1 Managing Flow Variability: Safety Inventory Managing Flow Variability: Safety Inventory Forecasts Depend on: (a) Historical Data and (b) Market Intelligence. Demand Forecasts and Forecast Errors Safety Inventory and Service Level Optimal Service Level – The Newsvendor Problem Lead Time Demand Variability Pooling Efficiency through Aggregation Shortening the Forecast Horizon Levers for Reducing Safety Inventory

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
Managing Flow Variability: Safety Inventory
Managing Flow Variability: Safety Inventory
Forecasts Depend on: (a) Historical Data and (b) Market Intelligence.
Demand Forecasts and Forecast Errors
Safety Inventory and Service Level
Optimal Service Level – The Newsvendor Problem
Lead Time Demand Variability
Pooling Efficiency through Aggregation
Shortening the Forecast Horizon
Levers for Reducing Safety Inventory

2
Managing Flow Variability: Safety Inventory
Four Characteristics of Forecasts
Forecasts are usually (always) inaccurate (wrong). Because of random noise.
Forecasts should be accompanied by a measure of forecast error. A measure of forecast error (standard deviation) quantifies the manager’s degree of confidence in the forecast.
Aggregate forecasts are more accurate than individual forecasts. Aggregate forecasts reduce the amount of variability – relative to the aggregate mean demand. StdDev of sum of two variables is less than sum of StdDev of the two variables.
Long-range forecasts are less accurate than short-range forecasts. Forecasts further into the future tends to be less accurate than those of more imminent events. As time passes, we get better information, and make better prediction.

3
Managing Flow Variability: Safety Inventory
Demand During Lead Time is Variable N(μ,σ)
Demand of sand during lead time has an average of 50 tons.Standard deviation of demand during lead time is 5 tonsAssuming that the management is willing to accept a risk
no more that 5%.

4
Managing Flow Variability: Safety Inventory
Forecast and a Measure of Forecast ErrorForecasts should be accompanied by a measure of forecast error

5
Managing Flow Variability: Safety Inventory
Time
Inve
ntor
y
Demand During Lead Time
Demand during LT
Lead Time

6
Managing Flow Variability: Safety Inventory
LT
ROP when Demand During Lead Time is Fixed

7
Managing Flow Variability: Safety Inventory
LT
Demand During Lead Time is Variable

8
Managing Flow Variability: Safety Inventory
Inventory
Time
Demand During Lead Time is Variable

9
Managing Flow Variability: Safety Inventory
Average demandduring lead time
A large demandduring lead time
ROP
Time
Qu
an
tity
Safety stock reduces risk ofstockout during lead time
Safety Stock
Safety stock
LT

10
Managing Flow Variability: Safety Inventory
ROP
Time
Qu
an
tity
Safety Stock
LT

11
Managing Flow Variability: Safety Inventory
Re-Order Point: ROP
Demand during lead time has Normal distribution.
We can accept some risk of being out of stock, but we usually like a risk of less than 50%.
If we order when the inventory on hand is equal to the average demand during the lead time; then there is 50% chance that the demand during lead time is less than our inventory.
However, there is also 50% chance that the demand during lead time is greater than our inventory, and we will be out of stock for a while.We usually do not like 50% probability of stock out

12
Managing Flow Variability: Safety Inventory
ROP
Risk of astockout
Service level
Probability ofno stockout
Safetystock
0 z
Quantity
z-scale
Safety Stock and ROP
Each Normal variable x is associated with a standard Normal Variable z
Averagedemand
x is Normal (Average x , Standard Deviation x) z is Normal (0,1)

13
Managing Flow Variability: Safety Inventory
z Values
SL z value0.9 1.280.95 1.650.99 2.33
ROP
Risk of astockout
Service level
Probability ofno stockout
Safetystock
0 z
Quantity
z-scale
Averagedemand
There is a table for z which tells us a) Given any probability of not exceeding z. What is the value of z b) Given any value for z. What is the probability of not exceeding z

14
Managing Flow Variability: Safety Inventory
μ and σ of Demand During Lead Time
Demand of sand during lead time has an average of 50 tons.Standard deviation of demand during lead time is 5 tons.Assuming that the management is willing to accept a risk no
more that 5%. Find the re-order point.
What is the service level.Service level = 1-risk of stockout = 1-.05 = .95Find the z value such that the probability of a standard
normal variable being less than or equal to z is .95Go to normal table, look inside the table. Find a probability
close to .95. Read its z from the corresponding row and column.

15
Managing Flow Variability: Safety Inventory
The table will give you z
Given a 95% SL95% Probability
Page 319: Normal table
Up to the first digitafterdecimal
Second digitafter decimal
Probability
z
1.6
0.05
Z = 1.65
z Value using Table

16
Managing Flow Variability: Safety Inventory
The standard Normal Distribution F(z)
z 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.090.0 0.5000 0.5040 0.5080 0.5120 0.5160 0.5199 0.5239 0.5279 0.5319 0.53590.1 0.5398 0.5438 0.5478 0.5517 0.5557 0.5596 0.5636 0.5675 0.5714 0.57530.2 0.5793 0.5832 0.5871 0.5910 0.5948 0.5987 0.6026 0.6064 0.6103 0.61410.3 0.6179 0.6217 0.6255 0.6293 0.6331 0.6368 0.6406 0.6443 0.6480 0.65170.4 0.6554 0.6591 0.6628 0.6664 0.6700 0.6736 0.6772 0.6808 0.6844 0.68790.5 0.6915 0.6950 0.6985 0.7019 0.7054 0.7088 0.7123 0.7157 0.7190 0.72240.6 0.7257 0.7291 0.7324 0.7357 0.7389 0.7422 0.7454 0.7486 0.7517 0.75490.7 0.7580 0.7611 0.7642 0.7673 0.7704 0.7734 0.7764 0.7794 0.7823 0.78520.8 0.7881 0.7910 0.7939 0.7967 0.7995 0.8023 0.8051 0.8078 0.8106 0.81330.9 0.8159 0.8186 0.8212 0.8238 0.8264 0.8289 0.8315 0.8340 0.8365 0.83891.0 0.8413 0.8438 0.8461 0.8485 0.8508 0.8531 0.8554 0.8577 0.8599 0.86211.1 0.8643 0.8665 0.8686 0.8708 0.8729 0.8749 0.8770 0.8790 0.8810 0.88301.2 0.8849 0.8869 0.8888 0.8907 0.8925 0.8944 0.8962 0.8980 0.8997 0.90151.3 0.9032 0.9049 0.9066 0.9082 0.9099 0.9115 0.9131 0.9147 0.9162 0.91771.4 0.9192 0.9207 0.9222 0.9236 0.9251 0.9265 0.9279 0.9292 0.9306 0.93191.5 0.9332 0.9345 0.9357 0.9370 0.9382 0.9394 0.9406 0.9418 0.9429 0.94411.6 0.9452 0.9463 0.9474 0.9484 0.9495 0.9505 0.9515 0.9525 0.9535 0.95451.7 0.9554 0.9564 0.9573 0.9582 0.9591 0.9599 0.9608 0.9616 0.9625 0.96331.8 0.9641 0.9649 0.9656 0.9664 0.9671 0.9678 0.9686 0.9693 0.9699 0.97061.9 0.9713 0.9719 0.9726 0.9732 0.9738 0.9744 0.9750 0.9756 0.9761 0.97672.0 0.9772 0.9778 0.9783 0.9788 0.9793 0.9798 0.9803 0.9808 0.9812 0.98172.1 0.9821 0.9826 0.9830 0.9834 0.9838 0.9842 0.9846 0.9850 0.9854 0.98572.2 0.9861 0.9864 0.9868 0.9871 0.9875 0.9878 0.9881 0.9884 0.9887 0.98902.3 0.9893 0.9896 0.9898 0.9901 0.9904 0.9906 0.9909 0.9911 0.9913 0.99162.4 0.9918 0.9920 0.9922 0.9925 0.9927 0.9929 0.9931 0.9932 0.9934 0.99362.5 0.9938 0.9940 0.9941 0.9943 0.9945 0.9946 0.9948 0.9949 0.9951 0.99522.6 0.9953 0.9955 0.9956 0.9957 0.9959 0.9960 0.9961 0.9962 0.9963 0.99642.7 0.9965 0.9966 0.9967 0.9968 0.9969 0.9970 0.9971 0.9972 0.9973 0.99742.8 0.9974 0.9975 0.9976 0.9977 0.9977 0.9978 0.9979 0.9979 0.9980 0.99812.9 0.9981 0.9982 0.9982 0.9983 0.9984 0.9984 0.9985 0.9985 0.9986 0.99863.0 0.9987 0.9987 0.9987 0.9988 0.9988 0.9989 0.9989 0.9989 0.9990 0.99903.1 0.9990 0.9991 0.9991 0.9991 0.9992 0.9992 0.9992 0.9992 0.9993 0.99933.2 0.9993 0.9993 0.9994 0.9994 0.9994 0.9994 0.9994 0.9995 0.9995 0.99953.3 0.9995 0.9995 0.9995 0.9996 0.9996 0.9996 0.9996 0.9996 0.9996 0.9997
F(z)
z0
F(z) = Prob( N(0,1) < z)

17
Managing Flow Variability: Safety Inventory
Relationship between z and Normal Variable x
ROP
Risk of astockout
Service level
Probability ofno stockout
Safetystock
0 z
Quantity
z-scale
Averagedemand
z = (x-Average x)/(Standard Deviation of x)x = Average x +z (Standard Deviation of x)μ = Average x σ = Standard Deviation of x
x = μ +z σ

18
Managing Flow Variability: Safety Inventory
Relationship between z and Normal Variable ROP
ROP
Risk of astakeout
Service level
Probability ofno stockout
Safetystock
0 z
Quantity
z-scale
Averagedemand
LTD = Lead Time DemandROP = Average LTD +z (Standard Deviation of LTD) ROP = LTD+zσLTD ROP = LTD + Isafety

19
Managing Flow Variability: Safety Inventory
Demand During Lead Time is Variable N(μ,σ)
Demand of sand during lead time has an average of 50 tons.Standard deviation of demand during lead time is 5 tonsAssuming that the management is willing to accept a risk
no more that 5%.
Compute safety stockIsafety = zσLTD Isafety = 1.64 (5) = 8.2
ROP = LTD + Isafety
ROP = 50 + 1.64(5) = 58.2
z = 1.65

20
Managing Flow Variability: Safety Inventory
Service Level for a given ROP
SL = Prob (LTD ≤ ROP)
LTD is normally distributed LTD = N(LTD, LTD ).
ROP = LTD + zσLTD ROP = LTD + Isafety I safety = z LTD
At GE Lighting’s Paris warehouse, LTD = 20,000, LTD = 5,000
The warehouse re-orders whenever ROP = 24,000
I safety = ROP – LTD = 24,000 – 20,000 = 4,000
I safety = z LTD z = I safety / LTD = 4,000 / 5,000 = 0.8
SL= Prob (Z ≤ 0.8) from Appendix II SL= 0.7881

21
Managing Flow Variability: Safety Inventory
Excel: Given z, Compute Probability
22
Managing Flow Variability: Safety Inventory
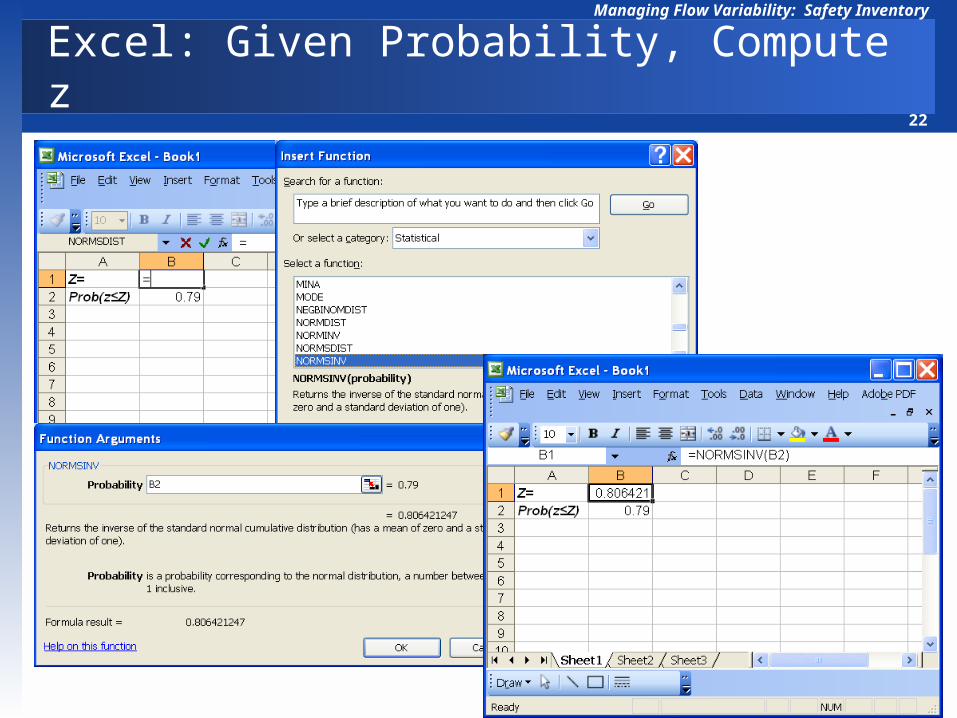
Excel: Given Probability, Compute z

23
Managing Flow Variability: Safety Inventory
Demand of sand has an average of 50 tons per week.Standard deviation of the weekly demand is 3 tons.Lead time is 2 weeks.Assuming that the management is willing to accept a risk
no more that 10%. Compute the Reorder Point
μ and σ of demand per period and fixed LT

24
Managing Flow Variability: Safety Inventory
μ and σ of demand per period and fixed LT
R: demand rate per period (a random variable) R: Average demand rate per periodσR: Standard deviation of the demand rate per period
L: Lead time (a constant number of periods)
LTD: demand during the lead time (a random variable) LTD: Average demand during the lead time σLTD: Standard deviation of the demand during lead time

25
Managing Flow Variability: Safety Inventory
μ and σ of demand per period and fixed LT
A random variable R: N(R, σR) repeats itself L times during the lead time. The summation of these L random variables R, is a random variable LTD
LRLTD
RLTD L
If we have a random variable LTD which is equal to summation of L random variables RLTD = R1+R2+R3+…….+RL
Then there is a relationship between mean and standard deviation of the two random variables
22RLTD L

26
Managing Flow Variability: Safety Inventory
RLTD L
LRLTD
Demand of sand has an average of 50 tons per week.Standard deviation of the weekly demand is 3 tons.Lead time is 2 weeks.Assuming that the management is willing to accept a risk
no more that 10%.
μ and σ of demand per period and fixed LT
24.4)3(2
100)50(2
RLTD L
LTD
Isafety = zσLTD = 1.28(4.24) = 5.43
ROP = 100 + 5.43
z = 1.28, R = 50, σR = 3, L = 2

27
Managing Flow Variability: Safety Inventory
Lead Time Variable, Demand fixed
Demand of sand is fixed and is 50 tons per week.The average lead time is 2 weeks.Standard deviation of lead time is 0.5 week.Assuming that the management is willing to accept a risk
no more that 10%. Compute ROP and Isafety.

28
Managing Flow Variability: Safety Inventory
μ and σ of lead time and fixed Demand per period
L: lead time (a random variable) L: Average lead timeσL: Standard deviation of the lead time
RL
RL
R: Demand per period (a constant value)
LTD: demand during the lead time (a random variable) LTD: Average demand during the lead time σLTD: Standard deviation of the demand during lead time

29
Managing Flow Variability: Safety Inventory
μ and σ of demand per period and fixed LT
A random variable L: N(L, σL) is multiplied by a constant R and generates the random variable LTD.
If we have a random variable LTD which is equal to a constant R times a random variables LLTD = RLThen there is a relationship between mean and standard deviation of the two random variables
LRLTD 222LLTD R
RL
RL
LLTD R

30
Managing Flow Variability: Safety Inventory
Variable R fixed L…………….Variable L fixed R
LLTD
LLTD
R
R
LRLTD
222
RL
RL
RLTD
RLTD
L
L
LRLTD
22
R R R R R
L
R+R+R+R+R

31
Managing Flow Variability: Safety Inventory
Lead Time Variable, Demand fixed
Demand of sand is fixed and is 50 tons per week.The average lead time is 2 weeks.Standard deviation of lead time is 0.5 week.Assuming that the management is willing to accept a risk no
more that 10%. Compute ROP and Isafety.z = 1.28, L = 2 weeks, σL = 0.5 week, R = 50 per week
25)5.0(50
100)2(50
LLTD R
LRLTD
Isafety = zσLTD = 1.28(25) = 32
ROP = 100 + 32

32
Managing Flow Variability: Safety Inventory
Both Demand and Lead Time are Variable
R: demand rate per period R: Average demand rateσR: Standard deviation of demand
L: lead time L: Average lead timeσL: Standard deviation of the lead time
LTD: demand during the lead time (a random variable) LTD: Average demand during the lead time σLTD: Standard deviation of the demand during lead time
LRLTD RL
LRLTD
2

33
Managing Flow Variability: Safety Inventory
Optimal Service Level: The Newsvendor Problem
Cost of Holding Extra Inventory
Improved Service
Optimal Service Level under uncertainty
The Newsvendor Problem
The decision maker balances the expected costs of ordering too much with the expected costs of ordering too little to determine the optimal order quantity.
How do we choose what level of service a firm should offer?

34
Managing Flow Variability: Safety Inventory
Optimal Service Level: The Newsvendor Problem
Demand Probability of Demand100 0.02110 0.05120 0.08130 0.09140 0.11150 0.16160 0.2170 0.15180 0.08190 0.05200 0.01
Cost =1800, Sales Price = 2500, Salvage Price = 1700Underage Cost = 2500-1800 = 700, Overage Cost = 1800-1700 = 100
What is probability of demand to be equal to 130?What is probability of demand to be less than or equal to 140?What is probability of demand to be greater than 140?What is probability of demand to be equal to 133?

35
Managing Flow Variability: Safety Inventory
Optimal Service Level: The Newsvendor Problem
Demand Probability of Demand100 0.002101 0.002102 0.002103 0.002104 0.002105 0.002106 0.002107 0.002108 0.002109 0.002
What is probability of demand to be equal to 116?What is probability of demand to be less than or equal to 160?What is probability of demand to be greater than 116?What is probability of demand to be equal to 13.3?
Demand Probability of Demand110 0.005111 0.005112 0.005113 0.005114 0.005115 0.005116 0.005117 0.005118 0.005119 0.005

36
Managing Flow Variability: Safety Inventory
Optimal Service Level: The Newsvendor Problem
What is probability of demand to be equal to 130?What is probability of demand to be less than or equal to 140?What is probability of demand to be greater than 140?What is probability of demand to be equal to 133?
Average Demand Probability of Demand100 0.02110 0.05120 0.08130 0.09140 0.11150 0.16160 0.2170 0.15180 0.08190 0.05200 0.01

37
Managing Flow Variability: Safety Inventory
Compute the Average Demand
r P( R =r)
100 0.02110 0.05120 0.08130 0.09140 0.11150 0.16160 0.2170 0.15180 0.08190 0.05200 0.01
)(r Demand AverageN
1ii irRP
Average Demand = +100×0.02 +110×0.05+120×0.08 +130×0.09+140×0.11 +150×0.16+160×0.20 +170×0.15 +180×0.08 +190×0.05+200×0.01Average Demand = 151.6
How many units should I have to sell 151.6 units (on average)? How many units do I sell (on average) if I have 100 units?

38
Managing Flow Variability: Safety Inventory
Suppose I have ordered 140 Unities.On average, how many of them are sold? In other words, what is
the expected value of the number of sold units?
When I can sell all 140 units? I can sell all 140 units if R≥ 140Prob(R≥ 140) = 0.76The the expected number of units sold –for this part- is(0.76)(140) = 106.4Also, there is 0.02 probability that I sell 100 units 2 unitsAlso, there is 0.05 probability that I sell 110 units5.5Also, there is 0.08 probability that I sell 120 units 9.6Also, there is 0.09 probability that I sell 130 units 11.7106.4 + 2 + 5.5 + 9.6 + 11.7 = 135.2
Deamand (r) 100 110 120 130 140 150 160 170 180 190 200Porbability 0.02 0.05 0.08 0.09 0.11 0.16 0.20 0.15 0.08 0.05 0.01Prob(R ≥ r) 1.00 0.98 0.93 0.85 0.76 0.65 0.49 0.29 0.14 0.06 0.01

39
Managing Flow Variability: Safety Inventory
Suppose I have ordered 140 Unities.On average, how many of them are salvaged? In other words,
what is the expected value of the number of sold units?
0.02 probability that I sell 100 units. In that case 40 units are salvaged 0.02(40) = .80.05 probability to sell 110 30 salvage 0.05(30)= 1.5 0.08 probability to sell 120 30 salvage 0.08(20) = 1.60.09 probability to sell 130 30 salvage 0.09(10) =0.9 0.8 + 1.5 + 1.6 + 0.9 = 4.8
Total number Solved 135.2 @ 700 = 94640Total number Salvaged 4.8 @ -100 = -480Expected Profit = 94640 – 480 = 94,160
Deamand (r) 100 110 120 130 140 150 160 170 180 190 200Porbability 0.02 0.05 0.08 0.09 0.11 0.16 0.20 0.15 0.08 0.05 0.01Prob(R ≥ r) 1.00 0.98 0.93 0.85 0.76 0.65 0.49 0.29 0.14 0.06 0.01

40
Managing Flow Variability: Safety Inventory
Cumulative Probabilities
P(R=r) P(R≤r) P(R≥r) Sold Salvage Salvage Sales Total100 0.02 0.02 1 100 0 70000 0 70000110 0.05 0.07 0.98 109.8 0.2 76860 20 76840120 0.08 0.15 0.93 119.1 0.9 83370 90 83280130 0.09 0.24 0.85 127.6 2.4 89320 240 89080140 0.11 0.35 0.76 135.2 4.8 94640 480 94160150 0.16 0.51 0.65 141.7 8.3 99190 830 98360160 0.2 0.71 0.49 146.6 13.4 102620 1340 101280170 0.15 0.86 0.29 149.5 20.5 104650 2050 102600180 0.08 0.94 0.14 150.9 29.1 105630 2910 102720190 0.05 0.99 0.06 151.5 38.5 106050 3850 102200200 0.01 1 0.01 151.6 48.4 106120 4840 101280
RevenueUnitsProbabilities

41
Managing Flow Variability: Safety Inventory
Number of Units Sold, Salvages
P(R=r) P(R≤r) P(R≥r) Sold Salvage Salvage Sales Total100 0.02 0.02 1 100 0 70000 0 70000110 0.05 0.07 0.98 109.8 0.2 76860 20 76840120 0.08 0.15 0.93 119.1 0.9 83370 90 83280130 0.09 0.24 0.85 127.6 2.4 89320 240 89080140 0.11 0.35 0.76 135.2 4.8 94640 480 94160150 0.16 0.51 0.65 141.7 8.3 99190 830 98360160 0.2 0.71 0.49 146.6 13.4 102620 1340 101280170 0.15 0.86 0.29 149.5 20.5 104650 2050 102600180 0.08 0.94 0.14 150.9 29.1 105630 2910 102720190 0.05 0.99 0.06 151.5 38.5 106050 3850 102200200 0.01 1 0.01 151.6 48.4 106120 4840 101280
RevenueUnitsProbabilities

42
Managing Flow Variability: Safety Inventory
Total Revenue for Different Ordering Policies
P(R=r) P(R≤r) P(R≥r) Sold Salvage Sales Salvage Total100 0.02 0.02 1 100 0 70000 0 70000110 0.05 0.07 0.98 109.8 0.2 76860 20 76840120 0.08 0.15 0.93 119.1 0.9 83370 90 83280130 0.09 0.24 0.85 127.6 2.4 89320 240 89080140 0.11 0.35 0.76 135.2 4.8 94640 480 94160150 0.16 0.51 0.65 141.7 8.3 99190 830 98360160 0.2 0.71 0.49 146.6 13.4 102620 1340 101280170 0.15 0.86 0.29 149.5 20.5 104650 2050 102600180 0.08 0.94 0.14 150.9 29.1 105630 2910 102720190 0.05 0.99 0.06 151.5 38.5 106050 3850 102200200 0.01 1 0.01 151.6 48.4 106120 4840 101280
RevenueUnitsProbabilities

43
Managing Flow Variability: Safety Inventory
Net Marginal Benefit:
Net Marginal Cost:
MB = p – c
MC = c - v
MB = $2,500 - $1,800 = $700
MC = $1,800 - $1,700 = $100
Analytical Solution for the Optimal Service Level
Suppose I have ordered Q units.
What is the expected cost of ordering one more units?
What is the expected benefit of ordering one more units?
If I have ordered one unit more than Q units, the probability of not selling that extra unit is if the demand is less than or equal to Q. Since we have P( R ≤ Q).
The expected marginal cost =MC× P( R ≤ Q)
If I have ordered one unit more than Q units, the probability of selling that extra unit is if the demand is greater than Q. We know that P(R>Q) = 1- P( R ≤ Q).
The expected marginal benefit = MB× [1-Prob.( R ≤ Q)]

44
Managing Flow Variability: Safety Inventory
As long as expected marginal cost is less than expected marginal profit we buy the next unit. We stop as soon as: Expected marginal cost ≥ Expected marginal profit
MC×Prob(R ≤ Q*) ≥ MB× [1 – Prob(R ≤ Q*)]
MB
MB MCProb(R ≤ Q*) ≥
In a continuous model: SL* = Prob(R ≤ Q*) = MB
MB MC
Analytical Solution for the Optimal Service Level
$700* 0.875
$700 $100
MBSL
MB MC
If we assume demand is normally distributed, What quantity corresponds to this service level ?

45
Managing Flow Variability: Safety Inventory
Analytical Solution for the Optimal Service Level
* 151.6 1.15 22.44 177.41RQ R z
* RQ R z
-4 -3 -2 -1 0 1 2 3 40
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4Probability Less than Upper Bound is 0.87493
Den
sity
Critical Value (z)
z = 1.15

46
Managing Flow Variability: Safety Inventory
Aggregate Forecast is More Accurate than Individual Forecasts
-5
-3
-1
1
3
5
-15
-10
-5
0
5
10
15
Demand forecast error for 5 productsMonth P1 P2 P3 P4 P5 Total1 2 4 -3 4 -2 52 0 0 5 0 1 63 2 5 -2 1 0 64 -1 2 -4 1 -2 -45 1 -4 -4 4 3 06 -2 -1 4 5 1 77 4 -5 0 5 -5 -18 -2 2 2 0 -4 -29 -4 1 1 4 3 510 -1 -1 -4 -2 4 -411 4 1 3 2 0 1012 2 0 -4 -3 2 -313 -4 -1 2 -1 -4 -814 0 -5 4 5 -2 215 -5 4 4 0 -4 -116 4 2 2 1 3 1217 -3 2 -2 5 -3 -118 3 1 -3 -1 3 319 2 3 -3 -5 3 020 0 -3 1 -1 -4 -721 -3 4 -4 0 5 222 4 1 -5 4 0 423 0 -4 -5 0 -5 -1424 -2 0 -2 -4 -2 -1025 2 5 -2 5 -1 926 4 5 5 0 1 1527 2 1 4 1 -1 728 0 -3 3 0 -2 -229 3 -2 -1 -1 -4 -530 -2 1 -4 -4 0 -9
-15
-10
-5
0
5
10
15
Demand forecast error for 5 productsMonth P1 P2 P3 P4 P5 Total1 2 4 -3 4 -2 52 0 0 5 0 1 63 2 5 -2 1 0 64 -1 2 -4 1 -2 -45 1 -4 -4 4 3 06 -2 -1 4 5 1 77 4 -5 0 5 -5 -18 -2 2 2 0 -4 -29 -4 1 1 4 3 510 -1 -1 -4 -2 4 -411 4 1 3 2 0 1012 2 0 -4 -3 2 -313 -4 -1 2 -1 -4 -814 0 -5 4 5 -2 215 -5 4 4 0 -4 -116 4 2 2 1 3 1217 -3 2 -2 5 -3 -118 3 1 -3 -1 3 319 2 3 -3 -5 3 020 0 -3 1 -1 -4 -721 -3 4 -4 0 5 222 4 1 -5 4 0 423 0 -4 -5 0 -5 -1424 -2 0 -2 -4 -2 -1025 2 5 -2 5 -1 926 4 5 5 0 1 1527 2 1 4 1 -1 728 0 -3 3 0 -2 -229 3 -2 -1 -1 -4 -530 -2 1 -4 -4 0 -9
-15
-10
-5
0
5
10
15

47
Managing Flow Variability: Safety Inventory
Physical Centralization
Physical Centralization: the firm consolidates all its warehouses in one
location from which is can serve all customers.
Example: Two warehouses. Demand in the two ware houses are independent.
Both warehouses have the same distribution for their lead time demand.
LTD1: N(LTD, σLTD ) LTD2: N(LTD, σLTD )
Both warehouses have identical service levels
To provide desired SL, each location must carry Isafety = zσLTD
z is determined by the desired service level
The total safety inventory in the decentralized system is
LTDDSafety zI 2

48
Managing Flow Variability: Safety Inventory
Independent Lead time demands at two locations
LTDC = LTD1 + LTD2 LTDC = LTD + LTD = 2 LTD
LTDLTDLTDC
LTDVar 222 2 LTDCLTD 2
LTDCSafety zI 2 LTD
DSafety zI 2
GE lighting operating 7 warehouses. A warehouse with average lead
time demand of 20,000 units with a standard deviation of 5,000 units
and a 95% service level needs to carry a safety inventory of
Isafety = 1.65×5000= 8250
750,57250,87 DsafetyI 827,215000765.1 C
safetyI
Decrease in safety inventory by a factor of 65.27
Centralization reduced the safety inventory by a factor of 1/√2

49
Managing Flow Variability: Safety Inventory
independent Lead time demands at N locations
Centralization of N locations: LTDcsafety NzI
Independent demand in N locations: Total safety inventory to
provide a specific SL increases not by N but by √N
If centralization of stocks reduces inventory, why doesn’t everybody do it?
– Longer response time
– Higher shipping cost
– Less understanding of customer needs
– Less understanding of cultural, linguistics, and regulatory barriers
These disadvantages my reduce the demand.

50
Managing Flow Variability: Safety Inventory
Dependent Demand
Does centralization offer similar
benefits when demands in
multiple locations are correlated?
LTD1 and LTD2 are statistically
identically distributed but correlated
with a correlation coefficient of ρ .
LTDLTDLTDLTDCLTD 2)( 222
LTDCLTD )1(2
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
No Correlation: ρ close to 0
LTDLTDLTDLTDCLTD
22222 )1(22)(
LTDCsafety zI )1(2

51
Managing Flow Variability: Safety Inventory
+ Correlation, + Perfect Correlation
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Negative Correlation: ρ close to -1
Positive Correlation: ρ close to 1
Perfect Negative Correlation: ρ = -1
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Perfect Positive Correlation: ρ = +1

52
Managing Flow Variability: Safety Inventory
Correlation
LTDDsafety zI 2
)1/(2)1(2/2
The safety inventory in the two-location decentralized system is larger
than in the centralized system by a factor of
If demand is positively fully correlated, ρ = 1, centralization offers no
benefits in the reduction of safety inventory
Benefits of centralization increases as the demand on the two locations
become negatively correlated. The best case is = -1, where we do not
need safety inventory at all
LTDCsafety zI )1(2

53
Managing Flow Variability: Safety Inventory
Principle of Aggregation and Pooling Inventory
Inventory benefits due to principle of aggregation.
Statistics: Standard deviation of sum of random variables is less than
the sum of the individual standard deviations.
Physical consolidation is not essential, as long as available inventory
is shared among various locations Pooling Inventory
– Virtual Centralization
– Specialization
– Component Commonality
– Delayed Differentiation
– Product Substitution

54
Managing Flow Variability: Safety Inventory
Virtual Centralization
Location A
Exceeds Available stock
1. Information about product demand and availability must be available
at both locations
2. Shipping the product from one location to a customer at another
location must be fast and cost effective
Location B
Less than Available stock
Virtual Centralization: inventory pooling in a network of locations is facilitated using
information regarding availability of goods and subsequent transshipment of goods between
locations to satisfy demand.
Pooling is achieved by keeping the inventories at decentralized locations.

55
Managing Flow Variability: Safety Inventory
Specialization, Substitution
Demand for both products exist in both locations. But a large portion of demand
for P1 is in location A, while a large portion of demand for P2 is in location B.
Both locations keep average inventory.
Safety inventory is kept only in the specialized warehouse
Location A
Product P1
Location B
Product P2
One other possibility to deal with variability is product substitution.

56
Managing Flow Variability: Safety Inventory
Component Commonality
Up to now we have discussed aggregating demand across various geographic
locations, either physical or virtual
Aggregating demand across various products has the same benefits.
Computer manufacturers: offer a wide range of models, but few components,
CPU, RMA, HD, CD/DVD drive, are used across product lines.
Replace Make-to-stock with make Make-to-Order
Commonality + MTO:
Commonality: Safety inventory of the common components much less than
safety inventory of unique components stored separately.
MTO: Inventory cost is computed in terms of WIP cost not in terms of
finished good cost (which is higher).

57
Managing Flow Variability: Safety Inventory
Postponement (Delayed Differentiation)
Forecasting Characteristic: Forecasts further into the future tends to be
less accurate than those of more imminent events.
Since shorter-range forecasts are more accurate, operational decisions
will be more effective if supply is postponed closer to the point of
actual demand.
Two Alternative processes (each activity takes one week)
Alternative A: (1) Coloring the fabric, (2) assembling T-shirts
Alternative B: (1) Assembling T-shirts, (2) coloring the fabric
No changes in flow time. Alternative B postponed the color difference
until one week closer to the time of sale. Takes advantage of the
forecasting characteristic: short-Range forecast more accurate.

58
Managing Flow Variability: Safety Inventory
Postponement (Delayed Differentiation)
Two advantages: Taking advantage of two demand forecasting
characteristics Commonality Advantage: At week 0; Instead of forecast for each
individual item, we forecast for aggregates item – uncolored T-shirt. Forecast for aggregate demand is more accurate than forecast for individual item. It is easier to more accurately forecast total demand for different colored T-shirts for next week than the week after the next.
Postponement Advantage: Instead of forecasting for each individual items two weeks ahead, we do it at week 1. Shorter rang forecasts are more accurate. It is easier to more accurately forecast demand for different colored T-shirts for next week than the week after the next.

59
Managing Flow Variability: Safety Inventory
Lessons Learned
Levels for Reducing Safety Capacity
Reduce demand variability through improved forecasting
Reduce replenishment lead time
Reduce variability in replenishment lead time
Pool safety inventory for multiple locations or products
Exploit product substitution
Use common components
Postpone product-differentiation processing until closer to the
point of actual demand
Related Documents