1 Direct Time Study Sections: 1. Direct Time Study Procedure 2. Number of Work Cycles to be Timed 3. Performance Rating 4. Time Study Equipment Chapter 13

1 Direct Time Study Sections: 1.Direct Time Study Procedure 2.Number of Work Cycles to be Timed 3.Performance Rating 4.Time Study Equipment Chapter 13.
Dec 22, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
Direct Time Study
Sections:
1. Direct Time Study Procedure
2. Number of Work Cycles to be Timed
3. Performance Rating
4. Time Study Equipment
Chapter 13

2
Direct Time Study - Defined
Also known as stopwatch time study
Direct and continuous observation of a task using a stopwatch or other timekeeping device to record the time taken to accomplish the task
While observing and recording the time, an appraisal of the worker’s performance level is made to obtain تقييمthe normal time for the task
The data are then used to compute a standard time for the task
It is much more appropriate for repetitive tasks (batch and mass production)
3
1. Direct Time Study Procedure
1. Define and document the standard method2. Divide the task into work elementsSteps 3&4 are performed simultaneously, several times.3. Time the work elements to obtain the observed time
Tobs 4. Evaluate worker’s pace relative to standard
performance to obtain normal time Tn
Called performance rating (PR)Tn = Tobs(PR)
Then the values collected in steps 3 and 4 are averaged.5. Apply allowance factor to compute standard time
Tstd = Tn(1 + Apfd)

4
1.1 Document the Standard Method
We first start with methods engineering study: determine the “one best method”o Seek worker’s advice if possible
Documentation should include:o All of the steps in the methodo Special tools, gauges, equipment and equipment
settings (e.g., feeds and speeds) if applicableo workplace layout, working conditions, even a
videotape of the methodo Irregular elements and their frequencyo You should guarantee that all the items given
above are standardized

5
13.1
Form to document the standard method
6
Why Documentation is Important?
1. Batch production – repeat orders after a significant time lapse Document provide the worker with a complete description
of the task
2. Methods improvements by operator – to restudy task, must be able to prove a change has occurred An operator may discover a way to improve the process
3. Disputes about method طريقة حول operator –الخالفاتcomplains that standard is too tight Is operator using the standard method? To solve the
dispute you may apply the document(s)
4. Data for standard data system – good documentation is essential for developing a standard data system
7
1.2 Divide Task into Work Elements
Work element: Series of motion activities that are grouped logically
together Has a unified purpose in the task
Guidelines: Each work element should consist of a logical group of
motion elements Beginning point of one element should be the end point
of the preceding element Each element should have a readily identifiable end
point Work elements should not be too long nor too short Separate irregular elements, machine elements, internal
elements
8
1.3 Time the Work Elements
Each element should be timed over several work cycles to obtain a reliable average
Stopwatch timing methods:
1. Snapback timing method Flyback – stopwatch is reset to zero at the start of each work element
2. Continuous timing method – stopwatch is allowed to run continuously throughout the duration of the work cycle

9
Advantages of Each Timing Method
Advantages of snapback method: Analyst can readily see how element times vary from
cycle to cycle No subtraction necessary to obtain individual
element times
Advantages of continuous method: Elements cannot be omitted by mistake Regular and irregular elements can be more readily
distinguished Manipulation and resetting of the stopwatch is
reduced

10
13.2
Direct Time Study Form
11
1.4 Performance Rating
Analyst judges the performance or pace of the worker relative to the definition of standard performance used by the organization
Standard (normal) performance PR = 100% Slower pace than standard PR < 100% Faster pace than standard PR > 100%
Normal time Tn = Tobs(PR)

12
1.5 Apply Allowances
A PFD allowance is added to the normal time to compute the standard time
Tstd = Tn (1 + Apfd)
where Apfd = allowance factor for personal time, fatigue, and delays
The function of the allowance factor is to inflate the value of standard time in order to account for the various reasons why the worker loses time during the shift

13
Example 1 Given: A direct time study was taken on a manual work
element using the snapback method. The regular cycle consisted of three elements, a, b, and c. Element d is an irregular element performed every five cycles. Work element a b c d Observed time (min) 0.56 0.25 0.50 1.10Performance rating 100% 80% 110% 100%
Determine (a) normal time
(b) standard time for the cycle using Apfd=0.15
(a) Normal time:
Tn = 0.56(1.00) + 0.25(0.80) + 0.50(1.10)
+ 1.10(1.0)/5 = 1.53 min
(b) Standard time:
Tstd = 1.53(1 + 0.15) = 1.76 min
Solution
14
Machine Cycle in the Task
If the work cycle includes machine-paced elements, then standard time may include a machine allowance applied to the machine time
Tstd = Tnw(1 + Apfd) + max{Tnwi(1 + Apfd),Tm(1 + Am)}
where
Tnw = normal time for worker (external) elements,
Tnwi = normal time for worker (internal) elements,
Tm = machine cycle time (assumed constant),
Am = machine allowance
15
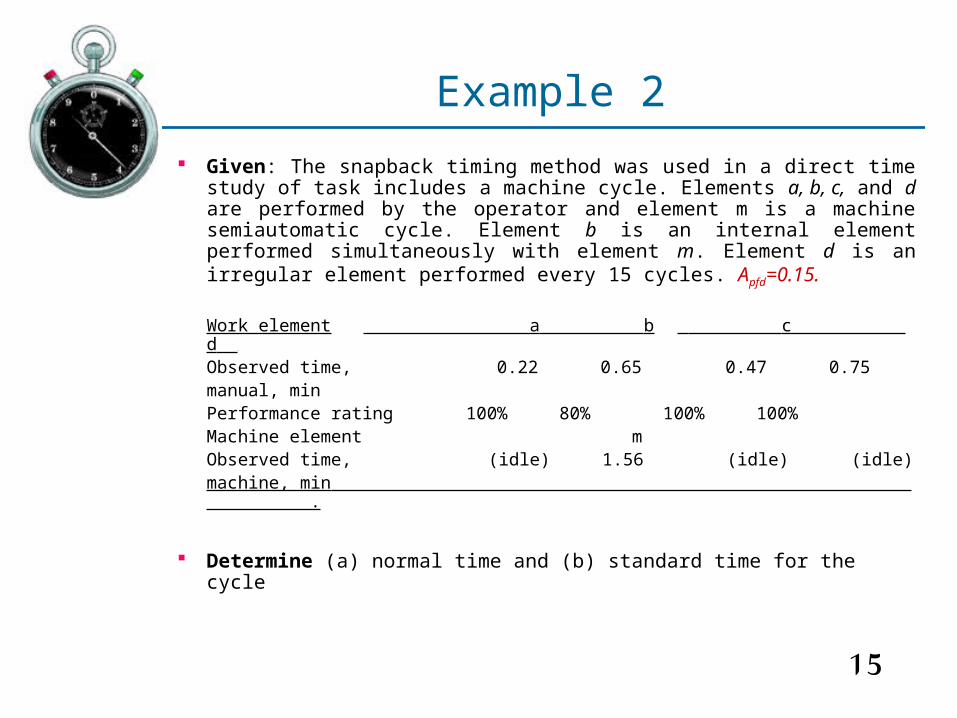
Example 2
Given: The snapback timing method was used in a direct time study of task includes a machine cycle. Elements a, b, c, and d are performed by the operator and element m is a machine semiautomatic cycle. Element b is an internal element performed simultaneously with element m. Element d is an irregular element performed every 15 cycles. Apfd=0.15.
Work element a b c d . Observed time, 0.22 0.65 0.47 0.75manual, minPerformance rating 100% 80% 100% 100%Machine element mObserved time, (idle) 1.56 (idle) (idle)machine, min .
Determine (a) normal time and (b) standard time for the cycle
16
Solution
(a) Normal time:
Tn =Ta(PR)+max{Tb(PR),Tm}+Tc(PR)+Td(PR)/n
Tn = 0.22(1.00) + max{0.65(0.80),1.56}+ 0.47(1.0) + 0.75(1.0)/15 = =0.22+1.56+0.47+0.05= 2.30 min
(b) Standard time:
Tstd = Tnw(1 + Apfd) + max{Tnwi(1 + Apfd),Tm(1 + Am)}
Tstd = (0.22+0.47+0.05)(1 + 0.15) + max{0.52(1+0.15), 1.56(1+0.20)}
=0.85+1.87=2.72 min

17
Cycle-to-Cycle Time Variations
Result from the following:
1. Variations in hand and body motions
2. Variation in the placement of parts and tools
3. Variations in the quality of the starting work units
4. Operator mistakes
5. Timing errors by analyst
6. Variations in worker pace
18
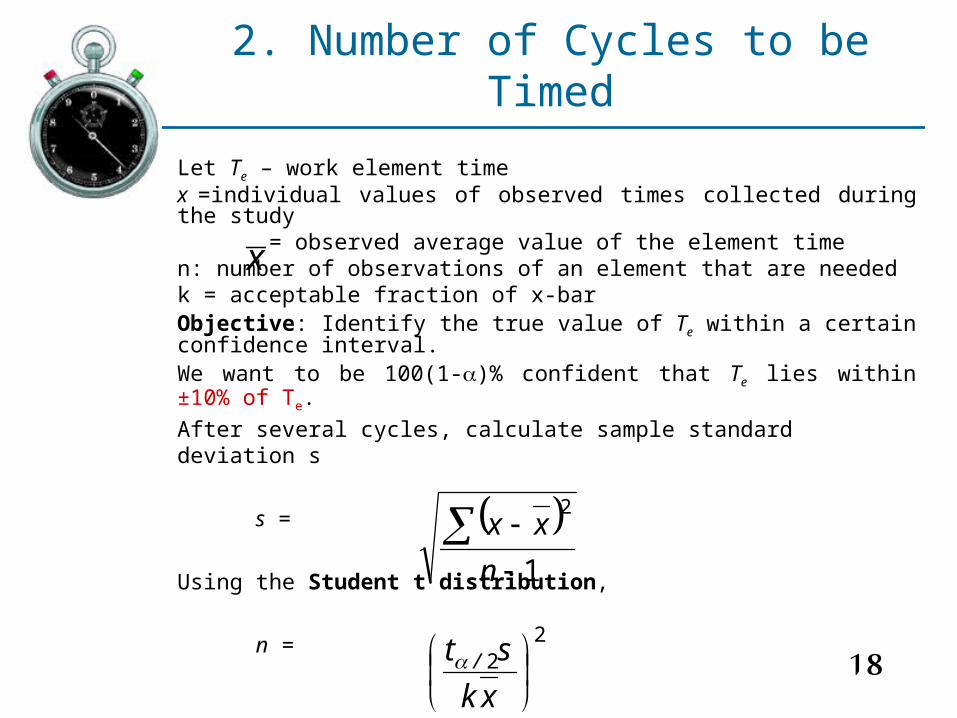
2. Number of Cycles to be Timed
Let Te – work element timex =individual values of observed times collected during the study
= observed average value of the element timen: number of observations of an element that are neededk = acceptable fraction of x-barObjective: Identify the true value of Te within a certain confidence interval. We want to be 100(1-)% confident that Te lies within ±10% of Te.
After several cycles, calculate sample standard deviation s
s =
Using the Student t distribution,
n =
1
2
n
xx
22
xk
st /
x

19
Example 3
A time study analyst has collected 10 readings on a particular work element of interest and would like to consider how many more cycles to time. Based on the sample, the mean time for the elements is 0.40 min and the sample standard deviation is 0.07 min. At a 95% confidence level, how many cycles should be timed to ensure the actual element time is within ± 10% of the mean?

20
Example: solution
We have 10-1=9 degrees of freedom in the t distribution, t/2 at the 95% confidence level (/2=0.025) is 2.262.
Since 10 cycles have already been timed, the analyst needs data from 6 more cycles.
Now we are 95% confident that the true value of Te is within (0.04-0.1(0.04), 0.04+0.1(0.04))
That is, P(0.036 ≤ Te ≤ 0.044) ≥ 0.95
or P(0.036 ≤ Te ≤ 0.044) = 0.95
22.262(0.07)
15.7(0.1)(0.40)
n
162
/ 2t sn
kx
21
Some insights
The statistical accuracy of the time data increases with more observations Spend more time in analyzing important
tasks; high production operations
Shorter work cycles allow more cycles to be timed.
Tradeoff: Accuracy and precision vs. cost
24
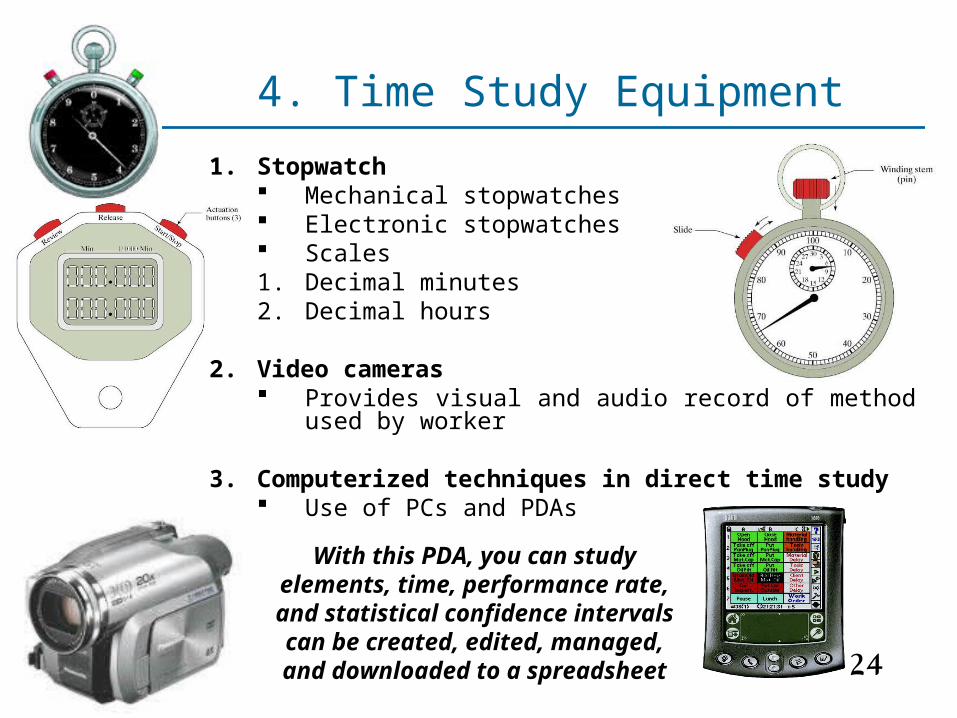
4. Time Study Equipment
1. Stopwatch Mechanical stopwatches Electronic stopwatches Scales1. Decimal minutes2. Decimal hours
2. Video cameras Provides visual and audio record of method used by
worker
3. Computerized techniques in direct time study Use of PCs and PDAs
With this PDA, you can study elements, time, performance rate, and statistical confidence intervals can be created,
edited, managed, and downloaded to a spreadsheet
Related Documents



![STOPWATCH TIME STUDY - Universitas Brawijaya€¦ · METODE PENGUKURAN [WAKTU] KERJA PENGUKURAN)[WAKTU]) KERJA) DIRECT' INDIRECT' STOPWATCH' WORK' SAMPLING' STANDARD' DATA' PMTS)](https://static.cupdf.com/doc/110x72/606161e40fbd470e274abbab/stopwatch-time-study-universitas-metode-pengukuran-waktu-kerja-pengukuranwaktu.jpg)







