14 Sterile Formulation MichaelJ. Akers, CurtisS. Strother, MarkR. Walden 1.0 INTRODUCTION Historically, sterile bulk pharmaceutical manufacturing processes, prior to filling operations, have followed general bulk pharmaceutical guidelines. As technology and equipment have improved, the requirements for aseptic manufacture have increased. It is important to understand that product quality often is realized in the manufacturing phase and should be maintained throughout the remaining filling/packaging processes. It is the Food and Drug Administration's current opinion that Current Good Manu- facturing Practice for Finished Pharmaceuticals['] apply to sterile bulk operations .L21 Adherence to the Guideline on Sterile Drug Products Produced by Aseptic is considered essential for non-terminally sterilized products as is the case for sterile bulk pharmaceutical dry powders. The facility design and manufacturing process should be integrated with current regulatory guidelines, the interpretation and application of which can be found in several publi~ations.[~1-[~1 This chapter focuses on the preparing and filling of injectable solid bulk pharmaceutical formulations. The material presented is general in nature but with references to direct the reader to more in-depth treatment of the subject matter. Coverage includes sterile bulk product preparation, 61 6

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

14
Sterile Formulation
MichaelJ. Akers, CurtisS. Strother, MarkR. Walden
1.0 INTRODUCTION
Historically, sterile bulk pharmaceutical manufacturing processes, prior to filling operations, have followed general bulk pharmaceutical guidelines. As technology and equipment have improved, the requirements for aseptic manufacture have increased. It is important to understand that product quality often is realized in the manufacturing phase and should be maintained throughout the remaining filling/packaging processes. It is the Food and Drug Administration's current opinion that Current Good Manu- facturing Practice for Finished Pharmaceuticals['] apply to sterile bulk operations .L21 Adherence to the Guideline on Sterile Drug Products Produced by Aseptic is considered essential for non-terminally sterilized products as is the case for sterile bulk pharmaceutical dry powders. The facility design and manufacturing process should be integrated with current regulatory guidelines, the interpretation and application of which can be found in several publi~ations.[~1-[~1
This chapter focuses on the preparing and filling of injectable solid bulk pharmaceutical formulations. The material presented is general in nature but with references to direct the reader to more in-depth treatment of the subject matter. Coverage includes sterile bulk product preparation,
61 6
Sterile Formulation 61 7
filtration, isolation, filling, and environmental conditions required for asep- tic processing.
2.0 STERILE BULK PREPARATION
The solutions used for the dissolution of injectable products are prepared by using Water for Injection (WFI) USP that has been made as described in Ch. 13 of this handbook. In some cases, solutions are prepared using organic solvents (e.g., acetone, methanol, ethanol, isopropanol) alone or in combination with WFI. The potential for preventing microbial contamination should dominate the delivery and storage systems for water and solvents.
A typical solution system will consist of a dissolution vessel, a sterile filtration transfer line, and a vessel to hold the sterile filtered solution prior to fbrther processing. Dissolution areas tend to have Class 100,000* air quality with smooth, easy-to-clean surfaces. The sterile side of the system should have the capability of being cleaned and steam sterilized in place or easily dismantled for cleaning and sterilization.[l01 Normally, type 316 stainless steel can be used throughout the facility unless process conditions dictate otherwise. Passivation of welds will minimize the potential for microbial growth at rough edges. Metal particulates should be a concern when welding into the processing system. Computer automated systems tend to be the method of choice for validated cleaning and sterilizing operations.
The solution filtration system should have a prefilter and final steril- ization filter. The selection of filters is dependent on the type of solutions to be filtered. The sterile filters should be validated for the intended use with the productholution systems. Sterile filters for gases (air or nitrogen) need to be discussed with filter manufacturers to ensure that pressure ratings are appropriate with the intended use. Appropriate pressure regulation of ancillary systems should always be a design consideration. Vent filters will be needed in the processing system to maintain sterility during transfer operations. Filter integrity testing (e.g., bubble point or diffision testing) is required to ensure that filters remain fbnctional after their usage. Redundan- cy of filters will provide a greater safety factor for product during manufac- turing operations. Sterilization of diaphragm valves tends to present fewer concerns with microbial penetration compared to ball type valves. The number of connections should be kept to a minimum. Thread-fitted piping
* Class 100,000 means no more than 100,000 particles per cubic foot greater than or equal to 0.5 micrometers.

61 8 Fermentation and Biochemical Engineering Handbook
connections are not recommended and should be replaced with soldered, passivated or sanitary clamp connections. The transport of liquid streams can be accomplished using either pressure or pumps. For pressure transfer with organic solvent, nitrogen is preferred due to its noncombustible properties; however, appropriate safety precautions need to be considered in the system design. A flow diagram illustrating solution preparation is shown in Fig. 1. The location of the sterile filter traditionally has been on the non-sterile side primarily for ease of changing and to minimize contamination of sterile area if leakages occur. However, new designs have the filter on the sterile side.
NONSTERILE AREA STERILE AREA
(CLASS 100,000)
Figure 1. Bulk solution preparation
3.0 ISOLATION OF STERILE BULK PRODUCT
3.1 General Considerations
All equipment should be easy to clean and steam sterilizable and have a sanitary finish. If the facility is not dedicated to one product, computer automated “recipes” provide the greatest control and flexibility for process- ing. The overall operation must be designed so as to minimize the personnel required to operate the equipment and thus minimize the exposure of product
Sterile Formulation 61 9
to people. One ofthe most important facility design factors is in the isolation of product from its surrounding environment. Within the constraints of product quality, prevention of bacterial and particulate matter contamination should dominate the design concept and selection of equipment.
When product is exposed, air quality should be Class 100* or better, which can be achieved by High Efficiency Particulate Air (HEPA) filtration. Documentation of initial HEPA certification and periodic test results should be available at all times. Air pressure balancing should provide air flow from clean to less clean areas. Temperature and humidity are properties important to control in order to minimize the potential for microbial growth within the constraints of impact on product. Frequent rotation of sanitizing agents reduces the potential development of resistant organisms. Environmental monitoring is required to verify that product protection systems are working as expected. Environmental and safety concerns have reduced the practical- ity of ethylene oxide sterilization while other methods such as peracetic acid and VPHP (vapor pressure hydrogen peroxide) are currently being explored as sterilants.
4.0 CRYSTALLIZATION
Crystallizers should have variable speed agitators, temperature con- trol, and sterilizable vent filters. As many controls as possible should be located outside ofthe sterile area. The crystallization vessel should be located as close to the filtration unit as possible. Time, temperature, and agitation speed are critical variables that may need strict control during the crystalli- zation process. The crystallization vessel should be part of a closed system and often is jacketed for glycol temperature control.
5.0 FILTERING/DRYING
The filtration unit can be a centrifuge or closed filter that is either a pressure or vacuum unit. Some processes may require solution washing of the crystalline product. Facility design should therefore be optimized for flexibility. Recent pressurehacuum filtration units can perform several functions such as collection washing with appropriate solvents, solution washing, and drying of a crystalline product. These filteddryer units offer the advantage of a closed system that protects product from people and vice
*Class 100 means no more than 100 particles per cubic foot greater than or equal to 0.5 micrometers.

620 Fermentation and Biochemical Engineering Handbook
versa. The unit’s agitator can resuspend and smooth product cake. After washing the product cake, the filteddryer can be rotated to facilitate drying. The filter dryer should be readily sterilizable and allow continuous flow of product to the next operation. Drying can be done invacuum dryers, fluid bed dryers, continuous or manual tray dryers; the latter is least preferable. Solvent emissions and recovery will be an important consideration for any solvent drylng system.
6.0 MILLING/BLENDING
The dried product is aseptically discharged into suitable bulk contain- ers or, alternately, to the milling unit. Bulk containers need to be designed for cleanability/sterilization. Milling and blending can be done as separate steps or in series by feeding the milled product directly to a blender. Mill parts are generally sterilized in place and blenders must be capable of cleaning and sterilizing in place. The working size of the blender should dictate batch size for the crystallization process. Blending is normally achieved in a tumbler type blender such as drum, double cone, twin, or a cube, or in a stationary shell type blender such as a ribbon or vertical screw mixer. Aseptic filling and sampling of the final bulk container should be part of the design consider- ations in order to minimize product exposure. If possible, the final bulk product should be filled into its final marketed container at the same facility as manufactured. However, if the final bulk container must be transported, the container must be designed and tested for container-closure integrity and product compatibility. A flow diagram illustrating atypical isolation process for a filteddryer or spray dryer process is shown in Fig. 2.
7.0 BULK FREEZE DRYING
A suitably sized solution preparation system similar to that mentioned under the previous sections can be used to provide material for bulk freeze drying. (Since product solutions can be sterile-filtered directly into the final container, microbial and particulate exposure will be minimized.) The sterile solution is subdivided into trays and placed into a sterilized freeze dryer. Aseptic transfer of sterile product in trays to the freeze dryer must be validated. After tray drying, the sterile product is aseptically transferred through a mill into suitably designed sterile containers. The preparation of sterile bulk material is usually reserved for those cases where the product cannot be isolated by more common and relatively less expensive crystalli- zation methods. Due to recent advances in this field, a freeze drying process should be considered as a viable option.[’l]

Sterile Formulation 621
Figure 2. Typical isolation process for a filter/dryer or spray dryer
8.0 SPRAY DRYING
Spray drying processes can be batch or continuous depending on production needs and the stability of the solutions to be spray dried. Because of reduced product manipulation, microbial and particulate burden can be reduced. Normally there is a solution vessel, a filtration system with prefilters and sterile filters, apressure vessel to feed the spray dryer at a controlled rate, the spray dryer itself, and bulk containers.
The air used for product drying should be HEPA filtered. When designed with silicone gaskets, the system will withstand sterilization tem- peratures. The atomizing device can be either a spray nozzle or a high speed centrifhgal device.
Spray dried products are typically temperature sensitive, therefore, air temperature should be controlled and as low as possible. Design of the atomizing device should ensure that product will not adhere to vessel walls. Surface drying and depyrogenation can be done in a continuous operated tunnel or batch oven. The former method is preferred since it minimizes the potential of particulate contamination during loading.
622 Fermentation and Biochemical Engineering Handbook
FILTER
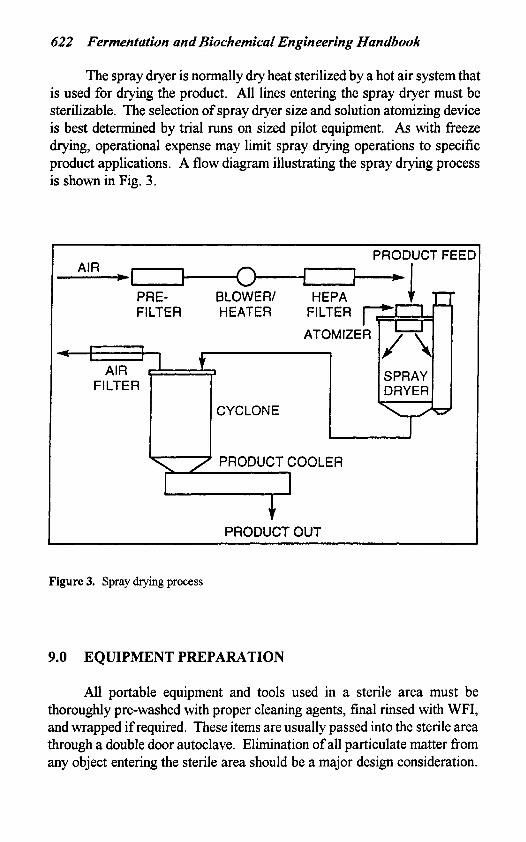
The spray dryer is normally dry heat sterilized by a hot air system that is used for drying the product. All lines entering the spray dryer must be sterilizable. The selection of spray dryer size and solution atomizing device is best determined by trial runs on sized pilot equipment. As with freeze drymg, operational expense may limit spray d y n g operations to specific product applications. A flow diagram illustrating the spray drying process is shown in Fig. 3
DRYER
CYCLONE
PRODUCT FEEC b - 2 1
Figure 3. Spray drying process
9.0 EQUIPMENT PREPARATION
All portable equipment and tools used in a sterile area must be thoroughly pre-washed with proper cleaning agents, final rinsed with WFI, and wrapped if required. These items are usually passed into the sterile area through a double door autoclave. Elimination of all particulate matter from any object entering the sterile area should be a major design consideration.
Sterile Formulation 623
All product-contact equipment, especially large mixers, should be electropolished. When stability is a concern, product should be cooled as soon as possible after leaving the cyclone separator.
Materials that cannot be sterilized should be transferred into the sterile area through an isolated area in which an outer wrapping is removed. The object is then wiped down with a sanitizing agent such as isopropanol or hydrogen peroxide.
Stationary equipment such as conveyors and filling equipment must be sanitized at some specified frequency. This can be accomplished by wiping down with a sanitizing agent or fogging the sterile area with formaldehyde. All product contact parts such as powder hoppers, filling wheels, and stopper bowls are removed from the sterile area, cleaned and sterilized as previously described.
Freeze dryers are usually steam sterilized or sterilized using VPHP (vapor phase hydrogen peroxide). Trays used in a freeze dryer are usually cleaned and sterilized separately.
10.0 VALIDATION
Procedures must be developed and staffing provided for the collection of data that proves that the processes and equipment meet all parameters claimed.~'*] Systems should be in place for equipment qualifications, validation, changes, and replacement. The manufacturing process validation could be invalidated without proper documentation of equipment mainte- nance. A minimum of three consecutive manufacturing lots should be evaluated for process validation. Parameters involved in process validation include in-process and final bulk product test, deviation analysis of the process, stability testing of final product and equipment qualification and validation. Other validation requirements are discussed by Sawyer and stats . [I3]
11.0 FILLING VIALS WITH STERILE BULK MATERIALS
11.1 Vial and Stopper Preparation
Vials must be thoroughly washed, dried, sterilized, and depyrogenated. They should be handled in a clean room to minimize contamination by particulate matter. Washing is normally done in automated vial washers using purified water, filtered oil-free air, and a final rinse of WFI.

624 Fermentation and Biochemical Engineering Handbook
Rubber closures for vials are also washed and depyrogenated in an automatic washer. The final rinse of the stoppers should be WFI. The use of detergent is optional. These operations should occur in a clean room to minimize contamination. After washing, stoppers are batched and auto- claved prior to entering the sterile area.
Depending on stoppering equipment and tendency of stoppers to clump during sterilization, a silicone lubricant may be added to the stoppers prior to sterilization. Several manufacturers offer equipment which is capable of all these operations-washing, silicone addition, and sterilization.
Vial and stopper washers are available that will allow processing from the clean room area into the sterile area in one operation. This equipment eliminates the transfer of vials and stoppers into the sterile area through ovens or autoclaves, thereby minimizing the potential for viable or nonviable particulate contamination. A typical flow sheet for the handling of vials, stoppers, and miscellaneous equipment is shown in Fig. 4.
EQUIPMENT NONSTERILE
WASHER
Figure 4. Sterile vial preparation
11.2 Filling of Vials
Vials used in a filling operation are fed into the system automatically by a conveyor from a vial sterilizer or manually from trays that have been
Sterile Formulation 625
processed through a batch oven. Because of the increased risk of contami- nation, the former method is preferred.
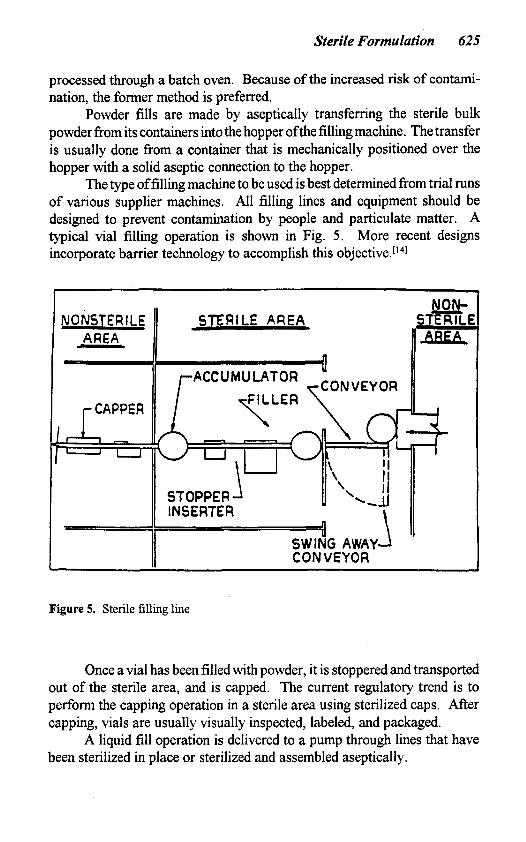
Powder fills are made by aseptically transferring the sterile bulk powder from its containers into the hopper ofthe filling machine. The transfer is usually done from a container that is mechanically positioned over the hopper with a solid aseptic connection to the hopper.
The type of filling machine to be used is best determined from trial runs of various supplier machines. All filling lines and equipment should be designed to prevent contamination by people and particulate matter. A typical vial filling operation is shown in Fig. 5 . More recent designs incorporate barrier technology to accomplish this objective.[l41
NO NSTER 1 LE STERILE AREA STE w ILE - AREA ARElP
Figure 5. Sterile filling line
Once a vial has been filled with powder, it is stoppered and transported out of the sterile area, and is capped. The current regulatory trend is to perform the capping operation in a sterile area using sterilized caps. After capping, vials are usually visually inspected, labeled, and packaged.
A liquid fill operation is delivered to a pump through lines that have been sterilized in place or sterilized and assembled aseptically.

626 Fermentation and Biochemical Engineering Handbook
J I
L
L
1
Freeze dried vials are usually partially stoppered just before entering the dryer. Closures are seated into the vials mechanically at the end of the drymg cycle. A typical freeze drying flow diagram is shown in Fig. 6 .
* CONVEYER 7
S T ~ L E AREa
-L . U
L
; CAPPER d
+ d
SOLUTION
t4
STERILE AREA
L.
ti
I I . FREEZE DRYER H // 'ISTOPPER
Figure 6. Sterile freeze drying operation
12.0 ENVIRONMENT
The term environment in sterile product manufacture means more than air quality and surface cleanliness. Other environmental concerns include water systems, compressed air and gas systems, temperature and humidity control, and the monitoring of personnel.
There are at least four classified areas in sterile bulk manufacturing, each with different requirements for cleanliness: aseptic, controlled clean, clean, and general.
Good Manufacturing Practice regulations (1) (2 1 1.42(c) 10) require floors, walls, and ceilings to be smooth and easily cleanable. Temperature and humidity should be controlled. The air supply is filtered through high- efficiency particulate air (HEPA) filters, and systems are used to monitor environmental conditions, cleaning and disinfecting the room, and equipment product aseptic conditions. Federal Standard 209E[I51 and The European Community Guide to Good Manufacturing Practice for Medicinal Products (EC-CGMP)[I61 provide air classifications for the manufacture of sterile products. A recent information section in the USP has proposed similar microbial quality standards for clean room (see Table 1).
Sterile Formulation 62 7
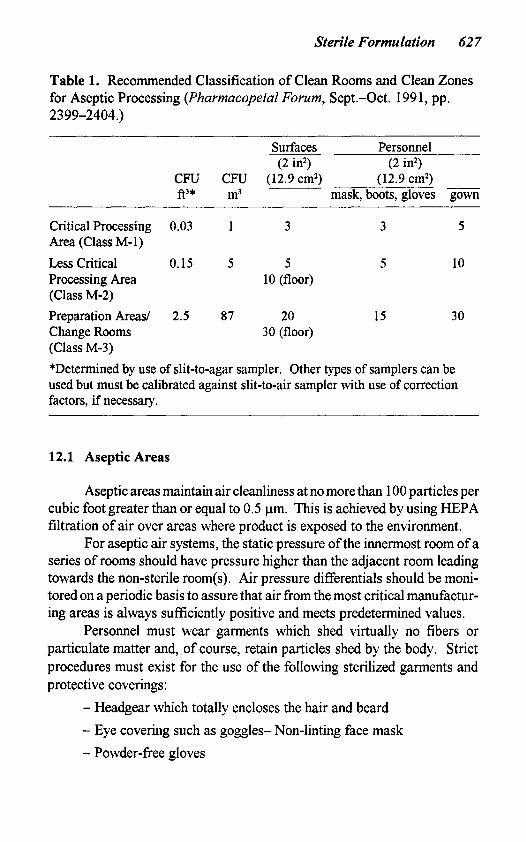
Table 1. Recommended Classification of Clean Rooms and Clean Zones for Aseptic Processing (Pharmacopeia1 Forum, Sept.-Oct. 199 1 , pp. 23 99-2404.)
Surfaces Personnel (2 in2) (2 in2)
CFU CFU (12.9 cm2) (12.9 cm2) ft3 * m3 mask, boots, gloves
Critical Processing 0.03 1 3 3 5 Area (Class M-1) Less Critical 0.15 5 5 5 10 Processing Area 10 (floor) (Class M-2) Preparation Areas/ 2.5 87 20 15 30 Change Rooms 30 (floor) (Class M-3) *Determined by use of slit-to-agar sampler. Other types of samplers can be used but must be calibrated against slit-to-air sampler with use of correction factors, if necessary.
12.1 Aseptic Areas
Aseptic areas maintain air cleanliness at no more than 100 particles per cubic foot greater than or equal to 0.5 pm. This is achieved by using HEPA filtration of air over areas where product is exposed to the environment.
For aseptic air systems, the static pressure of the innermost room of a series of rooms should have pressure higher than the adjacent room leading towards the non-sterile room@). Air pressure differentials should be moni- tored on a periodic basis to assure that air from the most critical manufactur- ing areas is always sufficiently positive and meets predetermined values.
Personnel must wear garments which shed virtually no fibers or particulate matter and, of course, retain particles shed by the body. Strict procedures must exist for the use of the following sterilized garments and protective coverings:
- Headgear which totally encloses the hair and beard - Eye covering such as goggles- Non-linting face mask - Powder-free gloves

628 Fermentation and Biochemical Engineering Handbook
- Footwear which totally encloses the feet - Single or two-piece trouser suits No cosmetics or jewelry should be worn in the aseptic areas as these
are sources of particulate matter and bacterial contamination.
12.2 Controlled Areas
Personnel change rooms and non-sterile manufacturing or preparation areas are common examples of controlled areas. Particulate matter in the air should be no greater than 100,000 particles greater than or equal to 0.5 pm per-cubic foot. Air locks must be provided to entrances and exits, surfaces must be easily cleanable, and air supply should be filtered and conditioned. The number of air changes should be at least 20 per hour. For explosion- proof areas where solvents are used, the air supply operates on a once- through basis.
Dress requirements in controlled areas should include hair covering, beard covering, and a long-sleeved protective overgarment. Garments should be free from the shedding of particles and fibers.
12.3 Monitoring the Environment
To assure a consistently acceptable high quality production environ- ment the following microbiological programs should be in place:['El
1. Sound facility design and maintenance 2. Documentation Systems 3. Validatedqualified decontamination procedures 4. Reliable process controls 5 . Good housekeeping practices 6. Effective area access controls 7. Effective training and performance programs 8. Quality assurance of materials and equipment
The environmental monitoring program will confirm the effectiveness of these controls in the manufacturing environment.
12.4 Evaluation of the Air
There are at least eight methods used in the pharmaceutical industry for air quality. Seven measure microbiological contamination and include

Sterile Formulation 629
slit-to-agar impact samplers, sieve samplers, rotary centrifbgal air samplers, cascade impactors, liquid impingement, membrane filtration and settling plates. The eighth method, air particle counters, measures both viable and nonviable particulates in the air. The most commonly used of these methods are settling plates, slit-to-agar samplers, and the particle counters. Settling plates are the simplest, but also the most unreliable or inaccurate method. The slit-to-agar sampler is probably the preferred method for monitoring microbiological air quality, while air particle counters are essential to monitor the overall quality of air. In areas where sterile solids are manufactured, particulate counts of the air are monitored prior to the start of manufacture to evaluate and benchmark the performance of air quality. Alert and action limits should be established based on historical and achievable low level particulate and microbial counts. Procedures should clearly describe what actions are to be taken when these limits are exceeded. Alert limits typical are 2 o and action limits 3 o above mean. For example if the mean particle count is 20 particles per ft3 then 1 o (standard deviation) is 8, the alert limit will be 36, action limit, 44 and reject limit, 100.
12.5 Evaluation of Surfaces
There are three basic methods which have been employed for evalua- tion of microbiological content on surfaces. These include RODAC (Rep- licate Organism Detection and Counting) plates, swab testing, and agar overlay or rinse techniques. RODAC plates are the most commonly used of the surface monitoring methods. However, they are not suitable for irregular surfaces, in which case swab techniques are used.
12.6 Evaluation of Water
Water is used in sterile bulk operations for final rinsing of equipment, tanks and other items used in final compounding, processing and filling of sterile drug products. The quality of water must meet the requirements ofthe USP Water for Injection. Among the most important of these requirements are extremely low (e.g. 0-2 CFU) coliform bacterial counts. Water for Injection outlets are sampled daily in large amounts (>500 ml). Appropriate culture media, temperatures and times for incubation of water samples are selected for enumeration of bacteria.['*]

630 Fermentation and Biochemical Engineering Handbook
12.7 Evaluation of Compressed Gases
Compressed air, nitrogen, or other inert gases are monitored for microbial content, oil content andother potential contaminants, e.g., moisture. In most instances, membrane filters are used to collect contaminants and incubated in culture media to permit microbial growth.
12.8 Evaluation of Personnel
A normal healthy person sheds about ten million s b n scales daily. Such scales potentially carry microorganisms such as Staphylococcus and Propionibacterium, Microorganisms are present in noses and throats, wounds and skin infections. Poor personal hygiene will result in microorgan- isms contaminating our hands, therefore, before personnel are allowed to work in aseptic environments, they must pass medical examinations, be adequately trained on aseptic techniques and correct gowning procedures, and periodically be evaluated for their ability to maintain aseptic conditions in the manufacturing environment. Several good references are available for more in-depth treatment of training and evaluation of personnel working in aseptic manufacturing envir~nments,['~l-[~~]
In f i s h e d product manufacturing areas, production personnel should be evaluated twice a year for their ability to maintain the sterility of the product by undergoing media fills where each employee manipulates sterile filling equipment and fills 300+ vials aseptically with sterile culture media. Additionally, personnel should be monitored daily for levels of contamination by RODAC contact plates on fingers and other parts ofthe sterile gown. This requirement is becoming standard practice for bulk manufacturing personnel.

Sterile Formulation 631
13.0 EQUIPMENT LIST
Vessels (3 16L Stainless Steel or Hastelloy, electropolished) DCI; St. Cloud, MN Mueller; Springfield, MO Precision Stainless; Springfield, MO
Vessels (3 16L Stainless Steel or Hastelloy, mechanically polished) Enerfab; Cincinnati, OH Mann Welding; Chattanooga, TN Northland Stainless; Tomahawk, WI Walker Stainless; New Lisbon, WI
Filters or Filter-Dryers Product Cogeim, Charlotte, NC DeDietrich (Guedu); Union, NJ Jaygo, Mahwah, NJ
Krauss-Maffei; Florence, KY Micro Powder Systems; Summit, NJ Rosenmund; Charlotte, NC Sparkler Filter; Conroe, TX Sten-Technologies (Zwag); Bohemia, NY
Dryers, Spray APVKrepaco; Tonawanda, NY Niro Atomizer; Columbia, MD
DryerBlenders GEMCO; Middlesex, NJ J. H. Day; Cincinnati, OH Micron Powder Systems; Summit, NJ Niro-Fielder; Columbia, MD Patterson-Kelly; East Stroudsburg, PA Processall; Cincinnati, OH
Dryers, Freeze Edward High Vacuum; Grand Island, NY Finn-Aqua; Windsor Locks, CT Hull; Hatboro, PA Stokes; Warminster, PA Virtis; Gardner, NY

632 Fermentation and Biochemical Engineering Handbook
Equipment List (Cont'd)
Clean Stem Generators AMSCO; Erie, PA Mueller; Springfield, MO
Sanitary Pumps Cherry Burrell; Cedar Rapids, IA Ladish Co; Kenosha, WI Waukesha; Waukesha, WI
Filters, Sterilizing AMF-Cuno; Meriden, CT Gelman; Ann Arbor, MI Millipore Corp.; Bedford, MA Pall Corp.; Glen Cove, NY
Sterilizers AMSCO; Erie, PA Finn Aqua; Windsor Locks, CT Getinge-Sterilizer Corp.; Secaucus, NJ
Vial Washers and Sterilizers Bausch & Stroebel; Clinton, CT Cazzoli; Plainfield, NJ Despatch Inc.; Wheeling, IL Gilowy; Hicksville, LI, NY Strunck-Bosch Packaging Inc.; Piscataway, NJ
Stopper Washers Huber; Hicksville, LI, NY Industrial Washing Machine Co.; Matawan, NJ
Filling Equipment Bausch & Stroebel; Clinton, CT Bosch Packaging Inc.; Piscataway, NJ Cozzoli; Plainfield, CT TL Systems; Minneapolis, MN

Sterile Formulation 633
Equipment List (Cont 'd)
Stoppering Equipment Cozzoli; Plainfield, NJ TL Systems; Minneapolis, MN West Co.; Phoenixville, PA
HEPA Filters and Systems American Air Filter; Louisville, KY Envirco; Alburquerque, NM Flanders Filters; Washington, NC Farr Co.; Los Angeles, CA Lunaire Environmental; Williamsport, PA
Valves, Sanitary Hill McCanna, Carpenterville, IL Page ITT Corp.; Lancaster, PA Saunders; Houston, TX
REFERENCES
1. Current Good Manufacturing Practices for Finished Pharmaceuticals, Food and Drug Administration, Federal Register, 43,45076 (1978)
2. Guide to Inspection ofBulk Pharmaceutical Chemicals, Food and Drug Administration, Rockville, MD (September, 199 1)
3. Guideline on Sterile Drug Products Produced by Aseptic Processing, Food and Drug Administration, Government Printing Ofice, Washington, DC (1 987)
4. Avallone, H. L., Aseptic Processing of Non-preserved Parenterals, J. Parenteral Sci, Tech., 43(3): 1 13 (1 989)
5 . Avallone, H. L., CGMP Inspection of New Drug Products, Pharm. Tech., 13( 10):60-68 (1 989)
6. Khan, S., Automatic Flexible Aseptic Filling and Freeze-Drying ofParentera1 Drugs, Pharm. Tech., 13( 10):24-28 (1 989)
7. Avallone, H. L. Manufacture ofClinical Products,Pharm. Tech.. 14(9): 150- 158 (1990)
8. Thornton, R. M. Pharmaceutically Sterile Clean Rooms, Pharm. Tech., 14 (2):4448 (1 990)
9. Gold, D. H., GMP Issues in Bulk Pharmaceutical Chemical Manufacturing, Pharm. Tech. 16(4):74-83 (1992)

634 Fermentation and Biochemical Engineering Handbook
10. Agalloco, J. ,. Steam Sterilization-In-Place Technology, J. Parenteral Sci. Tech., 44(5):253-256 (1990)
1 1. Snowman, Freeze Drying of Sterile Products, SterilePharmaceuticalManu- facturing, Vol. 1 (M. J. Groves, W. P. Olson, and M. Anisfeld, eds,) Interpharm Press, USA, p. 79 (1991)
12. Committee on Microbial Purity, Validation and Environmental Monitoring of Aseptic Processing, J. Parenteral Sei. Tech., 44(5):272-277 (1990)
13. Sawyer, C .J. and Stats, R. W., Validation Requirements for Bulk Pharma- ceutical Chemical Facilities, Pharm. Eng., pp. 44-52 (Sept.-Oct, 1992)
14. Oles, P., St. Martin, B., Teillon, J., Meyer, D., and Picard, C., Isolator Technology for Manufacturing and Quality Control (W. P. Olson and M. J. Groves, eds.), Aseptic Pharmaceutical Manufacturing,, Interpharm Press, IL, pp. 219-245 (1987); Lystjord, J. P., Haas, P. J., Melgaard, H. L., and Pflug, I. J., Barrier Isolation Technoloogy: A Systems Approach, (M. J. Groves and R. Murty, eds.), Aseptic Pharmaceutical Manufacturing II, Interpharm Press, IL, pp. 369414 (1995)
15. Federal Standard 209, Airborne Particulate Cleanliness Classes in Clean Rooms and Clean Zones, GSA Specifications Section, Washington, D.C. (1992)
16. Commission of the European Community, Guide to Good Manufacturing a practice for Medicinal Products, Vol. IV of The Rules Governing Medicinal Products in the European Community, ECSC-EEC-EAEC, Brussels (1 989)
17. Microbial Evaluation and Classification of Clean Rooms and Clean Zones, Pharm. Forum, United States Pharmacopeia1 Convention, Inc., pp. 2399- 2404 (1991)
18. PDA Environmental Task Force, Fundamentals of a Microbiological Envi- ronmental Monitoring Program, J. ParenteralSci. Tech., 44:S3-S 16 (1 990)
19. Luna, C. J., Personnel: The Key Factor in Clean Room Operations in Pharmaceutical Dosage Forms, ParenteralMedicafions, Vol. 1, (K. E. Avis, L. L. Lachman,, and H. A. Hiebeman, eds.) Marcel Dekker, New York, pp. 427-455 (1 986)
20. Levchuk, J. W. and Lord, A. G., Personnel Issues in Aseptic Processing, Biophamt, pp. 3 4 4 0 (Sept., 1989)
21, Akers, M. J., Good Aseptic Practices: Education and Training ofpersonnel Involved in Aseptic Processing, Aseptic Pharmaceutical Manufacturing II, (M. J. Groves and R. Murty, eds.), Interpharm Press, Buffalo Grove, IL, pp. 181-222 (1995)
Related Documents











