© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02 Aktuellste Version auf www.synventive.com - 217 - Alle Rechte vorbehalten Übersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten DE Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie 8.8 Service für Nadelbetätigungszylinder der PNC5018M01 Serie 8.8.1 Technische Daten PNC5018M01-F / PNC5018M01-R Nadelbetätigungszylinder, auf Verteiler aufgeschraubt. Doc003349.png Doc003597.png (A) geschlossen (CLOSED) (B) offen (OPEN) (C) Anschluß - Kühlung Nadelbetätigung Betriebsmedium pneumatisch Druckbereich 14 - 20 bar Betriebsdruck max. 20 bar Schaltzeit der Verschlussnadel ~0,5 s (14 bar) Nadelhub 18 mm Justierung ± 1,5 mm über Einstellgewinde von außen Kraft beim Schließen 2749 N (14 bar) 3142 N (16 bar) 3535 N (18 bar) 3927 N (20 bar) Kraft beim Öffnen 2167 N (14 bar) 2477 N (16 bar) 2786 N (18 bar) 3096 N (20 bar) Anschlüsse M 12 x 1,5 (8-L) Kühlung Medium Kühlwasser Volumenstrom 6 l/min Druck Kühlmedium max. 8 bar (116 psi) Temperaturbereich 30 - 80 °C Temp.-Differenz IN/OUT max. 5 °C Anschlüsse M 12 x 1,5 (8-L) max. 3 Nadelbetätigungszylinder in Reihe Verschlussnadel Verschlussnadel Ø 5 mm Aufhängung Schnellkupplung, verdrehgesichert NOTICE Das verwendete Kühlmedium muss entsprechend aufbereitet werden, z. B. gefiltertes Wasser mit Korrosions- und Frostschutzmitteln. Für eine lange Lebensdauer und eine dauerhaft einwandfreie Funktion des Nadelbetätigungszylinders, empfeh- len wir gefilterte Druckluft zu verwenden. Um Beschädigungen der Dichtungen zu vermeiden, muss nach Abschaltung der Heißkanalheizungen die Zylin- derkühlung mindestens noch 15 Minuten in Betrieb sein.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 217 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8 Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.1 Technische Daten PNC5018M01-F / PNC5018M01-RNadelbetätigungszylinder, auf Verteiler aufgeschraubt.
Doc003349.png
Doc003597.png
(A) geschlossen (CLOSED)(B) offen (OPEN)(C) Anschluß - Kühlung
NadelbetätigungBetriebsmedium pneumatischDruckbereich 14 - 20 barBetriebsdruck max. 20 barSchaltzeit der Verschlussnadel
~0,5 s (14 bar)
Nadelhub 18 mmJustierung ± 1,5 mm
über Einstellgewinde von außenKraft beim Schließen 2749 N (14 bar)
3142 N (16 bar) 3535 N (18 bar) 3927 N (20 bar)
Kraft beim Öffnen 2167 N (14 bar) 2477 N (16 bar) 2786 N (18 bar) 3096 N (20 bar)
Anschlüsse M 12 x 1,5 (8-L)KühlungMedium KühlwasserVolumenstrom 6 l/minDruck Kühlmedium max. 8 bar (116 psi)Temperaturbereich 30 - 80 °C
Temp.-Differenz IN/OUT max. 5 °CAnschlüsse M 12 x 1,5 (8-L)
max. 3 Nadelbetätigungszylinder in ReiheVerschlussnadelVerschlussnadel Ø 5 mmAufhängung Schnellkupplung, verdrehgesichert
NOTICEDas verwendete Kühlmedium muss entsprechend aufbereitet werden, z. B. gefiltertes Wasser mit Korrosions- und Frostschutzmitteln.Für eine lange Lebensdauer und eine dauerhaft einwandfreie Funktion des Nadelbetätigungszylinders, empfeh-len wir gefilterte Druckluft zu verwenden.Um Beschädigungen der Dichtungen zu vermeiden, muss nach Abschaltung der Heißkanalheizungen die Zylin-derkühlung mindestens noch 15 Minuten in Betrieb sein.
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 218 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
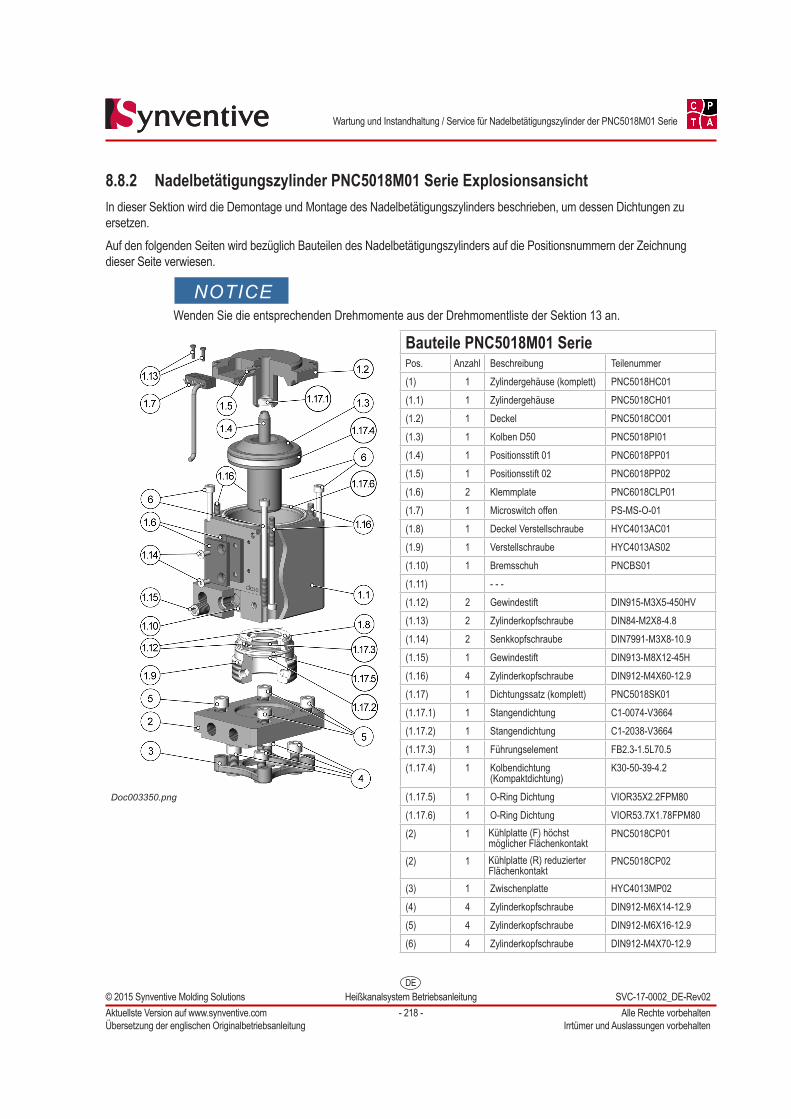
8.8.2 Nadelbetätigungszylinder PNC5018M01 Serie ExplosionsansichtIn dieser Sektion wird die Demontage und Montage des Nadelbetätigungszylinders beschrieben, um dessen Dichtungen zu ersetzen.Auf den folgenden Seiten wird bezüglich Bauteilen des Nadelbetätigungszylinders auf die Positionsnummern der Zeichnung dieser Seite verwiesen.
NOTICEWenden Sie die entsprechenden Drehmomente aus der Drehmomentliste der Sektion 13 an.
Doc003350.png
Bauteile PNC5018M01 SeriePos. Anzahl Beschreibung Teilenummer(1) 1 Zylindergehäuse (komplett) PNC5018HC01(1.1) 1 Zylindergehäuse PNC5018CH01(1.2) 1 Deckel PNC5018CO01(1.3) 1 Kolben D50 PNC5018PI01(1.4) 1 Positionsstift 01 PNC6018PP01(1.5) 1 Positionsstift 02 PNC6018PP02(1.6) 2 Klemmplate PNC6018CLP01(1.7) 1 Microswitch offen PS-MS-O-01(1.8) 1 Deckel Verstellschraube HYC4013AC01(1.9) 1 Verstellschraube HYC4013AS02(1.10) 1 Bremsschuh PNCBS01(1.11) - - -(1.12) 2 Gewindestift DIN915-M3X5-450HV(1.13) 2 Zylinderkopfschraube DIN84-M2X8-4.8(1.14) 2 Senkkopfschraube DIN7991-M3X8-10.9(1.15) 1 Gewindestift DIN913-M8X12-45H(1.16) 4 Zylinderkopfschraube DIN912-M4X60-12.9(1.17) 1 Dichtungssatz (komplett) PNC5018SK01(1.17.1) 1 Stangendichtung C1-0074-V3664(1.17.2) 1 Stangendichtung C1-2038-V3664(1.17.3) 1 Führungselement FB2.3-1.5L70.5(1.17.4) 1 Kolbendichtung
(Kompaktdichtung)K30-50-39-4.2
(1.17.5) 1 O-Ring Dichtung VIOR35X2.2FPM80(1.17.6) 1 O-Ring Dichtung VIOR53.7X1.78FPM80(2) 1 Kühlplatte (F) höchst
möglicher FlächenkontaktPNC5018CP01
(2) 1 Kühlplatte (R) reduzierter Flächenkontakt
PNC5018CP02
(3) 1 Zwischenplatte HYC4013MP02(4) 4 Zylinderkopfschraube DIN912-M6X14-12.9(5) 4 Zylinderkopfschraube DIN912-M6X16-12.9(6) 4 Zylinderkopfschraube DIN912-M4X70-12.9

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 219 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.3 Nadelbetätigungszylinder Montage- und DemontagewerkzeugeDie Übersicht zeigt Spezialwerkzeuge, die zur einwandfreien Montage- / Demontage der Nadelbetätigungszylinder und deren Dichtungen benötigt werden.Auf den folgenden Seiten wird bezüglich Teilen der Montage-/ Demontagewerkzeuge auf die Positionsnummern der Zeichnung dieser Seite verwiesen.
Doc003351.png
Montage- und Demontagewerkzeuge - ATCYL18Pos. Beschreibung Teilenummer(T1) Spreizhülse ATCYL1801(T2) Aufziehkonus ATCYL1802(T3) Kalibrierhülse ATCYL1803
(T4) Verschlussnadel Demontage Werkzeug ATCYL0303
(T4.1) Adapter HYC4013 ATCYL030301(T4.2) Schlagkörper ATCYL0101(T4.3) Führungsstange ATCYL0102(T4.4) Anschlag ATCYL0104(T4.5) Zylinderstift DIN6325-5m6X20(T4.6) Zylinderkopfschraube DIN6325-5M6X20
NOTICEDiese Werkzeuge sind nicht Bestandteil des Lieferumfanges, können aber bei Synventive angefordert werden.
8.8.4 Besondere Merkmale, Optionen und ZubehörKühlung bei vollem Flächenkontakt zur
Nadelführung
Kühlung bei reduziertem Flächenkontakt zur
Nadelführung
Micro Switch Kontrol Display Modul
PNC5018M01-F ● − ● ●PNC5018M01-R − ● ● ●
● Standard○ Optional− nicht möglich
8.8.4.1 Kühlplatte mit Flächenkontakt zur NadelführungPNC5018M01-F mit Kühlplatte PNC5018CP01 für vollen Flächenkontakt zur Nadelführung.PNC5018M01-R mit Kühlplatte PNC5018CP02 für reduzierten Flächenkontakt zur Nadelführung.
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 220 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
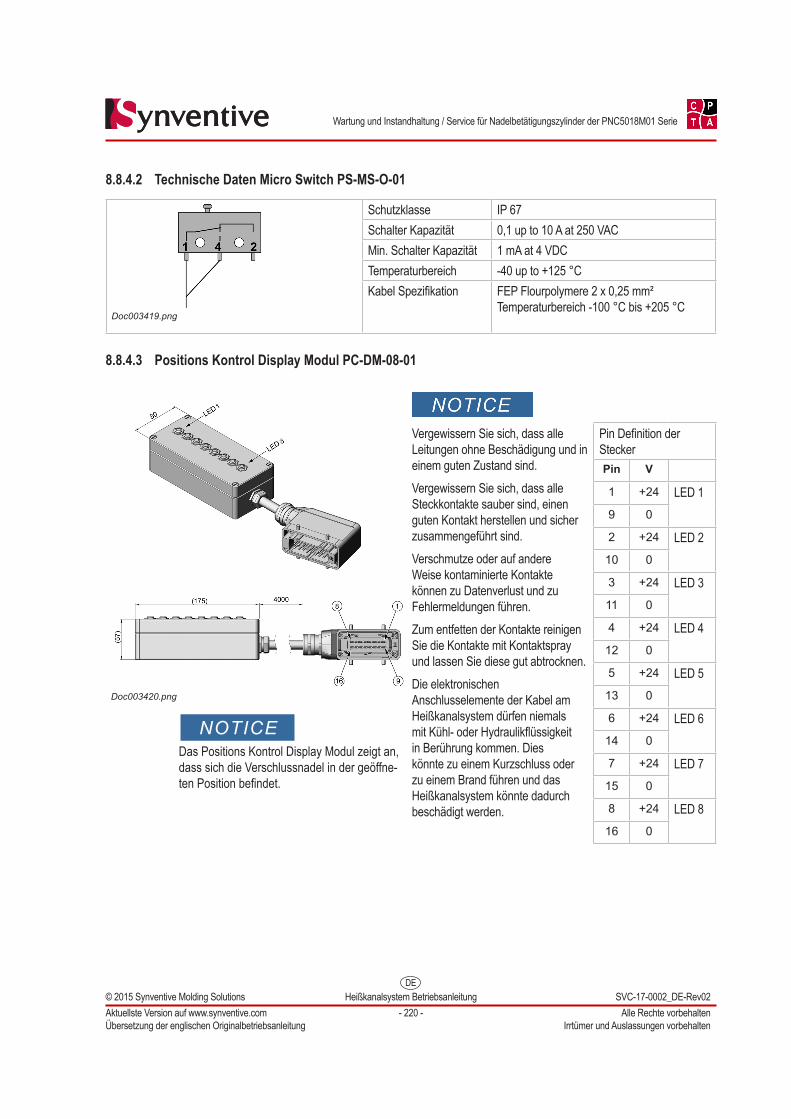
8.8.4.2 Technische Daten Micro Switch PS-MS-O-01
Doc003419.png
Schutzklasse IP 67Schalter Kapazität 0,1 up to 10 A at 250 VACMin. Schalter Kapazität 1 mA at 4 VDCTemperaturbereich -40 up to +125 °CKabel Spezifikation FEP Flourpolymere 2 x 0,25 mm²
Temperaturbereich -100 °C bis +205 °C
8.8.4.3 Positions Kontrol Display Modul PC-DM-08-01
Doc003420.png
NOTICEDas Positions Kontrol Display Modul zeigt an, dass sich die Verschlussnadel in der geöffne-ten Position befindet.
Vergewissern Sie sich, dass alle Leitungen ohne Beschädigung und in einem guten Zustand sind.Vergewissern Sie sich, dass alle Steckkontakte sauber sind, einen guten Kontakt herstellen und sicher zusammengeführt sind. Verschmutze oder auf andere Weise kontaminierte Kontakte können zu Datenverlust und zu Fehlermeldungen führen.Zum entfetten der Kontakte reinigen Sie die Kontakte mit Kontaktspray und lassen Sie diese gut abtrocknen.Die elektronischen Anschlusselemente der Kabel am Heißkanalsystem dürfen niemals mit Kühl- oder Hydraulikflüssigkeit in Berührung kommen. Dies könnte zu einem Kurzschluss oder zu einem Brand führen und das Heißkanalsystem könnte dadurch beschädigt werden.
Pin Definition der SteckerPin V
1 +24 LED 19 0
2 +24 LED 210 0
3 +24 LED 311 0
4 +24 LED 412 0
5 +24 LED 513 0
6 +24 LED 614 0
7 +24 LED 715 0
8 +24 LED 816 0
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 221 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
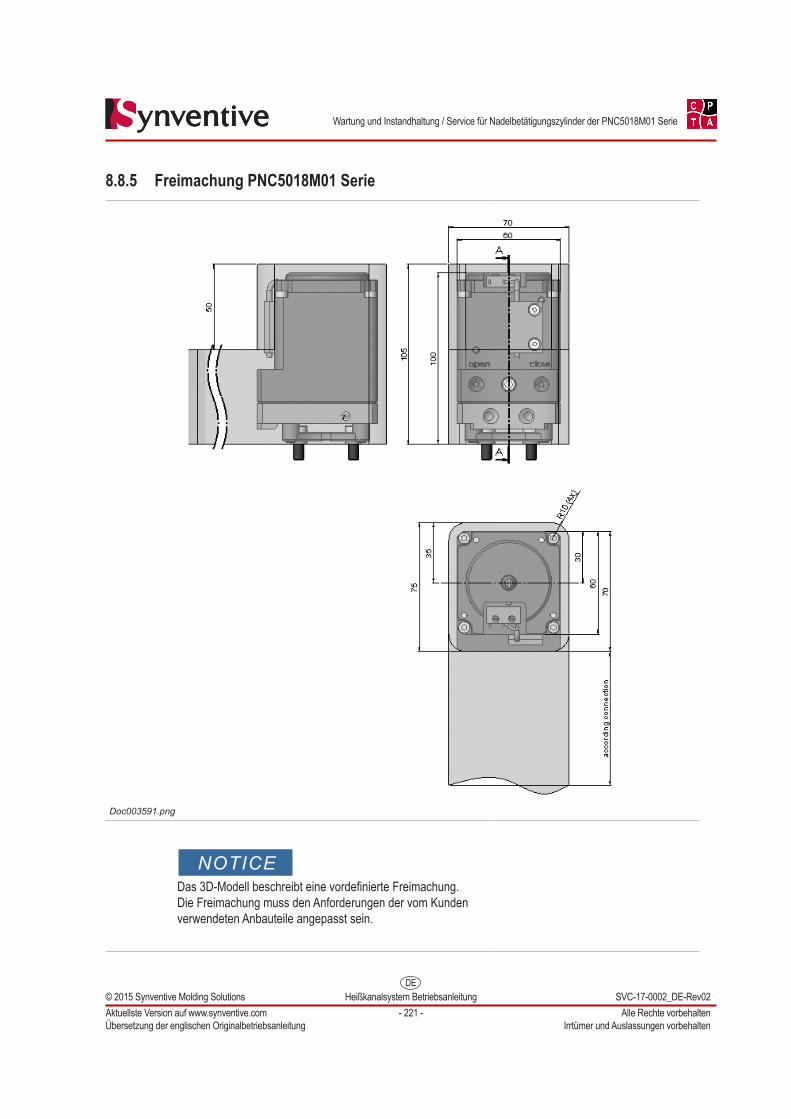
8.8.5 Freimachung PNC5018M01 Serie
Doc003591.png
NOTICEDas 3D-Modell beschreibt eine vordefinierte Freimachung. Die Freimachung muss den Anforderungen der vom Kunden verwendeten Anbauteile angepasst sein.
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 222 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.6 Demontage eines Nadelbetätigungszylinders der PNC5018M01 Serie
Pneumatik
Gefahr durch PneumatikDurch den Anschluß oder die Trennung von Pneumatikverbindungen, welche unter hohem Druck stehen, können Verletzungen bewirkt werden.Pneumatikanlagen dürfen nur durch geschulte Pneumatikfachkräfte bedient und gewartet werden.
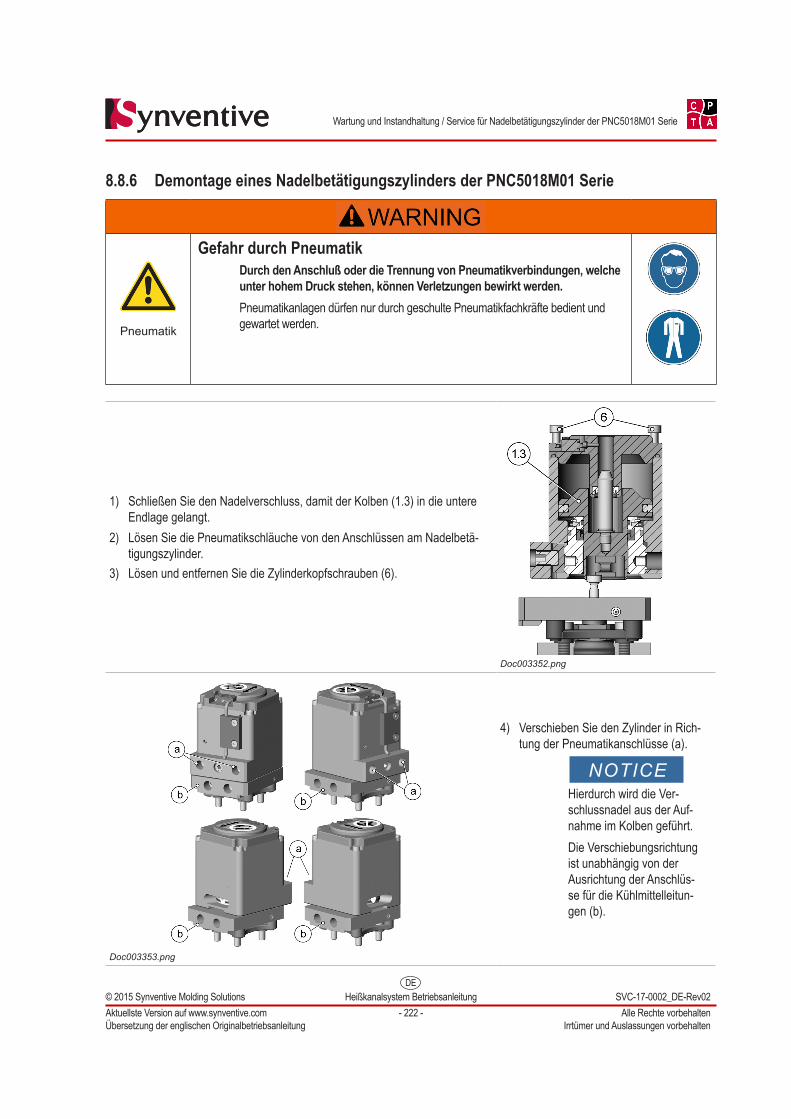
1) Schließen Sie den Nadelverschluss, damit der Kolben (1.3) in die untere Endlage gelangt.
2) Lösen Sie die Pneumatikschläuche von den Anschlüssen am Nadelbetä-tigungszylinder.
3) Lösen und entfernen Sie die Zylinderkopfschrauben (6).
Doc003352.png
Doc003353.png
4) Verschieben Sie den Zylinder in Rich-tung der Pneumatikanschlüsse (a).
NOTICEHierdurch wird die Ver-schlussnadel aus der Auf-nahme im Kolben geführt.Die Verschiebungsrichtung ist unabhängig von der Ausrichtung der Anschlüs-se für die Kühlmittelleitun-gen (b).

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 223 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
NOTICEZusätzlich befindet sich auf dem Gehäuse des Nadelbetäti-gungszylinders ein Pfeil, dieser deutet in die Richtungen, in welche die Verschlussnadel aus der Aussparung des Kolbens (1.3) geführt werden können.
Doc003357.png
5) Heben Sie den Nadelbetätigungszylinder (1) von der Kühlplatte (2).
Doc003354.png
6) Lösen und entfernen Sie die Zylinderkopfschrauben (5).7) Heben Sie die Kühlplatte (2) ab.8) Lösen und entfernen Sie die Zylinderkopfschrauben (4).9) Heben Sie die Zwischenplatte (3) ab.
Doc003355.png

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 224 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.6.1 Demontage der Verstellschrauben Baugruppe
1) Lösen und entfernen Sie die Senkkopfschrauben (1.14).2) Heben Sie die Klemmplatten (1.6) ab.3) Heben Sie den Microswitch (1.7) vom Zylindergehäuse (1.1) ab.
Doc003360.png
4) Lösen und entfernen Sie die Zylinderkopfschrauben (1.16).5) Heben Sie den Deckel (1.2) vom Zylindergehäuse (1.1) ab.6) Demontieren Sie die Stangendichtung (1.17.1) und die O-Ring Dichtung
(1.17.6) aus dem Deckel (1.2).
Doc003361.png
7) Drücken Sie den Kolben (1.3) aus dem Zylindergehäuse (1.1) heraus.8) Demontieren Sie die Elemente der Kolbendichtungen (1.17.4):
● O-Ring (1.17.4) (a) ● Dichtelement (1.17.4) (b)
Doc003362.png
9) Lösen Sie den Gewindestift (1.15).10) Entfernen Sie den Bremsschuh (1.10).
Doc003356.png
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 225 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
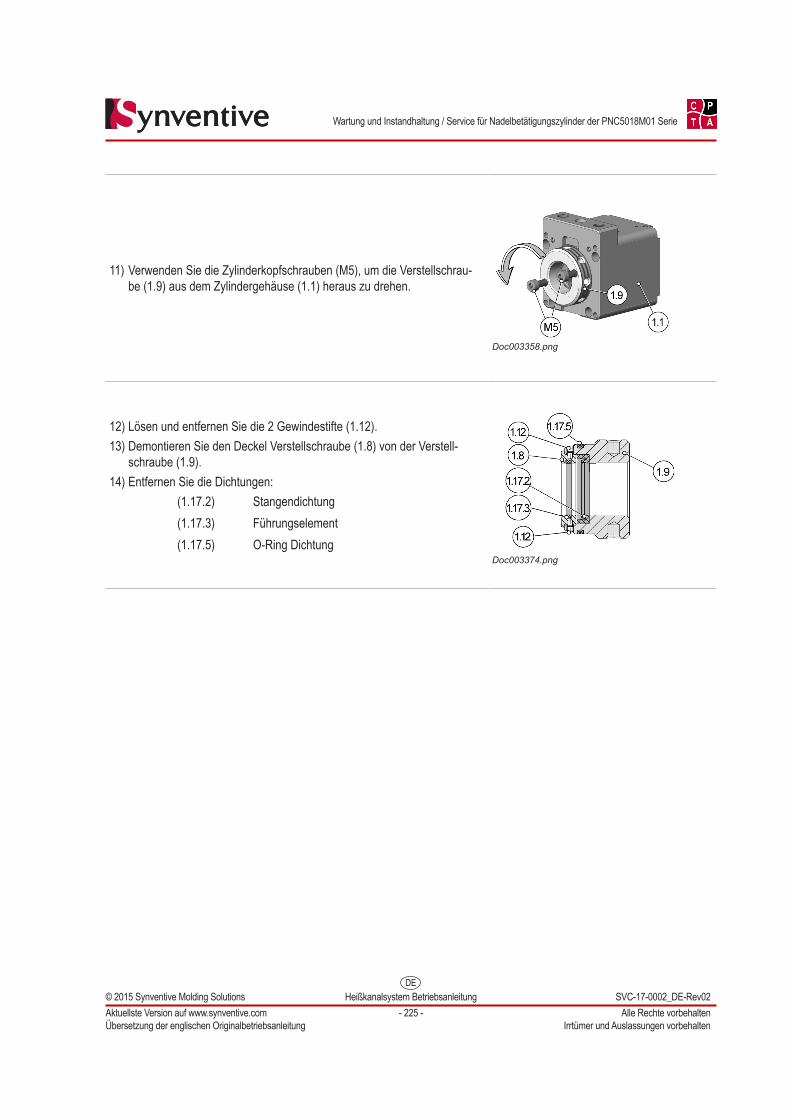
11) Verwenden Sie die Zylinderkopfschrauben (M5), um die Verstellschrau-be (1.9) aus dem Zylindergehäuse (1.1) heraus zu drehen.
Doc003358.png
12) Lösen und entfernen Sie die 2 Gewindestifte (1.12).13) Demontieren Sie den Deckel Verstellschraube (1.8) von der Verstell-
schraube (1.9).14) Entfernen Sie die Dichtungen:
(1.17.2) Stangendichtung(1.17.3) Führungselement(1.17.5) O-Ring Dichtung
Doc003374.png

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 226 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.7 Montage eines Nadelbetätigungszylinders der PNC5018M01 Serie
8.8.7.1 Montage der Kompaktdichtung am Kolben
Um die Kompaktdichtung (1.17.4) am Kolben (1.3) zu montieren, gehen Sie wie folgt vor:
1) Setzen Sie den Aufziehkonus (T2) auf den Kolben (1.3).
NOTICEDemontieren Sie nicht den Positionsstift (1.4). Der Positionsstift (1.4) ist mit Loctide im Kolben (1.3) eingeklebt.
Doc003363.png
NOTICENach der Demontage der Dichtungselemente müssen diese durch neue Dichtungen ersetzt werden.
2) Ölen Sie die 2 Elemente der Kompaktdichtung (1.17.4) mit Hydrauliköl oder Schmierfett ohne Zusatzstoffe.
● O-Ring (1.17.4) (a) ● Dichtelement (1.17.4) (b)
3) Platzieren Sie den O-Ring (1.17.4) (a) im Dichtungssitz des Kolbens (1.3).4) Drücken Sie das Dichtelement (1.17.4) (b) mit Hilfe der Spreizhülse (T1) und
des Aufziehkonus (T2) in den Dichtungssitz des Kolbens (1.3).
NOTICEDas Dichtelement (1.17.4) (b) ist nun oberhalb des O-Rings (1.17.4) (a) im Dichtungssitz des Kolbens (1.3) platziert. Doc003364.png
5) Führen Sie den Kolben (1.3) gleichmäßig in die Kalibrierhülse (T3) ein.
NOTICEDadurch wird die Kompaktdichtung (1.17.4) exakt in den Kolben (1.3) eingepasst.
Doc003365.png

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 227 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
Für die Montage der Verstellschraube im Zylindergehäuse gehen Sie wie folgt vor:
NOTICENach der Demontage der Dichtungselemente müssen diese durch neue Dichtungen ersetzt werden.
1) Ölen Sie die Dichtungen mit Hydrauliköl oder Schmierfett ohne Zusatzstoffe:(1.17.2) Stangendichtung(1.17.3) Führungselement(1.17.5) O-Ring Dichtung
2) Montieren Sie die Dichtungen am Deckel der Verstellschraube (1.8) und der Verstellschraube (1.9).
3) Befestigen Sie den Deckel der Verstellschraube (1.8) mit 2 Gewindestiften (1.12) an der Verstellschraube (1.9). Doc003374.png
Für die Montage der Dichtungen am Deckel gehen Sie wie folgt vor:
1) Montieren Sie die Stangendichtung (1.17.1) und die O-Ring Dichtung (1.17.6) am Deckel (1.2).
Doc003367.png
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 228 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
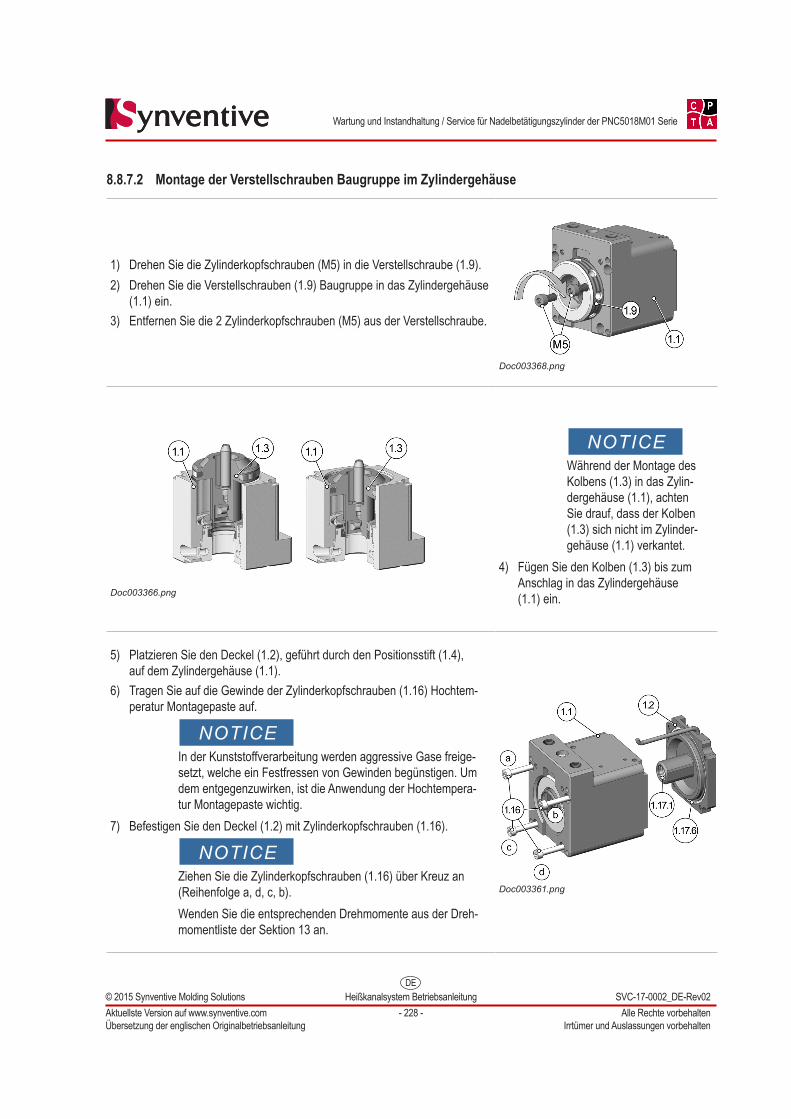
8.8.7.2 Montage der Verstellschrauben Baugruppe im Zylindergehäuse
1) Drehen Sie die Zylinderkopfschrauben (M5) in die Verstellschraube (1.9).2) Drehen Sie die Verstellschrauben (1.9) Baugruppe in das Zylindergehäuse
(1.1) ein.3) Entfernen Sie die 2 Zylinderkopfschrauben (M5) aus der Verstellschraube.
Doc003368.png
Doc003366.png
NOTICEWährend der Montage des Kolbens (1.3) in das Zylin-dergehäuse (1.1), achten Sie drauf, dass der Kolben (1.3) sich nicht im Zylinder-gehäuse (1.1) verkantet.
4) Fügen Sie den Kolben (1.3) bis zum Anschlag in das Zylindergehäuse (1.1) ein.
5) Platzieren Sie den Deckel (1.2), geführt durch den Positionsstift (1.4), auf dem Zylindergehäuse (1.1).
6) Tragen Sie auf die Gewinde der Zylinderkopfschrauben (1.16) Hochtem-peratur Montagepaste auf.
NOTICEIn der Kunststoffverarbeitung werden aggressive Gase freige-setzt, welche ein Festfressen von Gewinden begünstigen. Um dem entgegenzuwirken, ist die Anwendung der Hochtempera-tur Montagepaste wichtig.
7) Befestigen Sie den Deckel (1.2) mit Zylinderkopfschrauben (1.16).
NOTICEZiehen Sie die Zylinderkopfschrauben (1.16) über Kreuz an (Reihenfolge a, d, c, b).Wenden Sie die entsprechenden Drehmomente aus der Dreh-momentliste der Sektion 13 an.
Doc003361.png

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 229 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8) Tragen Sie auf die Gewinde der Senkkopfschrauben (1.14) Hochtempera-tur Montagepaste auf.
NOTICEIn der Kunststoffverarbeitung werden aggressive Gase freige-setzt, welche ein Festfressen von Gewinden begünstigen. Um dem entgegenzuwirken, ist die Anwendung der Hochtemperatur Montagepaste wichtig.
9) Fixieren Sie die Leitungen des Microswitch (1.7) mit den Klemmplatten (1.6).und befestigen Sie diese mit den Senkkopfschrauben (1.14) auf dem Zylindergehäuse (1.1).
Doc003360.png
10) Drehen Sie die Verstellschraube (1.9) mit einem Stift (ø5) in die Grund-position.
NOTICEDie Grundposition ist 2,5 mm zwischen Unterkante Zylinder-gehäuse (1.1) und Verstellschraube (1.9) Unterkante.
11) Fixieren Sie die Verstellschraube (1.9) mit dem Gewindestift (1.15) über den Bremsschuh (1.10) im Zylindergehäuse (1.1).
NOTICEWenden Sie ein Drehmoment von 10 Nm (7.5 ft-lbs) an.
Doc003369.png

© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 230 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
8.8.7.3 Montage des Nadelbetätigungszylinders auf dem Heißkanalverteiler
1) Positionieren Sie die Zwischenplatte (3) auf dem Verteiler.2) Tragen Sie auf die Gewinde der Zylinderkopfschrauben (4) (5) Hochtem-
peratur Montagepaste auf.
NOTICEIn der Kunststoffverarbeitung werden aggressive Gase freige-setzt, welche ein Festfressen von Gewinden begünstigen. Um dem entgegenzuwirken, ist die Anwendung der Hochtemperatur Montagepaste wichtig.
3) Befestigen Sie die Zwischenplatte (3) mit den Zylinderkopfschrauben (4) auf dem Verteiler.
4) Positionieren Sie die Kühlplatte (2) auf der Zwischenplatte (3).
NOTICEÜberprüfen Sie die Wahl der gewünschten Kühlplatte (2).Kühlplatte (PNC5018CP01) mit höchst möglichem Flächenkon-takt zur Nadelführung.Kühlplatte (PNC5018CP02) mit reduziertem Flächenkontakt zur Nadelführung.
5) Befestigen Sie die Kühlplatte (2) mit den Zylinderkopfschrauben (5) auf der Zwischenplatte (3).
NOTICEZiehen Sie die Zylinderkopfschrauben (4) (5) über Kreuz an (Reihenfolge a, d, c, b).Wenden Sie die entsprechenden Drehmomente aus der Dreh-momentliste der Sektion 13 an.
Doc003355.png
© 2015 Synventive Molding Solutions Heißkanalsystem Betriebsanleitung SVC-17-0002_DE-Rev02Aktuellste Version auf www.synventive.com - 231 - Alle Rechte vorbehaltenÜbersetzung der englischen Originalbetriebsanleitung Irrtümer und Auslassungen vorbehalten
DE
Wartung und Instandhaltung / Service für Nadelbetätigungszylinder der PNC5018M01 Serie
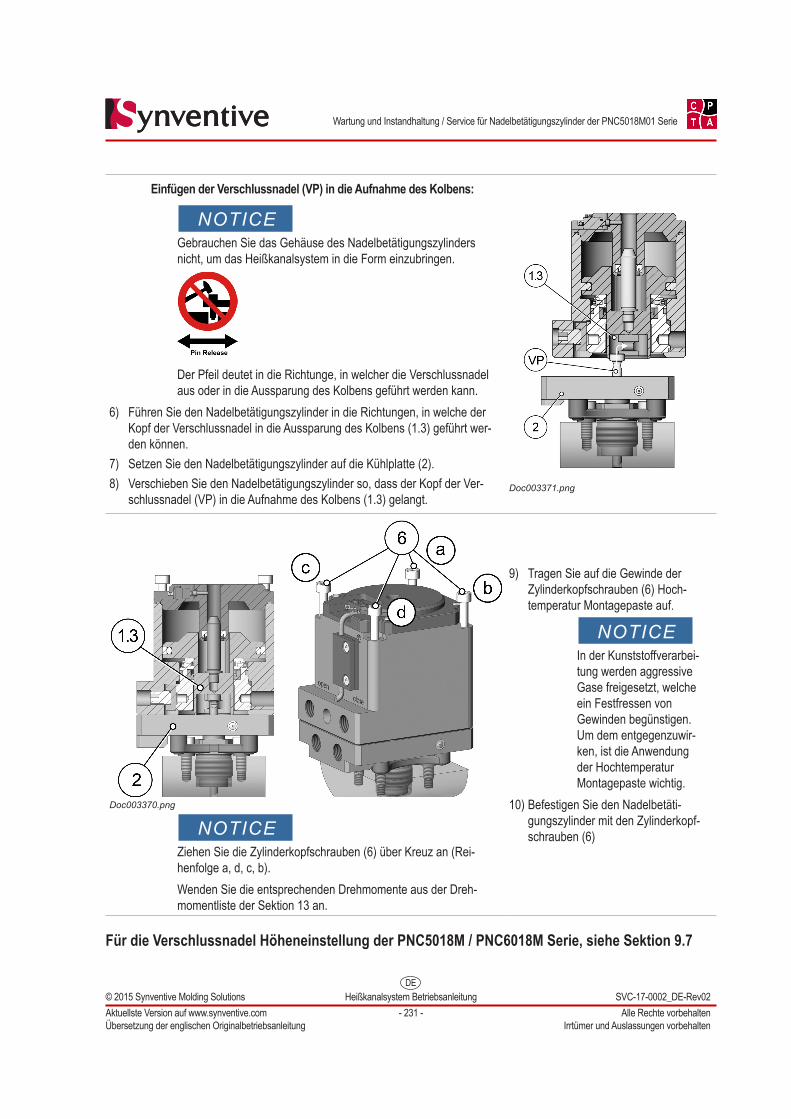
Einfügen der Verschlussnadel (VP) in die Aufnahme des Kolbens:
NOTICEGebrauchen Sie das Gehäuse des Nadelbetätigungszylinders nicht, um das Heißkanalsystem in die Form einzubringen.
Der Pfeil deutet in die Richtunge, in welcher die Verschlussnadel aus oder in die Aussparung des Kolbens geführt werden kann.
6) Führen Sie den Nadelbetätigungszylinder in die Richtungen, in welche der Kopf der Verschlussnadel in die Aussparung des Kolbens (1.3) geführt wer-den können.
7) Setzen Sie den Nadelbetätigungszylinder auf die Kühlplatte (2).8) Verschieben Sie den Nadelbetätigungszylinder so, dass der Kopf der Ver-
schlussnadel (VP) in die Aufnahme des Kolbens (1.3) gelangt.Doc003371.png
Doc003370.png
NOTICEZiehen Sie die Zylinderkopfschrauben (6) über Kreuz an (Rei-henfolge a, d, c, b).Wenden Sie die entsprechenden Drehmomente aus der Dreh-momentliste der Sektion 13 an.
9) Tragen Sie auf die Gewinde der Zylinderkopfschrauben (6) Hoch-temperatur Montagepaste auf.
NOTICEIn der Kunststoffverarbei-tung werden aggressive Gase freigesetzt, welche ein Festfressen von Gewinden begünstigen. Um dem entgegenzuwir-ken, ist die Anwendung der Hochtemperatur Montagepaste wichtig.
10) Befestigen Sie den Nadelbetäti-gungszylinder mit den Zylinderkopf-schrauben (6)
Für die Verschlussnadel Höheneinstellung der PNC5018M / PNC6018M Serie, siehe Sektion 9.7
Related Documents











