Mixed-surfactant additives for enhancement of air-atomized spray cooling of a hot steel plate Satya V. Ravikumar a , Jay M. Jha a , Ishita Sarkar a , Surjya K. Pal b , Sudipto Chakraborty a,⇑ a Department of Chemical Engineering, IIT Kharagpur, Kharagpur 721302, India b Department of Mechanical Engineering, IIT Kharagpur, Kharagpur 721302, India article info Article history: Received 9 November 2013 Received in revised form 22 February 2014 Accepted 12 March 2014 Available online 22 March 2014 Keywords: Air-atomized spray cooling Mixed-surfactant system Transition boiling Heat transfer enhancement Ultrafast cooling abstract The current study covers the cooling enhancement of a hot stainless steel plate using mixtures of ionic and nonionic surfactant additives in air-atomized water spray. The surfactant when dissolved in water, exhibits surface activity to influence the atomization process as well as solid–liquid contact by forming a monolayer at air–water interface. The properties of monolayer formed by mixed-surfactant systems depend on the interactions between the surfactants such that the heat transfer rate differs from that of the surface. In this study, sodium dodecyl sulfate (an anionic surfactant), cetrimonium bromide (a cat- ionic surfactant), and polysorbate 20 (Tween 20, a nonionic surfactant) have been used. For detailed anal- ysis on heat transfer performance of mixed-surfactants, the optimum concentration levels of the three surfactants have been considered from the authors’ earlier work. A test plate of AISI 304 designated steel of surface area 100 mm  100 mm and a thickness of 6 mm has been employed with three subsurface thermocouples to collect the transient temperature data during cooling from an initial surface tempera- ture of 900 °C. A commercial inverse heat conduction software, INTEMP has been used to estimate the surface heat flux and temperatures such that the cooling rates can be calculated for all the experiments. The results are analyzed to see the effect of mixed-surfactants on cooling performance of the hot plate, which reveal that the mixtures of nonionic and ionic surfactants give higher heat transfer enhancement than those of the individual surfactants in water. However, catanionic surfactant mixture diminishes the heat transfer ability of pure water. Overall, a maximum cooling rate of 240 °C/s and heat transfer co-effi- cient of 20,000 W/m 2 °C can be achieved from this study which is very important for run-out table cool- ing of a Hot Strip Mill in steel industry. Ó 2014 Elsevier Inc. All rights reserved. 1. Introduction Spray cooling is an efficient heat transfer technique for high heat flux applications. It is widely used in electronic chips [1], space crafts [2], nuclear fuel rods [3], combustion technology [4], and metallurgical processes [5]. There are other liquid cooling technologies like immersion cooling or jet impingement cooling, but they cannot provide satisfactory heat fluxes due to the film boiling phenomena. While cooling an extremely high temperature surface (above the Leidenfrost temperature), a thin layer of vapour develops in between the solid surface and liquid coolant which results in film boiling [6]. As cooling proceeds, film boiling and nucleate boiling co-exist because of unstable vapour layer, which is called transition boiling. Thereafter, the heat transfer phenomenon enters into complete nucleate boiling and finally the single phase convection occurs at low temperatures. In the steel industry, heat transfer rate at run-out table (ROT) during hot rolling process determines the metallurgical microstruc- ture responsible for a specified mechanical properties [7]. However, this thermo-metallurgical transformations in steels occur at tem- perature above the Leidenfrost point which may fall under film boiling heat transfer mechanism depending upon the cooling sys- tem used. The major phase transformation of steel occurs between a finish rolling temperature (FRT) of 900 °C and a coiling tempera- ture (CT) of 600 °C [8,9]. The cooling intensity between the said temperature ranges governs the phase microstructure and corresponding mechanical properties for an intended application. In general, cooling operation at the ROT is carried out in steel indus- tries by means of laminar jets using pure water as coolant media. However, many earlier studies on jet impingement cooling pointed out that the heat transfer on the quench surface is different at the stagnant zone and its surrounding radial flow zones [10–12]. In contrast to the non-uniform cooling by jet impingements, spray cooling would be of greater relevance since it is characterized by high and uniform heat fluxes. In the environmental and economical http://dx.doi.org/10.1016/j.expthermflusci.2014.03.007 0894-1777/Ó 2014 Elsevier Inc. All rights reserved. ⇑ Corresponding author. Tel.: +91 3222 283942 (O). E-mail address: [email protected] (S. Chakraborty). Experimental Thermal and Fluid Science 55 (2014) 210–220 Contents lists available at ScienceDirect Experimental Thermal and Fluid Science journal homepage: www.elsevier.com/locate/etfs

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Experimental Thermal and Fluid Science 55 (2014) 210–220
Contents lists available at ScienceDirect
Experimental Thermal and Fluid Science
journal homepage: www.elsevier .com/locate /et fs
Mixed-surfactant additives for enhancement of air-atomized spraycooling of a hot steel plate
http://dx.doi.org/10.1016/j.expthermflusci.2014.03.0070894-1777/� 2014 Elsevier Inc. All rights reserved.
⇑ Corresponding author. Tel.: +91 3222 283942 (O).E-mail address: [email protected] (S. Chakraborty).
Satya V. Ravikumar a, Jay M. Jha a, Ishita Sarkar a, Surjya K. Pal b, Sudipto Chakraborty a,⇑a Department of Chemical Engineering, IIT Kharagpur, Kharagpur 721302, Indiab Department of Mechanical Engineering, IIT Kharagpur, Kharagpur 721302, India
a r t i c l e i n f o a b s t r a c t
Article history:Received 9 November 2013Received in revised form 22 February 2014Accepted 12 March 2014Available online 22 March 2014
Keywords:Air-atomized spray coolingMixed-surfactant systemTransition boilingHeat transfer enhancementUltrafast cooling
The current study covers the cooling enhancement of a hot stainless steel plate using mixtures of ionicand nonionic surfactant additives in air-atomized water spray. The surfactant when dissolved in water,exhibits surface activity to influence the atomization process as well as solid–liquid contact by forminga monolayer at air–water interface. The properties of monolayer formed by mixed-surfactant systemsdepend on the interactions between the surfactants such that the heat transfer rate differs from thatof the surface. In this study, sodium dodecyl sulfate (an anionic surfactant), cetrimonium bromide (a cat-ionic surfactant), and polysorbate 20 (Tween 20, a nonionic surfactant) have been used. For detailed anal-ysis on heat transfer performance of mixed-surfactants, the optimum concentration levels of the threesurfactants have been considered from the authors’ earlier work. A test plate of AISI 304 designated steelof surface area 100 mm � 100 mm and a thickness of 6 mm has been employed with three subsurfacethermocouples to collect the transient temperature data during cooling from an initial surface tempera-ture of 900 �C. A commercial inverse heat conduction software, INTEMP has been used to estimate thesurface heat flux and temperatures such that the cooling rates can be calculated for all the experiments.The results are analyzed to see the effect of mixed-surfactants on cooling performance of the hot plate,which reveal that the mixtures of nonionic and ionic surfactants give higher heat transfer enhancementthan those of the individual surfactants in water. However, catanionic surfactant mixture diminishes theheat transfer ability of pure water. Overall, a maximum cooling rate of 240 �C/s and heat transfer co-effi-cient of 20,000 W/m2 �C can be achieved from this study which is very important for run-out table cool-ing of a Hot Strip Mill in steel industry.
� 2014 Elsevier Inc. All rights reserved.
1. Introduction In the steel industry, heat transfer rate at run-out table (ROT)
Spray cooling is an efficient heat transfer technique for highheat flux applications. It is widely used in electronic chips [1],space crafts [2], nuclear fuel rods [3], combustion technology [4],and metallurgical processes [5]. There are other liquid coolingtechnologies like immersion cooling or jet impingement cooling,but they cannot provide satisfactory heat fluxes due to the filmboiling phenomena. While cooling an extremely high temperaturesurface (above the Leidenfrost temperature), a thin layer of vapourdevelops in between the solid surface and liquid coolant whichresults in film boiling [6]. As cooling proceeds, film boiling andnucleate boiling co-exist because of unstable vapour layer,which is called transition boiling. Thereafter, the heat transferphenomenon enters into complete nucleate boiling and finallythe single phase convection occurs at low temperatures.
during hot rolling process determines the metallurgical microstruc-ture responsible for a specified mechanical properties [7]. However,this thermo-metallurgical transformations in steels occur at tem-perature above the Leidenfrost point which may fall under filmboiling heat transfer mechanism depending upon the cooling sys-tem used. The major phase transformation of steel occurs betweena finish rolling temperature (FRT) of 900 �C and a coiling tempera-ture (CT) of 600 �C [8,9]. The cooling intensity between the saidtemperature ranges governs the phase microstructure andcorresponding mechanical properties for an intended application.In general, cooling operation at the ROT is carried out in steel indus-tries by means of laminar jets using pure water as coolant media.However, many earlier studies on jet impingement cooling pointedout that the heat transfer on the quench surface is different at thestagnant zone and its surrounding radial flow zones [10–12]. Incontrast to the non-uniform cooling by jet impingements, spraycooling would be of greater relevance since it is characterized byhigh and uniform heat fluxes. In the environmental and economical
S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220 211
constraints of steel industry, significant reduction of coolant con-sumption can be possible by using spray cooling. In ordinary spray-ing technique where higher water flow rate is used, the chance offilm boiling is more due to the fact that the water droplets withinsufficient momentum can easily float on the vapour layer formedover the hot surface and initiate liquid films [13]. While, in case ofair-atomized spray cooling, compressed air is used to atomize thewater into finer droplets and these droplets are sprayed on thehot surface with higher momentum [14,15]. Here, the finer dropletsof water with higher momentum touch the hot surface, get de-formed increasing the contact area, then the conduction heat trans-fer takes place through the contact area (common interface) raisingthe water temperature inside the droplet and it starts evaporating.The lower droplet sizes facilitate higher heat transfer rates [16].When the droplets get partially evaporated and generate bubbles,they are then swept away from the hot surface by the high velocitysuperposed air flow. Hence, the formation of stable vapour film isprevented [9] as there is no occurrence of water pool on the hot sur-face unlike the immersion cooling or jet impingement or singlephase spray cooling. It is found form the earlier studies of authorsthat this is an effective process for ultrafast cooling of hot steel platewhich is an advanced heat treatment technique recently developingfor ROT cooling in steel industries [9,17] which is an advanced heattreatment technique recently developing for application into ROTcooling in steel industries [18–20]. Several authors have workedon different cooling methods and techniques to achieve ultrafastcooling for generating required metallurgical phase microstruc-tures and mechanical properties in steels [19,21]. It can beconcluded from their studies that ultrafast cooling avoids the tran-sition boiling and quickly initiates the bubble nucleation; therefore,the major heat is transferred from the surface by nucleate boilingheat transfer. Moreover, ultrafast cooling provides uniform temper-ature distribution from the surface. The achieved cooling rate is saidto be in ultrafast cooling when the product of the thickness of platein ‘mm’ and the cooling rate in ‘�C/s’ is preferably greater than 800[11].
Recent developments in spray cooling technologies have re-ceived considerable attention by altering the physical propertiesof coolant to achieve optimum cooling intensities. Mohapatraet al. [22] studied the air-atomized spray cooling with surfactantadded water to enhance the heat transfer rate from a hot stainlesssteel surface of 6 mm thickness at an initial surface temperature of900 �C. They have concluded that addition of surfactant increasesthe cooling rate of steel plate due to decrease in surface tensionresulting in higher solid–liquid contact leading to quick bubblenucleation. Moreover, atomization process is affected by the highsurface activity of the surfactant resulting in smaller dropletswhich evaporates faster. The type of surfactant used is sodiumdodecyl sulfate (SDS), which is an anionic surfactant. The studyhas been conducted at different concentrations of the surfactantand it reveals that the heat transfer rate increases up to an optimalsurfactant concentration (600 ppm) and thereafter decreases. Thisis due to high foamability of surfactant at higher surfactant con-centration levels which obstructs the motion of wetting front onthe hot surface resulting in lower heat transfer. The maximumultrafast cooling rate of 160 �C/s is achieved using surfactant addedwater, which is 60% higher than the cooling performance of purewater in the air-atomized spray.
The authors have previously explored the effect of adding threedifferent types of surfactants to the air atomized spray [23]. It hasbeen found that the cationic and nonionic surfactants show bettercooling efficiencies when a hot steel plate with an initial surfacetemperature of 900 �C is being cooled at a fixed air and water flowrate. The heat transfer rate in the transition boiling regime hasbeen enhanced by dissolved surfactants as the molecules of surfac-tants puncture the vapour layer apart and settle over the hot
surface and promote rapid nucleation of bubbles preventing theformation of a stable vapour layer on the hot surface that leadsto higher heat exchange capacity. It results in a quick shift fromtransition to nucleate boiling with the occurrence of higher criticalheat flux. The effect of spray inclination during air atomized spraycooling of a hot steel plate using pure water and anionic surfactantSDS as coolants has also been studied to enhance the heat transferperformance of steel plate [17]. Previous studies also reveal theenhancement of heat transfer rate using surfactant because of itshigher surface activity leading to an increase in surface contact,spreadability and evaporation rate of coolant [24–28]. In addition,the cavitation theory [29,30] proposes that the surface tension isresponsible for easier atomization of spray into finer droplets.The smaller the size of droplets, the faster they can evaporate fromthe surface [31]. Moreover, increase in vapour nucleation rate bydecrease in surface tension [32,33] enhances heat transfer rate inboth nucleate boiling and transition boiling regimes. Overall, theexisting literature reveals that surfactant water has better coolingperformances than pure water.
In many industrial and practical applications, a mixture of sur-factants is widely used because of its higher performance on finalapplications than that of a single surfactant [34–36]. These binarysurfactant mixtures are of anionic and cationic, cationic and non-ionic, and nonionic and anionic surfactants respectively. The com-bination of mixed-surfactants can present synergic properties[37,38]. The major advantages with surfactant mixtures are: (1)the properties attained by the surfactant mixtures are better thanthose obtained by individual surfactants; (2) the concentration ofmixed-surfactant needed for a required surface tension is lowerthan that of each individual surfactant concentration; (3) finally,the CMC of a mixture of any two surfactants is less than that ofthe individual surfactants. Stocco et al. [39] used myristic acid (an-ionic surfactant) to cetrimonium bromide (cationic surfactant) toincrease the foam stability of cationic surfactant. The bubble coa-lescence time of ionic surfactants (SDS and CTAB) is decreased bythe addition of nonionic surfactant (Tween 20), as reported by Sur-yanarayana and Ghosh [38]. In any binary mixed-surfactant system(SDS–CTAB, SDS–Tween 20, CTAB–Tween 20) [40], at a particularconcentration of single surfactant the surface tension value alterswith increasing concentration of the other surfactant. On basis ofthe surfactant enhanced heat transfer literature, spreadability ofcoolant is also one reason for high heat removal rate from the testsurface [41]. Rosen and Liu [42] used the mixtures of anionic andcationic surfactant for getting enhanced spreadability on polyeth-ylene surface. The superspreading of aqueous mixtures of differentsurfactants on a solid surface has been found by Stoebe et al. [43].
Although the significance of surfactant on heat transferenhancement has been found in the literature, no work has beenreported on the heat transfer performances of aqueous binary sur-factant mixtures. Moreover, only few works have been reported onthe cooling of a solid surface kept at high temperature (above900 �C). Hence the current study focuses on the air-atomized waterspray cooling with dissolved binary surfactant mixtures in purewater to cool a hot steel plate. The plate used in the currentstudy is a stainless steel of grade AISI 304 with dimensions100 mm � 100 mm � 6 mm. The cooling starts at the initial platetemperature of 900 �C, which is observed in ROT cooling in a HotStrip Mill of a steel plant. The binary surfactant mixtures usedare SDS–CTAB, CTAB–Tween 20 and SDS–Tween 20.
2. Experimental configuration
The experimental set-up for air-atomized spray cooling isshown in Fig. 1, which consists of test plate holder with air-atom-ized spray nozzle arrangement on top, the liquid coolant flow loop

Fig. 1. Schematic diagram of air-atomized spray cooling.
212 S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220
and the air flow loop. A stainless steel plate of AISI 304 grade hasbeen used in the experiments and the dimensions are 6 mm thick-ness and surface area of 100 mm � 100 mm. A full cone internalmixing air-atomized spray nozzle (Model No: 170.801, LechlerInc., Germany) has been used in this study. The experiments havebeen conducted from a fixed nozzle-to-plate distance of 60 mmand at fixed flow rate of air and liquid viz. 10 lpm and 30 Normalm3/h respectively.
The experimental procedure used is same as reported earlier[23] and the working fluids used in this study are binary mixturesof different surfactant additives in pure water. In each experiment,the steel plate has been heated to a temperature of above 900 �C inan electrically heated muffle furnace. Three subsurface K-typethermocouples have been used for recording transient temperaturedata during the experiments. The real time data during coolinghave been collected with the help of a data acquisition system(NIcDAQ-9174 with NI 9211 card) having a sampling frequencyof 10 Hz.
The optimum concentrations of the three surfactants for usingthem as effective coolants is based on the earlier study [23]. Theseoptimum solutions are 600 ppm SDS, 240 ppm CTAB and 56 ppmTween 20 respectively. By using these solutions in the proportionof 25%, 50% and 75%, the mixture of binary solutions have beenprepared. Hence, in this binary mixed-surfactant system (SDS–CTAB, SDS–Tween 20, CTAB–Tween 20), 0% and 100% solution cor-responds to the volume percentage of any single surfactant at theiroptimum concentration as mentioned above. For example,25:75 vol% SDS:CTAB binary mixture means that 25% (by volume)
Table 1Design of experiments for mixed-surfactant system.
Serial no. Binary mixtures of surfactant systems Volume percentage
1 Anionic (SDS) + cationic (CTAB) 0, 25, 50, 75, and, 1002 Anionic (SDS) + nonionic (Tween 20)3 Cationic (CTAB) + nonionic (Tween 20)
of 600 ppm SDS in aqueous solution was added with 75% (by vol-ume) of 240 ppm CTAB in aqueous solution to prepare the said bin-ary mixture. The design of experiments has been shown in Table 1.
3. Inverse heat conduction analysis
In this study, the measured temporal variation of internal tem-peratures of the specimen by thermocouples is used to determinethe unknown heat flux boundary conditions on the cooling surface.To estimate the heat flux and temperature distribution along thequench surface, an inverse heat conduction analysis is conductedin commercial inverse heat conduction software INTEMP usingvarying thermal properties of material. It has been successfully ap-plied by the scientific community for the solutions of the inverseheat conduction problems based on the measured thermocoupledata [9,11,15,44]. The L-curve analysis has been applied forsmoothing the data, which is constructed by a number of execu-tions of INTEMP in a range of smoothing parameters. Each outputfile gives the one flux data and error data. The flux data (Y-axis)versus error data (X-axis) is than plotted which forms L-curve.The corner value in the L-curve gives the optimal smoothingparameters. The detailed methodology of model and computationshave been described by Trujillo and Busby [45,46] who developedthe INTEMP software. The analysis, procedure and limitations havealso been outlined in the authors’ earlier work [23].
In the current experimental analysis, a 2D planar model with alength of 100 mm and a thickness of 6 mm is employed to modelthe heat transfer phenomena of AISI 304 stainless steel plate. Asanticipated by Zumbrunnen [47] different zones have been identi-fied on the quenching surface of which the maximum heat removaloccurs in the single phase forced convection zone followed by thenucleate/transition boiling zone. Based on this, the test surface hasbeen divided into three heat flux zones. It contains one direct im-pact zone and two radial flow zones based on their thermocouple
S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220 213
location away from the stagnant point, which are previously sum-marized by the present authors [23].
4. Measurement uncertainty
In order to maximize the accuracy of the research outcome, ef-forts have been made to minimize the uncertainties in the experi-mental and computational results. An uncertainty methodology byASME test code PTC 19.8-1983 has been used in the current study[59]. The first major source of error arises from fault in the measur-ing instrument which is known as bias. Another type of errorcomes into play due to lack of preciseness in definition of mea-sured quantity and this is known as random or precision error. Inthis study, the measured quantities are temperature by thermo-couples and physical properties of coolants by calibrated instru-ments. The calculated quantities are surface heat flux and surfacetemperatures. The K-type thermocouples which are used to recordthe temperature during experiments lead to uncertainties in theresults. The bias in temperature measurement is ±2.8 �C with zeroprecision. A data acquisition system (NI-9211, manufactured byNational Instruments Co., USA) is used in this study for the temper-ature recording. The offset in the temperature measurement andthe sensitivity is +0.7 �C and <0.07 �C respectively, as reported bythe manufacturer. Temperature recorded by the data card may alsocontain errors due to lag in the thermocouple wire. An effort hasbeen made to restrict this uncertainty due to thermocouple wirewithin ±2 �C by using a specially calibrated thermocouple wirefor recording the instantaneous readings measured by the thermo-couple. The uncertainty due to lack of contact between the thermo-couple tip and the plate has been avoided by using a highlyconductive material in thermocouple holes to fill the isolated airgaps. The errors in the thermo-physical properties of coolants suchas surface tension, contact angle and viscosity are ±0.4%, ±0.2%and ±2.1%, respectively which arise from calibrated instruments.
The surface temperature and surface heat flux are calculated byan inverse heat conduction analysis software called INTEMP. Iteliminates the noise present in the boundary values by optimalsmoothing parameter using L-curve methodology which reportsthe uncertainties in the output values. Based on the value of opti-mal smoothing parameter, the precision error in surface heat fluxestimation is 2.4%. To ensure the reproducibility of the results, eachexperiment has been repeated thrice. The standard deviation incooling rate estimation has been found to be 1.91%. In this study,the calculated surface temperatures by INTEMP has also been ver-ified using infrared thermal measurement technique on naturalcooling experiment. The error between the calculated surface tem-perature by INTEMP and measured surface temperature by infra-red thermograph is found to be within 3%.
Fig. 2. Variation of surface tension and contact angles with (a) SDS–CTAB binarysurfactant mixture, (b) CTAB–Tween 20 binary surfactant mixture and (c) SDS–Tween 20 binary surfactant mixture.
5. Results and discussion
Before performing the spray cooling experiments, all the cool-ants were characterized by measuring physical properties of cool-ants to understand the mechanism for heat transfer enhancement.
The properties measured are surface tension, viscosity and con-tact angle. The surface tension of the coolant was measured usingTensiometer [Krüss (Germany), model: K100] which is based onthe Wilhelmy plate method. The detailed measuring procedure isavailable in the literature [48]. From the Young equation [49], sur-face tension is responsible for wetting ability of solid surface by de-pends upon on its contact angle with the coolant used. Therefore,in this study the contact angle of the surface is measured usingGoniometer [Rame-Hart instrument (USA), model: 190-F2). Finally,the zero-shear viscosities of the coolants are measured usingviscometer [Brookfield Viscometer (USA), model: DV2T]. All the
measurements have been repeated thrice and the average valuehas been taken for better accuracy of the experiment.
5.1. Physical property measurements of the surfactants
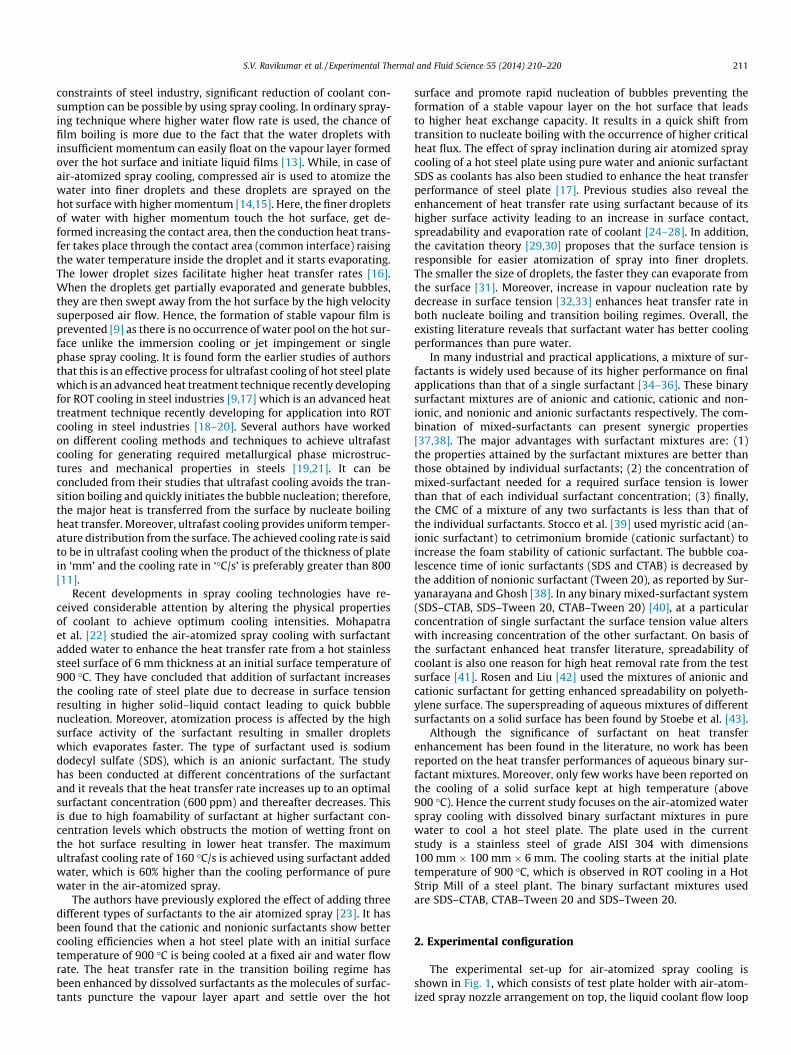
5.1.1. Surface tension and contact angleThe change in surface tension and subsequent contact angle in
different binary mixtures of surfactant has been shown in Fig. 2 of
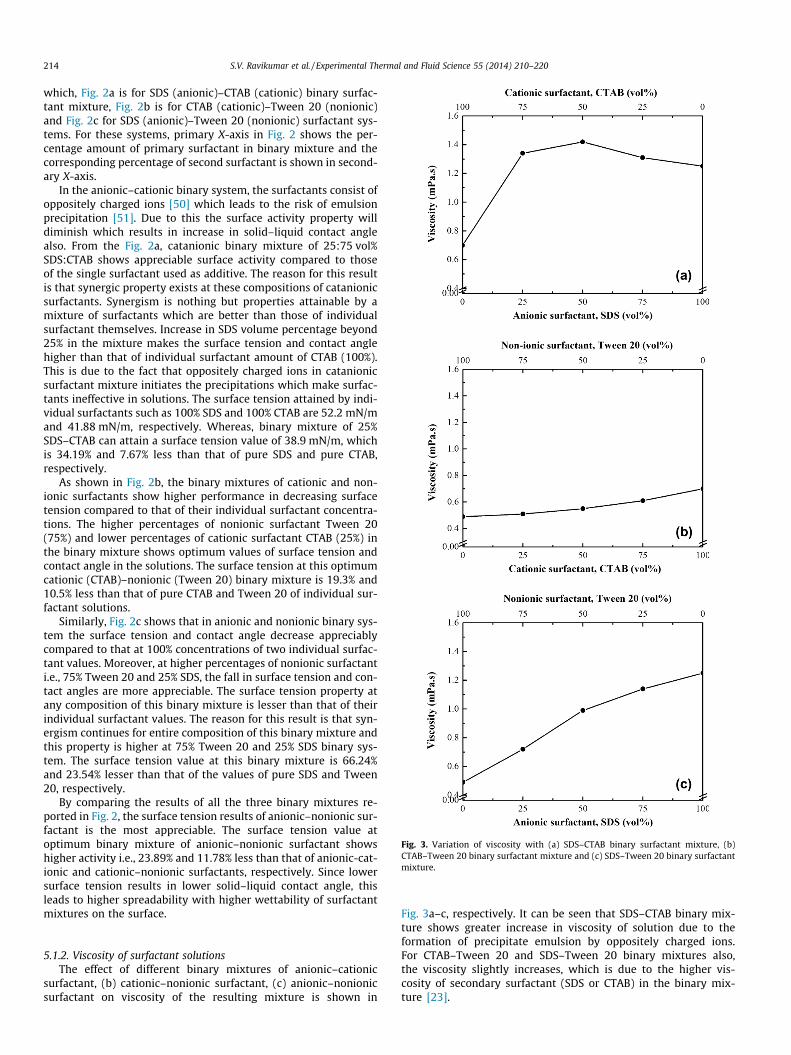
Fig. 3. Variation of viscosity with (a) SDS–CTAB binary surfactant mixture, (b)CTAB–Tween 20 binary surfactant mixture and (c) SDS–Tween 20 binary surfactantmixture.
214 S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220
which, Fig. 2a is for SDS (anionic)–CTAB (cationic) binary surfac-tant mixture, Fig. 2b is for CTAB (cationic)–Tween 20 (nonionic)and Fig. 2c for SDS (anionic)–Tween 20 (nonionic) surfactant sys-tems. For these systems, primary X-axis in Fig. 2 shows the per-centage amount of primary surfactant in binary mixture and thecorresponding percentage of second surfactant is shown in second-ary X-axis.
In the anionic–cationic binary system, the surfactants consist ofoppositely charged ions [50] which leads to the risk of emulsionprecipitation [51]. Due to this the surface activity property willdiminish which results in increase in solid–liquid contact anglealso. From the Fig. 2a, catanionic binary mixture of 25:75 vol%SDS:CTAB shows appreciable surface activity compared to thoseof the single surfactant used as additive. The reason for this resultis that synergic property exists at these compositions of catanionicsurfactants. Synergism is nothing but properties attainable by amixture of surfactants which are better than those of individualsurfactant themselves. Increase in SDS volume percentage beyond25% in the mixture makes the surface tension and contact anglehigher than that of individual surfactant amount of CTAB (100%).This is due to the fact that oppositely charged ions in catanionicsurfactant mixture initiates the precipitations which make surfac-tants ineffective in solutions. The surface tension attained by indi-vidual surfactants such as 100% SDS and 100% CTAB are 52.2 mN/mand 41.88 mN/m, respectively. Whereas, binary mixture of 25%SDS–CTAB can attain a surface tension value of 38.9 mN/m, whichis 34.19% and 7.67% less than that of pure SDS and pure CTAB,respectively.
As shown in Fig. 2b, the binary mixtures of cationic and non-ionic surfactants show higher performance in decreasing surfacetension compared to that of their individual surfactant concentra-tions. The higher percentages of nonionic surfactant Tween 20(75%) and lower percentages of cationic surfactant CTAB (25%) inthe binary mixture shows optimum values of surface tension andcontact angle in the solutions. The surface tension at this optimumcationic (CTAB)–nonionic (Tween 20) binary mixture is 19.3% and10.5% less than that of pure CTAB and Tween 20 of individual sur-factant solutions.
Similarly, Fig. 2c shows that in anionic and nonionic binary sys-tem the surface tension and contact angle decrease appreciablycompared to that at 100% concentrations of two individual surfac-tant values. Moreover, at higher percentages of nonionic surfactanti.e., 75% Tween 20 and 25% SDS, the fall in surface tension and con-tact angles are more appreciable. The surface tension property atany composition of this binary mixture is lesser than that of theirindividual surfactant values. The reason for this result is that syn-ergism continues for entire composition of this binary mixture andthis property is higher at 75% Tween 20 and 25% SDS binary sys-tem. The surface tension value at this binary mixture is 66.24%and 23.54% lesser than that of the values of pure SDS and Tween20, respectively.
By comparing the results of all the three binary mixtures re-ported in Fig. 2, the surface tension results of anionic–nonionic sur-factant is the most appreciable. The surface tension value atoptimum binary mixture of anionic–nonionic surfactant showshigher activity i.e., 23.89% and 11.78% less than that of anionic-cat-ionic and cationic–nonionic surfactants, respectively. Since lowersurface tension results in lower solid–liquid contact angle, thisleads to higher spreadability with higher wettability of surfactantmixtures on the surface.
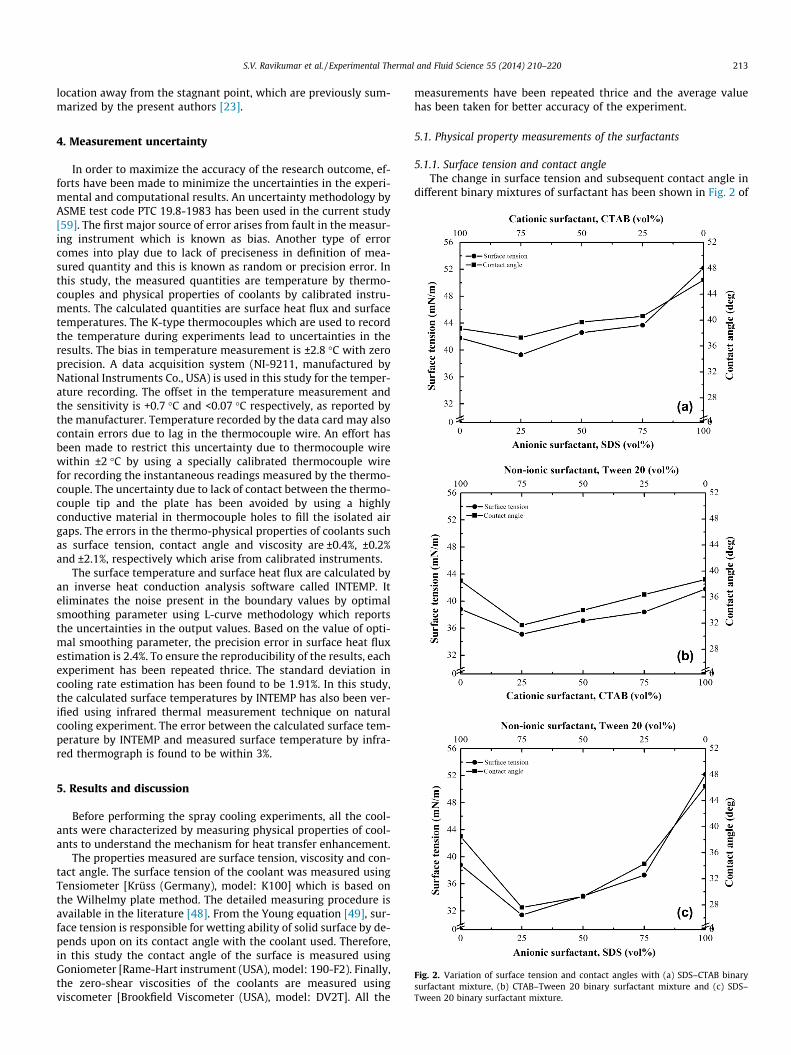
5.1.2. Viscosity of surfactant solutionsThe effect of different binary mixtures of anionic–cationic
surfactant, (b) cationic–nonionic surfactant, (c) anionic–nonionicsurfactant on viscosity of the resulting mixture is shown in
Fig. 3a–c, respectively. It can be seen that SDS–CTAB binary mix-ture shows greater increase in viscosity of solution due to theformation of precipitate emulsion by oppositely charged ions.For CTAB–Tween 20 and SDS–Tween 20 binary mixtures also,the viscosity slightly increases, which is due to the higher vis-cosity of secondary surfactant (SDS or CTAB) in the binary mix-ture [23].

S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220 215
5.2. Air-atomized spray cooling
Before conducting the experiments with mixed-surfactant addi-tives, the cooling study with pure water as coolant has been under-taken as a base case to relate the expected improved coolingcapabilities of the additives. As discussed earlier in Section 3, inall the experiments, the measured internal temperature data ob-tained by the thermocouples has been used to calculate the corre-sponding surface temperature and surface heat flux variationsusing inverse heat conduction solver. One of such result is pre-sented in Fig. 4 as a representative case, wherein Fig. 4a showsthe measured internal temperature histories and Fig. 4b depictsthe corresponding surface temperature and heat flux histories onthe quenching surface. The coolant used for the current experimentis pure water. It can be seen that the curves in Fig. 4a represent thetemperature histories at thermocouple location from 1 to 3, inwhich location 2 is the direct spray impact zone and location 3 isnearer to location 2 than location 1. Therefore, the cooling occursfirst at location 2 and then at location 3 and location 1 respectively.The delay in cooling at the horizontal flow zones are mainly be-cause wetting front takes some time to reach the surface awayfrom the stagnant point due to flow retardation effect. It is ob-served from Fig. 4b, the surface temperature profiles which followthe same trend as the internal temperature curves but at the sametime, it is observed that surface is cooled about 4 s earlier than thecorresponding internal positions. This is because heat transfer rateat the surface of the plate is faster than that at the internal posi-tions as direct contact of the spray takes place with the surface.The corresponding variations in surface heat flux with cooling time
Fig. 4. (a) Measured internal temperature histories by thermocouples. (b) Calcu-lated surface temperature and heat flux histories by INTEMP.
at different positions on the surface of the plate have also beenshown in Fig. 4b. It is observed from the figure that at all the threelocations the surface heat flux increases with increasing coolingtime up to certain value known as critical heat flux due to the onsetof transition boiling heat transfer and thereafter decreases at thenucleate boiling regime. Heat transfer is different in different zoneslike direct impact zone and horizontal flow zones which is well inagreement with the study of Zumbrunnen [47]. The maximum va-lue of critical heat flux is found at location 2 which corresponds tothe direct impingement zone and it decreases with locations awayfrom the stagnation point. The reason behind this phenomenon ismainly the spatial variation in spray mass flux over the surface.Moreover, there is a delay in wetting of regions located away fromthe direct spray impingement zone.
The boiling curve that is a plot between surface heat flux andcorresponding surface temperature during cooling with pure watercoolant is shown in Fig. 5, which is at stagnant zone. It can be seenthat two different changeovers exist, in which one occurs at 380 �Cand another at 130 �C. At surface temperature between 920 �C and380 �C, the surface heat flux increases with decreasing surface tem-perature as a result of transition boiling. In this regime, due tointermittent contact between the coolant and solid surface the filmboiling and nucleate boiling will co-exist which makes the vapourlayer unstable by rapid nucleation of bubbles resulting in increasein heat flux gradually to a maximum value. This phenomenon isalso known as spray evaporative cooling where the maximum heatflux value in the boiling curve is known as the critical heat flux(CHF). It can be considered as transition point between transitionand nucleate boiling. In the nucleate boiling where surface heatflux decreases with the decrease in surface temperature between380 �C and 130 �C vigorous bubble nucleation bubbles occurswhich grow in sizes resulting in formation of liquid films overthe quench surface. As the surface temperature further decreasesbelow 130 �C, a continuous liquid film formed by the spray coales-cence, as a result, no bubble can form and therefore the heat trans-fer takes place by single phase forced convection mode where thesurface heat flux decreases. These boiling heat transfer transitionsare well in agreement with the study of Jia and Qiu [52], Hall et al.[53] and Chester et al. [54] who also observed similar behaviour. Itis to be noted that no stable film boiling regime has been found onthe test surface during cooling as stable vapour blanket could notbe formed since the superposed air swept away the vapour andpartially evaporated droplets. Therefore, the present study oper-ates under transition and nucleates boiling regimes only which isthe greatest advantage of air-atomized spray cooling. Similartrends of the cooling results are found in the experimental runs
Fig. 5. Boiling curve at the stagnant zone of the plate from an experiment with purewater coolant.
216 S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220
where aqueous mixed-surfactant additives were used as coolantsand are discussed in the subsequent sections.
Fig. 6b. Variation in cooling rate with aqueous SDS–CTAB binary surfactantmixture.
5.2.1. Binary mixture of anionic and cationic surfactantsThe first binary system used in our study is a mixture of
600 ppm aqueous solution of SDS (anionic) and 240 ppm aqueoussolution of CTAB (cationic). The binary compositions taken are0:100 vol% SDS:CTAB, 25:75 vol% SDS:CTAB, 50:50 vol% SDS:CTAB,75:25 vol% SDS:CTAB, and 100:0 vol% SDS:CTAB as discussed ear-lier. Fig. 6a shows the effect of proportion of SDS–CTAB binary sur-factant mixture on the boiling curve. The temperature regionbetween 900 and 200 �C is particularly taken to analyze the exper-imental results, which covers the transition and nucleate boilingheat transfer regimes. It can be seen that all the curves in the figureare qualitatively same but vary quantitatively due to the use of dif-ferent percentage of surfactant mixtures in the coolant. In all thecases, the heat flux increases with decreasing surface temperaturedue to the onset of transition boiling and reaches a maximum va-lue known as critical heat flux which is the limiting point of tran-sition boiling. Thereafter; it decreases with decrease in surfacetemperature which marks the nucleate boiling heat transfer re-gime. The boiling curves of SDS–CTAB binary mixtures shows thatthe heat transfer rate in transition and nucleate boiling are high for0:100 vol% SDS:CTAB and 100:0 vol% SDS:CTAB. The heat transferrate, however, decreases in case of their binary mixtures. This oc-curs mostly due to the formation of emulsions. The surface heatfluxes achieved with the binary mixtures are all lower than thatobtained with pure surfactant solutions (0:100 vol% SDS:CTABand 100:0 vol% SDS:CTAB). The reason is that the suppression ofsurface tension by using these mixtures are not so effective (seeFig. 2a) and moreover it initiates emulsion precipitation whichcauses the increase in viscosity of coolant (see Fig. 2b). Increasein viscosity makes the atomization and evaporation of droplets dif-ficult. However, the binary mixture of 25:75 vol% SDS:CTAB showsbetter performance than that of other combinations, which is dueto significant decrease in surface tension at this mixed-surfactantconcentration. As explained in the authors’ earlier study [23], insurfactant enhanced transition boiling, due to lower vapour thick-ness in case of smaller droplet sizes facilitated by decrease in sur-face tension makes faster intermittent contact with hot surfacewith a higher bubble nucleation rate. Then the bubbles coalescenceand grow in sizes in surfactant added water. Moreover, the surfac-tant molecules puncture the vapour layer due to difference in theirboiling point with pure water and allow the droplets to touch thehot plate. The smaller droplets can easily go through the ruptures
Fig. 6a. Effect of SDS–CTAB binary surfactant mixture on boiling curve.
formed by surfactant molecules and as a result higher evaporationrate occurs.
In this study, for application into ROT cooling of steel processingindustries, the cooling rate is calculated between 900 and 600 �Cbecause the phase transformations in steels occur in this tempera-ture range. Fig. 6b shows the variation in cooling rate with aqueousSDS–CTAB binary surfactant mixture. The maximum cooling rateobtained with this binary mixture is 176 �C/s (at 25:75 vol%SDS:CTAB) while the maximum rates obtained with 0:100 vol%SDS:CTAB and 100:0 vol% SDS:CTAB are even higher. In SDS–CTABmixture, the positive and negatively charged ions equally cancelout resulting in micro emulsion which obstructs the coolant flowand evaporation becomes difficult. This also leads to increase inviscosity of coolant results in formation of films on the surface.Hence, this binary mixture of anionic–cationic surfactant is notrecommended for use.
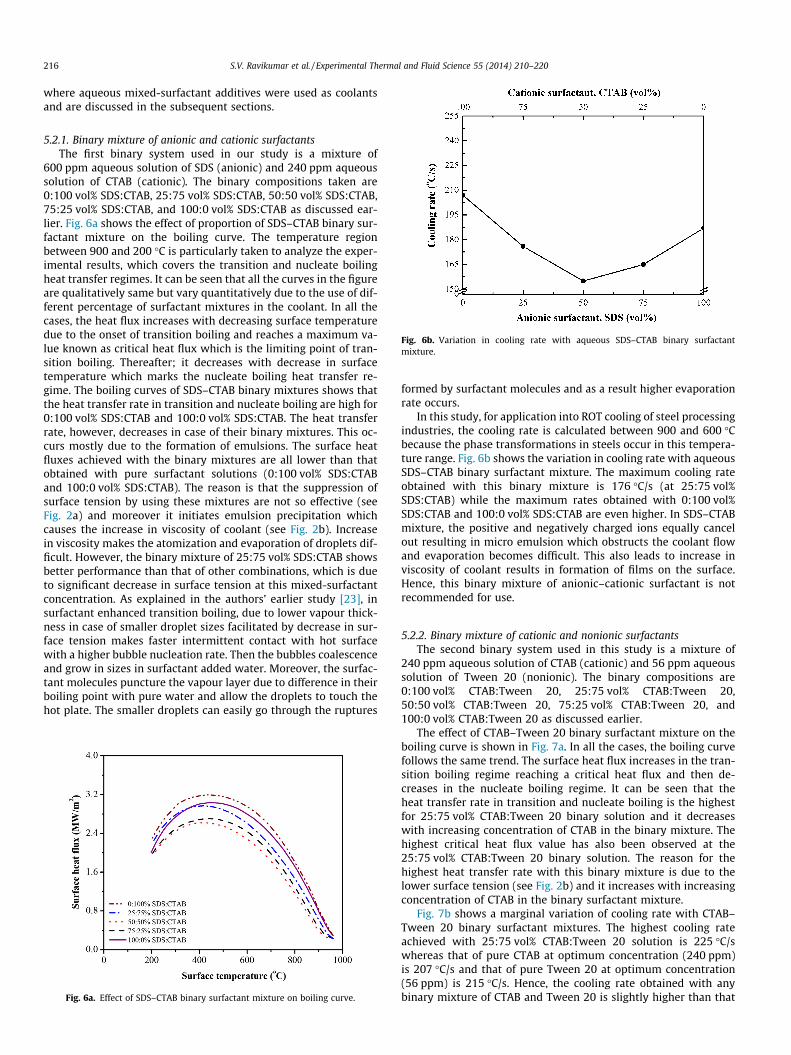
5.2.2. Binary mixture of cationic and nonionic surfactantsThe second binary system used in this study is a mixture of
240 ppm aqueous solution of CTAB (cationic) and 56 ppm aqueoussolution of Tween 20 (nonionic). The binary compositions are0:100 vol% CTAB:Tween 20, 25:75 vol% CTAB:Tween 20,50:50 vol% CTAB:Tween 20, 75:25 vol% CTAB:Tween 20, and100:0 vol% CTAB:Tween 20 as discussed earlier.
The effect of CTAB–Tween 20 binary surfactant mixture on theboiling curve is shown in Fig. 7a. In all the cases, the boiling curvefollows the same trend. The surface heat flux increases in the tran-sition boiling regime reaching a critical heat flux and then de-creases in the nucleate boiling regime. It can be seen that theheat transfer rate in transition and nucleate boiling is the highestfor 25:75 vol% CTAB:Tween 20 binary solution and it decreaseswith increasing concentration of CTAB in the binary mixture. Thehighest critical heat flux value has also been observed at the25:75 vol% CTAB:Tween 20 binary solution. The reason for thehighest heat transfer rate with this binary mixture is due to thelower surface tension (see Fig. 2b) and it increases with increasingconcentration of CTAB in the binary surfactant mixture.
Fig. 7b shows a marginal variation of cooling rate with CTAB–Tween 20 binary surfactant mixtures. The highest cooling rateachieved with 25:75 vol% CTAB:Tween 20 solution is 225 �C/swhereas that of pure CTAB at optimum concentration (240 ppm)is 207 �C/s and that of pure Tween 20 at optimum concentration(56 ppm) is 215 �C/s. Hence, the cooling rate obtained with anybinary mixture of CTAB and Tween 20 is slightly higher than that
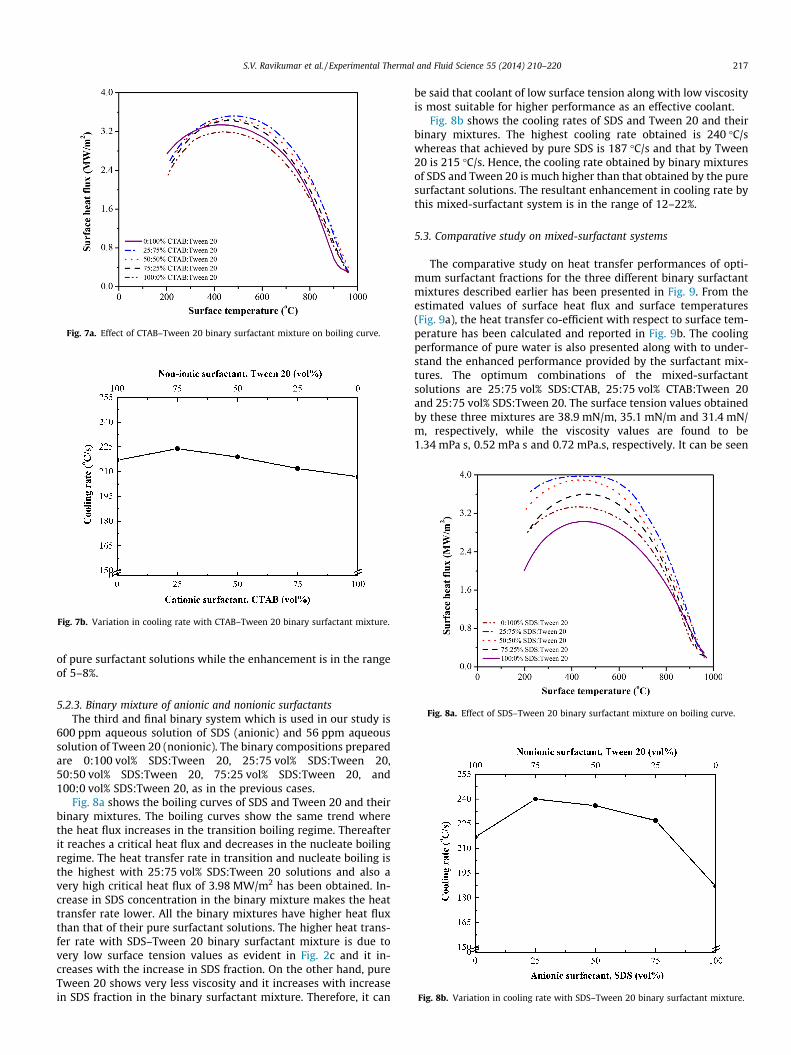
Fig. 7a. Effect of CTAB–Tween 20 binary surfactant mixture on boiling curve.
Fig. 7b. Variation in cooling rate with CTAB–Tween 20 binary surfactant mixture.
Fig. 8a. Effect of SDS–Tween 20 binary surfactant mixture on boiling curve.
Fig. 8b. Variation in cooling rate with SDS–Tween 20 binary surfactant mixture.
S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220 217
of pure surfactant solutions while the enhancement is in the rangeof 5–8%.
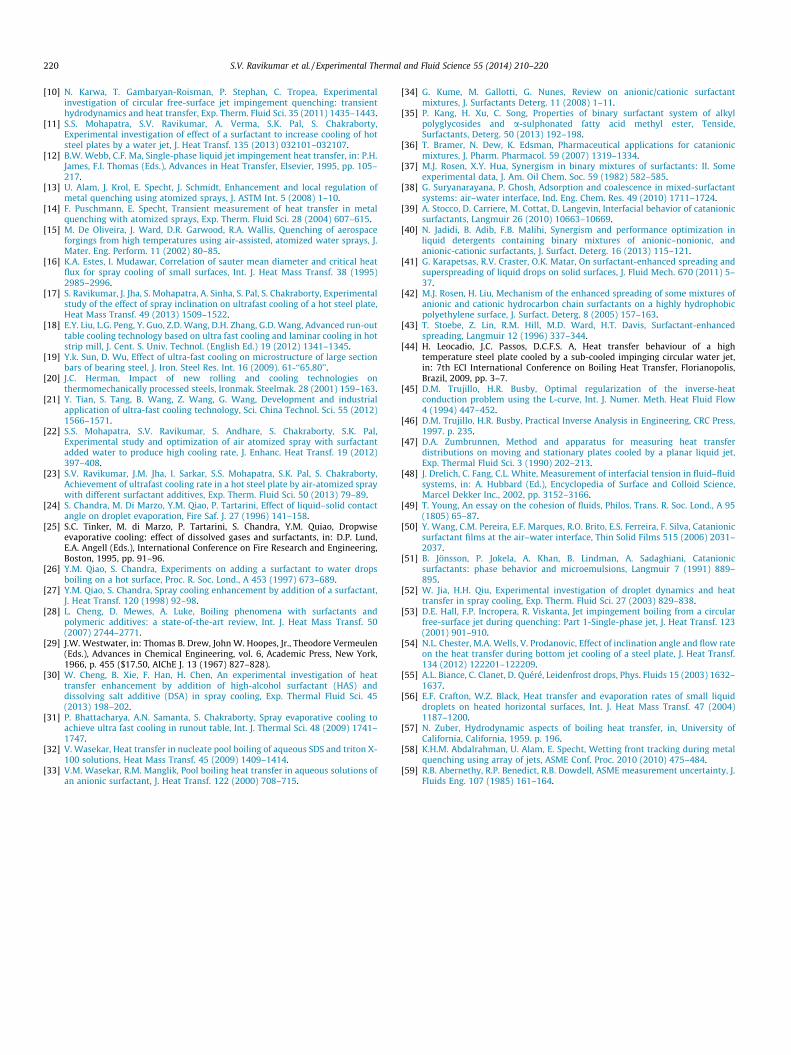
5.2.3. Binary mixture of anionic and nonionic surfactantsThe third and final binary system which is used in our study is
600 ppm aqueous solution of SDS (anionic) and 56 ppm aqueoussolution of Tween 20 (nonionic). The binary compositions preparedare 0:100 vol% SDS:Tween 20, 25:75 vol% SDS:Tween 20,50:50 vol% SDS:Tween 20, 75:25 vol% SDS:Tween 20, and100:0 vol% SDS:Tween 20, as in the previous cases.
Fig. 8a shows the boiling curves of SDS and Tween 20 and theirbinary mixtures. The boiling curves show the same trend wherethe heat flux increases in the transition boiling regime. Thereafterit reaches a critical heat flux and decreases in the nucleate boilingregime. The heat transfer rate in transition and nucleate boiling isthe highest with 25:75 vol% SDS:Tween 20 solutions and also avery high critical heat flux of 3.98 MW/m2 has been obtained. In-crease in SDS concentration in the binary mixture makes the heattransfer rate lower. All the binary mixtures have higher heat fluxthan that of their pure surfactant solutions. The higher heat trans-fer rate with SDS–Tween 20 binary surfactant mixture is due tovery low surface tension values as evident in Fig. 2c and it in-creases with the increase in SDS fraction. On the other hand, pureTween 20 shows very less viscosity and it increases with increasein SDS fraction in the binary surfactant mixture. Therefore, it can
be said that coolant of low surface tension along with low viscosityis most suitable for higher performance as an effective coolant.
Fig. 8b shows the cooling rates of SDS and Tween 20 and theirbinary mixtures. The highest cooling rate obtained is 240 �C/swhereas that achieved by pure SDS is 187 �C/s and that by Tween20 is 215 �C/s. Hence, the cooling rate obtained by binary mixturesof SDS and Tween 20 is much higher than that obtained by the puresurfactant solutions. The resultant enhancement in cooling rate bythis mixed-surfactant system is in the range of 12–22%.
5.3. Comparative study on mixed-surfactant systems
The comparative study on heat transfer performances of opti-mum surfactant fractions for the three different binary surfactantmixtures described earlier has been presented in Fig. 9. From theestimated values of surface heat flux and surface temperatures(Fig. 9a), the heat transfer co-efficient with respect to surface tem-perature has been calculated and reported in Fig. 9b. The coolingperformance of pure water is also presented along with to under-stand the enhanced performance provided by the surfactant mix-tures. The optimum combinations of the mixed-surfactantsolutions are 25:75 vol% SDS:CTAB, 25:75 vol% CTAB:Tween 20and 25:75 vol% SDS:Tween 20. The surface tension values obtainedby these three mixtures are 38.9 mN/m, 35.1 mN/m and 31.4 mN/m, respectively, while the viscosity values are found to be1.34 mPa s, 0.52 mPa s and 0.72 mPa.s, respectively. It can be seen

Fig. 9. Variation in (a) surface heat flux and (b) heat transfer co-efficient withsurface temperature at an optimum concentration of the binary surfactant mixtures.
Fig. 10. Progression of wetting front on the hot surface during working with binary mix
218 S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220
from Fig. 9 that SDS–Tween 20 binary surfactant mixture showsthe best performance in transition and nucleate boiling with high-est critical heat flux and heat transfer coefficients. This is due tovery low surface tension obtained by this mixture which makesthe droplets finer in size when it is injected from the nozzle. Thislow surface tension is also responsible for a higher contact areawhen the droplet hits the solid surface due to the lower contact an-gle. Smaller droplets with higher contact area can quickly evapo-rate from the surface resulting in a vapour blanket of lowerthickness. This has also been observed by Biance et al. [55], whofound that the vapour layer formed by the impingement of dropleton the hot surface is proportional to its initial diameter. Lesser va-pour thickness can easily be punctured by the surfactant moleculesand allows faster intermittent contact of spray droplets. Conse-quently, nucleation and accumulation of small vapour bubbles takeplace to form slugs that maximize the droplet evaporation ratewhich in turn causes an increase in transition boiling heat transfer.The result is in agreement with the observations by Crafton andBlack [56], who found that the evaporation rates of thinner andbroader droplets are higher on the metal surface.
As observed from authors’ earlier work [23] the best coolantsare CTAB and Tween 20 but coming to the case of those mixed-sur-factants their binary mixtures did not give best performance. It canalso be seen from the authors’ earlier study that SDS alone showslow cooling performance due to the effect of viscosity and highersurface tension and higher foamability characteristics. But whenit is mixed with Tween 20, it shows higher performance and it de-creases with increase in SDS concentration. The synergetic proper-ties of Tween 20 with SDS is higher than CTAB. Therefore, SDS–Tween 20 case shows higher performance than CTAB–Tween 20.
On the other hand, it is to be noted that the viscosity of SDS–Tween 20 binary surfactant mixture is slightly higher than thatof the value of CTAB–Tween 20 binary surfactant mixture. Thisdoes not mean that increase in viscosity accelerates the coolingrates. At this state it is crucially important to explain why heattransfer rate is higher in the case of SDS–Tween 20 than that of
tures of (a) pure water, (b) SDS–CTAB, (c) CTAB–Tween 20 and (d) SDS–Tween 20.

Table 2Maximum achieved cooling rate and critical heat flux values of different binarysurfactant mixtures.
Serial no. Surfactant system Cooling rate (�C) Critical heatflux (MW/m2)
1 Pure water 167 2.742 25:75 vol% SDS:CTAB 176 2.973 25:75 vol% CTAB:Tween 20 224 3.524 25:75 vol% SDS:Tween 20 240 3.98
S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220 219
CTAB–Tween 20 binary mixture. Both the aqueous binary solutionshows the lesser viscosity than that of pure water. Obviously, cool-ant of lower viscosity is favourable for higher cooling intensities.Then, what is the dominant factor in case of SDS–Tween 20 mix-ture? It can be seen from Fig. 2b and c, the surface tension ofSDS–Tween 20 appears to be 10.4% lesser than that of CTAB–Tween20, therefore the cooling rate is greater in the case of SDS–Tween20. This means that decrease in surface tension is certainly thedominant factor to intensify the cooling rate, as discussed earlier.Since the surface tension is the governing parameter for vapourfilm wave length of instability [57] due to droplets of higher con-tact area and higher number density of bubble nucleation sites,the heat transfer rate in the transition boiling is greatly enhancedby a decrease in surface tension. Finally, it can be concluded thatsurface tension is the major influencing parameter for higher heattransfer than viscosity. The photographs of the propagation ofwetting front on the hot surface during cooling with differentoptimum binary mixtures of surfactant solutions are shown inFig. 10. It is evident from the figure that the movement of wettingfront (dark region) is faster in case of 25:75 vol% SDS:Tween 20solution than that of 25:75 vol% CTAB:Tween 20 and 25:75 vol%SDS:CTAB respectively, which conveys that higher heat transfer isresponsible for higher wetting front velocity, which all arefaster than that of pure water spreading rate. This is well in agree-ment with the study of Abdalrahman et al. [58] that the speed ofwetting front is responsible for the higher quench ability of thehot surface.
Finally, the effects of binary mixtures on the cooling rate andcritical heat flux is shown in Table 2. The cooling rate of SDS–Tween 20 binary surfactant is 240 �C/s which is 7 percent higherthan the next higher value (224 �C/s) by CTAB–Tween 20 and com-pared to pure water (167 �C/s) performance these are 43% and 34%higher respectively. Overall, the maximum cooling rates achievedby SDS–Tween 20 and CTAB–Tween 20 are in the higher range ofan ultrafast cooling process.
6. Conclusions
The heat transfer characteristics of different binary mixed-sur-factant systems in air-atomized spray cooling have been studiedin the present work. Aqueous solutions of 600 ppm anionic surfac-tant (i.e., SDS), 240 ppm cationic surfactant (i.e., CTAB) and 56 ppmnonionic surfactant (i.e., Tween 20) have been used in these stud-ies. The mixed-surfactant systems considered are SDS–CTAB,CTAB–Tween 20 and SDS–Tween 20. From these, the binary mix-tures prepared in the proportion of 0:100 vol%, 25:75 vol%,50:50 vol%, 75:25 vol%, and 100:0 vol% respectively. The coolingcapability of pure water has also been tested to understand the en-hanced performance provided by the surfactant mixtures. An AISI304 grade stainless steel plate of initial temperature >900 �C hasbeen chosen for spray cooling experimentation. The novelty ofthe work lies in the fact that these mixed-surfactant systems(SDS–CTAB, CTAB–Tween 20 and SDS–Tween 20) have been usedin a high temperature heat transfer application.
The experimental finding reveals that binary mixtures SDS–Tween 20 and CTAB–Tween 20 show enhanced performances insurface cooling rate than that of their pure surfactant solutionsused as coolant. Among the three mixed-surfactant systems,SDS–Tween 20 shows the higher cooling capability of the hot steelplate due to its high surface activity than that of CTAB–Tween 20and CTAB–Tween 20 surfactant systems. The coolant of higher sur-face activity (low surface tension) makes the droplets finer whenthe process of atomization in the nozzle. Low surface tension isalso responsible for a higher wettability when the droplet hitsthe solid surface due to the lower contact angle. Therefore, smallerdroplets with higher contact area can quickly evaporate from thesurface resulting in a vapour blanket of lower thickness which inturn causes an increase in transition boiling heat transfer. The bin-ary surfactant mixtures of SDS–CTAB not at all recommended forusing it as coolant because of the oppositely charged ions in anio-nic and cationic surfactants causes risk of emulsion precipitation,which makes the evaporation difficult. The optimum fraction forthe higher cooling rates in the CTAB–Tween 20 and SDS–Tween20 systems are 25:75 vol% and 25:75 vol%, respectively. In thesesystems, the heat transfer decreases with increase in the fractionof ionic surfactant (CTAB or SDS). The maximum cooling rates ob-tained with SDS–CTAB mixture (25:75% by volume) is 176 �C/s,that with CTAB–Tween 20 mixture (25:75% by volume) is 224 �C/s and that with SDS–Tween 20 mixture (25:75% by volume) is240 �C/s. The critical heat fluxes achieved in these cases are2.97 MW/m2, 3.52 MW/m2 and 3.98 MW/m2 respectively whichare higher than those attained by pure water. The CTAB–Tween20 and SDS–Tween 20 mixtures only shows higher performancesthan that of pure surfactants. Overall, a maximum heat transferco-efficient of 20,000 W/m2 �C has been achieved in air-atomizedspray cooling, which is very high value than that obtained fromany conventional spray cooling.
Hence, the mixed-surfactant systems are suitable for heat trans-fer enhancements with the binary mixture of anionic and nonionicsurfactant (SDS and Tween 20) being the best one. A wide range ofultrafast cooling rates from 167 �C/s (for pure water) to 240 �C/s(for 25:75 vol% SDS:Tween 20 mixture) have been achieved inthe current study. Different cooling rates in the ROT of a hot stripmill lead to formation of different microstructures which are suit-able for varied applications. Different surfactant mixtures can thusbe used to attain different cooling rates to obtain the steels of spe-cific applications.
References
[1] J.S. Coursey, J. Kim, K.T. Kiger, Spray cooling of high aspect ratio openmicrochannels, J. Heat Transf. 129 (2007) 1052–1059.
[2] K.I. Yoshida, Y. Abe, T. Oka, Y.H. Mori, A. Nagashima, Spray cooling underreduced gravity condition, J. Heat Transf. 123 (2001) 309–318.
[3] M.E. Sawan, M.W. Carbon, A review of spray-cooling and bottom-floodingwork for LWR cores, Nucl. Eng. Des. 32 (1975) 191–207.
[4] Q. Wang, P. Liu, S. Xu, B. Wang, T. Wang, A parametric study to design aneffective spray cooling deployment in an entrained-flow coal gasifier, in: 25thAnnual International Pittsburgh Coal Conf., PCC–Proceedings, CSREA Press,Bogart, GA USA, 2008, pp. 2258–2268.
[5] M. Raudensky, J. Horsky, A.A. Tseng, C.-I. Weng, Heat transfer evaluation ofimpingement cooling in hot rolling of shaped steels, Steel Res. 65 (1994) 375–381.
[6] J.D. Bernardin, I. Mudawar, Film boiling heat transfer of droplet streams andsprays, Int. J. Heat Mass Transf. 40 (1997) 2579–2593.
[7] S.D. Cox, S.J. Hardy, D.J. Parker, Influence of runout table operation setup on hotstrip quality, subject to initial strip condition: heat transfer issues, Ironmak.Steelmak. 28 (2001) 363–372.
[8] S.V. Ravikumar, J.M. Jha, S.S. Mohapatra, S.K. Pal, S. Chakraborty, Influence ofultrafast cooling on microstructure and mechanical properties of steel, SteelRes. Int. 84 (2013) 1157–1170.
[9] S.S. Mohapatra, S.V. Ravikumar, S.K. Pal, S. Chakraborty, Ultra fast cooling of ahot steel plate by using high mass flux air atomized spray, Steel Res. Int. 84(2013) 229–236.
220 S.V. Ravikumar et al. / Experimental Thermal and Fluid Science 55 (2014) 210–220
[10] N. Karwa, T. Gambaryan-Roisman, P. Stephan, C. Tropea, Experimentalinvestigation of circular free-surface jet impingement quenching: transienthydrodynamics and heat transfer, Exp. Therm. Fluid Sci. 35 (2011) 1435–1443.
[11] S.S. Mohapatra, S.V. Ravikumar, A. Verma, S.K. Pal, S. Chakraborty,Experimental investigation of effect of a surfactant to increase cooling of hotsteel plates by a water jet, J. Heat Transf. 135 (2013) 032101–032107.
[12] B.W. Webb, C.F. Ma, Single-phase liquid jet impingement heat transfer, in: P.H.James, F.I. Thomas (Eds.), Advances in Heat Transfer, Elsevier, 1995, pp. 105–217.
[13] U. Alam, J. Krol, E. Specht, J. Schmidt, Enhancement and local regulation ofmetal quenching using atomized sprays, J. ASTM Int. 5 (2008) 1–10.
[14] F. Puschmann, E. Specht, Transient measurement of heat transfer in metalquenching with atomized sprays, Exp. Therm. Fluid Sci. 28 (2004) 607–615.
[15] M. De Oliveira, J. Ward, D.R. Garwood, R.A. Wallis, Quenching of aerospaceforgings from high temperatures using air-assisted, atomized water sprays, J.Mater. Eng. Perform. 11 (2002) 80–85.
[16] K.A. Estes, I. Mudawar, Correlation of sauter mean diameter and critical heatflux for spray cooling of small surfaces, Int. J. Heat Mass Transf. 38 (1995)2985–2996.
[17] S. Ravikumar, J. Jha, S. Mohapatra, A. Sinha, S. Pal, S. Chakraborty, Experimentalstudy of the effect of spray inclination on ultrafast cooling of a hot steel plate,Heat Mass Transf. 49 (2013) 1509–1522.
[18] E.Y. Liu, L.G. Peng, Y. Guo, Z.D. Wang, D.H. Zhang, G.D. Wang, Advanced run-outtable cooling technology based on ultra fast cooling and laminar cooling in hotstrip mill, J. Cent. S. Univ. Technol. (English Ed.) 19 (2012) 1341–1345.
[19] Y.k. Sun, D. Wu, Effect of ultra-fast cooling on microstructure of large sectionbars of bearing steel, J. Iron. Steel Res. Int. 16 (2009). 61-‘‘65,80’’.
[20] J.C. Herman, Impact of new rolling and cooling technologies onthermomechanically processed steels, Ironmak. Steelmak. 28 (2001) 159–163.
[21] Y. Tian, S. Tang, B. Wang, Z. Wang, G. Wang, Development and industrialapplication of ultra-fast cooling technology, Sci. China Technol. Sci. 55 (2012)1566–1571.
[22] S.S. Mohapatra, S.V. Ravikumar, S. Andhare, S. Chakraborty, S.K. Pal,Experimental study and optimization of air atomized spray with surfactantadded water to produce high cooling rate, J. Enhanc. Heat Transf. 19 (2012)397–408.
[23] S.V. Ravikumar, J.M. Jha, I. Sarkar, S.S. Mohapatra, S.K. Pal, S. Chakraborty,Achievement of ultrafast cooling rate in a hot steel plate by air-atomized spraywith different surfactant additives, Exp. Therm. Fluid Sci. 50 (2013) 79–89.
[24] S. Chandra, M. Di Marzo, Y.M. Qiao, P. Tartarini, Effect of liquid–solid contactangle on droplet evaporation, Fire Saf. J. 27 (1996) 141–158.
[25] S.C. Tinker, M. di Marzo, P. Tartarini, S. Chandra, Y.M. Quiao, Dropwiseevaporative cooling: effect of dissolved gases and surfactants, in: D.P. Lund,E.A. Angell (Eds.), International Conference on Fire Research and Engineering,Boston, 1995, pp. 91–96.
[26] Y.M. Qiao, S. Chandra, Experiments on adding a surfactant to water dropsboiling on a hot surface, Proc. R. Soc. Lond., A 453 (1997) 673–689.
[27] Y.M. Qiao, S. Chandra, Spray cooling enhancement by addition of a surfactant,J. Heat Transf. 120 (1998) 92–98.
[28] L. Cheng, D. Mewes, A. Luke, Boiling phenomena with surfactants andpolymeric additives: a state-of-the-art review, Int. J. Heat Mass Transf. 50(2007) 2744–2771.
[29] J.W. Westwater, in: Thomas B. Drew, John W. Hoopes, Jr., Theodore Vermeulen(Eds.), Advances in Chemical Engineering, vol. 6, Academic Press, New York,1966, p. 455 ($17.50, AIChE J. 13 (1967) 827–828).
[30] W. Cheng, B. Xie, F. Han, H. Chen, An experimental investigation of heattransfer enhancement by addition of high-alcohol surfactant (HAS) anddissolving salt additive (DSA) in spray cooling, Exp. Thermal Fluid Sci. 45(2013) 198–202.
[31] P. Bhattacharya, A.N. Samanta, S. Chakraborty, Spray evaporative cooling toachieve ultra fast cooling in runout table, Int. J. Thermal Sci. 48 (2009) 1741–1747.
[32] V. Wasekar, Heat transfer in nucleate pool boiling of aqueous SDS and triton X-100 solutions, Heat Mass Transf. 45 (2009) 1409–1414.
[33] V.M. Wasekar, R.M. Manglik, Pool boiling heat transfer in aqueous solutions ofan anionic surfactant, J. Heat Transf. 122 (2000) 708–715.
[34] G. Kume, M. Gallotti, G. Nunes, Review on anionic/cationic surfactantmixtures, J. Surfactants Deterg. 11 (2008) 1–11.
[35] P. Kang, H. Xu, C. Song, Properties of binary surfactant system of alkylpolyglycosides and a-sulphonated fatty acid methyl ester, Tenside,Surfactants, Deterg. 50 (2013) 192–198.
[36] T. Bramer, N. Dew, K. Edsman, Pharmaceutical applications for catanionicmixtures, J. Pharm. Pharmacol. 59 (2007) 1319–1334.
[37] M.J. Rosen, X.Y. Hua, Synergism in binary mixtures of surfactants: II. Someexperimental data, J. Am. Oil Chem. Soc. 59 (1982) 582–585.
[38] G. Suryanarayana, P. Ghosh, Adsorption and coalescence in mixed-surfactantsystems: air–water interface, Ind. Eng. Chem. Res. 49 (2010) 1711–1724.
[39] A. Stocco, D. Carriere, M. Cottat, D. Langevin, Interfacial behavior of catanionicsurfactants, Langmuir 26 (2010) 10663–10669.
[40] N. Jadidi, B. Adib, F.B. Malihi, Synergism and performance optimization inliquid detergents containing binary mixtures of anionic–nonionic, andanionic-cationic surfactants, J. Surfact. Deterg. 16 (2013) 115–121.
[41] G. Karapetsas, R.V. Craster, O.K. Matar, On surfactant-enhanced spreading andsuperspreading of liquid drops on solid surfaces, J. Fluid Mech. 670 (2011) 5–37.
[42] M.J. Rosen, H. Liu, Mechanism of the enhanced spreading of some mixtures ofanionic and cationic hydrocarbon chain surfactants on a highly hydrophobicpolyethylene surface, J. Surfact. Deterg. 8 (2005) 157–163.
[43] T. Stoebe, Z. Lin, R.M. Hill, M.D. Ward, H.T. Davis, Surfactant-enhancedspreading, Langmuir 12 (1996) 337–344.
[44] H. Leocadio, J.C. Passos, D.C.F.S. A, Heat transfer behaviour of a hightemperature steel plate cooled by a sub-cooled impinging circular water jet,in: 7th ECI International Conference on Boiling Heat Transfer, Florianopolis,Brazil, 2009, pp. 3–7.
[45] D.M. Trujillo, H.R. Busby, Optimal regularization of the inverse-heatconduction problem using the L-curve, Int. J. Numer. Meth. Heat Fluid Flow4 (1994) 447–452.
[46] D.M. Trujillo, H.R. Busby, Practical Inverse Analysis in Engineering, CRC Press,1997. p. 235.
[47] D.A. Zumbrunnen, Method and apparatus for measuring heat transferdistributions on moving and stationary plates cooled by a planar liquid jet,Exp. Thermal Fluid Sci. 3 (1990) 202–213.
[48] J. Drelich, C. Fang, C.L. White, Measurement of interfacial tension in fluid–fluidsystems, in: A. Hubbard (Ed.), Encyclopedia of Surface and Colloid Science,Marcel Dekker Inc., 2002, pp. 3152–3166.
[49] T. Young, An essay on the cohesion of fluids, Philos. Trans. R. Soc. Lond., A 95(1805) 65–87.
[50] Y. Wang, C.M. Pereira, E.F. Marques, R.O. Brito, E.S. Ferreira, F. Silva, Catanionicsurfactant films at the air–water interface, Thin Solid Films 515 (2006) 2031–2037.
[51] B. Jönsson, P. Jokela, A. Khan, B. Lindman, A. Sadaghiani, Catanionicsurfactants: phase behavior and microemulsions, Langmuir 7 (1991) 889–895.
[52] W. Jia, H.H. Qiu, Experimental investigation of droplet dynamics and heattransfer in spray cooling, Exp. Therm. Fluid Sci. 27 (2003) 829–838.
[53] D.E. Hall, F.P. Incropera, R. Viskanta, Jet impingement boiling from a circularfree-surface jet during quenching: Part 1-Single-phase jet, J. Heat Transf. 123(2001) 901–910.
[54] N.L. Chester, M.A. Wells, V. Prodanovic, Effect of inclination angle and flow rateon the heat transfer during bottom jet cooling of a steel plate, J. Heat Transf.134 (2012) 122201–122209.
[55] A.L. Biance, C. Clanet, D. Quéré, Leidenfrost drops, Phys. Fluids 15 (2003) 1632–1637.
[56] E.F. Crafton, W.Z. Black, Heat transfer and evaporation rates of small liquiddroplets on heated horizontal surfaces, Int. J. Heat Mass Transf. 47 (2004)1187–1200.
[57] N. Zuber, Hydrodynamic aspects of boiling heat transfer, in, University ofCalifornia, California, 1959. p. 196.
[58] K.H.M. Abdalrahman, U. Alam, E. Specht, Wetting front tracking during metalquenching using array of jets, ASME Conf. Proc. 2010 (2010) 475–484.
[59] R.B. Abernethy, R.P. Benedict, R.B. Dowdell, ASME measurement uncertainty, J.Fluids Eng. 107 (1985) 161–164.
Related Documents











