Der „μ - Wert“ – Reibwertbestimmung in Bremssystemen The “μ - value” – Friction Determination in Brake Systems A. Dohle, A. Elvenkemper, J. Lange TMD Friction Leverkusen Th. Degenstein TU Darmstadt 1. Einleitung Der ungebrochene Trend zu höheren Fahrleistungen, nicht nur bei Personenkraftwagen der gehobenen Klasse, erfordert die Entwicklung immer leistungsfähigerer Bremsanlagen. Der Anstieg der Bremsleistung eines Kraftfahrzeuges der Mittelkasse von ca. 300 kW im Jahr 1970 auf ca. 700 kW im Jahr 2000 illustriert diese Entwicklung eindrucksvoll. Auf der Basis des der Bremsanlage zu Grunde liegenden tribologischen Systems aus Bremsbelag, Bremsscheibe und Bremssattel erfolgt die technische Auslegung des Brems- systems. Ein wichtiger tribologischer Systemkennwert ist dabei der Reibwert μ. Eine der Hauptaufgaben der Reibbelaghersteller bei der Entwicklung eines neuen Reibmaterials ist es, einen im Rahmen der technischen Auslegung sinnvollen, von Lastkollektiven unabhängi- gen Reibwert μ zu realisieren. Damit kommt der reproduzierbaren Bestimmung des Reibwer- tes eine entscheidende Rolle zu. Die vorliegende Untersuchung befaßt sich mit den Einflussgrößen auf die Reibwertbestim- mung an einer repräsentativen, hydraulisch betätigten Scheibenbremsanlage eines Pkw. Es wird das maximal mögliche Fehlerband der Reibwertbestimmung für einen Test nach AK- Master-Spezifikation abgeschätzt. Dabei stehen das Bremssystem und die Meßtechnik im Vordergrund. Der Einfluss der Umgebungsbedingungen wie Temperatur und Luftfeuchte wird hier nicht betrachtet, da diese Faktoren zur Zeit Gegenstand separater Untersuchungen sind. 2. Darstellung der Haupteinflussfaktoren Die Bestimmung des Reibwertes erfolgt mittels einer mathematischen Beziehung zwischen mehreren physikalischen Größen. In der Realität ist die Messung dieser Größen mit syste- matischen und stochastischen Fehlern behaftet. Der Gesamtfehler setzt sich aus einem durch die Messtechnik und einem durch das Bremssystem bedingten Fehler zusammen. Reibwertprüfungen von Bremsbelägen werden zumeist auf sogenannten Schwungmassen- prüfständen durchgeführt, Bild 1. Eine von einem Elektromotor beschleunigte Schwungmas- se wird mittels des zu prüfenden Bremssystems abgebremst.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Der „µ - Wert“ – Reibwertbestimmung in Bremssystemen The “µ - value” – Friction Determination in Brake Systems
A. Dohle, A. Elvenkemper, J. Lange TMD Friction Leverkusen Th. Degenstein TU Darmstadt
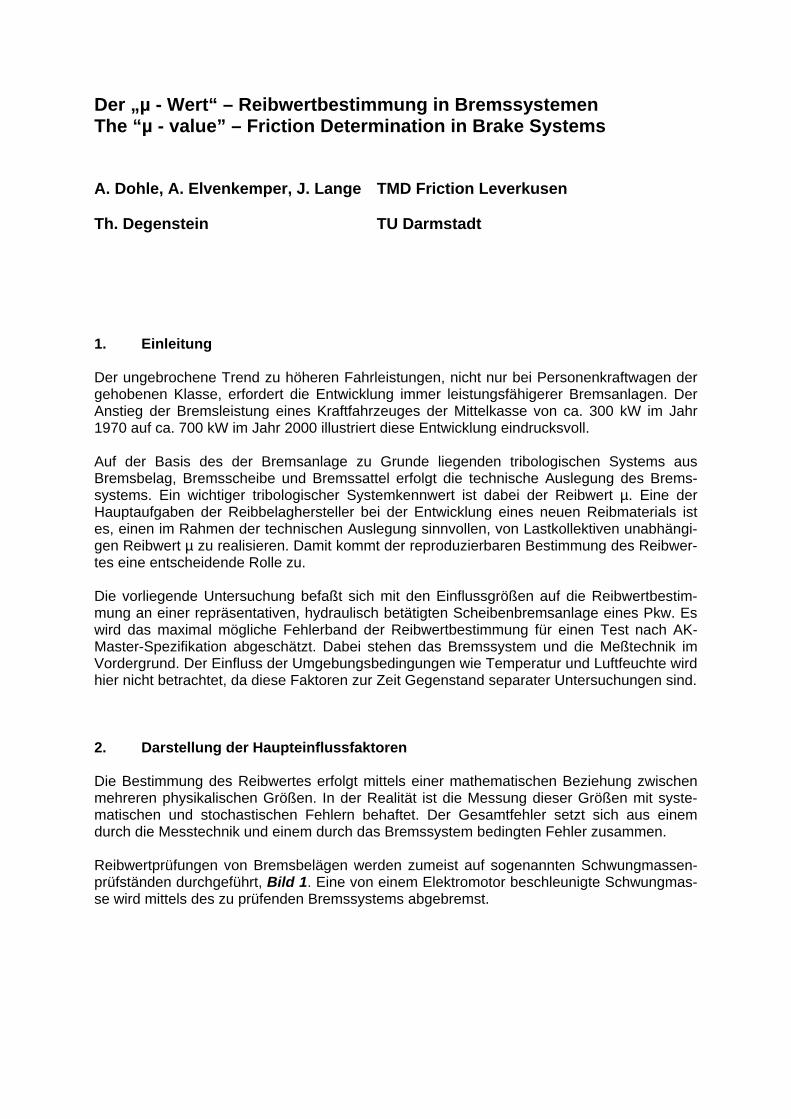
1. Einleitung Der ungebrochene Trend zu höheren Fahrleistungen, nicht nur bei Personenkraftwagen der gehobenen Klasse, erfordert die Entwicklung immer leistungsfähigerer Bremsanlagen. Der Anstieg der Bremsleistung eines Kraftfahrzeuges der Mittelkasse von ca. 300 kW im Jahr 1970 auf ca. 700 kW im Jahr 2000 illustriert diese Entwicklung eindrucksvoll. Auf der Basis des der Bremsanlage zu Grunde liegenden tribologischen Systems aus Bremsbelag, Bremsscheibe und Bremssattel erfolgt die technische Auslegung des Brems-systems. Ein wichtiger tribologischer Systemkennwert ist dabei der Reibwert µ. Eine der Hauptaufgaben der Reibbelaghersteller bei der Entwicklung eines neuen Reibmaterials ist es, einen im Rahmen der technischen Auslegung sinnvollen, von Lastkollektiven unabhängi-gen Reibwert µ zu realisieren. Damit kommt der reproduzierbaren Bestimmung des Reibwer-tes eine entscheidende Rolle zu. Die vorliegende Untersuchung befaßt sich mit den Einflussgrößen auf die Reibwertbestim-mung an einer repräsentativen, hydraulisch betätigten Scheibenbremsanlage eines Pkw. Es wird das maximal mögliche Fehlerband der Reibwertbestimmung für einen Test nach AK-Master-Spezifikation abgeschätzt. Dabei stehen das Bremssystem und die Meßtechnik im Vordergrund. Der Einfluss der Umgebungsbedingungen wie Temperatur und Luftfeuchte wird hier nicht betrachtet, da diese Faktoren zur Zeit Gegenstand separater Untersuchungen sind. 2. Darstellung der Haupteinflussfaktoren Die Bestimmung des Reibwertes erfolgt mittels einer mathematischen Beziehung zwischen mehreren physikalischen Größen. In der Realität ist die Messung dieser Größen mit syste-matischen und stochastischen Fehlern behaftet. Der Gesamtfehler setzt sich aus einem durch die Messtechnik und einem durch das Bremssystem bedingten Fehler zusammen. Reibwertprüfungen von Bremsbelägen werden zumeist auf sogenannten Schwungmassen-prüfständen durchgeführt, Bild 1. Eine von einem Elektromotor beschleunigte Schwungmas-se wird mittels des zu prüfenden Bremssystems abgebremst.
Electric motor Flywheel masses Cooling air Torque measurement
Park brake test Dyno frame Brake
GS-Motor Kuppelbare Schwungmassen Kühlluft
Parkbremsprüfung Maschinenrahmen Prüfling
MomentenmessungElectric motor Flywheel masses Cooling air Torque measurement
Park brake test Dyno frame Brake
GS-Motor Kuppelbare Schwungmassen Kühlluft
Parkbremsprüfung Maschinenrahmen Prüfling
Momentenmessung
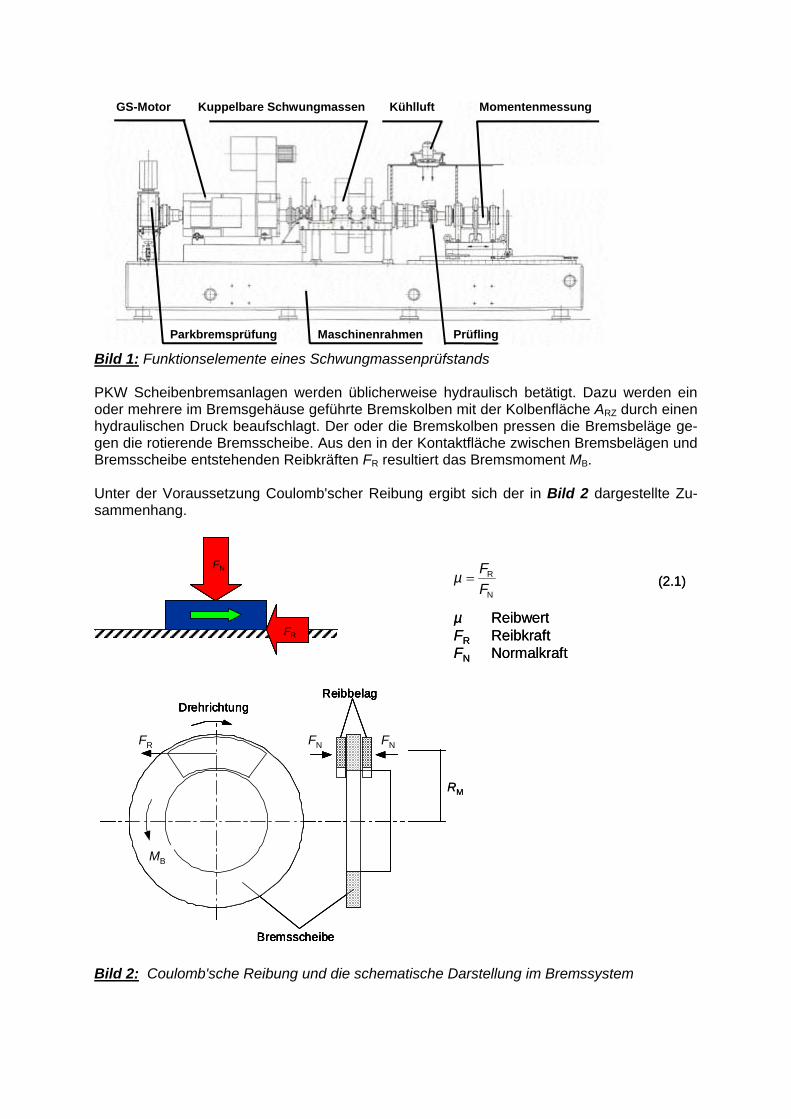
Bild 1: Funktionselemente eines Schwungmassenprüfstands PKW Scheibenbremsanlagen werden üblicherweise hydraulisch betätigt. Dazu werden ein oder mehrere im Bremsgehäuse geführte Bremskolben mit der Kolbenfläche ARZ durch einen hydraulischen Druck beaufschlagt. Der oder die Bremskolben pressen die Bremsbeläge ge-gen die rotierende Bremsscheibe. Aus den in der Kontaktfläche zwischen Bremsbelägen und Bremsscheibe entstehenden Reibkräften FR resultiert das Bremsmoment MB. Unter der Voraussetzung Coulomb'scher Reibung ergibt sich der in Bild 2 dargestellte Zu-sammenhang.
F N
F R
F N F N
F R F R
Bremsscheibe
Reibbelag
FNFBr FN
MBr
Drehrichtung
FN FN
MB
FR
Bremsscheibe
Reibbelag
FNFBr FN
MBr
Drehrichtung
FN FN
MB
FR
RM
N
R
FFµ =
µ ReibwertFR ReibkraftFN Normalkraft
(2.1)F N
F R
F N F N
F R F R
Bremsscheibe
Reibbelag
FNFBr FN
MBr
Drehrichtung
FN FN
MB
FR
Bremsscheibe
Reibbelag
FNFBr FN
MBr
Drehrichtung
FN FN
MB
FR
RM
N
R
FFµ =
µ ReibwertFR ReibkraftFN Normalkraft
(2.1)
Bild 2: Coulomb'sche Reibung und die schematische Darstellung im Bremssystem
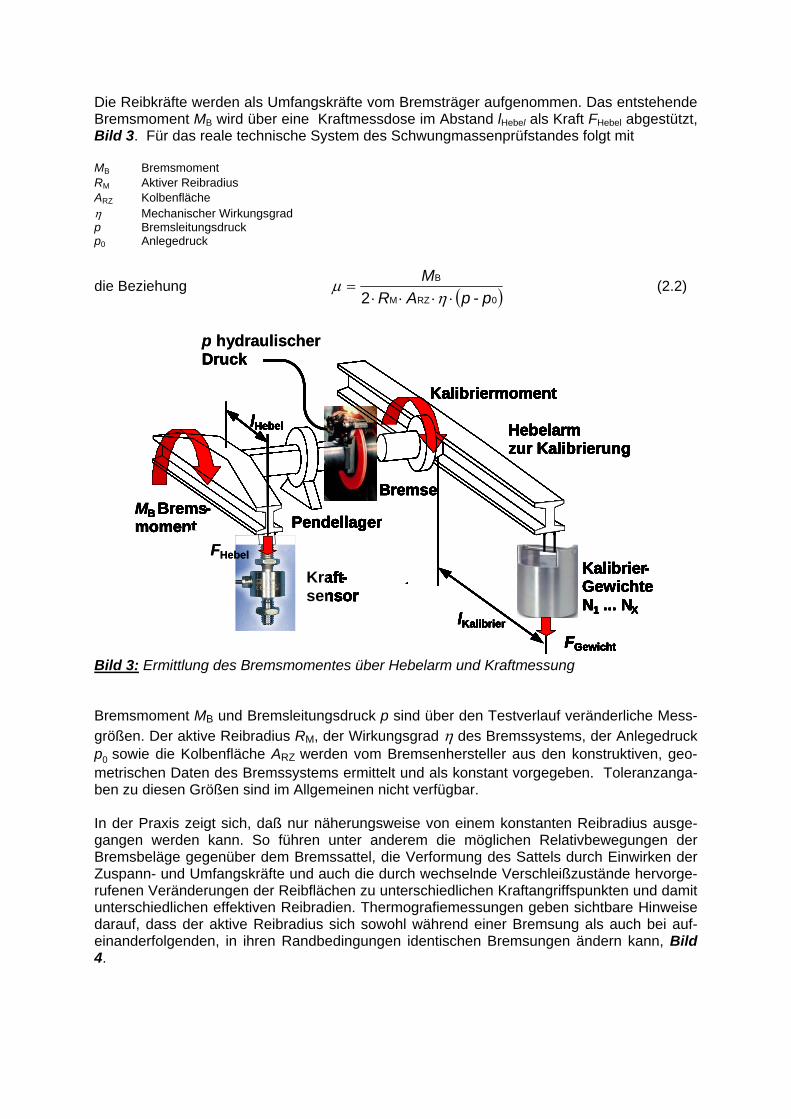
Die Reibkräfte werden als Umfangskräfte vom Bremsträger aufgenommen. Das entstehende Bremsmoment MB wird über eine Kraftmessdose im Abstand lHebel als Kraft FHebel abgestützt, Bild 3. Für das reale technische System des Schwungmassenprüfstandes folgt mit MB Bremsmoment RM Aktiver Reibradius ARZ Kolbenfläche η Mechanischer Wirkungsgrad p Bremsleitungsdruck p0 Anlegedruck
die Beziehung ( )0RZM
B
-2 ppARM
⋅⋅⋅⋅=
ηµ (2.2)
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
p hydraulischerDruck
Bremse
PendellagerMB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Druck
Bremse
PendellagerB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Bremse
PendellagerMB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Bremse
PendellagerB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
p hydraulischerDruck
Bremse
PendellagerMB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Druck
Bremse
PendellagerB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Bremse
PendellagerMB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Hebelarmzur Kalibrierung
lKalibrier
Kalibrier-GewichteN1 ... NX
Kalibriermoment
Bremse
PendellagerB Brems-moment
Kraft-sensor
lHebel
FHebel
FGewicht
Kraft-sensor
lHebel
FHebel
FGewicht
FHebel
FGewicht Bild 3: Ermittlung des Bremsmomentes über Hebelarm und Kraftmessung Bremsmoment MB und Bremsleitungsdruck p sind über den Testverlauf veränderliche Mess-größen. Der aktive Reibradius RM, der Wirkungsgrad η des Bremssystems, der Anlegedruck p0 sowie die Kolbenfläche ARZ werden vom Bremsenhersteller aus den konstruktiven, geo-metrischen Daten des Bremssystems ermittelt und als konstant vorgegeben. Toleranzanga-ben zu diesen Größen sind im Allgemeinen nicht verfügbar. In der Praxis zeigt sich, daß nur näherungsweise von einem konstanten Reibradius ausge-gangen werden kann. So führen unter anderem die möglichen Relativbewegungen der Bremsbeläge gegenüber dem Bremssattel, die Verformung des Sattels durch Einwirken der Zuspann- und Umfangskräfte und auch die durch wechselnde Verschleißzustände hervorge-rufenen Veränderungen der Reibflächen zu unterschiedlichen Kraftangriffspunkten und damit unterschiedlichen effektiven Reibradien. Thermografiemessungen geben sichtbare Hinweise darauf, dass der aktive Reibradius sich sowohl während einer Bremsung als auch bei auf-einanderfolgenden, in ihren Randbedingungen identischen Bremsungen ändern kann, Bild 4.
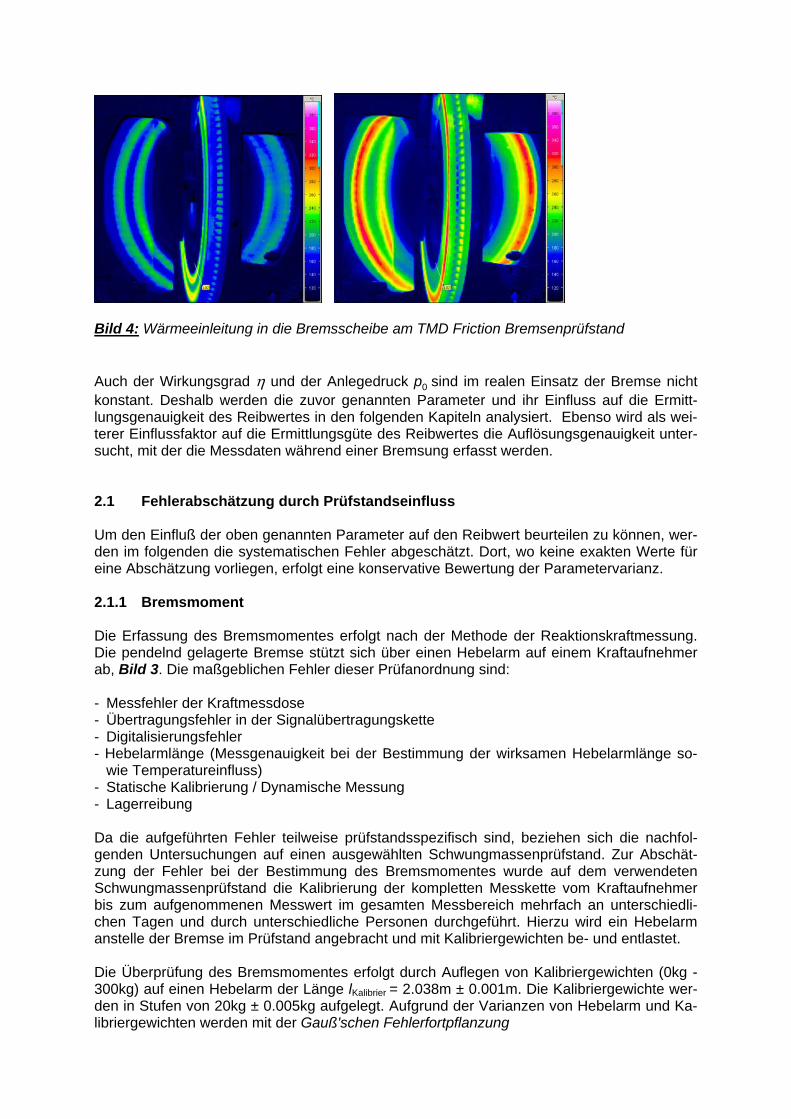
Bild 4: Wärmeeinleitung in die Bremsscheibe am TMD Friction Bremsenprüfstand Auch der Wirkungsgrad η und der Anlegedruck p0 sind im realen Einsatz der Bremse nicht konstant. Deshalb werden die zuvor genannten Parameter und ihr Einfluss auf die Ermitt-lungsgenauigkeit des Reibwertes in den folgenden Kapiteln analysiert. Ebenso wird als wei-terer Einflussfaktor auf die Ermittlungsgüte des Reibwertes die Auflösungsgenauigkeit unter-sucht, mit der die Messdaten während einer Bremsung erfasst werden. 2.1 Fehlerabschätzung durch Prüfstandseinfluss Um den Einfluß der oben genannten Parameter auf den Reibwert beurteilen zu können, wer-den im folgenden die systematischen Fehler abgeschätzt. Dort, wo keine exakten Werte für eine Abschätzung vorliegen, erfolgt eine konservative Bewertung der Parametervarianz. 2.1.1 Bremsmoment Die Erfassung des Bremsmomentes erfolgt nach der Methode der Reaktionskraftmessung. Die pendelnd gelagerte Bremse stützt sich über einen Hebelarm auf einem Kraftaufnehmer ab, Bild 3. Die maßgeblichen Fehler dieser Prüfanordnung sind: - Messfehler der Kraftmessdose - Übertragungsfehler in der Signalübertragungskette - Digitalisierungsfehler - Hebelarmlänge (Messgenauigkeit bei der Bestimmung der wirksamen Hebelarmlänge so-
wie Temperatureinfluss) - Statische Kalibrierung / Dynamische Messung - Lagerreibung Da die aufgeführten Fehler teilweise prüfstandsspezifisch sind, beziehen sich die nachfol-genden Untersuchungen auf einen ausgewählten Schwungmassenprüfstand. Zur Abschät-zung der Fehler bei der Bestimmung des Bremsmomentes wurde auf dem verwendeten Schwungmassenprüfstand die Kalibrierung der kompletten Messkette vom Kraftaufnehmer bis zum aufgenommenen Messwert im gesamten Messbereich mehrfach an unterschiedli-chen Tagen und durch unterschiedliche Personen durchgeführt. Hierzu wird ein Hebelarm anstelle der Bremse im Prüfstand angebracht und mit Kalibriergewichten be- und entlastet. Die Überprüfung des Bremsmomentes erfolgt durch Auflegen von Kalibriergewichten (0kg -300kg) auf einen Hebelarm der Länge lKalibrier = 2.038m ± 0.001m. Die Kalibriergewichte wer-den in Stufen von 20kg ± 0.005kg aufgelegt. Aufgrund der Varianzen von Hebelarm und Ka-libriergewichten werden mit der Gauß'schen Fehlerfortpflanzung
⎟⎟⎠
⎞⎜⎜⎝
⎛+∆⋅
∂∂
+∆⋅∂∂
+∆⋅∂∂
±=∆ ...22
11
max ii
xxyx
xyx
xyy (2.3)
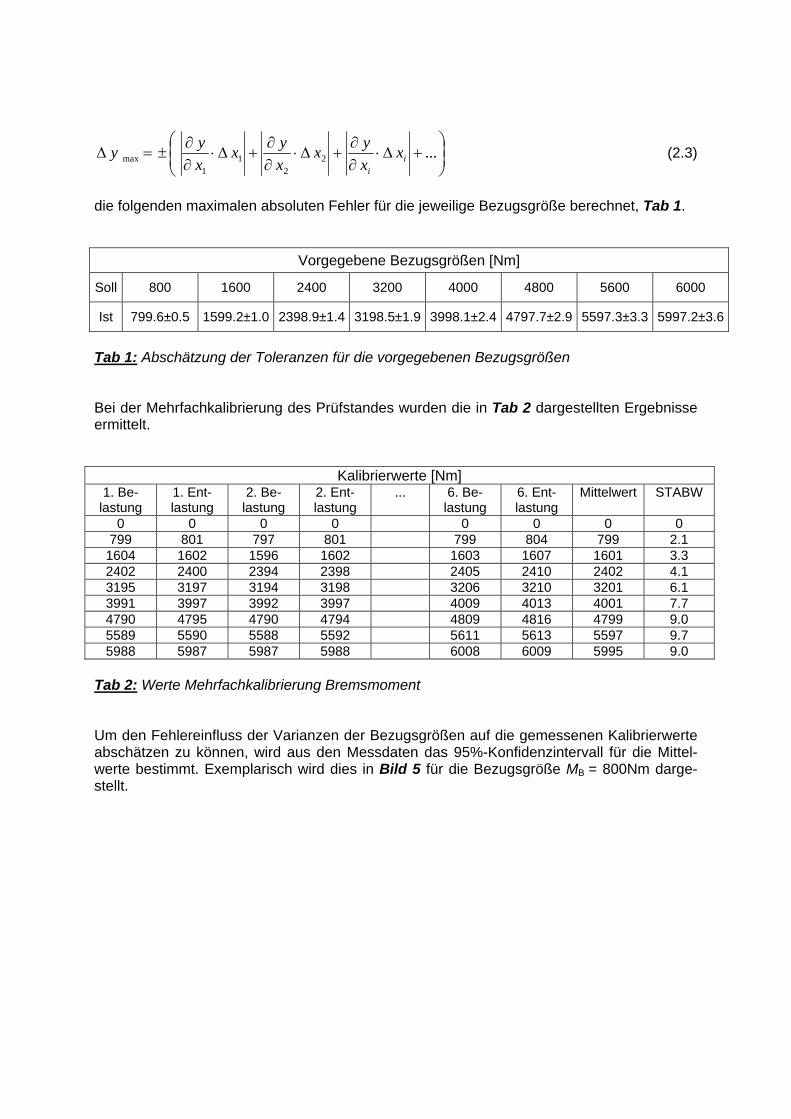
die folgenden maximalen absoluten Fehler für die jeweilige Bezugsgröße berechnet, Tab 1.
Vorgegebene Bezugsgrößen [Nm]
Soll 800 1600 2400 3200 4000 4800 5600 6000
Ist 799.6±0.5 1599.2±1.0 2398.9±1.4 3198.5±1.9 3998.1±2.4 4797.7±2.9 5597.3±3.3 5997.2±3.6
Tab 1: Abschätzung der Toleranzen für die vorgegebenen Bezugsgrößen Bei der Mehrfachkalibrierung des Prüfstandes wurden die in Tab 2 dargestellten Ergebnisse ermittelt.
Kalibrierwerte [Nm] 1. Be-
lastung 1. Ent-lastung
2. Be-lastung
2. Ent-lastung
... 6. Be-lastung
6. Ent-lastung
Mittelwert STABW
0 0 0 0 0 0 0 0 799 801 797 801 799 804 799 2.1
1604 1602 1596 1602 1603 1607 1601 3.3 2402 2400 2394 2398 2405 2410 2402 4.1 3195 3197 3194 3198 3206 3210 3201 6.1 3991 3997 3992 3997 4009 4013 4001 7.7 4790 4795 4790 4794 4809 4816 4799 9.0 5589 5590 5588 5592 5611 5613 5597 9.7 5988 5987 5987 5988 6008 6009 5995 9.0
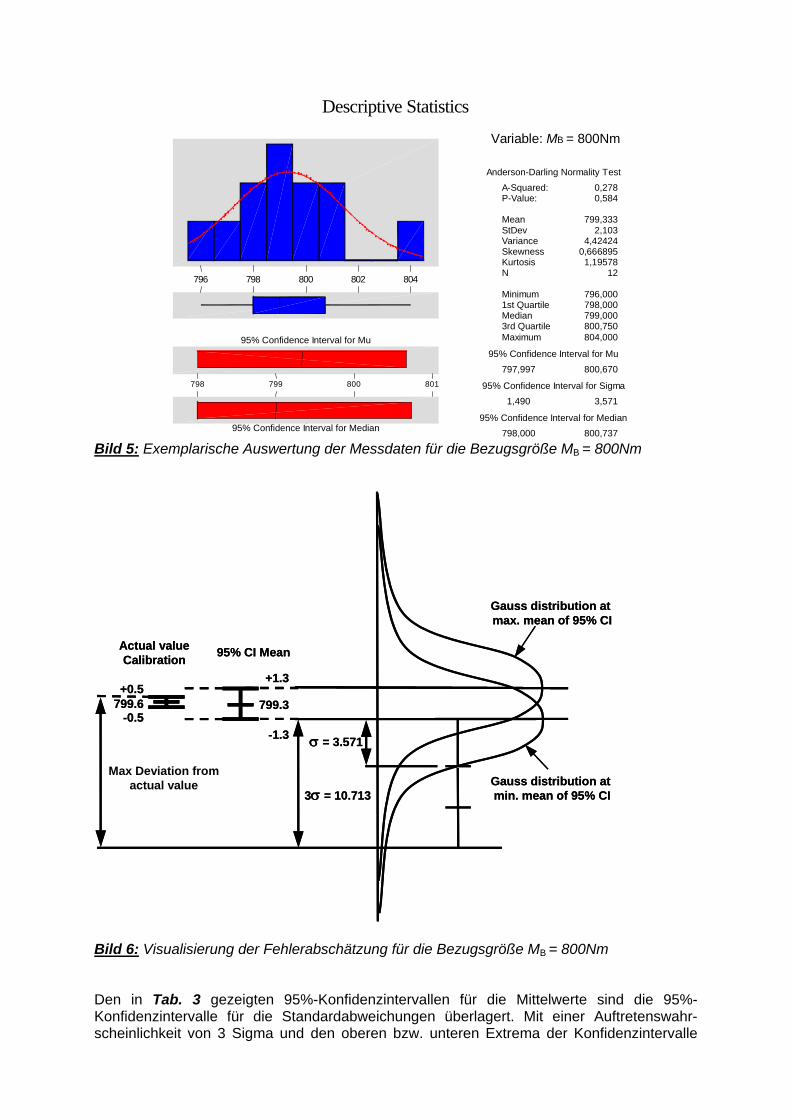
Tab 2: Werte Mehrfachkalibrierung Bremsmoment Um den Fehlereinfluss der Varianzen der Bezugsgrößen auf die gemessenen Kalibrierwerte abschätzen zu können, wird aus den Messdaten das 95%-Konfidenzintervall für die Mittel-werte bestimmt. Exemplarisch wird dies in Bild 5 für die Bezugsgröße MB = 800Nm darge-stellt.
804802800798796
95% Confidence Interval for Mu
801800799798
95% Confidence Interval for Median
Variable: MB = 800Nm
798,000
1,490
797,997
Maximum3rd QuartileMedian1st QuartileMinimum
NKurtosisSkewnessVarianceStDevMean
P-Value:A-Squared:
800,737
3,571
800,670
804,000800,750799,000798,000796,000
121,19578
0,6668954,42424
2,103799,333
0,5840,278
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test
Descriptive Statistics
804802800798796 804802800798796
95% Confidence Interval for Mu
801800799798
95% Confidence Interval for Median
Variable: MB = 800Nm
798,000
1,490
797,997
Maximum3rd QuartileMedian1st QuartileMinimum
NKurtosisSkewnessVarianceStDevMean
P-Value:A-Squared:
800,737
3,571
800,670
804,000800,750799,000798,000796,000
121,19578
0,6668954,42424
2,103799,333
0,5840,278
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test
Descriptive Statistics
Bild 5: Exemplarische Auswertung der Messdaten für die Bezugsgröße MB = 800Nm
799.6+0.5
-0.5
+1.3
-1.3
799.3
σ = 3.571
3σ = 10.713
95% CI MeanActual valueCalibration
Max Deviation fromactual value
Gauss distribution at max. mean of 95% CI
Gauss distribution at min. mean of 95% CI
799.6+0.5
-0.5
+1.3
-1.3
799.3
σ = 3.571
3σ = 10.713
95% CI MeanActual valueCalibration
Max Deviation fromactual value
Gauss distribution at max. mean of 95% CI
Gauss distribution at min. mean of 95% CI
Bild 6: Visualisierung der Fehlerabschätzung für die Bezugsgröße MB = 800Nm Den in Tab. 3 gezeigten 95%-Konfidenzintervallen für die Mittelwerte sind die 95%-Konfidenzintervalle für die Standardabweichungen überlagert. Mit einer Auftretenswahr-scheinlichkeit von 3 Sigma und den oberen bzw. unteren Extrema der Konfidenzintervalle
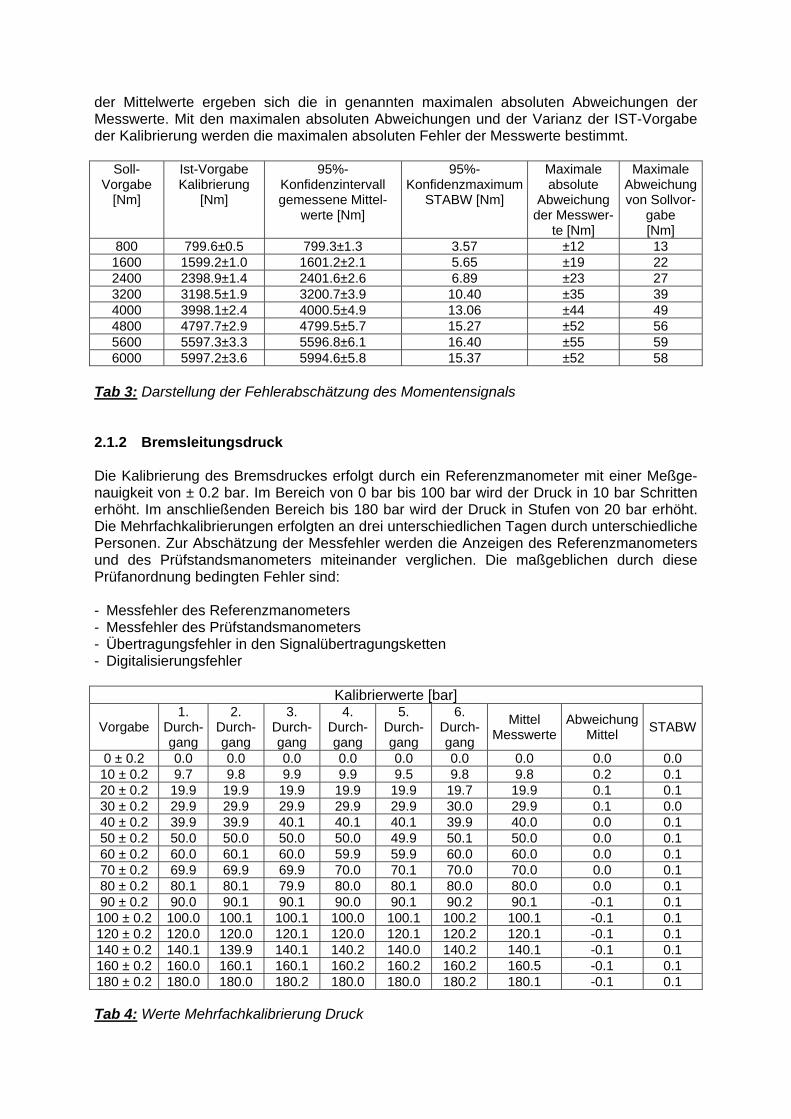
der Mittelwerte ergeben sich die in genannten maximalen absoluten Abweichungen der Messwerte. Mit den maximalen absoluten Abweichungen und der Varianz der IST-Vorgabe der Kalibrierung werden die maximalen absoluten Fehler der Messwerte bestimmt.
Soll-Vorgabe
[Nm]
Ist-Vorgabe Kalibrierung
[Nm]
95%-Konfidenzintervall gemessene Mittel-
werte [Nm]
95%-Konfidenzmaximum
STABW [Nm]
Maximale absolute
Abweichung der Messwer-
te [Nm]
Maximale Abweichung von Sollvor-
gabe [Nm]
800 799.6±0.5 799.3±1.3 3.57 ±12 13 1600 1599.2±1.0 1601.2±2.1 5.65 ±19 22 2400 2398.9±1.4 2401.6±2.6 6.89 ±23 27 3200 3198.5±1.9 3200.7±3.9 10.40 ±35 39 4000 3998.1±2.4 4000.5±4.9 13.06 ±44 49 4800 4797.7±2.9 4799.5±5.7 15.27 ±52 56 5600 5597.3±3.3 5596.8±6.1 16.40 ±55 59 6000 5997.2±3.6 5994.6±5.8 15.37 ±52 58
Tab 3: Darstellung der Fehlerabschätzung des Momentensignals 2.1.2 Bremsleitungsdruck Die Kalibrierung des Bremsdruckes erfolgt durch ein Referenzmanometer mit einer Meßge-nauigkeit von ± 0.2 bar. Im Bereich von 0 bar bis 100 bar wird der Druck in 10 bar Schritten erhöht. Im anschließenden Bereich bis 180 bar wird der Druck in Stufen von 20 bar erhöht. Die Mehrfachkalibrierungen erfolgten an drei unterschiedlichen Tagen durch unterschiedliche Personen. Zur Abschätzung der Messfehler werden die Anzeigen des Referenzmanometers und des Prüfstandsmanometers miteinander verglichen. Die maßgeblichen durch diese Prüfanordnung bedingten Fehler sind: - Messfehler des Referenzmanometers - Messfehler des Prüfstandsmanometers - Übertragungsfehler in den Signalübertragungsketten - Digitalisierungsfehler
Kalibrierwerte [bar]
Vorgabe 1.
Durch-gang
2. Durch-gang
3. Durch-gang
4. Durch-gang
5. Durch-gang
6. Durch-gang
Mittel Messwerte
Abweichung Mittel STABW
0 ± 0.2 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 10 ± 0.2 9.7 9.8 9.9 9.9 9.5 9.8 9.8 0.2 0.1 20 ± 0.2 19.9 19.9 19.9 19.9 19.9 19.7 19.9 0.1 0.1 30 ± 0.2 29.9 29.9 29.9 29.9 29.9 30.0 29.9 0.1 0.0 40 ± 0.2 39.9 39.9 40.1 40.1 40.1 39.9 40.0 0.0 0.1 50 ± 0.2 50.0 50.0 50.0 50.0 49.9 50.1 50.0 0.0 0.1 60 ± 0.2 60.0 60.1 60.0 59.9 59.9 60.0 60.0 0.0 0.1 70 ± 0.2 69.9 69.9 69.9 70.0 70.1 70.0 70.0 0.0 0.1 80 ± 0.2 80.1 80.1 79.9 80.0 80.1 80.0 80.0 0.0 0.1 90 ± 0.2 90.0 90.1 90.1 90.0 90.1 90.2 90.1 -0.1 0.1
100 ± 0.2 100.0 100.1 100.1 100.0 100.1 100.2 100.1 -0.1 0.1 120 ± 0.2 120.0 120.0 120.1 120.0 120.1 120.2 120.1 -0.1 0.1 140 ± 0.2 140.1 139.9 140.1 140.2 140.0 140.2 140.1 -0.1 0.1 160 ± 0.2 160.0 160.1 160.1 160.2 160.2 160.2 160.5 -0.1 0.1 180 ± 0.2 180.0 180.0 180.2 180.0 180.0 180.2 180.1 -0.1 0.1 Tab 4: Werte Mehrfachkalibrierung Druck
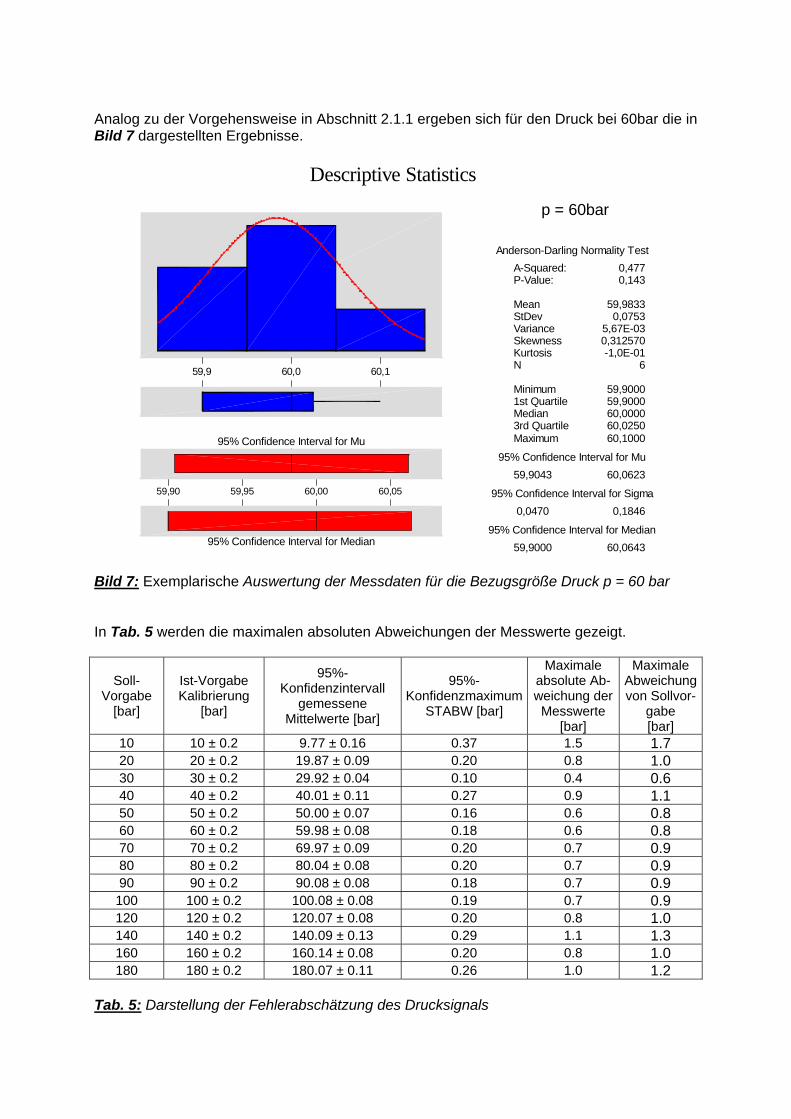
Analog zu der Vorgehensweise in Abschnitt 2.1.1 ergeben sich für den Druck bei 60bar die in Bild 7 dargestellten Ergebnisse.
60,160,059,9
95% Confidence Interval for Mu
60,0560,0059,9559,90
95% Confidence Interval for Median
Variable: 60bar
59,9000
0,0470
59,9043
Maximum3rd QuartileMedian1st QuartileMinimum
NKurtosisSkewnessVarianceStDevMean
P-Value:A-Squared:
60,0643
0,1846
60,0623
60,100060,025060,000059,900059,9000
6-1,0E-01
0,3125705,67E-03
0,075359,9833
0,1430,477
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test
Descriptive Statistics
p = 60bar
60,160,059,9
95% Confidence Interval for Mu
60,0560,0059,9559,90
95% Confidence Interval for Median
Variable: 60bar
59,9000
0,0470
59,9043
Maximum3rd QuartileMedian1st QuartileMinimum
NKurtosisSkewnessVarianceStDevMean
P-Value:A-Squared:
60,0643
0,1846
60,0623
60,100060,025060,000059,900059,9000
6-1,0E-01
0,3125705,67E-03
0,075359,9833
0,1430,477
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test
Descriptive Statistics
p = 60bar
Bild 7: Exemplarische Auswertung der Messdaten für die Bezugsgröße Druck p = 60 bar In Tab. 5 werden die maximalen absoluten Abweichungen der Messwerte gezeigt.
Soll-Vorgabe
[bar]
Ist-Vorgabe Kalibrierung
[bar]
95%-Konfidenzintervall
gemessene Mittelwerte [bar]
95%-Konfidenzmaximum
STABW [bar]
Maximale absolute Ab-weichung der Messwerte
[bar]
Maximale Abweichung von Sollvor-
gabe [bar]
10 10 ± 0.2 9.77 ± 0.16 0.37 1.5 1.7 20 20 ± 0.2 19.87 ± 0.09 0.20 0.8 1.0 30 30 ± 0.2 29.92 ± 0.04 0.10 0.4 0.6 40 40 ± 0.2 40.01 ± 0.11 0.27 0.9 1.1 50 50 ± 0.2 50.00 ± 0.07 0.16 0.6 0.8 60 60 ± 0.2 59.98 ± 0.08 0.18 0.6 0.8 70 70 ± 0.2 69.97 ± 0.09 0.20 0.7 0.9 80 80 ± 0.2 80.04 ± 0.08 0.20 0.7 0.9 90 90 ± 0.2 90.08 ± 0.08 0.18 0.7 0.9 100 100 ± 0.2 100.08 ± 0.08 0.19 0.7 0.9 120 120 ± 0.2 120.07 ± 0.08 0.20 0.8 1.0 140 140 ± 0.2 140.09 ± 0.13 0.29 1.1 1.3 160 160 ± 0.2 160.14 ± 0.08 0.20 0.8 1.0 180 180 ± 0.2 180.07 ± 0.11 0.26 1.0 1.2
Tab. 5: Darstellung der Fehlerabschätzung des Drucksignals
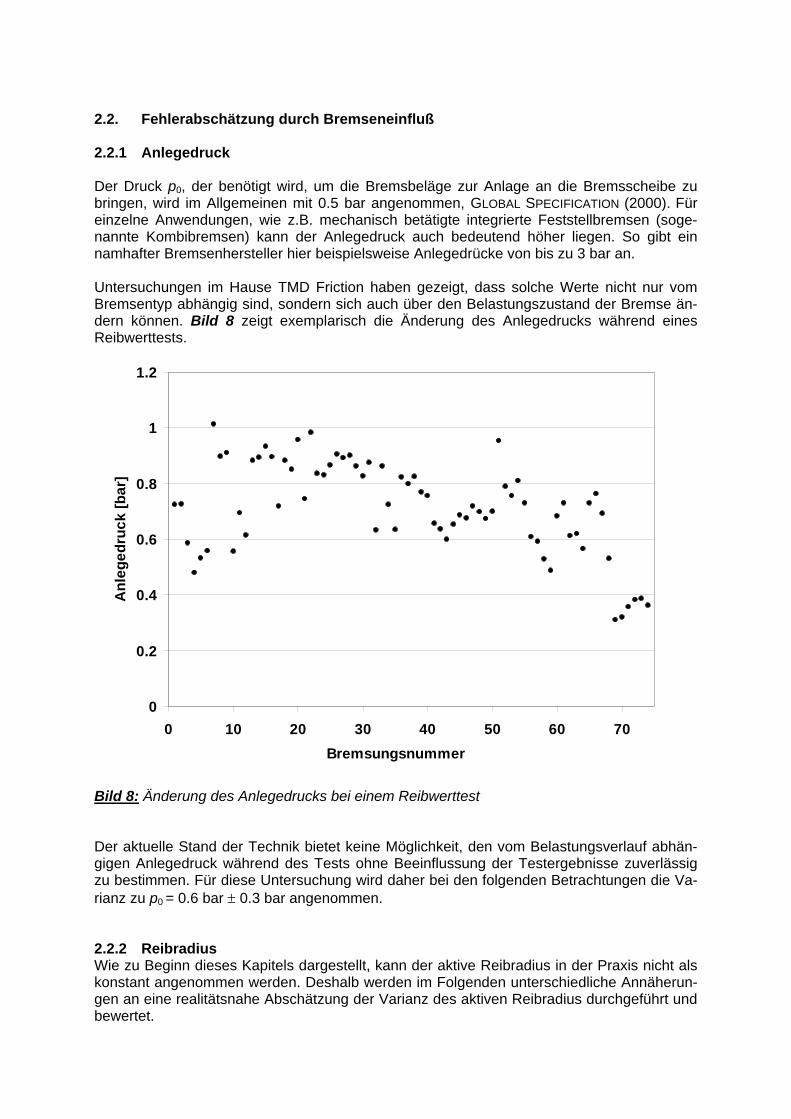
2.2. Fehlerabschätzung durch Bremseneinfluß 2.2.1 Anlegedruck Der Druck p0, der benötigt wird, um die Bremsbeläge zur Anlage an die Bremsscheibe zu bringen, wird im Allgemeinen mit 0.5 bar angenommen, GLOBAL SPECIFICATION (2000). Für einzelne Anwendungen, wie z.B. mechanisch betätigte integrierte Feststellbremsen (soge-nannte Kombibremsen) kann der Anlegedruck auch bedeutend höher liegen. So gibt ein namhafter Bremsenhersteller hier beispielsweise Anlegedrücke von bis zu 3 bar an. Untersuchungen im Hause TMD Friction haben gezeigt, dass solche Werte nicht nur vom Bremsentyp abhängig sind, sondern sich auch über den Belastungszustand der Bremse än-dern können. Bild 8 zeigt exemplarisch die Änderung des Anlegedrucks während eines Reibwerttests.
0
0.2
0.4
0.6
0.8
1
1.2
0 10 20 30 40 50 60 70Bremsungsnummer
Anl
eged
ruck
[bar
]
Bild 8: Änderung des Anlegedrucks bei einem Reibwerttest Der aktuelle Stand der Technik bietet keine Möglichkeit, den vom Belastungsverlauf abhän-gigen Anlegedruck während des Tests ohne Beeinflussung der Testergebnisse zuverlässig zu bestimmen. Für diese Untersuchung wird daher bei den folgenden Betrachtungen die Va-rianz zu p0 = 0.6 bar ± 0.3 bar angenommen. 2.2.2 Reibradius Wie zu Beginn dieses Kapitels dargestellt, kann der aktive Reibradius in der Praxis nicht als konstant angenommen werden. Deshalb werden im Folgenden unterschiedliche Annäherun-gen an eine realitätsnahe Abschätzung der Varianz des aktiven Reibradius durchgeführt und bewertet.
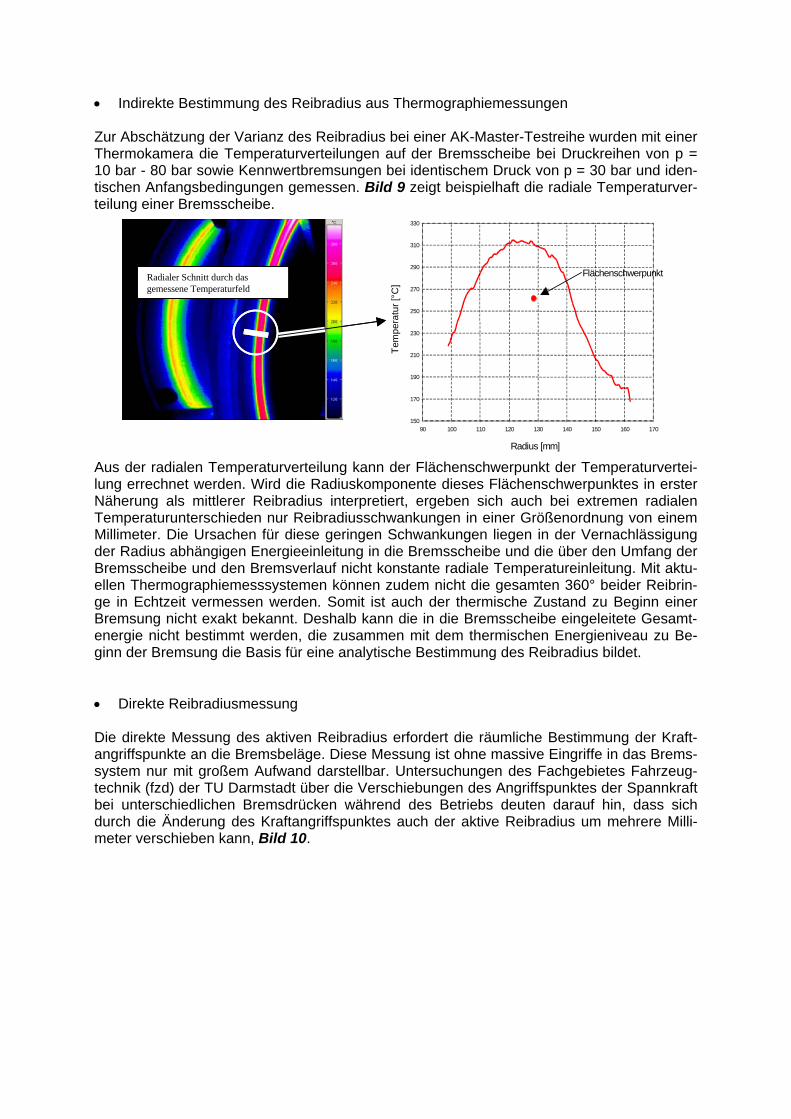
• Indirekte Bestimmung des Reibradius aus Thermographiemessungen Zur Abschätzung der Varianz des Reibradius bei einer AK-Master-Testreihe wurden mit einer Thermokamera die Temperaturverteilungen auf der Bremsscheibe bei Druckreihen von p = 10 bar - 80 bar sowie Kennwertbremsungen bei identischem Druck von p = 30 bar und iden-tischen Anfangsbedingungen gemessen. Bild 9 zeigt beispielhaft die radiale Temperaturver-teilung einer Bremsscheibe.
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
Tem
pera
tur [
°C]
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
Tem
pera
tur [
°C]
Radialer Schnitt durch das gemessene Temperaturfeld
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
Tem
pera
tur [
°C]
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
128,5
150
170
190
210
230
250
270
290
310
330
90 100 110 120 130 140 150 160 170
Radius [mm]
Flächenschwerpunkt
Tem
pera
tur [
°C]
Radialer Schnitt durch das gemessene Temperaturfeld
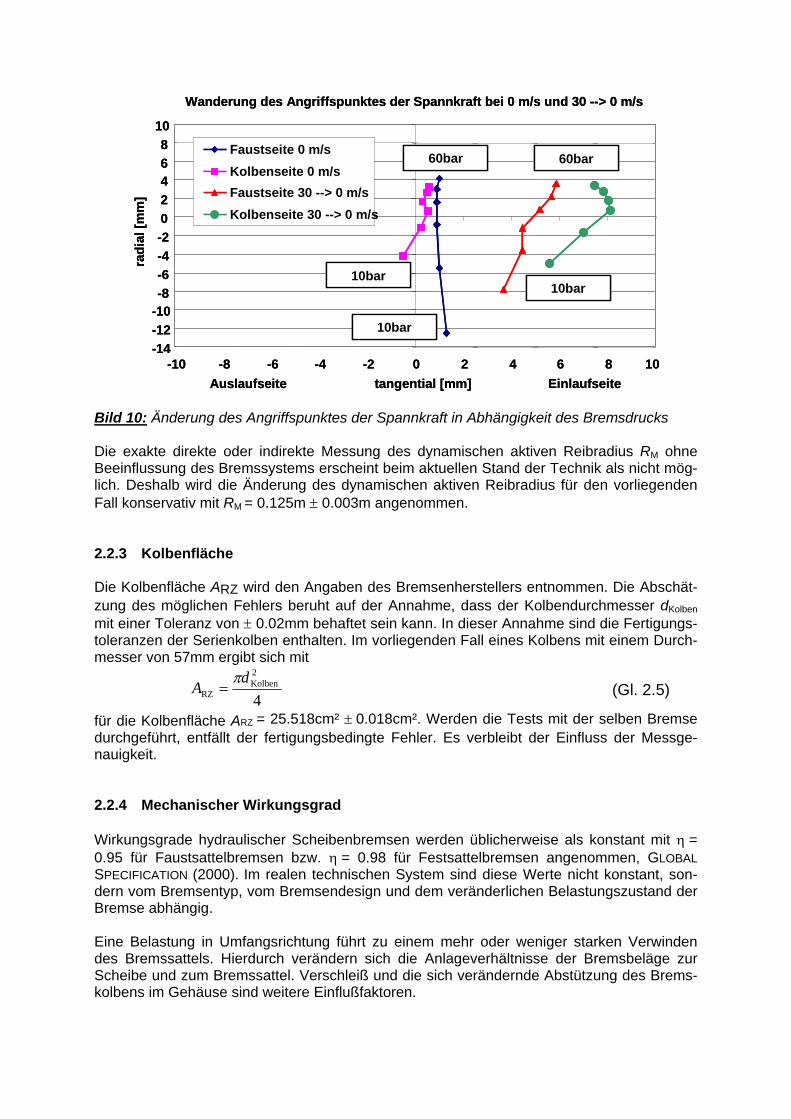
Aus der radialen Temperaturverteilung kann der Flächenschwerpunkt der Temperaturvertei-lung errechnet werden. Wird die Radiuskomponente dieses Flächenschwerpunktes in erster Näherung als mittlerer Reibradius interpretiert, ergeben sich auch bei extremen radialen Temperaturunterschieden nur Reibradiusschwankungen in einer Größenordnung von einem Millimeter. Die Ursachen für diese geringen Schwankungen liegen in der Vernachlässigung der Radius abhängigen Energieeinleitung in die Bremsscheibe und die über den Umfang der Bremsscheibe und den Bremsverlauf nicht konstante radiale Temperatureinleitung. Mit aktu-ellen Thermographiemesssystemen können zudem nicht die gesamten 360° beider Reibrin-ge in Echtzeit vermessen werden. Somit ist auch der thermische Zustand zu Beginn einer Bremsung nicht exakt bekannt. Deshalb kann die in die Bremsscheibe eingeleitete Gesamt-energie nicht bestimmt werden, die zusammen mit dem thermischen Energieniveau zu Be-ginn der Bremsung die Basis für eine analytische Bestimmung des Reibradius bildet. • Direkte Reibradiusmessung Die direkte Messung des aktiven Reibradius erfordert die räumliche Bestimmung der Kraft-angriffspunkte an die Bremsbeläge. Diese Messung ist ohne massive Eingriffe in das Brems-system nur mit großem Aufwand darstellbar. Untersuchungen des Fachgebietes Fahrzeug-technik (fzd) der TU Darmstadt über die Verschiebungen des Angriffspunktes der Spannkraft bei unterschiedlichen Bremsdrücken während des Betriebs deuten darauf hin, dass sich durch die Änderung des Kraftangriffspunktes auch der aktive Reibradius um mehrere Milli-meter verschieben kann, Bild 10.
Wanderung des Angriffspunktes der Spannkraft bei 0 m/s und 30 --> 0 m/s
-14-12-10-8-6-4-202468
10
-10 -8 -6 -4 -2 0 2 4 6 8 10Auslaufseite tangential [mm] Einlaufseite
radi
al [m
m]
Faustseite 0 m/sKolbenseite 0 m/sFaustseite 30 --> 0 m/sKolbenseite 30 --> 0 m/s
10bar
10bar
10bar
60bar 60bar
Wanderung des Angriffspunktes der Spannkraft bei 0 m/s und 30 --> 0 m/s
-14-12-10-8-6-4-202468
10
-10 -8 -6 -4 -2 0 2 4 6 8 10Auslaufseite tangential [mm] Einlaufseite
radi
al [m
m]
Faustseite 0 m/sKolbenseite 0 m/sFaustseite 30 --> 0 m/sKolbenseite 30 --> 0 m/s
10bar
10bar
10bar
60bar 60bar
Bild 10: Änderung des Angriffspunktes der Spannkraft in Abhängigkeit des Bremsdrucks
Die exakte direkte oder indirekte Messung des dynamischen aktiven Reibradius RM ohne Beeinflussung des Bremssystems erscheint beim aktuellen Stand der Technik als nicht mög-lich. Deshalb wird die Änderung des dynamischen aktiven Reibradius für den vorliegenden Fall konservativ mit RM = 0.125m ± 0.003m angenommen.
2.2.3 Kolbenfläche Die Kolbenfläche ARZ wird den Angaben des Bremsenherstellers entnommen. Die Abschät-zung des möglichen Fehlers beruht auf der Annahme, dass der Kolbendurchmesser dKolben mit einer Toleranz von ± 0.02mm behaftet sein kann. In dieser Annahme sind die Fertigungs-toleranzen der Serienkolben enthalten. Im vorliegenden Fall eines Kolbens mit einem Durch-messer von 57mm ergibt sich mit
4
2Kolben
RZd
Aπ
= (Gl. 2.5)
für die Kolbenfläche ARZ = 25.518cm² ± 0.018cm². Werden die Tests mit der selben Bremse durchgeführt, entfällt der fertigungsbedingte Fehler. Es verbleibt der Einfluss der Messge-nauigkeit. 2.2.4 Mechanischer Wirkungsgrad Wirkungsgrade hydraulischer Scheibenbremsen werden üblicherweise als konstant mit η = 0.95 für Faustsattelbremsen bzw. η = 0.98 für Festsattelbremsen angenommen, GLOBAL SPECIFICATION (2000). Im realen technischen System sind diese Werte nicht konstant, son-dern vom Bremsentyp, vom Bremsendesign und dem veränderlichen Belastungszustand der Bremse abhängig. Eine Belastung in Umfangsrichtung führt zu einem mehr oder weniger starken Verwinden des Bremssattels. Hierdurch verändern sich die Anlageverhältnisse der Bremsbeläge zur Scheibe und zum Bremssattel. Verschleiß und die sich verändernde Abstützung des Brems-kolbens im Gehäuse sind weitere Einflußfaktoren.
Die hieraus resultierenden wechselnden Kraftangriffspunkte führen während einzelner Brem-sungen und im Verlauf des Testbetriebs zu einem nicht konstanten Wirkungsgrad, der in die Reibwertberechnung eingeht. Bei den vorliegenden Untersuchungen wird für unsere Test-bremse die Varianz zu η = 0.95 ± 0.01 angenommen. 2.3 Einfluss der Abtastrate auf die Kennwertermittlung der Zeitsignale Um eine bessere Auswertbarkeit der Reibwertverläufe der 276 AK-Master-Bremsungen zu erreichen, werden durch Mittelung aus den Zeitdaten verschiedene Kennwerte gebildet. Im Folgenden soll der Einfluss der Geschwindigkeit der Messdatenerfassung (Abtastrate) auf diese Kennwerte untersucht werden.
0 0.5 1 1.5 2 2.5 30.33
0.34
0.35
0.36
0.37
0.38
0.39
0.40
0.41
Abtastrate = 11025 HzAbtastrate = 20 HzAbtastrate = 5 Hz
Rei
bwer
t µ
Zeit [s]
FFT des
11025 Hz Signals
100 200 300 400 5000
0.5
1
1.5
2
2.5x 10-3
Frequenz in Hz
Ampl
itude
µ
0 0.5 1 1.5 2 2.5 30.33
0.34
0.35
0.36
0.37
0.38
0.39
0.40
0.41
Abtastrate = 11025 HzAbtastrate = 20 HzAbtastrate = 5 Hz
Rei
bwer
t µ
Zeit [s]
FFT des
11025 Hz Signals
100 200 300 400 5000
0.5
1
1.5
2
2.5x 10-3
Frequenz in Hz
Ampl
itude
µ
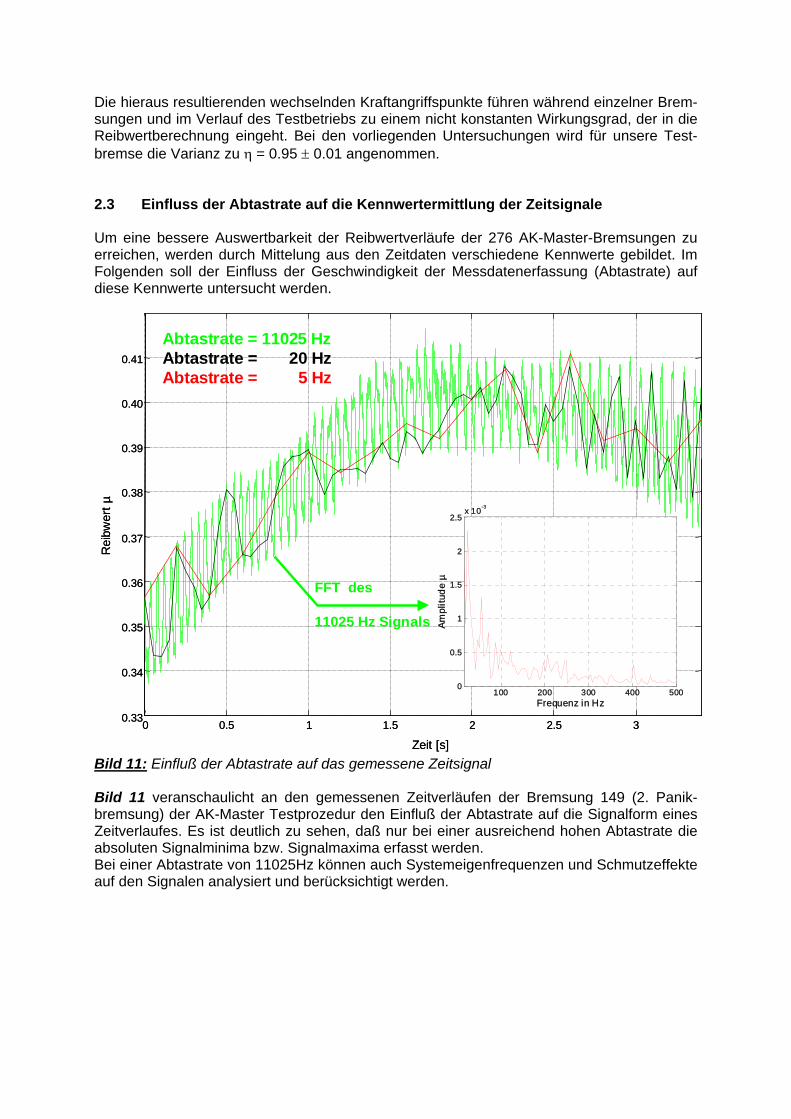
Bild 11: Einfluß der Abtastrate auf das gemessene Zeitsignal Bild 11 veranschaulicht an den gemessenen Zeitverläufen der Bremsung 149 (2. Panik-bremsung) der AK-Master Testprozedur den Einfluß der Abtastrate auf die Signalform eines Zeitverlaufes. Es ist deutlich zu sehen, daß nur bei einer ausreichend hohen Abtastrate die absoluten Signalminima bzw. Signalmaxima erfasst werden. Bei einer Abtastrate von 11025Hz können auch Systemeigenfrequenzen und Schmutzeffekte auf den Signalen analysiert und berücksichtigt werden.
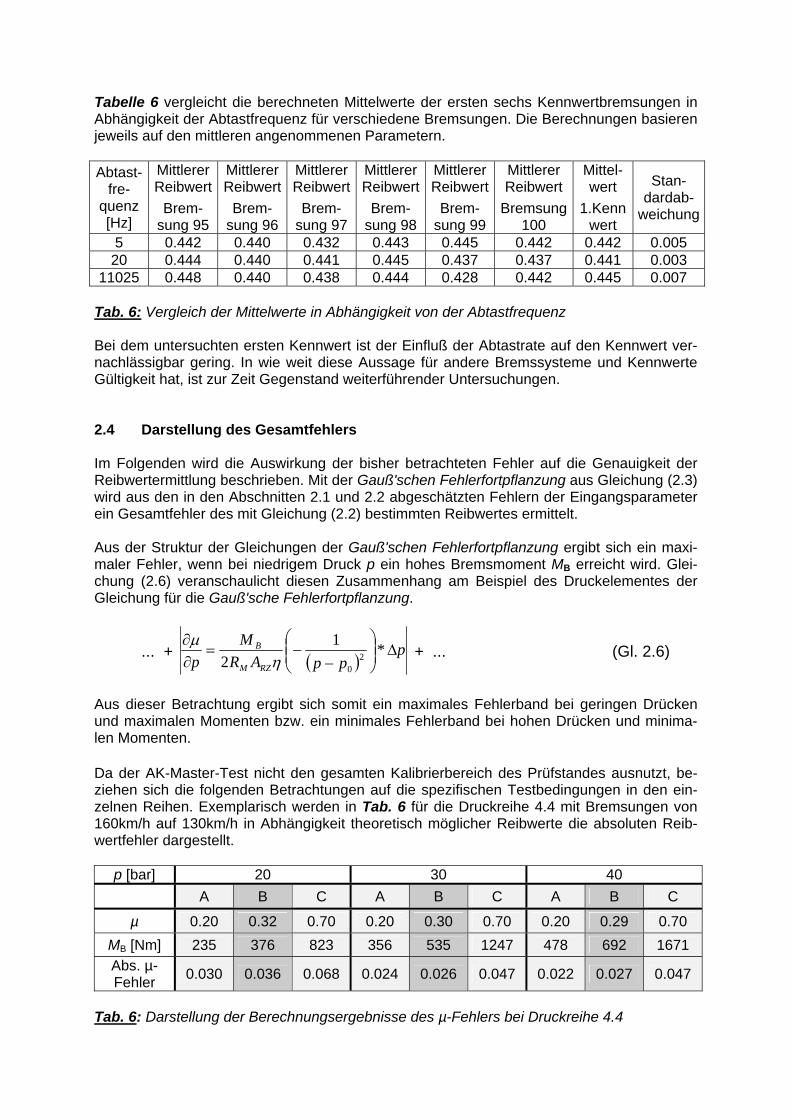
Tabelle 6 vergleicht die berechneten Mittelwerte der ersten sechs Kennwertbremsungen in Abhängigkeit der Abtastfrequenz für verschiedene Bremsungen. Die Berechnungen basieren jeweils auf den mittleren angenommenen Parametern. Abtast-
fre-quenz [Hz]
Mittlerer Reibwert
Brem-sung 95
Mittlerer Reibwert
Brem-sung 96
Mittlerer Reibwert
Brem-sung 97
Mittlerer Reibwert
Brem-sung 98
Mittlerer Reibwert
Brem-sung 99
Mittlerer Reibwert
Bremsung 100
Mittel-wert
1.Kennwert
Stan-dardab-
weichung
5 0.442 0.440 0.432 0.443 0.445 0.442 0.442 0.005 20 0.444 0.440 0.441 0.445 0.437 0.437 0.441 0.003
11025 0.448 0.440 0.438 0.444 0.428 0.442 0.445 0.007 Tab. 6: Vergleich der Mittelwerte in Abhängigkeit von der Abtastfrequenz Bei dem untersuchten ersten Kennwert ist der Einfluß der Abtastrate auf den Kennwert ver-nachlässigbar gering. In wie weit diese Aussage für andere Bremssysteme und Kennwerte Gültigkeit hat, ist zur Zeit Gegenstand weiterführender Untersuchungen. 2.4 Darstellung des Gesamtfehlers Im Folgenden wird die Auswirkung der bisher betrachteten Fehler auf die Genauigkeit der Reibwertermittlung beschrieben. Mit der Gauß'schen Fehlerfortpflanzung aus Gleichung (2.3) wird aus den in den Abschnitten 2.1 und 2.2 abgeschätzten Fehlern der Eingangsparameter ein Gesamtfehler des mit Gleichung (2.2) bestimmten Reibwertes ermittelt. Aus der Struktur der Gleichungen der Gauß'schen Fehlerfortpflanzung ergibt sich ein maxi-maler Fehler, wenn bei niedrigem Druck p ein hohes Bremsmoment MB erreicht wird. Glei-chung (2.6) veranschaulicht diesen Zusammenhang am Beispiel des Druckelementes der Gleichung für die Gauß'sche Fehlerfortpflanzung.
... + ( )p
ppARM
p RZM
B ∆⎟⎟⎠
⎞⎜⎜⎝
⎛
−−=
∂∂ *1
2 20η
µ + ... (Gl. 2.6)
Aus dieser Betrachtung ergibt sich somit ein maximales Fehlerband bei geringen Drücken und maximalen Momenten bzw. ein minimales Fehlerband bei hohen Drücken und minima-len Momenten. Da der AK-Master-Test nicht den gesamten Kalibrierbereich des Prüfstandes ausnutzt, be-ziehen sich die folgenden Betrachtungen auf die spezifischen Testbedingungen in den ein-zelnen Reihen. Exemplarisch werden in Tab. 6 für die Druckreihe 4.4 mit Bremsungen von 160km/h auf 130km/h in Abhängigkeit theoretisch möglicher Reibwerte die absoluten Reib-wertfehler dargestellt.
p [bar] 20 30 40 A B C A B C A B C
µ 0.20 0.32 0.70 0.20 0.30 0.70 0.20 0.29 0.70 MB [Nm] 235 376 823 356 535 1247 478 692 1671 Abs. µ-Fehler 0.030 0.036 0.068 0.024 0.026 0.047 0.022 0.027 0.047
Tab. 6: Darstellung der Berechnungsergebnisse des µ-Fehlers bei Druckreihe 4.4
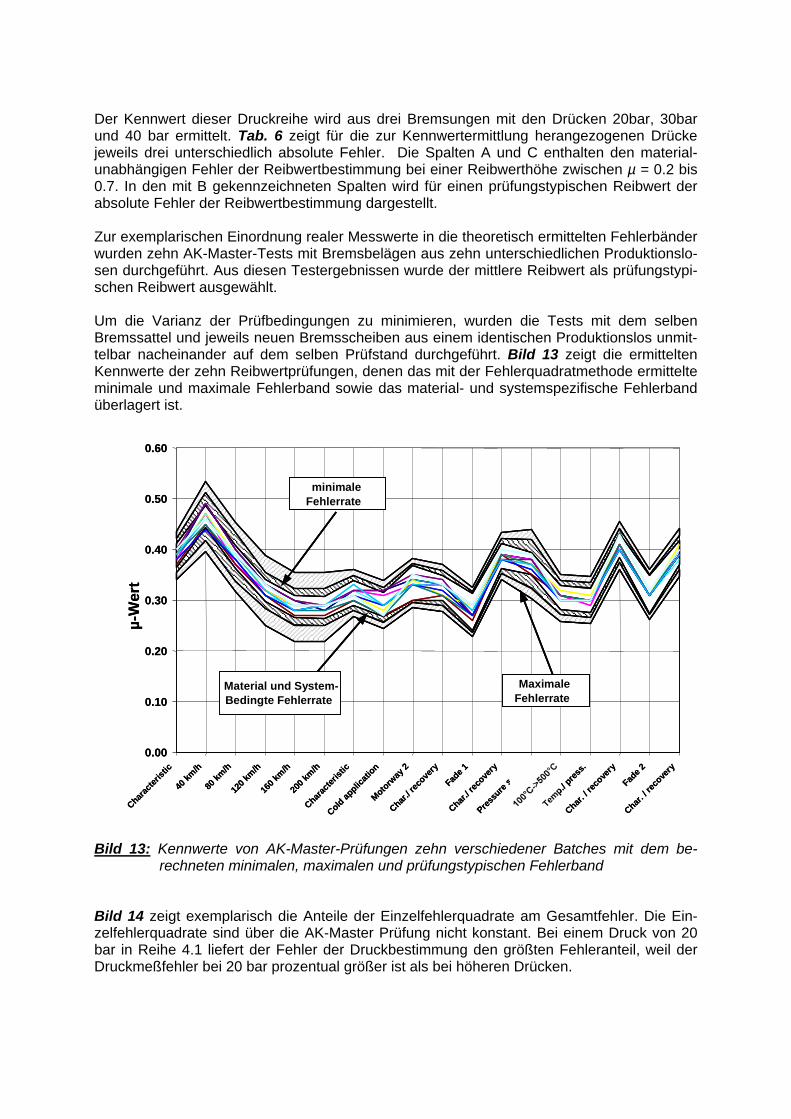
Der Kennwert dieser Druckreihe wird aus drei Bremsungen mit den Drücken 20bar, 30bar und 40 bar ermittelt. Tab. 6 zeigt für die zur Kennwertermittlung herangezogenen Drücke jeweils drei unterschiedlich absolute Fehler. Die Spalten A und C enthalten den material-unabhängigen Fehler der Reibwertbestimmung bei einer Reibwerthöhe zwischen µ = 0.2 bis 0.7. In den mit B gekennzeichneten Spalten wird für einen prüfungstypischen Reibwert der absolute Fehler der Reibwertbestimmung dargestellt. Zur exemplarischen Einordnung realer Messwerte in die theoretisch ermittelten Fehlerbänder wurden zehn AK-Master-Tests mit Bremsbelägen aus zehn unterschiedlichen Produktionslo-sen durchgeführt. Aus diesen Testergebnissen wurde der mittlere Reibwert als prüfungstypi-schen Reibwert ausgewählt. Um die Varianz der Prüfbedingungen zu minimieren, wurden die Tests mit dem selben Bremssattel und jeweils neuen Bremsscheiben aus einem identischen Produktionslos unmit-telbar nacheinander auf dem selben Prüfstand durchgeführt. Bild 13 zeigt die ermittelten Kennwerte der zehn Reibwertprüfungen, denen das mit der Fehlerquadratmethode ermittelte minimale und maximale Fehlerband sowie das material- und systemspezifische Fehlerband überlagert ist.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
Characte
ristic
40 km
/h
80 km
/h
120 k
m/h
160 k
m/h
200 k
m/h
Characte
ristic
Cold applic
ation
Motorway
2
Char./ re
cove
ry
Fade 1
Char./ re
cove
ry
Pressu
re se
ries
Temp./ p
ress.
Char. / r
ecove
ry
Fade 2
Char. / r
ecove
ry
µ-W
ert
minimaleFehlerrate
MaximaleFehlerrate
Material und System-Bedingte Fehlerrate
0.00
0.10
0.20
0.30
0.40
0.50
0.60
Characte
ristic
40 km
/h
80 km
/h
120 k
m/h
160 k
m/h
200 k
m/h
Characte
ristic
Cold applic
ation
Motorway
2
Char./ re
cove
ry
Fade 1
Char./ re
cove
ry
Pressu
re se
ries
Temp./ p
ress.
Char. / r
ecove
ry
Fade 2
Char. / r
ecove
ry
µ-W
ert
minimaleFehlerrate
MaximaleFehlerrate
Material und System-Bedingte Fehlerrate
Bild 13: Kennwerte von AK-Master-Prüfungen zehn verschiedener Batches mit dem be- rechneten minimalen, maximalen und prüfungstypischen Fehlerband Bild 14 zeigt exemplarisch die Anteile der Einzelfehlerquadrate am Gesamtfehler. Die Ein-zelfehlerquadrate sind über die AK-Master Prüfung nicht konstant. Bei einem Druck von 20 bar in Reihe 4.1 liefert der Fehler der Druckbestimmung den größten Fehleranteil, weil der Druckmeßfehler bei 20 bar prozentual größer ist als bei höheren Drücken.
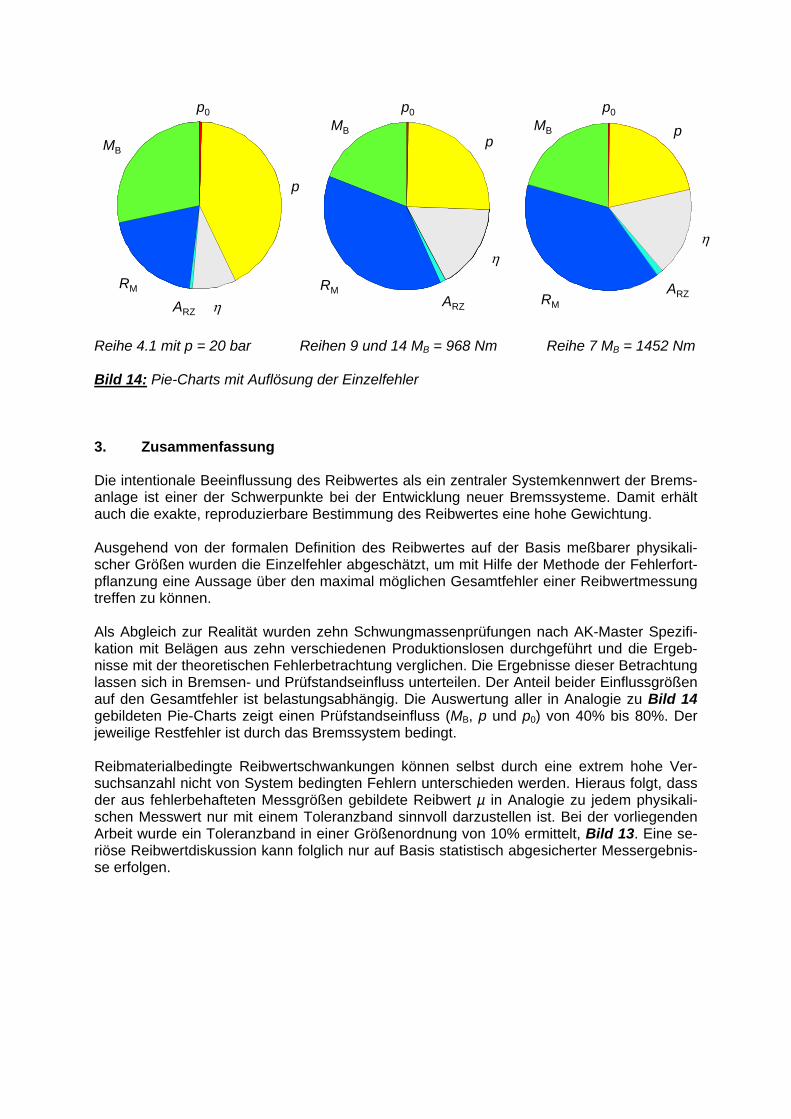
Reihe 4.1 mit p = 20 bar Reihen 9 und 14 MB = 968 Nm Reihe 7 MB = 1452 Nm Bild 14: Pie-Charts mit Auflösung der Einzelfehler 3. Zusammenfassung Die intentionale Beeinflussung des Reibwertes als ein zentraler Systemkennwert der Brems-anlage ist einer der Schwerpunkte bei der Entwicklung neuer Bremssysteme. Damit erhält auch die exakte, reproduzierbare Bestimmung des Reibwertes eine hohe Gewichtung. Ausgehend von der formalen Definition des Reibwertes auf der Basis meßbarer physikali-scher Größen wurden die Einzelfehler abgeschätzt, um mit Hilfe der Methode der Fehlerfort-pflanzung eine Aussage über den maximal möglichen Gesamtfehler einer Reibwertmessung treffen zu können. Als Abgleich zur Realität wurden zehn Schwungmassenprüfungen nach AK-Master Spezifi-kation mit Belägen aus zehn verschiedenen Produktionslosen durchgeführt und die Ergeb-nisse mit der theoretischen Fehlerbetrachtung verglichen. Die Ergebnisse dieser Betrachtung lassen sich in Bremsen- und Prüfstandseinfluss unterteilen. Der Anteil beider Einflussgrößen auf den Gesamtfehler ist belastungsabhängig. Die Auswertung aller in Analogie zu Bild 14 gebildeten Pie-Charts zeigt einen Prüfstandseinfluss (MB, p und p0) von 40% bis 80%. Der jeweilige Restfehler ist durch das Bremssystem bedingt. Reibmaterialbedingte Reibwertschwankungen können selbst durch eine extrem hohe Ver-suchsanzahl nicht von System bedingten Fehlern unterschieden werden. Hieraus folgt, dass der aus fehlerbehafteten Messgrößen gebildete Reibwert µ in Analogie zu jedem physikali-schen Messwert nur mit einem Toleranzband sinnvoll darzustellen ist. Bei der vorliegenden Arbeit wurde ein Toleranzband in einer Größenordnung von 10% ermittelt, Bild 13. Eine se-riöse Reibwertdiskussion kann folglich nur auf Basis statistisch abgesicherter Messergebnis-se erfolgen.
p0
p
η
ARZ
RM
MB
p0
p
η
ARZ
RM
MB
p0
p
η
ARZRM
MB
p0
p
η
ARZRM
MB
p0
p
ηARZ
RM
MB
p0
p
ηARZ
RM
MB
p0 p0 p0
MB
MB MB pp
p
RM RMRMARZ
ARZ
ARZη
ηη
p0
p
η
ARZ
RM
MB
p0
p
η
ARZ
RM
MB
p0
p
η
ARZRM
MB
p0
p
η
ARZRM
MB
p0
p
ηARZ
RM
MB
p0
p
ηARZ
RM
MB
p0 p0 p0
MB
MB MB pp
p
RM RMRMARZ
ARZ
ARZη
ηη
4 Literatur 1 COULOMB, C. A., Memoires de Mathematiques et de Physique de l'Academie des Scien-ces, 10 (Paris, 1785), S. 161-331 2 BRECHT, J., Untersuchungen zum Bremsenknarzen – Ein Beitrag zur Beschreibung von Schwingungen in Bremssystemen, (Siegen, 2000), S. 63 3 SCHICKER, R. ; WEGENER,G., HBM "Drehmoment richtig messen", S. 14 4 GLOBAL SPECIFICATION, (2000) 5 AK-Master SPECIFICATION, Arbeitskreis Reibbelagindustrie, (1998) 6 WEGENER, DR. GEORG, HBM Hotline 1/04, (2004), S. 6-S. 9 7 STEEGE, R., TMD-Infothek-Vortrag 5/05, (2005)
Related Documents











