-
ALTERNATIVE BUILDING BLOCKS
A seminar report submitted in partial fulfillment for the award of the degree of
Bachelor of Engineering in Civil Engineering Visveswaraiah Technological University, Belgaum.
By
RAVINDRA. M. D. USN 4JC02CV036
DEPARTMENT OF CIVIL ENGINEERING
SRI JAYACHAMRAJENDRA COLLEGE OF ENGINEERING VISVESWARAIAH TECHNOLOGICAL UNIVERSITY, BELGAUM
MYSORE 570 006 MAY 2006
-
DEPARTMENT OF CIVIL ENGINEERING SRI JAYACHAMRAJENDRA COLLEGE OF ENGINEERING
(AFFILIATED TO VISVESWARAIAH TECHNOLOGICAL UNIVERSITY, BELGAUM)
MYSORE - 570 006
CERTIFICATE
This is to certify that ALTERNATIVE BUILDING BLOCKS is a bonafied seminar
report submitted by Mr. RAVINDRA. M. D. bearing USN 4JC02CV036 on partial
fulfillment for the award of degree, Bachelor of Engineering, in Civil Engineering of
Visveswaraiah Technological University, Belgaum during the year 2006.
Examiners Signature of the HOD
1. Dr. Syed Shakeeb-Ur-Rahman
Professor and Head
2.
3.
2
-
INDEX SYNOPSIS INTRODUCTION BUILDING BLOCKS
Conventional building blocks Alternate building blocks
WHY ALTERNTIVE BUILDING BLOCKS? MUD-As an alternative building material. STABILIZED MUD BLOCKS
The concept. The raw material
Stabilization of various soils. The process. Typical block sizes. Factor influencing the performance of stabilized mud blocks. Strength of blocks. Specification for blocks. Wall construction using SMB. Cost analysis of SMB. Comparison between burnt brick and SMB. Filler slabs using SMB. Miscellaneous. An over view of SMB in Mysore. The Mardini press.
STONE MASONRY BLOCKS Block making process. Compressive Strength of blocks. The typical block sizes. Advantages of stone masonry blocks. Miscellaneous.
BURNT CLAY HOLLOW BLOCKS CONCRETE BLOCKS
CONCLUSION REFERENCES.
3
-
Synopsis
Over the last thirty years alternate building materials, composite materials, plastics and
ceramics have been the dominant emerging materials. Modern alternative building materials
constitute a significant proportion of the engineered materials .
Today high performance Stabilized Mud Blocks (SMB), Stone masonry blocks, Hollow
burnt clay blocks and concrete blocks are starting to challenge those ubiquitous materials such
as stones , literate blocks ,burnt bricks etc. in everyday applications.
Alternative building bocks such as stabilized mud blocks, concrete blocks etc. are plays
their role as an alternating materials to replace burnt bricks , stones etc. in buildings . their
benefits as cost effective by 20-40% when compared to bricks , cost on cement mortar reduces
considerably and plastering is not necessary have proven attractive in many walling
applications. Hollow clay blocks are used where the smaller thickness of wall is required and for
the architectural beauty of the building.
The technology of Alternate building blocks for wall construction as been known in
India for more than five decades . Indian effort centers around developing cost effective building
materials as well for catering to the housing needs of urban and rural poor. In this context,
Alternate building blocks which can be manufacture using the locally available materials have
assumed importance. Today alternative building technology for construction of houses is well
demonstrated in several states of India.
The present discussion mainly contains the concept, raw materials, manufacturing
process, typical block sizes , strength of blocks , influence of density and cement content on b
lock strength , cost comparison with other walling materials , role of SMB in the cost effective
building construction, construction techniques and the application of SMB in the filler slabs of
alternate roofing systems. This presentation also briefly discuss the other alternative building
materials, their properties, applications and comparisons with the conventional building
materials.
4
-
INTRODUCTION
The rapid increase in population and the consequent increased construction activities are
causing significant damage to the environment on account of the removal of fertile top soil for
brick manufacture, mining and quarrying activities for stones. Further, the production processes
for conventional (traditional) building materials are also energy intensive besides contributing to
global warning due to the emission of green house gases.
Walls of building are, most often, constructed using masonry. Masonry may be defined
as a wall element made by holding strong blocks together with the help of a mortar. The blocks
are the usually strong in compression. Such blocks may also be referred to as masonry units. A
wide variety of materials have been used for masonry. In both the developing and developed
countries, the production of building blocks is based on a highly capital and energy intensive
technology. While selecting materials for low cost housing , basic consideration should be given
to the locally available materials. Some of the important alternate and new building blocks are
discussed in this presentation. Use of sun dried mud, stone and burnt brick have known since
ancient times. Laterite has also been used for wall construction in specific locations where it is
available. New materials have emerged in recent times for use as masonry units. Concrete block,
hollow burnt clay block, stabilized mud block, stone masonry block etc. are some of the new
alternatives. The varies commonly used alternate building blocks are discussed in this
presentation.
5
-
BUILDING BLOCKS
Several materials are required for construction. The materials used in the construction of walls of Engineering Structures such as Residential, Educational, Institutional, Business, Industrial, Storage buildings etc. are called building blocks. The blocks used for the construction can be divided into two groups such as conventional building blocks and alternate building blocks.
Conventional building blocks Sun dried mud
Stone blocks Burnt bricks Laterite blocks
Alternate building blocks Stabilized mud blocks Stone masonry blocks Concrete blocks Hollow clay blocks Steam cured lime stabilized blocks Mud concrete blocks Fine concrete blocks Fly ash blocks WHY ALTERNATE BUILDING BLOCKS ?
The rapid increase in population and the consequent increased construction activities are causing significant damage to the environment on account of the removal of fertile top soil for brick manufacture, mining and quarrying activities, unscrupulous extraction of precious sand and silt from the river bids, indiscriminate lumbering and the use of the scarce forest resources. Further, the production processes for conventional (traditional) building materials are also energy intensive besides contributing to global warning due to the emission of green house gases.
It is believed that 4 to 5 million houses have to be built every year in India to wipe out the housing shortage. Most of these houses would have to be build either in rural areas or for the rehabilitation of slum dwellers.
One may consider the burnt brick house as a typical example of a currently accepted technology. The cost of burnt brick is steadily increasing from its usage starts.
The use of conventional building material poses problem from the point of energy needs for development. When a very large number of houses have to be built (to mitigate the housing shortage) the implications on energy use must be examined. For instance a brick house of 50m plinth area will consumes 5 to 6tons of firewood for the burning operation. Massive housing programs based on brick will lead to intolerable pressure on the already acute scancity of fire wood.
The transportation is the second major issue which emphases the importance of using local skills and resources. The gradual increase in the fuel prices, the area of what may be considerd as local shrinks rapidly.
The above points will needs the replace of conventional building blocks by a low energy/local alternatives.
6
-
MUD As an alternative building material.
A good construction material would display the following characteristics. Be cheap. Be strong enough for the required purpose. Tolerable in appearance. Be locally available. Be durable. Have a long life. Be easily manufactured (require little skill ) and sophisticated machinery. Be easy to use. Be energy efficient. Be environment friendly. Be thermally efficient. Be resistant to moisture. Provide security.
Remarkably mud by itself satisfy the above conditions admirably to a significantly high percentage. With the addition of a stabilize and with adequate tests the percentage of its effective use increases dramatically. The chart below shows the characteristics of mud as building material and the choice of other conventional building material for the low cost housing.
7
-
STABILIZED MUD BLOCKS Mud has been a material in use for house building science since ancient times. How ever its use has also been associated with following problems:
Erosion of the soil due to rain. Impact and losses of strength on saturation. Requirement of bigger walls. Hence, eliminating the drawbacks of pure mud construction necessitates the use of stabilization techniques. Stabilization of a soil means, modifying the characteristics of soil such that the modified soil has the desired properties for specific work.
THE CONCEPT It is now well known that when soils are compacted using external energy, The density of
soil reaches a maximum value at a moisture content known as the optimum moisture content (OMC) the value of OMC and the maximum density depends on the energy input during compaction. It is also easy to recognize that the compressive strength of the soil , in the dry state, depends on the density. Thus the process of mechanical compaction can lead to densification and strengthening of the soil. If now the soil can also be stabilized mud (soil) blocks where the stabilization is achieved by a combination of densification and mixing of a stabilizing additive. A variety of materials can be used for stabilization namely: cement, lime and bitumen. THE RAW MATERIALS
Soil consisting of clay, silt and sand is the basic raw materials. It is preferable that the clay should be non expansive although expansive clay can also be tested using a some what more complex procedure in general soils containing 10 to 50% clay and 65 to 70% sand are satisfactory for making cement stabilized mud blocks. Cement may be added to the tune of 6 to 8% by wait of the appropriate soil in case the soil as high clay content, sand or a sandy additive like quarry dust may be added to the correct the grading of the soil. A combination of cement and lime can be used. For non expansive soil and with clay content around 15% a cement proportion of 5% and lime preparation can be added for stabilization. Lime as the advantage of combing with the clay in the soil and enhancing the long term durability and strength. Stabilization of various soils: Variety of soils is available in different geographical location. Stabilization of some of the commonly occurred soils has been discussed below.
Red loamy soils: these soils generally contain predominantly non-expansive clay mineral such as kaolinite. If a soil contains too much of clay it can be improved by the addition of sand or coarse granular materials like quarry dust. Soils containing too much silt and fine sand can lead to poor handling strength in the green stage. Addition of pore sand on clayey soil (or fly ash) to such soils can improve the green strength of the block.
Block cotton soil: these soils contain considerable amount of expansive clay mineral
such as montmorillonite. Such soils are characterized by the presence of very hard clay lumps in dry condition. The soil shrink badly on drying., leading to wide cracks in the ground. It will be difficult to stabilize the block cotton soil using cement alone. These
8
-
soils can be handled by adding generous amount of sand and fly ash and then stabilizing with the lime and cement (6-8% of lime and 2% of cement). Mixing of block cotton soil, sand, fly ash and stabilizers can pose problems.
Organic soils: special kind of soil is often found in black cotton soil areas. These soil
contains 2-3% of organic matter in addition 5-6% of dissolved salts. These soils exhibits low swelling and shrinkage characteristics and are silty in nature. Organic soil is well suited for stabilized mud block production using lime and cement. Use of 4-5% lime and 2% cement is recommended for blocks of wet strength >2.5MPa.
Lateritic red soil: Lateritic soils are found in western coast of India. These are generally
acidic in nature and require special attention while using them for stabilized mud blocks. In general 2-3% hydrated lime may be used in addition to 4-6% cement for stabilizing the laterite soil. Lime is required to neutralize the acidity in the soil.
THE PROCESS
The entire process of making a stabilized mud blocks may be summarized as under
1. Sieve the soil in a 4mm sieve to remove stones and lumps of clay.
2. Mix sand or quarry dust to correct the clay sand percentage in the soil.
3. Added cement or cement and lime in appropriate proportion and mix thoroughly in the
dry condition.
4. Sprinkle moisture on to the mixer and further mix thoroughly fill the mixture is
homogeneous. Test optimum moisture by trying to make a boll of soil in the hand. If a
boll can be made without the soil sticking to the hand the moisture content is right.
5. Weigh the correct amount of moist soil such that a fresh block density of 2.05gms/cc the
achieved. The weight depends on the volume of the finished blocks. In case the soil
contains too much sand and silt a density of 2.05gms/cc may not be feasible. Densities
like 2.0gms/cc or 1.95gms/cc may be attempted.
6. The weighed soil is now pored into a soil compaction press like the mardhini plate.
7. The block is the now pressed by operating the toggle lever. After closing the lid. The lid
may then be opened and the ejected by again using the lever.
8. The ejected block is then stocked in a six block high stake for curing.
9. Sprinkling of moister may pressed up to 21days to complete the block making process.
9
-
P rep a ra tio n o f s tab ilized m u d b lo ck s
THE TYPICAL BLOCK SIZES
In general, it is desirable to have a block size which is some what larger than the size of a brick to achieve economy in the production of the material. Usual sizes are 230190100mm or 305143100mm. blocks of thickness less than 100mm can be easily made, if necessary, by introducing thicker plates inside the mould. A half block size of 230108100mm is also sometimes useful for corner joint, door and window jams, partition wall and so on. With the 230190100mm block one can build a wall with headers only (thickness 230mm ) are a wall with a structures only (thickness 190mm ). FACTORS INFLUENCING THE PERFORMANCE OF STABILIZED MUD BLOCKS
The performance of stabilized mud blocks may be specified with reference to the parameters like
Saturated compressive strength. Water absorption. Response to alternate wetting and drying. Expansion on saturation.
Influence of Density: Influence of the dry density of stabilized mud block on the wet compressive strength is shown in figure. The figure shows that the strength is very sensitive to the density. As the density is increased by 1.75gm/cc to 1.90gm/cc the wet compressive strength jumps by about 1MPa to 2MPa. In practice it is desirable to keep the dry density of med block >1.85gm/cc. Type of soil: The strength characterization depends also, on the type of soil. In general, good results are obtained by using sandy soil containing about 65% sand and 5-15% clay.
10
-
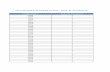
Cement content: Influence of cement content on strength illustrated in table. The test is carried out to the 76mm SMB cubes. The compressive strength increases very rapidly as the cement content is increased from 2.5% to 5%. The strength increase is slowed down as the cement content is increased further. The cement content of 6 to 7% is normally advisable for building two storeyed houses. Cement content by weight , %
Dry density gm/cc
Compressive strength , MPa Dry Wet
Wet strength Dry strength
2.5 1.87 4.54 0.77 0.17 5.0 1.89 9.20 2.91 0.32 7.5 1.88 11.6 4.63 0.40 10.0 1.91 15.0 5.82 0.39 STRENGTH OF BLOCKS
The SMB technology is well suited to produce a range of block strengths of the site. As a rule a minimum wet compressive strength of 3.0MPa is desirable for two storeyed house construction. A cement percentage of 6 to 7% and a sand content of 65% and a clay content of 15% is usually sufficient to achieve a minimum strength of 3.0MPa using higher percentage of cement, wet compressive strength in the range of 4.0 to 7.0MPa can be easily achieved. The block with 7.0MPa strength can be comfortably recommended for four storeyed load bearing masonry.
11
-
SPECIFICATIONS FOR BLOCKS
There is a need to specify the wet compressive strength of the med blocks depending on the strength and the performance requirements of walls. Accordingly three grades of blocks may be specified as under. Grade 20- Wet compressive strength >2.0N/sq m but 3.0 N/sq m but < 4.0 N/sq m Grade 40 Wet compressive strength >4.0N/sq m It must be emphasized compressive strength may be determined after soaking the stabilized mud blocks for 48 hrs in water. It is not enough to determining only the dry strength of the blocks since a block can have a very high dry strength even when it is inadequately stabilized. WALL CONSTRUCTION USING SMB
Walls built of masonry or in-situ casted walls can be either load bearing or non-load bearing. A large variety of bonding techniques may be considered in masonry construction. In case of SMB use header bond or stretcher bonding to obtain walls of good strength. Thickness can very between 143-190-230mm, external and internal plastering can be eliminated by careful pointing soft joints. A stabilized mud mortar using 1cement + 2soil + 6-8sand can be utilized for good bonding at low cost. The figure below shows a typical bond. The manner of corner bonding using smaller block must be noted.
COST ANALYSIS OF SMB
Cost of stabilized mud blocks is dependent on a number of factors which can very from place to place. In general SMB is produced by mixing local soil, sand or quarry dust, or cement and lime and any other special additive depending on local situation. For instance, if fly ash is locally available, it could be a useful additive. As a mandatory rule, it is very important to adjust the sand and clay percentage on a soil before the SMB is pressed in a machine. As discussed earlier, a good soil for SMB manufacture must have 65 to 75% sand and clay content of not more than 15%. We may now assume the bulk density of 1.25gm/cc for the loose soil. Let us try to analyze the cost of 1000 SMBs. Let us consider the block size 230190100.
12
-
The volume of each block is 4370cc. The weight of dry soil for 1000 blocks = 8kg 1000 = 8000kg. This means 80001250 = 6.4 cum. of corrected soil is needed. Soil cost : Cost per cum of soil = Rs. 88.9 Cost per cum of quarry dust = Rs.160 If soil and quarry dust are taken in equal proportion = 0.588.9 + 0.5160 = Rs. 124.45 Total cost of corrected soil for 1000 blocks = 6.4 124.45 = Rs. 796.48 Cement cost : Assuming 7% cement stabilization. Cement : Rs. 3.40/kg. Weight of stabilizer per block = 560gms. Cost of stabilizer for 1000 blocks = Rs. 1904 Labour cost : In an average situation 8 person are working with daily wages of Rs. 75 to produce 500 blocks per day. The cost of labour per block is now 875 500 = Rs.1.20 say Rs.1.40 For 1000 blocks = Rs. 1400 Machine cost : Daily production = 500 blocks. The machine will be capable of making 1,00,000 blocks per year. Cost of machine plus repairs may be = Rs.25000 A sum of Rs. 200 may be considered for the 1000 blocks. Total cost : Total cost for 1000 blocks of size 230190100 mm is, 796.48+1904+1400+200 = Rs. 4300.48 The production cost for blocks is hence = Rs.4.30/block. COMPARISON BETWEEN BURNT BRICK AND SMB Cost comparison in masonry:
Cost analysis of SMB masonry.
Assume a 230mm wall in 1:2:6 stabilized mud mortar with a joint thickness of 20mm.
Cost
No of blocks per cum. = 165 @ Rs. 4.5/block Rs.742.5 Volume of mortar = 0.28cum. Rs. 294.30 Labour cost of masonry construction per cum. Rs. 375.75 Total cost of SMB masonry / cum Rs. 1412.55
Cost analysis of burnt brick masonry. Assuming 230 mm thick wall with a mortar(1:6) joint thickness of 20mm .
Cost
No. of bricks per cum = 382 @ Rs. 2.5 Rs. 955 Volume of mortar per cum.= 0.35 Rs.414.75 Labour cost of masonry construction per cum. Rs. 375.75 Total cost of brick masonry / cum Rs. 1745.50
13
-
From the above comparison we can conclude that burnt brick masonry is about 19 % costlier than SMB masonry. General comparison Stabilized mud blocks Burnt bricks Very less fuel consumption Utilization of fuel is more Production in small quantity is possible Production should be in large quantity Utililization of locally available soil is more Utililization of locally available soil is less Pressing machine is needed No need of machine Less quantity of water required Consumption of water is more The process can be carried out in rainy season also
Production process stops in rainy season
Technology has not been known to common people
Majority of people knows this technology
The performance is known since 50 years The performance is known since 10,000 years STABILISED MUD BLOCKS IN FILLER SLABS Filler slabs roofs are basically solid reinforcement concrete slabs with partial replacement of the concrete in the tension zone by a filler material. The filler material could be cheaper or cheaper and lighter. Size and shape of filler material are governed by the factors like slab thickness. Code guideness on spacing of reinforcement bars, desired ceiling finish etc. and has to be carefully selected. The shape of the stabilized mud blocks used as filler material is shown in the figer below. Following are the some of the typical sizes of SMB used in the filler slabs. Material Length in mm Bredth in mm Thickness in mm Stabilized mud blocks 230 190 50-100 305 143 50-100 The quantity of concrete in the tension zone of the slabs that can be replaced by SMB depends upon the shape of the SMB and thickness of the slab. For example in a solid concrete slab of 125mm thick a filler SMB block of 60 to 70mm thickness can be easily accommodated in a typical situation by using this SMB 25% of the concrete can be replaced by which costs 1/3rd of the concrete. This means thet 15% to 20% of the cost of concrete can be saved by this operation. In general the SMB used as filler material will have a higher percentage of cement (8%) to ensure high level of performance under wet condition as well. The figer below shows the typical cross section of SMB filler slab roofs.
14
-
CONCEPT OF SMB IN MYSORE AN OVERVIEW
The concept of SMB started in the early 80s i.e. nearly two decades ago. Since its introduction more than 1500 houses are being constructed in Mysore. SMB is produced with the help of a manual machine called Mardini, which was
introduced 7 years ago. Typical block sizes used in Mysore for SMB are
230*190*100mm 305*143*100mm
In-situ soils may not be that strong to be used for the production of SMB , so recommended soils are imported from Gommatagiri.
The preparation rate per block of SMB in mysore is Rs. 4.5/- Training regarding the preparation process is being given in Nirmithi Kendra . Typical examples for SMB constructed structures : Maharshi vidyashala. Mahabodhi school . Koutilya junior college. . . . .
MISCELLANEOUS
The R&D programs at the Department of CIVIL ENGG and ASTRA (Center for Application of Science and Technology to Rural Areas) at the IISc since 1974 has lead to a maturing of the stabilized mud blocks technology.
Because of small quantity production, block testing facility may not exit. Flexural strength test and Expansion due to stabilization saturation test can be used to evaluate the quality of stabilized mud block in the field.
In general it is not advisable to make blocks larger than above specified sizes. It is preferable to have frog on the top and bottom surface of the blocks to provide better
bond with the mortar. It is also possible to make block thickness less than 100mm for special applications by
introducing a block of wood or steel inside the mould. It is also possible of making fibre reinforced stabilized mud blocks to get the good
performance the block by adding some metallic fibre during mixing of raw materials. This is presently not in use in India .
Durability of SMB constructed structures are predicted to be around or more than 50 years. For example a house constructed out of SMB in Bangalore around 1950 is still standing without any failures.
The combination of cement and lime may be used to produce good quality SMB in the rainy regions of the country.
Now this technology is well distributed through out the India.
15
-
THE MARDINI PRESS :
It is the new revolutionary machine to make building blocks. The is invented in R&D programs at the dept of Civil Engg and ASTRA at the IISc Bangalore. This press can be used for the following types of blocks. Type of blocks Raw materials Stabilized mud blocks Red soil, Sand or quarry dust and cement. Fine concrete blocks Sand or Quarry dust, Granite fines, Cement. Steam cured block Red soil or Block cotton soil,Sand or Quarry
dult,lime. Advantages of using mardini press:
Manually operated machine-no electricity or diesel needed. 70% energy saving compared to bricks. 5 to 7% cement is normally used. Machine is portable, can be easily moved from site to site. Technology in use in south India for 22 years.
Technical details of the machine: Develops 12 tones of force during compaction. Weighs about 140kgs. Interchangeable moulds of different sizes can be used. Can produce blocks thinner than 10cms. Can make 500 to 600 blocks /day with 6 tp 7 labourers. Special purpose blocks like cornice blocks, filler blocks, decorative corbel blocks are
possible.
STONE MASONRY BLOCKS In some parts of the country stone is available abundance and forms main building materials. It is used mostly for the construction of walls 380 to 450mm thick in randam rubble masonry. Consumption of stones, mortar and labour for the construction of these walls is
16
-
excessive and the construction is time consuming. Precast stone masonry block walling is an economical alternative to randam rubble masonry. In hill areas and other areas where stones are available in abundances, this technique of construction will be economical compared to brick masonry also.
Production process of stone masonry blocks :
Battery mould fabricated from 4mm thick mild steel sheet and angle iron stiffeners are used for producing 6 blocks at a time.
4 to5 battery moulds are arranged on concrete casting platform, after applying a bond released agent over the platform.
One or two stone pieces 250 to 120mm size are kept inside each compartment of the mould with the flatter side of the stone resting on the casting platform.
17
-
Concrete with a slump of 0 to 10mm is poured and smaller size stone are kept and the mould is filled fully with concrete.
To impart good workability and bond, the sand used in concrete should be well graded and should have 15 to 20% fine particles passing IS sieve no 300 and 5 to 15 % passing IS sieve no 150.
The concrete is compacted with plate vibrator i.e. a shutter vibrator fixed to a steel plate with handless and finished with a trowel.
The blocks are demoulded 5 to 10 min after casting depending upon climatic condition etc.
The blocks are water cured for two weeks and allowed to dry for another two weeks, before using them in any construction.
Block size : The commonly available size is 290190140mm. Compressive strength : compressive strength of the block is vary between 7 N/sq mm to 10N/sqmm for manually compacted block of different concrete proportions(1:3:6 , 1:4:7 , 1:5:8 etc). For vibratory compacted blocks it is vary between 9 N/sq mm to 12.5 N/sq mm for the same concrete mix . Advantages
Block can be precast at construction site or in small factories where stones available in plenty.
Heavy capital investment or sophisticated equipments are not required. Production is labour intensive, it will create job opportunities for many people. The external wall with exposed stone texture gives esthetically pleasing appearance.
Miscellaneous The BIS specification IS : 12440 gives details of the technique of stone masonry block. Plastering of external wall is necessary in the highly rainfall areas to avoid seepage of
water through wall. Cutting of the block is not recommended, the building should planned to suit the block
dimensions. Wetting of block is neither necessary nor desirable.
BURNT CLAY HOLLOW BLOCKS These are burnt high clay blocks made by a process of extrusion. The wall thickness of
the hollow blocks is often as low as 1.5 to 2.0 cms. They come in various sizes. During testing of the burnt clay blocks some of the blocks were loaded parallel to the direction of holes and others were test with loading perpendicular to the holes. The below table gives some typical block strengths. The results represent the average strength of some sample
It can be seen that these blocks give a relatively high strength when tested with load parallel to the holes. When the blocks are laid with the holes aligned horizontally the strength is substantially less. There is often a tendency among architect to use the blocks with the holes horizontal and such walls will not have the strength to carry the first floor loads these blocks usually have bulk densities in the range of 950kg/cubic meter to 1200kg/cubic meter.
18
-
It is interesting to note that this is blocks have a rather favourable weight per strength ratio. They can be quite useful in planning a building with a several storeys since the dead weight can be kept low. They also offer possibilities of improved thermal comfort when the wall thickness is 200mm are more and then external walls are painted white (or some light color). The only deterrent to their use is their high cost. They will probably prove useful at place close to the factories manufacturing them.
Source of block Size in mm Direction of loading
Compressive strength in MPa
Mangalore 310160200 Perpendicular to holes
1.45
Mangalore 310160200 Parallel to holes
9.91
Tumkur 305205150 Perpendicular to hole
4.38
Tumkur 305205150
Parallel to hole 8.72
CONCRETE BLOCKS The concrete blocks as been in use in this country for nearly three decades. Concrete offers flexibility of production which is not there in brick manufacturing. Brick manufacturing comes to a grinding halt during the monsoon while concrete block making can be carried out through out the year. The investment needed by way of land and capital is much is less for concrete block manufacture compared to brick making. Concrete blocks are of two types hollow concrete block and solid concrete blocks. This blocks are much larger in size compared to burnt bricks. Low mortar consumption, higher masonry efficiency, better shape and size are some of the advantages of concrete blocks. Main ingredients of cement concrete blocks are cement, sand and coarse aggregates (
-
CONCLUSIONS
The demand for conventional building blocks is increasing due to increase in construction activities. It is difficult to meet the demand with out environmental degradation and over-exploitation of natural resources. Hence, a lot of research is being carried out in India to produce alternate building blocks there by reduce the usage of conventional building blocks. In this direction stabilized mud blocks, stone masonry blocks, hollow clay blocks, concrete blocks etc. are the alternative blocks which substitute for the conventional blocks.
The selection of suitable building blocks will depends on the local availability, strength, performance and cost consideration. Stabilized mud blocks as a wall building block is feasible because of its site production. It needs only transportation of required type of soil if suitable soil is not available in the site. This technology is now well demonstrated throughout the India. Concrete blocks are produced in the factors and transported to the site for masonry work. Stone masonry block and hollow clay blocks are well suited alternatives for local production and local usage.
Adoption of the alternate building blocks walling technology of construction results in considerable amount of saving in walling cost of any type of building against conventional blocks.
References
Mohan raj and jaisingh. ,Advances building materials & construction,CBR
institute,Roorkee. A.G. Madhav Rao and D.S.Ramachandra Murty , Appropriate technology for
low cost housing, Oxford and IBH Publishers, New Delhi. Coarse resource on Alternate construction technologies , By Gramavidya ,
Bangalore. G.C. Mathur, Low cost housing in low cost housing in developing
countries. Stabilized Mud Blocks, By Gramavidya, Bangalore.
Lecture notes on alternative building methodologies for engineers edited
by: K S Jagadeesh and B V Venkatarama Reddy ; IISc Bangalore .
20
Bachelor of Engineering in Civil Engineering RAVINDRA. M. D. MYSORE - 570 006 CERTIFICATE