第 2 章 プレス機械の基礎 2.2 機械プレス 機械プレスの機能を特徴づける構成要素には、スライドの運動様式、駆動方法やフレーム形式等 があり、これらによる分類を 図 2.3 に示す。 ここでは、機械プレスの基本な事項として能力、仕様、精度特性、駆動機構による運動特性を 紹介する。 2.2.1 プレス能力の3要素 “プレスがどの程度の成形をすることが出来るのか”をあらわす項目をプレス能力といい、基本 的な圧力 ( 加圧) 能力、トルク能力、仕事能力がありプレス能力の 3 要素という。 1) 圧力 (加圧) 能力 圧力能力は加圧能力とも呼ばれ、成形時にプレスの構造部材が安全に耐えられる最大荷重である。 機械プレスは過負荷が作用すると停止する液圧プレスと異なり、特に下死点付近では理論的に無限 大の荷重が発生する可能性があり、プレスや金型を破損させる原因になる。これを防止するため、 多くの機械プレスが油圧式のオーバーロードプロテクタを装備している。 図 2.3 構成要素による機械プレスの分類

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
第 2章 プレス機械の基礎
2.2 機械プレス
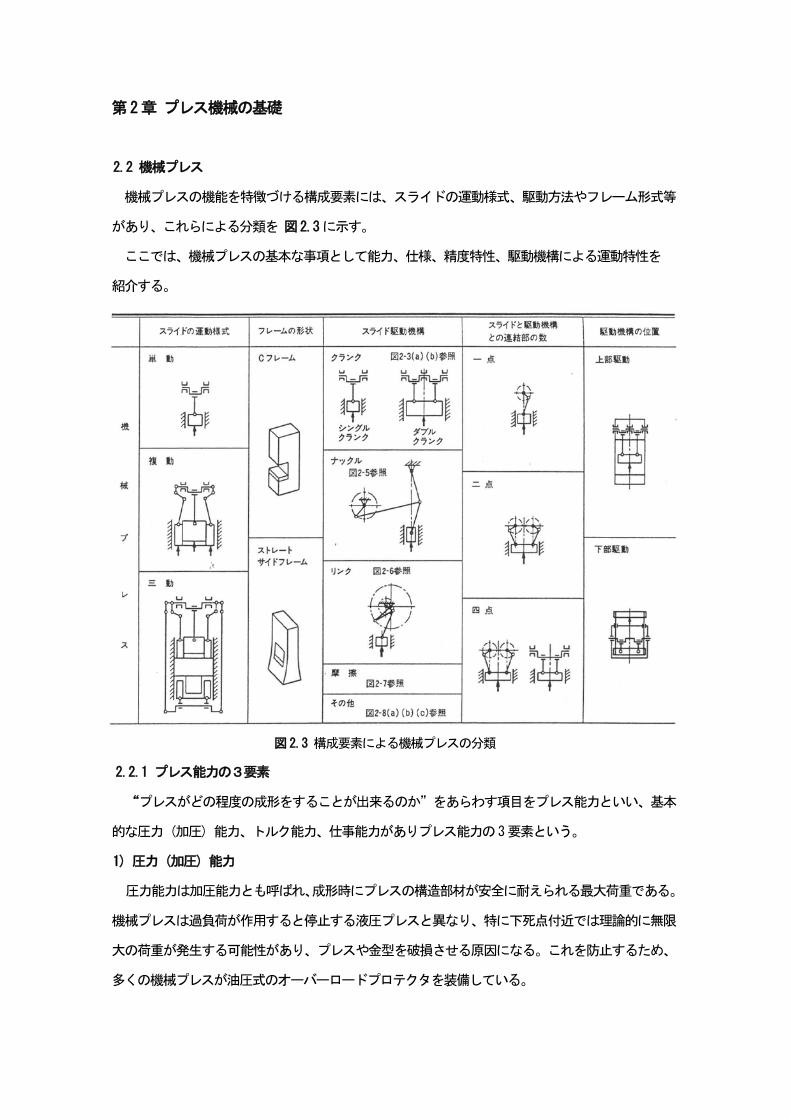
機械プレスの機能を特徴づける構成要素には、スライドの運動様式、駆動方法やフレーム形式等
があり、これらによる分類を 図2.3に示す。
ここでは、機械プレスの基本な事項として能力、仕様、精度特性、駆動機構による運動特性を
紹介する。
2.2.1 プレス能力の3要素
“プレスがどの程度の成形をすることが出来るのか”をあらわす項目をプレス能力といい、基本
的な圧力 (加圧) 能力、トルク能力、仕事能力がありプレス能力の 3要素という。
1) 圧力 (加圧) 能力
圧力能力は加圧能力とも呼ばれ、成形時にプレスの構造部材が安全に耐えられる最大荷重である。
機械プレスは過負荷が作用すると停止する液圧プレスと異なり、特に下死点付近では理論的に無限
大の荷重が発生する可能性があり、プレスや金型を破損させる原因になる。これを防止するため、
多くの機械プレスが油圧式のオーバーロードプロテクタを装備している。
図 2.3 構成要素による機械プレスの分類
2) トルク能力
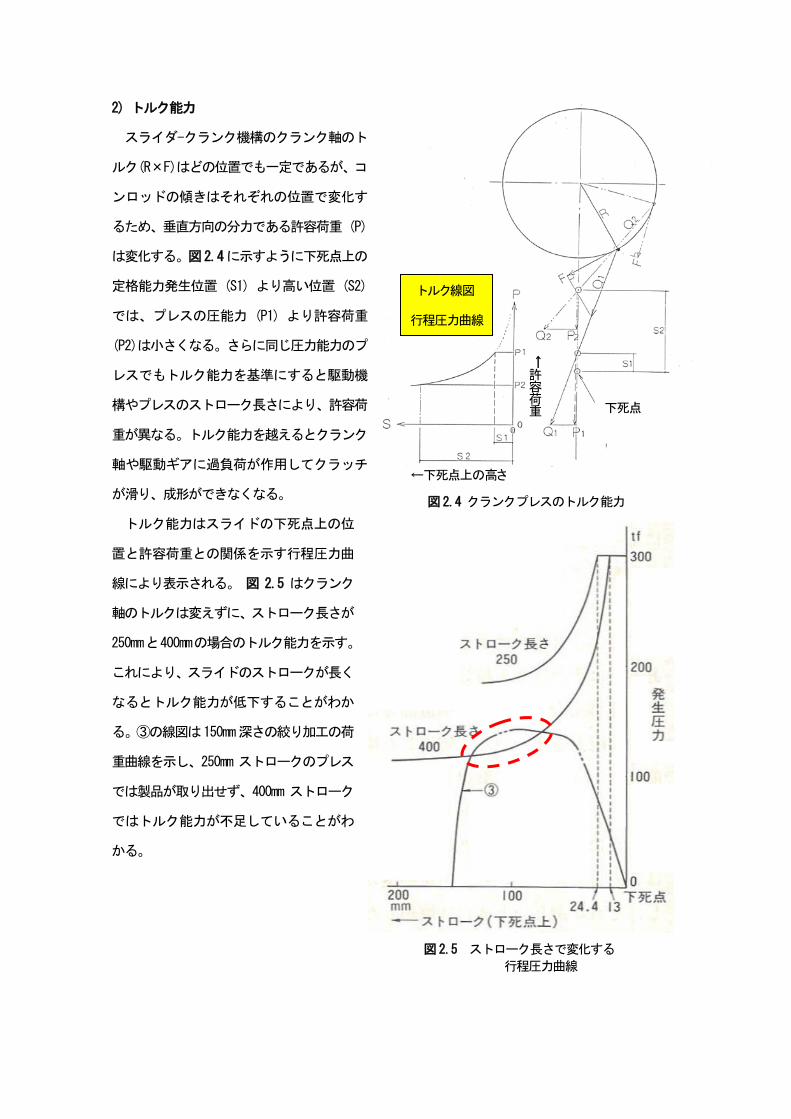
スライダ-クランク機構のクランク軸のト
ルク(R×F)はどの位置でも一定であるが、コ
ンロッドの傾きはそれぞれの位置で変化す
るため、垂直方向の分力である許容荷重 (P)
は変化する。図2.4に示すように下死点上の
定格能力発生位置 (S1) より高い位置 (S2)
では、プレスの圧能力 (P1) より許容荷重
(P2)は小さくなる。さらに同じ圧力能力のプ
レスでもトルク能力を基準にすると駆動機
構やプレスのストローク長さにより、許容荷
重が異なる。トルク能力を越えるとクランク
軸や駆動ギアに過負荷が作用してクラッチ
が滑り、成形ができなくなる。
トルク能力はスライドの下死点上の位
置と許容荷重との関係を示す行程圧力曲
線により表示される。 図 2.5 はクランク
軸のトルクは変えずに、ストローク長さが
250mmと400mmの場合のトルク能力を示す。
これにより、スライドのストロークが長く
なるとトルク能力が低下することがわか
る。③の線図は150mm深さの絞り加工の荷
重曲線を示し、250mm ストロークのプレス
では製品が取り出せず、400mm ストローク
ではトルク能力が不足していることがわ
かる。
←
許容荷重
トルク線図
行程圧力曲線
下死点
←下死点上の高さ
図 2.4 クランクプレスのトルク能力
図 2.5 ストローク長さで変化する
行程圧力曲線

3) 仕事能力
機械プレスによる成形は、フライホイールの回転エネルギを消費することにより行われる。 従
って、1回の仕事毎にフライホイールの回転数は低下し、モーターよりこれを回復させる。仕事能
力とは、毎回の作業において生産数の低下が無くて継続して作業ができるエネルギ能力である。図
2.6 の右下の線図は能力 1600 kN の汎用プレスの連続作業エネルギを示す。フライホイールエネル
ギは回転数の 2 乗に比例するため、毎分のプレス生産数の低い領域では仕事能力が低下することが
わかる。
図 2.6 連続作業エネルギ線図と断続spm (アイダエンジニアリング㈱)
フライホイールエネルギーは回転数の
2乗に比例するため、低 SPM域では
作業エネルギーは低下
モーターの回復時間が短く
なるため、作業エネルギーが
制限される。
継続許容エネルギー
2.2.2 プレス機械の基本特性
1) 精度
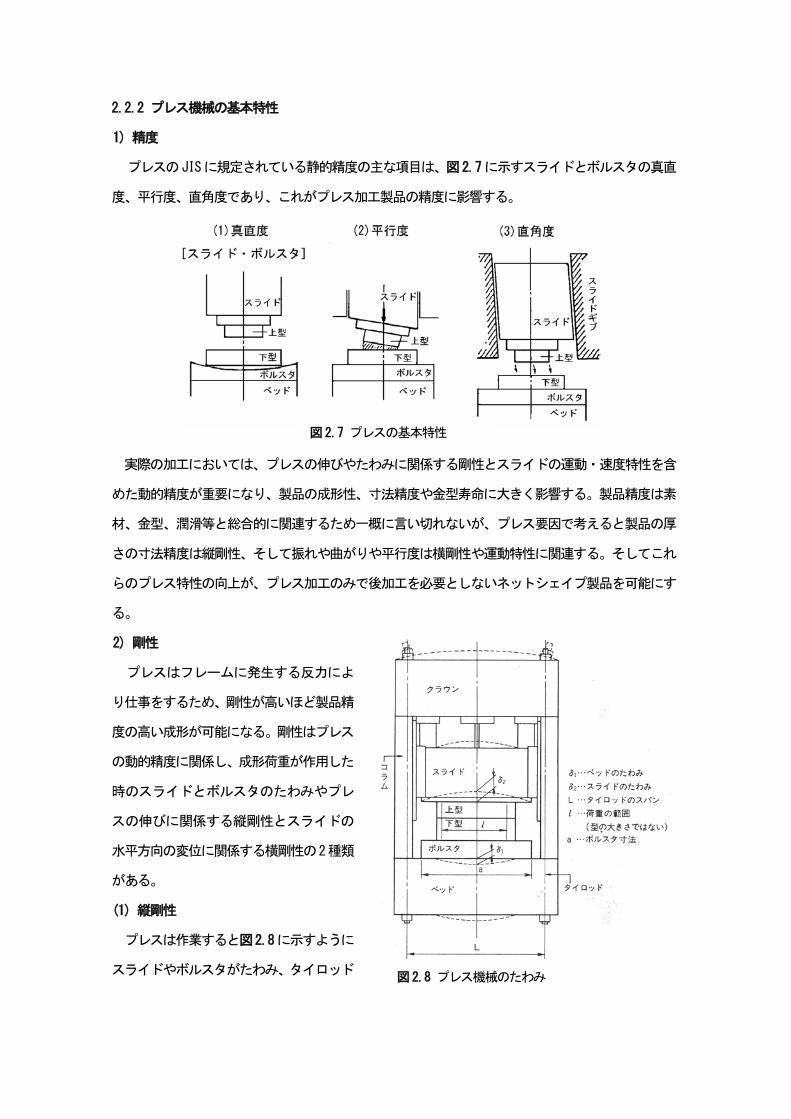
プレスのJISに規定されている静的精度の主な項目は、図2.7に示すスライドとボルスタの真直
度、平行度、直角度であり、これがプレス加工製品の精度に影響する。
実際の加工においては、プレスの伸びやたわみに関係する剛性とスライドの運動・速度特性を含
めた動的精度が重要になり、製品の成形性、寸法精度や金型寿命に大きく影響する。製品精度は素
材、金型、潤滑等と総合的に関連するため一概に言い切れないが、プレス要因で考えると製品の厚
さの寸法精度は縦剛性、そして振れや曲がりや平行度は横剛性や運動特性に関連する。そしてこれ
らのプレス特性の向上が、プレス加工のみで後加工を必要としないネットシェイプ製品を可能にす
る。
2) 剛性
プレスはフレームに発生する反力によ
り仕事をするため、剛性が高いほど製品精
度の高い成形が可能になる。剛性はプレス
の動的精度に関係し、成形荷重が作用した
時のスライドとボルスタのたわみやプレ
スの伸びに関係する縦剛性とスライドの
水平方向の変位に関係する横剛性の2種類
がある。
(1) 縦剛性
プレスは作業すると図2.8に示すように
スライドやボルスタがたわみ、タイロッド
図 2.7 プレスの基本特性
図 2.8 プレス機械のたわみ
は伸びる。プレスの剛性の目安としては、作業面積の 2/3 に等分布荷重が作用した時のスライドや
ボルスタのたわみ量を示す剛性値がある。剛性値 1/10000とは作業面の左右寸法が 1000mmの場合、
スライドあるいはボルスタのセンターが0.1mmたわむことを示す。
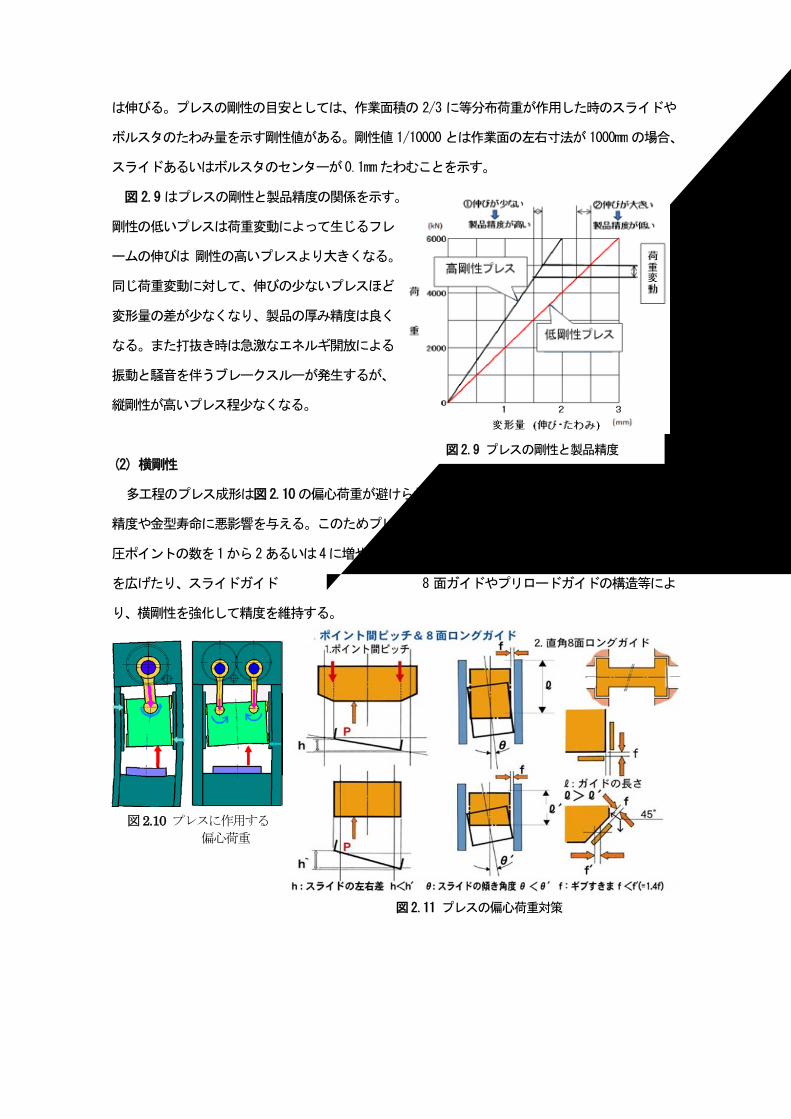
図 2.9はプレスの剛性と製品精度の関係を示す。
剛性の低いプレスは荷重変動によって生じるフレ
ームの伸びは 剛性の高いプレスより大きくなる。
同じ荷重変動に対して、伸びの少ないプレスほど
変形量の差が少なくなり、製品の厚み精度は良く
なる。また打抜き時は急激なエネルギ開放による
振動と騒音を伴うブレークスルーが発生するが、
縦剛性が高いプレス程少なくなる。
(2) 横剛性
多工程のプレス成形は図2.10の偏心荷重が避けられず、スライドは傾き水平方向に移動して製品
精度や金型寿命に悪影響を与える。このためプレスは許容偏心荷重を高めるためには、基本的に受
圧ポイントの数を1から2あるいは4に増やす対策をとる。さらに図2.11の受圧ポイント間ピッチ
を広げたり、スライドガイド構造を長くしたり、直角 8 面ガイドやプリロードガイドの構造等によ
り、横剛性を強化して精度を維持する。
図 2.9 プレスの剛性と製品精度
図2.10 プレスに作用する 偏心荷重
図 2.11 プレスの偏心荷重対策
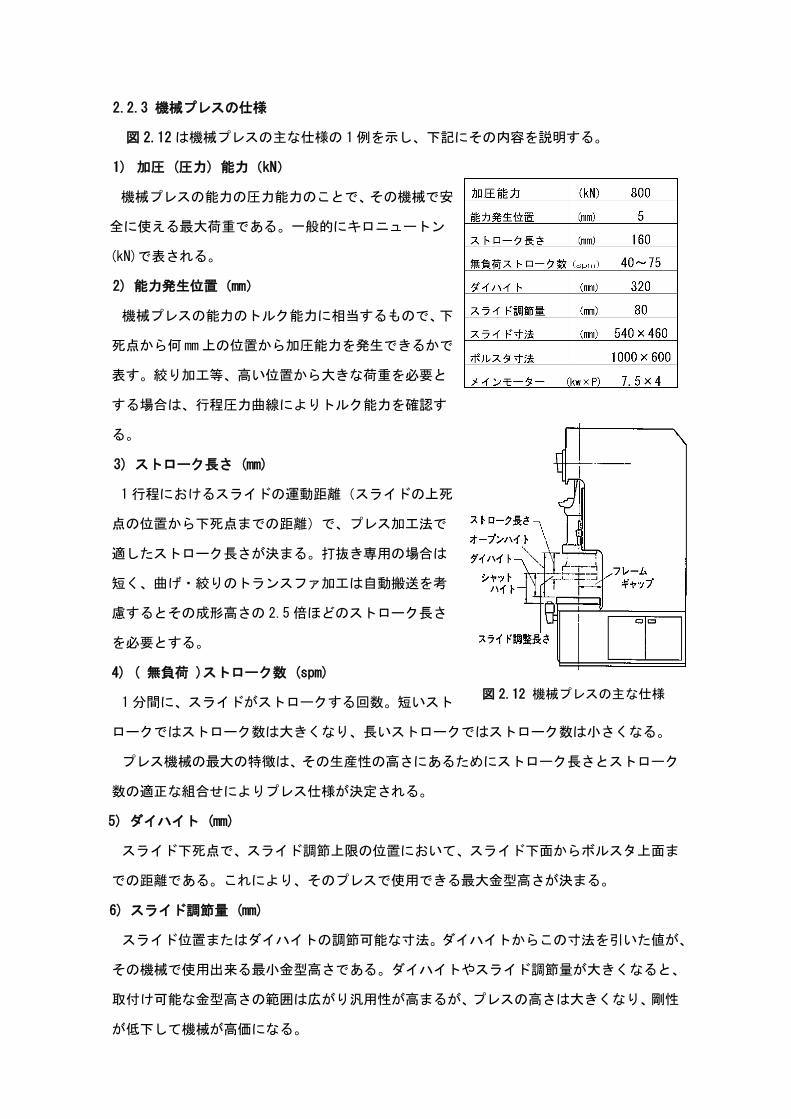
2.2.3 機械プレスの仕様
図 2.12は機械プレスの主な仕様の 1例を示し、下記にその内容を説明する。
1) 加圧 (圧力) 能力(kN)
機械プレスの能力の圧力能力のことで、その機械で安
全に使える最大荷重である。一般的にキロニュートン
(kN)で表される。
2) 能力発生位置(mm)
機械プレスの能力のトルク能力に相当するもので、下
死点から何 mm上の位置から加圧能力を発生できるかで
表す。絞り加工等、高い位置から大きな荷重を必要と
する場合は、行程圧力曲線によりトルク能力を確認す
る。
3) ストローク長さ (mm)
1行程におけるスライドの運動距離(スライドの上死
点の位置から下死点までの距離)で、プレス加工法で
適したストローク長さが決まる。打抜き専用の場合は
短く、曲げ・絞りのトランスファ加工は自動搬送を考
慮するとその成形高さの 2.5倍ほどのストローク長さ
を必要とする。
4) ( 無負荷 )ストローク数 (spm)
1分間に、スライドがストロークする回数。短いスト
ロークではストローク数は大きくなり、長いストロークではストローク数は小さくなる。
プレス機械の最大の特徴は、その生産性の高さにあるためにストローク長さとストローク
数の適正な組合せによりプレス仕様が決定される。
5) ダイハイト (mm)
スライド下死点で、スライド調節上限の位置において、スライド下面からボルスタ上面ま
での距離である。これにより、そのプレスで使用できる最大金型高さが決まる。
6) スライド調節量 (mm)
スライド位置またはダイハイトの調節可能な寸法。ダイハイトからこの寸法を引いた値が、
その機械で使用出来る最小金型高さである。ダイハイトやスライド調節量が大きくなると、
取付け可能な金型高さの範囲は広がり汎用性が高まるが、プレスの高さは大きくなり、剛性
が低下して機械が高価になる。
図 2.12 機械プレスの主な仕様
7) 連続仕事量 (kJ)
機械プレスの仕事能力(エネルギ能力)のことで、規定の連続ストローク数にて使用できる最大
の作業エネルギを表す。絞り加工や冷間鍛造加工は多くの作業エネルギを必要とするため、トルク
能力と同様に、プレス選定の大きな要因となる。
8) 断続ストローク数 (spm)
単発加工や時限連続加工等の断続運転(プレスを毎回上死点で停止させる運転方法)の場合に、1
分間に可能なストロークの回数である。クラッチ及びブレーキの断続能力限界から決まる。(備考:
JISでは“作業時ストローク数”として規定)
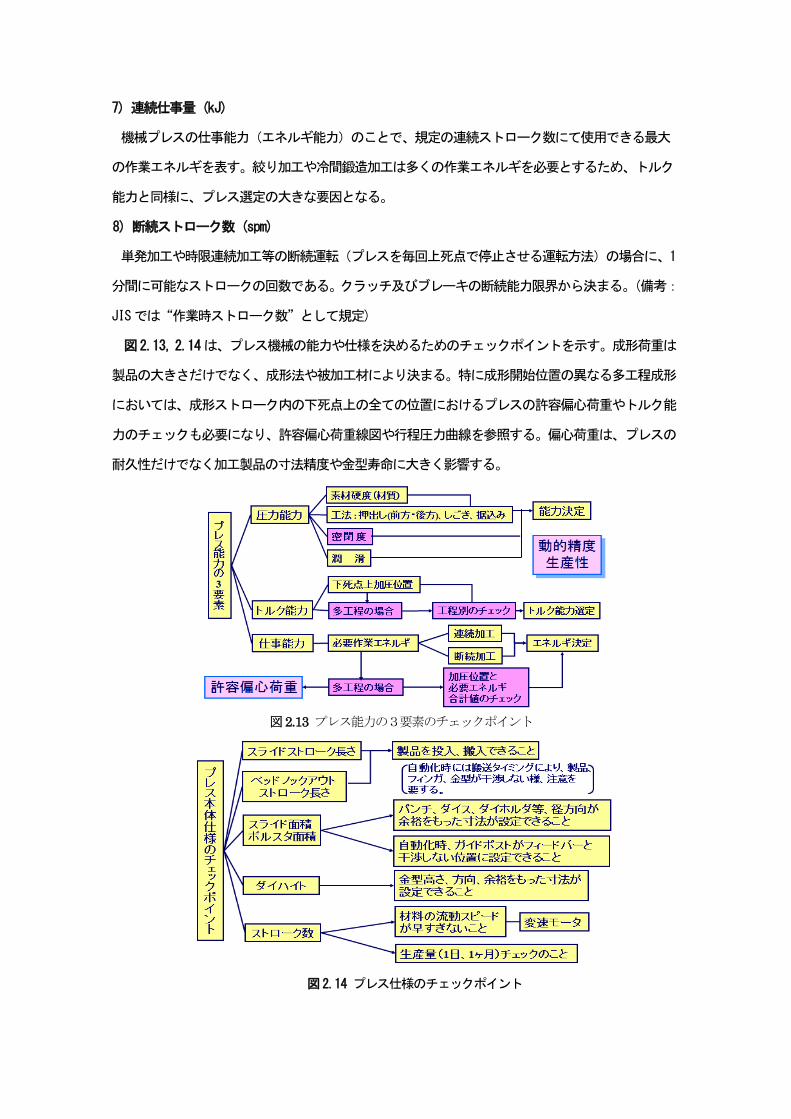
図2.13, 2.14は、プレス機械の能力や仕様を決めるためのチェックポイントを示す。成形荷重は
製品の大きさだけでなく、成形法や被加工材により決まる。特に成形開始位置の異なる多工程成形
においては、成形ストローク内の下死点上の全ての位置におけるプレスの許容偏心荷重やトルク能
力のチェックも必要になり、許容偏心荷重線図や行程圧力曲線を参照する。偏心荷重は、プレスの
耐久性だけでなく加工製品の寸法精度や金型寿命に大きく影響する。
図2.13 プレス能力の3要素のチェックポイント
図 2.14 プレス仕様のチェックポイント
プレス機械は、プレス能力の3要素や金型の作動や取付けサイズに関連する寸法仕様だけでなく、
プレス加工法により駆動機構やダイクッション等の必要機能を考慮した機種選定も重要になる。絞
り加工に使用されるプレスは、自動化を考慮すると搬送条件から製品高さの約 2.5 倍のストローク
長さが必要で、加工の開始位置が高いため大きなトルク能力と仕事能力を必要とする。 さらに成形
性を高めるには、スライドが低速度で等速に作動することが望ましい。打抜き用のプレスは、スト
ロークが短かくて作業エネルギは少なくなるが、振動・騒音を少なくするためにブレークスルーに
強い剛性の高いプレスが用いられる。プレス加工の成形法により、最適なプレス機械は異なる。
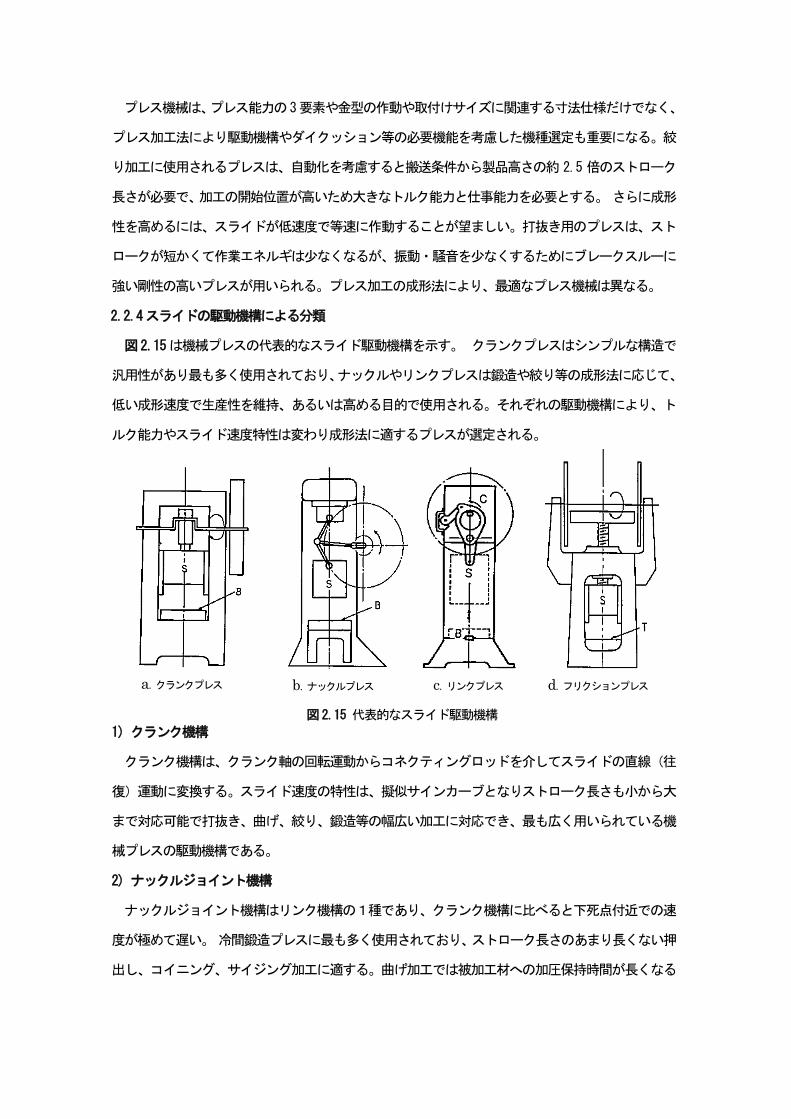
2.2.4スライドの駆動機構による分類
図2.15は機械プレスの代表的なスライド駆動機構を示す。 クランクプレスはシンプルな構造で
汎用性があり最も多く使用されており、ナックルやリンクプレスは鍛造や絞り等の成形法に応じて、
低い成形速度で生産性を維持、あるいは高める目的で使用される。それぞれの駆動機構により、ト
ルク能力やスライド速度特性は変わり成形法に適するプレスが選定される。
1) クランク機構
クランク機構は、クランク軸の回転運動からコネクティングロッドを介してスライドの直線(往
復)運動に変換する。スライド速度の特性は、擬似サインカーブとなりストローク長さも小から大
まで対応可能で打抜き、曲げ、絞り、鍛造等の幅広い加工に対応でき、最も広く用いられている機
械プレスの駆動機構である。
2) ナックルジョイント機構
ナックルジョイント機構はリンク機構の1種であり、クランク機構に比べると下死点付近での速
度が極めて遅い。 冷間鍛造プレスに最も多く使用されており、ストローク長さのあまり長くない押
出し、コイニング、サイジング加工に適する。曲げ加工では被加工材への加圧保持時間が長くなる
図 2.15 代表的なスライド駆動機構
a. クランクプレス b. ナックルプレス c. リンクプレス d. フリクションプレス
ため、スプリングバックを抑え製品精度が向上する。精密打抜きでは打抜き速度が遅くなり、加工
熱が抑えられて耐焼付き性が高まる。
3) リンク機構
リンクプレスは、クランクプレスより成形性を高めながら生産性を上げるために使用され、代表
的な二つのリンク機構を示す。
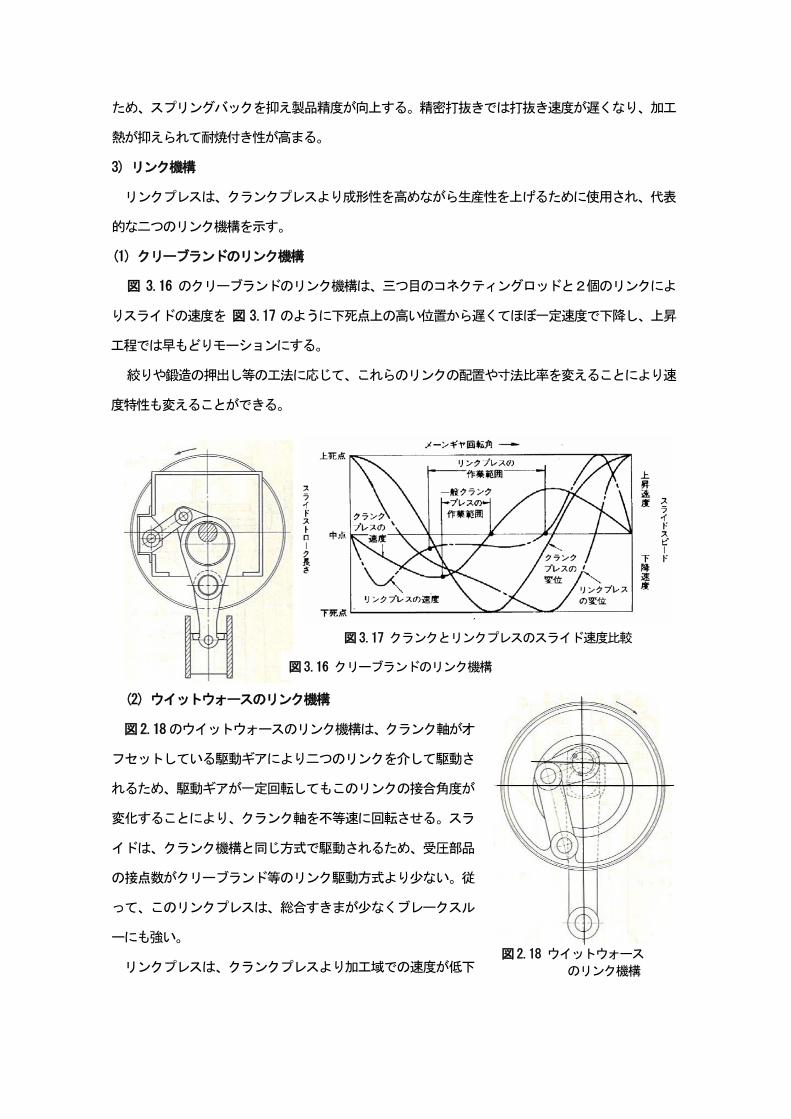
(1) クリーブランドのリンク機構
図 3.16 のクリーブランドのリンク機構は、三つ目のコネクティングロッドと2個のリンクによ
りスライドの速度を 図 3.17 のように下死点上の高い位置から遅くてほぼ一定速度で下降し、上昇
工程では早もどりモーションにする。
絞りや鍛造の押出し等の工法に応じて、これらのリンクの配置や寸法比率を変えることにより速
度特性も変えることができる。
(2) ウイットウォースのリンク機構
図2.18のウイットウォースのリンク機構は、クランク軸がオ
フセットしている駆動ギアにより二つのリンクを介して駆動さ
れるため、駆動ギアが一定回転してもこのリンクの接合角度が
変化することにより、クランク軸を不等速に回転させる。スラ
イドは、クランク機構と同じ方式で駆動されるため、受圧部品
の接点数がクリーブランド等のリンク駆動方式より少ない。従
って、このリンクプレスは、総合すきまが少なくブレークスル
ーにも強い。
リンクプレスは、クランクプレスより加工域での速度が低下図 2.18 ウイットウォース
のリンク機構
図 3.16 クリーブランドのリンク機構
図 3.17 クランクとリンクプレスのスライド速度比較

することにより、金型及び材料の接触時の衝撃力が減少して騒音・振動が減少し、成形性と金型寿
命の向上が期待できる。 例えば、異形の深絞り加工も成形性と生産性が向上する。
5)プレス機械の駆動機構のまとめ
クランク、ナックルおよびリンクプレスのスライドの速度特性とトルク能力特性を図2.19, 2.20
に示す。速度特性を比較すると、リンクプレスは下死点上の高い位置から速度が低下して速度変化
が一定傾向になり、下死点を通過すると急速に上昇する。ナックルプレスは下死点付近の速度が最
も遅く、上昇行程でもほぼ同じ傾向になるため材料の供給や排出の搬送が難しいが、最近は早戻り
機構を組入れたナックル機構が開発されている。クランクプレスは両者の中間的な特性を持つ。
トルク能力はリンクプレスが一番優れており、クランク、ナックルプレスと続く。
図2.21はプレスの速度・トルク能力特性から、打抜き、曲げ、絞り、押出し、コイニングの加工特
性とマッチする駆動機構の関連を示す。次章で解説するサーボプレスはフリーモーション機能によ
り、油圧プレスや各種の機械プレスの駆動機構のそれぞれの速度特性に対応できる。
図 2.21 プレスにおける各種駆動機構の特徴と適するプレス工法
図 2.19 機械プレスの駆動機構による
スライドの速度特性
図 2.20 機械プレスの駆動機構による
トルク能力特性
Related Documents











