0 6 "Para mejorar hay que aprender a medir" Entrevista con el director de Edinn®, David Tronchoni C on e l obje t i v o de c ono c er e l s o f t w ar e f abr ic ado y d i s t r i- b uid o p o r Ed i nn®, Ag r og uí a Ind us t r i al d i al og ó c o n e l d i- r e c t or d e l a e mpr es a d ueñ a d e la nue v a innov ac i ón t e c no- lóg i c a. Se t r at a d e Dav i d Tr onc honi q uie n d e s t ac ó a l a me- d ic ión c omo l a únic a he r r amient a p os i b le p ar a "obt ener me j o r as". Ag r og ui a Ind us t r ial : ¿D e q ué maner a Ed i nn® i nt e r v i ene e n las mejor as? David Tronchoni: Pensemos, ¿cuál es el primer paso para mejorar?... medir. Porque no es posible mejorar lo que no se puede medir, esta comprobado que, sólo con medir se comienza a obtener una mejora. Si no tenemos informa- ción, las decisiones de inversión suelen ser erróneas. AI: Sin emb ar g o, es f r e c uent e es c uc har ent r e l os ind us- t r ial es af i r mac ione s c omo: " y o no ne c e si t o me d i r p or q ue mis op er ar io s t ienen q ue hac e r X pi e zas en e l t ur no , és e es s u objet i v o y lo c ump len" DT: Sí, pero si en algún momento necesita más piezas o acabarlas antes, puede llegar a la conclusión de que nece- sita más maquinaria o más rápida, cuando en realidad no está aprovechando toda su capacidad productiva. Al no me- dir las pérdidas como por ejemplo los tiempos muertos o la reconstrucción de una pieza, no está en un proceso de mejora continua. No está mejorando. Las órdenes de pro- ducción casi siempre implican a varios turnos y es enton- ces cuando se producen las mayores pérdidas. Sin medir la orden de producción total es imposible saber dónde están las pérdidas y cuál es la capacidad real de producción para poderla mejorar . Disponer de los ratios de su capacidad re- al de producción le permite realizar estimaciones de plazos de entrega realistas. Si supieran las pérdidas totales de pro- ducción, podrían acabar la producción antes y dedicar a los operarios y a las máquinas a otras tareas. AI: Ent onc e s, ¿c uá l es l a me j or f or ma de me d i r la pr o d uc- c ión? DT: Es la estándar e independiente del sector para que po- damos compararnos con otras industrias. Puede vincular- se directamente con la rentabilidad económica del proceso productivo. Es sencilla y fácil de entender por cualquiera. Incluye todos los apartados fundamentales: disponibilidad (osea tiempo), eficiencia (osea velocidad) y calidad. Es vi- sual y toda la información en un solo vistazo. E sa forma de medir existe en la industria Ratio OEE (Overall Equipment Effectiveness) que actualmente es utilizada por los princi- pales fabricantes del mundo como Toyota, FORD, Unile- ver, Ferro, Frudesa, Metaldyne, Trelleborg, etc... Cumple con casi todas las características anteriores, es estándar e independiente del sector para que podamos compararnos con otras industrias. Puede vincularse directamente con la rentabilidad económica del proceso productivo. AI: ¿Es p o s i b le c ono c er c omo s e c al c ula e l OEE ? DT: Si, claro... AI: Un OE E d e l 4 0 p or c i ent o, sig ni f i c a q ue , d e c ad a 10 0 pie z as b uenas q ue p o d r ía p r o d uc i r, s ó l o es t o y pr o duc iendo 4 0." Además indica dónde están las pérdidas: DT : Exacto pero el cálculo manual del OEE requiere: * Formulario de toma de datos * Entrenamieto sobre cómo mantener los procesos para obtener los indicadore en cuestión * Anotar manalmente los datos * Pasar los atos recogidos a una base de datos (5-10 min. por turno) * Preparar los informes para la Dirección Siempre es costoso, diferido, poco fiable e impreciso y se- guimos sin tener información visual rápida y en solo vista- zo. Hemos registrado nuestros procesos como "la senda de la producción" al momento en que edinn®M2 está conec- tado a las máquinas productivas y las calcula automática- mente. Además del OEE y otros ratios, la "senda de la pro- ducción" (registrada)permi te ver toda la información de un solo vistazo:

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 1/11
06
"Para mejorar hay que aprender a medir"Entrevista con el director de Edinn®, David Tronchoni
C on e l obje t i v o de c ono c er e l s o f t w ar e f abr ic ado y d i s t r i- b uid o p o r Ed i nn®, Ag r og uí a Ind us t r i al d i al og ó c o n e l d i- r e c t or d e l a e mpr es a d ueñ a d e la nue v a innov ac i ón t e c no- lóg i c a. Se t r at a d e Dav i d Tr onc honi q uie n d e s t ac ó a l a me-
d ic ión c omo l a únic a he r r amient a p os i b le p ar a "obt ener me j o r as".
Ag r og ui a Ind us t r ial : ¿D e q ué maner a Ed i nn® i nt e r v i ene e n las mejor as?
David Tronchoni: Pensemos, ¿cuál es el primer paso paramejorar?... medir. Porque no es posible mejorar lo que nose puede medir, esta comprobado que, sólo con medir secomienza a obtener una mejora. Si no tenemos informa-ción, las decisiones de inversión suelen ser erróneas.
AI: Sin emb ar g o, es f r e c uent e es c uc har ent r e l os ind us- t r ial es af i r mac ione s c omo: " y o no ne c e si t o me d i r p or q ue mis op er ar io s t ienen q ue hac e r X pi e zas en e l t ur no , és e es s u objet i v o y lo c ump len"
DT: Sí, pero si en algún momento necesita más piezas oacabarlas antes, puede llegar a la conclusión de que nece-sita más maquinaria o más rápida, cuando en realidad noestá aprovechando toda su capacidad productiva. Al no me-dir las pérdidas como por ejemplo los tiempos muertos ola reconstrucción de una pieza, no está en un proceso demejora continua. No está mejorando. Las órdenes de pro-ducción casi siempre implican a varios turnos y es enton-ces cuando se producen las mayores pérdidas. Sin medir laorden de producción total es imposible saber dónde estánlas pérdidas y cuál es la capacidad real de producción parapoderla mejorar. Disponer de los ratios de su capacidad re-al de producción le permite realizar estimaciones de plazosde entrega realistas. Si supieran las pérdidas totales de pro-ducción, podrían acabar la producción antes y dedicar a losoperarios y a las máquinas a otras tareas.
AI: Ent onc e s, ¿c uá l es l a me j or f or ma de me d i r la pr o d uc- c ión?
DT: Es la estándar e independiente del sector para que po-damos compararnos con otras industrias. Puede vincular-se directamente con la rentabilidad económica del procesoproductivo. Es sencilla y fácil de entender por cualquiera.Incluye todos los apartados fundamentales: disponibilidad
(osea tiempo), eficiencia (osea velocidad) y calidad. Es vi-sual y toda la información en un solo vistazo. Esa forma demedir existe en la industria Ratio OEE (Overall EquipmentEffectiveness) que actualmente es utilizada por los princi-pales fabricantes del mundo como Toyota, FORD, Unile-
ver, Ferro, Frudesa, Metaldyne, Trelleborg, etc... Cumplecon casi todas las características anteriores, es estándar eindependiente del sector para que podamos compararnoscon otras industrias. Puede vincularse directamente con larentabilidad económica del proceso productivo.
AI: ¿Es p o s i b le c ono c er c omo s e c al c ula e l OEE ?
DT: Si, claro...
AI: Un OE E d e l 4 0 p or c i ent o, sig ni f i c a q ue , d e c ad a 10 0 pie z as b uenas q ue p o d r ía p r o d uc i r, s ó l o es t o y pr o duc iendo
4 0." Además indica dónde están las pérdidas:
DT : Exacto pero el cálculo manual del OEE requiere:
* Formulario de toma de datos* Entrenamieto sobre cómo mantener los procesos paraobtener los indicadore en cuestión
* Anotar manalmente los datos
* Pasar los atos recogidos a una base de datos
(5-10 min. por turno)
* Preparar los informes para la Dirección
Siempre es costoso, diferido, poco fiable e impreciso y se-guimos sin tener información visual rápida y en solo vista-zo. Hemos registrado nuestros procesos como "la senda dela producción" al momento en que edinn®M2 está conec-
tado a las máquinas productivas y las calcula automática-mente. Además del OEE y otros ratios, la "senda de la pro-ducción" (registrada)permite ver toda la información de unsolo vistazo:

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 2/11
7
7
edinn®M2: todo automático:
AI: ¿S e r ía p osi ble e x plic ar a nues t r os l e c t or e s las pr i nc i p a- le s f unc io nes d e E d i nn®M2?
DT: Por supuesto, en primer lugar enumero las de Medi-ción y Control , las posibilidades son:
* Cálculo automático y en tiempo real del OEE y otros ra-tios de todas las máquinas, desglosado por periodos e in-dicadores (D, E y C).
* Muestra la "Senda" y otros gráficos (velocidad media,cantidad producida, etc.) en tiempo real.
* Control de operarios y máquinas.
* Muestra por colores si las líneas y las máquinas están porencima o por debajo de los objetivos del OEE.
* Muestra el estado actual, y desde cuándo está en ese es-tado, de todas las máquinas.
* Toda la información en detalle: hora de inicio, parada,cantidad producida, etc.
* Tiene los principales reports: tarta de pérdidas, acumula-do de estados y producciones, etc.
* Muestra en tiempo real la tabla de MTBF y MTTR.
* Realiza la medición automática o manual de variables decalidad del proceso y muestra los principales gráficos...
Además, tiene un sistema de registro que permite que to-da la información en Edinn®M2 pueda llevar un comen-tario asociado. Estos comentario están en el Registro:
* El Registro es el diario de lo que ha ido ocurriendo en laproducción.
* Facilita la comunicación entre las personas, ya que pro-porciona "links" a lo que ha ido ocurriendo en el sistema ypermite que puedan "hablar" entre ellos.
* Con doble clic sobre una línea del registro se puede ver
la información de la que proviene y viceversa.* Las entradas del registro pueden enviarse a los usuarios.Éstos reciben una alerta hasta que dan por vista la entradadel registro.
* El registro sirve para recoger situaciones particulares decada empresa: microparadas, eventos eléctricos, etc. y ha-cer estudios estadísticos posteriores.
SPC (Statistical Process Control)
* Permite hacer un "zoom" sobre la componente de cali-dad del OEE.
* Realiza la medición automática o manual de variables decalidad del proceso y muestra en tiempo real los principa-les gráficos.
* Muestra en otro color los puntos fuera de control.
* Exige justificación ante puntos fuera de los límites decontrol.
* Permite el cálculo manual o automático de los límites decontrol.
* Detecta tendencias de no calidad, informa y obliga a jus-tificar.
* Las justificaciones están tipificadas en una tabla quemantiene el administrador de SPC.
* Permite exigir la toma de datos cada cierto tiempo y si no
obliga a que se justifique por qué no se toman datos.* El gráfico de control es interactivo, permitiendo ver lasjustificaciones, datos, etc. haciendo clic en los puntos.
MTBF
* Calcula el MTBF y MTTR en tiempo real.
* Muestra en tiempo real la tabla MTBF y MTTR para to-dos los fallos.
* Permite configurar el periodo a considerar para los cál-culos y la frecuencia de actualización.
* Calcula el MTBF genérico y el dependiente de cada pro-ducto.
continuación pagina 6

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 3/11
8
Autocontrol
* Permite realizar el mantenimiento de las máquinas en función de la producción y no en función del tiempo: mayor efi-ciencia en el mantenimiento.
* Las tareas de mantenimiento pueden lanzarse ante eventos, p. ej. el cambio de producto.
* El operario debe marcar cuando la tarea se ha realizado y puede indicar situaciones anómalas.
* Todas las tareas de autocontrol pueden implicar que el operario tenga que introducir resultados. Esto es configurable porel administrador.
AI: ¿ C uá l es son l os p r i nc ipal es b e ne f i c i os?
DT: Que muestra en tiempo real:
* si el proceso productivo está siendo rentable
* en caso de paradas, de cuánto tiempo se dispone hasta perder la rentabilidad
* por qué estados ha pasado la máquina* las pérdidas debidas a pérdidas de velocidad o microparadas
Podemos empezar a mejorar porque medimos la producción con precisión y detectamos dónde están las pérdidas :
continuación pagina 7

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 4/11
9
8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 5/11
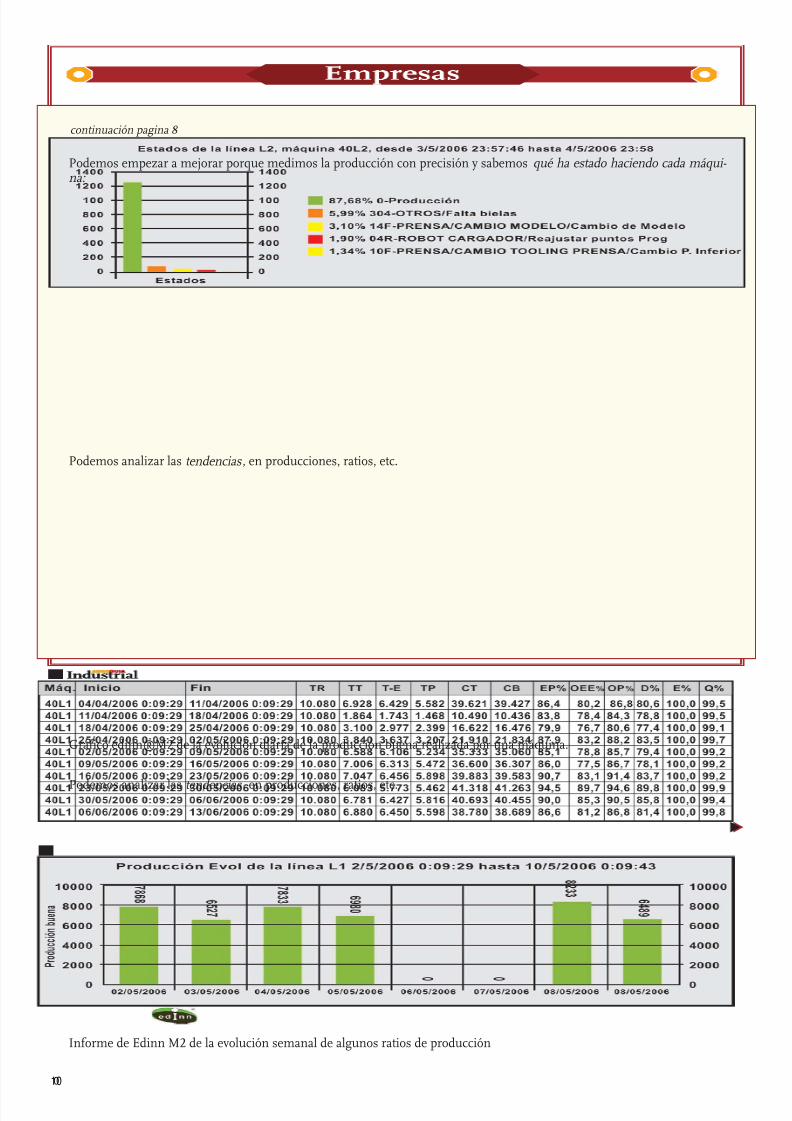
Podemos empezar a mejorar porque medimos la producción con precisión y sabemos qué ha estado haciendo cada máqui- na:
Podemos analizar las tendencias , en producciones, ratios, etc.
Gráfico edinn®M2 de la evolución diaria de la producción buena realizada por una máquina.
Podemos analizar las tendencias , en producciones, ratios, etc.
Informe de Edinn M2 de la evolución semanal de algunos ratios de producción
010
continuación pagina 8
8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 6/11
11
8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 7/11
012
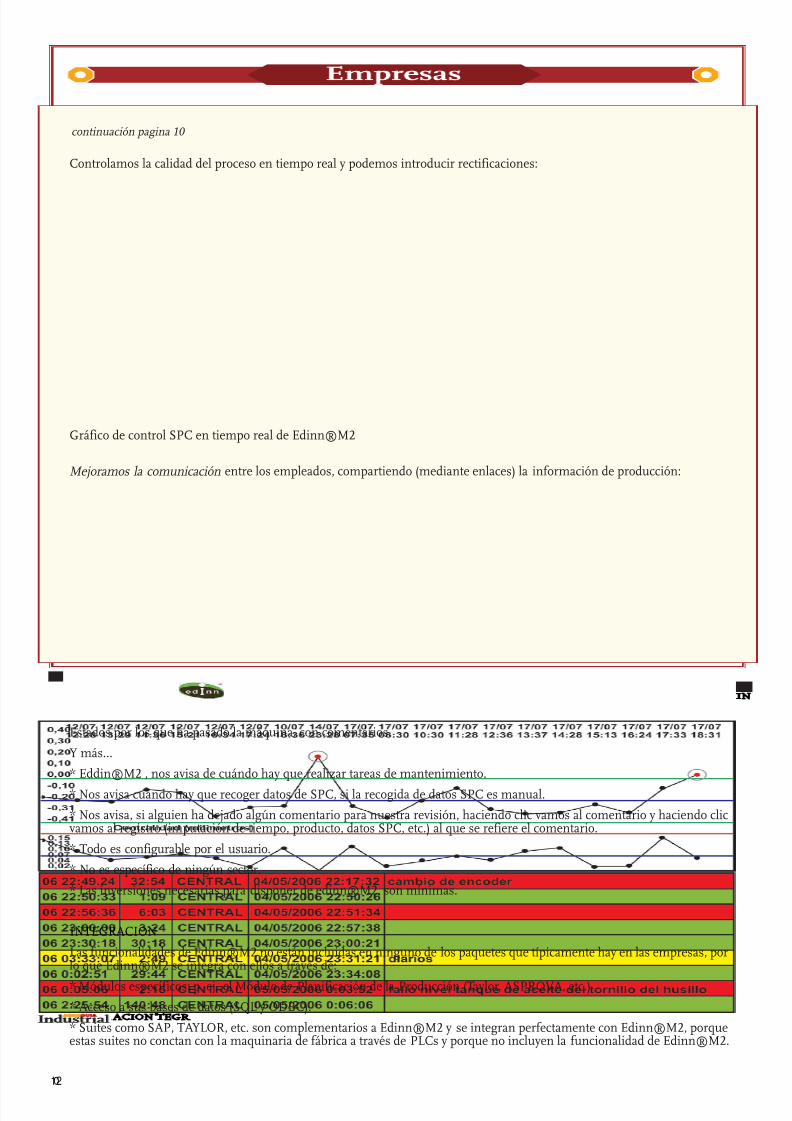
Controlamos la calidad del proceso en tiempo real y podemos introducir rectificaciones:
Gráfico de control SPC en tiempo real de Edinn®M2
Mejoramos la comunicación entre los empleados, compartiendo (mediante enlaces) la información de producción:
Estados por los que ha pasado la máquina, con comentarios.
Y más…
* Eddin®M2 , nos avisa de cuándo hay que realizar tareas de mantenimiento.
* Nos avisa cuándo hay que recoger datos de SPC, si la recogida de datos SPC es manual.
* Nos avisa, si alguien ha dejado algún comentario para nuestra revisión, haciendo clic vamos al comentario y haciendo clicvamos al registro (imputación de tiempo, producto, datos SPC, etc.) al que se refiere el comentario.
* Todo es configurable por el usuario.
* No es específico de ningún sector.
* Las inversiones necesarias para disponer de edinn®M2, son mínimas.
INTEGRACION
Las funcionalidades de Edinn®M2 no están incluidas en ninguno de los paquetes que típicamente hay en las empresas, porlo que Edinn®M2 se integra con ellos a través de:
* Módulos específicos: p. ej. el Módulo de Planificación de la Producción (Taylor, ASPROVA, etc.)* Acceso a sus bases de datos (SQL y ODBC).
* Suites como SAP, TAYLOR, etc. son complementarios a Edinn®M2 y se integran perfectamente con Edinn®M2, porqueestas suites no conctan con la maquinaria de fábrica a través de PLCs y porque no incluyen la funcionalidad de Edinn®M2.
continuación pagina 10

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 8/11
13
8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 9/11
014

8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 10/11
15
8/16/2019 200702 Industrial 6
http://slidepdf.com/reader/full/200702-industrial-6 11/11016
Un sistema software - electrónico que monitoriza el estadode la maquinaria de cualquier industria es capaz de mejorarla eficiencia (OEE) de la producción sin tomar ninguna me-dida concreta. Se trata de un sistema que mide y muestra laproducción indus-trial, sus pérdidas yratios gracias afunciones patenta-das como la "Sen-da del Dinero" enla producción in-dustrial. Según losdirectivos de algu-nas de las multina-cionales (comoBonduelle, Bosal, Trelleborg, Metaldyne, donde el sistemaya ha comenzado a utilizarse) sólo por medir, la mejora esinmediata.
En otras palabras, cuando los operarios y los directivos lo-gran entender y observar las importantes mejoras producti-vas, automáticamente comienzan a converger sus esfuerzosde mejora. El sistema se llama edinn® M2 y está fabricadoy distribuido por edinn®, una empresa Española constitui-da en 2004 por directivos de FORD y de la consultora DMR.Para el socio Director de la compañía, David Tronchoni "hoyno hay ningún sistema en el mercado tan sencillo de enten-der y de usar, y a la vez tan potente, que englobe todas lasfuncionalidades (OEE, TPM, SPC, MTBF, etc.) imprescindi-bles en la industria y que todas ellas converjan en ayudar amejorar la eficiencia productiva".
Es cierto, actualmente la sencillez del software y del hard-ware, es una virtud, especialmente si el objetivo es que to-dos los integrantes de la compañía utilicen el sistema comobase para la mejora de la eficiencia. Según Tronchoni,"cuando vemos que los directivos encuentran todo lo quenecesitan para mejorar su producción en edinn® M2, y quelos operarios trabajan al 100 por ciento sobre la pantalla tác-til incluso con guantes, sin ninguna experiencia previa concomputadoras, nos damos cuenta que adoptamos la estrate-gia correcta".
Los avances en la mejora del programa han sido inmediatospor lo que ya se ha publicado la versión 3 de edinn® M2.Sus principales características son la reducción de su coste
de implantación (ya que es 100 por ciento configurable porel usuario, incluso en la captura de las señales eléctricas delas máquinas), la adición de varias funciones nuevas y lamejora en aspecto y robustez.
Con estos importantes avances, está visto que edinn® hadecidido establecer como estrategia una red de distribuido-res internacionales, teniendo en cuenta que las multinacio-nales que lo utilizan están radicadas en varios países del
mundo. Por ello,con el propósito decontribuir al creci-miento de la em-presa y desarrollodel software es queel Gobierno Regio-nal de la ciudad es-pañola de Valenciaha dotado unafuerte inversión y
apoyo que subvenciona el 50 por ciento de las implantacio-nes del sistema.
Mejoras en la eficiencia
industrial gracias a un sistemasoftware - electrónico
A los efectos de tratar de generar
proyectos empresariales, si usted po-
see un invento o una novedad
que necesite promoción o
divulgación, en todos los números deAgr oguía In dustria l , existirá esta
sección para que en forma gratuita los
haga conocer.
Sólo envíenos una reseña y una
buena fotografía de su/s producto/s.
Los mismos serán publicados sin
cargo alguno.
Escr í banos a : Agroguía IndustrialSección [email protected]
DE A CONOCER
SUS IDEAS...
Related Documents











