1 Desarrollo De Un Cabezal Extrusor De Material Cerámico Para La Máquina Pegasus Lite Del Prodilab De La Universidad Católica De Pereira Andrés Felipe Duque Tamayo Proyecto de Grado Presentado para Obtener el Título de Diseñador Industrial Directora Jessica Lorena Henao Ortiz Programa de Diseño Industrial Universidad Católica de Pereira Noviembre de 2021

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
Desarrollo De Un Cabezal Extrusor De Material Cerámico Para La Máquina Pegasus Lite
Del Prodilab De La Universidad Católica De Pereira
Andrés Felipe Duque Tamayo
Proyecto de Grado Presentado para Obtener el Título de
Diseñador Industrial
Directora
Jessica Lorena Henao Ortiz
Programa de Diseño Industrial
Universidad Católica de Pereira
Noviembre de 2021
2
Contenido
Contenido ........................................................................................................................................ 2
Lista de Figuras ............................................................................................................................... 6
Resumen ........................................................................................................................................ 10
Abstract. ........................................................................................................................................ 10
Introducción .................................................................................................................................. 11
1 Planteamiento del Problema ................................................................................................. 11
1.1 Descripción del Problema ................................................................................... 11
1.2 Pregunta de investigación.................................................................................... 15
2 Justificación .......................................................................................................................... 15
3 Objetivos ............................................................................................................................... 18
3.1 General ................................................................................................................ 18
3.2 Específicos .......................................................................................................... 18
4 Antecedentes ......................................................................................................................... 19
5 Marco teórico ........................................................................................................................ 26
5.1 Marco Geográfico ............................................................................................... 26
5.2 Marco Conceptual ............................................................................................... 27
5.2.1 Control numérico computarizado (CNC) ...................................................... 27
5.2.2 Diseño y fabricación asistido por computadora (CAD/CAM) ...................... 29
5.2.3 Impresión 3D ................................................................................................. 30
3
5.2.4 Arcilla ............................................................................................................ 33
5.3 Marco Legal: ....................................................................................................... 35
6 Análisis e interpretación de datos. ........................................................................................ 36
7 Análisis de tipologías ............................................................................................................ 41
8 Metodología de diseño .......................................................................................................... 45
8.1 Etapa 1 ................................................................................................................. 47
8.1.1 Establecimiento del fenómeno o situación a analizar ................................... 47
8.1.2 Diagnóstico del fenómeno de acuerdo con el enfoque del diseñador industrial
47
8.1.3 Detección de necesidades a nivel de procesos o productos. ......................... 48
8.1.4 Formalización del problema en el área de diseño de producto ..................... 48
8.1.5 Definir el problema por resolver ................................................................... 48
8.1.6 Análisis soluciones existentes ....................................................................... 48
8.1.7 Requerimientos de diseño. ............................................................................ 48
8.2 Etapa 2 ................................................................................................................. 48
8.2.1 Elaboración de alternativas y concepto de diseño. ........................................ 48
8.2.2 Evaluación de alternativas. ............................................................................ 48
8.2.3 Desarrollo de la alternativa seleccionada. ..................................................... 49
8.2.4 Construcción de prototipo. ............................................................................ 49
8.3 Etapa 3 ................................................................................................................. 49
4
8.3.1 Adecuación de la planta productiva para la producción en del proyecto. ..... 49
8.3.2 Producción final del proyecto. ...................................................................... 49
8.3.3 Evaluación del proyecto después de un tiempo en uso. ................................ 49
8.4 Requerimientos de diseño ................................................................................... 49
8.5 Concepto de diseño ............................................................................................. 54
8.6 Alternativas de Diseño ........................................................................................ 56
8.6.1 Cabezal .......................................................................................................... 56
8.6.2 Bomba de Material ........................................................................................ 60
8.7 Evaluación de Alternativas.................................................................................. 64
8.7.1 Cabezal .......................................................................................................... 64
8.7.2 Bomba de material ........................................................................................ 65
8.8 Diseño de Ciclo de Uso General y Específico .................................................... 66
8.9 Definición de Detalles ......................................................................................... 67
8.9.1 Materialidad .................................................................................................. 67
8.9.2 Marca ............................................................................................................. 71
8.10 Modelos y Simuladores ................................................................................... 74
8.10.1 Pruebas de porcentaje de agua por cantidad de material. ............................ 74
8.10.2 Pruebas de Uso el Prototipo de la Bomba de Material ................................ 76
8.10.3 Pruebas de Uso del Prototipo del Cabezal .................................................. 78
8.10.4 Pruebas de Uso con la impresora. ............................................................... 79
5
8.11 Propuesta Final ................................................................................................ 81
8.12 Render .............................................................................................................. 84
8.13 Secuencia de Armado y Uso ............................................................................ 86
8.14 Planos Técnicos ............................................................................................... 94
8.15 Despiece ........................................................................................................... 98
8.16 Proceso Productivo ........................................................................................ 102
8.17 Materiales y Especificaciones. ...................................................................... 106
8.18 Prototipo ........................................................................................................ 107
8.19 Costos de Producción .................................................................................... 108
8.20 Viabilidad Comercial Paralelo de Ventajas ................................................... 111
8.21 Comprobación ............................................................................................... 117
9 Conclusión .......................................................................................................................... 123
10 Bibliografía ......................................................................................................................... 125
11 Apéndice ............................................................................................................................ 128
11.1 Carpeta Drive Anexos ................................................................................... 128
12 Anexos ................................................................................................................................ 128
12.1 Carpeta Drive Anexos ................................................................................... 128
6
Lista de Figuras
Figura 1 Pronóstico de mercado global de la fabricación con impresión 3D, años 2019 al 2023,
miles de millones de dólares. ........................................................................................................ 12
Figura 2 Fabricación aditiva con cerámica: pronóstico total del mercado por segmento ($ USM)
2017-2028 ..................................................................................................................................... 16
Figura 3 Print head 4.0 de StoneFlower ..................................................................................... 18
Figura 4 Cabezal para impresión FDM de la Patente KR101855302B1. ................................... 20
Figura 5 Modelo del extrusor industrial propuesto por Velilla .................................................. 21
Figura 6 Jarrón de porcelana azul y blanca frente a las máquinas .............................................. 23
Figura 7 Definición Ilustrada de una modelo CNC .................................................................... 28
Figura 8 Diseño de piezas en SolidWorks .................................................................................. 30
Figura 9 Impresora 3D polimérica por FDM Prusa I3MK3S+ ................................................... 31
Figura 10 Explicación grafica de la extrusión directa y remota en la impresión FDM .............. 33
Figura 11 Variación de color de la arcilla. ................................................................................... 34
Figura 12 ¿Cuánto es su gasto semestralmente para utilizar la maquinaria de prodilab? .......... 38
Figura 13 ¿Ha pensado utilizar la arcilla como material para resolver un proyecto o ejercicio
académico? .................................................................................................................................... 39
Figura 14 ¿Qué tan interesante sería para usted realizar piezas en impresión 3D con arcilla
como material? .............................................................................................................................. 40
Figura 15 ¿Haría usted uso de este tipo de tecnologías? ............................................................ 40
Figura 16 Análisis tipología N° 1 Wasp Clay Kit LDM ............................................................. 41
Figura 17 Análisis tipología N°2 Cerambot ................................................................................ 42
Figura 18 Análisis tipología N°3 Ceramic 3D printing kit de StoneFlower versión 4.0 ............. 43
7
Figura 19 Análisis Tipología N°4 LDM WASP Extruder XL .................................................... 44
Figura 20 Análisis tipología N°5. Zmorph Thick paste extruder ................................................ 45
Figura 21 Metodología de diseño Gerardo Rodríguez................................................................. 46
Figura 22 Moodboard del concepto de diseño ............................................................................ 54
Figura 23 Impresora de la marca Cerambot ................................................................................. 56
Figura 24 Cabezal Pegasus Lite Sección del extrusor derecho .................................................. 57
Figura 25 Alternativa del cabezal Número 1 .............................................................................. 58
Figura 26 Alternativa del cabezal Número 2 .............................................................................. 59
Figura 27 Alternativa del cabezal Número 3 .............................................................................. 60
Figura 28 Alternativa Bomba de Material Número 1 .................................................................. 61
Figura 29 Alternativa Bomba de Material Número 2 .................................................................. 62
Figura 30 Alternativa Bomba de Material Número 3 .................................................................. 63
Figura 31 Alternativa Bomba de Material Número 4 .................................................................. 64
Figura 32 Diseño del Ciclo Uso General y Específico ............................................................... 66
Figura 33 Alternativa N°1 del cabezal mejorada ........................................................................ 67
Figura 34 Alternativa N°1 del cabezal mejorada ........................................................................ 68
Figura 35 Detalle de diseño del cabezal ..................................................................................... 69
Figura 36 Embudo Interno Bomba de Material .......................................................................... 70
Figura 37 Llave de paso para el control de paso de aire. ............................................................ 71
Figura 38 Desarrollo del Logo - Trazos de la Primera Capa de Impresión. ................................ 72
Figura 39 Identidad grafica - Trazos............................................................................................ 72
Figura 40 Tamaño Mínimo y Dimensiones. ............................................................................... 73
Figura 41 Tabla de Color - Logo ................................................................................................. 74
8
Figura 42 Sistema de extrusión casero ....................................................................................... 75
Figura 43 Ejemplo Prueba de Material. ...................................................................................... 76
Figura 44 Prototipo de la Bomba de Material ............................................................................. 77
Figura 45 Línea de Desarrollo de la Alterativa del Cabezal ........................................................ 78
Figura 46 Fractura del prototipo de cabezal número 2. ............................................................... 79
Figura 47 Brazo del Punto Home ............................................................................................... 80
Figura 48 Primera prueba de impresión ...................................................................................... 81
Figura 49 Propuesta final del prototipo. ..................................................................................... 82
Figura 50 Propuesta final del Cabezal ........................................................................................ 83
Figura 51 Propuesta Final Bomba de material............................................................................ 83
Figura 52 Render general del proyecto ........................................................................................ 84
Figura 53 Render en detalle Cabezal, Brazo del Home y Cama de Impresión. .......................... 85
Figura 54 Render en Detalle de la Bomba de Material............................................................... 86
Figura 55 Montaje del cabezal - Instrucciones ........................................................................... 87
Figura 56 Mezcla de Material - Instrucciones. ........................................................................... 88
Figura 57 Proceso de cierre de la bomba de material - Instrucciones. ........................................ 89
Figura 58 Interfaz Cura3D - Instrucciones ................................................................................. 90
Figura 59 Parámetros de impresión Cura3D - Instrucciones ....................................................... 91
Figura 60 Proceso de Segmentación en Cura3D - Instrucciones. ................................................ 92
Figura 61 Pre-extrusíon antes de la impresión - Instrucciones. ................................................... 93
Figura 62 Plano de Taller - Cabezal extrusor ............................................................................. 95
Figura 63 Plano de taller - Bomba de material. .......................................................................... 96
Figura 64 Plano de Taller - Brazo del Home ............................................................................... 97
9
Figura 65 Plano de Taller - Manguera PVC ................................................................................ 98
Figura 66 Despiece Cabezal ........................................................................................................ 99
Figura 67 Despiece Bomba de material .................................................................................... 100
Figura 68 Despiece Brazo del Home ......................................................................................... 101
Figura 69 Despiece Manguera Multiuso .................................................................................... 102
Figura 70 Proceso Productivo .................................................................................................... 105
Figura 71 Cabezal y Mano del Home - Prototipo Final ............................................................. 107
Figura 72 Bomba de Material - Prototipo Final ......................................................................... 108
Figura 73 Cerambot Air Extruder y Máquina CNC Delta Cerambot ........................................ 112
Figura 74 Eazao Kit impresión y Máquina de impresión 3D .................................................... 113
Figura 75 StoneFlower Kit básico de extrusión de arcilla. ........................................................ 114
Figura 76 Proceso de Mezcla del material ................................................................................. 118
Figura 77 Mezcla de Material Depositada en la Bomba ............................................................ 119
Figura 78 Cabezal Montado para el proceso de Pre-extrusión. ................................................. 120
Figura 79 Bomba de Material Conectada para el Proceso de Pre-extrusión ............................. 121
Figura 80 Proceso de impresión 3D con arcilla ......................................................................... 122
Figura 81 Modelos Resultantes de la Impresión ........................................................................ 123
Lista de tablas
Tabla 1 Principales características de las tecnologías de fabricación aditiva utilizadas para la
cerámica ........................................................................................................................................ 24
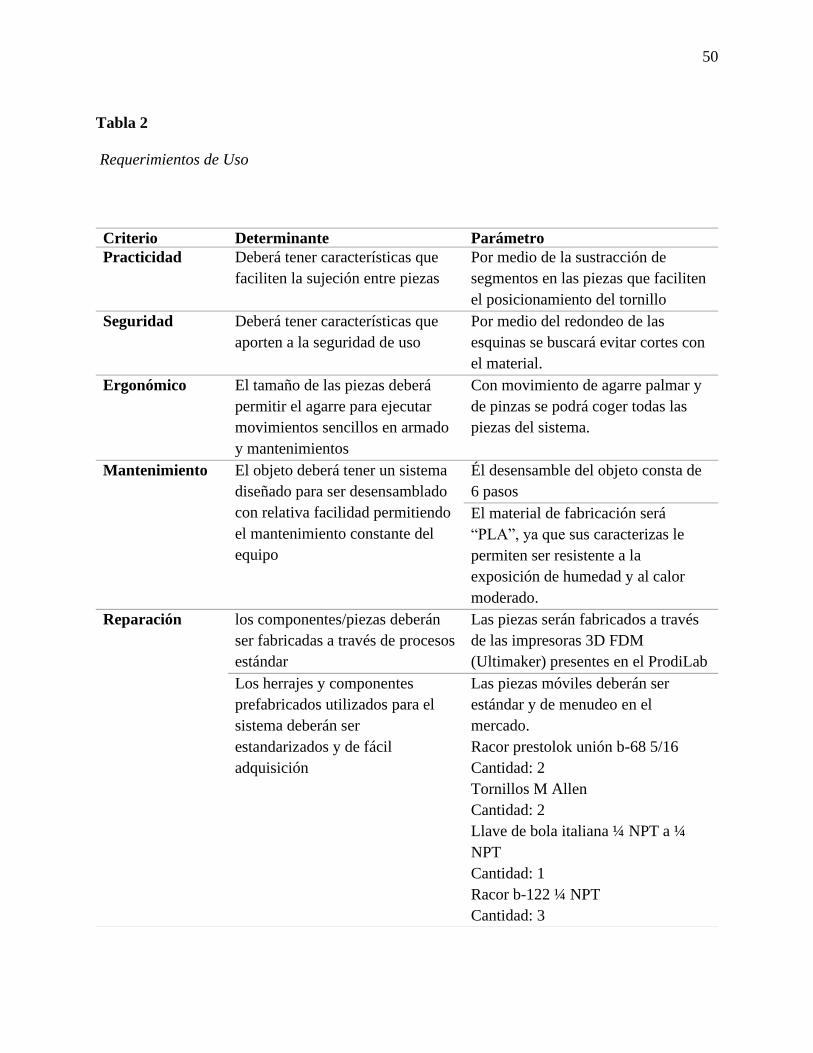
Tabla 2 Requerimientos de Uso .................................................................................................. 50
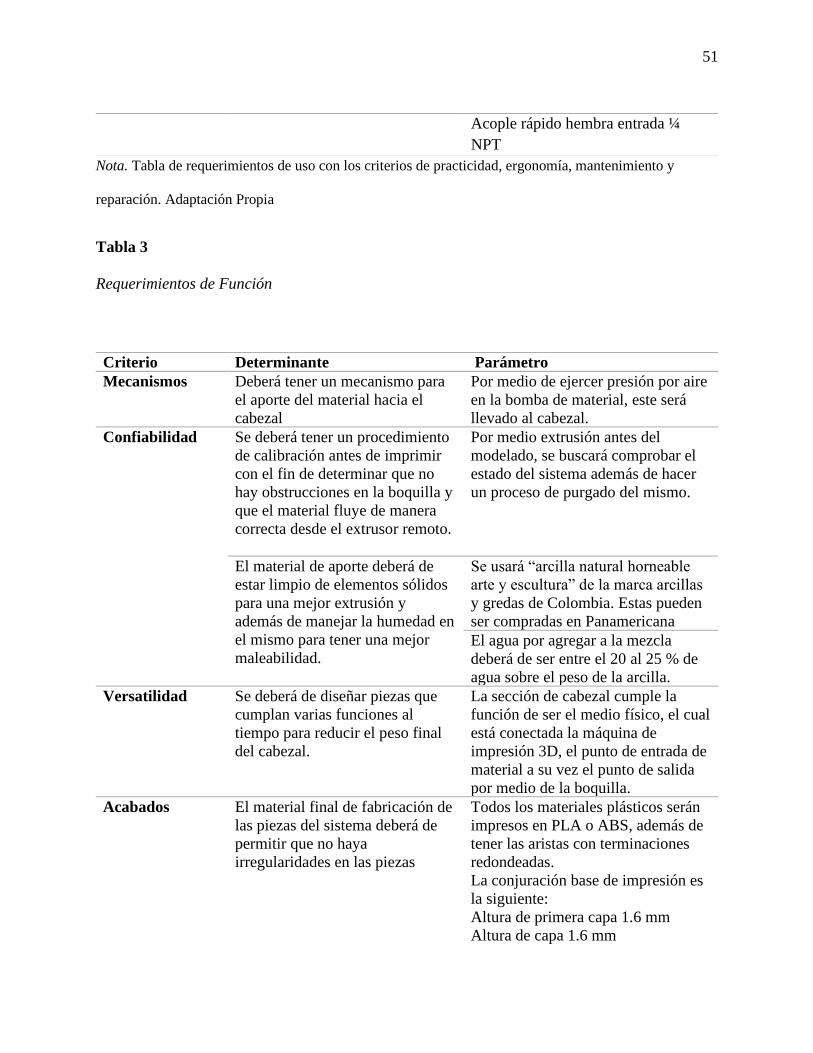
Tabla 3 Requerimientos de Función ........................................................................................... 51
10
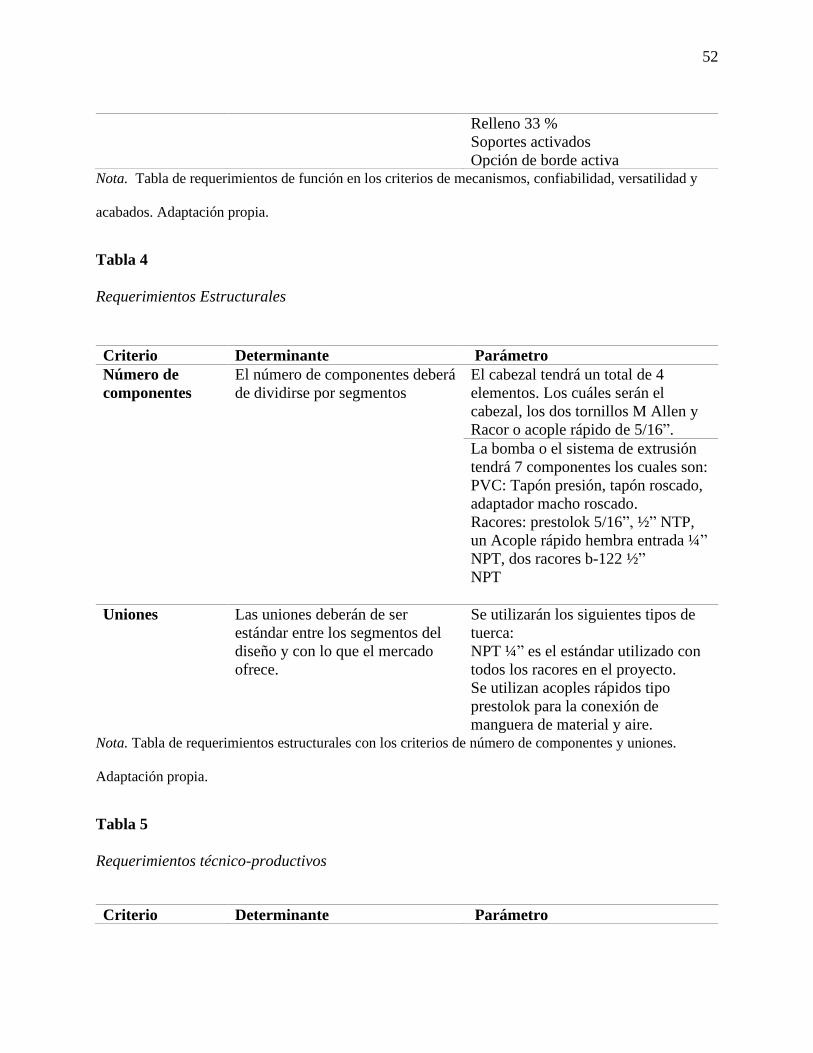
Tabla 4 Requerimientos Estructurales ......................................................................................... 52
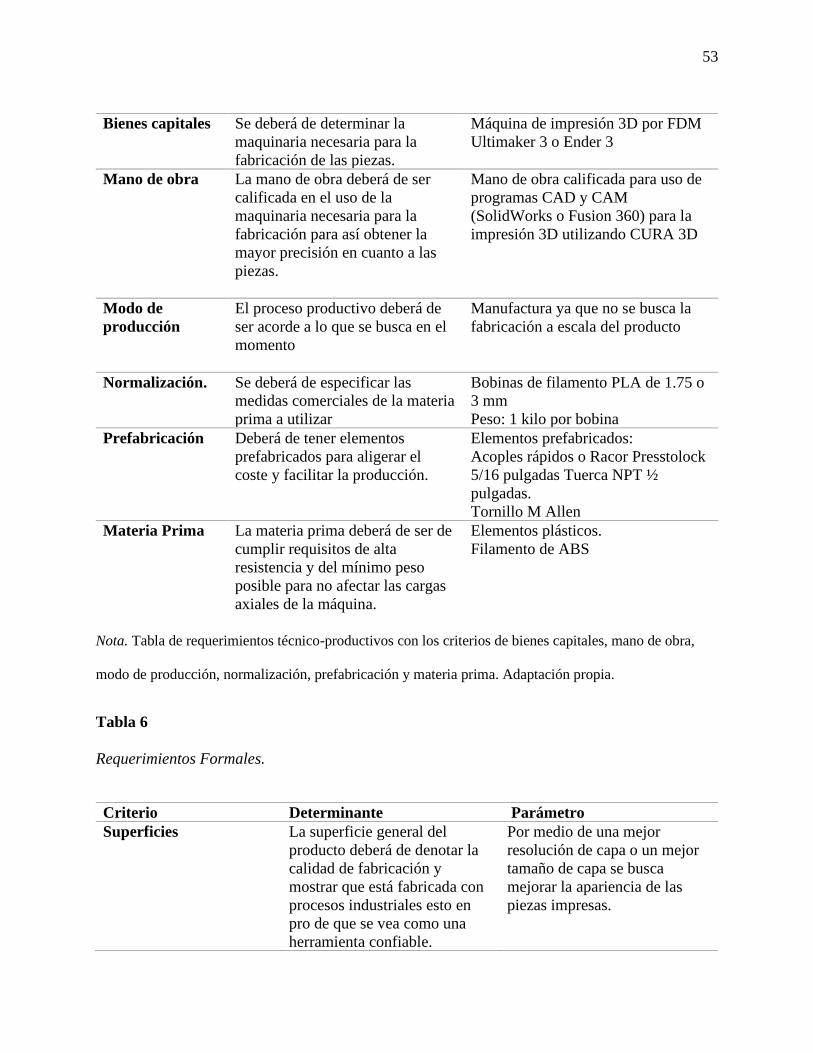
Tabla 5 Requerimientos técnico-productivos .............................................................................. 52
Tabla 6 Requerimientos Formales. .............................................................................................. 53
Tabla 7 Evaluación de Alternativas Cabezal .............................................................................. 65
Tabla 8 Evaluación de Alternativas Bomba de Material ............................................................ 65
Tabla 9 Tabla de componentes - Instrucciones ........................................................................... 86
Tabla 10 Lista de Materiales y Especificaciones ...................................................................... 106
Tabla 11 Tabla de Precios de los Componentes y Materia Prima ............................................ 109
Tabla 12 Costo de investigación y desarrollo del producto. ...................................................... 110
Tabla 13 Precio de fabricación y producción de un "kit". ......................................................... 111
Tabla 14 Tabla de viabilidad comercial y paralelo de ventajas ................................................. 115
Resumen
Este proyecto presenta el desarrollo de un cabezal extrusor de arcilla para la máquina de
impresión 3D Pegasus lite del Laboratorio de prototipado (ProdiLab) de la Universidad Católica
de Pereira, máquina que actualmente se encuentra en desuso por un problema con los sensores al
momento de imprimir con filamentos plásticos. El objetivo de este proyecto es integrar la arcilla
a los procesos de fabricación asistida por computadora a la lista de procesos y servicios de
fabricación existentes en el laboratorio de la universidad.
Palabras clave: Impresión 3D, arcilla, extrusor, manufactura asistida por computadora.
Abstract.
This project presents the development of a clay extruder head for the Pegasus lite 3D
printing machine of the Prototyping Laboratory (ProdiLab) of the Universidad Católica de
11
Pereira, a machine that is currently in disuse due to a problem with the sensors when printing
with plastic filaments. The objective of this project is to integrate clay to computer-aided
manufacturing processes to the list of existing manufacturing processes and services at the
university's laboratory.
Keywords: 3D printing, clay, extruder, CAD.
Introducción
En el presente documento se podrá encontrar el trabajo desarrollado para optar para el
título de diseñador industrial en el cual se plantea como objetivo general el desarrollar un cabezal
de fácil montaje para la máquina de impresión 3D Pegasus Lite del laboratorio de prototipado de
la Universidad Católica de Pereira con la tecnología que allí se encuentra, el cual permita la
extrusión directa de arcilla, para su posible aplicación en manufactura aditiva.
Para cumplir con este objetivo general se trabajó bajo la metodología de diseño de
Gerardo Rodríguez la cual se dividió en tres etapas, planteamiento de problema, desarrollo
proyectual y producción y fabricación. Con estas fases se busca dar orden al proceso de ideación,
pruebas y producción del prototipo, todo esto con el fin de encontrar los parámetros técnicos a
tener en cuenta en el desarrollo del cabezal, sistema de extrusión y demás elementos necesarios
para su funcionamiento y fácil uso de este, considerando la menor intervención posible a la
máquina de impresión 3D Pegasus lite.
1 Planteamiento del Problema
1.1 Descripción del Problema
Internacionalmente el auge de las tecnologías aditivas se debe a diferentes factores, como
su versatilidad, la facilidad de uso y más que todo los nuevos tipos de industrias 4.0, siendo más
12
específico un ejemplo de ellos serían el mercado ya establecido de la impresión 3D con base en
polímeros, ya que si bien en la emergencia sanitaria del covid-19 del 2020 tuvo un
decrecimiento en el segmento en un aproximado de 8.71 billones de dólares generados, en
comparativa a años anteriores, ya que en el 2019 se registró una ganancia aproximada de 10,10
billones de dólares, Además se espera que para el 2023 se alcance un crecimiento anual del
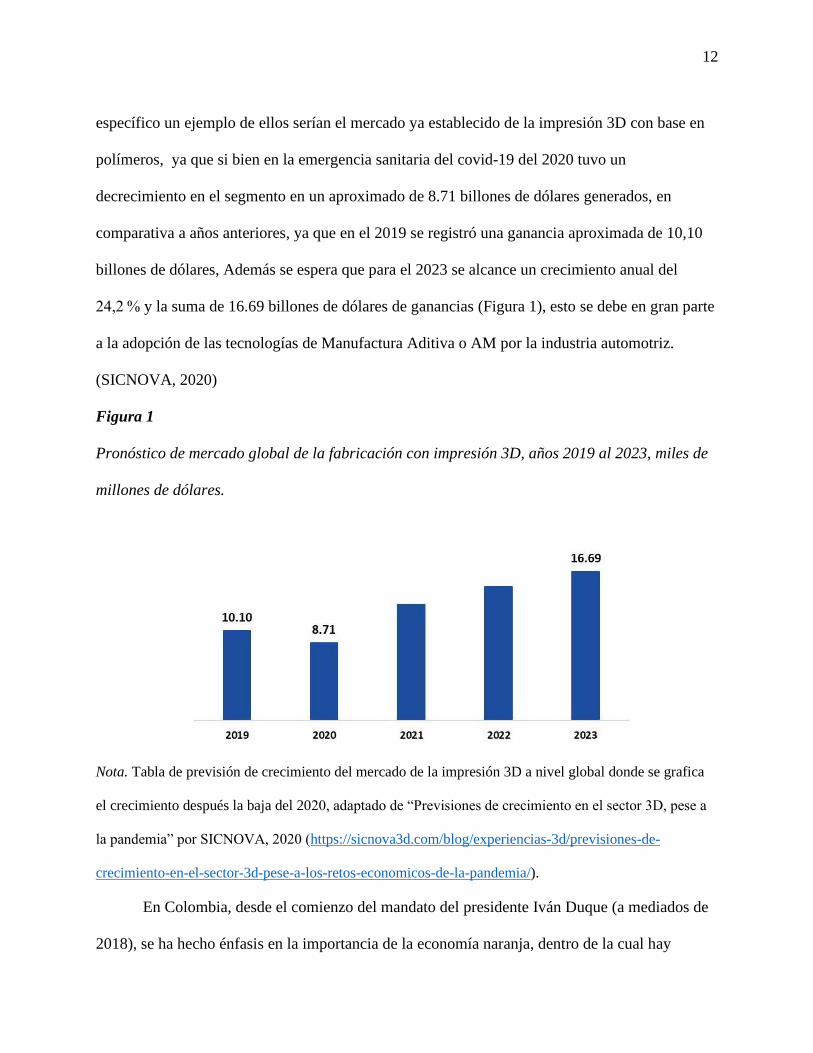
24,2 % y la suma de 16.69 billones de dólares de ganancias (Figura 1), esto se debe en gran parte
a la adopción de las tecnologías de Manufactura Aditiva o AM por la industria automotriz.
(SICNOVA, 2020)
Figura 1
Pronóstico de mercado global de la fabricación con impresión 3D, años 2019 al 2023, miles de
millones de dólares.
Nota. Tabla de previsión de crecimiento del mercado de la impresión 3D a nivel global donde se grafica
el crecimiento después la baja del 2020, adaptado de “Previsiones de crecimiento en el sector 3D, pese a
la pandemia” por SICNOVA, 2020 (https://sicnova3d.com/blog/experiencias-3d/previsiones-de-
crecimiento-en-el-sector-3d-pese-a-los-retos-economicos-de-la-pandemia/).
En Colombia, desde el comienzo del mandato del presidente Iván Duque (a mediados de
2018), se ha hecho énfasis en la importancia de la economía naranja, dentro de la cual hay
13
diferentes sectores, en los cuales se encuentra las industrias creativas, las industrias 4.0 (la cual
tiene como premisa organizar los medios productivos y por ello llevar a cabo la
digitalización/automatización de estos y sus servicios), y las industrias que manejan el concepto
de IoT (internet de las cosas). Lo anterior cobra importancia al mencionar que muchos
segmentos de estas industrias manejan en mayor o menor medidas tecnologías aditivas para el
desarrollo de sus actividades.
En el caso de Colombia, el Gobierno ha anunciado una inversión de $6 billones de pesos
en el Plan de Desarrollo 2018-2022, sin embargo, aún queda mucha tela por cortar,
porque no solo depende del Gobierno, es necesario crear una sinergia entre las
instituciones financieras, las universidades y todos los actores que intervienen. (Revista
Semana, 2019)
Lo anterior refleja el interés del gobierno actual en desarrollar el sector de las industrias
creativas, por otro lado, en el artículo se hace énfasis en la centralización de estas industrias en el
país, ya que en su mayoría están ubicadas en Bogotá, para ser más preciso el 92 % de estas, y
además el sector anualmente produce un total aproximado de 4 billones COP, además cabe
mencionar que estas industrias (economía naranja/industrias creativas) representaron en el 2018
el 3.7 % de PIB de Colombia.
Lo anterior (economía naranja/industrias creativas) se relaciona con las máquinas de
impresión 3D, ya que estas hacen parte de los sistemas de las industrias 4.0 porque el principio
de funcionamiento de estas máquinas se denomina CNC, computerized numerical control en
inglés o “control numérico computarizado” en español y es un tipo de sistema de automatización
de procesos de fabricado (ya sea por ruteado, impresión 3D, corte láser, entre otras).
14
Ya particularmente en el contexto, el laboratorio ProdiLab (laboratorio de prototipado
rápido) de la Universidad Católica de Pereira, se está llevando a cabo en un proyecto que tiene
como objetivo la fabricación y construcción de una máquina CNC multipropósito, donde por
medio del intercambio de los cabezales en esta, se pueda ejecutar procesos como el ruteado e
impresión 3D, en particular con materiales viscoelásticos como el cemento, ya que el grupo de
GAD de la Facultad de Arquitectura y Diseño está desarrollando una investigación en la cual
se tiene el objetivo de imprimir con cemento como material de aporte.
Además, en el laboratorio hay una variedad de máquinas CNC disponibles para el uso de
los estudiantes y profesores, que cubren diferentes campos de prototipado como los son tres
impresoras poliméricas por FDM o Fused Deposition Modeling (modelado por deposición
fundida) y una por SLA o Stereolithography (estereolitografía), la cortadora láser y el ruteador.
Estas en gran medida cubren la fabricación asistida por computadora ya sea por medios aditivos
o sustractivos de la mayoría de las asignaturas sobre materiales dadas en el programa de diseño
industrial de la universidad a excepción de cerámicas y metales.
Siendo específicos con la cerámica/arcilla y su uso para impresión 3D como material de
aporte, es una tecnología no muy explorada y la cual no se produce en la región como máquina
de impresión 3D o como kit de modificación (cabezal extrusor, bomba de material y
controlador), y estas han de ser importadas al país, además pueden alcanzar precios altos
dependiendo de la tecnología o de la calidad de fabricación de esta, ejemplo de esto es la
impresora doméstica de la marca Cerambot, la cual tiene un precio de entrada de 799 dólares y
en su versión pro de 899 dólares. (Cerambot, 2021)
Por otro lado, la máquina de impresión 3D Pegasus lite que se encuentra en el ProdiLab,
desde su adquisición en el 2018 ha venido presentando problemas con diferentes sensores del
15
cabezal para la impresión de filamento plástico por lo que ha estado en desuso desde entonces,
pero esto no obstruye su funcionalidad como máquina CNC, ya que puede ser empleada en
procesos de manufactura asistida por computador en donde no se requiera de la generación de
calor para su funcionamiento.
1.2 Pregunta de investigación.
Considerando el planteamiento anterior surge entonces la siguiente pregunta de
investigación:
¿Cómo lograr el diseño y desarrollo de un cabezal de fácil montaje para la máquina CNC
Pegasus lite del laboratorio Prodilab de la Universidad Católica de Pereira, que permita la
extrusión directa de arcilla como material de aporte, para el uso de estudiantes del plantel y
agentes externos?
2 Justificación
En el ProdiLab, se cuentan con diferentes equipos, tres impresoras 3D por FDM y una de
SLA, además de un ruteador y una cortadora láser de formato 120 cm por 80 cm, Sin embargo, el
profesor Juan Fernando López como director del laboratorio, en compañía de uno de los grupos
del GAD buscan realizar un proyecto donde quieren construir una máquina CNC multipropósito,
la cual permita intercambiar entre cabezales para cumplir diferentes funciones dependiendo de lo
que se busque efectuar, con esa idea en mente se plantea un cabezal de fácil montaje para una de
las máquinas CNC del laboratorio que permita la extrusión de arcilla para su aplicación en
impresión 3D.
En la actualidad, las tecnologías aditivas han tomado una gran relevancia, lo cual ha
llevado al desarrollo y mejora de diferentes técnicas como el FDM (modelado por deposición
16
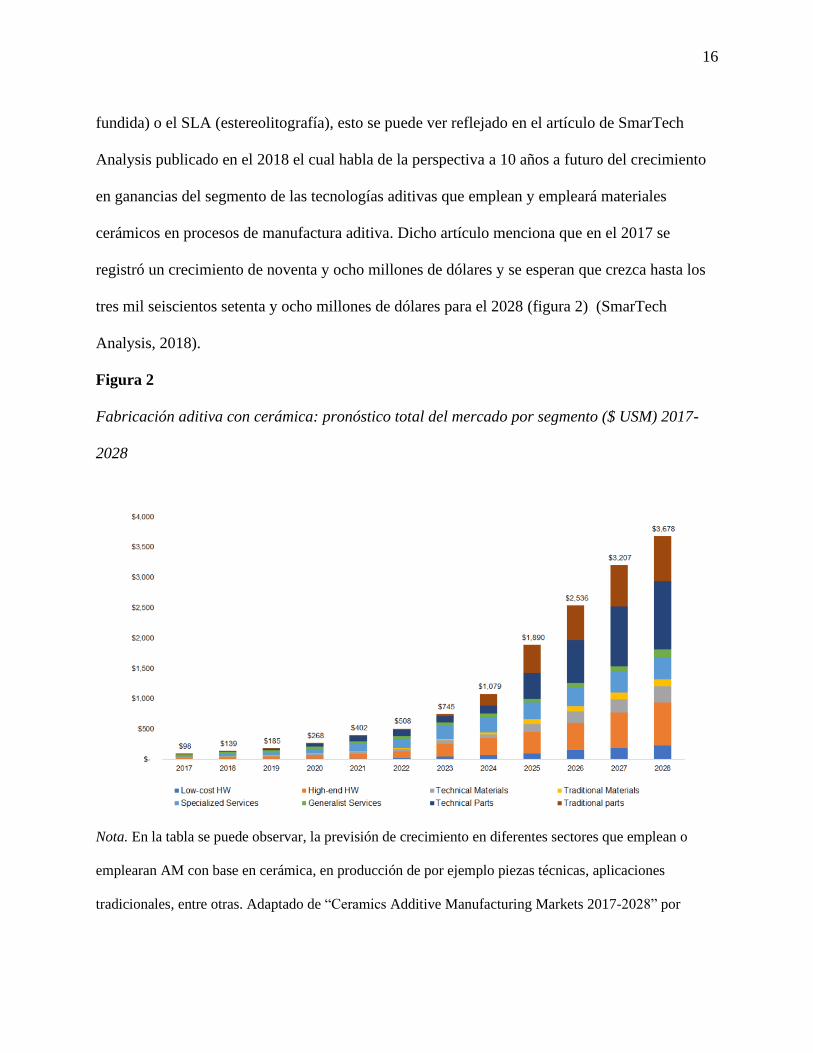
fundida) o el SLA (estereolitografía), esto se puede ver reflejado en el artículo de SmarTech
Analysis publicado en el 2018 el cual habla de la perspectiva a 10 años a futuro del crecimiento
en ganancias del segmento de las tecnologías aditivas que emplean y empleará materiales
cerámicos en procesos de manufactura aditiva. Dicho artículo menciona que en el 2017 se
registró un crecimiento de noventa y ocho millones de dólares y se esperan que crezca hasta los
tres mil seiscientos setenta y ocho millones de dólares para el 2028 (figura 2). (SmarTech
Analysis, 2018).
Figura 2
Fabricación aditiva con cerámica: pronóstico total del mercado por segmento ($ USM) 2017-
2028
Nota. En la tabla se puede observar, la previsión de crecimiento en diferentes sectores que emplean o
emplearan AM con base en cerámica, en producción de por ejemplo piezas técnicas, aplicaciones
tradicionales, entre otras. Adaptado de “Ceramics Additive Manufacturing Markets 2017-2028” por
17
SmartTech Analysis, 2018, (https://www.smartechanalysis.com/reports/ceramics-additive-manufacturing-
markets-2017-2028/)
Los sectores a impactar varían, ya que lo que se busca lograr es el desarrollo de un
cabezal extrusor el cual se pueda desmontar y funcione como un conjunto o kit, que en primera
instancia sirva como un nuevo servicio en el Prodilab, orientándola para los estudiantes y
profesores, ya que la aplicabilidad de esta en términos académicos y experimentación es
sustanciosa, ya sea mirándolo como ejercicio específico o alternativa para prototipar una entrega,
también por otro lado se encuentran los agentes externos como empresas o profesionales que
necesitan de esto para la fabricación de piezas especiales o pruebas pilotos para proyectos, pero
el propósito con mayor impacto es lograr que el Prodilab sea el primer laboratorio de prototipado
en la región en introducir esta tecnología en su portafolio de servicios, en otras palabras, se
espera que el laboratorio sea pionero en esto.
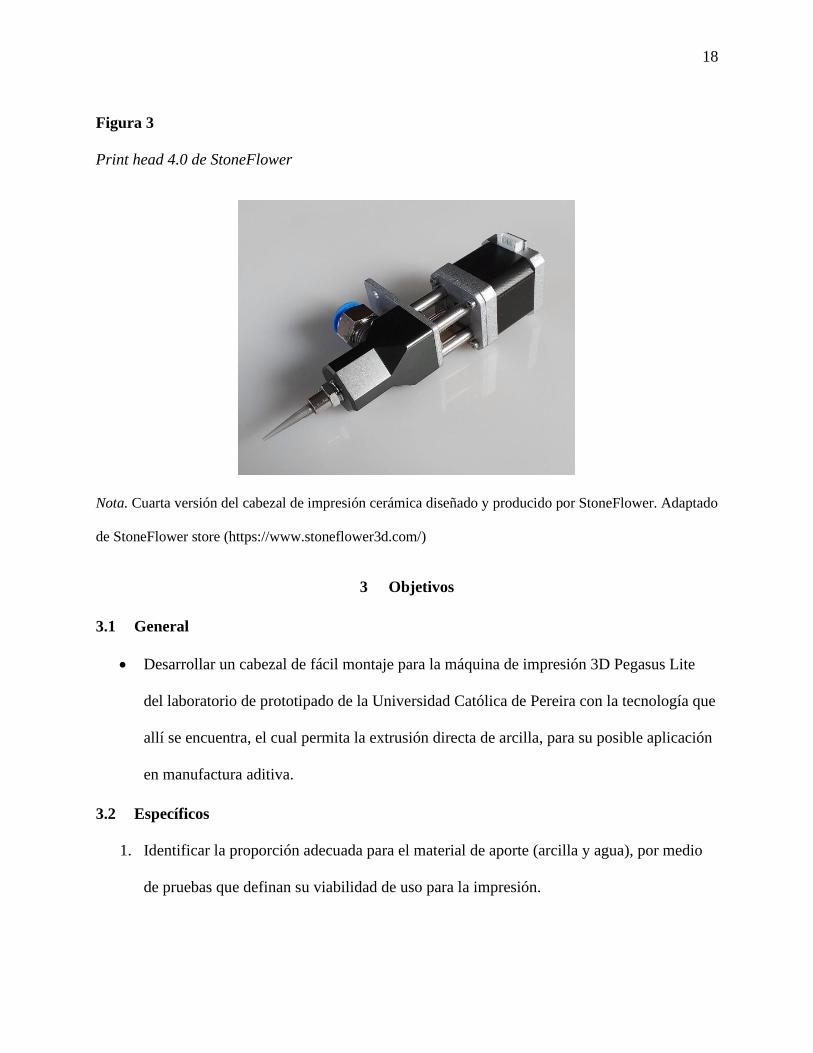
Para ello se busca la facilidad de fabricación del sistema con los materiales o tecnologías
que se encuentren mayormente en el laboratorio y en la región, ya que con este tipo de
productos, el mayor problema que presentan, es que son de importación y tienden a tener precio
muy alto, un ejemplo de lo anterior es el kit de extrusor cerámico, bomba de material y
controlador del fabricante StoneFlower (figura 3) el cual en sus versiones estándar y pro, alcanza
un precio de 808 y 1165 euros respectivamente, esto sin mencionar el precio de envío y los
cargos aduaneros. (StoneFlower, 2021)
18
Figura 3
Print head 4.0 de StoneFlower
Nota. Cuarta versión del cabezal de impresión cerámica diseñado y producido por StoneFlower. Adaptado
de StoneFlower store (https://www.stoneflower3d.com/)
3 Objetivos
3.1 General
• Desarrollar un cabezal de fácil montaje para la máquina de impresión 3D Pegasus Lite
del laboratorio de prototipado de la Universidad Católica de Pereira con la tecnología que
allí se encuentra, el cual permita la extrusión directa de arcilla, para su posible aplicación
en manufactura aditiva.
3.2 Específicos
1. Identificar la proporción adecuada para el material de aporte (arcilla y agua), por medio
de pruebas que definan su viabilidad de uso para la impresión.
19
2. Definir el diseño del cabezal y el sistema de alimentación de material, por medio de
programas CAD para su fabricación con las tecnologías disponibles en el Prodilab.
3. Identificar la configuración idónea para el funcionamiento del sistema por medio de
pruebas de impresión de material.
4 Antecedentes
Con los antecedentes se busca encontrar puntos de interés que sirvan para esclarecer la
intención del proyecto, teoría/explicaciones, patentes, productos, proyectos, entre otros, en los
que el tema principal sea la impresión 3D, la extrusión de arcilla, datos de importancia sobre el
material y las diferentes aplicaciones de la tecnología o tecnologías aplicadas a esta.
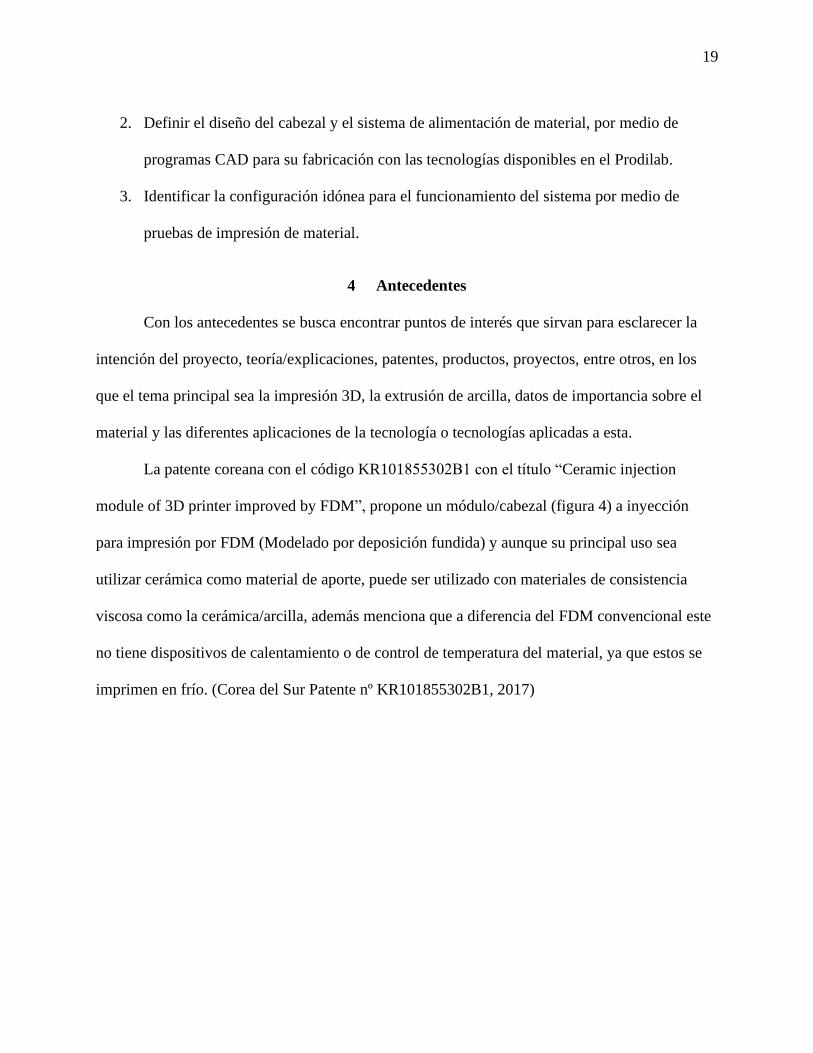
La patente coreana con el código KR101855302B1 con el título “Ceramic injection
module of 3D printer improved by FDM”, propone un módulo/cabezal (figura 4) a inyección
para impresión por FDM (Modelado por deposición fundida) y aunque su principal uso sea
utilizar cerámica como material de aporte, puede ser utilizado con materiales de consistencia
viscosa como la cerámica/arcilla, además menciona que a diferencia del FDM convencional este
no tiene dispositivos de calentamiento o de control de temperatura del material, ya que estos se
imprimen en frío. (Corea del Sur Patente nº KR101855302B1, 2017)
20
Figura 4
Cabezal para impresión FDM de la Patente KR101855302B1.
Nota. Ilustración del mecanismo del cabezal patentado para la impresión por FDM de cerámica. Adaptado
de “Ceramic injection module of 3D printer improved by FDM” por Ryu Su-Chak (류수착), 2017,
número de patente KR101855302B1.
(https://patents.google.com/patent/KR101855302B1/en?oq=KR101855302B1)
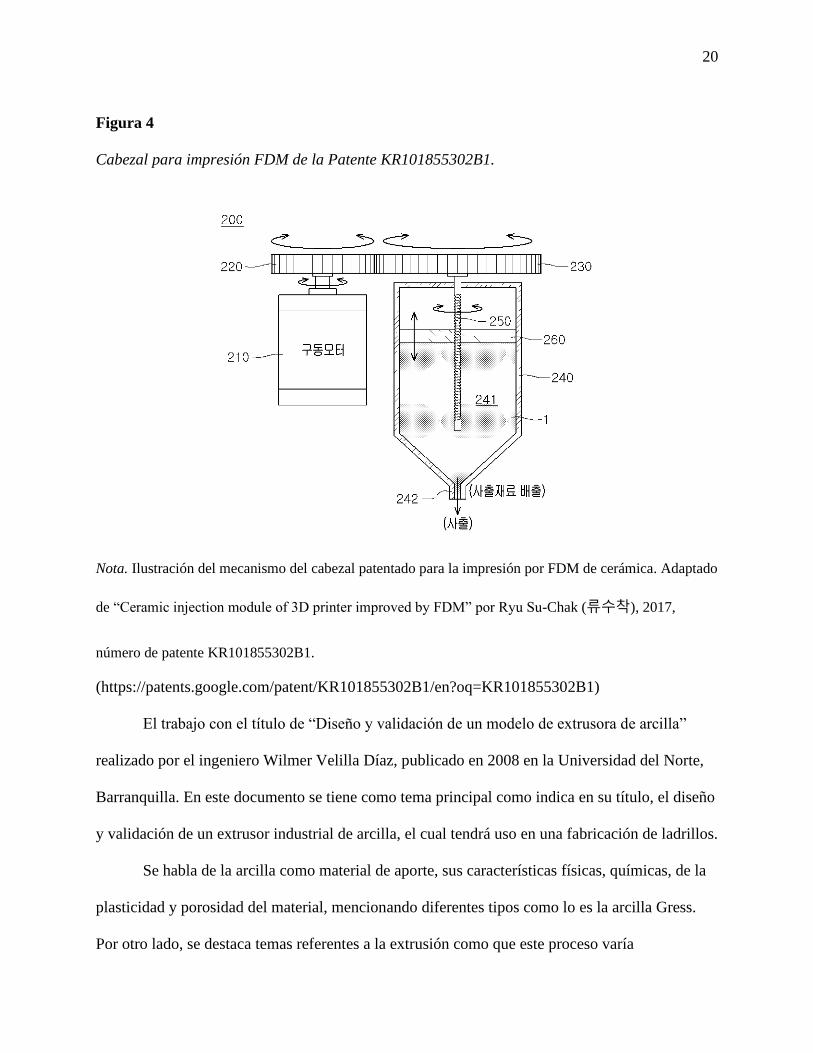
El trabajo con el título de “Diseño y validación de un modelo de extrusora de arcilla”
realizado por el ingeniero Wilmer Velilla Díaz, publicado en 2008 en la Universidad del Norte,
Barranquilla. En este documento se tiene como tema principal como indica en su título, el diseño
y validación de un extrusor industrial de arcilla, el cual tendrá uso en una fabricación de ladrillos.
Se habla de la arcilla como material de aporte, sus características físicas, químicas, de la
plasticidad y porosidad del material, mencionando diferentes tipos como lo es la arcilla Gress.
Por otro lado, se destaca temas referentes a la extrusión como que este proceso varía
21
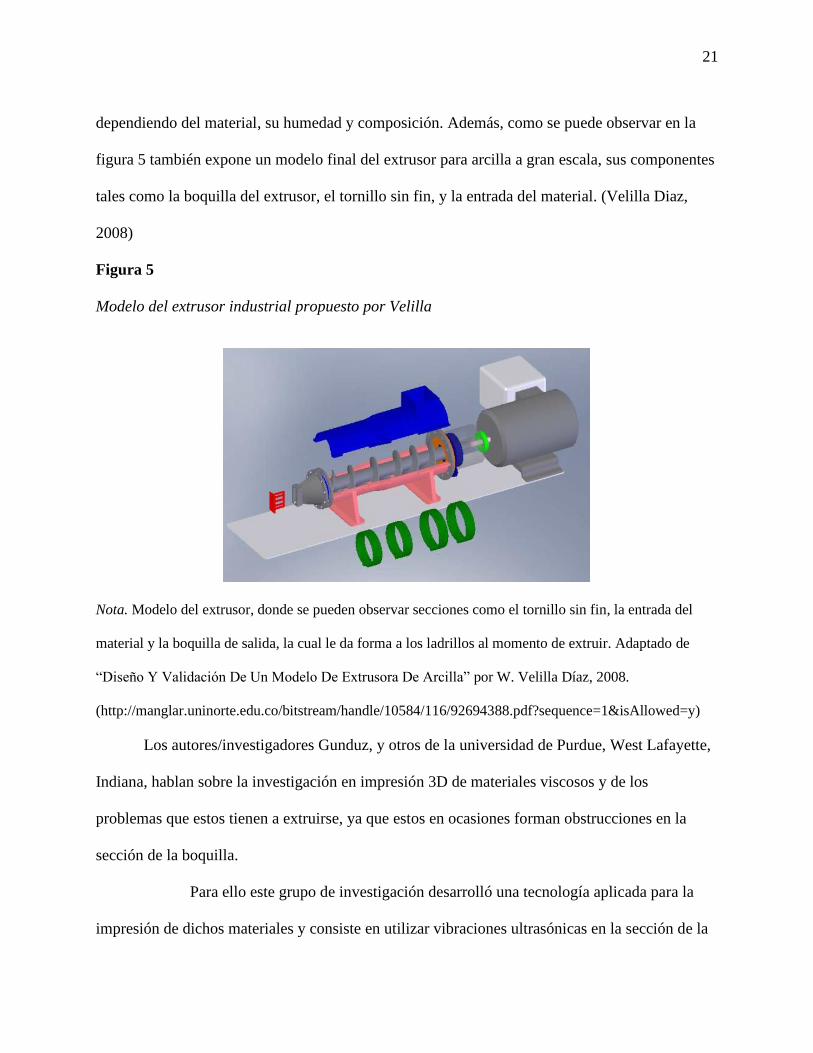
dependiendo del material, su humedad y composición. Además, como se puede observar en la
figura 5 también expone un modelo final del extrusor para arcilla a gran escala, sus componentes
tales como la boquilla del extrusor, el tornillo sin fin, y la entrada del material. (Velilla Diaz,
2008)
Figura 5
Modelo del extrusor industrial propuesto por Velilla
Nota. Modelo del extrusor, donde se pueden observar secciones como el tornillo sin fin, la entrada del
material y la boquilla de salida, la cual le da forma a los ladrillos al momento de extruir. Adaptado de
“Diseño Y Validación De Un Modelo De Extrusora De Arcilla” por W. Velilla Díaz, 2008.
(http://manglar.uninorte.edu.co/bitstream/handle/10584/116/92694388.pdf?sequence=1&isAllowed=y)
Los autores/investigadores Gunduz, y otros de la universidad de Purdue, West Lafayette,
Indiana, hablan sobre la investigación en impresión 3D de materiales viscosos y de los
problemas que estos tienen a extruirse, ya que estos en ocasiones forman obstrucciones en la
sección de la boquilla.
Para ello este grupo de investigación desarrolló una tecnología aplicada para la
impresión de dichos materiales y consiste en utilizar vibraciones ultrasónicas en la sección de la
22
boquilla con el propósito de generar una menor fricción entre la boquilla y el material que por
esta sale. (Gunduz, y otros, 2018).
Este trabajo se relaciona con el proyecto debido a que no solo explica un problema
común que pasa al extruir materiales viscosos, sino que también pone un antecedente para tener
en cuenta al momento de diseñar las boquillas del cabezal, ya que estás son las que permiten
predefinir el tamaño del filamento, además de ser el punto de salida de este.
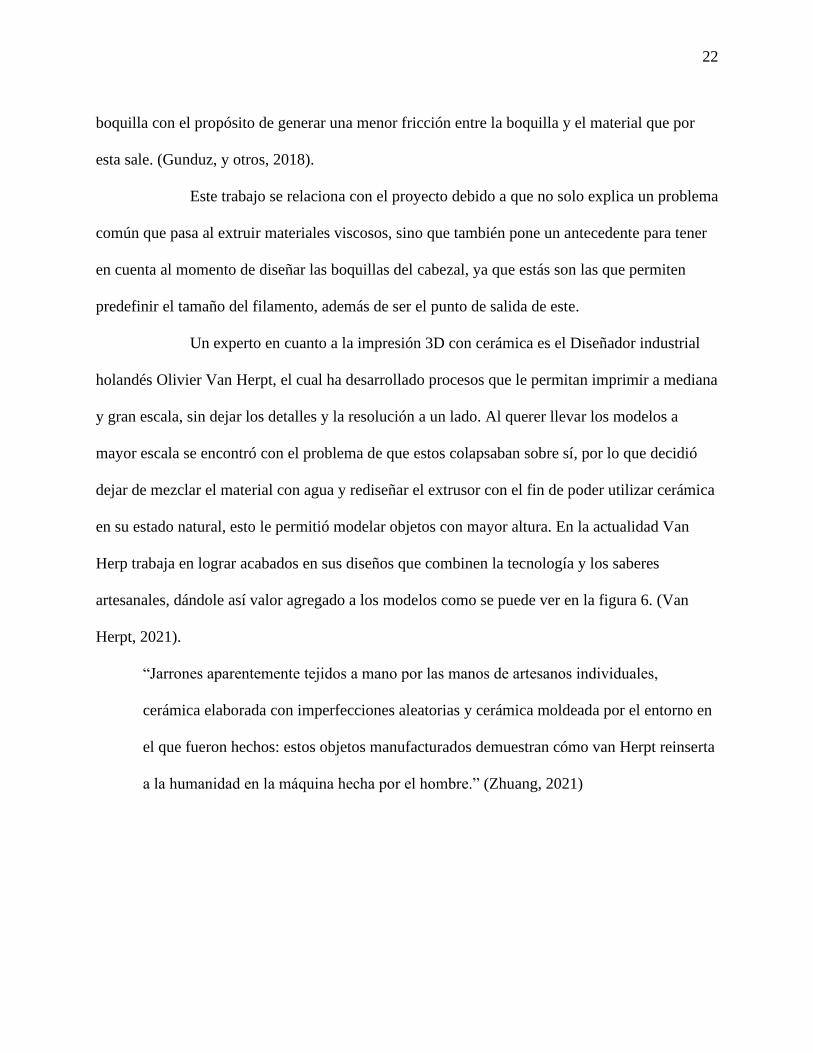
Un experto en cuanto a la impresión 3D con cerámica es el Diseñador industrial
holandés Olivier Van Herpt, el cual ha desarrollado procesos que le permitan imprimir a mediana
y gran escala, sin dejar los detalles y la resolución a un lado. Al querer llevar los modelos a
mayor escala se encontró con el problema de que estos colapsaban sobre sí, por lo que decidió
dejar de mezclar el material con agua y rediseñar el extrusor con el fin de poder utilizar cerámica
en su estado natural, esto le permitió modelar objetos con mayor altura. En la actualidad Van
Herp trabaja en lograr acabados en sus diseños que combinen la tecnología y los saberes
artesanales, dándole así valor agregado a los modelos como se puede ver en la figura 6. (Van
Herpt, 2021).
“Jarrones aparentemente tejidos a mano por las manos de artesanos individuales,
cerámica elaborada con imperfecciones aleatorias y cerámica moldeada por el entorno en
el que fueron hechos: estos objetos manufacturados demuestran cómo van Herpt reinserta
a la humanidad en la máquina hecha por el hombre.” (Zhuang, 2021)
23
Figura 6
Jarrón de porcelana azul y blanca frente a las máquinas
Nota. Pieza de la colección “Blue and White Porcelain” de Van Herp, inspirada en las cerámicas
Delftware las cuales han sido uno de los productos nacionales más importantes de Países Bajos. Adaptado
de “Blue and White Porcelain” por O. Van Herpt, 2018. (https://oliviervanherpt.com/blue-and-white-
porcelain/).
Los autores Zocca, Colombo, Gomes, y Gunster, hablan de los tipos de tecnologías AM
(aditivas) están divididas por categorías, las cuales son directa, indirecta y negativa. En cuanto a
las tecnologías directas son aquellas que depositan directamente en posiciones determinadas y así
se logra darle forma a un objeto. Las indirectas son aquellas que después de depositar la primera
capa, esta es rebanada e inscrita para luego ser completada de manera transversal a la misma,
24
después de terminado el proceso se remueve el excedente de material. Por último, está el
negativo los cuales son usados para imprimir moldes. (Zocca, Colombo, Gomes, & Günster,
2015, págs. 1983-2001)
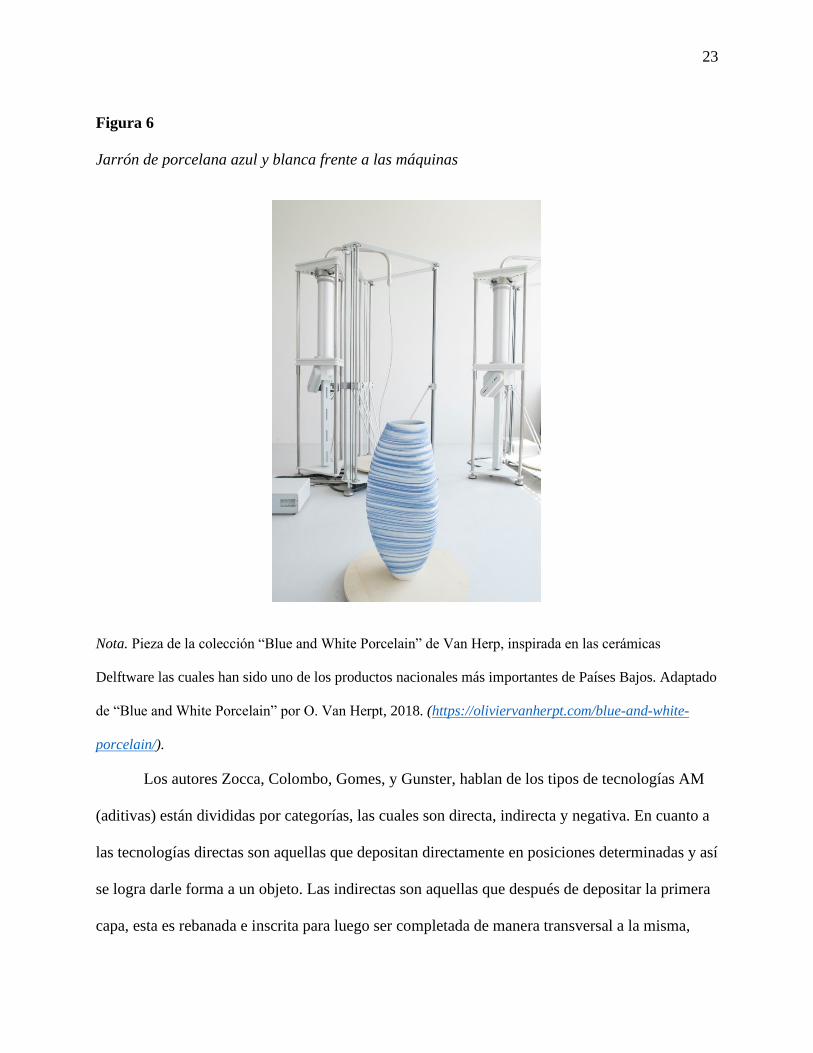
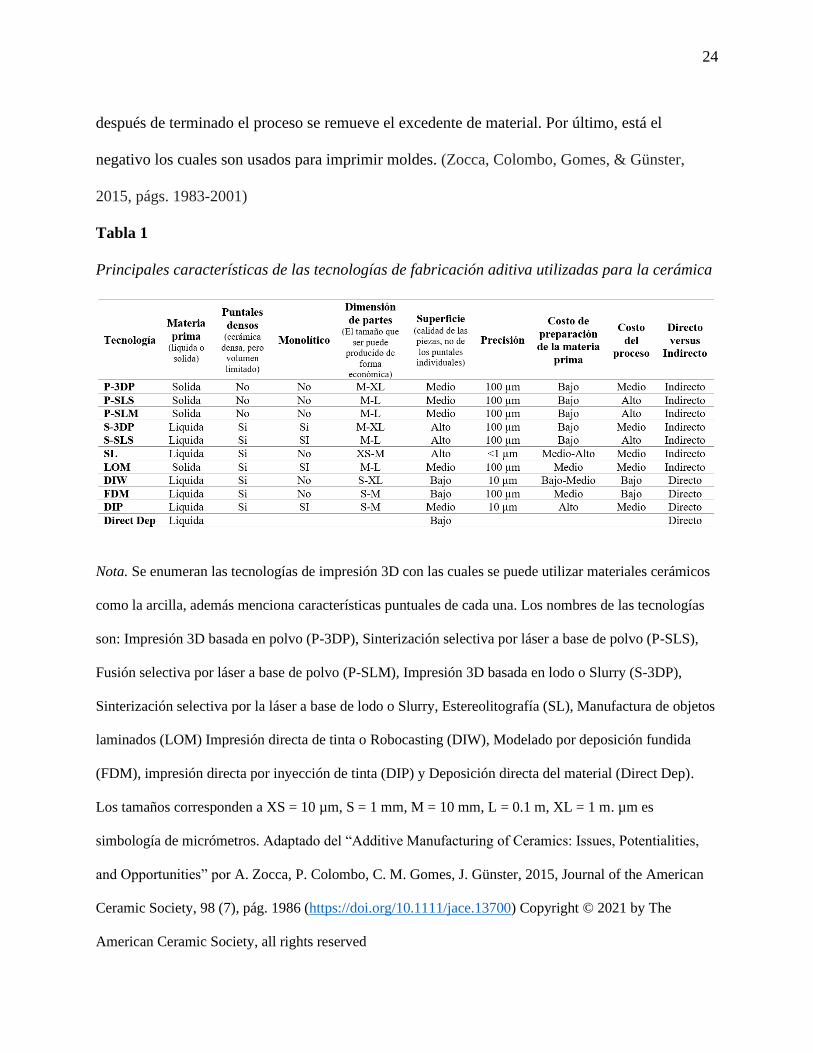
Tabla 1
Principales características de las tecnologías de fabricación aditiva utilizadas para la cerámica
Nota. Se enumeran las tecnologías de impresión 3D con las cuales se puede utilizar materiales cerámicos
como la arcilla, además menciona características puntuales de cada una. Los nombres de las tecnologías
son: Impresión 3D basada en polvo (P-3DP), Sinterización selectiva por láser a base de polvo (P-SLS),
Fusión selectiva por láser a base de polvo (P-SLM), Impresión 3D basada en lodo o Slurry (S-3DP),
Sinterización selectiva por la láser a base de lodo o Slurry, Estereolitografía (SL), Manufactura de objetos
laminados (LOM) Impresión directa de tinta o Robocasting (DIW), Modelado por deposición fundida
(FDM), impresión directa por inyección de tinta (DIP) y Deposición directa del material (Direct Dep).
Los tamaños corresponden a XS = 10 µm, S = 1 mm, M = 10 mm, L = 0.1 m, XL = 1 m. µm es
simbología de micrómetros. Adaptado del “Additive Manufacturing of Ceramics: Issues, Potentialities,
and Opportunities” por A. Zocca, P. Colombo, C. M. Gomes, J. Günster, 2015, Journal of the American
Ceramic Society, 98 (7), pág. 1986 (https://doi.org/10.1111/jace.13700) Copyright © 2021 by The
American Ceramic Society, all rights reserved
25
En cuanto a la tecnología que tiene importancia en la investigación, es el Modelado por
deposición fundida o FDM por sus siglas en inglés y es la más común de encontrar, consiste en
la extrusión del material por medio de una boquilla que le da forma de filamento y ya con este a
partir de capas se moldeará la figura que se busca. La característica de este es que el material de
aporte debe de estar en un estado maleable, líquido o fundido y la calidad en cuanto a resolución
de la impresión, tiende a ser baja.
Los autores Hölzgen y Quirmbach, hablan de la plasticidad del material como una
propiedad de los sólidos que cuando se someten a una fuerza externa y esta fuerza deja de
ejercerse sobre el material esta muestra deformaciones, esto se aplica a todos los cuerpos
plásticamente deformables. Además, se habla que en los procesos de extrusión difieren con
variantes como, la proporción entre arcilla y agua, la fuerza aplicar a la muestra, la geométrica
del modelo, entre otras. Por otro lado, si se conoce los factores las propiedades que influyen es
que un material con características plásticas tenga una mayor maleabilidad, ayudará a optimizar
su proceso de extrusión. (Hölzgen & Quirmbach, 2007, págs. 233-224)
En el caso de la cerámica el factor por el cual se puede optimizar su plasticidad es por la
humedad que tenga dicho material para ello hay que hacer una distinción entre sus estados, ya
que se considera que esta es seca cuando tiene 2-6 % de contenido de agua, es semihúmedo
cuando tiene 5-9 % de contenido de agua y es húmedo cuando tiene 8-22 % de contenido de
agua. (Hölzgen & Quirmbach, 2007, págs. 233-224)
Para la investigación y la puesta en práctica del proyecto es importante conocer cuál es el
porcentaje de agua que se requiere agregar al material para que este pueda ser extruido con
facilidad, esto haciendo referencia la tabla 1 anterior, en la cual se observa que el FDM utiliza
26
material de aporte en un estado líquido, el cual se puede lograr en la cerámica por medio de la
humedad además de ayudar a que esta tenga una mayor maleabilidad y plasticidad.
Bill Moggridge, habla de la interacción que se forma entre el hombre y la máquina o
producto, el ejemplo que da, es a partir de los objetos electromecánicos, los cuales al realizar una
acción como apretar un botón o girar una perrilla, en los que en muchos casos el mismo objeto se
encarga de hacer conocer al usuario que la acción que realizó, tuvo una respuesta y está haciendo
funcionar la máquina/producto y a esta interacción se le llama “feedback” (retroalimentación), y
se puede captar con mucha facilidad a través del sentido del tacto o de la escucha. “La
retroalimentación auditiva me permitió ir más rápido que si hubiera confiado solo en mis ojos.”
(2010, págs. 13-14)
El feedback se puede catalogar también como un estímulo el cual se produce por las
acciones que realiza el usuario, esto se debe a los receptores sensoriales que el humano posee y
que cada uno de ellos reacciona a diferentes estímulos por ejemplo “…el tacto y el dolor
reaccionan a la energía mecánica, eléctrica y térmica; el oído recibe las ondas acústicas; y el
sentido vestibular se activa por la energía mecánica…” (Cruz & Garnica, 2010, pág. 74)
5 Marco teórico
5.1 Marco Geográfico
El área donde se desarrolla el proyecto de investigación se localiza en el municipio de
Pereira, capital del departamento de Risaralda, el cual se encuentra localizado “4 grados 49
minutos de latitud norte, 75 grados 42 minutos de longitud y 1.411 metros sobre el nivel del
mar” (Concejo de Pereira, 2021), el área metropolitana tiene una extensión de 604 kilómetros
cuadrados, tiene una población aproximada de 431.784 habitantes.
27
En la Universidad Católica de Pereira, ubicada sobre la avenida Sur después de la glorieta
de la 50, en los talleres de diseño se encuentra el laboratorio de prototipado rápido ProdiLab,
siendo este un lugar donde se hallan diferentes máquinas para la fabricación por medios Aditivos
y sustractivos, las cuales junto a los espacios busca apoyar a estudiantes, profesores y agentes
externos con su catálogo de servicios y soluciones para la fabricación asistida por computador
(CAM) en el desarrollo de prototipos visuales, funcionales y productos finales para las entregas
realizadas en la Facultad de Arquitectura y Diseño de la Universidad o en proyectos de los
grupos de investigación de la misma.
Actualmente el laboratorio está pasando por un proceso de actualización donde se han
implementado nuevos procesos de fabricación, en manufactura aditiva se agregaron dos nuevas
máquinas, una Ender 3 (impresora 3D por FDM), una Elegoo Mars (impresora de resina SLA),
por sustractivas se adicionó un ruteador CNC Shapeoco. Por otro lado, se espera que comience a
trabajar una máquina CNC multipropósito la cual aún se encuentra en fabricación.
5.2 Marco Conceptual
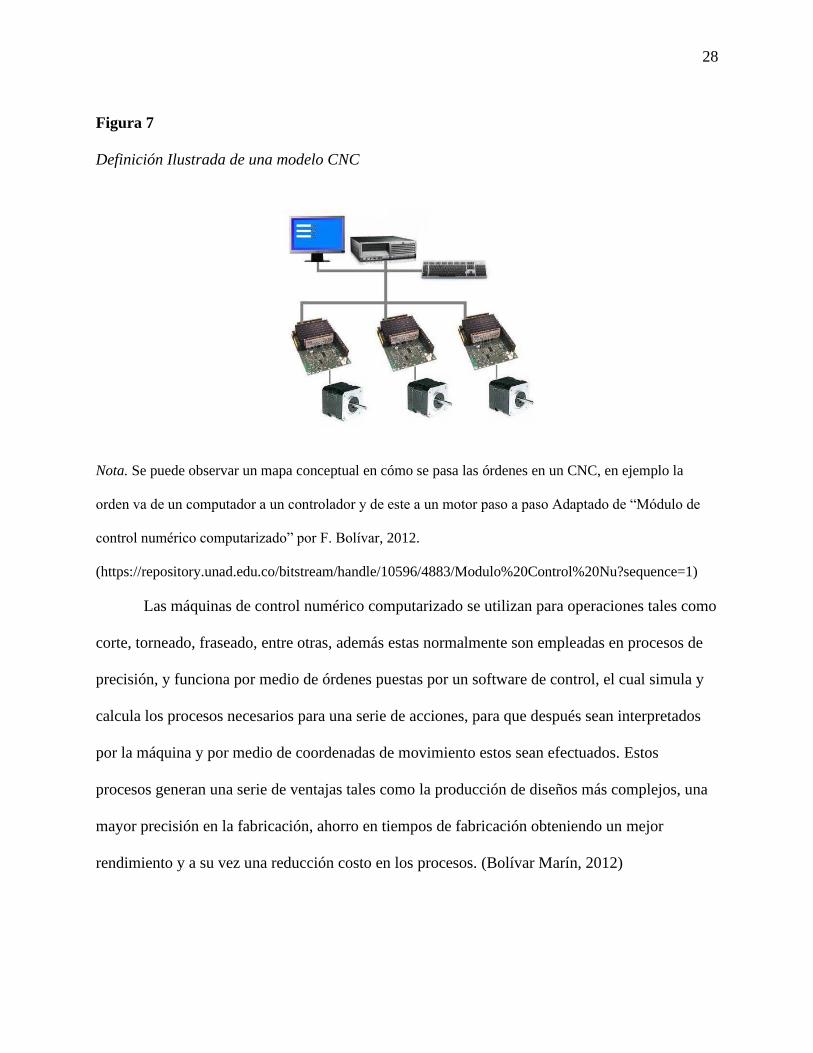
5.2.1 Control numérico computarizado (CNC)
La tecnología CNC, hace referencia a máquinas que tengan la capacidad de orientarse
dentro de los planos cartesianos por un medio mecánico siendo así que esta se pueda mover y
navegar por medio de órdenes realizadas por un lenguaje de programación o desde un
computador (Bolívar Marín, 2012, pág. 143), buscando así que dicha máquina realice un proceso
específico como se puede observar en la Figura 7.
28
Figura 7
Definición Ilustrada de una modelo CNC
Nota. Se puede observar un mapa conceptual en cómo se pasa las órdenes en un CNC, en ejemplo la
orden va de un computador a un controlador y de este a un motor paso a paso Adaptado de “Módulo de
control numérico computarizado” por F. Bolívar, 2012.
(https://repository.unad.edu.co/bitstream/handle/10596/4883/Modulo%20Control%20Nu?sequence=1)
Las máquinas de control numérico computarizado se utilizan para operaciones tales como
corte, torneado, fraseado, entre otras, además estas normalmente son empleadas en procesos de
precisión, y funciona por medio de órdenes puestas por un software de control, el cual simula y
calcula los procesos necesarios para una serie de acciones, para que después sean interpretados
por la máquina y por medio de coordenadas de movimiento estos sean efectuados. Estos
procesos generan una serie de ventajas tales como la producción de diseños más complejos, una
mayor precisión en la fabricación, ahorro en tiempos de fabricación obteniendo un mejor
rendimiento y a su vez una reducción costo en los procesos. (Bolívar Marín, 2012)
29
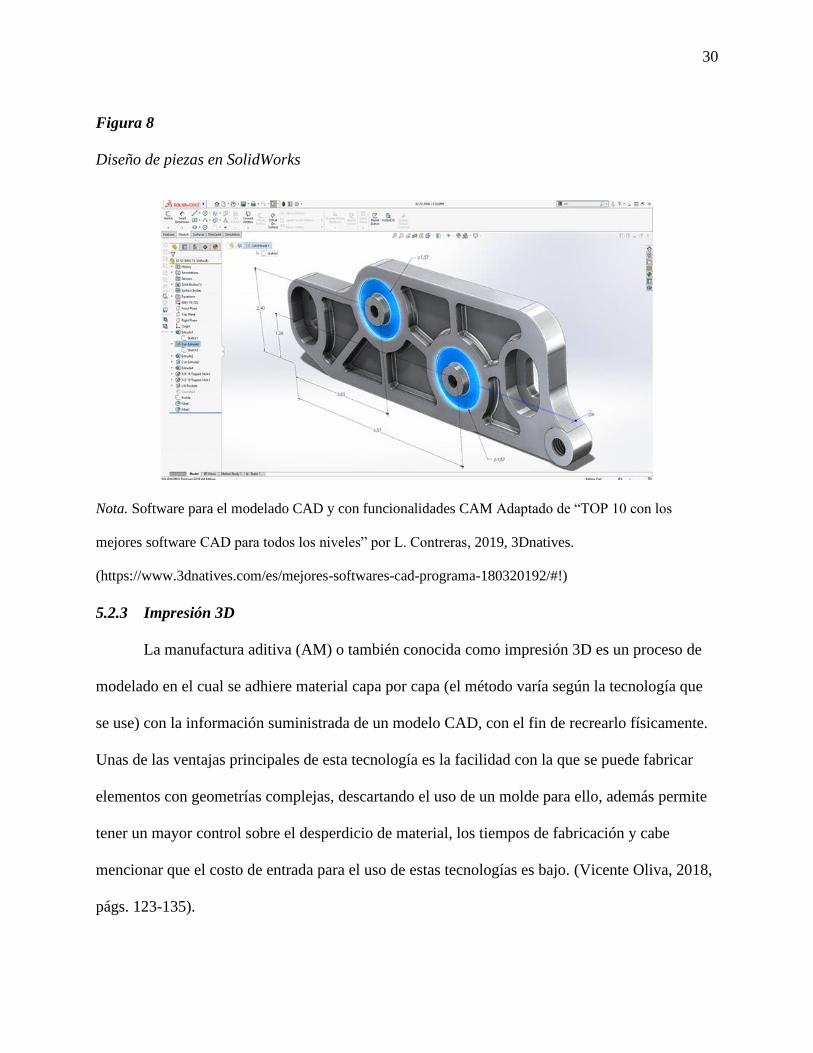
5.2.2 Diseño y fabricación asistido por computadora (CAD/CAM)
El diseño asistido por computadora (CAD) es una tecnología que permite al diseñador o
ingeniero interactuar por medio de un ordenador con un modelo gráfico en 2D o 3D de una pieza
que se esté diseñando, además por medio de este se pueden realizar procesos como cálculo de
materiales, análisis de piezas, pruebas de esfuerzo, ensambles, render, con el objetivo de probar
diferentes diseños y parámetros que mejor se adapten, antes de pasar a la etapa de fabricación
como se puede observar en la figura 8. Por otro lado, existe el CAM o fabricación asistida por
computadora la cual por medio de los archivos generados por los procesos CAD permiten que
los dibujos 2D o las geometrías generadas para un objeto sean utilizadas ya bien sea por el
mismo programa o un externo para el mecanizado de este en procesos como el ruteado CNC.
(Youssef & El-Hofy, 2008)
Las ventajas de utilizar estos procesos se encuentran por el lado del CAD en incrementar
la productividad del trabajo de los ingenieros/diseñadores, las modificaciones rápidas de los
diseños, reducir la redundancia en los trabajos realizados y por el lado del CAM permite a la
persona encargada de la programación para el mecanizado de las piezas interactuar con esta de
manera virtual, además dependiendo del proceso solo se necesitará ajustar los parámetros de la
máquina para realizarlos. (Youssef & El-Hofy, 2008)
30
Figura 8
Diseño de piezas en SolidWorks
Nota. Software para el modelado CAD y con funcionalidades CAM Adaptado de “TOP 10 con los
mejores software CAD para todos los niveles” por L. Contreras, 2019, 3Dnatives.
(https://www.3dnatives.com/es/mejores-softwares-cad-programa-180320192/#!)
5.2.3 Impresión 3D
La manufactura aditiva (AM) o también conocida como impresión 3D es un proceso de
modelado en el cual se adhiere material capa por capa (el método varía según la tecnología que
se use) con la información suministrada de un modelo CAD, con el fin de recrearlo físicamente.
Unas de las ventajas principales de esta tecnología es la facilidad con la que se puede fabricar
elementos con geometrías complejas, descartando el uso de un molde para ello, además permite
tener un mayor control sobre el desperdicio de material, los tiempos de fabricación y cabe
mencionar que el costo de entrada para el uso de estas tecnologías es bajo. (Vicente Oliva, 2018,
págs. 123-135).
31
Existen a su vez varias tecnologías para la impresión 3D que utilizan diferentes
materiales de aporte (material de impresión) para lograr su cometido, como el Estereolitografía o
SLA que utiliza resina en estado líquido, los cuales cuando se someten a rayos UV concentrados
se solidifican en secciones específicas, dando resultado el objeto que se estuviera fabricando.
Otra tecnología de impresión es el sinterizado láser selectivo donde a partir de material en polvo
y un láser que va sinterizando (proceso que compacta polvo de material a alta presión) secciones
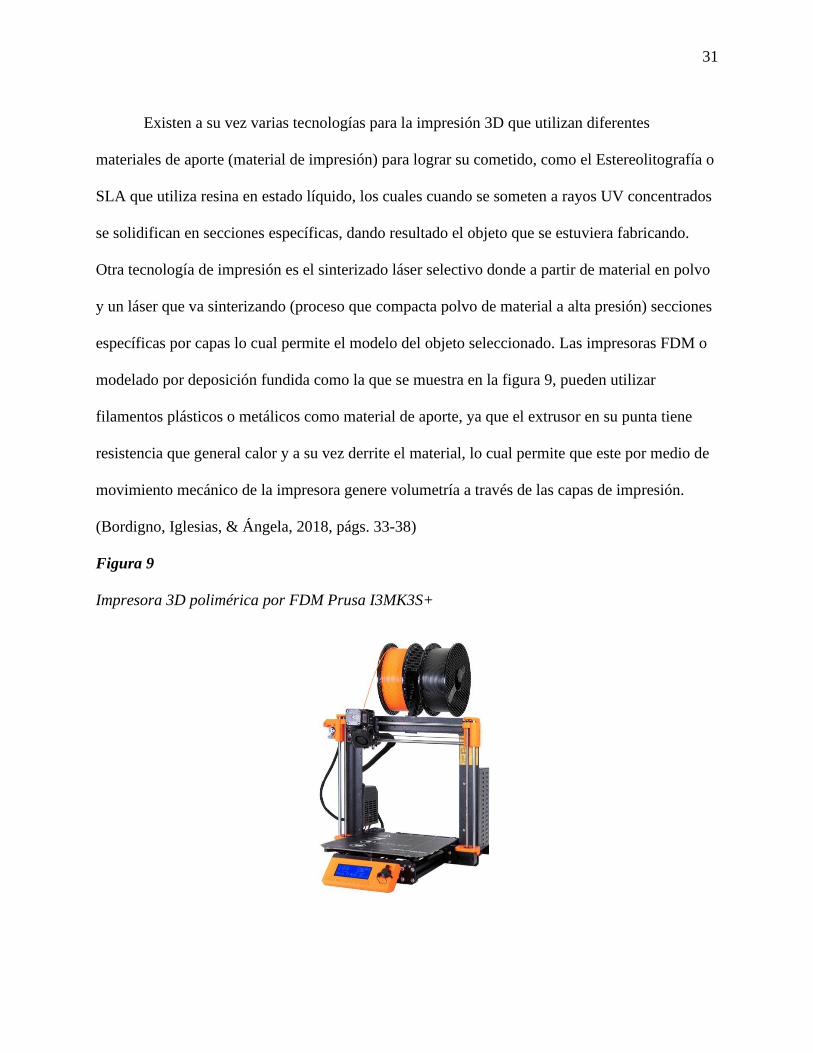
específicas por capas lo cual permite el modelo del objeto seleccionado. Las impresoras FDM o
modelado por deposición fundida como la que se muestra en la figura 9, pueden utilizar
filamentos plásticos o metálicos como material de aporte, ya que el extrusor en su punta tiene
resistencia que general calor y a su vez derrite el material, lo cual permite que este por medio de
movimiento mecánico de la impresora genere volumetría a través de las capas de impresión.
(Bordigno, Iglesias, & Ángela, 2018, págs. 33-38)
Figura 9
Impresora 3D polimérica por FDM Prusa I3MK3S+
32
Nota. Impresa FDM por filamento plástico. Adaptado de “Impresora 3D Original Prusa i3 MK3S+” por
Prusa. (https://shop.prusa3d.com/es/impresoras-3d/181-impresora-3d-original-prusa-i3-mk3s.html#)
En cuanto al material de aporte utilizado para la impresión polimérica en FDM, se
presenta una gran variedad de estos en cuanto a propiedades físicas y colores, además se utiliza
dos diámetros estándar para ellos 1.75 y 3 milímetros. Los dos más utilizados son el ABS
(acrilonitrilo butadieno estireno) el cual es un termo plástico derivado del petróleo, siendo una de
sus principales características la resistencia al calor y el PLA (ácido poli láctico), un plástico
biodegradable y derivado del almidón, se utiliza mucho para todo tipo de piezas porque posee
una gran dureza, pero no es recomendable para ser utilizada a altas temperaturas. (Bordigno,
Iglesias, & Ángela, 2018)
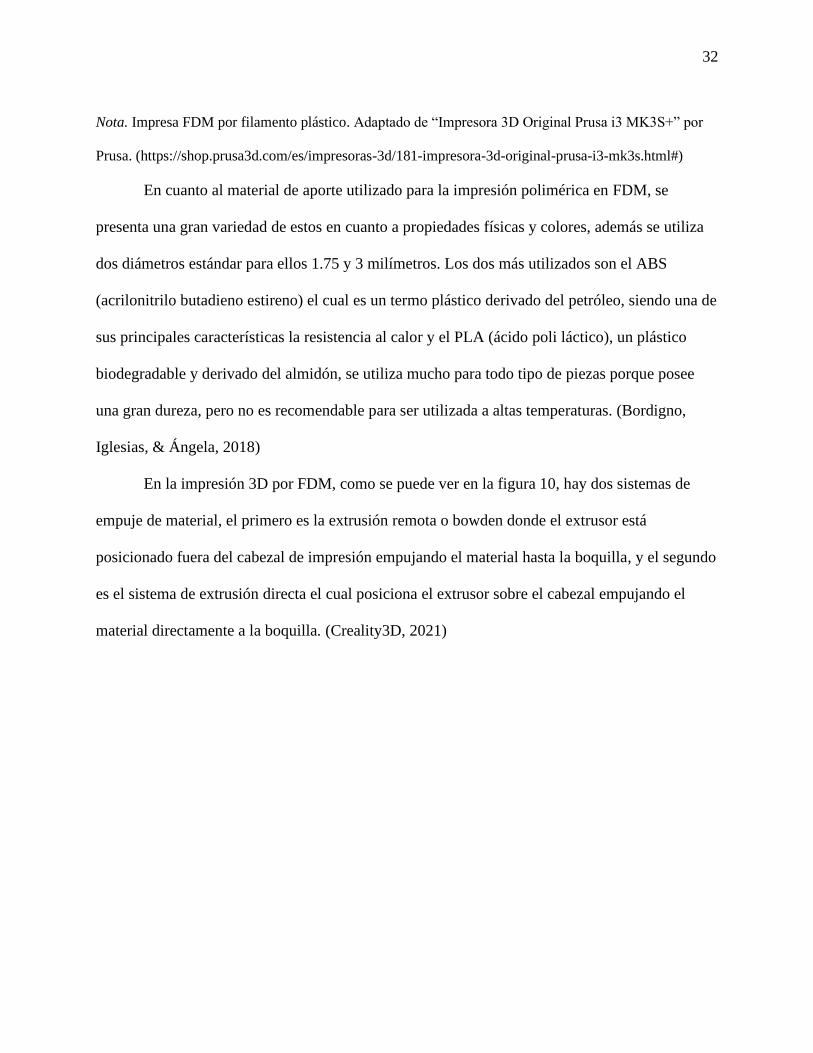
En la impresión 3D por FDM, como se puede ver en la figura 10, hay dos sistemas de
empuje de material, el primero es la extrusión remota o bowden donde el extrusor está
posicionado fuera del cabezal de impresión empujando el material hasta la boquilla, y el segundo
es el sistema de extrusión directa el cual posiciona el extrusor sobre el cabezal empujando el
material directamente a la boquilla. (Creality3D, 2021)
33
Figura 10
Explicación grafica de la extrusión directa y remota en la impresión FDM
Nota. Adaptado de “Sistemas de extrusión directa y bowden” por Filament2print, 2020
(https://filament2print.com/es/blog/94_extrusion-directa-bowden.html)
5.2.4 Arcilla
La cerámica proviene del término griego “Kerameicos” el cual significa “del barro” por
otro lado es el resultante de un proceso manual o industrial hecho por el hombre en el cual la
materia prima es sometida a un proceso de modelo gracias a sus características plásticas y por
medio del calor esta es endurecida creando así un producto. El proceso productivo de las piezas
cerámicas consta de 5 etapas donde en la primera se hace una selección de material, en la
segunda se prepara el material homogeneizando la mezcla, la tercera etapa se realiza el moldeado
del objeto a producir, y la cuarta y quinta etapa es el de secado y la cocción de las piezas
modeladas con anterioridad. (Galán & Aparicio, 2006)
34
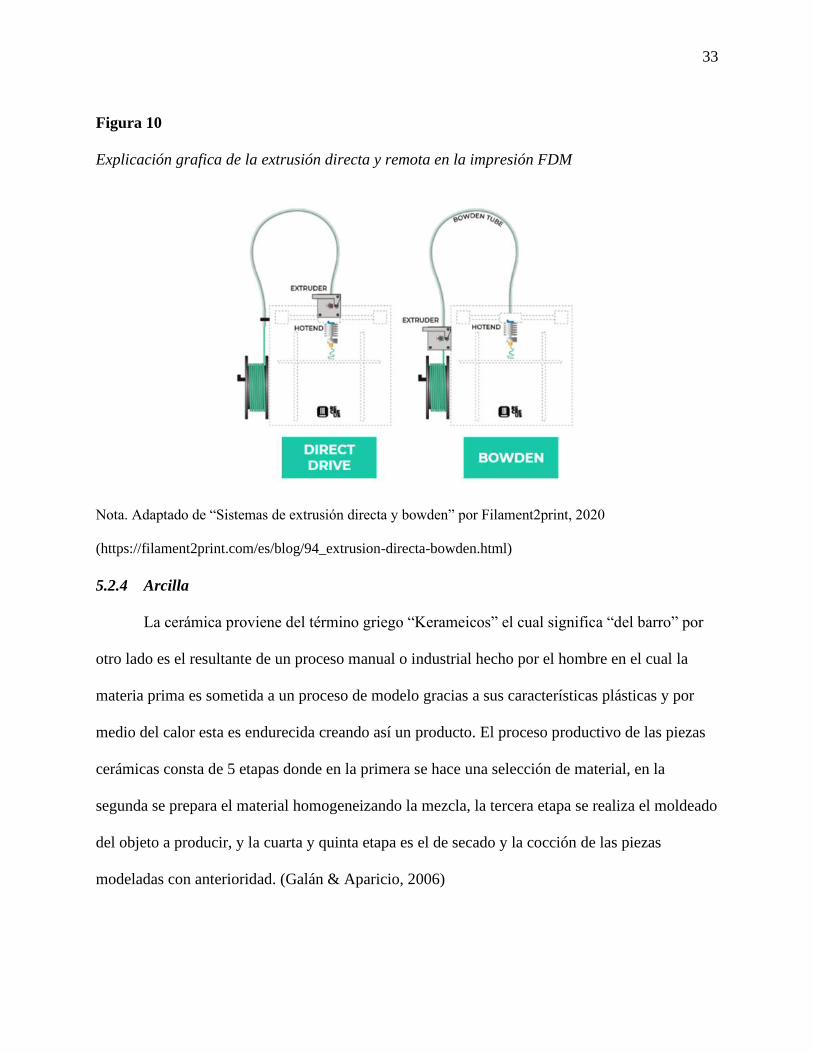
Tradicionalmente para estos procesos se utilizan materiales que se dividen en dos
categorías los plásticos y no plásticos. Un ejemplo de ellos son las arcillas, las cuales son rocas
de sedimento formadas por partículas muy finas, la cual, al mezclarse con agua, obtiene las
propiedades plásticas, y al dejarse secar vuelve a su consistencia rocosa, pero frágil, por otro
lado, cuando estas son someten a cocciones a altas temperaturas obtiene una mayor dureza. Los
materiales que la forman se dividen en dos: minerales de arcilla y minerales asociados ejemplos
de esto es que el primero se encuentran los filosilicatos y en el segundo los cuarzos, feldespatos,
entre otros. Las arcillas pueden ser obtenías de sitios oceánicos, lacustres (lagos) o continentales
además dependiendo de donde sea obtenido la composición de estas variaran y con ellos sus
colores y características (figura 11), siendo así que algunas tienen puntos de fusión más bajos o
altos y dependiendo de esto se utilizan para diferentes aplicaciones. (Galán & Aparicio, 2006,
págs. 31-49).
Figura 11
Variación de color de la arcilla.
Nota. Se puede ver varios tipos de arcilla obtenidas de lugares diferentes y su principal diferencia son los
colores, además de las temperaturas de cocción que puedan alcanzar como es el caso de la arcilla gress
35
que alcanza temperaturas de 1300°. Adaptado de “Tipos de barro para cerámica: cuáles son y cómo
conseguirlos” por Lobois, 13 de julio de 2017. https://labois.com/ceramica/tipos-barro-para-ceramica-
como-conseguirlos/
5.3 Marco Legal:
La economía naranja es definida como un modelo de desarrollo económico el cual se
basa en la diversidad cultural y en la creatividad por medio de la creación de productos ya sean
bienes o servicios de carácter creativo o culturas en pro de que estos puedan ser protegidos por
medio de derechos intelectuales. (Consejo Nacional de la Economía Naranja, 2021). En mayo del
2017 en congreso de la república aprobó la ley 1983, la cual entro en vigor el 23 de junio del
mismo año y con esta se busca el desarrollo, el fomento y la protección de las industrias creativas
en el país.
La Economía Naranja para el 2018 entró a ser uno de los pilares fundamentales del
gobierno actual del presidente Iván Duque siendo así que en el plan de desarrollo 2018-2022 se
estipuló una inversión de $6 billones de pesos (Revista Semana, 2019). Además, bajo el Decreto
1935 del 18 de octubre de 2018, se creó y reglamento el Consejo de la Economía Naranja o
CNEN, este consejo está encargado por parte del Gobierno Nacional de asesorar y formular los
lineamientos para el desarrollo y divulgación de la economía creativa. Asimismo, este está
encabezado por el ministerio de Cultura y conformado por MinComercio, MinTIC, MinTrabajo,
MinEducación, MinInterior, MinHacienda, DNP, DANE, SENA, DNDA y Findeter. (Consejo
Nacional de la Economía Naranja, 2021)
Además, por medio del Decreto 1204 de 2020, se dio continuación y cumplimiento a la
Ley 1834 de 2017 en donde en su artículo número 4 dice que el Gobierno Nacional deberá
formar las políticas públicas para la economía naranja y los lineamientos para lograrlo (la cuales
36
pasaron a llamarse Política integral Naranja) y con el Decreto 1935 de 2018, al CNEN se le
asignó entre otras la función de: impulsar las estrategias, políticas y modelos establecidos por la
anterior ley y a su vez coordinar las acciones necesarias para la implementación de la Política
Integral de la Economía creativa. (Duque Márquez & Vásquez Camacho, 2020)
6 Análisis e interpretación de datos.
Se realizaron una serie de entrevistas y encuestas para encontrar información relevante a
tener en cuenta para el desarrollo del proyecto desde el punto vista de los expertos y de los
posibles usuarios.
El Profesor Juan Fernando López es el experto principal con el cual se podrá contactar
para el desarrollo en la investigación, además manifestó que los retos en cuanto a la
investigación y desarrollo de este proyecto son los temas de la viscosidad, la humedad y
consistencia del material para que ese pueda soportar el peso de las capas impresas, el otro
problema es la inyección del material al cabezal y los parámetros para el proceso de impresión.
El tecnólogo e ingeniero mecánico Alexander Ríos con maestría en administración
económica y financiera, consultor en temas relacionados en impresión 3D, valoración de activos
intangibles, optimización de administración productiva financiera, actualmente es profesor
catedrático en posgrados y también en el área de innovación del Sena, además lleva trabajando
aproximadamente 6 años en todo lo referente a impresión 3D, dio a conocer que la AM con
cerámica no es una tecnología muy usada, pero ha venido cogiendo relevancia, sin embargo el
costo es más alto en comparativa con la impresión de polímeros, además no se le ha dado una
generación de valor a nivel general, no obstante expresa que en sectores específicos tiene un
amplio campo de desarrollo.
37
Hablando específicamente del proyecto, uno de los temas que se trató, fue si el calor
generado por las otras máquinas que se encuentran en Prodilab puede llegar a afectar al proceso
de impresión, a lo que el profesor Alexander respondió que el calor de las máquinas por sí solo
es despreciable, pero si a eso se le agrega el del ambiente y el flujo de aire de las personas
entrando y saliendo del laboratorio, podría llegar a afectar la pieza que se está imprimiendo.
Por otro lado, se debe prestar atención en la manguera de suministro que conecta la
bomba de material con el cabezal, ya que se necesita buscar un material que no se dilate por el
flujo del aporte, pero a su vez, no sea lo suficientemente rígido para impedir o dificultar el
movimiento de la CNC.
Se debe agregar que se realizó una serie de encuestas a los usuarios del ProdiLab, con el
fin de entender al usuario y sus preferencias. En la figura 12 se puede apreciar que
semestralmente los gastos de los trabajos realizados por los encuestados utilizando las
herramientas del laboratorio, siendo lo más evidente de los resultados es que ninguno de ellos ha
gastado más de 80.000 COP, por otro lado, hay dos segmentos de un 15.4 % que han gastado un
máximo 60.000 COP y 40.000 COP respectivamente, además el 61,5 % no gasta más de 20.000
COP en el semestre.
38
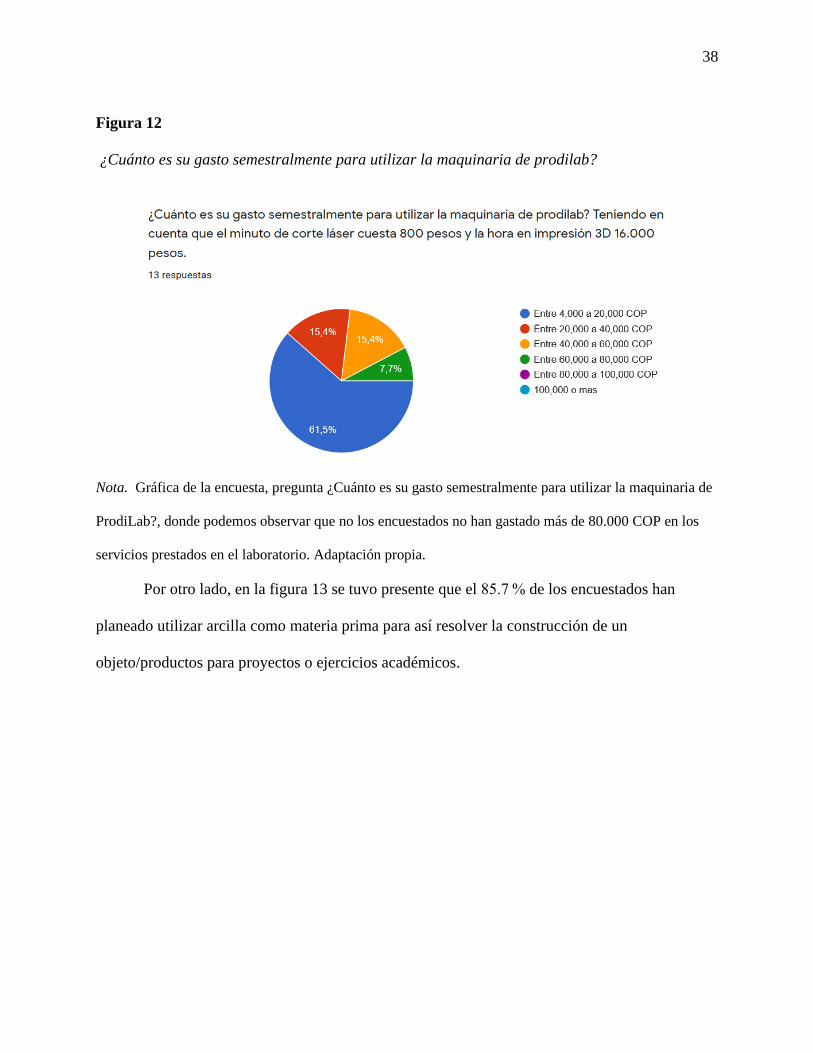
Figura 12
¿Cuánto es su gasto semestralmente para utilizar la maquinaria de prodilab?
Nota. Gráfica de la encuesta, pregunta ¿Cuánto es su gasto semestralmente para utilizar la maquinaria de
ProdiLab?, donde podemos observar que no los encuestados no han gastado más de 80.000 COP en los
servicios prestados en el laboratorio. Adaptación propia.
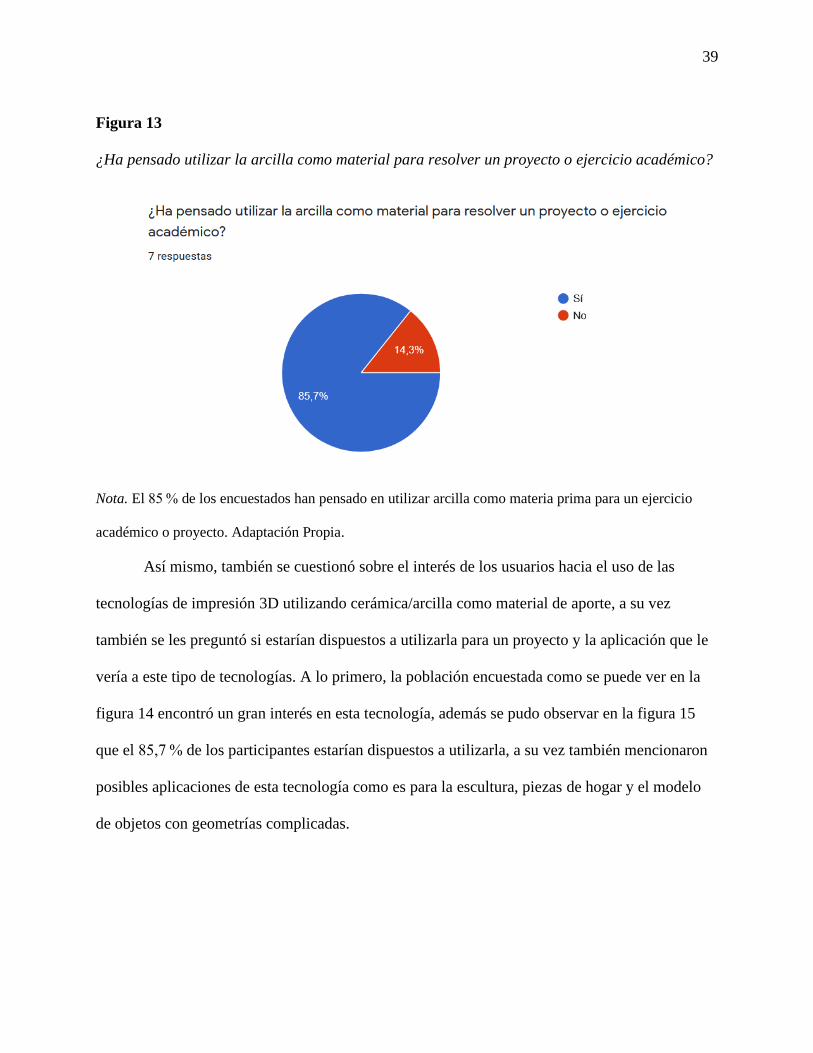
Por otro lado, en la figura 13 se tuvo presente que el 85.7 % de los encuestados han
planeado utilizar arcilla como materia prima para así resolver la construcción de un
objeto/productos para proyectos o ejercicios académicos.
39
Figura 13
¿Ha pensado utilizar la arcilla como material para resolver un proyecto o ejercicio académico?
Nota. El 85 % de los encuestados han pensado en utilizar arcilla como materia prima para un ejercicio
académico o proyecto. Adaptación Propia.
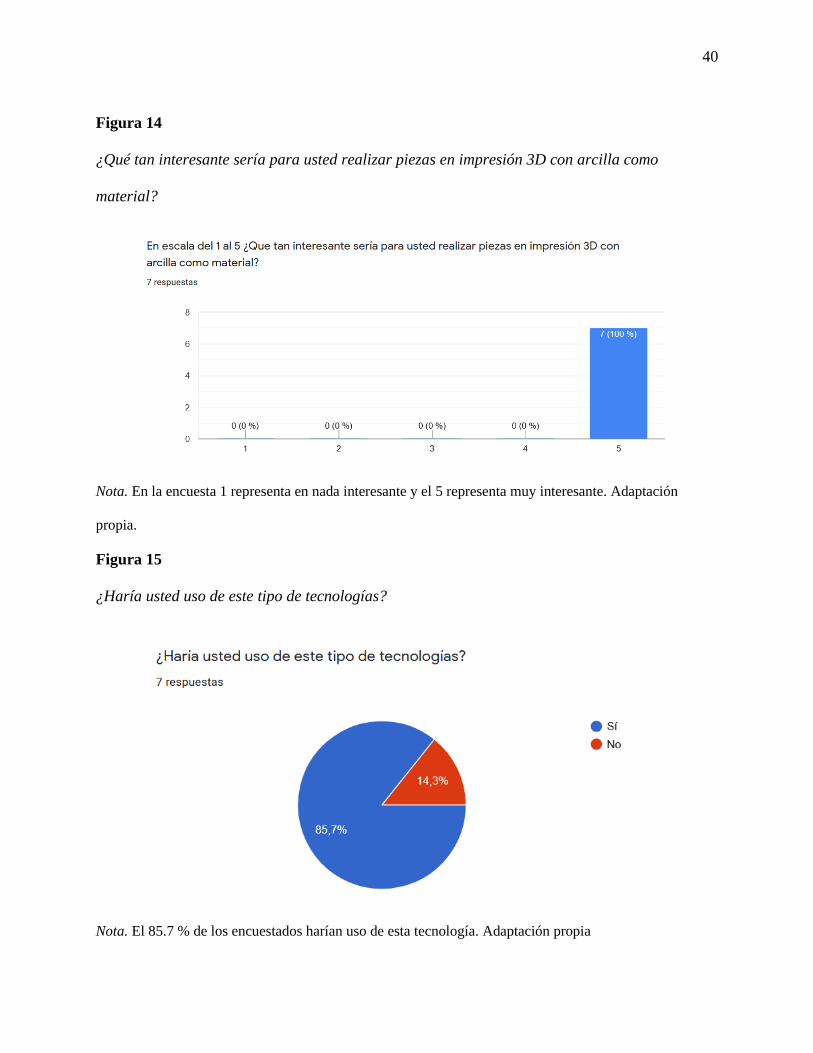
Así mismo, también se cuestionó sobre el interés de los usuarios hacia el uso de las
tecnologías de impresión 3D utilizando cerámica/arcilla como material de aporte, a su vez
también se les preguntó si estarían dispuestos a utilizarla para un proyecto y la aplicación que le
vería a este tipo de tecnologías. A lo primero, la población encuestada como se puede ver en la
figura 14 encontró un gran interés en esta tecnología, además se pudo observar en la figura 15
que el 85,7 % de los participantes estarían dispuestos a utilizarla, a su vez también mencionaron
posibles aplicaciones de esta tecnología como es para la escultura, piezas de hogar y el modelo
de objetos con geometrías complicadas.
40
Figura 14
¿Qué tan interesante sería para usted realizar piezas en impresión 3D con arcilla como
material?
Nota. En la encuesta 1 representa en nada interesante y el 5 representa muy interesante. Adaptación
propia.
Figura 15
¿Haría usted uso de este tipo de tecnologías?
Nota. El 85.7 % de los encuestados harían uso de esta tecnología. Adaptación propia
41
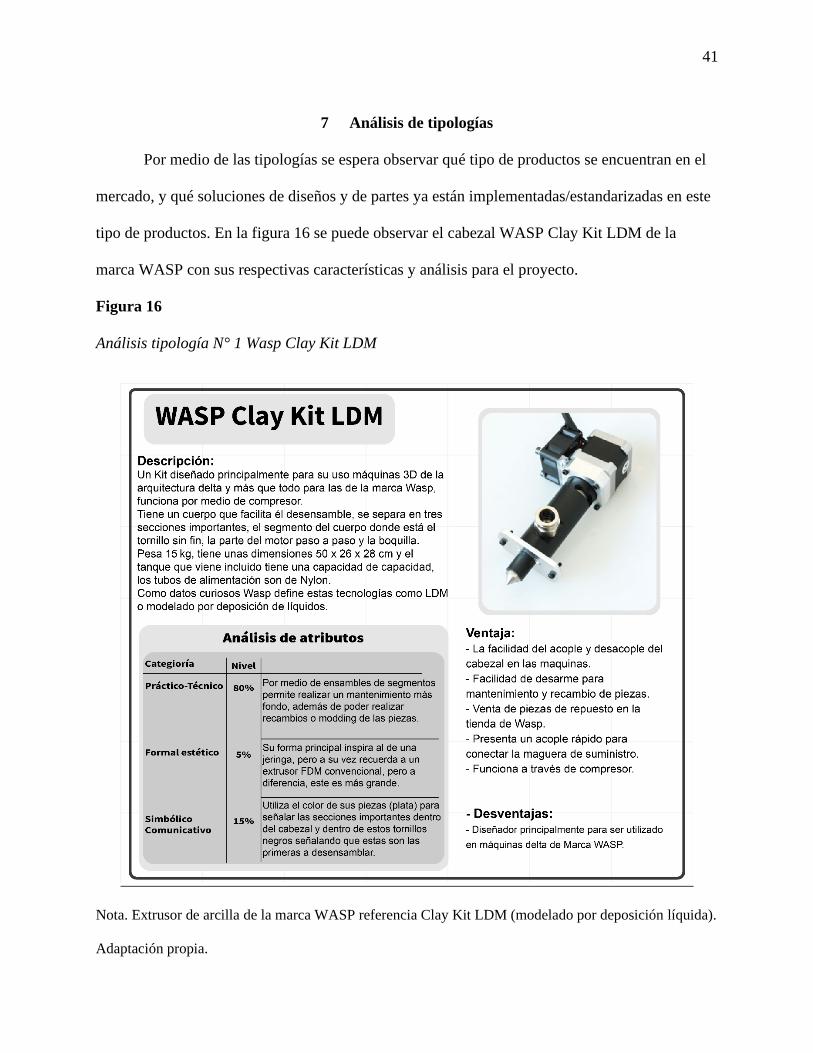
7 Análisis de tipologías
Por medio de las tipologías se espera observar qué tipo de productos se encuentran en el
mercado, y qué soluciones de diseños y de partes ya están implementadas/estandarizadas en este
tipo de productos. En la figura 16 se puede observar el cabezal WASP Clay Kit LDM de la
marca WASP con sus respectivas características y análisis para el proyecto.
Figura 16
Análisis tipología N° 1 Wasp Clay Kit LDM
Nota. Extrusor de arcilla de la marca WASP referencia Clay Kit LDM (modelado por deposición líquida).
Adaptación propia.
42
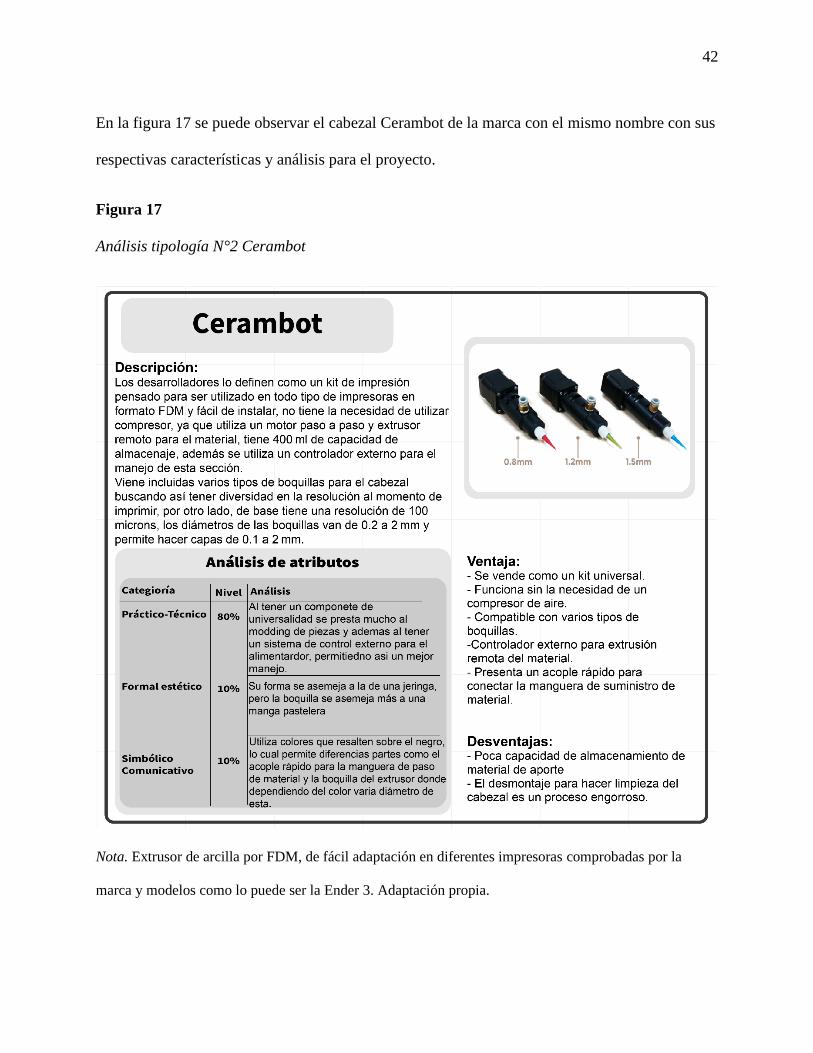
En la figura 17 se puede observar el cabezal Cerambot de la marca con el mismo nombre con sus
respectivas características y análisis para el proyecto.
Figura 17
Análisis tipología N°2 Cerambot
Nota. Extrusor de arcilla por FDM, de fácil adaptación en diferentes impresoras comprobadas por la
marca y modelos como lo puede ser la Ender 3. Adaptación propia.
43
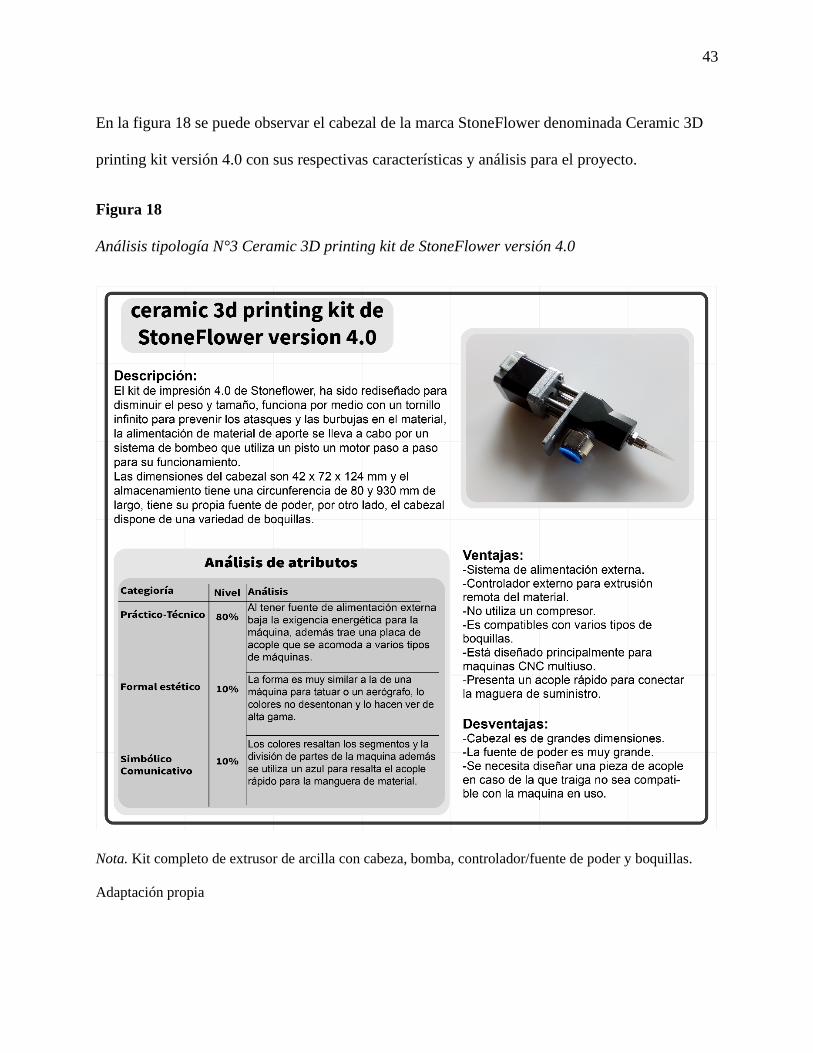
En la figura 18 se puede observar el cabezal de la marca StoneFlower denominada Ceramic 3D
printing kit versión 4.0 con sus respectivas características y análisis para el proyecto.
Figura 18
Análisis tipología N°3 Ceramic 3D printing kit de StoneFlower versión 4.0
Nota. Kit completo de extrusor de arcilla con cabeza, bomba, controlador/fuente de poder y boquillas.
Adaptación propia
44
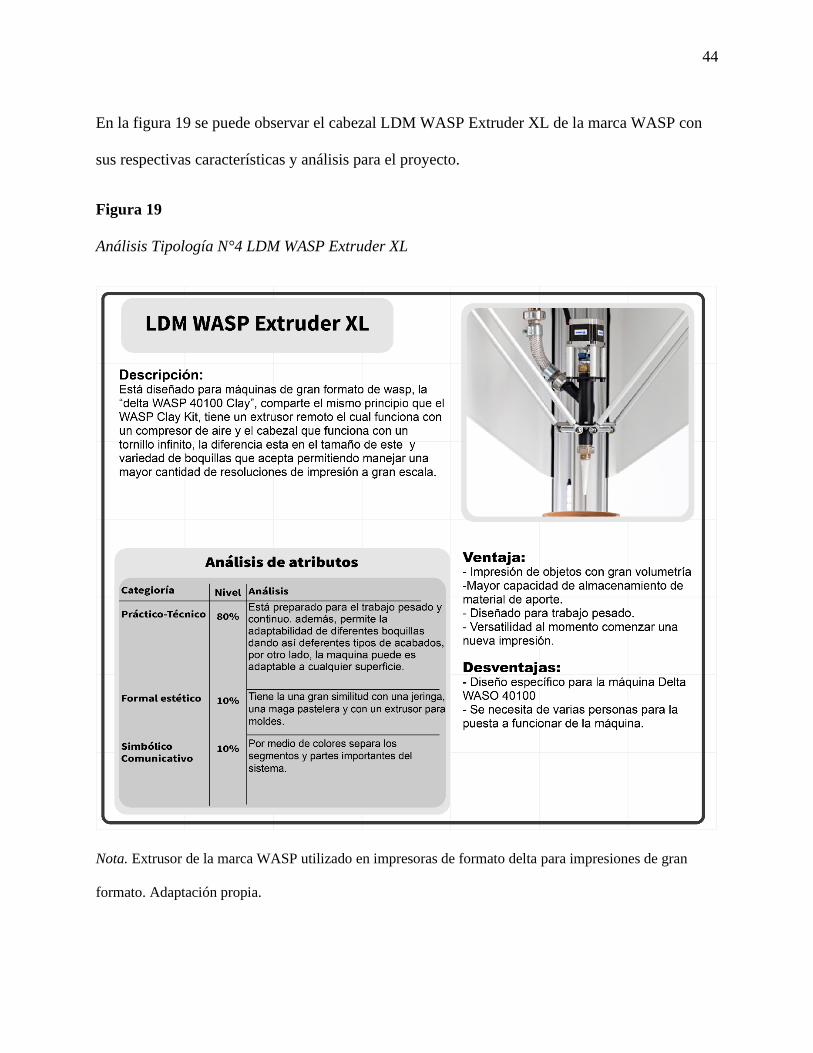
En la figura 19 se puede observar el cabezal LDM WASP Extruder XL de la marca WASP con
sus respectivas características y análisis para el proyecto.
Figura 19
Análisis Tipología N°4 LDM WASP Extruder XL
Nota. Extrusor de la marca WASP utilizado en impresoras de formato delta para impresiones de gran
formato. Adaptación propia.
45
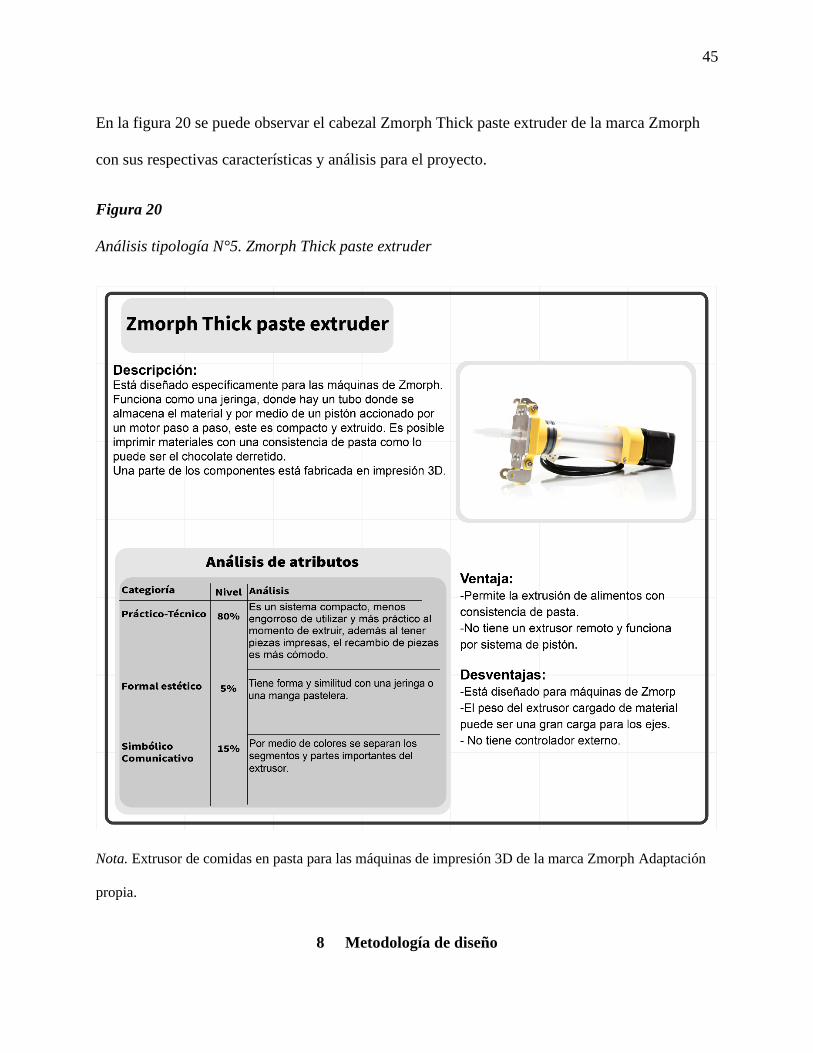
En la figura 20 se puede observar el cabezal Zmorph Thick paste extruder de la marca Zmorph
con sus respectivas características y análisis para el proyecto.
Figura 20
Análisis tipología N°5. Zmorph Thick paste extruder
Nota. Extrusor de comidas en pasta para las máquinas de impresión 3D de la marca Zmorph Adaptación
propia.
8 Metodología de diseño
46
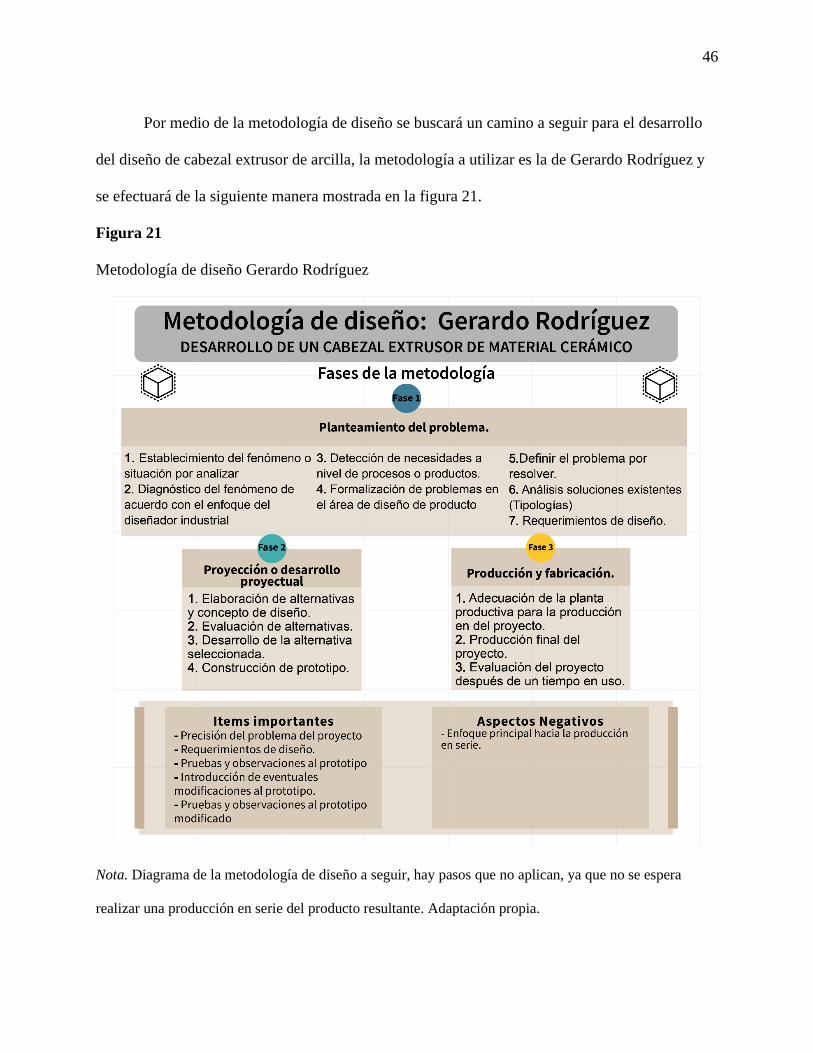
Por medio de la metodología de diseño se buscará un camino a seguir para el desarrollo
del diseño de cabezal extrusor de arcilla, la metodología a utilizar es la de Gerardo Rodríguez y
se efectuará de la siguiente manera mostrada en la figura 21.
Figura 21
Metodología de diseño Gerardo Rodríguez
Nota. Diagrama de la metodología de diseño a seguir, hay pasos que no aplican, ya que no se espera
realizar una producción en serie del producto resultante. Adaptación propia.
47
Las etapas de la metodología de diseño están relacionadas directamente con el objetivo
general y los objetivos específicos de la siguiente manera. En la primera fase llamada
“Planteamiento del Problema”, responde directamente al objetivo general diagnosticando y
determinado el fenómeno a tratar, a su vez se relaciona de la misma manera con el objetivo
específico número 1, ya que al determinar el porcentaje de agua necesario para la mezcla ayuda a
determinar puntos a tener en cuenta para los requerimientos de diseño.
En la segunda fase está relacionada con el objetivo específico número 1 por la detección
y comprobación de datos a través del desarrollo de modelos de baja resolución, por otro lado,
también está relacionado con el objetivo específico número 2 en los temas de ideación y
evaluación de alternativas y desarrollo digital/CAD y físico de la idea escogida.
En cuanto a la fase 3 está relacionado con el objetivo específico número 2 en la parte de
fabricación del prototipo final, así como la adecuación de los medios productivos, a su vez está
relacionado con el objetivo específico número 3 por la comprobación de datos y parámetros a
través del uso por parte del usuario.
A continuación, se describen las fases de la metodología y se presenta la ubicación de
cada uno de los puntos dentro de este documento.
8.1 Etapa 1
8.1.1 Establecimiento del fenómeno o situación a analizar
Todo lo relacionado con el establecimiento del fenómeno se puede encontrar en la
sección de “Planteamiento del Problema” de este documento
8.1.2 Diagnóstico del fenómeno de acuerdo con el enfoque del diseñador industrial
Todo lo relacionado con el diagnóstico del fenómeno de acuerdo con el enfoque del
diseñador industrial se puede encontrar en la sección de “Justificación” de este documento.
48
8.1.3 Detección de necesidades a nivel de procesos o productos.
Todo lo relacionado con la detección de necesidades con respecto a procesos o productos
se puede encontrar en la sección de “Antecedentes” de este documento.
8.1.4 Formalización del problema en el área de diseño de producto
Todo lo relacionado con la formalización del problema en el área de diseño de producto
se puede encontrar en la sección de “Pregunta de Investigación” de este documento.
8.1.5 Definir el problema por resolver
Todo lo relacionado con la definición del problema al resolver se puede encontrar en las
secciones de “Objetivo General” de este documento.
8.1.6 Análisis soluciones existentes
Todo lo relacionado con el análisis de soluciones existente se encuentra en la sección
“Análisis de Tipologías” de este documento.
8.1.7 Requerimientos de diseño.
Todo lo relacionado con los requerimientos de diseño se especifican en la sección de
“Requerimientos de Diseño” de este documento.
8.2 Etapa 2
8.2.1 Elaboración de alternativas y concepto de diseño.
Todo lo relacionado con la elaboración de alternativas y concepto de diseño se especifica
en las secciones “Alternativas de Diseño” y “Concepto de Diseño” de este documento.
8.2.2 Evaluación de alternativas.
Todo lo relacionado con la evaluación de alternativas se encuentra en la sección de
“Evaluación de Alternativas” de este documento.
49
8.2.3 Desarrollo de la alternativa seleccionada.
Todo lo relacionado con el desarrollo de la alternativa seleccionada se puede encontrar en
las secciones de “Diseño de Ciclo de Uso General y Especificado” y “Definición de detalles” de
este documento
8.2.4 Construcción de prototipo.
Todo lo relacionado con la construcción de prototipo se desarrolla en la sección de
“Modelos y Simuladores” de este documento
8.3 Etapa 3
8.3.1 Adecuación de la planta productiva para la producción en del proyecto.
Todo lo relacionado con la adecuación de la planta productiva se puede encontrar en las
secciones de “Proceso Productivo” y “Materiales y Especificaciones” de este documento.
8.3.2 Producción final del proyecto.
Todo lo relacionado con la producción final del proyecto se desarrolla en las secciones de
“Render”, “Secuencia de Armado”, “Planos Técnicos”, “Despiece”, “Prototipo” y “Costos de
Producción” de este documento.
8.3.3 Evaluación del proyecto después de un tiempo en uso.
Todo lo relacionado con la evaluación del proyecto después de un tiempo en uso se puede
observar en las secciones de “Viabilidad Comercial Paralelo de Ventajas” y “Comprobación
Video Usuario Específico” de este documento.
8.4 Requerimientos de diseño
Las tablas 2, 3, 4, 5 y 6 hacen referencia a las categorías de requerimientos de diseño en
sus respectivos criterios, determinantes y parámetros.
50
Tabla 2
Requerimientos de Uso
Criterio Determinante Parámetro
Practicidad Deberá tener características que
faciliten la sujeción entre piezas
Por medio de la sustracción de
segmentos en las piezas que faciliten
el posicionamiento del tornillo
Seguridad Deberá tener características que
aporten a la seguridad de uso
Por medio del redondeo de las
esquinas se buscará evitar cortes con
el material.
Ergonómico El tamaño de las piezas deberá
permitir el agarre para ejecutar
movimientos sencillos en armado
y mantenimientos
Con movimiento de agarre palmar y
de pinzas se podrá coger todas las
piezas del sistema.
Mantenimiento El objeto deberá tener un sistema
diseñado para ser desensamblado
con relativa facilidad permitiendo
el mantenimiento constante del
equipo
Él desensamble del objeto consta de
6 pasos
El material de fabricación será
“PLA”, ya que sus caracterizas le
permiten ser resistente a la
exposición de humedad y al calor
moderado.
Reparación los componentes/piezas deberán
ser fabricadas a través de procesos
estándar
Las piezas serán fabricados a través
de las impresoras 3D FDM
(Ultimaker) presentes en el ProdiLab
Los herrajes y componentes
prefabricados utilizados para el
sistema deberán ser
estandarizados y de fácil
adquisición
Las piezas móviles deberán ser
estándar y de menudeo en el
mercado.
Racor prestolok unión b-68 5/16
Cantidad: 2
Tornillos M Allen
Cantidad: 2
Llave de bola italiana ¼ NPT a ¼
NPT
Cantidad: 1
Racor b-122 ¼ NPT
Cantidad: 3
51
Nota. Tabla de requerimientos de uso con los criterios de practicidad, ergonomía, mantenimiento y
reparación. Adaptación Propia
Tabla 3
Requerimientos de Función
Acople rápido hembra entrada ¼
NPT
Criterio Determinante Parámetro
Mecanismos Deberá tener un mecanismo para
el aporte del material hacia el
cabezal
Por medio de ejercer presión por aire
en la bomba de material, este será
llevado al cabezal.
Confiabilidad Se deberá tener un procedimiento
de calibración antes de imprimir
con el fin de determinar que no
hay obstrucciones en la boquilla y
que el material fluye de manera
correcta desde el extrusor remoto.
Por medio extrusión antes del
modelado, se buscará comprobar el
estado del sistema además de hacer
un proceso de purgado del mismo.
El material de aporte deberá de
estar limpio de elementos sólidos
para una mejor extrusión y
además de manejar la humedad en
el mismo para tener una mejor
maleabilidad.
Se usará “arcilla natural horneable
arte y escultura” de la marca arcillas
y gredas de Colombia. Estas pueden
ser compradas en Panamericana
El agua por agregar a la mezcla
deberá de ser entre el 20 al 25 % de
agua sobre el peso de la arcilla.
Versatilidad Se deberá de diseñar piezas que
cumplan varias funciones al
tiempo para reducir el peso final
del cabezal.
La sección de cabezal cumple la
función de ser el medio físico, el cual
está conectada la máquina de
impresión 3D, el punto de entrada de
material a su vez el punto de salida
por medio de la boquilla.
Acabados El material final de fabricación de
las piezas del sistema deberá de
permitir que no haya
irregularidades en las piezas
Todos los materiales plásticos serán
impresos en PLA o ABS, además de
tener las aristas con terminaciones
redondeadas.
La conjuración base de impresión es
la siguiente:
Altura de primera capa 1.6 mm
Altura de capa 1.6 mm
52
Nota. Tabla de requerimientos de función en los criterios de mecanismos, confiabilidad, versatilidad y
acabados. Adaptación propia.
Tabla 4
Requerimientos Estructurales
Nota. Tabla de requerimientos estructurales con los criterios de número de componentes y uniones.
Adaptación propia.
Tabla 5
Requerimientos técnico-productivos
Relleno 33 %
Soportes activados
Opción de borde activa
Criterio Determinante Parámetro
Número de
componentes
El número de componentes deberá
de dividirse por segmentos
El cabezal tendrá un total de 4
elementos. Los cuáles serán el
cabezal, los dos tornillos M Allen y
Racor o acople rápido de 5/16”.
La bomba o el sistema de extrusión
tendrá 7 componentes los cuales son:
PVC: Tapón presión, tapón roscado,
adaptador macho roscado.
Racores: prestolok 5/16”, ½” NTP,
un Acople rápido hembra entrada ¼”
NPT, dos racores b-122 ½”
NPT
Uniones Las uniones deberán de ser
estándar entre los segmentos del
diseño y con lo que el mercado
ofrece.
Se utilizarán los siguientes tipos de
tuerca:
NPT ¼” es el estándar utilizado con
todos los racores en el proyecto.
Se utilizan acoples rápidos tipo
prestolok para la conexión de
manguera de material y aire.
Criterio Determinante Parámetro
53
Nota. Tabla de requerimientos técnico-productivos con los criterios de bienes capitales, mano de obra,
modo de producción, normalización, prefabricación y materia prima. Adaptación propia.
Tabla 6
Requerimientos Formales.
Bienes capitales Se deberá de determinar la
maquinaria necesaria para la
fabricación de las piezas.
Máquina de impresión 3D por FDM
Ultimaker 3 o Ender 3
Mano de obra La mano de obra deberá de ser
calificada en el uso de la
maquinaria necesaria para la
fabricación para así obtener la
mayor precisión en cuanto a las
piezas.
Mano de obra calificada para uso de
programas CAD y CAM
(SolidWorks o Fusion 360) para la
impresión 3D utilizando CURA 3D
Modo de
producción
El proceso productivo deberá de
ser acorde a lo que se busca en el
momento
Manufactura ya que no se busca la
fabricación a escala del producto
Normalización. Se deberá de especificar las
medidas comerciales de la materia
prima a utilizar
Bobinas de filamento PLA de 1.75 o
3 mm
Peso: 1 kilo por bobina
Prefabricación Deberá de tener elementos
prefabricados para aligerar el
coste y facilitar la producción.
Elementos prefabricados:
Acoples rápidos o Racor Presstolock
5/16 pulgadas Tuerca NPT ½
pulgadas.
Tornillo M Allen
Materia Prima La materia prima deberá de ser de
cumplir requisitos de alta
resistencia y del mínimo peso
posible para no afectar las cargas
axiales de la máquina.
Elementos plásticos.
Filamento de ABS
Criterio Determinante Parámetro
Superficies La superficie general del
producto deberá de denotar la
calidad de fabricación y
mostrar que está fabricada con
procesos industriales esto en
pro de que se vea como una
herramienta confiable.
Por medio de una mejor
resolución de capa o un mejor
tamaño de capa se busca
mejorar la apariencia de las
piezas impresas.
54
Nota. Tabla de requerimientos Formales con el criterio de superficies. Adaptación propia.
8.5 Concepto de diseño
Figura 22
Moodboard del concepto de diseño
Nota. Se ilustra el entrelazamiento de saberes ancestrales con tecnologías modernas. Adaptación
Propia.
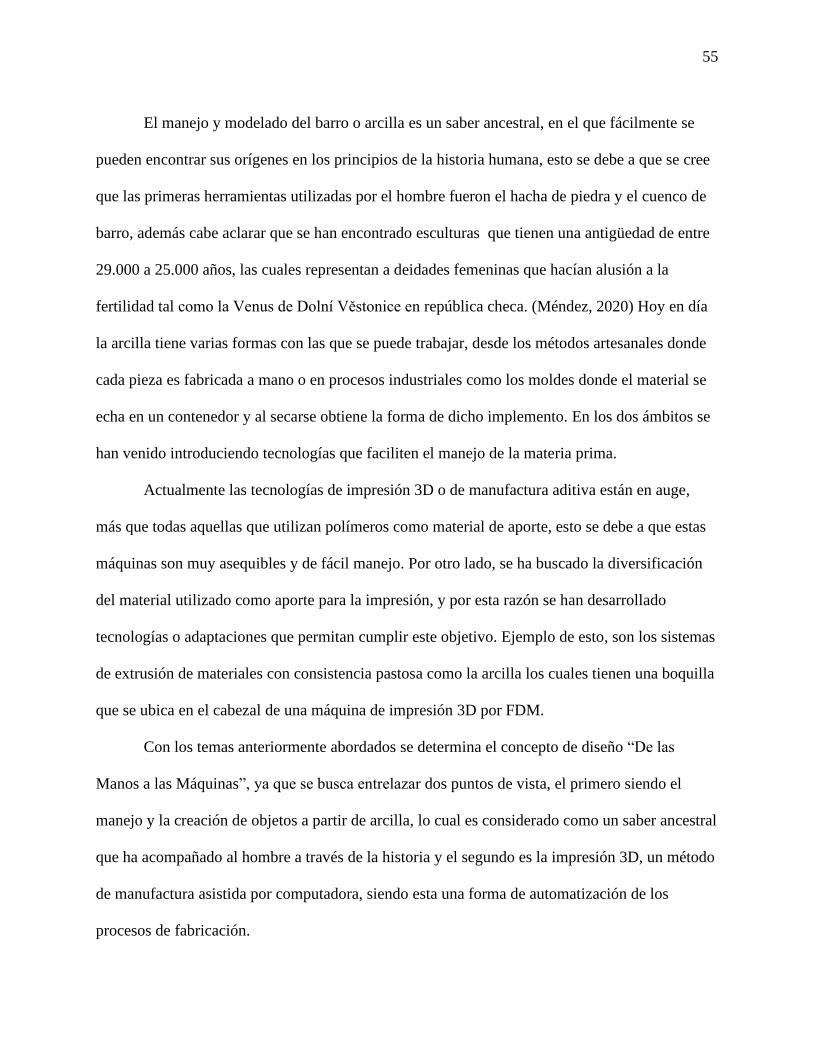
55
El manejo y modelado del barro o arcilla es un saber ancestral, en el que fácilmente se
pueden encontrar sus orígenes en los principios de la historia humana, esto se debe a que se cree
que las primeras herramientas utilizadas por el hombre fueron el hacha de piedra y el cuenco de
barro, además cabe aclarar que se han encontrado esculturas que tienen una antigüedad de entre
29.000 a 25.000 años, las cuales representan a deidades femeninas que hacían alusión a la
fertilidad tal como la Venus de Dolní Věstonice en república checa. (Méndez, 2020) Hoy en día
la arcilla tiene varias formas con las que se puede trabajar, desde los métodos artesanales donde
cada pieza es fabricada a mano o en procesos industriales como los moldes donde el material se
echa en un contenedor y al secarse obtiene la forma de dicho implemento. En los dos ámbitos se
han venido introduciendo tecnologías que faciliten el manejo de la materia prima.
Actualmente las tecnologías de impresión 3D o de manufactura aditiva están en auge,
más que todas aquellas que utilizan polímeros como material de aporte, esto se debe a que estas
máquinas son muy asequibles y de fácil manejo. Por otro lado, se ha buscado la diversificación
del material utilizado como aporte para la impresión, y por esta razón se han desarrollado
tecnologías o adaptaciones que permitan cumplir este objetivo. Ejemplo de esto, son los sistemas
de extrusión de materiales con consistencia pastosa como la arcilla los cuales tienen una boquilla
que se ubica en el cabezal de una máquina de impresión 3D por FDM.
Con los temas anteriormente abordados se determina el concepto de diseño “De las
Manos a las Máquinas”, ya que se busca entrelazar dos puntos de vista, el primero siendo el
manejo y la creación de objetos a partir de arcilla, lo cual es considerado como un saber ancestral
que ha acompañado al hombre a través de la historia y el segundo es la impresión 3D, un método
de manufactura asistida por computadora, siendo esta una forma de automatización de los
procesos de fabricación.
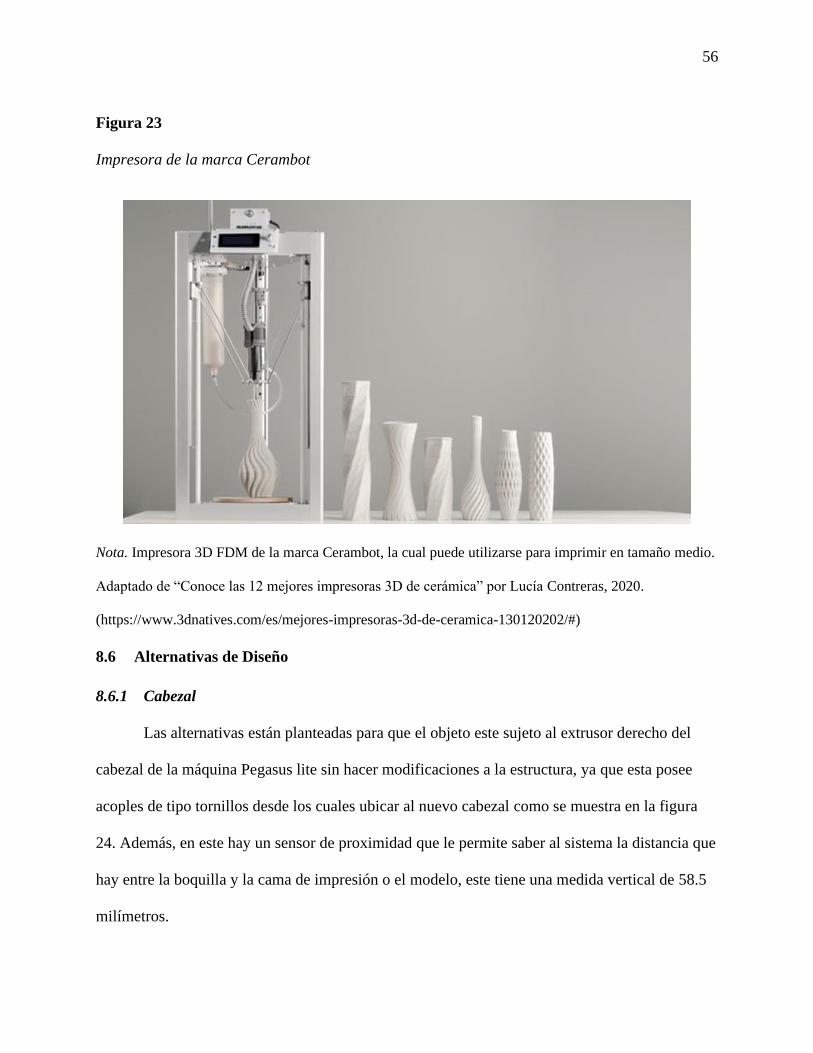
56
Figura 23
Impresora de la marca Cerambot
Nota. Impresora 3D FDM de la marca Cerambot, la cual puede utilizarse para imprimir en tamaño medio.
Adaptado de “Conoce las 12 mejores impresoras 3D de cerámica” por Lucía Contreras, 2020.
(https://www.3dnatives.com/es/mejores-impresoras-3d-de-ceramica-130120202/#)
8.6 Alternativas de Diseño
8.6.1 Cabezal
Las alternativas están planteadas para que el objeto este sujeto al extrusor derecho del
cabezal de la máquina Pegasus lite sin hacer modificaciones a la estructura, ya que esta posee
acoples de tipo tornillos desde los cuales ubicar al nuevo cabezal como se muestra en la figura
24. Además, en este hay un sensor de proximidad que le permite saber al sistema la distancia que
hay entre la boquilla y la cama de impresión o el modelo, este tiene una medida vertical de 58.5
milímetros.

57
Figura 24
Cabezal Pegasus Lite Sección del extrusor derecho
Nota. Foto del estado actual del cabezal de la máquina de impresión 3D Pegasus lite, donde se puede
observar la sección del extrusor derecho, donde se puede acoplar el cabezal a diseñar. Adaptación propia.
La alternativa número uno (figura 25), tiene un total de tres piezas, el cuerpo, la boquilla
y el racor. Se plantea acomodar de manera colineal los costados derechos del cabezal de la
máquina y el cuerpo, a su vez, este sobresale de la parte frontal y forma un desnivel en forma de
L para acomodar un racor prestolock (acople rápido para mangueras) permitiendo así el flujo de
material hacia la boquilla, la cual es unida al cuerpo por una rosca entre las dos partes.
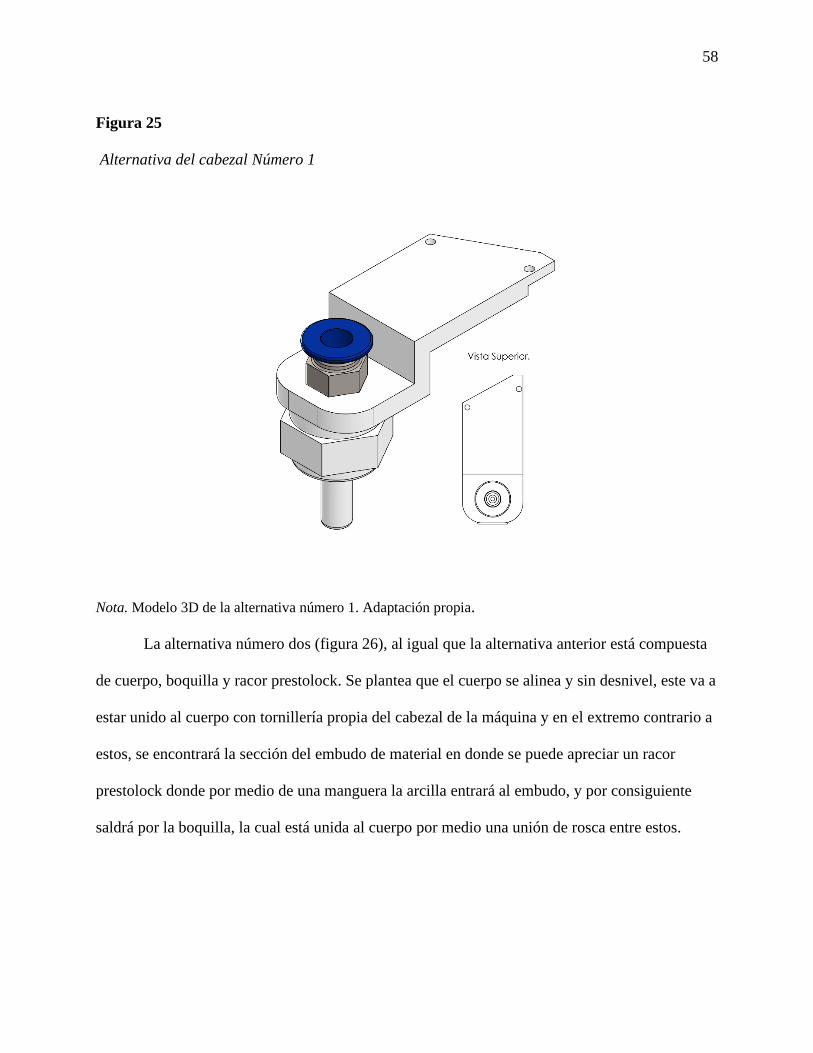
58
Figura 25
Alternativa del cabezal Número 1
Nota. Modelo 3D de la alternativa número 1. Adaptación propia.
La alternativa número dos (figura 26), al igual que la alternativa anterior está compuesta
de cuerpo, boquilla y racor prestolock. Se plantea que el cuerpo se alinea y sin desnivel, este va a
estar unido al cuerpo con tornillería propia del cabezal de la máquina y en el extremo contrario a
estos, se encontrará la sección del embudo de material en donde se puede apreciar un racor
prestolock donde por medio de una manguera la arcilla entrará al embudo, y por consiguiente
saldrá por la boquilla, la cual está unida al cuerpo por medio una unión de rosca entre estos.
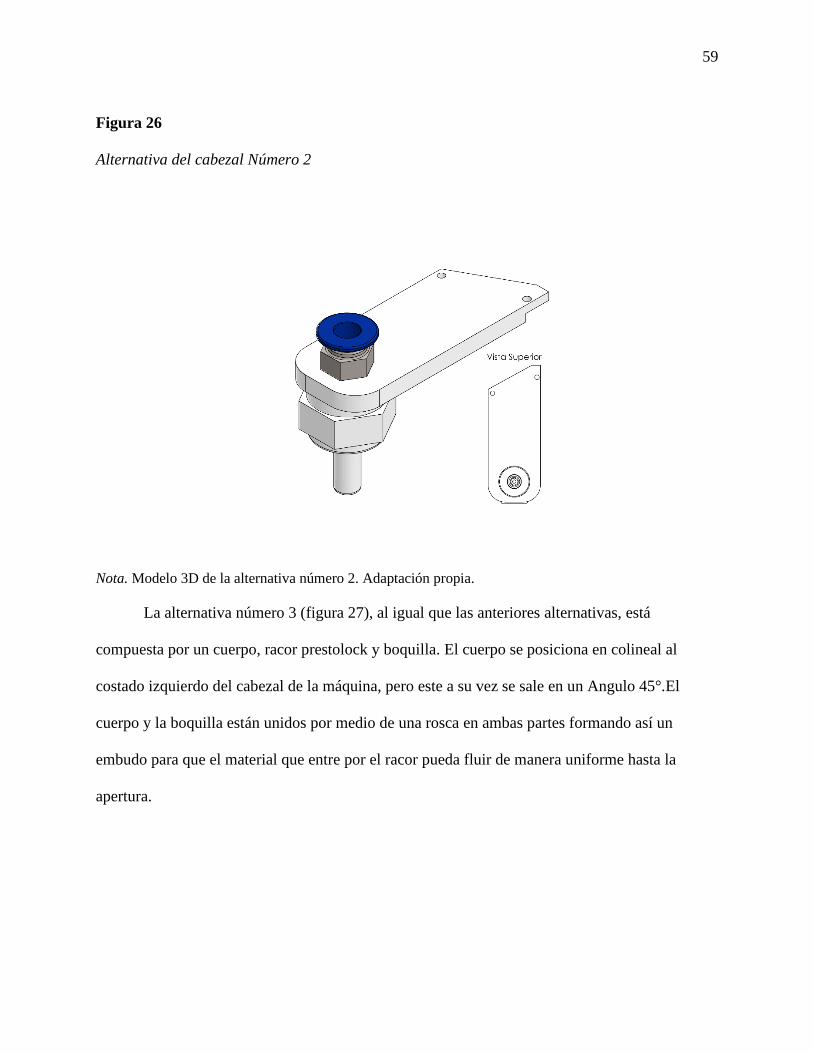
59
Figura 26
Alternativa del cabezal Número 2
Nota. Modelo 3D de la alternativa número 2. Adaptación propia.
La alternativa número 3 (figura 27), al igual que las anteriores alternativas, está
compuesta por un cuerpo, racor prestolock y boquilla. El cuerpo se posiciona en colineal al
costado izquierdo del cabezal de la máquina, pero este a su vez se sale en un Angulo 45°.El
cuerpo y la boquilla están unidos por medio de una rosca en ambas partes formando así un
embudo para que el material que entre por el racor pueda fluir de manera uniforme hasta la
apertura.
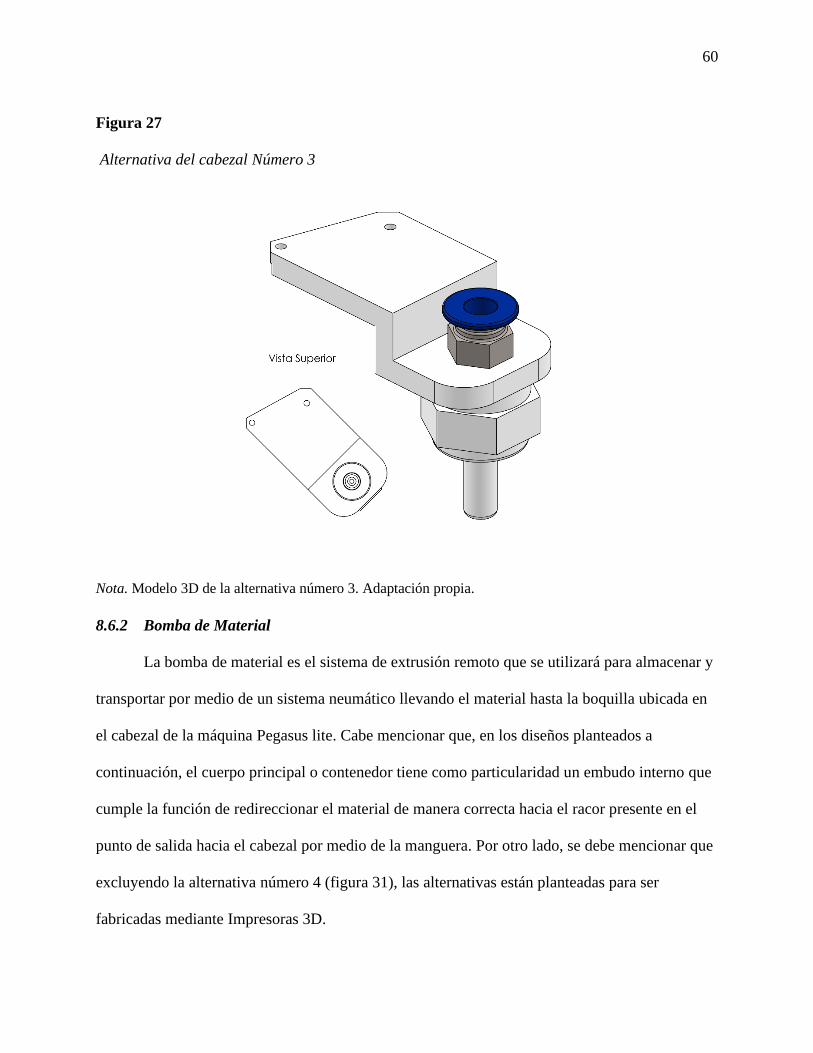
60
Figura 27
Alternativa del cabezal Número 3
Nota. Modelo 3D de la alternativa número 3. Adaptación propia.
8.6.2 Bomba de Material
La bomba de material es el sistema de extrusión remoto que se utilizará para almacenar y
transportar por medio de un sistema neumático llevando el material hasta la boquilla ubicada en
el cabezal de la máquina Pegasus lite. Cabe mencionar que, en los diseños planteados a
continuación, el cuerpo principal o contenedor tiene como particularidad un embudo interno que
cumple la función de redireccionar el material de manera correcta hacia el racor presente en el
punto de salida hacia el cabezal por medio de la manguera. Por otro lado, se debe mencionar que
excluyendo la alternativa número 4 (figura 31), las alternativas están planteadas para ser
fabricadas mediante Impresoras 3D.
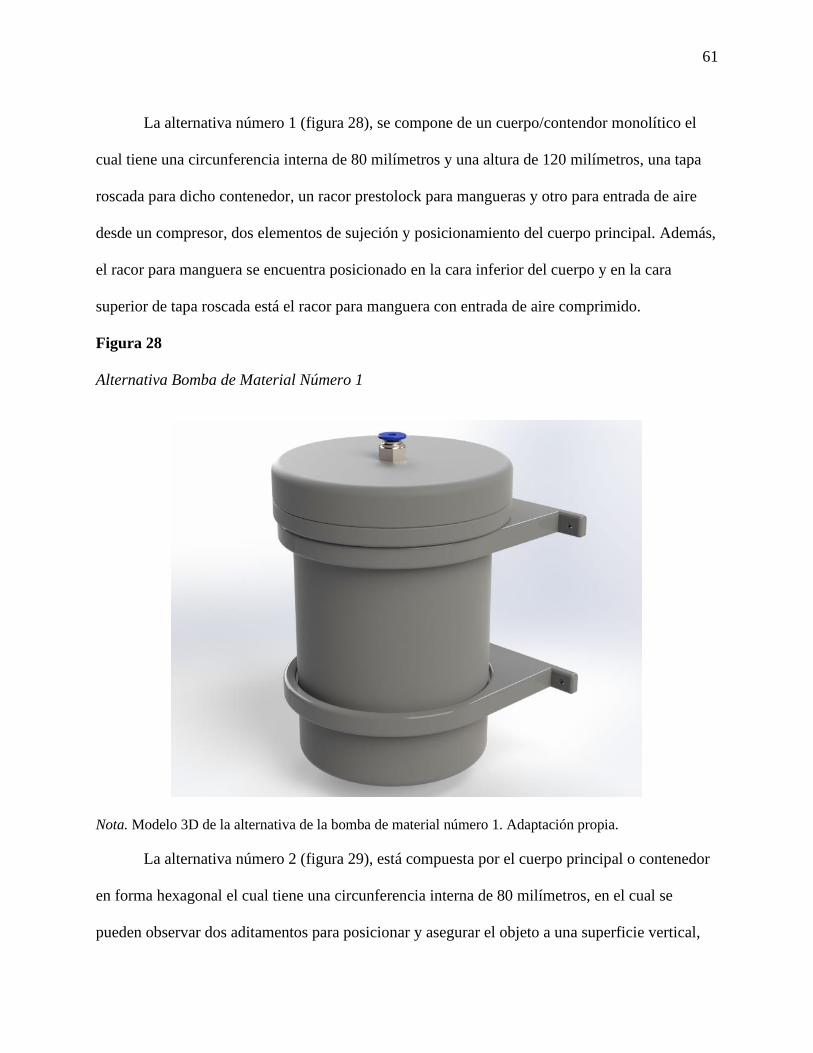
61
La alternativa número 1 (figura 28), se compone de un cuerpo/contendor monolítico el
cual tiene una circunferencia interna de 80 milímetros y una altura de 120 milímetros, una tapa
roscada para dicho contenedor, un racor prestolock para mangueras y otro para entrada de aire
desde un compresor, dos elementos de sujeción y posicionamiento del cuerpo principal. Además,
el racor para manguera se encuentra posicionado en la cara inferior del cuerpo y en la cara
superior de tapa roscada está el racor para manguera con entrada de aire comprimido.
Figura 28
Alternativa Bomba de Material Número 1
Nota. Modelo 3D de la alternativa de la bomba de material número 1. Adaptación propia.
La alternativa número 2 (figura 29), está compuesta por el cuerpo principal o contenedor
en forma hexagonal el cual tiene una circunferencia interna de 80 milímetros, en el cual se
pueden observar dos aditamentos para posicionar y asegurar el objeto a una superficie vertical,

62
por otro lado, también se encuentran un racor para manguera de aire en la cara inferior del
cuerpo y en cara superior de la tapa roscada el racor de entrada de aire a presión.
Figura 29
Alternativa Bomba de Material Número 2
Nota. Modelo 3D de la alternativa de la bomba de material número 2. Adaptación propia.
La alternativa número 3 (figura 30), está compuesto por un cilindro transparente el cual
en uno de sus extremos tiene una tapa soldada o fija donde está el racor para la manguera donde
sale el material y en el otro extremo está un adaptador, para la tapa roscada en la cual se
encuentra el racor de entrada para aire a presión.

63
Figura 30
Alternativa Bomba de Material Número 3
Nota. Modelo 3D de la alternativa de la bomba de material número 3. Adaptación propia.
La propuesta número 4 (Figura 31), está compuesta por tubos y accesorios PVC para
presión, se utilizará tubería de 2 pulgas o 60 milímetros de circunferencia exterior y una altura de
350 milímetros, un tapón soldado de 2 pulgadas en donde en la cara exterior va el racor para
manguera, un adaptador macho de 2 pulgadas y un tapón roscado de 2 pulgadas en el cual se
instala el racor para entrada de aire a presión.
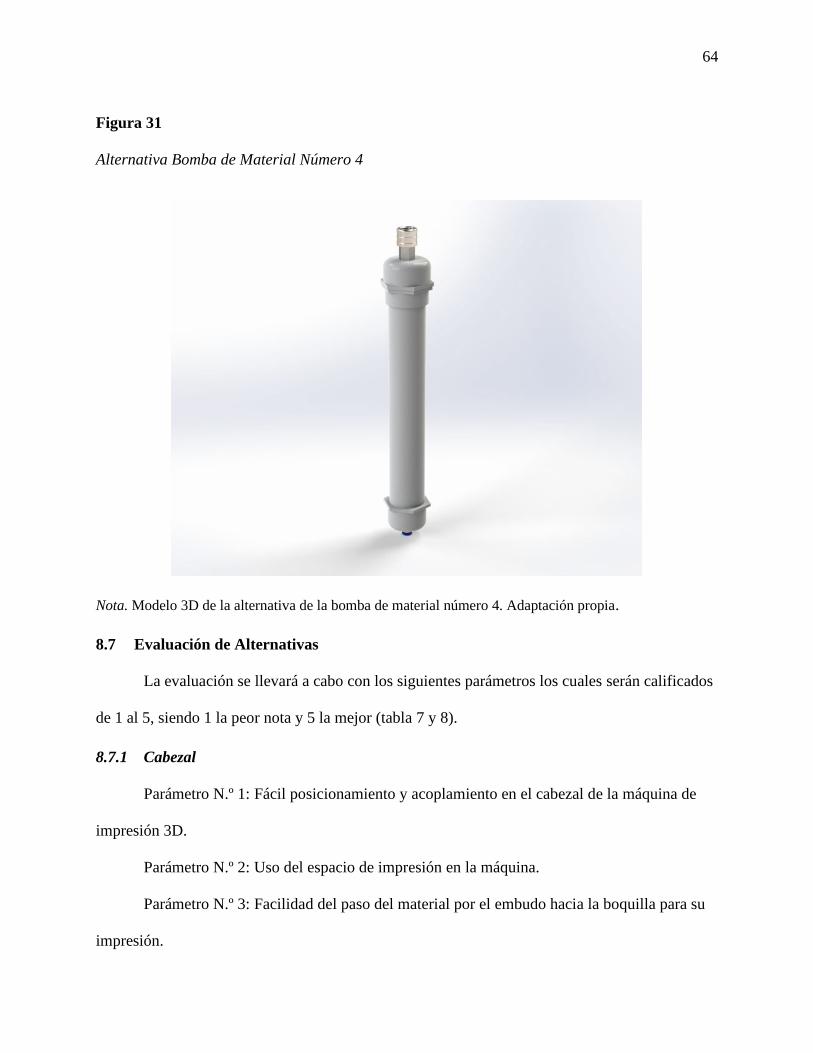
64
Figura 31
Alternativa Bomba de Material Número 4
Nota. Modelo 3D de la alternativa de la bomba de material número 4. Adaptación propia.
8.7 Evaluación de Alternativas
La evaluación se llevará a cabo con los siguientes parámetros los cuales serán calificados
de 1 al 5, siendo 1 la peor nota y 5 la mejor (tabla 7 y 8).
8.7.1 Cabezal
Parámetro N.º 1: Fácil posicionamiento y acoplamiento en el cabezal de la máquina de
impresión 3D.
Parámetro N.º 2: Uso del espacio de impresión en la máquina.
Parámetro N.º 3: Facilidad del paso del material por el embudo hacia la boquilla para su
impresión.
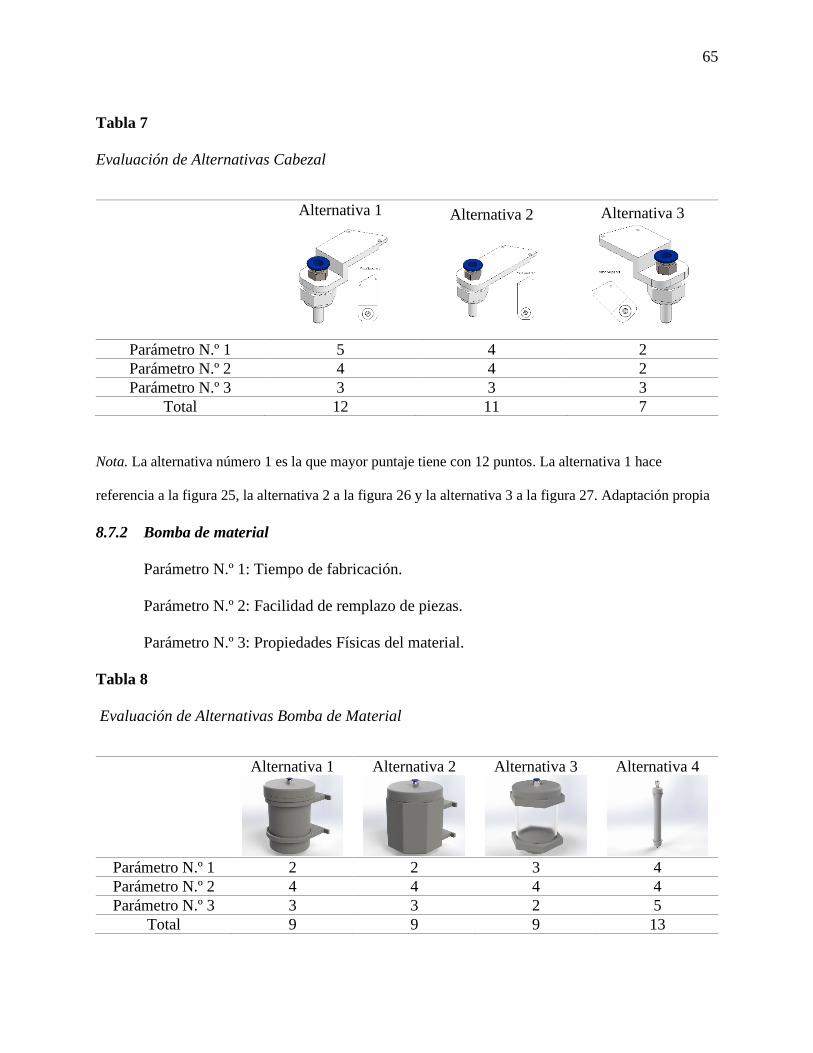
65
Tabla 7
Evaluación de Alternativas Cabezal
Alternativa 1
Alternativa 2
Alternativa 3
Parámetro N.º 1 5 4 2
Parámetro N.º 2 4 4 2
Parámetro N.º 3 3 3 3
Total 12 11 7
Nota. La alternativa número 1 es la que mayor puntaje tiene con 12 puntos. La alternativa 1 hace
referencia a la figura 25, la alternativa 2 a la figura 26 y la alternativa 3 a la figura 27. Adaptación propia
8.7.2 Bomba de material
Parámetro N.º 1: Tiempo de fabricación.
Parámetro N.º 2: Facilidad de remplazo de piezas.
Parámetro N.º 3: Propiedades Físicas del material.
Tabla 8
Evaluación de Alternativas Bomba de Material
Alternativa 1
Alternativa 2
Alternativa 3
Alternativa 4
Parámetro N.º 1 2 2 3 4
Parámetro N.º 2 4 4 4 4
Parámetro N.º 3 3 3 2 5
Total 9 9 9 13
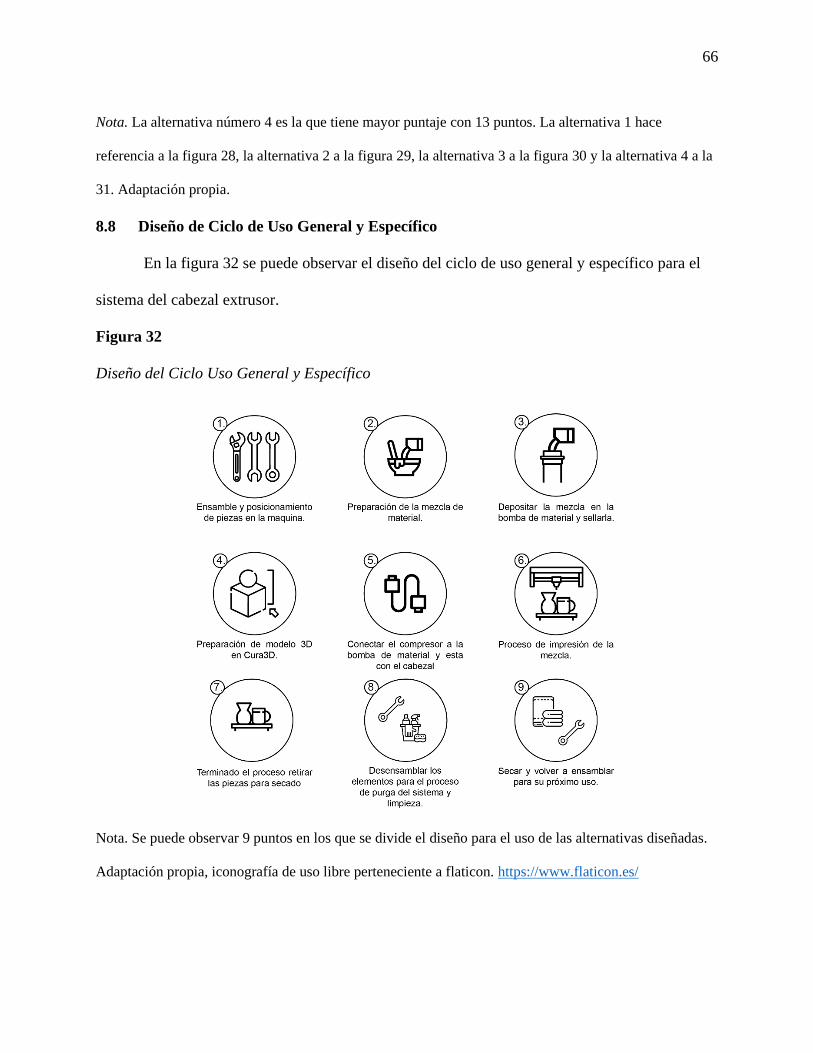
66
Nota. La alternativa número 4 es la que tiene mayor puntaje con 13 puntos. La alternativa 1 hace
referencia a la figura 28, la alternativa 2 a la figura 29, la alternativa 3 a la figura 30 y la alternativa 4 a la
31. Adaptación propia.
8.8 Diseño de Ciclo de Uso General y Específico
En la figura 32 se puede observar el diseño del ciclo de uso general y específico para el
sistema del cabezal extrusor.
Figura 32
Diseño del Ciclo Uso General y Específico
Nota. Se puede observar 9 puntos en los que se divide el diseño para el uso de las alternativas diseñadas.
Adaptación propia, iconografía de uso libre perteneciente a flaticon. https://www.flaticon.es/
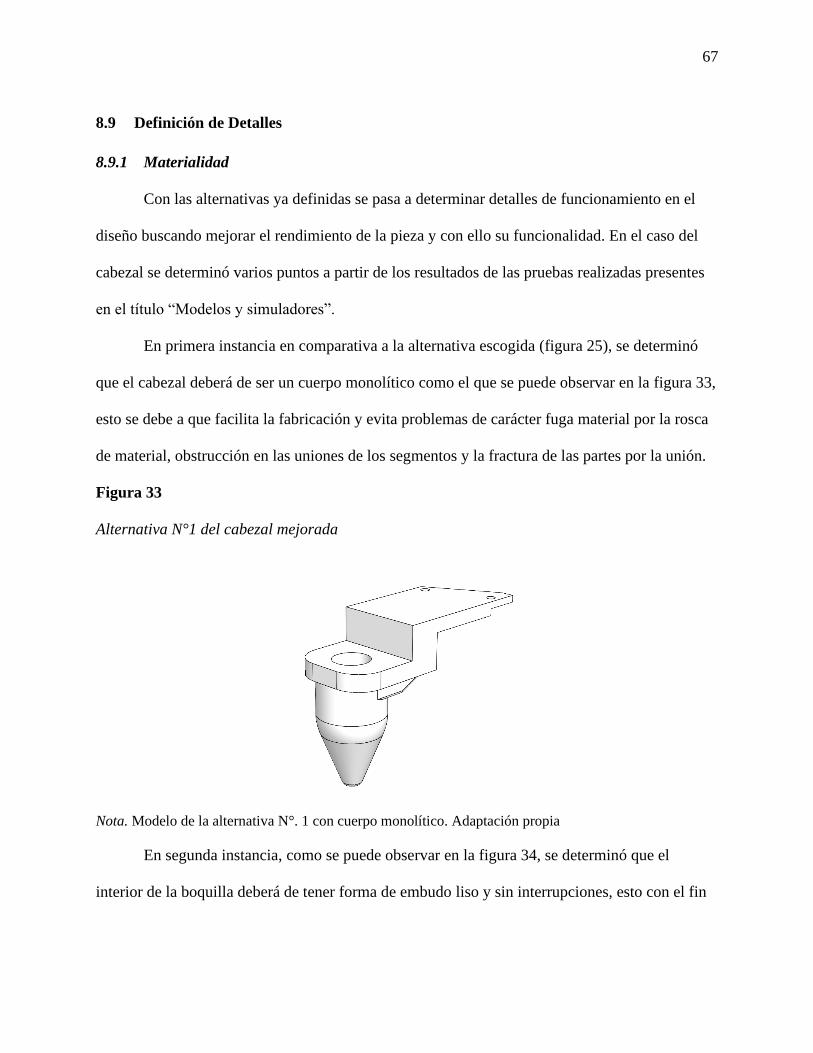
67
8.9 Definición de Detalles
8.9.1 Materialidad
Con las alternativas ya definidas se pasa a determinar detalles de funcionamiento en el
diseño buscando mejorar el rendimiento de la pieza y con ello su funcionalidad. En el caso del
cabezal se determinó varios puntos a partir de los resultados de las pruebas realizadas presentes
en el título “Modelos y simuladores”.
En primera instancia en comparativa a la alternativa escogida (figura 25), se determinó
que el cabezal deberá de ser un cuerpo monolítico como el que se puede observar en la figura 33,
esto se debe a que facilita la fabricación y evita problemas de carácter fuga material por la rosca
de material, obstrucción en las uniones de los segmentos y la fractura de las partes por la unión.
Figura 33
Alternativa N°1 del cabezal mejorada
Nota. Modelo de la alternativa N°. 1 con cuerpo monolítico. Adaptación propia
En segunda instancia, como se puede observar en la figura 34, se determinó que el
interior de la boquilla deberá de tener forma de embudo liso y sin interrupciones, esto con el fin
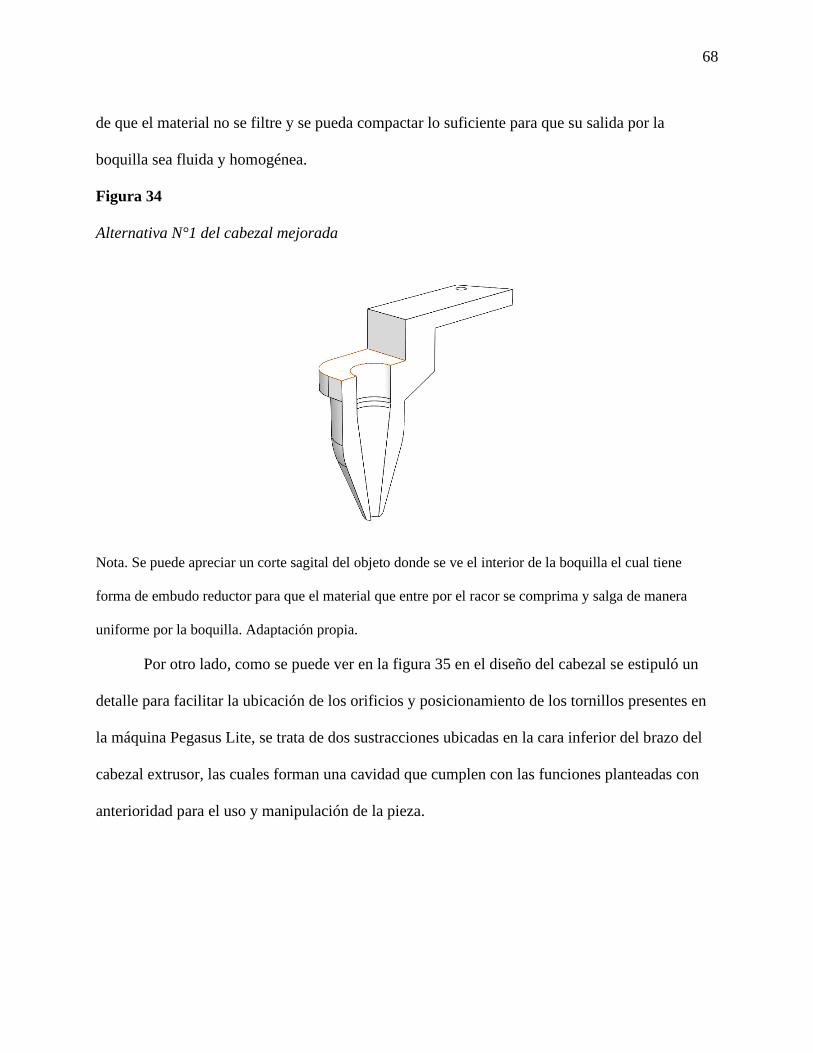
68
de que el material no se filtre y se pueda compactar lo suficiente para que su salida por la
boquilla sea fluida y homogénea.
Figura 34
Alternativa N°1 del cabezal mejorada
Nota. Se puede apreciar un corte sagital del objeto donde se ve el interior de la boquilla el cual tiene
forma de embudo reductor para que el material que entre por el racor se comprima y salga de manera
uniforme por la boquilla. Adaptación propia.
Por otro lado, como se puede ver en la figura 35 en el diseño del cabezal se estipuló un
detalle para facilitar la ubicación de los orificios y posicionamiento de los tornillos presentes en
la máquina Pegasus Lite, se trata de dos sustracciones ubicadas en la cara inferior del brazo del
cabezal extrusor, las cuales forman una cavidad que cumplen con las funciones planteadas con
anterioridad para el uso y manipulación de la pieza.
69
Figura 35
Detalle de diseño del cabezal
Nota. Se pueden observar las dos cavidades que forman las sustracciones donde se pueden alojar y alinear
con los agujeros y tornillos presentes en el cabezal de la máquina. Adaptación propia.
En cuanto a la bomba de material la alternativa N°.4 (figura 31) escogida para su
desarrollo, se determinó varios puntos del diseño, en primer lugar el cuerpo principal se
utilizarán tuberías y accesorios de PVC (Policloruro de vinilo) para presión, en la medida
estándar de dos pulgadas y para su correcto funcionamiento se agregó un embudo interno el cual
tiene como función redireccionar el flujo del material hacia el racor de salida dentro de objeto
como se puede observar en la siguiente figura.
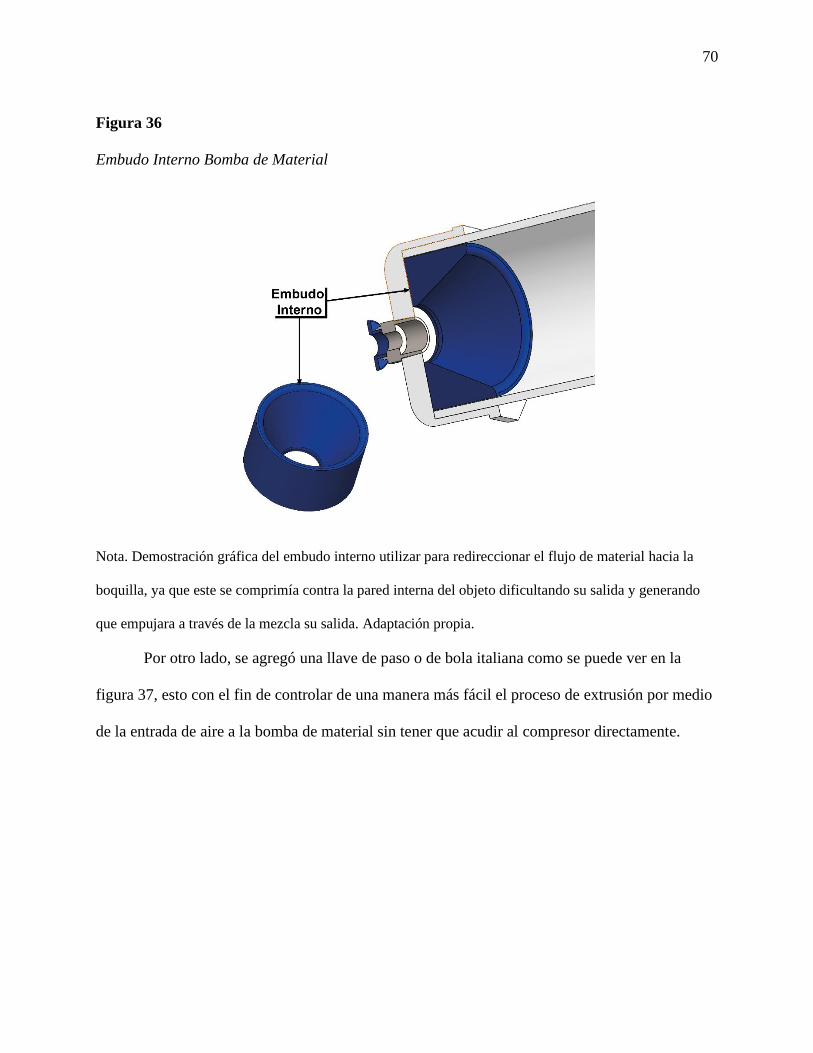
70
Figura 36
Embudo Interno Bomba de Material
Nota. Demostración gráfica del embudo interno utilizar para redireccionar el flujo de material hacia la
boquilla, ya que este se comprimía contra la pared interna del objeto dificultando su salida y generando
que empujara a través de la mezcla su salida. Adaptación propia.
Por otro lado, se agregó una llave de paso o de bola italiana como se puede ver en la
figura 37, esto con el fin de controlar de una manera más fácil el proceso de extrusión por medio
de la entrada de aire a la bomba de material sin tener que acudir al compresor directamente.
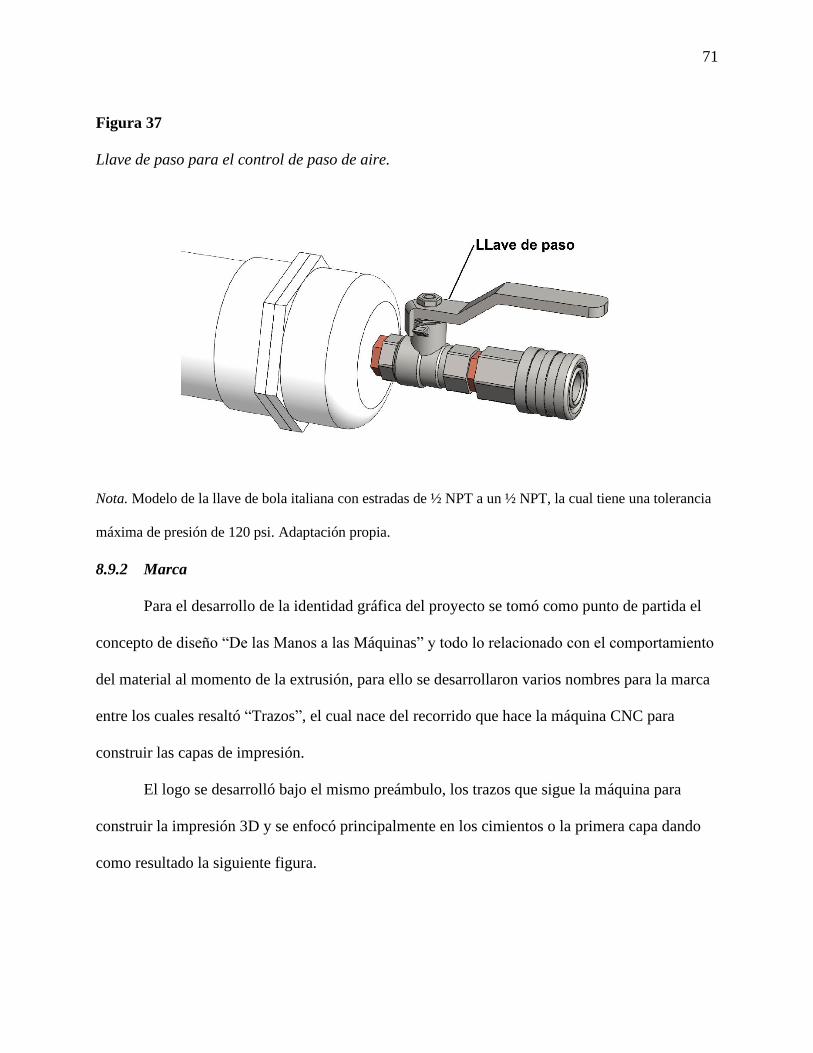
71
Figura 37
Llave de paso para el control de paso de aire.
Nota. Modelo de la llave de bola italiana con estradas de ½ NPT a un ½ NPT, la cual tiene una tolerancia
máxima de presión de 120 psi. Adaptación propia.
8.9.2 Marca
Para el desarrollo de la identidad gráfica del proyecto se tomó como punto de partida el
concepto de diseño “De las Manos a las Máquinas” y todo lo relacionado con el comportamiento
del material al momento de la extrusión, para ello se desarrollaron varios nombres para la marca
entre los cuales resaltó “Trazos”, el cual nace del recorrido que hace la máquina CNC para
construir las capas de impresión.
El logo se desarrolló bajo el mismo preámbulo, los trazos que sigue la máquina para
construir la impresión 3D y se enfocó principalmente en los cimientos o la primera capa dando
como resultado la siguiente figura.
72
Figura 38
Desarrollo del Logo - Trazos de la Primera Capa de Impresión.
Nota. Se pueden observar los vectores que sigue la máquina de impresión 3D para construir y solidificar
la primera capa de una impresión. Adaptación propia.
El resultado de la anterior figura es la identidad gráfica que se puede observar en la figura 39, a
continuación:
Figura 39
Identidad grafica - Trazos
Nota. Se puede observar la identidad grafica del proyecto Trazos. Adaptación propia.
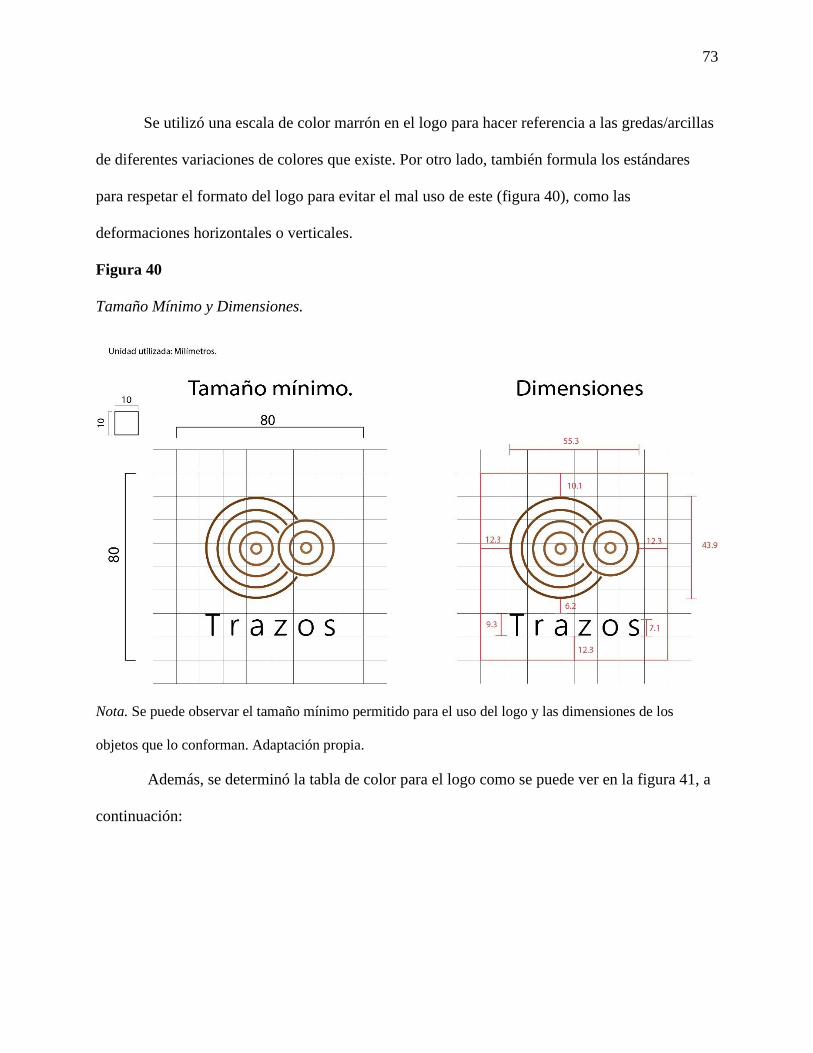
73
Se utilizó una escala de color marrón en el logo para hacer referencia a las gredas/arcillas
de diferentes variaciones de colores que existe. Por otro lado, también formula los estándares
para respetar el formato del logo para evitar el mal uso de este (figura 40), como las
deformaciones horizontales o verticales.
Figura 40
Tamaño Mínimo y Dimensiones.
Nota. Se puede observar el tamaño mínimo permitido para el uso del logo y las dimensiones de los
objetos que lo conforman. Adaptación propia.
Además, se determinó la tabla de color para el logo como se puede ver en la figura 41, a
continuación:
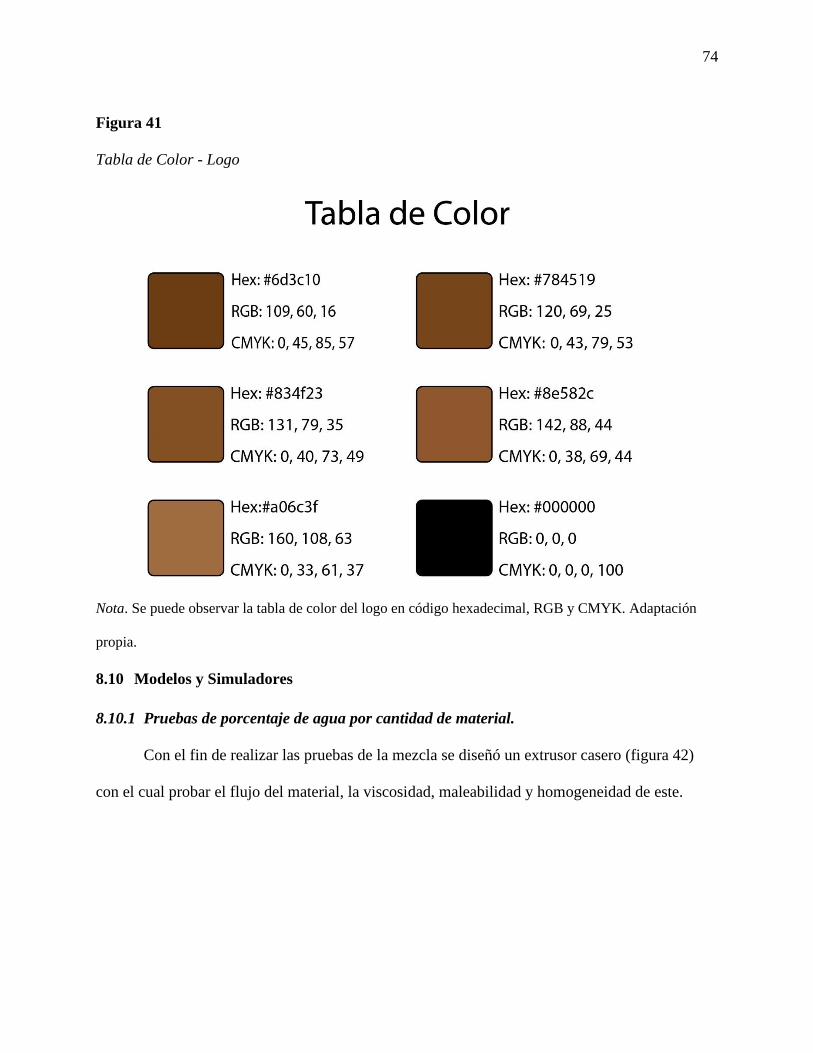
74
Figura 41
Tabla de Color - Logo
Nota. Se puede observar la tabla de color del logo en código hexadecimal, RGB y CMYK. Adaptación
propia.
8.10 Modelos y Simuladores
8.10.1 Pruebas de porcentaje de agua por cantidad de material.
Con el fin de realizar las pruebas de la mezcla se diseñó un extrusor casero (figura 42)
con el cual probar el flujo del material, la viscosidad, maleabilidad y homogeneidad de este.
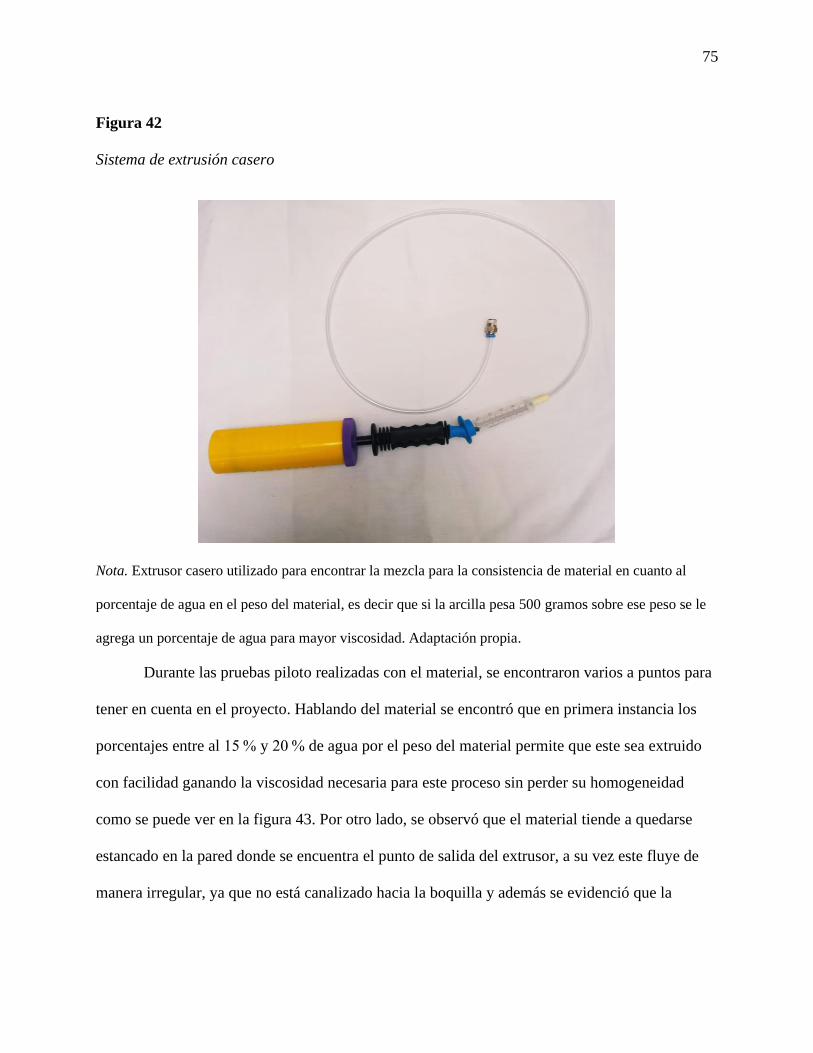
75
Figura 42
Sistema de extrusión casero
Nota. Extrusor casero utilizado para encontrar la mezcla para la consistencia de material en cuanto al
porcentaje de agua en el peso del material, es decir que si la arcilla pesa 500 gramos sobre ese peso se le
agrega un porcentaje de agua para mayor viscosidad. Adaptación propia.
Durante las pruebas piloto realizadas con el material, se encontraron varios a puntos para
tener en cuenta en el proyecto. Hablando del material se encontró que en primera instancia los
porcentajes entre al 15 % y 20 % de agua por el peso del material permite que este sea extruido
con facilidad ganando la viscosidad necesaria para este proceso sin perder su homogeneidad
como se puede ver en la figura 43. Por otro lado, se observó que el material tiende a quedarse
estancado en la pared donde se encuentra el punto de salida del extrusor, a su vez este fluye de
manera irregular, ya que no está canalizado hacia la boquilla y además se evidenció que la
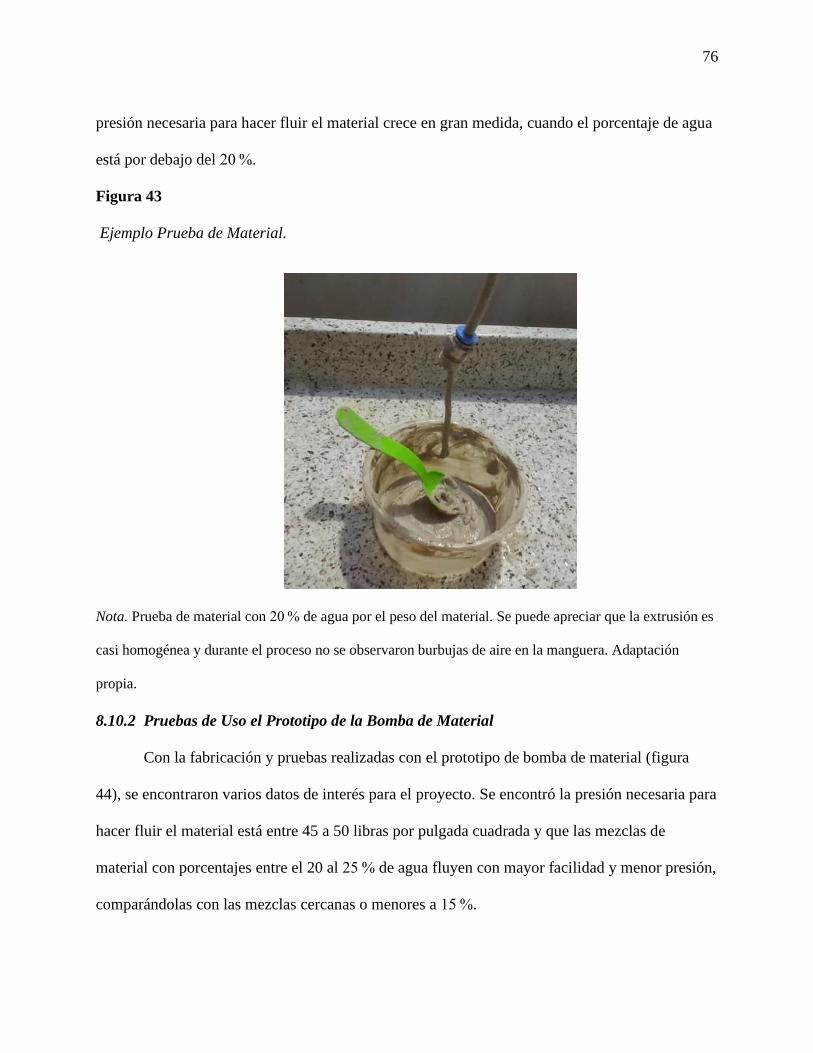
76
presión necesaria para hacer fluir el material crece en gran medida, cuando el porcentaje de agua
está por debajo del 20 %.
Figura 43
Ejemplo Prueba de Material.
Nota. Prueba de material con 20 % de agua por el peso del material. Se puede apreciar que la extrusión es
casi homogénea y durante el proceso no se observaron burbujas de aire en la manguera. Adaptación
propia.
8.10.2 Pruebas de Uso el Prototipo de la Bomba de Material
Con la fabricación y pruebas realizadas con el prototipo de bomba de material (figura
44), se encontraron varios datos de interés para el proyecto. Se encontró la presión necesaria para
hacer fluir el material está entre 45 a 50 libras por pulgada cuadrada y que las mezclas de
material con porcentajes entre el 20 al 25 % de agua fluyen con mayor facilidad y menor presión,
comparándolas con las mezclas cercanas o menores a 15 %.
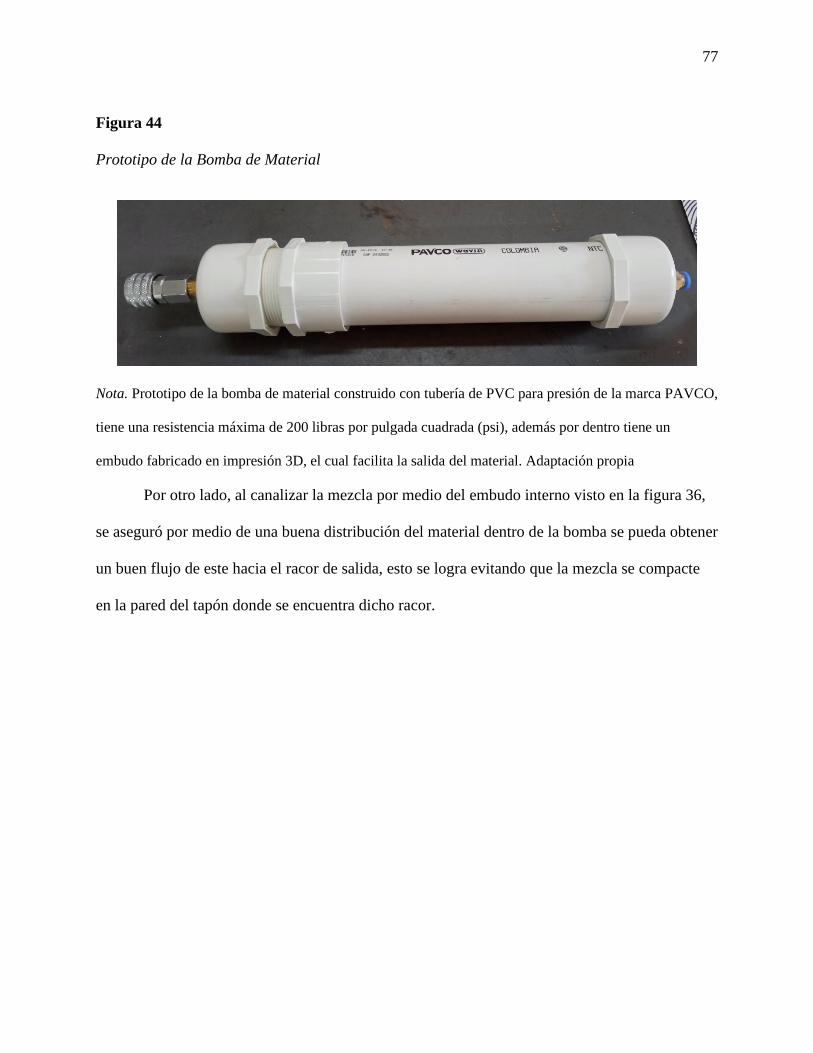
77
Figura 44
Prototipo de la Bomba de Material
Nota. Prototipo de la bomba de material construido con tubería de PVC para presión de la marca PAVCO,
tiene una resistencia máxima de 200 libras por pulgada cuadrada (psi), además por dentro tiene un
embudo fabricado en impresión 3D, el cual facilita la salida del material. Adaptación propia
Por otro lado, al canalizar la mezcla por medio del embudo interno visto en la figura 36,
se aseguró por medio de una buena distribución del material dentro de la bomba se pueda obtener
un buen flujo de este hacia el racor de salida, esto se logra evitando que la mezcla se compacte
en la pared del tapón donde se encuentra dicho racor.
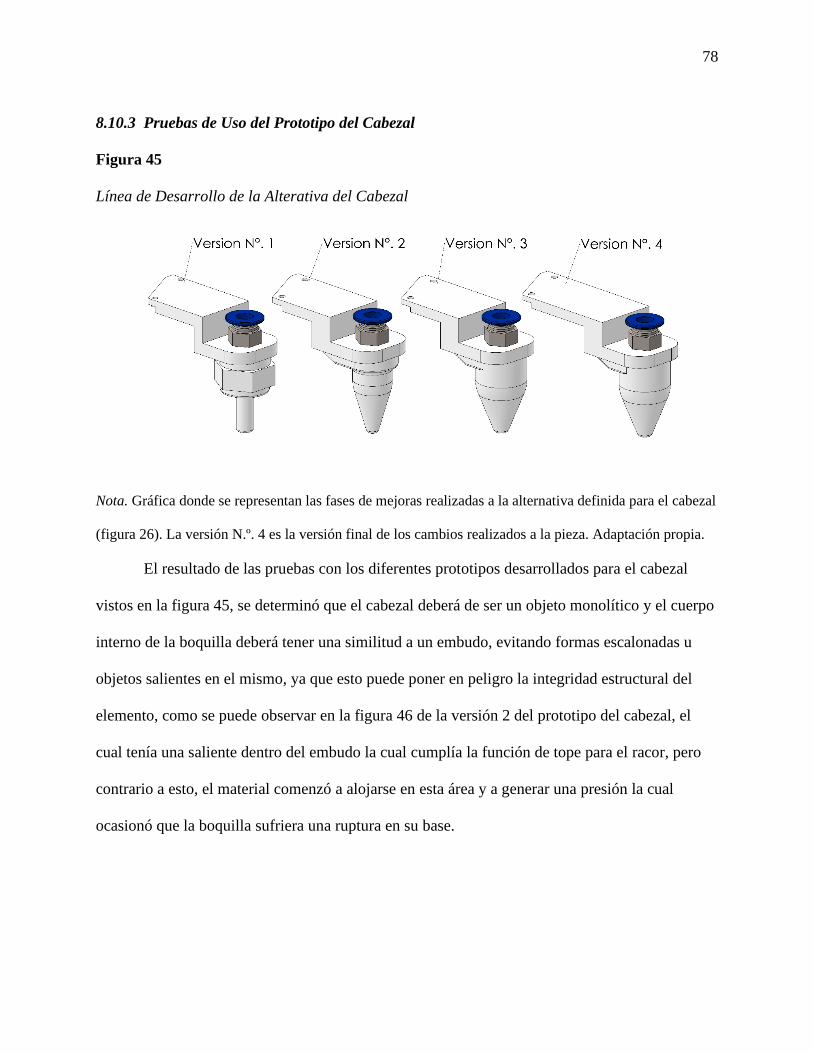
78
8.10.3 Pruebas de Uso del Prototipo del Cabezal
Figura 45
Línea de Desarrollo de la Alterativa del Cabezal
Nota. Gráfica donde se representan las fases de mejoras realizadas a la alternativa definida para el cabezal
(figura 26). La versión N.º. 4 es la versión final de los cambios realizados a la pieza. Adaptación propia.
El resultado de las pruebas con los diferentes prototipos desarrollados para el cabezal
vistos en la figura 45, se determinó que el cabezal deberá de ser un objeto monolítico y el cuerpo
interno de la boquilla deberá tener una similitud a un embudo, evitando formas escalonadas u
objetos salientes en el mismo, ya que esto puede poner en peligro la integridad estructural del
elemento, como se puede observar en la figura 46 de la versión 2 del prototipo del cabezal, el
cual tenía una saliente dentro del embudo la cual cumplía la función de tope para el racor, pero
contrario a esto, el material comenzó a alojarse en esta área y a generar una presión la cual
ocasionó que la boquilla sufriera una ruptura en su base.
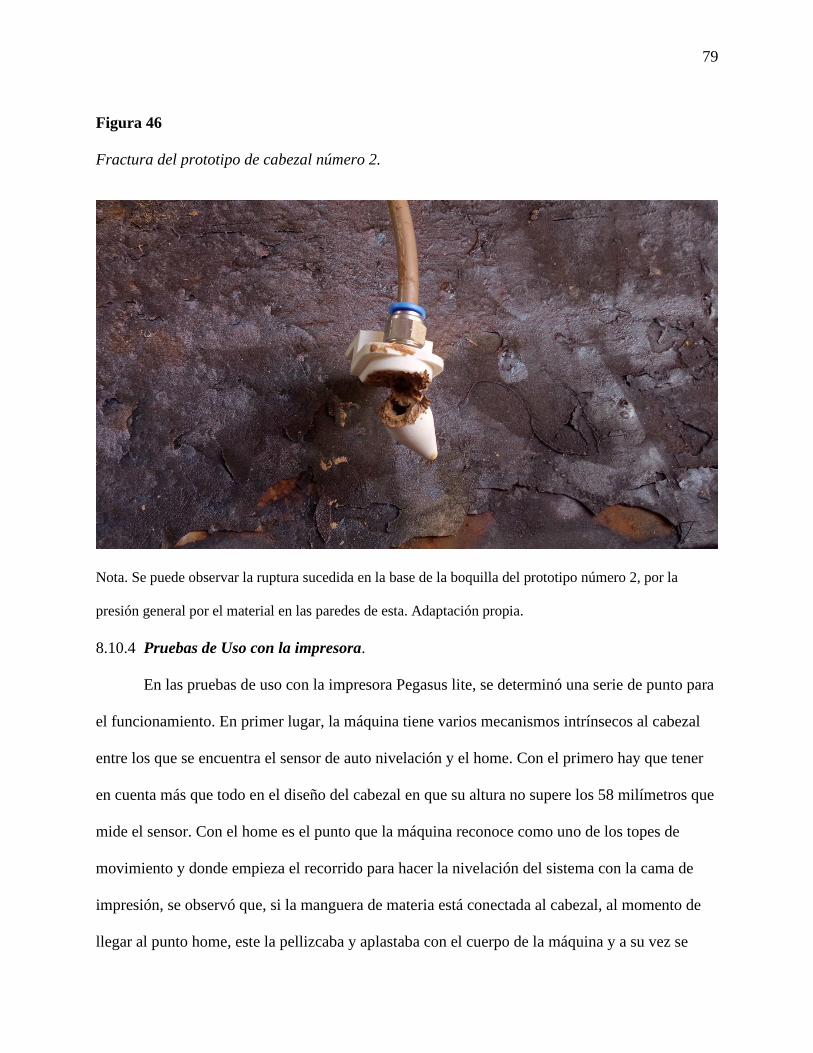
79
Figura 46
Fractura del prototipo de cabezal número 2.
Nota. Se puede observar la ruptura sucedida en la base de la boquilla del prototipo número 2, por la
presión general por el material en las paredes de esta. Adaptación propia.
8.10.4 Pruebas de Uso con la impresora.
En las pruebas de uso con la impresora Pegasus lite, se determinó una serie de punto para
el funcionamiento. En primer lugar, la máquina tiene varios mecanismos intrínsecos al cabezal
entre los que se encuentra el sensor de auto nivelación y el home. Con el primero hay que tener
en cuenta más que todo en el diseño del cabezal en que su altura no supere los 58 milímetros que
mide el sensor. Con el home es el punto que la máquina reconoce como uno de los topes de
movimiento y donde empieza el recorrido para hacer la nivelación del sistema con la cama de
impresión, se observó que, si la manguera de materia está conectada al cabezal, al momento de
llegar al punto home, este la pellizcaba y aplastaba con el cuerpo de la máquina y a su vez se
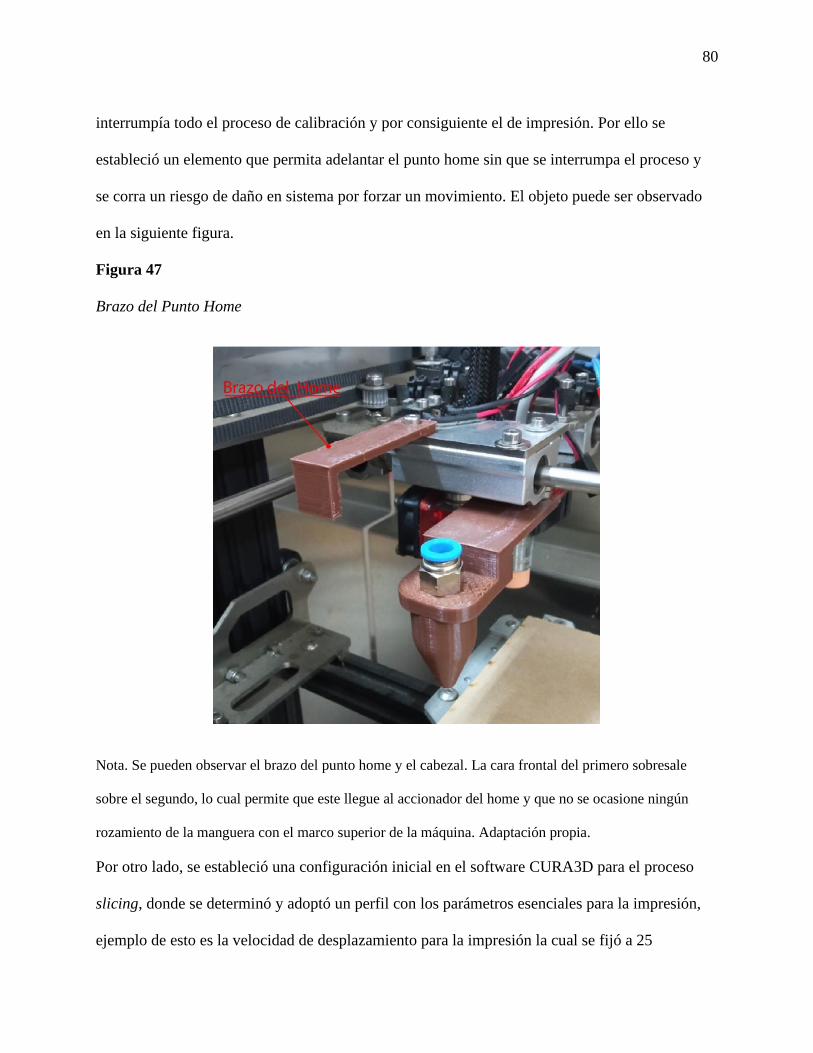
80
interrumpía todo el proceso de calibración y por consiguiente el de impresión. Por ello se
estableció un elemento que permita adelantar el punto home sin que se interrumpa el proceso y
se corra un riesgo de daño en sistema por forzar un movimiento. El objeto puede ser observado
en la siguiente figura.
Figura 47
Brazo del Punto Home
Nota. Se pueden observar el brazo del punto home y el cabezal. La cara frontal del primero sobresale
sobre el segundo, lo cual permite que este llegue al accionador del home y que no se ocasione ningún
rozamiento de la manguera con el marco superior de la máquina. Adaptación propia.
Por otro lado, se estableció una configuración inicial en el software CURA3D para el proceso
slicing, donde se determinó y adoptó un perfil con los parámetros esenciales para la impresión,
ejemplo de esto es la velocidad de desplazamiento para la impresión la cual se fijó a 25
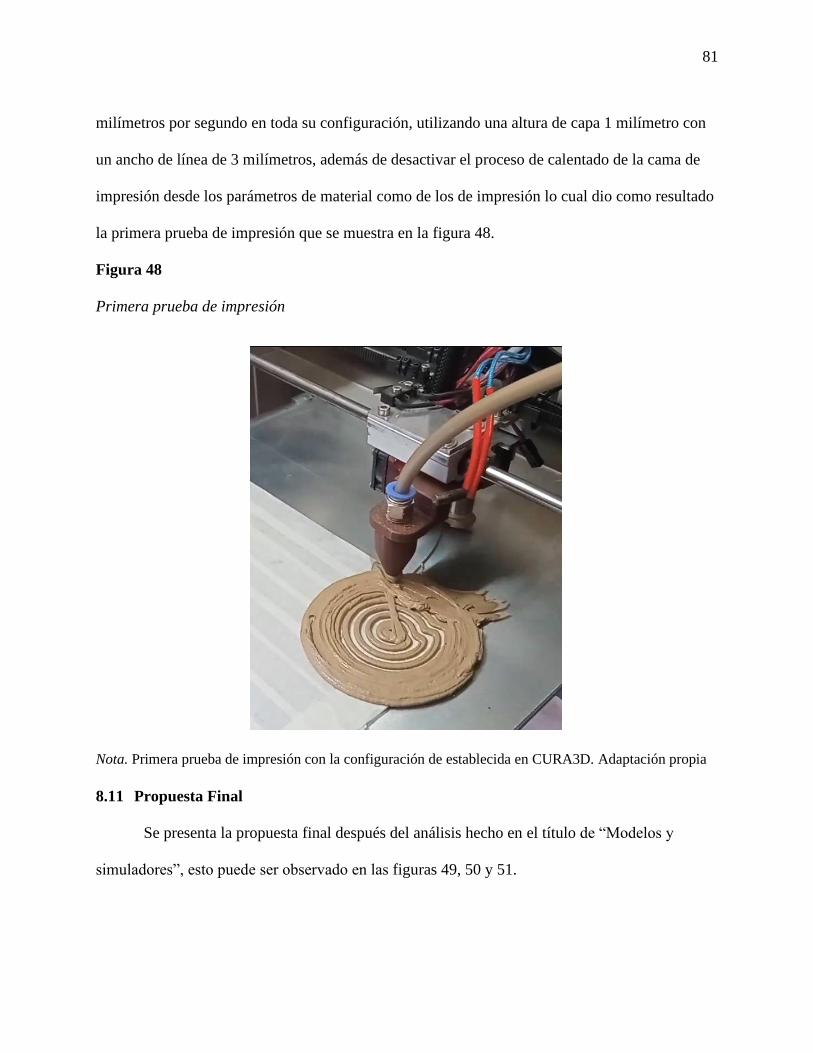
81
milímetros por segundo en toda su configuración, utilizando una altura de capa 1 milímetro con
un ancho de línea de 3 milímetros, además de desactivar el proceso de calentado de la cama de
impresión desde los parámetros de material como de los de impresión lo cual dio como resultado
la primera prueba de impresión que se muestra en la figura 48.
Figura 48
Primera prueba de impresión
Nota. Primera prueba de impresión con la configuración de establecida en CURA3D. Adaptación propia
8.11 Propuesta Final
Se presenta la propuesta final después del análisis hecho en el título de “Modelos y
simuladores”, esto puede ser observado en las figuras 49, 50 y 51.
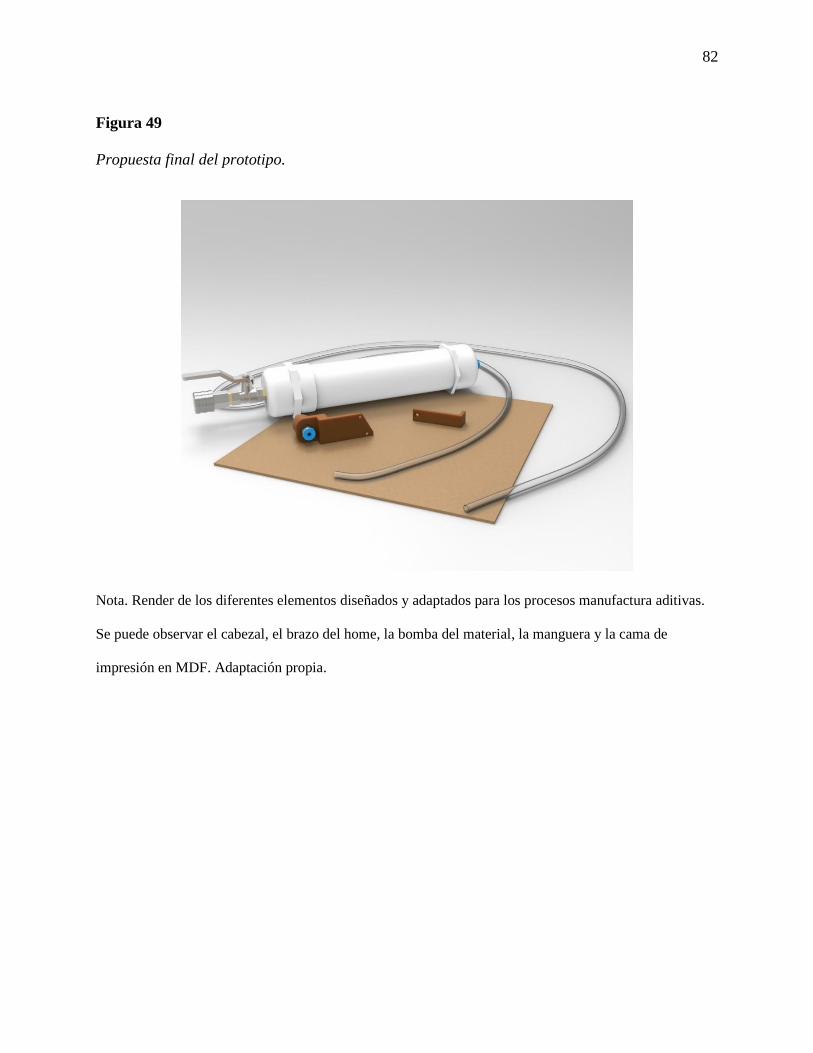
82
Figura 49
Propuesta final del prototipo.
Nota. Render de los diferentes elementos diseñados y adaptados para los procesos manufactura aditivas.
Se puede observar el cabezal, el brazo del home, la bomba del material, la manguera y la cama de
impresión en MDF. Adaptación propia.
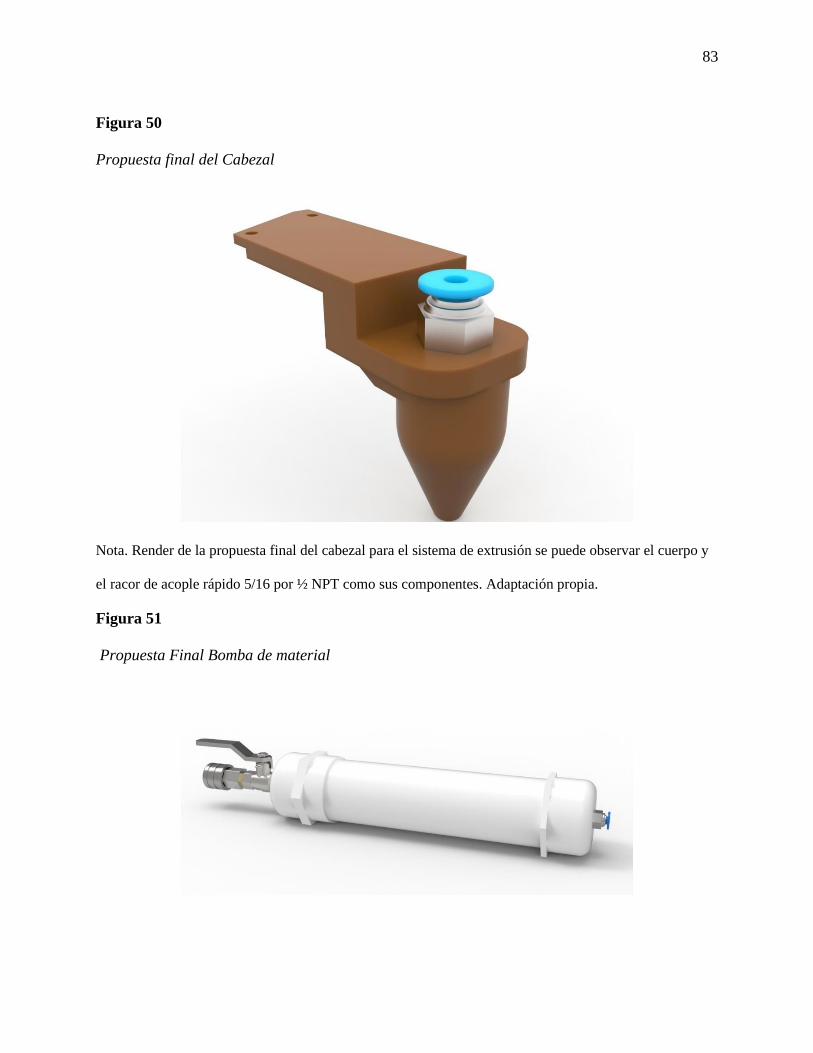
83
Figura 50
Propuesta final del Cabezal
Nota. Render de la propuesta final del cabezal para el sistema de extrusión se puede observar el cuerpo y
el racor de acople rápido 5/16 por ½ NPT como sus componentes. Adaptación propia.
Figura 51
Propuesta Final Bomba de material
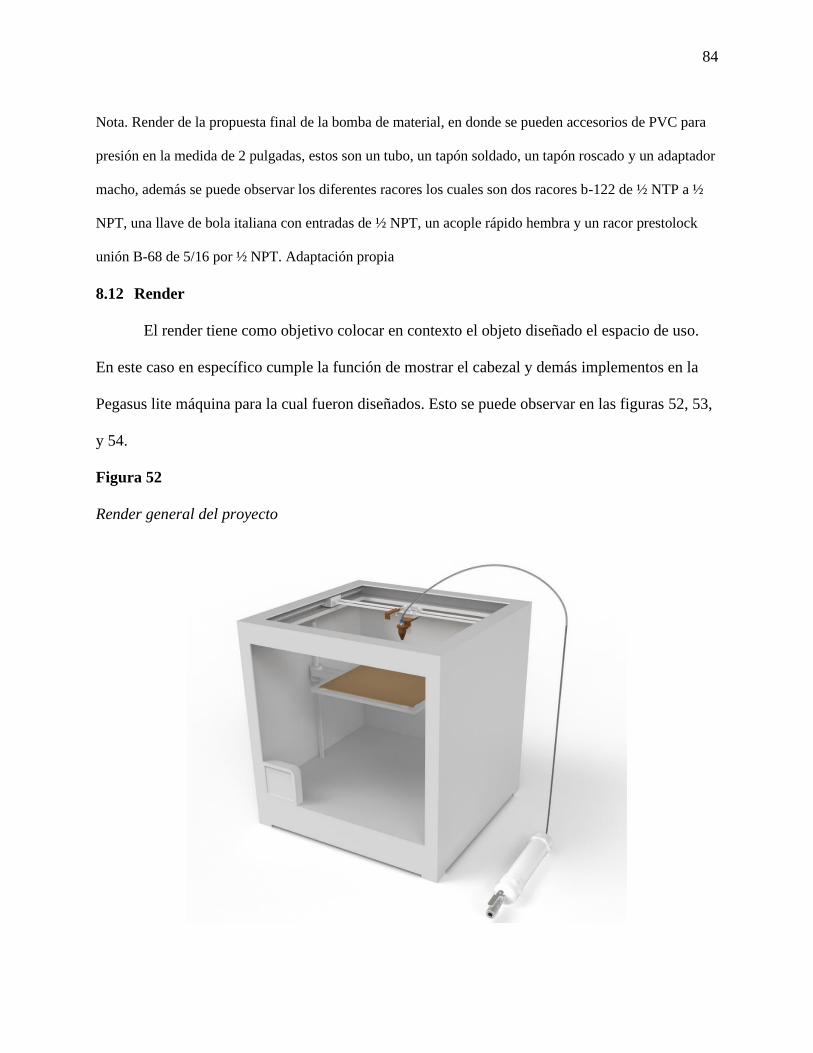
84
Nota. Render de la propuesta final de la bomba de material, en donde se pueden accesorios de PVC para
presión en la medida de 2 pulgadas, estos son un tubo, un tapón soldado, un tapón roscado y un adaptador
macho, además se puede observar los diferentes racores los cuales son dos racores b-122 de ½ NTP a ½
NPT, una llave de bola italiana con entradas de ½ NPT, un acople rápido hembra y un racor prestolock
unión B-68 de 5/16 por ½ NPT. Adaptación propia
8.12 Render
El render tiene como objetivo colocar en contexto el objeto diseñado el espacio de uso.
En este caso en específico cumple la función de mostrar el cabezal y demás implementos en la
Pegasus lite máquina para la cual fueron diseñados. Esto se puede observar en las figuras 52, 53,
y 54.
Figura 52
Render general del proyecto
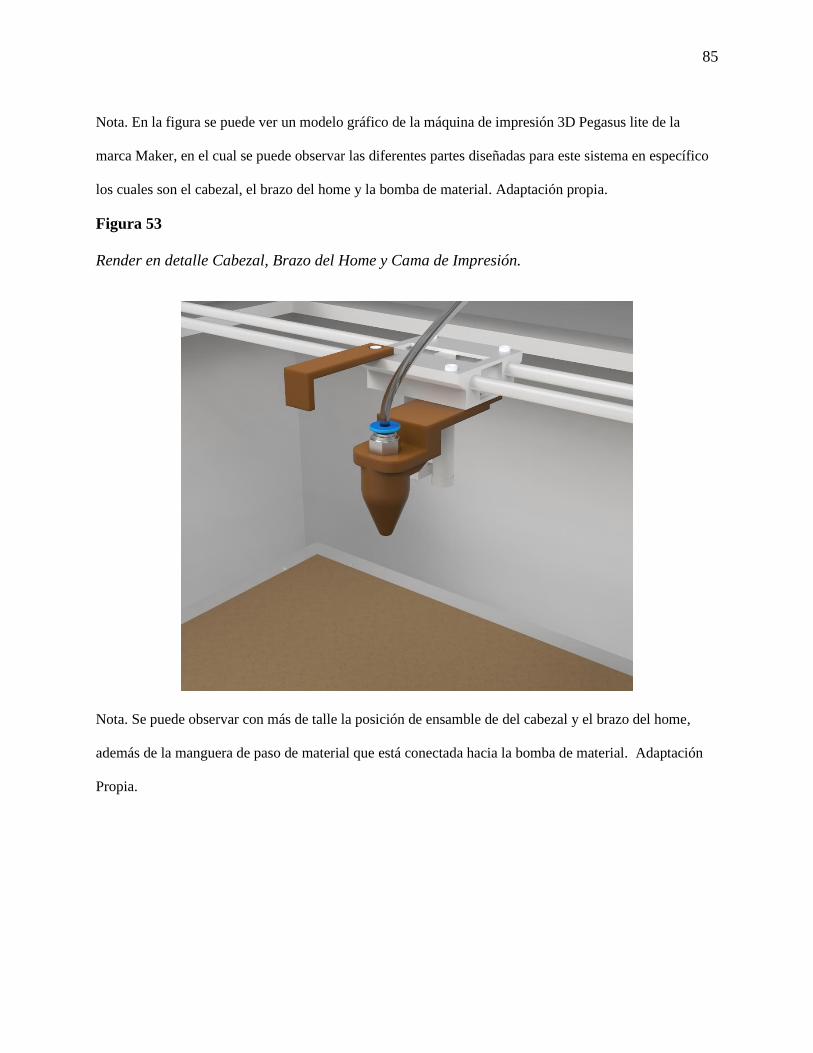
85
Nota. En la figura se puede ver un modelo gráfico de la máquina de impresión 3D Pegasus lite de la
marca Maker, en el cual se puede observar las diferentes partes diseñadas para este sistema en específico
los cuales son el cabezal, el brazo del home y la bomba de material. Adaptación propia.
Figura 53
Render en detalle Cabezal, Brazo del Home y Cama de Impresión.
Nota. Se puede observar con más de talle la posición de ensamble de del cabezal y el brazo del home,
además de la manguera de paso de material que está conectada hacia la bomba de material. Adaptación
Propia.
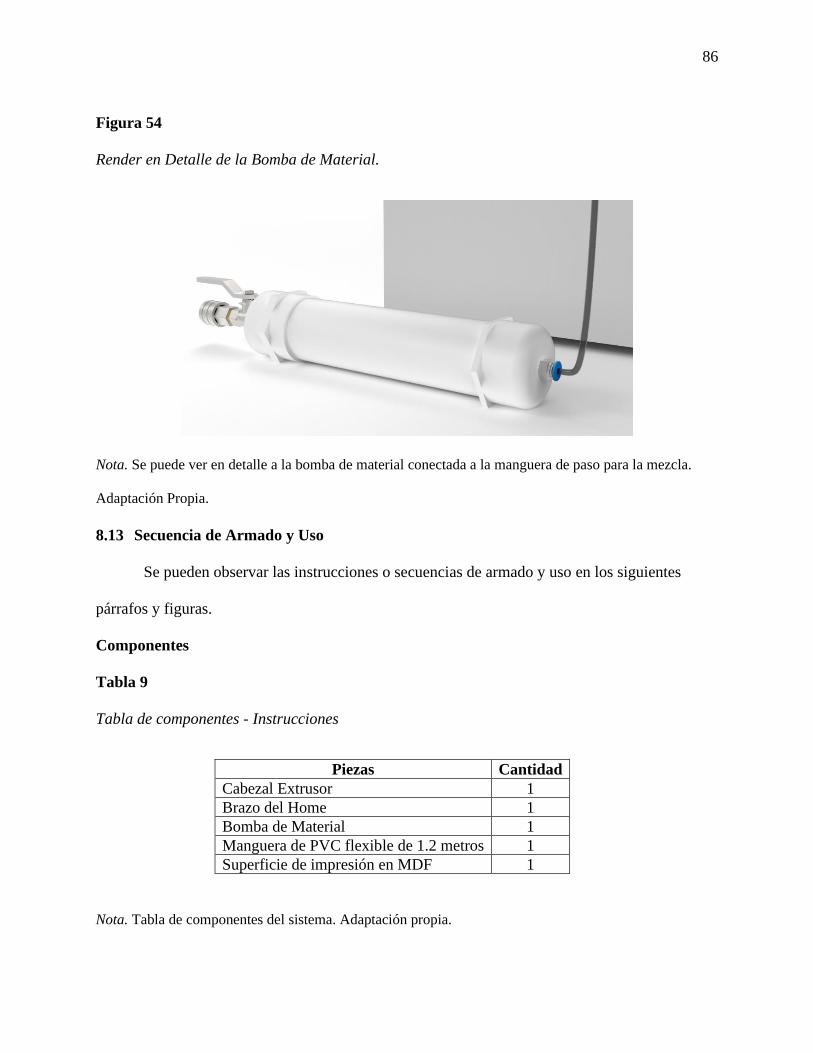
86
Figura 54
Render en Detalle de la Bomba de Material.
Nota. Se puede ver en detalle a la bomba de material conectada a la manguera de paso para la mezcla.
Adaptación Propia.
8.13 Secuencia de Armado y Uso
Se pueden observar las instrucciones o secuencias de armado y uso en los siguientes
párrafos y figuras.
Componentes
Tabla 9
Tabla de componentes - Instrucciones
Piezas Cantidad
Cabezal Extrusor 1
Brazo del Home 1
Bomba de Material 1
Manguera de PVC flexible de 1.2 metros 1
Superficie de impresión en MDF 1
Nota. Tabla de componentes del sistema. Adaptación propia.
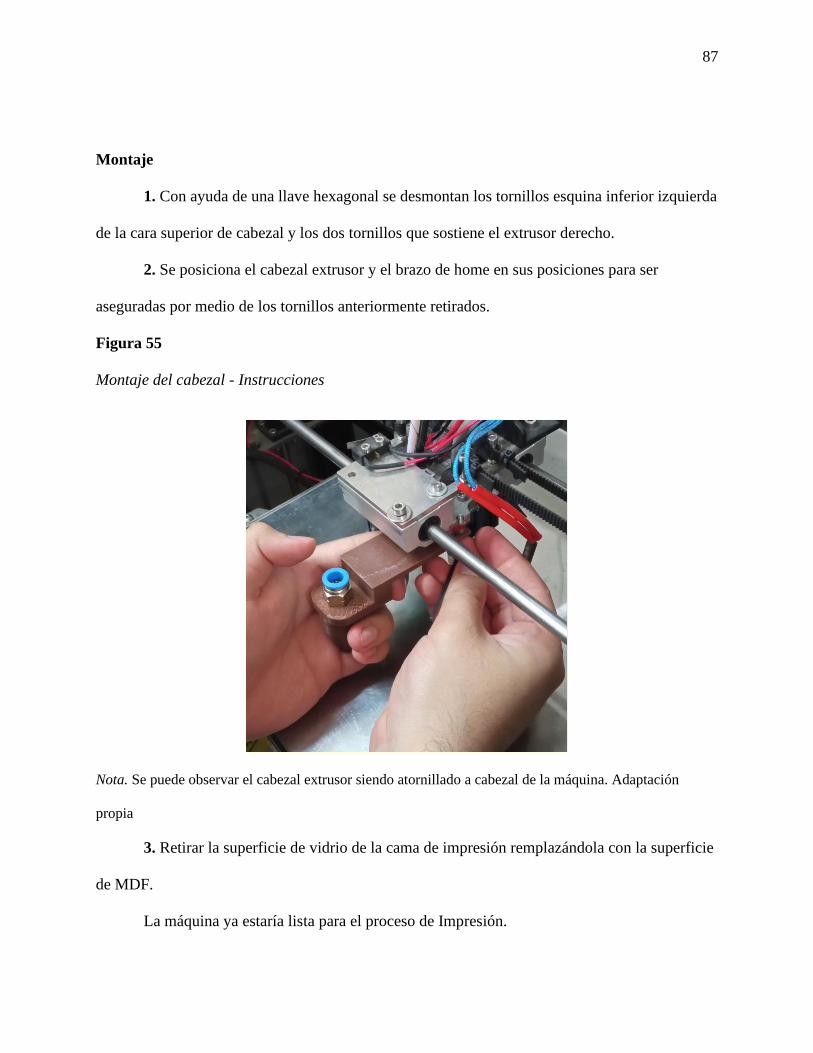
87
Montaje
1. Con ayuda de una llave hexagonal se desmontan los tornillos esquina inferior izquierda
de la cara superior de cabezal y los dos tornillos que sostiene el extrusor derecho.
2. Se posiciona el cabezal extrusor y el brazo de home en sus posiciones para ser
aseguradas por medio de los tornillos anteriormente retirados.
Figura 55
Montaje del cabezal - Instrucciones
Nota. Se puede observar el cabezal extrusor siendo atornillado a cabezal de la máquina. Adaptación
propia
3. Retirar la superficie de vidrio de la cama de impresión remplazándola con la superficie
de MDF.
La máquina ya estaría lista para el proceso de Impresión.
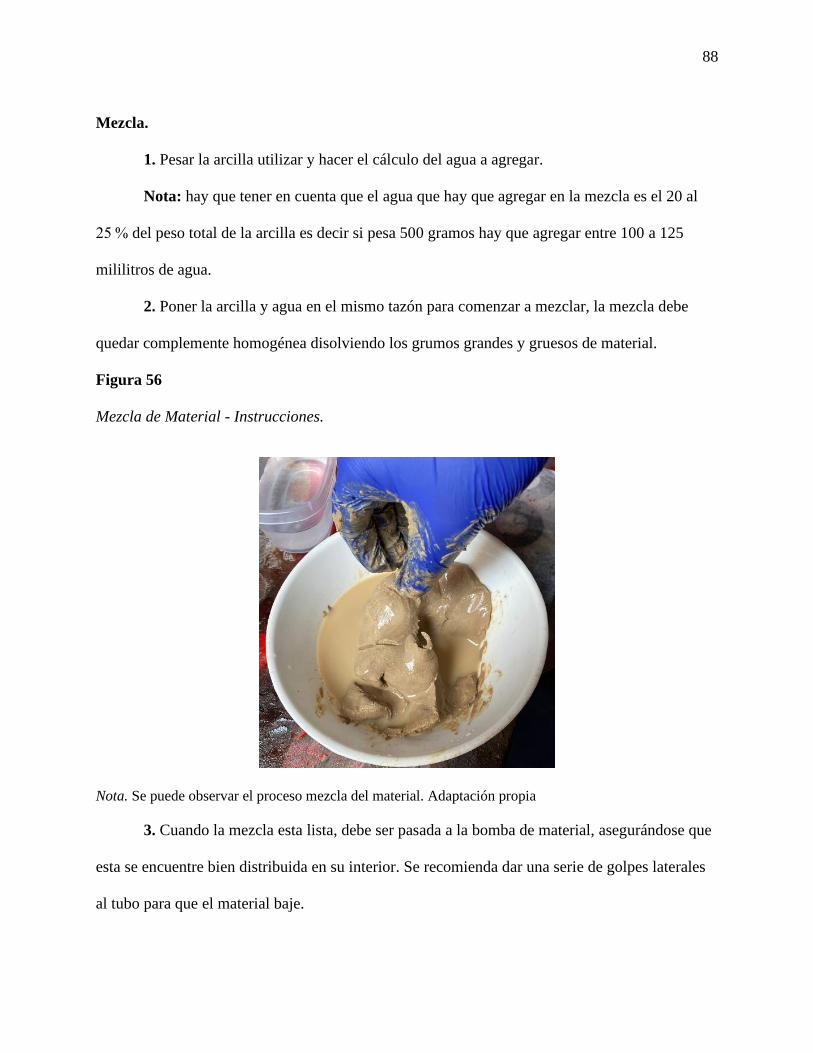
88
Mezcla.
1. Pesar la arcilla utilizar y hacer el cálculo del agua a agregar.
Nota: hay que tener en cuenta que el agua que hay que agregar en la mezcla es el 20 al
25 % del peso total de la arcilla es decir si pesa 500 gramos hay que agregar entre 100 a 125
mililitros de agua.
2. Poner la arcilla y agua en el mismo tazón para comenzar a mezclar, la mezcla debe
quedar complemente homogénea disolviendo los grumos grandes y gruesos de material.
Figura 56
Mezcla de Material - Instrucciones.
Nota. Se puede observar el proceso mezcla del material. Adaptación propia
3. Cuando la mezcla esta lista, debe ser pasada a la bomba de material, asegurándose que
esta se encuentre bien distribuida en su interior. Se recomienda dar una serie de golpes laterales
al tubo para que el material baje.
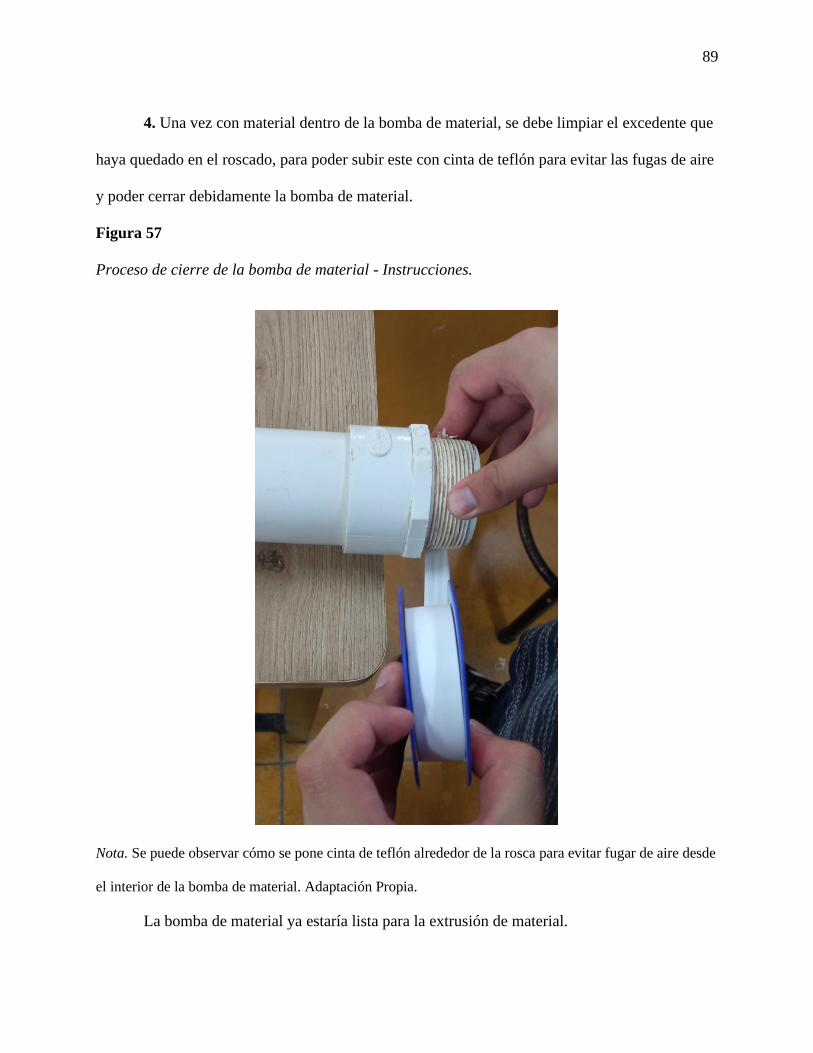
89
4. Una vez con material dentro de la bomba de material, se debe limpiar el excedente que
haya quedado en el roscado, para poder subir este con cinta de teflón para evitar las fugas de aire
y poder cerrar debidamente la bomba de material.
Figura 57
Proceso de cierre de la bomba de material - Instrucciones.
Nota. Se puede observar cómo se pone cinta de teflón alrededor de la rosca para evitar fugar de aire desde
el interior de la bomba de material. Adaptación Propia.
La bomba de material ya estaría lista para la extrusión de material.
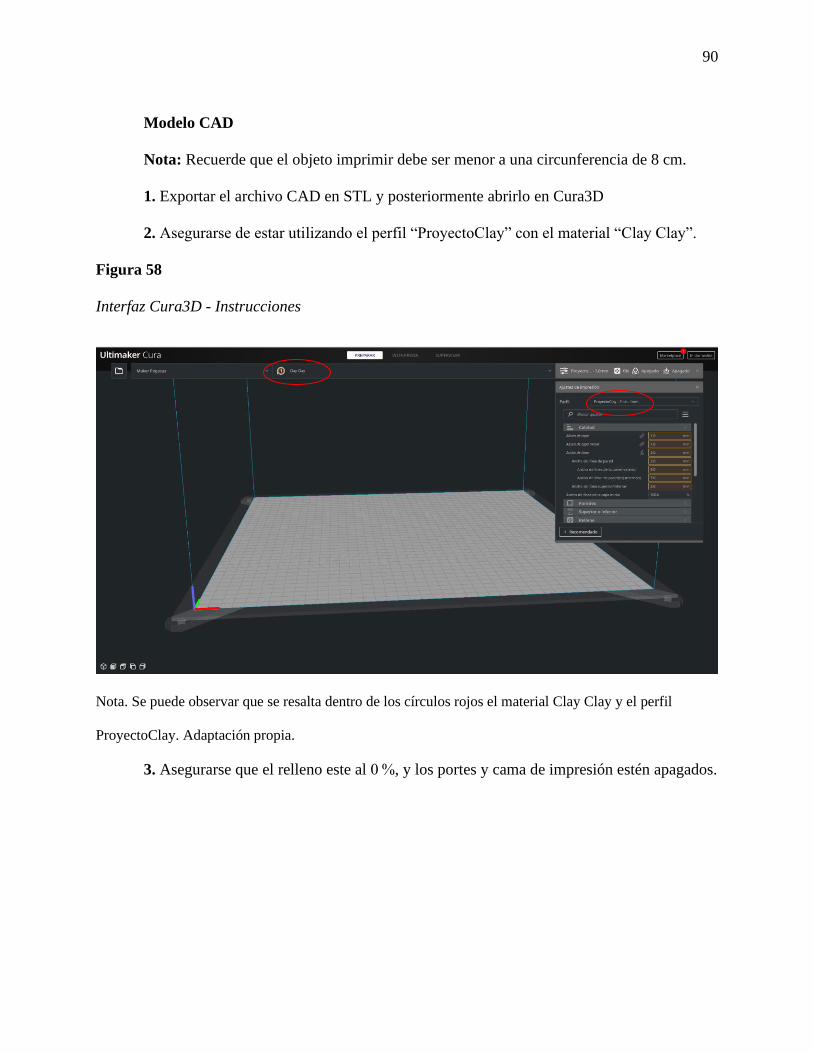
90
Modelo CAD
Nota: Recuerde que el objeto imprimir debe ser menor a una circunferencia de 8 cm.
1. Exportar el archivo CAD en STL y posteriormente abrirlo en Cura3D
2. Asegurarse de estar utilizando el perfil “ProyectoClay” con el material “Clay Clay”.
Figura 58
Interfaz Cura3D - Instrucciones
Nota. Se puede observar que se resalta dentro de los círculos rojos el material Clay Clay y el perfil
ProyectoClay. Adaptación propia.
3. Asegurarse que el relleno este al 0 %, y los portes y cama de impresión estén apagados.
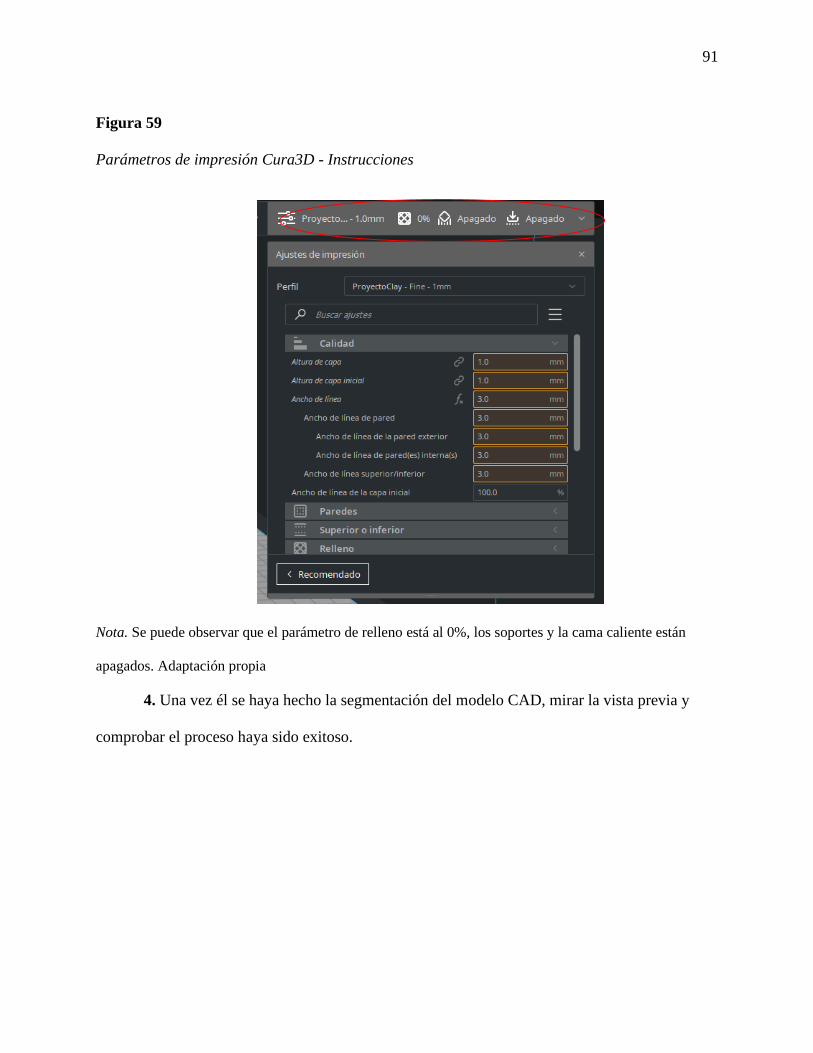
91
Figura 59
Parámetros de impresión Cura3D - Instrucciones
Nota. Se puede observar que el parámetro de relleno está al 0%, los soportes y la cama caliente están
apagados. Adaptación propia
4. Una vez él se haya hecho la segmentación del modelo CAD, mirar la vista previa y
comprobar el proceso haya sido exitoso.
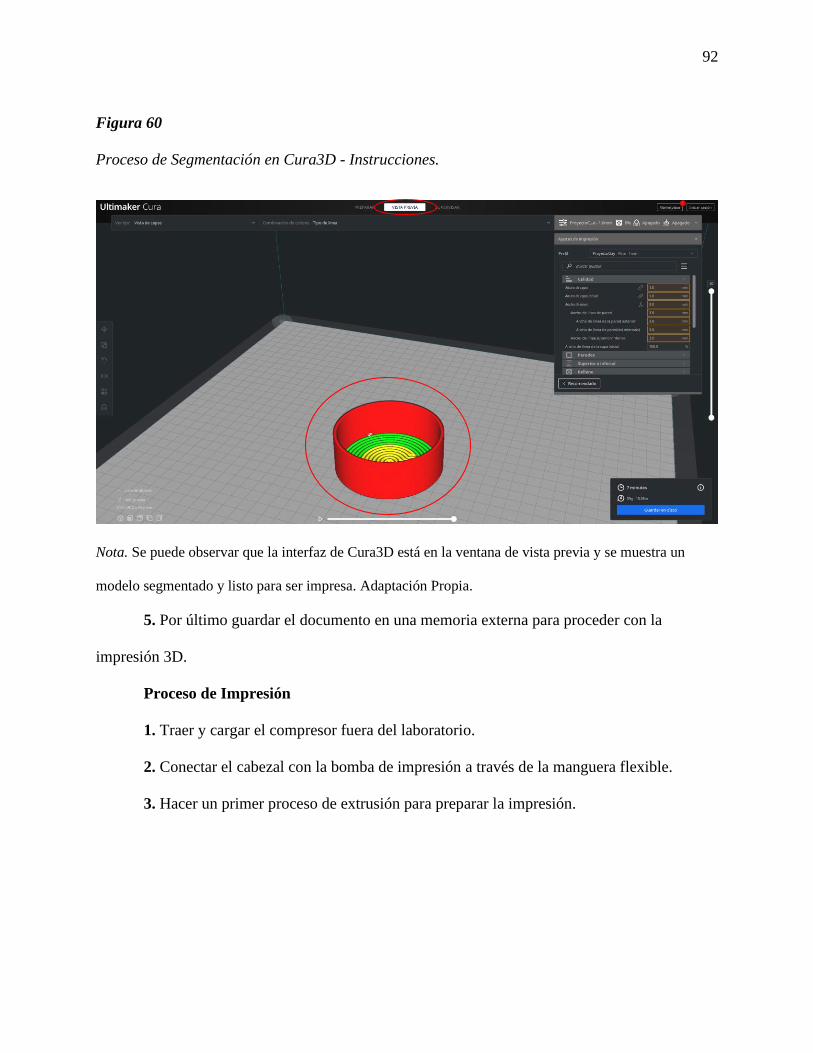
92
Figura 60
Proceso de Segmentación en Cura3D - Instrucciones.
Nota. Se puede observar que la interfaz de Cura3D está en la ventana de vista previa y se muestra un
modelo segmentado y listo para ser impresa. Adaptación Propia.
5. Por último guardar el documento en una memoria externa para proceder con la
impresión 3D.
Proceso de Impresión
1. Traer y cargar el compresor fuera del laboratorio.
2. Conectar el cabezal con la bomba de impresión a través de la manguera flexible.
3. Hacer un primer proceso de extrusión para preparar la impresión.
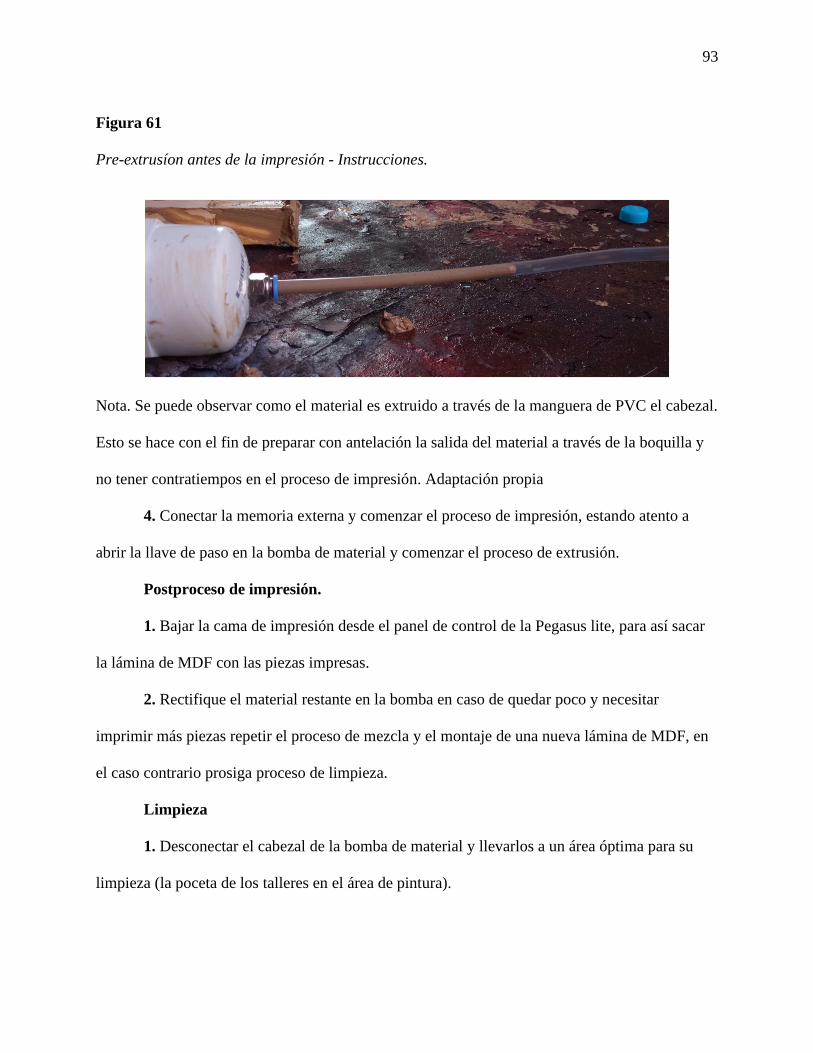
93
Figura 61
Pre-extrusíon antes de la impresión - Instrucciones.
Nota. Se puede observar como el material es extruido a través de la manguera de PVC el cabezal.
Esto se hace con el fin de preparar con antelación la salida del material a través de la boquilla y
no tener contratiempos en el proceso de impresión. Adaptación propia
4. Conectar la memoria externa y comenzar el proceso de impresión, estando atento a
abrir la llave de paso en la bomba de material y comenzar el proceso de extrusión.
Postproceso de impresión.
1. Bajar la cama de impresión desde el panel de control de la Pegasus lite, para así sacar
la lámina de MDF con las piezas impresas.
2. Rectifique el material restante en la bomba en caso de quedar poco y necesitar
imprimir más piezas repetir el proceso de mezcla y el montaje de una nueva lámina de MDF, en
el caso contrario prosiga proceso de limpieza.
Limpieza
1. Desconectar el cabezal de la bomba de material y llevarlos a un área óptima para su
limpieza (la poceta de los talleres en el área de pintura).
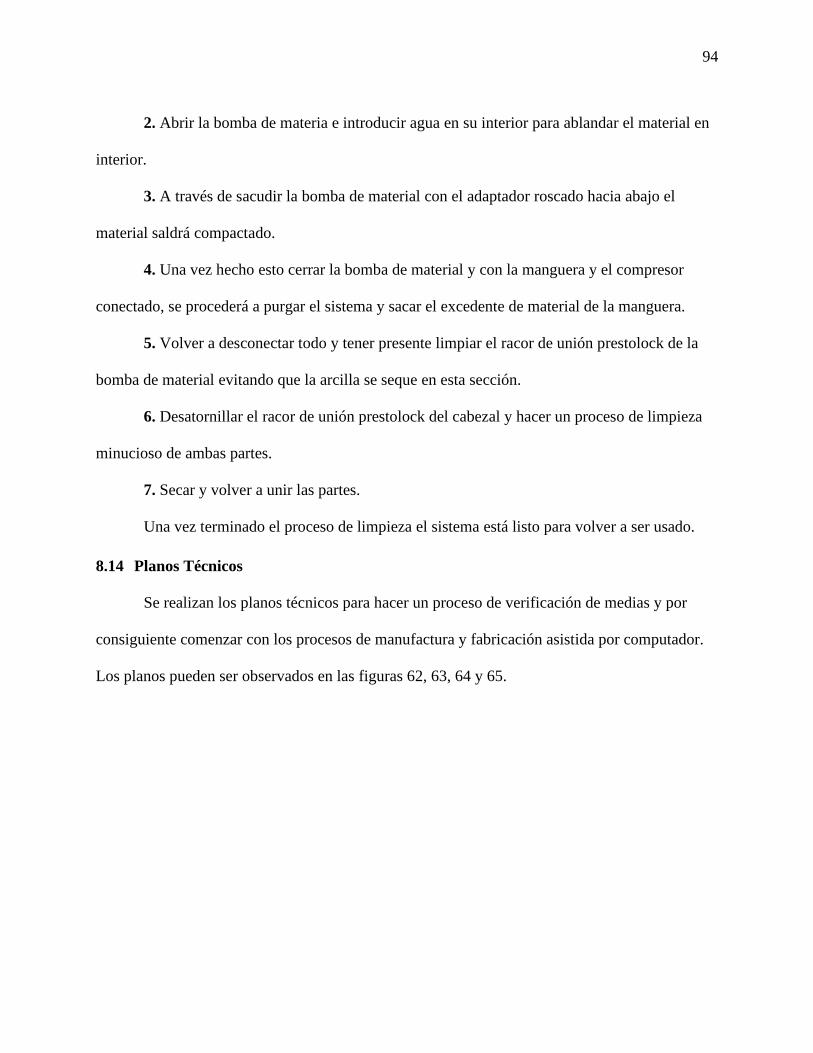
94
2. Abrir la bomba de materia e introducir agua en su interior para ablandar el material en
interior.
3. A través de sacudir la bomba de material con el adaptador roscado hacia abajo el
material saldrá compactado.
4. Una vez hecho esto cerrar la bomba de material y con la manguera y el compresor
conectado, se procederá a purgar el sistema y sacar el excedente de material de la manguera.
5. Volver a desconectar todo y tener presente limpiar el racor de unión prestolock de la
bomba de material evitando que la arcilla se seque en esta sección.
6. Desatornillar el racor de unión prestolock del cabezal y hacer un proceso de limpieza
minucioso de ambas partes.
7. Secar y volver a unir las partes.
Una vez terminado el proceso de limpieza el sistema está listo para volver a ser usado.
8.14 Planos Técnicos
Se realizan los planos técnicos para hacer un proceso de verificación de medias y por
consiguiente comenzar con los procesos de manufactura y fabricación asistida por computador.
Los planos pueden ser observados en las figuras 62, 63, 64 y 65.
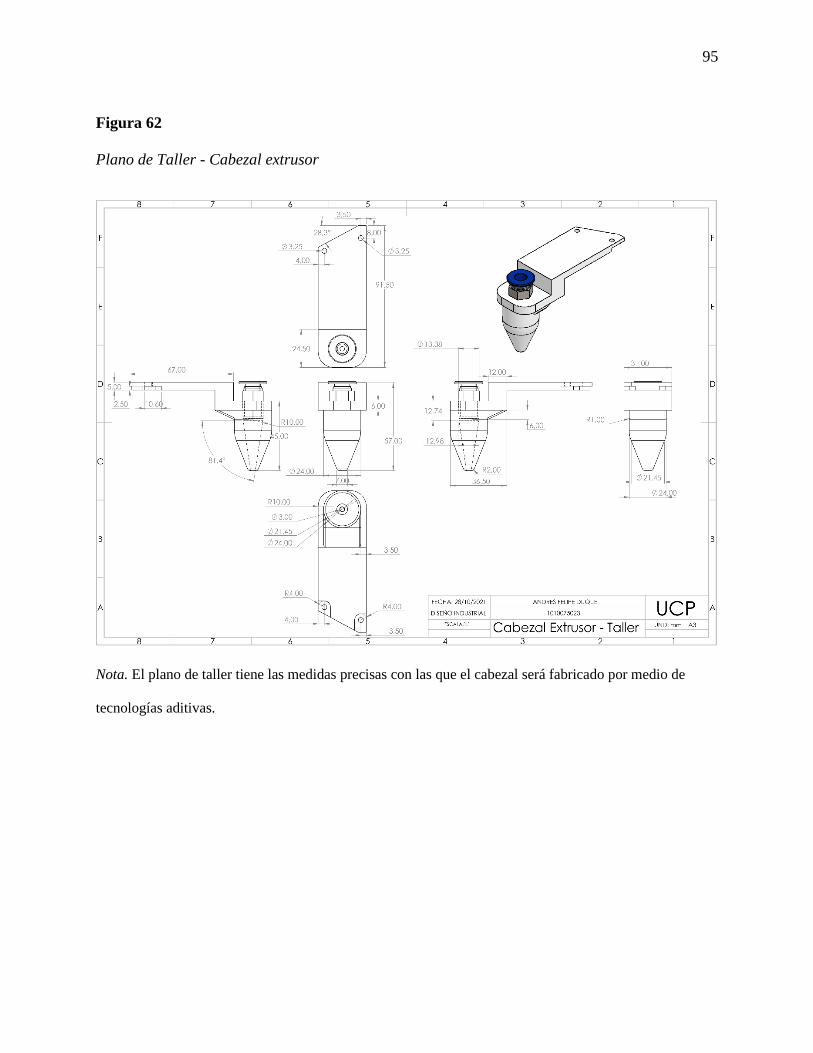
95
Figura 62
Plano de Taller - Cabezal extrusor
Nota. El plano de taller tiene las medidas precisas con las que el cabezal será fabricado por medio de
tecnologías aditivas.
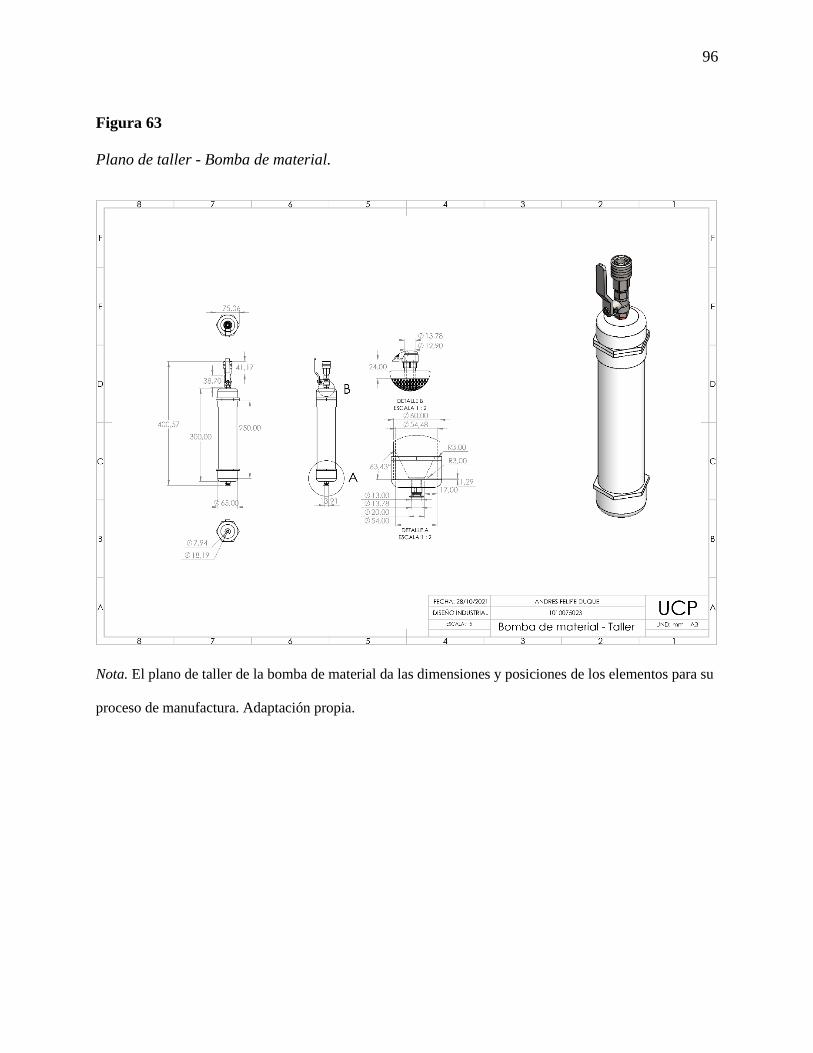
96
Figura 63
Plano de taller - Bomba de material.
Nota. El plano de taller de la bomba de material da las dimensiones y posiciones de los elementos para su
proceso de manufactura. Adaptación propia.
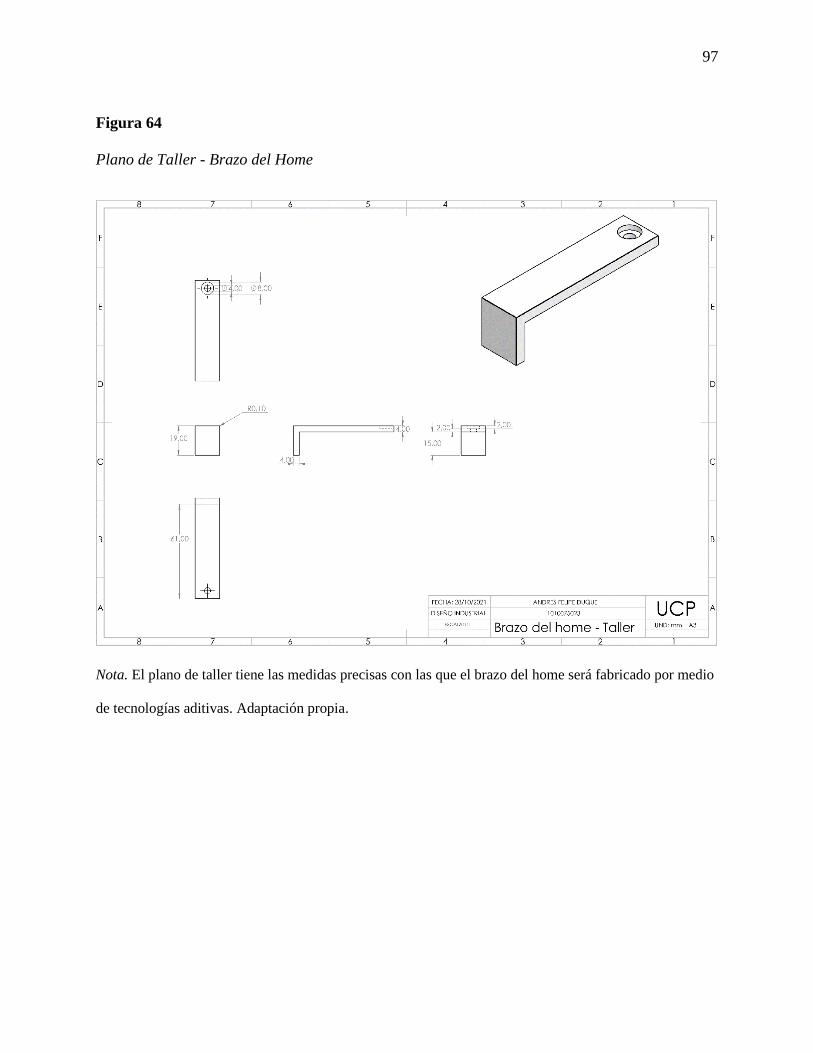
97
Figura 64
Plano de Taller - Brazo del Home
Nota. El plano de taller tiene las medidas precisas con las que el brazo del home será fabricado por medio
de tecnologías aditivas. Adaptación propia.
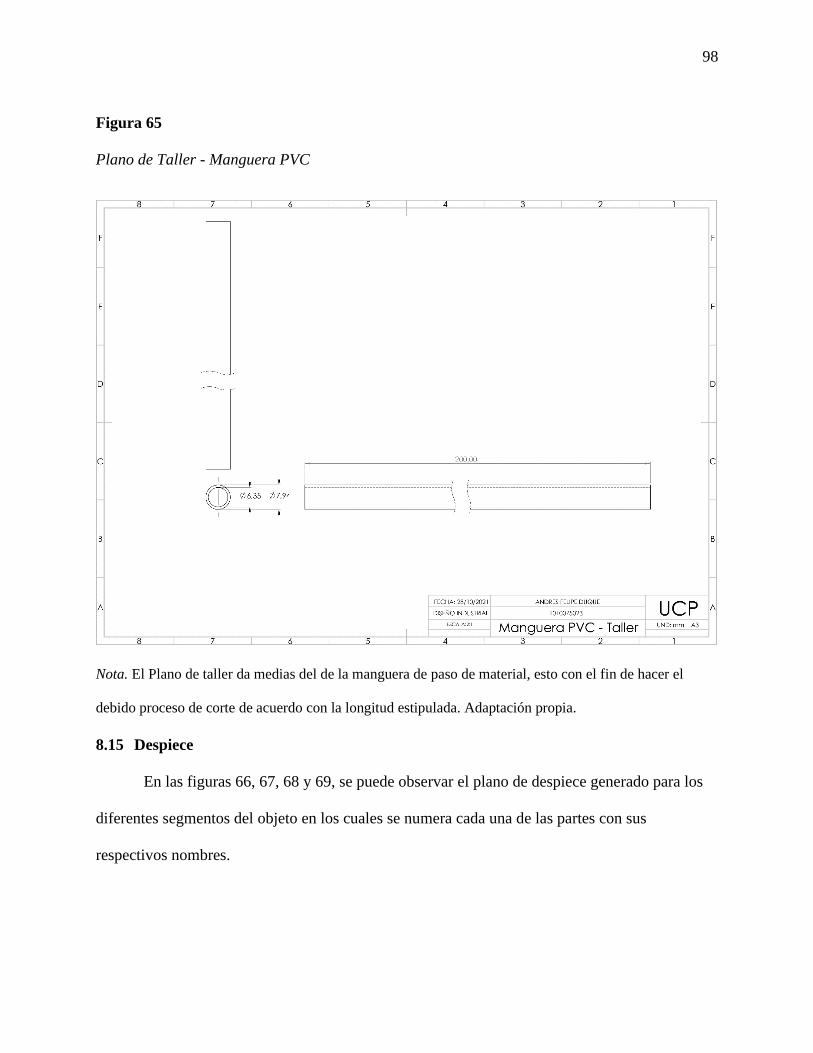
98
Figura 65
Plano de Taller - Manguera PVC
Nota. El Plano de taller da medias del de la manguera de paso de material, esto con el fin de hacer el
debido proceso de corte de acuerdo con la longitud estipulada. Adaptación propia.
8.15 Despiece
En las figuras 66, 67, 68 y 69, se puede observar el plano de despiece generado para los
diferentes segmentos del objeto en los cuales se numera cada una de las partes con sus
respectivos nombres.
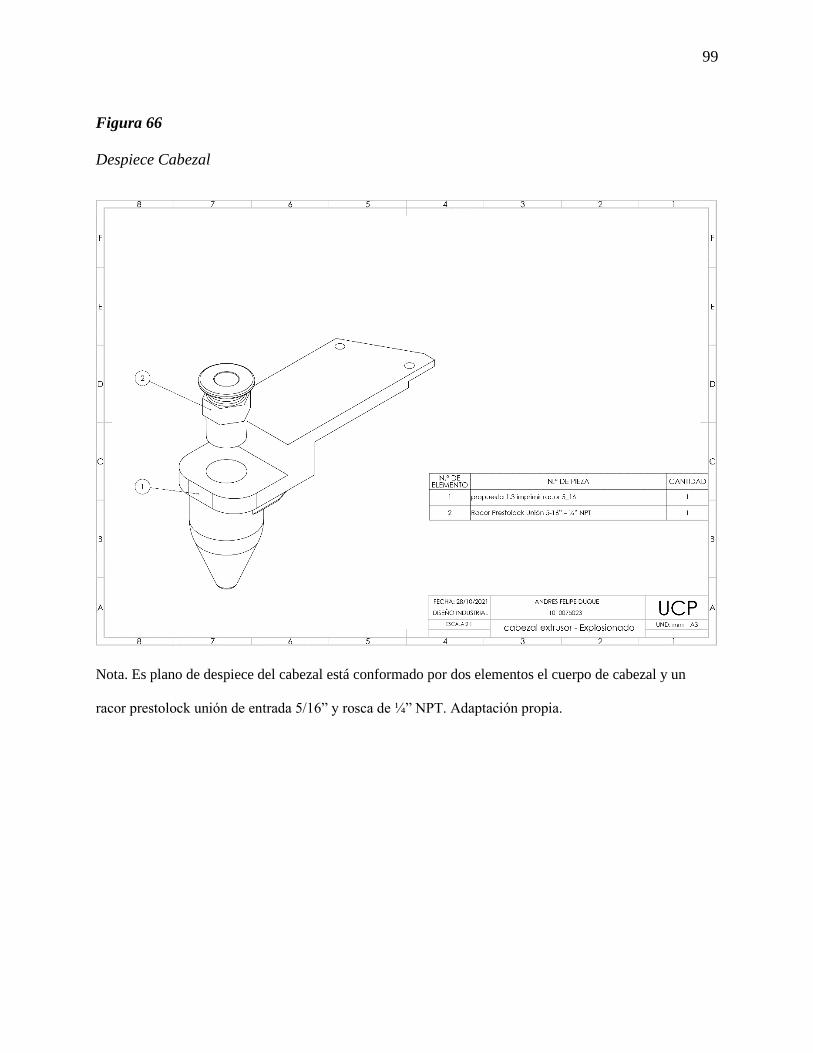
99
Figura 66
Despiece Cabezal
Nota. Es plano de despiece del cabezal está conformado por dos elementos el cuerpo de cabezal y un
racor prestolock unión de entrada 5/16” y rosca de ¼” NPT. Adaptación propia.
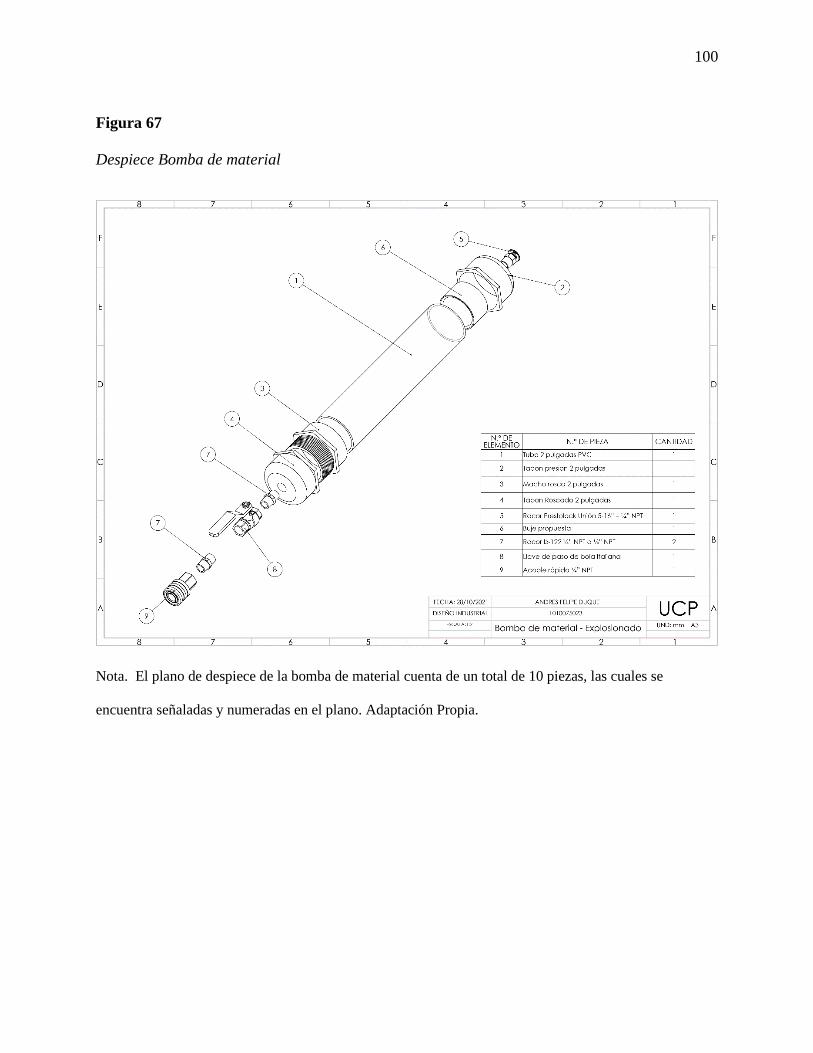
100
Figura 67
Despiece Bomba de material
Nota. El plano de despiece de la bomba de material cuenta de un total de 10 piezas, las cuales se
encuentra señaladas y numeradas en el plano. Adaptación Propia.
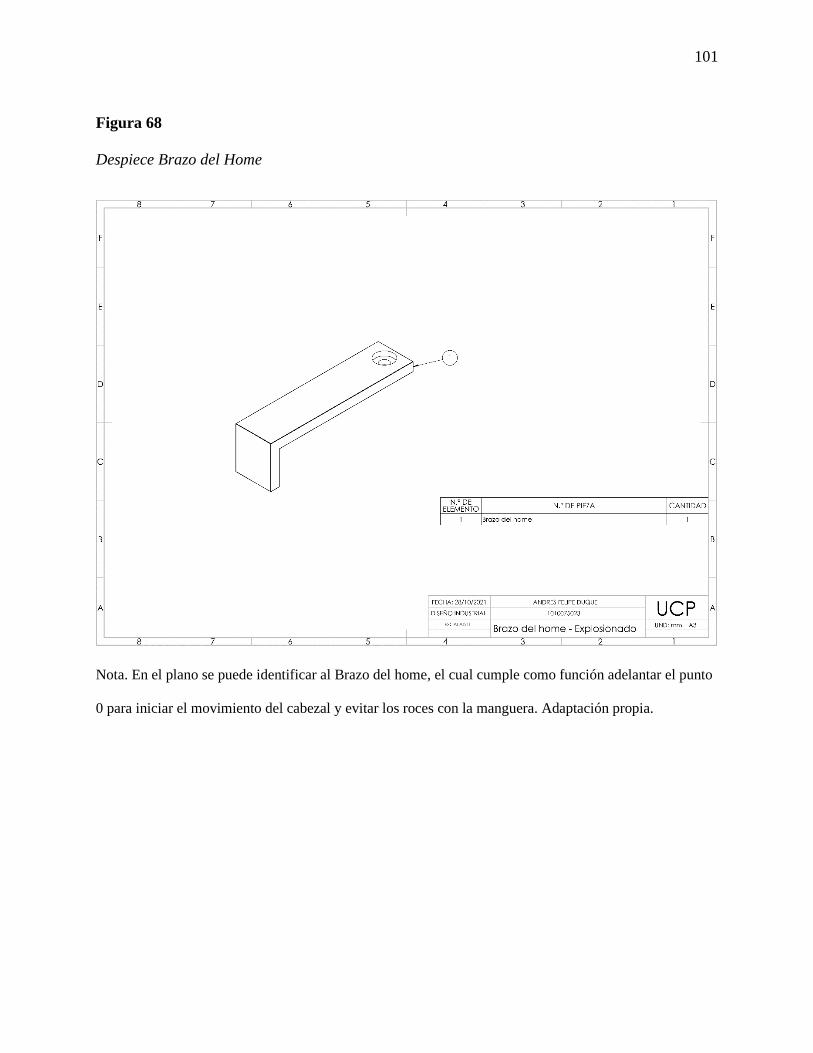
101
Figura 68
Despiece Brazo del Home
Nota. En el plano se puede identificar al Brazo del home, el cual cumple como función adelantar el punto
0 para iniciar el movimiento del cabezal y evitar los roces con la manguera. Adaptación propia.
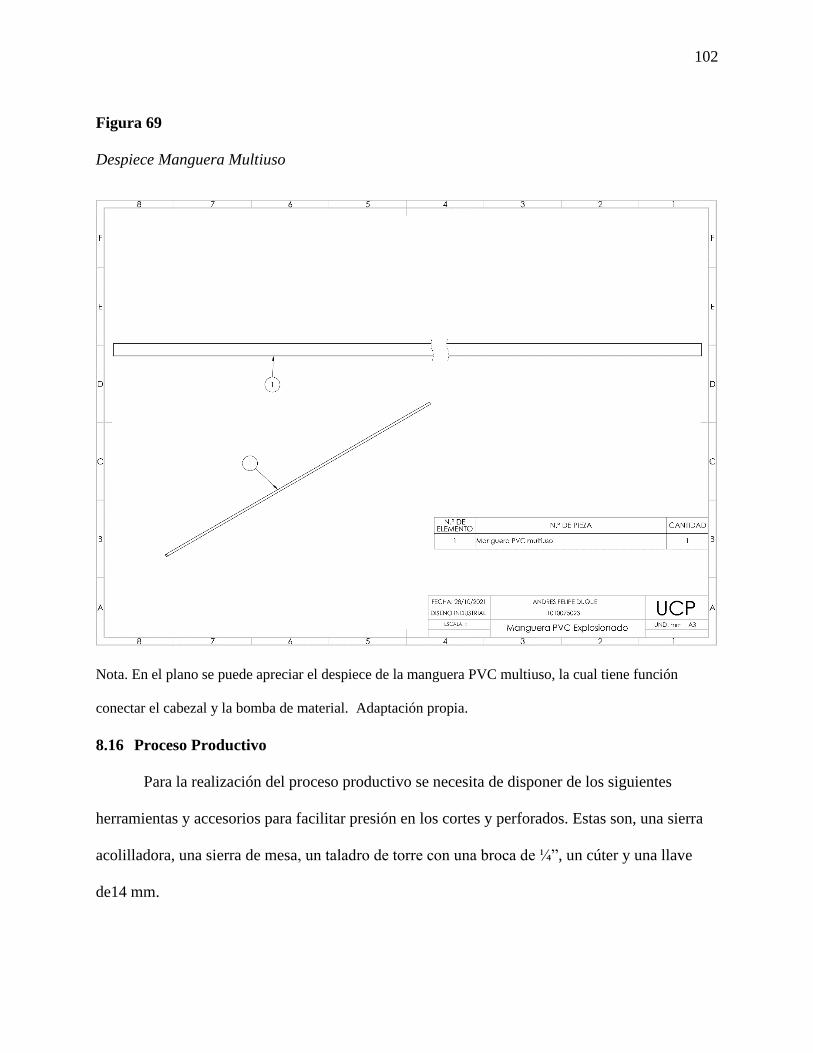
102
Figura 69
Despiece Manguera Multiuso
Nota. En el plano se puede apreciar el despiece de la manguera PVC multiuso, la cual tiene función
conectar el cabezal y la bomba de material. Adaptación propia.
8.16 Proceso Productivo
Para la realización del proceso productivo se necesita de disponer de los siguientes
herramientas y accesorios para facilitar presión en los cortes y perforados. Estas son, una sierra
acolilladora, una sierra de mesa, un taladro de torre con una broca de ¼”, un cúter y una llave
de14 mm.
103
El proceso de fabricación se divide en segmentos, según la parte que se encuentre en
fabricación. Hay que considerar que son dos partes principales y dos secundarios.
Segmento principal
• Cabezal.
1. Preparación y procesado del modelado CAD a un archivo STL.
2. Proceso de Slicer del archivo STL en Cura3D y se debe tener en cuenta que el archivo
debe tener un relleno del 33% y con la opción borde activada, el archivo resultante
deberá de ser guardado en un almacenamiento externo para su uso en la máquina de
impresión 3D
3. Preparación de la máquina de impresión 3D en el siguiente orden, calibrar la cama de
impresión en caso de ser necesario, precalentar la boquilla, posicionar la bobina de
PLA o ABS e insertar el filamento en el extrusor, seleccionar el modelo a imprimir.
4. Esperar a que termine el proceso de impresión.
5. Retirar los objetos impresos de la cama de impresión.
6. Retirar los soportes y excedentes de material.
7. Con la llave de 14 mm atornillar uno de los racores prestolock Unión 5/16” – ¼” NPT
en su posición en entrada superior de la boquilla en el cabezal.
Al terminar con el paso 7 el cabezal se encuentra listo para montaje y puesta en marcha.
• Bomba de material.
1. Preparación y limpieza de la tubería y accesorios de PVC para su proceso de
mecanizado. Marcar un segmento de 25 cm en el tubo y marcar los centros en la cara
superior de tapón soldado y roscado.
104
2. Con la sierra acolilladora, se debe de cortar un segmento de 25 cm del tubo del PVC y
ya con este hecho limpiar el ripio resultante del corte en tubo.
3. Con el taladro de torre y la broca de 14” perforar el tapón soldado y roscado sobre la
marca de centro anteriormente hecha.
4. Soldar a uno de los externos del tubo el embudo interno.
5. Limpiar las superficies de contacto de los implementos de PVC a soldar.
6. El tapón soldado debe de ir soldado al extremo donde que el embudo interno y el
adaptado macho al externo contrario a este.
7. Forrar la sección de rosca de los racores con cinta de teflón.
8. Con la llave de 14 mm roscar al tapón soldado el racor prestolock Unión 5/16” – ¼”
NPT.
9. Roscar los racores en el siguiente orden, racor b-122 ¼” NPT a ¼” NPT, llave de bola
italiana, racor b-122 ¼” NPT a ¼” NPT y Acople rápido ¼” NPT.
10. Con la llave de 14 mm roscar al tapón roscado el segmento de racores anteriormente
armado.
Al terminar el paso 10 la bomba de material estará lista para el montaje y posterior uso.
Segmentos secundarios:
Con la ayuda de un cúter cortar un tramo de 120 cm de tubería flexible de PVC de ¼”.
Con ayuda de la sierra de mesa cortar la tabla de MDF de 40 por 40 cm a la dimensión de
32 por 32 cm.
En la figura 70 se puede observar un diagrama del proceso productivo:
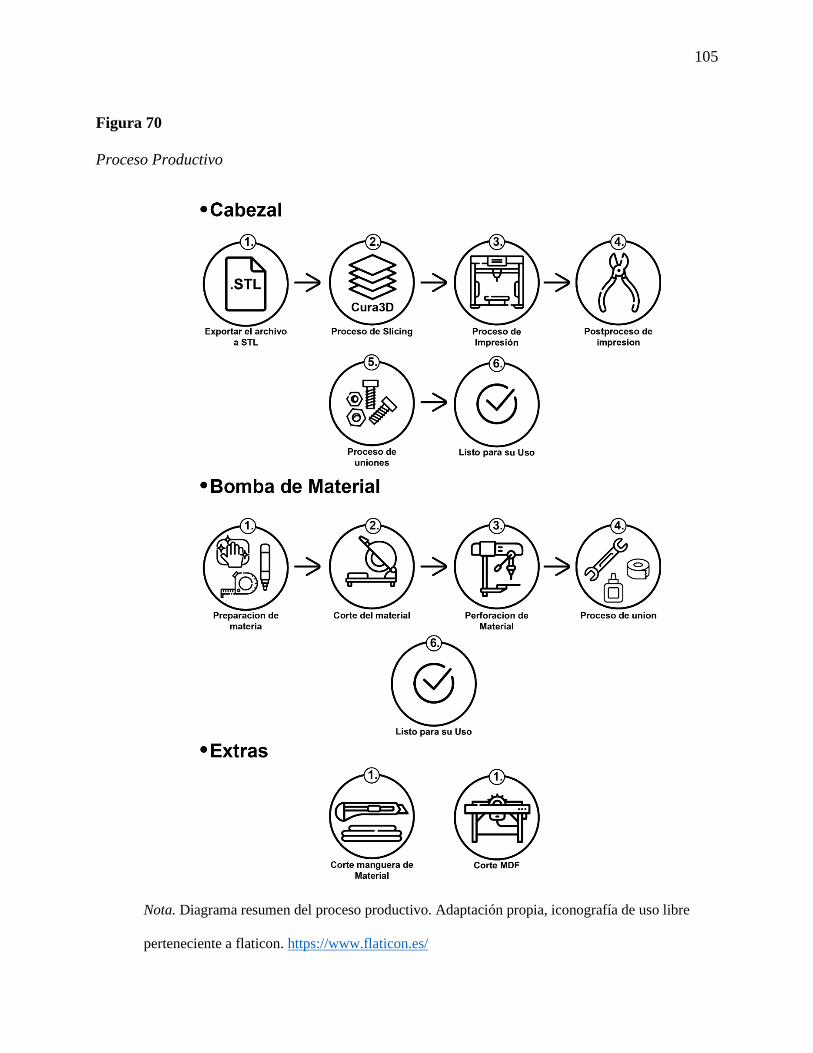
105
Figura 70
Proceso Productivo
Nota. Diagrama resumen del proceso productivo. Adaptación propia, iconografía de uso libre
perteneciente a flaticon. https://www.flaticon.es/
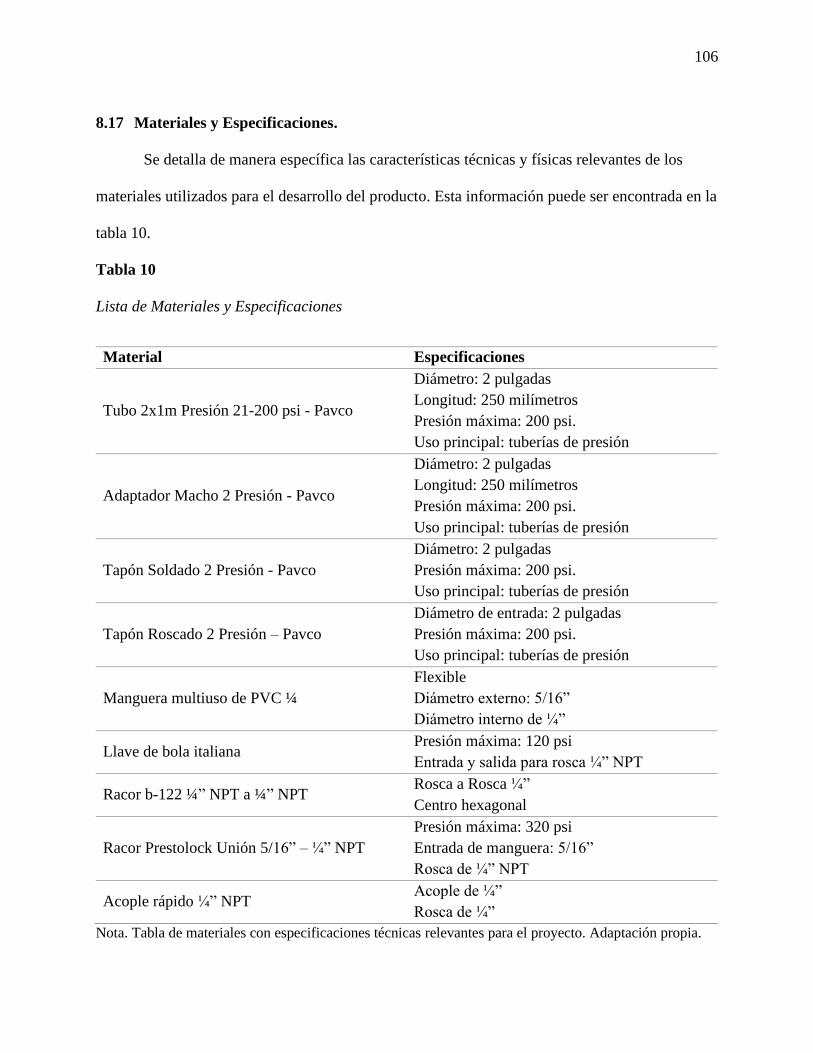
106
8.17 Materiales y Especificaciones.
Se detalla de manera específica las características técnicas y físicas relevantes de los
materiales utilizados para el desarrollo del producto. Esta información puede ser encontrada en la
tabla 10.
Tabla 10
Lista de Materiales y Especificaciones
Material Especificaciones
Tubo 2x1m Presión 21-200 psi - Pavco
Diámetro: 2 pulgadas
Longitud: 250 milímetros
Presión máxima: 200 psi.
Uso principal: tuberías de presión
Adaptador Macho 2 Presión - Pavco
Diámetro: 2 pulgadas
Longitud: 250 milímetros
Presión máxima: 200 psi.
Uso principal: tuberías de presión
Tapón Soldado 2 Presión - Pavco
Diámetro: 2 pulgadas
Presión máxima: 200 psi.
Uso principal: tuberías de presión
Tapón Roscado 2 Presión – Pavco
Diámetro de entrada: 2 pulgadas
Presión máxima: 200 psi.
Uso principal: tuberías de presión
Manguera multiuso de PVC ¼
Flexible
Diámetro externo: 5/16”
Diámetro interno de ¼”
Llave de bola italiana Presión máxima: 120 psi
Entrada y salida para rosca ¼” NPT
Racor b-122 ¼” NPT a ¼” NPT Rosca a Rosca ¼”
Centro hexagonal
Racor Prestolock Unión 5/16” – ¼” NPT
Presión máxima: 320 psi
Entrada de manguera: 5/16”
Rosca de ¼” NPT
Acople rápido ¼” NPT Acople de ¼”
Rosca de ¼”
Nota. Tabla de materiales con especificaciones técnicas relevantes para el proyecto. Adaptación propia.
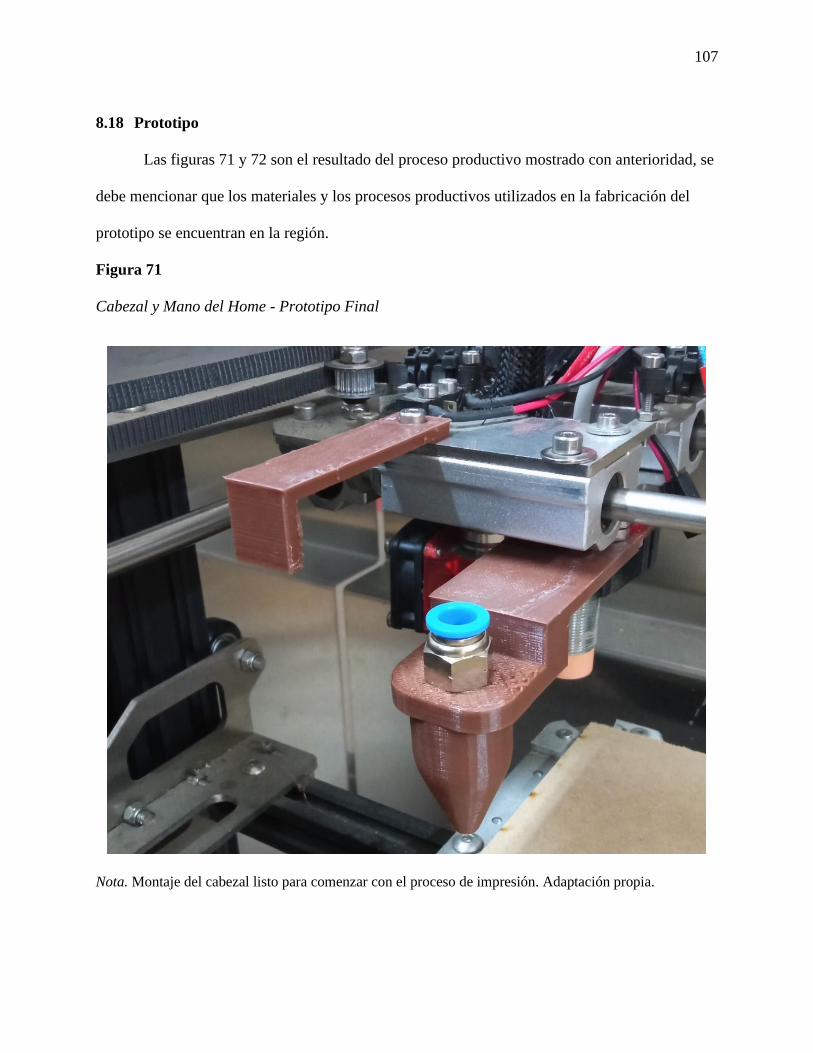
107
8.18 Prototipo
Las figuras 71 y 72 son el resultado del proceso productivo mostrado con anterioridad, se
debe mencionar que los materiales y los procesos productivos utilizados en la fabricación del
prototipo se encuentran en la región.
Figura 71
Cabezal y Mano del Home - Prototipo Final
Nota. Montaje del cabezal listo para comenzar con el proceso de impresión. Adaptación propia.
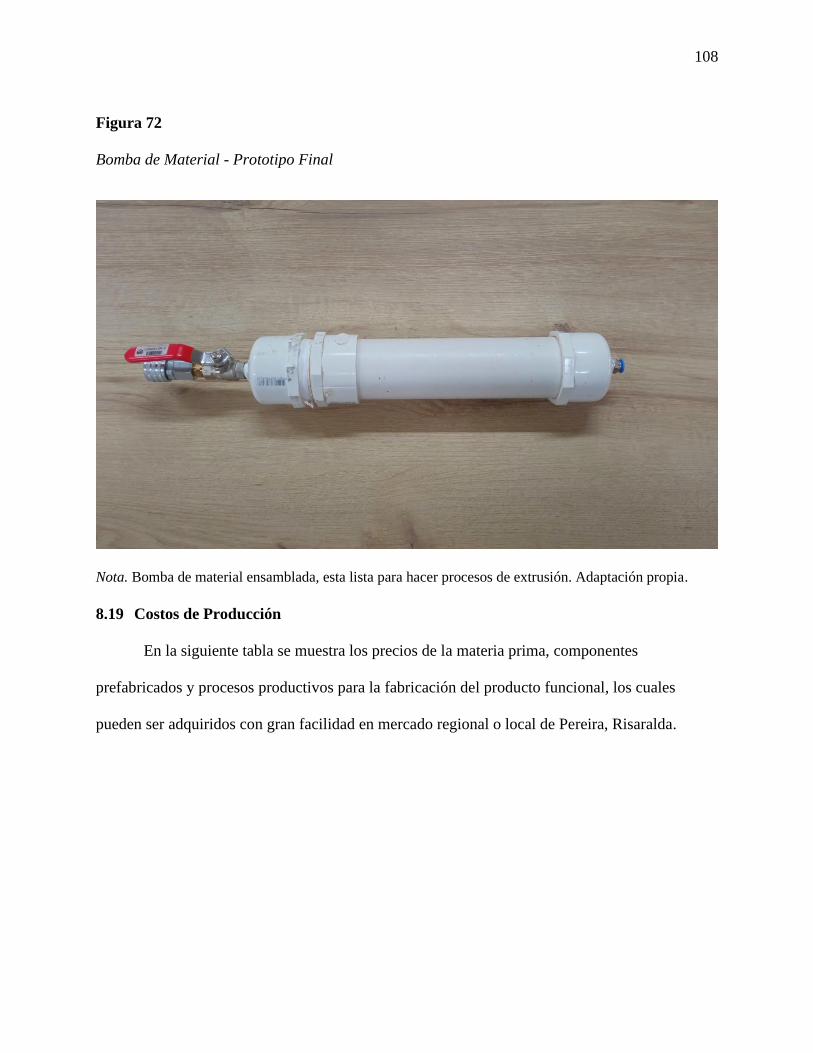
108
Figura 72
Bomba de Material - Prototipo Final
Nota. Bomba de material ensamblada, esta lista para hacer procesos de extrusión. Adaptación propia.
8.19 Costos de Producción
En la siguiente tabla se muestra los precios de la materia prima, componentes
prefabricados y procesos productivos para la fabricación del producto funcional, los cuales
pueden ser adquiridos con gran facilidad en mercado regional o local de Pereira, Risaralda.
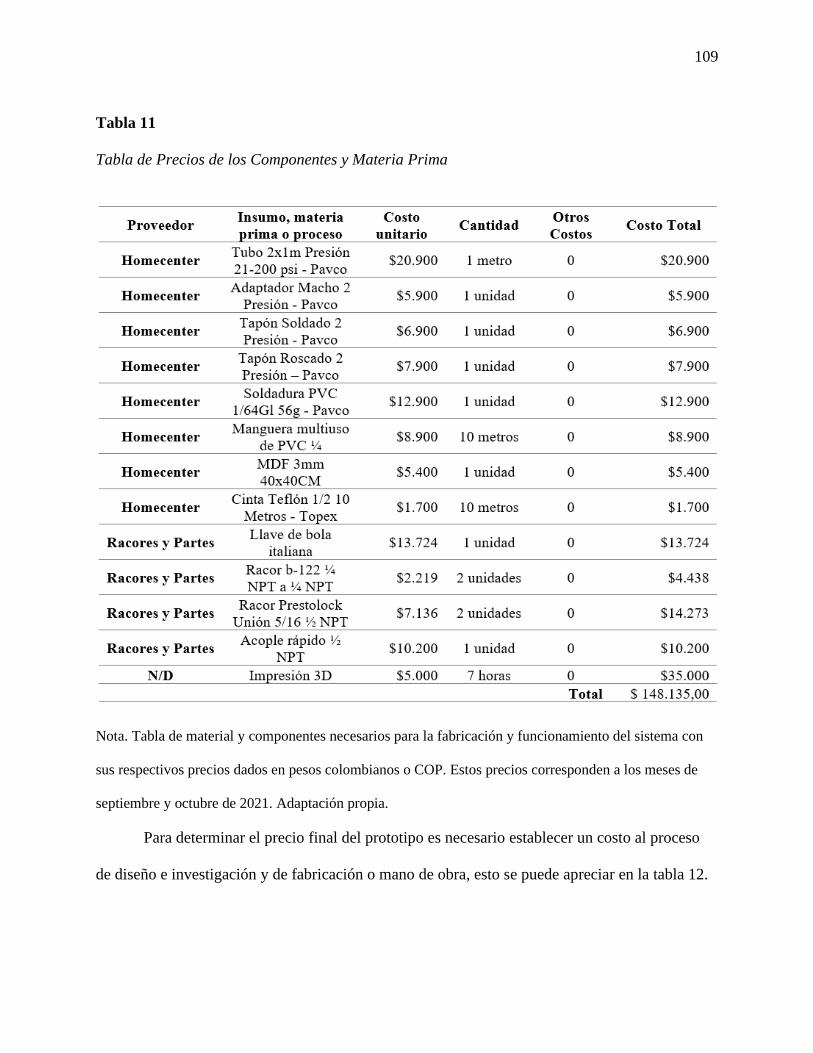
109
Tabla 11
Tabla de Precios de los Componentes y Materia Prima
Nota. Tabla de material y componentes necesarios para la fabricación y funcionamiento del sistema con
sus respectivos precios dados en pesos colombianos o COP. Estos precios corresponden a los meses de
septiembre y octubre de 2021. Adaptación propia.
Para determinar el precio final del prototipo es necesario establecer un costo al proceso
de diseño e investigación y de fabricación o mano de obra, esto se puede apreciar en la tabla 12.
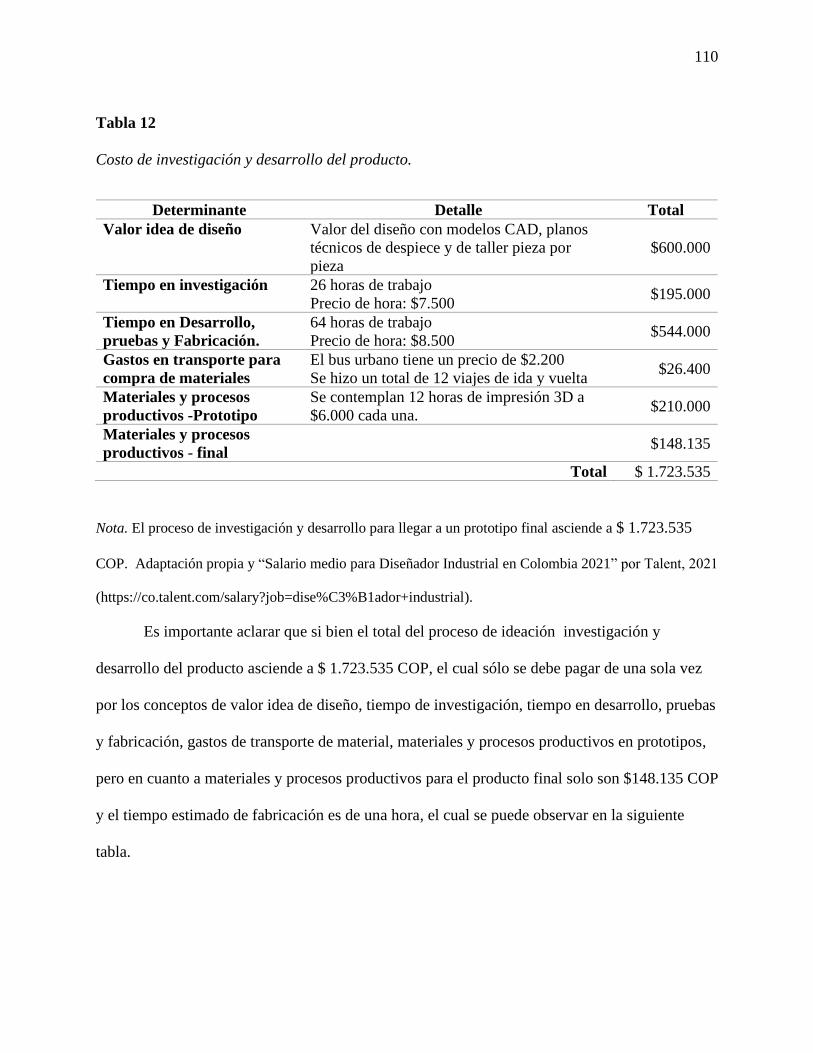
110
Tabla 12
Costo de investigación y desarrollo del producto.
Determinante Detalle Total
Valor idea de diseño Valor del diseño con modelos CAD, planos
técnicos de despiece y de taller pieza por
pieza
$600.000
Tiempo en investigación 26 horas de trabajo
Precio de hora: $7.500 $195.000
Tiempo en Desarrollo,
pruebas y Fabricación.
64 horas de trabajo
Precio de hora: $8.500 $544.000
Gastos en transporte para
compra de materiales
El bus urbano tiene un precio de $2.200
Se hizo un total de 12 viajes de ida y vuelta $26.400
Materiales y procesos
productivos -Prototipo
Se contemplan 12 horas de impresión 3D a
$6.000 cada una. $210.000
Materiales y procesos
productivos - final $148.135
Total $ 1.723.535
Nota. El proceso de investigación y desarrollo para llegar a un prototipo final asciende a $ 1.723.535
COP. Adaptación propia y “Salario medio para Diseñador Industrial en Colombia 2021” por Talent, 2021
(https://co.talent.com/salary?job=dise%C3%B1ador+industrial).
Es importante aclarar que si bien el total del proceso de ideación investigación y
desarrollo del producto asciende a $ 1.723.535 COP, el cual sólo se debe pagar de una sola vez
por los conceptos de valor idea de diseño, tiempo de investigación, tiempo en desarrollo, pruebas
y fabricación, gastos de transporte de material, materiales y procesos productivos en prototipos,
pero en cuanto a materiales y procesos productivos para el producto final solo son $148.135 COP
y el tiempo estimado de fabricación es de una hora, el cual se puede observar en la siguiente
tabla.
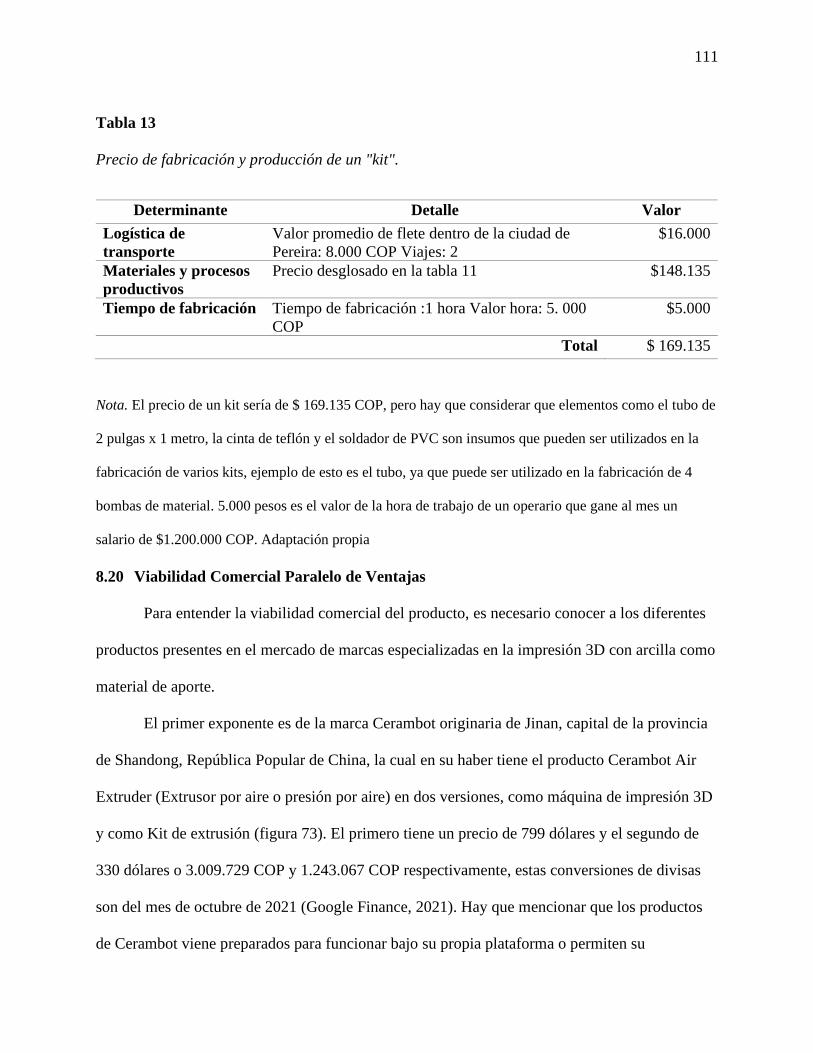
111
Tabla 13
Precio de fabricación y producción de un "kit".
Determinante Detalle Valor
Logística de
transporte
Valor promedio de flete dentro de la ciudad de
Pereira: 8.000 COP Viajes: 2
$16.000
Materiales y procesos
productivos
Precio desglosado en la tabla 11 $148.135
Tiempo de fabricación Tiempo de fabricación :1 hora Valor hora: 5. 000
COP
$5.000
Total $ 169.135
Nota. El precio de un kit sería de $ 169.135 COP, pero hay que considerar que elementos como el tubo de
2 pulgas x 1 metro, la cinta de teflón y el soldador de PVC son insumos que pueden ser utilizados en la
fabricación de varios kits, ejemplo de esto es el tubo, ya que puede ser utilizado en la fabricación de 4
bombas de material. 5.000 pesos es el valor de la hora de trabajo de un operario que gane al mes un
salario de $1.200.000 COP. Adaptación propia
8.20 Viabilidad Comercial Paralelo de Ventajas
Para entender la viabilidad comercial del producto, es necesario conocer a los diferentes
productos presentes en el mercado de marcas especializadas en la impresión 3D con arcilla como
material de aporte.
El primer exponente es de la marca Cerambot originaria de Jinan, capital de la provincia
de Shandong, República Popular de China, la cual en su haber tiene el producto Cerambot Air
Extruder (Extrusor por aire o presión por aire) en dos versiones, como máquina de impresión 3D
y como Kit de extrusión (figura 73). El primero tiene un precio de 799 dólares y el segundo de
330 dólares o 3.009.729 COP y 1.243.067 COP respectivamente, estas conversiones de divisas
son del mes de octubre de 2021 (Google Finance, 2021). Hay que mencionar que los productos
de Cerambot viene preparados para funcionar bajo su propia plataforma o permiten su

112
adaptación con relativa facilidad a otras plataformas como la línea Ender 3 de Creality o la Prusa
i3 de Prusa Research. Él envió y los impuestos relacionados con la entrada del producto al país
no está incluido en los precios. (Cerambot, 2021)
Figura 73
Cerambot Air Extruder y Máquina CNC Delta Cerambot
Nota. El objeto a la izquierda es el extrusor de aire y el de la derecha es la máquina CNC para impresión
3D, ambos de la marca Cerambot y al igual que el proyecto funcionan con aire comprimido que empuja el
material hacia la boquilla, lo que permite la impresión 3D con el material. Adaptado de “Cerambot:
Store” por Cerambot, 2021. https://www.cerambot.com/store/
El segundo exponente es de la Marca Eazao, originaria de Qingdao, provincia de
Shandong, República Popular de China. Tiene en su repertorio las versiones que se venden como
kit o como máquina de impresión 3D (figura 74), las cuales tienes un precio de 400 dólares o
1.506.748 COP y 999 dólares o 3.763.103 COP, estas conversiones de divisas son del mes de
octubre de 2021 (Google Finance, 2021). El sistema de extrusión de Eazao funciona por presión
mecánica y la cual es controlada externamente por un panel, además la versión KIT viene con
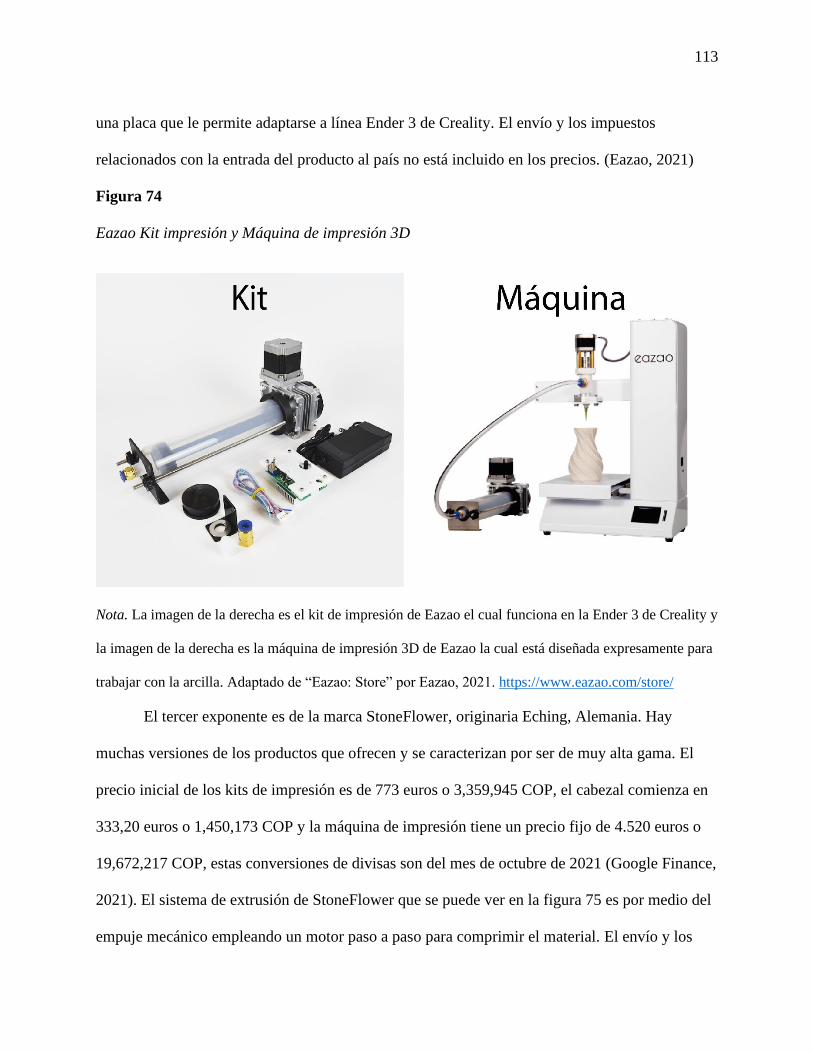
113
una placa que le permite adaptarse a línea Ender 3 de Creality. El envío y los impuestos
relacionados con la entrada del producto al país no está incluido en los precios. (Eazao, 2021)
Figura 74
Eazao Kit impresión y Máquina de impresión 3D
Nota. La imagen de la derecha es el kit de impresión de Eazao el cual funciona en la Ender 3 de Creality y
la imagen de la derecha es la máquina de impresión 3D de Eazao la cual está diseñada expresamente para
trabajar con la arcilla. Adaptado de “Eazao: Store” por Eazao, 2021. https://www.eazao.com/store/
El tercer exponente es de la marca StoneFlower, originaria Eching, Alemania. Hay
muchas versiones de los productos que ofrecen y se caracterizan por ser de muy alta gama. El
precio inicial de los kits de impresión es de 773 euros o 3,359,945 COP, el cabezal comienza en
333,20 euros o 1,450,173 COP y la máquina de impresión tiene un precio fijo de 4.520 euros o
19,672,217 COP, estas conversiones de divisas son del mes de octubre de 2021 (Google Finance,
2021). El sistema de extrusión de StoneFlower que se puede ver en la figura 75 es por medio del
empuje mecánico empleando un motor paso a paso para comprimir el material. El envío y los
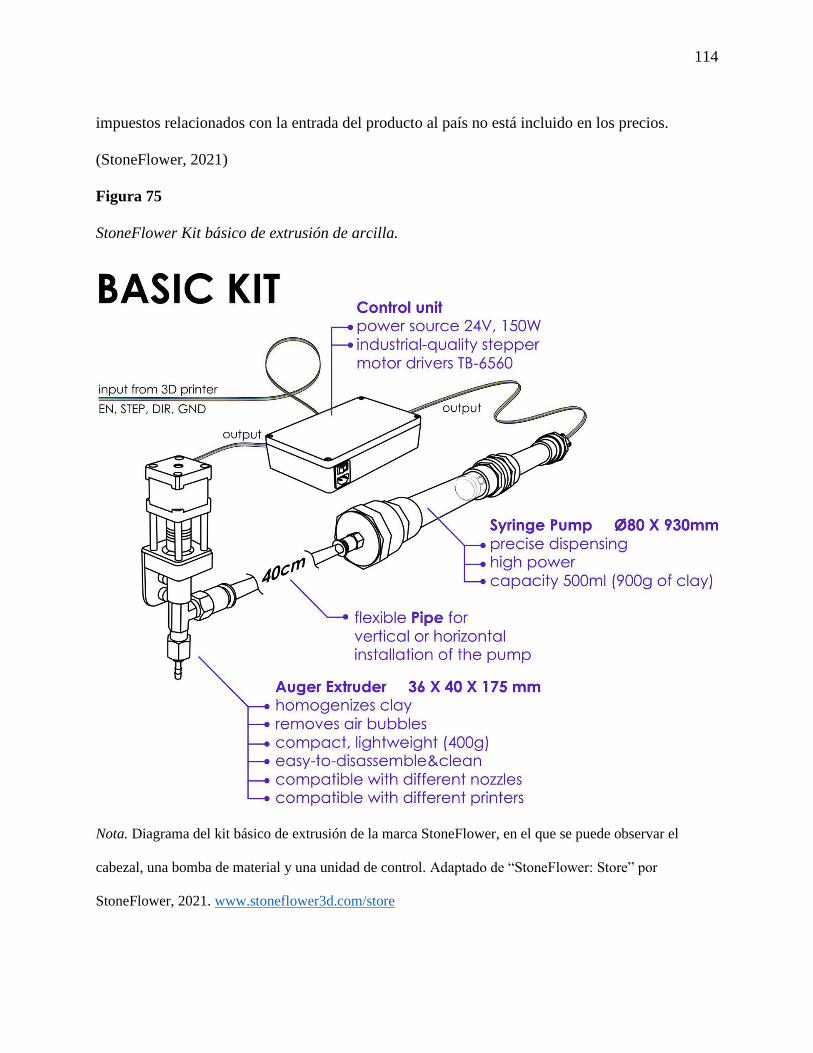
114
impuestos relacionados con la entrada del producto al país no está incluido en los precios.
(StoneFlower, 2021)
Figura 75
StoneFlower Kit básico de extrusión de arcilla.
Nota. Diagrama del kit básico de extrusión de la marca StoneFlower, en el que se puede observar el
cabezal, una bomba de material y una unidad de control. Adaptado de “StoneFlower: Store” por
StoneFlower, 2021. www.stoneflower3d.com/store
115
La evaluación de los parámetros se puede ver la tabla 14 y será calificada de 1 al 5,
siendo 1 la peor nota y 5 la mejor.
• Parámetro N.°1: Facilidad de montaje y uso.
• Parámetro N.º 2: Precios (incluyendo envíos e impuestos aduaneros)
• Parámetro N.º 3: Repuestos y recambios.
• Parámetro N.º 4: Slicer y perfiles compatibles de impresión.
• Parámetro N.º 5: Resolución de impresión.
• Parámetro N.º 6: facilidad de mantenimiento y piezas.
Tabla 14
Tabla de viabilidad comercial y paralelo de ventajas
Parámetro N.°1 N.°2 N.°3 N.°4 N.°5 N.°6 Total
Cerambot
3 3 3 5 4 3 22
Observaciones:
• Cerambot permite un fácil montaje, pero proceso de limpieza es complicado, ya que el
cabezal tiene varias capas para poder llegar la cápsula de arcilla.
• Permite el intercambio de boquillas con el mismo cabezal.
• El precio del kit es aproximado al precio del neto del proyecto, pero a este no se le
incluye el precio de envío e impuestos arancelarios.
• Tiene su propio perfil de uso para Cura3D lo que facilita la impresión.
• Hay ciertas refracciones como los racores que se pueden conseguir en la región, pero
también hay elementos que solo lo vende el fabricante.
Eazao 4 3 2 4 3 4 20
116
Observaciones:
• El kit de impresión de Eazao esta tiene un montaje rápido en el Ender 3 de Creality, ya
que incluye una platina para ello y el cabezal no es motor paso a paso, sino que es
directo por lo que facilita su limpieza y mantenimiento, por otro lado, la bomba de
material es completamente desarmable.
• El precio del kit es aproximado al precio del neto del proyecto, pero a este no se le
incluye el precio de envío e impuestos arancelarios.
• Las refracciones como los racores son fáciles de conseguir por unidad en la región,
pero a su vez hay partes como el contenedor de material que solo se consiguen en la
tienda del proveedor.
• Tiene su propio perfil en cura lo que facilita la impresión.
• La resolución de la impresión puede variar por medio de las boquillas incluidas en el
Kit
StoneFlower
4 1 2 5 5 3 20
Observaciones:
• El kit de impresión de StoneFlower es por mucho el más caro, pero a su vez es el que
más variedad ofrece y el de mayor calidad en construcción de los componentes. El
precio final no incluye el envío ni los gatos en los impuestos arancelarios.
• El kit está diseñado para se ha adaptado a cualquier máquina, el problema principal
radica en la platina que viene por defecto no lo por lo cual es necesario fabricar una a
media lo cual dificulta el montaje, y si bien el proceso de desarme de los componentes
es fácil es demorado por la cantidad de tornillos y ensambles que hay.
• Tiene una gran variedad de boquilla lo que le permite manejar la resolución de las
piezas con mayor facilidad desde su perfil de Cura3D
Trazos
5 5 5 4 1 5 25
117
Observaciones:
• El kit del proyecto está diseñado para ser usado en la impresora Pegasus lite, por lo que
su fácil ensamble está completamente garantizado y al no tener uniones complejas este
puede ser desarmado para así poder hacerle mantenimiento y limpieza después de la
impresión.
• Es el más barato en la comparativa sin reducir la calidad del producto. Además, tiene
como ventaja de que todos los componentes pueden ser obtenidos al detal y a bajos
precios en los distribuidores especializados de la región o de la ciudad y en caso de las
partes impresas pueden ser fácilmente remplazadas a través de otro proceso de
impresión 3D. Cabe agregar que no hay que pagar envió ni impuestos relacionados con
aranceles.
• Solo tiene un tipo de boquilla, por lo que la resolución de impresión no es variable,
pero esta a su vez se adapta perfectamente a las configuraciones establecidas en su
perfil de Cura3D
Nota. En la tabla se puede ver las puntuaciones dados a los diferentes exponentes y con sus respectivas
observaciones. Adaptación Propia
8.21 Comprobación
Para el proceso comprobación de prototipo se preparó los implementos necesarios para su
puesta en marcha. En primera instancia se pesa con la ayuda de una báscula la arcilla para
determinar la cantidad de agua y comenzar a hacer la mezcla en un recipiente como se puede ver
en la figura 76.
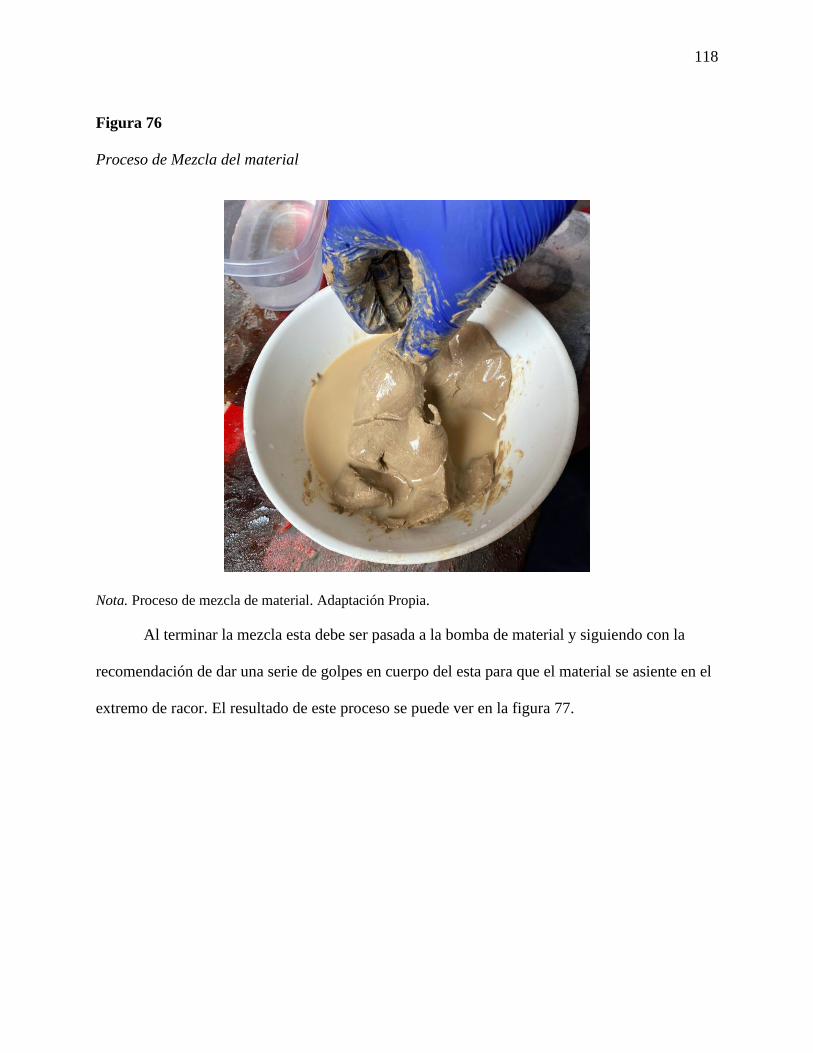
118
Figura 76
Proceso de Mezcla del material
Nota. Proceso de mezcla de material. Adaptación Propia.
Al terminar la mezcla esta debe ser pasada a la bomba de material y siguiendo con la
recomendación de dar una serie de golpes en cuerpo del esta para que el material se asiente en el
extremo de racor. El resultado de este proceso se puede ver en la figura 77.
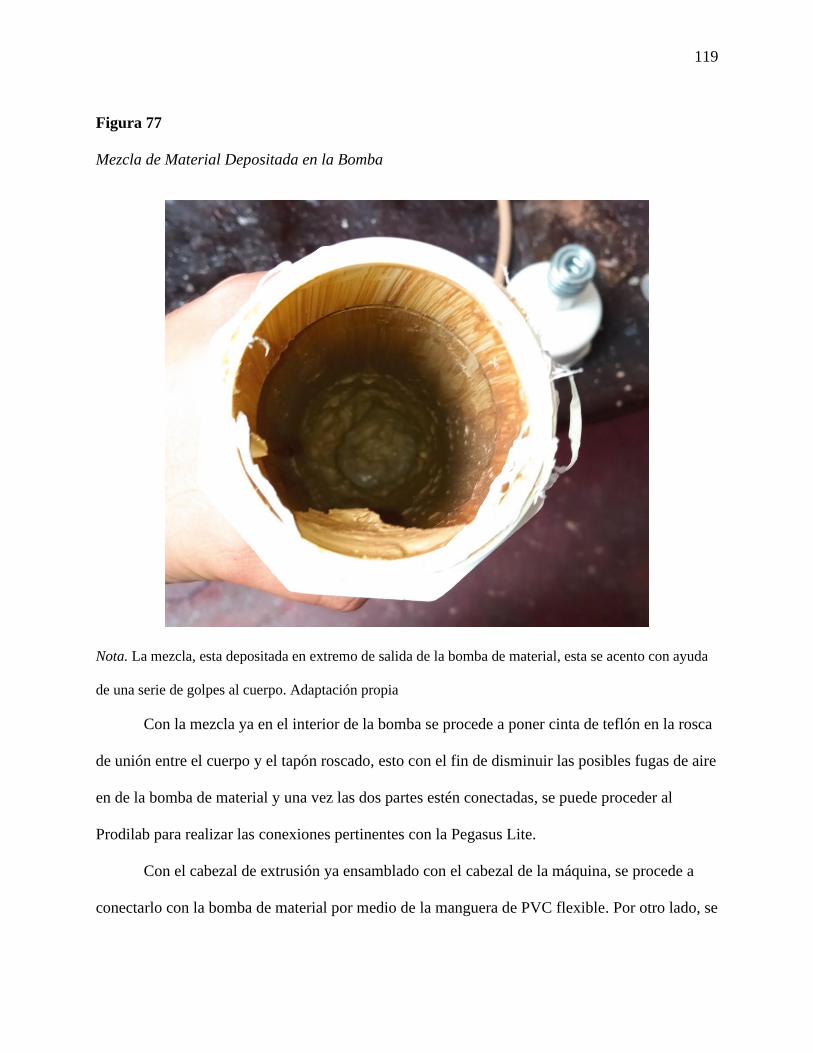
119
Figura 77
Mezcla de Material Depositada en la Bomba
Nota. La mezcla, esta depositada en extremo de salida de la bomba de material, esta se acento con ayuda
de una serie de golpes al cuerpo. Adaptación propia
Con la mezcla ya en el interior de la bomba se procede a poner cinta de teflón en la rosca
de unión entre el cuerpo y el tapón roscado, esto con el fin de disminuir las posibles fugas de aire
en de la bomba de material y una vez las dos partes estén conectadas, se puede proceder al
Prodilab para realizar las conexiones pertinentes con la Pegasus Lite.
Con el cabezal de extrusión ya ensamblado con el cabezal de la máquina, se procede a
conectarlo con la bomba de material por medio de la manguera de PVC flexible. Por otro lado, se
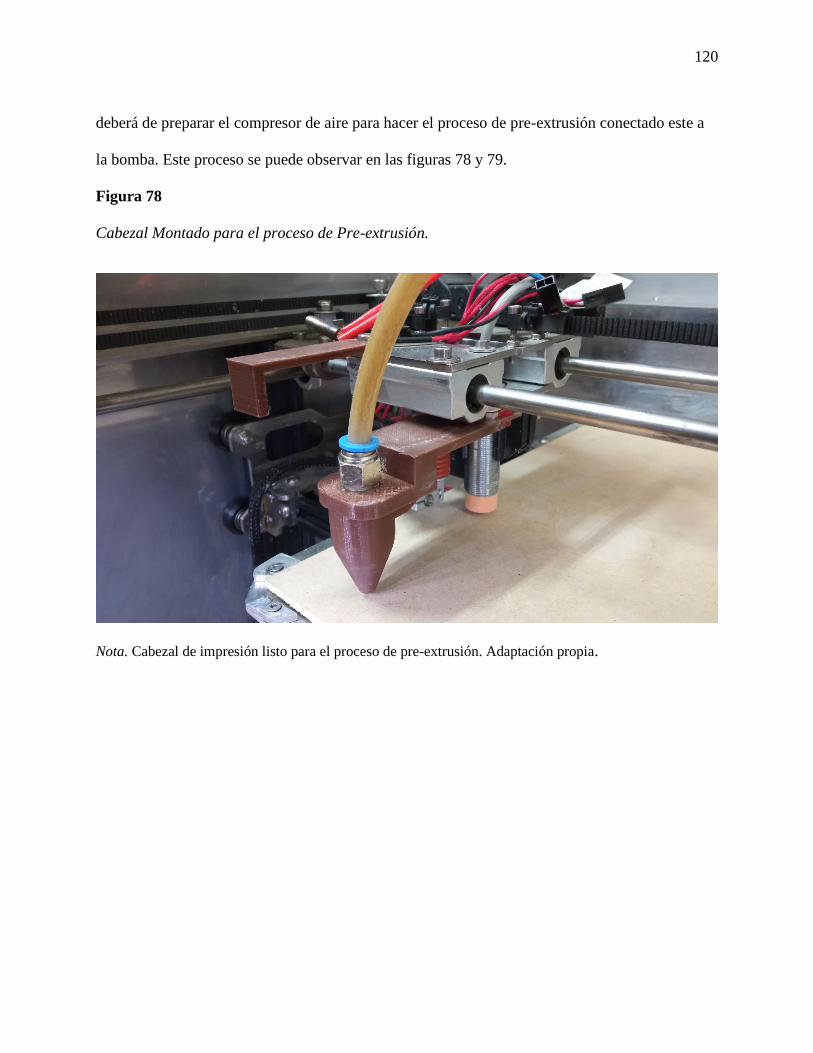
120
deberá de preparar el compresor de aire para hacer el proceso de pre-extrusión conectado este a
la bomba. Este proceso se puede observar en las figuras 78 y 79.
Figura 78
Cabezal Montado para el proceso de Pre-extrusión.
Nota. Cabezal de impresión listo para el proceso de pre-extrusión. Adaptación propia.
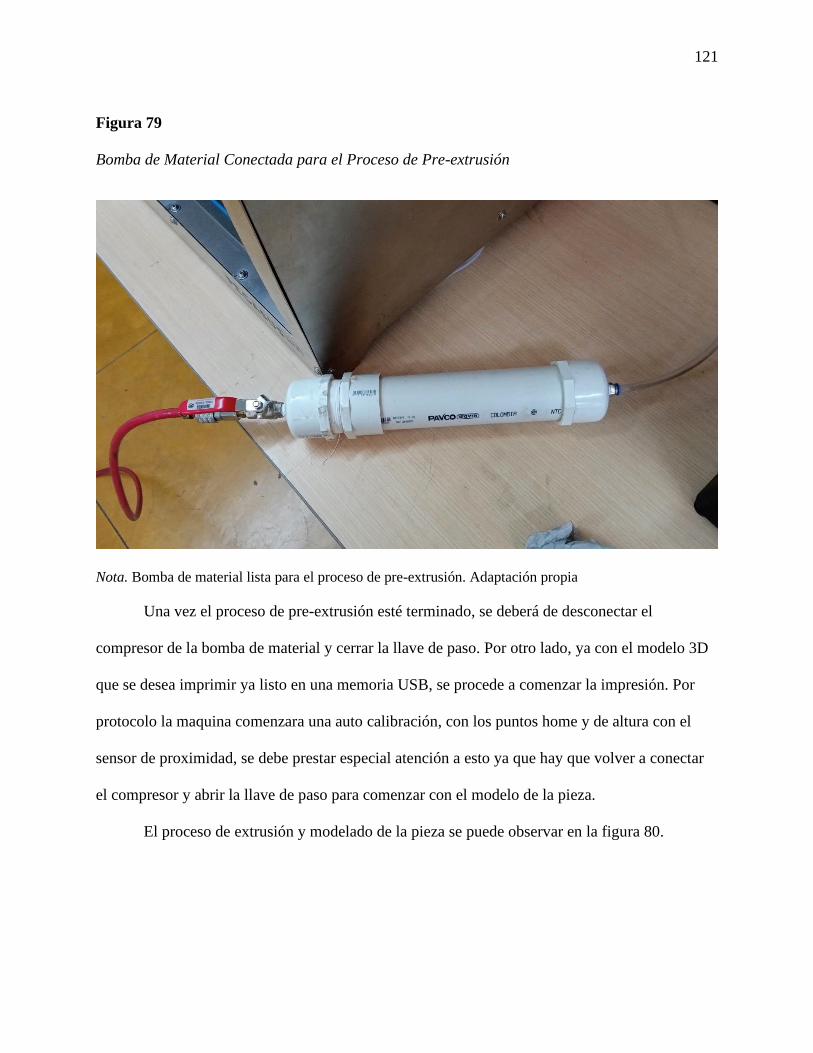
121
Figura 79
Bomba de Material Conectada para el Proceso de Pre-extrusión
Nota. Bomba de material lista para el proceso de pre-extrusión. Adaptación propia
Una vez el proceso de pre-extrusión esté terminado, se deberá de desconectar el
compresor de la bomba de material y cerrar la llave de paso. Por otro lado, ya con el modelo 3D
que se desea imprimir ya listo en una memoria USB, se procede a comenzar la impresión. Por
protocolo la maquina comenzara una auto calibración, con los puntos home y de altura con el
sensor de proximidad, se debe prestar especial atención a esto ya que hay que volver a conectar
el compresor y abrir la llave de paso para comenzar con el modelo de la pieza.
El proceso de extrusión y modelado de la pieza se puede observar en la figura 80.
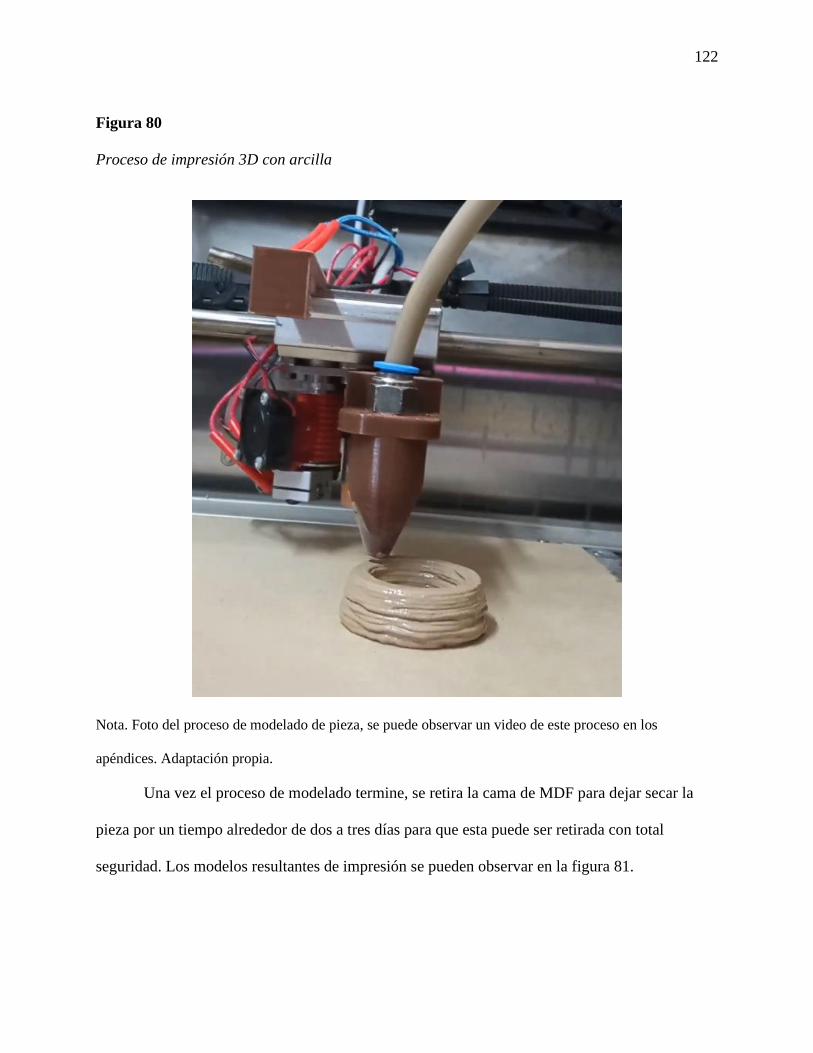
122
Figura 80
Proceso de impresión 3D con arcilla
Nota. Foto del proceso de modelado de pieza, se puede observar un video de este proceso en los
apéndices. Adaptación propia.
Una vez el proceso de modelado termine, se retira la cama de MDF para dejar secar la
pieza por un tiempo alrededor de dos a tres días para que esta puede ser retirada con total
seguridad. Los modelos resultantes de impresión se pueden observar en la figura 81.
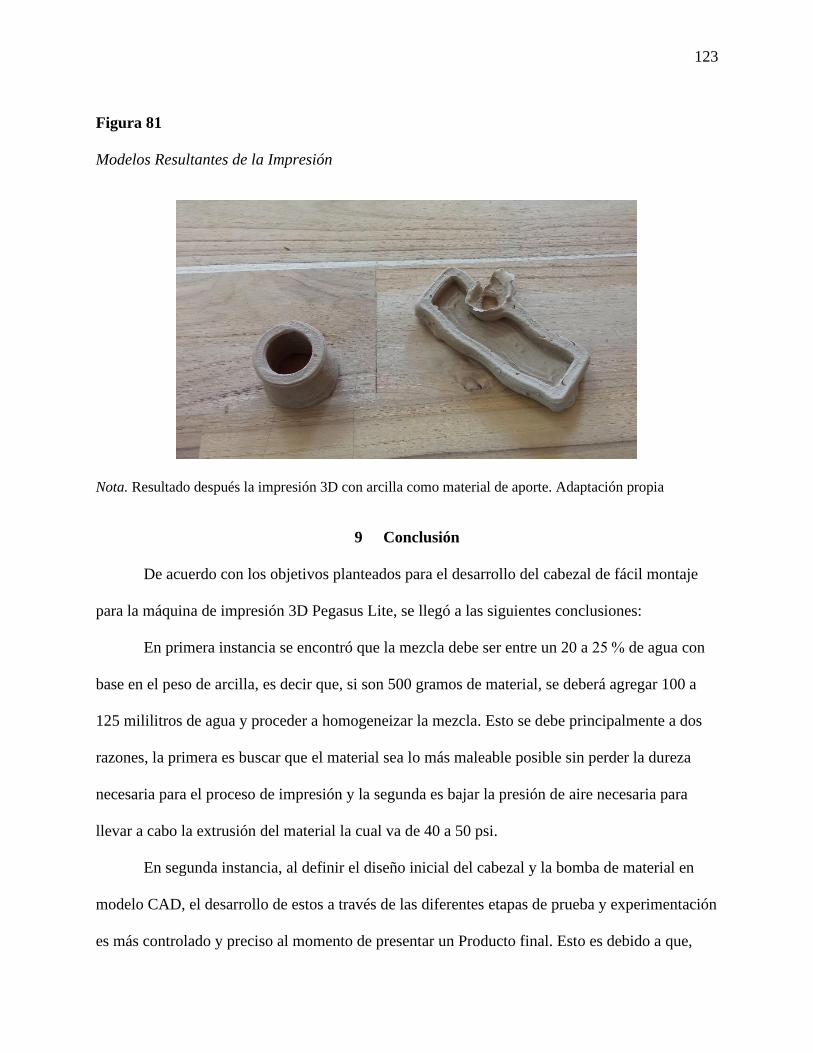
123
Figura 81
Modelos Resultantes de la Impresión
Nota. Resultado después la impresión 3D con arcilla como material de aporte. Adaptación propia
9 Conclusión
De acuerdo con los objetivos planteados para el desarrollo del cabezal de fácil montaje
para la máquina de impresión 3D Pegasus Lite, se llegó a las siguientes conclusiones:
En primera instancia se encontró que la mezcla debe ser entre un 20 a 25 % de agua con
base en el peso de arcilla, es decir que, si son 500 gramos de material, se deberá agregar 100 a
125 mililitros de agua y proceder a homogeneizar la mezcla. Esto se debe principalmente a dos
razones, la primera es buscar que el material sea lo más maleable posible sin perder la dureza
necesaria para el proceso de impresión y la segunda es bajar la presión de aire necesaria para
llevar a cabo la extrusión del material la cual va de 40 a 50 psi.
En segunda instancia, al definir el diseño inicial del cabezal y la bomba de material en
modelo CAD, el desarrollo de estos a través de las diferentes etapas de prueba y experimentación
es más controlado y preciso al momento de presentar un Producto final. Esto es debido a que,
124
durante el proceso de desarrollo, cuando se presenta una alternativa esta debe de ser comprobada
con el propósito de encontrar falencias y defectos de diseño que entorpezcan el funcionamiento y
del mismo modo poder plantear soluciones a estos puntos en concreto. Además, teniendo el
modelo CAD, facilita los procesos de fabricación mediante impresión 3D.
En tercera instancia, los parámetros técnicos importantes se determinaron dentro de un
perfil de materia y de configuración para la impresión a través de software Cura3D. Estos son la
velocidad de impresión que se establece a 25 mm/s, la altura de capa recomendada es 1 mm, el
grosor de línea depende de tamaño de la boquilla y con ellos la resolución de la impresión, en
este caso en particular es de 3 mm, además hay que tener en cuenta se debe apagar tanto desde el
material como desde parámetros de impresión la temperatura de la cama, por otro lado, el relleno
es de 0% y no se utiliza soportes ni bordes.
Además, al poder fabricar este tipo de tecnología con insumos y procesos productivos
que son de fácil adquisición en la región, se logran varias cosas. En primer lugar, un flujo capital
y de trabajo para las industrias relacionadas, permite que el proceso sea fácilmente replicable y a
su vez que este no sea dependiente de un proveedor en el extranjero para la adquisición de
repuestos.
Por otro lado, al introducir tecnologías de fabricación asistida por ordenador a saberes
ancestrales como el modelado de objetos con arcilla, la cual ha sido reconocida históricamente
como una arte o profesión en la que se utiliza las manos como principal medio productivo, se
puede observar y analizar las facilidades y el valor agregado que se puede otorgar. Un ejemplo
de lo primero es la producción de objetos con geometrías complejas que en muchos casos solo es
posible de lograr por medio de moldes, los cuales tienen mucho trabajo por detrás, pero por
medio de una impresora 3D y un extrusor de arcilla puede ser fácilmente logrado sin la necesidad
125
de estos, aunque hay que tener en cuenta que existen ciertas limitaciones por la complejidad del
material. En lo segundo se puede llegar a resultados como los Olivier Van Herpt, él encontró un
valor agregado a través de la combinación de estos dos factores, ya que él ve que por medio de
sus colecciones de jarrones puede rescatar y producir objetos únicos como lo hacía los artesanos
de antaño, pero por medio de una impresora 3D. (Van Herpt, 2021)
10 Bibliografía
Bolívar Marín, F. (2012). Módulo Control Numérico Computarizado. Universida Nacional
Abierta y a Distancia, Neiva. Obtenido de Repositorio Universidad Nacional Abierta y a
Distancia:
https://repository.unad.edu.co/bitstream/handle/10596/4883/Modulo%20Control%20Nu?
sequence=1
Bordigno, F., Iglesias, A. A., & Ángela, H. (2018). Diseño e impresión de objetos 3D: una guía
de apoyo a escuela. Ciudad Autónoma de Buenos Aires, Argentina: Unipe Editorial
Universitaria. Obtenido de http://eprints.rclis.org/33571/1/Libro-impresion3D-unipe.pdf
Cerambot. (2021). Cerambot Store. Obtenido de Cerambot Web site:
https://www.cerambot.com/store/
Concejo de Pereira. (5 de Septiembre de 2021). Concejo de Pereira:Datos Generales. Obtenido
de Sitio web del Concejo de Pereira: https://www.concejopereira.gov.co/es/datos-
generales-PG51
Consejo Nacional de la Economía Naranja. (2021). ABC Economía Naranja. Obtenido de Sitio
Oficial del Consejo Nacional de la Economia Naranja:
https://economianaranja.gov.co/abc-economia-naranja/
126
Creality3D. (2021). Transmisión directa VS Bowden Extrusor. Obtenido de Blog de la tienda de
Creality3D: https://creality3d.shop/blogs/choose-your-3d-printer/direct-drive-vs-bowden-
extruder?lang=es
Cruz, J. A., & Garnica, A. (2010). Ergonomia Aplicada (Cuarta ed.). Bogotá, Colombia: Ecoe
Ediciones.
Duque Márquez, I., & Vásquez Camacho, C. I. (1 de Septimbre de 2020). Decreto 1204 de 2020.
Obtenido de Funcion Oublica:
https://www.funcionpublica.gov.co/eva/gestornormativo/norma.php?i=141144
Eazao. (30 de Octubre de 2021). Eazao Store. Obtenido de Qingdao Eazao Intelligent
Technology Co., Ltda.: https://www.eazao.com/
Galán, E., & Aparicio, P. (enero de 2006). Materias primas para la industria cerámica.
Seminarios de la sociedad española de mineralogía, 2, 31-49. Obtenido de
http://www.ehu.eus/sem/seminario_pdf/SEMINARIO_SEM_2_031.pdf
Google Finance. (29 de 10 de 2021). Google Finance. Obtenido de Google:
https://www.google.com/finance/
Gunduz, I., McClain, M., Cattani, P., Chiu, G.-C., Rhoads, J., & Son, S. (2018). 3D printing of
extremely viscous materials using ultrasonic vibrations. Additive Manufacturing, Volume
22, 90-103. doi:https://doi.org/10.1016/j.addma.2018.04.029
Hölzgen, M., & Quirmbach, P. (2007). Additives for Extrusion. En F. Händle, Extrusion in
Ceramics (págs. 233-224). Mühlacker: Springer.
Méndez, M. G. (Enero de 2020). Trabajar con arcilla: La magia del barro. Revista
Bienestar(167), 82-86. Obtenido de
https://www.bienestarcolsanitas.com/articulo/trabajar-arcilla.html
127
Moggridge, B. (2010). Designing Interactions (Hardback ed.). Cambridge, United States: MIT
Press Ltd.
RAE. (2021). Real Academia Española. Obtenido de Sitio oficial de la Real Academia Española:
https://dle.rae.es/modelar?m=form
Revista Semana. (27 de Mayo de 2019). Economía naranja: ¿sí hay futuro? Bogota, Colombia.
Obtenido de https://www.semana.com/edicion-impresa/pais/articulo/como-impulsar-las-
industrias-creativas/272499/
Ryu, S.-C. (2017). Corea del Sur Patente nº KR101855302B1. Obtenido de
https://patents.google.com/patent/KR101855302B1/en?oq=KR101855302B1
SICNOVA. (3 de Septiembre de 2020). Obtenido de https://sicnova3d.com/blog/experiencias-
3d/previsiones-de-crecimiento-en-el-sector-3d-pese-a-los-retos-economicos-de-la-
pandemia/
SmarTech Analysis. (2018). Ceramics Additive Manufacturing Markets 2017-2028. Crozet,
Virginia: SmarTech.
StoneFlower. (26 de Agosto de 2021). StoneFlower. Obtenido de
https://www.stoneflower3d.com/
Van Herpt, O. (2021). Olivier Van herpt Design. Obtenido de Olivier Van herpt web site:
https://oliviervanherpt.com/functional-3d-printed-ceramics/
Velilla Diaz, W. (2008). DISEÑO Y VALIDACION DE UN MODELO DE EXTRUSORA DE
ARCILLA. Universidad del Norte , Atlántico. Barranquilla: Universidad del Norte.
Obtenido de
http://manglar.uninorte.edu.co/bitstream/handle/10584/116/92694388.pdf?sequence=1&i
sAllowed=y
128
Vicente Oliva, S. (2018). La impresión 3D como tecnología de uso general en el futuro.
Economia inustrial, 123-135. Obtenido de https://zaguan.unizar.es/record/70820
Youssef, H. A., & El-Hofy, H. (2008). Machining Technology; Machine Tools and operations.
Miami, Florida, EE. UU.: CRC Press.
Zhuang, J. (2021). Olivier Van Herpt. Obtenido de Olivier Van herpt Web site:
https://oliviervanherpt.com/about/
Zocca, A., Colombo, P., Gomes, C. M., & Günster, J. (Julio de 2015). Additive Manufacturing of
Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic
Society, 98(7), 1983-2001. doi:https://doi.org/10.1111/jace.13700
11 Apéndice
11.1 Carpeta Drive Anexos
En la siguiente carpeta drive se podrán encontrar las bitácoras de exploración de material,
planos técnicos y videos de comprobación del funcionamiento del extrusor.
Enlace de la carpeta drive:
https://drive.google.com/drive/folders/13OU451GKpo9LfphxbbsJ9FpBAXcWF38c?usp=sharing
12 Anexos
12.1 Carpeta Drive Anexos
En la siguiente carpeta drive se podrá encontrar manuales de instrucciones de fabricantes
de máquinas de impresión 3D con cerámica, screenshots de las páginas web de los proveedores y
su ubicación en la ciudad de Pereira y perfiles de impresión para CURA3D.
Enlace de la carpeta:
https://drive.google.com/drive/folders/1QWg3-LtgblRQIyLTnv0jN4TbAlEICr6I?usp=sharing
Related Documents











