1 Sevilay Sultan TOSYALI 2009503057 Industrial Engineering Department, Dokuz Eylul University, Turkey

1 Sevilay Sultan TOSYALI 2009503057 Industrial Engineering Department, Dokuz Eylul University, Turkey.
Dec 23, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
Sevilay Sultan TOSYALI2009503057
Industrial Engineering Department, Dokuz Eylul University, Turkey
22

33
4
1.What is Lean Production? Lean Production concentrates on
producing more value for a customer while reducing expenditure of resources. It includes;
• Space • Labor• Inventory• Money• Time This methodology is aimed at eliminating
waste, improving procedures and productivity, reducing production cycle or servicing time, and increasing quality of products and services.
5
What is Lean Production?
Lean Production (also known as the Toyota Production System) is, in it’s most basic form, the systematic elimination of waste and the implementation of the concepts of continuous flow and customer pull.
The available tools for Lean Production:• Simple Strategies• Simple Management Rules • Teamwork• Company Liners• Visual Control• Incentive Training and Kaizen
66
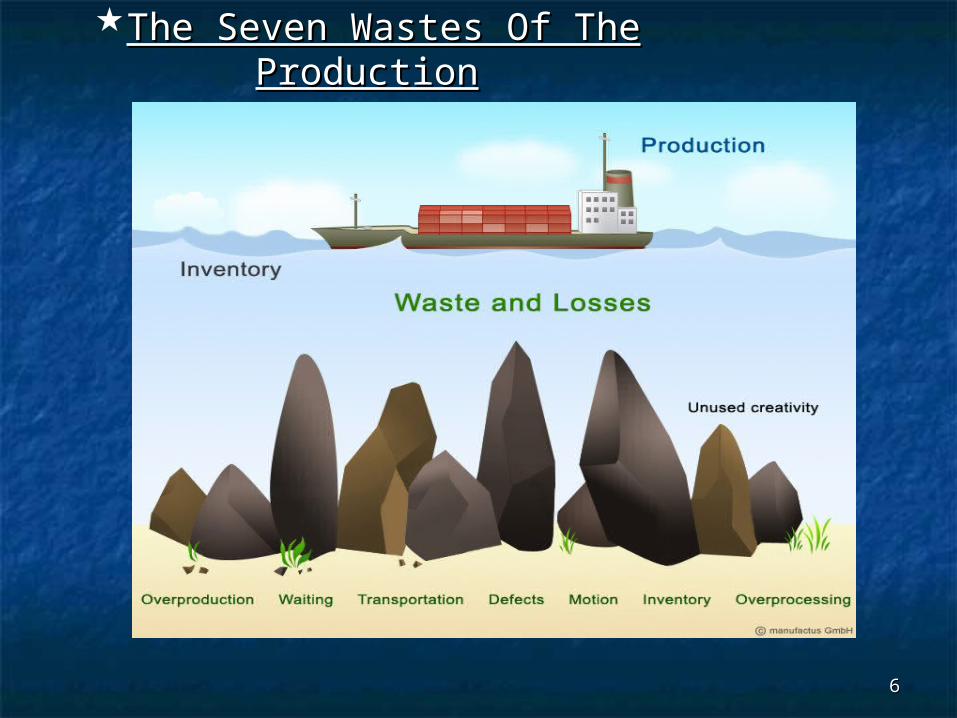
The Seven Wastes Of The The Seven Wastes Of The ProductionProduction

7
*TPS recognizes seven major types of waste that need to be eliminated:
• Transportation: Unnecessary moving and handling of products or materials
• Inventory: Purchasing and storing of unnecessary or unused components, raw materials, and finished goods
• Motion: Actions of people or equipment that are not used for production purposes
• Overproduction: Producing larger than necessary quantity of goods. Early production - production of goods ahead of time, when there is no demand.
• Waiting: All types of time delays between processes, and idle time, which is not used for producing value for customers
• Overprocessing: Work elements and procedures that are not necessary for the work flow
• Defects: The effort involved in inspecting for and fixing defects

8
Causes Of Wastes
• Inadequate working methods• Long lead times• Inadequate processes• Lack of education• Inadequate maintenance• Long-distance• Lack of leadership
9
2.Model Elements Of Lean Production
Lean Production Techniques1. JIT2. KANBAN 2.1.Full Time Production Scheduling
Environment 2.1.1.Push Systems 2.1.2.Pull Systems3. JIDOKA4. SMED (Single Minute Exchange of Die)5. POKA-YOKE6. 5S7. TPM(Total Productive Maintenance)8. KAIZEN
10
2.1.JIT PRODUCTION
In JIT,some techniques are used to minimize the use of material,equipment and labor in production process.The failures are not tolerated. JIT minimizes wastes in production and reduces flow time.
* JIT production features:• Machines are arranged in order of operation• Small and inexpensive equipment• One-piece flow production• The versatile workforce
11
2.2.KANBAN
• Derived from the combination of two Japanese words,kan(“visual”) and ban(“card” or “board”).
• Kanban is a process of manufacturing or work space organization that relies upon visual signals to control inventory.
• Kanban has become synonymous with Just in Time production and “demand scheduling.”
• It is a cornerstone of lean manufacturing,just as it relies upon 5S and kaizen,so to do they rely upon kanban for full implementation.

12
Kanban, as a means of manufacturing, was developed by Toyota during the late 1940’s and early 1950’s.During that period,the Toyota Corporation studied American supermarkets and their management techniques.Taiichi Ohno,the man credited with developing,JIT,saw the relationship between the supermarket and its customer as an efficient means of organizing production,because a supermarket assures future stock while only supplying what the consumer has immediately signaled that he or she needs.
13
2.2.1.Full Time Production Scheduling Environment
• Kanban system,the JIT environment,the material used for motion control and planning of activities in this context,the production of a new approach to production control.Production control systems,including systems PULL and PUSH are collected under two headings.
14
Push Systems
The push strategy in marketing can be found in the communication between seller and buyer. Depending on the used medium, the communication can be either interactive or non-interactive.
Unacceptable service level Large and variable production batches Inability to meet changing demand patterns Less expenditure on advertising than pull
strategy Excessive inventories due to the need for large
safety stocks
15
Pull Systems In a “pull”system the consumer requests the
product and “pulls” it through the delivery channel.
Difficult to implement Decrease in lead time No inventory,response to specific orders Production and distribution are demand driven Point of sale(POS) data comes in handy when
shared with supply chain partners

16
2.3.JIDOKA (Automation)
• In recent times, Japanese manufacturing techniques have had a major affect on the approaches taken in manufacturing and management in western manufacturing companies today. Aside from grand methodologies such as the Toyota Production System and Lean, smaller everyday terms like Just In Time(JIT), Kanban, Pull System, Andon etc, have crept into the business lexicon, particularly on shop floors or in board rooms throughout the manufacturing industry.

17
2.4.SMED(Single Minute Exchange of Dies)
• Single Minute Exchange of Dies (SMED) is the approach to reduce output and quality losses due to changeovers. The method has been developed in Japan by Shigeo Shingo, and has proven its effectiveness in many companies by reducing changeover times from hours to minutes. Analysing the changeover process, combined with a stronger sense of teamwork and ownership lead to significant reductions in setup and changeover times.
• The process consists of the following 4 phases: 1. mixed phase 2. separated phase 3. transferred phase 4. improved phase

18
2.5.POKA-YOKE(Error Preventive Mechanisms)• Poka-yoke is a Japanese word for mistake-
proofing. These devices are used either to prevent the special causes that result in defects, or to inexpensively inspect each item to determine whether it is acceptable or defective. A poka-yoke device is any mechanism that either prevents a mistake from being made or makes the mistake obvious at a glance .
19
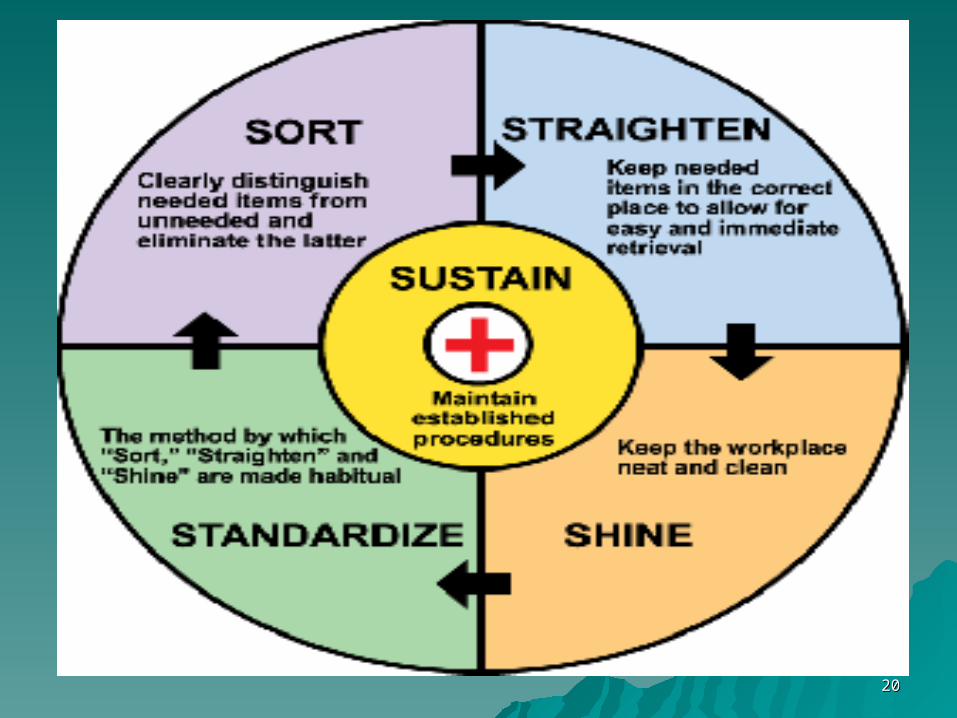
2.6. 5 STEP (5s) What is it?
• 5S is the name of a workplace organization methodology that uses a list of five Japanese words which are;
• Seiri (Sort)• Seiton (Set In Order)• Seiso (Shine)• Seiketsu (Standardize)• Shitsuke (Sustain) Transliterated or translated into English, they
all start with the letter "S".
2020
21
2.7.Total Productive Maintenance(TPM)• TPM is a maintenance process developed for
improving productivity by making processes more reliable and less wasteful.
• An accurate and practical implementation of TPM, will increase productivity within the total organization, where:
* .. a standardized and systematic approach is used, where all losses are prevented and/or known.
* .. a transparent multidisciplinary organization is reaching zero losses.
* .. steps are taken as a journey, not as a quick menu.

22
2.8.KAIZEN
• The Toyota Production System is known for
kaizen, where all line personnel are expected to stop their moving production line in case of any abnormality and, along with their supervisor, suggest an improvement to resolve the abnormality which may initiate a kaizen.
23
The cycle of kaizen activity can be defined as:
• Standardize an operation • Gauge measurements against requirements • Standardize the new, improved operations • Innovate to meet requirements and increase
productivity • Measure the standardized operation (find cycle
time and amount of in-process inventory)
2424

2525
Related Documents











