THE WORLD’S MOST MODERN WIRE ROD MILL ArcelorMittal Duisburg

2012-03 SH Draht Und Stabstahl ArcelorMittal En
Oct 23, 2015
steel
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

THE WORLD’S MOST MODERN WIRE ROD MILL ArcelorMittal Duisburg
02-RuhrortE.indd 1 23.03.12 11:20

2
Bernd Webersinke is Managing Director/CEO of
ArcelorMittal in Duisburg. He is responsible for
construction of the new wire rod mill.
What prompted you to build the new plant in Duisburg-Ruhrort?Ruhrort specialises within the ArcelorMittal group in
the production of the highest quality wires and forged
steels. We have steelworks equipped with the corre-
sponding plant and metallurgical facilities. We are
currently operating a 50 year old wire rod mill at a
second location in Duisburg. The mill was due for
modernisation, and building a new plant is an alterna-
tive to that. We decided in favour of the new build,
as we saw in it greater potential for improving quality
and for development, as well as for reducing costs.
Why did you choose SMS Meer for the new wire rod mill?The key criteria for our decision were the technology,
the anticipated operating costs, the potential for
future innovation, and the price. The SMS Meer
package was overall the best we were offered. Of all
the potential suppliers, we saw SMS Meer as the
most innovative.
What does the new plant mean for the market in general?We are using entirely new technology for our wire
rod mill: it is the first line-up in Europe to have a fin-
ishing block that is divided into two parts, namely
one 6-stand and one 4-stand finishing block.
This permits extremely sensitive temperature con-
trol. We have developed this concept in conjunction
with SMS Meer, and it is essential for rolling highest
quality wire rod grades.
The rolling blocks are driven by the MEERdrive® individual drive technology from SMS Meer. What are its benefits?The line is designed for rolling quality wire rod such
as spring steels, cold heading grades and free-cutting
steels – often, our customers only need a small
amount of any given product. The MEERdrive® con-
cept convinced us with high level of flexibility it
affords: it allows us to produce relatively small
batches economically.
What is the competitive advantage of the new plant for ArcelorMittal?Our plant is technically the best equipped in Europe
for high-quality steel grades. The other quality wire
rod mills in Europe are all retrofits. We are building a
new plant, which means that we can benefit from all
the new developments – retrofitting does not make
that possible to the same extent. We are expecting
thermomechanical rolling to produce excellent sur-
face quality and excellent microstructure properties.
2
CUSTOMER'S POINT OF VIEWA step ahead of the competition
02-RuhrortE.indd 2 23.03.12 11:20

33
The high level of flexibility and low number of per-
sonnel required to operate the line also make it highly
productive. In other words, we also have our sights
set on cost leadership in quality wire rods in Europe.
What part does energy efficiency play?Energy efficiency plays a role particularly in relation to
the furnace, since it is the main consumer of energy
on the wire rod mill. And here too, SMS has offered
us a technical concept that we find very convincing.
What is your assessment of working with SMS Meer?I am on site almost every day and have noticed that
SMS Meer and our own team harmonise with each
other very well. The construction time is relatively
short – that is only possible if the plant operator and
the plant builder work together very intensively.
ABOUT ARCELORMITTAL
ArcelorMittal is the world’s largest steel and
mining company with operations in more than
60 countries. Its Duisburg plant specialises in
the highest quality wires and forged steels.
A 50 year old wire rod mill in operation in
Duisburg-Hochfeld is now set to be replaced by
a new line in the city’s Ruhrort district. The
advantage here is that ArcelorMittal also oper-
ates a steel plant and a billet line at the same
location.
02-RuhrortE.indd 3 23.03.12 11:20

44
The automotive sector is one of the steel industry’s
most demanding customers. It places the highest
demands on quality and never stands still. European
car manufacturers are in search of ever newer and
better solutions. Suppliers who share the same inno-
vative spirit in their processes and products are at a
clear advantage on the market. One of them is
ArcelorMittal in Duisburg.
INNOVATIONNew standards for process and product quality
FEATURES OF THE WIRE ROD MILL
AT A GLANCE
Excellent surface quality and microstructure
of products, comparable with conventionally
annealed wire
Wire properties comparable to quenched and
tempered steel, but with improved formability
Scale easily removed by mechanical or
chemical means
Little variation in the mechanical parameters
Closer tolerances of 1/4 DIN
High flexibility, also permitting economical
manufacture of small batch sizes
High productivity
Coil weight of up to 3 t
Low operating costs
Innovative and sustainable overall concept
for future requirements
THE WORLD’S MOST MODERN
WIRE ROD MILL
In spring 2012, ArcelorMittal is launching operation of
a completely new wire rod mill in Duisburg-Ruhrort,
equipped to produce 690,000 t of wire rod per year
with a single strand. The line is set to replace the 50
year old plant in Duisburg-Hochfeld and is one of the
most modern in the world. It is designed and equipped
to roll technically demanding and therefore extremely
high-quality grades of wire rod with closest tolerances.
CLOSE PARTNERSHIP –
UNIQUE SOLUTION
ArcelorMittal’s partner for building the plant is SMS
Meer. Together, the two companies have worked
intensively to develop an ultramodern plant concept.
SMS Meer is supplying the entire equipment and
undertaking the installation and commissioning. The
6+4-stand wire rod finishing block layout permits
thermomechanical rolling and thereby a level of prod-
uct quality that conventional wire rod mills simply
cannot achieve.
The MEERdrive® individual drive technology makes
the wire rod mill so flexible that even small batch
sizes can be manufactured economically – at low
operating costs. In terms of sustainability, too, the
new plant is setting standards: MEERdrive® makes it
possible to save energy, the walking-beam furnace is
especially designed for low energy consumption, and
special measures have been taken to reduce noise.
The raw material for the wire rod mill is supplied by
the steel plant situated upstream.
Gaining competitive edge on the market by pooling
innovative resources – the example of ArcelorMittal
shows how it’s done.
02-RuhrortE.indd 4 23.03.12 11:20

55
TECHNICAL DATA
Charge material: 155 x 155 mm billets – 16.5 m long – 3025 kg
Finished product sizes: Ø 5.5 – 25 mm
Steel grades: low to high-carbon steels, free-cutting steels,
low-alloy steels, spring steels, welding wire,
cold heading steels, ball bearing steels, tool steels
Exit speed: up to 120 m/s
Furnace capacity: 120 t/h
Production: 690 000 t/annum
10
9
8 7 6 5
3
2
1
4
1 WALkING BEAM FURNACE
2 HL STAND
3 CL STAND
4 COOLING AND EQUALIzING LINE
5 6-STAND MEERDRIVE® BLOCk
6 4-STAND MEERDRIVE® PLUS BLOCk
7 ROD LAyING HEAD
8 LOOP COOLING CONVEyOR LCC®
WITH 3-FAN TECHNOLOGy
9 COIL HANDLING SySTEM
10 HORIzONTAL COIL COMPACTOR
02-RuhrortE.indd 5 23.03.12 11:20
6
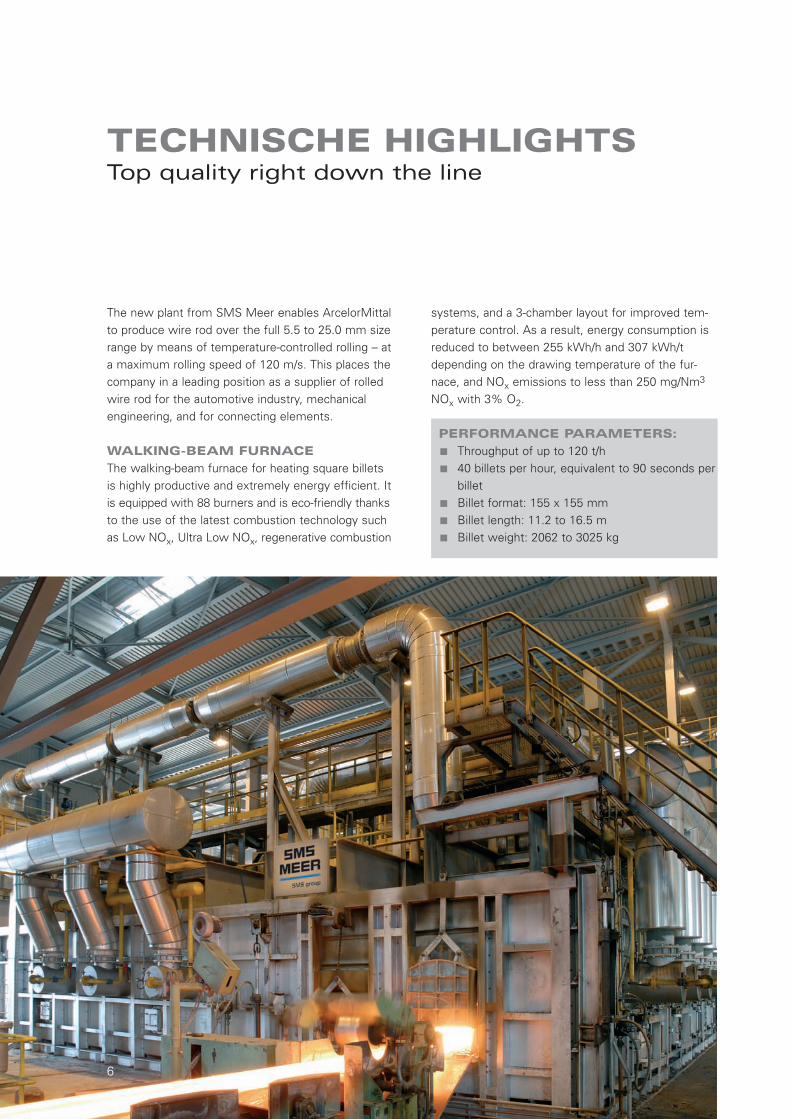
The new plant from SMS Meer enables ArcelorMittal
to produce wire rod over the full 5.5 to 25.0 mm size
range by means of temperature-controlled rolling – at
a maximum rolling speed of 120 m/s. This places the
company in a leading position as a supplier of rolled
wire rod for the automotive industry, mechanical
engineering, and for connecting elements.
WALkING-BEAM FURNACE
The walking-beam furnace for heating square billets
is highly productive and extremely energy efficient. It
is equipped with 88 burners and is eco-friendly thanks
to the use of the latest combustion technology such
as Low NOx, Ultra Low NOx, regenerative combustion
systems, and a 3-chamber layout for improved tem-
perature control. As a result, energy consumption is
reduced to between 255 kWh/h and 307 kWh/t
depending on the drawing temperature of the fur-
nace, and NOx emissions to less than 250 mg/Nm3
NOx with 3% O2.
TECHNISCHE HIGHLIGHTSTop quality right down the line
PERFORMANCE PARAMETERS:
Throughput of up to 120 t/h
40 billets per hour, equivalent to 90 seconds per
billet
Billet format: 155 x 155 mm
Billet length: 11.2 to 16.5 m
Billet weight: 2062 to 3025 kg
02-RuhrortE.indd 6 23.03.12 11:20

7
HL STANDS
The roughing mill comprises four HL 710-34 type
housingless stands in HV arrangement. The close
rolling tolerances are a special feature of this plant.
Owing to the large ingoing formats and the broad
range of materials, a free run-out was chosen to fol-
low the roughing mill. This helps to reduce roll wear
on the roughing mill stands, as the draw-in speed is
freely variable.
CL STANDS
The intermediate train comprises 14 CL (cantilever)
stands in HV arrangement. The first 10 stands of
type CL 560, CL 450 and CL 355 have a quick-
change system which allows the rolls and guides to
be changed simultaneously and helps to keep down-
time to a minimum. The last four intermediate train
stands are of type CL 200. The rolling modules are
identical to those of the wire rod blocks.
COOLING AND EQUALISING SECTION
The cooling and equalising section in loop arrange-
ment allows the optimal temperature on the inlet
side of the wire rod blocks to be set for every dimen-
sion and every grade of steel. The loop arrangement
makes it possible to achieve a homogeneous tem-
perature distribution even at lower incoming temper-
atures of 750 °C upline of the 4-stand finishing block.
This combined with separation of the previously
common 10-stand finishing block into one 6-stand
and one 4-stand block permits thermomechanical roll-
ing for all finished product sizes. The 4-stand block is
used for finish-rolling on all sizes to prevent an
excessive increase in temperature.
02-RuhrortE.indd 7 23.03.12 11:20

88
6-STAND MEERDRIVE® BLOCk
Both wire rod finishing blocks are equipped with the
innovative MEERdrive® individual drive technology.
Here, instead of a common motor driving all roll rings
via a complex gear box system, each pair of roll rings
is driven by its own individual motor.
MEERdrive® permits higher flexibility in roll pass
design. Depending on the demands of the process or
the grade of steel, it is possible to roll different cross-
sectional reductions and in this way respond to dif-
ferent material behaviour. The sizing and the reduction
ratios, which are set individually after commissioning,
can be altered at any time thereafter, e.g. for rolling
newly developed materials.
On a conventional block, the roll rings must always
be redressed uniformly in order to maintain the
reduction ratios and tension conditions. That is no
longer necessary with MEERdrive®: the separate roll
ring pairs can simply be replaced, as the required roll-
ing conditions can be restored by altering the corre-
sponding motor rpm. Because for the finishing
groove only a low level of roll wear is acceptable in
relation to the other roll ring pairs, on conventional
blocks the operator must also redress unwear roll
rings or have to prepare additional roll rings. This is
precisely where the new system makes a major
reduction in roll ring consumption and considerably
sim plifies roll ring management.
The absence of the large distributor gearbox and line
shafts also helps to cut energy consumption by
reducing the required no-load power.
Overall, MEERdrive® technology cuts operating costs
by around 30 %.
€/t
8 + 4 FRS®
Conventional Block8 + 4
Meerdrive®
- 31 %
∆ Roll Ring Management
∆ Electric Energy
Maintenance
Redressing
Roll rings in operation
02-RuhrortE.indd 8 23.03.12 11:20

99
4-STAND MEERDRIVE® PLUS BLOCk
The second MEERdrive® block performs finish-rolling
of all finished sizes between Ø 5.5 mm and 25 mm.
As it processes different cross-sectional reductions,
a complex gear box configuration with up to 256 gear
ratio combinations was previously necessary to
achieve the required reduction ratios. The advantage
of the new block is that the upline rolling mill requires
only a single pass series, which is known as one-
family rolling.
The MEERdrive® technology dispenses with the
need for a complex gear system. The optimal set-
tings for the reduction ratios can be made via the
groove form and the motor rpms. As this takes place
at a rolling speed of up to 120 m/s, a simple speed-
shift gearbox is required per stand to cover the
speed range of the rolled finished sizes of between
10 m/s and 120 m/s.
ROD LAyING HEAD
One of the main features of the fourth generation
loop laying head from SMS Meer is its drastically
reduced vibration levels. At the same time, the criti-
cal speed at which vibrations peak has been
increased to 130 m/s.
The difference between this and earlier generations
lies in the ability to process the widest variety of
steel grades with ease, including those rolled at low
temperatures to improve their metallurgical proper-
ties. Service life is particularly high, and wear parts
such as the laying tubes take very little time to
replace, which raises the cost effectiveness of the
plant as a whole.
SMS Meer subjects every loop laying head to several
days of trials prior to delivery, measuring vibrations
and imbalance in extensive test cycles. This ensures
that only flawless loop laying heads which meet SMS
Meer’s high quality standards leave the factory.
The benefit to the customer: fast and successful
commissioning and smooth operation.
A MEERdrive® test run
7
6
5
4
3
2
1
0
0 20 40 60 80 100 120 140 160Rolling speed (m/s)
Vib
rati
on
s (
mm
/s) 1. Generation
2. Generation3. Generation4. Generation
Vibration reduction by the 4th generation loop laying head
02-RuhrortE.indd 9 23.03.12 11:20

1010
LCC® LOOP COOLING CONVEyOR
WITH 3-FAN TECHNOLOGy
The 104.6 m long LCC® Loop Cooling Conveyor is
equipped with 3-fan technology. Three individually
controllable fans blow the optimal amount of air onto
the loops of finish-rolled wire rod. This technology is
used especially in “forced cooling”. In this operating
mode, the covers of the LCC® are opened and air is
blown through them from below by the fans for cool-
ing. This method ensures that the material is cooled
as quickly and evenly as possible to form a fine lami-
nar pearlite microstructure.
The benefit of the 3-fan technology in this respect is
that the available quantity of air can be distributed
and varied optimally for the loops lying on the LCC®.
This ensures that the closely overlapped loops at the
edge, for example, also receive optimal cooling, and
that a more uniform microstructure is formed over
the length of the wire rod.
In “retarded cooling”, the covers are closed so that
the material cools as slowly as possible to form a
pearlitic/ferritic microstructure. No additional cooling
is used here in order to prevent bainite/martensite in
the microstructure.
A combination of “retarded” and “forced” cooling is
used for materials such as ball bearing steels.
The versatility of the LCC® means that it offers the
best possible conditions for achieving the optimal
material properties in the high-quality steel grades
rolled at ArcelorMittal Ruhrort
02-RuhrortE.indd 10 23.03.12 11:20

1111
COIL HANDLING
The coil handling system is a combination of a verti-
cal and a horizontal system. Standard components
are used for both systems, which permitted the
entire coil handling to be tailored to the space condi-
tions prevailing on site.
Particular attention was paid to achieving extremely
gentle handling of the finished material.
HORIzONTAL COIL COMPACTOR
The special feature of this machine is its extremely
high level of availability combined with flexibility.
The horizontal coil compactor straps the finished
coils in order to prevent surface damage.
02-RuhrortE.indd 11 23.03.12 11:20

8.13
80E
03.2
012
SMS Meer GmbH
Product Unit Long Products
Ohlerkirchweg 66
41069 Mönchengladbach
Germany
Tel.:+49 (0) 2161 350-1724
Fax:+49 (0) 2161 350-1753
www.sms-meer.comMeeting your Expectations
The information provided in this brochure contains a general description of the performance characteristics of our products. The actual products may not always have the characteristics described, as these may change as a result of further developments of the products. The provision of this information is not intended to have and will not have legal effect. Any obligation to deliver products having particular characteristics shall only exist if expressly agreed in the terms of the contract.
02-RuhrortE.indd 12 23.03.12 11:20
Related Documents











