第 41 卷第 5 期 水力发电学报 Vol. 41, No. 5 2022 年 5 月 Journal of Hydroelectric Engineering May. 2022 收稿日期:2022-03-24 接受日期:2022-05-10 作者简介:刘宇鉴(1968—), 男, 高级工程师. E-mail: [email protected] 激光跟踪仪在乌东德机组安装工程中的应用 刘宇鉴,蒋华平,陈佳睿 (中国葛洲坝集团勘测设计有限公司测绘分公司,湖北 宜昌 443002) 摘 要:激光跟踪仪的出现与推广应用为水轮发电机组安装工程突破精密测量工作的技术瓶颈,进一步提高施工 质量水平和作业效率提供了一个良好的契机。在乌东德水电站机组安装工程中,激光跟踪测量技术获得了广泛的 应用。工作中,通过对工作软件的二次开发,并研制专用工装,使该项技术充分适应机组安装工艺流程,保证了 现场精密测量工作顺畅实施。工程实践表明,相较于传统测量方法,该项技术在测量精度、可靠性、作业效率等 诸多方面具有显著优势。本文最后指出此项技术的推广应用将带来水轮发电机组安装工程领域深刻的技术革新, 而形成一整套新的施工工艺流程和施工组织模式是此项工作的重点和难点。 关键词:精密测量;激光跟踪仪;水轮发电机组;安装;测量精度与可靠性;作业效率 中图分类号:P258 文献标志码:A DOI: 10.11660/slfdxb.20220502 论文引用格式: 刘宇鉴, 蒋华平, 陈佳睿. 激光跟踪仪在乌东德机组安装工程中的应用[J]. 水力发电学报, 2022, 41(5): 12-20. LIU Yujian, JIANG Huaping, CHEN Jiarui. Application of laser tracker to Wudongde hydraulic turbine generator units installation [J]. Journal of Hydroelectric Engineering, 2022, 41(5): 12-20. (in Chinese) Application of laser tracker to Wudongde hydraulic turbine generator units installation LIU Yujian, JIANG Huaping, CHEN Jiarui (China Gezhouba Group Investigation & Design CO., LTD, Geomatics Branch, Yichang, Hubei 443002) Abstract: Invention and development of a laser tracker system in this work realizes precise survey in the installation of hydraulic turbine generator units, and triggers a new achievement of installing quality and productivity higher than ever. The laser tracking technique has been widely employed for the installation project of the Wudongde hydraulic turbine generator units. For this project, we made secondary software development and a special design of measuring tools, and promoted its laser tracker system to meet the technological requirement by its construction process. This technique has achieved a higher accuracy, better reliability and higher productivity at its construction site, compared with the traditional surveying method and based on the survey data of its generator units installation. We demonstrate the potential of technological innovation through application of this new laser tracking technique, and emphasize the importance and difficulty in formulating a series of new flow schemes and organization modes of the installation and construction of hydraulic turbine generator units. Keywords: precise survey; laser tracker; hydraulic turbine generator units; installation; accuracy and reliability; productivity

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

第 41 卷第 5 期 水 力 发 电 学 报 Vol. 41, No. 5 2022 年 5 月 Journal of Hydroelectric Engineering May. 2022
收稿日期:2022-03-24 接受日期:2022-05-10 作者简介:刘宇鉴(1968—), 男, 高级工程师. E-mail: [email protected]
激光跟踪仪在乌东德机组安装工程中的应用
刘宇鉴,蒋华平,陈佳睿
(中国葛洲坝集团勘测设计有限公司测绘分公司,湖北 宜昌 443002)
摘 要:激光跟踪仪的出现与推广应用为水轮发电机组安装工程突破精密测量工作的技术瓶颈,进一步提高施工
质量水平和作业效率提供了一个良好的契机。在乌东德水电站机组安装工程中,激光跟踪测量技术获得了广泛的
应用。工作中,通过对工作软件的二次开发,并研制专用工装,使该项技术充分适应机组安装工艺流程,保证了
现场精密测量工作顺畅实施。工程实践表明,相较于传统测量方法,该项技术在测量精度、可靠性、作业效率等
诸多方面具有显著优势。本文 后指出此项技术的推广应用将带来水轮发电机组安装工程领域深刻的技术革新,
而形成一整套新的施工工艺流程和施工组织模式是此项工作的重点和难点。
关键词:精密测量;激光跟踪仪;水轮发电机组;安装;测量精度与可靠性;作业效率
中图分类号:P258 文献标志码:A DOI: 10.11660/slfdxb.20220502
论文引用格式:
刘宇鉴, 蒋华平, 陈佳睿. 激光跟踪仪在乌东德机组安装工程中的应用[J]. 水力发电学报, 2022, 41(5): 12-20.
LIU Yujian, JIANG Huaping, CHEN Jiarui. Application of laser tracker to Wudongde hydraulic turbine generator units
installation [J]. Journal of Hydroelectric Engineering, 2022, 41(5): 12-20. (in Chinese)
Application of laser tracker to Wudongde hydraulic turbine generator units installation LIU Yujian, JIANG Huaping, CHEN Jiarui
(China Gezhouba Group Investigation & Design CO., LTD, Geomatics Branch, Yichang, Hubei 443002)
Abstract: Invention and development of a laser tracker system in this work realizes precise survey in the installation of hydraulic turbine generator units, and triggers a new achievement of installing quality and productivity higher than ever. The laser tracking technique has been widely employed for the installation project of the Wudongde hydraulic turbine generator units. For this project, we made secondary software development and a special design of measuring tools, and promoted its laser tracker system to meet the technological requirement by its construction process. This technique has achieved a higher accuracy, better reliability and higher productivity at its construction site, compared with the traditional surveying method and based on the survey data of its generator units installation. We demonstrate the potential of technological innovation through application of this new laser tracking technique, and emphasize the importance and difficulty in formulating a series of new flow schemes and organization modes of the installation and construction of hydraulic turbine generator units. Keywords: precise survey; laser tracker; hydraulic turbine generator units; installation; accuracy and reliability; productivity
刘宇鉴,等:激光跟踪仪在乌东德机组安装工程中的应用 13
0 引言 水轮发电机组结构复杂、部件繁多,安装精度
要求高。根据《水轮发电机组安装技术规范》(GB/T 8564—2003)[1],对于机组安装一般性测量工作,
其水平测量误差不应超过 0.02 mm/m,机组中心或
圆度的测量误差不应超过 0.05 mm。这样的精度要
求已经超出工程测量范畴,进入到工业测量领域[2]。 在水轮发电机组安装工程领域,现行的机组安
装测量方法(下文简称“传统方法”)使用内径千
分尺、百分表、测圆架、重锤线等机械式测量工器
具和辅助设备进行人工测量。在长期的生产实践中,
广大工程技术人员对传统方法做过多方改进。牟官
华[3]对水轮发电机组大型圆部件的测量与数据分
析方法展开研究,确定了被测物体圆度的计算公式。
王志新[4]研究采用点测量法代替百分表配合测圆
架进行发电机转子圆度测量,提高了测量精度,减
小了人员投入。 传统方法是在测量仪器设备发展水平不高、测
量手段欠缺的条件下发展起来的一套机组安装精
密测量方法,具有操作简单、测量数据直观的特点,
长期沿用至今,为水电建设事业做出了历史性贡献;
但是这种方法劳动强度大、作业效率低,测量精度
严重依赖操作员的技术水平及感官灵敏度,测量结
果的可靠性低下。在水电设备朝着大型化、清洁高
效方向发展的过程中[5-8],传统方法的缺陷日益凸
显,尤其对于大型机组的安装测量工作,传统方法
无法保证施工质量全程受控,成为机组安装工程进
一步提高施工质量水平和作业效率的主要障碍。 激光跟踪测量技术的出现和推广应用为机组
安装精密测量工作突破传统方法的瓶颈,实现技术
进步创造了一个良好的契机。 激光跟踪仪是一种高精度空间极坐标测量仪
器,由激光测距系统、角度测量系统、跟踪控制系
统等主要部分组成,配合使用靶球等光学目标反射
器,实时跟踪并精确测量目标点的空间三维坐标。 美国国家标准与技术研究院(NIST)是激光跟
踪测量技术的发源地。Muralikrishnan 等[9]总结了
该项技术自发明以来 30 年的研究成果。这些研究
工作涵盖误差模型、测量不确定度、性能评估以及
配套工具装备研制等诸多方面。这些工作保证了激
光跟踪测量系统的测量精度和实用性,并形成了三
个性能评估标准:ASME B89.4.19、VDI/VDE 2617
—10 及 ISO 10360—10[10-12]。 世界上首台激光跟踪仪于 1990 年由瑞士
Leica 公司研制成功[13-14]。我国航空航天相关企业
于上世纪九十年代中期率先引进激光跟踪仪,国内
关于激光跟踪测量技术研究与应用工作由此展开。
中科院周维虎等[15-19]在自主研发激光跟踪仪的过
程中,系统研究了激光跟踪仪的误差因素及处理方
法,以及多测站测量数据处理和精度评定等关键问
题。王铜等[20]介绍了激光跟踪仪标称测量精度的
表达方法、测试方法,推导了其标称精度指标的计
算方法,并解释其具体含义。王小龙等[21]研究了直
伸激光跟踪仪测量控制网的误差累积问题。 在水电建设领域,相关学者和工程技术人员也
完成了较多实验验证与应用研究工作。张冠宇等[22]
在向家坝右岸电站 1#机组安装工程中采用激光跟
踪测量技术检测定子定位筋的分布半径和圆度,其
结果表明,跟踪仪测量系统具有测量精度高、速度
快、重复性好等优点。赵永健等[23]在水轮机转轮叶
片修复工程中利用激光跟踪仪采集的测量数据进
行叶片 CAD 建模,极大地提高了转轮叶片的修复
效率和修复质量。李林伟等[24]在机坑测设了激光
跟踪仪控制网,通过在水轮机部件检测、发电机定
子组装测量等项目的实际应用,验证了激光跟踪仪
测量方法具有较高的精度。王献奇等[25]基于相关
课题研究成果,总结了在水轮发电机组安装工程中,
激光跟踪仪控制网的建立、传递、使用和复现等方
面的技术要点。 本文结合激光跟踪测量技术在乌东德水电站
机组安装工程中的应用情况,分析激光跟踪仪的测
量精度和可靠性,以及作业效率,并通过与机组安
装精密测量现行方法的比较,阐述在机组安装工程
领域推广应用激光跟踪测量技术的途径。
1 激光跟踪仪测量精度 激光跟踪仪的测量精度有严格的校准数据支
撑,其测量值可以溯源至国家长度基准[26]。在机组
安装施工现场,其实际测量精度可以通过标准尺、
标准件予以检查;对于多测站等复杂条件下的测量
工作,则可以通过观测数据处理评定其测量精度。
1.1 标称测量精度 乌东德水电站机组安装工程配置一套 Leica
AT402 绝对激光跟踪仪测量系统。该型仪器的标称
14 水力发电学报
大允许误差为±(15 μm+6 μm/m)[27],在 10 m 的
距离上,其 大允许误差为±0.075 mm,满足机组
安装精度要求。
1.2 施工现场比对测量 施工现场没有更高精度的仪器设备用于校核
AT402 的测量精度,只能采用测量标准件的方法比
对验证。乌东德水电站右岸机组定子测圆架中心柱
的标称半径为 225 mm;AT402 的实测半径为
224.991 mm,表明 AT402 的测量精度合格。 接杆式两触点内径千分尺(下文简称“测杆”)
是传统方法量测绝对长度的器具。施工现场通常使
用分度值为 0.01 mm 的测杆。测杆的测量精度随
着量测长度的增加而逐渐降低。《两点内径千分尺》
(GB/T 8177—2004)[28]规定,量测长度在 5 ~ 6 m时,其 大允许误差为 0.09 mm。由于测杆的测量
精度比激光跟踪仪的测量精度低,所以不能用来校
核激光跟踪仪的测量精度。但是,为了满足验证工
作的完备性要求,仍然在施工现场做了多次比对测
量工作,现场布置如图 1 所示。 比对测量作业场地选定在发电机定子定位筋
安装施工现场,其原因主要在于测圆架中心柱、定
子定位筋均为精密加工部件,且均调整到竖直状态,
利于消减量测点位不同导致的测量值差异。测杆采
用多吊点方式悬挂在测圆架横臂下方,并使用水准
仪将测杆调整至水平状态,以消除测杆扰曲误差。
现场测量完成后,对测杆测量值进行温度改正,公
式如下[29]: 0 0 0( 20)l l l t (1)
式中:l为长度测量值; 0l 为测杆读数(测微螺杆
读数+接长杆长度); 为测杆热膨胀系数; 0t 为测 量时的测杆温度,℃。
比对测量结果显示,激光跟踪仪与测杆的测量
值符合良好,相关数据如表 1 所示。
图 1 比对测量现场布置
Fig. 1 Arrangement of measurements for comparison
表 1 激光跟踪仪与测杆比对测量数据 Table 1 Comparison of laser tracker and inside micrometer measurements
测量地点 仪器 观测值/mm 环境温度/℃ 测杆温度改正/mm 差值/mm
右岸 8#机定子 测杆 1 9435.29
25.7 9435.86
-0.022 AT402 9435.882 —
左岸 5#机定子 测杆 2 9338.83
25.6 9339.384
-0.015 AT402 9339.399 —
左岸 3#机定子 测杆 2 9338.95
18.9 9338.841
-0.002 AT402 9338.843 —
注:测杆的线膨胀系数取 10.6×10-6℃-1
1.3 现场多测站观测精度 对于激光跟踪仪在多测站观测等复杂条件下
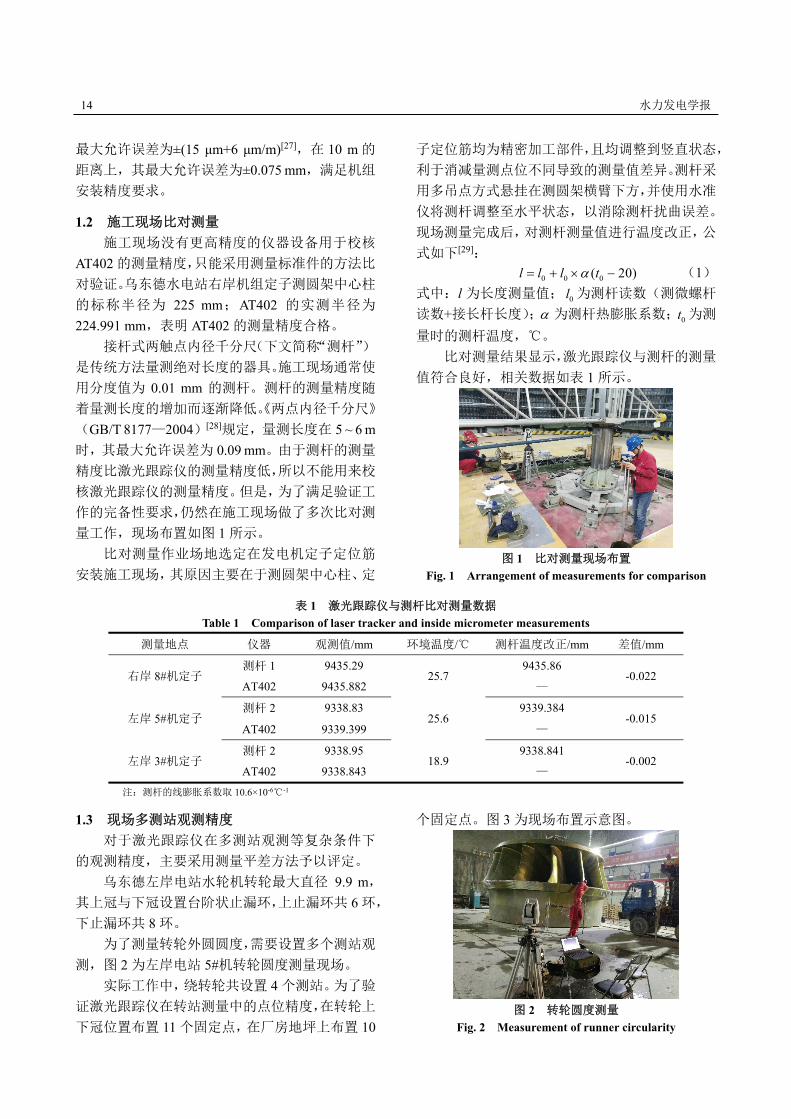
的观测精度,主要采用测量平差方法予以评定。 乌东德左岸电站水轮机转轮 大直径 9.9 m,
其上冠与下冠设置台阶状止漏环,上止漏环共 6 环,
下止漏环共 8 环。 为了测量转轮外圆圆度,需要设置多个测站观
测,图 2 为左岸电站 5#机转轮圆度测量现场。 实际工作中,绕转轮共设置 4 个测站。为了验
证激光跟踪仪在转站测量中的点位精度,在转轮上
下冠位置布置 11 个固定点,在厂房地坪上布置 10
个固定点。图 3 为现场布置示意图。
图 2 转轮圆度测量
Fig. 2 Measurement of runner circularity

刘宇鉴,等:激光跟踪仪在乌东德机组安装工程中的应用 15
图 3 测站布置
Fig. 3 Arrangement of instrument stations
根据设计图,水轮机上止漏环间隙(顶盖与转
轮之间的间隙)设计值为 3.25 mm,下止漏环间隙
(转轮与底环之间的间隙)设计值为 4.75 mm。验
收标准规定,止漏环圆度误差不大于设计间隙的
5%。因此,上下止漏环圆度限差分别为 0.16 mm和 0.23 mm。
此项测量工作的精度评定结果统计:固定点
大点位误差为±0.07 mm,点位误差均值±0.04 mm,
各固定点坐标改正数的绝对值均小于 0.1 mm;满
足现场测量精度要求。
2 激光跟踪仪测量可靠性 水轮机安装过程中,需要多次测量底环、顶盖
的圆度[30]。比较其测量值,可以直观地反映激光跟
踪仪测量的可靠性。 左岸电站 5#机底环、顶盖先在主厂房组圆,
然后吊运至机坑中预装。图 4 为底环组圆测量。图
5 为底环、顶盖预装时的圆度及同轴度测量。 主厂房和机坑中的作业环境条件相差较大。在
底环及顶盖组圆测量过程中,测站设置在其圆心位
置;而在导水机构预装过程中,测站设置在底环平
面上。
图 4 底环圆度测量
Fig. 4 Measurement of bottom ring circularity
图 5 底环及顶盖圆度与同轴度测量
Fig. 5 Measurements of circularity and coaxiality of bottom ring and head cover
表 2 为顶盖两次测量的平均半径比较。表 3 为
底环两次测量的平均半径比较。 可见,在不同环境、不同测站位置的前提下,
底环、顶盖的前后两次测量结果符合良好。在预装
过程中,底环和顶盖不可避免地发生些许变形。由
于顶盖的结构强度明显高于底环的结构强度,所以,
顶盖的变形比较小,这些都在测量结果中表现出来。
表 2 顶盖平均半径测量结果比较 Table 2 Comparison of measured average radii of head
cover (单位:mm)
组圆阶段 预装阶段 差值
一环 4253.42 4253.41 0.01
二环 4215.38 4215.37 0.01
三环 4177.6 4177.59 0.01
四环 4139.66 4139.64 0.02
五环 4101.66 4101.64 0.01
六环 4063.66 4063.66 0
表 3 底环平均半径比较 Table 3 Comparison of measured average radii of
bottom ring (单位:mm) 组圆阶段 预装阶段 差值
一环 4689.19 4689.13 0.06
二环 4727.21 4727.16 0.05
三环 4765.19 4765.18 0.01
四环 4803.16 4803.11 0.05

16 水力发电学报
续表
组圆阶段 预装阶段 差值
五环 4841.16 4841.13 0.03
六环 4879.14 4879.05 0.09
七环 4917.06 4917.02 0.04
八环 4955.14 4955.13 0.01
3 温度变形问题 乌东德水电站右岸电站定子铁心设计半径
8925 mm。验收标准规定,定子铁心实测半径与设
计半径偏差不大于 0.7 mm。 图 6 为乌东德右岸电站 7#机定子铁心圆度测
量现场,激光跟踪仪设置在定子铁心圆心位置,测
量时环境温度为 25.6℃。根据验收标准,在定子铁
心上中下三个高度位置均匀测量三层检测点,再采
用圆周拟合方法计算定子铁心平均半径[31]。
图 6 定子铁心圆度测量
Fig. 6 Measurement of stator core circularity
由于现场精密测量工作仍然以测杆测量值为
准,而传统测量方法不考虑测杆的温度改正。因此,
实际工作中,根据激光跟踪仪的测量值,利用测杆
温度改正公式(1)反算测杆的测量值,相关数据
列表于表 4。
表 4 定子铁心半径 Table 4 stator core radius (单位:mm)
名称 实测值 改算值 偏差值
上层半径 8926.035 8925.505 0.505
中层半径 8925.967 8925.437 0.437
下层半径 8925.818 8925.288 0.288
根据计算结果,定子铁心半径符合限差要求。 由于机组安装更关注部件之间的配合间隙,而
发电机定转子一般同期装配,其作业环境相似,因
此,传统方法可行。但传统方法不完善:激光跟踪
仪的实测测量结果显示,7#机定子铁心半径从下至
上逐渐增加,呈喇叭口形状。其原因在于 7#机定
子铁心叠装期间(6 月份—7 月底)的环境温度逐
渐升高,导致施工测量所使用的测杆逐渐伸长。 机组部件自身的温度变形是另一个值得关注
的问题。这个问题在定子定位筋安装工作中表现得
比较明显。当环境温度梯度较大时,定子机座会发
生较大变形,带动定子定位筋位移,导致定位筋分
布半径测量值发生较大变化。实际工作中,这个问
题通过采取适当的温控措施予以解决。
4 工作软件二次开发及工装研制 激光跟踪测量系统功能完备,但毕竟没有专门
针对机组安装精密测量工作设计,所以,工作中不
可避免地需要对其软件系统进行二次开发,也需要
根据现场工作的实际情况研制专用的测量工装。 工作软件二次开发及测量工装研制增强了激
光跟踪测量技术在机组安装工程中的适用性,进一
步提高了现场作业效率,同时保证了成果提交的规
范性。这里列出两项代表性的工作。
4.1 定位筋安装测量程序 定位筋是发电机定子装配工作中精度要求
高的部件,安装过程中,需要不断测量其半径偏差、
径向偏斜与周向偏斜,直到将其安装到位。这些调
整参数通过解析计算定位筋在定子机座各层环板
位置处两侧棱边点的测量坐标得到。由于测量点数
较多、计算过程繁琐,导致现场测量时,成果提交
速度跟不上定位筋调整速度。为此,对工作软件进
行了二次开发,现场使用效果良好,达到了提高现
场施工测量效率、规范测量成果输出格式的目的。 软件分为两个功能模块:①逐点测量模块,用
于现场逐根调整定位筋形位公差;②批量计算模块,
用于定位筋调整完成后的总体检测与测量成果输
出。图 7 为逐点测量的输出界面。
图 7 逐点测量输出界面
Fig. 7 Pointwise measurement

刘宇鉴,等:激光跟踪仪在乌东德机组安装工程中的应用 17
4.2 测量工装研制 机组安装工程中有一些亚毫米级精度要求的
测量工作。使用高精度的工装受到的限制太多,有
时测量距离超出工装的使用范围。为此研制了平面
放样工装,如图 8 所示。
图 8 平面放样座
Fig. 8 Tool for setting out on horizontal surface
平面放样座只能在水平面上放样,随着现场工
作的展开,遇到了需要在任意位置放样的情况,于
是,研制了新的放样工装,如图 9 所示。
图 9 放样工装
Fig. 9 Tool for setting out
5 相对于传统方法的优势 目前,在大尺寸精密测量领域,激光跟踪仪属
于顶级精度的测量仪器。相对于传统方法,激光跟
踪测量技术有着明显的优势,主要表现在以下 4 个
方面。
5.1 测量精度与可靠性更高 前文已经提及,激光跟踪仪的测量精度优于内
径千分尺的测量精度。除此之外,激光跟踪测量技
术在误差影响因素控制及测量模式等方面拥有重
要优势。 传统方法测量精度的影响因素众多。其中,有
些因素,如测量员的技术水平及感官灵敏度等,难
以量化研究。实际工作中,不同测量员的测量值往
往会有较大的差异。激光跟踪测量系统装备有气象
传感器,能够自动进行气象改正;同时,测量过程
自动化程度较高,基本消除了人为因素的影响;另
外,激光跟踪测量技术在实际工作中,有严谨的精
度控制方法,从而保证了其测量精度与可靠性。 传统施工测量方法属于一维测量模式,即只有
长度或高度的观测。为了满足三维空间内的机组安
装工作,需要采用传递测量基准的方法来增加维度。
例如,在机坑内的安装工作中,首先以水轮机下止
漏环为基准,利用电测法将重锤线定位至其 佳中
心,然后再以重锤线为基准进行其他高程面的安装
工作。其工作过程的实质是,将一维的长度丈量应
用于二维水平面,再利用重锤线将安装基准扩展到
三维空间。这种积木式的测量方法,需要逐次使用
多种仪器设备及工器具才能得到所需的测量结果。
在这样的测量过程中,测量基准的每次传递都会引
入测量误差,从而导致测量精度和可靠性降低。 激光跟踪测量技术属于三维测量模式,每次测
量都同时获得测量点的三维空间坐标。实际工作中,
通过测设高精度三维施工控制网实现测量基准的
传递,并将所有测量点位纳入统一的施工坐标系,
再在此基础上进行严密的解析计算,从而获得机组
部件的精确安装位置和姿态。
5.2 保证了检测项目的完备性 原则上,对于有形位公差要求的部件,在安装
前都应该进行形体测量;对于有配合精度要求的一
组部件,在装配前都应计算其配合间隙。 对于测量项目的选择,现行的机组安装技术规
范兼顾了测量项目的重要性和传统方法的可行性,
没有提出应检尽检的要求。例如,由于测量手段的
欠缺,传统方法通常不进行转轮形体测量,而是在
转轮吊装到位后,使用塞尺检查其上下冠止漏环与
顶盖、底环止漏环之间的间隙。由于转轮的 大半
径与顶盖、底环的 小半径通常不处于同一位置,
所以往往不能获得止漏环的 小间隙值。更大的风
险在于:如果此时发现止漏环间隙超限,则需要进
行相应的处理,这样势必导致施工停顿。工程实践
中,这种类似的状况并不少见。 激光跟踪测量技术可以很方便地对所有机组
部件进行详实的形体测量,提前获得部件之间的配
合间隙值,为可能的部件纠偏处理留出时间,从而
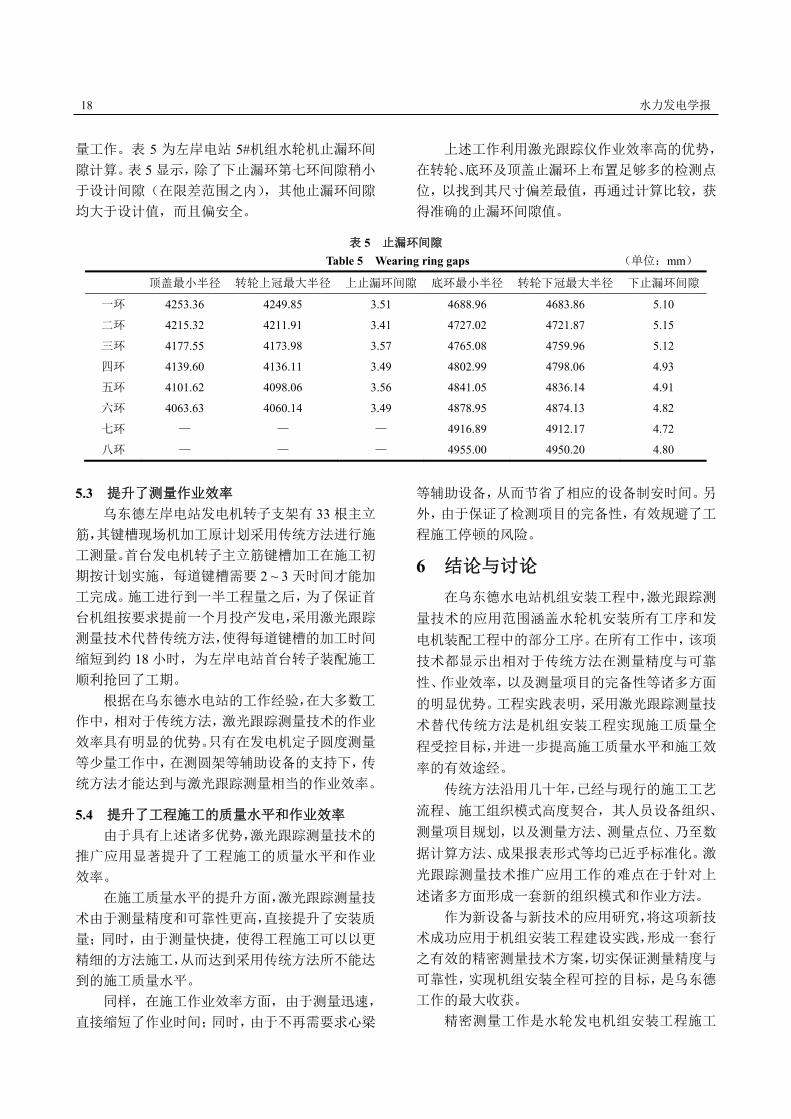
有效规避因此而导致的施工停顿风险。 前文已述及水轮机底环、转轮和顶盖的圆度测
18 水力发电学报
量工作。表 5 为左岸电站 5#机组水轮机止漏环间
隙计算。表 5 显示,除了下止漏环第七环间隙稍小
于设计间隙(在限差范围之内),其他止漏环间隙
均大于设计值,而且偏安全。
上述工作利用激光跟踪仪作业效率高的优势,
在转轮、底环及顶盖止漏环上布置足够多的检测点
位,以找到其尺寸偏差 值,再通过计算比较,获
得准确的止漏环间隙值。
表 5 止漏环间隙 Table 5 Wearing ring gaps (单位:mm)
顶盖 小半径 转轮上冠 大半径 上止漏环间隙 底环 小半径 转轮下冠 大半径 下止漏环间隙
一环 4253.36 4249.85 3.51 4688.96 4683.86 5.10
二环 4215.32 4211.91 3.41 4727.02 4721.87 5.15
三环 4177.55 4173.98 3.57 4765.08 4759.96 5.12
四环 4139.60 4136.11 3.49 4802.99 4798.06 4.93
五环 4101.62 4098.06 3.56 4841.05 4836.14 4.91
六环 4063.63 4060.14 3.49 4878.95 4874.13 4.82
七环 — — — 4916.89 4912.17 4.72
八环 — — — 4955.00 4950.20 4.80
5.3 提升了测量作业效率 乌东德左岸电站发电机转子支架有 33 根主立
筋,其键槽现场机加工原计划采用传统方法进行施
工测量。首台发电机转子主立筋键槽加工在施工初
期按计划实施,每道键槽需要 2 ~ 3 天时间才能加
工完成。施工进行到一半工程量之后,为了保证首
台机组按要求提前一个月投产发电,采用激光跟踪
测量技术代替传统方法,使得每道键槽的加工时间
缩短到约 18 小时,为左岸电站首台转子装配施工
顺利抢回了工期。 根据在乌东德水电站的工作经验,在大多数工
作中,相对于传统方法,激光跟踪测量技术的作业
效率具有明显的优势。只有在发电机定子圆度测量
等少量工作中,在测圆架等辅助设备的支持下,传
统方法才能达到与激光跟踪测量相当的作业效率。
5.4 提升了工程施工的质量水平和作业效率 由于具有上述诸多优势,激光跟踪测量技术的
推广应用显著提升了工程施工的质量水平和作业
效率。 在施工质量水平的提升方面,激光跟踪测量技
术由于测量精度和可靠性更高,直接提升了安装质
量;同时,由于测量快捷,使得工程施工可以以更
精细的方法施工,从而达到采用传统方法所不能达
到的施工质量水平。 同样,在施工作业效率方面,由于测量迅速,
直接缩短了作业时间;同时,由于不再需要求心梁
等辅助设备,从而节省了相应的设备制安时间。另
外,由于保证了检测项目的完备性,有效规避了工
程施工停顿的风险。
6 结论与讨论 在乌东德水电站机组安装工程中,激光跟踪测
量技术的应用范围涵盖水轮机安装所有工序和发
电机装配工程中的部分工序。在所有工作中,该项
技术都显示出相对于传统方法在测量精度与可靠
性、作业效率,以及测量项目的完备性等诸多方面
的明显优势。工程实践表明,采用激光跟踪测量技
术替代传统方法是机组安装工程实现施工质量全
程受控目标,并进一步提高施工质量水平和施工效
率的有效途经。 传统方法沿用几十年,已经与现行的施工工艺
流程、施工组织模式高度契合,其人员设备组织、
测量项目规划,以及测量方法、测量点位、乃至数
据计算方法、成果报表形式等均已近乎标准化。激
光跟踪测量技术推广应用工作的难点在于针对上
述诸多方面形成一套新的组织模式和作业方法。 作为新设备与新技术的应用研究,将这项新技
术成功应用于机组安装工程建设实践,形成一套行
之有效的精密测量技术方案,切实保证测量精度与
可靠性,实现机组安装全程可控的目标,是乌东德
工作的 大收获。 精密测量工作是水轮发电机组安装工程施工

刘宇鉴,等:激光跟踪仪在乌东德机组安装工程中的应用 19
的关键,其技术水平和作业方式对机组安装施工工
艺流程和施工组织模式有着重要影响,其技术的进
步必将带来工程施工各方面的深刻变革,意义重大,
影响深远。
参考文献(References)
[1] 水轮发电机组安装技术规范: GB/T 8564—2003 [S]. 北京: 中国标
准出版社, 2003. Specification installation of hydraulic turbine generator units: GB/T 8564—2003 [S]. Beijing: China Standard Press, 2003. (in Chinese)
[2] 冯文灏. 工业测量[M]. 武汉: 武汉大学出版社, 2004. FENG Wenhao. Industrial measurement [M]. Wuhan: Wuhan University Press, 2004. (in Chinese)
[3] 牟官华. 水轮发电机组圆形部件的测量与计算分析研究[J]. 水力
发电学报, 2007, 26(5): 138-142. MU Guanhua. Study on measurement and analysis for round-shaped parts of hydrogenerator unit [J]. Journal of Hydroelectric Engineering, 2007, 26(5): 138-142. (in Chinese)
[4] 王志新. 电测量法测量转子圆度探索[J]. 科技创业家, 2014(2): 67. WANG Zhixin. Reserch on the electric measurement method for the circularity of generator rotor [J]. Technological Pioneers, 2014(2): 67. (in Chinese)
[5] 罗兴锜, 朱国俊, 冯建军. 水轮机技术进展与发展趋势[J]. 水力发
电学报, 2020, 39(8): 1-18. LUO Xingqi, ZHU Guojun, FENG Jianjun. Progress and development trends in hydraulic turbine technology[J]. Journal of Hydroelectric Engineering, 2020, 39(8): 1-18. (in Chinese)
[6] 樊启祥, 陆佑楣, 张超然, 等. 金沙江溪洛渡水电站工程建设的技
术和管理创新与实践[J]. 水力发电学报, 2020, 39(7): 21-33. FAN Qixiang, LU Youmei, ZHANG Chaoran, et al. Innovations in technology and management of dam construction and their application to Xiluodu hydropower station on Jinsha River [J]. Journal of Hydroelectric Engineering, 2020, 39(7): 21-33. (in Chinese)
[7] 张博庭. 我国水电的发展与能源革命电力转型[J]. 水力发电学报, 2020, 39(8): 69-78. ZHANG Boting. Hydropower development, electric power transformation and energy revolution in China [J]. Journal of Hydroelectric Engineering, 2020, 39(8): 69-78. (in Chinese)
[8] 余小波. 东电“十三五”水电技术发展与“十四五”前景展望[J]. 东方电气评论, 2021, 35(3): 74-79. YU Xiaobo. The development of hydropower technology in the 13th Five-Year Plan and the prospect of the 14th Five-Year Plan of Dongfang Electric [J]. Dongfang Electric Review, 2021, 35(3): 74-79. (in Chinese)
[9] MURALIKRISHNAN B, PHILLIPS S, SAWYER D. Laser trackers for large-scale dimensional metrology: A review [J]. Precision Engineering, 2016, 44: 13-28.
[10] American Society of Mechanical Engineers. Performance evaluation of laser-based spherical coordinate measurement systems: ASME B89.4.19-2006 [S]. USA: HIS, 2006.
[11] Verein Deutscher Ingenieure. Accuracy of coordinate measuring machines - characteristics and their checking - acceptance and reverification tests of laser trackers: VDI/VDE 2617—10: 2011 [S]. Germany: Verlag des Vereins Deutscher Ingenieure, 2013.
[12] Geometrical Product Specifications (GPS) – Acceptance and reverification tests for coordinate measuring systems (CMS) – Part 10: Laser trackers for measuring point-to-point distances: ISO 10360-10: 2016 [S]. Switzerland: HIS, 2016.
[13] 范百兴, 李广云, 易旺民, 等. 激光跟踪仪测量原理与应用[M]. 北京: 测绘出版社, 2017. FAN Baixing, LI Guangyun, YI Wangmin, et al. The measurement principle and application of laser tracker [M]. Beijing: Surveying and Mapping Press, 2017. (in Chniese)
[14] 宋志超, 陈翰新, 温宗勇, 等. 大国工程测量技术创新与发展[M]. 北京: 中国建筑工业出版社, 2019.
SONG Zhichao, CHEN Hanxin, WEN Zongyong, et al. Engineering survey technology innovation and development of a great power [M]. Beijing: China Architecture & Building Press, 2019. (in Chinese)
[15] 周维虎, 费业泰, 李百源, 等. 激光跟踪仪几何误差修正[J]. 仪器
仪表学报, 2002(1): 56-59, 63. ZHOU Weihu, FEI Yetai, LI Baiyuan, et al. The correction of geometric error for laser tracker [J]. Chinese Journal of Scientific Instrument, 2002(1): 56-59, 63. (in Chinese)
[16] 王亚伟, 周维虎, 王中宇, 等. 激光跟踪测量系统大气折射率修正
方法[J]. 光电子技术, 2011, 31(2): 83-86, 97. WANG Yawei, ZHOU Weihu, WANG Zhongyu, et al. Correction method of air refractivity for laser tracking measurement system [J]. Optoelectronic Technology, 2011, 31(2): 83-86, 97. (in Chinese)
[17] 周维虎, 丁蕾, 王亚伟, 等. 光束平差在激光跟踪仪系统精度评定
中的应用[J]. 光学精密工程, 2012, 20(4): 851-857. ZHOU Weihu, DING Lei, WANG Yawei, et al. Application of bundle adjustment to accuracy evaluation of laser tracker [J] Optics and Precision Engineering, 2012, 20(4): 851-857. (in Chinese)
[18] 卢荣胜, 李万红, 劳达宝, 等. 激光跟踪仪测角误差补偿[J]. 光学
精密工程, 2014, 22(9): 2299-2305. LU Rongsheng, LI Wanhong, LAO Dabao, et al. Angular error compensation for laser tracker [J]. Optics and Precision Engineering, 2014, 22(9): 2299-2305. (in Chinese)
[19] 范百兴, 李广云, 周维虎, 等. 激光跟踪仪空间联合平差模型及精
度分析[J]. 武汉大学学报(信息科学版), 2018, 43(1): 120-126. FAN Baixing, LI Guangyun, ZHOU Weihu, et al. Precision analysis of the unified spatial metrology network adjustment mode [J]. Geomatics and Information Science of Wuhan University, 2018, 43(1): 120-126. (in Chinese)
[20] 王铜, 周维虎, 董岚, 等. 粒子加速器中激光跟踪仪控制网测量精
度 研 究 [J/OL]. 武 汉 大 学 学 报 ( 信 息 科 学 版 ), 2021, Doi: 10.13203/j.whugis20210110. WANG Tong, ZHOU Weihu, DONG Lan, et al. Research on the accuracy of control network measured by laser tracker in particle accelerator [J/OL]. Geomatics and Information Science of Wuhan University, 2021, Doi: 10.13203/j.whugis20210110. (in Chinese)
[21] 王小龙, 康玲, 董岚, 等. 加速器准直控制网数据处理误差累积研
究[J]. 核技术, 2021, 44(9): 25-33. WANG Xiaolong, KANG Ling, DONG Lan, et al. Data processing error accumulation of accelerator alignment control network [J]. Nuclear Techniques, 2021, 44(9): 25-33. (in Chinese)
[22] 张冠宇, 李广云, 李宗春, 等. 激光跟踪仪在定位筋安装检测中的
应用[C]// 全国工程测量 2012 技术研讨交流会论文集. 2012: 101-103. ZHANG Guanyu, LI Guangyun, LI Zongchun, et al. Application of laser tracker in the installation and detection of positioning ribs [C]// Proceedings of China Engineering Surveying 2012 Technical Symposium. 2012: 101-103. (in Chinese)
[23] 赵永健, 田世颖, 吴佳秀. 数字化测量技术在转轮叶片修复中的
应用[J]. 锅炉制造, 2016(5): 58-60. ZHAO Yongjian, TIAN Shiying, WU Jiaxiu. Application of digital measurement technology in repairing of rotor blades [J]. Boiler Manufacturing, 2016(5): 58-60. (in Chinese)
[24] 李林伟, 朱罗平, 孟鹏. 激光精密测量技术在大型水轮发电机组
安装中的应用[J]. 水电能源科学, 2016, 34(11): 156-159. LI Linwei, ZHU Luoping, MENG Peng. Application of laser precision measurement technique in installation of large hydraulic turbine generator set [J]. Water Resources and Power, 2016, 34(11): 156-159. (in Chinese)
[25] 王献奇, 张翠萍. 激光跟踪测量在大型水轮发电机组安装工程的
应用[J]. 水电与新能源, 2017(2): 22-25. WANG Xianqi, ZHANG Cuiping. Application of the laser tracking measurement technology in the installation of large-scale hydro-turbine generator unit [J]. Hydropower and New Energy, 2017(2): 22-25. (in Chinese)
[26] 大尺寸测量系统-激光跟踪仪校准规范: GJB 8624—2015 [S]. 北京: 总装备部军标出版发行部, 2015. Calibration specification for the large scale coordinate measurement system-laser tracker: GJB 8624—2015 [S]. Beijing: the Department of

20 水力发电学报
the General Armament Department, 2015. (in Chinese) [27] Leica. Leica AT402 user manual [M]. Switzerland: Leica Geosystems
AG, 2013.
[28] 两点内径千分尺: GB/T 8177—2004 [S]. 北京: 中国标准出版社, 2004. Internal micrometers with two-point contact: GB/T 8177—2004 [S]. Beijing: China Standard Press, 2004. (in Chinese)
[29] GHILANI C D, WOLF P R. Elementary surveying: an introduction to geomatics [M]. USA: Pearson Education, Inc., 2015.
[30] 中国葛洲坝集团公司. 三峡 700 MW 水轮发电机组安装技术[M]. 北京: 中国电力出版社, 2006.
China Gezhouba Group Co., Ltd. Installation technique of Three Gorges 700 MW hydraulic turbine generator units [M]. Beijing: China Electric Power Press, 2006. (in Chinese)
[31] 徐进军. 工业测量技术与数据处理[M]. 武汉: 武汉大学出版社, 2014. XU Jinjun. Industrial measurement technology and data processing [M]. Wuhan: Wuhan University Press, 2014. (in Chinese)
(责任编辑:肖业祥)
Related Documents





![2016 11 27 [Table Title]相关研究 量化择时及多因子跟踪周 … · 海通多因子模型自2010 年以来已跟踪近6 年时间, 期间一直具有良好表现。每周我们会不断对因子模型进行跟踪以及改进,并及时](https://static.cupdf.com/doc/110x72/5fda2b544f3b341712374323/2016-11-27-table-titleccc-eoeee-ee2010.jpg)



![跟踪分析 国防军工 第二十五周周报 [Table Grade]行业评级 买入 · 跟踪分析|国防军工 一、第25 周全景跟踪 表 1:第25周全景跟踪 领域 内容](https://static.cupdf.com/doc/110x72/5f517170af86842fb2408ca3/ee-e-coe-table-gradeeoeec-.jpg)

