 1st April 1975 as sixth
Machine Tool Plant with this merger; the Unit got backup support of HMT. The basic
plant was established with the collaboration of the Czechoslovakian firms, M/s Skoda
Export, Praha and German firm WMW, then in East Germany.

1.1 HMT AT A GLANCE
Date of Registration 11-01-1967
Commencement of Production 1970-71
Merger with HMT 1-04-1975
Capital Employed (as on 1.4.2007) 201 Lacs.
Land Area –Total 178 Acres
Plant Foundry 62 Acres
Township 116 Acres
Covered Area (Plant) 31848 Sq. M.
No. of Quarters 136
Power Required 4.00 Lacs Units/Month
No. of Employees (as on 01.04.2011) 381
No. of Machines 250
ISO-9001 Certified 1994
Unit situated area 178 acres
[62 acres : For factory campus
166 acres : for township
136 quarters : for housing its employees]
Cost of Machines working in the unit 6 Lacs up to 1 CR.60 Lacs
No. Of machine shops 180
Working shifts 4
[‘A’ shift - (6.00am to 2.00pm)
‘B’ shift - (2.00pm to 10.00pm)
‘C’ shift - (10.00pm to 8.00am)
1.2 DIFFERENT DEPARTMENTS OF HMT
1.2.1 Human Resource Department:
Headed by Joint General Manager (HRM) this department is setup with an aim of
conservation and proper utilization of human resources and is also responsible for
maintaining the cordial relations between employees and management. The other important
functions of this department are performance appraisal and different welfare activities for
the employee.
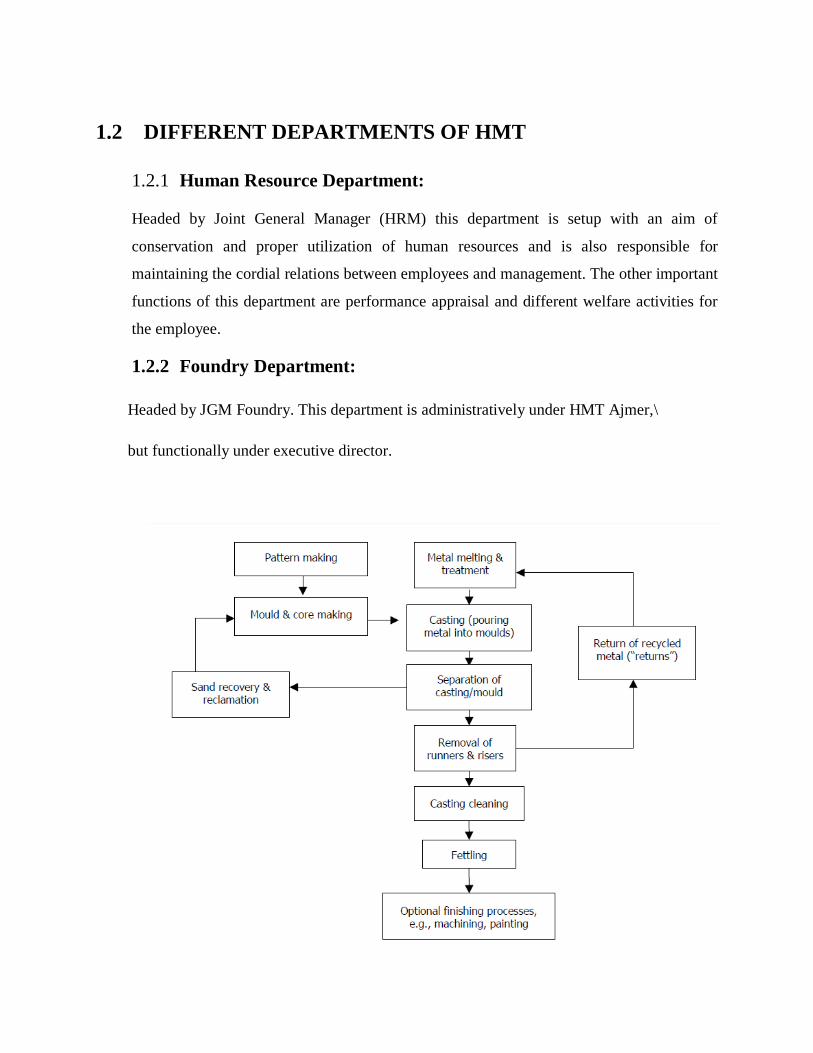
1.2.2 Foundry Department:
Headed by JGM Foundry. This department is administratively under HMT Ajmer,\
but functionally under executive director.

1.2.2.1 Pattern making
Patterns provide the exterior (mould) or interior (core)shape of the finished casting and
are produced in wood,metal or resin for use in sand mould and core making.Patterns are
usually made in two halves.
1.2.2.2 Sand mould and core making
Sand casting is the most common production technique, especially for ferrous castings.
Sand is mixed with clay and water or with chemical binders and then packed or rammed
around the pattern to form a mould half. The two halves are joined together to make the
mould - a rigid cavity that provides the required shape for the casting, as shown in Fig.
6 below.
Variations on this technique include the use of plaster in place of sand and the recently
invented Patternless process (CDC 2000), where the mould is machined directly out
of a sand block without the need for a pattern.
Cores are produced by blowing, ramming or in heated processes, investing sand into a
core box. The finished cores, which can be solid or hollow, are inserted into the mould

to provide the internal cavities of the casting before the mould halves are joined. Sand
cores are also widely used in diecasting, where permanent metal moulds are employed.
1.2.2.3 Metal melting
Molten metal is prepared in a variety of furnaces, the choice of which is determined by
the quality, quantity and throughput required.
Electric induction furnaces are the most common type used for batch melting of
ferrous, copper and super alloys. This method involves the use of an electrical current
surrounding a crucible that holds the metal charge. Furnace sizes range from < 100 kg
up to 15 tonnes.
For production of super alloys and titanium, melting may be undertaken in a vacuum
chamber to prevent oxidation
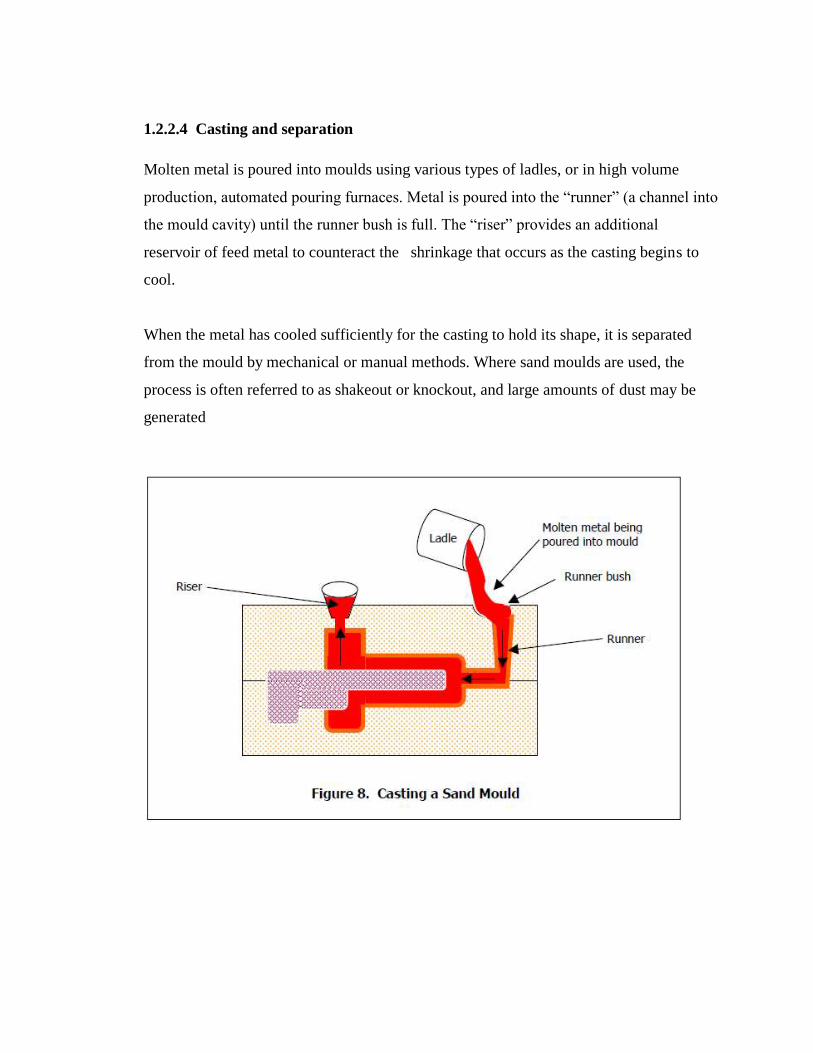
1.2.2.4 Casting and separation
Molten metal is poured into moulds using various types of ladles, or in high volume
production, automated pouring furnaces. Metal is poured into the “runner” (a channel into
the mould cavity) until the runner bush is full. The “riser” provides an additional
reservoir of feed metal to counteract the shrinkage that occurs as the casting begins to
cool.
When the metal has cooled sufficiently for the casting to hold its shape, it is separated
from the mould by mechanical or manual methods. Where sand moulds are used, the
process is often referred to as shakeout or knockout, and large amounts of dust may be
generated
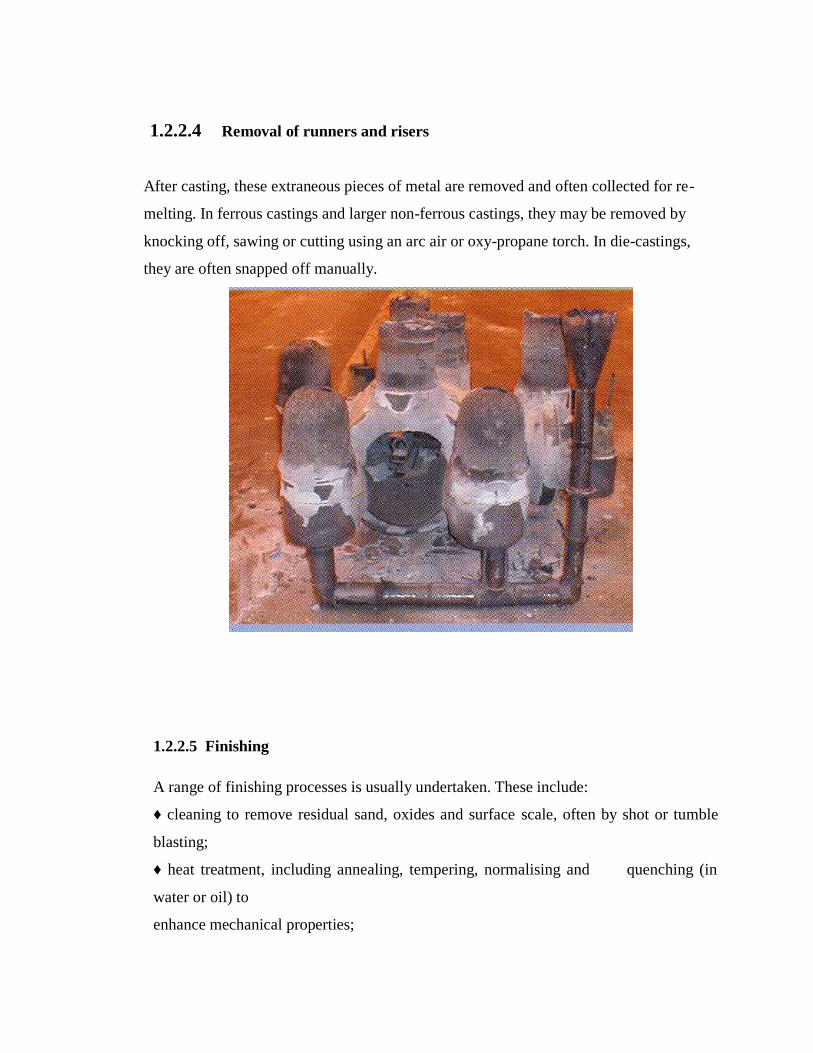
1.2.2.4 Removal of runners and risers
After casting, these extraneous pieces of metal are removed and often collected for re-
melting. In ferrous castings and larger non-ferrous castings, they may be removed by
knocking off, sawing or cutting using an arc air or oxy-propane torch. In die-castings,
they are often snapped off manually.
1.2.2.5 Finishing
A range of finishing processes is usually undertaken. These include:
♦ cleaning to remove residual sand, oxides and surface scale, often by shot or tumble
blasting;
♦ heat treatment, including annealing, tempering, normalising and quenching (in
water or oil) to
enhance mechanical properties;
♦ removal of excess metal or surface blemishes, (e.g., flash resulting from incomplete
mould
closure or burrs left from riser cut-off), by grinding, sawing or arc air (oxy-propane
cutting);
♦ rectification of defects by welding;
♦ machining;
♦ non destructive testing to check for defects;
♦ priming, painting or application of a rust preventative coating.
1.2.2.6 Sand recovery and reclamation
The industry recycles a large proportion of mould and core making sand internally for
re-use. This involves processing to remove tramp metal and returns the sand to a
condition that enables it to beused again for mould or core production
1.2.3 Manufacturing and Assembly Department:
Headed by JGM (manufacturing). HMT Ajmer’s manufacturing environment is highly
advanced; this department also looks after utilizing only the latest production
techniques in all phases of manufacturing maintenance. This assembly of machine is
done stages, much as sub assembly. Group assembly and final assembly of individual
components. There subassemblies after inspection pass on group assembly, which
consists of head stock assembly, saddle, gearbox, tail stock assemblies etc. this group
then reaches to the final assembly to be fitted on the bed. Electrical are also inter faced
and the machine is ready for final testing and printing of plant and equipment.
1.2.4 Service & Inspection Department:
Headed by DGM. This department is responsible for inspection & Servicing of the
M/C’s. This department is concerned with the inspection of various components and
machines being manufactured. The inspection is carried out in various stages, beginning
from the inspection of individual components at different stages of manufacturing
followed by the inspection of the whole machine while included final runs etc.
Inspection of incoming material is also handled.
1.2.5 Materials Department:
Headed by JGM. It is responsible for all kinds of purchases made by unit. This
department also maintains a Central store and looks after appropriate levels.
1.2.6 Planning Department:
Headed by JGM(EQ). The main functions of the planning department are as under: -
Time calculations for each operation. Job card booking of workers in shifts.
To prepare monthly progress reports for the production activities carried out in shop.
To calculate manpower and machines available, accordingly new machines are ordered
and component.
Counting of products and components.
Prepare machines and sectional layouts
1.2.7 Design Department:
Headed by JGM. Its functions are: -
Design & development of products.
Vendor development for new items.

Drawing of component, group assembly, special assembly etc. along with master part
list (BOM) for machines.
Deciding the type of material required for each component grade such as casting alloy
etc.
Testing & trials of machines.
Marketing of special purpose machine.
1.2.8 Finance Department:
Headed by AGM Finance. The functions of this department include maintenance of all
accounts of the Company. The balance sheet is finally prepared which is sent to the
head office for the preparation of combined balance sheet. The costing section of this
dept. is responsible for the computing of each product of that the selling price may be
determined accordingly.
1.2.9 Sales Department:
is headed by JGM(Sales). This dept. is divided into 3 sections viz. Sales, Spares and
Reconditioning. These functions of sales sections are the execution of sales order and to
bid for contracts through tenders. The function of service section is to provide after
sales & also looks after customer’s complaints and supply of spares.
1.2.10 Security Department:
This is headed by Junior Security officer. Main function of this dept. is preventions of
theft, sabotage and maintenance of industrial security within the HMT compound
including Township.
1.2.11. Quality Assurance Department:
Dy. General Manager heads this department. This department also looks after the
feedback received from marketing division so as to make improvement accordingly

1.3 HMT Grinding Solutions:-
CNC Cylindrical Grinding Machines
Small / Medium / Heavy duty
Cam shaft Grinder
Crank shaft Grinder (Medium & Heavy Duty)
CNC Centreless grinding Machines
CNC Double Disc Grinding Machines
CNC Internal Grinding Machines
CNC Surface Grinding Machines
CNC Turning Centre
CNC Training Machines
1.3.1 CYLINDRICAL GRINDING MACHINES
1.3.1.1 K 130 CH -130/150, CD- 300/500/800/1000 (ANUBHAV)

MACHINE FEATURES
Bed made of high tensile strength cast iron, heavily ribbed for better vibration damping
and shock absorption.
Precision, widely placed V & flat guideways for table with continuous automatic
lubrication. Turcite lining for G17.
Grinding wheel head spindle runs in a high precision hydrodynamic bearing.
Higher powered wheel head for production model for high rate of stock removal.
Spindle is nitrided and super finished for reliability and life.
Precision, V & Flat guideways with turcite for infeed slide for better damping & higher
repeatability.
Automatic infeed at table reversal for traverse grinding operation.
Auto plunge grinding cycle consisting of rapid approach, coarse feed, fine feed, spark out
and rapid retraction.
Single piece robust construction with long guided sleeve for better rigidity of tailstock.
Independent drive for internal grinding attachment.
Single push button control cycle.

1.3.1.2 G 17 CH- 175/225, CD- 800. 120 (APURVA)
MACHINE FEATURES
Infeed and table guideways lined with turcite B
Two axes CNC controlled external cylindrical grinding machine with Siemens / Fanuc
CNC System
Both axes are driven by preloaded ball screw and servo motor
Linear and circular interpolation
Machine system Metric or Inch
Input system Metric or Inch
Position measuring system - incremental encoders
Variable pulse weighing
One machine home position per axis
Data input and output during machining
Manual data input via key board
Backlash compensation in each axis
U-MODEL:
With Internal grinding machine
Swiveling wheel head
Work head with rotating spindle with antifriction bearing
Wheel head motor power is 4KW

P-MODEL:
Fixed wheel head
Work head with nonrotating spindle
Wheel head motor power is 5.5KW
1.3.1.2 CGM-175 CNC
\

1.3.1.3 CGM -225 CNC AH
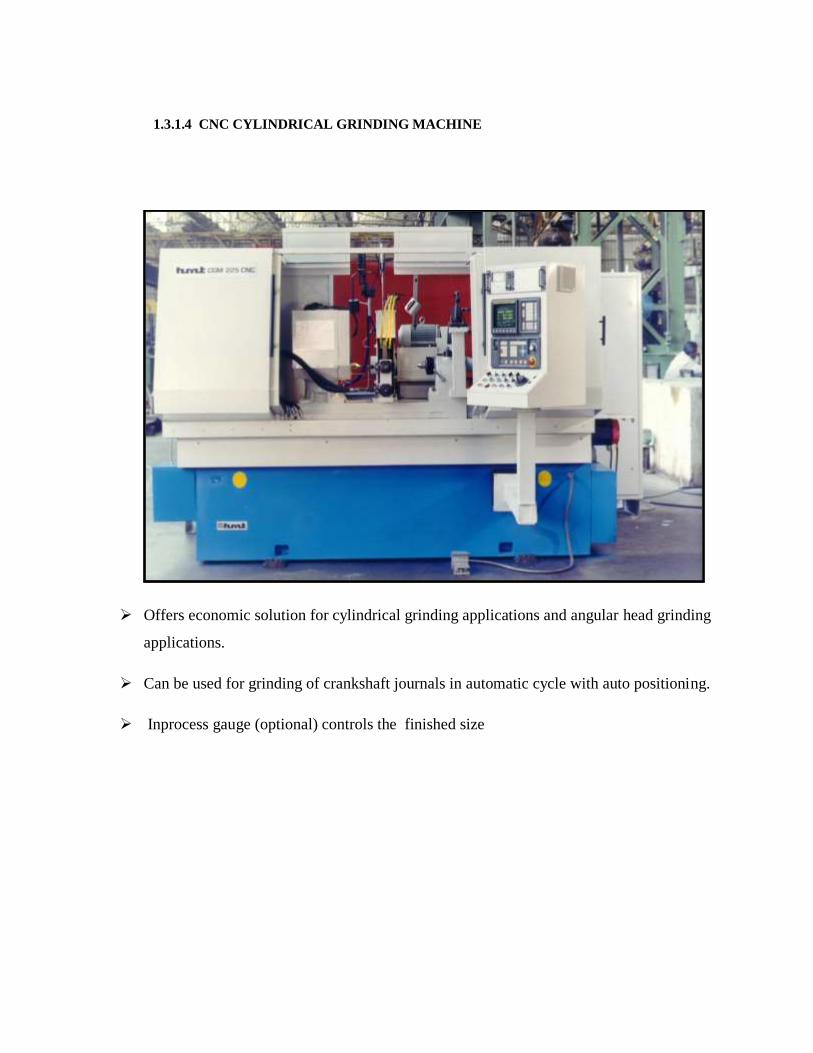
1.3.1.4 CNC CYLINDRICAL GRINDING MACHINE
Offers economic solution for cylindrical grinding applications and angular head grinding
applications.
Can be used for grinding of crankshaft journals in automatic cycle with auto positioning.
Inprocess gauge (optional) controls the finished size
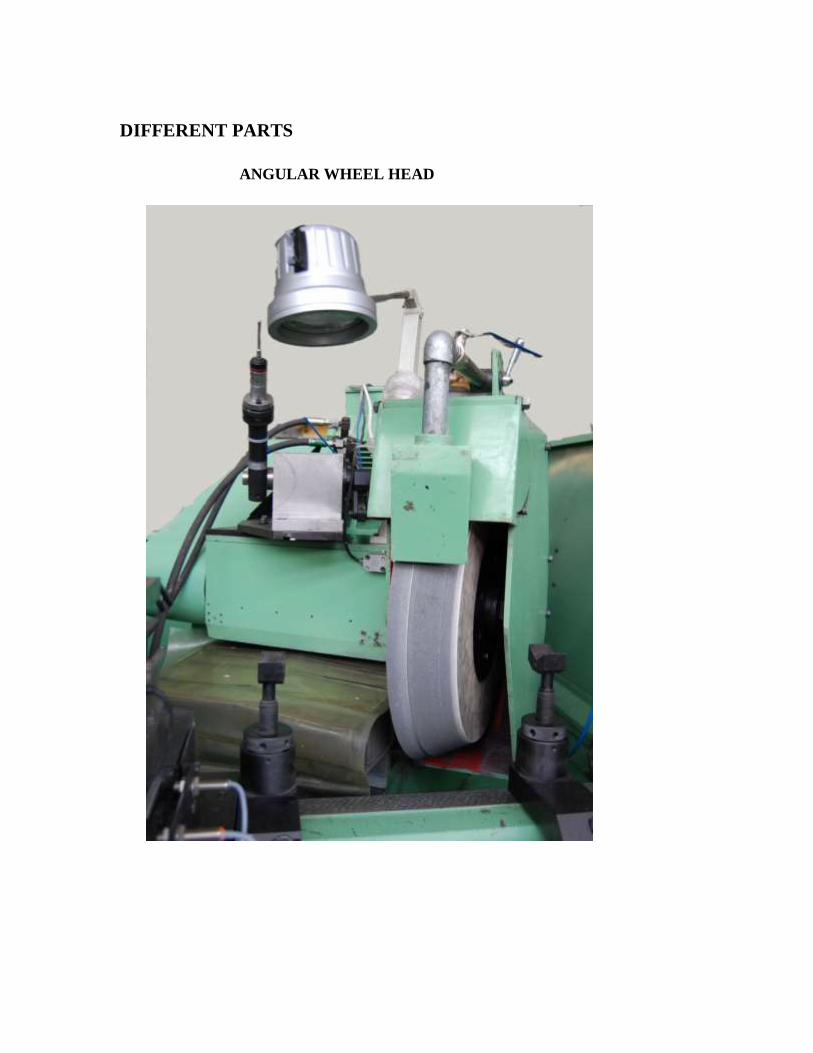
DIFFERENT PARTS
ANGULAR WHEEL HEAD

TAIL STOCK

INPROCESS GAUGE

HYDRAULIC AND COOLANT SYSTEM

CONTROL PANEL

WHEEL HEAD DRIVE

TOUCH PROBE
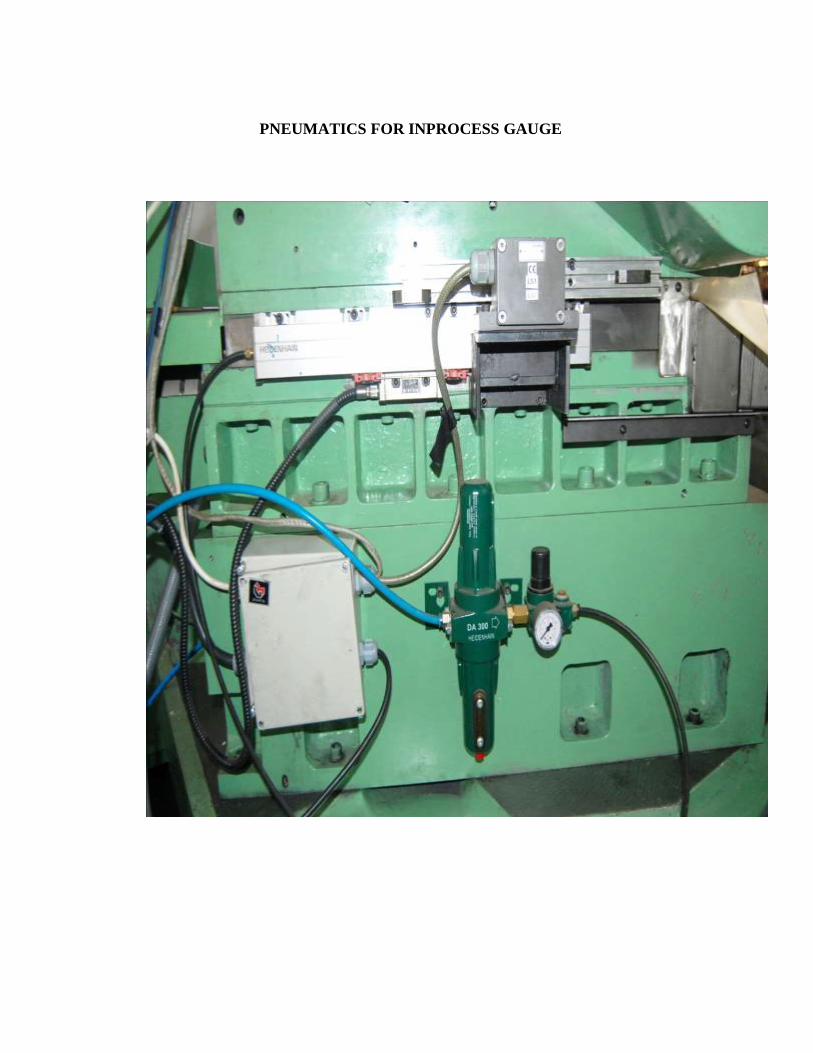
PNEUMATICS FOR INPROCESS GAUGE

1.3.1.5 Cylindrical Grinding machine at a glance

1.3.1.3CYLINDRICAL GRINDING APPLICATIONS
1. Component : Syringe Needle
Material : Stainless Steel Tube
Hardness : 35 – 40 HRC
Grinding Allowance : 0.8 mm
(sharpening)
No. of setups : One
Achievable Accuracies:
Surface Finish : 0.2 µRa
Production Rate : 15,000 pcs/hr
Loading & Unloading : Manual

2. Component : Collar Bush
Material : Case Hardening Steel
Hardness : 60 – 62 HRC
Grinding Allowance : 0.3 mm on dia.
No. of setups : One
Achievable Accuracies:
Size Tolerance : 63.66 h5 & 75.5 h5
Circularity : 0.003
Surface Finish : 0.4 µRa on OD
0.6 µRa on face
Production Rate : 60 pcs. /hr
Loading & Unloading : Manual

3. Component : Crank shaft
Material : Grey cast iron
Hardness : 170 -210 HB
Grinding Allowance : 0.1 mm on Face
No. of setups : One
Achievable Accuracies:
Surface Finish : 0.8 - 1.6 µRa
Face runout : 0.035 mm
Production Rate : 60 pcs / hr
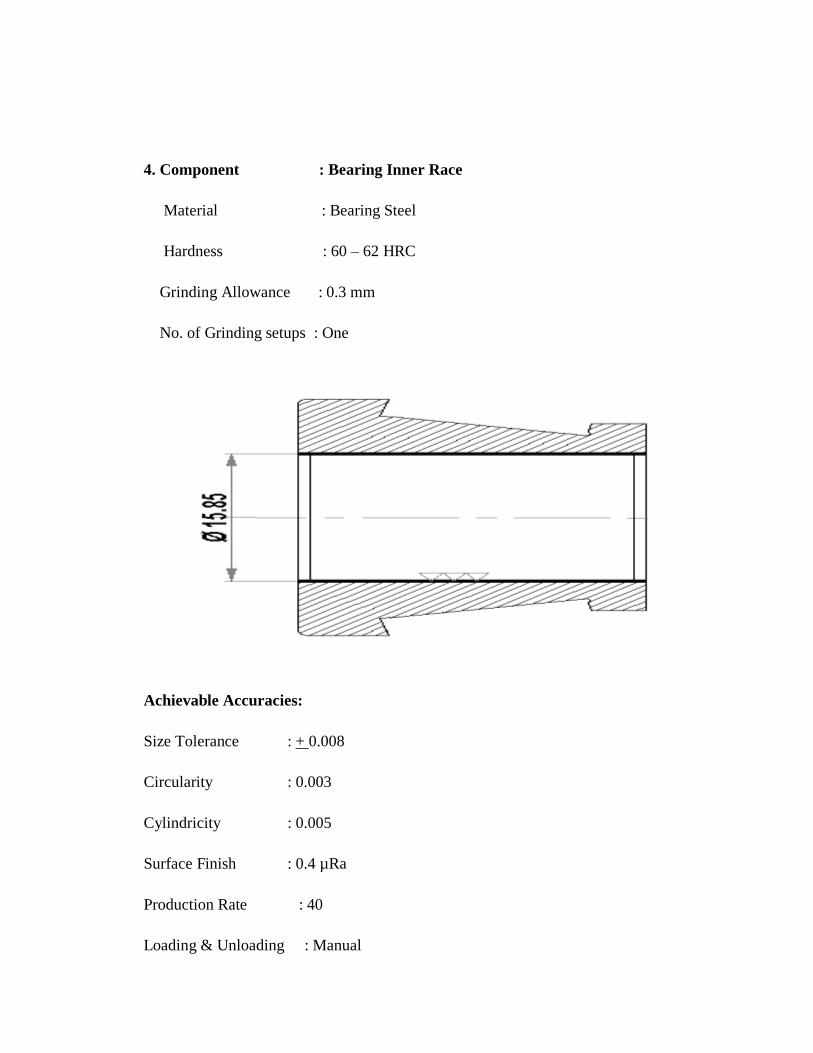
4. Component : Bearing Inner Race
Material : Bearing Steel
Hardness : 60 – 62 HRC
Grinding Allowance : 0.3 mm
No. of Grinding setups : One
Achievable Accuracies:
Size Tolerance : + 0.008
Circularity : 0.003
Cylindricity : 0.005
Surface Finish : 0.4 µRa
Production Rate : 40
Loading & Unloading : Manual

5. Component : Fan Shaft
Material : M 5
Grinding Allowance : 0.3 mm
No. of Grinding setups : One
Achievable Accuracies:
Size Tolerance : IT 7 w/o In- process Gauge
IT 5/ IT 6 with in-process Gauge
Circularity : 0.002
Cylindricity : 0.005
Surface Finish : 0.4 – 0.8 µRa
Production Rate : 90 pcs / hr

6. Component : Crank shaft
Material : Grey cast iron
Hardness : 170 - 210 HRB
Grinding Allowance : 0.3 mm
No. of Grinding setups : One
Achievable Accuracies:
Size Tolerance : 0.007
Circularity : 0.0025
Surface Finish : 0.35 µRa
Production Rate : 70 Pcs/ hr

7 Component :Bearing Inner race
Material : Bearing Steel
Hardness : 60 - 62 HRC
Grinding Allowance : 0.3 mm on OD
0.1 mm on face
No. of Grinding setups : One
Achievable Accuracies:
Size Tolerance : IT 7
Circularity : 0.003 – 0.004
Surface Finish : 0.4 µRa on OD
0.6 µRa on face
Production Rate : 50 pcs/hr

Major customers:-
Automobile Sector:-
Bajaj Auto
Ashok Leyland
Hero Honda
Honda, Thailand
Honda Motorcycles & Scooters India Ltd.
Mahindra & Mahindra
TELCO
Maruti
Premier Automobiles
Escorts Ltd,
HMT Tractors
Punjab Tractor
Ford India
LML
Hyundai Motors
TV
Auto- Ancillary:-
Kirloskar Toyada textile machinery
Shriram Piston & Rings
Munjal Showa
Gabriel India Ltd.
Mushashi Auto Products
Escorts
MICO
Bajaj Motors
Cooper Metals
International Tractors
Greaves Cotton Ltd.
SRMT
Sona Steering
Pricol
Kalyani Brakes
TATA Yutaka
Automax Industries (Omax Auto)

General Engineering:-
TI Diamonds
AUDCO
Assam Carbon Ltd.
BPL
Videocon
Voltas
Godrej
Kirloskar Copeland
Himson Textiles
Bearing Industries:-
Timken India
HMT Bearing
SKF Bearing
NRB Bearings
KCI Bearings
NEI

Defence:-
Ordnance Factory Ambernath, Khamaria, Ambajari, Katni, Kanpur
V.F & GCF Jabalpur,
MSF Ishapore
Nuclear Fuel Complex (NFC)
H.V.F. Avadi
A.H.Q
Base Repair Depot (BRD)
HAL
Army Base Workshops (ABW)

MAJOR ACHIEVEMENTS IN LAST FIVE YEARS (IN HOUSE DEVELOPMENT)
Development of 8 axes CNC CRANK SHAFT JOURNAL AND PIN GRINDING MACHINE as Import Substitution.
CNC Centreless grinding machine for grinding bearing race dia. upto 300 mm as import substitution.
CNC Heavy Duty Vertical spindle reciprocating table surface grinding machine for grinding locomotive equalizer beams to M/s.CLW, Chittaranjan.
CNC Heavy Duty Cylindrical grinding machine with 3000kg weight capacity, swing 840mm & ABC 3000mm . Highest value order executed in history of MTA as import substitution at a price of Rs.330 lakhs for BHEL Haridwar.
CNC Heavy Duty Internal Grinding machine model GI400(SPM) for grinding carbide bush ID up to 400mm with diamond grinding wheel for M/S Flow Serve, Chennai.
CNC Heavy Duty Double Disc Grinding machine with Shot Gun Type Feeder for Grinding both faces of Large bearing races as import substitution for M/s Timken, Jamshedpur.
Robotics loading and un loading of con rods on CNC double disc grinding machine to M/s.Mushashi Auto, Gurgaon.
PLANS FOR 2012-13
Particulars ACTUAL ESTIMATE GROWTH(%)/ PLAN FOR
2010-11 2011-12 VARIATION 2012-13
Value in ` Lakhs
Production 1945 2836 46 4000
Sales (I) 2162 2624 21 3942
Sales (X) 47 77 64 58
Sales (T) 2209 2701 22 4000
Gross Margin (PBDIT) -505 116 +621 L 657
Opening Pending Orders 4013 5434 +1421 L 5434
No. of employees 381 332 (-) 49 -
Thank you
HMT Machine Tools
Limited,AJMER

Related Documents











