Process Efficiency through Integration Stefan Rosenwald MESA EU Conference, 09.11.2010

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Process Efficiency through Integration
Stefan Rosenwald
MESA EU Conference, 09.11.2010
Folie 2Process Efficiency through Integration : MESA, 09. November 2010 Stefan Rosenwald
Agenda
1 Daimler AG / Mercedes-Benz Cars
2 Powertrain
3 Integration

Folie 3Process Efficiency through Integration : MESA, 09. November 2010 Stefan Rosenwald
Daimler Financial Services
Daimler BusesMercedes-Benz Vans
Mercedes-Benz Cars
Daimler Trucks
Daimler AG
The Portfolio of Daimler AG –the five pillars of success.
Folie 4Process Efficiency through Integration : MESA, 09. November 2010 Stefan Rosenwald
Fascinating Brands.
Mercedes-Benz Cars
Folie 5Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Agenda
1 Daimler AG / Mercedes-Benz Cars
2 Powertrain
3 Integration

Folie 6Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Powertrain plants Germany
Stuttgart• Gasoline engines: R4, V6, V8• Diesel engines: R4• Transmissions, axles, castand forged parts
MDC Power GmbH • Gasoline engines: R3, R4• Diesel engines: R3, R4
Hamburg• Axles• Exhaust systems• Assemblies• Light weight structuralstabilizers
Berlin• Gasoline engines: V12• Diesel engines: V6, V8• Engine Management
• Pumps, fuel systems
• Gearbox assemblies

Folie 7Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Production program(2009)
Engines:Front and rear axles:Transmissions:
710.520 St.
1,03 Mio. St.
924.952 St.
Engines: 104.544 St.
Untertürkheim
Berlin
Hamburg
Front axles: 431.781 St.Rear axles: 453.100 St.
Kölleda
Engines: 238.414 St.
Folie 8Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
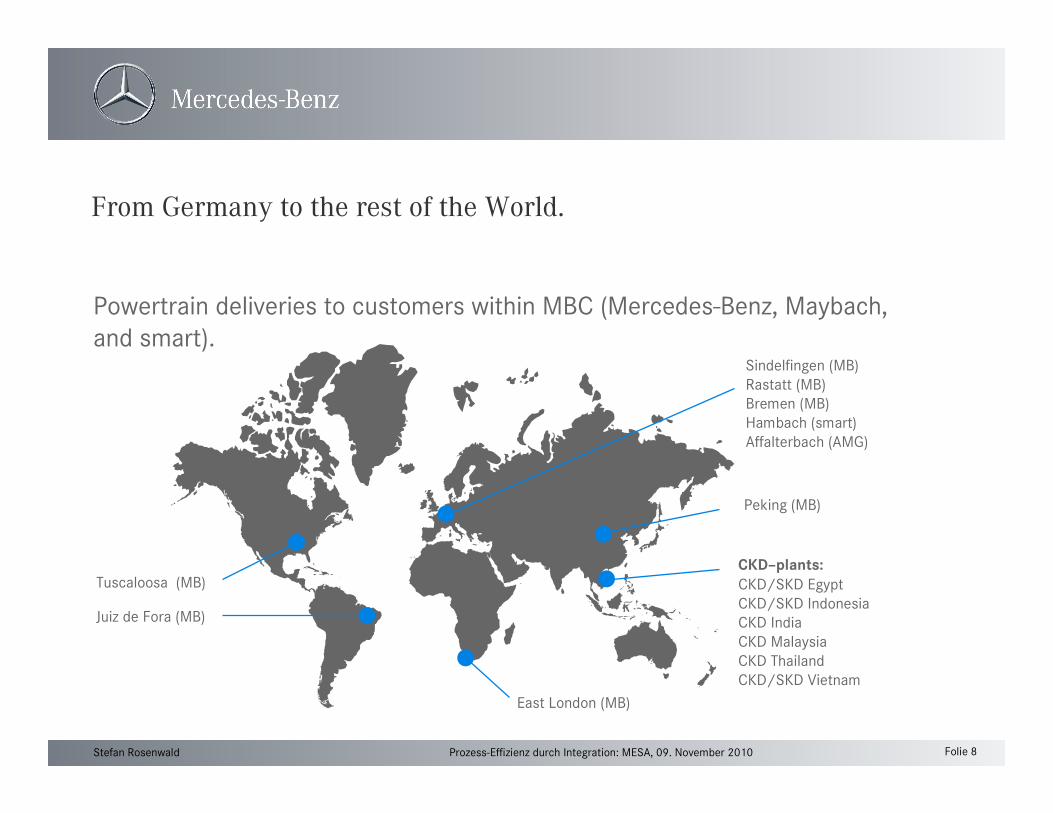
From Germany to the rest of the World.
Sindelfingen (MB)Rastatt (MB)Bremen (MB)Hambach (smart)Affalterbach (AMG)
CKD–plants:
CKD/SKD EgyptCKD/SKD IndonesiaCKD IndiaCKD MalaysiaCKD ThailandCKD/SKD Vietnam
East London (MB)
Juiz de Fora (MB)
Tuscaloosa (MB)
Powertrain deliveries to customers within MBC (Mercedes-Benz, Maybach, and smart).
Peking (MB)

Folie 9Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Sub-plants.
Powertrain | Plant Untertürkheim
Bad Cannstatt• V-engines
Untertürkheim
• Gasoline and dieselinline engines
• Forge
Hedelfingen
• Transmissions
Mettingen
• Axles• Foundry
Brühl
• Maintenance• training
programs
Not pictured: Sirnauer Brücke •Flexible production
Zuffenhausen•Replacement transmission repair and front-wheel drive transmission assembly

Folie 10Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Agenda
1 Daimler AG / Mercedes-Benz Cars
2 Powertrain
3 Integration
Folie 11Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
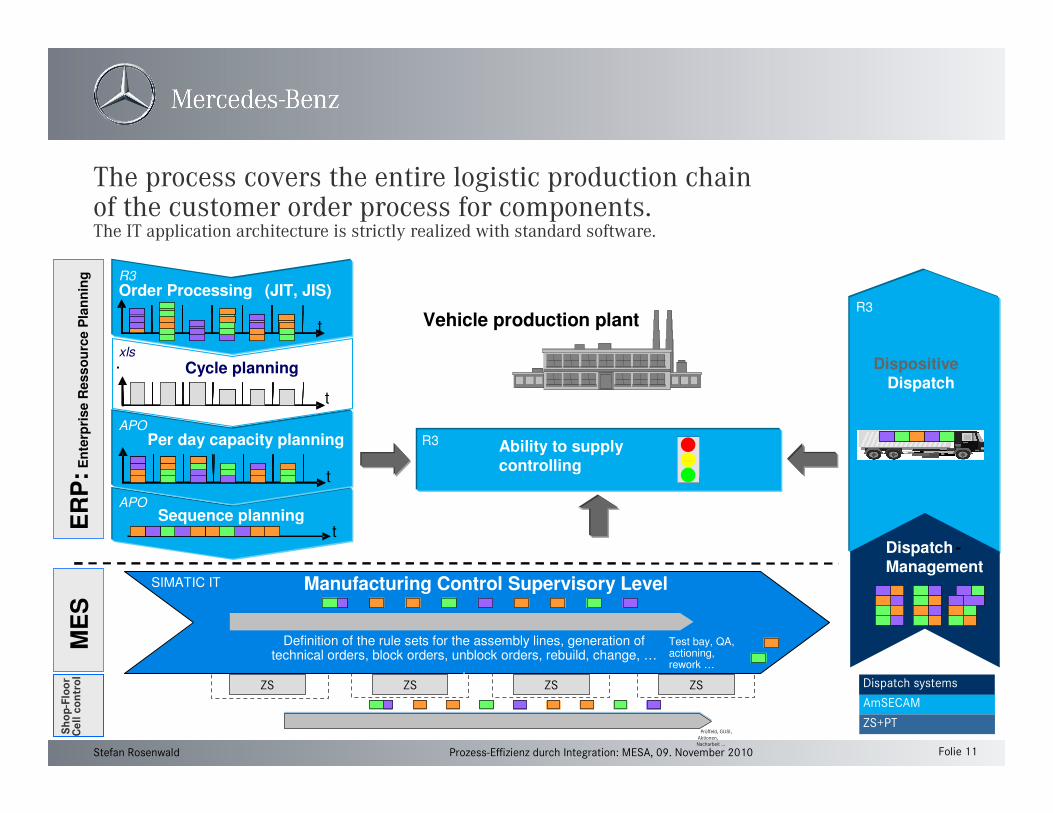
The process covers the entire logistic production chainof the customer order process for components.The IT application architecture is strictly realized with standard software.
Order Processing (JIT, JIS)R3
Cycle planning
Per day capacity planning
Sequence planning
Ability to supplycontrolling
t
t
tDispatchManagement
-
t Vehicle production plant
DispositiveDispatch
Manufacturing Control Supervisory Level
ER
P:
En
terp
rise R
ess
ou
rce P
lan
nin
gM
ES
.xls
APO
APO
R3
R3
SIMATIC IT
Definition of the rule sets for the assembly lines, generation oftechnical orders, block orders, unblock orders, rebuild, change, …
.
Test bay, QA,actioning,rework …
AmSECAM
ZS+PT
Dispatch systems
Prüffeld, GUSI, Aktionen, Nacharbeit …
ZS ZSZS ZS
Shop-Floor
Cell control

Folie 12Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Target IT landscape
PT-Master SAP
Standard software
SAP R/3, APO
Manufacturing Control MES(Manufacturing Execution System)
ZS+PT
Shop floor levelZS
Planning level ERP
PT-Master SAPDispositive Dispatch
Dispatch control level
Dispatch systems
Actual IT landscape
ZS+
A9 Engine
Berlin KölledaHamburgUntertürkheim MBC Powertrain plants, AMG
Per daycapacityplanning
Sequenceplanning
ManufacturingControl
(Shopfloor)
Order
processing
Process
Manufacturing
Plann
ing
DispositiveDispatch
Dispatchsysetems
Montage-steuerung(Anlage)M
anufacturing
Con
trol
Dispatch
Target: Strict focus on a harmonized and standardized coverage of the entire Powertrain IT for the customer order process forcomponents was accomplished.

Folie 13Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
R/3
ZS+PTPLA
VSD/K
PRISMA
LT 20
LT 19
LT 18
LT 17
LT 16
LT 15
LT 14
LT 13
LT 12
LT 11
LT 10
LT 9
LT 8
LT 7
LT 6
LT 5
LT 4
LT 3
LT 2
LT 1
LT 20
LT 19
LT 18
LT 17
LT 16
LT 15
LT 14
LT 13
LT 12
LT 11
LT 10
LT 9
LT 8
LT 7
LT 6
LT 5
LT 4
LT 3
LT 2
LT 1
TYP
TYP
TYPTYP
TYP
TYP
TYP
1
TYP
TYP
TYP TYP
TYP TYP
TYP
TYP
TYPTYP
TYPTYP
TYPTYP
TYP
TYP
TYPTYP
TYP
TYP
TYP
1
TYP
TYP
TYP TYP
TYP TYP
TYP
TYP
TYPTYP
TYPTYP
TYPTYP
LT 20
LT 19
LT 18
LT 17
LT 16
LT 15
LT 14
LT 13
LT 12
LT 11
LT 10
LT 9
LT 8
LT 7
LT 6
LT 5
LT 4
LT 3
LT 2
LT 1
LT 20
LT 19
LT 18
LT 17
LT 16
LT 15
LT 14
LT 13
LT 12
LT 11
LT 10
LT 9
LT 8
LT 7
LT 6
LT 5
LT 4
LT 3
LT 2
LT 1RM FM
ZSZSZS
1….36
Customer orders Customer dispatch
QDA8(Quality
data)
Legende:
PLA = ProduktLebensAkte
EKM/K = Entkopplungsmodul Kölleda
VSD/K = Versand/Kölleda
ZS = Zellsystem
ZS+PT = Zellsystem Powertrain
R/3 = SAP System
EKM/K
Advanced Planer and Optimizer (APO)
Customer order process – Final assembly Kölleda
Folie 14Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
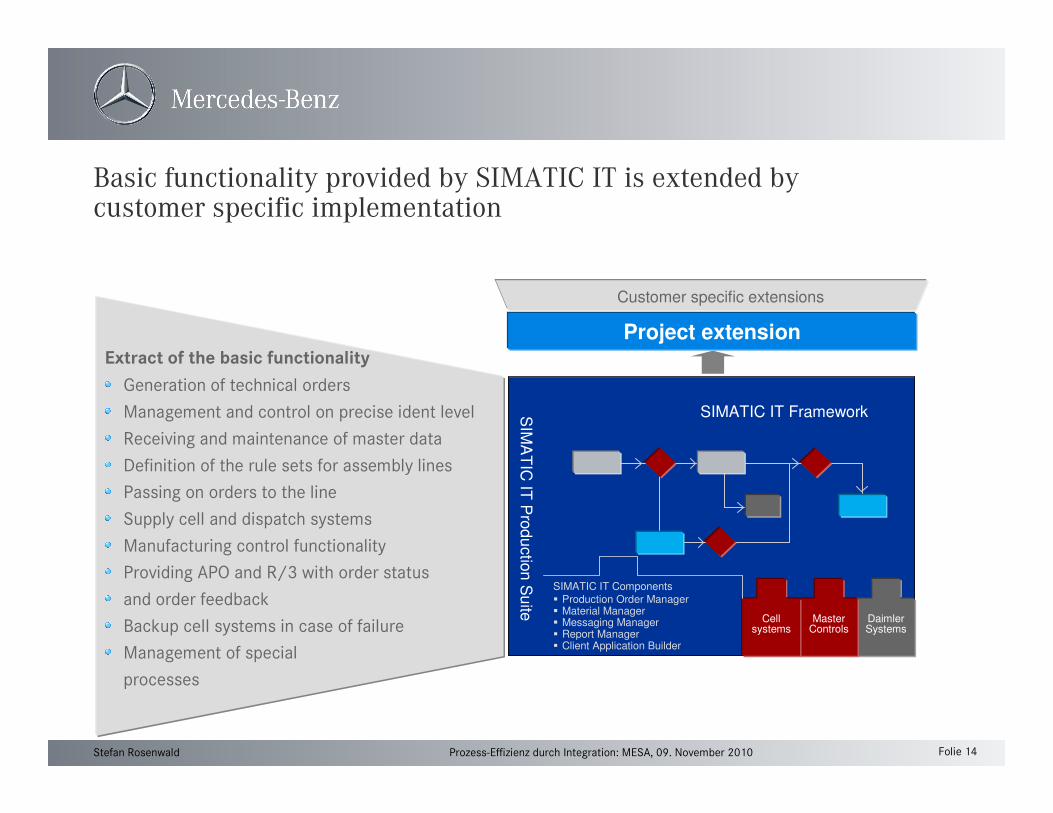
Project extension
- Customer specific extensions
Extract of the basic functionality
Generation of technical orders
Management and control on precise ident level
Receiving and maintenance of master data
Definition of the rule sets for assembly lines
Passing on orders to the line
Supply cell and dispatch systems
Manufacturing control functionality
Providing APO and R/3 with order status
and order feedback
Backup cell systems in case of failure
Management of special
processes
Customer Libraries
Project cost
Industry Libraries
-> Mechatronics Library
Cellsystems
SIMATIC IT FrameworkSIM
AT
IC IT
Pro
du
ctio
n S
uite
SIMATIC IT Components
� Production Order Manager� Material Manager� Messaging Manager� Report Manager� Client Application Builder
MasterControls
DaimlerSystems
Basic functionality provided by SIMATIC IT is extended bycustomer specific implementation
Folie 15Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
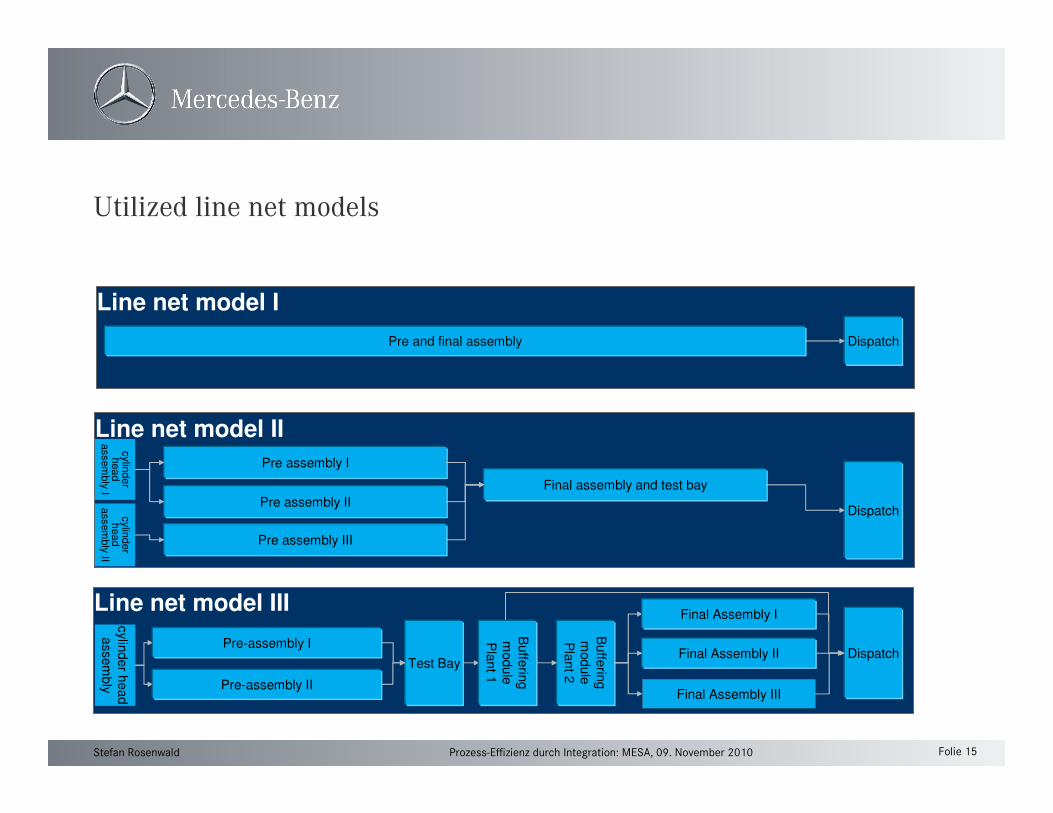
Utilized line net models
Line net model I
Pre and final assembly Dispatch
Line net model III
cylin
der
head
assem
bly
Buffe
ring
module
Pla
nt 2
Final Assembly II
Final Assembly III
DispatchTest Bay
Line net model II
Pre assembly I
Pre assembly II
cylin
der
hea
dassem
bly
I
Dispatchcylin
der
hea
dassem
bly
II
Pre assembly III
Final assembly and test bay
Final Assembly I
Buffe
ring
module
Pla
nt 1
Pre-assembly I
Pre-assembly II
Folie 16Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
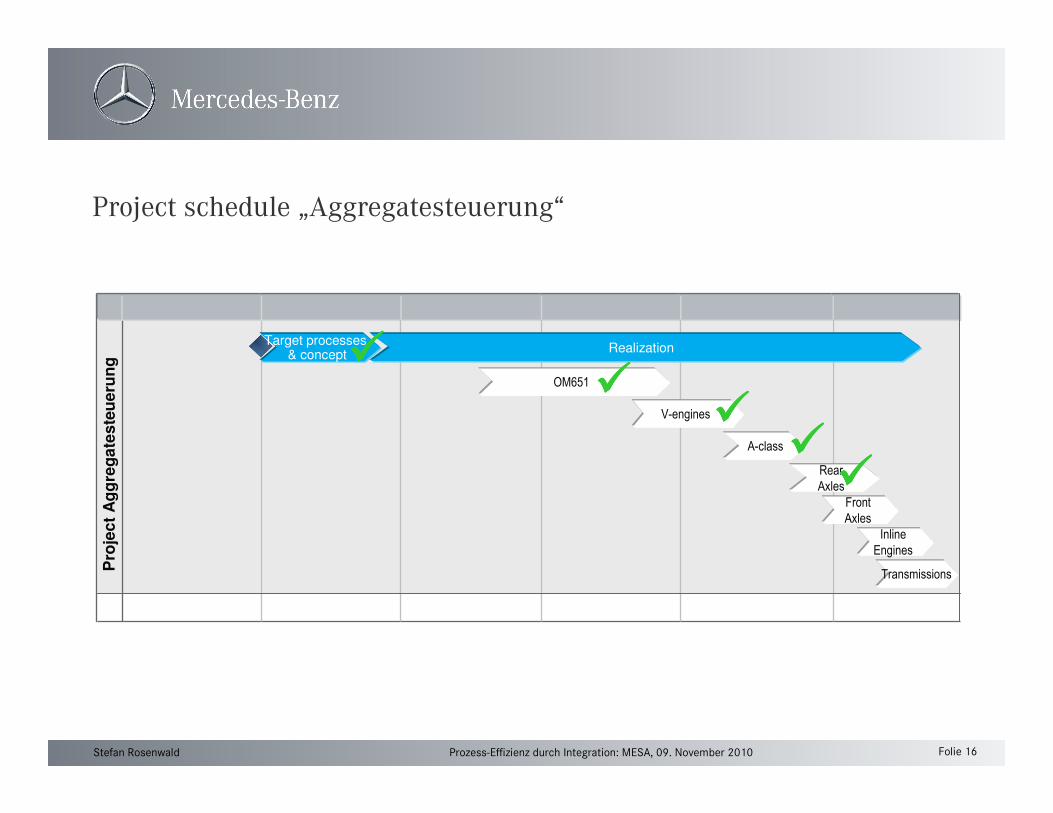
Target processes& concept
OM651
Realization
V-engines
A-class
Rear
Axles
Front
Axles
Inline
Engines
Transmissions
��������
��������
Pro
jec
t A
gg
reg
ate
ste
ue
run
g
Project schedule „Aggregatesteuerung“
����

Folie 17Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
ERP
MES
MES enables real-time exchange with ERP of the status of everysingle production order
Xxx Start Production
technical order
Xxx Ende Produktion
technical order
Update Production order status in real time
Folie 18Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
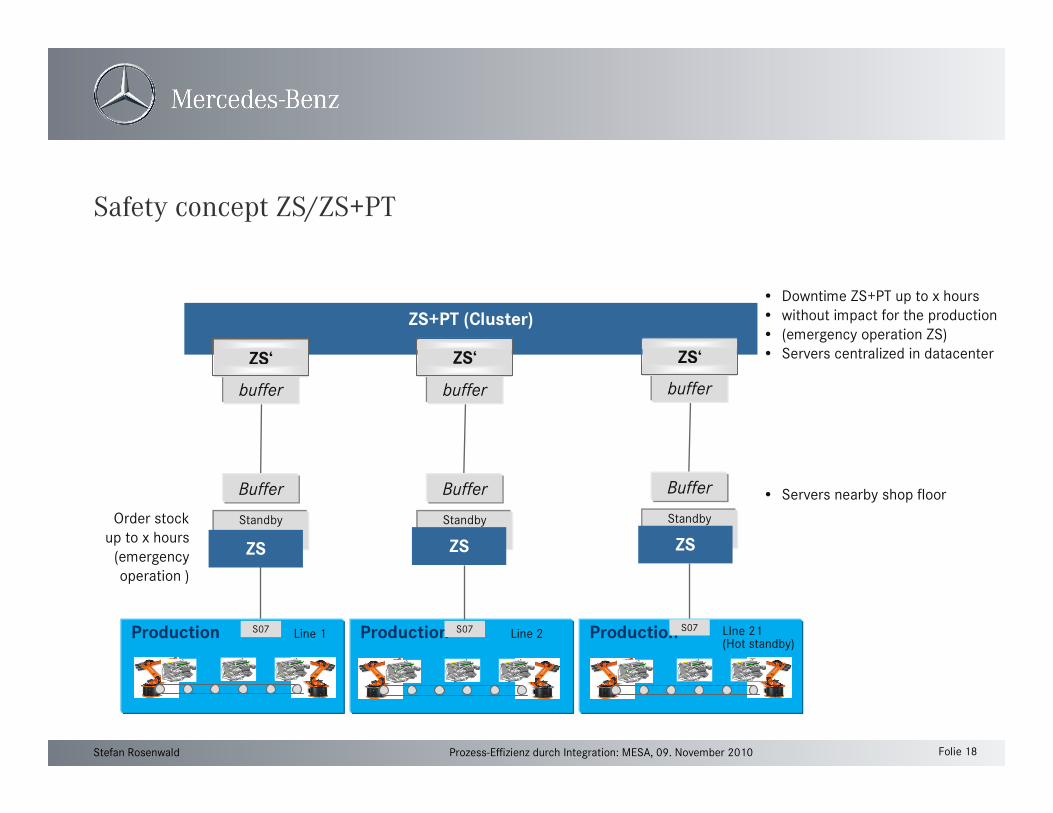
Safety concept ZS/ZS+PT
ProductionProduction
Standby
ZS+PT (Cluster)
Production
Buffer
buffer
Order stockup to x hours(emergencyoperation )
• Downtime ZS+PT up to x hours• without impact for the production• (emergency operation ZS)• Servers centralized in datacenter
• Servers nearby shop floor
S07
Standby
Buffer
buffer
S07
Standby
Buffer
buffer
S07
ZS ZS ZS
ZS‘ ZS‘ ZS‘
Line 1 Line 2 LIne 21 (Hot standby)

Folie 19Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Availability
� To fulfill the require availability of 99,75% (max. down time of 30 minutes) the servers are implemented in cluster groups and connected by the network to external storage systems (SAN).
Shared Storage

Folie 20Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
• Receiving of the relevant master data from SAP• Creation and configuration of the line nets• Definition of the rule sets for the assembly lines• Generation of technical orders• Passing on technical orders to the line and the dispatch systems• Manufacturing control functionality on precise ident level• Providing APO and R/3 with order status,
order feedback and dispatch note • Providing connected systems with order information • Backup cell systems in case of failure• Management and control of special processes
( unload from line, reload on line, handling of returns, … )
Functions of ZS+PT
Folie 21Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Productive Operation ZS+PT
System is operational in the following areas:
• Pilot line world diesel since 07.03.2008
• Engine roll out I since 04.05.2009
• Engine roll out II since 02.10.2009
• Rear axles Rollout since 25.05.2010
� ca. 9.000 units per day
� Partially running in 3 shifts as required by market

Folie 22Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Thank you for your attention
Folie 23Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
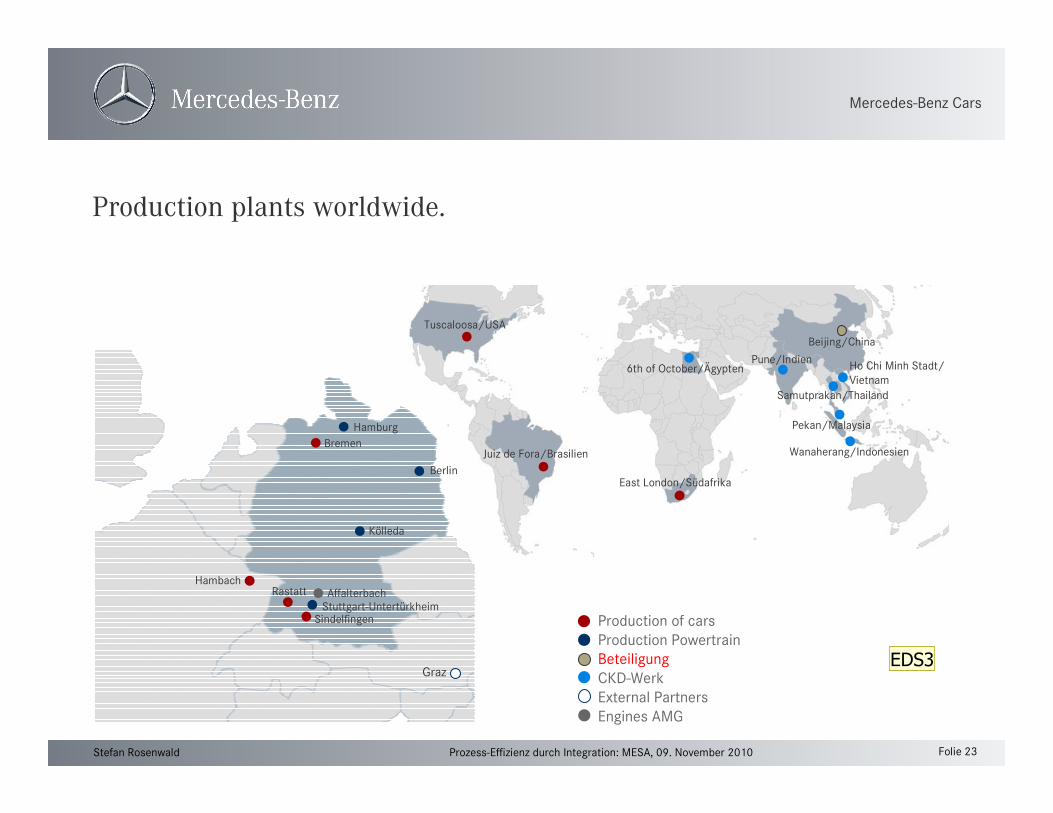
Production plants worldwide.
Pekan/Malaysia
Tuscaloosa/USA
Juiz de Fora/Brasilien
East London/Südafrika
6th of October/ÄgyptenPune/Indien
Beijing/China
Ho Chi Minh Stadt/Vietnam
Samutprakan/Thailand
Wanaherang/Indonesien
Production of carsProduction PowertrainBeteiligungCKD-WerkExternal PartnersEngines AMG
Hamburg
Bremen
Berlin
Kölleda
HambachRastatt
Stuttgart-UntertürkheimSindelfingen
Graz
Affalterbach
Mercedes-Benz Cars
EDS3
Folie 23
EDS3 BeteiligungElisabeth Desmet; 03.11.2010
Folie 24Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
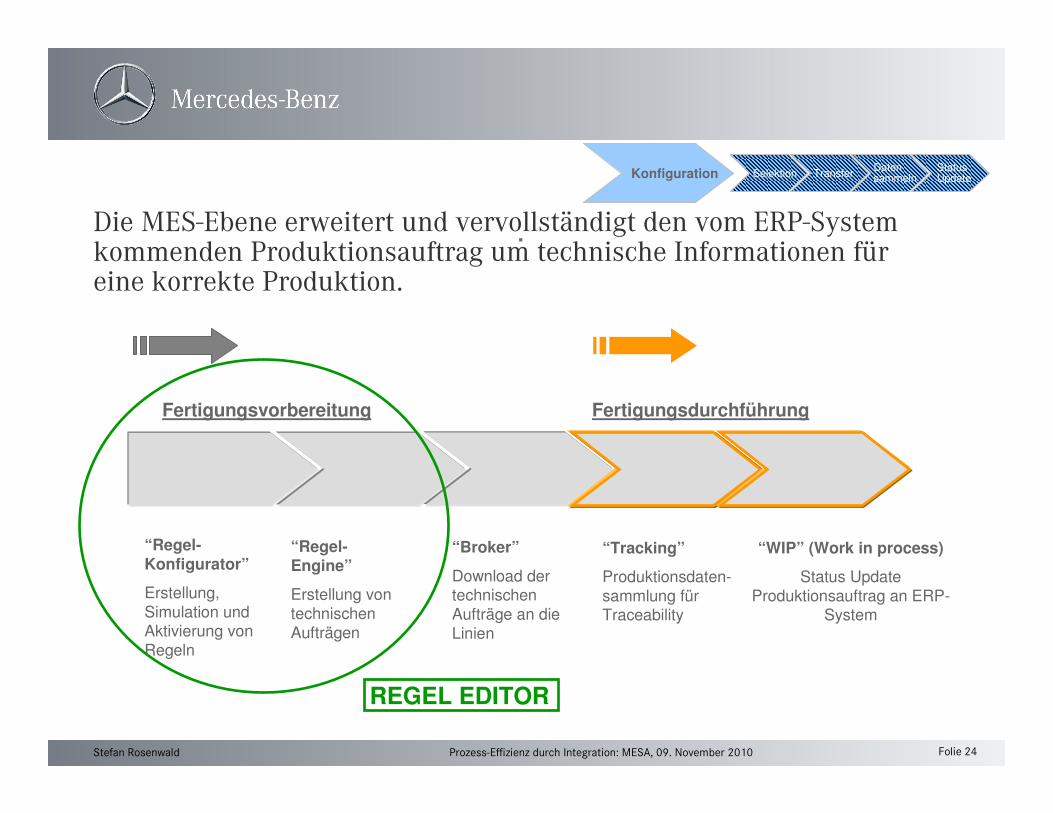
Die MES-Ebene erweitert und vervollständigt den vom ERP-System kommenden Produktionsauftrag um technische Informationen für eine korrekte Produktion.
Selektion
.
Fertigungsvorbereitung Fertigungsdurchführung
“Regel-Konfigurator”
Erstellung,
Simulation und Aktivierung von
Regeln
“Regel-Engine”
Erstellung von
technischen
Aufträgen
“Broker”
Download der technischen
Aufträge an die
Linien
“WIP” (Work in process)
Status Update
Produktionsauftrag an ERP-System
“Tracking”
Produktionsdaten-
sammlung für Traceability
Konfiguration TransferDaten sammeln
Status Update
REGEL EDITOR
Daten sammeln
Status UpdateTransferSelektionKonfiguration

Folie 25Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Regelkonfigurator
Produkt-Spezifikation
Materialnummer
Bill of Material (BOM)
Bündel
Arbeitsplanetc.
Anforderungen / Bedingungen
Spezifikation der
Liniensegmente
Erstellung von Regeln und Strukturen von technischen Aufträgen für Liniensegmente
Simulation
REGELKONFIGURATOR1
2
Aktivierung3
Aktive Regeln
Repository
Attribut ist „Typ Kolben"
Regel 1: “Kolbenstange M25",
Wert: „Konstant 0000",
Bedingung: "Code enthält M25"
Regel 2: “Kolbenstange M30",
Wert: „Konstant 0001",
Bedingung: "Code enthält M30"
Regel Set Für jede Teilenummer und
LiniensegmentINPUT
INPUT
OUTPUT
Beispiel:
Attribut ist „Schrauberprogramm"
Regel 1: “Programm A",
Wert: „Konstant A",
Bedingung: “Bündel Identifikation
XYZ123456I"
Regel 2: “Programm B",
Wert: „Konstant B",
immer
Daten sammeln
Status UpdateTransferSelektionKonfiguration
Equipment ( Segment)
Regel Set
Attribute
Regeln
Bedingung
Anweisung
Folie 26Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
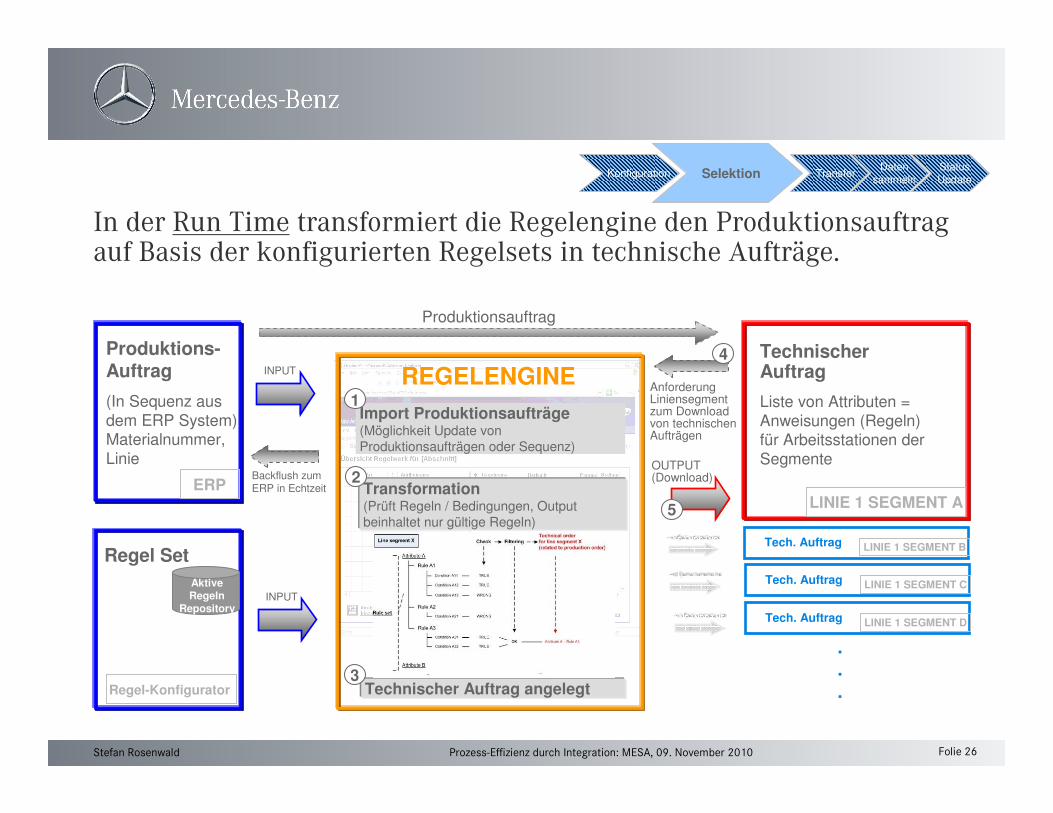
In der Run Time transformiert die Regelengine den Produktionsauftragauf Basis der konfigurierten Regelsets in technische Aufträge.
Selektion
Import Produktionsaufträge(Möglichkeit Update von
Produktionsaufträgen oder Sequenz)
Transformation (Prüft Regeln / Bedingungen, Output
beinhaltet nur gültige Regeln)
REGELENGINE
2
Technischer Auftrag angelegt3
Backflush zum ERP in Echtzeit
Technischer Auftrag
Liste von Attributen =
Anweisungen (Regeln) für Arbeitsstationen der
Segmente
1
Produktions-Auftrag
(In Sequenz aus
dem ERP System) Materialnummer,
Linie
Aktive Regeln
Repository
Regel Set
INPUT
INPUT
OUTPUT (Download)
Produktionsauftrag
Anforderung Liniensegment zum Download von technischen Aufträgen
4
5
ERPLINIE 1 SEGMENT A
Regel-Konfigurator
LINIE 1 SEGMENT BTech. Auftrag
LINIE 1 SEGMENT CTech. Auftrag
LINIE 1 SEGMENT DTech. Auftrag
.
.
.
Status
Update
Daten
sammelnTransferKonfiguration
Folie 27Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
-MatNr-0017
-MatNr-0016
-MatNr-0015
-MatNr-0014
-MatNr-0013
-MatNr-0012
-MatNr-0011
-MatNr-0010
-MatNr-0009
-MatNr-0008
-MatNr-0007
-MatNr-0006
-MatNr-0005
-MatNr-0004
-MatNr-0003
-MatNr-0002
-MatNr-0001
-AggId-0017
-AggId-0016
-AggId-0015
-AggId-0014
-AggId-0013
-AggId-0012
-AggId-0011
-AggId-0010
-AggId-0009
-AggId-0008
-AggId-0007
-AggId-0006
-AggId-0005
-AggId-0004
-AggId-0003
-AggId-0002
-AggId-0001
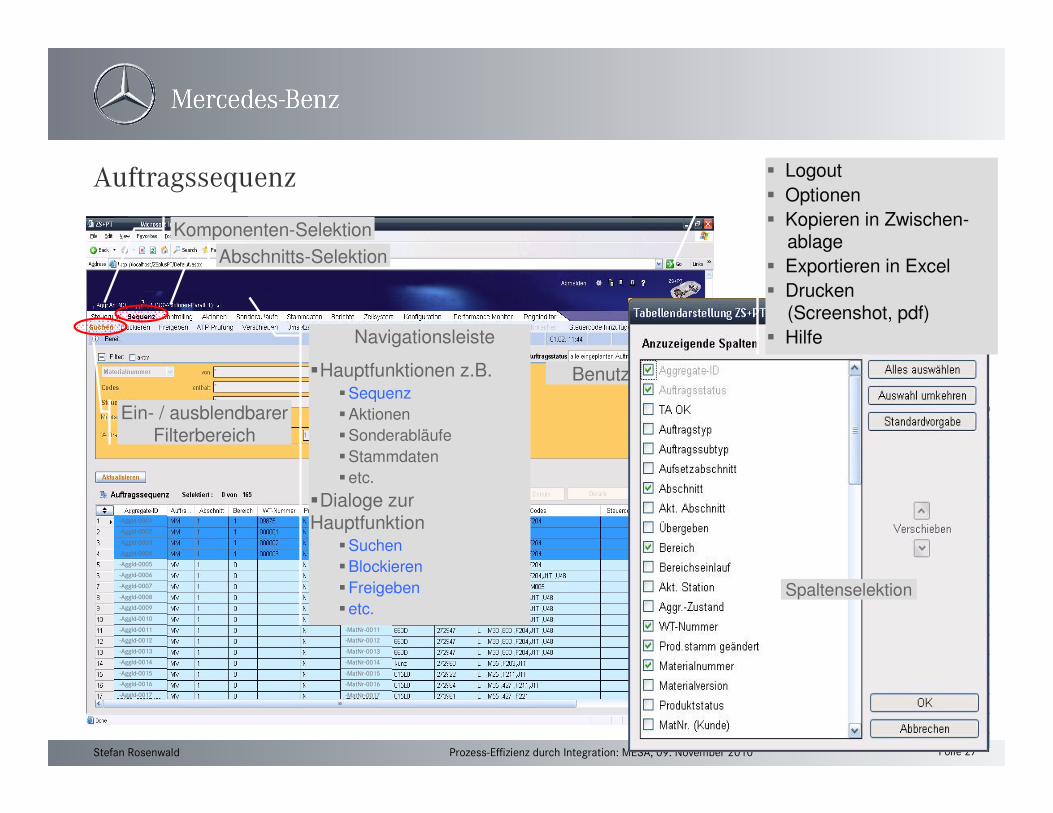
Abschnitts-Selektion
Navigationsleiste
�Hauptfunktionen z.B.�Sequenz
�Aktionen
�Sonderabläufe
�Stammdaten
�etc.
�Dialoge zur Hauptfunktion
�Suchen
�Blockieren
�Freigeben
�etc.
Komponenten-Selektion
Benutzer-Filter
Ein- / ausblendbarerFilterbereich
Auftragssequenz
Spaltenselektion
� Logout
� Optionen
� Kopieren in Zwischen-ablage
� Exportieren in Excel
� Drucken(Screenshot, pdf)
� Hilfe
Folie 28Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
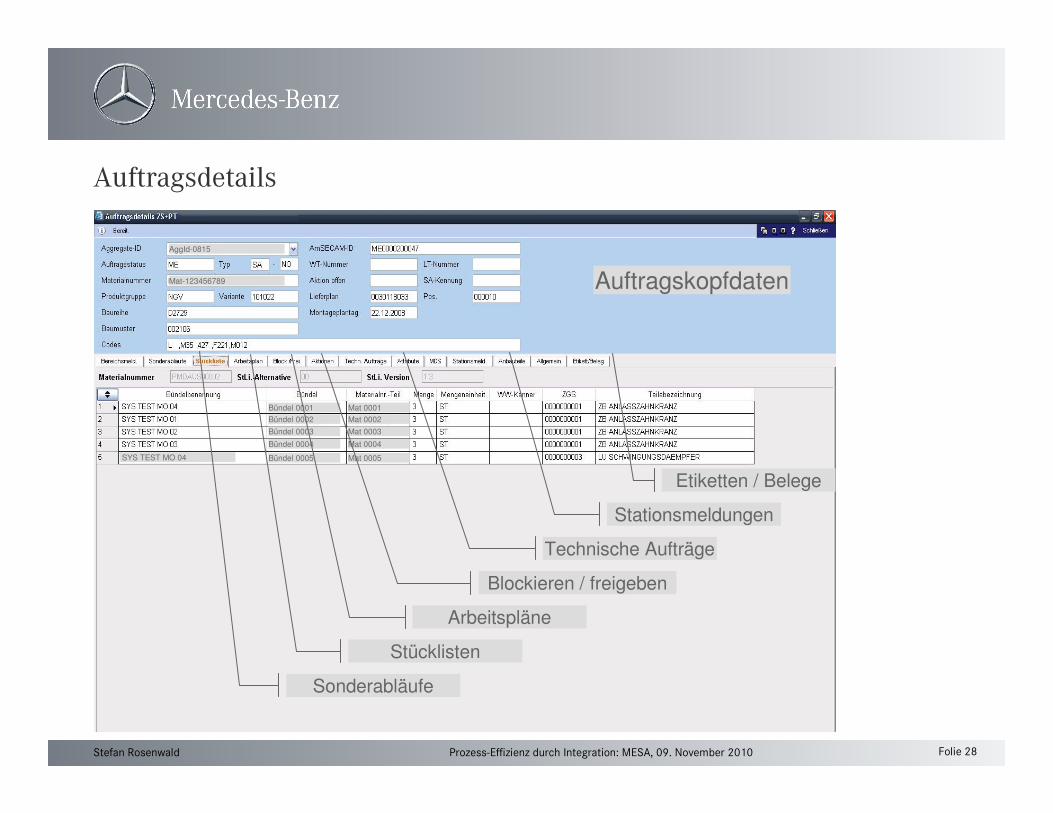
AggId-0815
Mat-123456789
SYS TEST MO 04
Bündel 0001
Bündel 0002
Bündel 0003
Bündel 0004
Bündel 0005
Mat 0001
Mat 0002
Mat 0003
Mat 0004
Mat 0005
Stücklisten
Arbeitspläne
Technische Aufträge
Stationsmeldungen
Etiketten / Belege
Blockieren / freigeben
Sonderabläufe
Auftragskopfdaten
Auftragsdetails
Folie 29Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
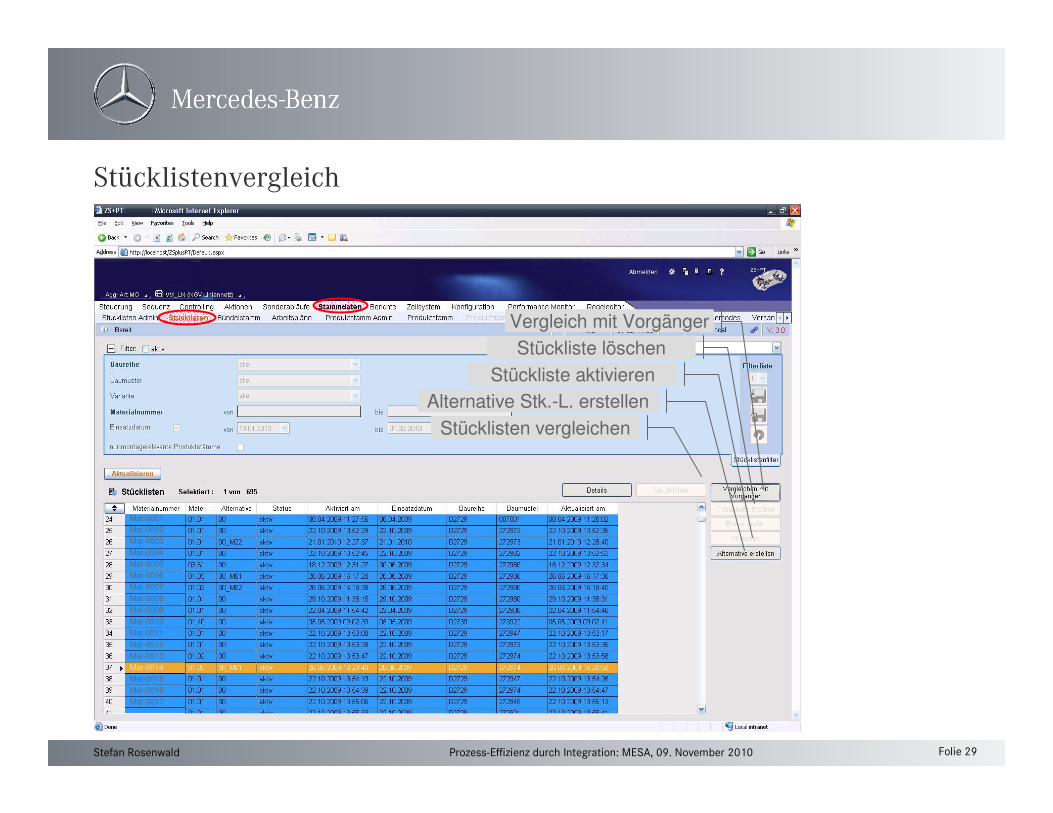
Mat-0017
Mat-0016
Mat-0015
Mat-0014
Mat-0013
Mat-0012
Mat-0011
Mat-0010
Mat-0009
Mat-0008
Mat-0007
Mat-0006
Mat-0005
Mat-0004
Mat-0003
Mat-0002
Mat-0001
Stücklisten vergleichen
Alternative Stk.-L. erstellen
Stückliste aktivieren
Stückliste löschen
Vergleich mit Vorgänger
Stücklistenvergleich
Folie 30Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
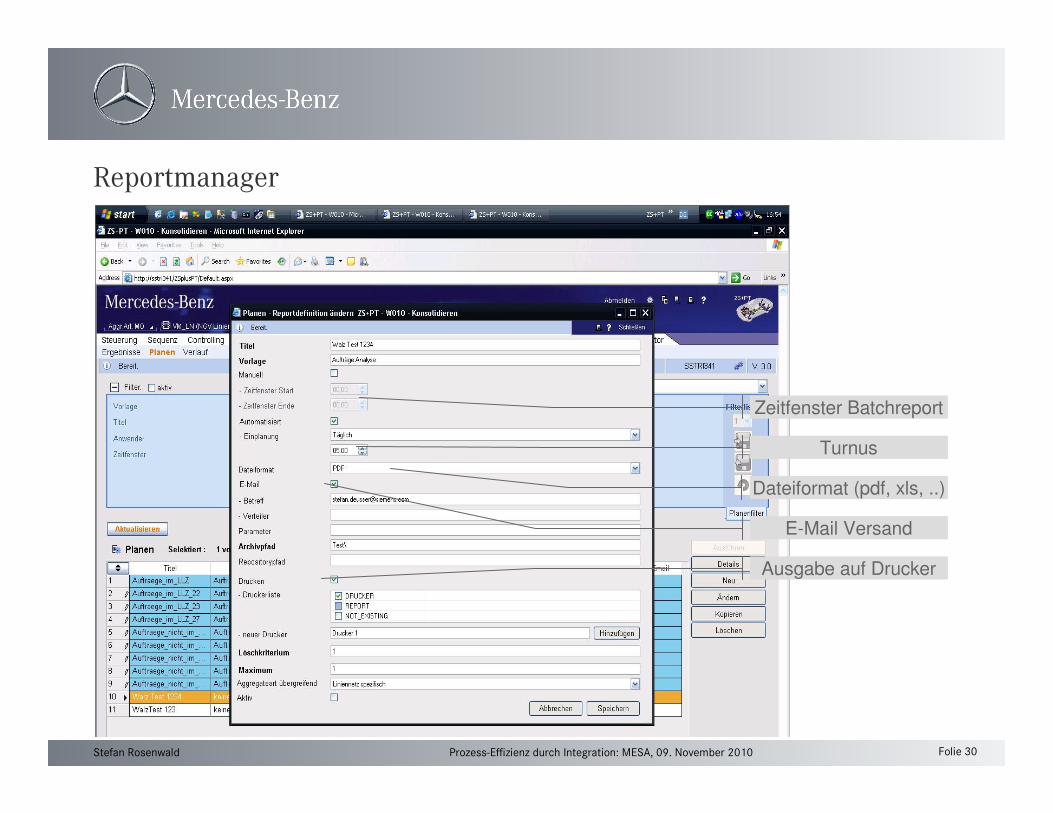
Zeitfenster Batchreport
Turnus
Dateiformat (pdf, xls, ..)
E-Mail Versand
Ausgabe auf Drucker
Reportmanager

Folie 31Prozess-Effizienz durch Integration: MESA, 09. November 2010 Stefan Rosenwald
Online-Help
Related Documents











