GHENT UNIVERSITY UNIVERSIDADE DE LISBOA FACULTY OF PHARMACEUTICAL SCIENCES FACULDADE DE FARMACIA Department of Pharmaceutics Department of Pharmaceutics and Laboratory for Medicinal Chemistry Pharmaceutical Technology Academic year 2011-2012 Production of pellets from wet masses containing olanzapine by extrusion and spheronization Gilles VAN HYFTE Master in Pharmaceutical Care Promoter Prof. dr. Joao F. Pinto 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
GHENT UNIVERSITY UNIVERSIDADE DE LISBOA
FACULTY OF PHARMACEUTICAL SCIENCES FACULDADE DE FARMACIA
Department of Pharmaceutics Department of Pharmaceutics and
Laboratory for Medicinal Chemistry Pharmaceutical Technology
Academic year 2011-2012
Production of pellets from wet masses containing olanzapine by extrusion and spheronization
Gilles VAN HYFTE
Master in Pharmaceutical Care
Promoter
Prof. dr. Joao F. Pinto
Co-promoter
Prof. dr. J.P. Remon
Comissarissen
Dr. B. De Geest
1

Dr. K. Remaut
COPYRIGHT
"The author and the promoters give the permission to consult and to copy parts of this
thesis for personal use only. Any other use is limited by the laws of copyright, especially
concerning the obligation to refer to the source whenever results from this thesis are cited."
May 31, 2012
Promoter Author
Prof. Dr. João F. Pinto Gilles Van Hyfte
2

ABSTRACT
In this study pellets were produced from wet masses containing olanzapine by extrusion and spheronization. This technique is used worldwide to create multiparticulate solid dosage forms. The extrudability of wet masses containing olanzapine into pellets, was tested. First pellets were manufactured containing only microcrystalline cellulose (MCC), tricalcium phosphate (TCP) and water. In the second part of the study, olanzapine was added as active pharmaceutical ingredient. In both parts of the study, pellets were manufactured with different formulations of excipients. Each formulation was extruded 2 times, immediately after mixture, and after 24 hours. The resulting pellets were tested on different properties such as density, porosity, loss on drying, size and crushing force. Finally the release of olanzapine from the pellets was tested, by a dissolution test. When looking at the results, it can be stated that the fractions of MCC and TCP in the formulation should be balanced in order to obtain pellets with a good size between 1 and 1,4 mm. When water was added to microcrystalline cellulose, the latter tends to swell up and form a matrix structure, which can hold various substances, like olanzapine. Tricalciumphosphate has the property to interconnect the pores inside the pellets, making it more easy for olanzapine to escape from the pellets. The MCC and TCP fractions in formulations was also important for the tensile strenght of the pellets. Conclusions have been made that a formulation should contain more than 20 parts of MCC in order to resist to a crushing force. When less than 20 parts of MCC is used in a formulation, the matrix structure cannot be formed, resulting in pellets which break more easily. When comparing the different dissolution profiles of pellets with different formulations, pellets with 20 parts MCC and 80 parts TCP have shown the largest olanzapine release. When more MCC is used in the formulation, the matrix structure is formed in that way that the olanzapine cannot be released.The influences of excipients, such as MCC and TCP, in different fractions on the properties of pellets after extrusion and spheronization were tested in this study. Future work could examine and compare differences in these properties between MCC, TCP, and other excipients.
3

SAMENVATTING
In deze studie werden pellets geproduceerd door middel van extrusie en sferonisatie van een mengsel van excipiënten, waaraan water en olanzapine is toegevoegd. Deze techniek is wereldwijd bekend om vaste doseringsvormen te produceren. De extrudabiliteit van deze bevochtigde massa naar pellets, werd getest. In een eerste fase werden alleen pellets gemaakt bestaande uit microcrystallijne cellulose (MCC), tricalcium fosfaat (TCP) en water. In de tweede fase werd Olanzapine toegevoegd als actief farmaceutisch ingrediënt. In beide fasen werden pellets geproduceerd bestaande uit verschillende formulaties van excipiënten. Elke formulatie werd tweemaal aan extrusie onderworpen, onmiddellijk en na een rustperiode van 24 uur. De resulterende pellets werden getest op verschillende eigenschappen zoals, densiteit, porositeit, loss on drying, grootte en crushing force. Uiteindelijk werd de vrijgave van olanzapine uit de pellets getest, door middel van een dissolutietest.Wanneer naar de resultaten wordt gekeken, kan bevestigd worden dat de hoeveelheden MCC en TCP in de formulatie gebalanceerd moeten zijn om pellets te verkrijgen met een diameter tussen 1 en 1,4mm. Water werd toegevoegd aan de microcrystallijne cellulose, opdat deze zou opzwellen tot een matrix structuur verkregen wordt. Deze matrix kan verschillende substanties vasthouden, zoals bijvoorbeeld olanzapine. Tricalcium fosfaat heeft de eigenschap om poriën in de pellets te verbinden. Zo kan olanzapine gemakkelijker ontsnappen uit de pellets. De hoeveelheden MCC en TCP gebruikt in de formulaties zijn ook van groot belang voor de tensile strenght. Als conclusie kan besloten worden dat elke formulatie minstens 20% MCC nodig heeft, anders kan de matrix structuur niet gevormd worden, en zullen de pellets veel makkelijker breken.Wanneer de verschillende dissolutieprofielen van de pellets met verschillende formulaties vergeleken worden, wordt duidelijk dat pellets die bestaan uit 20% MCC en 80% TCP de grootste olanzapine vrijgave tonen. Wanneer een groter aandeel MCC gebruikt werd in de formulatie, dan werd de matrix structuur zodanig gevormd dat olanzapine niet kon vrijgegeven worden. De invloeden van excipiënten, zoals MCC en TCP, in verschillende hoeveelheden, op de eigenschappen van de pellets na extrusie werden in dit onderzoek getest. Toekomstig onderzoek zou zich kunnen toeleggen op het examineren en vergelijken van de verschillende eigenschappen tussen MCC, TCP en andere excipiënten.
4

WOULD LIKE TO THANK….
I would like to take this opportunity to thank everybody who has helped me during my research.
First of all I would like to thank prof. Dr. J.P. Remon to give me the opportunity to work abroad with his colleagues.
A special thanks goes out to prof. Dr. Joao F. Pinto for the theoretical guidance throughout these 3 months. The feedback during our weekly meetings were very helpful for me.
I would also like to thank Maria Paisana. Thanks to her experience and knowledge of the experimental work, the research has been a success. I would also want to thank all my co-
workers at the faculty for the pleasant atmosphere.
Because the Erasmus experience is not all about the study, I would also like to thank all my friends here in Lisbon for the great times. The cultural activities, the dinners and of course the
parties made this an unforgettable experience.
Last but not least, I would also want to thank my friends and family in Belgium for their support during the whole period.
5

TABLE OF CONTENT
1. INTRODUCTION……………………………………………………………………………………………………. 11.1 PELLETIZATION PROCESS……………………………………………………………………………………..1
1.1.1 Extrusion…………………………………………………………………………………………31.1.2 Spheronization………………………………………………………………………………..51.1.3 Drying……………………………………………………………………………………………..6
1.2 COMPOSITION OF PELLETS…………………………………………………………………………………..61.2.1 Microcrystalline cellulose………………………………………………………………..71.2.2 Tricalciumphosphate……………………………………………………………………….71.2.3 Water………………………………………………………………………………………………7
1.3 CHARACTERIZATION OF PELLETS………………………………………………………………………….91.3.1 Particle size distribution………………………………………………………….………91.3.2 Density/porosity……………………………………………………………………………..91.3.3 Loss on drying………………………………………………………………………………….91.3.4 Crushing force……………………………………………………………………………….101.3.5 Release of drug from pellets………………………………………………………….101.3.6 UV/VIS spectroscopy………………………………………………..……………………10
1.4 OLANZAPINE………………………………………………………………………………………………………121.5 AIM OF THE STUDY…………………………………………………………………………………………….13
2. OBJECTIVES………………………………………………………………………………………………………….143. MATERIALS AND METHODS………………………………………………………………………………….16
3.1 MATERIALS…………………………………………………………………………………………………………143.2 METHODS………………………………………………………………………………………………………….14
3.2.1 Preparation of pellets……………………………………………………………………….143.2.1.1 Extrusion process…………………………………………………………………..143.2.1.2 Spheronization process………………………………………………………….14
3.2.2 Physical characterization of pellets…………………………………..………………153.2.2.1 Pellet size distribution……………………………………………………………153.2.2.2 Crushing force…………………………………………………………….…………153.2.2.3 Density/porosity……………………………………………………………………153.2.2.4 Loss on drying……………………………………………………….………………15
3.2.3 Release of the drug…………………………………………………………..………………154. RESULTS AND DISCUSSION……………………………………………………………………………………17
4.1 PELLETS WITHOUT OLANZAPINE……………………………………………………..…………………174.1.1 Size…………………………………………………………………………………………………..17
4.1.1.1 Influences on size…………………………………….……………………………18A) Water…………………………………………………………..……………………18B) Extrusion speed…………………………………………………………………19
4.1.2 Density/Porosity……………………………………………………………………………….204.1.3 Loss on drying…………………………………………………………………………………..22
6

4.1.4 Crushing force…………………………………………………………………………………..244.2 PELLETS WITH OLANZAPINE……………………………………………………………………………….26
4.2.1 Size………………………………………………………………..…………………………………264.2.2 Density/Porosity……………………………………………………………………………….284.2.3 Loss on drying…………………………………………………………………………………..294.2.4 Crushing force…………………………………………………………………………………..304.2.5 Release of drug from pellets……………………………………………..………………32
4.2.5.1 Release of Olanzapine out pellets extruded immediately………324.2.5.2 Release of Olanzapine out pellets extruded after 24 hours……334.2.5.3 Maximum Olanzapine release……………………………………………….344.2.5.4 Modeling/Comparison of dissolution profiles………………………..35
A F2-test………………………………………………………………………………..35B Mean dissolution time…………………………………………………….….36C Higuchi model…………………………………………………………………….36D Korsmeyer-Peppas model…………………………….…………………….37
5. CONCLUSION…….………………………………………………………………………………………………….386. BIBLIOGRAPHY/REFERENCES………………………………………………………………………………..39
LIST OF ABBREVIATIONS7
API = Active Pharmaceutical IngredientC = graden CelsiusEMA = European Medicines AgencyFDA = Food and Drug Administrationg = gramLOD = Loss on DryingMCC = Microcrystalline cellulosemg= milligrammin = minuterpm = Revolutions per minuteTCP = Tricalcium phosphateµm = micrometer
1. INTRODUCTION
8

Pellets can be spheres of different sizes according to their purpose. Pellets can be applied in a variety of industries, such as, the pharmaceutical industry, the polymer industry and the agribusiness (Vervaet et al., 1994). Nowadays, pelletization is increasingly applied for the preparation of solid oral controlled-release dosage forms (Fekete et al. 1998).
1.1 PELLETIZATION PROCESS
Pelletization of drugs is a worldwide used technique to create multiparticulate solid dosage forms. Pellets, manufactured by extrusion and spheronization, are spherical or nearly spherical, free-flowing granules with a narrow size distribution, typically varying between 500 and 1500 µm for pharmaceutical applications (Ghebre-Sellassie, 1989). These dosage forms have multiple advantages in comparison with the conventional, single-unit solid dosage forms (e.g. tablets). Due to the fact that pellets are smaller than tablets, they are more rapidly emptied out of the stomach, regardless of the feeding state of the patient. Secondly, each small pellet-unit contains only a small amount of drug. Therefore there is less risk of high local drug concentrations, that could result in side-effects, namely irritating on the gastric mucosa. (Bechgaard and Hegermann Nielsen, 1989) The use of pellets also gives the advantage to combine multiple drugs, who are not compatible in one dosage form. After the production of pellets, they can be compressed into tablets or filled into hard gelatin capsules (Conine and Hadley, 1970; Jalal et al., 1972; Sandberg et al., 1988; Millili and Schwartz, 1990; Béchard and Leroux, 1992). Although pellets, or other multiple-unit systems claim to be better than single-unit modified-release formulations in terms of reproducibility and predictability of behavior in the gastrointestinal tract, it must be stated that the effect of the highly variable gastrointestinal transit on the multiple-dosage forms cannot be simplified (Basit et al. 2010). There are different techniques available for pellet preparation (table 1.1). The extrusion/spheronization technique is amongst the most popular ones to produce pellets. This process consists of four steps and was first described by Reynolds (1970) and by Conine and Hadley (1970). First there is the preparation of the wet mass by mixing the active pharmaceutical ingredient (API) with the excipients and water (Laurent, 2005). Then a high force is applied on the wet mass forming cylindrical extrudates (extrusion). Next the extrudates are cut into smaller pieces and rounded, resulting in pellets (spheronization). Finally, the pellets are dried (C. Vervaet, 1994). Figure 1.1 gives a summary of the steps followed in the extrusion/spheronization process (A. Dukic-Ott, 2008).
9

Table 1.1: Summary of different pelletisation techniques with their corresponding equipment. (A. Dukic-Ott, 2008)
Figure 1.1: Main steps in the process of
extrusion/spheronization with the corresponding process parameters. (A. Dukic-Ott, 2008)
1.1.1. Extrusion
Extrusion is a technique which uses a high force on a powder mixture to form extrudates (Hicks and Freese, 1989). During the extrusion process, the powder mix gets pushed through a small cavity (extrusion die) by a constant force (C. Vervaet, 1994). The resulting extrudates are cylinders with a certain width and length, corresponding to the length and the diameter of the used die (Hicks and Freese, 1989). Several extruder types can be used, such as screw feed extruders (axial, dome or radial), gravity feed extruders (cylinder roll, gear roll and radial) and piston feed extruders (ram) (Erkoboni, 2003). The piston of the ram extruder maintains the same extrusion speed, resulting in a fluctuation of the force as the mass gets compressed and extruded. These extrusion forces can be
10

measured, resulting in an extrusion profile. (Fig.1.2) (Harrison et al. 1985, 1987) In the beginning of the extrusion, a low force is noticed, which indicates the compressing of the materials inside the barrel (See section A on the figure). When the compressing phase is over, the graph will peak, followed by a steady state (section B). This corresponds with the extrusion of the materials that come out of the die at a constant rate. At the end of the extrusion, the force needed to extrudate the mass will go up (section C) (Pinto et al., 2001).The characteristics of the extrudates are different according to the amount of water used in the formulations and the used speed of the extrusion (Pinto et al., 1994).
Figure 1.2: Profile of the Force (N) versus Distance (mm) during the process of extrusion
Figure 1.3 shows an image of a ram extruder showing how the ram gets pushed downwards by a mechanical press to apply a high force onto the mass. The arrows show the movement of the mass, resulting in a laminar flow (see B). However, in the corners of the barrel, inside the angle of convergence, a turbulent flow is noticed, explaining the force needed for extrusion to go up (see C) (Liang et al., 2007).
11

Figure 1.3: Ram extruder
1.1.2. Spheronization
Spheronization is a process used to create pellets, which are small spheres with a diameter between 500 and 1500 µm, out of extrudates that are formed in the previous extrusion process (Ghebre-Sellassie; 1989). The extrudates are dumped into the spheronizer, this is a bowl that consists of a stationary, cylindrical wall, and a fast-rotating plate with grooves, called the friction plate (Aleksandra Dukic-Ott, 2008). The extrudates are cut into smaller pieces by the bottom plate (Conine and Hadley, 1970). Then, by centrifugal forces, the cutted
12

extrudates are moved outwards to the stationary wall. There they collide and climb up the wall, before falling back down on the rotating disk, which pushes them towards the wall again, creating a rope-like formation (Figure 1.4) (Rowe, 1985; A. Dukic-Ott, 2008).
Figure 1.4: Schematic representation of the ‘rope-like’ extrudates motion during spheronization
There are 2 theories on how the pellets obtain their round shape (figure 1.5.). Rowe suggested that the cylindrical form first gets rounded edges, then forms a dumbbell and later on an elliptical form to form a perfect sphere in the end. The other theory is that after the cylindrical form gets rounded edges, a twist of the particle occurs, followed by a breaking in the middle. This results in 2 parts that are then further rounded due to rotational and frictional forces (Baert and Remon, 1993) (fig. 1.5). The spheronization usually takes 2 – 10 minutes (Gamlen, 1985) and a rotational speed of the frictional plate should be between 200 and 400 rpm in order to achieve a highly spherical pellet (West and Rowe, 1988).
13

Figure 1.5: Pellet-forming mechanism according to (A) Rowe (1985): 1, cylinder; 2, cylinder with rounded edges; 3, dumb-bell; 4, eclipse; 5, sphere; (B) Baert et al.(1993): 1, cylinder; 2, rope; 3, dumb-bell; 4, sphere with a cavity outside; 5, sphere.
1.1.3. Drying
The formed pellets are then dried. There are different methods that can be used for this process, such as drying at room temperature (Hasznos et al. 1992), drying in the oven (Woodruff and Nuessle, 1972; Eerikäinen and Lindqvist, 1991), drying in a fluidized bed (Baert et al. 1992; Fielden et al.,1992a; Baert and Remon, 1993; Pinto et al. 1993) or drying in a microwave (Bataille et al. 1993). The method used for drying the pellets has an influence on the porosity and the pressure resistance of the pellets (Bataille et al. 1993). Fluidizing is the method of drying in which the granular material behaves in a fluid-like state. The moisture content will drop during the drying period, which improves the fluidization (De Beer, Vervaet, Remon, 2011). This drying method is an example of a convective drying method. Conduction or vacuum drying are also means to supply thermal energy needed for the drying process. The big advantage of fluidized bed drying is the fact that is has a short drying time, which is important in the world of pharmaceutical manufacturing. Drying is possible in short time because fluidized beds have a high transfer coefficient of heat and moisture between the solids and the drying gas. They also have a large contact area between the solids and the gas. (De Beer, Vervaet, Remon, 2011)
1.2 COMPOSITION OF PELLETS
The composition of the wet mass should have certain requirements in order to be able to perform extrusion and spheronization (Newton, 2002). The requirements for spheronization of the cylindrical extrudates are, as Newton defined in 2002:
a) “The extrudate must possess sufficient mechanical strength when wet, yet it must be brittle enough to be broken down to short lengths in the spheronizer, but not so friable that it disintegrates completely.
14

b) The extrudate must be sufficiently plastic to enable the cylindrical rods to be rolled into spheres by the action of the friction plate in the spheronizer.
c) The extrudate must be nonadhesive to itself in order that each spherical granule remains discrete throughout the process.”
Other variables such as granulation liquid, API and excipients properties influence the pellet properties. In the manufacturing of pellets, there are a lot of different excipients possible to use. Microcrystalline cellulose (MCC) is commonly used as an excipient in extrusion/spheronization (A. Dukic-Ott, 2008). Table 1.2 gives a summary of excipients that could be used in combination with MCC.
1.2.1 Microcrystalline cellulose (MCC)
Microcrystalline cellulose (MCC) is a natural polymer, that is commonly used worldwide in the process of extrusion/spheronization (Newton, 2002). MCC has a large surface area and high internal porosity, explaining that it can absorb and retain large quantities of water (Sognalio et al., 1995). These characterizations lead to the fact that MCC has good binding properties and good cohesiveness in the wet mass. The use of MCC enhances spheronization and prevents phase separation during extrusion or spheronization (Fielden et al. 1992, Kleinebudde, 2008). MCC can be described as a molecular sponge. Like a sponge, MCC particles first absorb water, which they then release during extrusion due to the compression. The water is easily lost because most of the water held by MCC is present as free water. The ‘crystallite-gel’ model says that MCC is broken into smaller pieces, and even into single crystals during the extrusion process with water. These resulting crystallites can then form a coherent gel-like network. The use of MCC in the formulation of pellets is extensively described in the literature, and shows that a good sphericity, low friability, smooth surface properties and high density can be obtained (Kleinebudde, 1997).Although MCC is a good excipient to form pellets through extrusion/spheronization, in some cases it is not recommended. For example, some drugs can be incompatible with MCC (Carstensen et al. 1969; Brandl et al. 1995), for example, they can suffer from decomposition in presence of MCC (Basit et al. 1999). These disadvantages can be solved by using silicified MCC (SMCC). This is a dry binder, based on MCC and enriched with 2% colloidal silicium dioxide (Kibbe, 2000). By processing MCC with silicium dioxide in order to manufacture SMCC, the topography of the surface of MCC particles changes (Tobyn et al. 1998). No new bonds were formed, the slicium dioxide just adheres to the surface of MCC (Muzikova, Novakova, 2007). It is stated that silicification improves flowability, lubricity and compactability by comparison with MCC (Hwang, Peck, 2001).
1.2.2 Tricalciumphosphate (TCP)
15

Tricalcium phosphate (TCP) is a filler used to facilitate the extrusion/spheronization process (Harris and Ghebre-Selassie, 1989). TCP can be used in various applications, such as in implants for orthopaedic and dental applications, plastic reconstruction and drug delivery systems. TCP has a high porosity and a high interconnectivity of pores (Fujita, 2003).
1.2.3 Water
The amount of water added to the powder mixture before extrusion has a big influence on the characteristics of the pellets, such as hardness, density and structure. Also, the dissolution profile of the drug is influenced (Baert and Remon, 1993). Water can either have a plasticizing or an antiplasticizing effect on the MCC matrix (Agrawal et al., 2004). The moisture content of the mass can be varied between an upper and a lower limit. Staying within these margins can still lead to pellets of a good quality (Gamlen, 1885; Fielden et al., 1993; Kleinebudde, 1993). Manufacturing pellets with a moisture content below the limit can lead to the formation of dust during spheronization. When too much water is used, the overwetted mass will form agglomerates of individual pellets, because of the excess of water at the surface of the pellets (Vervaet, 1994).
Table 1.2: Overview of different classes of excipients combined with MCC in formulations intended for extrusion/spheronization and reference to literature sources (A. Dukic-Ott, 2008).
FillersLactose Wan et al. (1993), Otsuka et al. (1994), Umprayn et al.
(1995), Blanqué et al. (1995), Santos et al. (2002), Sinha et al. (2005)
Dicalcium diphosphate Rodrigues et al. (2001), Sousa et al. (1996, 2002), Santos et al. (2002), Sinha et al. (2005)
Mannitol Hellén et al. (1993), Hellén and Yliruusi (1993), Sousa
16

et al (2002)Starch and derivates Otsuka et al. (1994), Junnila et al. (2000)Glucose Sousa et al. (2002)β-Cyclodextrin Gazzaniga et al. (1998), Santos et al. (2002)
BindersSodium carboxymethylcellulose Malinowski and Smith (1975), O'Connor et al. (1984),
O'Connor and Schwartz (1985), Funck et al (1991), Elbers et al. (1992), Hileman et al. (1993),
Polyvinylpyrrolidone Funck et al. (1991), Deasy and Law (1997), Varshosaz et al. (1997), Santos et al. (2002)
Hydroxypropylmethylcellulose Umprayn et al. (1995), Luchtman et al. (2005)Methylcellulose Funck et al. (1991), Umprayn et al. (1995)Hydroxypropylcellulose Funck et al. (1991), Mesiha and Vallés (1993), Otsuka
et al. (1994), Umprayn et al. (1995)Gelatine/starch, gelatine Varshosaz et al. (1997), Rodrigues et al. (2001)Starch Funck et al. (1991), Mesiha an Vallés (1993)Silicates Law and Deasy (1997)Carbomer Funck et al. (1991)Chitosan Goskonda and Upadrashta (1993), Santos et al. (2002)
Lubricants/glidantsLight mineral oil, sodium stearyl fumarate, fumarate, colloidal silicon dioxide
Mesiha and Vallés (1993)
Hydrogenated castor oil Law and Deasy (1997)Glycerol behenate (Compritol®) Iloanusi and Schwartz (1996)Precirol® ato 5, Gelucire® 50/02 Edimo et al. (1993), Law and Deasy (1997)
DisintegrantsCroscarmellose sodium, sodium starch glycolate
Souto et al. (2005), Schröder and kleinebudde (1995)
Surface active agentsSodium lauryl sulphate Mesiha and Vallés (1993), Edimo et al. (1993), Law and
Deasy (1997)Polysorbate 80, glyceryl and sorbitan mono-oleate, sorbitan mono-palmitate
Mesiha and Vallés (1993), unnila et al. (1998)
Glycerol monostearate Blanqué et al. (1995)Self-emulsifying systems Newton et al. (2001, 2005), Tuleu et al. (2004)
1.3 CHARACTERIZATION OF PELLETS
1.3.1 Particle size and size distribution
Sieving of the pellets is a technique used to obtain a distribution of the pellet’s size. Sieves with different sizes are used. The sieves are put on a mechanical shaker with the lowest diameter on the bottom (Woodruff and Nuessle, 1972; Hileman et al. 1993). Apart from sieving, computer-aided image analysis is a more advanced method which is also used (Dietrich and Brausse, 1988; Fielden et al., 1992).
17

1.3.2 Density/Porosity
When determining bulk and tap densities, it gives a good idea about the homogeneity of the pellet size distribution (Vervaet et al., 1995; Woodruff and Nuessle, 1972). The true density can be determined by displacement with Helium in a picnometer (Millili and Schwartz, 1990; Baert and Remon, 1993). The porosity of pellets is a characteristic which can be derived from the density in the absence of direct measurement techniques (e.g. mercury porosimetry). Equation 1.1 provides the relationship between density and porosity:
ε = 1 - (ρmeasured)/(ρexpected)
Eq. 1.1: where, ε is the porosity and ρ the density. The ρexpected was obtained from the weighted densities of particles of the different materials in the pellets.
1.3.3 Loss on drying (LOD)
The Loss On Drying (LOD) is a commonly used method to determine the moisture content of a material. The samples are weighted before they go into an oven, and weighed again afterwards. The difference in weight is due to the loss of water by heating. Samples can be put into an oven at high temperature, or under a IR-lamp. The Karl Fisher technique can also be used to measure the moisture content. It is important to know how much water is inside of the material, because it can affect the performance of the material, the assay of this drug content and its dissolution.
1.3.4 Crushing force
The crushing force is a test to measure the pellet strength. It determines what force is needed to break the pellets (Vervaet et al. 1995). It gives an idea of how ‘hard’ the pellets are. The diameter of the pellets on which this crushing force test is performed should be known, because the strength increases with an increase of diameter, otherwise the tensile strength should be determined (Ligarski et al., 1990). When measuring the crushing force, it is also possible to measure other derived parameters such as, reformation, stress, strength and strain. If, for example the pellets are very hard, it might be difficult for a drug to be
18

released from them during the dissolution test. So it can be said that the crushing force of the pellets is also directly correlated with the corresponding dissolution profiles.
1.3.5 Release of drug from pellets (dissolution test)
The dissolution test is a compulsory test to examine the drug release under controlled conditions. This is an important test because it provides the dissolution profiles of the drug in the pellets. It is possible to notice an immediate, sustained or delayed release. A delayed release is often wanted to protect the stomach from the irritating drug, or to protect the drug from the irritating fluids of the stomach, or to allow manufacture of sustained release pellets (Nguyen et al., 2012). To have less fluctuations in blood concentration levels of the drug, a sustained release form is given in a lower frequency of dosage (Verschueren, 2010).The drug inside the matrix system of the pellet can be released in two different ways. First, the surrounding fluids can break the matrix, causing a release of the drug. This is called erosion. Secondly, the matrix system can take up the surrounding fluids causing the drug to dissolve in it. The dissolved drug can then be released by diffusion. Sometimes diffusion is the only mechanism observed.
1.3.5.1 Quantification of drug released from pellets
To quantify the amount of drug released from the pellets, UV/VIS spectroscopy can be used to measure the concentration of the drug. The absorbance of the radiation by the molecule can be related to the concentration of the molecule. A dissolution profile could be composed by presenting the concentration of the drug in function of the time.
1.4 OLANZAPINE
Olanzapine is an atypical, antipsychotic drug, used for the treatment of psychoses, schizophrenia and bipolar disorder. The drug belongs to the class of the benzodiazepines, as it is a thienobenzodiazepine derivative. Olanzapine belongs to the second generation of antipsychotic agents, which cause fewer extrapyramidal symptoms due to an increase in affinity for serotonin 5-HT2A receptors in comparison with dopamine D2 receptors. So far Olanzapine is available on the market in the form of film-coated tablets and orodispersible
19

tablets (http://www.ema.europa.eu/docs/en_GB/document_library/EPAR_-_Scientific_Discussion/human/000810/WC500043238.pdf; Bhana et al., 2001).The Olanzapine molecule has been described as having different polymorphs (Tiwari et al., 2006). Mostly according to the amount of water to which it is exposed, the drug molecule can undergo transitions to different polymorphic states. All these different forms have also different physical properties, such as solubility, dissolution rate, melting point. So it is important to be aware of the polymorphic state of Olanzapine. Nowadays, the polymorphic crystalline form 2 which is the most stable one, is most frequently used. Previous studies have shown that the contact of the drug with water during the pre-extrusion mixing is not enough to start a transition to the hydrate form (Lai, 2012). However, if we wait 24h to extrude the powder mix, more olanzapine in the dihydrate form is formed (Lai, 2012).The efficacy and safety of Olanzapine has been investigated in randomized, placebo-controlled, comparative trials and monotherapy. It is proven that Olanzapine is effective in maintaining the clinical improvement during continuation therapy, if an initial response is noticed with the patient. The drug is also indicated for the prevention of reoccurrence with bipolar disorder patients. (http://www.ema.europa.eu/docs/en_GB/document_library/EPAR__Scientific_Discussion/human/000810/WC500043238.pdf)
Figure 1.6: Structure form of 2-methyl-4-(4-methyl-1-piperazinyl)-10H-thieno[2,3-b][1,5]benzodiazepine (Olanzapine).
1.5 AIM OF THE STUDY
The aim of this work was to study the extrudability of wet masses containing Olanzapine in pellets. Also the influence of different excipients in the different properties on the characteristics of the pellets was investigated. The goal was to get acquainted with the processes of extrusion and spheronization, but also with the different techniques used to measure different properties of pellets and last but not least assess eventual changes on olanzapine polymorphic form.
20

2. OBJECTIVES
This thesis considers 2 parts. In the first part, pellets were manufactured without the Active pharmaceutical ingredient. This part was exploratory to set the equipment and use methods in a balanced way. It also provided results of what the properties of these pellets without olanzapine were.
21

In the second part, olanzapine was added to the mixture, and pellets were manufactured by extrusion/spheronization. The pellets were characterized, i.e. they were tested for different properties such as density, porosity, loss on drying, size and crushing force. Pellets with Olanzapine were also characterized for drug release by a dissolution test.
Thus, the objective was to examine the extrudability of wet masses containing Olanzapine into pellets.
3. MATERIALS AND METHODS
3.1 MATERIALS
a) Olanzapine: form II (OLZ, Pharmaorgana Laboratories, India)b) Microcrystalline cellulose: (MCC, Avicel PH 101, FHC Corporation, Ireland)c) β-tricalcium phosphate: (TCP, Sigma-Aldrich, Germany)
22

d) Purified water (W).
3.2 METHODS
The project was carried out in 2 phases. In the first phase pellets were manufactured without Olanzapine. In the second phase Olanzapine was added to the excipients as active pharmaceutical ingredient (API). In both phases the pellets were characterized for size, crushing force, density, porosity and water loss on drying (LOD).
3.2.1 Preparation of pellets
The drug and the excipients were dry-mixed in a planetary mixer (Kenwood chef, Hampshire, UK) for 10 minutes. Then, the water was added to the powder blend and mixed for another 10 minutes. 50% of the formed mass was extruded immediately, whereas the remaining 50% was left to rest in an hermetic container for 24 hours, prior to extrusion. MCC and TCP were mixed together in different fractions; 80:20, 60:40, 50:50, 40:60 and 20:80 respectively (Table 3.1). In the second part of this work, 15% of olanzapine was added to the previous formulations.
Table 3.1: Different formulations of pellets
3.2.1.1 Process of extrusion
The extrusion of the wet mass was performed in a ram extruder (Lurga, Sacavém, Portugal) with a die LD=6 (length/diameter). The extruder was adjusted to a universal testing machine (LR 50K, Lloyds Instruments, Leicester, UK) fit with a load cell that allowed collection of the applied force and displacement data for the piston. Extrudates were manufactured at extrusion rates of 200 mm/min and 400 mm/min. 3.2.1.2 Spheronisation process
Pellets were manufactured from the extrudates in a spheronizer (friction radial plate rotating at 500 rpm) for 7 minutes. The wet pellets were dried in a fluid bed drier at 45°C for 15 minutes (Aeromatic- Fielder AG, Switzerland).
3.2.2 Physical characterization of pellets23

The pellets were tested for different properties.
3.2.2.1 Pellet size and size distribution
Pellets were sieved, using a set of sieves, placed on a mechanical shaker: 355, 500, 710, 1000, 1400 and 2000 µm (Retsch, Germany). 3.2.2.2 Crushing Force
Pellets were tested for crushing force, in which the force needed to break the pellets was recorded (TA XT plus, stable Microsystems, Godalming, UK).
3.2.2.3 Density/porosity
A helium picnometer (Accupyc 1300, Micromeritics, USA) was used to measure the density of the pellets. The porosity was calculated from the density measured, and the weighed densities of the raw materials. (eq. 1.1)
3.2.2.4 Water Loss On Drying (LOD)
The Loss on Drying (water content) was determined by placing samples (n=3) on a moisture balance (Sartorius, Germany) until a constant weight was achieved.
3.2.3 Release of olanzapineA dissolution test of olanzapine in the pellets was performed in a dissolution apparatus (Eur. Pharmacopeia, paddle method, 50 rpm, 900ml of phosphate buffer at pH 6,8, 37,0±0,5°C, (n=3), AT7, Sotax, Switzerland). The samples were collected at the times: 5, 15, 30, 60, 90, 120, 240, 360, 480, 720, 960, 1200 and 1440 minutes. Only pellets with the size between 1,0 and 1,18 mm were used for the dissolution test, because uniformity of surface area of the pellets was required. The concentration of olanzapine was quantified by UV spectrophotometry (λ=226nm, Hitachi U 2000, Japan).
4. RESULTS
4.1 PELLETS WITHOUT OLANZAPINE
4.1.1 Size
Figure 4.1 shows that the optimal amount of MCC, necessary to obtain a higher percentage of pellets within the size range of 1,0 and 1,4mm, is between 40 and 60%. No real difference
24

can be seen when comparing the pellets that were extruded immediately versus the ones that were extruded after 24 hours. When little MCC was used, the pellets were not able to form a matrix structure, therefore not enough water could be absorbed, resulting into smaller pellets. On the contrary, when too much MCC is used, also smaller pellets were obtained. When a high percentage of MCC was used, a low percentage of TCP was used: the lack of TCP in these pellets result into a lack of interconnectivity of pores. This again lead to the fact that the presence of MCC was not able to absorb water like a molecular sponge, which lead to smaller pellets. It seems that there should be a good balance between MCC and TCP in order to obtain a high fraction of pellets with good size. The MCC/TCP balance should be within the 40-60% range in order to form a matrix structure with enough interconnectivity of the pores to be able to absorb water, resulting in pellets with size between 1,0 and 1,4%.When the effect of the resting time on the MCC-water interaction is described, a smaller influence is noticed when pellets were extruded immediately, in comparison with pellets that were extruded after 24 hours. When the powder mixture is extruded immediately, the water present does not have enough time to fully interact with MCC. As seen on figure 4.1, higher factions were obtained for formulations with 40, 50 and 60% of MCC.
Table 4.1: Pellets with diameter between 1,0 and 1,4mm (%) when different fractions of excipients were considered.
Figure 4.1: Pellets with a diameter between 1,0 and 1,4mm in function of different amounts of MCC. (extrusion speed 200 mm/min).
25
4.1.1.1 Factors affecting size
A) Water
Apart from MCC and TCP, water is also an important excipient which can influence the size of pellets.
Table 4.2: Pellets with diameter between 1,0 and 1,4mm when different amounts of water were considered.
As it can be seen in table 4.2, when different amounts of water were used for the same formulation, the percentage of right-sized pellets went up in almost every case. This can be explained by the presence of MCC. When more water is used, the MCC will absorb more because it acted like a molecular sponge (Kleinebudde et al., 1997). This way, the matrix turned more plastic, resulting in a bigger fraction of pellets with diameter between 1,0 and 1,4mm.
26
20 30 40 50 60 70 800
10
20
30
40
50
60
70
80
90
100
t0 t24
Microcrystalline Cellulose (%)
frac
tion
of p
elle
ts (%
)

The amount of water used in each formulation should be in correlation with the amount of MCC used. Since MCC acted like a molecular sponge, more water should be added to the powder mix when more MCC is present.
B) Extrusion rate
The extrusion rate is another factor that can affect the size of pellets. A comparison of the extrusion of the same formulation (50 MCC; 50 TCP; 70 H2O) was carried out with two different extrusion rates (200 mm/min and 400 mm/min).
Table 4.3: Pellets with diameter between 1,0 and 1,4 mm when rates were considered.
Figure 4.2: Influence of extrusion speed on the size of pellets.
As shown in the figure 4.2, a decrease in right sized pellets is observed when the extrusion speed was increased up to 400 mm/min. When a higher extrusion speed was applied on the wet mass, the resulting extrudates suffered from surface impairments such as roughness and sharkskinning (Harisson et al., 1985). This results into extrudates of lesser quality, which will break unevenly during the process of spheronization. Finally, pellets will be obtained with a wider particle size range, explaining the lower fraction between 1,0 and 1,4mm. The higher the extrusion speed, the wider the pellet size distribution, and the lower the fraction of good sized pellets.
4.1.2 Density and porosity
27
200 4000
25
50
75
100
t0 t24
Extrusion speed (mm/min)
frac
tion
of p
elle
ts (%
)

Table 4.4: Density and porosity of pellets from different formulations and different extrusion times.
Density MCC: 1,559 g/cm³ ; density TCP: 3,061 g/cm³Figure 4.3: Relationship between the density (g/cm³) and the fraction of MCC (%)in the pellets.
Figure 4.4: Relationship between the porosity and the fraction of MCC in the pellets.When looking at figure 4.3, it can be seen that the density increases when the amount of MCC used in the pellets, decreases. No difference can be noticed in density between pellets extruded immediately and pellets extruded after 24 hours. Figure 4.4 shows a decrease in porosity when the amount of MCC used in the pellets decreased. The porosity stays the same for pellets that were extruded immediately and pellets who were extruded after 24 hours, except in the 20% MCC/80% TCP formulation. This could be due to the fact the standard deviation for the measured density is bigger. Since the porosity is derived from the density, the deviation gets even bigger.
28
80 60 50 40 200.0000
0.5000
1.0000
1.5000
2.0000
2.5000
3.0000
t0 t24
MCC (%)
Dens
ity (g
/cm
³)
80 60 50 40 200.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
t0 t24
MCC (%)
Poro
sity
(%)

When the density of pellets increased, the porosity of the same pellets will decrease (Eq. 1.1). TCP as a raw material has a higher density in comparison with MCC. The expected density is calculated by the percentage of the excipients, multiplied by the density of the raw material. This explains the fact that a lower density and a higher porosity can be observed, when more MCC is used in the formulation.As said before, MCC is like a molecular sponge that acts like a matrix structure (Kleinebudde, 1997). This explains why the porosity increases when more MCC is used in the formulation.
4.1.3 Water Loss on drying (LOD)
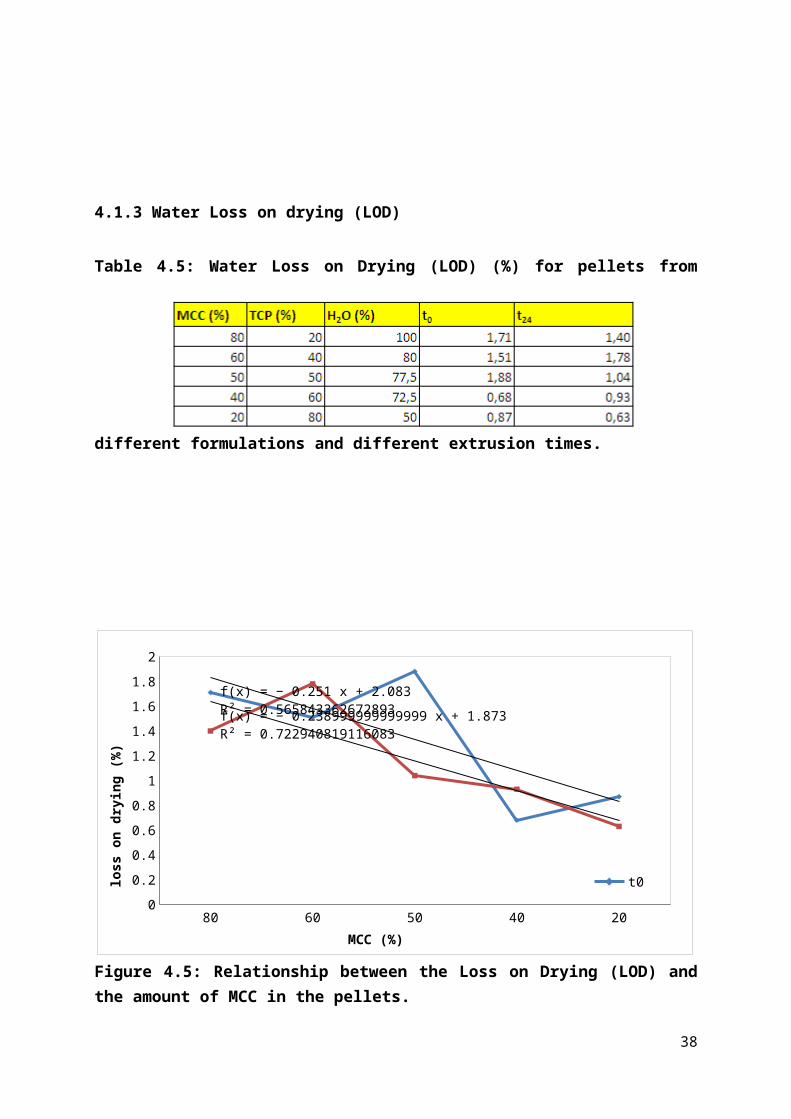
Table 4.5: Water Loss on Drying (LOD) (%) for pellets from different formulations and different extrusion times.
29

Figure 4.5: Relationship between the Loss on Drying (LOD) and the amount of MCC in the pellets.
On figure 4.5, we notice a decrease in LOD when there is less MCC used in the pellet formulations. Because MCC acts like a matrix structure, most of the water absorbed, is held in this matrix. So, when less MCC is used, less water can be stored in this matrix and therefore less water can be evaporated, resulting in a lower LOD value. The given regression lines are parallel, meaning that the moisture content is correlated with the fraction of MCC, regardless of the time of extrusion. The moisture content is higher when extrusion happened immediately. This can be explained by the fact that the water did not have enough time to enter inside the MCC-matrix, and so will evaporate more easily, resulting in a higher LOD-value, in comparison with the moisture content of pellets who were extruded after 24 hours.
Table 4.6: Comparison of the LOD observed when IR-radiation and oven heating were used, for different formulations and resting times.
30
80 60 50 40 200
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
f(x) = − 0.251 x + 2.083R² = 0.565843362672893f(x) = − 0.238999999999999 x + 1.873R² = 0.722940819116083
t0Linear (t0)
MCC (%)
loss
on
dryi
ng (%
)

Figure 4.6: Loss on Drying measured by different methods: IR-ra diation and Oven on pellets from different formulations at different extrusion times.
Table 4.7: Regression lines with corresponding R²-values of Loss on Drying measured by different methods and with different resting times.
Looking at the figure 4.6, a higher LOD is noticed when the oven was used, compared to IR-radiation. Also a higher LOD-value was seen when the pellets were extruded immediately in comparison with those who were extruded after 24 hours.The reason is that pellets are in the oven at 100°C for 24 hours, which is considerably longer than when IR-radiation is used. In that case, pellets are only heated for a couple of minutes. A longer period of heating at a higher temperature can be responsible for a higher LOD.
4.1.4 Crushing force
Table 4.8: Crushing force (N) for pellets made from different formulations and different times.
31
60 400.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
IR-radiation t0Linear (IR-radiation t0)Oven t0Linear (Oven t0)
MCC (%)
LOD
(%)

Figure 4.7: Correlation between the Crushing Force and the fraction of MCC in the pellets.
When looking at figure 4.7, a constant force can be noticed, followed by a sudden drop when a low-MCC formulation is used. This can be explained by the matrix-forming capacity of MCC. When there is enough MCC present in the formulation, the matrix structure will be formed, given a certain strength to the pellets. When we test the force needed to break these pellets, the results stay close to each other. But when a formulation with low amount of MCC is used, the matrix cannot be well-formed, which leads to pellets who break easily. Thus, a threshold can be identified for those formulations at a fraction of 40% of MCC.
Table 4.9: Tensile strenght (N/mm) for pellets made from different formulations and different extrusion times.
Figure 4.8: Relationship between the tensile strenght of pellets and the fraction of MCC present in the formulation.
32
80 60 50 40 200.0
5.0
10.0
15.0
20.0
25.0
t0 t24
MCC (%)
Crus
hing
For
ce (N
)

Table 4.9 and figure 4.8 show a constant tensile strenght for the formulations containing 40, 50, 60 and 80 parts of MCC. A clear drop is noticed when only 20% of MCC was used in the formulation. The same trends are seen for pellets with different times of extrusion. To resist deformation the pellets have to consist of enough MCC to build up a matrix structure that is strong enough to resist different forces. When a certain level of MCC is reached in a formulation, there is no real change in tensile strenght.Since the crushing force can be influenced by the size of the pellets, the tensile strenght is a better way to show the resistance of pellets to forces. But since pellets with the same size (diameter between 1,0 and 1,4 mm) were selected to do the crushing test, no real difference is noticeable between figure 4.7 and 4.8.These results relate nicely with the previous observations shown in table 4.8 and figure 4.7. The same threshold can be seen when a formulation contains less than 40 parts of MCC.
4.2 PELLETS WITH OLANZAPINE
4.2.1 Size
Table 4.10: Pellets from different formulations with diameter between 1,0 and 1,4mm.
33
20 40 60 800.00
0.10
0.20
0.30
0.40
0.50
0.60
t0 t24
MCC (%)
Tens
ile st
reng
ht (N
/mm
)

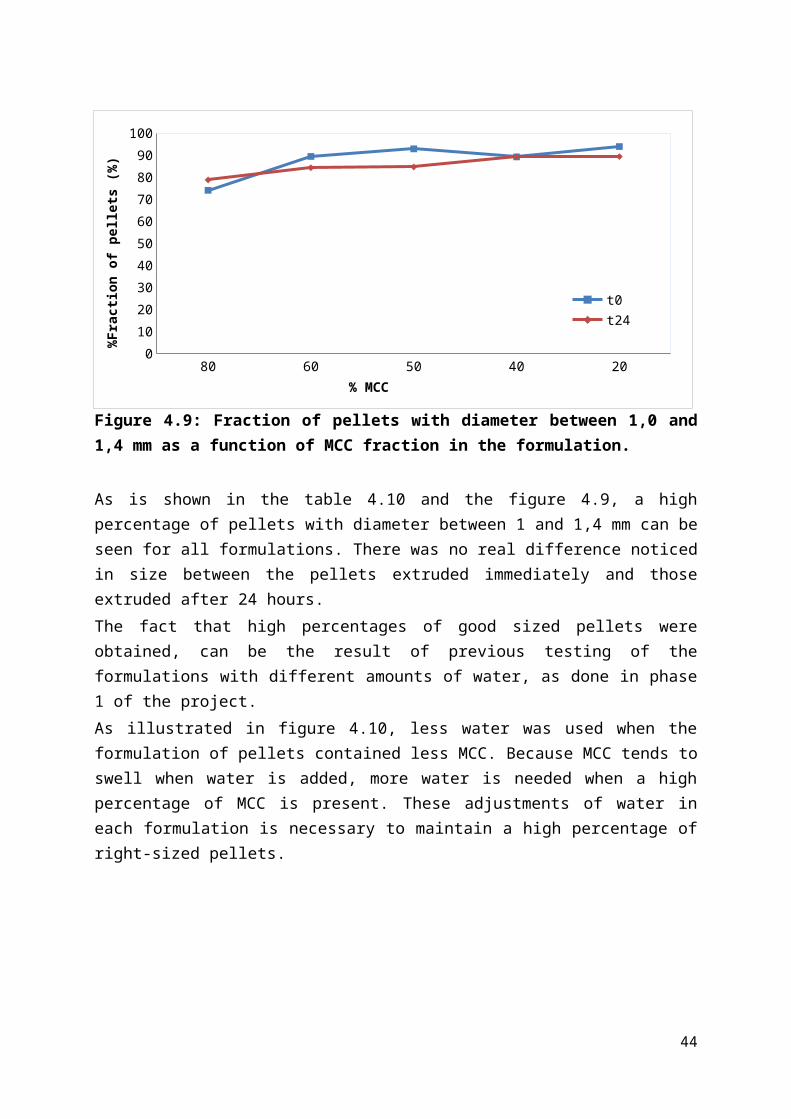
Figure 4.9: Fraction of pellets with diameter between 1,0 and 1,4 mm as a function of MCC fraction in the formulation.
As is shown in the table 4.10 and the figure 4.9, a high percentage of pellets with diameter between 1 and 1,4 mm can be seen for all formulations. There was no real difference noticed in size between the pellets extruded immediately and those extruded after 24 hours.The fact that high percentages of good sized pellets were obtained, can be the result of previous testing of the formulations with different amounts of water, as done in phase 1 of the project. As illustrated in figure 4.10, less water was used when the formulation of pellets contained less MCC. Because MCC tends to swell when water is added, more water is needed when a high percentage of MCC is present. These adjustments of water in each formulation is necessary to maintain a high percentage of right-sized pellets.
34
80 60 50 40 200
10
20
30
40
50
60
70
80
90
100
t0 t24
% MCC
%Fr
actio
n of
pel
lets
(%)

Figure 4.10: Correlation between the fraction of water and the fraction of MCC used in each formulation.
35
20 30 40 50 60 70 800
20
40
60
80
100
120
MCC (%)
H2O
(%)

4.2.2 Density and porosityTable 4.11: Density and porosity of pellets from different formulations and different extrusion times.
Figure 4.11: Relationship between the density of the pellets as a function of the fraction of MCC in the formulation.
Figure 4.12: Relationship between the porosity of the pellets as a function of the fraction of MCC in the formulation.
36
80 60 50 40 200.0000
0.5000
1.0000
1.5000
2.0000
2.5000
t0t24
MCC (%)
Dens
ity (g
/cm
³)
80 60 50 40 200.0
5.0
10.0
15.0
20.0
25.0
t0 t24
MCC (%)
Poro
sity
(%)

Figure 4.11 shows that there is an increase in density when the amount of MCC is lower. In the formulations with a low amount of MCC, a high amount of TCP was present. Since TCP as a raw material has a higher density than MCC as a raw material, the fraction of TCP present in the formulation is directly proportional to the density of the pellets.There is no difference noticeable between pellets extruded immediately and pellets extruded after 24 hours. Figure 4.12 shows the porosity, which relates to the density. We noticed that pellets in the 50/50 and the 40/60 (%MCC/%TCP) formulation are more porous. Since TCP is responsible for the interconnectivity of the pores inside the MCC matrix, it is logical that when the porosity increased when the fraction of TCP increased. The amounts of MCC and TCP in a formulations should be well balanced in order to obtain a matrix structure with a lot of pores who are connected. That is why formulations with 50 and 40 parts of MCC show higher porosity levels.
4.2.3 Loss on drying
Table 4.12 and Figure 4.13 shows that the LOD is higher in almost every formulation when pellets were measured 24 hours after extrusion. A possible explanation could be that pellets which were extruded after 24 hours are more dried, and therefore the water was more present at the surface of the pellet, which makes it easier to escape when a LOD test is performed. We should also notice that the highest LOD-value is seen with the 50/50 (%MCC/%TCP) formulation. Since in this formulation there is a good balance between the two excipients, the matrix is well formed by MCC, and the interconnectivity between the pores is high due to the fraction of TCP, resulting in a formulation that can contain a lot of water. Table 4.12: Loss on Drying of pellets from different formulations and extrusion time.
Figure 4.13: Relationship between the fraction of MCC in each formulation and the Loss on Drying (LOD).
37
80 60 50 40 200.000.501.001.502.002.503.003.50
t0
MCC (%)
LOD
(%)
4.2.4 Crushing force
Table 4.13: Crushing force for pellets with different compositions and extruded at different times.
Figure 4.14: Crushing Force for pellets for different fractions of MCC and different extrusion times.
As shown in Figure 4.14, the force needed to break the pellets stayed constant for formulations containing MCC percentages from 80 until 40. Only the formulation with 20% MCC shows a clear drop in crushing force. This can be explained by the matrix forming qualities of MCC. This excipient forms a matrix, which is mostly responsible for the strength of the pellets. When the amount of MCC is too low (20%), the matrix cannot be formed well, resulting in weak pellets, which are easy to break.
38
80 60 50 40 200.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0t0t24
MCC (%)
Crus
hing
For
ce (N
)

Table 4.14: Tensile strenght of pellets from different extrusion times and different formulations.
Figure 4.15: Relationship between the tensile strenght of the pellets and the fraction of MCC used in each formulation.
No difference in tensile strenght can be noticed between pellets who were extruded immediately and pellets who were extruded after 24 hours. A trend, similar to the one when comparing the crushing force, is noticeable. The tensile strenght stays relative constant when a fraction of 40% or more MCC was used. A clear drop in tensile strenght is seen, when 20% of MCC was used, regardless of the time of extrusion. We can conclude that pellets with less than 40% of MCC are not resistant to any kind of deformation, they will break very easily, as we have seen by measuring the crushing force as well. The results of the crushing force and tensile strenght can be explained by the fact that MCC forms a matrix structure. When too less MCC was used in a formulation (e.g. 20%), the matrix structure cannot be formed, resulting in a low crushing force and low tensile strenght. When 40 or more parts of MCC are present in a formulation, a matrix that is strong enough, is formed.
4.2.5 Release of olanzapine from the pellets39
0 10 20 30 40 50 60 70 80 90 1000.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
t0 t24
MCC (%)
Tens
ile st
reng
ht (N
/mm
)

4.2.5.1 Release of Olanzapine (t0)
Figure 4.16: Dissolution profiles of pellets with different formulations (%MCC/%TCP) that were extruded immediately.
4.2.5.2 Release of Olanzapine (t24)
Figure 4.17: Dissolution profiles of pellets with different formulations (%MCC/%TCP) that were extruded after 24 hours.Figure 4.16 shows the relationship between the Olanzapine released out of the pellets in function of the time. In the beginning we see a quick release, while near the end of the
40
0 200 400 600 800 1000 1200 1400 16000
10
20
30
40
50
60
70
80
90
100
20/8040/6050/5060/4080/20
Time (min)
Ola
nzap
ine
rele
ased
(%)
0 200 400 600 800 1000 1200 1400 16000
10
20
30
40
50
60
70
80
90
100
20/8040/6050/5060/4080/20
Time (min)
Ola
nzap
ine
rele
ased
(%)

dissolution test a steady state is noticed. Pellets with 20% MCC and 80% TCP show the most olanzapine released, 79,38%. When less TCP and more MCC is used to manufacture the pellets, we see that the maximum release of Olanzapine decreases. The quickest release is also noticed with the 20% MCC/80% TCP pellets, almost 50% of olanzapine is already released within the first hour.Because TCP is responsible for the porosity of the pellets by making pores, it is logical that when the amount of TCP is high, the olanzapine can escape from the pellets more easily. The pellets with 50% MCC and 50% TCP have also a quicker release, and a higher maximum release then the pellets which contained 40% MCC and 60% TCP. This seems not logical, so further tests should be done in order to explain this.Figure 4.17 shows the dissolution details of the pellets that were extruded after 24 hours. The same trends as seen with pellets who were extruded immediately can be observed. Pellets made in the formulations 20/80 and 40/60 (%MCC/%TCP) show a maximum release of olanzapine higher than 70%. This confirms previous explanation that the amount of TCP has an increasing influence on the release of Olanzapine out of pellets.By comparing Figure 4.16 and 4.17 we can conclude that pellets that were extruded immediately show a better dissolution profile then pellets that were extruded after 24 hours. This means a quicker release profile, but also a higher maximum release. We also see that only the 20/80 (%MCC/%TCP) formulation shows a quick release in the beginning. It seems that when more than 20% of MCC is used, the release of Olanzapine becomes slower.The pellets containing 80% MCC and 20% TCP show a different dissolution profile than the other formulations, at both extrusion times. Because of the high fraction of MCC, Olanzapine cannot escape from the matrix that easily, which leads to an unstable dissolution profile.
4.2.5.3 Confirmation of Olanzapine release
41

Figure 4.18: Dissolution profile of pellets with 40 MCC and 60 TCP extruded immediately and after 24 hours.
These are data from pellets containing 40% MCC and 60% TCP. It is clear that after smashing the pellets, the release of Olanzapine reached 100% for both pellets extruded immediately and those extruded after 24 hours. So we can conclude that all of the Olanzapine we have put into the powder mix, is still present in the pellets. When a release profile did not provide a release of 100%, the Olanzapine could be trapped inside the MCC-matrix of the pellets. Less MCC and therefore more TCP used, leads to a better maximum release of Olanzapine, since the drug can escape the matrix more easily. It must be stated that all measurements of Olanzapine concentration were done in threefold, so that an average could be presented accompanied with a standard deviation.
4.2.5.4 Comparison of dissolution profiles
A) F2-test
42
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
ImmediateImmediate - SmashedAfter 24hAfer 24h - Smashed
Time (min)
Ola
nzap
ine
rele
ased
(%)

The F2-test is a method to compare two different curves, in this case, two dissolution curves to see their similarity. The similarity factor (f2) is a logarithmic transformation of the sum-squared error of differences between two points, over all time. (equation 4.1) A value of 100 is obtained when the 2 curves are identical. The FDA and EMA suggest that two dissolution profiles are declared similar if f2 is between 50 and 100. (P. Costa et al., 2000)
Eq. 4.1: where, n, sampling number, R, percentage dissolved of reference product, T, percentage dissolved of test product, j, time point.
Table 4.15: Similarity factor F2 between the immediate and the after 24 hours curve for each formulation.
As shown in table 4.15, f2 values higher than 50 are obtained for formulations with 40, 50 and 60% of MCC. Regarding the FDA and EMA rules, we can declare the dissolution curves of these pellets extruded immediately and after 24 hours, identical. This cannot be said for pellets containing 20 and 80% of MCC. The lowest f2 value is seen when 80% of MCC was used in the formulation. This is the formulation where the most water was added to the powder mixture. Since so much water was added, a 24 hours waiting period before extrusion could have changed the molecular matrix structure, resulting in a dissolution profile which was not identical to the one after immediate extrusion.
B) Mean Dissolution Time (MDT)
43
MDT values are a useful way to reduce each curve to a single number. In some cases this can be related to the dissolution rate constant. Equation 4.2 gives the mathematical formula to calculate the MDT. The results are shown in table 4.16.
Eq. 4.2: where, j, sample number, n, number of dissolution sample times, t j, time at midpoint between tj and tj-1, ΔMi=additional amount of drug dissolved between ti and ti-1.
Table 4.16: Mean Dissolution Time for the dissolution of olanzapine in pellets with different formulations and extruded at different times.
C) Higuchi model
The Higuchi model is one of the many models used to study the release of water soluble and low soluble drugs that are incorporated in semi-solid and/or solid matrixes (Costa et al. 2000). Equation 4.3 shows the simplified Higuchi model. It describes drug release as a diffusion process, based on the Fick’s law, square root time independent. This relation can be used to describe the drug dissolution from several types of modified release pharmaceutical dosage forms, as in the case of some transdermal systems and matrix tablets with water soluble drugs. (Desai et al. 1966; Schwartz et al., 1968)
Qt = KH · t1/2
Eq. 4.3: where,Qt, amount of drug released at t, time point, KH, Higuchi dissolution constant.
Table 4.17: Higuchi dissolution
44

constant with corresponding R² value for pellets with different compositions and different extrusion times.
As shown in Table 4.17, the R² values prove that the dissolution profiles follow the Higuchi model closely. We can conclude that Olanzapine is released from the matrix by diffusion.
D) Korsmeyer-Peppas model
This is a simple, semi-empirical model, developed by Korsmeyer et al. (1983) stating the exponential correlation between the drug release and the elapsed time, as shown in equation 4.4.
Eq. 4.4: where, Mt/M∞, fraction of drug released, a, constant incorporating structural and geometric characteristics of the drug dosage form, n, release exponent. (Costa et al., 2000)
Table 4.18: Korsmeyer-Peppas constants for pellets with different compositions and different extrusion times.
Table 4.18 reports the n values of the Korsmeyer-Peppas model, with the corresponding R² values. Based on the n value, which is the release exponent, we are able to characterize different release mechanisms (Peppas, 1985). As shown in table 4.18 most n values are close to 0,5,which corresponds with Fickian diffusion as drug transport mechanism.
45

5. CONCLUSIONS
The balance between the fractions of MCC and TCP used in the formulation is of great importance for the size of the pellets, and should be between the 40-60% range. In that way, MCC is able to form a matrix, to contain the Olanzapine, while TCP is responsible for the interconnectivity of the pores, which allows Olanzapine to escape from the pellets.
The more TCP present in the formulation, the higher the density will be, since TCP as a raw material has a higher density then MCC as a raw material. The porosity can be derived from the density, so a higher fraction of MCC results in a higher porosity.
The loss on drying of each batch of pellets goes up when more water is used in each formulation. A increase of the fraction of water used in the formulation is seen when more MCC is used, since water causes MCC to swell up to a matrix.
In the formulation, the crushing force stays constant as long as enough (>20%) MCC is present. MCC is thus necessary to build up the matrix and provide the pellets with enough strength to resist force. The stiffness is a parameter that corrects the crushing force for the diameter of the measured pellets. Since the crushing force was not measured for all pellets, but just on these with diameter between 1,0 and 1,4mm, the same conclusions are made after observing the stiffness.
We can conclude that pellets with 20% MCC and 80% TCP show the best dissolution profile. It has a quick release in the beginning, and a steady state release with a high maximum release. The more MCC is used in the formulations, the harder it is for Olanzapine to escape from the matrix, resulting in a lower maximum release. The more TCP used in the formulations, the quicker Olanzapine can be dissolved. This can be explained by the property of TCP to interconnect cavities inside the MCC-matrix.
The f2 test teaches us that pellets with balanced MCC/TCP fractions (40-60%) show similarity between pellets extruded immediately and pellets extruded after 24 hours. The difference in extrusion time seems to only affect the dissolution profile of pellets with high or low MCC or TCP fractions.
When combining the constants of the Higuchi model and the Korsmeyer-Peppas model, we can conclude that diffusion is the drug transport mechanism in these pellets.
6. BIBLIOGRAPHY46

AGRAWAL, A. M., HOWARD, M. A. & NEAU, S. H. (2004) Extruded and spheronized beads containing no microcrystalline cellulose£%M: Influence of formulation and process variables. Pharmaceutical Development and Technology, 9, 197-217.
AGRAWAL, A. M., MANEK, R. V., KOLLING, W. M. & NEAU, S. H. (2004) Water distribution studies within microcrystalline cellulose and chitosan using differential scanning calorimetry and dynamic vapor sorption analysis. Journal of Pharmaceutical Sciences, 93, 1766-1779.
BAERT, L. & REMON, J. P. (1993) Influence of amount of granulation liquid on the drug-release rate from pellets made by extrusion spheronization. International Journal of Pharmaceutics, 95, 135-141.
BAERT, L., VERMEERSCH, H., REMON, J. P., SMEYERSVERBEKE, J. & MASSART, D. L. (1993) Study of parameters important in the spheronization process. International Journal of Pharmaceutics, 96, 225-229.
BARADARI, H., DAMIA, C., DUTREIH-COLAS, M., CHAMPION, E., CHULIA, D. & VIANA, M. beta-TCP porous pellets as an orthopedic drug delivery system: ibuprofen/carrier physicochemical interactions. Science and Technology of Advanced Materials, 12.
BASHAIWOLDUA, A., PODCZECKB, F., NEWTON, J. M. (2004) A study on the effect of drying techniques on the mechanical properties of pellets and compacted pellets. European Journal of Pharmaceutical Sciences, 21, 119–129.
BATAILLE, B., BARRAU, J. P., RAHMAN, L., LIGARSKI, K., JACOB, M., DURU, C., BAYLAC, G. & PUECH, A. (1990) Optimization of the spheronization step in the manufacture of cellulose-derivative granules using the extrusion-spheronization process. Journal De Pharmacie De Belgique, 45, 125-130.
BATAILLE, B., LIGARSKI, K. & JACOB, M. (1990) Study on wetting parameters and spheronization rate on size and hardness of minigranules prepared by extrusion-spheronization. Pharmaceutica Acta Helvetiae, 65, 334-337.
BATAILLE, B., LIGARSKI, K., JACOB, M., THOMAS, C. & DURU, C. (1993) Study of the influence of spheronization and drying conditions on the physicomechanical properties of neutral spheroids containg avicel PH-101 and lactose. Drug Development and Industrial Pharmacy, 19, 653-671.
47

BECHARD, S. R. & LEROUX, J. C. (1992) Coated pelletized dosage form – effect of compaction on drug release. Drug Development and Industrial Pharmacy, 18, 1927-1944.
BHANA, N., FOSTER, R. H., OLNEY, R. & PLOSKER, G. L. (2001) Olanzapine - An updated review of its use in the management of schizophrenia. Drugs, 61, 111-161.
CARSTENS.JT, OSADCA, M. & RUBIN, S. H. (1969) Degradation mechanisms for water-soluble drugs in solid dosage forms. Journal of Pharmaceutical Sciences, 58, 549-&.
CHIEN, N., CHRISTENSEN, J. M. & AYRES, J. W. Verapamil sustained release: New formulation and convolution. Pharmaceutical Development and Technology, 17, 148-157.
CONINE, J. W. & HADLEY, H. R. (1970) Preparation of small solid pharmaceutical spheres. Drug & Cosmetic Industry, 106, 38-&.
COSTA, F. O., SOUSA, J. J. S., PAIS, A. & FORMOSINHO, S. J. (2003) Comparison of dissolution profiles of Ibuprofen pellets. Journal of Controlled Release, 89, 199-212.
COSTA, P. (2001) An alternative method to the evaluation of similarity factor in dissolution testing. International Journal of Pharmaceutics, 220, 77-83.
COSTA, P., MANUEL, J. & LOBO, S. (2001) Modeling and comparison of dissolution profiles. European Journal of Pharmaceutical Sciences, 13, 123-133.
DIETRICH, R. & BRAUSSE, R. (1988) Validation of the pellets coating process used for a new sustained-release theophylline formulation. Arzneimittel-Forschung/Drug Research, 38-2, 1210-1219.
DUKIC-OTT, A., THOMMES, M., REMON, J. P., KLEINEBUDDE, P. & VERVAET, C. (2009) Production of pellets via extrusion-spheronization without the incorporation of microcrystalline cellulose: A critical review. European Journal of Pharmaceutics and Biopharmaceutics, 71, 38-46.
EERIKAINEN, S. & LINDQVIST, A. S. (1991) The behavior of various fillers in spheronized uncoated and film-coated granules containing slightly water-soluble indomethacin. International Journal of Pharmaceutics, 75, 181-192.
FEKETE, R., ZELKO, R., MARTON, S. & RACZ, I. (1998) Effect of the formulation parameters on the characteristics of pellets. Drug Development and Industrial Pharmacy, 24, 1073-1076.
48

FIELDEN, K. E., NEWTON, J. M. & ROWE, R. C. (1992) A comparison of the extrusion and spheronization behavior of wet powder masses processed by a ram extruder and a cylindrical extruder. International Journal of Pharmaceutics, 81, 225-233.
FIELDEN, K. E., NEWTON, J. M. & ROWE, R. C. (1993) The influence of moisture-content on spheronization of extrudate processed by a ram extruder. International Journal of Pharmaceutics, 97, 79-92.
FREESE, H. W. & LUKACH, D. Extrusion press die change assembly has one hydraulic cylinder for shearing work piece and second cylinder for transferring die etc. to transfer station. Usm Corp.
FUJITA, R., YOKOYAMA, A., KAWASAKI, T. & KOHGO, T. (2003) Bone augmentation osteogenesis using hydroacyapatite and beta-tricalcium phosphate blocks. Journal of Oral and Maxillofacial Surgery, 61, 1045-1053.
GAMLEN, M. J. (1985) Pellet manufacture for controlled release. Manufacturing Chemist, 56, 55-&.
GHANAM, D. & KLEINEBUDDE, P. Suitability of kappa-carrageenan pellets for the formulation of multiparticulate tablets with modified release. International Journal of Pharmaceutics, 409, 9-18.
HAMEDELNIEL, E. I., BAJDIK, J., KASA, P. & PINTYE-HODI, K. Study of the influence of alkalizing components on matrix pellets prepared by extrusion/spheronization. Pharmaceutical Development and Technology, 17, 204-211.
HARRISON, P. J., NEWTON, J. M. & ROWE, R. C. (1985) The characterization of wet powder masses suitable for extrusion spheronization. Journal of Pharmacy and Pharmacology, 37, 686-691.
HARRISON, P. J., NEWTON, J. M. & ROWE, R. C. (1987) The application of capillary rheometry to the extrusion of wet powder masses. International Journal of Pharmaceutics, 35, 235-242.
HASZNOS, L., LANGER, I. & GYARMATHY, M. (1992) Some factors influencing pellets characteristics made by an extrusion/spheronization process. Effects on size characteristics and moisture-content decrease of pellets. Drug Development and Industrial Pharmacy, 18, 409-437.
49

HILEMAN, G. A., GOSKONDA, S. R., SPALITTO, A. J. & UPADRASHTA, S. M. (1993) Response-surface optimization of high-dose pellets by extrusion and spheronization. International Journal of Pharmaceutics, 100, 71-79.
http://www.ema.europa.eu/docs/en_GB/document_library/EPAR__Scientific_Discussion/human/000810/WC500043238.pdf, 15 march 2012
HUANG, H. P. & GHEBRESELLASSIE, I. (1989) Preparation of microspheres of water-soluble pharmaceuticals. Journal of Microencapsulation, 6, 219-225.
JACOB, S., NAIR, A., PATIL, P., PANDA, B. (2011) Solid state crystallinity, amorphous state, and its implications in the pharmaceutical process. International journal of pharmaceutical sciences and research, Vol. 2(3): 472-482.
JALAL, I. M., SMITH, W. E. & MALINOWS.HJ (1972) Tablet granulations composed of spherical-shaped particles. Journal of Pharmaceutical Sciences, 61, 1466-&.
KALYUZHNY, G., VASKEVICH, A., ASHKENASY, G., SHANZER, A. & RUBINSTEIN, I. (2000) UV/VIS spectroscopy of metalloporphyrin and metallophthalocyanine monolayers self-assembled on ultrathin gold films. Journal of Physical Chemistry B, 104, 8238-8244.
KAUNISTO, E., MARUCCI, M., BORGQUIST, P. & AXELSSON, A. Mechanistic modelling of drug release from polymer-coated and swelling and dissolving polymer matrix systems. International Journal of Pharmaceutics, 418, 54-77.
KLEINEBUDDE P. (1997) The crystallite-gel-model for microcrystalline cellulose in wet granulation, extrusion and spheronization. Pharm. Res. 14: 804-809
KRUEGER, C., THOMMES, M. & KLEINEBUDDE, P. "MCC SANAQ (R) burst"-A New Type of Cellulose and its Suitability to Prepare Fast Disintegrating Pellets. Journal of Pharmaceutical Innovation, 5, 45-57.
KUNDU, B., LEMOS, A., SOUNDRAPANDIAN, C., SEN, P.S., DATTA, S., FERREIRA J.M.F., BASU, D. (2010) Development of porous HAp and β-TCP scaffolds by starch consolidation with foaming method and drug-chitosan bilayered scaffold based drug delivery system. Journal of Materials Science: Materials in Medicine, Vol. 21, 2955-2969
LAI, B.G., PINTO, J.F., PAISANA, M. (2012) Understanding the kinetics of hydration and dehydration of Olanzapine.
50

LIANG, JI-ZHAO (2007) Planar entry converging flow during extrusion of polymer melts. Polymer-plastics Technology and engineering, volume 46, issue 5.
LIEW, C. V., LOH, Z. H., HENG, P. W. S. & LEE, C. C. (2008) A study on microwave-induced melt granulation in a single pot high shear processor. Pharmaceutical Development and Technology, 13, 401-411.
MILLILI, G. P. & SCHWARTZ, J. B. (1990) The strength of microcrystalline cellulose pellets – effect of granulating with water ethanol mixtures. Drug Development and Industrial Pharmacy, 16, 1411-1426.
MORRIS, K., GRIESSER, U., ECKHARDT, C., STOWELL, J. (2001) Theoretical approaches to physical transformations of active pharmaceutical ingredients during manufacturing processes. Advanced drug delivery reviews, 48, 91-114.
MORTIER, S. T. F. C., DE BEER, T., GERNAEY, K. V., REMON, J. P., VERVAET, C. & NOPENS, I. Mechanistic modelling of fluidized bed drying processes of wet porous granules: A review. European Journal of Pharmaceutics and Biopharmaceutics, 79, 205-225.
MUZIKOVA, J. & NOVAKOVA, P. (2007) A study of the properties of compacts from silicified micro crystalline celluloses. Drug Development and Industrial Pharmacy, 33, 775-781.
NEWTON, J. M., CHAPMAN, S. R. & ROWE, R. C. (1995) The influence of process variables on the preparation and properties of spherical granules by the process of extrusion and spheronization. International Journal of Pharmaceutics, 120, 101-109.
NURNBERG, E. & WUNDERLICH, J. (1996) Simple formulation optimization for extrusion - Influence of particle size, source and preprocessing of microcrystalline celluloses. Pharmazeutische Industrie, 58, 653-658.
PINTO, J. F., BUCKTON, G. & NEWTON, J. M. (1992) The influence of 4 selected processing and formulation factors on the production of spheres by extrusion and spheronization. International Journal of Pharmaceutics, 83, 187-196.
PINTO, J. F., PODCZECK, F. & NEWTON, J. M. (1997) Investigations of tablets prepared from pellets produced by extrusion and spheronisation . Modelling the properties of the tablets produced using regression analysis. International Journal of Pharmaceutics, 152, 7-16.
51

ROUSSIERE, H., FAYON, F., ALONSO, B., ROUILLON, T., SCHNITZLER, V., VERRON, E., GUICHEUX, J., PETIT, M., MASSIOT, D., JANVIER, P., BOULER, J. M. & BUJOLI, B. (2008) Reaction of zoledronate with beta-tricalcium phosphate for the design of potential drug device combined systems. Chemistry of Materials, 20, 182-191.ROWE, R. C. (1985) Spheronization – A novel pill-making process. Pharmacy International, 6, 119-123.SOUSA, J. J., SOUSA, A., PODCZECK, F. & NEWTON, J. M. (2002) Factors influencing the physical characteristics of pellets obtained by extrusion-spheronization. International Journal of Pharmaceutics, 232, 91-106.
THOMMES, M. & KLEINEBUDDE, P. (2008) The behavior of different carrageenans in pelletization by extrusion/spheronization. Pharmaceutical Development and Technology, 13, 27-35.
TOBYN, M. J., MCCARTHY, G. P., STANIFORTH, J. N. & EDGE, S. (1998) Physicochemical comparison between microcrystalline cellulose and silicified microcrystalline cellulose. International Journal of Pharmaceutics, 169, 183-194.
TOMER, G., PODCZECK, F. & NEWTON, J. M. (2002) The influence of model drugs on the preparation of pellets by extrusion/spheronization: II spheronization parameters. International Journal of Pharmaceutics, 231, 107-119.
VARUM, F. J. O., MERCHANT, H. A. & BASIT, A. W. Oral modified-release formulations in motion: The relationship between gastrointestinal transit and drug absorption. International Journal of Pharmaceutics, 395, 26-36.
VERSCHUEREN, L. (2010) Evaluatie van extrusie sferonisatie voor de productie‐van sustained release matrix pellets. Katholieke Hogeschool Kempen.
VERVAET, C., BAERT, L. & REMON, J. P. (1995) Extrusion-spheronization – a literature-review. International Journal of Pharmaceutics, 116, 131-146.
VLADYKA, R. S., ERKOBONI, D. F. & SWERIDUK, C. A. Preparation of porous microcrystalline cellulose granules, useful to cushion controlled release particles, comprises granulating microcrystalline cellulose with a granulating fluid, drying at a controlled rate and removing water portions. Scherer Technologies Inc R P.
WOODRUFF, C. W. & NUESSLE, N. O. (1972) Effect of processing variables on particles obtained by extrusion-spheronization processing. Journal of Pharmaceutical Sciences, 61, 787-&.
52
Related Documents











