IS : 2713 ( Parts I to II-1 ) - 1980 (Reaffirmed 1991 ) Indian Standard SPECIFICATION FOR TUBULAR STEEL POLES FOR OVERHEAD POWER LINES ( Second Revision ) Fifth Reprint MARCH 1998 UDC 621’315’668’2 0 Copyright 1981 BUREAU OF INDIAN STANDARDS MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG NEW DELHI 110002 cr 14 October 1981

2713_1T3.pdf
Oct 26, 2015
IS code use for Electrical Engineering
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

IS : 2713 ( Parts I to II-1 ) - 1980 (Reaffirmed 1991 )
Indian Standard
SPECIFICATION FOR TUBULAR STEEL POLES FOR OVERHEAD POWER LINES
( Second Revision )
Fifth Reprint MARCH 1998
UDC 621’315’668’2
0 Copyright 1981
BUREAU OF INDIAN STANDARDS MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
cr 14 October 198 1

IS t 2713 (Parts I to IIl) - 1980
Indian Standard
SPECIFICATION FOR TUBULAR STEEL POLES FOR
OVERHEAD POWER LINES
(Second Revision)
Structural Sections Sectional Committee, SMDC 6
Chairman SHRI M. DHAR
Members SHRI S. BANERJEE SHRI N. BHATTACHARYA SHRI B. B. CHAKRAVERTI
SHRK A. K. SHOME (Alternate) SHRI N. S. CHATTREE
SHRI V. MUKUNDAN (Alternate) SHRI D. S. DESAI SHIU D. GADH
SHRI S. K. MAHAPATRA (Alternate) SHRI S. B. GUPTA
SHRI P. C. MUSTAFI (Alternate) SHRI M. P. JASUJA
JOINT DIRECTOR STANDARDS (WAGON I), RDSO JOINT DIRECTOR STANDARDS (B & S),
RDSO (Alternate) SHRI 0~ KHOSLA
SHRI S. N. SIN~H (Alternafe) SHRI P. LAXMINARAY~A
SHRI V. A. S. NARAYANA RAO (Alternate) SHRI S. K. MITRA
SHRI S. DLJTTA (Alternate) SHRI P. K. -MUKHERJEE
SHRIAMIT KUMARBHATTACHARYA (Alternate) SHRI M. V. NAQESHAIAH
SHRI KAMAL PRAKASH (Alternate) SHRI D. B. NAIK
MAJ G. S. SONDH (Alternate) SHIU P. V. NAIK BRI~L.V. RAMAKRISHNA SHRI P. S. RANGAWITALAN SHRI S. ROY
SHRI K. V. RAO (Alternate) SHRI S. K. SADHU
SHXU S. C. CHAKRABARTI (Alternate) SHRIM.C. SARANGDHAR
SHRI M. K. CHATTERJEE (Alternate) SHRI D. SRINIVASAN
SHRI B. P. GHOSH (Alternate) SHRX K. S. SRINIVA~AN
SHRI A. K. LAL (Alternate) SHRI SUBRATA ROY
SHIU V. P. AGARWAL (Aknute)
Representing Kamani Engineering Corporation Ltd, Bombay
Steel Re-Rolling Mills Association of India, Calcutta Garden Reach Shipbuilder and Engineers Ltd, Calcutta Superintendence Co of India (Pvt) Ltd, Calcutta
Steel Authority of India Ltd, Bhilai Steel Plant, Bhilai
M. N. Dastur & Co Pvt Ltd, Calcutta The Tata Iron and Steel Co Ltd, Jamshedpur
Inspection Wing, Directorate General of Supplies and Disposals, New Delhi
Steel Authority of India Ltd, Research and Development Centre for Iron and Steel, Ranchi
Ministry of Railways
EMC Projects Pvt Ltd, Calcutta
Hindustan Shipyard Ltd, Vishakhapatnam
Indian Iron & Steel Co Ltd, Burnpur
The Braitbwaite and Co Ltd, Calcutta
Metaz;gi$;l & Engineering Consultants (India) Ltd,
Engineer-in-Chief’s Branch, Army Headquarters
Richardson and Cruddas Ltd. Bombav Institution of Engineers (India), Cal&a Iron & Steel Control,. Calcutta Steel Authority of India Ltd, Bokaro Steel~Plant, Bokaro
Steel City
Jessop St Co Ltd, Calcutta
Stup Consultants Ltd, Bombay
Joint Plant Committee, Calcutta
National Buildings Organization, New Delhi
Steel Authority of India Ltd, Rourkela Steel Plant, Rourkela
(Continued on page 2)
(g Copyright 1981
BUREAU OF INDIAN STANDARDS This ~publication is protected under the Indian Copyright Act (XIV of 1957) and reproduction in whole or in part by any means except with written permission of the publisher sh$l ;be deemed to %e an infringement
of copyright under the said-Act. , -

IS : 2713 (Parts I to m) - 1980
(Continued jkom page 1)
Members Reprcsen ting
SHFCI K. SURYANARAYANAN SHRI R. K. MEHTA (Alternate)
SHRI D. THIRUVENGADAM SHRI M. SAN-N (Ahwzate)
SHRI C. R. RAMA RAO, Director (Strut & Met)
Indian Aluminium Co Ltd, Calcutta
Tube Investments of India Ltd, Madras
Director General, IS1 (Ex-o&io Member)
SHm M. S. NAGARAJ Deputy Director (Strut & Met), IS1
Tubular Steel Transmission Poles Subcommittee, SMDC 6 : 2
SHRI S. N. BASU
Members
Inspection Wing, Directorate General of Supplies & Disposals, New Delhi
SHRI B. N. GHOSHAL (Alternate to Shri S. N. Basu)
SHRI S. C. ANAND Bharat Steel Tubes Ltd, Ganaur SWRI M. R. MANGAL (Alternate)
SHRI T. L. BHATIA Indian Posts & Telegraphs Departmen SHRIJ. 8. RAY (Alternate)
DIRECTOR (RURAL ELECTRIFIDATION) Central Electricity Authority, New Delhi DEFV~ DIRECTOR (RURAL ELECTRIFICATION)
(Alternate) &RI RAKESH GUPTA
SHRI C. L. GUPTA (Alternate) Sohan La1 & Sons, Delhi
JOINT DIRECTOR STANDARDS (T-1)-1, RDSO DEPUTY DIRECTOR STANDARDS (CIVIL-ONE),
Ministry of Railways
RDSO (Alternate) SHRI RAKESH GUPTA Sohan La1 & Sons, Delhi
SHRI C. L. GUPTA (Alternate) SHIU .JAcOB <JOHN Kalinga Tubes Ltd, Calcutta
SHRI P. K. MOHANTY (Alternate) SHRI NIRANJAN KAPOOR AU India Small Scale Steel Tubular Poles Manufacturers
Association, Kanpur WG CDR B. .J. CANNELL (Alternate)
SHRI N. KOTHANDAPANI SHRI P. S. THIRUMAVUKKARASU (Alternate)
SHRI S. MAHODAYA SHRI K. K. Prnu (Alternate)
SHRI R. K. SEH~AL SHRI SOMN SINGH
Sxu A. R. NAGARAJAN (Alternate)
Madras State Electricity Board, Madras
Punjab State Electricity Board, Patiala
Bombay Suburban Electric Supply Ltd, Bombay Engineer-in-Chief’s Bra-Army Headquarters
2

IS : 2713 (Parts I to XII) - 1980
Indian Standard SPECIFICATION FOR
TUBULAR STEEL POLES FOR OVERHEAD POWER LINES
(Second Revision )
0. FOREWORD
0.1 This Indian Standard (Second Revision) was adopted by the Indian Standards Institution on 30 September 1980, after the draft finalized by the Structural Sections Sectional Committee had been approved by the Structural and Metals Division Council.
0.2 This standard was first published in 1964 and was revised in 1969. In this second revision besides incorporating the Amendments No. 1 and 2, the following modifications have been effected:
a) The standard had earlier covered poles made of high strength steel only (tensile strength 540 MPa or 55 kgf/mm2). In this revision poles made of mild steel (tensile strength 410 MPa or 42 kgf/mm2) have also been introduced.
b) The range of pole sizes has been enlarged.
1 MPa = 0.101 972 kgf/mm*.
The strength of poles the minimum values strength of steel.
has been based on of ultimate tensile
Reference has been made to IS : 1161-1979* for tubes used to make poles. Use of manual metal arc welding process has also been permitted for making tubes.
SI units of measurement have been used.
0.3 This standard has been prepared in three parts as follows for convenient usage:
Part I General requirements
Part II Special requirements for poles made from steel of tensile strength 410 MPa
Part III Special requirements for poles made from steel of tensile strength 540 MPa
*Specification for steel tubes for structural purposes (third revision).
3

IS : 2713 (Part I) - 1980
Indian Standard SPECIFICATION FOR
TUBULAR STEEL POLES FOR OVERHEAD POWER LINES APART I GENERAL REQUIREMENTS
(Second Revision)
1. SCOPE
1.1 This part covers the general requirements for tubular steel poles of circular cross section for overhead power lines.
1.2 These general requirements apply to tubular steel poles made of steels of minimum tensile strength 410 MPa and 540 MPa which are covered in Part II and III respectively of this standard.
2. TERMINOLOGY
2.0 For the purpose of this standard, the following definitions shall apply.
2.1 Breaking Load - The theoretical load which would produce at ground level a stress equal to the tensile strength in the material. This is only of theoretical interest. In reality, the elastic limit of the material would be exceeded qnd consi- derable deformation would occur before this theoretical load could be applied.
2.2 Load for Permanent Set - The maximum load which may be applied without producing at the gripping and a permanent set higher than specified. The permanent set measured at the point of application of this load shall not exceed 13 mm.
2.3 Load for Temporary Deflection - The maximum load which may be applied without producing at the point of application of this load a temporary deflection exceeding 157.5 mm.
2.4 Crippling ~Load - The load which is just sufficient to cause crippling of the pole.
2.5 Point of Application of Load - For the purpose of definitions from 2.1 to 2.3, the load should be applied at right angles to the axis of the pole at a point 30 cm below the top' for poles of length up to and including 9 m and at a point 60 cm below the top for poles longer than 9 m. The pole should also be considered planted to specified depth.
2.6 Lot - A collection of poles of one designation manufactured by the same process under similar conditions of production and offered for inspection at a time.
2.7 Lot Size - Number of poles in a lot.
3. TYPES
3.1 Tubular steel poles shall be of the following two types:
a) Stepped, and
b) Swaged.
4. SUPPLY OF MATERIAL
4.1 The general requirements relating to the supply of the material shall be laid down in IS : 1387-1967*.
5. MANUFACTURE
5.1 The tubes for making poles shall conftirm IO
grade YSt 240 or YSt 310 of IS : 1161-19791_ as appropriate, except that manual metal arc welding process may also be used to make the tubes and the cold bend test need not be carried out.
5.1.1 For mechanical tests the tubes shall be sampled in accordance with IS: 4711-19742, depending on the number of tubes in the lot to be inspected.
5.2 Stepped Poles - Stepped poles shall be made from one length of tube, seamless or welded, the diameter being reduced in parallel steps by passing the tubes through series of dies. Where welded tubes are used they shall have one longi- tudinal weld seam only.
5.3 Swaged Poles - Swaged poles shall be made of seamless or welded tubes of suitable lengths swaged and joined together. No circum- ferential joints shall be permitted in the individual tube lengths of the poles. If welded tubes are used they shall have one longitudinal weld seam only; and the longitudinal welds shall be staggered at each swaged joint.
5.3.1 Swaging may be done by any mechanical process. The upper edge of each joint shall be chamfered off at an angle of about 45”. The upper edge need not be chamfered if a circum- ferential weld is to be deposited in accordance with 5.3.2.
*General requirelnents for the supply of metallurgical materials (first revision).
tSpecification for steel tubes for structural purposes (third revision).
SMethods for sampling of steel pipes; tubes and fittings (first revision).
4

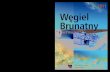
+35 Unless swaging is done by special process such as rotary or longitudinal die swaging process a circumferential weld shall be deposited at the upper end of the joint (se3 Fig. 1) at a slope of approximate] y 4!Y. This circumferential weld shall be deposited only after the poles are subjected to and conforms to all the test requirements specified in this standard.
CIRCUMFERENTIAL WELD r
t- .__.. +___- .-_.__._-__+_
I I
FIG. 1 CIRCUMFERENTIAL WELD IN SWAGED POLES
5.4 Joints in Swaged Poles-The lengths of joints on swaged poles shall be as follows:
Outside Diameter of Smaller Tube in Joint
i-ii: ‘88.9
114.3 139.7 165.1 193.7
Length of Joint (J1 or Js in Fig. 1)
mm 200 230 300 350 400 450
6. CHEMICAL COMPOSITION
6.1 The material, when analyzed in accordance with IS : 228 (Part III)-1972* and IS : 228 (Part IX)-1975t, h 11 s a not show sulphur and phosphorus contents of more than 0,060 percent each.
7. FREEDOM FROM DEFECTS
7.1 Poles shall be well-finished, clean and free from harmful surface defects. Ends of the poles shall be cut square. Poles shall be straight (see 8.5)) smooth and cylindrical.
8. TOLERANCES
8.1 Outside Diameter-The poles shall be as nearly circular as possible, and their outside diameters shall not vary from the appropriate value, except at the joint or step, by more than f 1.0 percent.
*Methods of chemical analysis of steel: Part III Deter- mination of phosphorus by alkalimetric method (second revision).
TM&hods of chemical analysis of steel: Part IX Determina- tion of sulphrir in plain carbon steels by evolution method (~ccond f&on).
up to 500 501 ), 1 000
1 001 ), 2 000 2001)) 3000 3 0’01 and above
IS : 2713 (Part I) - 1980
8.2 Thickness
802.1 In the case of welded tubes, its thickness shall not fall below the thickness specified by more than 10 percent.
8.2.2 In the case of seamless tubes, the followihg tolerances on thickness shall apply:
a) Where the ratio of the thickness tp the outside diameter is more than 3 percent, -12.5 percent of the specified thickness; and
b) Where the ratio of the thickness to the outside diameter is equal to or less than 3 percent, thickness.
- 15 percent of the specified
8.3 Length - be as follows:
The tolerance on the length shall
On the length of any section On the overall length of pole
f40 mm f25 mm
8.4 Weight - The mean weight for bulk supplies shall be not more than 5 percent below the calculated value. The weight of any single pole shall not fall below the calculated weight by more than 7.5 percent.
8.5 Straightness - The finished pole shall not be out of straightness by more than I/600 of its length.
9. SELECTION OF POLES
9.1 In order to assist the selection of poles, a typical worked out exaniple is given in Appendix A.
10. TESTS FOR POLES
10.1 The following tests shall be conducted on finished poles;
a) Tensile test and chemical analysis for sulphur and phaphorus,
b) Deflection test, c) Permanent set test, and d) Drop test.
10.1.1 Number of poles selected for conducting tensile -test and chemical analysis for sulphur and phosphorus shall be as given below:
Lot Size No. of Poles up to 500 501 )) 1 000 :
1001 ,, 2 000 2001 ,,3000 : 3 001 and above 5
10.1.2 Number of poles selected for conducting the deflection, permanent set and drop tests specifi- ed in 10.1 shall be as follows:
Lot Size .No. of Poles
5

IS : 2713 (Part I) - 1980
The deflection, permanent set and drop test shall be conducted in succession on each of the poles selected.
10.1.3 Dejection Test-Each pole shall be rigidly supported for a distance from the butt end equal to the depth to which it is to be planted in the ground, It shall then be loaded, as a canti- lever, and the appropriate deflection load (SH Tables 1 to 4 of Part II, and 1 and 2 of Part 111) applied, at right angles to the axis of the pole 30 cm from the top ‘for poles up to 9 m long (overall), and 60 cm from the top for poles over 9 m (overall). For convenience in testing, the pole may be fixed horizontally and the load applied verti- cally. The temporary deflection due to the applied load at the point of application of load shall not exceed 157.5 mm.
10.1.4 Permanent Set Test - This test shall be carried out immediately after the deflection test. After application of proper load specified in Tables 1 to 4 of Part II, and 1 and 2 of Part III the permanent set measured from the zero position after the release of the appropriate applied load, at the point of application of the load, shall not exceed 13 mm.
10.1.5 Dro@ Test - This test shall be made in the case of swaged poles. The pole shall be drop- ed vertically with butt end (bottom end) down- wards, three times in succession from a height of 2 m, onto a hardwood block 150 mm thick laid on a concrete foundation. The pole shall not show any signs of telescoping or loosening of joints.
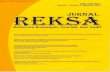
10.2 When the pole is tested horizontally and the load applied vertically, suitable allowance may be made to take account of the overhanging weight of the pole. The weight adjustment shall be calculated by the following formula:
-& I: 1, { H” - (4 - 4 - 4)” 1 + W I (1s - ld2
3 - (13 - I, - J2)2 1 + w, (13 - 1p-j where
WI, W,, W, are the weights per metre of top, middle and lengths of tubes respectively. The other symbols are as shown in Fig. 2. lr, I,, I,, H, J1 and J2 shall be expressed in metres.
11. RETESTS
11.1 Should any of the poles first selected fail to pass any-of the tests specified inJO.1, 4.1 of Part II and 4.1 of Part III two further poles shall be selected for testing from the same lot in respect of each failure. Should both these additional poles fail, the test material represented by the test samples shall be deemed as not complying with the standard.
12. WORKMANSHIP
12.1 When the tubes are made by manual metal- arc welding, the welders employed shall be quali- fied.
A
11
1 I 12
1 H
‘3
IL ‘.._.’ : .:., .;_ ,.
~ POINT OF APPt’;iX&ON OF
4 -A
PIioTE - In the case of stcpp&d poles:
J1 = 0
J2 = 0
FIG. 2 TUBULAR $TEEL POLES
12.2 The welded joints shall be of good quality, free from scale, surface defects, cracks, etc.
13. PROTECTION AGAINST CORROSION
13.1 Unless otherwise specified, the poles shall be coated with black bituminous paint conforming to IS : 158-1968* throughout, internally and ex- ternally, up to the level which goes inside the earth. The remaining portion of the exterior shall be painted with one coat of red ~oxide primer as specified in IS : 2074-19797.
13.2 Alternatively, tubular poles (over the entire length or only certain sections) may be galvanized, subject to agreement between the supplier and the purchaser.
14. EARTHING ARRANGEMENTS
14.1 If earthing arrangements are required by the purchaser, a through hole of 14 mm diameter shall be provided in each pole at a height of 300 mm above the planting depth.
*Specification for ready mixed paint, brushing, bituminous, black, lead-free, acid, alkali, water and heat resisting for general purposes (second revision).
tspecification for readv mixed paint. red oxide-zinc chrome. p&ing (first revision ) .’ _ ’
6

IS : 2713 (Part I) - 1980
NOTE - The use of the ISI Certification Mark is governed by the provisions of the Indian Standards Institution (Certification Marks) Act and the Rules and Regulations made thereunder. The IS1 Mark on products covered by an Indian Standard conveys the assurance that they have been produced to comply with the requirements of that standard under a well-defined system of inspection, testin and quality control which is devised and supervised by ISf and operated by the producer. IS1 marked produets are also continuously checked by IS1 for conformity to that standard as a further-safeguard. Details of conditions under which a licence for the use of the IS1 Certification Mark ma be ranted to manufacturers or processors, may be ogtainet from the Indian Standards Institution.
15. FINIALS AND BASE PLATES
15.1 It is recommended that -finials, base plates and taper plugs shall be according to the details given in Fig. 3 and 4.
16. MARKING
16.1 Unless otherwise specified the poles shall be marked with designation, manufacturer’s identifica- tion and the year of~manufacture.
16.2 The poles may also be marked with the ISI Certification Mark.
FOR TAPER
SECTION AA
NOT= 1 - Holes in the pole are not tapped.
NOTE 2 - Holes in the finial to be tapped to suit screws.
ccwP_I CAST IRON OR MILD STEEL TAPER PLUG
Details of Finials r--h--y F E
(Outside Dia of Top Pole)
76.1 62 88.9 75
1143 100 139.7 125 193.7 180
All dimensions in millimetres.
FIG. 3 FINIAL

IS : 2713 (Part I) - 1980
SECTION XX
3 EQUALLY SPACED BOLTS 50mm LONG 16mm f#a THREADED 38 mm, BOLT HOLES 17mm @
All dimensions in millimetres.
Fm. 4 CAST IRON BASE PLATE
APPENDIX A (Clause 9.1)
SELECTION OF POLES
A-O. GENERAL A-O.1 The example given in this appendix is intended to illustrate the selection of a pole for a particular situation.
A-l. SYMBOLS A-l.1 Letter svmbols used in this appendix
Tables 3 and 4 of Part II) are (see Figures in’ given below :
A-A =
H=
4, 4, 4 =
Line of application of resultant of wind loads on wires and pole Overall height above ground in me tres Distance in metres from A-A to bottom of each section (in case of bottom section, it is up to CL only)
P=
h=
Outside diameter of top, middle and bottom sections of pole in centimetres Wind pressure on flat surface in newtons per square metre Height of conductors on cross arm from GL in metres
8
#= d=
S=
PI =
Pa =
P=
GL = BM =
Details of Base +a& * ,
‘D c
(Outside Dia of Bottom Plate)
114-3 15
1397 15
152-4 15 165.1 20 193.7 20 2191 20 244.5 20
B
45 45 45 45 45 45 45
A-
290 340 350 400 460 500 550
Number of conductors Diameter of conductors in centi- metres Sum of half the spans on each side of pole in metres Equivalent wind load on ~pole, calculated as acting at A-A Equivalent wind load on conduc- tors calculated as acting at A-A Total wind load as acting at A-A=P, j-P, in newtons Ground level Bending moment
NOTE-When the overall length, the depth to which the pole is to be ‘planted, the number and disposition of the wires, the wind pressure and factor of safety to .be allowed for, have been decided; the dimensions of the pole suitable for the given working conditions for tangent or straight line locations may be readily calculated.
A-2. SUBSCRIPTS
A-2.1 Letters with subscript 1, 2 or 3 refer res- pectively to the top, middle and bottom sections of the pole.

IS : 2713 (Part I) - 1980
A-3. WIND LOAD of conductors above GL being 7.0 m. Wind pressure
A-3.1 First the load on the wires is calculated by is 1000 Pa (approximately 100 kgf/ms).
multiplying the wind pressure by the diameter of A-4.1.1 Calculation each wire, by the length of the span and the result by 213 to allow for circular section. Then the
Wind pressure = 1000 Pa (100 kgf/m2)
equivalent load acting at A-A can be calculated Wind load on wires = (
0.71 1000 x 3 x-
as follows : 100 X8o
Wind load on conductors = Q 100’ @dh N , xi) -f- (1000xIx”~x80x~)
acting at h metres from GL
BM due to wind load at GL = +@$ N.m
Equivalent load acting at A-A = Q -&$ N 3
Therefore, P2 = bnsdh N 150 1s
A-3.2 The wind load on pole is next calculated and expressed as the equivalent load acting at the same point as the load imposed by wires.
Wind load on pole = 100 PD1[H- (I,--11)13,
acting at a distance of H - H-(&--11)
2 from GL
+
PDa 100
f'D3
100
u2 - 4) Q, acting at a distance of
(I3 - la) + +L 1 from ~GL
(I, - 12) 3, acting at a distance of
4 - 12 - from GL 2
BM due to wind on pole at GL =
8 p/100 [
DI {H - (13 - 4)I
1
,Zj _ H - ('3 - '1)
2 I + D2 (12 - 4)
( 13 - $I1 - $12 ) + D, (Z3 - I,) q N.m 1 say WM.
Equivalent load acting at A-A = PI = F 3
So, total load P = (PI + P2) N
A-3.3 The selection of poles shall be made from Tables 1 and 2 of Part II and part III for high strength poles and from Tables 3 and 4 of Part II
~for mild steel poles.
A-3.4 It is not possible to calculate the pole dimen- sions directly because they depend on the total wind load, which includes both the wind load on the wires and that on the pole itself, while the wind load on poles trial and error.
obviously depends upon process of
= 1140+241)=138ON(138kgf) at7mfromGi. For a mean height of 7 m .of the conductors,
a 9 m pole is suitable. For 540 TP 26 (see Table 1 of Part III), we have
step lengths as 4.8 x 2.1 x 2.1 m, the diameter of steps as 1143 x 88.9 x 76.1 mm and a crippling load of 2 220 N. This pole has planting depth of 1.5 m and A-A is 0.3 m from top or 7.3 m from GL.
Therefore, wind load on wires calculated as above and when transferred to be acting at
A-A=P, =‘F = 1340N(l34kgf).
NOTE - The cross arm is assumed at 75 cm from top and height of conductors above cross arm as 25 cm.
Load due to wind on pole after transferring it to act at A-A
=” = - 1000 7 6 { 7.5 150x7.2
- (7.2 - 1.8 ) )
7,5 - 7.5-(7.2-1.8) 2
+88.9(3.9- 1.8)
(. 72_‘.8 3.9 -- ) + 11*43(7*2-3*9)s
~230 N2(22.8tgf). 2 1
Totalload P=230+1340=1570 N (156.8kgf). Assuming a factor of safety of 2.0 based on cripp-
ling load according to Indian Electricity Rules, 1956, the working load of pole selected should
not exceed 2$$=1 110 N:
Therefore, this pole is not suitable. Taking the next pole, 540 TP, 38, we have the
diameter of steps as 139.7 x 114.3 x 88.9 ‘mm and crippling load as 3 320 N (339 kgf) the rest of the data remaining the same.
Wind load on wires transferred to be acting at A-A remained the same, namely, 1 340 N. Load due to wind on pole after transferring it to act at A-A
=“= - 1000 C 8.89 150 x 7.2
{ 7.5 - ( 7.2- 1.8) 1
7.5 7.5-(7.2-1.8) 2
+11.43(3*9-1.8)
1 =300N
Total load P=300+ 1340= 1 640 N.
A-4. EXAMPLE Assuming a factor of safety of 2.0 based on cripp-
A-4.1 Required to select a suitable pole to carry ling load as above, the working load of pole selected
three-phase conductors of diameter 7.10 mm and 3 320 should not exceed - =
one neutral conductor of diameter 4.50 mm on 2 1660 N.
one cross arm in spans of 80 m, the mean height Hence this pole is suitable,
1 Newton (N) = 0.665 kgf. 1 kgf = 10.197 2 N.
Y
Similarly it will be found that 540 SP 28 will be suitable.

IS t 2713 (Part II) - 1990
India& Standard SPECIFICATION FOR
TUBULAR STEEL POLES FOR OVERHEAD POWER LINES
PART II SPECIAL REQUIREMENTS FOR POLES MADE FROIyl STEEL OF TENSILE STRENGTH 410 MPa
(Second Revision)
1. SCOPE
1.1 This part covers the requirements for tubular steel poles of circular cross section made from steel of minimum tensile strength 410 MPa for overhead power lines. The general requirements are co- vered in Part I.
2. DESIGNATICSN
2.1 Tubular steel stepped and swaged poles conforming to this standard (Part II) shall be de- signated as 410 TP and 410 SP respectively, followed by serial number as shown’ in co1 1 of Tables 1 and 2.
Example: 410 SP 15-IS:2713(Parts I andII)- 1980.
3. TUBES FOR THE MANUFACTURE OF POLES
3.1 The tubes for making poles shall conform to grade YSt 240 of IS : 1161-1979* except that:
a) manual metal arc welding process may also be used to manufacture tubes, and
b) cold bend test need not be conducted.
1 MPa = 0.10 1972 kgf/ mp. *Specification for steel t $
7eutiion). bes for structural purposes (thf
3.1.1 For material test the tubes shall he sampled as,per IS: 4711-1974* depending on the number of tubes in the lot to be inspected.
4. PHY&XL REQUIREhiENTS OF THE FINISHED POLES
4.1 The steel sample .obtained from the finished pole when tested in accordance with IS : 1894- 1972t shall show a minimum tensile strength of 410 MPa (42.0 kgf/mma) and a minimum percen- tage elongation specified in 1O.l.l and 10.1.1.1 of IS : 1161~1979:.
5. DIMENSIONS AND STRUCTURAL PROPERTIES
5.1 The dimensions of poles shall be as given in Table 1 for stepped poles and Table 2 for &aged poles. Useful properties of these poles calculated on the basis of dimensions are also given in Tables 1 and 2.
5.2 A few structural properties which are useful in designing the poles are given in Tables 3 and 4.
*Methods for sampling of steel pipes, tubes and fittings ( first revisions . ‘* tMethod ior tensile testing of steel tubes (jint revision).
specification for steel tubes for strucs~ral purposes (third m&ion).
10



IS I 2713 (Part ll) - 1980
(1) (4 (3 (2)
41” TP-58 I?al 2al
410 TP-59 12a No
410 TP-tie 1249 2~00
410 l-P-61 124m 2ol
410 n-62 12oll 2-a)
410 TP-63 124M 200
410 TP-64 12w 2bO
410 ‘TP-6, 12al 2m
410 TP-66 12-00 2.00
,410 TP-67 13al 2al
410 TP-66 13-w 2-w
410 V-69 13-00 2.00
410 TP-70 13-w 2w
410 ‘VP-7, 13-w 2-00
410 IT-72 13m 2.00
410 n-73 ,450 2al
410 TP-74 I450 2GQ
410 TP-73 14.50 2.M)
41” TP-76 ,450 2.00
410 ‘l-P-77 16.00 2-30
410 TP-78 I6al 2-30
410 TP-79 16-W 230
410 TP-80 1603 2-30
(4) (ml
0.60
0.60
0.60
0.60
0.60
060
0.60
0.60
0.60
O+n
0.60
O-M
0.60
0.60
0.60
0.60
0-M)
D6O
O-60
O+O
0.60
l3M)
0.60
H
(3 (4
IO+0 10.00 IO-W IOGtl IO-W 104X7 low
1ool
1043l
II-00
11a
11-00
1100
11~00
11~00
12 50
12.50
12.50
I2 5u
13.70
1370
13-70
i3 70
(6) (mm)
(7) (m)
(8) (mm)
(II) N&&f)
(12) N&f)
(13) N(kU)
3X*3-10x3-10 16j~lxl397xll4~3 187 3 880 (396) 2 760 (281) I 380 (I41)
5-80 ~3-lOx3~lO 1651x1397xllC3 202 4 160 (424) 2 950 (301) ,480 (151)
5Lwx3-1ox3~lo 165~lx1397x114~3 223 4 m (469) 3 270 (333) 1630 (166)
5-8Ox3.lox3~lo 193.7x 165.1 x 139.7 241 5 820 (594) 4 140 (422) 2070(211)
58ox3-1ox3~Io 193.7.x 165 I x 139.7 266 6 390 (652) 4 540 (463) 2260 (231)
580x3-10x3 IO 193.7x 165.1 x 1397 291 6960(710) 4940(504) 2 470 (252)
5a!lx3.1ox3~lo 219.1 x 193.7 x 165.1 279 7 490 (764) 5 320 (542) 2 660 (271)
5G3Ox3~Iox3~1o 219~lx193~7xl65~1 319 8 541 (871) 6 060 (618) 3 030 (309)
336
256
286
312
300
343
362
3lb
348
302
d 980 (916) 6 370 (650) 3 190 (b25)
.5.80x3.60x3.60 193~7X165.IX1397
58ox3-69x3M) 193-7x165.1x1397
580x3-60x360 193.7x165~1x139-7
5~8Ox36Ox360 219~lx193~7x165~1
58ox3~6Ox36O 219lx193~7x165~1
5%lx3~6Ox36il ?19~lklb3~7x1651
5 270 (537)
5 790 (590)
6 900 (642)
6 780 (691)
7 720 (787)
8 120 (828)
2 560 (261)
2 RIO (287)
3 060 (312)
3 290 (336)
3 7Ylpl2)
3 930 (402)
5 050 (515)
5503(561)
6 750 (688)
3 740 (WI) 1 870 (191) 2 110 (iIS)
4 110 (419) 2 050 (209) 2 310 (236)
4 470 (456) 2 240 (228) 2 530 (257)
4 820 (491) 2 4&l (245) 2 710 (276)
5 480 (559) 2 740 (279) 3 090 (315)
5 770 (588) 2 880 (294) 3070 (313)
3 590 (366) I 800 (183) 2 020 (206)
3 900 (398) I 950 (199) 2 200 (224)
4 790 (468) 2 992 (244) 2 700 (275)
2 450 (250)
2 680 (273)
3 28a (334)
650x4-00x4-00 219~1x193-7x165~1 404 7 IO0 (724) 5 040 (514) 2 520 (257) 2 040 (290) 3 450 (352)
7Gl,:4-5Ox4.50 193.7x165.1x139-7 351 4 590 (468) 3 260 (332) 1 630 (166) I WI (167) 2 230 (227)
7-00x4-50x4-M l93~7x1651xl397 383 5 m (510) 3 550 (362) I 780 (161) 2 Lwo (204) 2 430 (246)
700x4-50x450 2191~193~7xl65I 421 6 130 (625) 4350(444) 2 180 (222) 2450 (250) 298o(w4)
7OOx4Mx4M 2191x193-7x1651 444 6 440 (657) 4 570 (466) 2 280 (233) 2 580 (263) 3 130 (319)
I 550 (1%) I 880 (192)
I 670 (170) 2 020 (206)
I 840 (le.8) 2 240 (228)
2 330 (238) 2 830 (269)
2 560 (261) 3 110 (317)
2 785 (284) 3 380 (345)
3 cm (34%) 3 640 (371)
3 410 (3481 4 150 (423)
3 590 (366) 4 460 (445)
549 (56)
56% P)
647 (66)
97 l (99)
I 070 (109)
I tw (118)
1470 (150)
1680 (171)
l 760 (179)
696 (71)
775 (79)
834 (85)
060 (W
220 (124)
270 (130)
520 (53)
559 (57)
814 (83)
d53 (87)
362 (39)
412 (42)
590 (61)
628 (64)
I :i

IS : 2713 (Put m- 1380
(11 (2) (3)
(m) (m)
410 SP-1 ?a0 1.25
410 SP.2 7-w 1.25
410 SP-3 7.M) I.25
*10 SPd 7.50 I.25
410 SP-5 7.50 I.25
410 SP-6 7.M I.25
410 SP-7 7.50 I.25
410 SP4 7.50 1.25
410 SP-9 ?a 1.25
410 SP-10 &lx l+JJ
410 SP-11 EOO I.50
410 SPA2 &oo 1m
410 SPAS 6.00 1.50
410 SP-14 8ao 1.50
410 SP-15 EW 1.50
110 SP-16 EM 1.M
410 SPA7 850 I.50
410 SP-16 EYI I.50
410 y-19 EM 1.50
410 SP-20 &Yl ,cJl
410 SP-2, 6-Y 1.50
*10 SP-22 I350 I.50
t,o SP-23 6.50 I.50
110 SP-24 8.M I.50
410 SP-25 900 1~50
419 SP-26 9-w 1%
4,O,SP”7 PO0 I.50
lb= P606 65 N.
D”TANCE 01
(4)
(m)
C-SO
0.30
0.30
@SO
0.30
aso
C-SO
0.30
0.30
0.90
0.u)
O-SO
0.30
0.M
0.30
0.30
@SO
@SO
c”Sn
0.30
0.30
0.30
OS0
0.30
@SO
0.30
0.30
(5)
(m)
5.75
5.75
5.75
6.25
6.25
6.25
6.25
6.25
6.25
6.50
6-M
650
6.50
6.50
6.50
7m
7-00
,a0
?@I
7al
7xm
700
7-w
?cm
75a
7.50
7.53
h, ha
(6) (7)
(m) (m)
4m 1.M
*cm 1.50
4.M) I.50
CM 1.50
4.50 !.”
4.56 *al
4.50 1.50
4.50 1.50
4.50 1.M
4.X) 1.75
4.50 1.75
4.50 1.75
4-M 1.75
4%50 l-75
4.50 t.75
NO 1.75
5x@ 1.75
5.00 1.75
5m 1.75
500 1.75
wJ0 I-75
5al 1.75
5.00 1.75
5m 1.75
5m 2.w 2.00 114.3~365 88-9x3.25 76.1x$25
5-00 2al 2-w 1143x450 66.9x4-05 76-1x3.25
5.03 ] 2m 2.05 114.3x5.40 66.9x4-65 76.1x3.25
(0) (9) (10) (II)
(4 (mm) (mm) (94
1.50 114-3x3.65 66.9x3.25 76.1x3.25
L.50 114Sx4.M 66.9x4.05 76-1x3.25
1.50 114~3x540 66.9xf65 76.1x3.25
62
73
85
I.50 I L4.S x 9.65 66.9x 3.25 76.1 x3.25 67
I.50 ,lCSxCM 669x405 76.1x3.25 79
1.50 114.Sx540 6&9x+85 76.1x3.25 93
I.50 ,397x+50 114-3x3.65 66.9x3-25 97
1.50 139.7x4.65 114.3x3.65 66.9x3.25 103
1.50 139.7x540 114.3~365 88-9x3.25 110
1.15 114.3x3.65 68.9x3.25 76.1x9.25
1-75 ,1+3x4.50 6&9xCO5 76.1x3.25
1.75 114.3x5.40 6&9x+65 76.1x3.25
1.75 1397x4.50 114-3x365 6E9X3~25
1~75 139.7x4-85 1143x4-50 6&9x%25
I.15 139.7x540 11t3xCM 669x325
70
83
97
101
II
119
75
69
IO4
109
115
129
14,
146
156
78
92
108
1.75 114.3x3.65 66.9x3.25 76.,x325
‘1.75 ,14.3x4-50 88-9x4.05 76.1x5.25
I.75 114.3~540 6&9x+85 76.1x3.25
1.75 ,39.7x4.50 114.3~365 66.9x3.25
1.75 139.7x4.65 ,14.3x3.65 88-9x3-25
I.75 1397x540 IIC3XC50 6&9x3-25
I.75 165.1x4.50 139.7X4.50 llCSxS.65
1.75 165.ly4.85 139.7.Xt.M llf3x3.65
1.75 ,65.,x5-46 139.7x4.50 llfSxS.65
1s mm 157.5 mm
(13) (14) (15) (16) (17) (16)
N(M) N(Lgf) NM) N(kgf) N(k0 N(k&
2 570 (262) ; 620 (186) 912 (93) 1 OSO(LO5) ,245 (127) 765 (60)
3 100 (316) 2240 (224) 1 100 (112) 1240 (126) 1 510 (154) 94, (96)
3 630 (370) 2 yu) (263) I260 (131) 1450 (146) 1 760 (180) 1090 (111)
2 S50 (240) 1670 (170) IS20 (195) 941 (96) ,150 (117) 627 (64)
2 760 (281) I 960 (2cq 961 (100) I 100 (112) I w (137) 745 (76)
3 320 (339) 2 360 (24,) I~,60 (120) , 330 (136) 1 620 (165) 873 (69)
4330 (442) 3060(314) ,540 (157) ,740 (177) 2 110 (215) 1400 (143)
4630 (472) 3260 (335) ,650 (166) 1850 (189) 2 250 (229) 1460 (151)
5 100 (520) 3 620 (369) I 810 (185) 2 040 (206) 2.460 (253) 1 600 (163)
2 260 (230) I 600 (163) 804 (62) 902 (92) I IOO(l12) 520 (59)
2 730 (278) I 930 (197) 971 (99) 1090(111) I SZO(l35) 618 (63)
3 190 (325) 2 270 (23,) 1 150 (115) ,270 (130) 1 550 (158) 725 (74)
4 160 (424) 2950 (301) 1480 (151) ,670 (170) 2020 (206) 1 160 (120)
4446 (453) 3 If8 (322) 1 580 (161) I 770 (Ml) 2 160 (220) I 260 (131)
4890 (499) 3470(354) 1740 (177) I960 (200) 2 980 (243) IS60 (140)
2 090 (213) ,4sl(l51) 745 (76) 634 (85) 1020 (104) 432 (44)
2 520 (257) 1790 (162) 699 (91) 1010 (103) ,230 (125) 510 (52)
2 950 (301) 2 ml (214) 1050 (107) I lqo (120) 1430 (146) 596 (61)
3 644 (392) 2 730 (276) I 360 (139) 154a (157) 1 800 (19,) 961 (98)
? 110 (419) 2 910 (297) ,460 (149) 1650 (166) 2 ccl (204) I 010 (103)
4 530 (462) S 220 (328) I 620 (164) 1810 (185) 2 210 (225) I IS0 (115)
5 450 (556) 3 870 (395) 1 930 (197) 2 160 (222) 2 650 (270) I 730 (176)
5 640 (596) 4 IM (423) 2 060 (212) 2 930 (238) 2 840 (290) 1 620 (166)
6 450 (658) 4 580 (467) 2 340 (234) 2 579 (263) 3 140 (320) 1970 (201)
1 940 (196) 1 sea (14,) 6% (70) 775 (79) 94, (96) 333 (34)
2 340 (239) 1 670 (170) 634 (85) 9(1 (96) I 140 (116) 402 (4,)
2 750 (2so) 1950 (199) 971 (W) I loo(112) 1 SSO(l36) 461 (47)
: I
0 -
14

IS I 2713 (Part II)-1980
(1) (2) (3)
(4 (4 410 SP-28 900 1.Y)
410 SP-29 9m L-M
410 SP-30 9al 150
410 SP-31 9a I.50
4‘0 SP-32 9~00 I.50
410 SP-33 9al 1.50
410 SP-34 950 1.80
410 SP-35 9.50 Ial
410 SP-36 950 l+l
410 SP-37 930 Ia0
*lo SP-38 9% lal
410 SP-39 9.50 ,a
410 SPao lOal I+Q
410 SP-41 1000 l&l
410 SP-42 lmo L+o
410 SP-43 IO.00 la0
410 w-44 I000 Iad
*lo SP-45 10.00 la3
410 SP-46 IOGI Iao
410 SP-47 IO+0 1.80
410 SP-48 1OQO 1.80
410 SP-49 11m la0
410 SP-M llao 1m
410 SP-51 IlNl I.80
410 SP-52 1 lao ,al
410 SP-53 Ilao l-80
410 SP-54 IlaO ,a0
410 SP-55 11Jla Lao
4LO SP-56 II~OO l-86
410 SP-57 IIal 180
or
(4)
(m)
0.30 0-30
930
930
0.30
030
c-60
060
060
033
060
oa
060
0.M)
060
0+50
040
060
040
0-M)
960
O@l
040
O-60
060
060
O-60
0.64
064
O-60
(51 (6) (7) (8) (9) (10) (,I) (12) (13) (14) (15) (‘6) (17) (16)
(m) (m) (m) (m) (mm) (mm) (mm) (kg) NW) NW) N(Lgf) NW) NW) NW)
7.50 5m 2aa 2m 139.7XCM 114.3X3.65 88.9x3.25 113 3 580 (365) 2 54a (259) I 270 (130) 1430 (146) 1 740 (177) 745 (76)
7.50 5.00 2.w 2acl 1397X4-85 lICSX4.M 88.9x3-25 125 3 820 (SW) 2 720 (277) ,350 (138) 1 530 (156) 1860 (190) 814 (83)
7.M 5.03 2m 2.03 1397X5Acl 1,+3x4-50 88.9x3.25 133 4220 (430) 2 930 @OS) , So0 (153) 1690 (172) 20M (209) en2 (W)
7.50 5-00 2a 2.W 165.1x4-50 139.7x4.M 114-3x3.65 147 5070(517) SUDJ(367) ,8C0(184) 2030(2O7) 246O(251) 1360(139)
7.5c 400 2al 2.00 165.1x4-85 ,39.7x+M llfSx3.65 154 5430 (554) 38SO(S9S) 193O(197) 2 180(222) 264J(269) 1430(146)
7.M 5.00 2a 2.00 165.1~540 139-7x4-50 114.3x3.65 164 6 O+O (612) 4270 (495) 2 130 (217) 2 410 (245) 2 910 (297) 1 540 (157)
7.70 5xa 2.25 2.25 139~7~4-50 114.3x4-SO 88.9x3.25 122 3 630 (370) 25&l (263) 1280 (13.1) 14% (148) 1 760 (Isa) 74s (76)
7.70 ml 2.25 2.25 1397x4.85 114-3~4~50 88.9x5.25 I29 338o(3%6) 2760(281) 1 mo(142) 15So(lS8) 1 aao(192) 784 (W
7.70 5-M) 2.25 2.25 139~7x540 llt3x4~50 88.9x3.25 137 4280 (436) 304O(310) 1520 (155) 1710(,74) 2080 (212) 833 (85)
7-70 5.00 2.25 2.25 165.lx4.50 139.7x4.50 114~3x3~65 153 5 156 (525) 3660 (373) 1820 (186) 2060 (210) 2 wo (255) 13oa (133)
7.70 5a 2.25 2.25 1651~4.85 139.7x4.50 114.3x3.65 1M) 5510 (562) 3910 (399) 1960 (ZW) 2210 (225) 2580 (273) 1370 (MO)
7.70 5.00 2.25 2.25 1651x5-40 139.7X4.50 114-3x3.65 170 6093(621) 4SZO(44,) 2160(220) 243oC248) 2960(X12) 1480(151)
8.20 52o 240 2.40 139.7x4.50 114.3x+kl 88.9x3.25 128 3 390 (346) 2410 (246) 1210 (123) 1350 (138) 1650 (168) @J3 (62)
8.20 5.20 240 240 1397x4-85 114.3x4.50 88.9x3.25 135 363O(370) 2580(263) 128O(131) 14SO(148) 176O(,8O) 637 (65)
820 5-20 2.4 2.40 139~7x540 114.3x4-50 88.9x3.25 144 39!%(@7) 283O(269) 1410(144) 1600(163) lCAO(198) 677 (69)
8.20 5.20 2.4l 2-u) 165.1x4-SO 139-7x4.50 11+3x365 1M) 4310(4w) 3410(348) 1710(174) 192o(196) 233op3) 1 ceQ(Io8)
8.20 5 20 240 2.40 165-1x4.85 139-7x4.50 l14~3xUi5 168 5 150 (525) 3660 (373) 1820 (186) 2 060 (210) 2 Sap (255) 1 120 (114)
8.20 5.20 240 240 165~1x540 139.7x4M 114.3x3.65 178 5 690 (580) 4O40 (412) 2 020 (206) 2 280 (232) 2 760 (282) 1200 (122)
8 20 5-20 240 240 195-7x485 ,65.1x4.50 139.7xCM 208 7 210 (735) 5 120 (522) 2 560 (261) 2 880 (294) 3 500 (357) 1850 (189)
8.20 5.20 240 240 193.7x540 1611x450 13F7xl.M 221 7 910 (807) 5 620 (573) 2 Boo (286) 3 170 (323) 9 840 (392) 1 9% (203)
8.20 5.20 2.40 240 1937x5.90 165-1x4-M 139.7x450 233 8 620 (879) 6 120 (624) 3 O@l(312) 3 450 (352) 4 190 (427) 2 110 (215)
9.20 5-60 2.70 2.70 1397x4.53 1,43x4-5O 88.9x3.25 140 S WI (SOS) 2 13O (217) 1 070 (103) 1200 (122) 1 4@3 (149) 412 (42)
920 5.w 2 70 2.70 139-7x4-85 114.3x450 8%9x325 147 3210 (327) 2280 (232) I 140 (116) 1280 (131) ,560 (159) 431 (44)
9.20 5.M) 2.70 270 139~7x540 1193X54o 83.9x3.25 164 3 530 (360) 2 510 (256) 1260 (128) 1410 (i44) 1 720 (175) 48o (49)
9.20 5.60 2.70 2.70 1651~4~50 139.7x4.50 114.3x5-65 175 4256 (433) SO10 (507) 1510(154) 1700 (173) 2060 (210) 726 (74)
9 20 5.69 2.70 2.70 165.1x4-85 139-7x4.50 114~Sx3~6S 183 4 5SO (464) 3 230 (329) 1620 (165) 1820 (186) 2 220 (226) 765 (78)
9.20 5.m 2.70 2.70 165-1x5-40 1597x4-W 114.3x3.65 194 5 030 (513) .3 570 (364) I 780 (182) 2 010 (205) 2 4&, (249) 814 (83)
9 20 560 2.70 2.70 193.7x4-85 165.1x4.50 1397x4.50 227 6 370 (650) 4 550 (462) 2 260 (231) 2 550 (260) 3 100 (316) 1270 (130)
9-20 56o 2.70 2-70 1937x540 165.1x4.M 139.7x4.50 241 6 990 (713) 4920 (h) 2 4W (253) 2 790 (285) 3 4OO (347) I 370 (1400)
9 20 5m 2.70 270 193.7x590 ,65-,x4.85 139-7x4.56 256 7 620 (777) 5410 (552) 2 710 (276) SO50 (311) 3 710 (378) 1470 (150)
r T
tr
-r
I L
?A%???2
15


IS I 2713 (Part II). 1930
T-3 STRU- tllo?zRllE3 OF TUBULAR BIBBL STEF-PSD (C&uu 5.2 of Part II ad Ill)
PULFG3 (BUTH XIGH n%wIL.E ANtI MILD STEEL P0I.F.q
(2) (3) (4)
cm cm cm
140 310 545
140 510 545
I40 310 545
(9)
Wsfgf) 175(17,5)
I75 (17.5)
175 (17.5)
P)
cm’
54.65
65 12
7s.s4
(12)
cm‘
194.4
254.5
274.5
(14)
cm’
9 77
11.9
14.16
0.062 4
0.075 2
0.088 I
14.4 20.0 34.0 0457 1 192 (19.2) EA.65 as.92 194.4 a.31 9.77 12.7
17.1 24.0 41.0 0.068 9 192 (19.2) 65. I2 107.0 234.5 10.1 Il.9 15.5
19.8 27.9 46.0 0~090 7 I92 (142) 73.34 123.9 274.5 12.0 14,16 16 5
240 41.0 62.6 0.1052 2S4 (X3.4) 107.0 234.3 437.2 II.9 15.5 19, I
25.5 45.8 66.9 0.1124 234 (29.4) 11946 250.1 467.6 12.8 16.7 20.5
27.9 48.0 73.7 0,123 9 234 (23.4) 123.9 274.5 514.5 34.36 la.5 22.8
14.4 20.0 34.0
l-7. I 24.0 41.0
19.8 27.9 184
24-O 41.0 62.6
25.5 43.8 66.9
27.9 48.0 75.7
L99 (19.9) 54.65 a692 194.4 a,31 9.77 12.7
199 (19.9) 65.12 107.0 234.3 IO.1 11.9 155
199 (19.9) 73.54 125.9 274.5 12.0 14.16 18.5
243 (24.9) LO7.0 234.3 437-2 11.9 15.5 19 I 243 (24.3) 11346 250.1 467.6 12.8 16.7 20.5
243 (24.5) 12s 9 274.5 514.5 14.16 la.5 22 8
14.4 20.0 S&l
17.1 24-O 41.0
19.8 27.9 4a.O
2411 41.0 62.6
25.5 45-a 66.9
27.9 4a.O 75.7
41.0 62.6 88.7
43.8 66.9 95.0
46.0 73.7 105.0
213 (21.3) 54.65 88.92 194.4 a.31 9.77 12.7
213 (21.3) 65 I2 107.0 234.3 10.1 11.9 15.5
213 (21.3) 73.34 129.9 274.5 120 14.16 16.5
260 (269) 107 0 234.5 437.2 II 9 155 19.1
260 (26.0) 11346 250 I 462.6 12.8 16.7 20.5
2M) (26.0) 129.9 274.5 514.5 14.16 la.5 22-6
921 (32.1) 2343 437 2 732.6 15.5 19 I 22 7 521 (52.1) 250, I 467.6 784.5 16.7 20.5 24 4
321 (92.1) 274.5 514.5 a64.7 LB.5 22.8 21 I
If4 20 34
17.1 24 4,
19.8 27-9 4a
24.0 41.0 62.6
25.5 43.8 66.9
0.054 a
ow.6 I 0.077 4
01010
0.107 9
01189
0.050 7
od612
0.071 6
0~093 4
ow99
0~1100
0.1524
0.141 a
0.1567
0,047 2
0.056 9
00667
0.0969
00929
228 (22,a) 5465 88.92 194.4 a,31 9.77 12.7
228 (22.8) 65.12 107.0 2S4.3 10.1 11-9 15.5
228 (22.8) 73.34 125.9 274.5 12.0 14.16 18.5
278 (27.8) 107.0 2345 497.2 II.9 15.5 19 I 278 (27.8) I1346 250.1 467.6 12.8 16.7 20.5
410 TP.I 540 TP-I
410 TP.2 540 TP-2
410 TP-3 540 TP.3
410 TP4 540 TP-4
410 TP-5 540 TP-5
410 TP.6 540 TP.6
210 TP-7 540 TP-7
410 TP-8 3iOTP-8
410 TP-9 540 TP.9
410 TP-IO 340 TP.,O
410 TP.II 540 TP.,,
410 TP-I2 34OTP.12
410 TP-13 WI TP.13
410 TP-I4 540 TP.,4
410 TP-15 MOTP-15
410 TP-I6 540 TP-k6
410 TP.17 540 TP-17
410 TP-18 540 TP.18
410 TP-19 540 TP-19
410 Two 540 n-20
410 TP-2, MO TP.2,
410 TP-22 540 TP.22
410 TP-23 540 TP-23
410 TP-24 540 TP.24
410 TP-25 540 TP.25
410 TP-26 540 TP.26
410 TP.27 540 TP-27
410 T-P-28 540 TP-28
410 TP-29 540 l-P.29
I45 320 595
I45 320 595
145 320 595
145 320 595
145 520 595
it5 320 595
150 330 620
1% 330 620
I50 330 620
150 SSO 620
IM 330 620
150 330 620
170 570 670
170 370 670
170 370 670
170 370 670
170 370 670
170 570 670
170 370 670
170 370 670
170 570 670
MO 3% 720
la0 590 720
180 Fill 720
180 990 720
la0 390 720
(Co”,#n”rd)
17

xs:2519(Putu)-1980
410 TP-30 540 TP-$0
410 TP-31 540 TP-3,
410 TP-32 540 TP-32
410 TP-33 540 TP-33
410 TP-84 540 TP-$4 170 400 710 24.0 41.0 62.6 0.088 2
410 TP-35 540 TP-35 170 400 710 25.5 43.8 669 0.094 2
410 TP-36 WI TP-36 170 4cQ 710 27.9 4a.O 73.7 0.109 a
410 TP-37 540 TP-37 170 400 710 4,.0 62.6 88.7 0.124 9
410 TP-38 540 TP-$8 170 400 710 48.8 669 95.0 0~193 a
410 TP-39 510 TP-39 170 403 710 46.0 73.7 105.0 0.147 9
410 TP-40 540 TP.40 180 420 760 24.0 4L.O 62.6 o.oa2 4
410 TP-41 54O TP-41 la0 420 760 25.5 43.8 66.9 o.o$a 0
410 TP-42 54O TP-42 180 420 76O 27.9 48.0 78.7 oG97 0
410 TP-48 54O TP-48 I60 420 760 41.0 62,6 88.7 0.1167
410 TP-44 540 TP-44 180 420 760 43.8 66.9 95.0 0.125 0
410 TP-45 540 TP.45 1Bo 420 76O 46.0 73.7 1050 0.1982
410 TP-46 540 TP.46 180 420 760 66.9 950 1830 0.175 0
410 TP-47 540 TP-47 lao 410 766 73.7 105.0 146.0 0.192 I
410 TP-48 540 TP-48 I&l 420 160 79.6 118~3 159.0 0.209 2
410 TP-49 540 TP-49 210 480 860 24.0 4l.O 626 0.072 a
410 TP-50 540 TP-50 210 480 860 25.5 43.8 66.9 0.077 a
410 TP-51 540 TP-51 210 480 860 27.9 4a.O 79.7 00l5 7
410 l-P-52 540 TP-52 210 480 860 41.7 62.6 88.7 0.109 1
410 TP-53 540 TP-53 210 480 860 48.8 66.9 99.0 @II05
410 TP-54 540 TP-54 210 480 a6o 43.0 73.7 105.0 0.1221
410 TP-55 540 TP.55 210 480 860 66.9 940 133.0 0.1547
410 TP-56 540 TP.56 210 480 &o 73.7 1040 146.0 0.169 8
410 TP-57 540 TP-57 210 480 860 79.6 118~3 159.0 @la49
(2) (8) (4) (5) (6) (7) (a)
cm cm cm cm’ ch’ cm’
180 390 720 27.9 4a.o 73.7 0. IO.2 4
lw) 390 720 41.0 626 88~7 0.123 2
180 390 720 48.8 66.9 95.0 0.131 9
I30 890 720 46.0 73.7 105.0 0.145 8
(91 (101 (111
N(kgf) cd cm’
278 (27.8) 123.9 274.5
945 (34.5) 234.8 497.2
345 (34.5) 250.1 467.6
345 ($4.5) 274.5 514.5
294 (29,4) 107,o 23+3
294 (29.4) 113.46 2M.l
294 (29.4) 123.9 274.5
364 (S&4) 234.3 437.2
364 (36.41 250.1 467.7
964 (36.4) 274.5 514.5
312 (31.2) 107.0 2$4.3
312 (31.2) 11346 2SO~l
312 (31.2) 128.9 274.5
3.37 (83.7) 2S4.3 437.2
887 (38.7) 2501 467.6
987 (39.7) 274.5 514.5
467 (46.7) 467.6 784.5
467 (46.7) 514.5 864.7
’ 467 (s.7) 555.8 995.7
WI (13) (14) (15)
cm’ un’ cm’ c,’
514.5 14.16 la.5 22.8
732.6 15.5 19.1 22.7
784.5 16.7 20.5 24-4
864.7 la.5 22,a 27, I
497.2 11.9 15.5 19.1
467.6 12.8 16.7 20.5
514.5 14.16 l&5 2%8
782.6 15.5 19.1 22.7
784.5 16.7 20.5 24.4
864.7 la.5 22.8 27.1
497.2 11.9 15.5 19.1
467.6 12+3 16.7 20,5
514.5 14.16 la.5 22.8
792.2 15.5 19.1 22.7
7a4.5 16.7 20.5 24.4
864.7 18.5 22.8 27.1
12a4 20.5 24.4 28.7
,417 22.8 27.1 91.9
1 596 24.8 29.5 84.8
347 (84.7) 54.65 ea.92 19+4 8.31 9.77 11.7
347 (94.7) 65.12 107.0 284.3 IO.1 Il.9 15.5
347 (84.7) 73.34 129.9 274.5 12.0 14.16 la.5
431 (43. I) 107.0 234.3 497.2 11.9 15.5 19.1
431 (491) 1134.5 ZM~l 467.6 lza 16.7 20.5
431 (43.1) 123.9 274.5 ~514.5 14.16 la.5 22.8
520 (52.0) 2843 437.2 782.6 15.5 19.1 22.7
520 (52.0) 2501 467.6 7a45 16.7 20.5 24.4
520 (52.0) 2745 514.5 a647 la.5 22.8 27.1
18

(1)
40 TP-58 540 TP-58
110 TP-59 540 TP-59
410 TP-60 540 TP-60
,,O TP-61 540 TP-61
110 TP-62 540 Tp.62
410 TP-63 549 TP-63
410 TP-64 540 TP-64
410 TP-65 54Q TP.65
410 TP.66 549 TP.66
410 TP.67 540 TP.67
410 TP.68 540 TP-66
410 TP.69 540 TP.69
410 TP.70 W, TP.70
410 TP-71 540 TP-71
410 TP-72 540 TP-72
410 TP-73 540 TP-73
410 ‘l-P-74 540 TP-74
410 TP-75 540 TP.75
4lO TV-76 540 TP-76
410 TP-7, 540 TP-77
410 TP-78 540 TP-78
410 TP.79 540 TP-79
410 TP-80 540 TP.80
(2) (3) (4) (5) (6)
cm cm cm Cm= Ed
2% 560 940 41.0 62.6
250 560 940 43.6 66.9
250 560 940 48.0 73.7
2% 5m 940 66.9 95.0
250 369 940 73.7 ,050
253 560 940 796 113.3
250 560 940 95.0 133.0
250 550 940 108.0 151.0
250 560 940 113.3 159.0
3w 66OlO40 66.9
300 WI040 73.7
300 6m1040 79.6
300 660 ,040 95.0
Sol 6&l IO40 IO&O
3M) 660 ,040 113.3
340 740 ,190
340 740 1 IW
34l 740 ,190
340 740 I I90
SW 849 1310
390 840 ,310
390 840 ,310
390 840 ,310
73.7
746
106.0
113.3
73.7
79.6
106.0
113.3
95.0
105.0
113.3
133.0
IJI,O
159.0
105 0
113.3
151.0
159.0
105.0
113.3
151~0
159.0
(7)
En+
88.7
95.0
133.0
146.0
159.0
171.0
195.0
205.0
133.0
146.0
159.0
171.0
195.0
2050
116.0
159.0
I950
205.0
146.0
139.0
1950
205.0
0.0944
0,101 1
D.1117
0,141 5
0,1553
0.169 L
0.1619
0.207 4
0.218 I
NW) Ed
4661 (46.1) 107.0
4661 (46.1) 1,346
4661 (46 I) 123.9
557 (55.7) 234,3
557 (55.7) 250.1
557 (55.7) 274.5
652 (65.2) 764-5
652 (65.2) 693.0
652 (65.2) 935.7
(11) (12)
cm’ cm’
234.3 437.2
250.1 467,6
274.5 514.5
437,2 732.6
467.6 784.5
514.5 864.7
1284 I a74
1465 2 142
1536 2 247
0,127 9 604 (60.4) 294.3 437.3 792.6
0.1404 604 (60.4) 250.1 467.6 764.5
0.152 9 604 (6Q.4) 274.5 514.3 064.7
0.1644 709 (70.9) 764.5 I 284 I a74
01875 709 (70.9) 693.0 1465 2 I42
0.197 I 709 (70.9) 935.7 1 536 2 247
0.122 7 664 (68.4)
0.139 6 684 (68.4)
0.1639 802 (60.2)
0.172 3 602 (60.2)
8$4.7 1417.0 22.8 27. I 31.9
935.7 1 536.0 24.6 29.5 34.8
1465.0 2 142.0 28. I 33. I 37.6
I536.0 2 247.0 29.5 34.8 395
0.1115 7% (75.8)
0.121 4 758 (75.8)
0.1469 686 (88.6)
~0.1565 BR6 (88.6)
514.5
5556
893.0
935.7
514.5
5558
893.0
935.7
8647 1417.0 22.8 27. I 31 II 935.7 ,536.0 24.8 29.5 34.8
14650 2 142.0 28.1 33. I 37.6
I 536.0 2 247.0 29.9 34.8 39 ‘,
(13) (14) (15)
cm’ an’ crd
II,9 155 19.1
12.8 16.7 20.5
14.16 18.5 22.6
15.5 19.1 22.7
16.7 20.5 24.4
18.5 22.8 27. I 24.4 26.7 32.6
28. I 33. I 37.6
29.5 34.6 395
15.5 19.1 22.7
16.7 20.5 24.4
16.5 22.8 27,l
24.4 26.7 32.6
28. I 33. I 37.6
29.5 34.8 39.5
19

(‘1
ii0 SP- I 540 SP- I’
410 SP. 2 540 SP- 2
410 SP- 3 540 SP- 3
410 SP. 4 540 SP- 4
410 SP. 5 %a SP- 5
410 SP- 6 540 SP- 6
410 SP. 7 540 SP- 7
t1a SP- 0 540 SP- 8
410 SP. 9 546 SP- 9
410 SP-10 540 SP.IO
410 SPA I 54a W-I I 410 SP.12 .wl SP-12
410 SP-I3 54OSP-I3
410 SP-14 540 SP.14
410 SP-15 WI SP-1.5
410 SP-10 540 SP-I6
410 SP.17 540 SP-I7
410 SPAS 540 SP-IS
410 SP.IY 540 SP-19
410 SP-20 540 SP.20
410 SP-21 540 SP-2,
410 SP.22 540 SP.22
410 SP.23 540 SP-23
410 SP-24 540 SP.24
410 SP-25 540 SP-25
410 SP-26 540 SP-26
410 SP-27 540 SP.27
410 SP-28 540 SP-28
410 SP-29 540 SP-29
(2) (3) (4) (3)
cm cm cm En+
I20 270 545 13.0
I20 270 545 13.0
I20 270 545 13.0
120 270 595 13.0
120 270 595 13.0
I20 270 595 13.0
I20 270 595 18,l
I20 270 595 IS.1
I20 270 595 I& I
14s 320 620 i-j.0
145 320 620 13.0
145 320 620 13.0
143 320 620 18~1
145 320 620 1&l
145 320 620 18.1
145 320 470 13.0
145 320 470 13.0
145 320 470 13.0
145 320 470 18, I
145 320 470 IS,,
145 320 470 IS.1
I45 320 470 340
145 320 470 34.0
145 320 470 SC0
I70 370 720 13.0
170 370 720 13.0
I70 370 720 13.0
170 370 720 18.1
170 370 720 18.1
(7)
on
34.0
4l.O
48.0
oaE.2 4
0.075 2
0.088 I
(9)
NW I80 (18.0)
I86 (18.6)
I94 (19.4)
18.1 34.0 0.057 I I¶8 (19.8)
21.9 41.0 0.068 9 I98 (19.8)
25.5 480 0.080 7 I98 (19.8)
34.0 62.6 0. I05 2 242 (24.2)
340 66.9 0.1124 242 (24.2)
34.0 73.7 0.123 9 242 (24.2)
18zl 34.0
21.9 41 n
25.5 t&O
34 0 62.6
41.0 66.9
4, 0 73.7
0.054 8 201 (20.1)
O&i6 I 201 (20.1)
0.077 4 201 (2&l)
0.101 0 245 (24.5)
0107 9 245 (24.5)
0~1189 245 (24.5)
IS.1 34.0
21.9 41.0
25.5 48.0
34.0 62.6
34.0 66.9
4I.O 73.7
62.6 88.7
62.6 95.0
62.6 IWO
0,050 7 214 (21.4)
oa612 214 (21.4)
0.071 6 214 (21.4)
0093 4 261 (26.1)
Oa999 261 (26.1)
0~1100 261 (26.1)
0~132 4 329 (32.9)
O,l4l 8 329 (32.9)
0~1567 329 (32.9)
18 I 34 0
21.9 4,,0
25.5 48.0
34.0 62.6
4l.O 66.9
0.047 2 2W (23.0)
0.056 9 230 (23.0)
OX66 7 230 (23.0)
0X186 9 282 (28.2)
oG32 9 282 (28.2)
(10) (11) (12)
cm’ cd cm’
49.44 80.31 194-t
4944 97.30 234.3
49.44 II346 274.5
4944 ea.31 194.4
4944 87.38 234.3
49.44 II346 274.5
80.31 194.4 437.2
w-31 194.4 467.6
80.31 194.4 514.5
49.44 80.31 194.4
49.44 87.38 234.3
49.44 ll3.46 274.5
ea.31 194.4 437.2
80.31 234-3 467.6
SO.31 234.3 514.5
499-44 80.31 194.4
4944 07.98 234.3
4944 1,346 274.5
00.3, 194.4 437.2
en.31 I94.4 467.6
SO.31 234.3 514.5
,944 437.2 732.6
194.4 437.2 784.5
19t.4 437.2 S6+7
4944 8031 194.4
49.44 97.38 2343
4944 113~46 274.5
8031 1944 437.2
00~31 254.3 467.6
(‘3) (14) (15)
cm’ cm’ cm’
74-4 8.74 12.7
744 IO.8 15.5
744 12~8 18.5
7.44 8.74 12.7
744 IO.8 15.5
744 12.8 IS.5
a.74 12.7 19.1
8.74 12.7 20.5
8.74 12.7 22.8
7.44 8.74 12.7
7,t.l IO.8 15.5
744 12.8 18.5
8.74 12.7 19.1
8.74 15.5 20.5
8.74 15.5 22.8
744 8.74 12.7
744 IO.8 15-5
7.44 l2.8 18.5
8.74 12.7 I91
8.74 12.7 20.5
8.74 15.5 22.8
12.7 I91 22.7
12.7 19.1 24 4
12.7 19.1 2-I 1
7.44 8.74 12.7
7,tt IO.8 15.5
744 12.8 18.5
8.74 12.7 19.1
a.74 15.5 20.5
J, J,
(16) (17)
Cm Cm
20 23
20 23
20 23
20 23
20 23
20 23
23 30
23 SO
23 30
20 23
20 23
20 23
23 M
23 %I
23 30
20 23
20 23
20 23
23 30
23 90
23 30
36 35
30 35
30 35
20 23
20 23
20 23
23 30
23 SO
2n

Isr2713(PartII)-1930
TABLE4 SlRllCTURAL PROPEnmEa OF llmt.lLAn STESL SWAOHD PoLlu (IIOTR RIGR TENBILE AND nllLD STEEL Porn) - catd
(‘1
TiiGr 540 sp-90m
410 SP-91 540 SP-91
410 SP-32 940 SP-92
410 SP-99 540 w-99
(2) (3) (4) (5) (6) (7)
cm cm em cm’ cm’ cm’
170 970 720 ,S. I 41.0 79.7
170 370 720 31.0 62.6 88.7
170 970 720 94.0 62.6 95.0
170 970 720 34.0 62.6 105.0
z/L Ma
(8)
0~1021
0.123 2
0.1319
01*5 0
(9) (‘0) (“1 (‘2) w (14) w NM) cd cm’ cm’ cd cm’ cm’
202 (2.44) 0GSl 294~9 514.5 6.74 15.5 2.24
94S (94.8) 194.4 497.2 792.6 12.7 19.1 22.7
94S (34.8) 194.4 437.2 7Bc5 12.7 19.1 24.4
94S (94.8) 1S44 437.2 SM.7 12.7 13.1 27.1
(16) (17)
cm cm
29 30 T-r 90 35
90 35
90 95
410 SP-94 540 SP.34 165 390 710 18.1 41.0 62.6 0.088 2 295 (29.5) 80.91 294.3 437.2 a.74 15.5 19.1 23 30
410 SP-35 540 SP-95 165 390 710 16.1 41.0 66.9 QO942 295 (29.5) 80.31 294.3 467.6 &74 15.5 20.5 23 30
410 SP-96 543 SP-96 165 930 710 l&l 41.0 79.7 0.109 S 295 (2x8) 8091 2w3 SW5 8.74 19.9 22.8 29 30
410 SP-37 540 SP-37 165 390 710 94.0 62.6 88.7 0.1249 966 (96.6) 194.4 497.2 792.6 12.7 191 22.7 30 95
410 SP-96 54d SP-96 165 990 710 94.0 62.6 95.0 0.193 8 966 (36.6) 134.4 437.2 764.5 12.7 19.1 24.4 30 35
110 SP-39 540 SP-99 165 390 710 34.0 62.6 105.0 0.147 9 366 (96.6) 194.4 437.2 6647 12.7 19.1 27.1 30 35
62.6
66.9
79.7
88.7
*lo SPA0 540 SP.40 100 420 760 LB. 1 41.0
410 SPAI 540 SPAI 180 +20 760 18.1 41.0
410 SPA2 540 SF42 180 420 760 16 1 *1.0
410 SP-49 540 SPASM 180 420 760 94.0 62.6
410 SPA4 540 SP-44 160 420 7W 34.0 62.6
410 SP45 540 SP-45 160 420 760 34.0 62.6
410 SPA6 540 SPA6 160 420 760 62.6 cm.7
410 SP-47 540 SP-47 180 420 7M) 62.6 88.7
410 SP-46 546 SP-46 180 420 760 62.6 SE7
0.082 4 913 (91.3) 00~31 231.9 497.2 8.74 15.5 19.1
c-0880 313 (91.3) 8031 2943 467.6 s,7+ 15.5 20.5
0.097 0 913 (31.9) SO.31 294.9 514.5 8.74 15.5 22.8
0~1167 967 (9S.7) lS4.4 497.2 792.6 12.7 19.1 22.7
0.1250 367 (98.7) lS4.4 437.2 7w5 12.7 19.1 24.4
0.1362 367 (3S.7) 134.4 437.2 664.7 12.7 19.1 27.1
0.1750 464 (46.4) 437.2 732.6 12S4.0 19.1 22.7 28.7
0.192 I 464 (46.4) 437.2 732.6 1 417.0 19.1 22.7 31.9
0.209 2 464 (46.4) 437.2 792.6 1596.0 19.1 22.7 34~6
23 3011
105.0
133.0
146.0
159.0
23 30
30 35
90 35
30 35
35 40
35 40
35 40
410 SP-49 540 SP-49 210 4SO ml l&l 41.0 62.6 0,072 8 347 (94.7) 8031 294.3 437.2 6.74 15.5 191 23 30
410 SP-YI 540 SPACE 210 4eJl 860 l&l 41.0 66.9 0.077 a 347 (34.7) SW31 234.3 467.6 0.74 15.5 20.5 23 30
410 SPJI 540 SF51 210 460 860 IS.1 46.0 73.7 0.065 7 947 134.7) SO.31 274.5 514.5 a.74 15.5 22.8 23 30
410 SP-52 540 SP-52 210 4&w cl60 34.0 626 88.7 0.109 I 491 (43.1) 194.4 497.2 732.6 12.7 19.1 22.7 30 35
410 SP-53 54KSP.53 210 4ea 860 34-O 62.6 950 0.1105 491 (49.1) w-4 437.2 784.5 12.7 19.1 24.4 5(1 35
410 SP.94 540 SP-94 210 WI 860 34.0 62.6 105.0 0.122 1 431 (43.1) 191.4 437.2 S64.7 12.7 19.1 27.1 90 35
410 SP-95 540 SP-55 210 4S6 S60 62.6 88.7 139.0 O.lW7 516 (51.6) 497.2 732.6 I28+0 19.1 22.7 31.9 95 40
410 SP-56 54a SP-56 210 4Sa 660 62.6 88.7 146.0 0.1698 516 (51.6) 437.2 732.6 1417.0 19.1 22.7 31.9 35 40
410 SP-57 540 SP.57 210 4SO pa 62.6 950 1590 O.le.49 516 (51.6) 437.2 764.5 1536.0 19-l 7.44 94.6 35 40
21

TAam 4 sTfIua PROPERTms OF TumLm STEeL SWAGELI POLBB (BOTH HIOH TENSILE AND MILD SmxL. POLES) - cnld
(1)
ilosp-ss
(2) (3) (4) (5)
cm cm cm cm’
250 5m 94u 34.0
250 560 940 34.0
250 560 940 -34.0
250 560 940 62.6
2% 560 940 6%6
250 560 940 62.6
250 560 940 66.7
250 560 940 66.7
2% 560 940 88.7
(6) cm’
62.6
62.6
62.6
66.7
ea.7
95.0
133.0
133.0
133.0
(7)
cm’
06.7
95.0
105.0
139.0
146-O
159.0
171.0
195.0
205.0
(8) (9) (10) (“I (‘2) (‘3) (14) (15) (16) (17)
N(k@‘) cm’ cm’ cm’ cm’ cm’ cm’ cm cm
00944 461 (46.1) 194.4
0.101 I 461 (46.1) 194.4
0.117 461 (46.1) 194.4
0.14, 5 553 (55.3) 4372
‘&1553 553 (553) 437.2
0.169 I 553 (553) 437.2
0.1819 647 (64.7) 732.6
0.207 4 647 (W7) 792.6
0.216 1 647 (647) 7926
41* SP-59 540 m-59
410 SPdo 540 SP-60
410 W-61 540 SP.61
4iO SF-62 540 w-62
410 SP-63 540 SP-63
410 SP-64 -540 SP-64
410 SP-65 540 SP-65
410 SP-66 540 SPA6
410 SP-67 540 SP.67 300 660 1040 6z.f 88.7
4lOSP-f8 WSPda SOQ 660 104 62.6 95,o
410 SP-69 540SP-69 300 660 1040 62.6 1050
410 SP.70 340 SP-70 300 6M) 1040 88.7 193~0
410 SP-71 540 SP-71 SW 660 1040 66.7 138~0
410 SP-72 540 SP-72 SW 660 1040 66.7 133.0
410 w-73 540 SP-73 346 740 1 190 624 95.0
41OSP.74 54oSP.74 340 740 1190 626 105.0
410 SP-75 540 SP-75 340 740 1190 ea.7 133~0
410 SP-76 540 SP-76 840 740 1190 96.7 133.0
133.0 0,127 9 600 (6@0) 497.2
146.0 0.1404 600 (6@0) 497.2
159.0 a1529 600 (600) 437.2
171.0 0.1644 702 (70.2) 7926
195.0 0.187 5 702 (W2) 7326
205.0 0.197 1 702 (70.2) 732.6
146.0 0.122 7 664 (66.4) 437.2
159.0 0~1336 664 (66.4) 497.2
195.0 0.163 9 902 (90.2) 7326
205.0 0.1723 902 (90.2) 732.6
410 m-77 540 m-77 390 640 1310 62.6 95.0 146.0 O.HI 5 736 (798) 4372
410 SP.78 540 SP-76 390 640 ,310 62.6 105.0 159.0 0.1214 739 (73.6) 437.2
410 SP-79 MO SP-79 390 640 I310 88.7 133.0 195.0 0.1489 873 (87.3) 732.6
410 sp-90 w SP-80 396 840 ,310 68.7 IWO 205.0 0.1565 873 (87.3) 732.6
437.2 7 732.6
437.2 7 754.5
437.2 8664.7
732.6 1294.0
732.6 1417.0
78+5 1536.0
1264.0 I 874-O
126-+0 2 142.0
1 Z&CO 2 247.0
782.6 1264.0
764.5 1417.0
664.7 1536.0
1284-o 1874~0
I 28+0 2 142.0
1264.0 2 247.0
7645 1417.0
664.7 1536.0
1294.0 2 142.0
1 2WO 2 247.0
764.5 1417.0
664.7 1536.0
I2f4.0 2 142.0
1 264.0 2 247.0
12.7 19.1 22.7
12.7 19. L 24.4
12.7 19.1 27.1
19.1 22.7 20.7
191 22.7 31.9
19.1 24.4 94.8
22.7 28.7 32.6
22.7 20.7 37.6
22.7 28.7 39.5
19.1 22.7 20.7
19,l 24.4 31.9
19.1 27.1 34.6
22.7 28.7 32.6
22.7 20.7 37 6
22.7 28.7 39.5
19.1 24.4 31.9
19.1 27.1 34.8
22.7 28.7 37.6
22.7 28.7 39.5
19.1 24.4 31.9
19.1 27.1 34.8
22.7 26.7 37.6
22.7 28.7 39.5
SO 35
SO 35
SO 35
35 40
35 43
3.5 40
4l 45
40 45
46 45
40 45
55 40
35 4a
40 45
40 45
22

Indian Standard
IS : 2713 (Fart III) - 1980
SPECIFICATION FOR
TUBULAR STEEL POLES FOR
OVERHEAD POWER LINES
PART III SPECIAL REQUIREMENTS FOR POLES MADE FROM STEEL OF TENSILE STRENGTH 540 MPa
(Second Revision)
1, SCOPE
1.1 This part covers the special requirements for tubular steel poles of circular cross section made of steel of minimum tensile strength 540 MPa overhead power lines. The general -requirements are covered in Part I.
2. DESIGNATION
2.1 Tubular steel stepped and swaged poles con- forming to this standard (Part III) shall be designated as 540 TP and 540 SP respectively, followed by a serial number as shown in co1 1 of Tables 1 and 2.
Exaxr&e: 540 SP 12 IS 2713 (Parts I and III)-
3. TUBES FOR THE MANUFACTURE OF POLES
3.1 The tubes for making poles shall conform to grade YSt 310 of IS : 1161-1979* except that
a) Manual metal arc welding process may also be used to manufacture tubes.
b) Cold bend test need not be conducted.
*Specification for steel tubes for structural purposes (third revision).
3.1.1 For mechanical test the tubes shall be sampled as per IS : 4711-1974* depending on the number of tubes in the lot to be inspected.
4. PHYSICAL REQUrREMENTS FOR FINISHED POLES
4.1 The steel sample obtained from the finished pole when tested in accordance with IS : 1894- 1972t shall show a minimum tensile strength of 540 MPa (55.0 kgf/mms) and a minimum percentage elongation specified in 10.1.1 and 10.1.1.1 of IS : 1161-1979:.
5. DIMENSIONS AND STRUCTURAL PROPERTIES
5.1 The dimensions of poles shall be as given in Table 1 for stepped poles and Table 2 for swaged poles. Useful properties of these poles calculated on the basis of dimensions are also given in Tables 1 and 2.
5.2 A few structural properties which are useful in designing the poles are given in Tables 3 and 4 of Part II of this standard.
1 MPa = 0.101 972 kgf/mm*. *Methods for sampling of steel pipes, tubes and fittings
(Jirst revtiion ) . tMethod for tensile testing of steel tubes (first revision ). $Specitication for steel tubes for structural purposes (third
revirion).
23

As in the Original Standard, this Page is Intentionally Left Blank

IS t 2713 (Part ¶f) - 1930
MOTP I 7.00 1.25 0.M 5.75 3.65 3~M)X,~7OX1~70 11+.3x88.9x76-1 60 3360(342) 2 390 (244) I200 (122) ,340 (137) 1640 (167) 745 (76, WITP- 1 7w I.25 0.30 5.75 4.50 3~6OX,~7OX1~70 114.3x88.9x76.1 73 4060 (414) 2680 (294) 1440 (~47) I 630 (166) I 970 pi) 902 (92)
5+c TP- 3 7.00 1.25 0.30 5.75 ~5.40 3.60~ 1.70~1.70 ,1+.3~88.9~76., a7 4 750 (484) 3 370 (344) 1690 (172) 19W (194) 2 300 (235) 990 (101)
5+oTP-4 7.50 1.25 0.30 6.25 3.65 COOxl~75xl~75 114~3x66~9x76~1 65 3 080 (314) 2 190 (223) 1090 (Ill) 1240 (126) 1500 (153) 598 (6,)
MOTP-5 7.50 I.25 0.30 6.25 4.50 +oOxI.75~1~75 11+.3x88.9x76,1 79 3 720 (379) 2 640 (269) 1320 (105) 1490 (152) I&300 (164) 716 (73)
%OTF-6 7.50 I.25 0.30 625 540 4GQx1~75x1~75 ,,4~3x&3~9x76~l 94 43~ (444) 3090 (315) i 550 (158) 1 750 ,178) 2 120 (216) 634 (85)
WIT?-7 7.50 1.25 O%l 6.25 4.50 +wJx 1.75x 1.75 139,7x 114~3x88~9 97 5 680(579) 4030 (41,) 2020 (206) 2 280 (232) 2 760 (26,) ,380 (141)
340Tp.a 7.50 1.25 0.30 625 4.85 +.00~1.75~,.75 ,39.7x,,+.3x88.9 105 6060 (618) +300(+39) 2 lSO(219) 2 420 (247) 2 940 (300) I470 (150)
34oTP.9 7xl 1.25 0.30 6.25 540 +~ooxl~75x,~75 139~7X114.3Xaa~9 116 6680(68,) 4750 (+a+] 2 370 (242) 2 670 (272) 3250 (331) ,620 (165)
540 TP.10 *+w 1.50 O-30 6-50 3.65 +4Ox1~aOx,~8O 114~3xaa~9x76~1 69 2 960(3021 2 100 (21+) IO50 (107) I 190 (121) I ++0 (147)
54OlTp-II ax-3 I.30 0.30 6.50 4.50 +.4o~,~ao~,~ao ,,+.sxaa.9x76., 88 3620((569) 2 570 (2621 ,280 (131) ,450 (148) ,760 (179)
5+oTP-I2 wnl I.50 0 30 6.50 540 +40ox,.80x,~60 ,,4~3X88.9X76., 101 4 ,80(+26) 2 960 (302) 1480 (151) ,670 (170) 2 030 (207)
540 TP.13 8.00 1.50 0.30 6.50 4.50 +.+oo~~~ao~,~6o ,39.7xII+dx88.9 104 5 ++0(555) 3 860 (394) 1930 (197) 2 Ia0 (222) 2 650 (270)
5.w TP-,+ am I.50 0.30 6.50 4.85 +.+0~~.80~1~80 m7x,,+.3xaa.9 113 5 820 (593) 4 130 (421) 2 070 (21,) 2 320 (237) 2 a20 (288)
34OTP.13 ael I.50 0.30 6.50 540 +4o0,.ao~,~ao r59.7x,,+.3x66.9 125 6 410 (634) 4 550 (464) 2 280 (233) 2 570 (262) 3 120 (318)
54OTP-16 a.50 I.30 0.30 7.00 3.65
5+oTP17 a.50 1,s 0.30 7.00 +50
54oTRlB 8.50 I.30 0.30 7.00 540
5+0 TM9 a-50 l-50 0.50 700 4 50
5?oT?-20 650 I50 0.30 7-00 4.65
540 Tt.21 6.30 1~50 0 30 7.00 5.40
5+0 TP.22 6.50 1.50 0.30 700 4.50
MOTP.23 6.50 1.50 0 30 1.00 4.85
5+OTp-24 8130 1~50 0.30 7.00 5-+o
73 2 740 (279) 1940 (196) 971 (99, 1100 (112) ,330 (136)
a9 3m (337) 2 340 (239) I ia0 (120) 1320 (135) 1 610 (164) 106 3000 (394) 2 750 (280) I 370 (I+-OJ I 550 (158) I R70 (141) 110 5 040 (514) 3 580 (365) I780 (182) 2020 (206) 2 450 (206, 119 3 380 (549) 3620 (390) ,910 (195) 2 L60 (220) 2 620 (267)
132 5430 (605) 4220 (430) 2 110 (215) 2 370 (242) 2 880 (294)
134 7 I+0 (728) 5070 (517) 2 530 (258) 2 a50 (291) 3470 (354)
145 7 650(780) 3430 (554) 2 720 (277) 3060 (312) 3 720 (379)
160 8+5O(a62) 6000 (612) 3000 (306) 3 380 (345) 4 110 (419)
(15)
N(W)
I kd- 9.806 65 N.
(Conlinurd)
25

TABLE 1 STEPPED POLE8 MADE FROM STEEL OF ULTIMATE TFNJLE S’IXENOTH 848 MFm (83 W/mm’) -CWd
I (1) (2)
(4
540 l-P.23 9ol
540 TP-26 9.w
54o TP-27 9 w
540 TP-28 So0
34QTP39 9.00
540 TP-30 9.00
54O TP-91 9m
54OTP-52 9.W
34O TP-33 9.M)
54O TP-34 9.30
340 TP-35 9xl
340 TP-36 9.M
340 TP-37 9.50
540 TP-58 9.50
540 TP-59 9.50
34OTP-40 1OJlO
340 TP-41 IO.00
540 TP-42 lO%I
54QTP-49 I@00
540 TP-44 100,
340 TP-45 lO~C0
54OTP-46 100,
540 TP-47 LO0l
340TP-46 1@W
340 TM9 11.00
540 TP-30 1 *Jla
34oTP-51 11m
340 TP-52 110l
5,O TP-53 I103
PUNT- Lo*0 Hmam R?O A~m.lw Asovr
DEPTH *El: Gao- H *z*
DnrANCS
(3) (4) (5)
(m) (m) (m)
1.50 0.50 7.50
1% @SO 7M
1.M @So 7.30
1.50 @SO 7.50
1elo 0% 7.50
1.30 0.30 7.50
I.30 0.30 7.M
1.50 0.30 7.M
1.50 0.90 7.50
baa 040 7.70
1.80 0.60 7.70
1X8 0.M) 7.70
1.80 0.60 7.70
I.80 060 7.70
I.80 0.60 7.70
1.80 0+x a.20
1.80 0.60 a.20
1.80 0.M) 8.20
1% 060 a.20
I+3 0.M) a.20
1.80 0-M) a-20
1.80 0.M) a.20
1.80 0.64 a.20
Lml 0.60 a.20
l+Jl 0.60 9.20
I.80 O.60 9 20
1.80 0.M) 9.20
1.80 060 9.20
I+N Ofdl 9.20
(6)
b-4
5.65
4.50
340
450
4.85
3do
4.50
4.85
34o
4.30 4~9Ox2?.Ox2~SO 139~7x114~3~~~9 122 47MI (4a5) 3 570 ($44) 1690 (172) 1900 (194) 2 310 (256) 743 (76)
4.85 4~wx2~Sox2~so 139~7x,*csxaa~9 155 5080 (3la) 3 610 (SM)) I Boo (184) 2 OS0 (207) 2 470 (232) 794 (al)
54O 4+?Ox2~SOx2~5O 139~7~114~9xB8~9 147 5 600 (571) ~970 (405) 1900 (203) 2 240 (228) 2 730 (278) aa$ (90)
4.30 4~9Ox2~90x2~M 165’1~ 1397x 114.5 149 6 740 (687) 4 790 (4aa) 2 390 (244) 2 700 (275). 9 280 (SS4) 1 %I0 (199)
4.65 4~9ox2~5Ox2~5O 165~1x199~7~ 114.5 161 7 200 (736) 5 130 (323) 2 569 (261) 2 880 (294) 3 510 (5%) 1 390 (142)
5.40 4~9ox2~5Ox2~5O 165~lx139~7x114~3 178 7 970 (al9) 5 660 (577) 2 a30 (289) 3 190 (525) 5 a70 ($93) 1 540 (157)
4m
4.85
MO
4%
4.85
540
4.05
340
5.90
129 4 440 (453) 5 16o (322) 1580 (161) I 780 (laq 2 160 (220) 618 (63)
140 4730 (4a4) 5 370 (344) 1690 (172) 1900 (194) 2 SO0 (255) 6% (70)
155 5 290 (533) 5 710 (378) I 850 (ias) 2 090 (215) 2 340 (259) 726 (74)
157 6 900 (642) 4 470 (456) 2 240 (228) 2 520 (257) 3 060 (512) 1070 (109)
170 6 730 (688) 4 790 (488) 2 390 (244) 2 7W (275) 3 is0 (334) 1 150 (117)
188 7 4So (760) 5 SW (540) 2 650 (270) 2 980 (SO4) 3 620 (369) I 260 (128)
202 ~9 440 (963) 6 710 (684) S 350 (342) 3 780 (383) 4 390 (468) 1 a90 (193)
224 10 a(1 057) 7360 (750) 3 680 (375) 4 150 (423) 3 040 (514) 2 090 (219)
244 I* SOO(L m) a010 (817) 4OLO (409) 4 310 (460) 5 4aa (339) 2 270 (231)
4.50 560x2~70~2~70 159~~xll43x~~9 141 5920 (400) 2 780 (‘FA) 1390 (142) 1570 (160) 1900 (194) 422 (43)
+a5 5~60~2~70~2.70 139~7xll4~Sx88~9 155 42M) (428) 2 980 (504) 1490 (152) ,680 (17,) 2 040 (208) 451 (46)
540 5.60x2.70x2.70 139~7xl14~SX88~9 169 4620 (471) 3280 (334) 164O (167) ,840 (188) 2230 (229) 300 (51)
4.9 5.60x2.70x2.70 165~1x139~7u114~3 173 5 560 (567) 9 950 (405) 1 970 (201) 2 230 (227) 2 710 (276) 735 (75)
4.85 5~60x2~70~2~70 165~1xl59~7Xll4~5 187 5 960 (6M)) 4240 (432) 2 120 (216) 2 380 (243) 2 a90 (295) 764 (80)
(9) (IO) (11) (12) (I$) (14) (13)
(k) N(M) NM) N&d) N&f) N(M) NO
78 2 530 (260) ! 810 (185) 902 (92) 1020(104) 1240(126) 559 (34)
s4 5 070 (9191 2 810 (212) IOso(ll1) 1290(125) 14!%((132) 432 (41)
113 9 600 ($67) 2 56O (261) 1280 (190) 14-w (147) I 750 (178) 471 (48)
117 4 690 (478) 3 520 (359) 1 670 (170) i a70 (191) 2280 (292) 775 (79)
li6 5 010 (511) 5 560 (363) I 780 (lag 2 cm (2o4) 2 4Sa (218) a24 ($4)
14 5 320 (563) 3 920 (400) 196o (200) 2 210 (225) 2 690 (274) 912 (SS)
I42 a 650 (678) 4 720 @I) 2 369 (241) 2 660 (271) 9 240 ($90) 1340 (197)
134 7 120 (726) 3 050 (515) 2 530 (258) 2 a40 (290) 5 4&a (353) 1440 (147)
170 7 a.50 (m2) 5 580 (369) 2 790 (285) 3 130 (321) 3 a20 (990) I 590 (162) I L
! 26

TABLE 1 STEPPED POLES MADE PROM STEEL OP ULTIMATE TENSILE STRENGTH uo MP. (u kSf,,,,d) _-~ntd
DBPICNA. Ovra. PLAHT- LOAD HEmwr W...Ll. STEP, CkmlDE AIPllOX Bm.AK. CalPer- Lou, FOOL mow *I.!. *NO APPueo Aeove THICK- r---*-7
WowNo LOU, Lo*0 mm. DrAMxsrra WaloHr IN.2
Lmyl DBPTH ‘r~a$ Gv.~ HEll h, x h, x h, 0, STIPl LZ r-----v
P0Z Lo*0 ~~$pv3 Bl.%ki”g
“SZTrn nnoruY DI?LZClWN
Load AT A
Dwr*Nce T---- D* a EY:: IW~nlm
2 2.5
(1) (21 (9 (4) (5) (6) (7) (8) (9) (‘0) (11) (12) (‘9) (14) (15)
(m) (m) Cm) Cm) (mm) Cm) (mm) (kg) N(W) NW) NW) N(W NW) NM
540 TP-54 Il.00 I.00 0.60 9,20 5.40 56OX2.7OX2~70 165~lX139~7X114~3 206 6 590 (672) 4 680 (477) 2 8M (239) 2 640 (269) 3 210 (327) 863 (88)
540 TP-55 II.00 1.80 0 GO 9.20 485 5.60x2.70x2.70 193.7x 165.1 x139.7 222 8 340 (851) 5 920 (Mu] 2 960 (302) 3 330 (340) 4 OM) (414) I 330 (136)
540 TP-56 II.00 1.80 0.60 9.20 5.40 5~60~2~70~2.70 193.7xl65~lxl397 246 9 160 (934) 6 SC0 (663) 3 260 (332) 3 670 (374) 4 450 (454) 1430 (146)
540 TP-57 I I.00 1.80 0.60 9-20 590 5.60x2.70x2.70 l93~7x165~1xl39~7 268 9 97O(l 017) 7 080 (722) 3 540 (361) 3 990 (407) 4 840 (494) 1~550 (158)
540 TP.58 WOO 2.00 0 60 10.00 4 50 5~8Ox3~lOx3~lO l65lxl39~7xIl4~3 187 5 090 (519) 3 610 (368) 1800 (184) 2 040 (208) 2 470 (252) 549 (W
340 TP-59 l2.M) 2.00 0.60 IO.00 4.85 5~8Ox3~lOx3~IO l65~1xl39~7xll4~3 202 5 450 (556) 3 870 (395) I 990 (197) 2 I80 (222) 2 630 (270) YJ3 (W
54OTP-60 l2Gil 2.00 0.60 IO.00 5.40 58Ox3~lOx3~IO 165~lx139~7xl14~3 223 6020 (614) 4280 (436) 2 I40 (218) 2 410 (246) 2 920 (298) 647 (W
540 TP-61 12 00 2.00 0.60 IO.00 4.85 58Ox3~lOx3~lO 19~7xl65~1xl39~7 241 7 630 (778) 5 410 (552) 2 (276) 710 3 050 (311) 3 710 (378) 971 (99)
540 TP.62 12.00 2.00 0.60 10.00 540 5~8Ox3~lOx3~lO l93~7xl65~1xl39~7 266 8 380 (854) 5 940 (606) 2 970 (303) 3 350 (342) 4 070 (415) 1 070 (109)
540 TP-63 12 00 2-00 0.60 10.00 5.90 58Ox3~lOxS~IO 193~7x165~1x139~7 291 9 120 (930) 6 470 (660) 3 240 (330) 3650 (372) 4 430 (452) 1 L60 (1 L8)
540 TP-64 12 00 2.00 0.60 10 00 4.85 58Ox3~1OxS~IO 219.1x193.7x1651 279 9 820(1 001) 6 970 (71,) 3 480 (355) 3 920 (400) 4 770 (486) 1470 (150)
540 TP-65 12 00 2.00 0.60 10-00 5.60 5~8Ox3~lOx3~lO 219~1xl93~7x165, 319 I I 200(1 141) 7 940 (810) 3 970 (405) 4 470 (456) 5 eio (555) 1 680 (171)
540 TP-66 12.00 2.00 0.60 IO.03 ;.QO i83X3~1OXS~IO 2l9~lx1937x165~1 336 11600(1 199) 8 340 (85,) 4 180 (426) 4 710 (480) 5 720 (583) 1 760 (179)
540 TP-67 13,oO 2.00 0.60 11.00 4.85 5~8Ox3~6Ox3+50 193.7x165~1x1397 256 6 890 (703) 4 890 (499) 2 450 (250) 2 760 (281) 3 350 (342) 696 (71)
540 TP-68 13.00 2al 0.60 11~00 5.40 5+SOx3.60~3~60 193.73 165~1x139~7 286 7 570 (772) 5 370 (548) 2 690 (274) 3 030 (309) 3 680 (375) 765 (78)
540 TP-69 13.00 2.w 0.60 11.00 5.90 5~80~3~60x3~60 193.7x165.1x139.7 312 8 250 (841) 5 850 (597) 2 930 (299) 3 300 (336) 4 010 (409) 834 (85)
540 TP-70 13 00 2al 0 60 11.00 4.85 5~8Ox3~6Ox3~6O 219~1xl93~7xl65~1 300 8 860 (904) 6 300 (642) 3 150 (32,) 3 550 (362) 4 310 (439) l 060 (108)
540 TP-71 13.00 2ol 0.60 Il.00 5.60 5~80x3~60~3~60 219~Ixl93~7xl65~1 343 IO lOD(l 031) 7 180 (732) 3 590 (366) 4040 (412) 4910 (501) I 220 (124)
540 TP-72 l3@l 200 0.60 11ol 5.90 5~80x3~60~3~60 2lQ~lxl93~7x165 l 362 IO 600(1084) 7 550 (770) 3 780 (385) 4 260 (434) 5 170 (527) 1270 (130)
540 TP-73 14 50 2m 0.60 12.50 5.40 6~5Ox4OOx4~OO 193~7xl65~1x139~7 319 6 620 (675) + 700 (479) 2 350 (240) 2 650 (270) 3 220 (328) 520 (53)
540 TP-74 14.50 2.00 0.60 12.M 5% 6~50x4~00~400 193~7x165~lx139~7 348 7 210 (795) 5 I20 (322) 2 560 (26,) 2 880 (294) 3 5W (357) 559 (57)
546 m-75 L4.50 2.00 0.60 12.50 5.60 6.50x400x41x) 2l9.1xl997xl65.l 382 8 840 (901) 6 280 (640) 3 140 (320) 3 530 (SW) 4 900 (438) 814 (83)
540 TP-76 14.50 2.00 0.60 12.9 5.90 6~5Ox4~OOx40l 2l9~lxl93~7x165~l 404 9290 (947) 6 590 (672) 3 300 (336) 3 720 (379) 4 510 (460) 853 (87)
540 TP-77 16.00 2.30 0.60 13.70 5.40 7.00x4.50x4.50 193.7x 165.1 x 199.7 351 6 010 (613) 4 270 (435) 2 l40 (218) 2 400 (245) 2 920 (298) 382 (39)
540 TP-78 16.00 2.30 0.60 l3.70 5.90 700x450X450 l93~7xlM.lxl397 383 6 5% (668) 4 650 (474) 2 320 (237) 2 620 (267) 3 IQ0 (325) 412 (42)
540 TP-79 16.00 2.30 0.60 13.70 560 7~00~450~4M 219~1x193.7x165~1 421 8 030 (819) 5 700 (58,) 2 850 (291) 3 220 (328) 3 900 (398) 598 (61)
540 TP-SC 16ao 2.30 0.60 13.70 5.90 7.00~4.50~4M 219~1x,93~7x165~1 444 8 440 (861) 5 990 (611) 3 LWO (306) 3 370 (344) 4 100 (418) 628 (64)
Nom I -- Based on assumption that steel weighs 7.85 g/cm’.
NOTE 2 -Before mnking a selection of pole it is neeuaary to assume a suitable factor ofsafety which haa to be applied on breaking load or tbcuipplin 7.
load If the pole a.. tbc case ma be depending on the relevant clecuicity nda to obtain the working load of tbc pole. load arc both given in Table 1 for information.
Vnlun of working load of ‘(he pole with P factor of safety 2 on cripp mg load and factor 2.5 on b A, The user will have to calculate the working loada ifdiiibrent facton of safety other than those stated above arc applied.
_ 27

Is I 27ls(Put III, - 19aa
540 SP-I 7.00
540 SP-2 7.00
540 SP-9 7.00
540 SP-4 7.50
$40 SP-5 7.50
‘540 SP-5 7.50
540 SP-7 7.50
540 SM 7.50
54l SP-9 7.50
54oSP.10 &oo
540 SP-II &M)
540 SP-12 *al
HOSP.19 &W
540 SP-14 *do
540 w-15 &ml
540 SP-16 a.50
540 SP-17 8.50
540 SP-18 *..%I
540 SPAS 8.50
540 .w-20 *aI
540 SP-21 *a
546 SP-22 8-50
540 SP-29 6.50
na SP-24 &XI
540 SP-25 9al
540 SP-26 Sal
na SP-27 SW
I kgf-9.806 65 ti.
1.25 O-90 5.75 4al
1.25 0.30 5.75 400
I.25 a90 5.75 400
1.25 0.30 6.25 4.M
1.25 0.30 6.25 4.50
I.25 0.90 6.29 4.50
I.25 0.90 6.25 4.50
1.25 Il.30 6.25 4.50
I.25 c-30 6.25 CM
I.50 0.30 6.W -+%J
I.50 Cl.50 6aJ CM
I.50 030 MO f-50
I.50 030 6.50 4-50
I.50 030 6al 4-M
1&l 0.30 6.50 *5O
1.50 0.90 ml 500
LAM @30 7.00 5aO
I.50 0.30 7.M) 500
IfsI 0.30 7.00 5m
I.50 030 7.00 503
1~50 0.30 7.00 5al
I.50 O-30 7.00 5.00
1.50 0.30 7a 5.w
1.M c-30 7.00 5a
1.50 cm 7.50 SW
I.50 D30 7.50 5a
1.M 036 7.50 500
1.50
I.50
I.50
I.50
1.75
1.75
I.75
1.75
1.75
1.75
1.75
I.75
1.75
1.75
1.75
1.75
1.75
1.75
1.75
2.00
2.00
2.00
p ~------- OPPDLE TOP
114.9X365 88.9x9.29 76.1x3.25
314.9x4.50 88~8~4~05 76~lx9+25
,,4~9X5.40 88.9X4.85 76. I x 9.25
114.3x3.65 88.9x9.25 76. I x 3.25
114~9XL50 88.9X4.05 76.1X9.25
1149x540 88.9X4.85 7* I x 3.25
199.7x4.50 lIC9x365 88.9x3.25
199.7xCS5 llC9x3.65 88.9x3.25
199.7x5+, llC3x9.65 88.9x 9.25
llf9x3.65 88.9x3.25 76.1x3.25
114~3X4.50 88c3X4~05 76.1 x 9,25
11+3x540 88.9x4.65 76.1 x3,25
l397x4~M 114~3x3~65 889x3,25
139~7x4~65 114~3x4~50 889x9,25
199~7x540 114.9%4.M 88.9x9.25
114~3x3~65 88.9x9.25 76.1x3.25
114-3~4~30 88+3x4.05 76.1x9.25
114-3x540 B6+xC*5 76.1~525
13S7x4~50 11+3x9~65 68+x3~25
139.7x+*5 114-3~3~65 88.9x9,25
199~7x540 ll4.3X4do 88.9x3.25
165~1~4-50 139~7x4~50 ,14.9x9.65
1651x4-85 lY%.7xC50 114~3x3~65
165.1~5+, 199~7x4~50 114~3x3~65
ll+Sx3~&5 88.9x3.25 76.1x3,25
11+9x+30 B&9x405 76.1x3.25
lI+Jx54‘, 8&9x485 76.1x9.25
62.0
73.0
85 0
67
79
93
97
109
110
70
89
97
101
III
119
75
89
104
109
115
129
141
148
158
78
92
108
9 960 (949) 2 390 (244) 1200 (122) I 940 (197) I640 (167) 785 (80)
4 060 (414) 2 L%% (294) I 440 (147) 1630 (L66) 1 970 (201) 941 (96)
4 750 (484) 9 970 (944) 1690 (172) I 900 (194) 2 300 (235) I 090 (1 II)
3080 (914) 2 190 (229) I OS0 (111) 1240 (126) 1500 (193) 628 (64)
3 720 (979) 2 640 (269) I 320 (195) I 490 (152) I 800 (184) 745 (76)
4950 (444) 9090 (915) I550 (158) I750 (178) 2 120 (216) 879 (89)
5 680 (579) 4090 (411) 2 020 (206) 2 280 (292) 2 760 (281) I400 (149)
6060 (618) 4 900 (499) 2 150 (219) 2420 (247) 2 940 (300) I 480 (151)
6680 (68,) 4750 (484) 2370 (242) 2670 (272) 9250 (39,) I600 (163)
2 96n (902) 2 090 (214) IO50 (107) I 190 (121) 1 4% (147) 520 (59)
3620 (369) 2 57” (262) I280 (191) 1450 (148) 1 760 (179) 619 (69)
4 I*0 (426) 2 960 (902) 1 480 (151) I 670 (170) 2 030 (207) 726 (74)
5 440 (555) 9 860 (994) 1 990 (197) 2 160 (222) 2 650 (270) I 180 (120)
5820 (593) 4 190 (421) 2070 (211) 2 320 (237) 2620 (286) ,280 (191,
6 410 (654) 4 550 (464) 2 280 (292) 2 570 (262) 3 120 (918) I 370 (140)
2 740 (279) I 940 (198) 971 (99) I IW (112) 1990 (196) 431 (44)
9 300 (397) 2 340 (239) 1 180 (120) ,320 (195) 1610 (164) 510 (52)
9 *@I (394) 2 750 (280) I 970 (140) 1550 (158) I870 (191) 598 (61)
5 040 (514) 3 560 (365) 1 780 (l*Z) 2 020 (206) 2 450 (250) 961 (98)
5 380 (549) 9 820 (390) I 910 (195) 2 160 (220) 2 620 (267) 1010 (103)
5 930 (605) 4220 (490) 2 110 (215) 2 370 (242) 2 880 (294) 1 I90 (115)
7 140 (728) 5070 (517) 2 530 (258) 2 850 (291) 9 570 (354) I 790 (176)
7 6M (780) 5 430 (554) 2 720 (277) 3060 (912) 3 720 (379) 1820 (166)
8 450 (862) 6 000 (612) 3 000 (306) 9 980 (945) 4 110 (419) 1 970 (201)
2 590 (260) 1 810 (EE5) 902 (92) 1020 (104) I240 (126) 999 (94)
3070 (913) 2 1w (222) I OS0 (111) 1230 (125) I 490 (152) 402 (41)
3 Mx) (367) 2 560 (261) ,260 (190) I440 (147) 1 750 (178) 4661 (47)

IS t 2713 (Part III) - 1989
TABLE 2 SWAGED PGLW MADE FROM STEEL OF ULTIMATE TENSILE STRENGTH 540 MP. (56 k@/mmi’) - Cmid
54oSP-28 900
540 SP-29 9.03
540 SP.30 903
54a SP-3, 900
540 SP-32 9 00
549SP-33 9w
540 SP-34 9.50
540 SP-35 9.50
5&o SP.36 9-50
541 SP-37 9-M
‘,+a SP-38 9 53
54a SP-39 9 50
54OSP-40 *oal
540 SP-4, 10-w
54oSP-42 ,000
54oSP43 10-00
54aSP-44 IO-Co
54oSP45 ,oao
54oSP.46 ,oao
540 SP-47 ,oxm
I.50
I 50
I 50
150
I 40
I.40
I.80
140
1 80
1.80
I 80
I,80
180
180
180
180
1.80
I 80
I 80
1 80
540 SP-48 ,000 180 060 8.20 5-20 240. 2-40
540 SP49 I,-lx 180 040 9.20 560 2- 70 2.70
540 SP-50 llal 1 80 040 9.20 560 2.70 2.70
540 SP-51 II-00 I 80 0.60 9-20 5.60 2.70 2.70
540 SP-52 114M 1 80 040 9 20 5-m 2.70 2-70
540 SP.53 ll~ca 180 O%U 9.20 S-60 2.70 2.70
540 SPA4 llal 1.80 0.60 9.20 560 2.70 2.70
540 w-55 II@3 1.80 0 60 9.20 560 2.70 2.70
200 2m 139.7X~50 114-3x3.63 68.9x3.25 113
2~00 2.00 139.7x4.85 114.3x4.50 88.9x3.25 125
2el 2.00 119-7x5.40 ,143x4-50 88.9X3.25 133
2m 2.00 165.lx450 1397x4.M 114.3x3.65 147
2m 2.00 165 lX4.85 139.7x4-50 114.3x3.65 154
2.00 2.m 1651X5.40 139-7x4-50 114.3x3+5 164
2.25 2.25 139.7x4.50 114-3x4-50 68.9x3.25 122
2.25 2.25 139-7X4.85 1,43x4-M 88+X3.25 129
2.25 2.25 139.7x5.40 ll4.3~4M 68.9X3.25 157
2.25 2.25 ,65.,x450 1397X4-50 114-3~365 153
225 2.25 165.1X4-85 ,397x4.50 1143x3.65 ml
2.25 2.25 165.1~540 139.7x4.50 114.9X3-65 170
Z-40 240 ,39.7X4-M L14.3X4.M 88-9x3.25 128
2.40 2.40 ,39.7x4-85 314.3x450 68.9x3.25 135
240 240 ,39.7x54a ,14.3x4.50 68.9x3.25 144
2.40 2.40 ,G5-,x4~50 139.7x4.9 114.3x3.65 I60
240 2.40 ,65-,X4al5 1397x4-50 114~3x365 166
2.40 2.40 ,65-,X54Jl 139.7x4.56 114.3X365 178
2.40 2.40 193.7X4-85 165 IX450 139.7x4.M 208
2.40 24a ,93-7X54a ,65~,X4al ,39.7x4% 221
193.7x590 ,65.,X450 ,39,7x450
,39-7x+50 114.3x4.M 88.9x3-25
,S9-7x4zl5 ,1+3x4+0 88.9x3.25
,39-7x5Ml 114.3x546 88.9x3.25
,65.,X450 l39.7X4.M ,14.3x3+i5
165.1X4-85 ,39.7x4-53 114-3X3.65
,6$,x5~40 139.7x+50 llf3x365
193.7X4.85 ,65.,X4.50 139.7X4~50
233
140
147
164
175
183
194
227
(13) (14) A&
(16) (17) N(W) NW) NW) WS~) igf)
4690 (478) 3 320 (339) 1 670 (170) ,870 (19,) 2280 (232) 745 (76)
5 010 (511) 3 560 (363) 1 780 (181) 2 000 (204) 2 430 (24-S) 814 (83)
5 520 (563) 3 920 (400) 1 960 (ZOO) 2 210 (225) 2 690 (274) 883 (90)
6 6M (678) 4 720 (481) 2 360 (24,) 2 6M) (271) 3 240 (330) 1 36(1 (IS9)
7 120 (726) 5 0% (5l5) 2 530 (258) 2 840 (290) 3 460 (353) 1430 (146)
7 WI (SOZ) 5 580 (569) 2 800 (285) 3 150 (321) 3 820 (390) I 540 (157)
4 760 (485) 3 370 (344) 1 690 (172) 1900 (194) 2 310 (236) 745 (76)
5 a80 (518) 3 610 (368) l 8W (184) 2 030 (207) 2 470 (252) 785 (80)
5600 (571) 3 970 (405) 1 990 (203) 2 240 (228) 2 730 (278) 834 w
6 740 (667) 4 790 (488) 2 390 (244) 2 700 (275) 3 280 (334) 1 300 (133)
7 2W (736) 5 130 (523) 2 560 (261) 2 880 (294) 3 510 (358) 1 370 (140)
7 970 (813) 5 660 (377) ? 830 (289) 3 190 (32.5) 3 870 (395) I 480 (151)
4440 (433) 3 160 (322) I 580 (EL) , 780 (IS,) 2 160 (220) 6@3 (62)
4 750 (484) 3 370 (344) 1 690 (,72) 1 900 (194) 2 SW (235) 637 (65)
5 230 (533) 3 710 (578) I 830 (189) 2 090 (213) 2 54Jl(259) 677 (69)
6 300 (642) 4 470 (436) 2 240 (22.9) 2 520 (257) 3 060 (312) 1060 (108)
6 7% (666) 4 790 (488) 2 590 (244) 2 700 (275) 3 280 (334) I 120 ,114)
7450 (760) 5 300 (540) 2650 (270) 2 980 (SO4) 3620 (369) ,200 (122)
9 440 (963) 6 710 (684) 3 550 (342) 3 780 (385) 4 590 (468) 1850 (189)
IO 4al (I 057) 7 350 (750) 3 680 (375) 4 150 (423) 5 040 (514) 1990 @OS)
,f 3@J(, 15,) SOlQ(817) 40,0(409) 4510 (460) 5480 (559) 2 110 (215)
3 920 (400) 2 790 (264) I 390 (142) 1570 (160) 1900 (194) 412 (42)
4200(428) 2960(304) ,490(152) ,680(171) 2040 (208) 43, (44)
4 620 (47,) 3 280 (334) I 640 (167) I W (168) 2 250 (229) 4fSa (49)
5 WI (567) 3 950 (403) I 970 (201) 2 230 (227) 2 710 (276) 726 (74)
5 960 (6iX) 4 240 (432) 2 120 (216) 2 380 (243) 2 890 (2%) 765 (78)
6 590 (672) 4 680 (477) 2 340 (239) 2 640 (269) 2 910 (527) 814(8.3)
834a (85,) 5920 (W) 2960 (302) 3 330 (340) 40‘%(414) ,270 (1.30)
29

Is : 2713 (Put Rl) - 1980
(‘) l-2, 540 SP-56 11.00
543 SP-57 11~00
540 SP-58 12al
540 SP-59 L2.W
540 SPA0 12.00
54p SP.6, 12.00
540 SP-62 12.00
540 SP-63 12.00
540 SP-64 l2.W
3y SPA5 12-W
540 SP-66 l2.W
54OSP-67 1300
HOSP.68 13m
54l SP-69 13a
540 SP.70 13 00
540 SP.71 13~W
540 SP-72 13.W
540 SP-73 14.50
540 SP.74 **XI
546 SP-75 ICY)
513 SP.76 L4 50
5,J SP.77 16 00
540 SP-78 16-W
5k, SP.79 16 03
54, SP.33 16 00
I 3) m)
I.80
I.80
2.00
2.00
2.00
2.00
2.W
2.00
2.00
2.00
2.W
2.00
2.00
2.W
2.00
2.00
la0
2.06
2.00
2.W
2.00
2-00
2.W
2.03
2.00
I 4) (5) m) (d g) 3 I
(11) (mm)
060 9.20 5+0 2.70 2.70 193.7x5.40 l65-Ix4~50 139.7x450
O+n 9.20 560 2.70 2.70 ,93.7x5.90 M-1x4-85 139.7x4.50
040 10-w 5ml 310 3.10 165 ,X4.50 *39.7x+50 114.3X3.65 186 5090 (519) 3 610 (368) 1800 (184) 2 040 (208) 2 470 (252) 539 (55,
oa IO.00 5.80 3. LO 3.10 165.1X4.83 1397x450 1143X3.65 197 5 450 (556) 3 870 (395, I 930 (197) 2 I80 (222) 2 650 (270) 5.59 (Ml
060 LO.00 5.80 3. LO 3.10 165-,x540 13%7x450 1143X3.65 208 6 020 (614) 4 260 (436) 2 140 (218) 2 410 (246) 2 920 (298) 598 (61)
066 l@op 5al 3.10 3.10 193.7~485 1651x450 139.7x4-30 245 7 630 (778) 5 410 (552) 2 710 (276) 3 050 (311) 3 710 (378) 951 (97)
060 lODo 5.60 ,lO 3.10 193.7x5-40 165.1x4.50 139.7x4.50 259 8 370 (854) 5 940 (606) 2 970 (303) 3 350 (342) 4 070 (415) 1010 (103)
060 1O.W 3TiQ 310 3.10 1997X5.90 165-1X4.85 139.7x4.50 277 9 120 (930) 6 470 (660, 3 240 (3%) 3 650 (372) 4 430 (452) 1wo(Ill)
060 LO.00 580 3. IO 3.10 219.1x4.85 1997XC65 165.lX4~50 292 982O(LW,) 6 970 (711) 3 480 (355) 3 920 (400) 4 770 (486) 1 460 (149)
0.60 10.00 5.80 3. lo 3.10 219~lx360 1937x4.85 165.1x+50 313 Ll2W (1 14,) 7 940 (810) 3 970 (403) 4 470 (456) 5 440 (555) I 610 (164)
0.60 10~00 580 3.10 3-10 2,9.,x5.90 193-7x4.85 1&5~lx4~50 322 11 806 (1 199) 8 340 (85,) 4 180 (426) 4 710 (480) 5 720 (583) I660 (169)
OZQ Ilol 5Tlo 3.60 3.60 193.7x+63 165lX4M 139.7x4.30 261 6 890 (703) 4 890 (439) 2 450 (250) 2 7M) (281) 3 350 (342) 677 (69)
0.60 1l.W 5.80 9-M) 3.60 193.7x5.M 1651x4-85 139.7x4.30 281 7 570 (772) 5 370 (548) 2 690 (274) 3 030 (309) 3 680 (375) 735 (75)
060 11a 5.60 3a 3a 193.7x3.90 l#lX5.46 ~39.7X4.50 302 8 250 (841) 5 850 (597) 2 930 (299) 3 300 (336) 4 010 (409) 794 (61)
O+l IlGll 580 3.60 3.60 2191x4-65 1937x4.63 163~1~4-30 312 8 870 (9U4) 6 34% (642) 3 1% (321) 3 550 (362) 4 310 (439) loM)(108)
O+l II.00 580 360 3.66 219.,x560 19,7x4-85 1651x450 333 IO IW (1 031) 7 160 (732) 3590 (3%) 4040 (412) 4910 (Ml) I I@(, l8)
CbM) 11.00 580 3a $60 219~lx590 193.7x4.85 1651x450 343 10 600 (1 064) 7 550 (770) 3 780 (385) 4260 (434) 5 170 (527) I l90(12ll
0.60 12.M 6.50 4.00 4-00 193~7x540 1641x485 139~7x450 312 6 $20 (675) 4 700 (479) 2 350 (240) 2 650 (270) 3 220 (328) ~ (51)
oa 12.50 6-Y) 4W 4.W 193.7x5+3 l65-IXHO 13c+7x4-59 336 ‘7210 (735) 5120(5X’) 2560(.761) 2880(294) 3 MO (357) 539 (55)
060 12Gl 6.54, 400 4.W 219.,x5+0 1337x485 1651x4-M 370 684O(Wl) 6 260 (640) 3 140 (320) 3 530 (360) 4 303 (438) 775 (79)
040 l2al 6W 4.W tea 219.1x5-W 19%7x4+s 165~lXC50 360 9 290 (947) 6 590 (672) 33w (336) 3 720 (379) 4 510 (460) 794 (81)
040 13.70 7ao 4% t50 ,93.7x3++ 1651x4.85 139.7x4-M 341 6010 (613) 4270 (4H) 2 140 (216) 240, (243) 2 920 (298) 363 (37)
0.60 13.70 7&l 450 +50 193.7x5.90 1651x546 1397x4-50 367 6 550 (668) 4 650 (474) 2 320 (237) 2 620 (267) 3 190 (325) 392 w
0.60 13.70 7.00 4-50 450 219lx3$d3 193-7x4.85 165~1x4~50 405 8 030 (819) 5 700 (581) 2 850 (291) 3 200 (328) 3 900 (398) 569 (58)
060 13.70 7.00 450 450 2191x5+, 193.7x4.85 165.1~4~50 416 at40 (861) 5990 (611) 3wO (306) 3 370 (344) 4 100 (418) 588 (60)
\$I 241
256
I4 13) (14) J& Ngf)
(17) (18) (kf) NC&) N(kC N&f)
9 l60 (934) 6 500 (653) 3 2&J (332) 3 670 (374) 4 4% (454) ,370 (140)
9 970 (I 017) 7 080 (722) 3 546 (36‘) 3 990 (407) 4 840 (494) 1470 (150)
i
II -

Bureau of Indian Standards
BIS is a statutory institution established under the Bureau of Indiart Standards Acl, 1986 to promote
harmonious development of the activities of standardization, marking and quality certification of goods and
attending to connected matters in the country.
Copyright
BIS has the copyright of all its publications. No part of these publications may be reproduced in any form
without the prior permission in writing of BIS. This does not prccludc the free use, in the course of
implementing the standard, of necessary details, such as symbols and sizes, type or grade designations.
Enquiries relating to copyright be addressed to the Director (Publication), BIS.
Review of Indian Standards
Amendments are issued to standards as the need arises on the basis of comments. Standards arc also reviewed periodically; a standard along with amendments is reaffirmed when such review indicates that no changes arc needed; if the review indicates that changes are needed, it is taken up for revision. Users of Indian Standards should ascertain that they are in possession of the latest amendmen& or edition by referring lo the latest issue of ‘BISHandbook’ and ‘Standards Monthly Additions’.
Amendments Issued Since Publication
Amend No. Date of Issue Text Affected
BUREAU OF INDIAN STANDARDS Headquarters:
Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi 110002 Telephones: 323 0131,323 33 75,323 94 02
Regional Offices:
Central : Manak Bhavan, 9 Bahadur Shah Zafar Marg NEW DELHI 110002
Eastern : l/14 C.I.T. Scheme VII M, V.I.P. Road, Mnniktola CALCUTTA 700054
Northern : SC0 335-336, Sector 34-A, CHANDIGARH 160022
Southern : C.I.T. Campus, IV Cross Road, C!IENNAI 600113
Western : Manakalaya, E9 MIDC, Marol, Andheri (East) MUMBAI 400093
Branches : AHMADABAD. BANGALORE. BHGPAL. BHUBANESHWAR. COIMBATORE. FARIDABAD. GHAZIABAD. GUWAHATI. HYDERABAD. JAIPUR. KANPUR. LUCKNOW. NAGPUR. PATNA. PUNE. THIRUVANANTHAPURAM.
Telegrams: Manaksanstha (Common to all offices)
Telephone
3237617,3233841
337 84 99,337 85 61 337 86 26,337 9120
{ 60 60 38 20 43 25
{ 235 235 02 15 16,235 19,235 04 23 42 15
832 92 95,832 78 58 832 78 91,832 78 92
Printed at Simco Printing F’rma, Delhi, India

AMENDMENT NO. 1 SEPTEMBER 1986
TO
IS : 2713 ( Parts 1 TO 3 ) - 1980 SPECIFICATION FOR TUBULAR STEEL POLES FOR
OVERHEAD POWER LINES PART 1 GENERAL REQUIREMENTS
( Second Revision )
( Page 4, clause 5 ) - Substitute the following for the existing clause:
‘5. MANUFACTURE
5.1 Tubes for manufacturing poles shall conform to Grade YSt 240 or YSt 310 of IS : 1161-1979 ‘Specification for steel tubes for structural purposes ( third revision )‘, as appropriate. Manual metal arc welding process may also be used to make tubes provided tubes so manufactured shall meet all the requirements of IS : 1161-1979. Cold bend test need not be carried out for tubes manufactured by manual metal arc weldmg.
5.1.1 For chemical test each coil of sheet/strip used for manufacturing tubes shall be tested for phosphorus and sulphur.
5.1.2 For mechanical tests tubes shall be sampled in accordance with IS : 4711-1974 ‘Methods of sampling of steel pipes, tubes and fittings (first revision)’ depending on the number of tubes in the lot to be inspected.*’
( Page 5, clnuse 8.4) - Substitute the following for existing clause:
‘8.4 The mean weight for bulk supplies shall be within 92’5 percent - of its calculated value. The weight of any single pole shall not fall
below the nominal weights as given in Part 2 and Part 3 of the standard by more than 10 percent.’
( Page $, clause 10.1 ) - Delete ‘(a) Tensile test . . . and phosphorus* and renumber (b), (c) and (d) as (a), (b) and (c).
( Puge 5, clause 10.1.1 ) - Delete. ( Page 5, clause 10.1.2 ) - Renumber it as 10.1.1.
6 Page 6 clau.res 10.1.3, 10.1.4 and 10.1.5 ) - Renumber these as
10.1. , 10.1.3 and 10.1.4 respectively. ( Page 6, clause 10.2) - Substitute the following for the existing
formula:
‘j--WI{ H2 - [l* - I1 - J, >‘} + w, {(la - c)
third(zr 6, clause 13.1 ) - Delete .
1
W”( 1, - I2 )‘3’. the word ‘throughout’ from the

( -Page 8, Tahdrrr mcttter of Fig. 4, cnlutntt hending D ) - Bracketed wording ‘( Outside Dia of Bottom Plate )’ may be read under ‘A’.
( Page 8, clause A-l.1 ) - Substitute the letter symbol ‘P’, for ‘p’ and read as under:
“P LL Wind pressure on flat surfaces in N/m2, to be calculated in accordance with the provisions of IS : 875-1964 ‘Code of practice for structural safety of buildings: Loading Standards ( rcvisen) ( With .4mendment No. 1 )‘.”
[ Page 9, cluuse A-3.1, ‘( line 7 ) ] - Delete ‘11’ from the formula ‘ 2 pnsdh N, -3 100 *
[ Purge 9, drmse A-3.2 ( lines 4, 7 and 9 ) ] - Substitute ‘p’ for ‘P’ in the formulae.
( Page 9, foot-note ) - Substitute the following for the existing value:
‘1 Newton (N) = 0’1-02 kgf. 1 kgf= 9’81 N.’
( Page 9, clause A-4.1.1, line 10 ) - Substitute ‘2 180’Jor ‘2 220’.
( Page 9, clause A-4.1.1, line 11 ) - Substitute ‘7’2’Joi ‘7’3’.
( Page 9, clause A-4.1.1, line 29 )~- Substitute ‘540 TP 28’for ‘540 TP 38’.
PART 2 SPECIAL REQllIREMENTS FOR POLES MADE FROM STEEL OF TENSI~LE STRENGTH 410 M~Pa
( Second Revision )
( Pages 11 ro 13, Table 1, co1 9 ) - Substitute ‘Nominal Weight of Pole’for ‘Approx Weight of Pole’.
( Pages 14 to 16, Table 2, col 12 ) - Substitute ‘Nominal Weight of Pole’for ‘Approx Weight of Pole’.
( Page 22, Table 4, co1 12, first three itemr ) - Substitute ‘732’6’, ‘784’5’ and ‘864’7’fot ‘7 732’6’, ‘7 754’5’ and ‘8 864’7’ respectively.
PART 3 SPECIAL REQUIREMENTS FOR POLES MADE FROM STEEL OF TENSILE STRENGTH 540 MPa
( Second Revision )
( Pages 25 to 27, Table 1, co1 9 ) - Substitute ‘Nominal Weight of Pole’Jor ‘Approx Weight of Pole’.
( Page 26, Table 1, co1 11, against designation 540 TP 26 ) - Substitute ‘2 180’ for ‘2 810’.
( Pages 28 to 30, Table 2, col 12 ) - Substitute ‘Nominal Weight of Pole’for ‘Approx Weight of Pole’.
(SMDC6)
2 Prlntod et Slmco Prlntlno Prees. Dolhl. lnale
Related Documents