Process Optimisation and Minimal Processing of Foods Proceedings of the second main meeting European Commission COPERNICUS PROGRAMME Concerted action CIPA-CT94-0195 W arsa w Ag ricult uralUniversity ,W arsaw ,P ola nd ,D ece m b er 1 9 9 6 Editors : Jorge C. Oliveira and Dietrich Knorr Project Coordinator : Fernanda A. R. Oliveira Area leader : Dietrich Knorr Volume 4: High Pressure

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

�
Process Optimisation andMinimal Processing of Foods
Proceedings of the second main meeting
European CommissionCOPERNICUS PROGRAMME
Concerted action CIPA-CT94-0195
Warsaw Agricultural University, Warsaw, Poland, December 1996
Editors : Jorge C. Oliveira and Dietrich KnorrProject Coordinator : Fernanda A. R. Oliveira Area leader : Dietrich Knorr
Volume 4: High Pressure

Proceedings of the second project workshop
The proceedings of the second workshop organised by the COPERNICUS concerted action Process
Optimisation and Minimal Processing of Foods in December 1996 at the Agricultural University of
Warsaw, Poland, consist of five booklets, one for each project area:
¥ Thermal Processing
¥ Freezing
¥ Drying
¥ High Pressure
¥ Minimal and Combined Processes
Each booklet includes all communications that were presented at the meeting, either orally or in
poster, and later forwarded by the authors as written text, plus the questions and answers that
were recorded. As with the set of booklets related to the first meeting, some editorial effort was
put into trying to harmonise the written style and improve the readability of the texts, but no
scientific reviewing was performed.
The third and final project meeting will lead to a third set of booklets. A book including selected
papers is also being prepared, to be published by a professional scientific publisher.
We would like to thank all participants that have generously contributed to making the project
meetings very successful and lively, and particularly to those that have taken the effort to present
oral or poster communications with accompanying written texts. This effort has allowed the
project to gather a very good set of disseminating materials and we hope that in this way the
project results can be of better use to all partners and to a wider audience.
Porto, October 5th, 1997Fernanda A. R. Oliveira
Jorge C. OliveiraDietrich Knorr
i
Foreword

High PressureProceedings of the second project workshop
iii
Table of Contents
S. Denys, A. Van Loey, S. De Cordt, M. Hendrickx and P. Tobback 1
Modeling Heat Transfer During High Pressure Freezing and Thawing
L. Ludikhuyze, C. Weemaes, I. Van den Broeck, S. De Cordt, M. Hendrickx and P. Tobback 5
Modelling Thermal and Pressure-Temperature Inactivation
of Bacillus Subtilis α-Amylase
C. Weemaes, L. Ludikhuyze, I. Van den Broeck, M. Hendrickx and P. Tobback 10
Inactivation of Mushroom PPO by Pressure and/or Temperature:
Influence of pH and Inhibitors
V. Heinz and D. Knorr 15
High Pressure Inactivation and Germination Kinetics of Spore-Forming Bacteria
D. Brùna, M. Voldrich, M. Marek and J. Kamarád 19
Effect of High Pressure Treatment on the Patulin Content of Apple Concentrate
P. Butz, A. Fernandez, H. Fister and B. Tauscher 23
Influence of High Hydrostatic Pressure on Dipeptides
G. van Almsick, R. Eiche and H. Ludwig 26
High Pressure Inactivation of Hyphae, Condiospores and Ascospores
of the Fungus Eurotium Repens
A. Hernández and M. Pilar Cano 32
High Pressure and Temperature Effects on Enzyme Inactivation in Tomato Puree
J. Szczawinski, M. Szczawinska, B. Stanczak, 42
M. Fonberg-Broczek, J. Arabas, J. Szczepek and S. Porowski
Comparison of the Influence of High Pressure Treatment on the Survival
of Listeria Monocytogenes in Minced Meat, Sliced, Cured Ham and Ripened, Sliced Cheeses
J. Szczepek, J. Arabas, M. Fonberg-Broczek, T. Strzelecki, J. Zurkowska-Beta and S. Porowski 48
The Laboratory of High Pressure Processing of Food Products
of the High Pressure Research Center UNIPRESS, Warsaw
P.D. Sanz, N. Zaritzky, L. Otero and M. Martino 54
Effect of High-Pressure-Assisted Freezing and Air-Blast Freezing
on the Microstructure of Pork Meat

High PressureDenys, Van Loey, De Cordt, Hendrickx & Tobback
1
Modeling Heat Transfer During High Pressure Freezing and Thawing
S. Denys, A. Van Loey, S. De Cordt, M. Hendrickx and P. Tobback
Faculty of Agricultural and Applied Biological Sciences, Department of Food and Microbial
Technology, Laboratory of Food Technology
Katholieke Universiteit Leuven, Kardinaal Mercierlaan 92, B-3001 Heverlee, Belgium
Abstract
An existing theoretical model for predicting heat transfer during freezing and thawing was
extended for modeling high pressure freezing and thawing processes. To deal with the two-
dimensional problem (temperature and pressure), a simplifying approach is suggested, consisting
of ÔshiftingÕ the known thermal property data (1 atm) on the temperature scale according to the
prevalent pressure. Good agreement of experimental and predicted profiles were obtained and
considering its simplicity, the method is very promising.
1. Introduction
Effects of high pressure on the liquid-solid behaviour of water (Bridgman, 1912) open the way
to new applications in food technology, including High Pressure Freezing and High Pressure Thawing.
High pressure freezing or Ôpressure-shift freezingÕ (Kanda and Aoki, 1993) or Ôhigh pressure
assisted freezingÕ (Kalichevsky et al., 1995) involves cooling an unfrozen sample under pressure
(usually up to 200 MPa), to -20¡C or above (without freezing) and suddenly releasing the pressure,
thus causing a high degree of supercooling. As supercooling increases the rate of ice-nucleation,
and because pressure is transmitted uniformly and instantaneously in the food, uniform and rapid
ice nucleation and growth result throughout the sample, if the heat of fusion can be removed.
Analogously, high pressure thawing involves forcing a frozen sample to the liquid area of the
phase diagram, thus increasing the thawing rate, if the appropriate heat of fusion is provided from
a heater (Kalichevsky et al., 1995; Deuchi and Hayashi, 1992). This comminication presents a first
attempt to model heat transfer during high pressure freezing and thawing.
2. Heat Transfer Model and Approach Followed
A computer program was written for numerically solving the heat transfer differential
equations in a cylindrical shape, using an explicit finite difference scheme. An infinite heat transfer

Process Optimisation and Minimal Processing of Foods Process Optimisation
2
coefficient at the surface of the cylinder (inner wall of the high pressure vessel) was assumed.
To deal with the problem of phase change over a range of temperatures, temperature
dependent apparent specific heat and thermal conductivity were considered. Specific heat and
thermal conductivity data given by Cleland and Earle (1984) for Tylose were used. To preserve
a correct heat balance and to avoid the possibility of missing peak values, an enthalpy
correction method was used.
The approach followed for dealing with the two-dimensional situation (temperature and
pressure) basically consists of ÔshiftingÕ the thermal property data (1 atm) on the temperature
scale, according to the prevalent pressure. Using the thermal property data obtained in the
computer model, the phase change (heat capacity peak) occurs at a lower temperature. A Ônew
initial sample temperatureÕ after pressure release or pressure build-up in case of a high pressure
freezing or thawing process, respectively, is calculated by use of an energy balance. This is a
simplifying approach, assuming a Ôvolumetric latent heatÕ independent of the applied pressure. In
reality, latent heat of water shows a slight pressure dependency.
3. Experimental Setup
Experiments were carried out in a warm isostatic press (SO. 5-7422-0, National Forge, Belgium)
with an operating pressure of 600 MPa and a volume of 590 ml (fl 50 mm, height 300 mm). A food
analogue material known as Tylose, a 23% hydroxymethylcellulose gel, was used because the
thermal properties of this substance are well known (5, 6). Tylose samples were placed in 50 ml
syringes, allowing axial volume change upon pressurizing and depressurizing. Thermocouples
were placed in the center of the sample.
High pressure freezing and thawing processes were performed and temperatures as well as
pressures were measured every 30 seconds.
4. Results and Discussion
4.1. High Pressure Freezing
Experimental temperature profiles for freezing Tylose samples are shown in figure 1. The
positive influence of applying high pressure on the time required to release the latent heat is
visible. The contribution of uniform ice nucleation, at a higher rate, on pressure release is visible
when comparing the ÔconventionalÕ process and the high pressure process with similar
temperature of the medium (-16.65¡C): only half of the time is required to release the latent heat
of melting. It is expected that crystallization occurs more homogeneously and that a better
product is obtained in terms of texture. Investigation of this was not the aim of the work.

High PressureDenys, Van Loey, De Cordt, Hendrickx & Tobback
3
Using the appropriate boundary conditions, a temperature profile for the process at 1 atm was
generated and is shown in figure 1. The best fit was obtained when the thermal conductivity of
the high pressure medium was estimated to be – 0.20 W/m¡C. The slight deviation from the
known value of 0.16 W/m¡C (provided by the distributor), creates the assumption of convective
currents in the high pressure medium, rather than heating by pure conduction. Using this thermal
conductivity value for the high pressure medium and the appropriate boundary conditions,
temperature profiles for the corresponding high pressure freezing processes were generated with
the model, and are shown in figure 1. Good predictions were obtained.
4.2. High Pressure Thawing
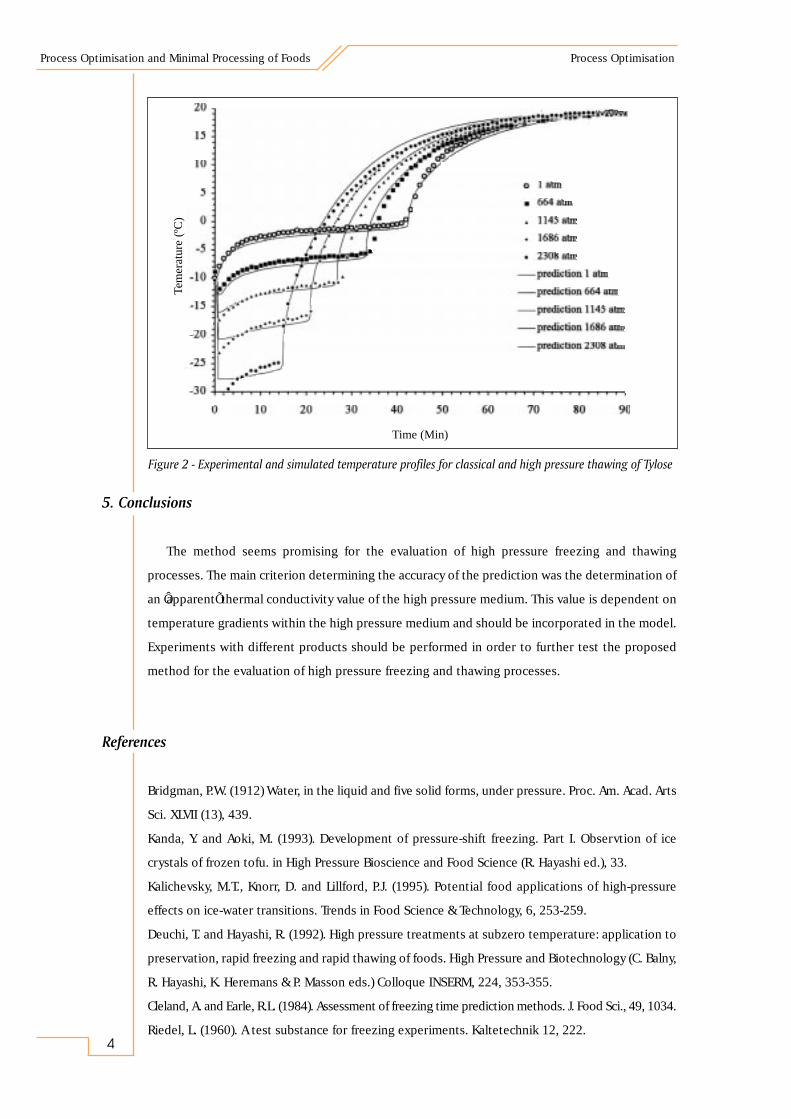
Figure 2 shows the experimental temperature profiles of five thawing processes. Here also, a
reduction of thawing time, using high pressure, can be observed. Temperature profiles of the
ÔconventionalÕ thawing process and of the four high pressure thawing processes were generated
with the model and are plotted in figure 2. The best result was obtained when estimating the
thermal conductivity of the high pressure medium to be –0.33 W/m¡C. This was assumed to be a
consequence of the higher temperature gradient during the thawing experiments (vessel at room
temperature) compared to the freezing experiments (vessel ranging from -11 to -18 ¡C), causing an
increase of convective currents and thus a higher ÔapparentÕ thermal conductivity. Considering the
simplification, the model predicts the temperature profiles well.
Figure 1 - Experimental and simulated temperature profiles for classical and high pressure freezingof Tylose
Time (Min)
Tem
erat
ure
(ºC
)
Process Optimisation and Minimal Processing of Foods Process Optimisation
4
Figure 2 - Experimental and simulated temperature profiles for classical and high pressure thawing of Tylose
5. Conclusions
The method seems promising for the evaluation of high pressure freezing and thawing
processes. The main criterion determining the accuracy of the prediction was the determination of
an ÔapparentÕ thermal conductivity value of the high pressure medium. This value is dependent on
temperature gradients within the high pressure medium and should be incorporated in the model.
Experiments with different products should be performed in order to further test the proposed
method for the evaluation of high pressure freezing and thawing processes.
References
Bridgman, P.W. (1912) Water, in the liquid and five solid forms, under pressure. Proc. Am. Acad. Arts
Sci. XLVII (13), 439.
Kanda, Y. and Aoki, M. (1993). Development of pressure-shift freezing. Part I. Observtion of ice
crystals of frozen tofu. in High Pressure Bioscience and Food Science (R. Hayashi ed.), 33.
Kalichevsky, M.T., Knorr, D. and Lillford, P.J. (1995). Potential food applications of high-pressure
effects on ice-water transitions. Trends in Food Science & Technology, 6, 253-259.
Deuchi, T. and Hayashi, R. (1992). High pressure treatments at subzero temperature: application to
preservation, rapid freezing and rapid thawing of foods. High Pressure and Biotechnology (C. Balny,
R. Hayashi, K. Heremans & P. Masson eds.) Colloque INSERM, 224, 353-355.
Cleland, A. and Earle, R.L. (1984). Assessment of freezing time prediction methods. J. Food Sci., 49, 1034.
Riedel, L. (1960). A test substance for freezing experiments. Kaltetechnik 12, 222.
Time (Min)
Tem
erat
ure
(ºC
)

High PressureLudikhuyze, Weemaes, V. d. Broeck, D. Cordt, Hendrickx & Tobback
5
Modelling Thermal and Pressure-Temperature Inactivation
of Bacillus Subtilis α-Amylase
L. Ludikhuyze, C. Weemaes, I. Van den Broeck, S. De Cordt, M. Hendrickx and P. Tobback
Department of Food and Microbial Technology. Katholieke Universiteit Leuven. Kardinaal
Mercierlaan 92, B-3001 Leuven, Belgium
Abstract
Isobaric-isothermal inactivation of Bacillus subtilis α-amylase (BSA) could be accurately described
by a first order kinetic model. At ambient pressure an activation energy (Ea-value) of 219 kJ/mole and
an inactivation rate constant at a reference temperature (Tref) of 50¡C (kref-value) of 1.2x10-4 min-1 were
calculated. At a reference pressure of 500 MPa, the kref-value determined was 7.9x10-2 min-1. A
kinetic model to describe isobaric-isothermal inactivation of BSA was fit to these data. Subsequently,
non-isobaric/non-isothermal experiments were carried out. Assuming first order kinetics and constant
pressure during the entire treatment, Ea-values and kref-values were determined at different constant
pressure levels. Finally, taking the actual pressure-temperature profiles into account, the proposed kinetic
model was validated for dynamic conditions and the kinetic parameters were re-estimated.
1. Introduction
Recently, high pressure has gained renewed interest in the food industry and research as a
promising non-thermal preservation and processing method (Mozhaev et al., 1994). High pressure
has been shown to inactivate spoilage micro-organisms and enzymes, while leaving most quality
carriers, such as flavour, taste, colour and nutrient and vitamin content, intact (Hoover, 1993;
Hayakawa et al., 1994). Despite the advantages of high pressure processing, pressure treated food
products, such as fruit juices, jams and yoghurts, are until now only available on the Japanese
market. American and European industries are currently investigating the possibilities of high
pressure as a preservation technique and are exploring high pressure processing to determine
ideal parameters for a variety of foods (Mertens and Deplace, 1993). To develop such ideal processes,
the exact behaviour of micro-organisms, proteins, enzymes and other food components under
high pressure has to be known. Unfortunately, the mechanisms and certainly the kinetics of pressure
inactivation of enzymes are much less documented than those of thermal inactivation.
In this paper, the kinetic behaviour of an enzymatic model system, Bacillus subtilis α-amylase,
during pressure-temperature inactivation was investigated. This study will contribute to the
development of a concept to design, evaluate and optimise high pressure processes.

Process Optimisation and Minimal Processing of Foods Process Optimisation
6
2. Materials and Methods
2.1. The enzyme and activity measurement
α-Amylase from Bacillus subtilis (BSA, Fluka) was purchased as a dry powder. The enzyme was
dissolved in a 0.01 M Tris HCl buffer at pH 8.6 in a concentration of 15mg/ml. The activity of BSA
was measured spectrophotometrically at 405nm according to procedure no. 577 of Sigma
Diagnostics. The temperature of the activity measurement was kept constant at 30¡C. The activity,
expressed as the change in optical density per minute, was calculated by linear regression of the
absorption as a function of time.
2.2. Thermal and pressure-temperature inactivation
Isothermal inactivation treatments were performed in a water bath with temperature control.
The samples were enclosed in capillary tubes to ensure isothermal heating. After withdrawal from
the waterbath, the samples were immediately cooled down in ice water.
Isobaric-isothermal inactivation treatments were performed in a multivessel high pressure
equipment (Roden, Holland). This equipment allows pressure up to 1000 MPa to be combined with
temperatures between 0 and 100¡C.
Non-isobaric/non-isothermal inactivation treatments were performed in a laboratory pilot scale
warm isostatic press (Engineered Pressure Systems International, Belgium). Using this equipment,
pressure (1 to 600 MPa) can be combined with temperatures between -30 and 100¡C. An output
card for pressure registration and four thermocouples type K, connected to a datalogger, allow the
pressure-temperature profiles to be recorded. These profiles are characterised by an initial phase
of pressure overshoot, accompanied by a temperature increase due to adiabatic heating.
2.3. Data analysis
Based on the linear curves in the semi-logarithmic plots of the activity retention as a function
of time, isothermal as well as isobaric-isothermal inactivation of BSA was assumed to follow first
order kinetics (1).
(1)
The activation energy at constant pressure was determined using the Arrhenius equation (2).
(2)k kE
R T Trefa
ref= × − × −
exp
1 1
lnA
Ak tt
0
= − ×

High PressureLudikhuyze, Weemaes, V. d. Broeck, D. Cordt, Hendrickx & Tobback
7
Using the data from isobaric-isothermal inactivation of BSA, a pressure-temperature kinetic
diagram, indicating combinations of pressure and temperature resulting in the same inactivation
rate constant was constructed. A kinetic model was fit to these data (3).
(3)
Based on literature data and by analogy with isobaric-isothermal inactivation, non-
isobaric/non-isothermal inactivation of BSA was assumed to follow first order kinetics. Firstly,
the pressure was considered constant during the entire experiment, which means that the
building up of pressure and the initial pressure overshoot were neglected. The integral effect
of a non-isothermal inactivation process at constant elevated pressure is given by equation
(4).
(4)
Applying a non-linear regression method to fit equation (3) to the data, the kinetic parameters
at one specific pressure were determined. Secondly, the proposed kinetic model (4) was validated
for dynamic conditions. Hereto, the pressure was no longer assumed constant, but the actual
pressure-temperature profiles were taken into account.
3. Results and Discussion
Isobaric-isothermal inactivation of BSA could be accurately described by a first order
kinetic model. At ambient pressure, the enzyme was inactivated in the temperature range 72-
82¡C. The kref-value (Tref=50¡C) was 1.2x10-4 min-1 and the Ea-value 219 kJ/mole.
Furthermore, k-values for about 50 combinations of constant pressure (100-800 MPa) and
temperature (25-70¡C) were determined (1). At a reference pressure of 500 MPa, the kref-value
was 7.9x10-2 min-1. The proposed kinetic model to describe isobaric-isothermal inactivation
of BSA is given in equation 4.
The kinetic parameters at a reference temperature of 50¡C and a reference pressure of 500
MPa determined were: a krefPT-value of 0.086 min-1, a B-value of 9031 and a C-value of
-0.000676.
Firstly, the kinetic parameters for non-isobaric/non-isothermal inactivation of BSA were
determined by a non-linear regression method applied to a first order kinetic model (3), assuming
constant pressure during the entire treatment (table 1).
k k BT T
C P PrefPTref
ref= × − × −
× − × −exp exp( ( ))
1 1
ln expA
Ak
E
R T Tdtref
a
ref
t
0 0
1 1
= − ×
−
× −
×∫

Process Optimisation and Minimal Processing of Foods Process Optimisation
8
Table 1Kinetic parameters for non-isobaric/non-isothermal inactivation
of BSA according to equation (3).(Tref=50¡C)
Pressure BSA in Tris HCl
kref-value Standard error Ea-value Standard error(min-1) (kJ/mole,K)
250 MPa 8.8x10-5 1.1x10-5 130 12.2
350 MPa 5.2x10-4 1.7x10-5 112 3.8
400 MPa 9.9x10-4 1.3x10-5 85 2.3
450 MPa 1.4x10-3 1.0x10-5 77 1.9
500 MPa 1.9x10-3 3.2x10-5 79 2.4
550 MPa 2.7x10-3 3.5x10-5 76 1.3
From table 1 it could be concluded that kref-values increased and Ea-values decreased with
increasing pressure, i.e. the inactivation occurred more rapidly at higher pressure and the
temperature sensitivity of the inactivation rate constant was lowered at higher pressure.
Secondly, the proposed kinetic model was validated for non-isothermal/non-isobaric
conditions. Equation (5) was used as the model to fit the data from non-isobaric/non-isothermal
experiments. The pressure was no longer assumed to be constant, but the actual pressure and
temperature profiles, recorded with the datalogger, were taken into account.
(5)
Applying a non-linear regression method to this model, the kinetic parameters were re-
estimated under dynamic conditions. The re-estimated parameters calculated were: a krefPT-value
of 0.109 min-1, a B-value of 10022 and a C-value of -0.00086. According to the 95% confidence
intervals of the individual parameters, only the parameters kref and C were significantly influenced
by re-estimation.
4. Conclusions
Isothermal as well as isobaric-isothermal inactivation of BSA could be accurately described by
first order kinetics.
A model was formulated to describe the dependence of the inactivation rate constant of
BSA on pressure and temperature. This model was able to describe sufficiently accurately
isobaric-isothermal inactivation as well as pressure-temperature inactivation under dynamic
conditions.
ln exp exp( ( ))A
Ak B
T TC P P dtrefPT
refref
t
0 0
1 1
= − × − × −
× − × −
×∫

High PressureLudikhuyze, Weemaes, V. d. Broeck, D. Cordt, Hendrickx & Tobback
9
List of Symbols
At : enzyme activity at time t
B : T-dependence of the k-value
C : P-dependence of the k-value
Ea : activation energy (kJ/mole,K)
k : inactivation rate constant (min-1)
kref : k-value at reference T (min-1)
kTPref: k-value at reference T and P (min-1)
P : pressure (MPa)
R : gas constant (8.314 J/mole,K)
T : absolute temperature (K)
t : time (min)
Acknowledgements
This research was supported by the National Fund for Scientific Research (project G.0189.95),
the KULeuven Research Council (project OT/94/19) and the European Commission (project AIR1-
CT92-0296).
References
Mozhaev, V.V., Heremans, K., Frank, J., Masson, P. and Balny, C. (1994). Exploiting the effects of
high hydrostatic pressure in biotechnological application. Trends in Biotechnology., 12, 493-500.
Hayakawa, I., Kanno, T., Tomito, M. and Fujio, Y. (1994). Application of high pressure for spore
inactivation and protein denaturation, Journal of Food Science, 59(1), 159-163.
Hoover, D.G. (1993). Pressure effects on biological systems. Food Technology, 47(6), 150-155.
Mertens, B. and Deplace, G. (1993). Engineering aspects of high pressure technology in the food
industry. Food Technology, 47(6), 164-169.

Process Optimisation and Minimal Processing of Foods Process Optimisation
10
Inactivation of Mushroom PPO by Pressure and/or Temperature: Influence of pH and Inhibitors
C. Weemaes, L. Ludikhuyze, I. Van den Broeck, M. Hendrickx and P. Tobback
Department of Food and Microbial Technology, Katholieke Universiteit Leuven,
Kard. Mercierlaan 92, B-3001 Leuven, Belgium
Abstract
Mushroom polyphenoloxidase is a thermosensitive but pressure resistant enzyme. The
enzyme resistance to pressure and temperature can be altered by intrinsic factors (pH, additives).
However, the intrinsic factors can affect the pressure and/or temperature resistance in a different
way. A remarkable sensitising effect of glutathione on the pressure and temperature stability was
noted.
1. Introduction
Polyphenoloxidase (PPO) is responsible for enzymatic browning of damaged fruits and
vegetables. In the presence of oxygen, PPO oxidises o-diphenolic compounds to the
corresponding o-quinones. Subsequently, the o-quinones polymerise with other o-quinones,
proteins, amino acids, etc. resulting in the formation of brown complexes (1,2,3). Enzymatic
browning is highly undesirable in the food industry, as it causes deleterious changes in colour,
flavour and nutritional quality of fruits and vegetables (1,2).
Prevention of enzymatic browning is often accomplished by the use of anti-browning agents,
such as complexing agents, substrate structure analogues, reducing agents and acidulants.
Complexing agents chelate the active site copper, required for enzyme activity. Structure
analogues of the substrate can take place at the active site and can, therefore, reduce the amount
of active sites involved in enzymatic browning. Reducing agents reduce the o-quinones formed
back to the corresponding o-diphenols. Acidulants lower the pH to a value well below the pH for
optimal activity (1,2). Another method to prevent enzymatic browning is to inactivate the enzyme
e.g. by thermal or pressure treatment (2,3).
In this study it is investigated whether the pressure and/or temperature stability can be
reduced by the addition of anti-browning agents (complexing agents, substrate structure
analogues, reducing agents and acidulants).

High PressureWeemaes, Ludikhuyze, V. d. Broeck, Hendrickx & Tobback
11
2. Materials and Methods
2.1. Materials
2.1.1. Enzyme
Mushroom PPO was purchased from Sigma (T7755) as a dry powder and was dissolved in 0.1
M phosphate buffer (ÒPBÓ, pH 8-6.5) or in McIlvaine buffer (ÒMBÓ, pH 6.5-4). To study the effect of
EDTA, benzoic acid or glutathione, the respective substance was added to the enzyme system in
phosphate buffer (pH 6.5, 0.1 M).
2.2. Methods
2.2.1. Enzyme assay
The PPO activity (A) was measured polarographically or spectrophotometrically. These activity
measurements are based, respectively, on the oxygen consuming oxidation of catechol to o-
benzoquinone and its subsequent polymerisation to brown pigments. The method of
Thannhauser et al. (4) was used to determine the presence of disulphide bonds.
2.2.2. Pressure and thermal treatments
To facilitate the kinetic analysis of the results, the applied thermal and/or pressure
treatments were designed to be isothermal and/or isobaric. At atmospheric pressure, capillary
tubes containing the enzyme solution were heated during pre-set times (t) in a temperature
controlled water bath. Isobaric treatments were carried out in a thermostatic multi-vessel
high pressure apparatus (HPIU 10.000, Resato, The Netherlands). Micro tubes, containing
enzyme sample, were pressurised at 8 kbar during pre-set times (t). At pH 4, however, a
pressure of 7.5 kbar was used. After pressure and/or temperature treatment, the samples were
transferred to and stored on ice water.
2.2.3. Data analysis
The results of the isobaric/isothermal treatments were processed into kinetic parameter
values, i.e. rate constants (k), activation energies (EA) and reaction orders (n). For the
estimation of k and n (if n≠1), equations (1) and (2) were used. To estimate EA the Arrhenius
equation was used.
n = 1 ln(A) = ln(A0) - k * t (1)
n ≠ 1 A = ( A1-n0 + (n - 1) * k * t)
11 - n
(2)

Process Optimisation and Minimal Processing of Foods Process Optimisation
12
Table 1Reaction order (n) of the decay process of mushroom PPO
caused by temperature and/or pressure
P/T condition lot 24H9542 lot 112H9580 lot 73H9524
temperature (T) 2.0 1.6 1.0
pressure (P) 1.0 1.0 1.0
P/T 1.0 1.0 1.0
3. Results and Discussion
3.1. Study of the inactivation kinetics by spectrophotometry and polarography
The thermal inactivation of mushroom PPO (lot 73H9524) was followed by means of
spectrophotometry and polarography. Both activity measurements showed that the thermo-
inactivation followed first-order kinetics, i.e. the enzyme activity decreased log-linearly as a
function of heating time. However, the estimated k-values did not coincide for the two assay
methods. The k-values derived by polarography were about twice as high as those determined
by spectrophotometry. The temperature dependence of the k-values, as indicated by the
activation energy, was about the same for both activity measurements. The activation energy
was determined as 309 and 319 kJ/mole according to the polarographic and
spectrophotometric measurement, respectively. Because of the discrepancy between the
activity assays, one method was selected for further use. The spectrophotometric measurement
was chosen because it was fast and accurate.
3.2. Thermal and/or pressure inactivation kinetics
Three lots of mushroom PPO were mutually compared with respect to thermal and pressure
stability. Thermal inactivation was obtained upon heating at temperatures exceeding 50¡C. The
reaction order of the thermal inactivation was, however, different for the three lots studied, as
indicated in table 1. For pressure inactivation at room temperature, pressures of about 8 kbar
were needed. The high pressure resistance could be reduced by applying mild heating (up to
45¡C) along with the high pressure treatment. At all temperatures studied, the pressure
inactivation followed first-order kinetics (see table 1). At 8 kbar, the EA-values were all about
43 kJ/mole, which is much lower than the one determined for atmospheric pressure. It seems
that the temperature dependence of the k-value is much lower at higher pressure.
Lot 24H9542 was selected to study the effect of intrinsic factors on the pressure and/or
temperature stability of mushroom PPO.

High PressureWeemaes, Ludikhuyze, V. d. Broeck, Hendrickx & Tobback
13
Table 2 Effect of pH on the P and/or T resistance of mushroom PPO
P/T condition ranking according to increasing stability
temperature (T) pH 4 << pH 5 << pH 8 < pH 6.5 (MB) < pH 6.5 (PB)
pressure (P) pH 4 << pH 5 <pH 6.5 (MB + PB) < pH 8
P/T T < 37 ¡C : pH 4 << pH 5 < pH 6.5 (MB + PB) » pH 8
T > 37 ¡C : pH 4 << pH 5 » pH 6.5 (MB + PB) » pH 8
Table 3Effect of additives on the P and/or T resistance of mushroom PPO
P/T condition EDTA benzoic acid glutathione
5 mM 5(a) ; 50(b) mM 5 mM
temperature (T) stabilising a + b : stabilising sensitising
pressure (P) no effect a : no effect sensitising
b : sensitising
P/T no effect a : no effect sensitising
b : sensitising
3.3. Effect of intrinsic factors on the thermal and/or pressure stability
The effect of pH on the pressure and/or temperature stability of mushroom PPO was studied in
the pH range 4-8. The results of the inactivation experiments are summarised in table 2.
It appears that the enzyme at pH 4 is less stable in all conditions studied. Besides, three additives
were evaluated for their ability to modify the pressure and/or temperature stability: EDTA,
benzoic acid and glutathione. These additives belong to the complexing agents, the structure
analogues of the substrate and the reducing agents, respectively. The sensitising/stabilising ability
of the additives is presented in table 3. From this table it appears that glutathione sensitises the
enzyme in all conditions studied. Using the method of Thanhauser et al. (4), it was found that
disulphide bonds become exposed to the surrounding medium upon heating and pressurising. It
is, therefore, possible that glutathione interacts with the disulphide bonds, resulting in a
decreased stability.
4. Conclusion
Mushroom PPO is a thermo-sensitive enzyme that can be inactivated by temperatures
exceeding 50¡C. On the contrary, the enzyme is very pressure resistant. Pressures as high as 8
kbar are needed to cause enzyme inactivation. Both pressure and temperature inactivations were
most pronounced at low pH. Glutathione in a concentration of 5 mM decreased significantly the
pressure and temperature sensitivity of the enzyme. The sensitising effect of glutatione was
thought to be due to an interaction with the disulphide bonds of the enzyme.

Process Optimisation and Minimal Processing of Foods Process Optimisation
14
Acknowledgements
This research has been supported by the Flemish Institute for the promotion of scientific-
technological research in industry (IWT), KULeuven Research Council (project OT/94/19) and
National Fund for Scientific Research (project G.0189.95).
References
V�mos-Vigy�z� L. (1981). Polyphenol oxidase and peroxidase in fruits and vegetables. CRC Critical
Reviews in Food Science and Nutrition, 15 (5), 49-127.
McEvily A.J., Iyengar R. and Otwell W.S. (1992). Inhibition of enzymatic browning in foods and
beverages. CRC Critical reviews in Food Science and Nutrition, 32 (3), 253-273.
Golan-Goldhirsh A., Whitaker J.R. and Kahn V. (1984). Relation between structure of polyphenol
oxidase and prevention of browning. Journal of Agricultural and Food Chemistry, 177, 437-456.
Thannhauser T.W., Konishi Y. and Sheraga H.A. (1984). Sensitive quantitative analysis of disulfide
bonds in polypeptides and proteins. Analytical Biochemistry, 138, 181-188.

High PressureHeinz & Knorr
15
High Pressure Inactivation and Germination Kinetics of Spore-Forming Bacteria
V. Heinz and D. Knorr
Department of Food Technology, Berlin University, K�nigin-Luise-Str. 22,
D-14 195, Berlin, Germany
Abstract
The pressure effect on the interaction of germination and inactivation of spore forming bacteria
was studied for Bacillus subtilis between 10-70oC and up to 600 MPa. The death kinetics of
vegetative cells were well described by a kinetic model that assumed a two-step mechanism: the
transition of the population from the vital into a postulated intermediate state where all
homeostatic activity has stopped, and a subsequent first-order death kinetics. The time of
transition of the first step was described by a probability density function. Germination could not
be induced without inactivation at higher temperatures, but at lower temperatures (ideally
38oC). It is recommended to develop a pressure-temperature profile with prolonged pressure build-
up to maximise germination prior to inactivation, thus optimising the integral lethal effect on
the microbial load reduction.
1. Introduction
Pasteurisation or sterilisation by high hydrostatic pressure is one of the most promising novel
techniques of food processing. It provides the advantage of less severe damage of structural and
nutritional properties of the product and low operating energy input. To minimise the microbiological
hazards during storage, a high level of microbial reduction during the treatment is necessary. In the
last decade, a huge amount of high pressure inactivation data was presented. It shows that
vegetative organisms are generally assessable by the lethal action of high hydrostatic pressure. Spores
are more resistant than vegetative cells. The general behaviour of spores during pressure treatment
is in fact complex, and the application of higher pressure does not necessarily produce an increasingly
large effect. On the other side, the inactivation of bacterial spores by hydrostatic pressure is
supposed to occur in two stages: first pressure causes germination of the spores and then inactivates
the germinated forms.
Therefore, the main purpose of the research work during the run of this project was to
identify the pressure effect on the interaction of germination and inactivation of spore-
forming bacteria. The organism tested was Bacillus subtilis ATCC 9372. High pressure
inactivation kinetics were investigated separately with vegetative organisms and spores.

Process Optimisation and Minimal Processing of Foods Process Optimisation
16
The maximum pressure of the available high pressure equipment was 600 MPa.
Temperature variation was possible in a range between 10 and 70oC. Germination was tracked
by different characteristic physical and physiological indicators. The use of a pressure cell with
sapphire windows allowed in situ observation of the pressure induced germination.
Interpretation of the results was performed by kinetic modelling taking into account the
high degree of variability within a microbial population. The validation and the applicability
of the models on non-isobaric treatments was checked. Consequences to high pressure
processing of foods are presented.
2. Vegetative Cells
Vegetative cells of B. subtillis were cultured with shaking in nutrient-broth for 24 hours.
Inoculation of the test medium yielded an initial concentration of approximately 107cfu/mL.
The samples were sealed in polyethylene-bags and stored in ice for no longer than 2 h
before treatment. The determination of the surviving fraction was performed immediately
after decompression. Experiments were carried out in Ringer solution or in carrot-puree.
The semi-logarithmic plot of the survival data versus treatment time showed typical
sigmoidal shaped curves, independently of treatment pressure or temperature. Extensive
shoulder-formation and tailing occurred especially during low-intensity treatments (<300
MPa). A portion of the surviving population showed a delayed or inhibited recovery when
incubated at non-optimal conditions. This behaviour indicated that homeostatic mechanisms
were still active within the more resistant survivors. Due to this pressure induced segregation
of organisms, the direct application of first-order kinetics would be improper. Obviously, the
basic assumption of the mechanistic concept, that all organisms in a population are totally
indistinguishable, was not valid.
As a way out, a first-order model of inactivation was extended with an exclusively time-
dependent transition of the population from the vital into a postulated intermediate state.
The main property of this metastable state is the complete absence of homeostatic activity.
All organisms which have fallen into this state are supposed to have regained homogeneity
concerning the lethal action of high pressure. Inactivation is defined and can only occur as an
irreversible step from the metastable to a completely unrecoverable state of death.
Introducing this two-step-mechanism, it was possible to combine the populationÕs
diversity of resistance phenomena and the mechanistic single-hit/single-target assumption.
Mathematically, the time of transition was described by a continuous distribution function and
connected to a first-order reaction supposed to govern the second irreversible step to the
finally inactivated cells.
Fitting the derived model-equation to the experimental inactivation data yielded good results
without exception. Moreover, the characteristic model-parameters showed logarithmic-linear

High PressureHeinz & Knorr
17
behaviour when plotted versus treatment pressure. The possibility of applying the model to
non-isobaric treatments was experimentally checked and confirmed during linear pressure
build-up periods.
3. Spores
Kinetic measurements of the pressure-induced germination were performed in a pressure
and temperature range between 0.1 - 400 MPa and 10 - 70oC. In situ scanning of the change
of a spore solutionÕs optical density was used as an indicator of the progressive degradation
of the cortex. Clear pressure-temperature optima with an increased rate of absorbency-
change were observed, suggesting that germination presents a complex system of
corresponding reactions, partly affected by changing environmental conditions. Above 75
MPa and 38oC, no further improvement could be obtained. The detection of the release of
dipicolinic acid (DPA) from the core into the medium indicated no basics to e.g. L-alanin
induced germination. The main characteristic of this germination pathway is the activation of
specific cortex-immobilised enzymes by L-alanin which irreversibly triggers the degradative
events leading to the loss of typical spore properties. This behaviour could also be identified
during pressure treatment. Heat-resistance of a spore population as well as phase-contrast
refractivity of single spores was found to be reduced in parallel to the PD-release. Moreover,
it was observed that germination continued to a certain extent, even if the pressure had
already been relieved.
It seems likely that the role of high hydrostatic pressure during the induction of
germination is restricted to an activation of specific enzymes, only occurring in a narrow
pressure range between 50 and 250 MPa. More intensive treatments may lead to the direct
inactivation of the germination system. Inactivation at 150MPa and 70oC (6 log-cycles in 30
min) was found to occur prior to the release of DPA.
Similarly to vegetative cells, the high degree of variability within a spore population
governed the macroscopic kinetic behaviour. Passive homeostatic mechanisms led to
statistical distributed times of germination triggering. Additionally, the detectable events like
DPA-release were always interfered by a certain delay which may be due to diffusional
limitation in the outer parts of the spore. Modelling this simulation was performed by
combining a distribution function on describing the triggering-times with a concentration
dependent exponential decay of the remaining DPA-content of the core. Especially at 150 MPa
the analysis of the experimental data yielded further information: from 10 to 38oC average
triggering-times were reduced from 2h to 2min. Higher temperatures did not improve this
value. Concerning the DPA-transfer, a strong discontinuity at 38oC characterised the
temperature dependence. Obviously, the onset of the inactivation time of the germination of
specific enzymes limited the DPA-release by a delayed degradation of the cortex.

Process Optimisation and Minimal Processing of Foods Process Optimisation
18
4. Conclusion
Vegetative forms of B. subtilis are easily inactivated at non-thermal conditions (20-40oC) at
a pressure level of approximately 400 MPa. The killing of spores requires the application of
more severe conditions. Though extreme pressure (>1GPa) cannot improve the situation
dramatically, a temperature rise of 70oC at pressure as low as 150 MPa is very effective.
Germination cannot be induced without inactivation at the same temperature, but at lower
temperatures (ideally 38oC).
Usual process concepts favour the application of relatively high pressure (800 MPa),
reached in a short time. However, spore inactivation would be more effective with pressure
and increased temperature. As a compromise, more prolonged phases of pressure build-up and
decompression are recommended. The pressure-temperature-profile of such a treatment
should include conditions of optimal induction of germination. Models of inactivation or
germination can serve for process development by estimating the integral lethal effect of
those non-isobaric treatments.

High PressureBr�na, Voldrich, Marek & Kamar�d
19
Effect of High Pressure Treatment on the Patulin Content of Apple Concentrate
D. Br�na1, M. Voldrich1, M. Marek1 and J. Kamar�d2
1 Department of Food Preservation and Meat Technology, Institute of Chemical Technology,
Technick� 5, 16628 Praha 6, Czech Republic
2 Institute of Physics, Academy of Sciences of Czech Republic, Cukrovarnick� 10, Praha 6,
Czech Republic
Abstract
Patulin, a toxic mould metabolite, is frequently found in apple juices and concentrates. The
effect of high pressure treatment on the patulin content in the apple concentrate and the model
apple juice (both at the initial concentration level of 155 mg/kg) was investigated. One hour
treatment of the samples at room temperature under pressures of 300, 500 and 800 MPa caused
a decrease of the patulin content of 16, 20 and 23% of the initial value in the apple concentrate
and of 42, 53 and 62% in the juice, respectively. The high pressure pasteurisation can significantly
reduce the mycotoxin content and improve the quality of products with retention of the
nutritional and sensorial components of fruit juices.
1. Introduction
The ultra high pressure pasteurisation in combination with aseptic filling systems seems to be
one of the most promissing applications of high pressure technology in food processing (Knorr,
1995, Ifuku et al., 1993). The high pressure treatment for 5 - 10 min at 300 - 600 MPa and 20 -
50¡C allows the reduction of vegetative microbial cells by 4 - 5 log cycles, although enzymes,
especially pectinesterase in citrus juices, are more pressure resistant and their inactivation needs
additional approaches (Knorr, 1995, Ifuku et al., 1993, Takahashi et al., 1993). The main advantage
of high pressure pasteurisation is that the products retain the flavour and nutrition level of fresh
fruits (Knorr, 1995, Cheftel, 1992). However, high pressure processing affects chemical reactions in
the food material in both positive and negative ways. Nonenzymatic browning (Maillard reaction)
as well as hydrolysis of sucrose are inhibited by pressure. The degradation of colour and slight
changes of flavour due to the higher content of dissolved oxygen in products are mentioned as
examples of negative pressure effects (Knorr, 1995, Cheftel, 1992). The possible effect of high
pressure treatment on the chemical reactions in foods could be interesting also from the point of
view of degradation of toxic constituents of food.
Patulin (4-hydroxy-4H-furo(3,2-c)pyran-2(6H)-one) (1), a toxic metabolite produced by several
species of Aspergillus, Penicillium and Byssochlamys is frequently found in fruit products especially in

Process Optimisation and Minimal Processing of Foods Process Optimisation
20
apple juices and concentrates as a consequence of processing of fruits decayed by these moulds. In
large scale harvest and industrial processing of fruit it is almost impossible to obtain raw materials
absolutely free of such contamination, although the level in products is regulated. In several European
countries the limit for soft drinks is 50 µg/kg, in the Czech Republic it is 10 µg/kg (Tarter, 1991, van
Egmond, 1989). Heating has only very low effect on patulin content, that decreases very slowly
during storage. The mechanisms of its degradation in complex food matrixes is not sufficiently clear.
Patulin can react with thiol compounds to form additional products, similar reactions are known also
for the SO2 (bisulfite ion) (Pohland and Allen, 1970). The addition of ascorbic acid also accelerates
the degradation of patulin. It is suggested that degradation products of patulin are less toxic than
the original molecule (Pohland and Allen, 1970, Aytac and Acar, 1994, Woller and Majerus, 1982).
(1)
The aim of this communication is to evaluate the effect of high pressure treatment on the
degradation of patulin content in apple juice and concentrate.
2. Materials and methods
2.1. Material
Patulin free (patulin content less than 3 µg/kg) apple concentrate (pH 3.4, 70 ¡Brix) was obtained
from Fruiko Prus�nky. Concentrate was fortified with patulin (Aldrich Chem. Co.) to the level of 155
µg/kg (A) or with patulin and sodium metabisulfite (Lachema Neratovice) (100 mg/kg) (B). Both model
samples were pressurised also in diluted forms with 37¡Brix and 22¡Brix. Distilled water was used.
2.2. Methods
2.2.1. Pressure treatment
The samples (0.5 - 1g) were closed into PE capsules 2 x 2 cm and jointly treated (A and B) in an
hydrostatic pressure cell to guarantee identical pressure, temperature and time conditions. The
steel pressure cell (with i.d. 22 mm) enables treatment under pressures up to 1GPa in the
temperature range from 0 to 100¡C. A mixture of mineral oils was used as a pressure transmission
medium, no contamination of samples was detected. The samples were pressurised to 300, 500
and 800 MPa at 20 and 50¡C during 20, 60 and 150 min. Both pressure and temperature were
measured inside the pressure cell by a manganin sensor and a thermocouple, respectively.
O
O
OH
O

21
2.2.2. Determination of patulin
Patulin was determined (Tarter and Scott, 1991, Adensam et al., 1989) in pressurised samples as
well as nontreated reference ones. Patulin was extracted with ethyl acetate, extract purified using SPE
(Tessek Praha) on silica gel, evaporated to dryness, derivatized using N,O-Bis (trimethylsilyl)-
trifluoroacetamid (BSTFA, Fluka Chemical Co.) and analysed by gas chromatography on DB 5 capillary
column (J&W Scientific) with ECD detection. Internal standard p,p«-DDT (Sigma Chemical Co.) was used.
3. Results and Discussion
The rate of patulin degradation in fortified apple
concentrate (155 µg/kg) with and without addition
of sodium metabisulfite at 500 MPa and 20¡C is
given in figure 1. It is obvious that high pressure
accelerates the degradation, which is faster in the
case of the sulphited sample probably due to the
higher concentration of possible reaction partners
of patulin. As an usual pasteurisation has almost
negligible effect on patulin content in fruit
products, any pressure treatment seems to be a
useful procedure to reach a higher reduction of
patulin content.
The course of patulin degradation is pressure
dependent (figure 2). Higher pressure causes higher
decrease of patulin content. In spite of a limited
number of data, a D-p degradation curve at 20¡C
was drawn (figure 3). The D-p degradation curve
means the dependence of the exposition time
needed to reduce the concentration of patulin of
one log cycle on pressure, at constant temperature.
One point of the D-p curve at 50¡C is significantly
below the D-p curve at 20¡C in figure 3. It reflects
the more pronounced effect of temperature on log
D in comparison with the effect of pressure. At
higher temperatures (about 50¡C), the reduction of
patulin will be remarkable for the short treatment
time used.
In addition to the composition of juice or
concentrate (content of thiol, ascorbic acid, sulphites,
High PressureBr�na, Voldrich, Marek & Kamar�d
0
50
100
150
200
0 50 100 150
time (min)patulin content (
µ( g/kg)AB
0
50
100
150
200
0 200 400 600 800
pressure (MPa)
patu
lin c
onte
nt (µ
g/kg
) A
B
50°C
1
1,5
2
2,5
3
0 500 1000
pressure (MPa)
log
D (
min
)
Figure 1 - The effect of time of pressuretreatment (500 MPa, 20°C) on therate of patulin decrease. A - fortifiedapple concentrate, B - fortified appleconcentrate with addition of sodiummetabisulfite.
Figure 2 - The effect of pressure on patulincontent reduction at 20°C.
Figure 3 - Effect of Pressure on patulindegradation at 20°C.

22
Process Optimisation and Minimal Processing of Foods Process Optimisation
etc.), the course of patulin degradation is also
affected by osmotic pressure. The dependence of
relative patulin content reduction on the refractive
index is given in figure 4. A similar protective effect
of osmotic pressure was observed. The degradation
of patulin in concentrate was lower than in juice. In
practice, juice is usually treated before the aseptic
filling, therefore the reduction of patulin content
can be expected to be more significant.
4. Conclusions
High pressure accelerates the degradation reactions of patulin in apple concentrates and juices.
The reduction depends on the conditions used; the increase of pressure or temperature causes a
more significant reduction of patulin content. The effect is higher at lower osmotic pressure.
The effect of high pressure treatment on the degradation of patulin frequently present in fruit
products is the other positive factor supporting a wide use of high pressure in food processing.
References
L. Adensam, M. Lebedov�, J. Pavlosek and B. Turek. (1989). Pr�mysl potravin, 40, 127.
S.A. Aytac and J. Acar. (1994). Ern�hrung/Nutrition, 18, 15.
J.C. Cheftel. (1992). Effect of high hydrostartic pressure on food constituents: an overview. In:
Proceedings of High Pressure and Biotechnology, C. Balny, R. Hayashi, K. Heremans, P. Masson
(Eds.), Colloque INSERM/John Libbey Eurotext, 195.
H.P. van Egmond. (1989). Food Addit. Contam., 6, 139.
Y. Ifuku, Y. Takahashi and S. Yamasaki. (1993). International Markets, Fruit Processing, 3(1), 19.
D. Knorr. (1995). High pressure effect on plant derived foods. In: High Pressure Processing of
Foods, D.A. Leward, D.E. Johnston, R.G. Earnshaw, A.P.M. Hasting (eds.), Nottingham University
Press, 123.
A.E. Pohland and R. Allen. (1970). J. AOAC, 53, 688.
A. Pr�bela and T. Sinkov�. (1995). Mycotoxins in Natural toxic compounds of foods, J. Dav�dek (ed.),
CRC Press, 170.
Y. Takahashi, H. Ohta, H. Yonei and Y. Ifuku. (1993). Int. J. Food Sci. and Technol., 28 (1), 95.
E.J. Tarter and P.M. Scott. (1991). J. Chromatogr. 538, 441.
R. Woller, P. Majerus. (1982). Fl�ssiges Obst
0
10
20
30
40
50
0 20 40 60 80
refractive index (°Brix)
rela
tive
patu
lin c
onte
ntre
duct
ion
(%)
A
B
Figure 4 - Dependence of the relative patulincontent reduction on the refractiveindex of apple concentrate - juice(500 MPa, 60 min, 20°C).
High PressureButz, Fernandez, Fister & Tauscher
23
Influence of High Hydrostatic Pressure on Dipeptides
P. Butz, A. Fernandez, H. Fister and B. Tauscher
Institute of Chemistry and Biology, Federal Research Centre for Nutrition.
Karlsruhe. Germany
Abstract
The pressure stability of the synthetic dipeptides and derivatives in solution was investigated.
1-2 mmol/l solutions of L-aspartyl-L-phenylalanine, cis-3,6-dioxo-5-(phenylmethyl)-2S-piperazine
acetic acid (=diketopiperazine, DKP), and L-aspartyl-L-phenylalanine methylester (= Aspartame,
Nutrasweet) in 0.05 mol/l Tris/HCI buffer, pH 7, were treated at 700 MPa for 3, 10 and 30 minutes.
Aspartame was very unstable under the given conditions (neutral pH is essential). Degradation
products are diketopiperazine and aspartyl-phenylalanine. Diketopiperazine and aspartyl-
phenylalanine themselves did not change under the same conditions.
1. Introduction
High pressure is a thermodynamic factor which is known to influence chemical equilibria and
reaction rates according to the Le Chatelier principle. Pressure allows covalent bond ruptures in
reactions associated with reductions in volume. Therefore the pressure stability of food ingredients
should be studied. It has to be confirmed that no undesirable degradation products form, as e.g.
peptides which may become biologically active. In this work the stability of three dipeptides under
conditions of commercial pressure treatment was investigated.
2. Materials and Methods
2.1. Materials
Three synthetic dipeptides were used for the experiments: L-aspartyl-L-phenylalanine (Bachem
AG, Switzerland), cis-3,6-dioxo-5-(phenylmethyl)-2S-piperazine acetic acid (=diketopiperazine,
DKP) and L-aspartyl-L-phenylalanine methylester (=Aspartame) (a kind gift from Nutrasweet AG,
Zug, Switzerland).

24
Process Optimisation and Minimal Processing of Foods Process Optimisation
2.1.1 High pressure apparatus
The high pressure device consisted of a series of thermostated micro-autoclaves (ID 16 mm, ca.
l 0 ml) connected by valves (Butz et al. 1994). Pressure was generated manually by a hand pump in
combination with a pressure intensifier. The pressure transmision medium was water.
2.1.2 HPLC analysis
The three dipeptides and degradation products, were analyzed according to Langguth et al.
(1991) with minor modifications. A high-performance liquid chromatograph SPD-IOAD/LC-IOAD
(Shimazdu. D�sseldorf Germany) with UV-detection was used with a reversed-phase HD-Sil-18-5s-
80 column (Orpegen, Heidelberg, Germany). Detection was at 200 nm, flow rate was 1.0 ml/min.
The mobile phase was a 80:20 mixture of 0.5 mol/l NaH2PO4 (Merck 106346) adjusted to pH 2.1 by
H3PO4 and methanol (Merck 106007), injection volume was 20 111, pressure was 26-28 MPa. Peak
areas were measured by integration software (PC Integration Pack, Kontron).
2.2. Methods
Aspartame, diketopiperazine and L-aspartyl-L-phenylalanine were dissolved in 0.05 mol/l
Tris/HCI buffer, pH 7, to yield a concentration of about 1-2 mmol/ml. Teflon tubes (inner/outer
diameter 6/8 mm; 1-2 ml) with silicon stoppers were filled for the treatment under pressure.
Temperature controls were identically packaged samples in pressureless microautoclaves of the
same device. Pressure treatment was 3, 10 and 30 minutes at 700 MPa and 60¡C .
3. Results and Discussion
Aspartame is very unstable under the given conditions; degradation products are
diketopiperazine and aspartyl-phenylalanine (figure 1). The same products are also formed
during thermal treatment and storage of Aspartame. The stability of Aspartame in solution
depends strongly on pH and temperature with greater stability in acid media. At neutral pH,
pressure of 700 MPa shows an additional detrimental effect on Aspartame compared to thermal
treatment only (upper line in figure 1).
While the dipeptide-methylester Aspartame under pressure quickly forms the cyclization
product diketopiperazine, the analog dipeptide aspartyl-phenylalanine fails to do so (figure 2).
This could, at least in part, be due to the cleavage of methanol which is accompanied by a
negative volume effect. The cyclic dipeptide diketopiperazine does not change either under the
given conditions (figure 2); however, there is a significant change at different pH and longer
treatment (data not shown).

25
High PressureButz, Fernandez, Fister & Tauscher
References
Butz, P.; Koller, W.-D.; Tauscher, B.; Wolf, S. Ultra high pressure processing of onions: chemical and
sensory changes. Lebensm.-Wiss. u. Technol. 1994, 27, 463-467.
Langguth, P.; Alder R; Merkle, H.P. Studies on the stability of aspartame (I): specific and reproducible
HPLC assay for aspartame and its potential degradation products and applications to acid hydrolysis
of aspartame. Pharmazie. 1991. 46. 188-192.
Figure 1 - Pressure treatment of L-aspartyl-L-phenylal-anylmethylester (Aspartame) in 0.05 mol/lTris/HCI buffer, pH 7, at 700 MPa and 60°C.■ Aspartame, ◆ Aspartame control at 60°Cand normal pressure, ● DKP(diketopiperazine), ▲ aspartylphenylalanine.
Figure 2 - Pressure treatment of dipeptide solutions in0.05 mol/l Tris/HCI buffer, pH 7, at 700 MPa and60°C, ● diketo-piperazine, ▲ aspartyl-phenylalanine.
26
Process Optimisation and Minimal Processing of Foods Process Optimisation
Abstract
The mould Eurotium repens can cause spoilage of products with high sugar content. In order to
analyse the potential of high pressure to inactivate this mould, the pressure resistance of its three
different forms was studied. It was found that the minimum pressure required for an effective
inactivation varies from 150 MPa for the vegetative mycelium to 450 MPa for the more resistant
ascospores, with conidiospores requiring a minimum of 250 MPa. Concentrated solutions of sugars
or salts showed a stabilising effect of conidiospores against pressure.
1. Introduction
The mould Eurotium repens is able to grow even on media which contain high amounts of sugars,
e.g. jams and may cause spoilage of such products. As a perfect fungus it forms three different kinds
of cells — vegetative hyphae, asexually derived conidiospores and sexually derived ascospores.
A method to separate these species by density gradient centrifugation is demonstrated, and for
each of them the characteristics of high pressure inactivation are shown.
The vegetative hyphae are most pressure sensitive and ascospores are most resistant to pressure.
Conidiospores, less pressure resistant than ascospores, are highly stabilized against pressure in
concentrated salt- and sugar-solutions (van Almsick et al., 1995).
2. Materials and Methods
Eurotium repens DSM 62631 was purchased from the Deutsche Sammlung von Mikroorganismen,
Braunschweig. It was grown at 24¡C on the medium recommended for osmophilic fungi (DSM). For
each experimental run cells were freshly prepared. Vegetative cells were harvested after 24 to 48h
before any formation of spores started. Conidiospores were taken after 5 to 7 days. A large inoculum
stimulated the formation of ascospores which were harvested after at least 14 days. To break asci
and get free ascospores the raw material was shaken with glass beads. To avoid aggregation of spores
the suspensions contained 0.1% of Polysorbate 80.
High Pressure Inactivation of Hyphae, Conidiospores and Ascosporesof the Fungus Eurotium Repens
G. van Almsick, R. Eiche and H. Ludwig
Universit�t Heidelberg, Institut f�r Pharmazeutische Technologie und Biopharmazie,
69120 Heidelberg, Germany

27
High PressureVan Almsick, Eicher & Ludwig
Separation of ascospores from vegetative cells and conidiospores was performed by density
gradient centrifugation using two CsCl-density gradients. The first 2 ml of a spore suspension
were loaded onto 50 ml of a gradient of 22 to 34% CsCl and centrifuged for 15 min at 1100g. The
pellet, containing ascospores and still some conidiospores, was loaded onto a gradient of 34 to
44% CsCl and centrifuged for 20 min at 1100g. The well separated white band in the middle of the
tube contained more than 90% of single ascospores. These could be distinguished from
conidiospores by phase contrast microscopy. The shape of ascospores occurs brighter and sharper,
thus indicating a lower content of water (figure 1 and 2).
The high pressure device consisted of ten small pressure vessels . These were filled with 1 to
2.5 ml samples, enclosed in polyethylene tubes, pressurized simultaneously and thermostated.
The maximum pressure was 700 MPa, the pressure medium was water. The single vessels could be
opened at different times in order to measure the kinetics of inactivation (Butz et al., 1990).
The number of surviving organisms was determined by counting colony forming units per ml
(cfu) on agar plates. The results given in the figures are from single experimental runs. All
experiments were replicated at least once.
Figure 1 - Phase contrast microscopy of conidiospores,1000 times magnified
Figure 2 - Phase contrast microscopy of ascospores,1000 times magnified

28
Process Optimisation and Minimal Processing of Foods Process Optimisation
3. Results and Discussion
As expected, the vegetative hyphae are the least barotolerant cells formed by Eurotium repens.
Figure 3 shows the inactivation of hyphae at 200 MPa and 25¡C. Under these conditions viable
counts of hyphae are reduced with a D-value of 2 min, whereas conidiospores have a D-value of 8
min when inactivated at 300 MPa and 25¡C. In contrast to the inactivation of vegetative cells,
reduction of conidiospores is not linear in the semilogarithmic plot over the whole range of cells.
This is caused by very small amounts of ascospores which cannot completely be removed from the
preparations (figure 4).
Figure 3 - ● Inactivation of vegetative cells of Eurotium repensat 200MPa and 25ºC; open symbol is control
Figure 4 - ● Inactivation of conidiospores at 300 MPa and25ºC; open symbol is control
29
High PressureVan Almsick, Eicher & Ludwig
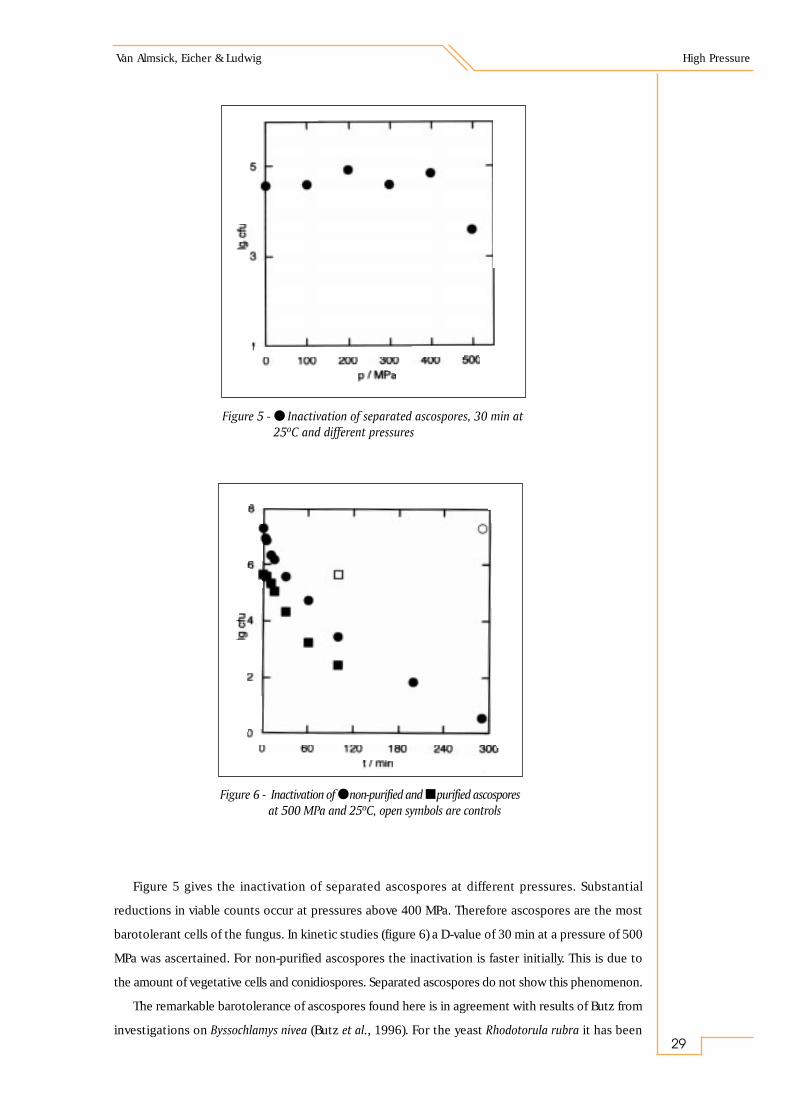
Figure 5 gives the inactivation of separated ascospores at different pressures. Substantial
reductions in viable counts occur at pressures above 400 MPa. Therefore ascospores are the most
barotolerant cells of the fungus. In kinetic studies (figure 6) a D-value of 30 min at a pressure of 500
MPa was ascertained. For non-purified ascospores the inactivation is faster initially. This is due to
the amount of vegetative cells and conidiospores. Separated ascospores do not show this phenomenon.
The remarkable barotolerance of ascospores found here is in agreement with results of Butz from
investigations on Byssochlamys nivea (Butz et al., 1996). For the yeast Rhodotorula rubra it has been
Figure 5 - ● Inactivation of separated ascospores, 30 min at25ºC and different pressures
Figure 6 - Inactivation of ● non-purified and ■purified ascosporesat 500 MPa and 25ºC, open symbols are controls

Process Optimisation and Minimal Processing of Foods Process Optimisation
30
reported that high concentrations of different sugars and NaCl led to a decrease in pressure sensitivity
(Oxen et al., 1993). Therefore, conidiospores of Eurotium repens were suspended in solutions of sucrose,
glucose, NaCl and KCl. Figure 8 exemplifies the results for sucrose and NaCl. Both, concentrated solutions
of sugars and salts stabilize conidiospores of Eurotium repens against high hydrostatic pressure. At 300MPa
in 60% sucrose and in 25% NaCl no reduction in viable counts could be determined after 30min of pressure
treatment. For sucrose this stabilization could be overcome by elevated pressures as demonstrated in figure
8. All germs were inactivated when the spore suspension was pressurized to 550MPa for 30 min.
Figure 7 - Inactivation of E. repens (conidiospores) at 25ºCfor 30 min, ● suspended in sucrose-solutions, ■suspended in NaCI-solutions, ■■-■ indicates theinitial number of germs
Figure 8 - ■ Inactivation of conidiospores in 60% sucrosesolutions, 30 minat 25ºC and different pressures,■ initial number of germs

31
High PressureVan Almsick, Eicher & Ludwig
4. Conclusions
The barotolerance of Eurotium repens depends on the developmental form in which the mould
is present. The minimum pressure needed for an effective inactivation varies from 150 MPa for the
vegetative mycelium and 250 MPa for the conidiospores to 450 MPa for the ascospores.
For preparations consisting of only one kind of cells the kinetics of inactivation follows a first
order reaction over several log cycles.
The various pressure sensitivities of conidio- and ascospores may be caused by different water
activities inside the specimens. Concentrated solutions of sugars or salts stabilize conidiospores
against pressure and therefore, in high osmolalic foods, conidiospores may also be problematical
to inactivate.
Acknowledgements
This work was supported by the EU, Project. No. AIR11-CT92-0296 and FAIR-CT96-1175
References
G. van Almsick, Ch. Schreck, H. Ludwig, Basic and Applied High Pressure Biology IV. 1995, 5, 69
P. Butz, S. Funtenberger, T. Haberditzl, B. Tauscher, Lebensmittel-Wissenschaft und -Technologie
1996, 29, 404
P. Butz, J. Ries, u. Traugott, H. Weber, H. Ludwig, Pharm. Ind. 1990, 52, 487
P. Oxen, D. Knorr, Lebensmittel-Wissenschaft und -Technologie 1993, 26, 220
Questions and Answers
Is there any logarithmic relation between the velocity of killing microorganisms
(vegetative and spores) and pressure value in MPa, like the dependence between Dt and
temperature and Dt and intensity of irradiation.
Stoyan Tantchev
There is a relation similar to irradiation (minimal dose) with a minimal pressure needed
for inactivation. Above that minimal pressure there exists a nearly linear relationship
between log D and pressure, but only until an upper pressure limit is reached where the rate does
not further increase substantially.
A
Q

32
Process Optimisation and Minimal Processing of Foods Process Optimisation
Abstract
The effect of high hydrostatic pressure treatment (50-500 MPa) combined with heat treatment
(20-60…C) on peroxidase (POD), polyphenol oxidase (PPO) and pectin methylesterase (PME)
activities in tomato puree were studied. Assays were carried out with fresh made tomato puree
and a 15 minutes treatment time was prefixed. Pressurization/depressurization treatments caused
a continous denaturation of soluble proteins at room temperature (20…C). Also, UHP/mild heat
treatments produced a significant reduction (32.5%) of PME activity when a combination of 150
MPa/30…C treatment were employed, while some activation was observed for treatments carried
out at 335-500 MPa, at different temperatures. A fair reduction of POD activity (25%) was obtained
in tomato purees treated at 350 MPa/20…C, but combination of higher pressures and mild
temperatures (30-60…C) produced an enhancement of this activity. PPO activity did not experiment
any significant changes due to UHP/mild temperature treatments in the tomato product. Only a
combination of 200 MPa/20…C seemed to produced a significant loss (10%) in PPO activity.
1. Introduction
High hydrostatic pressure treatment reduces microbial counts and enzyme activity and affects
product functionality (Farr, 1990; Hoover et al., 1989; Cheftel, 1991). This provides a good
potential basis for development of new processes for food preservation or product modifications
(Mertens and Knorr, 1992). The first commercial products made using high pressure treatments
have been almost exclusively plants or products containing plants (Knorr, 1995).
Effects of high pressure treatments on enzymes may be related to reversible or irreversible
changes in protein structure (Cheftel, 1992). However, loss of catalytic activity can differ
depending on the enzyme, the nature of the substrates, the temperature and the length of
processing (Cheftel, 1992; Kunugi, 1992; Cano et al., 1996).
The demand for minimally processed tomato products of rich flavour and high consistency has
risen markedly in these last years. In this way, some authors (Porreta et al., 1995) reported the effects
of ultra-high hydrostatic pressure treatments on the quality of tomato juice. This product (juice)
High Pressure and Temperature Effects on Enzyme Inactivation in Tomato Puree
A. Hern�ndez and M. Pilar Cano
Department of Plant Foods Science and Technology, Instituto del Fr�o (C.S.I.C.),
28040-Madrid, Spain
33
High PressureHern�ndez & Pilar Cano
was prepared using a pH adjustement and no combinations of UHP/temperature were employed.
Also, no enzymatic inactivation studies were made.
The objective of the present work was to determine the effects of high pressure treatments up to
500 MPa combined with mild heat treatments up to 60…C on peroxidase (POD; EC 1.11.1.7), polyphenol
oxidase (PPO, EC 1.10.3.1) and pectin methylesterase (PME, EC 3.1.1.11) activities in tomato puree.
2. Materials and Methods
2.1. Materials
2.1.1. Plant material
Full ripe tomatoes (Lycopersicum esculentum, var. Pera) from Valencia (Spain) were obtained from
commercial sources. Fruits for processing were selected attending to their maturity and disease
free. The characteristics of the tomato puree are shown in table 1.
2.1.2. UHP equipment
A high pressure unit GEC ALSTHOM ACB 900 HP, type ACIP No 665 (Nantes, France), with
2,350 ml capacity was used.
2.2. Methods
2.2.1. Combined UHP/Temperature Treatments
UHP treatments (50-500 MPa) were employed. The time of the treatments was constant at 15
min and the temperature of the immersion medium (initial sample at atmospheric pressure: 20…C)
was varied between 20…C and 60…C. Samples were placed in polyethylene bottles (250 ml)
Table 1Physicochemical and biochemical characteristics
of tomato puree before pressurization
Characteristics Tomato puree
Titratable acidity (g citric acid/100g f.w.) 0.38 – 0.02
pH 4.08 – 0.05
Soluble solids (¡ Brix at 20¡C) 5.6 – 0.1
Total solids (mg/100 g f.w.) 5.69 – 0.17
Moisture content (%) 94.3 – 0.18
POD activity 40.41 – 1.33
PPO activity 0.79 – 0.03
PME activity 5.32 – 0.08
Protein content (mg/g f.w.) 0.31 – 0.05
Color L (luminosity) 23.42 – 0.08
aL 12.39 – 0.05
bL 9.95 – 0.04
Values are average – standard deviation of three independent determinations.

Process Optimisation and Minimal Processing of Foods Process Optimisation
34
and then introduced in the pressure unit filled with pressure medium (water). Pressure was
increased and released at 2.5 MPa/s. After pressure treatments samples were immediatelly
analyzed or stored at -80…C for later enzyme activity determination.
2.2.2. Quality determinations
Soluble solids of fresh made tomato puree were determined using a digital refractrometer
(ATAGO, Tokyo, Japan). Results were reported as Brix at 20…C. For titratable acidity, the puree was
macerated and 10 g samples were accurately weighed into beakers. Distilled water (40 ml) was
added to each sample. The resulting mixture was titrated with 0.1N Na OH to pH 8.1, monitored
with a pH meter (Microph 2000, Crison, spain). The results were expressed as g citric acid/100g
sample. The pH of the samples was determined before titration. For moisture content, the AOAC
(1984) vacuum oven method was modified, using a microwave oven operating at 200W for 20-25
min, as described by Cano et al. (1990).
The colour of the tomato puree was measured in a cylindrical sample cup, 5 cm diam X 2 cm
high, filled to the top, using a colourimeter model 25-9 (Hunter associates Laboratory mod. 25-9,
Reston, VA, USA). A standard colour plate No. C2-19952 with reflectance values L=77.65, a=-1.51,
b=21.41 was used as reference.
2.2.3. Biochemical analysis
The enzyme extracts for the determination of polyphenol oxidase (PPO) and peroxidase (POD)
were made by homogenization of 10g of each sample with 10ml of 0.2M sodium phosphate buffer
(pH 6.5) (containing 1% (w/v) insoluble polyvinylpolypirrolidone (PVPP)) or for pectin
methylesterase determination with 10 ml of 0.2M sodium phosphate buffer (pH 7.5) in an
ultrahomogenizer (Omnimixer, mod. ES-207, Omni International, Inc., Gainsville, VA, USA) with
external cooling, for 3 min with stop intervals each 30 sec.
Peroxidase activity was assayed spectrophotometrically using aliquots (0.025ml) of extract and
a reaction mixture composed by 2.7ml 0.05M sodium phosphate buffer (pH 6.5) with 0.2 ml 1%
(w/v) p-phenylenediamine as H-donor and 0.1 ml 1.5% (w/v) hydrogen peroxide as oxidant. The
oxidation of p-phenylenediamine was measured using a double beam spectrophotometer (Perkin-
Elmer, mod. Lambda 15, Bodenseewerk, FRG) at 485 nm and 25…C.
Polyphenol oxidase activity was assayed using aliquots (0.1 ml) of extract and 3.0ml of a
solution of 0.15M cathecol in 0.05M sodium phosphate buffer (pH 6.5). The reaction was
measured with the spectrophotometer at 420 nm and 25…C.
Pectin methylesterase activity was assayed using aliquots (0.05 ml) of extract, adjusted to pH
7.5 if necessary, and a reaction mixture composed by 2.8ml 0.5% (w/v) citrus pectin (pH 7.5), 0.2 ml
0.01% (w/v) bromothymol blue in 0.003M potassium phosphate buffer (pH 7.5). The reaction was
measured spectrophotometrically at 620 nm and 25…C.
All enzyme activities were determined by measuring the slope of the reaction. The enzyme
activity unit was defined as the change in absorbance/min/g fresh weight of sample.

35
High PressureHern�ndez & Pilar Cano
Soluble proteins were analyzed according to the Bradford (1976) method, measuring optical
density (OD) at 595 nm, with bovine albumin as a standard.
2.3. Experimental design
High pressure treatments were carried out in triplicate. Values from chemical and biochemical
analysis are averages of three independent determinations. A STATGRAPHICS (Statistical Graphics
system, vers. 7.0, USA) software program was employed for statistical data analysis and graphycal
presentation.
Response surface methodology (RSM) was used to study the simultaneous effect of two processing
variables. The experiments were designed according to a central composite rotatable design (Cochran
and Cox, 1957). The variables studied were pressure and temperature. Five levels of each variable
were chosen in accordance with the
principles of central composite design
(table 2). Thirteen combinations of two
variables were performed following the
designs of Cochran and Cox (1957).
Assessment of error was derived from
replication of treatment combination as
suggested in the design.
For each factor assessed a second-order polynomial equation was fitted as follows:
y = bo + ∑ bixi + ∑ biixi2 + ∑ bijxixj
Where y is the estimated response, bo, bi, bii, bij are equation parameters to be estimated
(constant, bo; coefficients of the linear terms, bi ;for quadratic terms, bii; for interaction terms, bij),
xi, xj are levels of factors and k the number of factors. For each factor the variance was partitioned
into linear, quadratic and interactive components in order to assess the adequacy of the second
order polynomial function and the relative importance of the components. The significance of the
equation parameters for each response variable was assessed by a t-test.
3. Results and Discussion
Initial enzyme activities in freshly prepared tomato puree (table 1) showed a very high peroxidase
activity (40.41 ∆OD/min/g f.w.), a relatively low polyphenol oxidase activity (0.79 ∆OD/min/g f.w.),
a fair pectin methylesterase (5.32 ∆OD/min/g f.w.) activity and a protein content of 0.31 mg/g f.w.
These are the control values employed for UHP/temperature inactivation studies. Tomato puree
Table 2Levels of variables in tomato puree UHP processing
according to the experimental design
Pressure (MPa) Temperature (¡C)
50 20.0
115.8 25.0
275.0 40.0
434.1 54.1
500.0 60.0

Process Optimisation and Minimal Processing of Foods Process Optimisation
36
proteins suffered a continuous denaturation when high pressure increased to 500 MPa at
room temperature (20…C), as shown in figure 1. However, when a combined treatment
UHP/temperature was employed, the effects on proteins were different. In general, UHP/mild
temperature treatments caused a continuous denaturation of soluble proteins, but this
denaturation increased with pressure. Better results, in terms of protein modification,
were obtained at temperatures of 20/30…C and pressures between 100-300 MPa.
Peroxidase activity in tomato puree suffered an activation when combined treatments were carried
out at pressures below 350 MPa at room temperature (20…C), while a significant inactivation of this
enzyme can be obtained using treatments at pressures above 350 MPa, as shown in figure 2.
Figure 1 - Effect of P and T on protein content. Untreatedsample (control): 0.311 mg/g
Table 3Regression model for protein extracted from tomato pureea
RC SE SL
Constant 0.190 0.010 0.000
Linear
P -0.090 0.008 0.000
T 0.004 0.008 0.590
Quadratic
P x P 0.020 0.008 0.040
T x T -0.040 0.008 0.002
Interaction
P x T 0.030 0.011 0.017
a P = Pressure (MPa); T = Temperature (¡C); RC = Regression Coefficient; SE = Standard Error;
SL = Significance Level
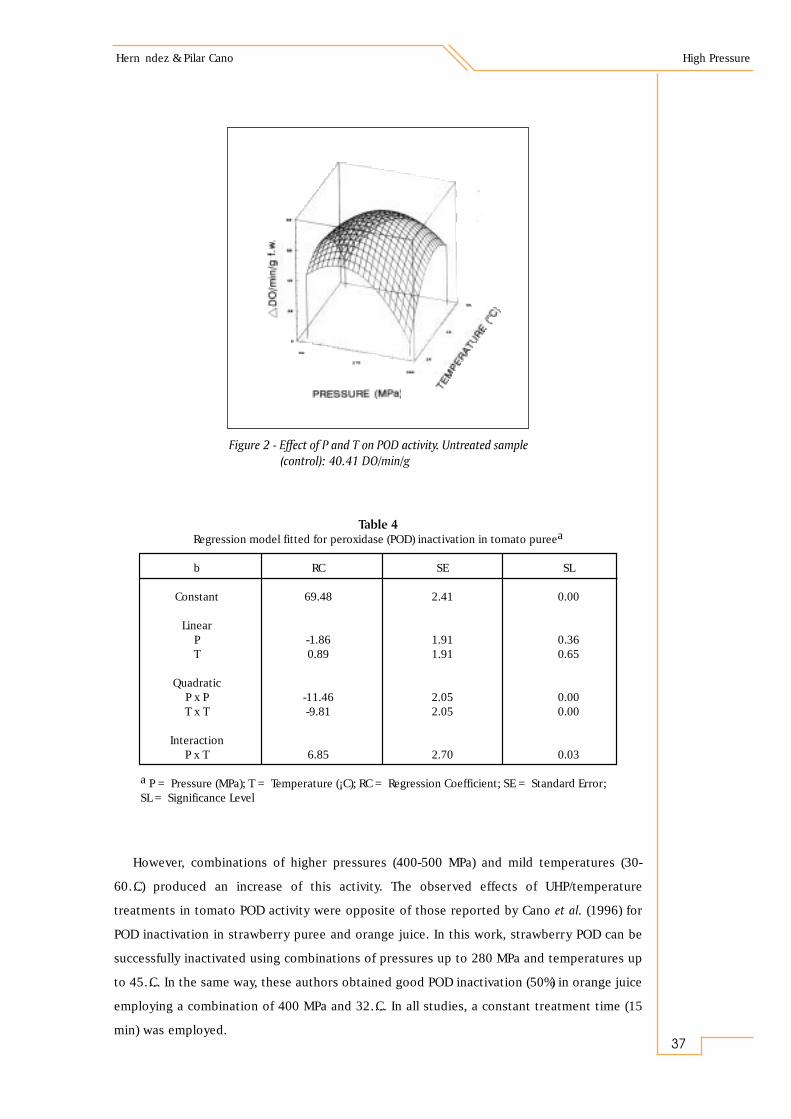
High PressureHern�ndez & Pilar Cano
37
However, combinations of higher pressures (400-500 MPa) and mild temperatures (30-
60…C) produced an increase of this activity. The observed effects of UHP/temperature
treatments in tomato POD activity were opposite of those reported by Cano et al. (1996) for
POD inactivation in strawberry puree and orange juice. In this work, strawberry POD can be
successfully inactivated using combinations of pressures up to 280 MPa and temperatures up
to 45…C. In the same way, these authors obtained good POD inactivation (50%) in orange juice
employing a combination of 400 MPa and 32…C. In all studies, a constant treatment time (15
min) was employed.
Figure 2 - Effect of P and T on POD activity. Untreated sample(control): 40.41 DO/min/g
Table 4Regression model fitted for peroxidase (POD) inactivation in tomato pureea
b RC SE SL
Constant 69.48 2.41 0.00
Linear
P -1.86 1.91 0.36
T 0.89 1.91 0.65
Quadratic
P x P -11.46 2.05 0.00
T x T -9.81 2.05 0.00
Interaction
P x T 6.85 2.70 0.03
a P = Pressure (MPa); T = Temperature (¡C); RC = Regression Coefficient; SE = Standard Error;
SL = Significance Level

38
Process Optimisation and Minimal Processing of Foods Process Optimisation
Similar results were observed for tomato puree polyphenol oxidase (PPO) activity, as shown in
figure 3. The effect of different pressurization/depressurization treatments on this enzyme showed
that tomato puree PPO suffered an increase in activity when a pressure below 200 MPa was
employed, while a significant activity loss was observed using pressures from 200 up to 500 MPa,
working at room temperature (20…C). The better result in terms of PPO inactivation was obtained
using a combination of 200 MPa/20…C (15 min).
Pectin methylesterase activity in fresh tomato puree was 5.32 (∆OD/min/g f.w.). This initial activity
was reduced to 35% using a combined treatment of 150 MPa/30…C during 15 minutes, figure 4. This
combination was the most efficient in terms of PME inactivation. In general, PME is the enzyme most
affected in tomato products by UHP treatments. This higher efficiency of low pressure/mild temperature
treatments on tomato puree PME was also reported in pressurized orange juice (Cano et al., 1996).
Figure 3 - Effect of P and T on PPO activity. Untreated sample(control): 0.792 DO/min/g
Table 5Regression model for polyphenol oxidase (PPO) inactivation in tomato pureea
b RC SE SL
Constant 2.010 0.05 0.00
Linear
P 0.012 0.04 0.76
T 0.044 0.04 0.31
Quadratic
P x P -0.490 0.04 0.00
T x T -0.470 0.04 0.00
Interaction
P x T 0.050 0.05 0.42
a P = Pressure (MPa); T = Temperature (¡C); RC = Regression Coefficient; SE = Standard Error;
SL = Significance Level

39
High PressureHern�ndez & Pilar Cano
The activation effects, observed in some cases, as consequence of combined UHP/temperature
treatments could be attributed to reversible configuration and/or conformation changes of the
enzyme and/or substrate molecules (Ogawa et al., 1990; Anese et al., 1995). The pH dependence of
such activation effects seemed to confirm this hypothesis. Tomato puree showed a relatively high
pH value (4.08) and also a fairly low soluble solids content (5.6 Brix at 20…C) compared to other
studies of UHP/temperature effects on other fruit-derived products, such as strawberry puree or
orange juice.
Anese et al. (1995) reported that the pH of enzymatic crude extracts from juices seemed to strongly
affect the extent of enzyme inactivation, which reached a maximum at pH 6.0.
Figure 4 - Effect on P and T on PME activity. Untreated sample(control): 5.32 DO/min/g
Table 6Regression model fitted for pectin methylesterase (PME) inactivation in tomato pureea
b RC SE SL
Constant 7.42 0.20 0.00
Linear
P 0.04 0.15 0.78
T 0.20 0.15 0.23
Quadratic
P x P -0.95 0.17 0.00
T x T -1.40 0.17 0.00
Interaction
P x T -0.58 0.22 0.03
a P = Pressure (Mpa); T = Temperature (¡C); RC = Regression Coefficient; SE = Standard Error;
SL = Significance Level
Process Optimisation and Minimal Processing of Foods Process Optimisation
40
In addition, the soluble solids content of the sample also influences the inactivation of
enzymes (Ogawa et al., 1990). Increased soluble solids protect PME against pressure as well as heat
inactivation. However, in the present study tomato PME suffered a significantly greater
inactivation using UHP/temperature combination than orange juice (Cano et al., 1996), in spite of
this tomato product having a higher pH and lower soluble solids than the orange juice. In this way,
other factors in addition to pH and soluble solids must contribute to the effectiveness or not of
combined UHP/temperature treatments in enzyme inactivation of fruit-derived products.
Acknowledgements
This work was supported by the Spanish project no. ALI94-0786, Comisi�n Interministerial de
Ciencia y Tecnolog�a .
References
Anese, M.; Nicoli, M.C.; Dall,aglio G. And Lerici, C.R. (1995). Effect of high pressure treatments on
peroxidase and polyphenoloxidase activities. Journal Food Biochem., 18, 285-293
AOAC (1984). Official Methods of Analysis, 14th de. Association of Official Analytical Chemists,
Washington, D.C.
Bradford, M. (1976). A rapid and sensitive method for the quantitation of microgram quantities of
protein utilizing the principle of protein-dye binding. Anal. Biochem., 72, 248-254
Cano, M.P.; Mar�n, M.A. and Fuster, C. (1990). Freezing of banana slices. Influence of maturity level
and thermal treatment prior to freezing. Journal of Food Science, 55 (4), 1070-1073
Cano, M.P.; Hern�ndez, A. and De Ancos, B. (1996). High Pressure and Temperature Effects on
Enzyme Inactivation in Strawberry and Orange Products. Journal of Food Science, in press.
Cheftel, J.C. (1991). Applications des hautes pressions en technologie alimentaire. Actualit� des
Industries Alimentaires et Agro-alimentaires, 108 (3), 141-153
Cheftel, J.C. (1992). Effects of high hydrostatic pressure on food constituents: An overview. In High
Pressure and Biotechnology, C. Balny. R. Hayashi, K. Heremans and P. Masson. Editions John Libbey
Euro-text, Montrouge, 195-209
Cochran, W.G. and Cox, G. M. (1957). Experimental Design, 2nd de. Wiley International, New York
Farr, D. (1990). High pressure technology in the food industry. Trends Food Sci. Technol., 1, 14-16
Hoover, D.G.; Metrick, C.; Papineau, A.M.; Farkas, D.F. and Knorr, D. (1989). Biological effects of
high hydrostatic pressure on food microorganisms. Food Technology 43 (3), 99-107
Knorr, D. (1995). High pressure effects on plant derived products. In High Pressure Processing of
Foods, D.A. Ledward, D. E. Johnston, R.G., Earnshaw and A.P.H. Hasting (Ed), Nottinghan University
Press, 123-135

High PressureHern�ndez & Pilar Cano
41
Kunugi, S. (1992). Effect of pressure on activity and specificity of some hydrolytic enzymes. In High
Pressure and Biotechnology, C. Balny. R. Hayashi, K. Heremans and P. Masson. Editions John Libbey
Euro-text, Montrouge, 129-137
Mertens, B. and Knorr, D. (1992). Development of nonthermal processes for food preservation.
Food Technology, 46 (5), 124-133
Ogawa, H.; Fukuhisa, K.; Kubo, Y. and Fukumoto, H. (1990). Pressure inactivation of yeast, molds
and pectinesterase in Satsuma mandarin juice: effect of juice concentration, pH and organic acids
and comparison with heat sanitation. Agric. Biol. Chem., 54 (5), 1219-1225
Porreta, S.; Birzi, A.; Ghizzoni, C. and Vicini, E. (1995). Effects of ultra-high Hydrostatic pressure
treatments on the quality of tomato juice. Food Chemistry, 52, 35-41
Questions and Answers
You observed POD and OPP (re-)generation during frozen storage. Are you sure that it is an
artifact related to the sensitivity/specificity of your assays, or is there enough enzyme
acivity at freezing temperature to drive the (re-)generation process?
Leon Gorris
Yes, we concluded that it is a regeneration, because we did not study these enzymes only
from the point of view of quantification of enzyme activity. We also characterised the
enzymes by biochemical techniques, and the enzyme activity during frozen storage (in the right
analytical conditions of assay for each tissue) was enough to establish this conclusion. This work
was published in 1994.
A
Q

42
Process Optimisation and Minimal Processing of Foods Process Optimisation
Abstract
The samples of ripened, sliced cheeses, minced beef and cured, sliced ham were placed in
commercially used polyamide-polyethylene bags, inoculated with L. monocytogenes and vacuum
sealed. The samples were exposed to hydrostatic pressures ranging from 100 to 500 MPa for 5, 10
and 15 min. The numbers of L. monocytogenes and Aerobic Plate Counts in high pressure treated
and in control samples were determined using the decimal dilution technique. The 6D-values, i.e.
time required for reduction of bacteria by 6 log cycles for different pressure levels, were
calculated. The uninoculated samples treated with high pressure were used in sensory studies. It
was found that L. monocytogenes subjected to high pressure in ripened cheeses is more resistant
than in minced beef and cured, sliced ham. Generally, the results confirm the usefulness of high
pressure technology for inactivation of L. monocytogenes and reduction of inherent microflora in
vacuum-packaged food products.
1. Introduction
During industrial processing of food, particularly during slicing and packaging, secondary
contamination is practically unavoidable (Berends et al., 1995). Microbial contamination consists of
various microorganisms including pathogenic bacteria: Staphylococcus aureus, Salmonella spp.,
Listeria spp. (Berends et al., 1995; Kwiatek, 1991, 1992, 1993). Contamination with L. monocytogenes
seems to be particularly dangerous. Contrary to the majority of pathogens, L. monocytogenes
(classified as a psychotrophic micro-organism) has the ability to multiply in vacuum-packaged
food products, stored in a refrigerator (Grau and Vanderlinde, 1990). Listeria monocytogenes is
responsible for severe food poisonings and may cause death in sensitive persons (Zar�ba and
Borowski, 1994). Foodborne listeriosis outbreaks have been linked to the consumption of dairy
products including raw and pasteurized milk, ice cream and a variety of cheeses, meat and meat
products, as well as chicken and fish (McLauchlin, 1992).
Various control measures have been applied to reduce the incidence of listeria in food
including an improvement of GMP by introduction of the HACCP concept, however a complete
Comparison of the Influence of High Pressure Treatment on the Survival of ListeriaMonocytogenes in Minced Meat, Sliced, Cured Ham and Ripened, Sliced Cheeses
J. Szczawinski1, M. Szczawinska1, B. Stanczak1, M. Fonberg-Broczek2,3,
J. Arabas2, J. Szczepek2 and S. Porowski2
1Warsaw Agricultural University, Faculty of Veterinary Medicine,
Department of Food Hygiene, Warszawa, Poland2Polish Academy of Sciences, High Pressure Research Center, Warszawa, Poland
3National Institute of Hygiene, Warszawa, Poland

43
High PressureSzczawinski, Szczawinska, Stanczak, Fonberg-Broczek
Arabas, Szczepek & Porowski
elimination of the pathogen by those means seems to be impossible (Tompkin, 1990). Properly
conducted heat treatment during preparation of food at home as well as an industrial pasteurization
or sterilization should cause complete inactivation of L. monocytogenes (Sta�czak and Szczawi�ski,
1996), however most vacuum-packaged food products cannot be subjected to heat treatment.
Ionizing radiation has been successful in removing non-spore-forming pathogens, like Listeria and
Salmonella, from vacuum-packaged food products (Huhtanen et al., 1989; Szczawi�ska, 1994;
Szczawi�ski et al., 1996b), but so far radiation treatment has not been well accepted by consumers.
The aims of this study were: (a) to compare the effect of high pressure on the survival of L.
monocytogenes in minced beef, cured ham and in three different ripened, hard cheeses (Edamski,
Gouda, Podlaski - the most common cheeses in Poland), sliced and vacuum-packaged in
polyamide-polyethylene bags; (b) to compare the effect of high pressure on the sensory
properties of the treated samples.
2. Materials and Methods
Lean beef meat was minced, divided into 10-gram portions and placed in polyamide-polyethylene
bags (Multiseven 78 TOP, Wipak, Finland). In order to restrict the growth of saprophytic microflora
(which might have affected the determination of L. monocytogenes), the samples were decontaminated
by gamma irradiation at a dose of 10 kGy. Cured, sliced, pasteurized pork ham and hard, sliced cheeses
(Edamski, Gouda, Podlaski), were divided into 10 g portions. Every portion, made of two adjoining
slices, was placed in a commercially used polyamide-polyethylene bag. These samples were not
exposed to ionizing radiation. All samples were inoculated with L. monocytogenes (a mixture of
strains isolated from milk, obtained from the Polish National Veterinary Institute, incubated on BHI
at 37oC for 24 h) and vacuum-packaged (Henkovac 1000).
The samples were exposed to high pressure treatment in the High Pressure Research Center of
the Polish Academy of Sciences, where a special stand for food testing was constructed. The
process of high pressure treatment requires the following steps: a high pressure chamber, closed
from the bottom with a special cover, is filled with distilled water. After placing vacuum-packaged
food products in the chamber, the top cover is closed. Pressure is generated in 10-60 seconds by
a special plunger, descending into the chamber. The measurement of hydrostatic pressure inside
the chamber is done indirectly with the help of a manometer, indicating the pressure under the piston
rod. After the high pressure treatment is finished, the pressure in the chamber is relieved,
approximately twice slower than it has been generated.
The samples of minced beef and cured ham were subjected to 100, 150, 200, 300 and 400 MPa
of hydrostatic pressure, whereas the samples of cheeses were treated with 200, 350 and 500 MPa.
All samples were exposed for 5, 10 and 15 min. After treatment, the samples were stored at 4oC for
18 hours. The number of surviving listeria in each sample per gram was determined by the ten fold
dilution method and plating onto Oxford Agar (Oxoid). The plates were incubated for 72 hours at 30oC.

44
Process Optimisation and Minimal Processing of Foods Process Optimisation
The bacterial counts were transformed into logarithms and statistically analyzed.
Additionally, some control (uninoculated) samples for sensory studies were treated with high
pressure. The appearance, colour, smell and taste of the samples were evaluated by a trained panel
(6 persons) using 9-point quality scores.
3. Results and Discussion
In previous studies (Szczawi�ski et al., 1995a, 1995b, 1996a) it was found that mathematical
parameters applied in thermobacteriology, i.e. D-value (time required for decimal reduction of L.
monocytogenes at given pressure) and z-value (coefficient of resistance of L. monocytogenes to high
pressure), can be also useful for predicting the effects of high pressure treatment on microflora
present in food. Because it is generally accepted that reduction of L. monocytogenes by 6 log units
in slightly contaminated food is large enough for consumer safety, 6D values (time required for
reduction of bacteria by 6 log cycles at given pressure) were calculated on the basis of those
previously obtained results.
The results presented in figure 1 demonstrate that the resistance of L. monocytogenes to high
pressure is different in various foods.
Figure 1 - Comparison of 6D-values for L. monocytogenes in different products at various pressure levels

45
High PressureSzczawinski, Szczawinska, Stanczak, Fonberg-Broczek
Arabas, Szczepek & Porowski
In hard cheeses bacteria are much more resistant to pressure than in minced meat and
cured ham. This could be explained by the lower water activity of the cheeses tested compared
to beef and ham (Johnston, 1995). It is more difficult to find a reason for the large differences
in 6D-values found in the three kinds of cheeses, because all of them had similar basic
chemical compositions (content of fat, water and protein), pH and physical structure. Those
differences are particularly visible at the lowest (100 MPa) pressure (6D value ranged from 264
to 2460 min). The 6D-values for various products tend to level off together with the increase
of pressure. Therefore, it seems that the effect of high pressure treatment on microflora can be
predicted better at higher levels of pressure. At 500 MPa the 6D values for the specific food
products ranged from only 6 to 17 min.
Raw meat samples which were subjected to high pressure treatment revealed undesirable
organoleptic changes, especially visible when pressures of 300 and 400 MPa were employed.
Even before opening the experimental bags, changes in colour and consistency and leakage
were observed. Organoleptic changes of raw meat subjected to high pressure were reported
by other researchers (Johnston, 1995; Lewicki, 1992).
Samples of cured, sliced and pasteurized pork ham subjected to the pressure of 400 MPa
for 15 min did not differ statistically from untreated samples in general appearance, smell and
taste. High pressure (400 MPa for 15 min) had a slight impact only on the colour of cured ham.
High pressure treatment (up to 500 MPa) did not have any influence on appearance, smell
and taste of the ripened, hard cheeses. Only once, in the case of Gouda cheese, a positive
effect of high pressure on the colour of the samples was found (statistically significant
difference at P < 0.05).
4. Conclusions
The application of high pressure technology to the processing of vacuum-packaged cured,
pasteurized pork ham and hard cheeses can cause reduction in L. monocytogenes contamination
by 6 logarithmic cycles, with practically unchanged organoleptic product quality. The results
obtained seem to be promising and confirm the need for further investigations in this field.
Acknowledgements
This work was founded by National Committee of Scientific Research, Poland, Grant Nr PB
112/P06G 9610 1996/97 and High Pressure Research Center of Polish Academy of Sciences,
Warsaw, Poland

46
Process Optimisation and Minimal Processing of Foods Process Optimisation
References
Berends, B., Burt S., Snijders J. (1995). Critical points in relation to breaking Salmonella and
Listeria cycles in pork production. New challenges in meat hygiene: specific problems in cleaning
and disinfection. Ed. Sara A. Burt and Friedrich Bauer. Utrecht ECCEAMST Foundation, The
Netherlands, 9-20
Johnston, D.E. (1995). High pressure effects on milk and meat. High Pressure Processing of
Foods. Ed. Ledward D.A., Johnston D.E., Earnshaw R.G., Hasting A.P.M., Nottingham University
Press, 99-121
Grau, F. H., Vanderlinde, P.B. (1990). Growth of Listeria monocytogenes on vacuum-packaged beef.
J. Food Prot. 53, 739-741
Huhtanen, C. N., Jenkins, R. K. and Thayer, D. W. (1989). Gamma radiation sensitivity of Listeria
monocytogenes. J. Food Prot. 52, 610-613
Kwiatek, K. (1991). Wystepowanie Listeria monocytogenes w wolowinie, wieprzowinie i miesie
drobiowym. Medycyna Weterynaryjna, 42 (12), 69-71
Kwiatek, K., Wojton, B., Rola, J., R�zanska, H. (1992). The incidence of Listeria monocytogenes and
other Listeria spp. in meat, poultry and raw milk. Bulletin of Veterinary Institute in Pulawy, 35, 7-11
Kwiatek, K. (1993). Wystepowanie L. monocytogenes w miesie oraz w produktach miesnych. Zycie
Weterynaryjne, (12), 304-06
Lewicki, P.P. (1992). Zastosowanie wysokich cisnien w technologii zywnoˇci. Przemysl Spozywczy,
46 (11), 280-282
Mc Lauchlin, J. (1992). Listeriosis. Declining but may return. Brit. Med. J. 304, 1583-1584
Rönner, U. (1994). Food preservation by ultrahigh pressure. Food Preservation by Combined
Processes. Ed. Leistner L., Gorris L.G.M., Final Report FLAIR Concerted Action No. 7, Subgroup B,
EUR 15776 EN, 1994, 31-35
Stanczak, B.J., Szczawinski, J. (1996). Cieploopornosc Listeria monocytogenes w mleku i smietance
o r�znej zawartosci tluszczu. Medycyna Weterynaryjna, 52 (6), 389-391
Szczawinska, M.E. (1994). Prospects for elimination of salmonellae from poultry by irradiation in
Poland. IAEA-TECDOC-754, 77-96
Szczawinski, J., Peconek, J., Fonberg-Broczek, M., Arabas, J., Szczawinska, M. (1995a). Mozliwosc
zastosowania wysokich cisnien do inaktywacji L. monocytogenes w miesie i przetworach miesnych.
Magazyn Weterynaryjny 4 (6), 516-519
Szczawi�ski, J., P�conek, J., Szczawi�ska, M., Porowski, S., Fonberg-Broczek, M., Arabas, J. (1995b).
High pressure inactivation of Listeria monocytogenes in meat and meat products. Proceedings of
the first main meeting Process Optimization and Minimal Processing of Foods. Copernicus Programme.
Contract CIPA - CT94-0195, Porto, November 12th, 1995. In press.
Szczawinski, J., Szczawinska, M., Stanczak, B., Fonberg-Broczek, M., Arabas, J., Szczepek, J. (1996a).
Effect of high pressure on survival of Listeria monocytogenes in ripened, sliced cheeses at ambient
temperature. Proceedings of XXXIV Meeting High Pressure Bio-science and Bio-technology joint

47
High PressureSzczawinski, Szczawinska, Stanczak, Fonberg-Broczek
Arabas, Szczepek & Porowski
Meeting with Japanese and European Seminar on High Pressure Bioscience and biotechnology.
Katholieke Universiteit Leuven, Belgium, September 1-5, 1996. In press.
Szczawinski, J., Szczawinska, M. E., Stanczak B. (1996b). Radioresistance of Listeria monocytogenes
in meat and cheese. Acta Alimentaria, 25 (4), 397-401
Tompkin, R. B. (1990). The use of HACCP in the production of meat and poultry products. J. Food
Prot. 53, 795-803
Zar�ba, M.L., Borowski, J. (1994). Podstawy mikrobiologii lekarskiej. Ed. Wydawnictwo Lekarskie
PZWL, Warszawa
Questions and Answers
Did you use a simple strain in a mixture of Listeria monocytogenes, because it is well known
that there are big differences between strains on even within a population?
Leon Gorris
A mixture of five (5) Listeria monocytogenes strains isolated from milk was used in the
experiments.A
Q

48
Process Optimisation and Minimal Processing of Foods Process Optimisation
Abstract
This communication describes a new equipment for high pressure food processing on
laboratory scale, developed and installed in the High Pressure Research Center of the Polish
Academy of Sciences (Warsaw) in 1996. The main part of the processor is a multilayer vessel with
inner diameter of 110 mm, total working volume of 1.5 litre and pressure up to 700 MPa. The
vessel is pressurised by means of a high-capacity hydraulic press 10 MN equipped with special
tools for operating the vessel during food processing. Using the equipment, about 250 kg of
various fruit jams and low-sweetened fruit desserts were produced during the last 6 months,
packed in commercially available plastic packages. The most common Polish fruits were used for
jam production: strawberries and apples. Low-sweetened fruit desserts were manufactured from
raspberry, blueberry, strawberry, cherry, apricot and pears. As a result, high pressure fruit products
were obtained which maintained very good sensory and microbiological properties during 5
month-storage at temperatures +4…C to +6…C.
1. Introduction
The high pressure method of food preservation was introduced in the early 1990Õs, on limited
scale, after suppressing a range of technical problems and technological barriers. In this method,
food products are placed in suitable high pressure containers and subjected to high pressure
treatment at pressures up to 800 MPa. This treatment leads to inactivation of micro-organisms and
preserves food products without harmful influence on organoleptic properties, quality and taste of
the pressurised products.
Food products preserved using high pressure, often referred to as Ultra High Pressure (UHP)
products, were first introduced in Japan, on a limited scale. Although the prices of UHP products
are higher compared to those of conventional products, the new UHP products looked
competitive and requested, especially by more wealthy consumers.
The High Pressure Research Center (HPRC) of the Polish Academy of Sciences in Warsaw (Poland)
is involved in high pressure research since the early 1970Õs, mainly in physics and material sciences.
The Laboratory of High Pressure Processing of Food Products of the High Pressure Research Center UNIPRESS, Warsaw
J. Szczepek1, J. Arabas1, M. Fonberg-Broczek1,2, T. Strzelecki1,
J. Zurkowska-Beta1 and S. Porowski1
1 High Pressure Research Center, Polish Academy of Sciences, Warsaw, Poland2 National Institute of Hygiene, Warsaw, Poland

49
High PressureSzczepek, Arabas, Fonberg-Broczek. Strzelecki,
Zurkowska-Beta &Porowski
High pressure research in HPRC is strongly accompanied by the development and construction of
laboratory equipment. This high pressure equipment is in use in many research laboratories all over
the world.
An the HPRC, research works are carried out on application of high pressure in the
preservation of food products since the early 1990Õs . Up to now, two research programmes in this
field were conducted, sponsored by the Polish Committee of Sciences.
In the first programme, Application of high pressure in processing of fruits and vegetables (1993-94),
the pressure-induced inactivation of various micro-organisms in fruit and vegetable products was
studied. Thanks to this programme, the first UHP fruit jams were manufactured. The experiments
were conducted in a rather small pressure vessel with a diameter of 50 mm and the samples were
packed in plastic bags.
The second research programme, Investigation of biologically-active substances and inactivation of micro-
organisms in jellied fruit products preserved by high pressure (1996-97) is being currently conducted.
The results of these investigations are indicated in the References.
This communication describes a new laboratory stand for high pressure food processing on
laboratory scale, developed and installed in the HPRC in 1996. Using this stand, the production of
UHP fruit products was undertaken. During the last 6 months about 250 g of various fruit jams and
low-sweetened fruit desserts were produced, packed in commercially available plastic packages.
2. Laboratory Equipment for Processing UHP Products
Taking advantage of the significant
experience in the design and manufacturing of
high pressure laboratory equipment during the
last 25 years, and in particular thanks to the
experience collected during the exploitation of
the first laboratory stand for investigation of
food samples with capacity of 0.5 litre, a new
high pressure laboratory food processor with
1.5 litre volume and working pressure up to
700 MPa at temperatures from -20 …C to
+90…C was installed in 1995-96.
The vessel is pressurised by means of a
high capacity two-drive hydraulic press 10 MN.
The ÒheartÓ of the processor is a piston-
cylinder-type multilayer vessel (figure 1., 1)
with inner diameter of 110 mm and volume
of about 1.5 litre.
Figure 1 - Scheme of the equipment for laboratory highpressure processing of food products in theHigh Pressure Research Centre, Warsaw 1 -high pressure vessel, volume 1.5 litre, diameter110 mm, max. pressure 700 MPa, 2 - spiralheat exchanger, 3 - bottom closure, 4 - upperclosure, 5 - moveable plunger, 6 - manometer

50
Process Optimisation and Minimal Processing of Foods Process Optimisation
The vessel has the form of a compound cylinder, incorporating an external thick-wall body made of
high quality steel and internal thin layers made of stainless steel. According to the general requirements
for food processing, water is used as the pressure transmitting medium in the processor. The vessel
is supplied with a spiral heat exchanger situated between the inner layers (figure 1, item 2).
The vessel is closed from the bottom with a steady plug with diameter of 110 mm (figure 1,
item 3). The plug contains a threaded socket for a connecting pressure gauge. The upper closure
of the vessel forms a plug (figure 1, item 4) with a diameter of 110 mm. The plug incorporates a
moveable plunger (figure 1, item 5) with a diameter of 80 mm, which generates pressure when
pushed by the press into the vessel. The plugs and the plunger are sealed with multi-use seals. The
upper plug with the plunger is integrated with the upper piston of the two-drive hydraulic press.
For easy operation of the vessel, the press is equipped with a rail transport system. Thanks to
it, the vessel can be easily loaded/unloaded outside the press. After loading the vessel with the
products and placing the vessel inside the press, the lower piston of the press lifts the vessel and
closes the upper closure. Afterwards, the upper piston of the press moves down, and pushing the
plunger into the vessel, generates pressure.
The pressure in the vessel is measured with a Bourdon gauge (figure 1, item 6).
Figure 2 shows the vessel placed in the two-drive hydraulic press 10 MN.
3. Preparation and High Pressure Processing of Fruit Products
Fresh fruits - strawberry, apple, cherry, blueberry, raspberry, apricot, blackberry and pear were used
for the production of high pressure fruit products. All fruits were of very good quality, without any
mechanical (bruise, crushing) nor biological damage (mouldiness, wounds caused by insects or birds).
Figure 2 - Photograph of the equipment forlaboratory high pressure processingof food products

51
High PressureSzczepek, Arabas, Fonberg-Broczek. Strzelecki,
Zurkowska-Beta &Porowski
Fruits were carefully sorted out and stoned, and other useless particles (peduncles) were also
removed. Next, the fruits were crumbled, depending on the type of fruit by means of cutting
(apple, pear) or mixing (strawberry), or left as a whole (blueberry, raspberry). The prepared fruits
were then placed in a special container suitable for heating and afterwards pectin (gelling substance)
with citric acid (acidity regulator) were added - about 40 g per 1 kg of fruit (preparation Zelfix). After
thorough mixing, the contents were heated up to the moment when pectin dissolved totally in the
fruit juice. The process lasted usually 2-3 minutes and the temperature reached 40…-50…C.
Subsequently, an amount of 50-100 g of sugar per 1 kg of fruit was added (5-10%;), depending
on the type of fruit. The mixture was heated again for the next 2-3 minutes until the sugar
dissolved totally. At the end of this process the temperature reached about 60…C. Warm fruit
dessert was then placed in commercially produced polystyrene packages. The packages were then
closed with thin metal foil cover, sealed by means of a heat-sealer.
The closed packages were then placed in a high pressure vessel and exposed to a pressure of
400 MPa, during 10 minutes at ambient temperature (22…C). This combination of the operating
variables was developed during previous model studies and accepted as optimal for laboratory
experiments.
The parameters of the pressurisation process applied to the UHP fruit jams and low-sweetened
products are summarised in table I.
4. Results
After high pressure treatment, the UHP fruit products were stored in a refrigerator at
temperatures from +3…C to +5…C for a period of 5 months. After this period, the UHP products
underwent a series of microbiological investigations, conducted in the Sanitary - Epidemiological
Station in Warsaw.
Table IParameters of the pressurisation process applied to our UHP
fruit jams and low-sweetened products
Total production of UHP fruit products: 250 kg
Fruits used: strawberry, apple, cherry, blueberry, raspberry,
apricot, blackberry, pear
kind of products: fruit jams
low-sweetened fruit desserts
Description of the process 1. Preliminary thermal processing:
temperature 40… to 60… C.
time 2 -3 minutes
2. High pressure processing: pressure 400 MPa
temperature: ambient
time: 10 minutes

52
Process Optimisation and Minimal Processing of Foods Process Optimisation
The products were examined for content of moulds and yeasts. These investigations confirmed
that the UHP fruit products are characterised by lightly gelatinous consistency of fruit jelly, natural colour
and fresh fruit aroma. They are significantly more tasteful than products prepared using traditional
food processing technology. The low content of sugar of the UHP fruit products should be noted again.
Currently, studies conducted are devoted to the evaluation of the influence of high pressure on
enzyme activity in fruits treated with UHP.
5. Conclusions
The equipment for laboratory high pressure processing of food products developed and
installed recently in the High Pressure Research Center in Warsaw was subjected to about 500 high
pressure cycles. Both initial tests as well as pressure cycles during pressurisation of fruit products
proved that the equipment is a very good and efficient food processor for pilot scale food
processing under high pressure.
Using this apparatus a significant amount of UHP fruit products has been produced during the
last six months: fruit jams and low sweetened fruit desserts. The UHP products were then stored
during 5 months and afterwards a series of biological investigations were conducted. The samples
proved to be microbiologically pure, without any signs of spoilage after a 5-month storage period.
Acknowledgements
This research was partially sponsored by the Polish Committee of Sciences (grant Nr
5P06G00510
References
Arabas J., Fonberg-Broczek M. (1995). High pressure food processing acivities in the High Pressure
Research Center - Warsaw, Poland. 1st Main Meeting ÒProcess Optimization and Minimal
Processing of FoodsÓ COPERNICUS PROGRAMME, CONTRACT CIPA - CT94-0195, Porto, December
6-8 1995, in press.
Fonberg-Broczek M., Windyga B., Sciezynska H., Grochowska A., Gorecka K., Salanski P., Arabas J.,
Szczepek J., Podlasin S., Porowski S. (1995) Effect of high hydrostatic pressure on microorganisms.
Symposium: High pressure effects on foods, 9th World Congress of Food Science and Technology,
Budapest, Hungary, 07.30-8.04,1995, Abstracts Vol. II. P207, p. 74.
Fonberg-Broczek M., Windyga B., Sciezynska H., Gorecka K., Grochowska A., Napiorkowska B.,
Karlowski K., Arabas J., Jurczak J., Podlasin S., Porowski S., Salanski P., Szczepek J. (1995) The effect

High PressureSzczepek, Arabas, Fonberg-Broczek. Strzelecki,
Zurkowska-Beta &Porowski
53
of high hydrostatic pressure on vegetative bacteria and spores of Aspergillus flavus and Bacillus
cereus. Joint XV AIRAPT & XXXIII EHPRG International Conference ÒHigh Pressure Science &
TechnologyÓ, Warsaw, Poland, September 11-15, 1995, Conference Proceedings ÒHigh Pressure
Science & TechnologyÓ, ed. W. Trzeciakowski, World Sci. Publ. 892-894
Fonberg-Broczek M., Arabas J., Porowski S. (1995) The Effect of High Hydrostatic Pressure in
Vegetative Microorganisms and Spores of Chosen Moulds. 1st Main Meeting ÒProcess
Optimization and Minimal Processing of FoodsÓ COPERNICUS PROGRAMME, CONTRACT CIPA -
CT94-0195, Porto, December 6-8 1995, in press
Fonberg-Broczek M., Arabas J., Porowski S., Windyga B. (1995). The Effect of High Hydrostatic
Pressure in Vegetative Microorganisms and Spores of Chosen Moulds. 1st Main Meeting ÒProcess
Optimization and Minimal Processing of FoodsÓ COPERNICUS PROGRAMME, CONTRACT CIPA -
CT94-0195, Porto, December 6,-8 1995, in press
Kolakowski P., Reps A., Babuchowski A., Zmudzian L, Podlasin S., Porowski S. (1995) Influence of
high pressure on changes of cheeses characteristics. Joint XV AIRAPT & XXXIII EHPRG
International Conference ÒHigh Pressure Science & TechnologyÓ, Warsaw, Poland, September 11-
15, 1995, Conference Proceedings ÒHigh Pressure Science & TechnologyÓ, ed. W. Trzeciakowski,
World Sci. Publ., 898-901
Sa3a�ski J., Jurczak J., Fonberg-Broczek M., Szczepek J. (1996). Influence of Ultra High Pressure on
chosen natural plant pigments. European High Pressure Research Group, XXXIV Meeting High
Pressure Bio-Science and Bio-Technology, Leuven, Belgium, Sept. 1-5, 1996.
Szczawinski J, Peconek J., Szczawinska M., Porowski S., Fonberg-Broczek M., Arabas J. (1995) The
Effect of High Hydrostatic Pressure on Listeria monocytogenes in Minced Meat and Sliced Ham in
Ambient Temperature. 1st Main Meeting ÒProcess Optimization and Minimal Processing of FoodsÓ
COPERNICUS PROGRAMME, CONTRACT CIPA - CT94-0195, Porto, December 6-8 1995, in press
Szczawi�ski J., P�conek J., Szczawi�ska M., Fonberg-Broczek M., Arabas J. (1995). High pressure
inactivation of Listeria monocytogenes in meat and meat products, Process Optimization and
Minimal Processing of Foods. Contract CIPA CT 94-0195 COPERNICUS PROGRAMME, I Main
Meeting, Dec,6-8, 1995 , PORTO, in press
Szczawi�ski J., Szczawi�ska M., Sta�czak B., Fonberg-Broczek M., Arabas J. Szczepek J. (1996).
Influence of Ultra High Pressure on survival of Listeria monocytogenes in riplned, sliced cheeses in
ambient temperature. European High Pressure Research Group, XXXIV Meeting, High Pressure
Bio-Science and Bio-Technology, euven, Belgium, Sept. 1-5, 1996
Szczepek J., Arabas J. (1996). Experimental techniqe for high pressure ivestigationin chemistry,
biology and food scienxce. European High Pressure Research Group, XXXIV MeetingHigh Pressure
Bio-Science and Bio-Technology, Leuven, Belgium, Sep. 1-5, 1996.
Windyga B., Fonberg-Broczek M., Sciezynska H., Gorecka K., Grochowska A., Arabas J., Szczepek
J., Podlasin S., Porowski S. (1994) Effect of high hydrostatic pressure on yeast Candida albicans. 7th
International Congress of Bacteriology and Applied Microbiology Division, 7th International Congress
of Mycology Division, Prague, Czech Republic, July 3rd - 8th, 1994, Abstract book, PC-6/52, p. 272

54
Process Optimisation and Minimal Processing of Foods Process Optimisation
Abstract
Air-blast and high-pressure-assisted freezing systems were used to freeze Longissimus dorsi
muscle of pork meat. Samples were taken from both the centre and the surface region and
processed by freeze substitution. They were fixed at the final freezing temperature (-20…C) with
Carnoy fluid. Finally, the samples were micrographed by light microscopy. When air-blast
freezing was used, large extracellular crystals located both at the surface and at the centre
region were observed. With high-pressure-assisted freezing, small intracellular crystals were
obtained both at the surface and at the centre regions. Thus, freezing with the high-pressure-
assisted method shows a uniform and homogeneous nucleation that produces a large amount of
small crystals located in the whole volume of the sample, avoiding the cellular damage
produced by big ice crystals.
1. Introduction
Water, the main constituent of foods, can be located inside and outside the cells. This water
can be divided into two types: bound water and bulk water. Bound water is defined as the water
in the vicinity of macromolecules whose properties differ detectably from those of pure water; i.e.
it does not freeze at low temperatures, shows less mobility and a lower water vapour pressure
than pure water (Kuntz and Kauzman, 1974). The bulk water is the part of water in foods which
has properties that are similar to those of pure water and in the freezing process, bulk water of
foods is the fraction that changes its state from liquid to solid.
Ice, with a larger volume than liquid water, is the main agent that produces cellular damage
and affects the final quality of the frozen food obtained. Damage can be more or less important
depending on the size and location of ice crystals. These two factors are a function of the
freezing rate.
The higher the freezing rate, the smaller the ice crystals. Therefore, with low freezing rates
and higher temperature gradients, big ice crystals are produced and with high freezing rates and
lower temperature gradients, many very small crystals are formed (Bevilacqua et al., 1979).
Effect of High-Pressure-Assisted Freezing and Air-Blast Freezing on the Microstructure of Pork Meat
P.D. Sanz1, N. Zaritzky2, L. Otero1 and M. Martino2
1 Instituto del Fr�o (C.S.I.C.), Ciudad Universitaria, 28040-Madrid, Spain2 Centro de Investigaci�n y Desarrollo en Criotecnolog�a de Alimentos,
47 y 116, 1900-La Plata, Argentina

55
High PressureSanz, Zaritzky, Otero & Martino
At the beginning, the crystallisation is always extracellular. The first water that is frozen is
water at the meatus since the freezing point is higher because of the more diluted fluid here than
inside the cell. Afterwards, with low freezing rates water leaves the cells because of the vapour
pressure difference between water inside the cell and water at the meatus. Ice at the extracellular
space grows, distorting and desaggregating the fibres. As a result of the dehydration, protoplasm
shrinks and an irreversible plasmolisis is produced because of the denaturation of proteins that
lose its water retention capacity. With very high freezing rates, crystallisation occurs inside and
outside the cell simultaneously and there is no translocation of water (Menegalli and Calvelo,
1979).
The objective of this work was to compare the different size and location of ice crystals
formed in pork meat frozen by air-blast and by high-pressure-assisted freezing methods.
2. Materials and Methods
2.1. Materials
Cylinders of Longissimus dorsi post-rigor pork muscles of approximately 5 cm in height, 7.5 cm
in length and 11 cm in width were cut with the principal axis parallel to the muscle fibres. Each
sample was isolated with a poliethilene bag.
2.2. Methods
2.2.1 Freezing methods
Two different freezing methods were studied: air-blast and high-pressure-assisted freezing. Air-
blast freezing was chosen to represent the most usual freezing method in the industries when large
pieces of meat are frozen and it was compared with the novel high-pressure-assisted freezing
method. In each experiment the thermal history of the meat was registered during freezing with two
thermocouples of copper-constantan
inserted at two predetermined points in
the samples: one at the surface and the
other at the centre.
Air-blast freezing was performed in a
Lab Freezer device (FRIGOSCANDIA, S.A.;
Paris, France) at a fixed temperature of -
40…C. Air speed was about 5.5 m/s. A
thermocouple was connected to register
the thermal history at the surrounding
medium (figure 1).Figure 1 - Air-blast freezing device

Process Optimisation and Minimal Processing of Foods Process Optimisation
56
High-pressure-assisted freezing was performed in an experimental equipment (ACB GEC
ALSTHON, Nantes, France) that was complemented with a thermally isolated thermostatic circuit
and with a pressure and temperature computerised measuring system (figure 2). Two
thermocouples were placed at the beginning and at the exit of the thermostatic circuit,
respectively, to register the thermal history (Sanz et al. 1997).
2.2.2. Histological method
Immediately after freezing, the pieces of meat were introduced in a chamber at -20…C. Inside
the chamber, small cylindrical samples of about 5mm in diameter and 5mm in height were taken
for subsequent histological examination. Two samples were taken from each piece of meat: one
located at the surface and the other at the centre.
For the microscopic analysis of the frozen tissue, an indirect technique was used based on the
observations of the holes left by the ice in the tissue. The technique used was a modification of
the classical freeze-substitution method (Cerrella
and Zaritzky, 1975) in which the samples were
fixed at the final freezing temperature with
Carnoy fluid which has a low freezing point and
diffuses rapidly through the tissue (Martino and
Zaritzky, 1986). Sections of the samples were
stained with hematoxylin-eosin for histological
examination and in each experiment a sample
of fresh meat was also processed at the same
time to act as a control (figure 3). Figure 3 - Fresh pork meat
Figure 2 - High-pressure assisted freezing device

57
High PressureSanz, Zaritzky, Otero & Martino
3. Results and Discussion
The micrographs obtained show the size and location of the ice crystals in pork meat frozen
by air-blast and by high-pressure-assisted freezing methods.
When meat is frozen by air-blast (low freezing rate) only extracellular ice crystals appear
(figures 4 and 5). There are few and big crystals. These crystals desaggregate the fibres causing
important damages and cells are dehydrated and distorted. When micrographs from the surface
and from the centre of the sample are studied, differences are found between them. Crystals at
the centre of the sample are bigger than those at the surface because of thermal gradients
established between surface and centre, which means that the freezing rate at the centre of the
sample is lower that at the surface.
On the other side, micrographs of meat frozen with high pressure show a lot of very small
crystals inside and outside the cells (figures 6 and 7) causing minimal damages in the
microstructure. These crystals must be formed instantaneously in the whole volume of the
meat because of the supercooling reached in the sample when this freezing method is
performed (Otero et al., 1996). No differences are shown between the centre and the surface
of the sample.
Figure 4 - Air-blast frozen meat (surface region)
Figure 6 - High-pressure-assisted frozen meat(surface region)
Figure 7 - High-pressure-assisted frozen meat(central region)
Figure 5 - Air-blast frozen meat (central region)

58
Process Optimisation and Minimal Processing of Foods Process Optimisation
4. Conclusions
From the results obtained it can be concluded that high pressure assisted freezing is an
interesting freezing method because of the small and numerous ice crystals located uniformly
along the sample. This freezing method can be specially useful to freeze foods with large
dimensions in which significant thermal gradients are established when classical freezing
methods are used.
References
Bevilacqua, A.; Zaritzky, N.E. and Calvelo, A. (1979).Histological measurements of ice in frozen
beef. J. Fd. Technology, 14, 237-251.
Cerrella, E.G. and Zaritzky, N. E. (1975). CIDCA. Pub. Int. n… 9.
Kuntz, I.D. and Kauzman, W. (1974). Hydratation of Proteins and Polypeptides. Adv. Protein Chem.
vol. 38. 239-245.
Martino, M., Zaritzky, N.(1986). Fixing conditions in the freeze substitution technique for light
microscopy observation of frozen beef tissue. Food Microstruct. 5, 19-24.
Menegalli, F. C. and Calvelo, A. (1979). Dendritic growth of ice crystals during the freezing of beef.
Meat science, vol. 3, 179-198.
Otero, L., Sanz, P.D., de Elvira, Carrasco, J.A. (1996). Modelling thermodynamic properties of water
in the high-pressure-assisted freezing process. XXXIV Meeting High Pressure Bio-Science and Bio-
Technology. Kat. Uni. Leuven, B�lgica, 1-5 Sep.
Sanz, P.D., Otero, L., de Elvira, L., Carrasco, J.A. ÒFreezing processes in high-pressure domainsÓ
International Journal of Refrigeration. To be published.
Related Documents











