21 Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1 DOI 10.1002/mawe.201300962 Friction and wear of friction composites reinforced by natural fibres Reibung und Reibungsverschleiß von mit natɒrliche Fasern verstȨrkten Verbundwerkstoffen M. Bakry 1 , M. O. Mousa 2 , W. Y. Ali 3 In the present work, friction material composites were proposed to be used as automotive fric- tion materials. The composites were reinforced by agricultural fibres of corn, palm, and sugar bars. The conventional friction materials based on asbestos cause serious lung diseases and being cancerous potential. The aim of the present work is to replace them by the proposed com- posites because they are environmentally friendly friction material for brake lining and clutch facings. Agricultural wastes of sugar bars, corn and palms fibres were prepared to obtain fibres of length less than 5 mm. The fibre materials were mixed by carbon, barium sulfate, silica, metallic pow- ders and phenol formaldehyde. The proposed composites were pressed in the die at 105 8C tem- perature. The produced specimens were subjected to machining processes to obtain the cylin- drical form of 8 mm diameter. Experiments were carried out using test rig designed and manufactured to measure both fric- tion and wear. It consists of a rotating hollow flat disc made of carbon steel, with an outside diameter of 250 mm and 16 mm thickness. The experiments investigated the effect of agricul- ture fibre wastes (corn, sugar bars, and palms fibres) on friction coefficient and wear. Wear mechanisms of the proposed composites were characterized by scanning electronic microscopy. The tribological properties of the proposed composites materials were compared to three com- mercial brake linings. Based on the experimental results it was found that, addition of agriculture fibre wastes (corn, sugar bars, and palms fibres) to composites materials increased friction coefficient and decreased wear. Friction coefficient slightly increased, while wear drastically decreased with increasing fibres content. The maximum friction value (0.58) was obtained by composites con- taining 30 wt.% iron and 25 wt.% sugar bar fibres. The corn fibres were more compatible with aluminum powder where it gave the highest friction coefficient and relatively lower wear com- pared to other composites. Wear resistance of the tested composites containing bunches and aluminum represented the lowest values among composites containing corn and bunches fibres. The lowest wear values were observed for composites containing 25 wt.% corn fibres and 30 wt.% aluminum and composites containing 20 – 25 wt.% sugar bar fibres. Keywords: Friction / wear / composites / natural fibres / SchlɒsselwɆrter: Reibung / Verschleiß / Verbundwerkstoffe / natɒrliche Fasern / 1 Introduction Natural fibres are used as reinforcement in friction composites to replace asbestos due to the health hazards caused by asbestos fibres which may cause asbestosis, mesothelioma, and lung can- cer. It was observed that composites containing date palm fibres and aluminum powder displayed the highest friction values com- pared to the other tested composites due to the relatively high adhesion of palm fibres with aluminum. The best wear resist- ance was displayed by composites containing high content of palm fibres and low content of iron powder [1]. Natural fibres such as corn, palm and sugar bars gave relatively high friction coefficient suitable for friction materials [2]. The results of the tested composites were compared to that observed from three types of conventional friction brake linings. The experimental results show that addition of aluminium and copper into the matrix of the composites displayed relatively lower fade value due to their high thermal conductivity. It was found that compo- sites containing corn fibres and aluminum powder displayed the highest friction values compared to the other tested composites 1 Faculty of Engineering, Gazan University, Gazan, Saudi Arabia 2 Faculty of Engineering, Minia University, P. N. 61111, El-Minia, EGYPT 3 Faculty of Engineering,Taif University, Al-Taif, Saudi Arabia Corresponding author: W.Y. Ali, Faculty of Engineering, Taif University, Al-Taif, Saudi Arabia E-mail: [email protected] i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

21Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1 DOI 10.1002/mawe.201300962
Friction and wear of friction composites reinforced bynatural fibres
Reibung und Reibungsverschleiß von mit nat�rliche Fasern verst�rktenVerbundwerkstoffen
M. Bakry1, M. O. Mousa2, W. Y. Ali3
In the present work, friction material composites were proposed to be used as automotive fric-tion materials. The composites were reinforced by agricultural fibres of corn, palm, and sugarbars. The conventional friction materials based on asbestos cause serious lung diseases andbeing cancerous potential. The aim of the present work is to replace them by the proposed com-posites because they are environmentally friendly friction material for brake lining and clutchfacings.Agricultural wastes of sugar bars, corn and palms fibres were prepared to obtain fibres of lengthless than 5 mm. The fibre materials were mixed by carbon, barium sulfate, silica, metallic pow-ders and phenol formaldehyde. The proposed composites were pressed in the die at 105 8C tem-perature. The produced specimens were subjected to machining processes to obtain the cylin-drical form of 8 mm diameter.Experiments were carried out using test rig designed and manufactured to measure both fric-tion and wear. It consists of a rotating hollow flat disc made of carbon steel, with an outsidediameter of 250 mm and 16 mm thickness. The experiments investigated the effect of agricul-ture fibre wastes (corn, sugar bars, and palms fibres) on friction coefficient and wear. Wearmechanisms of the proposed composites were characterized by scanning electronic microscopy.The tribological properties of the proposed composites materials were compared to three com-mercial brake linings.Based on the experimental results it was found that, addition of agriculture fibre wastes (corn,sugar bars, and palms fibres) to composites materials increased friction coefficient anddecreased wear. Friction coefficient slightly increased, while wear drastically decreased withincreasing fibres content. The maximum friction value (0.58) was obtained by composites con-taining 30 wt.% iron and 25 wt.% sugar bar fibres. The corn fibres were more compatible withaluminum powder where it gave the highest friction coefficient and relatively lower wear com-pared to other composites. Wear resistance of the tested composites containing bunches andaluminum represented the lowest values among composites containing corn and bunchesfibres. The lowest wear values were observed for composites containing 25 wt.% corn fibresand 30 wt.% aluminum and composites containing 20 – 25 wt.% sugar bar fibres.
Keywords: Friction / wear / composites / natural fibres /
Schl�sselw�rter: Reibung / Verschleiß / Verbundwerkstoffe / nat�rliche Fasern /
1 Introduction
Natural fibres are used as reinforcement in friction compositesto replace asbestos due to the health hazards caused by asbestosfibres which may cause asbestosis, mesothelioma, and lung can-cer. It was observed that composites containing date palm fibres
and aluminum powder displayed the highest friction values com-pared to the other tested composites due to the relatively highadhesion of palm fibres with aluminum. The best wear resist-ance was displayed by composites containing high content ofpalm fibres and low content of iron powder [1]. Natural fibressuch as corn, palm and sugar bars gave relatively high frictioncoefficient suitable for friction materials [2]. The results of thetested composites were compared to that observed from threetypes of conventional friction brake linings. The experimentalresults show that addition of aluminium and copper into thematrix of the composites displayed relatively lower fade valuedue to their high thermal conductivity. It was found that compo-sites containing corn fibres and aluminum powder displayed thehighest friction values compared to the other tested composites
1 Faculty of Engineering, Gazan University, Gazan, Saudi Arabia2 Faculty of Engineering, Minia University, P. N. 61111, El-Minia, EGYPT3 Faculty of Engineering, Taif University, Al-Taif, Saudi Arabia
Corresponding author: W. Y. Ali, Faculty of Engineering, Taif University,Al-Taif, Saudi ArabiaE-mail: [email protected]
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw

M. Bakry et al. Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1
due to the relatively strong adhesion of corn fibres with alumi-num [3]. The gradual phasing-out of asbestos in automotivebrake friction materials in many parts of the world has sparkedthe onset of extensive research and development into safer alter-natives. As a result, the brake friction industry has seen the birthof different brake pads and shoes in the past decade [4]. Theseperform the very same task and claim to be better than othersdue to their own unique composition.
Automobile braking friction pads are usually composed ofmore than 10 metallic organic filling and binding ingredients toachieve some acceptable levels of braking objectives (e.g. maxi-mum value and stability of friction coefficient (l), solid statelubricity, wear resistance, vibration damping, long life and lowinitial and maintenance costs) [5, 6]. At higher temperatures, anddue to the increased amounts of adsorbed moisture, the graphiteshows a drastic reduction in lubricity and a mild increase in abra-sive effects [7]. The effect of graphite and antimony trisulfide(Sb2S3) on the performance of the brake linings was discussed[8]. Results showed that the brake linings with both solid lubri-cants exhibited better friction stability and less speed sensitivitythan the friction materials containing a single solid lubricant.
The hardness of the brake pad has been controlled using suit-able reinforcement materials like glass fibre, carbon and Kevlarpulp [9]. Brake pad formulations were made using CNSL (cashewnet shell liquid) modified phenolic resin as a binder, graphite orcashew dust as a friction modifier and barium sulphate, copperpowder, talc and wollastonite as fillers. Friction and wear proper-ties of the respective brake pad materials have been measured ona dynamometer and their performance was evaluated and com-pared with the commercially proven brake disc materials. Theinfluence of modified phenolic resins on the fade and recoverybehavior of friction materials was discussed [10]. Friction andwear of automotive brake friction materials were investigated tostudy the synergistic effects of aramid pulp (fibrillated organicfibres) and potassium titanate whiskers (fine ceramic whiskers)[11]. The friction materials were based on a simple formulationwith five ingredients (phenolic resin, aramid pulp, potassiumtitanate whiskers, molybdenum disulfide, and barite). Theresults showed that both aramid pulp and potassium titanatewhiskers played a crucial role for the friction characteristics bymaintaining the durable friction film on the rubbing surface.
Study investigated the effect of different metallic fibres uponfriction and wear performance of various brake friction couples[12]. Results showed that at elevated temperature friction mate-rial with Cu fibres exhibited better fade resistance than theothers. The sensitivity of friction and wear behavior of selectedcomposites based on variation in inclusion of organic fibres, viz.,aramid, carbon and cellulose, to braking pressure and slidingspeed was discussed [13]. Inclusion of cellulose fibre tended toincrease the friction coefficient while aramid fibre improved thewear resistance.
A brake lining containing 16 ingredients was investigated tostudy the effect of ingredients on various aspects of friction prop-erties [14]. Results showed that friction materials with highercontents of phenolic resin, rock-wool, zirconium silicate (zircon),Mg O, and Ca (OH)2 had high noise propensity and cashew resinreduced the noise occurrence. Wear resistance of the frictionmaterial was strongly affected by the relative amounts of magne-
sia, rock-wool, calcium hydroxide, and zirconium silicate. Fric-tion and wear characteristics of 20 specimens with different com-positions of the components were tested [15]. The calcined petro-leum coke, talcum powder and hexagonal boron nitride wereused as the friction modifiers to improve the mechanical and tri-bological properties of phenolic resin based friction composites[16]. It was found that the friction composites of different compo-sitions showed different friction and wear behaviors, which washighly dependent on the volume fractions of the friction modi-fiers in the composites.
Proposed asbestos-free friction composite material is providedto be used as a braking material in automotive applications [17].This frictional material is composed of eight ingredient namely;resin, aramid (rock-wool) fibres, barite, mineral clay, walnutshell, in addition to some other frictional and abrasive additives.The results illustrated that the proposed friction material can beused efficiently as a lining material for automotive disc brake.Asbestos reinforcing fibre in an automotive friction material wasreplaced by an experimental ingredient [18]. Those having betterthermal stability and the effects on wear and friction were stud-ied. It was demonstrated that the potassium titanate fibre con-tributes directly to the improvement in wear and friction.
The tribological properties of phenolic resin, potassium tita-nate whiskers, and cashew nut shell liquid (CNSL) cured by alde-hide were investigated [19]. Results showed that the phenolicresin increased the coefficient of friction while it revealed highnoise propensity during sliding. On the other hand, the noiseoccurrence was reduced by increasing the CNSL in the frictionmaterial. Wear resistance of the friction material was enhancedby additional phenolic resin, whereas potassium titanate andCNSL deteriorated wear resistance.
In the present work, friction and wear of the proposed compo-sites were tested to be used as automotive friction materials. Theproposed composites were reinforced by agricultural fibres ofcorn, palm, and sugar bars.
2 Experimental
The tested materials were asbestos free composites consisting ofsilica from Aswan desert (20 wt.%), commercial carbon(10 wt.%), fibres of agricultural wastes (sugar bars, corn, andpalm firewood), (10 wt%, 15 wt%, 20 wt% and 25 wt%.), bariumsulfate (10 wt.%), metallic powder used as thermal conductionmodifier (iron, copper, and aluminum) (10 wt.%, 20 wt.% and30 wt.%) and phenol formaldehyde resins used as bonding mate-rial. Table 1 shows the content of the test specimens.
Natural fibres of sugar bars, corn, and palm firewood were pre-pared by cutting to small sticks between 5 cm and 10 cm). Thenthe small sticks have been milled to obtain fine sticks of less than1 cm. Fine particles have been separated by screen to obtainmore fine sticks of fibre length lower than 5 mm. Silica particlesize ranged from 0 to 1000 lm. Forming of the test specimen hasbeen performed using a die. The die has inner dimensions of50650 mm and height of 12 mm. The constituents were pressedin a die at temperature of 130 8C. The heating energy is obtainedfrom an electrical heating coil while a hydraulic jack is used forthe application of the forming pressure (20 MPa). The pressed
22
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw

Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1 Friction and wear of friction composites reinforced by natural fibres
block was cut into five small blocks of 10612 mm cross sectionand 50 mm long. The strips were turned into cylindrical bars of 8mm diameter.
Experiments were carried out using pin-on-disc wear tester. Itconsists of a rotary horizontal steel disc driven by variable speedmotor. Its surface roughness was about 3.2 lm, Ra. The details ofthe wear tester are shown in Fig. 1. The test specimens is held inthe specimen holder that fastened to the loading lever. Frictionforce can be measured by means of the load cell, fastened to therotating disc. Test specimens were the rollers of cylindrical roll-ing bearing in the form of cylindrical pins of 6 mm diameter.Friction tests were carried out under constant sliding velocity of2.0 m/s and 20 N applied load. Every experiment lasted 30minutes. All measurements were performed at 25 € 5 8C and 30€ 10% humidity.
Before starting the experiment, the sliding surface of the discwas rubbed with emery paper to remove the contaminants. The
surface is then cleaned by acetone and left to dry in air. For weartest, the normal load on the test specimen was applied by deadweight of 100 N. The sliding velocity of the test specimen relativeto surface of the rotating disc was 9 m/s. The material lose fromthe pin specimen during sliding was measured by weighting thespecimen before and after the test using a sensitive balance.Three commercial brake linings were tested A, B and C as a baseof comparison. The analysis of the linings is shown in Table 2.
3 Results and discussion
The results of the friction coefficient displayed by the commercialbrake lining specimens are shown in Fig. 2. Specimen A repre-sented the highest friction coefficient followed by B and C. Refer-ring to the basic components shown in Table 2, it can be noticedthat specimen A contained 14.52 wt.% iron which could be the
23
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Table 1. Content of the test specimens
Fig. 1. Constructional details of the test rig.

M. Bakry et al. Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1
cause of the high friction. Relative friction decrease observed forspecimens B and C might be attributed to the relatively high car-bon content which were 88.7 and 82.7 wt.% for specimens B andC respectively. Wear of the commercial brake lining specimensshowed that specimen C gave the lowest wear. That behaviour isattributed to the aluminum content of 12.3 wt.%.
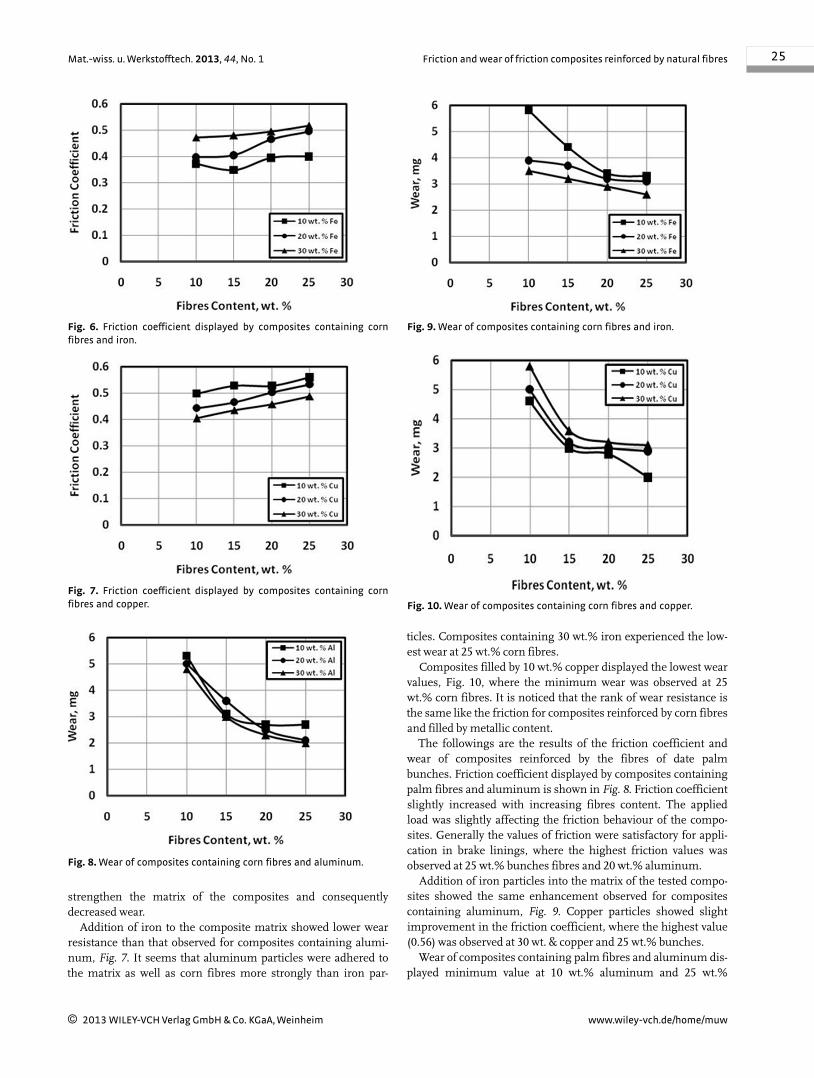
Friction coefficient displayed by composites containing cornfibres and aluminum is shown in Fig. 3. Generally friction coeffi-cient slightly increased with increasing corn fibres content. Com-posites containing 30 wt.% aluminum displayed the highest fric-tion. Those composites gave higher friction coefficients than thatdisplayed by commercial brake linings. Values of friction coeffi-cient illustrated in the figure indicated that the composites canbe recommended to be used as friction materials.
Friction coefficient of composites containing corn fibres andiron is plotted in Fig. 4. As the iron content increased frictionslightly increased. In general, composites containing corn fibreas well as iron displayed relatively lower friction coefficient com-pared to commercial brake linings A, B and C. The decrease infriction coefficient might be attributed to incompatibilitybetween corn fibres and iron powder. The highest friction valueswas observed at 25 wt.% corn fibres and 30 wt.% iron.
Addition of copper into the composites matrix increased fric-tion coefficient, Fig. 5. Composites containing 10 wt.% copper
displayed the highest friction coefficient at 25 wt.% corn fibres.Based on the observations it can be concluded that the rank ofmetallic content that gave the highest friction coefficient was alu-minum followed by copper and iron.
Wear of composites containing corn fibres and aluminum isshown in Fig. 6. Wear significantly decreased with increasingcorn fibres and slightly decreased with increasing load. The low-est wear values was observed for composites containing 25 wt.%corn fibres and 30 wt.% aluminum. It seems that corn fibres
24
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Fig. 2. Arrangement of the test rig.
Table 2. The basic components of the commercial brake linings.
Brake lining A Brake lining B Brake lining C
Element % Element % Element %
C 33.22 C 88.66 C 82.68Na 0.34 Na 0.38 Mg 0.75Mg 17.64 Mg 0.33 Al 12.26Al 1.40 Al 1.79 Si 0.96Si 24.32 Si 2.53 S 0.23K 0.51 S 0.70 Cl 0.49Ca 8.05 Cl 0.70 K 0.24Fe 14.52 K 0.52 Ca 1.82
Ca 3.16 Fe 0.57Fe 1.24
Fig. 3. Friction coefficient displayed by the commercial brake liningspecimens.
Fig. 4. Wear of the commercial brake lining specimens.
Fig. 5. Friction coefficient displayed by composites containing cornfibres and aluminum.
Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1 Friction and wear of friction composites reinforced by natural fibres
strengthen the matrix of the composites and consequentlydecreased wear.
Addition of iron to the composite matrix showed lower wearresistance than that observed for composites containing alumi-num, Fig. 7. It seems that aluminum particles were adhered tothe matrix as well as corn fibres more strongly than iron par-
ticles. Composites containing 30 wt.% iron experienced the low-est wear at 25 wt.% corn fibres.
Composites filled by 10 wt.% copper displayed the lowest wearvalues, Fig. 10, where the minimum wear was observed at 25wt.% corn fibres. It is noticed that the rank of wear resistance isthe same like the friction for composites reinforced by corn fibresand filled by metallic content.
The followings are the results of the friction coefficient andwear of composites reinforced by the fibres of date palmbunches. Friction coefficient displayed by composites containingpalm fibres and aluminum is shown in Fig. 8. Friction coefficientslightly increased with increasing fibres content. The appliedload was slightly affecting the friction behaviour of the compo-sites. Generally the values of friction were satisfactory for appli-cation in brake linings, where the highest friction values wasobserved at 25 wt.% bunches fibres and 20 wt.% aluminum.
Addition of iron particles into the matrix of the tested compo-sites showed the same enhancement observed for compositescontaining aluminum, Fig. 9. Copper particles showed slightimprovement in the friction coefficient, where the highest value(0.56) was observed at 30 wt. & copper and 25 wt.% bunches.
Wear of composites containing palm fibres and aluminum dis-played minimum value at 10 wt.% aluminum and 25 wt.%
25
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Fig. 6. Friction coefficient displayed by composites containing cornfibres and iron.
Fig. 7. Friction coefficient displayed by composites containing cornfibres and copper.
Fig. 8. Wear of composites containing corn fibres and aluminum.
Fig. 9. Wear of composites containing corn fibres and iron.
Fig. 10. Wear of composites containing corn fibres and copper.

M. Bakry et al. Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1
bunches, Fig. 10. Generally, wear drastically decreased withincreasing fibres content. Wear resistance of the tested compo-sites containing bunches and aluminum represented the lowestvalues among composites containing corn and bunches fibres.
Wear of composites containing palm fibres and iron showedsignificant wear increase, Fig. 11. Wear increase might be attrib-uted to the weak cohesion of iron particles with bunches fibres.Composites containing 20 wt% iron displayed the highest wearvalues. Addition of copper into the matrix of the compositesenhanced the wear resistance, Fig. 12. The best enhancementwas observed for composites containing 30 wt.%. copper.
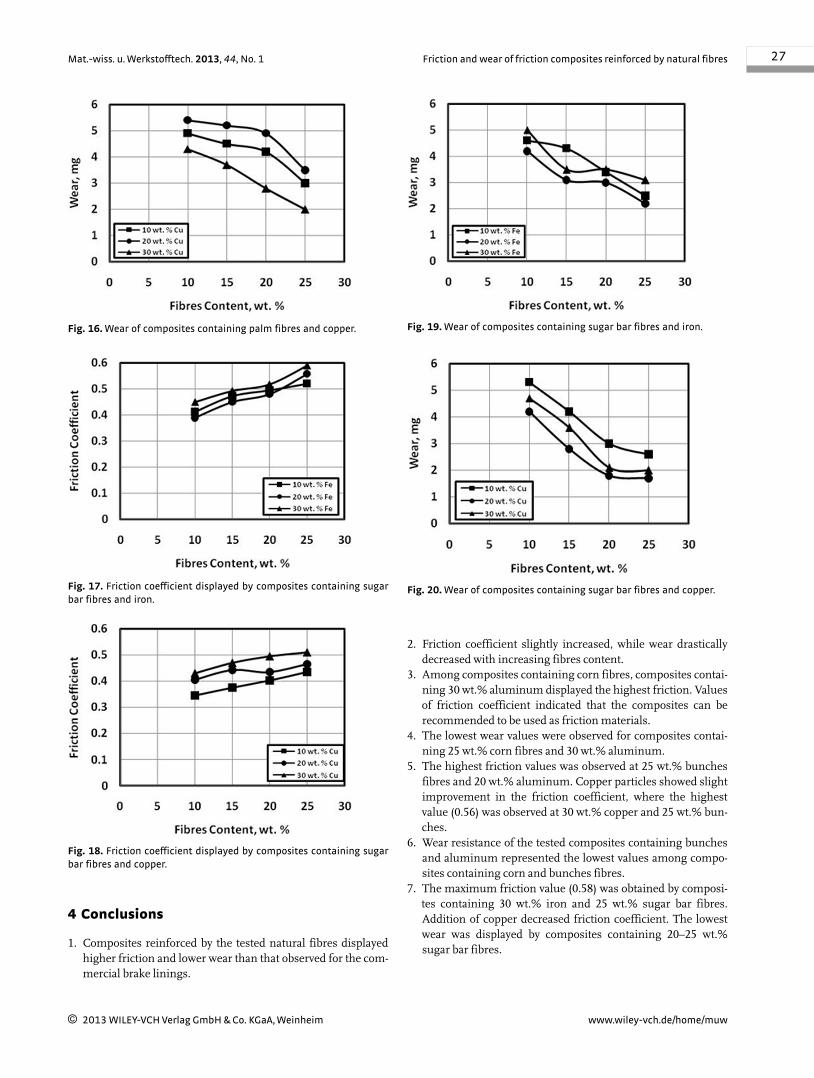
The effect of reinforcing the tested composites by sugar barfibres on friction and wear is shown in Figs. 13–16. Addition ofiron particles caused significant friction increase, Fig. 13. As theiron content increased friction increased, where the maximumfriction value (0.58) was obtained by composites containing 30wt.% iron and 25 wt.% sugar bar fibres. Addition of copperdecreased friction coefficient, where the highest value wasobtained (0.51) by composites containing 30 wt.% copper, Fig.14.
Wear of composites containing sugar bar fibres and iron dras-tically decreased with increasing sugar bar fibres, Fig. 15. The
lowest wear values were displayed by composites containing 20wt.% iron and 25 wt.% sugar bar fibres. Composites containingsugar bar fibres and copper showed relatively lower wear valuesthat that observed for composites containing iron, Fig. 16. Thelowest wear was displayed by composites containing 20–25 wt.%sugar bar fibres.
26
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Fig. 11. Friction coefficient displayed by composites containing palmfibres and aluminum.
Fig. 12. Friction coefficient displayed by composites containing palmfibres and iron.
Fig. 13. Friction coefficient displayed by composites containing palmfibres and copper.
Fig. 14. Wear of composites containing palm fibres and aluminum.
Fig. 15. Wear of composites containing palm fibres and iron.
Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1 Friction and wear of friction composites reinforced by natural fibres
4 Conclusions
1. Composites reinforced by the tested natural fibres displayedhigher friction and lower wear than that observed for the com-mercial brake linings.
2. Friction coefficient slightly increased, while wear drasticallydecreased with increasing fibres content.
3. Among composites containing corn fibres, composites contai-ning 30 wt.% aluminum displayed the highest friction. Valuesof friction coefficient indicated that the composites can berecommended to be used as friction materials.
4. The lowest wear values were observed for composites contai-ning 25 wt.% corn fibres and 30 wt.% aluminum.
5. The highest friction values was observed at 25 wt.% bunchesfibres and 20 wt.% aluminum. Copper particles showed slightimprovement in the friction coefficient, where the highestvalue (0.56) was observed at 30 wt.% copper and 25 wt.% bun-ches.
6. Wear resistance of the tested composites containing bunchesand aluminum represented the lowest values among compo-sites containing corn and bunches fibres.
7. The maximum friction value (0.58) was obtained by composi-tes containing 30 wt.% iron and 25 wt.% sugar bar fibres.Addition of copper decreased friction coefficient. The lowestwear was displayed by composites containing 20–25 wt.%sugar bar fibres.
27
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Fig. 16. Wear of composites containing palm fibres and copper.
Fig. 17. Friction coefficient displayed by composites containing sugarbar fibres and iron.
Fig. 18. Friction coefficient displayed by composites containing sugarbar fibres and copper.
Fig. 19. Wear of composites containing sugar bar fibres and iron.
Fig. 20. Wear of composites containing sugar bar fibres and copper.

M. Bakry et al. Mat.-wiss. u. Werkstofftech. 2013, 44, No. 1
5 References
[1] W. Y. Ali, M. A. Ramadan, M. I. Khashaba, Presented at The26th Meeting of Saudi Biological Society, “Climatic Changeand Biodiversity”, Taif University, Taif, 10–12 May, 2011.
[2] M. A. Ramadan, M. I. Khashaba, W. Y. Ali, Journal of theEgyptian Society of Tribology January 2011, 8, 40.
[3] M. A. Ramadan, M. I. Khashaba, W. Y. Ali, Journal of theEgyptian Society of Tribology January 2011, 8, 53.
[4] D. Chan, G. W. Stachowiak, Proc. Instn. Mech. Engr. 2004,218, 935.
[5] D. Kolluri, A. K. Ghosh, J. Bijwe, Wear 2009, 266, 266.[6] D. D. L. Chung, J Mater Sci. 2002, 37, 1475.[7] F. J. Clauss, New York: Academic Press, 1972.[8] S. J. Kim, M. H. Cho, K. H. Cho, H. Jang, Tribology Interna-
tional 40, 2007.[9] J. Bijwe, N. Majumdar, B. K. Satapathy, Wear 2005, 259,
1068.
[10] K. W. Hee, P. Filip, Wear 2005, 259, 1088.[11] S. J. Kim, M. H. Cho, D. S. Lim, H. Jang, Wear 2001, 251,
1484.[12] B. K. Satapathy, J. Bijwe, Wear 2004, 257, 573.[13] A. Kurt, M. Boz, Materials and Design 2004, 717.[14] I. Mutlu, O. Eldogan, F. Findik, Tribology-International
2006, 39, 317.[15] S. J. Kim, M. H. Cho, K. H. Cho, H. Jang, Tribology-Interna-
tional 2007, 40, 15.[16] B. S. Azzam, S. Ali, H. H. Dadoura, M. K. Bedewy, Jornal of
Engineering and applied Science 2004, 51, 329.[17] C. Hyung, J. Jeong, J. Jin, J. Ho, Wear 2006, 260, 855.[18] Y. C. Kim, M. H. Cho, S. J. Kim, H. Jang, Wear 2008, 264,
204.[19] M. Samrat, Y. P.Chugh, Tribology International 2007, 40, 7,
1217, 1224.
Received in final form: February 22th 2012 T 962
28
i 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Related Documents











