Copyright IIT Kharagpur Introduction & Literature Review 1 1. Introduction 1.1 Polymeric Foams In recent years, polymeric foams continue to grow at a rapid pace throughout the world, because of their light weight, excellent strength to weight ratio, superior thermal and acoustic insulating capabilities, energy absorption ability and their good cushioning and comfort features. 1 Polymeric foam is dispersion of a gas in a polymer matrix. It generally consists of a minimum of two phases, a solid polymer matrix and a gaseous phase (blowing agent). Other solid phases may also be present in the foams in the form of fillers. Polymeric foams may be either expanded rubbers or cellular elastomers or sponges. It may be either thermoplastics or thermosets. The physical and mechanical properties of the foam differ significantly from the solid matrix material. For example, foams can have much better heat and sound insulation properties compared to solid polymer. In addition, foams can have the ability to absorb an enormous energy, which makes them more useful in cushioning and packaging applications compared to the solid polymer. 2 Another advantage of polymeric foams is the small amount of polymer mass is needed to obtain high volume, because of cellular structure with entrapped gas. Polymeric foams may be prepared with varying densities ranging from as low as 1.6 to as high as 960 kg/m 3 . Approximately, 70−80% of all commercially produced polymeric foams are based on polyurethane, polystyrene and polyvinyl chloride. 3 Polymeric foams can be classified as flexible, semi−flexible, or semi−rigid, and rigid, depending upon the rigidity of the polymer backbone, which in turn depends on chemical composition as well as matrix polymer characteristics like the degree of crystallinity and the degree of cross−linking. Various method of foam manufacturing can be adopted and tailor made hardness and other properties can be achieved for the foam to suit different application. Typical processing methods include continuous slabstock produced by pouring, foaming−in−place, molding, extrusion, spraying, rotational casting, frothing, precipitation, composites and lamination. The polymeric foams may be prepared in any shape and forms such as blocks, boards, slabs, sheets, tubing, molded shapes, or in composite forms as laminates, with facing materials such as solid plastics, metals, fabrics, paper, wood, etc.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
1
1. Introduction 1.1 Polymeric Foams
In recent years, polymeric foams continue to grow at a rapid pace throughout
the world, because of their light weight, excellent strength to weight ratio, superior
thermal and acoustic insulating capabilities, energy absorption ability and their good
cushioning and comfort features.1 Polymeric foam is dispersion of a gas in a polymer
matrix. It generally consists of a minimum of two phases, a solid polymer matrix and
a gaseous phase (blowing agent). Other solid phases may also be present in the foams
in the form of fillers. Polymeric foams may be either expanded rubbers or cellular
elastomers or sponges. It may be either thermoplastics or thermosets. The physical
and mechanical properties of the foam differ significantly from the solid matrix
material. For example, foams can have much better heat and sound insulation
properties compared to solid polymer. In addition, foams can have the ability to
absorb an enormous energy, which makes them more useful in cushioning and
packaging applications compared to the solid polymer.2 Another advantage of
polymeric foams is the small amount of polymer mass is needed to obtain high
volume, because of cellular structure with entrapped gas.
Polymeric foams may be prepared with varying densities ranging from as low
as 1.6 to as high as 960 kg/m3. Approximately, 70−80% of all commercially produced
polymeric foams are based on polyurethane, polystyrene and polyvinyl chloride.3
Polymeric foams can be classified as flexible, semi−flexible, or semi−rigid, and rigid,
depending upon the rigidity of the polymer backbone, which in turn depends on
chemical composition as well as matrix polymer characteristics like the degree of
crystallinity and the degree of cross−linking. Various method of foam manufacturing
can be adopted and tailor made hardness and other properties can be achieved for the
foam to suit different application. Typical processing methods include continuous
slabstock produced by pouring, foaming−in−place, molding, extrusion, spraying,
rotational casting, frothing, precipitation, composites and lamination. The polymeric
foams may be prepared in any shape and forms such as blocks, boards, slabs, sheets,
tubing, molded shapes, or in composite forms as laminates, with facing materials such
as solid plastics, metals, fabrics, paper, wood, etc.

Copyri
ght
IIT K
harag
pur
Chapter 1
2
1.1.1 Historical Development of Polymeric Foams
The first cellular polymer to be placed on the market was sponge rubber which
was developed as early as 1914. It was produced by the addition of gas generating
chemicals like sodium and ammonium carbonate or sodium polysulfide to natural
rubber latex.4 The oldest rigid cellular plastic was cellular ebonite, which was
produced in the early 1920. The Dunlop latex foam process originated at the end of
1928 and was based on a combination of foaming and delayed action gelling. Several
other processes were subsequently developed for the production of latex foam rubber,
but the only major competitive process to reach commercial importance was the
Talalay process, which had its origin in about 1935. The Swedish engineers Munters
and Tandberg invented the extrusion of foamed polystyrene in 1931 and
simultaneously the Dow Chemical Company independently developed “Styrofoam”
by extrusion process and commercial production in the U.S. started in 1943. The
introduction of commercial phenolic foams occurred in 1945, while the use of
phenolic “microballoons” (hollow microspheres based upon phenolic resins and filled
with an inert gas, e.g. nitrogen) for use in specialty type “syntactic” foams developed
in 1953. Epoxy foams were first introduced in 1949 as light weight materials for the
encapsulation of electronic components. Urea formaldehyde foams in the form of
slabs used for thermal insulation whereas vinyl foam was first manufactured in
Germany prior to World War II.
The technology of urethane foam originated in Germany in the late 1930’s and
Prof. Otto Bayer and his co−workers first developed rigid polyurethane foams based
on polyester based polyol and toluene diisocyanate in the laboratories of the German
I.G. Farbenindustrie. Preparation of flexible urethane foams were first reported in the
year 1952. Polyethylene foams for use as a low−loss insulation for wire and cables
was introduced in 1944. Polypropylene foams, both thermoplastics and cross−linked
types were introduced due to their relatively high service temperature and good
abrasion resistance property. The development of silicone foams started in 1950, in
order to meet the need for a light weight material that could withstand long−term
exposure to temperatures in the range of 200°−375 °C. A number of other types of
high−temperature resistant foams have been developed recently. These include
foamed fluorocarbons, cellular aromatic polyimides, and syntactic polybenzimidazole
foams. In addition, many other types of flexible and rigid foams have been developed

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
3
based on both natural as well as synthetic polymeric materials. These include foams
based on butadiene−styrene, butadiene−acrylonitrile, neoprene, acrylonitrile butadiene
styrene, acrylics, cellulose acetate, ionomers, and many others. It can be mentioned
that foams can be made from almost any polymer, employing one or more processing
techniques.
1.1.2 Basic Principles in the Formation of Polymeric Foams
In general, most of the polymeric foams are formed by a process involving
nucleation and growth of gas bubbles in a polymer matrix, except in the syntactic
foam where micro−beads of encapsulated gas are compounded into a polymer system
or latex. According to the nucleation mechanism, the fundamental principle for the
formation of polymeric foam involves three different important stages such as, bubble
formation, bubble growth and bubble stability. The foam is expanded by increasing
the bubble size before stabilizing the system. As the bubbles grow, the foam structure
changes through number of stages.5 These are the following characteristics observed
during the formation of foam.
Initially, small dispersed spherical bubbles are produced in a liquid polymer
matrix, with a small reduction in density. The further growth of cells leads to
lower foam density, which involves distortion of cells to form polyhedral
structures, sometimes idealized as pentagonal dodecahedrons.
Effects of viscosity and surface tension subsequently cause materials to flow
towards the uniform cell formation.
Extensive rupture before the foam is stabilized may lead to foam collapse.
Cooling of closed cell foam before stabilization may lead to shrinkage,
because of the reduced pressure in cells.
The foaming of polymeric materials can be carried out by mechanical,
chemical, or physical methods.4 Some of the most commonly used methods are;
Thermal decomposition of a chemical blowing agent, generating either
nitrogen or carbon dioxide or both, by application of heat or as a result of the
exothermic reaction during polymerization. Chemical blowing agents are
either inorganic materials such as carbonates, bicarbonates, borohydrides, etc.,
or organic materials such as, hydrazides, azides, and nitroso compounds, etc.

Copyri
ght
IIT K
harag
pur
Chapter 1
4
Mechanical whipping (frothing) of gases into a fluid polymer system (melt,
solution, or suspension), then it hardens either by catalytic action or heat or
both, thus entrapping the gas bubbles in the polymeric matrix.
Volatilization of low−boiling liquids (fluorocarbons or methylene chloride)
within the polymer mass as a result of the exothermic reaction or by
application of heat.
Chemical blowing action via in-situ reaction during polymerization. (In this
in-situ reaction water reacts with isocyanate to form carbon dioxide which is
responsible for polyurethane foam formation).
Expansion of dissolved gas in a polymer mass upon reduction of pressure in
the system.
Incorporation of tiny beads or microspheres into a polymer mass. The hollow
microspheres may consist of either glass or plastic beads, expandable by heat.
1.1.3 Application of Polymeric Foams
Applications of polymeric foams depend on the nature of polymer and their
types. For example, the main applications of flexible foams are for cushioning,
packaging, automotive safety, footwear, etc. The rigid foams are used for insulation in
building, transportation, appliance (refrigerator and freezers), buoyancy and in−fill
and packaging.6 Four main areas in which polymeric foams find wide applications are
listed in Table 1.1.
1.2 Polyurethanes (PUs)
Polyurethane (PU) is one of the most important classes of specialty polymeric
material. It was first synthesized as a fiber−forming polymer by Bayer in 1937 to
compete with nylon. Besides Bayer, Hoechtlen, Hoppe and Weinbrenner had
combined the description of the PUs on the scientific basis and their analysis with
potential application areas and corresponding market volumes for this new material
developed in Leverkusen. Rinke and collaborators were successful to prepare the
polymers from a low viscosity melt which resulted in what now called as
polyurethane. Rinke and associates were awarded the first US Patent on PUs in 1938.
The first commercial products were Igamid U for synthetic fabrics and Perlon U for
producing artificial silk or bristles. Initially, all commercial applications of PUs were

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
5
based almost exclusively on polyester based polyol. Polyether polyols were first
introduced in 1957. These polyols have several technical and commercial advantages,
so they rapidly gained the preferred role in PUs. In 1995, polyurethane was ranked 5th
with a share of just over 5% of total worldwide plastic production.7 In recent years the
PU is one of the most versatile polymers in the modern cellular plastics industry. The
majority of PUs is used in the production of flexible foams (48%), followed by rigid
foams (28%), elastomers (7.8%) and also used for specialty applications to an extent
of 16.2% in the form of coatings, fibers, adhesives, caulks, sealants, etc.
Table 1.1: Application of Polymeric Foams
S.No. Area of Application Polymer Types Uses Slabstock flexible
PUF
public transport seats, carpet underlay,
furniture, bedding
1
Cushioning
Molded flexible
PUF
footwear, furniture, auto−motive
seating, auto−bumper systems
Polystyrene boardstock
Polyolefins Pipe insulation
Rigid PUF Boardstock/laminates, sandwich panels,
spray/ pour−in−place, slabstock/pipe
section, pipe−in−place.
Insulation −
Construction
Phenolic Boardstock/laminates, pipe section.
Appliance Rigid PUF Refrigerators/freezers, picnic
boxes/others.
Rigid PUF Sandwich panels, reefer boxes.
2
Transport
Polystyrene Sandwich panels.
Polystyrene Single service uses, food packaging,
miscellaneous packaging.
Packaging − Sheet
Polyolefins Furniture, cushion packaging.
Non−insulation Polyurethane Miscellaneous packaging.
Molded Polyolefins Cushion packaging
3
Boardstock Polyolefins Cushion packaging
Safety − Molded Polyolefins Auto−bumper systems
Integral skin Polyurethane Steering wheels, etc.
Sheet Polyolefins Flotation, life vests.
Polyolefins Flotation/buoyancy Board
Polystyrene Flotation/buoyancy
4
Molded/Injected Polyurethane Flotation/buoyancy
Copyri
ght
IIT K
harag
pur
Chapter 1
6
The chemistry of PU makes use of the poly−addition reactions of organic
isocyanates with compounds containing at least two active hydrogen atoms.8 An
isocyanate group reacts with the hydroxyl group of a polyol/diol to form the repeating
urethane linkages. The polymer is usually formed into the final article during this
polymerization reaction. There are a wide variety of PUs with quite different
compositions and correspondingly with different properties. It has a wide variety of
properties and applications such as soft to hard, plastic, elastic, or thermoset, compact
or foamed. They are in different forms such as molded articles, film or fibers, in
solutions or dispersions. The properties of PU can be tailored to fulfill the
requirements of different applications; e.g. flexible foam for upholstery, semi−rigid
integral skin foam for automotive parts, rigid foam for insulation, high performance
rigid coatings for a diversity of substrates and requirements, flexible coatings for
textiles and leather, thermoplastic elastomers for elastic fibers and adhesive, etc.9 The
reaction between isocyanates and polyol is exothermic in nature and is catalyzed by
organo−tin compounds (eq. 1.1). The rate of the reaction depends upon the structure
of both the isocyanate and the polyol.
The isocyanates also react with water to form an unstable intermediate of
carbamic acid which readily decomposes to generate carbon dioxide (CO2) and the
corresponding amine (eq. 1.2). This CO2 also acts as a blowing agent during the
formation of polyurethane foams. This important isocyanate−water reaction is
catalyzed by tertiary amine compounds. The amine formed during the isocyanate−
water reaction, reacts with additional isocyanate to form disubstituted urea (eq. 1.3).
In addition, a number of cross−linking side reactions may also take place, depending
upon the stoichiometry and the reaction conditions such as temperature and the type
of catalyst used. The reaction of isocyanates with urea groups (formation of biuret, eq.
1.4) is significantly faster and occurs at a lower temperature than that of allophanate
formation (reaction between urethane−isocyanate, eq. 1.5). Normally this cross−
linking or secondary reaction does not occur readily without a catalyst at temperatures
below 120 °C.10 Isocyanate also undergoes self−addition reaction in presence of basic
catalysts to form isocyanurate (commonly called trimers, eq 1.6), and carbodiimide
(dimers, eq. 1.7) and uretidione (eq. 1.8).

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
7
R N C O R OH R N C O R
H O
+urethane
R N C OR N C OH
H O
H O
R NH2 CO2
+ 2
+amine
Carbamic acid
R N C O R R N C R
H O
NH2
H
N+urea
R N C
OH
RR N C O R N C R
C
O
N R
H
O
NN
H H
+urea
Biuret
R N C
OH
O RR N C O R N C O R
C
O
N R
H
O
+urethane
Allophanate R
NO
NN
O
OR
RR N C O3
Isocyanurate
N C O R N C RNR CO2carbodimide
2 +
C
N C O R N C
N RO
R O
uretidione
2
Scheme 1: Different Possible Side Reactions in the Preparation of Polyurethane
(1.1)
(1.2)
(1.3)
(1.4)
(1.5)
(1.6)
(1.7)
(1.8)

Copyri
ght
IIT K
harag
pur
Chapter 1
8
Dimer formation arises only from aromatic isocyanates and it is inhibited by
ortho substituents. Thus, 2,4 and 2,6−TDI do not form dimers at normal temperatures,
but 4,4−diphenylmethane diisocyanates (MDI) dimerise slowly when left standing at
room temperature (RT). Isocyanurates are formed on heating both aliphatic and
aromatic isocyanates. Isocyanurate and carbodiimide linkages provide improved
thermal stability and flame retardant (FR) properties to PU materials to a certain
extent. Thus, a typical PU structure may contain aliphatic and aromatic hydrocarbons,
esters, ethers, amides, urea, biuret, allophanate, isocyanurate, uretidione and
carbodiimide groups, in addition to the urethane linkages.11 The versatility of
compounds is even more extensive on the diol or polyol side. The polyols are
available in different form differing in functionality, chain length, and reactivity.
1.2.1 Polyurethane Foams (PUFs)
Unlike most systems designed to give cellular plastic, polyurethane foams are
formed in a single rapidly occurring step. The foaming and formation of the urethane
polymer take place simultaneously by a rapid and controllable release of gas in
system undergoing fast exothermic polymerization. Polyurethane foams having
microcellular structures are produced by gas bubbles formed during the
polymerization reaction. The process of bubble formation in polyurethane foams is
called blowing. The chemical ingredient in the formulation that provides additional
gas formation is called the blowing agent. Low−boiling liquids added to physically
assist in the foaming process are auxiliary or physical blowing agents. Polyurethane
foam is also formed by the reaction between isocyanate and water through release of
CO2, which acts as a chemical blowing agent (eq. 1.2 in Scheme 1). In general, the
polyurethane foams are prepared by three different processes viz: i) one−shot, ii)
quasi−or semi−prepolymer and iii) prepolymer process. In one−shot process, all the
components are mixed together to produce foam in a single step. In the quasi−
prepolymer or semi−prepolymer approach, part of the polyol to be used in the
formulation is pre−reacted with all of the isocyanate. The resultant product is
isocyanate terminated prepolymer having free isocyanate content between 16 and
32% by weight. Foams are prepared by adding rest of the foam ingredients along with
remaining polyol. In the prepolymer process, the hydroxyl compound is reacted with
an excess of isocyanate to form an isocyanate−terminated prepolymer with free

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
9
isocyanate content of 1 to 15% by weight. Among these three methods, the one−shot
process is widely used, because it is the fastest, simplest and the most economical
technique for manufacturing PUF. Since most of the one−shot processes are carried
out at room temperature, it is necessary that all the ingredients should be liquid at the
reaction temperature. It is also highly desirable that the ingredients should have
moderate degree of compatibility with each other, thereby facilitating the uniform
mixing.12
Structurally, there are two different types of polyurethane foams, viz: flexible and
rigid foam. The cell geometry (such as cell size, shape, and type of cell) is also of
considerable importance in controlling the foam properties.13 The scanning electron
microphotographs (SEM) of the two extreme cases, flexible or interconnected/open
cell foam and rigid or closed cell foam are shown in Figure 1.1 (a) and in Figure 1.1
(b), respectively. In general, open cell foams have high gas permeability and high
compression modulus, making them very suitable for packaging. In closed cell foams
the macroscopic flow of gases is extremely low. The gas permeability in the closed
cell foams is governed by the permeation through cell walls, resulting in very low
permeability.
Figure 1.1: SEM Microphotograph of Polyurethane Foams (a) Flexible and
(b) Rigid
1.2.1.1 Flexible Polyurethane Foam
The basic technology for the commercial production of flexible polyester
foams was first developed in Leverkusen, Germany, from 1952 to 1954. The
formation of flexible PUFs depends on two basic reactions such as foaming and
gelling. The addition of water to toluene diisocyanate (TDI) results in urea, along with
generation of carbon dioxide (CO2). The CO2 expands the reaction mixture to foam
and is then released during cell opening. Depending upon the choice of polyol
component, flexible PUFs can be chemically classified as ester or ether foams. They
can be distinguished according to their elastic properties as standard or high resilience
(a) (b)

Copyri
ght
IIT K
harag
pur
Chapter 1
10
foams. The semi−rigid or semi flexible foams are classified as special foam types.
This distinction comes from the foam production methods such as continuous
slabstock process and discontinuous molding process. Flexible PUFs show relatively
low load−bearing properties coupled with high recovery, while the rigid foam
displays high load−bearing (but with a definite yield point) and subsequent cellular
collapse and lack of recovery. It is primarily used for the different applications such
as upholstery, mattresses, transportation, packaging, automotive seating and crash
pads, carpet underlays and cushions, bedding and furniture. The polyols are
dominated by the polyether based polyols. Polyester polyols are used in special
applications where their specific properties are required.14 Today, about 90% of all
flexible PUFs are produced using polyethers and TDI via one−shot process.
1.2.1.2 Rigid Polyurethane Foam
Rigid polyurethane foams (PUFs) are microcellular three dimensional cross−
linked thermosetting plastics and have mainly closed cell structure. Initially, they
were used as a sandwich structure core material in aircraft construction and flotation
materials for temporary bridges during 1940’s. The earliest PUFs were made using
TDI in combination of polyester polyols as raw materials and processing was done by
the one shot method. However, it was difficult to control the exotherm of the foaming
process. This led to the development of TDI prepolymers where crude TDI was used.
This generated a lower exotherm system with easy processing. But, the crude TDI had
several impurities and had handling problem because of the higher vapor pressure.
Since 1960’s low cost and low viscosity polyether polyols and polymeric MDI
(PMDI) as the isocyanate component are being used in the large scale production of
PUF. PMDI is easy to handle in the one shot process because of its low vapor
pressure. The PMDI and the polyether polyols met the technical and economical
requirements for a fast expansion of PUF. Like flexible foams, rigid PUFs are made in
a wide range of densities from less than 10 to about 1100 kg/m3.
Three approaches are used for the preparation of rigid PUF in the form of
slabstock, molded and sprayed foam. Rigid foams with density lower than 24 kg/m3
are not dimensionally stable. However, the major proportion of PUF production
consists of light weight foam for thermal insulation with density ranging from 28 to
about 50 kg/m3. During foaming process because of high exothermic nature of

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
11
different reactions occurring in the system, the non−reactive liquid (physical blowing
agent like chlorofluorocarbon, CFC) gets vaporized due to heat of the reaction,
leading to foam formation. Water is less commonly used as a chemical blowing agent
in PUF systems for insulation applications. The CFC gas has much lower thermal
conductivity than air. So, the PUFs having CFC gas in their closed cells have lower
thermal conductivity than foams containing air or other gases.15 Sometimes, the use of
CFC in combination with water resulted in closed cell PUFs with required densities
more than 80 kg/m3. These foams exhibit high mechanical properties and have
extremely low thermal conductivity, which cannot be achieved with other plastic
foams. However it is well established that CFCs contribute to the destruction of the
earth’s stratospheric ozone layer, which shields the planet from ultraviolet (UV)
radiation. In addition, CFCs are good absorbers of infrared (IR) radiation, their
presence in the upper atmosphere contributes to the green−house effect, causing a rise
in the earth’s temperature. In response, the environmental organization of the United
Nations (UNEP) ratified the Montreal Protocol signed by 24 nations was issued in
1987. This agreement restricts the production as well as the use of CFC.16 The
percentage of closed cells in PUF depends on the degree of cross−linking and the
surfactant used during foaming, as well as on the equivalent weight of polyol. For
most PUF with high closed cell content (85−95%) is desirable. For example, it is
necessary for the foam to have low water absorption, low moisture permeability and
solvent retention in solvent−blown foams. However, for certain specialty uses, such as
air filters, a low closed cell content is required. The chemical nature of the polymer
matrix phase is dominant factor in determining the physico−mechanical properties
and the composition of the gaseous phase is important for thermal insulation
properties of foams.17 The versatility of raw materials and reactivity have led to a
great variety of processes. The basic raw materials for the preparation of rigid PUFs
are polyols, isocyanates, catalysis, blowing agents, surfactants, etc.
1.2.1.2.1 Polyols
The choice of polyol has a major influence on the physical properties of the
foam. The most important characteristics of the polyol are its hydroxyl number,
equivalent weight, functionality and rigidity or flexibility of chain units. The source of
hydroxyl groups for almost all commercial uses of urethane foams are polyether and
polyester based polyols. Both types of polyols are branched and have low molecular

Copyri
ght
IIT K
harag
pur
Chapter 1
12
weight with relatively high viscosities. Sometimes the polyols based on naturally
occurring oils bearing hydroxyl group, such as caster oils and its derivatives are also
used. Worldwide about 90% of the polyols used for the preparation of PUF are based
on polyethers, because of their low cost, easy processability (lower viscosity), very
low levels of contaminants, uniform narrow molecular weight distribution and
compatibility with most formulation additives. Polyester polyols have higher cost and
are difficult to process because of higher viscosity. So they are used in very specific
applications such as better thermal stability and flammability properties. The
polyester polyols are generally the condensation products of dicarboxylic acids such
as adipic acid or phthalic anhydride and saturated polyfunctional alcohols such as 1,
2, 6−hexane triol, trimethylolpropane and diethylene glycol. The polyether polyols are
produced by reacting alkylene oxides (ethylene/propylene) with polyfunctional
alcohols such as glycerin, trimethylolpropane, pentaerythritol, sorbitol, α−
methylglucoside, sucrose and polyamines (ethylenediamine, diethylenetriamine and
piperazine) or oxyphosphorus acids.10 The choice of polyfunctional alcohols depend
on their average functionality or degree of branching. It has also a profound influence
on its final viscosity.
Most rigid foams are prepared from formulated blends or copolymer polyols.
The blends consist of one or several polyols, surfactant and flame retardants.
Sometimes they also contain catalysts and blowing agents. The formulation may also
contain cross−linking agents such as trimethylolpropane, glycerine which improve
curing and strength of the foam. Recently, there is an increasing interest to use raw
materials based on renewable resources, like vegetable oil, which are biodegradable
as well as good alternative to petroleum products. Some of the works have been
carried out to identify the polyols from natural sources and recycled polyethylene
terephthalate (PET) waste used as alternative source to prepare the rigid PUF. The
rigid PUFs made from starch based polyols have properties comparable with the
properties of PUF based on conventional polyol.18, 19 The natural oils such as jet
cooked starch oil,20 defatted soy flours,21 soybean oil,22 palm oil,23 linseed and
rapeseed oil,24−26 sunflower and flaxseed oil,26 and biomass materials27 (soy protein
isolate, soy fiber, corn starch) and also rosin28, 29 and modified rosin,30 lactitol,31
reduced sweet whey permeate32 have been used as natural resources for polyols.
These oily materials do not impart sufficient rigidity to make a stable PUF when they

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
13
are used alone. This is due to their high equivalent weights and more flexible aliphatic
structures. But when they are used in combination with conventional polyols the
properties of PUF formed are found to be better. For example, The PUF from sodium
lignosulfonate mixed with diethylene, triethylene and polyethylene glycols were
prepared and thermal properties were reported.33 The PUF from recycled PET waste
are found to be better in flame retardant properties compared to PUF made from
conventional polyols.34
1.2.1.2.2 Isocyanates
The aromatic isocyanates these used for preparation of rigid PUF are generally
toluene diisocyanate (TDI) and polymeric methane diphenyl diisocyanate (PMDI).
TDI plays a minor role in rigid PUF production, because of unfavorable physico−
mechanical properties of TDI based rigid PUF. TDI is also very difficult to handle
because of its higher vapor pressure. PMDI is currently the predominant isocyanate
component for rigid PUFs. It has significantly lower cost than crude TDI and also has
lower vapor pressure. Therefore this minimizes the toxicity problems usually
encountered with general isocyanates. PMDI is prepared by the phosgenation of
aniline formaldehyde condensed products. The different types of PMDI are available
for various applications, for example, when priority is placed on flowability, the
expanding reaction mixture has to fill narrow gaps, low viscosity PMDI with low
functionality are preferred. The viscosity range of PMDI may vary from 50 to 2000
mPa·s at 25 °C, the functionality varies from 2.5 to 3.2 and the NCO content varies
between 25% and 29%. Sometimes the mixture of TDI and PMDI is used as
isocyanate component to prepare rigid PUF.
1.2.1.2.3 Blowing agents
Most rigid PUF formulations use inert liquids as blowing agent since they can
be easily volatilized during the polymerization. In 1958, halocarbons were first used
as blowing agent for PUFs, made for the application in thermal and electrical
insulator.35 The most widely used blowing agents for the production of PUF and
PUF−PIR are monofluorotrichloromethane (CFC−11) and difluorodichloromethane
(CFC−12). Both of these chemicals are suspected to contribute to the depletion of the
stratospheric ozone layer. Different hydrochlorofluorocarbons (HCFC) are used as the
alternatives for conventional CFC, 36 for example, HCFC−123 and HCFC−141b for

Copyri
ght
IIT K
harag
pur
Chapter 1
14
CFC−11 and HCFC−124 and HCFC−142b for CFC−12. In recent years, water is
being used as a co−blowing agent in order to decrease the volume of HCFC−141b. As
a result of the Montreal Protocol (1993), the U.S. Environmental Protection Agency
scheduled the phase−out of these blowing agents by the year 2003.37, 38 After 2003,
manufacturers must use other blowing agents with zero Ozone Depletion Potential
(ODP) for PUF insulation applications. However blowing agents like
hydrofluorocarbon (HFC) blowing agents such as HFC−R356, HFC−134a, HFC−
245fa 39−43 and HFC−365mcf 44, 45 can all be considered as possible alternatives. All
these chemicals are inert and do not produce additional cross−linking in the foam and
also non−flammable and have a very low order of toxicity and in addition, their
thermal conductivity is higher than CFC blowing agent. Furthermore, processing of a
gas blowing agent is more desirable in the rigid foam industry. 46
Methylene chloride is of interest as blowing agent, because of its low cost.47 It
softens urethane polymer and causes cracks in rigid foams expanded with it. Hence, it
is not used in any practical process. Hydrocarbon blowing agents such as propane,
butane, and pentane (n−, cyclo− and iso−) have been used to prepare rigid PUF and
PUF−PIR foams. 48−54 These blowing agents, some of which have to be added under
pressure in liquid form, vaporize either when pressure is released from the reaction
mix, or as a result of the exothermic heat from the urethane reaction and are retained
in the closed cells of the foam. However, these hydrocarbon blowing agents have not
gained wide acceptance because of their flammability and their value as fuels. Some
of the other physical blowing agents such as fluorinated ethers, 55 trans 1, 2−
dichloroethylene, 56 and formic acid 57 are used for the production of PUF. In addition
to physical blowing agents, the chemical blowing agents are also used in PUF. 58−61 In
case of chemical blowing agent, it reacts with some of the raw materials for rigid PUF
and evolves gases which act as actual blowing agent. For example, water reacts with
isocyanates to form unstable carbamic acid which later decomposes into amine and
CO2. This CO2 gas acts as the actual blowing agent in the preparation of rigid PUF.
With the efforts that now are taking place to reduce the usage of CFCs, the
water/isocyanate reaction is gaining an increased importance. Industrially, the rigid
foams are produced by using blended blowing agents such as combination of
hydrofluorocarbons with hydrocarbons, 62, 63 different hydrocarbons 64 and or physical

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
15
blowing agents mixed with chemical blowing agents 65 (such as water) to get the
optimum properties of PUF.
1.2.1.2.4 Catalysts
The rigid foam formation reaction basically consists of three different types of
chemical reactions viz; blowing reaction (which is the reaction of isocyanate with
water), gelling or network formation reaction (resulting from the reaction between
isocyanate with hydroxyl) and trimerization reaction (the isocyanurate formation).66, 67
Many other complex reactions also occur simultaneously during the production of
PUFs. The catalysts play an important role in the control and balance between the
gelling and blowing reactions. In addition to primary reactions, it is considered that
the catalytic activity of cross−linking reactions such as allophanate, biuret, and
isocyanurate formation have a certain effect on the foaming behavior as well as foam
properties.68 The catalysts most commonly used are tertiary amines and
organometallic compounds. Tertiary amines such as 1,4−diazabicyclo 2.2.2 octane
(DABCO) or triethylene diamine,69 tertiary alkylamines, substituted morpholines,
piperazines, guanidines, and substituted hydroxy amines are catalysts for both the
blowing and network formation, whereas organometallic compounds (dibutyltin
dilaurate and stannous octoate) catalyze mainly isocyanate−hydroxyl reaction and
sometimes metal salts are also used.70 In rigid polyisocyanurate (PIR) foam
production, alkali metal catalysts of organic carboxylic acids, potassium salts and
hydroxyalkyl trimethyl quarternary ammonium salts are used as polyisocyanurate
foam catalysts.71
The choice of catalyst for the preparation of PUF depends on many factors,
such as method of foam preparation, the types of polyol or isocyanates used, and the
activity of the catalyst itself in promoting urethane or gas formation. Thus, the
selectivity towards one or the other reaction strongly depends on various formulations
related factors such as component miscibility, reaction advancement or relative
concentration of the various active species. For example, the catalyst is mandatory
where secondary hydroxyl groups containing polyoxypropylene triol and also
sterically hindered aromatic isocyanates are used in the preparation of PUF. However,
the low activity of the aliphatic isocyanates has made it impractical to use them in
most cases.72 The reactivity of the hydroxyl group was found to be independent of the

Copyri
ght
IIT K
harag
pur
Chapter 1
16
chain length of the polyol, and of the difference in the structure of the oligomethylene
and oligooxyethylene chains.73 Sometimes combination of different types of catalysts
may be used to balance the reactions. However, the catalyst is not necessary in the
preparation of PUF made from mannich based polyether polyol. This is due to the
inherent properties of the mannich polyols include aromatic character, increased
compatibility and catalytic capabilities.74
1.2.1.2.5 Surfactants
Surfactants (surface active agent) are substances that adsorb on the surfaces or
in the interfaces of systems and make a remarkable change in the surface or interfacial
free−energies of the adhered surfaces. For the production of PUFs the use of
surfactants is essential. Their action during the foam formation process is manifold:
(i) to stabilize the dispersion of any immiscible reaction components, (ii) to promote
nucleation of bubbles during mixing, (iii) to stabilize gas bubbles in the rising foam,
and (iv) to prevent the foam from collapsing by reducing stress concentrations until
the ongoing polymerization reactions develops sufficient mechanical strength in foam.
The surfactants determine the technical performance of the final foam to a great
extent.75
The choice of surfactant is governed primarily by the type of polyol used and
by the method of foam preparation. It determines the flowability of the reaction
mixture, the cell structure, and the closed cell content. The commonly known
surfactants used earlier for foam preparation were organic non−ionic such as nonyl
phenol ethoxylates, fatty acid ethoxylates and alkylene oxide block copolymers. Later
silicone oils and poly (dialkyl siloxanes) are widely used.76 Nowadays, graft
copolymers which consist of polysiloxane backbone with polyether side chains are
also used as surfactants.77−79 Semi−fluorinated diblock copolymers have also been
used as a surfactant in preparation of PUF.80 Many water−soluble polymers, because
of their ampiphilic structure and surface activity similar to the traditional surfactants,
are used as surfactants. For example the polysorbates exhibit excellent emulsifying
properties for oil in water systems, and the polyoxyethylene−polyoxypropylene block
copolymers, known by their generic name as poloxomers, exhibit surface properties,
such as emulsion stabilization, dispersion, and demulsification.81 Polyester based
systems are often used without added foaming stabilizers, because of their high initial

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
17
viscosities. In these systems the silicones can have an effect opposite to stabilizing the
foaming mass and in fact can cause bubble instability. Stabilizers used for polyesters
are usually of the ionic or nonionic type and include sulfonated castor oils, amine
esters of fatty acids, and polyoxyalkylene derivatives of acids or alcohols.10
Additionally, some of the other raw materials such as fillers, flame retardants, and
extenders are also used in order to comply with industrial requirements. Some of the
research works have also been carried out to identify the change in properties of the
PUF with respect to foam density, 82 fillers 83−90 and nano−fillers, such as nanoclay 91−
101 and nanosilica.102
1.3 Flame Retardants (FRs)
Flame retardants (FRs) are the chemicals that are incorporated in organic
polymers (both natural and synthetic) by blending in compounding stage or in−situ
preparation stage, in order to increase their fire safety. The idea of using FR additives
is known from the ancient time. Historically, vinegar and alum (potassium or
ammonium aluminum sulfate) were used as FR additives in paints or coatings for
wood to impart flame resistance by Egyptians as early as 450 BC and by Romans in
200 years BC. Over the years, different types of clays, gypsum, borax, and asbestos
have been used to make canvas and clothing impervious to flame. Later 17 to 19th
century, inorganic salts such as ferrous sulphate and ammonium phosphate were used
as FRs.103 It was not until the early part of the 20th century that William Henry Perkins
developed the ground work for the FR theory. He was the first person to study the
mechanism of flame retardancy on wood, cotton, paper and plastics. Inorganic salts,
acids and clays were the main ingredients of his FR mixtures. World War II was
another dominant milestone in the creation of FRs. In 1950’s, the polymer industry
was started to grow into a big market. During this period the majorities of plastics
(e.g. polystyrene, polyurethane, and polyethylene) were developed on a widespread
and economically favorable scale and were preferred over other materials such as
wood and metal alloys. Since mid−1960s there have been several regulations to
mandate that plastics should be made less flammable. There have been established
guidelines for fire safe materials in fabrics and transportation materials, particularly in
airplanes.

Copyri
ght
IIT K
harag
pur
Chapter 1
18
Flame retardants can be divided into two types, viz; additive and reactive.104
The additives are various organic and/or inorganic compounds that are added to
commercial polymers during compounding stage and in conjunction with a synergist
to make a fire resistance polymers. They are used especially in thermoplastics and
elastomers. Additives work well for most FR applications but they also have a few
drawbacks. FR additives leach out of the polymer over time, making the polymer less
flame resistant and polluting the environment. Another drawback to the approach of
using FRs additives is their tendency to degrade the mechanical properties of pristine
polymer. There are many examples of reactive FRs in which FR moieties are
incorporated either into the backbone of the polymer or remain as a pendant group.
This prevents them from leaving the polymer and keeps the FR properties intact over
time with very low emissions to the environment. Reactive FRs are mainly used in
thermosets (epoxy resins and polyurethanes) in which they can be easily
incorporated.105 Around 350 different FR substances (both organic and inorganic) are
described in literature and are available in the market, with no specific reference to
national or international fire regulations. But the FRs most abundantly used at the
present time is based largely on six elements: chlorine, bromine, phosphorus,
aluminum, boron, antimony. In addition, nitrogen and silicon can also confer some
degree of flame retardance. Other elements and their compounds have proved to be
less effective. The total annual quantity of FRs produced in 2007 was approximately
1.8 million metric tons.
11%
40%
11%
7%8%
23% Brominated Antimony oxides Chlorinated Organo phosphorus Aluminium hydroxides Others
Figure1.2: Total Annual Production of the Major Fire Retardant Chemicals

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
19
The hydrated alumina/aluminum hydroxide or alumina trihydrate (ATH)
production has been reasonably higher, due to the consumption as one of the superior
FR additives in USA and EU region based on volume (Figure 1.2). One of the main
advantages in this additive is that it does not produce any toxic gases, but produces a
good amount of char. The production of brominated FRs differ by region (Figure 1.3),
is mostly produced in Asia.106Flame−retardants can act by a variety of mechanisms,
mainly in the condensed or the gas phase.107, 108 They can terminate the free−radical
reactions in the condensed phase, act as heat sinks due to their heat capacity, form a
non−flammable protective coating or char to insulate the flammable polymer from the
source of the heat and oxidant, and interrupt the flame combustion in the gas phase.
Figure 1.3: Consumption of the Major Fire Retardants in Different Regions
(bar-chart in unit of 1000 tons)
Many FRs appear to be capable of functioning simultaneously by several
different mechanisms, often depending on the nature of polymers. Combinations of
FRs often have synergistic, additives and adjuvants or antagonistic effects. Sometimes
a hetero atom already present in the polymer backbone may interact with an FR
additive and thus, exhibits synergism or antagonism characteristics.
1.3.1 Selection and Requirements for Flame Retardants
The primary concern when selecting an FR for a given application is that it
should be effective to the extent required for the application. The end−use application
often determines the selection of FR. Assessment is made by exposing the samples of
the final formulation to a series of tests. The thermal decomposition of effective FR
compounds should start before or during the thermal decomposition of the polymer.
The FR material should not generate smoke and any toxic gases beyond those

Copyri
ght
IIT K
harag
pur
Chapter 1
20
produced by the degrading polymer itself, should not significantly alter the
mechanical properties of the polymer, and should be compatible and easy to
incorporate into the host polymer. The FR materials should not react with any other
additives present in the formulation and should be resistant towards aging, hydrolysis
and light. Finally, FR should be less expensive and should be commercially easily
available.
1.3.2 Thermal Decomposition Mechanism
The thermal decomposition of polymers involves either chemical or physical
processes.109 The chemical processes are responsible for the generation of flammable
volatiles and physical changes, such as melting and charring, can alter the
decomposition and burning characteristics of a material. In most cases, a solid
polymer, when heated to a certain temperature, will decompose to give varying
amounts of volatile products and solid residues. These residues can be either
carbonaceous char or inorganic (originating from heteroatoms contained in the
original polymer, either within the structure or as a result of additive incorporation),
or a combination of both. Many fire tests have shown that char formation is an
important route to achieve flame retardancy, but little is understood about the detailed
structure of char or how it forms. van Krevelen has proposed a two−step model for
charring.110 Below 550 °C, the polymers decompose to fuel gases, tars, and a primary
char. On further heating above 550 °C, the primary char is slowly converted to a
conglomerate of loosely linked small graphitic regions, which is virtually independent
of the structure of original polymers. Levchik and Wilkie also proposed that the char
formation of polymers includes the following steps: cross−linking, aromatization,
fusion of aromatics, turbostratic char formation (an incomplete process of
graphitization), and graphitization.111 The formation of char can be promoted through
many chemical reactions, including graft copolymerization, Lewis acid catalysis,
Friedel−Crafts chemistry, redox reactions, and the use of various additives. As to the
structure of char, it is believed that char is composed of polynuclear aromatic
compounds with heteroatoms (O, N, P, S), consisting of crystalline and/or amorphous
regions.
The thermal decomposition processes for different polymers are complex and
can vary from system to system. The rate, mechanism and product composition of
Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
21
these thermal decomposition processes depend on both the physical properties and
chemical composition of the original material. In the thermal decomposition of
organic polymers, four general mechanisms can be identified (1) random−chain
scission; for example, in polyethylene (2) end−chain scission or unzipping; for
example, in polymethylmethacrylate (3) chain stripping; for example, in polyvinyl
chloride and (4) cross−linking (high−charring polymers). Some polymers undergo a
reaction that exclusively belongs to one category. Others exhibit mixed behavior,
depending on the structures of polymers.112 Many of the addition polymers, such as
vinyl polymers, seem to decompose through a reverse polymerization (initiation,
propagation, chain transfer, and termination) or random chain scission. Polymers
prepared by a condensation process, such as polyesters, polyurethanes and
polyamides, decompose according to random chain scission followed by cross−
linking into carbonaceous chars. However, the detailed decomposition mechanisms of
different polymers are greatly dependent on their chemical structure and composition.
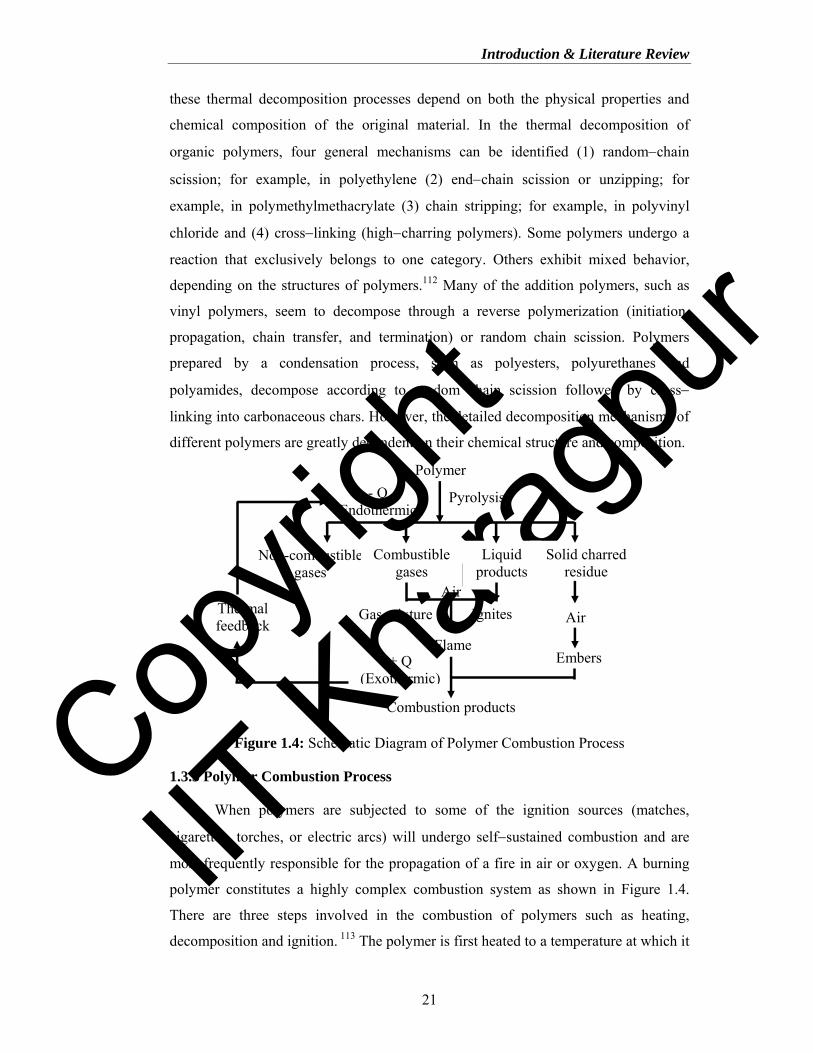
Figure 1.4: Schematic Diagram of Polymer Combustion Process
1.3.3 Polymer Combustion Process
When polymers are subjected to some of the ignition sources (matches,
cigarettes, torches, or electric arcs) will undergo self−sustained combustion and are
most frequently responsible for the propagation of a fire in air or oxygen. A burning
polymer constitutes a highly complex combustion system as shown in Figure 1.4.
There are three steps involved in the combustion of polymers such as heating,
decomposition and ignition. 113 The polymer is first heated to a temperature at which it
Polymer
Pyrolysis
Non-combustible gases
Combustible gases
Liquid products
Solid charred residue
AirIgnites Gas mixture
+ Q (Exothermic)
- Q (Endothermic)
Combustion products
Air
Embers
Thermal feedback
Flame
Copyri
ght
IIT K
harag
pur
Chapter 1
22
starts to decompose and gives gaseous, liquid and solid products. The gases and liquid
products are usually combustible, which will undergo ignites with presence of
oxygen/air to form flame and finally combustion products are formed. The solid
charred residue may react with air to form embers. Under steady−state burning
conditions, some of the heat is transferred back to the polymer surface, producing
more volatile polymer fragments to sustain the combustion cycle.
There are two types of combustion involved when polymers are burned:
flaming and non−flaming combustion.114 Flames are self−propagating combustion
reactions in which both the fuel and the oxidant are present in the gas phase. Since
most polymers are hydrocarbon based, the flame above burning polymers is usually a
hydrocarbon flame. The principal reactions in the flames are free−radical reactions.
The most important radicals in hydrocarbon flames are simple species such as H•, •O•,
and •OH, and a small amount of HO2•, HCO•, and CH3
•. The chain−branching
reactions in the combustion process are H• + O2 → HO• + •O•; it can accelerate the
burning of polymers by generating more radicals. Non−flaming combustion,
including smoldering and glowing combustion, propagates through the polymer by a
thermal front or wave, involving the surface oxidation of the pyrolysis products.112
From a practical point of view, it is also important to consider the associated fire
hazards. The effects resulting from polymer combustion, which can threaten human
life, include oxygen depletion, flame, heat, smoke, hot and toxic combustion gases,
and structural failure. The two major causes of fire−related deaths are inhalation of
toxic gases or smokes.115 Smoke formation in flames is highly dependent on the
structure of the gaseous fuel and on the fuel−to−oxidant ratio. Normally, polymers
containing purely aliphatic structural units produce relatively little smoke, while
polymers with aromatic groups in the main chain produce intermediate amounts of
smoke.
1.3.4 Inhibition of Polymer Combustion
In order to stop polymeric materials from burning, the combustion cycle
should be stopped. In the condensed phase, two methods were utilized to stop the
combustion: formation of char, which adds a protective layer between the flame front
and the polymer fuel, and dilution of solid fuel with inorganic fillers that decompose
to dilute the flame. In the vapor phase, the combustion cycle can be stopped by

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
23
physically diluting the flame with non−combustible gases and chemically capping the
high energy free radicals with halogens or other retardant species. Attacking the flame
in both the condensed and vapor phase has historically proven to be the best strategy
in stopping a fire.116 From the industrial and manufacturing point of view, the
introduction of FR additives undoubtedly constitutes the easiest way of making a
polymer less flammable. There is no universal FR that is applicable in all
formulations. The FR materials which are effective in a solid molded item may be
completely ineffective in foam. There are several criteria which are used to assess the
fire retardant characteristic of a material. These include polymer ignitability, rate of
flame spread, rate of heat release, formation of smoke and toxic gases and also
corrosivity of acidic gases.
1.3.4.1 Halogenated Flame Retardant Additives
Halogen containing FR materials are very important class of FR chemicals.
These chemicals are used primarily in polymers for the electronic and building
industries and are known particularly for their performance in styrenic copolymers,
engineering thermoplastics, and epoxy resins. The order of the thermal stability for
the different halogen compounds is F > Cl > Br > I. Fluorine compounds have not
been as effective because C−F bond energy is so high that energy needed to break the
C−F bond is not produced at the temperature at which these halogenated FRs work.
Conversely, the C−I bond is so weak that it is easily cleaved by light, and can leach
out of the polymers, therefore making it not suitable for this application. Bromine or
chlorine compounds are the most widely used halogen containing FR. As reactive
FRs, halogen−containing alkenes, cycloalkanes, and styrene can be copolymerized
directly with the corresponding non−halogenated monomers.117 In many cases the
organic−halogenated compounds are used in conjunction with phosphorus compounds
or with metal oxides, especially antimony oxide.104 The flame retardant function of
halogen−containing FRs can occur mainly in the vapor phase.118 The action of the FR
depends on the structure of the additive and of the polymer. Generally, the radicals
produced by thermal decomposition of a halogenated FR can interact with the
polymer to form hydrogen halide. Hydrogen halides inhibit the radical propagation
reactions that take place in the flame by reacting with the most active radicals, H• and •OH. It also should be noted that aromatic−brominated compounds and antimony
Copyri
ght
IIT K
harag
pur
Chapter 1
24
chlorine mixture can produce char. Although halogen compounds are widely used as
FRs, their effectiveness is sometimes considerably increased by a free−radical
initiator or peroxide and antimony trioxide. The group of halogenated FRs represents
around 30% by volume of the global production, where the brominated FRs
dominates the international market. Although the use of brominated FRs is still
growing by around 5% per year, their less use is strongly questioned due to their
potentially harmful environmental and health characteristics. Halogenated compounds
can have negative environmental and toxicological impacts which have deterred many
countries from using them in commercial products. The European Union is trying to
remove halogenated compounds from all plastics due to environmental concerns.
Leaching of additives can contaminate drinking water. Additionally, halogenated
organic compounds are considered persistent organic pollutants (POPs) which are not
easily broken down or oxidized by the environment. Heavy metal cause severe
environmental problem. For example, antimony oxide may have a possible link to
sudden infant death syndrome (SIDS).119 In recent years there has been special interest
in halogen−free FRs, because of they are potential for providing reduced toxic
emissions and less smoke generation.120
1.3.4.2 Flame Retardant Additives based on Phosphorus
Both organic and inorganic phosphorus compounds are useful for imparting
flame retardance to many polymers. Phosphorus FRs include elemental red
phosphorus, water−soluble inorganic phosphates, insoluble ammonium
polyphosphate, organophosphates and phosphonates, phosphine oxides, and
chloroaliphatic and bromoaromatic phosphates.121 Both additive and reactive FRs are
commercially available. Phosphorus based FRs are used for thermoplastics,
thermosets, textiles, paper, coatings and mastics. These highly diverse chemicals with
different chemical properties function differently in their FR mechanism. These
include the formation of a charred layer on the surface to protect the substrate from
oxygen and flame and also free−radical inhibition. The FR mechanism depends on the
type of phosphorus compound and the chemical structure of the polymer. Phosphorus
FRs containing halogen or nitrogen is often stated to exhibit synergistic behavior due
to the formation of phosphorus halides or oxyhalides, as postulated to support a
synergistic mechanism by analogy with antimony/ halogen or P−N bonds on
decomposition.122, 123

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
25
1.3.4.3 Inorganic Hydroxide Flame Retardant Additive
Inorganic hydroxides (aluminum or magnesium) are a very important class of
FRs, accounting for more than 50% of the volume (by mass) of FRs sold on a global
basis. This is due to their relatively low cost, ease of handling, and low toxicity as
compared to other FR system.105 These classes of materials provide FR formulations
that meet appropriate standard tests for many applications. Alumina trihydrate (ATH)
is the most widely used FR and smoke suppressant since the 1960’s and also the
largest selling inorganic hydroxide to this market because of its low cost and easy
availability.124 It is used in elastomers, thermoset, and thermoplastics that are
processed below 200 °C. It is normally introduced into polymers in large quantities
(>50% by weight) in order to attain a significant FR effect. When heated, it
decomposes to form anhydrous alumina and releases water, which is an endothermic
reaction. This energy consumption can remove the heat from the substrate, slow the
decomposition of the substrate, and keep it below its ignition temperature. Also, water
released into the vapor phase dilutes the concentration of the combustible gases. The
oxide residue generated during decomposition has a relatively high heat capacity and
can reduce the heat transfer to the substrates.125 Another advantage of using inorganic
hydroxides is that they can reduce the amount of smoke generated during combustion.
The particle size and surface treatment are some of the important parameters of ATH
that determine the FR effectiveness of the material selected for a given application.
Surface treatments include a variety of materials including carboxylic acids, silanes,
zirconates, and titanates. There are two issues that limit the increased use of inorganic
hydroxides as a FR additive for thermoplastics. One is the relatively low temperature
of decomposition for materials like ATH. The other is the relatively high level of
addition required to achieve adequate levels of flame retardation, which led to inferior
mechanical properties of pristine polymers. Many approaches are being evaluated as a
means to overcome these deficiencies. In addition to the FR compounds mentioned
above, there are several other inorganic compounds such as zinc hydroxystannate
(ZHS), zinc stannate (ZS), etc. have been tried over the years, but have limited use in
specialty applications.
1.3.4.4 Flame Retardant Additives based on Nitrogen
The presence of nitrogen in natural polymers appears to exert some degree of
flame retardance, as shown by the relatively low flammability of wool, silk, and

Copyri
ght
IIT K
harag
pur
Chapter 1
26
leather.126 Synthetic polymers that contain nitrogen are not so resistant to combustion.
A number of nitrogen−containing organic compounds are used as reactive FRs for
certain polymers. These include triazines, isocyanates, urea, guanidine, and cyanuric
acid derivatives. Some of these compounds are also employed as additive FRs, often
in conjunction with phosphorus compounds, to reduce the flammability of polymeric
materials. In the latter cases, the nitrogen appears to act to a considerable extent by
strengthening the attachment of phosphorus to the polymer, but nothing is yet certain
about the mechanisms of action. One possible explanation is that the release of non−
combustible gases such as ammonia dilutes the volatile polymer decomposition
products and, hence, makes them less flammable. Ammonium salts and metal−amine
complexes have also been quite widely used as FRs for certain applications, such as
ammonium phosphates for wood.
1.3.4.5 Intumescent Char Flame Retardant Additives
There is a constant requirement for new FR systems for polymeric materials.
The reexamination of fire−retarded systems reveals that the conventional FR additives
produce corrosive and/or toxic gases which are detrimental to the environment and
ecology. This has led to new type of intumescent FR systems. These systems on
heating generate a swollen multi−cellular char, which acts as physical barrier against
heat transfer and diffusion of oxygen toward the polymer. Thus, the rate of pyrolysis
of the polymer is expected to decrease below flame feeding requirement, which leads
to flame extinguishment. Intumescence occurs with a limited evolution of volatile
products, this condensed phase mechanism of the fire retardance should minimize the
undesired secondary effects (smoke and toxicity) of halogen based FR systems.
Furthermore, the intumescent char adheres to the molten zone of the burning polymer
and prevents it from dripping, thus eliminating a possible source of propagation of
fire.127
Fire protective coatings with intumescent properties are being used since last
50 years, whereas incorporation of intumescent additives in solid polymeric materials
is a relatively recent approach.128, 129 The first literature report on an FR intumescent
coating is revealed in a patent in 1938 by Tramm et al.130 Wang et al.131 discussed the
composition of intumescent systems in terms of functions performed, defined
‘carbonifics’ the compounds acting as a source of carbon to build up the char, and

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
27
‘spumifics’ those which induce the foaming agent. Vandersall has listed for categories
of components that are necessary to provide intumescence: (a) an inorganic acid or a
compound which generates an acid on heating between 100 °C and 250 °C; (b) a
polyhydric compound, rich in carbon atoms; (c) an amine or amide; and (d) a
halogenated organic compound.132 Because there are very few published literature on
this systems. It is difficult to know exactly the function of each component of the
mixture during burning. Different other intumescent systems have also been applied
in polymers such as expandable graphite (EG), inorganic intumescent silicates or
glass forming systems.133 Whatever the detailed mechanisms for intumescents
systems are, the formation of a thick char layer, high carbon concentration, high
viscosity of pyrolyzing melt and low penetration capability for propagation of heat,
makes intumescent systems efficient to reduce flammability and the exposure of toxic
gases.
1.3.4.6 Flame Retardant Additives based on Nanoclay
Polymer layered silicate nanocomposites (PLNC) are a new class of composite
materials in which one of their constituents has a dimension in the nanometer (10-9 m)
range. Use of nanofiller such as clay, silica, CaCO3, ZnO, and metallic oxides greatly
enhance the contribution of the contact area/interphase with the matrix materials and
thus improve the overall properties of the nanocomposites.134−138 It was first reported
in 1961, when Blumstein demonstrated polymerization of vinyl monomers
intercalated into montmorillonite (MMT) clay.139 In general, these methods achieve
molecular−level incorporation of the layered silicates (e.g. montmorillonite) into the
polymer by the addition of a modified silicates; either during the polymerization (in−
situ method), or to a solvent−swollen polymer (solution blending) or to a polymer
melt (melt blending). Two terms (intercalated and exfoliated or delaminated) are used
to describe the two general classes of nano−morphologies that can be prepared.
Intercalated structures are well−ordered multilayered structures and contain self−
assembled, where only a one or two layers of extended polymer chains are inserted
into the gallery space (2−3 nm) between parallel individual silicate layers. The
delaminated/exfoliated structures result when the individual silicate layers are no
longer close enough to interact with gallery cations of the adjacent layers and are well
dispersed in the organic polymer. In this case the interlayer spacing (2−200 nm) can

Copyri
ght
IIT K
harag
pur
Chapter 1
28
be of the order of the radius of gyration of the polymer. Therefore, the silicate layers
may be considered well dispersed in the polymer. The delaminated structure may not
be as well ordered as in an intercalated structure and are also referred to as exfoliated
or disordered nanocomposites. Both of these hybrid structures can coexist in the
polymer matrix, this mixed nano−morphology is very common for composites based
on smectite silicates and clay minerals.140−146 Recent research describes extended
nanoparticles of clay as promising char−forming fillers for good fire protection.147, 148
These applications are, however, still on a research level and detailed studies are in
progress, to make them commercial potential.
1.4 Flame Retardant Rigid Polyurethane Foam
Rigid Polyurethane foams (PUFs) have cellular structures, which are easily
ignitable and highly flammable. In the event of fire the flame spread is very fast and
wide spread. This is a serious problem and it severely limits PUF applications.
Recently, fire safety concerns put even more stringent requirements for the materials
to be used in enclosed and inescapable areas, such as electronic enclosures, high−rise
buildings, ships, and aircraft cabins, etc. A variety of FR chemicals have been
developed over the past 40 years. They mainly consist of inorganic and organic
compounds based on halogens, phosphorus, aluminum, magnesium, etc. Rigid PUF
undergoes thermal degradation, when exposed to heat and flame. The thermal energy
is absorbed until there is breakage of main chain in PUF, leading to formation of low
molecular weight volatile gases. Although the mechanism is somewhat different in the
presence of oxygen, giving rise to some new products, a gaseous mixture is still
formed which is inherently flammable. The precise nature of the degradation products
is determined by the chemical composition of the polymer, the additives present and
the degradation conditions. The burning process of PUF is considered to occur mainly
in four stages:
i) Heat from external source is applied to foam progressively raising its temperature.
The thermal insulation properties of foam promote a rapid temperature rise at the
exposed surface because heat cannot be easily transmitted to the lower layer of foam.
ii) The polyurethane foam reaches its temperature of initial decomposition and begins
to form combustible gases, non−combustible gases, entrained solid particles and
carbonaceous char.

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
29
iii) The resulting combustible gases ignite in the presence of sufficient oxygen and
further combustion begins. The condition of ignition depends on the presence of an
external source of ignition, temperature and composition of the gas phase.
iv) The heat of combustion raises the temperature of the gaseous products of
combustion and of the noncombustible gases, which results in increase in heat transfer
by conduction.149
Flame resistant PUF are produced by using the different FR additives, like FR
additives based on phosphorus, 150−164 nitrogen, 165, 166 inorganic hydroxides,
expandable graphite167−172 and nanoclays.173−175 These FR compounds are used alone
or in combination with other compounds to impart the synergistic behavior. It has also
been produced by incorporation of flame retarding atoms in the base polyol, which
react with foam components to become an integral part of the polymer backbone. Few
such reactive FR compounds are; phosphorus containing diol/polyol,176−180
phosphorus and halogen containing diols and additives,181−184 and phosphorus and
nitrogen containing polyol/diol and additives.185−190 They are used along with base
polyol to prepare the flame retardant PUF. Many other factors of great importance are
involved in the flammability of PUFs, such as smoke evolution, which often causes
greater danger to people than the fire itself. More people die from smoke inhalation
(primarily carbon monoxide) than by fire. In assessing the relative performance of
different FR additives in PUF a number of small scale tests have been developed such
as rate of burning, ignition time, limiting oxygen index (LOI), etc. These are carried
out under well−defined conditions and under certain existing standards like ASTM,
FVMSS, etc. It should be noted that the performance of an FR−PUF in small scale
tests does not necessarily reflect the hazards present under actual fire conditions.
1.5 Applications of Rigid Polyurethane Foam
One of the major uses of rigid PUF is in domestic and commercial
refrigerators and freezers, because of their superior insulation characteristics of the
fluorocarbon blown foam. All types of refrigerated trucks such as milk trucks, ice
cream trucks, trailers and industrial plants such as tanks, piping, water heaters, heat
exchangers, flasks, air conditioning units, cool boxes, liquefied natural gas (LNG),
etc. are insulated with rigid PUF. Besides having good insulation properties, rigid
PUF contribute to the structural strength and adhesion to the bodies of the trucks,

Copyri
ght
IIT K
harag
pur
Chapter 1
30
have low moisture pickup, and can withstand gasoline and temperature up to 100 °C.
Potentially, the biggest market for rigid PUF is in the building and aircraft industry.
The areas of utilization in this filed encompass curtain wall construction, lining
boards, pipe section, cold store panels, pipe−in−pipe, food processing enclosures,
spray applied wall construction, and roofing insulation, either sprayed or in preformed
panels. This market includes residential homes and commercial and industrial
buildings such as large refrigerated warehouses. The use of rigid PUF in marine
applications such as flotation equipment for temporary bridge is growing. Many
modern boats utilize rigid PUF to support the boat to float in the water. Larger ships
have used rigid PUF as void fillers, and it is also used in lifeboats and refrigerator
ships. The major applications for rigid foams are building insulation, appliance
insulation and packaging.7−10 A wide ranges of foam properties and different foaming
techniques allowed the application of rigid PUF in many important areas.
1.6 Scope and Objective of the Present Work
Rigid polyurethane foams (PUF) are easily flammable due to more surface
area and rapid flame spread. This leads to an increase in fire hazard (smoke and toxic
gas generation). It has been widely used in variety of commercial applications such as
insulation, cushioning and packaging. Thus, it is necessary to induce fire retardancy in
PUF by adding suitable FR chemicals. The recent restrictive legislation, codes and
specifications for the use of FR−PUF in different applications such as construction,
automotive, rail−road transportation, aircraft etc. have brought forth an entirely new
approach to develop new types of FR−PUF which yields low smoke/toxic gas during
burning in addition to flame retardancy. The literature search reveals that the
conventional FR−PUF systems containing halogens and/or phosphorus are
unsatisfactory, when both flame resistance and smoke development are taken into
account. This has led to the development of new classes of FRs, which are quite
effective in flame retardancy as well as hardly pollute the environment. In recent
years the attention has been paid World−wide towards the development of new
halogen−free FR systems such as based on phosphorus and nitrogenous compounds,
intumescent technology, as well as nanotechnology. The intumescent technology has
been well documented in the literature based on coating materials. But, the use of this
technology and also nanocomposites in rigid polyurethane foams are scanty.

Copyri
ght
IIT K
harag
pur
Introduction & Literature Review
31
The objective of this thesis is to prepare the rigid polyurethane foam (PUF)
which can have good fire retardant properties and release less amount of smoke and
toxic gases during combustion. These new rigid PUFs were characterized and their
flammability properties were evaluated with the help of modern sophisticated tools.
The objectives of this thesis are the followings,
• Preparation of rigid polyurethane foam (PUF) with wide range of densities
(30−500 kg/m3) by one shot free−rise as well as molding method.
• To study the effect of density and different raw materials on the properties of
rigid PUF.
• To study the influence of various fillers and their concentration on the
properties of water blown rigid PUF.
• To study the flame−retardant properties and thermal properties of these PUFs.
• To study the effect of various non−halogenated FR additives on the fire
retardant (FR) property of the water blown rigid PUF.
• To explore the use of different intumescent FR additives such as expandable
graphite in the rigid PUF and to study its FR property.
• To study the effect of nanoclay as an additive in water blown rigid PUF.
Different experimental techniques, i.e., universal testing machines (UTM),
thermal conductivity meter, FT−IR, SEM, WAXD, TEM, DSC, TGA, limiting
oxygen index (LOI), cone calorimeter, smoke density and toxicity analysis were used
to measure the physico−mechanical, thermal, flammability, smoke and toxic gas
(carbon monoxide) evolution of water blown rigid PUF. Through this investigation
the relationships between polyurethane structures, composition, morphology and their
FR behavior have been established. The objective of identifying the best combination
non−halogenated FR additives and their optimum change to produce PUF having
adequate flame retardancy with low smoke and toxic gas generation could also be
attained.
Related Documents











