1. INTRODUCTION OF CASTING Metal casting has an historic pedigree as the manufacturing process first used by man to produce intricate metal artefacts and art objects. It played a major role in the industrial revolution and remains the basis of current manufacturing equipment and manufactured goods. The process plays an important part in aerospace component production and as such, remains at the leading edge of technology development. Despite the competition from plastics and ceramics, metals still remain the dominant materials in the production of capital equipment and manufactured goods. Metal casting will continue to play a major role, as a manufacturing process of considerable versatility, for the foreseeable future. In common with other manufacturing processes, metal casting has not remained static and there have been significant developments in both the metallurgy of cast alloys and in casting processes. It is the developments in processing, and particularly those devised to improve precision. 2. CASTING Casting is a solidification process, which means the solidification phenomenon controls most of the properties of the casting. Moreover, most of the casting defects occur during solidification, such as gas porosity and solidification shrinkage. Solidification occurs in two steps: nucleation and crystal growth. In the nucleation stage; solid particles form within the liquid. When these particles form their internal energy is lower than the surrounded liquid, which creates an energy interface between the two. The formation of the surface at this interface requires energy, so as nucleation occurs the material actually under cools, that is it cools below its freezing temperature, because of the extra energy required forming the interface surfaces. It then recalescences, or heats back up to its freezing temperature, for the crystal growth stage. Note that nucleation occurs on a pre-existing solid surface, because not as much energy is required for a partial interface surface, as is for a complete spherical interface surface. 1

1. INTRODUCTION of CASTING Metal Casting Has an Historic Pedigree
Nov 17, 2014
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1. INTRODUCTION OF CASTING
Metal casting has an historic pedigree as the manufacturing process first used by man to produce intricate metal artefacts and art objects. It played a major role in the industrial revolution and remains the basis of current manufacturing equipment and manufactured goods. The process plays an important part in aerospace component production and as such, remains at the leading edge of technology development. Despite the competition from plastics and ceramics, metals still remain the dominant materials in the production of capital equipment and manufactured goods. Metal casting will continue to play a major role, as a manufacturing process of considerable versatility, for the foreseeable future.In common with other manufacturing processes, metal casting has not remained static and there have been significant developments in both the metallurgy of cast alloys and in casting processes. It is the developments in processing, and particularly those devised to improve precision.
2. CASTING
Casting is a solidification process, which means the solidification phenomenon controls most of the properties of the casting. Moreover, most of the casting defects occur during solidification, such as gas porosity and solidification shrinkage. Solidification occurs in two steps: nucleation and crystal growth. In the nucleation stage; solid particles form within the liquid. When these particles form their internal energy is lower than the surrounded liquid, which creates an energy interface between the two. The formation of the surface at this interface requires energy, so as nucleation occurs the material actually under cools, that is it cools below its freezing temperature, because of the extra energy required forming the interface surfaces. It then recalescences, or heats back up to its freezing temperature, for the crystal growth stage. Note that nucleation occurs on a pre-existing solid surface, because not as much energy is required for a partial interface surface, as is for a complete spherical interface surface. This can be advantageous because fine-grained castings possess better properties than coarse-grained castings. A fine grain structure can be induced by grain refinement or inoculation, which is the process of adding impurities to induce nucleation. All of the nucleations represent a crystal, which grows as the heat of fusion is extracted from the liquid until there is no liquid left. The direction, rate, and type of growth can be controlled to maximize the properties of the casting. Directional solidification is when the material solidifies at one end and proceeds to solidify to the other end; this is the most ideal type of grain growth because it allows liquid material to compensate for shrinkage.
3. EXPENDABLE MOLD CASTING
Expendable mold casting is a generic classification that includes sand, plastic, shell, plaster, and investment (lost-wax technique) moldings. This method of mold casting involves the use of temporary, non-reusable molds.
3.1. WASTE MOLDING OF PLASTER
A durable plaster intermediate is often used as a stage toward the production of a bronze sculpture or as a pointing guide for the creation of a carved stone. With the completion
1

of a plaster, the work is more durable (if stored indoors) than a clay original which must be kept moist to avoid cracking. With the low cost plaster at hand, the expensive work of bronze casting or stone carving may be deferred until a patron is found, and as such work is considered to be a technical, rather than artistic process, it may even be deferred beyond the lifetime of the artist.
In waste molding a simple and thin plaster mold, reinforced by sisal or burlap, is cast over the original clay mixture. When cured, it is then removed from the damp clay, incidentally destroying the fine details in undercuts present in the clay, but which are now captured in the mold. The mold may then at any later time (but only once) be used to cast a plaster positive image, identical to the original clay. The surface of this plaster may be further refined and may be painted and waxed to resemble a finished bronze casting.
3.2. SAND CASTING
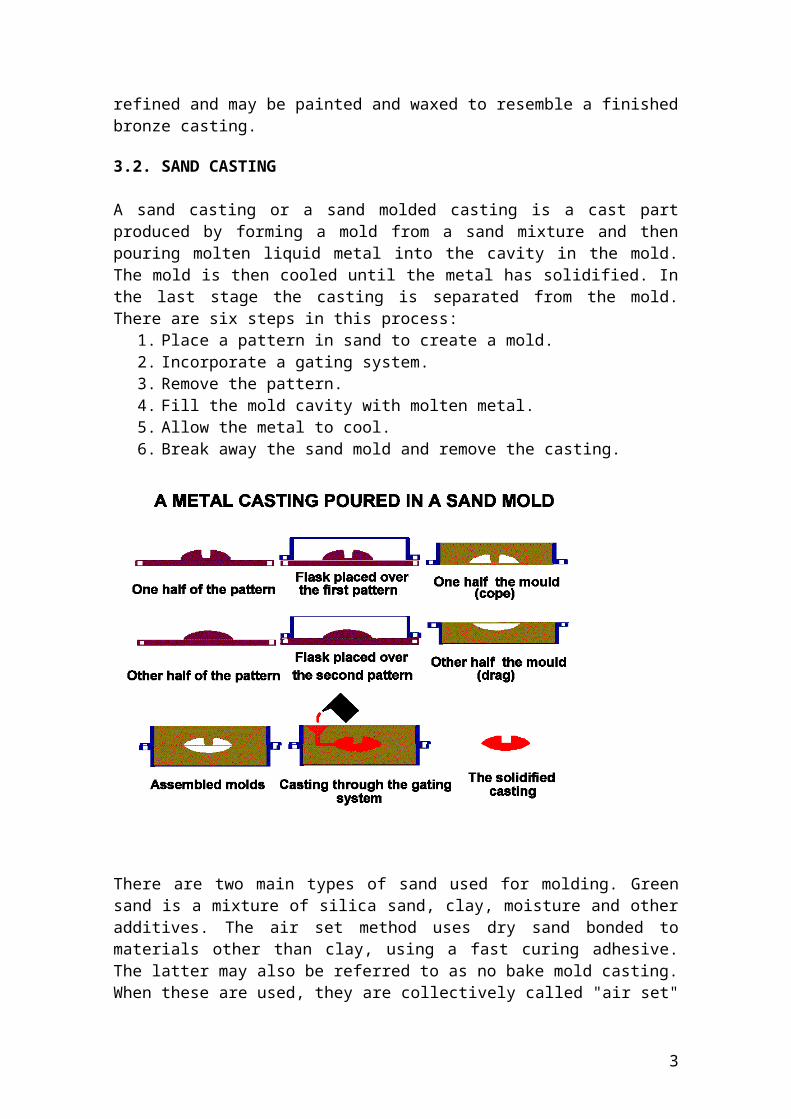
A sand casting or a sand molded casting is a cast part produced by forming a mold from a sand mixture and then pouring molten liquid metal into the cavity in the mold. The mold is then cooled until the metal has solidified. In the last stage the casting is separated from the mold. There are six steps in this process:
1. Place a pattern in sand to create a mold. 2. Incorporate a gating system. 3. Remove the pattern. 4. Fill the mold cavity with molten metal. 5. Allow the metal to cool. 6. Break away the sand mold and remove the casting.
There are two main types of sand used for molding. Green sand is a mixture of silica sand, clay, moisture and other additives. The air set method uses dry sand bonded to materials other than clay, using a fast curing adhesive. The latter may also be referred to as no bake mold casting. When these are used, they are collectively called "air set" sand castings to distinguish these from "green sand" castings. Two types of molding sand are
2
natural bonded (bank sand) and synthetic (lake sand), which is generally preferred due to its more consistent composition.With both methods, the sand mixture is packed around a master pattern forming a mold cavity. If necessary, a temporary plug is placed to form a channel for pouring the fluid to be cast. Air-set molds often form a two-part mold having a top and bottom, termed cope and drag. The sand mixture is tamped down as it is added, and the final mold assembly is sometimes vibrated to compact the sand and fill any unwanted voids in the mold. Then the pattern is removed with the channel plug, leaving the mold cavity. The casting liquid (typically molten metal) is then poured into the mold cavity. After the metal has solidified and cooled, the casting is separated from the sand mold. There is typically no mold release agent, and the mold is generally destroyed in the removal process. The accuracy of the casting is limited by the type of sand and the molding process. Sand castings made from coarse green sand impart a rough texture on the surface of the casting, and this makes them easy to identify. Air-set molds can produce castings with much smoother surfaces. Surfaces can also be ground and polished, for example when making a large bell. After molding, the casting is covered in a residue of oxides, silicates and other compounds. This residue can be removed by various means, such as grinding, or shot blasting.During casting, some of the components of the sand mixture are lost in the thermal casting process. Green sand can be reused after adjusting its composition to replenish the lost moisture and additives. The pattern itself can be reused indefinitely to produce new sand molds. The sand molding process has been used for many centuries to produce castings manually. Since 1950, partially-automated casting processes have been developed for production lines.
TOOLING REQUIREMENTS
The two main materials most commonly used for pattern construction are wood and aluminum alloy. The former is used for jobbing production and the latter for mass production. Patterns will incorporate allowances for contraction and machining taper to assist removal from the mould and core print provision for the location of cores in the mould. The pattern must be manufactured with the knowledge of how the mould will be produced so that an appropriate joint plane can be selected. Tooling for mechanized molding will incorporate provision for the gating and feeding systems and where appropriate mould part location.
PROCESS CAPABILITIES
Alloys Range: The process is suitable for the majority of aluminum-base copper-base alloys, steels and cast irons. By far the greatest output of green sand molded castings is in cast irons.Casting Size and Weight Range: The bulk of production is of castings weighing less than 25 kg. However, larger castings are readily produced providing that the molding method achieves the necessary mould rigidity. Production Volumes and Lead Times: Jobbing production using cheap patterns can result in relatively short lead times. As production requirements increase, better quality, usually metal, patterns are required and the lead time is extended. However, with machines capable of producing moulds at rates in excess of 300/hour, large quantities of castings can be produced relatively quickly.
3
Thin Section Capability: The green sand process is not renowned for its thin section capability. A section thickness of 5 mm represents a routinely attainable value.Detail Replication: The process is not suitable for castings requiring fine detail.Surface Finish: Generally, castings can be produced with surface roughness values in the range of 6.3 to 25 µm.Cast Holes: It would be unusual to attempt to cast holes smaller than 6 mm.Dimensional Accuracy: Information on this aspect is not readily available. This may be because it is assumed that castings will require machining.Typical Casting: The range of castings produced by the process is so diverse that choosing typical castings would be difficult. Castings are supplied to the automotive industry, general engineering industry, machine tool industry, valve industry and many others.
3.3. PLASTER MOLD CASTING
Plaster casting is similar to sand casting except that plaster of pairs is substituted for sand as a mold material. Generally, the form takes less than a week to prepare, after which a production rate of 1–10 units/hr-mold is achieved, with items as massive as 45 kg (99 lb) and as small as 30 g (1 oz) with very good surface finish and close tolerances. Plaster casting is an inexpensive alternative to other molding processes for complex parts due to the low cost of the plaster and its ability to produce near net shape castings. The biggest disadvantage is that it can only be used with low melting point non-ferrous materials, such as aluminum, copper, magnesium, and zinc.First, the plaster is mixed and the pattern is sprayed with a thin film of parting compound to prevent the plaster from sticking to the pattern. The plaster is then poured over the pattern and the unit shaken so that the plaster fills any small features. The plaster sets, usually in about 15 minutes, and the pattern is removed. The mold is then baked, between 120 °C (248 °F) and 260 °C (500 °F), to remove any excess water. The dried mold is then assembled, preheated, and the metal poured. Finally, after the metal has solidified, the plaster is broken from the cast part. The used plaster cannot be reused.The advantages and disadvantages of the plaster mold casting process are summarized below.Advantages:
The ability to produce complex shapes. The ability to produce thin section castings. The excellent replication of pattern detail. The ability to produce castings which are dimensionally accurate. The ability to produce castings with good surface finish. The minimization of residual stresses and distortion in castings.
Disadvantages: Poor productivity due to lengthy processing procedures. The need for multiple patterns to improve molding productivity. The requirement for close control of the production process. The need for special procedures to overcome the problems of poor mold
permeability. The possibility of impaired mechanical properties arising as a result of slow
cooling of the casting. The mold materials are not reclaimable.
4
TOOLING REQUIREMENTS
Pattern equipment for the process may be either rigid (permanent) or flexible. Permanent patterns are usually associated with match-plate mold production so that cope and drag plated patterns, incorporating the necessary gating and feeding system, must be produced. Wood, plastic and metal may be used, with qualifications, as the pattern material. However, the principal requirements in pattern production are precision as this will ultimately determine the accuracy and surface quality of the casting.
PROCESS CAPABILITIES
Alloys Range: The process is used predominantly for the production of castings in aluminum-base alloys. There is some production of magnesium-base and zinc-base alloys by the process, although in the case of the latter this may be for proving a design which will subsequently be produced by die casting. Copper-base alloys may also produce by the process, although the pouring temperature of these alloys may be close to the disassociation temperature of the plaster. Aluminum bronze, manganese bronze and 60:40 brass castings have been produced by the process.Casting Size and Weight Range: Castings weighing from as little as 50 gm to 10 kg are routinely cast and this probably represents the weight range of about 90% of the production output in aluminum alloys. Aluminum alloy castings up to 50 kg are produced and exceptionally a casting weighing 1815 kg has been recorded.Production Volumes and Lead Times: Although precision patterns are required, lead times are shorter than those for investment casting or pressure die casting and tooling costs modest by comparison. The process is most suited for small quantities but can be used for larger quantities, especially when duplicate patterns are used.Thin Section Capability: It is claimed that sections as 0.25 mm can be cast. However, more typical is the claim that section thicknesses of 1.5 mm, 1.75 mm and 2.25 mm can routinely be cast in zinc, aluminum and copper alloys respectively. For premium quality castings a section thickness of 1 mm can be achieved for the each alloy groups.Detail Replication: Although not easy to quantify, detail replication is excellent due to the fluid characteristics of the plaster, which improves replication of pattern detail. The replication ability of the process is demonstrated by the fact that a finger print in the pattern coating will be replicated on the casting.Surface Finish: The surface quality of castings produced by any process tends to decrease with increasing metal pouring temperature. Hence, the values will be higher for copper-base alloys than aluminum-base alloys. Generally, casting can be produced with surface roughness values within the range of 0.8 to 3.2 µm. Cast Holes: Due to relatively poor strength of the plaster mold material, the minimum hole or cut-out size which can safely be cast is 6 mm. It is recommended that holes be cast with a machining allowance of 0.4 to 1.5 mm if precision is requirement.Dimensional Accuracy: Attainable accuracy, in relation to size of dimension is shown in table. The figures represent the very best practice and do not include an allowance of ±0.375 mm for dimensions measured across the mould joint line.Typical Casting: Typical of the output of aluminum alloy castings by the process are bladed rotating castings for pumps and fluid transmission units. Castings are also produced for the aerospace industry, fuel system components, fuselage components etc; for business machines and computers; electronics and radar; medical equipment;
5
scientific instruments; optical equipment; building equipment and engineering industries.
3.4. SHELL MOLDING
Shell molding, also known as shell-mold casting, is an expendable mold casting process that uses a resin covered sand to form the mold. As compared to sand casting, this process has better dimensional accuracy, a higher productivity rate, and lower labor requirements. It is used for small to medium parts that require high precision. Examples of shell molded items include gear housings, cylinder heads and connecting rods. It is also used to make high-precision molding cores.
One of the greatest advantages of this process is that it can be completely automated for mass production. The high productivity, low labor costs, good surface finishes, and precision of the process can more than pay for it self if it reduces machining costs. There are also few problems due to gases, because of the absence of moisture in the shell, and the little gas that is still present easily escapes through the thin shell. When the metal is poured some of the resin binder burns out on the surface of the shell, which makes shaking out easy.
One disadvantage is that the gating system must be part of the pattern because the entire mold is formed from the pattern, which can be expensive. Another is the resin for the sand is expensive, however not much is required because only a shell is being formed
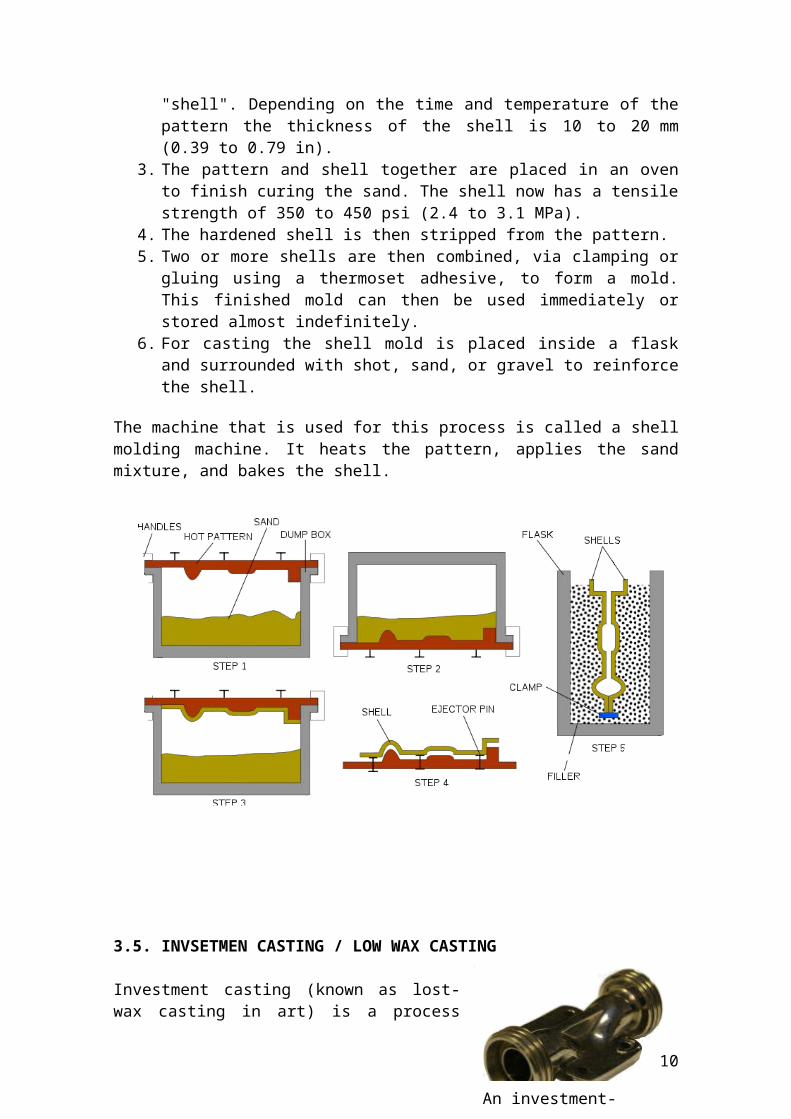
The process of creating a shell mold consists of six steps:
1. Fine silica sand that is covered in a thin (3–6%) thermosetting phenolic resin and liquid catalyst is dumped, blown, or shot onto a hot pattern. The pattern is usually made from cast iron and is heated to 230 to 315 C° (450 to 600 °F). The sand is allowed to sit on the pattern for a few minutes to allow the sand to partially cure.
2. The pattern and sand are then inverted so the excess sand drops free of the pattern, leaving just the "shell". Depending on the time and temperature of the pattern the thickness of the shell is 10 to 20 mm (0.39 to 0.79 in).
3. The pattern and shell together are placed in an oven to finish curing the sand. The shell now has a tensile strength of 350 to 450 psi (2.4 to 3.1 MPa).
4. The hardened shell is then stripped from the pattern. 5. Two or more shells are then combined, via clamping or gluing using a thermoset
adhesive, to form a mold. This finished mold can then be used immediately or stored almost indefinitely.
6. For casting the shell mold is placed inside a flask and surrounded with shot, sand, or gravel to reinforce the shell.
The machine that is used for this process is called a shell molding machine. It heats the pattern, applies the sand mixture, and bakes the shell.
6
3.5. INVSETMEN CASTING / LOW WAX CASTING
Investment casting (known as lost-wax casting in art) is a process that has been practised for thousands of years, with the lost-wax process being one of the oldest known metal forming techniques. From 5000 years ago, when beeswax formed the pattern, to today’s high technology waxes, refractory materials and specialist alloys, the castings ensure high-quality components are produced with the key benefits of accuracy, repeatability, versatility and integrity.Investment casting derives its name from the fact that the pattern is invested, or surrounded, with a refractory material. The wax patterns require extreme care for they are not strong enough to withstand forces encountered during the mold making. One advantage of investment casting is that the wax can be reused. The process is suitable for repeatable production of net shape components from a variety of different metals and high performance alloys. Although generally used for small castings, this process has been used to produce complete aircraft door frames, with steel castings of up to 300 kg and aluminum castings of up to 30 kg. Compared to other casting processes such as die casting or sand casting, it can be an expensive process, however the components that can be produced using investment casting can incorporate intricate contours, and in most cases the components are cast near net shape, so requiring little or no rework once cast.
4. NON-EXPANDABLE MOLD CASTING
Non-expendable mold casting differs from expendable processes in that the mold need not be reformed after each production cycle. This technique includes at least four different methods: permanent, die, centrifugal, and continuous casting.
7
An investment-cast valve cover

4.1. PERMANENT MOLD CASTING
Permanent mold casting is metal casting process that employs reusable molds usually made from metal. The most common process uses gravity to fill the mold, however gas pressure or a vacuum are also used. A variation on the typical gravity casting process, called slush casting, produces hollow castings. Common casting metals are aluminum, magnesium, and copper alloys. Other materials include tin, zinc, and lead alloys and iron and steel are also cast in graphite molds.There are four main types of permanent mold casting: gravity, slush, low-pressure, and vacuum.
The main advantages are the reusable mold, good surface finish, and good dimensional
accuracy. Typical tolerances are 0.4 mm for the first 25 mm (0.015 in for the first inch) and 0.02 mm for each additional centimeter (0.002 in per in; if the dimension crosses the parting line add an additional 0.25 mm (0.0098 in). Typical surface finishes are 2.5 to 7.5 µm RMS. A draft of 2 to 3° is required. Wall thicknesses are limited to 3 to 50 mm (0.12 to 2.0 in). Typical part sizes range from 100 g to 75 kg (several ounces to 150 lb). Other advantages include the ease of inducing directional solidification by changing the mold wall thickness or by heating or cooling portions of the mold. The fast cooling rates created by using a metal mold results in a finer grain structure than sand casting. Retractable metal cores can be used to create undercuts while maintaining a quick action mold.
There are three main disadvantages: high tooling cost, limited to low-melting-point metals, and short mold life. The high tooling costs make this process uneconomical for small production runs. When the process is used to cast steel or iron the mold life is extremely short. For lower melting point metals the mold life is longer but thermal fatigue and erosion usually limit the life to 10,000 to 120,000 cycles. The mold life is dependent on four factors: the mold material, the pouring temperature, the mold temperature, and the mold configuration. The pouring temperature is dependent on the casting metal, but the higher the pouring temperature the shorter the mold life. A high pouring temperature can also induce shrinkage problems and create longer cycle times. If the mold temperature is too low misruns are produced, but if the mold temperature is too high then the cycle time is prolonged and mold erosion is increased. Large differences in section thickness in the mold or casting can decrease mold life as well.
4.2. DIE CASTING
The die casting processes employ a permanent, reusable mould or die, generally made of metal, and this feature distinguishes them from the refractory aggregate molding processes considered so far. The die casting processes are precision casting processes
Schematic of the low-pressure permanent mold casting process
8
and so must be included in a treatise on the subject. There are four processes for die casting are;
1. Gravity Die Casting2. Pressure Die Casting 3. Low Pressure Die Casting 4. Squeeze Casting
Through their use of permanent metal dies these processes are characterized by relatively high tooling costs combined with low production costs. The processes are suited to mass production of castings, predominantly in the non-ferrous alloys. This restriction is imposed by the reduction in die life which results when high temperature alloys are processed in metal dies. In terms of volume of output, aluminum alloys are most important and are suited to each of the four processes considered. Zinc alloys are produced by pressure die casting and the process is also used in the production of the magnesium and copper base alloys. Ferrous materials can be die cast, grey cast iron is processed successfully by gravity die casting and steel components have been produced by pressure die casting and squeeze casting. Melting temperature and die life considerations apart, not all alloys are suitable for die casting. To be suitable for die casting an alloy must not be susceptible to cracking due to the constraint imposed by the die during solidification and contraction of the casting.Capital costs. In terms of equipment and dies, can be very high for these processes and this is the principal reason for the requirement for large order quantities. These costs are generally at their highest for pressure die casting and squeeze casting and lowest for gravity die casting.
4.2.1. GRAVITY DIE CASTING
The gravity die casting and permanent mould casting is quite simple in concept. A permanent, usually metal, mould replaces the expendable, refractory aggregate mould of sand and similar processes. Molten metal is poured into the permanent mould or die where it remains until it has solidified. The mould or die, which is usually made in two halves, is then opened and the casting is removed. The process is particularly suitable for the medium to high volume production of the casting with fairly uniform wall thickness and simple shape. Whilst there are similarities between sand casting and gravity die casting processes, the latter permits the production of more uniform castings with closer dimensional tolerances, superior surface finish and improved mechanical properties. Simple cores, made of metal or complex cores made of sand or plaster can be used with process to improve the degree of casting complexity attainable.The advantages of the process may be summarized as follows:
Castings can be produced to a higher level of consistency than can sand castings. Gravity die castings generally have a better metallurgical structure and higher
mechanical properties than sand castings. The surface finish of gravity die casting is generally better than that for sand
casting. Castings produced by the process may require less machining than sand castings. Castings porosity level of gravity die castings is generally lower than that of
sand castings.The disadvantages of the process include:
Higher tooling costs requiring larger order quantities.
9
Not all alloys are suitable for casting by this process. The process is not flexible as sand casting in terms of design complexity, size
and weight range.
TOOLING REQUIREMENTS
The dies can be of relatively simple construction, produced in two halves and jointed vertically.The dies must contain provision for accurate location, clamping, gating, feeding, venting and casting ejection. The majority of dies are manufactured from cast iron which means that tooling cost and lead times are significantly lower than those for pressure die casting. Low carbon steels and die steels provide improved thermal shock resistance, but not necessarily improved erosion resistance, and may be preferred for higher melting point casting alloys. However, cast iron castings are produced from grey iron dies. Graphite moulds may be used for small production runs of most metals and have been used successfully for medium volume zinc base alloy castings production. Although expensive materials, beryllium-copper alloys provide good die life when used for copper-base alloys.The dies are coated with a refractory layer which serves several purposes. Firstly, it insulates the die and reduces premature chilling of the metal, and secondly, it provides a barrier to direct contact between the die surface and the casting alloy, thus reducing the tendency to erosion. Lubricant coatings may be sprayed over insulating coatings. They usually contain graphite and they are applied to the die to facilitate casting removal.
PROCESS CAPABILITIES
Alloys Range: Although more castings are produced in aluminum-base alloys, there is significant production of copper-base alloys, cast iron, magnesium-base alloys, and zinc-base alloys.Casting Size and Weight Range: For general production, casting weights would not exceed:70 kg for aluminum-base25 kg for magnesium-base13.6 kg for cast iron9 kg for copper-base, alloys.Production Volumes and Lead Times: Cast to shape tooling produced in grey cast iron reduces the time and cost of tooling when compared with pressure die casting, but lead time and cost will be higher than for sand casting. Reasonable order quantities are required to justify the cost of tooling.Thin Section Capability: The process is not noted for its thin section capability and 5 mm would be a sensible minimum.Detail Replication: The process is not noted for detail replication and it is not as good as sand casting in this respect.Surface Finish: The surface finish is in part dependent upon the metal being cast, but typically will be in the range of 3.2 to 6.3 µm.Cast Holes: As a general guide minimum diameter for cored holes is 6.5 mm.Dimensional Accuracy: Dimensions may be held to within ± 0.25 mm in a single die half but critical dimensions will require machining.
10

Typical Casting: Castings in aluminum-base alloys include inlet manifolds, cylinder heads, brake master cylinders, and pistons for automotive applications. Castings in copper-base alloys include gear selector forks in aluminum bronze.
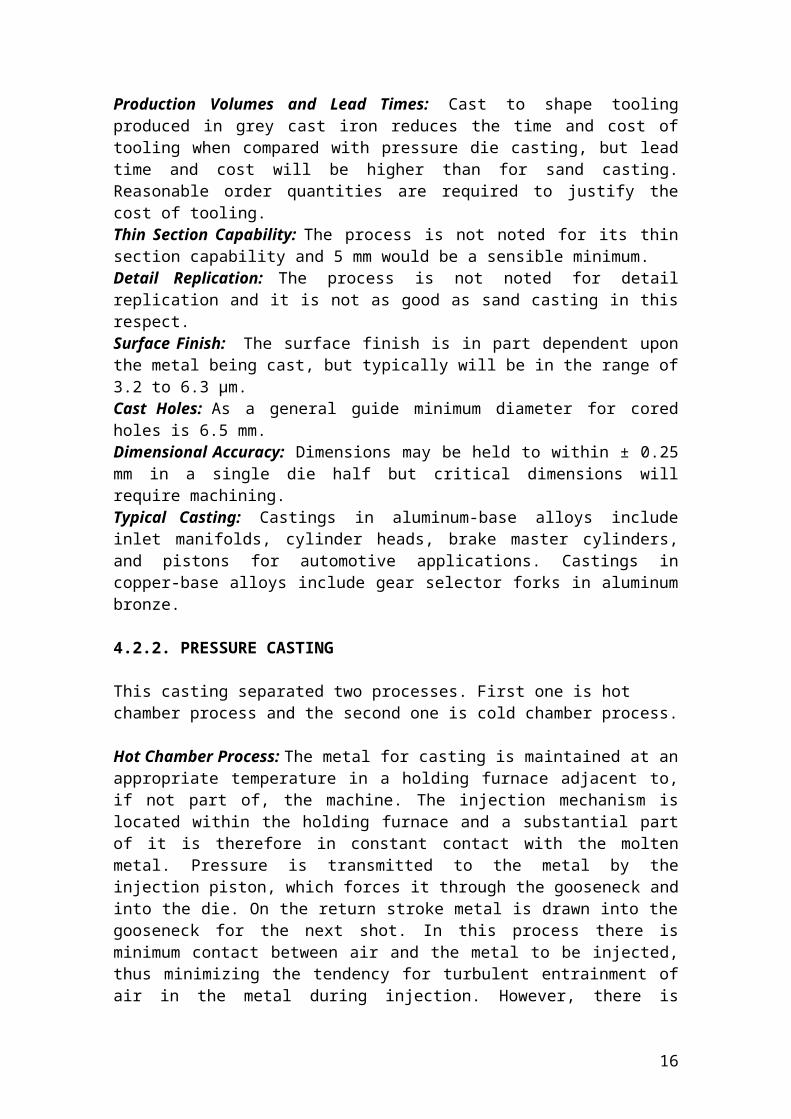
4.2.2. PRESSURE CASTING
This casting separated two processes. First one is hot chamber process and the second one is cold chamber process.
Hot Chamber Process: The metal for casting is maintained at an appropriate temperature in a holding furnace adjacent to, if not part of, the machine. The injection mechanism is located within the holding furnace and a substantial part of it is therefore in constant contact with the molten metal. Pressure is transmitted to the metal by the injection piston, which forces it through the gooseneck and into the die. On the return stroke metal is drawn into the gooseneck for the next shot. In this process there is minimum contact between air and the metal to be injected, thus minimizing the tendency for turbulent entrainment of air in the metal during injection. However, there is prolonged contact between the metal and part of the injection system which effectively restricts this process zinc-base alloys.
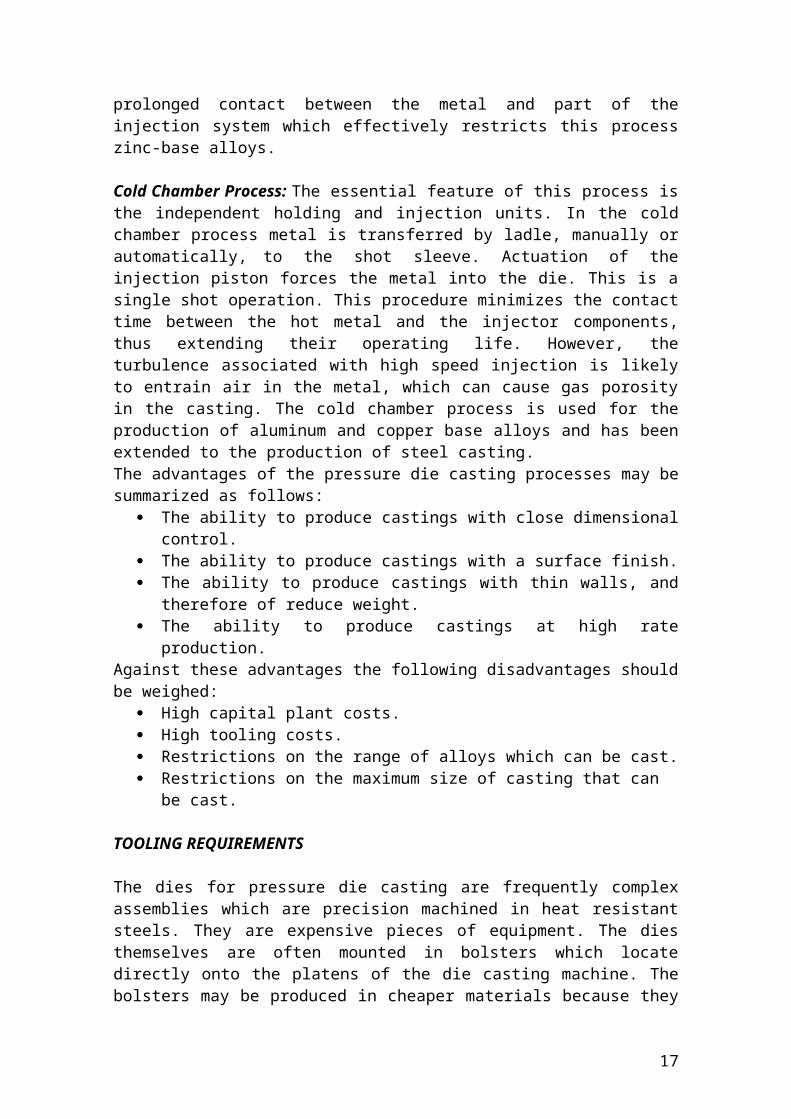
Cold Chamber Process: The essential feature of this process is the independent holding and injection units. In the cold chamber process metal is transferred by ladle, manually or automatically, to the shot sleeve. Actuation of the injection piston forces the metal into the die. This is a single shot operation. This procedure minimizes the contact time between the hot metal and the injector components, thus extending their operating life. However, the turbulence associated with high speed injection is likely to entrain air in the metal, which can cause gas porosity in the casting. The cold chamber process is used for the production of aluminum and copper base alloys and has been extended to the production of steel casting.The advantages of the pressure die casting processes may be summarized as follows:
The ability to produce castings with close dimensional control. The ability to produce castings with a surface finish. The ability to produce castings with thin walls, and therefore of reduce weight. The ability to produce castings at high rate production.
Against these advantages the following disadvantages should be weighed: High capital plant costs. High tooling costs. Restrictions on the range of alloys which can be cast. Restrictions on the maximum size of casting that can be cast.
TOOLING REQUIREMENTS
The dies for pressure die casting are frequently complex assemblies which are precision machined in heat resistant steels. They are expensive pieces of equipment. The dies themselves are often mounted in bolsters which locate directly onto the platens of the die casting machine. The bolsters may be produced in cheaper materials because they are not directly exposed to the molten metal. Die design must incorporate provisions for: gating, location of die halves, core, actuation, casting ejection, venting, and die cooling. The assembly of a die from several components increases its complexity and cost but provides greater flexibility in the casting design. Multi-part dies also provide
11
the opportunity to replace parts which are subjected to excessive wear without the cost associated with replacement of the whole die. To maximize production from a given die multiple impressions are used.
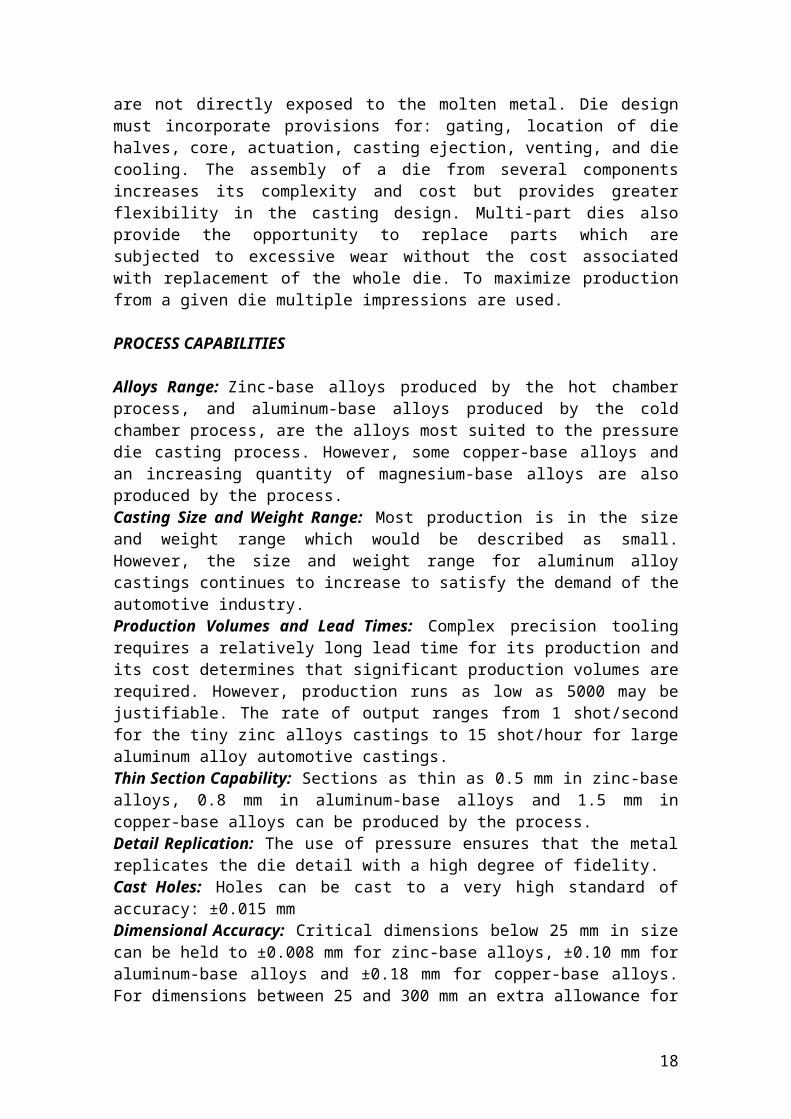
PROCESS CAPABILITIES
Alloys Range: Zinc-base alloys produced by the hot chamber process, and aluminum-base alloys produced by the cold chamber process, are the alloys most suited to the pressure die casting process. However, some copper-base alloys and an increasing quantity of magnesium-base alloys are also produced by the process. Casting Size and Weight Range: Most production is in the size and weight range which would be described as small. However, the size and weight range for aluminum alloy castings continues to increase to satisfy the demand of the automotive industry. Production Volumes and Lead Times: Complex precision tooling requires a relatively long lead time for its production and its cost determines that significant production volumes are required. However, production runs as low as 5000 may be justifiable. The rate of output ranges from 1 shot/second for the tiny zinc alloys castings to 15 shot/hour for large aluminum alloy automotive castings.Thin Section Capability: Sections as thin as 0.5 mm in zinc-base alloys, 0.8 mm in aluminum-base alloys and 1.5 mm in copper-base alloys can be produced by the process.Detail Replication: The use of pressure ensures that the metal replicates the die detail with a high degree of fidelity.Cast Holes: Holes can be cast to a very high standard of accuracy: ±0.015 mmDimensional Accuracy: Critical dimensions below 25 mm in size can be held to ±0.008 mm for zinc-base alloys, ±0.10 mm for aluminum-base alloys and ±0.18 mm for copper-base alloys. For dimensions between 25 and 300 mm an extra allowance for each 25 mm increase of ±0.025 mm, ±0.038 mm and ±0.051 mm should be allowed respectively for the three alloy groups. An addition tolerance will be necessary for dimensions formed across the die joint line or produced by moving die parts.Surface Finish: A good standard of surface finish is attainable on castings produced by the processes, better for the alloys poured at lower temperatures, and can be expected to be in the range 0.4 to 3.2 µm.Typical Casting: A very wide range of castings is produced by pressure die castings and includes, for automotive applications: carburetor bodies, distributor bodies, housings for clutches and gearbox; for electrical applications: motor frames and cases, switchgear housings and covers; for general engineering applications: pulleys and rotating parts, portable tool covers, record player parts, etc.
4.2.3. LOW PRESSURE DIE CASTING
The pressure die casting process in undeniably without competition where the production of large numbers of thin section castings having good surface detail and finish are required, and has the advantage that machining maybe eliminated or at least reduced. However, metallurgical integrity is not a feature of pressure die castings and melts quality apart; they may exhibit shrinkage porosity and gas porosity, the latter as a result of cavity air or die coating degradation products entrained in the injected metal stream. The presence of gas porosity not only reduces mechanical properties directly but also prevents the full properties of heat treatable alloy from being realized, because the gas expands during heating and causes blistering of the casting surface.
12

The advantages claimed for the process include the following: Lower capital cost. ( compared with pressure die casting) Improved process control ( compared with gravity die casting) Improved metallurgical integrity trough reduced shrinkage porosity and non-
metallic inclusions. Good surface definition in castings. Consistent dimensional accuracy. Disposable cores may be used with the process. High yields attainable. Suitable for production of thin wall castings.
Against these advantages there are numbers of disadvantages, relative to the pressure die casting process:
Production rate is slower. Surface finish is not as good. Thin section capability is not as good.
TOOLING REQUIREMENTS
The dies normally manufactured from cast iron as the pressure involved are very low. The material is comparatively cheap and easy to machine. For high production runs of complex castings, tool steel inserts maybe used in the dies. It would also be normal practice to use tool steel for those parts of the die subject to wear. Die life figures of 50,000 shots are typical for the process. Careful attention must be given to the incorporation to vents within the die design and to the provision of casting ejection facilities. A general taper of 2º to 3º is acceptable. As a general guide, tooling costs will be between a third and a half of those for a comparable pressure die casting dies.
PROCESS CAPABILITIES
Alloys Range: The process is used predominantly for the production of aluminum-base alloy castings.Casting Size and Weight Range: The process is suitable for castings in the weight range of 5 to 25 kg, although castings outside this range are processed economically by the process.Production Volumes and Lead Times: Tooling production times are likely to approach those for pressure die casting dies. In general, a minimum order requirement of 5000 castings will be necessary to justify the tooling costs. Production output is quite low, for an automotive wheel 15 castings/hour/machine, would be considered a high rate production.Thin Section Capability: For general casting production the minimum section recommendation is between 3.5 and 4.5 mm, although thinner sections can be cast.Cast Holes: A minimum diameter of 6 mm is specified for holes produced by retractable core pins.Detail Replication: Detail replication is good, but not quite as good as pressure die casting.Surface Finish: Values intermediate between those of gravity and pressure die casting can be attained. As a general guide, these will be in the range 1.6 to 6.3 µm.Dimensional Accuracy: As a general guide, a normal commercial tolerance would be 0.35 mm on dimensions up to 25 mm, with a further tolerance of 0.08 mm for each
13

additional 25 mm. Dimensions formed across a joint line would required a larger allowance.Typical Casting: These include: automotive wheels and cylinder heads, gearbox and clutch covers, transmission and differential housings for all types of small engines, electric motor stators, transformer covers and heat sinks.
4.2.4 SQUEEZE CASTING
Squeeze casting is a single step process for converting Liquid metal into a fully shaped component of precise dimensions, excellent surface finish and with metallurgical integrity equivalent to that obtained in forgings. By combining precise metal metering, quiescent die filling and high applied pressure during solidification, air entrapment, oxidation, hydrogen gas nucleation and shrinkage are eliminated. The combination of liquid metal and a vertical movement press suggests a hybrid combination of casting and forging, which has led to the terms liquid metal forging and squeeze forming being used. Other names by which the process is called include; extrusion casting, liquid pressing and pressure crystallization. In the simplest form of operation, liquid metal is metered into the bottom half die mounted on the lower platen of the press.Advantages claimed for the process include the following:
Ability to produce parts with complex profile and thin sections beyond the capability of conventional casting and forging techniques.
Substantial improvement in material yield because of elimination of gating and feeding systems.
Significant reduction in pressure requirements, in comparison with conventional forging, while at the same time increasing the degree of complexity that can be obtained in the parts.
Ability to use both cast and wrought compositions. Improvements in product quality in regard to surface finish, dimensional
accuracy and mechanical properties. Casting maybe heat treated. Complete elimination of shrinkage or gas porosity. Potential for using cheaper recycled material without the loss of properties that
would occur with other process. Suitable for the production of cast composite materials.
Against this must be weighed the disadvantages, which include: High capital cost, compared to pressure die casting but lower than forging. Relatively low die life, in comparison with the true die casting processes. Shape complexity limitation, in comparison with the true die casting processes. An accurate metal metering system is required.
TOOLING REQUIREMENTS
Dies for squeeze casting must be of a sufficiently rigid construction to withstand the pressure applied. They are usually constructed from high quality die steels such as H13, which is generally specified for aluminum alloy casting production. Extended die life foe ferrous or copper-base alloys may be obtained by using refractory metal alloys. Minimum corner radii of 2 mm for non-ferrous alloys and 3 mm for ferrous alloys are recommended. A taper of 0.5º on the die and between 1º and 2º on the punch is recommended to facilitate casting extraction. Adequate venting of the dies is important and can be achieved in part at the joint plane, through joints or by the incorporation of
14

machined vents. Vents should be less than 0.2 mm to avoid melt extrusion and excessive flash production. A die coating is generally employed to protect and lubricate the die surfaces in contact with liquid metal. Coatings based on graphite are recommended for non-ferrous alloys and ceramic coatings for ferrous alloys. Multiple cavity dies can be used providing that the press has sufficient power and multi-part dies may be employed in order to increase shape complexity.
PROCESS CAPABILITIES
Alloys Range: Most commercial production is of castings in aluminum-base alloys. However, magnesium-base, zinc-base and copper-base alloys can be processed and feasibility studies have been conducted for ductile iron, steels and super alloys.Casting Size and Weight Range: The limiting factor will be the size of the press required. In the UK military vehicle wheels weighing 19 kg are in regular commercial production on a press rated at 1500 tone. Production Volumes and Lead Times: Expensive precision tooling is required, with an associated time delay in its manufacture. Large production quantities are required to justify the tooling costs but production rates will be relatively slow, at between 15 and 60 castings/hour/machine.Thin Section Capability: Whilst it is claimed that sections as thin as 0.3 mm have been produced by squeeze casting, the process is better suited to castings with sections above 6 mm.Cast Holes: Holes can be incorporated in the casting through the use of appropriate die features.Detail Replication: The application of pressure during casting ensures a high degree of detail replication from the die to the casting.Surface Finish: The surface finish of squeeze castings is equivalent to that attained by pressure die castings, 0.4 to 3.2 µm.Dimensional Accuracy: Aluminum alloy castings can be produced to a tolerance of 0.2 mm / 100mm.Typical Casting: Direct squeeze casting is probably most noted for its production of pistons and military vehicle wheels. Other applications include: domestic cookware, truck hubs, brass and bronze bushes and gears.
4.3. SEMI SOLID METAL CASTING
Semi-solid metal casting (SSM), also known as thixocasting, rheocasting, thixoforming or thixomolding, is a near net shape process in the production of parts out of non-ferrous metals, such as aluminum, copper or magnesium. The process combines the advantages of casting and forging. The process is named after the fluid property thixotropy, which is the phenomenon that allows this process to work. Simply, thixotropic fluids shear when the material flows, but thicken when standing. The potential for this type of process was first recognized in the early 1970s. SSM is done at a temperature that puts the metal between its liquids and solidus temperature. Ideally the metal should be 30 to 65% solid. The metal must have a low viscosity to be usable, and to reach this low viscosity the material needs a globular primary surrounded by the liquid phase. The temperature range possible depends on the material and for aluminum alloys is 5-10oC, but for narrow melting range copper alloys can be only several tenths of a degree.
15
Semi-solid casting is typically used for high-end castings. For aluminum alloys typical parts include engine suspension mounts, air manifold sensor harness, engine blocks and oil pump filter housing. For magnesium alloys, semi-solid casting is typically used to produce extremely thin walled castings, such as computer and camera bodies.There are a number of different techniques to produce semi-solid castings. For aluminum alloys the more common processes are thixocasting and rheocasting. Other process such as strain induced melt activation (SIMA) and RAP can also be used with aluminum alloys, although are less common commercially.With magnesium alloys, the most common process is thixomolding.Thixocasting utilizes a pre-cast billet with a non-dendritic microstructure that is normally produced by vigorously stirring the melt as the bar is being cast. Induction heating is normally used to re-heat the billets to the semi-solid temperature range, and die casting machines are used to inject the semi-solid material into hardened steels dies. Thixocasting is being performed commercially in North America, Europe and Asia. Thixocasting has the ability to produce extremely high quality components due to the product consistency that results from using pre-cast billet that is manufactured under the same ideal continuous processing conditions that are employed to make forging or rolling stockUnlike thixocasting which re-heats a pre-cast billet, rheocasting develops the semi-solid slurry directly from the liquid, normally adjacent to the die casting machine. There are a large number of rheocasting processes that have been proposed over the past 10 years or so, and they generally differ in the method used to generate the semi-solid slurry. 18 different rheocasting techniques were documented in a recent publication.For magnesium alloys, thixomolding uses a machine similar to injection molding. In a single step process, room temperature magnesium alloy chips are fed into the back end of a heated barrel through a volumetric feeder. The barrel is maintained under an argon atmosphere to prevent oxidation of the magnesium chips. A screw feeder located inside the barrel feeds the magnesium chips forward as they are heated into the semi-solid temperature range. The screw rotation provides the necessary shearing force to generate the globular structure needed for semi-solid casting. Once enough slurry has accumulated, the screw moves forward to inject the slurry into a steel die.In the SIMA method the material is first heated to the SMM temperature. As it nears the solidus temperature the grains recrystallize to form a fine grain structure. After the solidus temperature is passed the grain boundaries melt to form the SSM microstructure. For this method to work the material should be extruded or cold rolled in the half-hard tempered state. This method is limited in size to bar diameters smaller than 37 mm (1.5 in); because of this only smaller parts can be cast.
The advantages of semi-solid casting are as follows: Complex parts produced net shape Porosity free Excellent mechanical performance Pressure tightness Tight tolerances Thin walls Heat treatable (T4/T5/T6).
4.4. CENTRIFUGAL CASTING
16
Centrifugal casting or rotocasting is a casting technique which has application across a wide range of industrial and artistic applications.Centrifugal casting is used as a means of casting small, detailed parts or jewelry. An articulated arm is free to spin around a vertical axle, which is driven by an electric motor or a spring. The entire mechanism is enclosed in a tub or drum to contain hot metal should the mold break or an excess of metal be used. Single use molds are prepared using the lost wax method. A small amount
of metal in a crucible (a sort of ceramic pan) next to the mold is heated with a torch. When the metal is molten the arm is released, forcing (by centrifugal force) the metal into the mold. The high forces imposed on the metal overcome the viscosity, resulting in a finely detailed work piece. A similar advantage is obtained by vacuum casting.For industrial casting of small parts using poured hot metal, a disk shaped mold is contained within a rotating drum, and molten metal is poured into the center.It is applied to the fabrication of large telescope mirrors, where the natural curve followed by the molten glass greatly reduces the amount of grinding required. Rather than being cast by pouring glass into a mold an entire turntable containing the peripheral mold and the back pattern (a honeycomb pattern to lighten the finished product) is contained within a furnace and charged with the glass material used. The assembly is then heated while spun at slow speed until the glass is liquid, then gradually cooled over a period of months.The technique is known in the glass industry as "spinning". The centrifugal force pushes the molten glass against the mold wall, where it solidifies. This cooling process takes anywhere between 16 to 72 hours depending on the impurities or volume of material. Typical products made using this process are television picture tubes and missile nose cones.Centrifugal casting is commonly used to shape glass into spherical objects such as marbles.In centrifugal casting, a permanent mold is rotated about its axis at high speeds (300 to 3000 rpm) as the molten metal is poured. The molten metal is centrifugally thrown towards the inside mold wall, where it solidifies after cooling. The casting is usually a fine grain casting with a very fine-grained outer diameter, which is resistant to atmospheric corrosion, a typical situation with pipes. The inside diameter has more impurities and inclusions, which can be machined away.Centrifugal casting is also applied to the casting of disk and cylindrical shaped objects such as railway carriage wheels or machine fittings where the grain, flow, and balance are important to the durability and utility of the finished product. It is used by UFIP for casting cymbals.Typical materials that can be cast with this process are iron, steel, stainless steels, glass, and alloys of aluminum, copper and nickel. Two materials can be cast by introducing a second material during the process. Typical parts made by this process are pipes, boilers, pressure vessels, flywheels, cylinder liners and other parts that are axi-symmetric.4.5. CONTINUOUS CASTING
17
Continuous casting (also called strand casting) is the process whereby molten metal is solidified into a "semi finished" billet, bloom, or slab for subsequent rolling in the finishing mills. It allows lower-cost production of metal sections with better quality, due to the inherently lower costs of continuous, standardized production of a product, as well as providing increased control over the process through automation. This process is used most frequently to cast Steel (in terms of tonnage cast). Aluminum and copper are also continuously cast.Molten metal (known as hot metal in industry) is tapped into the ladle from furnaces. After undergoing any ladle treatments, such as alloying and degassing, and arriving at the correct temperature, the ladle is transported to the top of the casting machine. Usually, the ladle sits in a slot on a rotating turret at the casting machine; one ladle is 'on cast' (feeding the casting machine) while the other is made ready, and is switched to the casting position once the first ladle is empty.From the ladle, the hot metal is transferred via a refractory shroud (pipe) to a holding bath called a tundish. The tundish allows a reservoir of metal to feed the casting machine while ladles are switched, thus acting as a buffer of hot metal, as well as smoothing out flow, regulating metal feed to the molds and cleaning the metal (see below).Metal is drained from the tundish through another shroud into the top of an open-base copper mold. The depth of the mold can range from 0.5 m to 2 m, depending on the casting speed and section size. The mold is water-cooled and oscillates vertically (or in a near vertical curved path) to prevent the metal sticking to the mold walls. A lubricant (powder or liquid) can also be added to the metal in the mold to prevent sticking, and to trap any slag particles — including oxide particles or scale — that may still be present in the metal and bring them to the top of the pool to form a floating layer of slag. Often, the shroud is set so the hot metal exits it below surface of the slag layer in the mold and is thus called a submerged entry nozzle (SEN). In some cases, shrouds may not be used between tundish and mold; in this case, interchangeable metering nozzles in the base of the tundish direct the metal into the moulds (a distance of about 30 cm). Some continuous casting layouts feed several molds from the same tundish.In the mold, a thin shell of metal next to the mold walls solidifies before the metal section, now called a strand, exits the base of the mold into a spray-chamber; the bulk of metal within the walls of the strand is still molten. The strand is immediately supported by closely-spaced, water cooled rollers; these act to support the walls of the strand against the ferrostatic pressure (compare hydrostatic pressure) of the still-solidifying liquid within the strand. To increase the rate of solidification, the strand is also sprayed
18

with large amounts of water as it passes through the spray-chamber. Final solidification of the strand may take place after the strand has exited the spray-chamber.It is here that the design of continuous casting machines may vary. This describes a 'curved apron' casting machine; vertical configurations are also used. In a curved apron casting machine, the strand exits the mold vertically (or on a near vertical curved path) and as it travels through the spray-chamber, the rollers gradually curve the strand towards the horizontal. In a vertical casting machine, the strand stays vertical as it passes through the spray-chamber. Molds in a curved apron casting machine can be straight or curved, depending on the basic design of the machine.In a true "Horizontal Casting Machine", the mold axis is horizontal and the flow of steel is horizontal from liquid to thin shell to solid (no bending). In this type of machine, either strand oscillation or mold oscillation is used to prevent sticking in the mold.After exiting the spray-chamber, the strand passes through straightening rolls (if cast on other than a vertical machine) and withdrawal rolls. There may be a hot rolling stand after withdrawal, in order to take advantage of the metal's hot condition to pre-shape the final strand. Finally, the strand is cut into predetermined lengths by mechanical shears or by traveling oxyacetylene torches, is marked for identification and either taken to a stockpile or the next forming process.In many cases the strand may continue through additional rollers and other mechanisms which might flatten roll or extrude the metal into its final shape.
5. CONTROL IN LIGHT ALLOYS CASTING
5.1. COOLING CURVES
Cooling curves are important in controlling the quality of a casting. The most important part of the cooling curve is the cooling rate which affects the microstructure and properties. Generally speaking, an area of the casting which is cooled quickly will have a fine grain structure and an area which cools slowly will have a coarse grain structure. Below is an example cooling curve of a pure metal or eutectic alloy, with defining terminology.
Example of a cooling curve of a pure metal or eutectic alloy, with various aspects pointed out.
19
Note that before the thermal arrest the material is a liquid and after it the material is a solid; during the thermal arrest the material is converting from a liquid to a solid. Also, note that the greater the superheat the more time there is for the liquid material to flow into intricate details.The cooling rate is largely controlled by the mold material. When the liquid material is poured into the mold, the cooling begins. This happens because the heat within the molten metal flows into the relatively cooler parts of the mold. Molding materials transfer heat from the casting into the mold at different rates. For example, some molds made of plaster may transfer heat very slowly, while steel would transfer the heat quickly. Where heat should be removed quickly, the engineer will plan the mold to include special heat sinks to the mold, called chills. Fins may also be designed on a casting to extract heat, which are later removed in the cleaning (also called fettling) process. Both methods may be used at local spots in a mold where the heat will be extracted quickly. Where heat should be removed slowly, a riser or some padding may be added to a casting.The above cooling curve depicts a basic situation with a pure alloy; however, most castings are of alloys, which have a cooling curve shaped as shown below.
The cooling curve and phase diagram of an alloy; in this case a copper/nickel alloy.
Note that there is no longer a thermal arrest; instead there is a freezing range. The freezing range corresponds directly to the liquids and solidus found on the phase diagram for the specific alloy.
5.2. THE GATING SYSTEM
The gating system serves many purposes, the most important being conveying the liquid material to the mold, but also controlling shrinkage, the speed of the liquid, turbulence, and trapping dross. The gates are usually attached to the thickest part of the casting to assist in controlling shrinkage. In especially large castings multiple gates or runners may be required to introduce metal to more than one point in the mold cavity. The speed of the material is important because if the material is traveling too slowly it can cool before completely filling; leading to misruns and cold shuts. If the material is moving too fast then the liquid material can erode the mold and contaminate the final casting.
20

The shape and length of the gating system can also control how quickly the material cools; short round or square channels minimize heat loss. The gating system may be designed to minimize turbulence, depending on the material being cast. For example, steel, cast iron, and most copper alloys are turbulent insensitive, but aluminum and magnesium alloys are turbulent sensitive. The turbulent insensitive materials usually have a short and open gating system to fill the mold as quickly as possible. However, for turbulent sensitive materials short sprues are used to minimize the distance the material must fall when entering the mold. Rectangular pouring cups and tapered sprues are used to prevent the formation of a vortex as the material flows into the mold; these vortexes tend to suck gas and oxides into the mold. A large sprue well is used to dissipate the kinetic energy of the liquid material as it falls down the sprue, decreasing turbulence. The choke, which is the smallest cross-sectional area in the gating system used to control flow, can be placed near the sprue well to slow down and smooth out the flow. Note that on some molds the choke is still placed on the gates to make separation of the part easier, but induces extreme turbulence. The gates are usually attached to the bottom of the casting to minimize turbulence and splashing. The gating system may also be designed to trap dross. One method is to take advantage of the fact that some dross has a lower density than the base material so it floats to the top of the gating system. Therefore long flat runners with gates that exit from the bottom of the runners can trap dross in the runners; note that long flat runners will cool the material more rapidly than round or square runners. For materials where the dross is a similar density to the base material, such as aluminum, runner extensions and runner wells can be advantageous. These take advantage of the fact that the dross is usually located at the beginning of the pour, therefore the runner is extended past the last gate(s) and the contaminates are contained in the wells. Screens or filters may also be used to trap contaminates.It is important to keep the size of the gating system small, because it all must be cut from the casting and remelted to be reused. The efficiency, or yield, of a casting system can be calculated by dividing the weight of the casting by the weight of the metal poured.
6. CASTING DEFECTS
A casting defect is an irregularity in the metal casting process that is undesired. Some defects can be tolerated while others can be repaired otherwise they must be eliminated.There are many types of defects which result from many different causes. Some of the solutions to certain defects can be the cause for another type of defect. They are separated into five main categories: gas porosity, shrinkage defects, mold material defects, pouring metal defects, and metallurgical defects.
A simple gating system for a horizontal parting mold.
21

22
Related Documents











