



Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Kata Pengantar
Puji syukur dipanjatkan ke hadlirat Allah Subhanallahu wa Ta’ala atas segala Rahmat dan
Hidayah yang telah diberikan kepada kita semua, sehingga buku Prosiding Seminar Nasional
Energi dan Industri Manufaktur – SIGER 2017 pada tanggal 7 – 8 November 2017 di
Universitas Lampung dapat terlaksana dengan baik.
Buku prosiding ini memuat sejumlah artikel penelitian dari berbagai kontributor dari kalangan
dosen, peneliti, dan mahasiswa dari berbagai perguruan tinggi dan lembaga penelitian di
Indonesia. Artikel ilmiah tersebut telah direvierw dan dikumpulkan oleh panitia, serta
dipresentasikan dalam acara SIGER 2017.
Dalam kesempatan ini perkenankan kami, atas nama panitia pelaksana mengucapkan terima
kasih kepada berbagai pihak yang telah memfasilitasi dan mendukung terlaksananya kegiatan
ini:
1. Rektor Unila, Bapak Prof. Dr. Ir. Hasriadi Mat Akin, M.P.
2. Dekan Fakultas Teknik Unila, Bapak Prof. Suharno, M.Sc.
3. Bapak/Ibu Dosen di Jurusan Teknik Mesin dan Fakultas Teknik Unila
4. Segenap panitia seminar nasional yang telah meluangkan waktu, tenaga, dan
pemikirannya demi suksesnya kegiatan ini.
Semoga buku prosiding ini dapat memberi kemanfaatan bagi kita semua, untuk kepentingan
pengembangan ilmu, teknologi, seni, dan budaya. Di samping itu, diharapkan juga dapat
menjadi referensi bagi upaya pembangunan akademik di Indonesia.
Kami juga menyadari bahwa, “Tiada gading yang tak retak”, untuk itu kami mohon maaf jika
terdapat hal-hal yang belum sempurna dan kurang berkenan. Saran dan kritik yang membangun,
kami tunggu demi kesempurnaan buku prosiding SIGER ini.
Editorial board:
Shirley Savetlana, Jurusan Teknik Mesin, Fakultas teknik, Universitas Lampung
Irza Sukmana, Jurusan Teknik Mesin, Fakultas teknik, Universitas Lampung
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Susunan Panitia SIGER 2017
Pengarah:
Prof. Suharno, MSc., Dekan Fakultas Teknik Unila
Dr. Helmy Fitriawan
Dr. Muh. Sarkowi
Penanggung Jawab:
Ahmad Su’udi S.T., M.T.
Ketua Pelaksana: Irza Sukmana, S.T., M.T., Ph.D.,
Sekretaris: A. Yudi Eka Risano, S.T., M.T.,
Bendahara: Novri Tanti, S.T., M.T.
Ketua Bidang Ilmiah: Dr. Eng. Shirley Savetlana, S.T., M.Met.
Koordinator Divisi Reviewer dan Publikasi Ilmiah: Dr. Jamiatul Akmal, ST. MT.
Anggota:
Dr. Amrizal
Dr. Gusri Akhyar Ibrahim
Dr. Eng. Suryadiwansa Harun
Koordinator Prosiding: Dr. Asnawi Lubis
Anggota:
Dyan Susila, S.T., M.T.
Zulhanif, S.T., M.T.
Harnowo Supriadi, S.T., M.T.
Ketua Bidang Acara dan Pelaksanaan: Dr. Ir. Yanuar Burhanuddin, MT.
Koordinator Divisi Sarana dan Prasarana: Tarkono, S.T., M.T.
Anggota:
Jorfri Boyke, ST. MT.
Ahmad Yahya, S.T., M.T.
Nafrizal, S.T., M.T.
Martinus, S.T., M.T.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Koordinator Divisi Eksternal dan Kesekretariatan: Dr. Amrul, S.T., M.T.
Anggota:
Zulhendri Hasyimi, S.T., M.T.
Herry Wardono, S.T., M.T.
Agus Sugiri, S.T., M.T.
Reviewer
Prof. Udin Hasanudin – Fakultas Pertanian, Universitas Lampung
Prof. Sutopo Hadi – Fakultas MIPA, Universitas Lampung
Dr. Ainul Ghurri – Jurusan Teknik Mesin, Fakultas Teknik, Universitas Udayana
Dr. Ahmad Zaenuddin – Jurusan Teknik Geofisika, Fakultas Teknik, Universitas Lampung
Dr. Edwin Azwar – Jurusan Teknik Kimia, Fakultas Teknik, Universitas Lampung
Dr. M. Badaruddin – Jurusan Teknik Mesin, Fakultas Teknik, Universitas Lampung
Dr. Diding Suhandy – Fakultas Pertanian, Universitas Lampung
Dr. Agung Mataram – Fakultas Teknik, Universitas Sriwijaya
Dr. Masdar Helmi – Fakultas Teknik, Universitas Lampung
Dr. Ahmad Kafrawi Nasution – Fakultas Teknik, Universitas Bung Hatta
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Profil Pembicara
Full Name ABDUL AZIZ BIN MOHAMED, PROF. MADYA DR.Email [email protected] Department of Mechanical Engineering
College of EngineeringUniversiti Tenaga Nasional (UNITEN) Malaysia
Honorary SecretaryMalaysian Welding and Joining Society (MWJS)Authorized Body for Welding Certification in Malaysia
AcademicQualification
1 ) PhD (Marine/Advanced Materials - NDT), Cranfield University,England, United Kingdom, 19982 ) MSc (Materials/Nuclear Technology), Surrey University, England,United Kingdom, 19803 ) BSc (Solid State/Nuclear Physics), Universiti Kebangsaan Malaysia,1979
CoursesTaught inUNITEN
1 ) MEFB121 - Manufacturing Processes Lab.
2 ) MEMB453 - Non Destructive Testing
3 ) MENB403 - Introduction to Nuclear Engineering
4 ) MENB423 - Introduction to Reactor Physic
5 ) METB113 - Engineering Materials
ProfessionalBodies/ProfessionalRecognition
1 ) Asia-Oceana Neutron Scattering Association (AONSA):Malaysia representative- 2008
2 ) Institute of Materials Malaysia: Council member - Materials Evaluation &NDT- 1989
3 ) Malaysian Nuclear Society: Sec Gen (2000-2011);Vice President (2011-present)
4 ) Malaysian Welding and Joining Society: Council member- 2005
Research/Project
Advanced Moderators for Intense Cold Neutron Beams in MaterialsResearch: Neutron Moderation Effectiveness by Alumina (LTCC Based)and Polymeric Materials such as Teflon under TRIGA NeutronEnvironment with and without Beryllium filter Cooled with liquid Nitrogen

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Hari Muhammad
Guru Besar/Dekan
Fakultas Teknik Mesin dan Dirgantara
Ringkasan
Revolusi industri yang terjadi pada abad 18 telah mencapai puncaknya dengan memunculkanRevolusi Industri ke-4. Banyak pekerjaan yang dahulu dikerjakan oleh manusia sudah tergantikandengan robot dan/atau komputer. Beberapa pekerjaan atau produk industri yang dahulu ada, makasaat ini sudah berkurang dan diprediksi akan ada beberapa pekerjaan dan produk industri yang akanhilang dalam waktu dekat, serta tergantikan dengan pekerjaan baru yang mungkin belum terpikirkanatau terbayangkan keberadaannya pada saat ini.
Generasi muda sebagai penerus pembangunan bangsa harus siap menghadapi perubahan di segalaaspek kehidupan, terutama perubahan yang dipicu oleh kemajuan teknologi. Khususnya bagi SarjanaTeknik, harus siap menghadapi berbagai perubahan yang terjadi di masa yang akan datang. LulusanSarjana Teknik, apalagi lulusan Sarjana Teknik Mesin, tidak boleh menjadi obyek atas perubahanyang terjadi, namun harus bisa menghadapai dan mengendalikan perubahan tersebut, agar dapatmeningkatkan standar kehidupan yang lebih baik.
Pada paparan ini, akan diceritakan kembali bagiamana revolosi industri yang dimulai pada abad ke18 terjadi hingga saat ini, dan bagaimana revolusi industri tersebut berpengaruh kepada berbagaiaspek kehidupan manusia. Usaha peningkatan daya saing lulusan Sarjana Teknik, khususnya lulusanSarjana Teknik Mesin akan didiskusikan pada paparan ini.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Topik Makalah
1. Keynote (KN)
2. International Session (IS)
3. Material dan Manufaktur (MM)
4. Energi dan Konstruksi Mesin (EKM)

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Daftar Isi
Keynote
KN-001 Overview on Advanced Welding Systems in ComponentManufacturing for an Energy SectorAbdul Aziz Bin Mohamed, Mohd Isa B, Mohamad Ashaari
International Session
IS-001 An Overview of Internet of Things (IoT)-Based HealthcareServices: Lesson Learnt from BLESS U Joint ProjectMisfa Susanto, Helmy Fitriawan, Yim Fun Hu, Jiachen Hou, andThsiamo Sigwele
I-1
IS-002 Improving Energy Security Model through Detailing Renewableand Energy Efficiency Indicators: A Concept for ManufactureIndustryErkata Yandri, Ratna Ariati, Ricky Ibrahim
I-5
IS-003 Preliminary Investigation on Combined Expansion Tube-AxialSplitting-Type Impact Energy AbsorbersYuwono Budi Pratiknyo, Rachman Setiawan,
I-14
IS-004 Corrosion of Low-Carbon Steel in Fuels (Premium and Pertalite)R. Mangga, M. Zuckry, Y. Arifin
I-21
Material dan Manufaktur
MM-001 Studi Kelayakan Produksi Pewarna Antosianin Food GradeSkala Mini PlantErmiziar T., Yuli Amalia Husnil, Latifa Hanum Lalasari, RaskitaSaragih,
II-1
MM-002 Analisis Pengaruh Artificial Aging Terhadap Sifat MekanisPada Alumunium Seri 6061Nur Imam Subagyo, Zulhanif, Harnowo Supriadi
II-7
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
MM-003 Analisa Dapur Peleburan Alumunium Menggunakan BiomassaSebagai Bahan Bakar Terhadap Karakteristik PeleburanE. Nugroho dan Dwi Yuono L
II-13
MM-004 Analisis Fasilitas Wudhu Masjid di Bandar Lampung dariTinjaun Ergonomis sebagai Bagian Peningkatan KualitasPelayanan Fasos KotaAchmad Yahya Teguh Panuju
II-21
MM-005 Perubahan Sifat Mekanik Baja AISI 3215 dengan BesarnyaDerajat Deformasi Plastis dan Perlakuan Panas (HeatTreatment)I.Kt. Suarsana
II-29
MM-006 Performansi Tempa Mekanis Pada Proses Pembuatan BilahGangsa Salah Satu Perangkat Gamelan BaliIGN. Priambadi, I Ketut Gede Sugita
II-35
MM-007 Pengaruh Lama Waktu Sintering Terhadap MorphologiHidroksiapatit (HA) Berbahan Batu Kapur Untuk AplikasiPada TulangAgus Hendriyanto, Tri Cahyo Wahyudi, Shirley Savetlana, dan IrzaSukmana
II-40
MM-008 Pengaruh Ukuran Serbuk Logam Hasil Permesinan TerhadapKualitas Sintering Magnesium AZ31 Untuk Aplikasi BautTulangSuef Supriyadi, Ika Kartika, Yanuar Burhanuddin, dan Irza Sukmana
II-45
MM-009 Proses Produksi dan Pemanfaatan Pewarna alami AntosianinKulit Melinjo Merah Pada Makanan dan MinumanRaskita Saragih, Ermiziar, T, Latifa Hanum Lalasari,Yuli AmaliaHusnil
II-51
Energi dan Konstruksi Mesin
EKM-001 Peningkatan Kinerja Termal Heat Pipe dengan HybridNanofluidWayan Nata Septiadi, I.K.G. Wirawan, I.G.K. Sukadana, NandyPutra dan Gemilang Ayu Iswari
III-1
EKM-002 Analisis Pembakaran Mesin Sepeda Motor dengan RasioKompresi dan Bahan Bakar Yang BerbedaAinul Ghurri, I.K.G. Wirawan, Tegar Putra Kirana dan DhamaKusuma
III-11
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
EKM-003 Design and Finite Element Analysis of Universal Test Rig onIndonesian Automated Guide TransitBagus Budiwantoro, Abdul Hakim Masyhur, Didi Rushadi
III-12
EKM-004 Rancangan dan Pengujian Alat Pirolisis Berbahan Bakar DanBahan Baku BiomassaKemas Ridhuan, Dwi Irawan, Triyono
III-19
EKM-005 Perencanaa Turbin Pembangkit Listrik Tenaga GelombangMenggunakan Teknologi Oscilating Water ColumnMenggunakan Program Ansys 6.0.Jenny Delly, Al Ichlas Imran, Baso Mursidi
III-26
EKM-006 Studi Konduktivitas Termal Batuan Area Manifestasi Air PanasNatar Sebagai Zona Outflow Sistem Panas Bumi Way Ratai,LampungKaryanto, Nandi Haerudin, Ahmad Zaenudin, Evi Muharoroh, RyanDonovan
III-34
EKM-007 Pengaruh Penambahan Etanol Pada Solar Terhadap Prestasidan Emisi Gas Buang Mesin DieselUntung Surya Dharma, Erik Tri Mahyudi
III-37
EKM-008 Pemanfaatan Bahan Alami Sebagai Material MembranPenjernih AirA.A.I.A.S. Komaladewi, I D.G. Ari Subagia
III-46
EKM-009 Komputasi Visual Basic Untuk Optimalisasi dan RedesainProses Awal Pengeringan Kopra di Usaha Koperasi BersamaKopra Putih Sonia Kabupaten PringsewuA. Yudi Eka Risano, Ahmad Suudi, Jati Wahyu Nugraha
III-50
EKM-010 Uji Pembentukan Biogas dari Sampah Organik pada BiodigesterProtableNitya Santhiarsa
III-55
EKM-011 Audit Energi dan Analisis Peluang Penghematan KonsumsiEnergi Listrik Pada bangunan Gedung Di Universitas LampungYul Martin, Muhammad Salim
III-59
EKM-012 Pengaruh kemiringan Flow Straightener Terhadap TingkatKeseragaman Aliran Gas Buang Pada Sampling PointDewi Puspitasari, Pramadhony, Ellyanie, Marwani, M. Imam A
III-69
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
EKM-013 Perancangan Alat Pengujian Model Turbin Air Ultra Low Headuntuk Sistem Pembangkit Listrik Tenaga Mikro Hidro(PLTMH)Jorfri Boike Sinaga, Ahmad Suudi, M. Aang Khonaifi, MiliaRahman, Sugiman
III-74

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
Seminar Nasional Energi dan Industri Manufaktur 2017(SIGER 2017)
Jurusan Teknik Mesin, FT Universitas Lampung, BandarLampung, Sumatera, Indonesia.
7-8 November 2017
Overview on Advanced Welding Systems in Component Manufacturing foran Energy Sector
1Abdul Aziz Bin Mohamed and 2Mohd Isa B. Mohamad Ashaari
1Malaysian Welding and Joining Society (MWJS) ; c/o Mechanical Engineering Department,College of Engineering, Universiti Tenaga Nasional, Kajang, Selangor, Malaysia.
2Malaysian Welding and Joining Society (MWJS) ; c/o Welding Technology Department,German Malaysia Institute, Universiti Kuala Lumpur, Kajang, Selangor, Malaysia.
Abstract: A growing population coupled with the increasing trend per capita energy use in theworld will be globally driving construction, refurbishment and expansion of most countriesenergy grid of fossil-fueled (gas, petroleum and coal) and nuclear power plants. In addition,increasing reliance on green technologies for energy production will ramp up production ofwind power farms, solar energy systems and other natural energy sources. The importance ofwelding is paramount here. It is, however, the concerned of resources availability,environmental issue and cost concerned needed to be addressed as well. This presentation willgive an overview on how advanced welding systems could render a solution in componentmanufacturing for an energy sector within the constraints mentioned.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-1
An Overview of Internet of Things (IoT)-Based Healthcare Services: LessonLearnt from BLESS U Joint Project
Misfa Susanto1,*, Helmy Fitriawan1, Yim Fun Hu2, Jiachen Hou3, and Thsiamo Sigwele2
1Electrical Engineering Department, Faculty of Engineering, University of Lampung, Jl. ProfSumantri Brojonegoro, No. 1, Bandar Lampung, Indonesia 35145
2Faculty of Engineering and Informatics, University of Bradford, Richmond Road, Bradford,West Yorkshire, BD7 1DP, United Kingdom
3Faculty of Management and Law, University of Bradford, Emm Lane, Bradford, WestYorkshire, BD9 4JL, United Kingdom
*Email Correspondence: [email protected]
AbstractInternet of Things (IoT) has been a promising technology to automate the tasks or services that involves
human works in many areas of life. One of services that is crucial to enhance a quality of life is healthcare services.The gap of healthcare services in many countries over the world has been a challenging issue. University ofLampung, Indonesia and University of Bradford, United Kingdom (UK) have an on-going joint project fundedthrough Newton Fund Institutional Links Scheme addressing the use of IoT and wide area communicationinfrastructure to automate the healthcare services in Bandar Lampung, Indonesia, so do the project is called asBLESS U standing for Bandar Lampung Enhanced Smart-health Services with Smart Ubiquity. The ultimate goalof the project is to lessen the gap of healthcare services between urban and rural or very extreme rural area inboth Bandar Lampung of Indonesia and Yorkshire region of UK. To achieve this challenging goal, the project hassome sub-projects which are part of the BLESS U project. This paper presents an overview of those some on-goingworks related to the BLESS U project. The paper starts with the concept of BLESS U system at the top level torealize the goal of the project. Some on-going works have been focused to build the hardware component usingsensor and communication technologies supporting the healthcare related issues, to build a smart clinic based onIoT, and to build semantic smart service gateway. Overall, the paper identify the stages to achieve the goal ofBLESS U project.
Keywords: automation, healthcare services, Internet of Things, BLESS U Project, sensor technology.
1. INTRODUCTION
Indonesia is the latest country in the Asia-Pacific region to adopt smart city initiatives,with many major cities such as Jakarta andBandung already benefiting from governmentsupport and investment. The 24-month project,BLESS U (Bandar Lampung Enhanced Smart-health Services with Smart Ubiquity), willcomplement existing smart city projects inIndonesia by developing a proof-of-conceptInternet of Things (IoT)-enabled smart clinic toautomate primary healthcare services providedby clinics in Bandar Lampung, Indonesia and toaddress the inequitable distribution of healthcareservices between urban and rural areas throughpotential integration of IoT and satellitetechnologies for remote healthcare service
delivery in rural extremes. BLESS U willtransform current paper-based clinical serviceswith smart technologies in Bandar Lampung. Itwill assess the rural-urban divide in healthcareprovision in both the Yorkshire region of UKand in the Lampung province of Indonesia toprovide recommendation on how resources inurban cities can be shared with rural areas.BLESS U should therefore be seen as an initialphase in establishing Bandar Lampung as one ofmajor smart cities in Indonesia and the Lampungprovince as an exemplar province to lessen therural-urban gap in healthcare provision. It willalso help catalyse the digital rural developmentin the UK. BLESS U will base its systemarchitecture design on existing patient pathwaysand clinical processes to minimise service
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-2
disruption and the hardware/software platformswill be associated to a semantic smart service(3S) framework, identified as vital to thesuccessful outcomes of the work.
A multidisciplinary team ofcommunications and electronics engineers,computer scientists, and process managementscientist from the University of Bradford (UoB),UK and University of Lampung (Unila),Indonesia with support from Institute ofTechnology Bandung (ITB) Indonesia,industries, local governments and non-profitresearch organisations will ensure project goalsbe reached. BLESS U project has someobjectives, those are: 1. To develop an IoT-enabled smart clinic demonstrator for automatedand ubiquitous access to healthcare services andvalidate the smart clinic concept throughlaboratory trial and evaluation; 2. To identifygaps in healthcare provision in rural extremesand investigate the use of IoT and satellitetechnologies for rural healthcare delivery; 3. Todefine a semantic smart service (3S) frameworkto model semantically the patient pathways andclinical processes including the delivery ofassociated information, the interactions betweenclinic, hospital and pharmacist, etc. for securehealthcare provision, taking into accountsecurity and patients' own mobility and access tomobile technologies; 4. To build institutionalcapacity for researchers' professionaldevelopment to maintain research excellence; 5.To disseminate BLESS U activities andoutcomes through workshops, researchseminars, conferences, high quality publicationsand media.
One most related work in the literature hasbeen found in [1]. This paper has been based onthe talk in [2] which has been presented in theworkshop held in University of Bradford.
2. ARCHITECTURE OF BLESS U
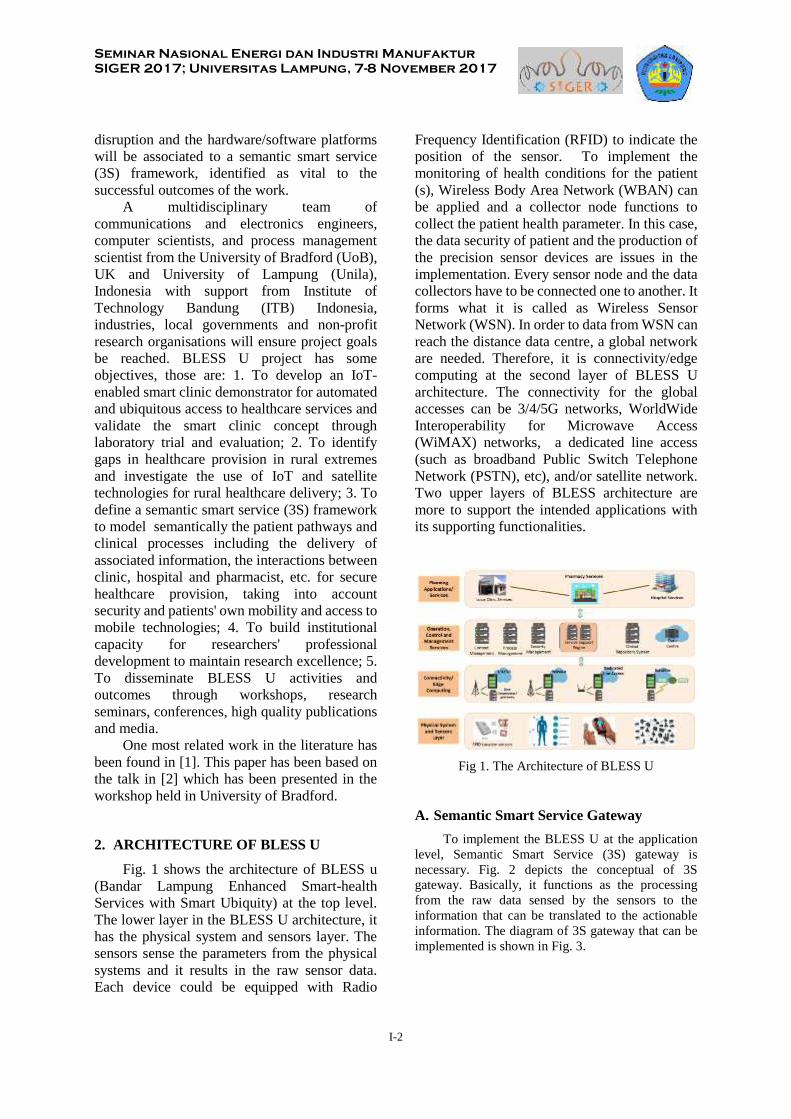
Fig. 1 shows the architecture of BLESS u(Bandar Lampung Enhanced Smart-healthServices with Smart Ubiquity) at the top level.The lower layer in the BLESS U architecture, ithas the physical system and sensors layer. Thesensors sense the parameters from the physicalsystems and it results in the raw sensor data.Each device could be equipped with Radio
Frequency Identification (RFID) to indicate theposition of the sensor. To implement themonitoring of health conditions for the patient(s), Wireless Body Area Network (WBAN) canbe applied and a collector node functions tocollect the patient health parameter. In this case,the data security of patient and the production ofthe precision sensor devices are issues in theimplementation. Every sensor node and the datacollectors have to be connected one to another. Itforms what it is called as Wireless SensorNetwork (WSN). In order to data from WSN canreach the distance data centre, a global networkare needed. Therefore, it is connectivity/edgecomputing at the second layer of BLESS Uarchitecture. The connectivity for the globalaccesses can be 3/4/5G networks, WorldWideInteroperability for Microwave Access(WiMAX) networks, a dedicated line access(such as broadband Public Switch TelephoneNetwork (PSTN), etc), and/or satellite network.Two upper layers of BLESS architecture aremore to support the intended applications withits supporting functionalities.
Fig 1. The Architecture of BLESS U
A. Semantic Smart Service Gateway
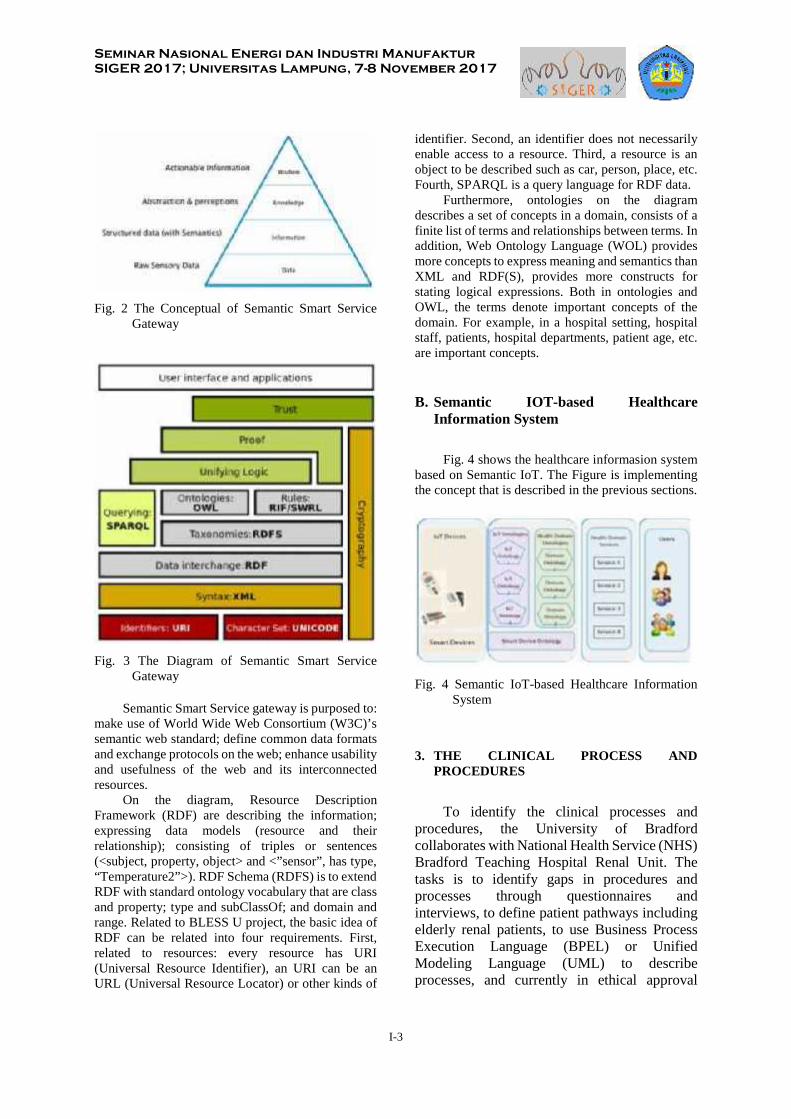
To implement the BLESS U at the applicationlevel, Semantic Smart Service (3S) gateway isnecessary. Fig. 2 depicts the conceptual of 3Sgateway. Basically, it functions as the processingfrom the raw data sensed by the sensors to theinformation that can be translated to the actionableinformation. The diagram of 3S gateway that can beimplemented is shown in Fig. 3.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-3
Fig. 2 The Conceptual of Semantic Smart ServiceGateway
Fig. 3 The Diagram of Semantic Smart ServiceGateway
Semantic Smart Service gateway is purposed to:make use of World Wide Web Consortium (W3C)’ssemantic web standard; define common data formatsand exchange protocols on the web; enhance usabilityand usefulness of the web and its interconnectedresources.
On the diagram, Resource DescriptionFramework (RDF) are describing the information;expressing data models (resource and theirrelationship); consisting of triples or sentences(<subject, property, object> and <”sensor”, has type,“Temperature2”>). RDF Schema (RDFS) is to extendRDF with standard ontology vocabulary that are classand property; type and subClassOf; and domain andrange. Related to BLESS U project, the basic idea ofRDF can be related into four requirements. First,related to resources: every resource has URI(Universal Resource Identifier), an URI can be anURL (Universal Resource Locator) or other kinds of
identifier. Second, an identifier does not necessarilyenable access to a resource. Third, a resource is anobject to be described such as car, person, place, etc.Fourth, SPARQL is a query language for RDF data.
Furthermore, ontologies on the diagramdescribes a set of concepts in a domain, consists of afinite list of terms and relationships between terms. Inaddition, Web Ontology Language (WOL) providesmore concepts to express meaning and semantics thanXML and RDF(S), provides more constructs forstating logical expressions. Both in ontologies andOWL, the terms denote important concepts of thedomain. For example, in a hospital setting, hospitalstaff, patients, hospital departments, patient age, etc.are important concepts.
B. Semantic IOT-based HealthcareInformation System
Fig. 4 shows the healthcare informasion systembased on Semantic IoT. The Figure is implementingthe concept that is described in the previous sections.
Fig. 4 Semantic IoT-based Healthcare InformationSystem
3. THE CLINICAL PROCESS ANDPROCEDURES
To identify the clinical processes andprocedures, the University of Bradfordcollaborates with National Health Service (NHS)Bradford Teaching Hospital Renal Unit. Thetasks is to identify gaps in procedures andprocesses through questionnaires andinterviews, to define patient pathways includingelderly renal patients, to use Business ProcessExecution Language (BPEL) or UnifiedModeling Language (UML) to describeprocesses, and currently in ethical approval
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-4
stage. At the University of Lampung side, itcollaborates with Kosasih clinic and it needs thesimilar procedures and processes as theUniversity of Bradford side.
4. CONCLUDING REMARKS
This paper has presented an on-goingcollaborative project funded by Newton FundInstitutional links. The university partners areUniversity of Lampung, Indonesia andUniversity of Bradford, UK. The projectaddresses the use of IoT and CommunicationInfrastructures as well as process and proceduresmodeling to achieve the goal of the projects. Thesystem architecture and its requirements havebeen identified and its related issues to make itas real system also have been presented. Asfuture works, the project teams have someplanned works and approval processes to becarried out.
AKNOWLEDGEMENT
The authors would like to thanks for thefunding supports from KEMENRISTEKDIKTI-INSINAS for the University of Lampung,Indonesia and from British Council for theUniversity of Bradford, UK through NEWTONFUND INSTITUTIONAL LINKS scheme.
REFERENCES
[1] P. Gope and T. Hwang, “BSN-Care: A SecureIoT-based modern Healthcare System usingBody Sensor Network”, IEEE Sensors Journal,Vol. 16, No. 5, pp. March 2016
[2] Y. F. Hu, “IoT – An Enabler to improve theQuality of Life for the Elderly”, presented inEmploying Information and CommunicationsTechnologies in Homes and Cities for the Healthand Well-Being of Older People (ICT4HOP '17),14-16 August, 2017, University of Bradford,Bradford, United Kingdom.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-5
Improving Energy Security Model through Detailing Renewable andEnergy Efficiency Indicators: A Concept for Manufacture Industry
Erkata Yandri1,2,*, Ratna Ariati1,2, Ricky Ibrahim1
1Graduate School of Renewable Energy, Darma Persada University, Jl. Radin Inten 2, PondokKelapa, East Jakarta 13450
2Center of Renewable Energy Studies, Darma Persada University, Jl. Radin Inten 2, PondokKelapa, East Jakarta 13450
*Correspondence e-mail: [email protected]
AbstractConsidering the depletion of fossil energy reserves, as an archipelago and developing country leading to
industry, energy security plays an important role for Indonesia to ensure sustainable development. For theaccurate long-term planning as well as tracking and following up, Indonesia’s energy security needs to bereviewed and remodeled differently. The current study is aimed to improve the concept of Indonesia's energysecurity model through detailing clean energy indicators to support the development of renewable energy (RE)and energy efficiency (EE) programs, with a special focus on manufacture industry sector (industry). In this case,we will know in more detail the contribution of industry in RE or EE, or regional provinces and islands, to see theRE and EE road map to the issues and actions to be taken. For that, there are three important steps must becompleted for this study. First, to answer the preliminary concerns, such as; Why is this energy security modelmore focused on RE and EE? How important are RE and EE policies for Indonesia's development? Whatindicators should be used, especially for accuracy to 2025 and 2050? Second, to detail RE and EE indicators intosub-categories and provincial locations in Indonesia. Third, to describe how to connect the improvement detailedindicators into the existing or improvement model of ES, which mainly categorized; availability, affordability,efficiency, sustainability, and governance. As a result, the potential of RE and EE will be more clear, which canbe broken down into 34 sub-sectors of industry within 34 provinces or possibly up to 514 cities/districts ofIndonesia. From local/central government level, this study can contribute as a tool to evaluate performance byusing key energy performance indicator (KEPIs), as a control to monitor energy issues, as a clearer guidance todevelop the comprehensive energy policies for the long-term planning for energy security; as simulation tools totest some ideas or suggestion before policies to be taken related to industry.
Keywords: energy security, renewable energy, energy efficiency, energy model, energy indicator, industry
INTRODUCTION
Energy is the key component to ensure thedevelopment of all countries, included Indonesia.Disruption of energy supply, both internally andexternally, will directly affect the economicgrowth and development. To secure the nationaldevelopment, it is required an energyindependence that leads to energy security. Ingeneral, energy security is defined as conditionsthat ensure the availability of energy, and publicaccess to energy at affordable prices in the longterm and, not affected by regional or internationalissues. The question now; how is the energysecurity condition in Indonesia? Based on thelatest data released by British Petroleum (BP) [1],since 1998, an increase of energy consumption,either oil, natural gas, coal, and electricity by
3.2%, 2.0%, 13.4%, and 7% year respectively. Itshould be noted, in fact Indonesia is not a richcountry in fossil energy reserves. The reserves ofoil, natural gas, and coal have only 1%, 3%, and3.6% of world reserves, respectively. Details, oilreserves consist of 3.7 billion barrels withproduction of about 332 million barrels/year,only enough for 12 years. Natural gas reserves ofabout 2.9 TCM (trillion cubic meters) andconsume 0.07 TCM/year, then this is onlysufficient for 41.6 years. In addition, the coalresources of 28 billion tones with a production ofabout 0.421 per year per year, then this is onlyenough for about 67 years.
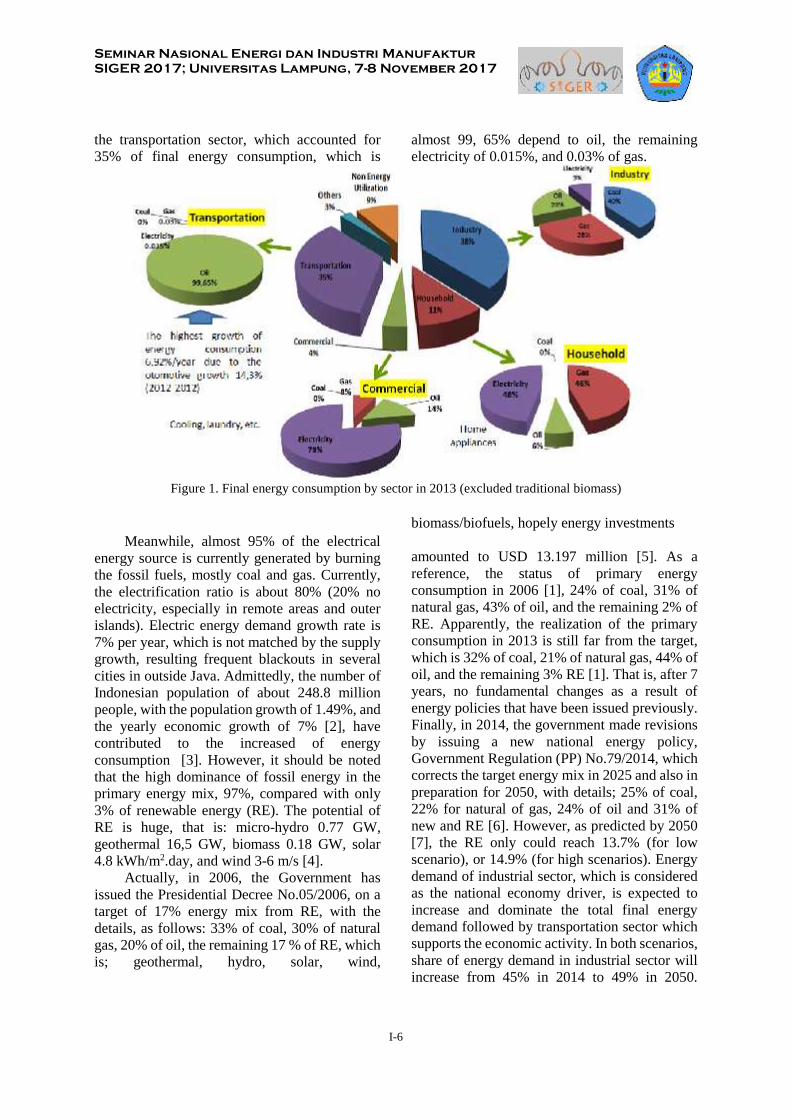
In the final energy consumption as shown inFig.1, the industry sector is the biggest consumer,which is 38%, with a share of 40% coal, 23% oil,28% of gas, and electricity by 9%. Followed by
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-6
the transportation sector, which accounted for35% of final energy consumption, which is
almost 99, 65% depend to oil, the remainingelectricity of 0.015%, and 0.03% of gas.
Figure 1. Final energy consumption by sector in 2013 (excluded traditional biomass)
Meanwhile, almost 95% of the electricalenergy source is currently generated by burningthe fossil fuels, mostly coal and gas. Currently,the electrification ratio is about 80% (20% noelectricity, especially in remote areas and outerislands). Electric energy demand growth rate is7% per year, which is not matched by the supplygrowth, resulting frequent blackouts in severalcities in outside Java. Admittedly, the number ofIndonesian population of about 248.8 millionpeople, with the population growth of 1.49%, andthe yearly economic growth of 7% [2], havecontributed to the increased of energyconsumption [3]. However, it should be notedthat the high dominance of fossil energy in theprimary energy mix, 97%, compared with only3% of renewable energy (RE). The potential ofRE is huge, that is: micro-hydro 0.77 GW,geothermal 16,5 GW, biomass 0.18 GW, solar4.8 kWh/m2.day, and wind 3-6 m/s [4].
Actually, in 2006, the Government hasissued the Presidential Decree No.05/2006, on atarget of 17% energy mix from RE, with thedetails, as follows: 33% of coal, 30% of naturalgas, 20% of oil, the remaining 17 % of RE, whichis; geothermal, hydro, solar, wind,
biomass/biofuels, hopely energy investments
amounted to USD 13.197 million [5]. As areference, the status of primary energyconsumption in 2006 [1], 24% of coal, 31% ofnatural gas, 43% of oil, and the remaining 2% ofRE. Apparently, the realization of the primaryconsumption in 2013 is still far from the target,which is 32% of coal, 21% of natural gas, 44% ofoil, and the remaining 3% RE [1]. That is, after 7years, no fundamental changes as a result ofenergy policies that have been issued previously.Finally, in 2014, the government made revisionsby issuing a new national energy policy,Government Regulation (PP) No.79/2014, whichcorrects the target energy mix in 2025 and also inpreparation for 2050, with details; 25% of coal,22% for natural of gas, 24% of oil and 31% ofnew and RE [6]. However, as predicted by 2050[7], the RE only could reach 13.7% (for lowscenario), or 14.9% (for high scenarios). Energydemand of industrial sector, which is consideredas the national economy driver, is expected toincrease and dominate the total final energydemand followed by transportation sector whichsupports the economic activity. In both scenarios,share of energy demand in industrial sector willincrease from 45% in 2014 to 49% in 2050.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-7
While in transportation sector, energy demandwill increase from 36% in 2014 to 39% for basescenario and 40% for high scenario in 2050.
Based on what has been discussed above,the general condition of Indonesia's energy asfollows; High energy demand has not beenmatched due to lack of supply, distribution, andaccess, Fossil energy reserves declined veryrapidly due to consumption and export, There arestill subsidized energy prices, which affect thepoor energy conservation, Utilization of RE is notoptimal, unsupported by the capacity of R&D andenergy industry. Indonesia should maintain thecommitment on the issue of climate change.Conclusion, Indonesia’s energy security is quitevulnerable and weak [8] in facing energytrilemma [9]. Even though there have beenseveral actions and programs based on energypolicies and regulatory frameworks, include;diversification, substitution, technologydevelopment, and sustainability, which generallycooperate with friendly countries, companies andinternational organizations.
OVERVIEW, DEFINITION AND MODEL
Energy security is a fairly active area ofresearch in recent years, discussed range fromconcept of definition, framework methodology todetermine the dimensions, the indicators used bycertain techniques (surveys, interviews, etc), andthe development of the composite index, as wellas assessment evaluation for comparision bysingle or grouped countries. It can be seen fromvarious review papers, such as the discussion of“typology of energy and security” [10],“definition, dimension, and indexes” [11],“perspective to integrate the disciplines root ofpolitics, science and engineering, andeconomics” [12], and “commontly usedmethodology and approach” [13][14]. Due toambiguous and allows for multipleinterpretations, the existence of highlymultidisciplinary topics within energy security,suggested to be categorized into fourperspectives: geopolitical, economic, policyrelated, and technological, with diversificationstrategy is very important for ensuring energysecurity over the entire supply process [15]. Sofar, there is no clear and unequivocal agreement
on the definition of energy security, but shortly,International Energy Agency (IEA) defined thatenergy security as “the uninterrupted availabilityof energy sources at an affordable price” [16].Previously, the concept of energy security of acountry is to secure access to fossil energysources, such as oil [17]. To answer thechallenging complex energy security, theincreasing need for energy while depletingreserves of world oil, and increasing pressure onglobal climate change, the issues extend to suchas; price volatility, supply chain, politicalstability of oil-producing region, environmentalsustainability, RE, EE, and so on, various modelshave been offered by applying certain methodsand techniques involving various indicators,simplified into a composite index.
In fact, the discussion of energy securitycannot be separated from the topic of energymodels. Models are convenient tools whereperforming tests or experiments in the real worldare impractical, too expensive or out-rightlyimpossible. Energy security models, like othermodels, are simplified representations of realsystems. They vary, ranging from the simple tothe complex or from the most important to theless important, depending on the type and numberof indicators used.
In other words, the complexity of today'senergy security issues, can no longer beanticipated with simple and common indicators,but might include the complex indicators, focuson the priority and objectivity as well. Ideally,designing energy security of a nation must beadapted to the specific context in a country, suchas; special condition, level of economicdevelopment, risk perception, as well as thestrength of the energy system and geopoliticalissues [18]. The opportunities for improvement toenergy security is still wide open, because thereis still a gap and freedom to a specific indicator[11]. That is, from the fossil oriented to thedevelopment of RE and EE, with a focus onspecific sectors (residential, commercial,industrial), and certain regional (rural/urban,Java/non-Java such as Sumatera, Borneo,Celebes, the Moluccas, Papua, etc.). In essence,how Indonesia improve the internal capabilitieson energy supply by reducing dependence to theother countries. In fact, a scientific assessment of

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-8
energy security in Indonesia was published in2005 [19]. So, to get an accurate prediction,Indonesian energy security models need to bedeveloped properly. This is the real challenge andalso opportunity.
In general, the existing models merely theresult of calculation, tend to be as predictiveanalysis without giving an overview and detailedsolutions about what to do, especially for specifycountry. From the search results of scientificpapers that discuss related to Indonesia, bothregional and national, none of which specificallyprovides more detailed analysis of the RE andEE. As a developing and archipelago country,which is divided into several regions, with manyrural areas in the borders do not have good accessto energy, so the development of an energysecurity like Indonesia needs to be modeleddifferently [20]. The model should be used asaccurate long-term planning, as well as tracking,and following up (actual vs. projected). As aninitial step, the purpose of this study is to discusshow to improve the concept of Indonesia's energysecurity model with techniques detailing cleanenergy indicators, focus on manufacturingindustry sector that support the development ofRE and EE programs. This model will proposekey energy performance indicators (KEPI) byutilizing more detailed notation indicators for REand EE, as well as other indicators such as thegross domestic product (GDP), and so on. In thiscase, we will know in more detail thecontribution of RE or EE, especially industry, orin an area or island to another indicator of GDP,so it is clearer to see the RE and EE road map andthe issues and actions will be taken.
METHODOLOGY
To achieve the purpose of the studymentioned above, there are three importantconcepts must be completed.
The first, to answer the preliminaryconcerns: The problem discussed in this study ishow to detail the clean energy indicators throughthe utilization and growth of RE and EE as anearly stage in improving the concept ofIndonesia's energy security model, whichcertainly supports the development of RE and EEprograms. The following questions should be
answered in this study, namely: Why is thisenergy security model more focused on RE andEE? How important are RE and EE policies forIndonesia's development? What indicatorsshould be used, especially for accuracy to 2025and 2050?
The second, to explain the main importantpart of this study is how to make a more detailedindicator of the RE and EE? Here, the objectivityto select the the indicator is very crucial.Selection of indicators for a given dimension hasthe effect of evaluation results, so with somedecision-making criteria to be more objective[21][22]. Certain dimensions or indicators mayhave different degrees of importance. From astakeholder perspective, it may have a significanteffect on the performance score. For long-termand strategic analysis, data resolution incombining models will likely be less detailed inconducting operational analysis. This requires asubjective model of stakeholders. The RE and EEindicators should reinforce each other in a unityof national and world goals for clean energy, asstated in the Sustainable Development Goals(SDGs) [23].
Then, the third, to describe how to connectthe improvement detailed indicator into theexisting or improvement model of energyindicators. In assessing energy security, thedimensions and indicators used should be able topursue national energy targets against; energyavailability, energy development priorities,national energy use, national energy reserves,diversification and conservation, environmentaland safety issues, price and incentive subsidies,infrastructure, energy and industry, research anddevelopment, local and regional distribution,technological development status, (communityand demand), and financing institutions. This willonly be achieved with detailed indicators,involving all sectors (such as residential,commercial, transportation, and industry),regional proportional distribution, based on therealization of RE and EE.
RESULT AND DISCUSSION
Preliminary Concerns
The following are the answers to thequestions raised in the previous section. Let's

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-9
start on the first question.Why is the energysecurity of this concept model focused more to REand EE? If the paradigm of high dependence onfossil energy has not been shifted, both forconsumption and export do not expect many REand EE activities will receive serious attentions.As a result, there was poor development of RE bythe reason of limited investment and research,while EE has not been entrenched nationally. Toincrease both production and proven reserves area necessity, but to reduce the percentagecontribution of fossil energy in the nationalenergy mix is also a top priority. In addition, thecontribution of RE in the national energy mixshould be encouraged [24]. Hopefully, the modelwill further accelerate the RE and EEdevelopment in Indonesia, of course with thetransition from oil [25] to coal, or natural gas[26]. RE and EE are the twin pillars and thefoundation of a sustainable energy policy, whichcan play an important role in mitigating energysecurity risks and emission issues.
The next question: How important is the REpolicy for the development of Indonesia? Thedeployment of RE policy is very important for thedevelopment of Indonesia. At least, there are tworeal contributions from RE projects. First, toincrease the diversity of energy sources such aselectricity, through local generation, contributesto the security, flexibility and resilience of energysystems. Second, to increase the income percapita, as the increase of RE consumption percapita. Across time, RE consumption percapita inemerging economies is expected to grow fasterthan real percapita income [27]. Bothcontributions only can be achieved by designingan effective RE policy with a good understandingof energy system and RE income characteristic.
The next question How important is the EEpolicy for the development of Indonesia? Thedeployment of EE policy is also very importantfor the development of Indonesia. At least, thereare two real contributions from EE programs.First, improving EE policy is relativelypreferable to limit the energy consumptionpolicy, which increases the income of themajority of households. Second, the facts,implementation EE technologies programs indeveloping countries, has shown quite favorableinvestment [28]. Actually, some EE policies have
been implemented since 2006, but the results arevery small. As one of the highest energy intensitycountry in the world, the EE policy has notharmed the economic growth, Indonesia shouldre-introduce the EE policy [29].
The last question What indicators should beused, especially for the accuracy toward 2025and 2050? Energy security is difficult to measureusing too simple or too complex indicators.Actually, from what we have discussedpreviously, Indonesia's energy policy has focusedprimarily on the simple availability dimension(reflects to Presidential decree No.5/2006 and30/2007), which the self-sufficiency anddiversification of fossil energy are the mainpriorities. Indonesia should be more focus to theother dimensions, such as; affordability (energyprices & subsidiy), efficiency, aceptability,socio-effect, environment, governance, and soon.
Notation and expression of Detail Indicators
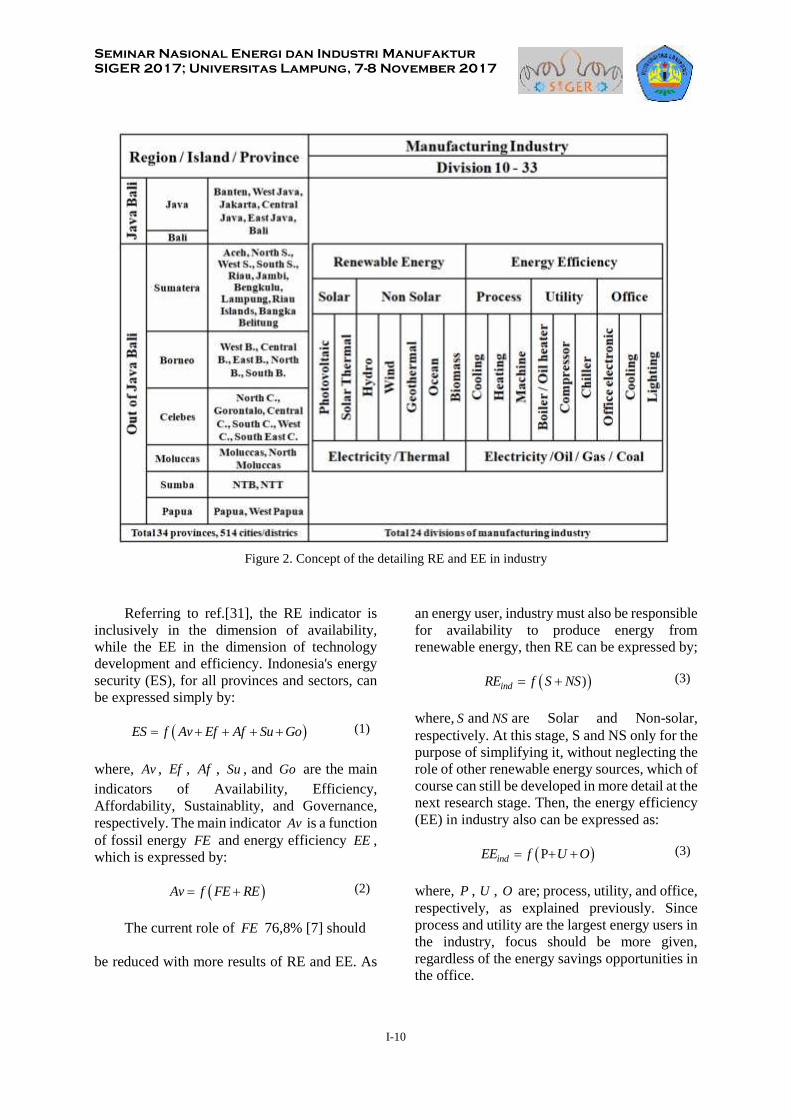
Now, the question is, how to make a moredetailed indicator of the RE and EE? Accordingto original concept of this study, generally for REand EE, both are made in more detail withnotation based, such as; The sector (residential =R, commercial = C, transport = T, industry = I,and area (Java = J, from outside Java = OJ, splitto Sumatera island (OJS), Borneo (OJB), Celebes(OJC), Maluku OJM), Papua (OJP), etc. Then,specifically for RE, it can be subdivided into:non-Solar (NS) and Solar (S), which can beseparated for Thermal (T), Electricity (E), andThe indicator depicting RE in the industrialsector has a notation of IRE, or more detail forthe solar thermal on the island of Sumatera(outside Java) has notation OJSTIRE, as well asRE notation also applied to EE, which can bedivided into: Process = P , Utility = U , Machine= M . Thus, energy efficiency efforts in theprocess for cooling in industries, located on theisland of Java have a notation; JCPIEE. A fulldescription of the concept of the details of RE andEE indicators. Due to the current focus on theindustrial sector, the following Figure 2(constructed from ref.[2][30]) explains thedetailing concept for the industry.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-10
Figure 2. Concept of the detailing RE and EE in industry
Referring to ref.[31], the RE indicator isinclusively in the dimension of availability,while the EE in the dimension of technologydevelopment and efficiency. Indonesia's energysecurity (ES), for all provinces and sectors, canbe expressed simply by:
ES f Av Ef Af Su Go (1)
where, Av , Ef , Af , Su , and Go are the mainindicators of Availability, Efficiency,Affordability, Sustainablity, and Governance,respectively. The main indicator Av is a functionof fossil energy FE and energy efficiency EE ,which is expressed by:
Av f FE RE (2)
The current role of FE 76,8% [7] should
be reduced with more results of RE and EE. As
an energy user, industry must also be responsiblefor availability to produce energy fromrenewable energy, then RE can be expressed by;
)indRE f S NS (3)
where, S and NS are Solar and Non-solar,respectively. At this stage, S and NS only for thepurpose of simplifying it, without neglecting therole of other renewable energy sources, which ofcourse can still be developed in more detail at thenext research stage. Then, the energy efficiency(EE) in industry also can be expressed as:
PindEE f U O (3)
where, P , U , O are; process, utility, and office,respectively, as explained previously. Sinceprocess and utility are the largest energy users inthe industry, focus should be more given,regardless of the energy savings opportunities inthe office.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-11
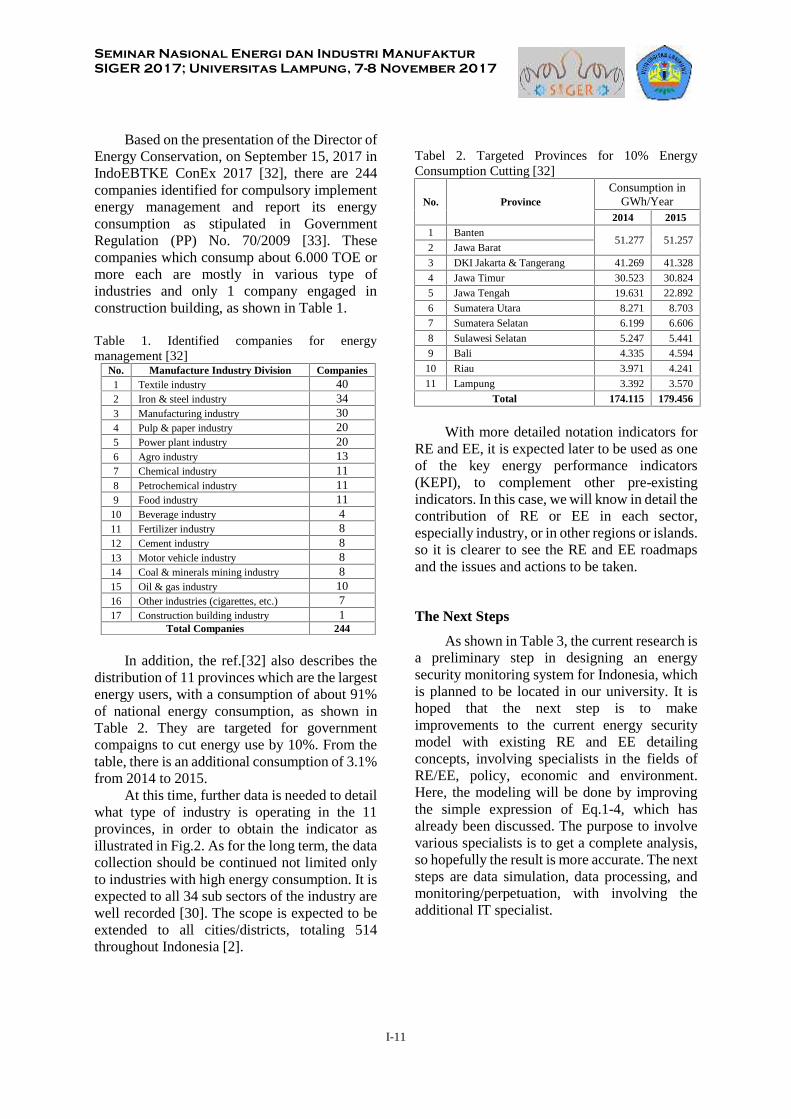
Based on the presentation of the Director ofEnergy Conservation, on September 15, 2017 inIndoEBTKE ConEx 2017 [32], there are 244companies identified for compulsory implementenergy management and report its energyconsumption as stipulated in GovernmentRegulation (PP) No. 70/2009 [33]. Thesecompanies which consump about 6.000 TOE ormore each are mostly in various type ofindustries and only 1 company engaged inconstruction building, as shown in Table 1.
Table 1. Identified companies for energymanagement [32]
No. Manufacture Industry Division Companies1 Textile industry 402 Iron & steel industry 343 Manufacturing industry 304 Pulp & paper industry 205 Power plant industry 206 Agro industry 137 Chemical industry 118 Petrochemical industry 119 Food industry 11
10 Beverage industry 411 Fertilizer industry 812 Cement industry 813 Motor vehicle industry 814 Coal & minerals mining industry 815 Oil & gas industry 1016 Other industries (cigarettes, etc.) 717 Construction building industry 1
Total Companies 244
In addition, the ref.[32] also describes thedistribution of 11 provinces which are the largestenergy users, with a consumption of about 91%of national energy consumption, as shown inTable 2. They are targeted for governmentcompaigns to cut energy use by 10%. From thetable, there is an additional consumption of 3.1%from 2014 to 2015.
At this time, further data is needed to detailwhat type of industry is operating in the 11provinces, in order to obtain the indicator asillustrated in Fig.2. As for the long term, the datacollection should be continued not limited onlyto industries with high energy consumption. It isexpected to all 34 sub sectors of the industry arewell recorded [30]. The scope is expected to beextended to all cities/districts, totaling 514throughout Indonesia [2].
Tabel 2. Targeted Provinces for 10% EnergyConsumption Cutting [32]
No. ProvinceConsumption in
GWh/Year2014 2015
1 Banten51.277 51.257
2 Jawa Barat
3 DKI Jakarta & Tangerang 41.269 41.328
4 Jawa Timur 30.523 30.824
5 Jawa Tengah 19.631 22.892
6 Sumatera Utara 8.271 8.703
7 Sumatera Selatan 6.199 6.606
8 Sulawesi Selatan 5.247 5.441
9 Bali 4.335 4.594
10 Riau 3.971 4.241
11 Lampung 3.392 3.570
Total 174.115 179.456
With more detailed notation indicators forRE and EE, it is expected later to be used as oneof the key energy performance indicators(KEPI), to complement other pre-existingindicators. In this case, we will know in detail thecontribution of RE or EE in each sector,especially industry, or in other regions or islands.so it is clearer to see the RE and EE roadmapsand the issues and actions to be taken.
The Next Steps
As shown in Table 3, the current research isa preliminary step in designing an energysecurity monitoring system for Indonesia, whichis planned to be located in our university. It ishoped that the next step is to makeimprovements to the current energy securitymodel with existing RE and EE detailingconcepts, involving specialists in the fields ofRE/EE, policy, economic and environment.Here, the modeling will be done by improvingthe simple expression of Eq.1-4, which hasalready been discussed. The purpose to involvevarious specialists is to get a complete analysis,so hopefully the result is more accurate. The nextsteps are data simulation, data processing, andmonitoring/perpetuation, with involving theadditional IT specialist.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-12
Table 3. The steps of completed research
Phase The Steps
Specialist Involved
RE
& E
E
Pol
icy
Eco
nom
ic
Env
iron
men
t
IT
1Concept Detailingof RE and EE
● ●
2Improvement Model(included rules ofthe game)
● ● ● ●
3Simulation (validdata) & Comp. idex
● ● ● ● ●
4Data Processing(incl.dashboard)
● ● ● ● ●
5Monitoring andPerpetuation
● ● ● ● ●
CONCLUSION
Based on what has been discussed, toensure energy security, Indonesia should bemore serious and focused in the development ofrenewable energy and energy efficiency. Theconcept of detailing RE and EE, to improved thethe current energy security model, is in line withthe efforts to strengthen the energy security. Theindustrial sector, as the largest sector inconsuming energy, should be given specialattention, especially for some industry categoriesin several provinces in Indonesia. To pursue that,these detailed indicators can be used as a tool forevaluating performance for each sector and localgovernment.
ACKNOWLEDGMENTS
Thanks to the Ministry of Research andHigher Education, Republic of Indonesia, whichhas funded this research: "PDP" (PenelitianDosen Pemula) for the year 2017-2018.
REFERENCES
[1] British Petroleum, “BP Statistical Review ofWorld Energy 2015,” 2015.
[2] Badan Pusat Statistik, “Statistical Yearbook ofIndonesia,” Jakarta, 2014.
[3] M. Shahbaz, Q. M. A. Hye, A. K. Tiwari, andN. C. Leitão, “Economic growth, energyconsumption, financial development,
international trade & CO2 emissions inIndonesia,” Renew. Sustain. Energy Rev., vol.25, pp. 109–121, 2013.
[4] Pusdatin ESDM, “Handbook of Energy &Economic Statistics of Indonesia 2014,” 2014.
[5] P. R. of Indonesia, Peraturan PresidenRepublik Indonesia No.5 Tahun 2006. Ministryof Energy & Mineral Resources, 2006.
[6] G. of I. Regulation, Peraturan PemerintahRepublik Indonesia No 79 Tahun 2014.Ministry of Energy & Mineral Resources, 2014.
[7] A. for the assessment and application ofTechnology, “Indonesia Energy Outlook 2016,”2016.
[8] S. Mujiyanto and G. Tiess, “Secure energysupply in 2025: Indonesia’s need for an energypolicy strategy,” Energy Policy, vol. 61, no. 5,pp. 31–41, 2013.
[9] N. Gunningham, “Managing the energytrilemma: The case of Indonesia,” EnergyPolicy, vol. 54, pp. 184–193, 2013.
[10] B. Johansson, “A broadened typology onenergy and security,” Energy, vol. 53, pp. 199–205, 2013.
[11] B. W. Ang, W. L. Choong, and T. S. Ng,“Energy security: Definitions, dimensions andindexes,” Renew. Sustain. Energy Rev., vol. 42,pp. 1077–1093, 2015.
[12] A. Cherp and J. Jewell, “The three perspectiveson energy security: Intellectual history,disciplinary roots and the potential forintegration,” Curr. Opin. Environ. Sustain., vol.3, no. 4, pp. 202–212, 2011.
[13] A. Månsson, B. Johansson, and L. J. Nilsson,“Assessing energy security: An overview ofcommonly used methodologies,” Energy, vol.73, pp. 1–14, 2014.
[14] V. Vivoda, “Evaluating energy security in theAsia-Pacific region: A novel methodologicalapproach,” Energy Policy, vol. 38, no. 9, pp.5258–5263, 2010.
[15] E. Kiriyama and Y. Kajikawa, “A multilayeredanalysis of energy security research and theenergy supply process,” Appl. Energy, vol. 123,pp. 415–423, 2014.
[16] International Energy Agency, “What is energysecurity?” [Online]. Available:http://www.iea.org/topics/energysecurity/subtopics/whatisenergysecurity/. [Accessed: 20-Aug-2015].
[17] J. Bielecki, “Energy security: Is the wolf at thedoor?,” Q. Rev. Econ. Financ., vol. 42, no. 2,pp. 235–250, 2002.
[18] L. Chester, “Conceptualising energy securityand making explicit its polysemic nature,”Energy Policy, vol. 38, no. 2, pp. 887–895,2010.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-13
[19] Indonesia Institute for Energy Economics,“Surviving Energy Challenges,” Indones.Energy Econ. Rev., vol. 1, 2006.
[20] F. Urban, R. M. J. Benders, and H. C. Moll,“Modelling energy systems for developingcountries,” Energy Policy, vol. 35, no. 6, pp.3473–3482, 2007.
[21] S. D. Pohekar and M. Ramachandran,“Application of multi-criteria decision makingto sustainable energy planning - A review,”Renew. Sustain. Energy Rev., vol. 8, no. 4, pp.365–381, 2004.
[22] J. J. Wang, Y. Y. Jing, C. F. Zhang, and J. H.Zhao, “Review on multi-criteria decisionanalysis aid in sustainable energy decision-making,” Renew. Sustain. Energy Rev., vol. 13,no. 9, pp. 2263–2278, 2009.
[23] UNDP, CONVERGING DEVELOPMENTAGENDAS : “ Nawa Cita ”, “ RPJMN ”, andSDGs. 2015, pp. 5–6.
[24] I. E. Agency, “Contribution of Renewables toEnergy Security,” 2007.
[25] N. Lefèvre, “Measuring the energy securityimplications of fossil fuel resourceconcentration,” Energy Policy, vol. 38, no. 4,pp. 1635–1644, 2010.
[26] R. F. Aguilera and R. D. Ripple, “Modelingprimary energy substitution in the AsiaPacific,” Appl. Energy, vol. 111, pp. 219–224,2013.
[27] P. Sadorsky, “Renewable energy consumptionand income in emerging economies,” EnergyPolicy, vol. 37, no. 10, pp. 4021–4028, 2009.
[28] L. Alcorta, M. Bazilian, G. Simone, and A.Pedersen, “Return on investment fromindustrial energy efficiency: evidence fromdeveloping countries,” Energy Effic., vol. 7, no.1, pp. 43–53, 2013.
[29] E. Yıldırım, D. Sukruoglu, and A. Aslan,“Energy consumption and economic growth inthe next 11 countries: The bootstrappedautoregressive metric causality approach,”Energy Econ., vol. 44, pp. 14–21, 2014.
[30] U. Nations, “International Standard IndustrialClassification of All Economic Activities(ISIC), Rev.4,” 2008.
[31] B. K. Sovacool and I. Mukherjee,“Conceptualizing and measuring energysecurity: A synthesized approach,” Energy, vol.36, no. 8, pp. 5343–5355, 2011.
[32] I. N. Finahari, D. K. Energi, and P. Acara,“Program Konservasi Energi,” no. September,2017.
[33] R. Indonesia, Peraturan Pemerintah Nomor 70Tahun 2009. 2009.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-14
Preliminary Investigation on Combined Expansion Tube-Axial Splitting-Type Impact Energy Absorbers
Yuwono Budi Pratiknyo and Rachman SetiawanFaculty of Mechanical and Aerospace Engineering,
National Center for Sustainable Transportation Technology,Institut Teknologi Bandung,
Jln Ganesha No 10, Bandung 40132, IndonesiaE-mail: [email protected]
AbstractImpact energy absorber is designed to absorb maximally of collision energy in order to protect passengers
and cargo. This paper will discuss about preliminary investigation on impact energy absorber combinationmodule type Expansion tube-axial splitting that obtained from laboratory scale impact testing. Research ofcharacteristic of impact energy absorber combination module type Expansion tube-axial splitting has been donewith some of parameter changes which are pipe thickness (t), angle of splitter (α), comparison of dies upgradingdiameter (D2) and inner pipe diameter (D1) (D2 / D1). This research has used drop test which equipped load cell,high speed camera, and “Lab VIEW Signal Express” for data acquisition testing. This combination expansion tube-axial splitting module produces absorption impact characteristics wherein the absorption of the second force ofthe impact absorbing module is more stable. Enhancement on pipe thickness will cause force enhancement that isable to be absorbed by module. By knowing the preliminary investigation on impact energy absorber of expansiontube-axial splitting combination module, then the crashworthiness technology will be developed. The combinationof expansion tube-axial splitting module having an ideal characteristic and short deformation steps applied topassenger train.
.
Keywords: crashworthiness, impact energy absorber, dynamic plasticity, drop test.
INTRODUCTION
Crashworthiness is defined as the ability of astructure to protect its passengers or cargo when acollision or impact occurs. The purpose of thecrashworthy design is to provide effective structuresin absorbing collision energy from deformationformed, maintaining sufficient space for passengers,and able to control the deceleration below the limits ofhuman tolerance. Currently, crashworthinesstechnology has been applied to the means oftransportation such as cars, trains, and airplanes.Crashworthiness is closely related to the impactenergy absorption management. Impact energyabsorption management can be appliled in anintegrated manner on the structure itself or by addingan additional structure called impact absorbingmodule. Impact absorbing energy module is astructure designed to absorb collision energy throughdeformation, commontly through plastic deformation.The plastic deformation that occurs can be wringkling,buckling, or curling. In the event of collision orimpact, all collision energies are expected to beabsorbed by all modules, thus minimizing the impactenergy absorbed by the structure.
Research related to the shape of the impactenergy absorber module has been carried out by many
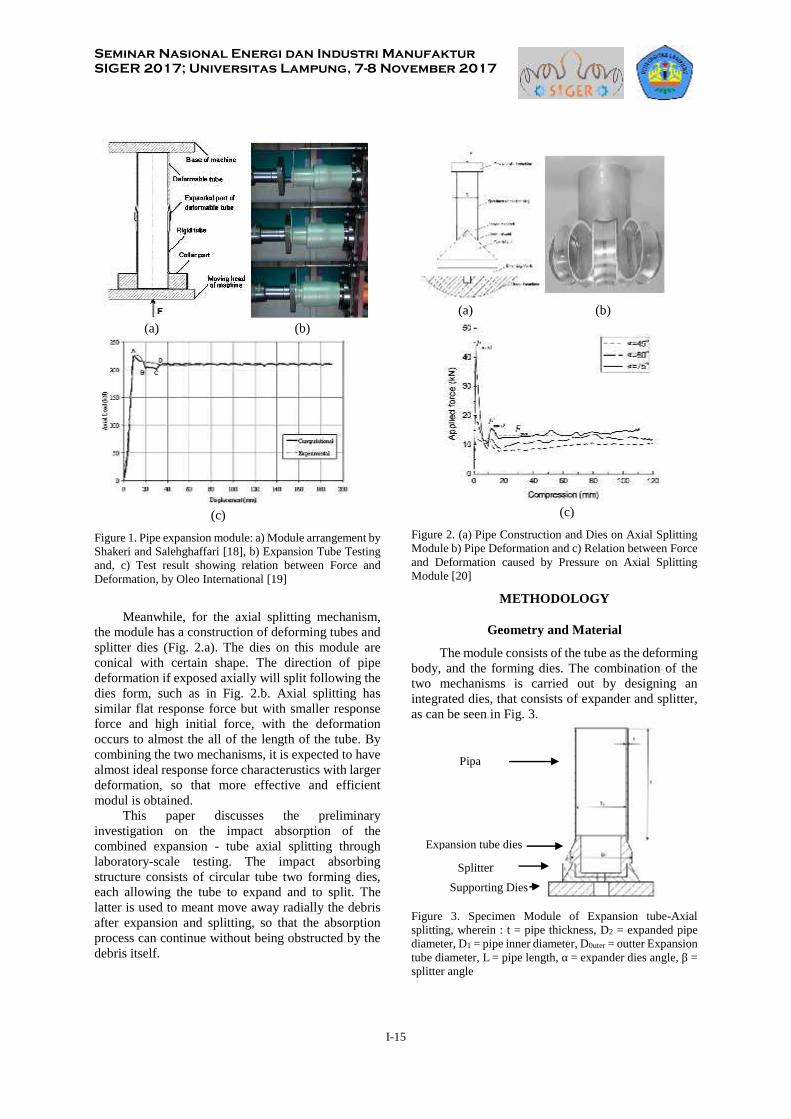
investigators, e.g. drums [1] , circular tubes [2] [3],tubular rings [4], square tubes [5-9], corrugated tubes[10], multi corner columns [11], frusta [12], struts[13], honeycomb cells [14], sandwich plates [15],circular thin-walled tubes [16], and top-hat thin-walled sections [17]. Among these forms of impactabsorbing modules, the circular tube form could alsocome in many ways of deformation, among which aretube expansion and axial splitting. Each mechanismshas its advantages and disadvantage, and bycombining these two mechanisms, its is expected toobtain an impact energy absorbing module that hasmore superior characteristics. According to expansiontube mechanism, when the tube is axially loaded, theinner diameter of the pipe will deform larger followingthe solid diameter of the cylinder to which it isattached (Fig. 1.a). The characteristics of theexpansion tube is expected to be nearly ideal for theimpact energy absorber, with almost flat forceresponse againts deformation, as shown in the testcarried out by Oleo International as in Fig. 1.b and Fig.1.c. However, the deformation of such a module canonly occur half of the length of the module, that makesit less efficient.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-15
(a) (b)
(c)
Figure 1. Pipe expansion module: a) Module arrangement byShakeri and Salehghaffari [18], b) Expansion Tube Testingand, c) Test result showing relation between Force andDeformation, by Oleo International [19]
Meanwhile, for the axial splitting mechanism,the module has a construction of deforming tubes andsplitter dies (Fig. 2.a). The dies on this module areconical with certain shape. The direction of pipedeformation if exposed axially will split following thedies form, such as in Fig. 2.b. Axial splitting hassimilar flat response force but with smaller responseforce and high initial force, with the deformationoccurs to almost the all of the length of the tube. Bycombining the two mechanisms, it is expected to havealmost ideal response force characterustics with largerdeformation, so that more effective and efficientmodul is obtained.
This paper discusses the preliminaryinvestigation on the impact absorption of thecombined expansion - tube axial splitting throughlaboratory-scale testing. The impact absorbingstructure consists of circular tube two forming dies,each allowing the tube to expand and to split. Thelatter is used to meant move away radially the debrisafter expansion and splitting, so that the absorptionprocess can continue without being obstructed by thedebris itself.
(a) (b)
(c)
Figure 2. (a) Pipe Construction and Dies on Axial SplittingModule b) Pipe Deformation and c) Relation between Forceand Deformation caused by Pressure on Axial SplittingModule [20]
METHODOLOGY
Geometry and Material
The module consists of the tube as the deformingbody, and the forming dies. The combination of thetwo mechanisms is carried out by designing anintegrated dies, that consists of expander and splitter,as can be seen in Fig. 3.
Figure 3. Specimen Module of Expansion tube-Axialsplitting, wherein : t = pipe thickness, D2 = expanded pipediameter, D1 = pipe inner diameter, D0uter = outter Expansiontube diameter, L = pipe length, α = expander dies angle, β =splitter angle
Supporting Dies
Splitter
Expansion tube dies
Pipa
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-16
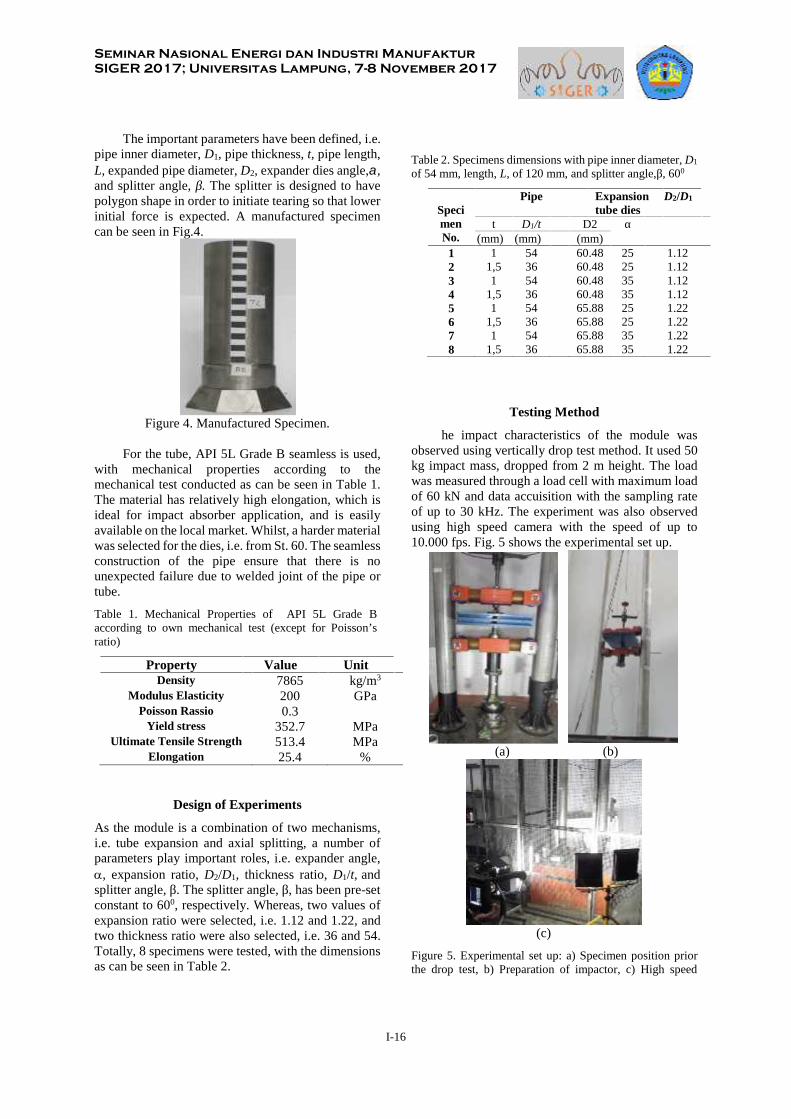
The important parameters have been defined, i.e.pipe inner diameter, D1, pipe thickness, t, pipe length,L, expanded pipe diameter, D2, expander dies angle,,and splitter angle, β. The splitter is designed to havepolygon shape in order to initiate tearing so that lowerinitial force is expected. A manufactured specimencan be seen in Fig.4.
Figure 4. Manufactured Specimen.
For the tube, API 5L Grade B seamless is used,with mechanical properties according to themechanical test conducted as can be seen in Table 1.The material has relatively high elongation, which isideal for impact absorber application, and is easilyavailable on the local market. Whilst, a harder materialwas selected for the dies, i.e. from St. 60. The seamlessconstruction of the pipe ensure that there is nounexpected failure due to welded joint of the pipe ortube.
Table 1. Mechanical Properties of API 5L Grade Baccording to own mechanical test (except for Poisson’sratio)
Property Value UnitDensity 7865 kg/m3
Modulus Elasticity 200 GPaPoisson Rassio 0.3
Yield stress 352.7 MPaUltimate Tensile Strength 513.4 MPa
Elongation 25.4 %
Design of Experiments
As the module is a combination of two mechanisms,i.e. tube expansion and axial splitting, a number ofparameters play important roles, i.e. expander angle,, expansion ratio, D2/D1, thickness ratio, D1/t, andsplitter angle, β. The splitter angle, β, has been pre-setconstant to 600, respectively. Whereas, two values ofexpansion ratio were selected, i.e. 1.12 and 1.22, andtwo thickness ratio were also selected, i.e. 36 and 54.Totally, 8 specimens were tested, with the dimensionsas can be seen in Table 2.
Table 2. Specimens dimensions with pipe inner diameter, D1
of 54 mm, length, L, of 120 mm, and splitter angle,β, 600
SpecimenNo.
Pipe Expansiontube dies
D2/D1
t D1/t D2 α(mm) (mm) (mm)
1 1 54 60.48 25 1.122 1,5 36 60.48 25 1.123 1 54 60.48 35 1.124 1,5 36 60.48 35 1.125 1 54 65.88 25 1.226 1,5 36 65.88 25 1.227 1 54 65.88 35 1.228 1,5 36 65.88 35 1.22
Testing Method
he impact characteristics of the module wasobserved using vertically drop test method. It used 50kg impact mass, dropped from 2 m height. The loadwas measured through a load cell with maximum loadof 60 kN and data accuisition with the sampling rateof up to 30 kHz. The experiment was also observedusing high speed camera with the speed of up to10.000 fps. Fig. 5 shows the experimental set up.
(a) (b)
(c)
Figure 5. Experimental set up: a) Specimen position priorthe drop test, b) Preparation of impactor, c) High speed

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-17
camera monitoring
RESULTS AND DISCUSSION
Force vs Displacement Response
The impact characteristic of an impact energyabsorber is commonly observed through force vsdisplacement response. From the force history anddisplacement history obtained from the dataacquisition equipment, the response force againstdisplacement is obtained. For the combined tubeexpansion-axial splitting, an example of the force vsdisplacement curve with the photos taken using ahigh-speed camera during the test, is presented in Fig.6. The graph is for Specimen 3 (expansion andthickness ratios of, 1.12 and 54, respectively). Here,two stages of response are clearly shown, i.e.expansion and splitting zones.
The first stage begins with initial expansion oftube represented by a fluctuated but increasingresponse force until the tube is fully expanded to finaldiameter, i.e. the inner diameter of tube equals theoutter diameter of expander dies. In the force vsdisplacement curve, the process is represented byincreasing response force until it reaches the firststeady state, i.e. approximately 20 kN for Specimen 3,and it occurs until the total deformation of 12 mm,representing the length of expander before the edge oftube reaches the slitter dies. The curve also shows nopeak force at the beginning of the impact and almostflat response force curve afterward. This gives aprospect of ideal characteristics of impact energyabsorber. The initial peak force is considered to begoverned by the expansion expander angle, while thefirst steady state force by the expansion ratio, D2/D1,and thickness ratio, D1/t.
In the second stage, i.e. the axial splitting zone,again there is initial peak force due to furtherdeformation, adding to the previously expansion
deformation. The deformation comes in twomechanisms, i.e. further expansion and splitting. Thepolygon –shaped dies helps the splitting process tooccur more easily, preventing very high initial peakforce of the axial splitting zone to occur. Too-highpeak force in impact energy absorber application isavoided in order to control the highest force that mayresult in the failure of the main structure before theimpact absorption takes place effectively. Thepresence of sharp edge of the polygon also producescertainty in the number of splitting, compared with theprevious design of axial splitting module, by otherinvestigators. Again, with this feature, the impactenergy absorbing module serves its purpose. With thesplitting starts to occur, the reaction force will berelatively constant. Since the deformation is not onlyin axial splitting mode, but also with tube expansion,the second steady state force is relatively higher thanin axial splitting mode, only. The second steady stateforce is expected to be governed by the thickness ratio,D1/t and the number of splitting.
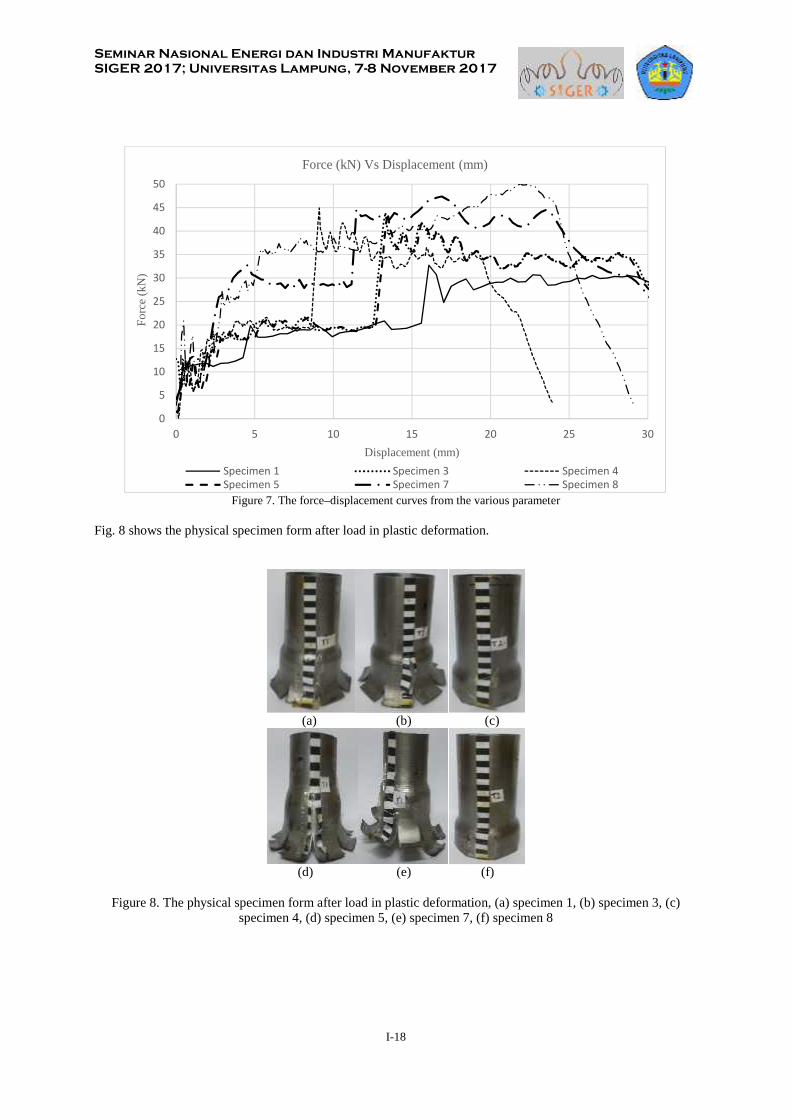
Preliminary Parametric Study
Preliminary study on the effect of eachparameter, based on eight specimens tested, with eachdimensions presented in Tab. 2, is discussed here. Theexpected governing parameters would be expansionratio, D2/D1, and thickness ratio, D1/t. The initial innerdiameter of tube, D1, and splitter angle, β, are setconstant. The response force vs displacement graphsare presented in Fig. 7, for all specimens except forSpecimen 2 and 6. These two specimens are notdiscussed since the experiment were not properly setup, so that giving unexpected results. Close result isshown by Specimen 3 and 5, that have all parametersthe same, except for the expansion ratio. Similarbehaviour is also demonstrated by Specimen.
Figure 6. Typical characteristics of combined mechanism of expansion tube and axial splitting
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-18
Figure 7. The force–displacement curves from the various parameter
Fig. 8 shows the physical specimen form after load in plastic deformation.
(a) (b) (c)
(d) (e) (f)
Figure 8. The physical specimen form after load in plastic deformation, (a) specimen 1, (b) specimen 3, (c)specimen 4, (d) specimen 5, (e) specimen 7, (f) specimen 8
0
5
10
15
20
25
30
35
40
45
50
0 5 10 15 20 25 30
For
ce (
kN)
Displacement (mm)
Force (kN) Vs Displacement (mm)
Specimen 1 Specimen 3 Specimen 4Specimen 5 Specimen 7 Specimen 8
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-19
CONCLUSION
From the preliminary investigation oncombined expansion tube-axial splitting-type impactenergy absorbers, the following conclusions aredrawn:1. The two-stage load-displacement response is
clearly seen representing the expansion andsplitting zones
2. Among various geometry tested, the followinggeometry provide better impact absorptionenergy: Expansion ratio (D2/D1) = 1.22 andexpander angle (α) = 350. Lowering thethickness ratio (D1/t) increases the mean force.
3. From the series of experiments, it is found thatthe surface evenness of the surface duringimpact plays important roles, hence requiresspecial attention.
4. With the right geometry and impactarrangement, combined expansion tube-axialsplitting mechanism provides stable andpredicatble impact energy absorber.
ACKNOWLEDGEMENTS
The research has been partially funded by LPDP(Lembaga Pengelolaan Dana Pendidikan) underRISPRO Program and USAID under SHERAprogram, for which the authors express theirgratitude.
REFERENCES
[1] J. C and S. P, "Energy Dissipation in BracedCylindrical Shell," International JournalMechanical science, vol. 30, pp. 203-216,1988.
[2] J. A, "An Aproximate Analysis of TheCollapse of Thin Cylindrical Shell UnderAxial Loading," Quart J Mech Appl Math, vol.13, pp. 10-15, 1960.
[3] L. M, H. O and H. A, "Crash Behaviour ofthin-walled alumunium," Thin-walledStructure, vol. 32, pp. 127-150, 1998.
[4] S. Reid, C. Austin and R. Smith, "TubularRing as impact energy absorber," in Structuralimpact and crashworthiness, New York,Elsevier, 1984, p. 555.
[5] M. Langseth and O. Hopperstand, "Static andDynamic axial crushing of square thin-walledallumunium extrusions," InternationalJournal Impact Engineering, vol. 18, pp. 949-68, 1996.
[6] M. Langseth, O. Hopperstad and T. Berstad,
"Crashworthiness of Alumunium Extrusion:validation of numerical simulation, effect ofmass ratio and impact velocity," InternationalJournal of Impact Engineering, vol. 22, pp.829-854, 1999.
[7] P. Nannucci, N. Mashall and G. Nurick, "AComputational investigation of theprogressive buckling of square tubes withgeometric imperfection," in 3rd Asia-PacificConference on shock and impact Loads onStructure, Singapore, 1999.
[8] E. Markiewicz, P. Ducrocq and P. Drazetic,"An inverse approach to determine theconstitutive model parameters from axialcrushing of thin walled square tubes," Int, J.Impact Eng., vol. 21, pp. 433-449, 1998.
[9] H. Huh, K.-P. Kim and H. S. Kim, "Collapsesimulation of tubular structures using a finiteelement limit analysis approach and shellelements," International Journal ofMechanical Sciences, vol. 43, pp. 2171-2187,2001.
[10] A. Singace and H. El-Sobky, "Behaviour ofaxially crushed corrugated tubes,"International Journal Mech Sci, vol. 39 (3),pp. 249-68, 1997.
[11] T. Weirzbicki and W. Abramowich, "On thecrushing mechanics of thin-walled structure,"J Appl Mech, vol. 50(4), pp. 727-34, 1983.
[12] W. Mamalis and W. Johnson, "The Quasi-static crumpling of thin-walledcircularcylinders and frusta under axialcmpression," Int J Mech Sci, vol. 25(9/10), pp.713-32, 1083.
[13] J. Harris and R. Adams, "An assesment of theimpact performance of bonded joints for useini high energy absorbing structures," inProceeding of the Institute of MechanicalEngineers, 1985.
[14] T. Weirzbicki, "Crashing analysis of metalhoneycoms," International Journal ImpactEngineering, vol. 1(2), pp. 157-74, 1983.
[15] G. Corbett and S. Reid, "Local Loading ofsimply-supported steel-grout sandwichplates," International Journal ImpactEngineering, vol. 13(3), pp. 433-61, 1993.
[16] P. Stangl and S. Meguid, "Experimental andtheoritical of a Novel shock absorber for anelectrically powered vehicle," InternationalJournal Impact Engineering, vol. 11(1), pp.41-59, 1991.
[17] M. White and N. Jones, "Experimental quasi-static axial crushing of top-hat and double-hat
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-20
thin-walled section," International JournalMechanical Science, vol. 41, pp. 179-208,1999.
[18] M. Shakeri and S. Salehghaffari, "Expansionof circular tubes by rigid tubes as impactenergyabsorbers: experimental and theoreticalinvestigation," TCRS, vol. 12, p. 499, 2007.
[19] O. International, "Deformation tube-148 mmstroke-Deforming Impact," 10 April 2016.[Online]. Available:https://www.youtube.com/watch?v=ifp9X7_pT9E. [Accessed 10 April 2016].
[20] X. Huanga, G. Lua and T. X. Yu, "On theAxial Splitting and Curling of Circular MetalTubes," International Journal of MechanicalSciences, vol. 44, p. 2374, 2002.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-21
Corrosion of Low-Carbon Steel in Fuels(Premium and Pertalite)
Magga R1, M. Zuckry2, Arifin Y3
1,2 Tadulako University Mechanical Engineering3 Tadulako University Mechanical Engineering
e-mail : ramang.magga@gmail, [email protected], Central Sulawesi, Indonesia
Abstract— Corrosion is one of the issues that concerns today because it can lead to destruction of metal. Low steelcarbon is one of metal types that has been widely used in industry, such as motorcycle component (fuel tank), andfuel shelter. However, low carbon steel use is highly suceptible to corrosion. The corrosion of motorcyclecomponents (fuel tank) can decrease strength, tank life, that will harm the safety of motorists. In addition, corrosionin fuel shelters (premium and pertalite) can result in leakage of the container. The leakage is very vulnerable tofire. This research aims to analize corrosion rate of low carbon steel speciments that immerse in fuels, premiumand pertalite. Method of research includes preparation, cutting and weighing of specimens before immersing thespecimen in the fuel. Every 30 days the specimens were removed from the fuel then cleaned from the impuritiesand re-weighed. Weight loss wass used in calculating the corrosion rate occurring in the speciments. The resultshow that pertalite and premium corrode the speciments, low carbon steel. Corrosion rate of speciments immersedfor 30 days in premium was faster than in pertalite. The speciments immersed in premium experienced with weightreduction from 14.4024 gram to 14.382 gram, 0.0204 mm/year of corrosion rate. Meanwhile rate of corrosion ofthe speciments immersed in pertalite was 0.0052 mm/year by which reduced the weight from 13.948 gram to13.9428 gram.
Keywords— Corrosion Rate, Premium And Pertalite, . ASTM G 31- 72.
I. INTRODUCTION
Corrosion is a process of destruction of metalsdue to reacting with the environment in which themetal is both chemically and electrochemically (Jones,1996). This can decrease the strength of the metal. Onetype of metal is low carbon steel. Low Carbon Steelsare widely used in everyday human life, for example aslarge oil fuel shelters such as tank heap at gas stations(fuel station common), tanks on fuel transporters, or ona small scale such as fuel tanks on a two-wheeled orfour-wheeled vehicle. However, low carbon steels arehighly susceptible to corrosion. Corrosion in the metalfuel shelter will eventually cause a leak in the sheltermedia. This may cause a fire.
The corrosion rate can be calculated by knowingthe weight reduction of the specimen, the metal used,using the following equation Mpy = 534 W / DATWhere : w = weight loss (gr). ρ = density (gr / cm3). A= surface area soaked (cm2). T = time (hours).
Crude petroleum generally contains sulfurcompounds. Although in the refining process there is asulfur content cleaning process, but some sulfurcompounds remain in the final product (gasoline). Thecontent of sulfur compounds from petroleum products
is corrosive to metals (J. Monzo, J. Garcia-Anton, andJ.L. Guinon, 1992). The use of fuel oil especially in thefield of industry and transportation for now is growingrapidly. The fuel is used as fuel for engine driving inindustry and transportation. In the field oftransportation, according to the Head of Police TrafficPolice Corps (Kakorlantas) Inspector General PolAgung Budi Maryoto, the population of vehicles in allparts of the archipelago reached 124,348,224 units.The data is obtained from registration of vehicleregistration until July 2016. Each year the vehiclegrowth of six million units per year. Ten to 15 percentof its contribution comes from cars (Kompas.com,2016).
According to Khoirul and Arya (2014) statedcomparative study of corrosion rate on brass metalC3604 (Spuyer Carburetor) by using premium andpertamax as media. The dependent variable rate ofcorrosion and weight of the workpiece is used, whilethe independent variables are temperature variations40oC, 60oC, 80oC, and 100o C. The results show thatthe corrosion rate on premium media, 0.0009 grams,higher than pertamax, 0.0006 grams, with 2 hours ofsoaking time. Considering that recently, premium and
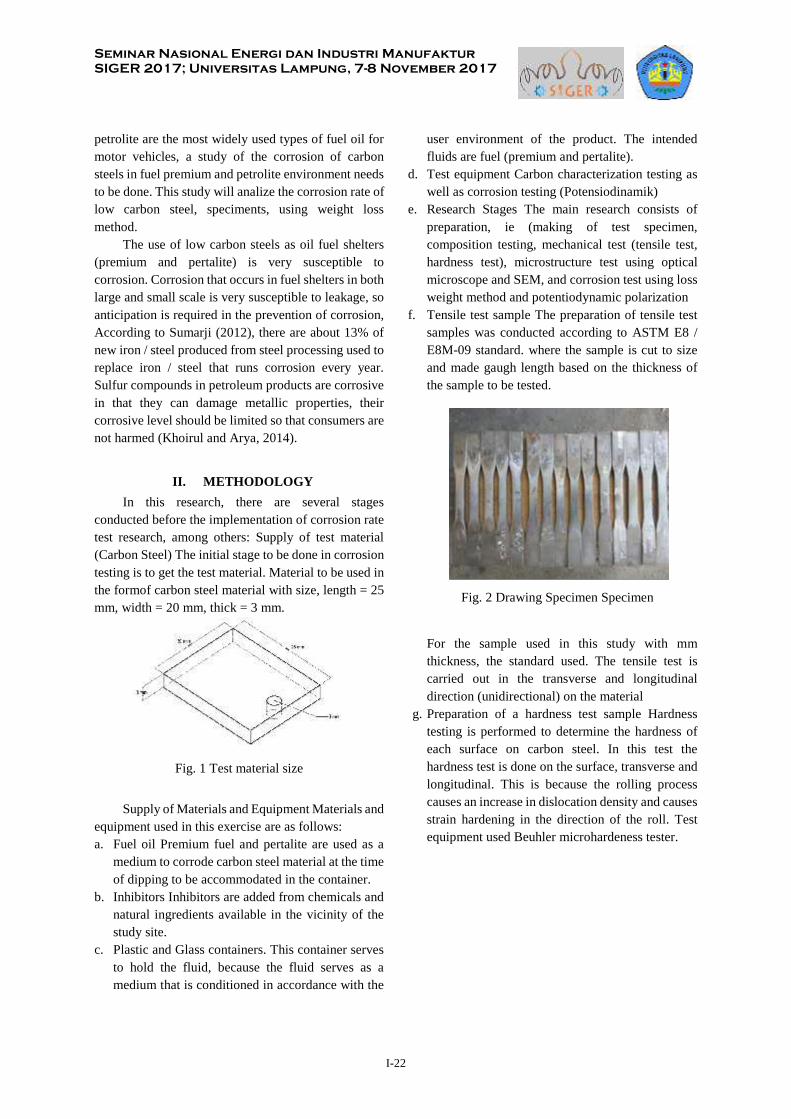
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-22
petrolite are the most widely used types of fuel oil formotor vehicles, a study of the corrosion of carbonsteels in fuel premium and petrolite environment needsto be done. This study will analize the corrosion rate oflow carbon steel, speciments, using weight lossmethod.
The use of low carbon steels as oil fuel shelters(premium and pertalite) is very susceptible tocorrosion. Corrosion that occurs in fuel shelters in bothlarge and small scale is very susceptible to leakage, soanticipation is required in the prevention of corrosion,According to Sumarji (2012), there are about 13% ofnew iron / steel produced from steel processing used toreplace iron / steel that runs corrosion every year.Sulfur compounds in petroleum products are corrosivein that they can damage metallic properties, theircorrosive level should be limited so that consumers arenot harmed (Khoirul and Arya, 2014).
II. METHODOLOGY
In this research, there are several stagesconducted before the implementation of corrosion ratetest research, among others: Supply of test material(Carbon Steel) The initial stage to be done in corrosiontesting is to get the test material. Material to be used inthe formof carbon steel material with size, length = 25mm, width = 20 mm, thick = 3 mm.
Fig. 1 Test material size
Supply of Materials and Equipment Materials andequipment used in this exercise are as follows:a. Fuel oil Premium fuel and pertalite are used as a
medium to corrode carbon steel material at the timeof dipping to be accommodated in the container.
b. Inhibitors Inhibitors are added from chemicals andnatural ingredients available in the vicinity of thestudy site.
c. Plastic and Glass containers. This container servesto hold the fluid, because the fluid serves as amedium that is conditioned in accordance with the
user environment of the product. The intendedfluids are fuel (premium and pertalite).
d. Test equipment Carbon characterization testing aswell as corrosion testing (Potensiodinamik)
e. Research Stages The main research consists ofpreparation, ie (making of test specimen,composition testing, mechanical test (tensile test,hardness test), microstructure test using opticalmicroscope and SEM, and corrosion test using lossweight method and potentiodynamic polarization
f. Tensile test sample The preparation of tensile testsamples was conducted according to ASTM E8 /E8M-09 standard. where the sample is cut to sizeand made gaugh length based on the thickness ofthe sample to be tested.
Fig. 2 Drawing Specimen Specimen
For the sample used in this study with mmthickness, the standard used. The tensile test iscarried out in the transverse and longitudinaldirection (unidirectional) on the material
g. Preparation of a hardness test sample Hardnesstesting is performed to determine the hardness ofeach surface on carbon steel. In this test thehardness test is done on the surface, transverse andlongitudinal. This is because the rolling processcauses an increase in dislocation density and causesstrain hardening in the direction of the roll. Testequipment used Beuhler microhardeness tester.
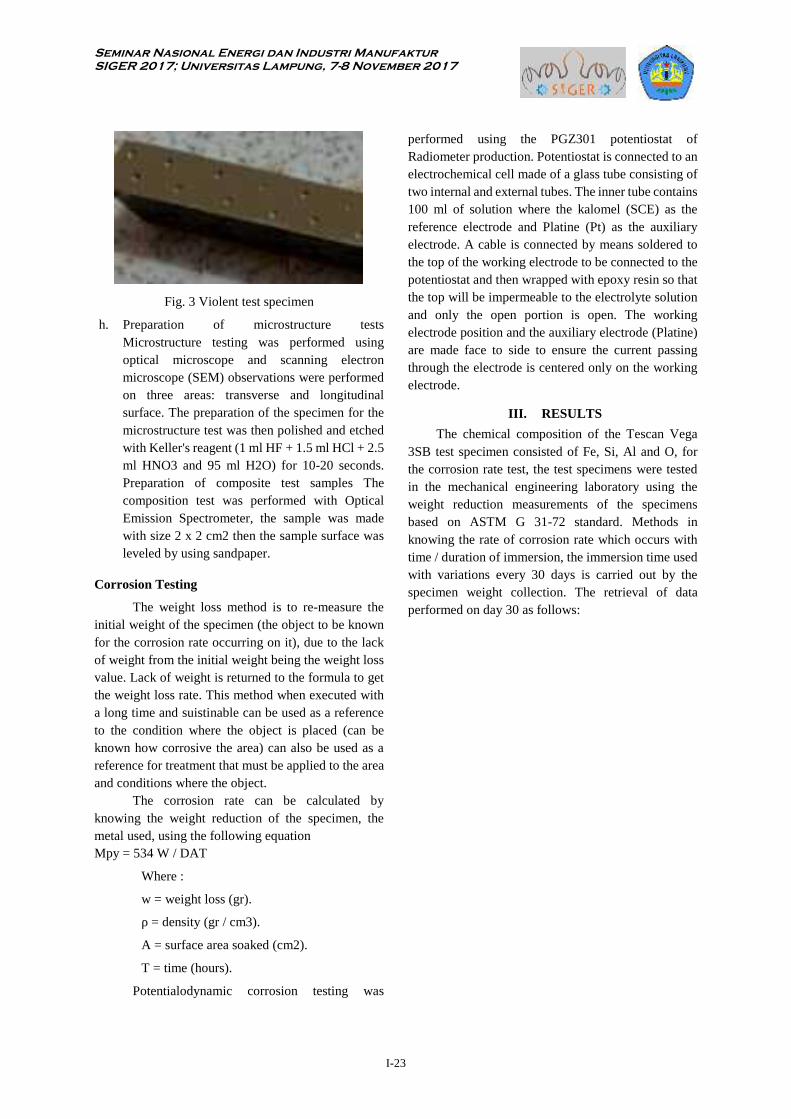
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-23
Fig. 3 Violent test specimen
h. Preparation of microstructure testsMicrostructure testing was performed usingoptical microscope and scanning electronmicroscope (SEM) observations were performedon three areas: transverse and longitudinalsurface. The preparation of the specimen for themicrostructure test was then polished and etchedwith Keller's reagent (1 ml HF + 1.5 ml HCl + 2.5ml HNO3 and 95 ml H2O) for 10-20 seconds.Preparation of composite test samples Thecomposition test was performed with OpticalEmission Spectrometer, the sample was madewith size 2 x 2 cm2 then the sample surface wasleveled by using sandpaper.
Corrosion Testing
The weight loss method is to re-measure theinitial weight of the specimen (the object to be knownfor the corrosion rate occurring on it), due to the lackof weight from the initial weight being the weight lossvalue. Lack of weight is returned to the formula to getthe weight loss rate. This method when executed witha long time and suistinable can be used as a referenceto the condition where the object is placed (can beknown how corrosive the area) can also be used as areference for treatment that must be applied to the areaand conditions where the object.
The corrosion rate can be calculated byknowing the weight reduction of the specimen, themetal used, using the following equationMpy = 534 W / DAT
Where :
w = weight loss (gr).
ρ = density (gr / cm3).
A = surface area soaked (cm2).
T = time (hours).
Potentialodynamic corrosion testing was
performed using the PGZ301 potentiostat ofRadiometer production. Potentiostat is connected to anelectrochemical cell made of a glass tube consisting oftwo internal and external tubes. The inner tube contains100 ml of solution where the kalomel (SCE) as thereference electrode and Platine (Pt) as the auxiliaryelectrode. A cable is connected by means soldered tothe top of the working electrode to be connected to thepotentiostat and then wrapped with epoxy resin so thatthe top will be impermeable to the electrolyte solutionand only the open portion is open. The workingelectrode position and the auxiliary electrode (Platine)are made face to side to ensure the current passingthrough the electrode is centered only on the workingelectrode.
III. RESULTS
The chemical composition of the Tescan Vega3SB test specimen consisted of Fe, Si, Al and O, forthe corrosion rate test, the test specimens were testedin the mechanical engineering laboratory using theweight reduction measurements of the specimensbased on ASTM G 31-72 standard. Methods inknowing the rate of corrosion rate which occurs withtime / duration of immersion, the immersion time usedwith variations every 30 days is carried out by thespecimen weight collection. The retrieval of dataperformed on day 30 as follows:
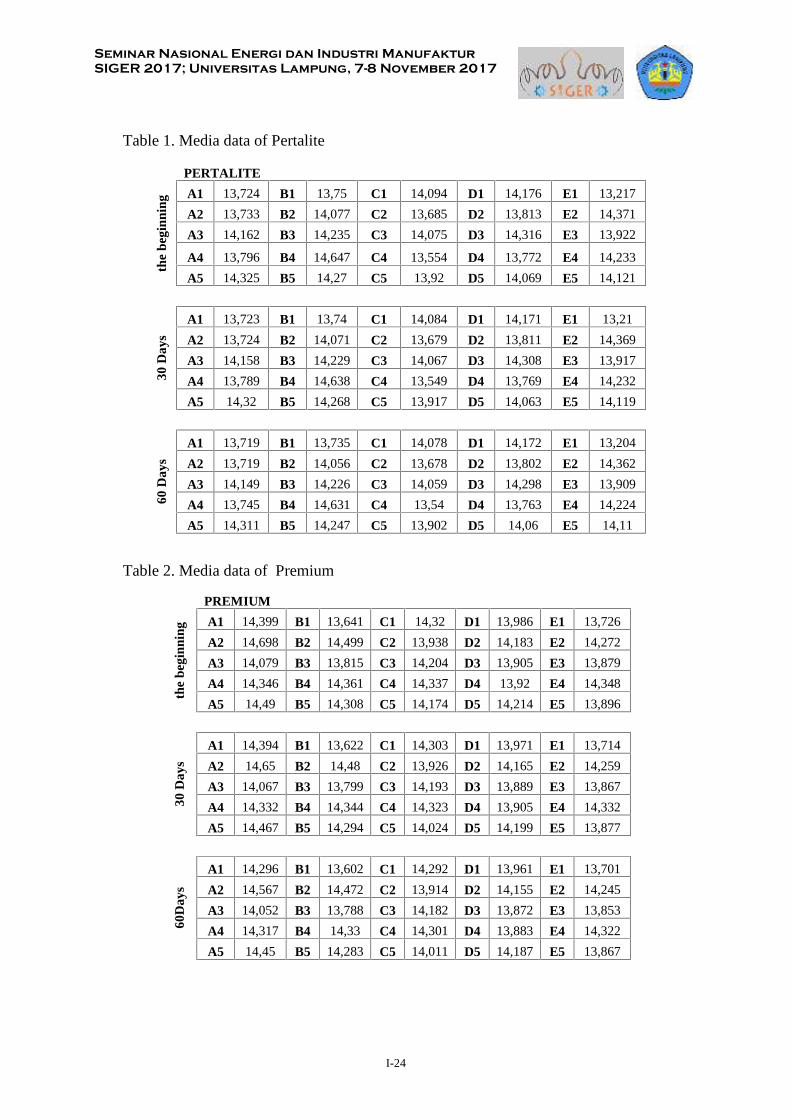
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-24
Table 1. Media data of Pertalite
PERTALITEth
e be
ginn
ing A1 13,724 B1 13,75 C1 14,094 D1 14,176 E1 13,217
A2 13,733 B2 14,077 C2 13,685 D2 13,813 E2 14,371
A3 14,162 B3 14,235 C3 14,075 D3 14,316 E3 13,922
A4 13,796 B4 14,647 C4 13,554 D4 13,772 E4 14,233
A5 14,325 B5 14,27 C5 13,92 D5 14,069 E5 14,121
30 D
ays
A1 13,723 B1 13,74 C1 14,084 D1 14,171 E1 13,21
A2 13,724 B2 14,071 C2 13,679 D2 13,811 E2 14,369
A3 14,158 B3 14,229 C3 14,067 D3 14,308 E3 13,917
A4 13,789 B4 14,638 C4 13,549 D4 13,769 E4 14,232
A5 14,32 B5 14,268 C5 13,917 D5 14,063 E5 14,119
60 D
ays
A1 13,719 B1 13,735 C1 14,078 D1 14,172 E1 13,204
A2 13,719 B2 14,056 C2 13,678 D2 13,802 E2 14,362
A3 14,149 B3 14,226 C3 14,059 D3 14,298 E3 13,909
A4 13,745 B4 14,631 C4 13,54 D4 13,763 E4 14,224
A5 14,311 B5 14,247 C5 13,902 D5 14,06 E5 14,11
Table 2. Media data of Premium
PREMIUM
the
begi
nnin
g A1 14,399 B1 13,641 C1 14,32 D1 13,986 E1 13,726
A2 14,698 B2 14,499 C2 13,938 D2 14,183 E2 14,272
A3 14,079 B3 13,815 C3 14,204 D3 13,905 E3 13,879
A4 14,346 B4 14,361 C4 14,337 D4 13,92 E4 14,348
A5 14,49 B5 14,308 C5 14,174 D5 14,214 E5 13,896
30 D
ays
A1 14,394 B1 13,622 C1 14,303 D1 13,971 E1 13,714
A2 14,65 B2 14,48 C2 13,926 D2 14,165 E2 14,259
A3 14,067 B3 13,799 C3 14,193 D3 13,889 E3 13,867
A4 14,332 B4 14,344 C4 14,323 D4 13,905 E4 14,332
A5 14,467 B5 14,294 C5 14,024 D5 14,199 E5 13,877
60D
ays
A1 14,296 B1 13,602 C1 14,292 D1 13,961 E1 13,701
A2 14,567 B2 14,472 C2 13,914 D2 14,155 E2 14,245
A3 14,052 B3 13,788 C3 14,182 D3 13,872 E3 13,853
A4 14,317 B4 14,33 C4 14,301 D4 13,883 E4 14,322
A5 14,45 B5 14,283 C5 14,011 D5 14,187 E5 13,867
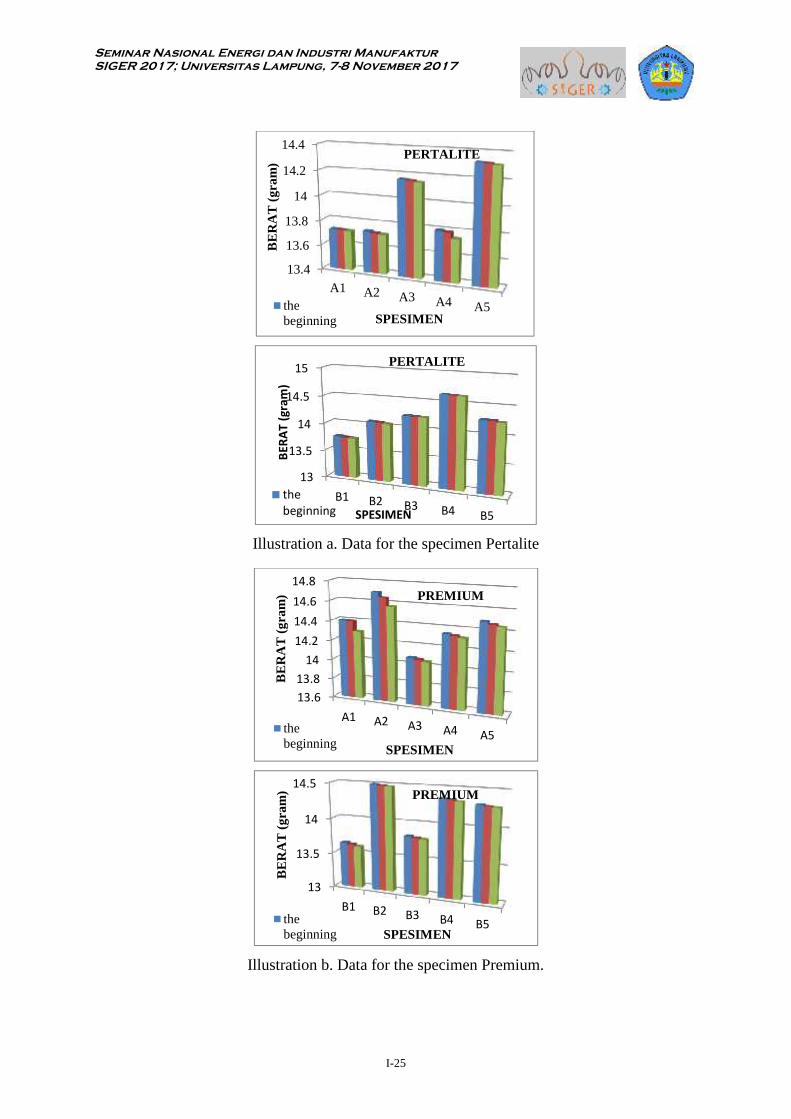
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-25
Illustration a. Data for the specimen Pertalite
Illustration b. Data for the specimen Premium.
13.4
13.6
13.8
14
14.2
14.4
A1 A2 A3 A4 A5
BE
RA
T (
gram
)
SPESIMEN
PERTALITE
thebeginning
13
13.5
14
14.5
15
B1 B2 B3 B4 B5
BERA
T (g
ram
)
SPESIMEN
PERTALITE
thebeginning
13.613.8
1414.214.414.614.8
A1 A2 A3 A4 A5
BE
RA
T (
gram
)
SPESIMEN
PREMIUM
thebeginning
13
13.5
14
14.5
B1 B2 B3 B4 B5
BE
RA
T (
gram
)
SPESIMEN
PREMIUM
thebeginning
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
I-26
IV. DISCUSSION
The effect of the weighting media on the specimenweight, the weight difference of the specimen with thepremium fueling medium and the pertalite, shows thatthe premium is larger than the pertalite (premiumcorrosion rate of 0.024 miles / year and 0.0052 miles /year pertalite). Are when viewed from the old soakingthe longer the immersion time the greater thecorrosion rate due to the longer the surface layer of thespecimen will be eroded. In line with research ofFeriansyah and Sakti (2014) soaking 2 hours by0.0008 gram and immersion 1 hour 0.0002 gram. Theeffect of corrosion rate on this test is also influencedby PH of each fuel where the yield of PH, ph premiumis higher than pertalite so that if the ph is small then ittakes longer time to corrode the steel. In accordancewith research conducted by Nur'aini (2015) wherepremium pharm 7,3 and pertamax ph 5.7.
References[1] ASTM International. 2004. ASTM G 31-72:
Standard Practice for Laboratory ImmersionCorrosion Testing of Metals. United State.
[2] ASM. (1992). ASM Handbook Volume 13 :Corrosion. Ohio: ASM International. Ohio:ASM International.
[3] ASM. (2003). ASM Handbook Volume 13A :Corrosion Fundamental Test. Ohio: ASMInternational.
[4] ASM. (2005). ASM Handbook Volume 13B :Materials. Ohio: ASM International.
[5] ASM. (2006). ASM Handbook Volume 13C :Corrosion: Materials, Environments, andIndustries. Ohio: ASM International.
[6] ASTM. (1967). Annual Book of ASTMStandards. Section 03: Metals Test Methods andAnalytical Procedures Volume 3.02 : Wear andErosion; Metal Corrosion, Designation: G1 – 03Standard Practice for Preparing, Cleaning, andEvaluating Corrosion Test Specimens.Philadelphia, PA: ASTM International.
[7] ASTM. (2000). Annual Book of ASTMStandards. Section 5 : Petroleum Products,Lubricants, and Fossil Fuels. Volume 05.01Designation: D 130 – 04 Standard Test Methodfor Corrosiveness to Copper from PetroleumProducts by Copper Strip Test. Philadelphia, PA:ASTM International.
[8] Feriansyah Khoirul dan Sakti Arya M. (2014),Studi Komparatif Laju Korosi Logam KuninganC3604 (Spuyer Karburator) Di Media PremiumDan Pertamax Menggunakan Metode Astm D-130. Jurnal Teknik Mesin Volume 03 Nomor 02Tahun 2014, 348-354
[9] Jones, D. A, (1996), Principles and Prevention ofCorrosion, Second Edition, Prentice Hall, Inc,United State of America.
[10] J. Monzo, J. Garcia-Anton, and J. L. Guinon.(1992). Study of corrosion on copper strips bymixtures of mercaptans, sulphides anddisulphides with elemental sulphur in the ASTMD-130 test by means of electron microscopy(SEM) and energy dispersive X-ray (EDX).Fresenius Journal Analitical Chemistry bySpringer-Verlag, 343:593- 596.
[11] Nu’aini dan Marsudi, (2015), Perhitungan LajuKorosi Duraluminium (Pada MangkukKarburator) Dengan Media Premium DanPertamax Menggunakan Metode Astm D-130,JTM. Volume 4 Nomor 1 Tahun 2015, 1-6
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-1
Studi Kelayakan Produksi Pewarna Antosianin Food GradeSkala Mini Plant
Ermiziar, T.1,*, Yuli Amalia Husnil1, Latifa Hanum Lalasari2, Raskita Saragih3
1Program Studi Teknik Kimia, Institut Teknologi Indonesia, Jl. Raya Puspiptek-Serpong,Tangerang Selatan, 15320
2Pusat Studi Matalurgi dan Material LIPI, Jl. Raya Puspiptek-Serpong, Tangerang Selatan3Program Studi Teknologi Industri Pertanian, Institut Teknologi Indonesia, Jl. Raya
Puspiptek-Serpong, Tangerang Selatan, 15320*E-mail koresponden: [email protected] ; [email protected]
AbstractSafe food-grade coloring agent becomes one of important necessities for food and beverage industries. The
peel of Red Melinjo is one of promising raw material to produce anthocyanin as the organic compound thatgives red color. The aim of this work is to study the mini-plant design of anthocyanin production. The data forconducting this study were obtained from the results of lab-scale research conducted by Ermiziar et al regardinganthocyanin production from the peel of Red Melinjo. First, we designed the block flow diagram for mini-plantscale anthocyanin production by using the lab-scale research method as the reference. Second, we calculated themass balance to find out the required amount of Red Melinjo peel to produce 2 liters anthocyanin per day. Weused the mass balance results to calculate the energy balance to find out the required utilities as well as the sizeof the equipment. From this study we learned that for producing 2 liter anthocyanin per day, 72.1 ton/day of RedMelinjo peel is required.Keywords: coloring agent, anthocyanin, red melinjo, process design, feasibility study.
AbstrakPewarna yang aman saat ini menjadi salah satu kebutuhan utama bagi industri makanan dan minuman.
Kulit melinjo merah merupakan bahan baku yang menjanjikan untuk memproduksi pewarna antosianin. Tujuanpenelitian ini adalah mengkaji perancangan produksi pewarna antosianin food-grade skala mini plant. Datayang digunakan pada studi ini berasal dari hasil penelitian skala lab yang dilakukan oleh Ermiziar dkk tentangproduksi antosianin dari ekstrak kulit melinjo merah. Langkah pertama yang dilakukan adalah merancang alurproses produksi skala mini plant menggunakan referensi alur proses pada skala lab. Kedua, neraca massadikalkulasi untuk mengetahui massa kulit melinjo yang dibutuhkan untuk memproduksi antosianin sebanyak 2liter/hari. Dari hasil perhitungan neraca massa kemudian dilakukan kalkulasi neraca energi untuk mengetahuikebutuhan utilitas serta dimensi beberapa alat produksi. Dari penelitian ini disimpulkan bahwa untukmemproduksi 2 liter pewarna antosianin per hari dibutuhkan 72.1 ton kulit melinjo.Keywords: pewarna, antosianin, melinjo, perancangan proses, analisa kelayakan.
PENDAHULUAN
Pewarna yang aman saat ini menjadi salahsatu kebutuhan utama bagi industri makanan danminuman. Ermiziar dkk [1] telah melakukanpenelitian untuk mengetahui kandungan zatyang memberikan warna merah pada kulit buahmelinjo merah. Dari penelitian ini diketahuibahwa limbah kulit melinjo warna merahmengandung zat aktif antosianin. Hasilpenelitian ini kemudian menunjukkan bahwapada setiap 100 gram kulit melinjo merah
terdapat 0.6 gr kandungan antosianin. EkstrakAntosianin diperoleh dari maserasi kulit melinjowarna merah dengan beberapa pilihan pelarutyaitu petroleum eter, heksana dan bioetanol [2].Namun karena pemanfaatannya adalah sebagaipewarna makanan dan minuman maka pelarutyang lebih tepat adalah bioetanol. Beberapatopik penelitian tentang produksi antosianin darikulit melinjo warna merah yang telah dilakukanoleh Ermiziar dkk antara lain yaitu faktor yangmempengaruhi kestabilan warna antosianin dananalisa kandungan purin dan pirimidin. Dari
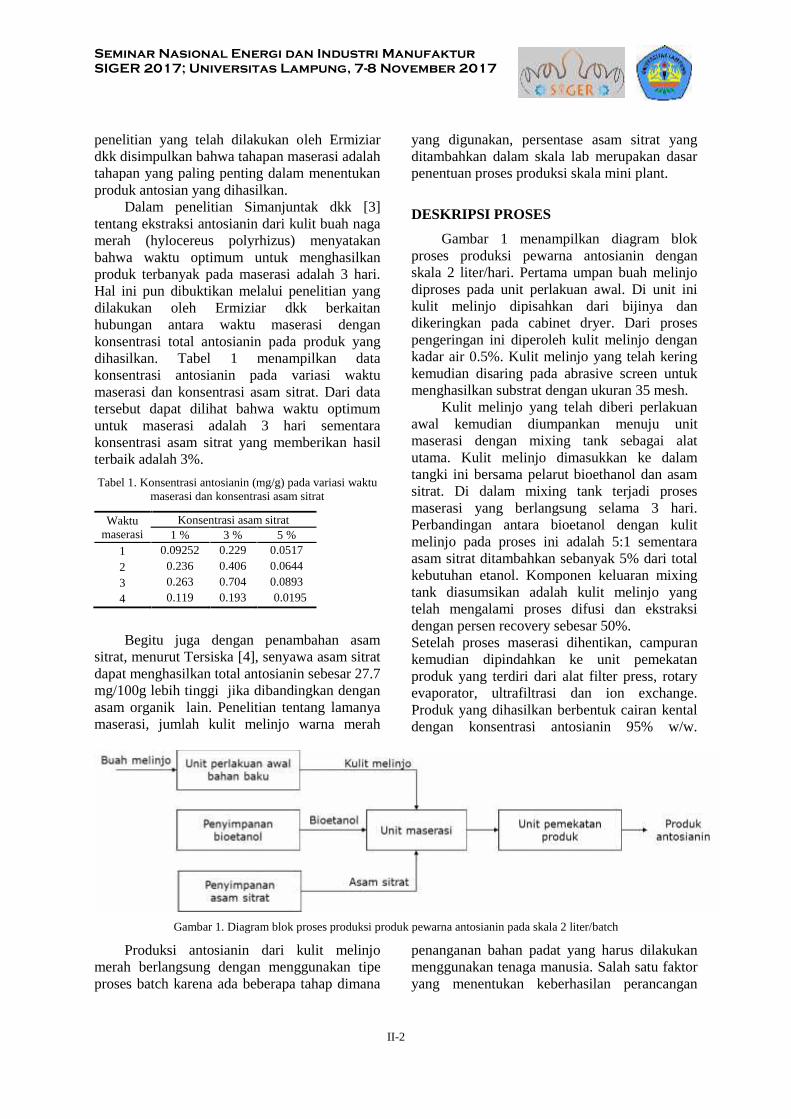
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-2
penelitian yang telah dilakukan oleh Ermiziardkk disimpulkan bahwa tahapan maserasi adalahtahapan yang paling penting dalam menentukanproduk antosian yang dihasilkan.
Dalam penelitian Simanjuntak dkk [3]tentang ekstraksi antosianin dari kulit buah nagamerah (hylocereus polyrhizus) menyatakanbahwa waktu optimum untuk menghasilkanproduk terbanyak pada maserasi adalah 3 hari.Hal ini pun dibuktikan melalui penelitian yangdilakukan oleh Ermiziar dkk berkaitanhubungan antara waktu maserasi dengankonsentrasi total antosianin pada produk yangdihasilkan. Tabel 1 menampilkan datakonsentrasi antosianin pada variasi waktumaserasi dan konsentrasi asam sitrat. Dari datatersebut dapat dilihat bahwa waktu optimumuntuk maserasi adalah 3 hari sementarakonsentrasi asam sitrat yang memberikan hasilterbaik adalah 3%.Tabel 1. Konsentrasi antosianin (mg/g) pada variasi waktu
maserasi dan konsentrasi asam sitrat
Waktumaserasi
Konsentrasi asam sitrat1 % 3 % 5 %
1 0.09252 0.229 0.05172 0.236 0.406 0.06443 0.263 0.704 0.08934 0.119 0.193 0.0195
Begitu juga dengan penambahan asamsitrat, menurut Tersiska [4], senyawa asam sitratdapat menghasilkan total antosianin sebesar 27.7mg/100g lebih tinggi jika dibandingkan denganasam organik lain. Penelitian tentang lamanyamaserasi, jumlah kulit melinjo warna merah
yang digunakan, persentase asam sitrat yangditambahkan dalam skala lab merupakan dasarpenentuan proses produksi skala mini plant.
DESKRIPSI PROSESGambar 1 menampilkan diagram blok
proses produksi pewarna antosianin denganskala 2 liter/hari. Pertama umpan buah melinjodiproses pada unit perlakuan awal. Di unit inikulit melinjo dipisahkan dari bijinya dandikeringkan pada cabinet dryer. Dari prosespengeringan ini diperoleh kulit melinjo dengankadar air 0.5%. Kulit melinjo yang telah keringkemudian disaring pada abrasive screen untukmenghasilkan substrat dengan ukuran 35 mesh.
Kulit melinjo yang telah diberi perlakuanawal kemudian diumpankan menuju unitmaserasi dengan mixing tank sebagai alatutama. Kulit melinjo dimasukkan ke dalamtangki ini bersama pelarut bioethanol dan asamsitrat. Di dalam mixing tank terjadi prosesmaserasi yang berlangsung selama 3 hari.Perbandingan antara bioetanol dengan kulitmelinjo pada proses ini adalah 5:1 sementaraasam sitrat ditambahkan sebanyak 5% dari totalkebutuhan etanol. Komponen keluaran mixingtank diasumsikan adalah kulit melinjo yangtelah mengalami proses difusi dan ekstraksidengan persen recovery sebesar 50%.Setelah proses maserasi dihentikan, campurankemudian dipindahkan ke unit pemekatanproduk yang terdiri dari alat filter press, rotaryevaporator, ultrafiltrasi dan ion exchange.Produk yang dihasilkan berbentuk cairan kentaldengan konsentrasi antosianin 95% w/w.
Gambar 1. Diagram blok proses produksi produk pewarna antosianin pada skala 2 liter/batch
Produksi antosianin dari kulit melinjomerah berlangsung dengan menggunakan tipeproses batch karena ada beberapa tahap dimana
penanganan bahan padat yang harus dilakukanmenggunakan tenaga manusia. Salah satu faktoryang menentukan keberhasilan perancangan
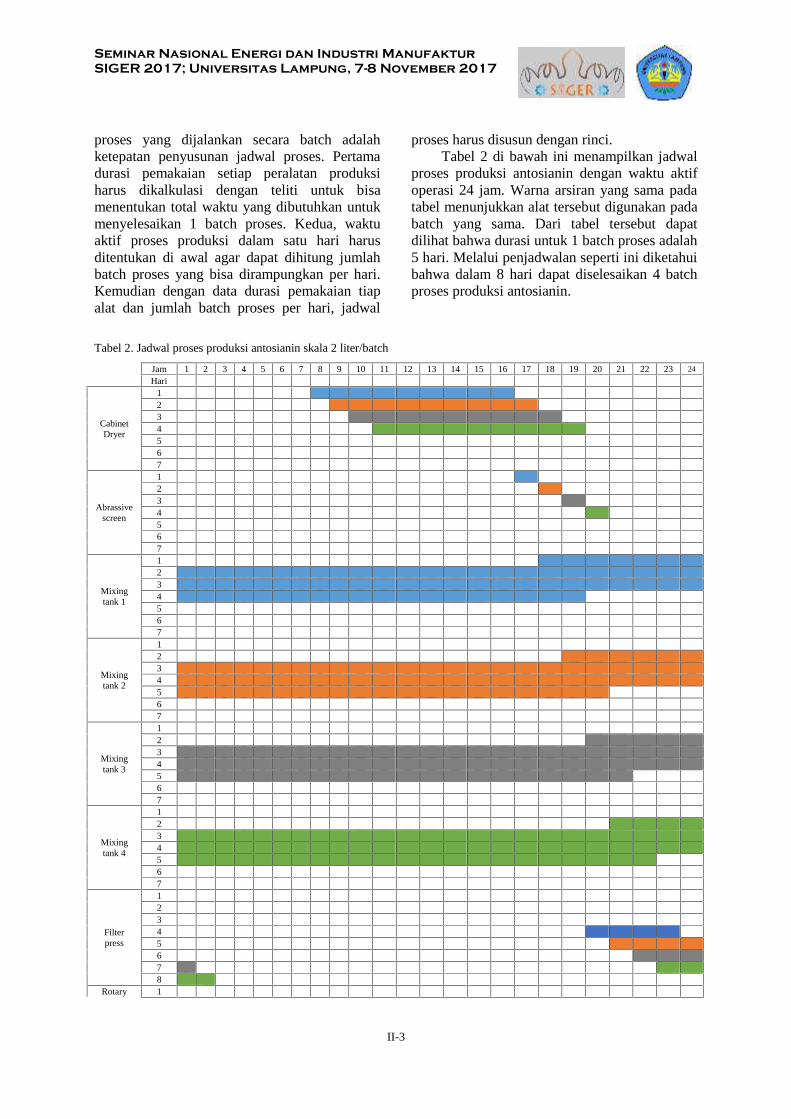
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-3
proses yang dijalankan secara batch adalahketepatan penyusunan jadwal proses. Pertamadurasi pemakaian setiap peralatan produksiharus dikalkulasi dengan teliti untuk bisamenentukan total waktu yang dibutuhkan untukmenyelesaikan 1 batch proses. Kedua, waktuaktif proses produksi dalam satu hari harusditentukan di awal agar dapat dihitung jumlahbatch proses yang bisa dirampungkan per hari.Kemudian dengan data durasi pemakaian tiapalat dan jumlah batch proses per hari, jadwal
proses harus disusun dengan rinci.Tabel 2 di bawah ini menampilkan jadwal
proses produksi antosianin dengan waktu aktifoperasi 24 jam. Warna arsiran yang sama padatabel menunjukkan alat tersebut digunakan padabatch yang sama. Dari tabel tersebut dapatdilihat bahwa durasi untuk 1 batch proses adalah5 hari. Melalui penjadwalan seperti ini diketahuibahwa dalam 8 hari dapat diselesaikan 4 batchproses produksi antosianin.
Tabel 2. Jadwal proses produksi antosianin skala 2 liter/batch
Jam 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24Hari
CabinetDryer
1234567
Abrassivescreen
1234567
Mixingtank 1
1234567
Mixingtank 2
1234567
Mixingtank 3
1234567
Mixingtank 4
1234567
Filterpress
12345678
Rotary 1
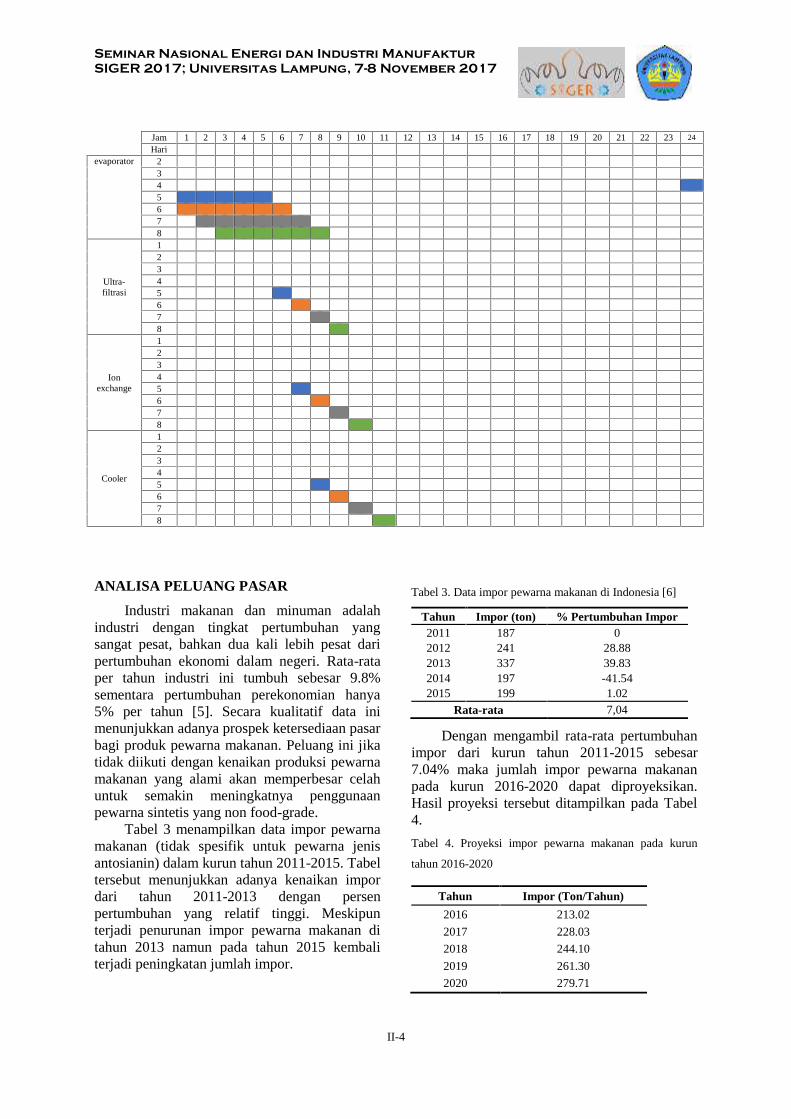
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-4
Jam 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24Hari
evaporator 2345678
Ultra-filtrasi
12345678
Ionexchange
12345678
Cooler
12345678
ANALISA PELUANG PASARIndustri makanan dan minuman adalah
industri dengan tingkat pertumbuhan yangsangat pesat, bahkan dua kali lebih pesat daripertumbuhan ekonomi dalam negeri. Rata-rataper tahun industri ini tumbuh sebesar 9.8%sementara pertumbuhan perekonomian hanya5% per tahun [5]. Secara kualitatif data inimenunjukkan adanya prospek ketersediaan pasarbagi produk pewarna makanan. Peluang ini jikatidak diikuti dengan kenaikan produksi pewarnamakanan yang alami akan memperbesar celahuntuk semakin meningkatnya penggunaanpewarna sintetis yang non food-grade.
Tabel 3 menampilkan data impor pewarnamakanan (tidak spesifik untuk pewarna jenisantosianin) dalam kurun tahun 2011-2015. Tabeltersebut menunjukkan adanya kenaikan impordari tahun 2011-2013 dengan persenpertumbuhan yang relatif tinggi. Meskipunterjadi penurunan impor pewarna makanan ditahun 2013 namun pada tahun 2015 kembaliterjadi peningkatan jumlah impor.
Tabel 3. Data impor pewarna makanan di Indonesia [6]
Tahun Impor (ton) % Pertumbuhan Impor2011 187 02012 241 28.882013 337 39.832014 197 -41.542015 199 1.02
Rata-rata 7,04
Dengan mengambil rata-rata pertumbuhanimpor dari kurun tahun 2011-2015 sebesar7.04% maka jumlah impor pewarna makananpada kurun 2016-2020 dapat diproyeksikan.Hasil proyeksi tersebut ditampilkan pada Tabel4.Tabel 4. Proyeksi impor pewarna makanan pada kurun
tahun 2016-2020
Tahun Impor (Ton/Tahun)2016 213.022017 228.032018 244.102019 261.302020 279.71
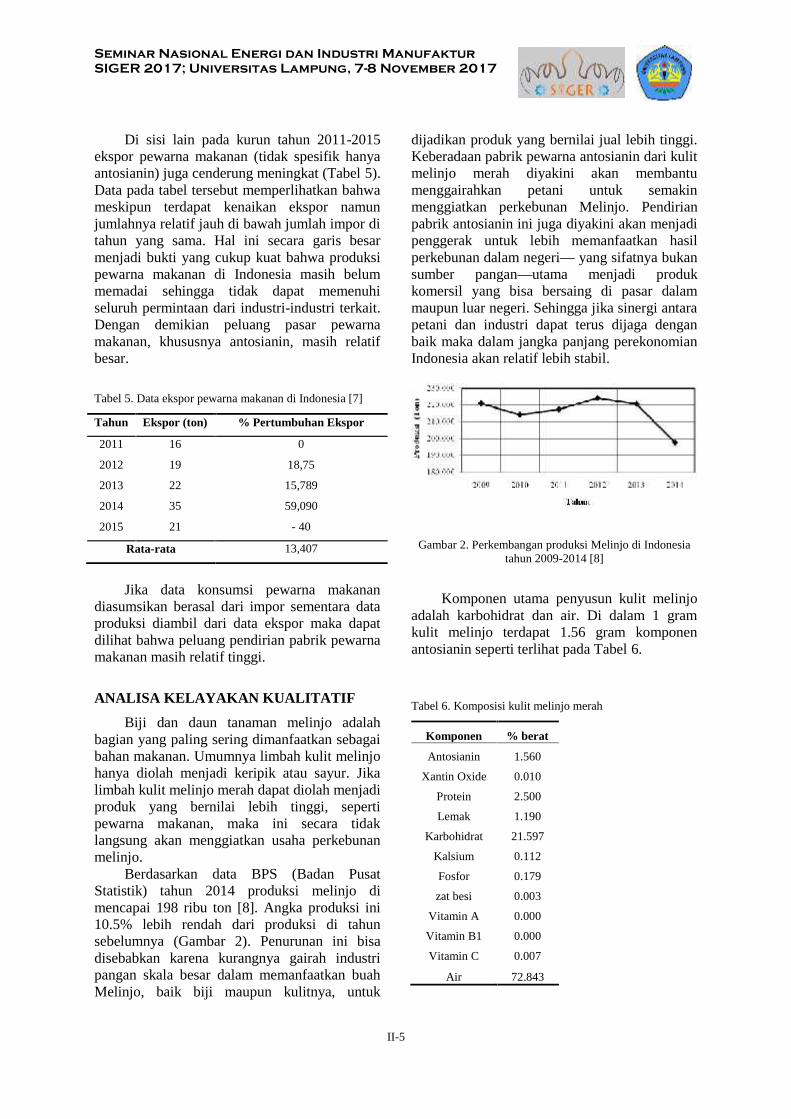
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-5
Di sisi lain pada kurun tahun 2011-2015ekspor pewarna makanan (tidak spesifik hanyaantosianin) juga cenderung meningkat (Tabel 5).Data pada tabel tersebut memperlihatkan bahwameskipun terdapat kenaikan ekspor namunjumlahnya relatif jauh di bawah jumlah impor ditahun yang sama. Hal ini secara garis besarmenjadi bukti yang cukup kuat bahwa produksipewarna makanan di Indonesia masih belummemadai sehingga tidak dapat memenuhiseluruh permintaan dari industri-industri terkait.Dengan demikian peluang pasar pewarnamakanan, khususnya antosianin, masih relatifbesar.
Tabel 5. Data ekspor pewarna makanan di Indonesia [7]
Tahun Ekspor (ton) % Pertumbuhan Ekspor
2011 16 0
2012 19 18,75
2013 22 15,789
2014 35 59,090
2015 21 - 40
Rata-rata 13,407
Jika data konsumsi pewarna makanandiasumsikan berasal dari impor sementara dataproduksi diambil dari data ekspor maka dapatdilihat bahwa peluang pendirian pabrik pewarnamakanan masih relatif tinggi.
ANALISA KELAYAKAN KUALITATIFBiji dan daun tanaman melinjo adalah
bagian yang paling sering dimanfaatkan sebagaibahan makanan. Umumnya limbah kulit melinjohanya diolah menjadi keripik atau sayur. Jikalimbah kulit melinjo merah dapat diolah menjadiproduk yang bernilai lebih tinggi, sepertipewarna makanan, maka ini secara tidaklangsung akan menggiatkan usaha perkebunanmelinjo.
Berdasarkan data BPS (Badan PusatStatistik) tahun 2014 produksi melinjo dimencapai 198 ribu ton [8]. Angka produksi ini10.5% lebih rendah dari produksi di tahunsebelumnya (Gambar 2). Penurunan ini bisadisebabkan karena kurangnya gairah industripangan skala besar dalam memanfaatkan buahMelinjo, baik biji maupun kulitnya, untuk
dijadikan produk yang bernilai jual lebih tinggi.Keberadaan pabrik pewarna antosianin dari kulitmelinjo merah diyakini akan membantumenggairahkan petani untuk semakinmenggiatkan perkebunan Melinjo. Pendirianpabrik antosianin ini juga diyakini akan menjadipenggerak untuk lebih memanfaatkan hasilperkebunan dalam negeri— yang sifatnya bukansumber pangan—utama menjadi produkkomersil yang bisa bersaing di pasar dalammaupun luar negeri. Sehingga jika sinergi antarapetani dan industri dapat terus dijaga denganbaik maka dalam jangka panjang perekonomianIndonesia akan relatif lebih stabil.
Gambar 2. Perkembangan produksi Melinjo di Indonesiatahun 2009-2014 [8]
Komponen utama penyusun kulit melinjoadalah karbohidrat dan air. Di dalam 1 gramkulit melinjo terdapat 1.56 gram komponenantosianin seperti terlihat pada Tabel 6.
Tabel 6. Komposisi kulit melinjo merah
Komponen % berat
Antosianin 1.560
Xantin Oxide 0.010
Protein 2.500
Lemak 1.190
Karbohidrat 21.597
Kalsium 0.112
Fosfor 0.179
zat besi 0.003
Vitamin A 0.000
Vitamin B1 0.000
Vitamin C 0.007
Air 72.843
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-6
Setiap 1 gram buah melinjo tersusun atasbiji dan kulit dengan komposisi masing-masingsekitar 80 dan 20%. Melalui perhitungan neracamassa diperoleh hasil bahwa untukmenghasilkan 2 liter antosianin dengankonsentrasi 95% dibutuhkan kulit melinjo merahsebanyak 72.1 ton.
KESIMPULANDari studi ini disimpulkan bahwa dengan
menilik pada peluang pasar pewarna makananmaka secara kualitatif produksi antosianin padaskala mini plant layak untuk dilanjutkan. Darikalkulasi neraca massa diperoleh hasil bahwauntuk memproduksi 2 liter pewarna antosianinper batch dibutuhkan72144 kg kulit melinjomerah.
UCAPAN TERIMA KASIHUcapan terima kasih kami sampaikan
kepada Kemenristek Dikti atas bantuan dana hibahRiset Terapan Unggulan Perguruan Tinggi Tahun2017 No. 092/SP-PLT/LP3M- ITI/III/2017. Penulisjuga mengucapkan terima kasih kepada M. RezaArdianto dan Siska Indriyani, M. Tomi Susanto danRahmatika Aprilliyani yang telah membantumenyediakan data untuk penulisan manuskrip ini.
DAFTAR PUSTAKA[1] Ermiziar, Saragih. R, Danien dan Wendy. 2010.
“Uji Stabilitas Warna Kulit Melinjo Merah danAplikasi Pada Pangan Jajanan Pasar”, SeminarInternasional PATPI 2010, Jakarta, Tanggal 29-30 September 2010
[2] Ermiziar, Saragih,R. dan Lalasari, L. H. 2016.Pengembangan Pewarna Food Grade padaMakanan dan Minuman dari Isolasi PigmenAntosianin Kulit Melinjo Warna Merah.Laporan Akhir Penelitian hibah Bersaing.Institut Teknologi Indonesia. Serpong
[3] Simanjuntak, L., Sinaga, C., Fatimah. 2015.“Ekstraksi Pigmen Antosianin Dari Kulit BuahNaga Merah (Hylocereus polyrhizus)”, JurnalTeknik Kimia USU, vol. 3, no. 2, 25-29.
[4] Tersiska, Sukarminah, E. 2007. “EkstraksiPewarna Alami dari Buah Arbien (RubusidaeusLinn) daan Aplikasinya pada Sistem Pangan”UNPAD: Bandung
[5] "Kemenperin: Industri Makanan dan MinumanDorong Pemerataan Nasional",Kemenperin.go.id, 2017. [Online]. Available:http://www.kemenperin.go.id/artikel/16979/Industri-Makanan-dan-Minuman-Dorong-Pemerataan-Nasional. [diakses 24 Oktober2017].
[6] I. (ITC), "Trade Map - List of supplying marketsfor a product imported by Indonesia",Trademap.org, 2017. [Online]. Available:http://www.trademap.org/Country_SelProductCountry_TS.aspx?nvpm=1|360||||3203|||4|1|1|1|2|1|2|2|1. [diakses 24 Oktober 2017].
[7] I. (ITC), "Trade Map - List of importing marketsfor a product exported by Indonesia",Trademap.org, 2017. [Online]. Available:http://www.trademap.org/Country_SelProductCountry_TS.aspx?nvpm=1|360||||3203|||4|1|1|2|2|1|2|2|1. [diakses 24 Oktober 2017]..
[8] Promosiana, A dan Atmojo, H. D. 2014.Statistika Produksi Hortikultura Tahun 2014.Kementerian Pertanian Direktorat JenderalHortiikultura, 74.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-7
Analisis Pengaruh Artificial AgingTerhadap Sifat Mekanis Pada Aluminium Seri 6061
Nur Imam Subagyo1, Zulhanif2, Harnowo Supriadi2
1)Mahasiswa Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung2)Dosen Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung
Jl. Prof. Soemantri Brojonegoro No.1 Gedung MenengUniversitas Lampung, Kedaton, Bandar Lampung 35145
E-mail: [email protected]
ABSTRAK
Penelitian proses artificial aging terhadap aluminium seri 6061 bertujuan untuk memperbaiki sifat mekanisnya.Aluminium seri 6061 diberi perlakuan panas dengan suhu 4500C selama 15 menit, kemudian diquenchingdengan media pendingin berupa oli. Selanjutnya diberi perlakuan panas kembali pada suhu 1900C dengan variasiholding time 1 jam, 5 jam, dan 11 jam, kemudian didinginkan secara lambat dengan suhu ruangan. Hasil ujikomposisi kimia menggunakan Spectromax menunjukan persentase Mg sebesar 1,41%, Si sebesar 0,911%, danAl sebesar 96,7%. Hasil uji kekerasan menggunakan Rockwell Hardness Tester didapatkan nilai kekerasan bahantanpa perlakuan panas sebesar 49,4 (HRB), holding time 1 jam sebesar 53,8 (HRB), holding time 5 jam sebesar79,6 (HRB) dan holding time 11 jam sebesar 50,4 (HRB). Dari hasil uji SEM EDX menggunakan alat Zeiss Evo® MA 10, menunjukan persentase unsur Al dari bahan tanpa perlakuan panas (96,7%) menurun terhadap bahanbahan dengan holding time 1 jam (89,55%), dan bahan dengan holding time 5 jam (81,58%) penurunan tersebutmenunjukan terdapat fasa kedua pada bahan yang diberi perlakuan artifial aging.
Kata kunci : Aluminium Seri 6061, Artificial aging, Kekerasan, SEM EDX
PENDAHULUANAluminium merupakan logam yang ringan danmemiliki ketahanan korosi yang baik, hantaranlistrik yang baik dan sifat-sifat lainnya. Umumnyaaluminium dicampur dengan logam lainnya sehinggamembentuk aluminium paduan. Penambahan unsurpaduan terhadap alumunium dapat dilakukan untukmeningkatkan kekuatan fisis dan mekanis logamtersebut.
Menurut Surdia pada tahun 1995, paduan antaraalumunium dan magnesium (Al-Mg) yangmempunyai ketahanan korosi yang sangat baik.Sejak lama, paduan ini disebut dengan hidronaliumdan dikenal sebagai paduan yang tahan korosi. Jikasedikit magnesium ditambah kan pada alumunium,maka pengerasan penuaan akan sangat jarang terjadi.Dan pada paduan alumunium silikon (Al-Si) sangatbaik kecairan nya, mempunyai permukaan yangbaik, tanpa kegetasan panas, dan sangat baik untukpaduan coran. Silikon juga mempunyai ketahanankorosi yang baik, ringan, koefisien pemuaian yangkecil, serta sebagai penghantar listrik yang baik. [3]
Zhang pada tahun 2002 mendemonstrasikan bahwaproses artificial aging umumnya dilakukan pada
temperatur rendah dan dalam waktu yang cukuplama, bervariasi antara 5 sampai 48 jam. Pemilihandalam jangka waktu berapa proses tersebutseharusnya dilakukan haruslah diperhitungkansecara cermat. [5]
Dalam penelitian ini penulis menggunakan bahanpaduan Al-Mg-Si dengan kodefikasi bahan 6061sebagai sampel uji, dan tujuan dari penelitian iniadalah untuk mengetahui pengaruh perlakuanartificial aging terhadap perubahan sifat mekanisyang terjadi pada bahan aluminium seri 6061tersebut dengan berbagai variasi waktu penahanandalam proses pemanasan, yaitu holding time 1 jam,holding time 5 jam, dan holding time 11 jam.
TINJAUAN PUSTAKA
Penguatan dan pengerasan logam paduan bisaditingkatkan dengan pembentukan penyebaranpartikel-partikel dari fasa kedua kedalam matrik fasayang asli atau pertama. Hal ini dilakukan denganperlakuan panas yang tepat. Prosesnya disebutprecipitation hardening karena partikel-partikelkecil dari fasa yang baru membentuk precipitasi atauendapan.
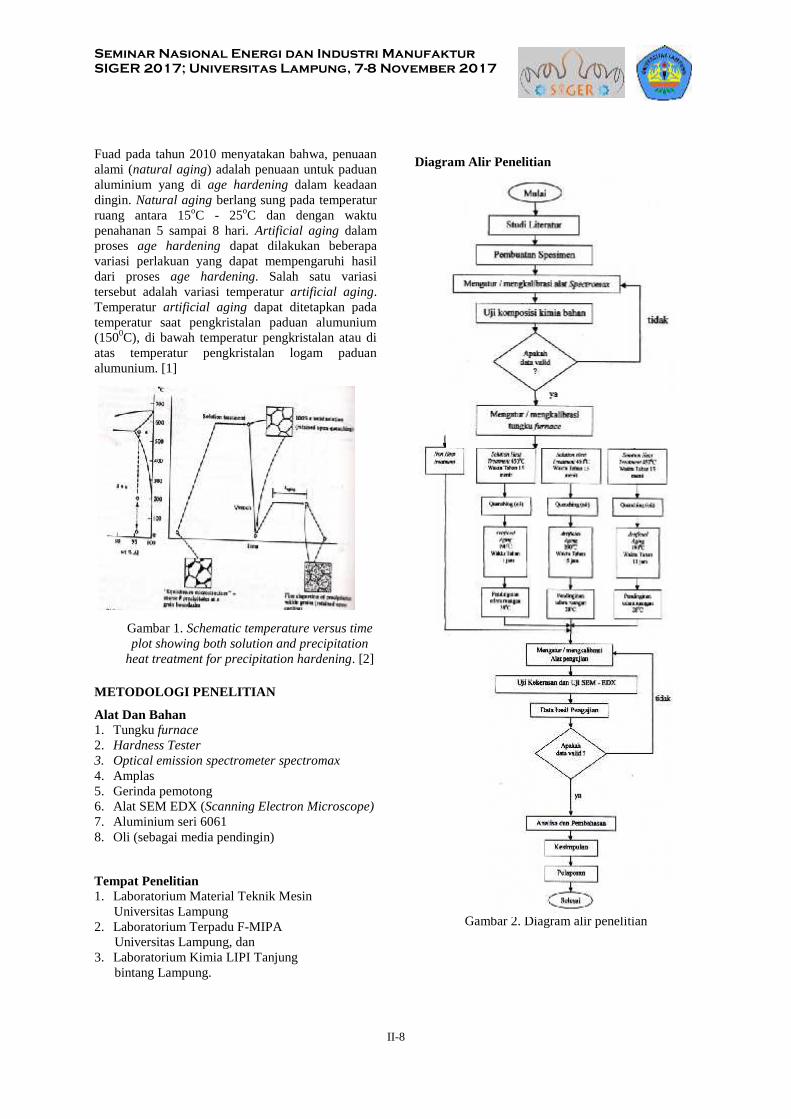
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-8
Fuad pada tahun 2010 menyatakan bahwa, penuaanalami (natural aging) adalah penuaan untuk paduanaluminium yang di age hardening dalam keadaandingin. Natural aging berlang sung pada temperaturruang antara 15oC - 25oC dan dengan waktupenahanan 5 sampai 8 hari. Artificial aging dalamproses age hardening dapat dilakukan beberapavariasi perlakuan yang dapat mempengaruhi hasildari proses age hardening. Salah satu variasitersebut adalah variasi temperatur artificial aging.Temperatur artificial aging dapat ditetapkan padatemperatur saat pengkristalan paduan alumunium(1500C), di bawah temperatur pengkristalan atau diatas temperatur pengkristalan logam paduanalumunium. [1]
Gambar 1. Schematic temperature versus timeplot showing both solution and precipitation
heat treatment for precipitation hardening. [2]
METODOLOGI PENELITIAN
Alat Dan Bahan1. Tungku furnace2. Hardness Tester3. Optical emission spectrometer spectromax4. Amplas5. Gerinda pemotong6. Alat SEM EDX (Scanning Electron Microscope)7. Aluminium seri 60618. Oli (sebagai media pendingin)
Tempat Penelitian1. Laboratorium Material Teknik Mesin
Universitas Lampung2. Laboratorium Terpadu F-MIPA
Universitas Lampung, dan3. Laboratorium Kimia LIPI Tanjung
bintang Lampung.
Diagram Alir Penelitian
Gambar 2. Diagram alir penelitian
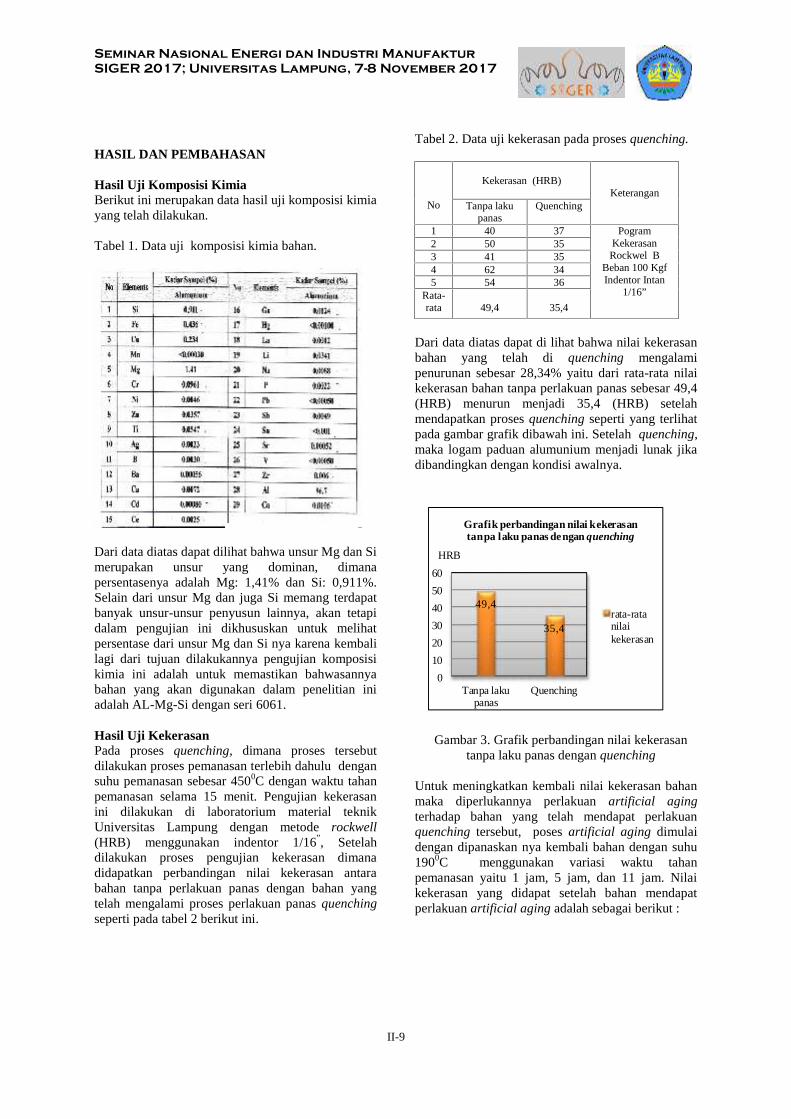
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-9
HASIL DAN PEMBAHASAN
Hasil Uji Komposisi KimiaBerikut ini merupakan data hasil uji komposisi kimiayang telah dilakukan.
Tabel 1. Data uji komposisi kimia bahan.
Dari data diatas dapat dilihat bahwa unsur Mg dan Simerupakan unsur yang dominan, dimanapersentasenya adalah Mg: 1,41% dan Si: 0,911%.Selain dari unsur Mg dan juga Si memang terdapatbanyak unsur-unsur penyusun lainnya, akan tetapidalam pengujian ini dikhususkan untuk melihatpersentase dari unsur Mg dan Si nya karena kembalilagi dari tujuan dilakukannya pengujian komposisikimia ini adalah untuk memastikan bahwasannyabahan yang akan digunakan dalam penelitian iniadalah AL-Mg-Si dengan seri 6061.
Hasil Uji KekerasanPada proses quenching, dimana proses tersebutdilakukan proses pemanasan terlebih dahulu dengansuhu pemanasan sebesar 4500C dengan waktu tahanpemanasan selama 15 menit. Pengujian kekerasanini dilakukan di laboratorium material teknikUniversitas Lampung dengan metode rockwell(HRB) menggunakan indentor 1/16”, Setelahdilakukan proses pengujian kekerasan dimanadidapatkan perbandingan nilai kekerasan antarabahan tanpa perlakuan panas dengan bahan yangtelah mengalami proses perlakuan panas quenchingseperti pada tabel 2 berikut ini.
Tabel 2. Data uji kekerasan pada proses quenching.
No
Kekerasan (HRB)Keterangan
Tanpa lakupanas
Quenching
1 40 37 PogramKekerasanRockwel B
Beban 100 KgfIndentor Intan
1/16”
2 50 353 41 354 62 345 54 36
Rata-rata 49,4 35,4
Dari data diatas dapat di lihat bahwa nilai kekerasanbahan yang telah di quenching mengalamipenurunan sebesar 28,34% yaitu dari rata-rata nilaikekerasan bahan tanpa perlakuan panas sebesar 49,4(HRB) menurun menjadi 35,4 (HRB) setelahmendapatkan proses quenching seperti yang terlihatpada gambar grafik dibawah ini. Setelah quenching,maka logam paduan alumunium menjadi lunak jikadibandingkan dengan kondisi awalnya.
Gambar 3. Grafik perbandingan nilai kekerasantanpa laku panas dengan quenching
Untuk meningkatkan kembali nilai kekerasan bahanmaka diperlukannya perlakuan artificial agingterhadap bahan yang telah mendapat perlakuanquenching tersebut, poses artificial aging dimulaidengan dipanaskan nya kembali bahan dengan suhu1900C menggunakan variasi waktu tahanpemanasan yaitu 1 jam, 5 jam, dan 11 jam. Nilaikekerasan yang didapat setelah bahan mendapatperlakuan artificial aging adalah sebagai berikut :
49,4
35,4
0102030405060
Tanpa lakupanas
Quenching
Grafik perbandingan nilai kekerasantanpa laku panas dengan quenching
rata-ratanilaikekerasan
HRB
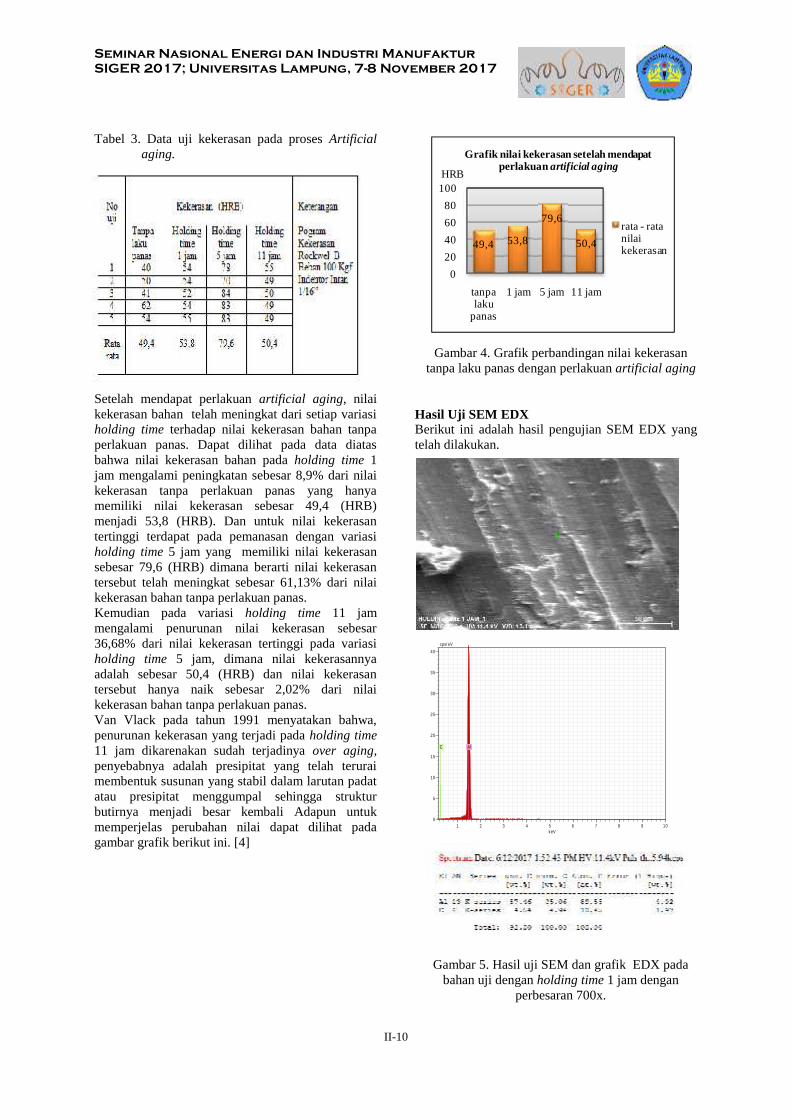
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-10
Tabel 3. Data uji kekerasan pada proses Artificialaging.
Setelah mendapat perlakuan artificial aging, nilaikekerasan bahan telah meningkat dari setiap variasiholding time terhadap nilai kekerasan bahan tanpaperlakuan panas. Dapat dilihat pada data diatasbahwa nilai kekerasan bahan pada holding time 1jam mengalami peningkatan sebesar 8,9% dari nilaikekerasan tanpa perlakuan panas yang hanyamemiliki nilai kekerasan sebesar 49,4 (HRB)menjadi 53,8 (HRB). Dan untuk nilai kekerasantertinggi terdapat pada pemanasan dengan variasiholding time 5 jam yang memiliki nilai kekerasansebesar 79,6 (HRB) dimana berarti nilai kekerasantersebut telah meningkat sebesar 61,13% dari nilaikekerasan bahan tanpa perlakuan panas.Kemudian pada variasi holding time 11 jammengalami penurunan nilai kekerasan sebesar36,68% dari nilai kekerasan tertinggi pada variasiholding time 5 jam, dimana nilai kekerasannyaadalah sebesar 50,4 (HRB) dan nilai kekerasantersebut hanya naik sebesar 2,02% dari nilaikekerasan bahan tanpa perlakuan panas.Van Vlack pada tahun 1991 menyatakan bahwa,penurunan kekerasan yang terjadi pada holding time11 jam dikarenakan sudah terjadinya over aging,penyebabnya adalah presipitat yang telah teruraimembentuk susunan yang stabil dalam larutan padatatau presipitat menggumpal sehingga strukturbutirnya menjadi besar kembali Adapun untukmemperjelas perubahan nilai dapat dilihat padagambar grafik berikut ini. [4]
Gambar 4. Grafik perbandingan nilai kekerasantanpa laku panas dengan perlakuan artificial aging
Hasil Uji SEM EDXBerikut ini adalah hasil pengujian SEM EDX yangtelah dilakukan.
Gambar 5. Hasil uji SEM dan grafik EDX padabahan uji dengan holding time 1 jam dengan
perbesaran 700x.
49,4 53,8
79,6
50,4
020406080
100
tanpalaku
panas
1 jam 5 jam 11 jam
Grafik nilai kekerasan setelah mendapatperlakuan artificial aging
rata - ratanilaikekerasan
HRB
1 2 3 4 5 6 7 8 9 10keV
0
5
10
15
20
25
30
35
40 cps/eV
Al C
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-11
Terlihat pada pengujian SEM EDX pada bahandengan holding time 1 jam ini mengalami penurunandibandingkan persentase Al pada bahan yang tidakmendapatkan perlakuan artificial aging, dimanapersentase Al pada bahan tanpa perlakuan articialaging sebesar 96,7 % menurun menjadi 89,55 %.Sedangkan berikut ini hasil pengujian SEM EDXuntuk variasi holding time 5 jam.
Gambar 6. Hasil uji SEM dan grafik EDX padabahan uji dengan holding time 5 jam dengan
perbesaran 700x.
Pada penelitian ini meskipun uji SEM EDX yangdilakukan pada bahan uji dengan holding time 1 jammaupun 5 jam tidak menunjukan fasa kedua Mg2Siseperti yang telah di paparkan dalam teoripengerasan presipitasi, pada hasil pengujian SEMEDX diatas menunjukan persentase Al yangsemakin menurun dari bahan tanpa perlakuan panassampai bahan yang mendapat perlakuan artificialaging dengan holding time 1 jam dan 5 jam. Artinyajika persentase Al pada bahan yang mendapatperlakuan articial aging lebih kecil dari persentase
Al pada bahan yang tidak mendapat perlakuan, makadiperkirakan bahwa bahan tersebut memilikiendapan presipitat atau terbentuknya fasa keduayang memang menjadi tujuan dari penelitian ini.
Jika hasil uji SEM EDX yang sudah dilakukandisandingkan dengan hasil uji kekerasan, bahwaspesimen yang memiliki tingkat kekerasan tertinggiadalah pada aluminium yang mendapat perlakuanartificial aging dengan holding time 5 jam , makahal tersebut sangat selaras dengan hasil uji SEMEDX yang menunjukkan bahwa persentase dariunsur Al yang paling kecil adalah pada aluminiumyang mendapat perlakuan artificial aging denganholding time 5 jam.
KESIMPULAN DAN SARAN
KesimpulanAdapun kesimpulan yang didapatkan pada penelitianini adalah sebagai berikut:1. Dalam penelitian ini didapatkan nilai kekerasan
tertinggi pada bahan dengan variasi holding time5 jam sebesar 79,6 (HRB), dan mengalamipenurunan nilai kekerasan pada bahan denganvariasi holding time 11 jam sebesar 50,4 (HRB),dikarenakan pada bahan tersebut sudahmengalami over aging.
2. Hasil SEM EDX menunjukkan bahwa persentaseunsur Al pada bahan dengan variasi holding time5 jam menurun dari persentase unsur Al padabahan lainnya. Penurunan persentase Al dapatdiartikan bahwa pada bahan yang mendapatperlakuan artificial aging terdapat endapanpresipitat atau terbentuknya fasa kedua yangmenjadi penyebab bahan tersebut lebih keras danlebih baik sifat mekanisnya.
3. Hasil uji kekerasan dan uji SEM EDXmembuktikan adanya pengaruh proses artificialaging terhadap bahan aluminium seri 6061,diamana bahan tersebut mengalami perubahansifat mekanis yang lebih baik.
SaranAdapun saran yang dapat disampaikan padapenelitian ini adalah sebagai berikut:
1. Karena pada penelitian ini terbatas akan fasilitasyang kurang memadai, khususnya untuklaboratorium yang ada diwilayah Lampung,maka sebaiknya pada penelitian berikutnyadilengkapi dengan pengujian XRD yang ada dilaboratorium diluar wilayah Lampung, dengantujuan agar dalam penelitian tersebut dapat
1 2 3 4 5 6 7 8 9 10keV
0
5
10
15
20
25
30
35
40
45 cps/eV
Al C O
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-12
membuktikan secara akurat terbentuknya fasakedua pada proses artificial aging yangdilakukan.
2. Mengingat nilai kekerasan bahan pada prosesperlakuan artificial aging akan menurun jikadilakukan pengujian lebih dari 100 hari setelahbahan tersebut di beri perlakuan, maka sebaiknyadalam pengambilan data pada proses pengujiandilakukan lebih dari 24 jam dan kurang dari 100hari setelah bahan mendapat perlakuan artificialaging.
DAFTAR PUSTAKA
[1] Fuad, 2010, Perlakuan Panas Pada Paduan Al-Si, Diakses di: http://eprint.undip.ac.id/25530/1/ Fuad.pdf.Pada tanggal : 24Desember 2016. Pukul 13.00 WIB.
[2] James, 1992, Material Science For EngineersThird Edition (halaman289),New York,Macmillan Publishing Company.
[3] Surdia T Saito, 1995, Pengetahuan BahanTeknik, PT.Pradnya Paramita, Jakarta.
[4] Van Vlack, L. H., 1991, Ilmu dan TeknologiBahan (Ilmu Logam dan Bukan Logam), Edisikelima. Diterjemahkan oleh Sriati Djaprie,Jakarta,Erlangga.
[5] Zhang, 2002, Effect of a Short SolutionTreatment Time on Microstructure andMechanical Properties of Modifi ed Al-7wt.%Si- 0.3wt.%Mg Alloy, Journal of Light Metals,2, pp. 27–36, 2002.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-13
Analisa Dapur Peleburan AluminiumMenggunakan Biomassa Sebagai Bahan Bakar
Terhadap Karakteristik PeleburanNugroho, E*. dan Dwi Yuono, L.
Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Metro LampungJl. Ki. Hajar Dewantara No. 116 Iring Mulyo Kota Metro Kode Pos 34111
*Email: [email protected]
AbstractThe smelting of aluminum using a fusion furnace with fossil fuels requires a relatively high cost and its
availability is running low. Biomass is a solid fuel that can replace fossil fuels. In this research, aluminumsmelting using biomass as fuel is teak wood charcoal, coconut shell charcoal and rubber shell charcoal. Thechoice of fuel because of its availability is still quite a lot and has a high enough calorific value. The purpose ofthis research is to know the amount of fuel needed and the melting characteristics in the form of melting time,heat flow rate, thermal efficiency, and smelting efficiency. Stages of research begins with the manufacture ofkrusible smelting kits then carried out the aluminum smelting as much as 10 kg per melting. At the time of themelting of the data taken is the temperature of the aluminum, the temperature of the inside and outside walls ofthe furnace, the lid and the base of the kitchen, and the mass of fuel used. From the results of research andcalculation can be concluded that the amount of fuel used to melt aluminum as much as 10 kg in a row is 5 kgteak wood charcoal, coconut shell charcoal 6.5 kg and 4 kg of rubber shell charcoal. Heat flow rate in furnacefor fuel Teak wood 11768.16 W on wall, 47486.19 W on roof, 4734 W on base and 1306,07 W on flue gas. Heatflow rate at furnace for coconut shell charcoal 14007.48 W on wall, 63290.33 W on roof, 9403.5 W on base and1610.8 W on flue gas. Heat flow rate in furnace for charcoal of rubber shell 9653.6 W on wall, 28500 W on roof,5115.5 W on base and 1194.8 W in flue gas. The duration of aluminum smelting for each fuel in a row is 100-minute teak charcoal, coconut shell charcoal 116 minutes and 110-minute rubber shell charcoal. The resultingthermal efficiency is 58% for coconut charcoal, 45% coconut shell charcoal and 70% for rubber shells while theconsecutive smelting efficiency is 10% teak wood charcoal, 7% coconut shell charcoal and 16% rubber shellcharcoal.Keywords: Furnace, aluminum, biomass, melting characteristics.
AbstrakPeleburan kembali aluminium menggunakan dapur peleburan dengan bahan bakar fosil membutuhkan
biaya yang relatif mahal dan ketersediaannya semakin menipis. Biomassa adalah bahan bakar padat yang dapatmenggantikan bahan bakar fosil. Pada penelitian ini dilakukan peleburan aluminium menggunakan biomassasebagai bahan bakar yaitu arang kayu jati, arang tempurung kelapa dan arang cangkang karet. Pemilihanbahan bakar tersebut karena ketersediaannya masih cukup banyak dan mempunyai nilai kalor yang cukuptinggi. Tujuan dari penelitian ini adalah untuk mengetahui banyaknya bahan bakar yang dibutuhkan sertakarakteristik peleburan berupa waktu peleburan, laju aliran kalor, efisiensi thermal, dan efisiensi peleburan.Tahapan penelitian dimulai dengan pembuatan dapur peleburan krusible kemudian dilakukan peleburanaluminium sebanyak 10 kg setiap peleburan. Pada saat peleburan data yang diambil yaitu suhu aluminium, suhudinding dalam dan luar tungku, tutup dan alas dapur, serta massa bahan bakar yang digunakan. Dari hasilpenelitian dan perhitungan dapat disimpulkan banyaknya bahan bakar yang digunakan untuk meleburaluminium sebanyak 10 kg berturut-turut yaitu arang kayu jati 5 kg, arang tempurung kelapa 6,5 kg dan arangcangkang karet 4 kg. Laju aliran kalor pada tungku untuk bahan bakar Arang kayu jati 11768,16 W padadinding, 47486,19 W pada atap, 4734 W pada alas dan 1306,07 W pada gas buang. Laju aliran kalor padatungku untuk bahan bakar arang tempurung kelapa 14007.48 W pada dinding, 63290.33 W pada atap, 9403.5 Wpada alas dan 1610.8 W pada gas buang. Laju aliran kalor pada tungku untuk bahan bakar arang cangkangkaret 9653.6 W pada dinding, 28500 W pada atap, 5115.5 W pada alas dan 1194.8 W pada gas buang. Lamawaktu peleburan aluminium untuk masing-masing bahan bakar berturut-turut adalah arang kayu jati 100 menit,arang tempurung kelapa 116 menit dan arang cangkang karet 110 menit. Efisiensi termal yang dihasilkanadalah 58% untuk arang kayu jati, 45% arang tempurung kelapa dan 70% untuk cangkang karet sedangkanefisiensi peleburan berturut-turut adalah arang kayu jati 10%, arang tempurung kelapa 7% dan arangcangkang karet 16%.Keywords: Dapur peleburan, aluminium, biomassa, karakteristik peleburan

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-14
PENDAHULUAN
Aluminium tergolong logam yang banyakdimanfaatkan dalam dunia industri skala kecilmaupun besar. Sifatnya yang ringan namunkuat membuatnya menjadi primadona untukbagian-bagian mesin yang membutuhkankecepatan. Alumunium mempunyai titik leleh660 oC, masa jenis 2,70 g/m dan titik didih2450 oC [1]. Sebanding denganpenggunaannya yang beragam maka limbahaluminium banyak ditemukan dan bernilaiekonomis yang rendah. Untuk itu perlu adanyadaur ulang untuk meningkatkan nilai ekonomisguna meningkatkan perekonomian didalammasyarakat. Dapur peleburan adalah sebuahperalatan yang digunakan untuk melelehkanlogam, memanaskan serta mengubahbentuknya atau merubah sifat-sifatnya [2].Klasifikasi tungku atau dapur peleburan yangsaat ini berkembang diantaranya adalah dapurkrusible, dapur kupola, dapur busur listrik,dapur induksi. Bahan bakar yang digunakanjuga beragam diantaranya batu bara, bahanbakar minyak, listrik arang, dan bahan bakargas [3]. Sedangkan untuk peleburan logam nonferrous seperti aluminium, tembaga, timahhitam dan paduannya diperlukan sebuah kowi.Kelangkaan energi kususnya untuk bahanbakar fosil yang saat ini masih menjadi pilihanutama dan harganya yang cenderungfluktuaktif membuat penulis untukmemvariasikan bahan bakar yang harganyacenderung ekonomis. Arang kayu, batokkelapa dan cangkang karet masih banyaktersedia di kota Metro dan pemanfaatannyabelum optimal sehingga bisa menjadi bahanbakar alternatif. Waktu peleburan dari setiapmasing-masing bahan bakar akan sangatberbeda hal tersebut dipengaruhi dari kalorspesifik yang dimiliki oleh setiap bahan bakar.Pemakaian jenis bahan bakar akan berbandinglurus dengan waktu peleburan dan konsumsibahan bakar karena semakin besar kalorspesifik dari suatu bahan bakar makatemperatur yang dihasilkan akan semakintinggi dan semakin sedikit jumlah bahan bakaryang dibutuhkan untuk melebur aluminiumdengan volume yang sama. Berdasarkanpermasalahan diatas maka perlu dilakukanpenelitian tentang peleburan logam aluminium
menggunakan tungku krusibel denganmeleburan 10 kg aluminium menggunakanbahan bakar arang batok kelapa, arang kayudan arang cangkang karet.
Tujuan dari penelitian ini yaitu untukmengetahui banyaknya bahan bakar dan waktuyang dibutuhkan untuk melebur aluminiumsebanyak 10 kg pada setiap masing-masingbahan bakar, laju aliran kalor yang terjadi padatungku, dan efisiensi termal serta efisiensipeleburan yang terjadi pada masing-masingbahan bakar.
TINJAUAN PUSTAKA
Ditinjau dari sifat mekanisnya, aluminummurni merupakan logam yang ulet dan lunak,dan mempunyai sifat mampu bentuk yangbaik. Selain itu, sifat mekanik dari aluminiumsebagian besar juga dapat diperbaiki dengancara pengerjaan dingin atau menambah unsurpaduan seperti, manganese, silicon, copper,magnesium, atau zinc. Selain sifat mekanis,aluminium juga mempunyai beberapakelebihan, seperti kuat pada temperatur rendahdibandingkan pada temperatur kamar dan tidakmengurangi sifat uletnya.
Dapur peleburan adalah peralatan yangdigunakan untuk melelehkan logam,pembuatan bagian mesin (casting),memanaskan bahan serta mengubah bentuknya(misalnya rolling, penempaan), atau merubahsifat-sifatnya (perlakuan panas). Kunci darioperasi dapur yang efisien terletak padapembakaran bahan bakar yang sempurnadengan udara berlebih yang minim.
Bahan bakar padat adalah bahan bakaryang mempunyai stuktur yang solid antarpenyusunnya, terbuat dari material padat.
Tabel 1. Standar Kualitas Briket Arang [4].Sifat Nilai
Kadar air (%)Kadar zat terbang (%)Nilai kalor (kkal/kg)Kadar abu (%)
Maks 815
Min 5000Max 8
Pemakaian bahan bakar yang memilikinilai kalor yang besar akan berakibat padapencapaian tujuan pembakaran yang cepat danbegitu juga dengan sebaliknya. Namun suhu
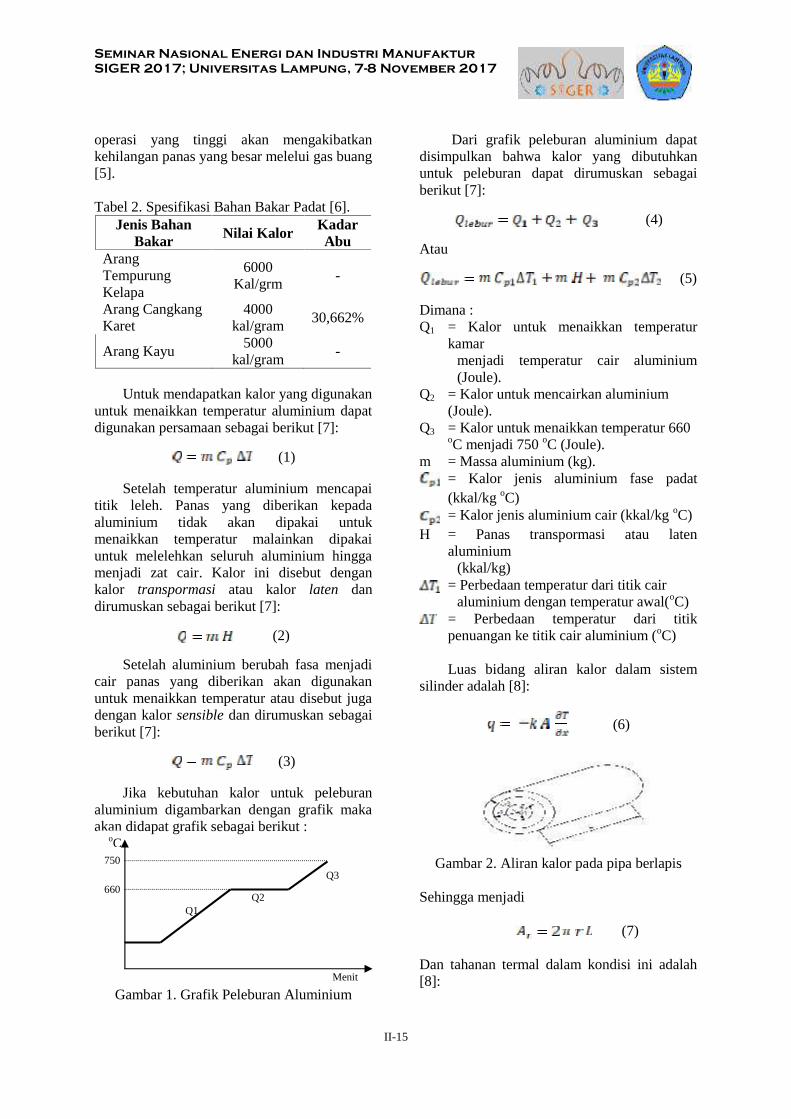
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-15
operasi yang tinggi akan mengakibatkankehilangan panas yang besar melelui gas buang[5].
Tabel 2. Spesifikasi Bahan Bakar Padat [6].Jenis Bahan
Bakar Nilai Kalor KadarAbu
ArangTempurungKelapa
6000Kal/grm -
Arang CangkangKaret
4000kal/gram 30,662%
Arang Kayu 5000kal/gram -
Untuk mendapatkan kalor yang digunakanuntuk menaikkan temperatur aluminium dapatdigunakan persamaan sebagai berikut [7]:
(1)
Setelah temperatur aluminium mencapaititik leleh. Panas yang diberikan kepadaaluminium tidak akan dipakai untukmenaikkan temperatur malainkan dipakaiuntuk melelehkan seluruh aluminium hinggamenjadi zat cair. Kalor ini disebut dengankalor transpormasi atau kalor laten dandirumuskan sebagai berikut [7]:
(2)
Setelah aluminium berubah fasa menjadicair panas yang diberikan akan digunakanuntuk menaikkan temperatur atau disebut jugadengan kalor sensible dan dirumuskan sebagaiberikut [7]:
(3)
Jika kebutuhan kalor untuk peleburanaluminium digambarkan dengan grafik makaakan didapat grafik sebagai berikut :
Gambar 1. Grafik Peleburan Aluminium
Dari grafik peleburan aluminium dapatdisimpulkan bahwa kalor yang dibutuhkanuntuk peleburan dapat dirumuskan sebagaiberikut [7]:
(4)
Atau
(5)
Dimana :Q1 = Kalor untuk menaikkan temperatur
kamarmenjadi temperatur cair aluminium(Joule).
Q2 = Kalor untuk mencairkan aluminium(Joule).
Q3 = Kalor untuk menaikkan temperatur 660oC menjadi 750 oC (Joule).
m = Massa aluminium (kg).= Kalor jenis aluminium fase padat(kkal/kg oC)= Kalor jenis aluminium cair (kkal/kg oC)
H = Panas transpormasi atau latenaluminium
(kkal/kg)= Perbedaan temperatur dari titik cair
aluminium dengan temperatur awal(oC)= Perbedaan temperatur dari titikpenuangan ke titik cair aluminium (oC)
Luas bidang aliran kalor dalam sistemsilinder adalah [8]:
(6)
Gambar 2. Aliran kalor pada pipa berlapis
Sehingga menjadi
(7)
Dan tahanan termal dalam kondisi ini adalah[8]:
750
660
27
Q1Q2
Q3
Menit
oC

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-16
(8)
Penyelesaian persamaan diatas sebagai berikut[8]:
(9)
Dimana := Tahanan termal (W/m2 oC)
r1 = Jari – jari lingkaran dalam (m)r2 = Jari – jari lingkaran luar (m)r3 = Jari – jari lingkaran luar (m)
Persamaan untuk perpindahan panaskonveksi adalah sebagai berikut [8]:
(10)
Dimana :h = Koefesien perpindahan kalor konveksi
(W/m2 oC)A = Luas permukaan (m2)Tw = Temperatur matrial (C)
= Temperatur fluida (C)
Untuk menganalisa besarnya panas yangkeluar dari cerobong digunakan persamaansebagai berikut [8]:
(11)
(12)
Dimana :qkonv = Laju perpindahan panas pada gas
buang (W)= Waktu peleburan aluminium (Jam)= Koefesien perpindahan panas pada gasbuang (W/m2 oC)= Luas cerobong gas buang (m2)
Untuk menganalisanya perpindahan panaspada komponen tungku digunakan persamaansebagai berikut [8]:
(13)
Dimana :q = Laju perpindahan kalor pada material (W)
= Waktu peleburan (menit)
Waktu peleburan sangat tergantung padajenis bahan bakar yang digunakan, dan tingkatefisiensi dari pembakaran. Semakin tinggiefisiensi termal maka waktu peleburannyaakan semakin singkat, begitu juga dengansebaliknya. Waktu peleburan yang sebenarnyaterjadi dapat diamati secara langsung saatproses peleburan.
Untuk mengetahui bahan bakar yangdigunakan dapat diamati secara langsungdengan mengurangi massa bahan bakar yangdimasukkan dalam ruang bakar dengan massabahan bakar yang belum terbakar pada saattujuan pembakaraan sudah tercaapai samadenga bahan bakar yang digunakan dalampeleburan.
Suatu pembakaran yang efisien adalahdimana panas yang dihasilkan bahan bakarsebanding dengan nilai kalor bahan bakardikali dengan jumlah bahan bakar yangterbakar [9].
(14)
Dimana := Panas keseluruhan yang yang terserapkomponen tungku (Joule)= Kalor yang terkandung dalam bahanbakar (kal/gram)= Masa bahan bakar yang dibutuhkan
dalam peleburan aluminium (kg)
Perbandingan antara panas yangdigunakan untuk melebur aluminium denganpanas yang dikeluarkan oleh bahan bakar [9].
(15)
(16)
(17)
Dimana := Kalor yang digunakan untuk
melebur aluminium (Joule)= Kalor yang masuk ke ruang bakar(J)
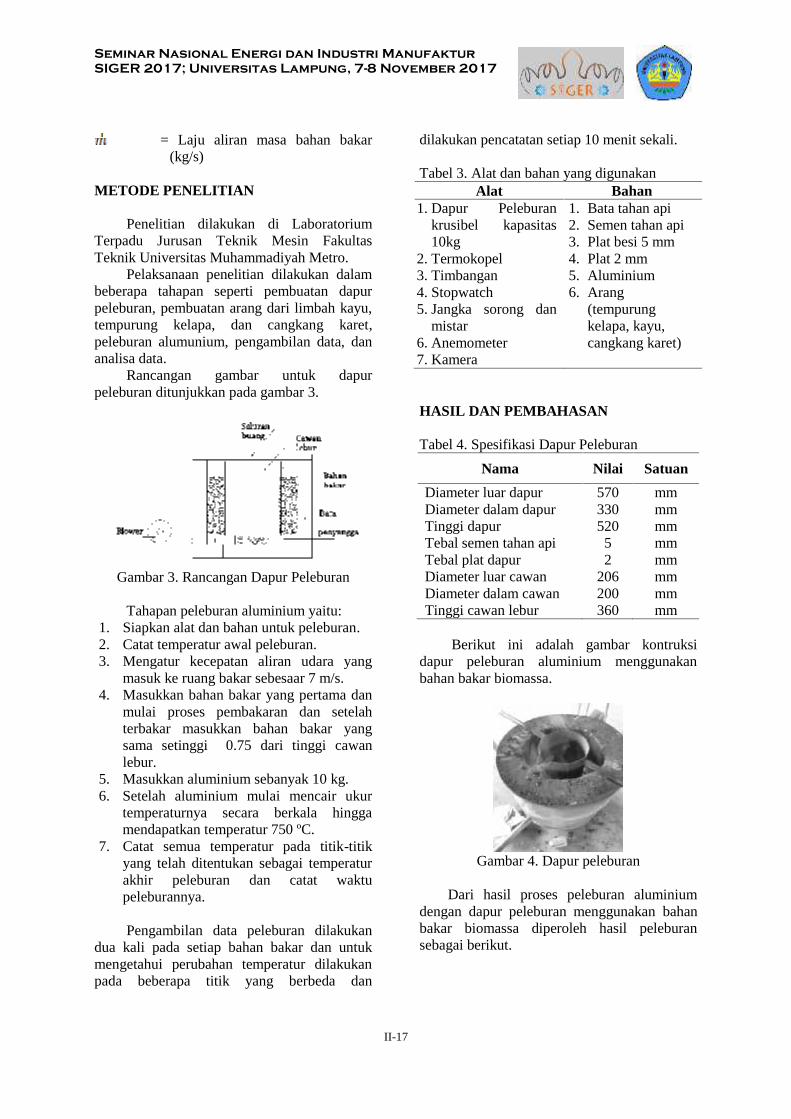
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-17
= Laju aliran masa bahan bakar(kg/s)
METODE PENELITIAN
Penelitian dilakukan di LaboratoriumTerpadu Jurusan Teknik Mesin FakultasTeknik Universitas Muhammadiyah Metro.
Pelaksanaan penelitian dilakukan dalambeberapa tahapan seperti pembuatan dapurpeleburan, pembuatan arang dari limbah kayu,tempurung kelapa, dan cangkang karet,peleburan alumunium, pengambilan data, dananalisa data.
Rancangan gambar untuk dapurpeleburan ditunjukkan pada gambar 3.
Gambar 3. Rancangan Dapur Peleburan
Tahapan peleburan aluminium yaitu:1. Siapkan alat dan bahan untuk peleburan.2. Catat temperatur awal peleburan.3. Mengatur kecepatan aliran udara yang
masuk ke ruang bakar sebesaar 7 m/s.4. Masukkan bahan bakar yang pertama dan
mulai proses pembakaran dan setelahterbakar masukkan bahan bakar yangsama setinggi 0.75 dari tinggi cawanlebur.
5. Masukkan aluminium sebanyak 10 kg.6. Setelah aluminium mulai mencair ukur
temperaturnya secara berkala hinggamendapatkan temperatur 750 ºC.
7. Catat semua temperatur pada titik-titikyang telah ditentukan sebagai temperaturakhir peleburan dan catat waktupeleburannya.
Pengambilan data peleburan dilakukandua kali pada setiap bahan bakar dan untukmengetahui perubahan temperatur dilakukanpada beberapa titik yang berbeda dan
dilakukan pencatatan setiap 10 menit sekali.
Tabel 3. Alat dan bahan yang digunakanAlat Bahan
1. Dapur Peleburankrusibel kapasitas10kg
2. Termokopel3. Timbangan4. Stopwatch5. Jangka sorong dan
mistar6. Anemometer7. Kamera
1. Bata tahan api2. Semen tahan api3. Plat besi 5 mm4. Plat 2 mm5. Aluminium6. Arang
(tempurungkelapa, kayu,cangkang karet)
HASIL DAN PEMBAHASAN
Tabel 4. Spesifikasi Dapur Peleburan
Nama Nilai SatuanDiameter luar dapur 570 mmDiameter dalam dapur 330 mmTinggi dapur 520 mmTebal semen tahan api 5 mmTebal plat dapur 2 mmDiameter luar cawan 206 mmDiameter dalam cawan 200 mmTinggi cawan lebur 360 mm
Berikut ini adalah gambar kontruksidapur peleburan aluminium menggunakanbahan bakar biomassa.
Gambar 4. Dapur peleburan
Dari hasil proses peleburan aluminiumdengan dapur peleburan menggunakan bahanbakar biomassa diperoleh hasil peleburansebagai berikut.
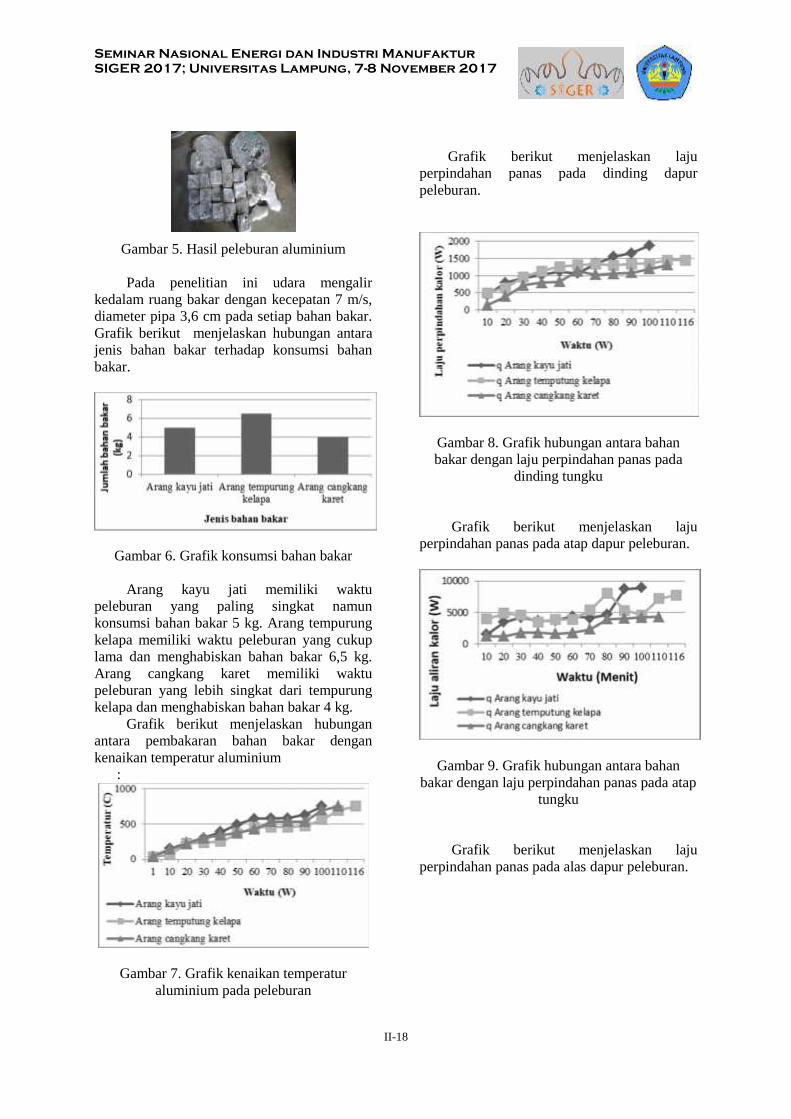
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-18
Gambar 5. Hasil peleburan aluminium
Pada penelitian ini udara mengalirkedalam ruang bakar dengan kecepatan 7 m/s,diameter pipa 3,6 cm pada setiap bahan bakar.Grafik berikut menjelaskan hubungan antarajenis bahan bakar terhadap konsumsi bahanbakar.
Gambar 6. Grafik konsumsi bahan bakar
Arang kayu jati memiliki waktupeleburan yang paling singkat namunkonsumsi bahan bakar 5 kg. Arang tempurungkelapa memiliki waktu peleburan yang cukuplama dan menghabiskan bahan bakar 6,5 kg.Arang cangkang karet memiliki waktupeleburan yang lebih singkat dari tempurungkelapa dan menghabiskan bahan bakar 4 kg.
Grafik berikut menjelaskan hubunganantara pembakaran bahan bakar dengankenaikan temperatur aluminium
:
Gambar 7. Grafik kenaikan temperaturaluminium pada peleburan
Grafik berikut menjelaskan lajuperpindahan panas pada dinding dapurpeleburan.
Gambar 8. Grafik hubungan antara bahanbakar dengan laju perpindahan panas pada
dinding tungku
Grafik berikut menjelaskan lajuperpindahan panas pada atap dapur peleburan.
Gambar 9. Grafik hubungan antara bahanbakar dengan laju perpindahan panas pada atap
tungku
Grafik berikut menjelaskan lajuperpindahan panas pada alas dapur peleburan.
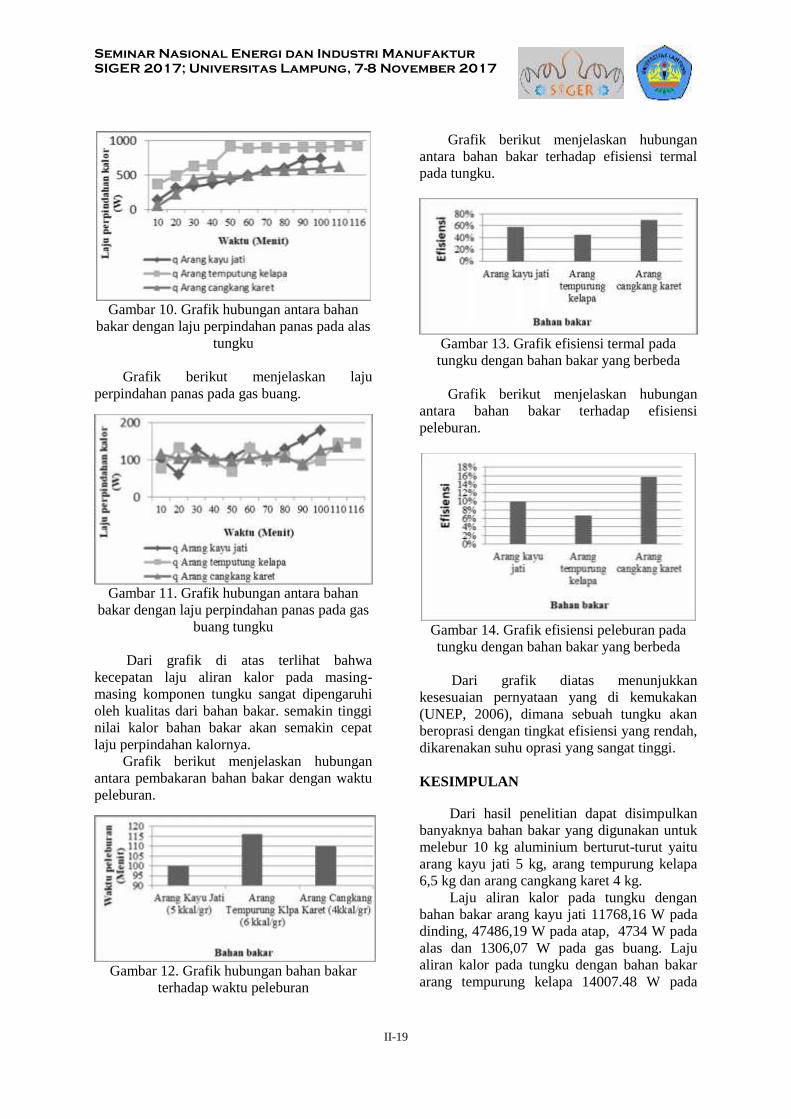
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-19
Gambar 10. Grafik hubungan antara bahanbakar dengan laju perpindahan panas pada alas
tungku
Grafik berikut menjelaskan lajuperpindahan panas pada gas buang.
Gambar 11. Grafik hubungan antara bahanbakar dengan laju perpindahan panas pada gas
buang tungku
Dari grafik di atas terlihat bahwakecepatan laju aliran kalor pada masing-masing komponen tungku sangat dipengaruhioleh kualitas dari bahan bakar. semakin tingginilai kalor bahan bakar akan semakin cepatlaju perpindahan kalornya.
Grafik berikut menjelaskan hubunganantara pembakaran bahan bakar dengan waktupeleburan.
Gambar 12. Grafik hubungan bahan bakarterhadap waktu peleburan
Grafik berikut menjelaskan hubunganantara bahan bakar terhadap efisiensi termalpada tungku.
Gambar 13. Grafik efisiensi termal padatungku dengan bahan bakar yang berbeda
Grafik berikut menjelaskan hubunganantara bahan bakar terhadap efisiensipeleburan.
Gambar 14. Grafik efisiensi peleburan padatungku dengan bahan bakar yang berbeda
Dari grafik diatas menunjukkankesesuaian pernyataan yang di kemukakan(UNEP, 2006), dimana sebuah tungku akanberoprasi dengan tingkat efisiensi yang rendah,dikarenakan suhu oprasi yang sangat tinggi.
KESIMPULAN
Dari hasil penelitian dapat disimpulkanbanyaknya bahan bakar yang digunakan untukmelebur 10 kg aluminium berturut-turut yaituarang kayu jati 5 kg, arang tempurung kelapa6,5 kg dan arang cangkang karet 4 kg.
Laju aliran kalor pada tungku denganbahan bakar arang kayu jati 11768,16 W padadinding, 47486,19 W pada atap, 4734 W padaalas dan 1306,07 W pada gas buang. Lajualiran kalor pada tungku dengan bahan bakararang tempurung kelapa 14007.48 W pada
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-20
dinding, 63290.33 W pada atap, 9403.5 Wpada alas dan 1610.8 W pada gas buang. Lajualiran kalor pada tungku dengan bahan bakararang cangkang karet 9653.6 W pada dinding,28500 W pada atap, 5115.5 W pada alas dan1194.8 W pada gas buang.
Lama waktu peleburan aluminiumberturut-turut adalah arang kayu jati 100 menit,arang tempurung kelapa 116 menit dan arangcangkang karet 110 menit.
Efisiensi termal yang dihasilkan adalah58% untuk arang kayu jati, 45% arangtempurung kelapa dan 70% untuk cangkangkaret sedangkan efisiensi peleburan berturut-turut adalah arang kayu jati 10%, arangtempurung kelapa 7% dan arang cangkangkaret 16%.
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasihkepada DPRM RISET DIKTI yang telahmembayai penelitian ini dalam skim PenelitianDosen Pemula tahun 2017. Disamping itu jugapenulis ucapkan terima kasih kepada PihakLembaga yaitu Univ. Muhammadiyah Metroyang telah menaungi dan memberikan fasilitasdalam pelaksanaan penelitian.
DAFTAR PUSTAKA
[1] Tata Surdia dan Shinroku Saito, 1999.Pengetahuan Bahan Teknik. Jakarta: Edisike Empat. Penerbit PT Pradnya Paramita
[2] Daryanto, 2010. Proses Pengolahan BesiDan Baja. Bandung: Cetakan ke Satu.Penerbit PT Sarana Tutorial NuraniSejahtera
[3] Sujana, Hardi, 2008. Teknik Pengecoran.Jakarta: Departemen Pendidian Nasional
[4] Badan Standarisasi Nasional, 2000.Pedoman Pembuatan dan PemanfatanBriket Biomassa. Jakarta: KementerianEnergi dan Sumber Daya Mineral
[5] United Nations Environment Programme,2006. Pedoman Efisiensi Energi UntukIndustri.(Online).(Www.Energyefficiencyasia.Org,Diakses Tanggal 10 Mei 2015)
[6] Jamilatun, Siti, 2011. Kualitas Sifat – SifatDari Pembakaran Briket TempurungKelapa, Briket Serbuk Gergaji Kayu Jati,Briket Sekam Padi dan Briket Batu Bara.Yogyakarta: Universitas Ahmad DahlanYogyakarta
[7] Halliday, David. Robrt Resnick. JearlWalker, 2010. Fisika Dasar. Jakarta: JilidSatu. Edisi ke Tujuh. Penerbit Erlangga
[8] Holman, P. Jack, 1997. PerpindahanKalor. Jakarta: Edisi ke Enam. PenerbitErlangga
[9] Yunus A Cengel., Michael A Boles,Thermodynamics And EngineeringApproach. New York: Edisi ke Lima.Penerbit Mc Grow Hill.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-21
Analisis Fasilitas Wudhu Masjid di Bandar Lampung dari TinjauanErgonomis sebagai Bagian Peningkatan Kualitas Pelayanan Fasos Kota
Achmad Yahya Teguh Panuju1,*
1Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung, Jl. S. Brojonegoro no. 1Bandar Lampung 35145
AbstractWudu is the Islamic procedure for washing parts of the body, that is oftenly done at masjid, as a place to
do worship rituals for Muslims. Because of its frequent events, wudu process should be done in a secure andcomfort way, which must be supported by proper facilities. Facilities as referred in this case were the waterfaucet and other components around it. Design of these facilities related to ergonomics concepts, was relevant tobe discussed in order to improve services for jemaah and to reduce physical accident possibility while doingwudu. More over, in many cases, ergonomics-based design improvements addressed to better productivity andshorter process time, so it could be estimated that water used in wudu process might also be reduced. All ofthese items were claimed as parts of the city’s social facilities services to its cityzen and tourists. This articlefocuses on analyzing wudu facilities at mosques in Bandar Lampung based on ergonomics concepts. Thedimensions of the facilities were measured and compared to anthropometry databases, wudu processes at eachfacility were observed, and users of these facilities were asked about their opinion related to facilities’ comfortaspects by questionnaires. These datas were analyzed to rate the facilities’ conformity to ergonomics concepts.As results, each facility was marked with certain level of ergonomics scale and some correction notes werefound as inputs for future improvements to each masjid committee.Keywords: Ergonomics, Wudu Facilities, Design
AbstrakWudhu adalah ritual pembasuhan anggota tubuh dalam rangkaian ibadah umat Islam, yang sering
dilakukan di masjid. Karena seringnya proses ini dilaksanakan, maka proses berwudhu perlu dilakukan dalamkondisi yang aman dan nyaman, dan didukung oleh fasilitas yang memadai. Fasilitas yang dimaksud dalam halini adalah kran air dan komponen-komponen pendukung lain yang berada di sekitarnya. Desain fasilitas ini,terkait dengan konsep ergonomi, menjadi sangat relevan untuk dibahas dalam rangka untuk meningkatkanpelayanan kepada jamaah dan mengurangi risiko terjadinya kecelakaan saat berwudhu. Terlebih lagi dalambanyak kasus, perbaikan desain berdasar konsep ergonomi akan mengarah pada produktivitas yang lebih baikdan waktu proses yang lebih singkat, sehingga dapat diperkirakan bahwa air yang terpakai dalam prosesberwudhu menjadi lebih sedikit. Semua pembahasan ini dikaitkan dengan fungsi masjid yang merupakan salahsatu bagian dari pelayanan fasilitas sosial kota. Artikel ini membahas tentang analisis fasilitas wudhu dibeberapa masjid di Bandar Lampung berdasarkan konsep ergonomi. Dimensi dari fasilitas tersebut diukur dandibandingkan dengan data antropometri, observasi dilakukan terhadap keberlangsungan proses wudhu, sertapara pengguna dimintai pendapatnya mengenai kenyamanan fasilitas wudhu yang digunakan. Data-data inidigunakan untuk menilai seberapa tinggi kesesuaian desain fasilitas tersebut dengan konsep ergonomi yang ada.Sebagai simpulan, fasilitas wudhu di setiap masjid mendapatkan nilai yang menunjukkan levelnya dalam skalaergonomi, dan beberapa catatan didapatkan sebagai perbaikan di masa yang akan datang bagi masing-masingpengurus masjid.Keywords: Ergonomi, Fasilitas Wudhu, Desain
PENDAHULUAN
Masjid umum merupakan sarana ibadahbagi umat Islam, yang tidak saja digunakansebagai tempat melaksanakan ibadah, namunsering kali juga digunakan sebagai tempatberistirahat dan membersihkan diri bagi jamaah
yang mengunjunginya. Bahkan Imam AdlinSinaga (2015) menyatakan bahwa ketersediaanfasilitas yang memadai di masjid juga akanmemberikan dampak signifikan pada kondisiumat Islam, terkait dengan ketertarikan umatuntuk hadir dalam kegiatan-kegiatan di masjid.Di Bandar Lampung, ada ratusan masjid umum
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-22
yang berdiri baik yang berada di tepi jalanumum, maupun di wilayah pemukiman atauperkantoran yang terkesan lebih eksklusif,walaupun tetap bersifat terbuka terhadapjamaah umum. Masjid-masjid ini adalah bagiandari fasilitas sosial (fasos) yang merupakan asetkota Bandar Lampung, yang mana kualitaspelayanannya juga menjadi faktor kenyamanandan keamanan bagi warga kota maupunpengunjung dari luar. Kualitas dari fasilitas kotajuga sering dijadikan rujukan tentang kualitasperkembangan dari kota itu sendiri, sehinggamenjadi penting bagi pengelola kota untukmemperhatikan setiap bagian penyelenggaraanpelayanan bagi masyarakat umum (Mahardika,2013). Dengan demikian maka tentunyamenjadi penting bagi seluruh penyedia fasilitassosial untuk senantiasa memiliki orientasi kearah perbaikan kualitas pelayanan terhadappenggunanya, termasuk masjid. Terbukti bahwapengunjung yang puas terhadap layanan sebuahfasilitas baik umum maupun sosial akankembali datang sehingga meningkatkan jumlahpengunjung ke fasilitas tersebut di masa yangakan datang (Rosita, 2016).
Salah satu elemen penting yangmenentukan tingkat kenyamanan masjid adalahtempat berwudhu, yang meliputi akses ketempat berwudhu, rambu dan prasarana, sertakomponen aliran air wudhu itu sendiri. Prosesberwudhu itu sendiri adalah proses yangberulang kali dilakukan, setidaknya sesaatmenjelang pelaksanaan sholat, di mana dalamsatu waktu pelaksanaan sholat, jamaah yangmenggunakan fasilitas wudhu ini bisa mencapaipuluhan bahkan ratusan orang. Kemudahan dankeamanan dalam keseluruhan proses berwudhumenjadi poin tersendiri yang harus diperhatikanoleh pengelola atau pengurus masjid, yaitumengurangi risiko terjadinya cidera,meningkatkan pelayanan dan bahkan bisamengurangi jumlah konsumsi air yangdigunakan.
Penelitian tentang fasilitas wudhu belumbanyak dilakukan, namun beberapa darinyadapat dijadikan bahan studi lebih lanjutmengenai bahasan ini. Suparwoko (2016) telahmembuat standar dimensi untuk rancanganfasilitas wudhu dengan pertimbangan ergonomiterutama di masjid di Yogyakarta. KemudianSaktiwan (2010) pernah merancang fasilitas
wudhu yang sesuai bagi kebutuhan penggunalansia. Hasil rancangannya berupa standardimensi dan penambahan berbagai komponenyang sekiranya akan memudahkan para lansiauntuk mengambil wudhu. Qurtubi dan HariPurnomo (2015) juga dalam makalahnyamembuat rancangan fasilitas wudhu dengantempat duduk, lengkap dengan standar dimensiberdasarkan data antropometri.
Makalah ini tidak membahas padapembuatan desain baru, melainkan melakukananalisis terhadap model fasilitas wudhu yangtelah ada di beberapa masjid di kota BandarLampung. Tujuannya adalah untuk melihatseberapa baik kesesuaian antara model-modelfasilitas wudhu tersebut dengan konsepergonomi. Semakin baik kesesuaian yangdidapatkan, menandakan semakin tinggi pulapeluang kenyamanan yang dirasakan olehjamaah pengguna, yang tentunya juga menjadisalah satu faktor baiknya kualitas pelayananmasjid sebagai bagian dari fasilitas kota BandarLampung. Kalau pun ada kekurangan yangnantinya mungkin akan ditemukan, maka haltersebut dapat menjadi catatan rekomendasibagi pihak yang berwenang untuk dapatmelakukan perbaikan di masa yang akandatang.
METODE PENELITIAN
Objek PenelitianObjek yang diteliti pada penelitian ini
adalah masjid-masjid umum yang ada di kotaBandar Lampung. Sebagai sampel, jumlahmasjid yang diobservasi adalah 20 masjid,dengan ketentuan masjid tersebut memilikikarakteristik sebagai berikut:
Berada di pinggir jalan umum Digunakan oleh masyarakat dalam
kegiatan ibadah sholat 5 waktu
Metode Pengumpulan DataData-data dalam penelitian dikumpulkan
dengan cara:
a. Studi pustakaStudi pustaka dilakukan melalui penelusuranbahan-bahan bacaan yang terkait dengan
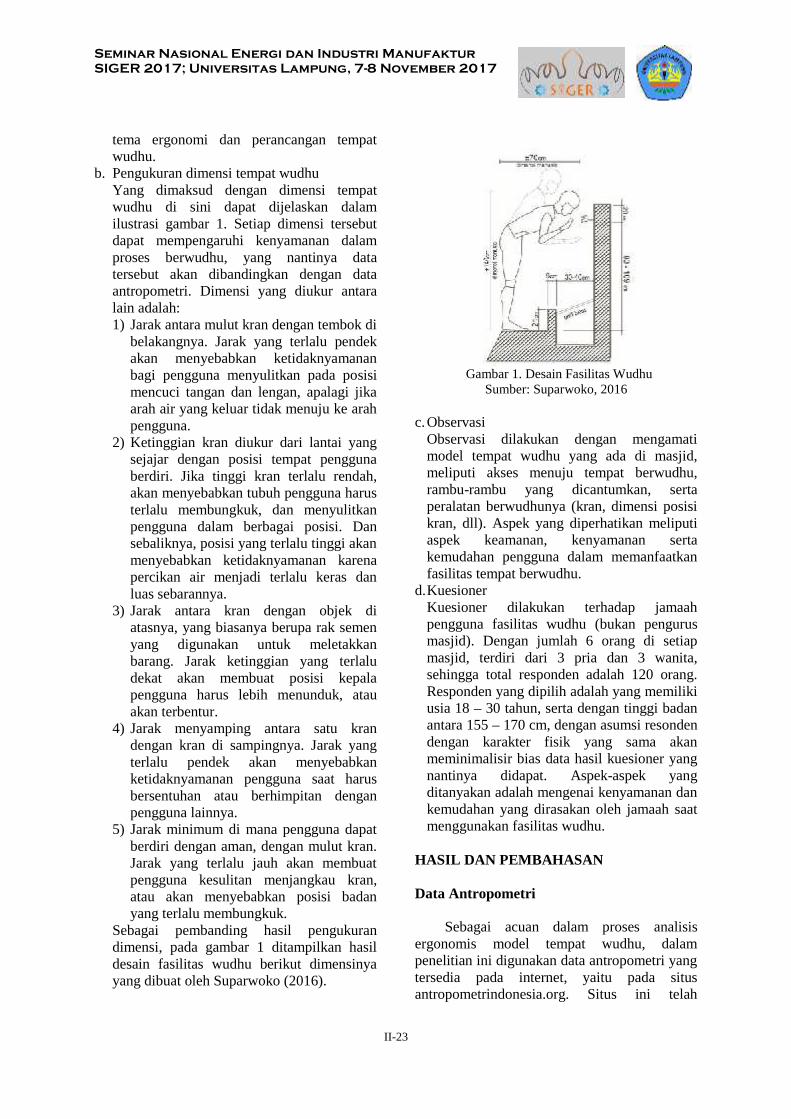
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-23
tema ergonomi dan perancangan tempatwudhu.
b. Pengukuran dimensi tempat wudhuYang dimaksud dengan dimensi tempatwudhu di sini dapat dijelaskan dalamilustrasi gambar 1. Setiap dimensi tersebutdapat mempengaruhi kenyamanan dalamproses berwudhu, yang nantinya datatersebut akan dibandingkan dengan dataantropometri. Dimensi yang diukur antaralain adalah:1) Jarak antara mulut kran dengan tembok di
belakangnya. Jarak yang terlalu pendekakan menyebabkan ketidaknyamananbagi pengguna menyulitkan pada posisimencuci tangan dan lengan, apalagi jikaarah air yang keluar tidak menuju ke arahpengguna.
2) Ketinggian kran diukur dari lantai yangsejajar dengan posisi tempat penggunaberdiri. Jika tinggi kran terlalu rendah,akan menyebabkan tubuh pengguna harusterlalu membungkuk, dan menyulitkanpengguna dalam berbagai posisi. Dansebaliknya, posisi yang terlalu tinggi akanmenyebabkan ketidaknyamanan karenapercikan air menjadi terlalu keras danluas sebarannya.
3) Jarak antara kran dengan objek diatasnya, yang biasanya berupa rak semenyang digunakan untuk meletakkanbarang. Jarak ketinggian yang terlaludekat akan membuat posisi kepalapengguna harus lebih menunduk, atauakan terbentur.
4) Jarak menyamping antara satu krandengan kran di sampingnya. Jarak yangterlalu pendek akan menyebabkanketidaknyamanan pengguna saat harusbersentuhan atau berhimpitan denganpengguna lainnya.
5) Jarak minimum di mana pengguna dapatberdiri dengan aman, dengan mulut kran.Jarak yang terlalu jauh akan membuatpengguna kesulitan menjangkau kran,atau akan menyebabkan posisi badanyang terlalu membungkuk.
Sebagai pembanding hasil pengukurandimensi, pada gambar 1 ditampilkan hasildesain fasilitas wudhu berikut dimensinyayang dibuat oleh Suparwoko (2016).
Gambar 1. Desain Fasilitas WudhuSumber: Suparwoko, 2016
c.ObservasiObservasi dilakukan dengan mengamatimodel tempat wudhu yang ada di masjid,meliputi akses menuju tempat berwudhu,rambu-rambu yang dicantumkan, sertaperalatan berwudhunya (kran, dimensi posisikran, dll). Aspek yang diperhatikan meliputiaspek keamanan, kenyamanan sertakemudahan pengguna dalam memanfaatkanfasilitas tempat berwudhu.
d.KuesionerKuesioner dilakukan terhadap jamaahpengguna fasilitas wudhu (bukan pengurusmasjid). Dengan jumlah 6 orang di setiapmasjid, terdiri dari 3 pria dan 3 wanita,sehingga total responden adalah 120 orang.Responden yang dipilih adalah yang memilikiusia 18 – 30 tahun, serta dengan tinggi badanantara 155 – 170 cm, dengan asumsi resondendengan karakter fisik yang sama akanmeminimalisir bias data hasil kuesioner yangnantinya didapat. Aspek-aspek yangditanyakan adalah mengenai kenyamanan dankemudahan yang dirasakan oleh jamaah saatmenggunakan fasilitas wudhu.
HASIL DAN PEMBAHASAN
Data Antropometri
Sebagai acuan dalam proses analisisergonomis model tempat wudhu, dalampenelitian ini digunakan data antropometri yangtersedia pada internet, yaitu pada situsantropometrindonesia.org. Situs ini telah
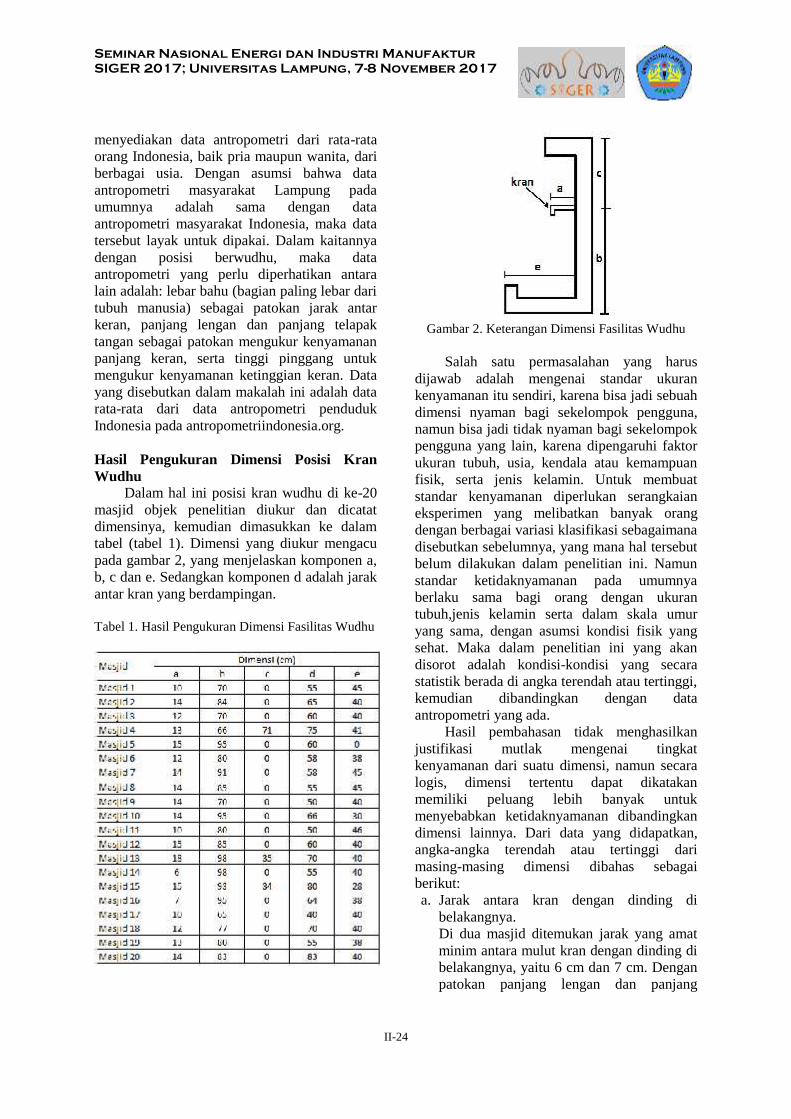
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-24
menyediakan data antropometri dari rata-rataorang Indonesia, baik pria maupun wanita, dariberbagai usia. Dengan asumsi bahwa dataantropometri masyarakat Lampung padaumumnya adalah sama dengan dataantropometri masyarakat Indonesia, maka datatersebut layak untuk dipakai. Dalam kaitannyadengan posisi berwudhu, maka dataantropometri yang perlu diperhatikan antaralain adalah: lebar bahu (bagian paling lebar daritubuh manusia) sebagai patokan jarak antarkeran, panjang lengan dan panjang telapaktangan sebagai patokan mengukur kenyamananpanjang keran, serta tinggi pinggang untukmengukur kenyamanan ketinggian keran. Datayang disebutkan dalam makalah ini adalah datarata-rata dari data antropometri pendudukIndonesia pada antropometriindonesia.org.
Hasil Pengukuran Dimensi Posisi KranWudhu
Dalam hal ini posisi kran wudhu di ke-20masjid objek penelitian diukur dan dicatatdimensinya, kemudian dimasukkan ke dalamtabel (tabel 1). Dimensi yang diukur mengacupada gambar 2, yang menjelaskan komponen a,b, c dan e. Sedangkan komponen d adalah jarakantar kran yang berdampingan.
Tabel 1. Hasil Pengukuran Dimensi Fasilitas Wudhu
Gambar 2. Keterangan Dimensi Fasilitas Wudhu
Salah satu permasalahan yang harusdijawab adalah mengenai standar ukurankenyamanan itu sendiri, karena bisa jadi sebuahdimensi nyaman bagi sekelompok pengguna,namun bisa jadi tidak nyaman bagi sekelompokpengguna yang lain, karena dipengaruhi faktorukuran tubuh, usia, kendala atau kemampuanfisik, serta jenis kelamin. Untuk membuatstandar kenyamanan diperlukan serangkaianeksperimen yang melibatkan banyak orangdengan berbagai variasi klasifikasi sebagaimanadisebutkan sebelumnya, yang mana hal tersebutbelum dilakukan dalam penelitian ini. Namunstandar ketidaknyamanan pada umumnyaberlaku sama bagi orang dengan ukurantubuh,jenis kelamin serta dalam skala umuryang sama, dengan asumsi kondisi fisik yangsehat. Maka dalam penelitian ini yang akandisorot adalah kondisi-kondisi yang secarastatistik berada di angka terendah atau tertinggi,kemudian dibandingkan dengan dataantropometri yang ada.
Hasil pembahasan tidak menghasilkanjustifikasi mutlak mengenai tingkatkenyamanan dari suatu dimensi, namun secaralogis, dimensi tertentu dapat dikatakanmemiliki peluang lebih banyak untukmenyebabkan ketidaknyamanan dibandingkandimensi lainnya. Dari data yang didapatkan,angka-angka terendah atau tertinggi darimasing-masing dimensi dibahas sebagaiberikut:a. Jarak antara kran dengan dinding di
belakangnya.Di dua masjid ditemukan jarak yang amatminim antara mulut kran dengan dinding dibelakangnya, yaitu 6 cm dan 7 cm. Denganpatokan panjang lengan dan panjang

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-25
telapak tangan adalah 45,38 cm dan 18,11cm, maka dimensi seperti ini dapatmenyebabkan kesulitan dalam beberapaposisi wudhu.
b. Ketinggian kranKisaran ketinggian kran yang diukur dalampenelitian memiliki rata-rata 83 cm. Dataterendah yang didapatkan adalah 65 cm,dan jika dibandingkan dengan dataantropometri rata-rata tinggi pendudukIndonesia dengan usia 19 – 50 tahun (priadan wanita) adalah 164,2 cm, makaketinggian kran yang terlalu rendah sepertiini memiliki peluang lebih tinggi dalammenimpulkan kesulitan bagi kebanyakanpengguna yang memiliki tinggi rata-rataatau di atasnya, karena posisi tubuhmembentuk sudut yang cenderungmemberikan rasa tidak nyaman atau bahkanberisiko menimbulkan cidera. Posisi tubuhyang dimaksud diilustrasikan pada gambar3, yang merupakan gambar di masjid dimana ketinggian kran dari lantai adalah 65cm.
Gambar 3. Ketinggian Kran Tidak Ideal
c. Jarak kran dengan objek di atasnyaTidak semua fasilitas wudhu di ke-20masjid memiliki objek di atas kran. Namundari beberapa masjid yang fasilitaswudhunya memiliki objek tersebut, adakondisi yang cukup menarik di mana di satumasjid jarak antara kran dengan objek diatasnya (rak barang) hanya 34 cm. dengantotal ketinggian antara lantai dengan objektersebut adalah 125 cm (jauh di bawah rata-
rata ketinggian pengguna), serta denganpanjang objek adalah 26 cm, makakeberadaan objek ini memberikan peluangcukup besar untuk menimbulkanketidaknyamanan kepada pengguna, karenapengguna harus cukup banyak menundukdan sangat mungkin untuk terbentur objektersebut jika tidak berhati-hati. Ilustrasi darikondisi ini dapat dilihat pada gambar 4.
Gambar 4. Ilustrasi Posisi Objek di Atas KranWudhu
d. Jarak antar kranDimensi terendah yang didapatkan padajenis data ini adalah sepanjang 45 cm, yangterdapat pada satu masjid. Jikadibandingkan dengan lebar bahu rata-ratayang terdapat pada data antropometriadalah 43,86 cm, maka kemungkinanpengguna pada saat ramai (menjelang solatJum’at misalnya) untuk saling berhimpitanmenjadi cukup besar, yang mana tentunyaakan menimbulkan ketidaknyamanan.
e. Jarak antara posisi berdiri dengan kranJarak antara posisi berdiri dengan kranbiasanya dipisahkan oleh saluranpembuangan air, yang berdasarkanrancangan Suparwoko memiliki jarak ideal30 – 40 cm. Sebagian besar fasilitas wudhuyang ada telah memenuhi kaidah ini, hanyaada 3 masjid yang memiliki jarak di atas 40cm dengan perbedaan ukuran yang tidakterlalu signifikan yaitu antara 3 – 5 cm. danberdasarkan observasi, perbedaan ukuranini tidak menjadi masalah.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-26
Hasil Observasi dan KuesionerYang dimaksud dengan observasi di sini
adalah proses pengamatan langsung saat parajamaah pengguna menggunakan fasilitaswudhu. Jika pada pembahasan bagiansebelumnya pembahasan dibatasi pada dimensikran dan komponen dan sekitarnya, namunpada pembahasan hasil observasi pembahasanyang disajikan juga meliputi berbagai aspeklain, sebagaimana akan dipaparkan berikutnya.Untuk mendapatkan hasil analisis ergonomis,maka dibuat penetapan aspek-aspek yang perludiperhatikan dalam penelitian ini, antara lain:1. Apakah desain tempat wudhu membuat
pengguna dalam posisi yang nyaman padasaat berwudhu (tidak terlalu membungkuk,tangkai keran terlalu pendek, dll)
2. Apakah tersedia sarana untuk meletakkanbarang bawaan pengguna pada saatberwudhu
3. Apakah saluran pembuangan air wudhutersedia dengan baik (tidak memercikkanair terlalu banyak kepada pengguna, adapembatas, air tidak banyak tergenang)
4. Apakah model desain tempat wudhumemberikan ruang yang memadai agarpengguna merasa nyaman (jarak antarkeran)
5. Apakah jamaah dapat dengan mudahmengakses lokasi berwudhu (lokasi yanglandai, mudah dicari, terdapat petunjukarah, dll)
6. Apakah terdapat sarana bantuan untukmenekan tingkat risiko yang bisa terjadiseperti pegangan tangga, karpet karet, tandaperingatan, dll.
7. Apakah tersedia penerangan yang cukup ditempat wudhu
Poin – poin yang disebutkan di atas dianggapcukup mewakili aspek ergonomis pada sebuahmodel tempat wudhu.
Secara umum, berdasarkan hasil observasi,tidak ada permasalahan yang serius pada desainfasilitas wudhu di setiap masjid, danberdasarkan wawancara dengan pengurus setiapmasjid, ditemukan bahwa belum pernah terjadikecelakaan fisik serius di tempat wudhu.Dimensi posisi kran yang tidak sesuai denganstandar sebagaimana telah dibahas pada bagiansebelumnya, terlihat tidak terlalumempengaruhi kecepatan orang-orang yang
berwudhu. Namun dalam sudut pandangkenyamanan dan untuk meningkatkanpelayanan terhadap pengguna, maka ada cukupbanyak aspek-aspek yang perlu dilengkapi dandiperbaiki pada fasilitas wudhu di masjid-masjid tersebut. Berikut adalah beberapa poincatatan yang didapatkan dari proses observasidengan mengacu pada aspek-aspek kenyamanansebagaimana yang sudah ditetapkan di atas:
a. Dari 20 masjid yang menjadi objekobservasi, hanya ada 6 masjid yangmenyediakan tempat /rak barang penggunayang berada dekat dengan kran wudhu.Orang yang membawa barang berhargadan ukurannya cukup besar, tentunya tidakmerasa nyaman untuk meninggalkanbarang bawaan tanpa pengawasan,sehingga mereka tetap harus membawabarang selama berwudhu, dan hal initentunya mempengaruhi kenyamanandalam proses wudhu.
b. Ada 3 masjid yang mana fasilitasnyawudhunya memiliki ruang gerak tidakcukup luas. Sehingga pada saat masjidcukup ramai dan semua kran terpakai,maka orang-orang yang berwudhuterkesan saling berhimpitan antara satusama lainnya.
c. Sebagian besar masjid fasilitas wudhunyamasih banyak tergenang air, dan hampirtidak ada masjid yang memberikan rambuatau tanda peringatan lantai yang licin ditempat wudhu, namun sebagian besar telahmenyediakan alat bantu keamanan sepertipegangan di tangga dan karpet karet dilokasi genangan air.
d. Semua masjid telah memberikan informasiyang cukup memadai mengenai lokasitempat wudhu sehingga mudah diakses,walaupun ada 1 masjid di mana lokasitempat wudhu wanita agak tersembunyi,sedangkan penanda lokasi tidak diberikansecara memadai.Untuk menunjang hasil analisis
berdasarkan observasi, maka dilakukanpengambilan data dari jamaah menggunakanmetode kuesioner tentang fasilitas tempatberwudhu di masjid-masjid yang menjadi objekpenelitian. Hal yang ditanyakan adalahkepuasan jamaah terhadap aspek-aspek yangtelah dipaparkan di atas. Setiap aspek diberi
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-27
nilai 1 – 5, di mana nilai 5 menunjukkan bahwajamaah benar-benar merasa puas denganfasilitas wudhu yang disediakan. Kuesioner inidilakukan di setiap masjid kepada para jamaahyang baru selesai melakukan sholat di masjidtersebut. Dari 120 responden, didapatkan datasebagaimana tercantum pada tabel 2.
Tabel 2. Hasil Kuesioner Penilaian Aspek ErgonomiFasilitas Wudhu
Dari data hasil kuesioner, menunjukkankecenderungan yang kurang lebih sama denganhasil observasi maupun analisis dimensi.Namun secara umum, responden memberikannilai di atas nilai tengah / mean dari data,sehingga dapat dikatakan bahwa tingkatkesesuaian fasilitas wudhu masjid-masjid diBandar Lampung terhadap konsep ergonomisudah cukup baik, walaupun masih banyakperlu perbaikan di masa yang akan datang.
Nilai terkecil dari aspek-aspek penilaianadalah aspek kedua, yaitu keberadaan tempatmenaruh barang. Hal ini menandakan bahwamemang mayoritas masjid belummemperhatikan aspek ini. Ada beberapa masjidyang tidak memiliki rak barang khusus namunmendapat penilaian cukup baik dari responden,dikarenakan pada fasilitas wudhu tersebutdidapati tempat-tempat yang dapat difungsikansebagai tempat meletakkan barang bagisebagian jamaah pengguna,walaupun fungsiasalnya bukanlah sebagai tempat meletakkanbarang. Sedangkan aspek yang mendapatkanpenilaian tertinggi adalah kemudahan dankejelasan akses menuju tempat wudhu.
Kesesuaian antara analisis dimensi denganhasil kuesioner juga tampak di mana masjiddengan dimensi kran yang kurang idealmendapatkan nilai yang rendah. Begitu pulapada aspek keleluasaan ruang gerak, fasilitaswudhu dengan jarak antar kran yang pendek,dan tidak memiliki ruang gerak yang cukuplapang, juga mendapatkan penilaian yangrendah. Sebagian besar responden jugamemandang bahwa lebih baik jika masjidmenyediakan lebih banyak alat bantu yangdapat menekan risiko kecelakaan di tempatwudhu, seperti karpet karet dan pegangan dilokasi-lokasi tertentu. Sedangkan penerangan ditempat wudhu tidak terlalu menjadi masalahberdasarkan hasil kuesioner, karena selainsebagian besar tempat wudhu cukup terbukasehingga terang di siang hari, pihak masjid jugamenyediakan lampu penerangan yang cukupmemadai untuk aktivitas wudhu di malam hari.
KESIMPULANMasjid sebagai tempat ibadah umat Islam
di kota Bandar Lampung memiliki perananpenting sebagai fasilitas sosial, dan merupakansalah satu representasi kualitas pelayananumum kota Bandar Lampung terhadappenduduknya dan para pendatang. Keduapuluhmasjid yang dijadikan sampel dalam penelitianini adalah masjid-masjid yang berada di tengahkeramaian kota dengan jumlah jamaah yangrelatif banyak, sehingga merupakan representasidari pelayanan masjid secara umum di kotaBandar Lampung. Dari data yang didapatkanbaik melalui analisis dimensi, observasi sertakuesioner dari responden, didapatkan hasilbahwa secara umum fasilitas wudhu masjid-masjid di Bandar Lampung memilikikesesuaian cukup baik terhadap konsepergonomi, namun terdapat beberapa catatanterkait dimensi posisi kran, serta kurangnyafasilitas pendukung seperti tempat barangbawaan, karpet karet dan lainnya. Masih adaruang untuk perbaikan di masa yang akandatang, yaitu dengan memperbaiki desaindengan menggunakan acuan konsep ergonomi,serta melakukan penambahan fasilitas yangdibutuhkan oleh jamaah pengguna.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-28
DAFTAR PUSTAKA[1] Sinaga, I. A., 2015, “Kriteria Masjid Ideal”,
Prosiding Temu Ilmiah IPLBI, Manado,available at: http://temuilmiah.iplbi.or.iddiakses pada 20 September 2017
[2] Mahardika, W., 2013, “Persepsi Masyarakatterhadap Fasilitas Sosial di Kota TangerangSelatan”, Skripsi Fakultas Ilmu Tarbiyah danKeguruan UIN Syarif Hidayatullah, Jakarta.
[3] Rosita, Marhanah, S. & Wahadi, W. H., 2016,“Pengaruh Fasilitas Wisata dan KualitasPelayanan terhadap Kepuasan Pengunjung diTaman Margasatwa Ragunan Jakarta”, JurnalManajemen Resort dan Leisure Vol. 13, no 1.
[4] Suparwoko, W., 2016, “Standar PerancanganTempat Wudhu dan Tata Ruang Masjid”,Experiment Findings, available athttps://www.researchgate.net/publication/289253959 diakses pada 19 September 2017
[5] Saktiwan,P., 2010, “Perancangan UlangTempat Wudhu untuk Lansia (Studi KasusPanti Wreda Dharma Bakti Surakarta)”, SkripsiFakultas Teknik Universitas Sebelas Maret,available at http://digilib.unc.ac.id diakses pada19 September 2017
[6] Qurtubi & Purnomo, H., 2015, “RancanganTempat Wudhu Duduk Ergonomis”, IndustrialEngineering National Conference Proceeding,UMS

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-29
Perubahan Sifat Mekanik Baja AISI 3215 dengan Besarnya DerajatDeformasi Plastis dan Perlakuan Panas (Heat Treatment)
I Kt Suarsana 1)
1) Jurusan Teknik Mesin, Fakultas Teknik Universitas UdayanaKampus Bukit Jimbaran, Bali, Indonesia, Telepon (0361) 703321.
Email : [email protected]
AbstractThe plastic deformation process is a process of forming metals where neither the size nor the shape of the
metal can return to its original state. Plastic deformation process can be carried out by cold work, is the processof forming metals under the crystallization temperature of the material being worked on. Materials that haveundergone a cold process, the metal will undergo changes in mechanical properties both static and dynamicmechanical. To overcome changes or damage to the mechanical properties it is necessary to provide a heattreatment process, this is done to remove the remaining stress (internal stress) and prevent the occurrence ofdefects, especially dislocation defects in the material. In this study, we discuss about prediction of mechanicalproperties of toughness at 5%, 10%, 15% and 20% degrees of deformation degrees, then heat treatment 800oC,850oC, 900oC and 950oC on AISI 3215 low carbon steel. The results showed an increase of low toughness at 800°C, 5% deformation, toughness value (32,148 kN/mm2) and up to 20% deformation degree, toughness value(42,625 kN/mm2). The degree of deformation affects the toughness of AISI 3215 test material and is seen in thegraph of the relationship of the degree of deformation with the toughness.
Keywords: Degree of deformation, heat treatment, toughness
AbstrakProses deformasi plastis adalah proses pembentukan logam dimana baik ukuran maupun bentuk dari
logam tidak dapat kembali pada keadaan semula. Proses defomrasi plastis dapat dilaksanakan dengan prosespengerjaan dingin (cold work), yaitu proses pembentukan logam dibawah suhu kristalisasi dari material yangdikerjakan. Material yang telah mengalami proses pengerjaan dingin, logam tersebut akan mengalamiperubahan sifat mekanis baik mekanis statis maupun dinamis. Untuk mengatasi perubahan atau kerusakan sifatmekanis tersebut maka perlu diberikan proses perlakuan panas (heat treatment), ini dilakukan untukmenghilangkan tegangan sisa (internal strees) dan mencegah terjadinya cacat terutama cacat dislokasi padamaterial. Pada penelitian ini membahas tentang prediksi sifat mekanik ketangguhan pada porses derajatdeformasi yaitu 5%, 10%, 15% dan 20%, selanjutnya masing-masing perlakuan panas 800oC, 850oC, 900oC dan950oC pada baja AISI 3215 karbon rendah. Dari hasil penelitian menunjukan terjadi peningkatan dariketangguhan yang rendah pada temperatur 800oC, deformasi 5%, nilai ketangguhan (32,148 kN/mm2) dansampai derajat deformasi 20%, nilai ketangguhan (42,625 kN/mm2). Jadi besarnya derajat deformasinmempengaruhi sifat ketangguhan dari material uji AISI 3215 serta terlihat pada hasil grafik hubungan daribesar derajat deformasi dengan sifat ketangguhan.
Kata kunci : : Derajat deformasi, heat treatment, ketangguhan
PENDAHULUAN
Pada baja saat ini proses pembentukanlogam merupakan suatu proses yang perlumendapat perhatian khusus. Pembentukanlogam umumnya berkaitan dengan perubahandimensi dan ukuran dari suatu logam yangdisebut dengan perubahan permanen (deformasiplastis). Proses deformasi plastis adalah prosespembentukan logam dimana baik ukuran
maupun bentuk dari logam tidak dapat kembalipada keadaan semula. Proses defomrasi plastisdapat dilaksanakan dengan proses pengerjaandingin (cold work), yaitu proses pembentukanlogam dibawah suhu kristalisasi dari materialyang dikerjakan [1]. Suatu material/logam yangtelah mengalami proses pengerjaan dingin,logam tersebut akan mengalami perubahan sifatmekanis baik mekanis statis maupun dinamis.Untuk mengatasi perubahan atau kerusakan

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-30
sifat mekanis tersebut maka perlu diberikanproses perlakuan panas (heat treatmen), karenamaterial yang mengalami pengerjaan dinginakan menyimpan sejumlah tegangan sisa(internal strees) karena perubahan bentuksecara permanen dan sebagai akibat terjadinyacacat karena pergeseran struktur pada material(dislokasi) [2]. Untuk memperbaik sifatmekanik itu maka setelah proses perubahanbentuk secara permanen (deformasi) dilanjutkandengan perlakuan panas (heat treatmen). Prosesperlakuan panas (heat treatmen) ini dilakukanuntuk menghilangkan tegangan sisa (internalstrees) dan mencegah terjadinya cacat terutamacacat dislokasi pada material. Sifat mekanikyang disebut dengan ketangguhan adalahkemampuan menyerap energi dari suatumaterial tanpa mengalami kegagalan padastruktur tersebut. Dengan perlakuan materialmelalui proses perubahan derajat deformasi danperlakuan panas (heat treatmen) yang nantinyaakan bisa memprediksi sifat mekanikketangguhan material [4].
Dari hasil-hasil penelitian ilmiah yang ada,tentang hubungan derajat defomrasi plastis,perlakuan panas dengan ketangguhan padaumumnya belum begitu banyak yang meneliti,sehingga penelitian ini sangat perlu dilakukan,nantinya diharapkan dapat dijadikan sebagaisuatu masukkan dalam menentukan perlakuanlogam khususnya material-material kandungankarbon rendah.
DASAR TEORI
Perlakuan Panas (Heat Treatment)
Perlakuan panas merupakan prosespemanasan dan pendinginan untukmendapatkan sifat-sifat tertentu pada bataskemampuanya. Proses perlakuan panas padadasarnya terdiri dari beberapa tahapan yaitu :Pemanasan sampai temperatur, penahananbeberapa saat, sehingga temperaturnya merata,pendinginan dengan kecepatan tertentu denganmedia pendinginya (udara, minyak, air, larutangaram/100% NaOH) [3]. Ketiga hal initergantung dari sifat yang diinginkan. Prosesheat treatment merupakan salah satu prosesyang penting dalam perlakuan bagian-bagianmesin. Juga dapat diterapkan pada baja karbon
selain untuk mengeraskan baja dipergunakanserta memperbaiki sifat ketangguhan [6].
Pengerasan Baja
Pengerasan dilakukan untuk memperolehsifat tahan aus (kekerasan permukaaan) danketangguhan yang lebih baik. Prosespengerasan dilakukan dengan memanaskan bajake daerah austenit lalu didinginkan dengancepat melewati critical cooling rate atau bataskritis dari kecepatan pendinginan, denganpendinginan ini terbentuk martensit yang keras.Struktur kristal martensit berbentuk BodyCentered Tetragonal. Awal mula terbentuknyastruktur kristal yaitu mula-mula austenit yangdidinginkan dengan cepat dan dapat mencapaitemperatur tanpa terjadi perubahan struktur.Pada temperatur yang rendah austenitmengalami driving force berubah dari strukturkristal face centred cubic mencapai bodycentred cubic, sehingga menimbulkanpergeseran terhadap atom-atom. Hal inimenyebabkan atom-atomnya sedikit bergeser kedalam bentuk body centred cubic dan tidakdapat terbentuk Body Centered Tetragonalkarena salah satu rusuk sel satuanya lebihpanjang dari yang lain [4]
Bahan Baja Karbon
Baja merupakan paduan Besi-Karbondengan kandungan karbon (C) berkisar antara0,025–2%. Pada diagram fase Fe-Fe3C terlihatbahwa batas garis larutan austenit berawal darititik 9100C untuk besi murni hingga 7320Cuntuk paduan dengan kadar karbon 0,8%,kemudian meningkat terus hingga 1130 0Cuntuk paduan dengan kadar karbon 2%. Bajamerupan logam yang paling banyak digunakansebagai bahan industri. Karena lebih ekonomisdan jenisnya banyak serta sifatnya yangbervariasi tergantung dari perlakuan panas yangdiberikan. Juga mudah mendapatkannya,sehingga memudahkan pemilihan baja sesuaidengan kebutuhan yang diinginkan. Bajamemiliki beberapa kombinasi sifat–sifat yangmenjadikannya sebagai bahan teknik yang luaspenggunaannya. Sifat–sifat penting yangmenyebabkan dipilihnya baja karena kekuatanstatik, kekuatan dinamik, ulet, mudah diolah,
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-31
tahan korosi dan mempunyai sifatelektromagnetik [6].
Kecepatan Pendinginan
Kecepatan pendinginan harus dapatmencapai laju pendinginan kritis (criticalcooling rate) agar dapat memperoleh strukturyang sepenuhnya martensit. Kecepatanpendinginan yang kurang dari laju pendinginankritis akan mengakibatkan adanya sebagianaustenit yang tidak bertransformasi menjadimartensit tetapi menjadi struktur lain, sehinggakekerasan maksimum tidak akan tercapai. Lajupendinginan yang terjadi pada suatu benda kerjatergantung pada beberapa faktor, terutama :Jenis media pendinginnya, temperatur mediapendingin, kuatnya sirkulasi pada mediapendingin.
Proses Pengerjaan Dingin (Cold Working)
Suatu proses pembentukan secara plastisterhadap logam atau paduan yang dilakukan dibawah temperatur rekristalisasi merupakanprosesn pengerjaan dingin (cold working) [2].Proses cold working menghasilkan peristiwapengerasan regangan yakni meningkatnyakekerasan sebagai akibat deformasi plastis.Akan tetapi, efek dari pengerasan regangantersebut akan menurunkan keuletan suatubahan. Proses cold working menyebabkanberkurangnya deformasi plastik padapengerjaan berikutnya. Ada beberapakeuntungan dan kerugian suatu logam yangmengalami proses cold working [8]
Dislokasi dan Kekuatan Bahan
Dislokasi adalah ketidaksempurnaansusunan atom dalam kristal yang berbentukgaris. Dislokasi dapat dipandang sebagai suatugaris-garis yang tidak teratur pada susunanatom yang disebabkan oleh pergerakan satugrup atom dalam kristal. Dislokasi dapatmenimbulkan distorsi pada latice yang berpusatpada suatu garis. Dislokasi memegang perananpenting dalam penentuan sifat mekanik suatubahan, dan pada saat bahan mengalamideformasi plastis, dimana sejumlah kecil cacatdapat menyebabkan kristal logam menjadi
bertambah ulet dibandingkan dengan keadaantanpa cacat. Bila banyak sekali jumlahnya makacacat ini dapat meningkatkan kekuatan logam.Sewaktu deformasi plastik pergerakan dislokasiterhambat oleh atom-atom yang larut. Hal inimengakibatkan terjadinya peningkatankekuatan dan kekerasan.
Deformasi Plastis Pada Kristal Tunggal
Deformasi yang tidak dapat diperolehkembali saat logam mengalami penarikan ataupenekanan melewati batas elastisnya disebutdeformasi plastis [4]. Deformasi Plastis inidisebabkan oleh pergerakan yang tetap dariatom atau molekul dari posisi semula dalamlatice, dimana pergerakan ini tidak dapatkembali pada keadaan semula. Deformasiplastis pada kristal terjadi secara twining [5].
Deformasi Slip
Slip menggambarkan pergerakan yangbesar pada bagian kristal yang relatif terhadapyang lain sepanjang bidang kristalografi dandalam arah kristalografi. Slip terjadi bilasebagian dari kristal tergeser relatif terhadapbagian kristal yang lain sepanjang bidangkristalografi tertentu. Bidang tempat terjadinyaslip disebut bidang slip (slip plane) dan arahpergeserannya pada bidang slip disebut arahslip (slip direction). Slip terjadi pada bidangslip dan arah slip yang paling padat atom.Diperlukan energi dengan jumlah yang palingsedikit untuk menggeser atom pada posisitersebut. Terjadinya Slip dengan carabergesernya garis dislokasi dapat digambarkandengan analogi gerakan karpet [4]. Untukmenggeser karpet yang telah digelarkan dilantai dengan menarik sekaligus tentu akansangat berat. Akan lebih mudah, bila mula-muladibuat tekukan pada tepi karpet (analog dengangaris dislokasi) dan mendorong tekukantersebut hingga mencapai ujung kain darikarpet. Bila slip terjadi ke seberang butir kristalmaka slip akan diteruskan ke butir berikutnyadimana arah bidang slip akan berbeda sehinggadislokasi akan tertahan pada batas butir.Diperlukan gaya yang besar untuk membuatslip berikutnya pada bidang yang sama. Oleh
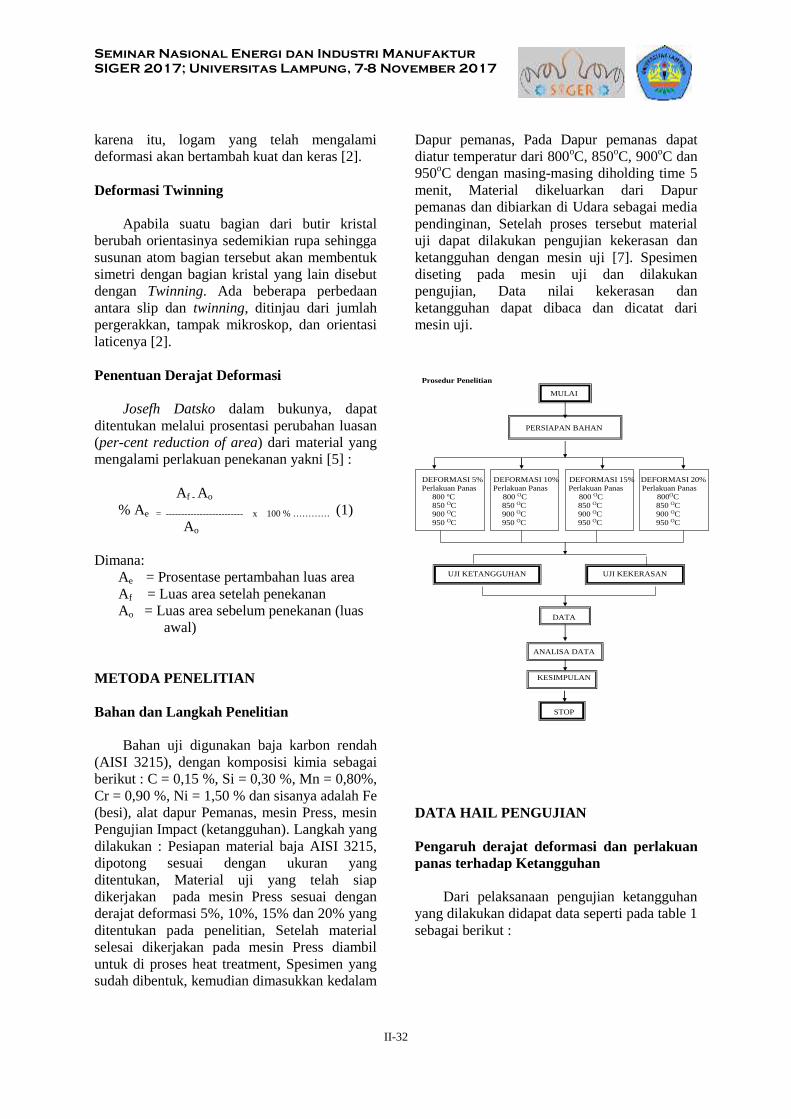
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-32
karena itu, logam yang telah mengalamideformasi akan bertambah kuat dan keras [2].
Deformasi Twinning
Apabila suatu bagian dari butir kristalberubah orientasinya sedemikian rupa sehinggasusunan atom bagian tersebut akan membentuksimetri dengan bagian kristal yang lain disebutdengan Twinning. Ada beberapa perbedaanantara slip dan twinning, ditinjau dari jumlahpergerakkan, tampak mikroskop, dan orientasilaticenya [2].
Penentuan Derajat Deformasi
Josefh Datsko dalam bukunya, dapatditentukan melalui prosentasi perubahan luasan(per-cent reduction of area) dari material yangmengalami perlakuan penekanan yakni [5] :
Af - Ao% Ae = ------------------------- x 100 % ………… (1)
Ao
Dimana:Ae = Prosentase pertambahan luas areaAf = Luas area setelah penekananAo = Luas area sebelum penekanan (luas
awal)
METODA PENELITIAN
Bahan dan Langkah Penelitian
Bahan uji digunakan baja karbon rendah(AISI 3215), dengan komposisi kimia sebagaiberikut : C = 0,15 %, Si = 0,30 %, Mn = 0,80%,Cr = 0,90 %, Ni = 1,50 % dan sisanya adalah Fe(besi), alat dapur Pemanas, mesin Press, mesinPengujian Impact (ketangguhan). Langkah yangdilakukan : Pesiapan material baja AISI 3215,dipotong sesuai dengan ukuran yangditentukan, Material uji yang telah siapdikerjakan pada mesin Press sesuai denganderajat deformasi 5%, 10%, 15% dan 20% yangditentukan pada penelitian, Setelah materialselesai dikerjakan pada mesin Press diambiluntuk di proses heat treatment, Spesimen yangsudah dibentuk, kemudian dimasukkan kedalam
Dapur pemanas, Pada Dapur pemanas dapatdiatur temperatur dari 800oC, 850oC, 900oC dan950oC dengan masing-masing diholding time 5menit, Material dikeluarkan dari Dapurpemanas dan dibiarkan di Udara sebagai mediapendinginan, Setelah proses tersebut materialuji dapat dilakukan pengujian kekerasan danketangguhan dengan mesin uji [7]. Spesimendiseting pada mesin uji dan dilakukanpengujian, Data nilai kekerasan danketangguhan dapat dibaca dan dicatat darimesin uji.
DATA HAIL PENGUJIAN
Pengaruh derajat deformasi dan perlakuanpanas terhadap Ketangguhan
Dari pelaksanaan pengujian ketangguhanyang dilakukan didapat data seperti pada table 1sebagai berikut :
UJI KETANGGUHAN UJI KEKERASAN
Prosedur Penelitian
MULAI
PERSIAPAN BAHAN
DEFORMASI 5% DEFORMASI 10% DEFORMASI 15% DEFORMASI 20%Perlakuan Panas Perlakuan Panas Perlakuan Panas Perlakuan Panas
800 oC 800 OC 800 OC 800OC850 OC 850 OC 850 OC 850 OC900 OC 900 OC 900 OC 900 OC950 OC 950 OC 950 OC 950 OC
DATA
ANALISA DATA
KESIMPULAN
STOP
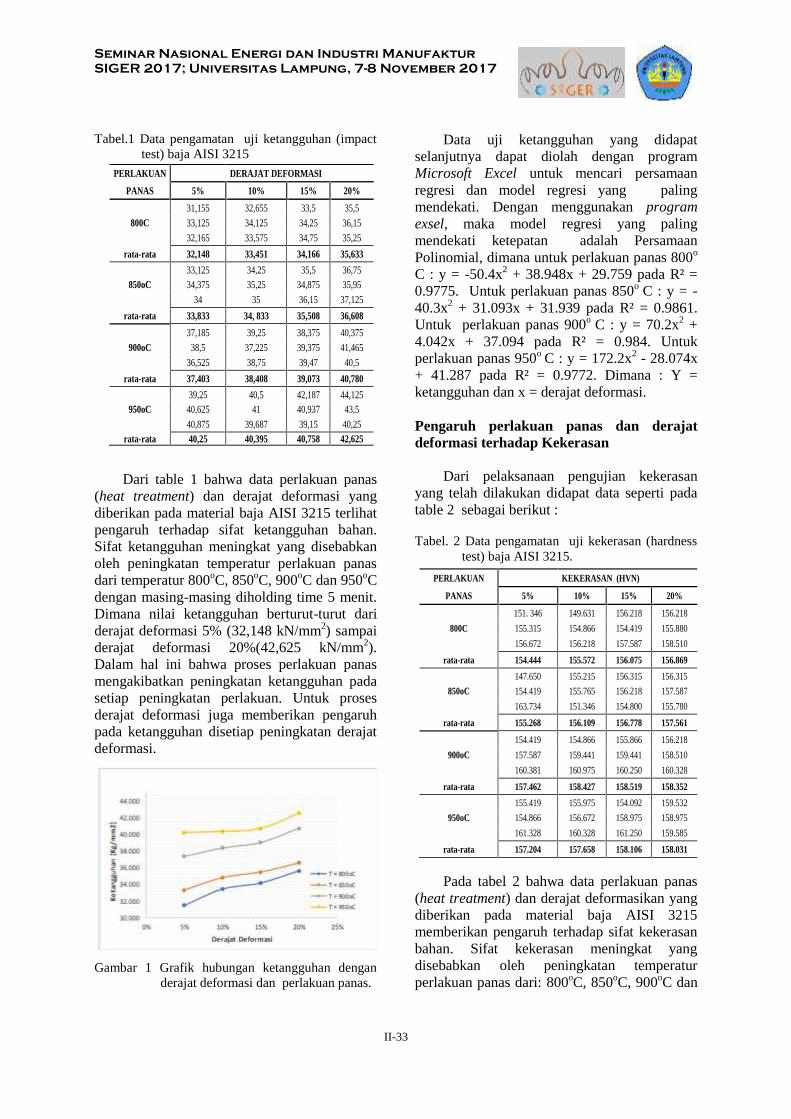
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-33
Tabel.1 Data pengamatan uji ketangguhan (impacttest) baja AISI 3215
Dari table 1 bahwa data perlakuan panas(heat treatment) dan derajat deformasi yangdiberikan pada material baja AISI 3215 terlihatpengaruh terhadap sifat ketangguhan bahan.Sifat ketangguhan meningkat yang disebabkanoleh peningkatan temperatur perlakuan panasdari temperatur 800oC, 850oC, 900oC dan 950oCdengan masing-masing diholding time 5 menit.Dimana nilai ketangguhan berturut-turut dariderajat deformasi 5% (32,148 kN/mm2) sampaiderajat deformasi 20%(42,625 kN/mm2).Dalam hal ini bahwa proses perlakuan panasmengakibatkan peningkatan ketangguhan padasetiap peningkatan perlakuan. Untuk prosesderajat deformasi juga memberikan pengaruhpada ketangguhan disetiap peningkatan derajatdeformasi.
Gambar 1 Grafik hubungan ketangguhan denganderajat deformasi dan perlakuan panas.
Data uji ketangguhan yang didapatselanjutnya dapat diolah dengan programMicrosoft Excel untuk mencari persamaanregresi dan model regresi yang palingmendekati. Dengan menggunakan programexsel, maka model regresi yang palingmendekati ketepatan adalah PersamaanPolinomial, dimana untuk perlakuan panas 800o
C : y = -50.4x2 + 38.948x + 29.759 pada R² =0.9775. Untuk perlakuan panas 850o C : y = -40.3x2 + 31.093x + 31.939 pada R² = 0.9861.Untuk perlakuan panas 900o C : y = 70.2x2 +4.042x + 37.094 pada R² = 0.984. Untukperlakuan panas 950o C : y = 172.2x2 - 28.074x+ 41.287 pada R² = 0.9772. Dimana : Y =ketangguhan dan x = derajat deformasi.
Pengaruh perlakuan panas dan derajatdeformasi terhadap Kekerasan
Dari pelaksanaan pengujian kekerasanyang telah dilakukan didapat data seperti padatable 2 sebagai berikut :
Tabel. 2 Data pengamatan uji kekerasan (hardnesstest) baja AISI 3215.
Pada tabel 2 bahwa data perlakuan panas(heat treatment) dan derajat deformasikan yangdiberikan pada material baja AISI 3215memberikan pengaruh terhadap sifat kekerasanbahan. Sifat kekerasan meningkat yangdisebabkan oleh peningkatan temperaturperlakuan panas dari: 800oC, 850oC, 900oC dan
PERLAKUAN DERAJAT DEFORMASIPANAS 5% 10% 15% 20%
31,155 32,655 33,5 35,5800C 33,125 34,125 34,25 36,15
32,165 33,575 34,75 35,25rata-rata 32,148 33,451 34,166 35,633
33,125 34,25 35,5 36,75850oC 34,375 35,25 34,875 35,95
34 35 36,15 37,125rata-rata 33,833 34, 833 35,508 36,608
37,185 39,25 38,375 40,375900oC 38,5 37,225 39,375 41,465
36,525 38,75 39,47 40,5rata-rata 37,403 38,408 39,073 40,780
39,25 40,5 42,187 44,125950oC 40,625 41 40,937 43,5
40,875 39,687 39,15 40,25rata-rata 40,25 40,395 40,758 42,625
PERLAKUAN KEKERASAN (HVN)
PANAS 5% 10% 15% 20%
151. 346 149.631 156.218 156.218800C 155.315 154.866 154.419 155.880
156.672 156.218 157.587 158.510rata-rata 154.444 155.572 156.075 156.869
147.650 155.215 156.315 156.315850oC 154.419 155.765 156.218 157.587
163.734 151.346 154.800 155.780rata-rata 155.268 156.109 156.778 157.561
154.419 154.866 155.866 156.218900oC 157.587 159.441 159.441 158.510
160.381 160.975 160.250 160.328rata-rata 157.462 158.427 158.519 158.352
155.419 155.975 154.092 159.532950oC 154.866 156.672 158.975 158.975
161.328 160.328 161.250 159.585rata-rata 157.204 157.658 158.106 158.031
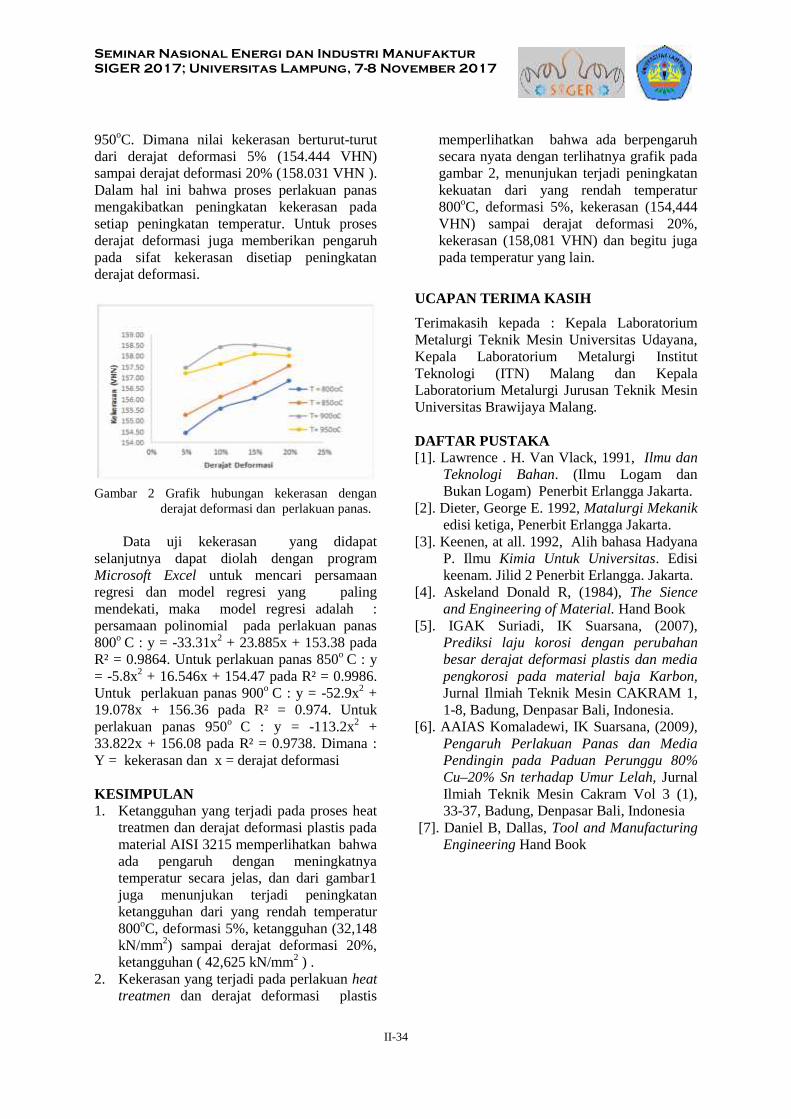
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-34
950oC. Dimana nilai kekerasan berturut-turutdari derajat deformasi 5% (154.444 VHN)sampai derajat deformasi 20% (158.031 VHN ).Dalam hal ini bahwa proses perlakuan panasmengakibatkan peningkatan kekerasan padasetiap peningkatan temperatur. Untuk prosesderajat deformasi juga memberikan pengaruhpada sifat kekerasan disetiap peningkatanderajat deformasi.
Gambar 2 Grafik hubungan kekerasan denganderajat deformasi dan perlakuan panas.
Data uji kekerasan yang didapatselanjutnya dapat diolah dengan programMicrosoft Excel untuk mencari persamaanregresi dan model regresi yang palingmendekati, maka model regresi adalah :persamaan polinomial pada perlakuan panas800o C : y = -33.31x2 + 23.885x + 153.38 padaR² = 0.9864. Untuk perlakuan panas 850o C : y= -5.8x2 + 16.546x + 154.47 pada R² = 0.9986.Untuk perlakuan panas 900o C : y = -52.9x2 +19.078x + 156.36 pada R² = 0.974. Untukperlakuan panas 950o C : y = -113.2x2 +33.822x + 156.08 pada R² = 0.9738. Dimana :Y = kekerasan dan x = derajat deformasi
KESIMPULAN1. Ketangguhan yang terjadi pada proses heat
treatmen dan derajat deformasi plastis padamaterial AISI 3215 memperlihatkan bahwaada pengaruh dengan meningkatnyatemperatur secara jelas, dan dari gambar1juga menunjukan terjadi peningkatanketangguhan dari yang rendah temperatur800oC, deformasi 5%, ketangguhan (32,148kN/mm2) sampai derajat deformasi 20%,ketangguhan ( 42,625 kN/mm2 ) .
2. Kekerasan yang terjadi pada perlakuan heattreatmen dan derajat deformasi plastis
memperlihatkan bahwa ada berpengaruhsecara nyata dengan terlihatnya grafik padagambar 2, menunjukan terjadi peningkatankekuatan dari yang rendah temperatur800oC, deformasi 5%, kekerasan (154,444VHN) sampai derajat deformasi 20%,kekerasan (158,081 VHN) dan begitu jugapada temperatur yang lain.
UCAPAN TERIMA KASIHTerimakasih kepada : Kepala LaboratoriumMetalurgi Teknik Mesin Universitas Udayana,Kepala Laboratorium Metalurgi InstitutTeknologi (ITN) Malang dan KepalaLaboratorium Metalurgi Jurusan Teknik MesinUniversitas Brawijaya Malang.
DAFTAR PUSTAKA[1]. Lawrence . H. Van Vlack, 1991, Ilmu dan
Teknologi Bahan. (Ilmu Logam danBukan Logam) Penerbit Erlangga Jakarta.
[2]. Dieter, George E. 1992, Matalurgi Mekanikedisi ketiga, Penerbit Erlangga Jakarta.
[3]. Keenen, at all. 1992, Alih bahasa HadyanaP. Ilmu Kimia Untuk Universitas. Edisikeenam. Jilid 2 Penerbit Erlangga. Jakarta.
[4]. Askeland Donald R, (1984), The Sienceand Engineering of Material. Hand Book
[5]. IGAK Suriadi, IK Suarsana, (2007),Prediksi laju korosi dengan perubahanbesar derajat deformasi plastis dan mediapengkorosi pada material baja Karbon,Jurnal Ilmiah Teknik Mesin CAKRAM 1,1-8, Badung, Denpasar Bali, Indonesia.
[6]. AAIAS Komaladewi, IK Suarsana, (2009),Pengaruh Perlakuan Panas dan MediaPendingin pada Paduan Perunggu 80%Cu–20% Sn terhadap Umur Lelah, JurnalIlmiah Teknik Mesin Cakram Vol 3 (1),33-37, Badung, Denpasar Bali, Indonesia
[7]. Daniel B, Dallas, Tool and ManufacturingEngineering Hand Book

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-35
Performansi Tempa Mekanis Pada Proses Pembuatan Bilah GangsaSalah Satu Perangkat Gamelan Bali
IGN.Priambadi1*, I Ketut Gede Sugita1
1Program Studi Teknik Mesin Fakultas Teknik Universitas UdayanaEmail : [email protected]
AbstractForging is one of the important processes in the work of Balinese gamelan that aims to compact and create aform of gamelan device. Gamelan craftsmen in the forging process are usually done manually, where the waythe performance of this wrought material is difficult to control. The use of mechanical forging is expected to helpcraftsmen in the forging process and deliver better results from their productivity. The performance test ofmechanical forging result of gamelan material is seen from time, product fail and productivity of crafters. Theresults of tests performed on this mechanical forging tool showed an increase in production amounted to 14.9%of failure of forging process decreased 41.1% and processing time decreased significantly.
Keywords: forging, gamelan, mechanical forging
AbstrakPenempaan merupakan salah satu proses penting dalam pengerjaan gamelan Bali yang bertujuan untukpemadatan serta pembuatan bentuk dari perangkat gamelan. Perajin gamelan dalam proses penempaanbiasanya melakukan dengan cara manual, dimana cara ini performansi material tempa sulit dikontrol.Penggunaan tempa mekanis diharapkan dapat membantu perajin dalam proses penempaan dan memberikanhasil yang lebih baik dilihat dari produktivitasnya. Pengujian performansi hasil penempaan mekanis terhadapbahan gamelan ini dilihat dari waktu, produk gagal serta produktivitas perajin. Hasil pengujian yang dilakukanterhadap alat tempa mekanis ini menunjukkan peningkatan jumlah produksi 14,9 % kegagalan prosespenempaan mengalami penurunan 41,1 % dan waktu proses mengalami penurunan secara signifikan.
Kata kunci : penempaan, gamelan, tempa mekanis
PENDAHULUAN
Produksi gamelan yang dilakukan perajintidak terlepas dari langkah penempaan yangmemang harus dilakukan, mengingat material yangdigunakan adalah perunggu yang merupakanpaduan dari tembaga (Cu) dan timah putih (Sn)..Sifat dasar dari perunggu adalah keras dan ketikaproses pembentukan dilakukan dengan carapengecoran, maka cenderung munculnya porositas.Porositas yang terjadi pada hasil coran perunggusebagai bahan dasar membuat gamelan ini tentutidak akan memberikan suara yang baik. Mencegahterjadinya hal ini, maka perajin gamelan melakukanproses penempaan untuk mendapatkan bahangamelan yang padat dan terjadinya porositas padamaterial perunggu lebih sedikit. Prosespenempaan yang dilakukan perajin adalah denganproses panas yang bertujuan untuk melunakkanmaterial perunggu sehingga mudah dalammelakukan proses penempaan. Temperatur materialsaat proses penempaan dilakukan masih berada di
bawah temperatur kritis dari material yaitu sekitar300oC. Perajin gamelan dalam proses penempaanmasih menggunakan cara-cara tradisional sehinggaparameter yang ada seperti waktu, dimensi sulitdilakukan pengontrolan. Akibatnya masih cukupbanyak terjadi kegagalan produksi sehinggaproduktivitas perajin cukup rendah.
Berdasarkan pertimbangan tersebut,maka dalam studi yang dilakukan diterapkanpenggunaan alat tempa mekanis yangsederhana dengan tujuan proses penempaanmenjadi lebih cepat. Penempaan yang terjadipada material mendapatkan beban yang meratasehingga bentuk serta dimensi menjadi lebihseragam.. Dimensi alat tempa mekanis yangdigunakan dirancang sesuai dengan ukurandari pengguna sehingga secara ergonomisperajin nyaman dalam pemakainnya. Desainalat kerja yang berbasis ergonomis dapatmeningkatkan produktivitas dan dapatmengurangi kegagalan produk serta
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-36
mengurangi biaya medis [1]. Penempaandengan menggunakan mesin forgingmemberikan hasil yang berkualitas,penggunaan energi dapat diminimalkan sertabiaya operasional secara keseluruhan lebihrendah [2]. Penempaan dengan sistem mekanismemberikan perbaikan terhadap kondisioperasi dan mengoptimalkan prosespenempaan [3].
METODOLOGI PENELITIAN
Material dasarPerunggu timah putih adalah merupakan
komposisi paduan tembaga (Cu) dengan timahputih (Sn), material ini merupakan bahan dasardalam pembuatan gamelan yang digunakan olehperajin. Proses penempaan mekanik setidaknyaharus memperhatikan kekuatan dari palu dalammelakukan penempaan, sehingga mendapatkanhasil tempa yang baik dan merata. Hal ini pentingkarena material yang ditempa difungsikan untukmenghasilkan bilah gamelan dengan suara yangbaik. Proses penempaan yang dilakukan denganmemperhatikan parameter serta karakteristik bahanyang digunakan mempunyai kualitas baik tentudapat mengurangi cacat mekanik yang dihasilkan[4].
Material tempaPenempaan dilakukan setelah proses
pengecoran, dimana bentuk material tempaseperti ditunjukkan pada gambar 1.
Gambar 1 Material tempa
Gambar 1 menunjukkan bilah gamelan yangdihasilkan pada proses pengecoran, rata-rata perajinmampu menghasilkan bilah hasil pengecoran dalam7 jam kerja/hari rata-rata sebanyak 40 batang. Beratmasing-masing bilah adalah 1,25 kg dengandimensi yang berbeda. Bilah tersebut selanjutnya
dilakukan diproses penempaan untuk mendapatkannadadasar awal sertabentuk sesuai standar gamelanBali
PROSES PENEMPAAN
Penempaan manualPaduan perunggu yang sudah berupa bilah
gamelan dilakukan pemanasan sampaimencapai temperatur (300 ÷ 400)oC yangbertujuan agar bilah tersebut lebih lunaksehingga mudah dilakukan penempaan. Prosespenempaan yang dilakukan perajin adalahdengan memukulkan palu pada material bilahperunggu sampai mempunyai bentuk sesuaidengan yang diinginkan. Hasil pada prosespenempaan secara manual tentu banyakdipengaruhi oleh keahlian, pengalaman sertakondisi perajin serta lingkungan. Penempaansecara manual cenderung memberikan potensikesalahan yang tinggi [5]. Hasil observasi yangdilakukan di lapangan menunjukkanpenempaan yang dilakukan secara manualmemberikan kegagalan produk rata-rata sekitar9 %, kondisi ini tentu memberikan pengaruhsecara ekonomi maupun waktu proses.Kegagalan yang terjadi secara visual sepertikeretakan, bentuk , kehilangan massa berat.Penempaan manual minimal dilakukan oleh 2orang perajin dengan tugas satu orangmemegang material tempa dan satu orang lagimelakukan penempaan.. Proses penempaansecara manual dapat dilihat sesuai denganGambar1.
Gambar 2. Proses penempaan manual
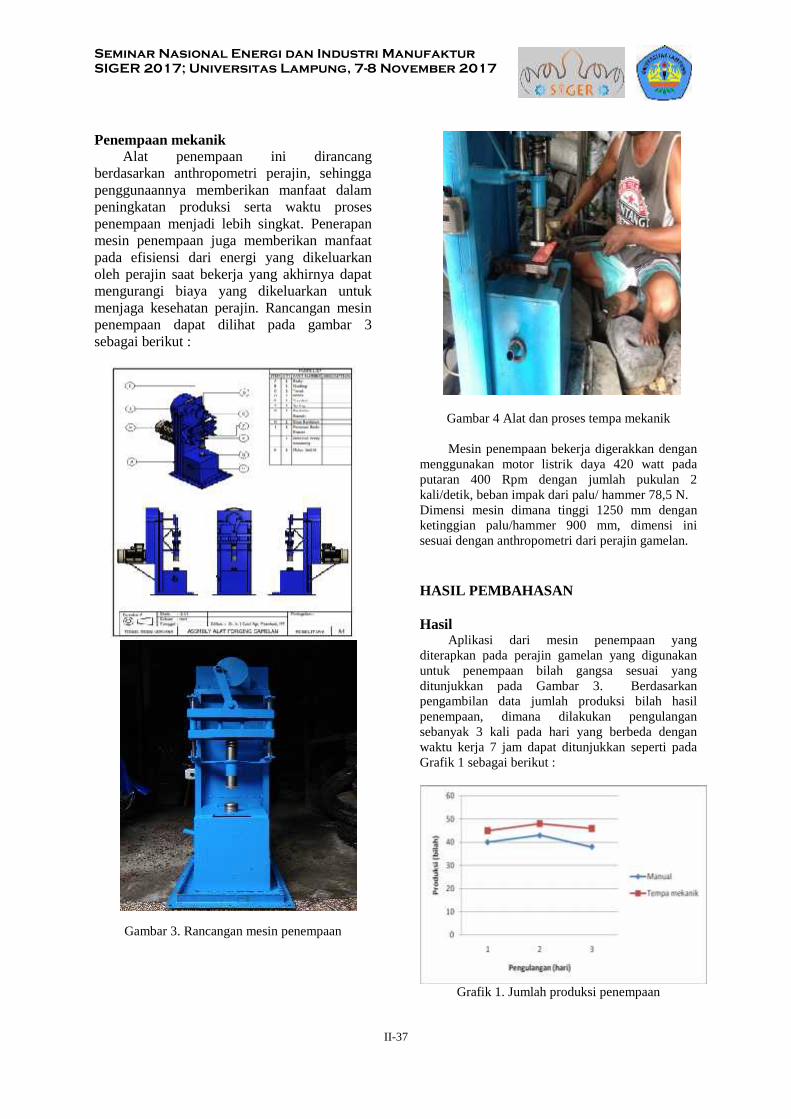
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-37
Penempaan mekanikAlat penempaan ini dirancang
berdasarkan anthropometri perajin, sehinggapenggunaannya memberikan manfaat dalampeningkatan produksi serta waktu prosespenempaan menjadi lebih singkat. Penerapanmesin penempaan juga memberikan manfaatpada efisiensi dari energi yang dikeluarkanoleh perajin saat bekerja yang akhirnya dapatmengurangi biaya yang dikeluarkan untukmenjaga kesehatan perajin. Rancangan mesinpenempaan dapat dilihat pada gambar 3sebagai berikut :
Gambar 3. Rancangan mesin penempaan
Gambar 4 Alat dan proses tempa mekanik
Mesin penempaan bekerja digerakkan denganmenggunakan motor listrik daya 420 watt padaputaran 400 Rpm dengan jumlah pukulan 2kali/detik, beban impak dari palu/ hammer 78,5 N.Dimensi mesin dimana tinggi 1250 mm denganketinggian palu/hammer 900 mm, dimensi inisesuai dengan anthropometri dari perajin gamelan.
HASIL PEMBAHASAN
HasilAplikasi dari mesin penempaan yang
diterapkan pada perajin gamelan yang digunakanuntuk penempaan bilah gangsa sesuai yangditunjukkan pada Gambar 3. Berdasarkanpengambilan data jumlah produksi bilah hasilpenempaan, dimana dilakukan pengulangansebanyak 3 kali pada hari yang berbeda denganwaktu kerja 7 jam dapat ditunjukkan seperti padaGrafik 1 sebagai berikut :
Grafik 1. Jumlah produksi penempaan
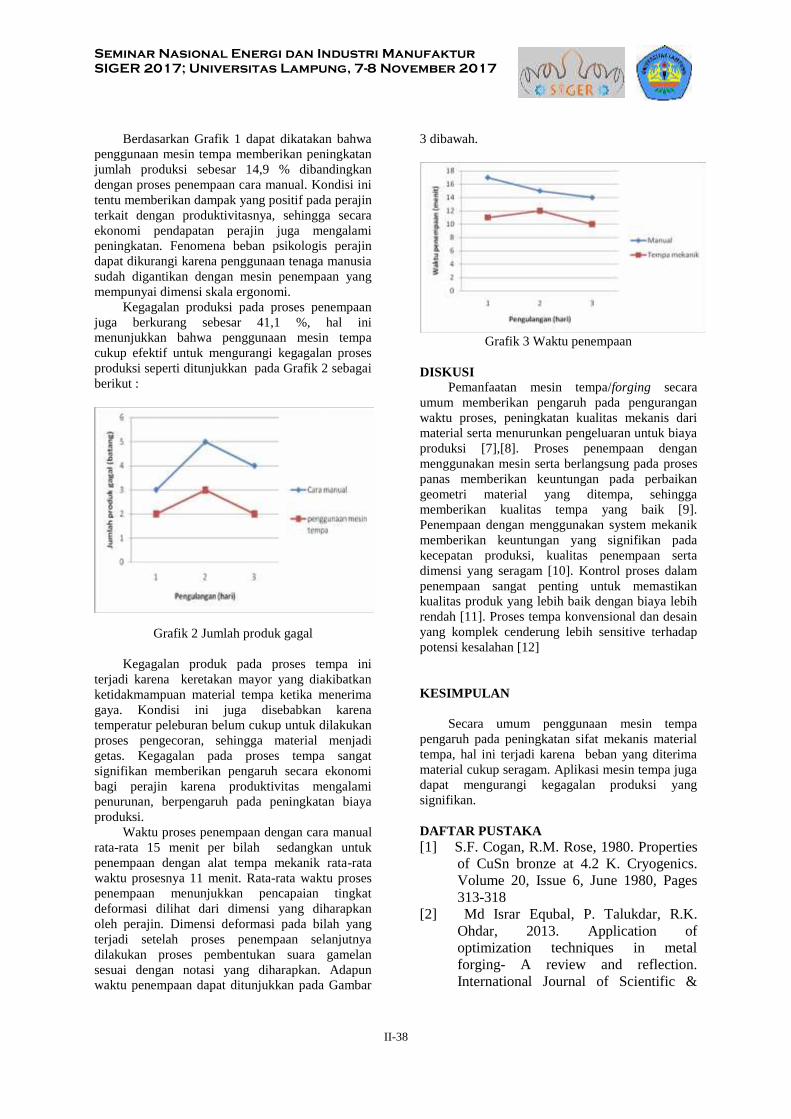
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-38
Berdasarkan Grafik 1 dapat dikatakan bahwapenggunaan mesin tempa memberikan peningkatanjumlah produksi sebesar 14,9 % dibandingkandengan proses penempaan cara manual. Kondisi initentu memberikan dampak yang positif pada perajinterkait dengan produktivitasnya, sehingga secaraekonomi pendapatan perajin juga mengalamipeningkatan. Fenomena beban psikologis perajindapat dikurangi karena penggunaan tenaga manusiasudah digantikan dengan mesin penempaan yangmempunyai dimensi skala ergonomi.
Kegagalan produksi pada proses penempaanjuga berkurang sebesar 41,1 %, hal inimenunjukkan bahwa penggunaan mesin tempacukup efektif untuk mengurangi kegagalan prosesproduksi seperti ditunjukkan pada Grafik 2 sebagaiberikut :
Grafik 2 Jumlah produk gagal
Kegagalan produk pada proses tempa initerjadi karena keretakan mayor yang diakibatkanketidakmampuan material tempa ketika menerimagaya. Kondisi ini juga disebabkan karenatemperatur peleburan belum cukup untuk dilakukanproses pengecoran, sehingga material menjadigetas. Kegagalan pada proses tempa sangatsignifikan memberikan pengaruh secara ekonomibagi perajin karena produktivitas mengalamipenurunan, berpengaruh pada peningkatan biayaproduksi.
Waktu proses penempaan dengan cara manualrata-rata 15 menit per bilah sedangkan untukpenempaan dengan alat tempa mekanik rata-ratawaktu prosesnya 11 menit. Rata-rata waktu prosespenempaan menunjukkan pencapaian tingkatdeformasi dilihat dari dimensi yang diharapkanoleh perajin. Dimensi deformasi pada bilah yangterjadi setelah proses penempaan selanjutnyadilakukan proses pembentukan suara gamelansesuai dengan notasi yang diharapkan. Adapunwaktu penempaan dapat ditunjukkan pada Gambar
3 dibawah.
Grafik 3 Waktu penempaan
DISKUSIPemanfaatan mesin tempa/forging secara
umum memberikan pengaruh pada penguranganwaktu proses, peningkatan kualitas mekanis darimaterial serta menurunkan pengeluaran untuk biayaproduksi [7],[8]. Proses penempaan denganmenggunakan mesin serta berlangsung pada prosespanas memberikan keuntungan pada perbaikangeometri material yang ditempa, sehinggamemberikan kualitas tempa yang baik [9].Penempaan dengan menggunakan system mekanikmemberikan keuntungan yang signifikan padakecepatan produksi, kualitas penempaan sertadimensi yang seragam [10]. Kontrol proses dalampenempaan sangat penting untuk memastikankualitas produk yang lebih baik dengan biaya lebihrendah [11]. Proses tempa konvensional dan desainyang komplek cenderung lebih sensitive terhadappotensi kesalahan [12]
KESIMPULAN
Secara umum penggunaan mesin tempapengaruh pada peningkatan sifat mekanis materialtempa, hal ini terjadi karena beban yang diterimamaterial cukup seragam. Aplikasi mesin tempa jugadapat mengurangi kegagalan produksi yangsignifikan.
DAFTAR PUSTAKA[1] S.F. Cogan, R.M. Rose, 1980. Properties
of CuSn bronze at 4.2 K. Cryogenics.Volume 20, Issue 6, June 1980, Pages313-318
[2] Md Israr Equbal, P. Talukdar, R.K.Ohdar, 2013. Application ofoptimization techniques in metalforging- A review and reflection.International Journal of Scientific &
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-39
Engineering Research, Volume 4, Issue8, August 2013 ISSN 2229-5518
[3] Zbigniew Gronostajski, Marek Hawryluk,Marcin Kaszuba, Przemyslaw Sadowski,Slawomir Walczak, Dariusz Jablonski,2011. Measuring & control system inindustrial die forging processes. Scienceand Technology, page 62 – 69.
[4] Mahendra G. Rathi, Nilesh A. Jakhade,2014. An Overview of Forging Processeswith Their Defects. International Journal ofScientific and Research Publications,Volume 4, Issue 6, June 2014 ISSN 2250-3153.
[5] Mladomir Milutinovic, Dragiša Vilotic, DejanMovrin, 2008. Precision forging- toolconcepts and process design. Journal forTechnology of Plasticity, Vol. 33 (2008),Number 1-2.
[6] Jorge Luis García Alcaraz, AlejandroAlvarado Iniesta, Manuel Celso JuárezCastelló, 2012. Benefits of advancedmanufacturing technologies. African Journalof Business Management Vol. 6(16), pp.5524-5532.
[8] Khaleed Hussain M.T, Samad. Z,A.R.Othman, S.C.Pilli, Salman Ahmed N.J,Irfan Anjum Badruddin, Hakim SS, QuadirGA, A.B. Abdullah, 2009. A Study on ColdForging Die Design Using DifferentTechniques. Modern Applied Science. Vol 3No 3, pp 143-153.
[9] Vipan Chand , Dr.S.S.Sen, M.S.Sethi, 2014.Taguchi Analysis of Defects for Gears.International Journal of AdvancedTechnology in Engineering andScienceVolume No.02, Issue No. 08, pp 52– 59.
[10] Soo-Young Kim*, Kaoru Tsuruoka, TadashiYamamoto, 2014. Effect of forming speed inprecision forging process evaluated usingCAE technology and high performanceservo-press machine. ScienceDirect,Procedia Engineering 81 ( 2014 ) 2415 –2420.
[11] Zakaria Allam, Eric Becker, CyrilleBaudouin, Régis Bigot, Pierre Krumpipe(2014). Forging process control: Influenceof key parameters variation onproductspecifications deviations . Available onlineat www.sciencedirect.com ScienceDirectProcedia Engineering 81 ( 2014 ) 2524 –2529.
[12] Mladomir Milutinovic, Dragiša Vilotic, DejanMovrin (2008). Precision forging-toolconcepts and process design Journal for
Technology of Plasticity, Vol. 33 (2008),Number 1-2. P.74 - 88

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-40
PENGARUH LAMA WAKTU SINTERING TERHADAP MORPHOLOGIHIDROKSIAPATIT (HA) BERBAHAN BATU KAPUR UNTUK
APLIKASI PADA TULANG
Agus Hendriyanto 1,*, Tri Cahyo Wahyudi 2, Shirley Savetlana3 dan Irza Sukmana3
1Jurusan Teknik Industri, STTN Lampung, Jl. Pulau Damar Gg. Sapta Marga, Sukarame,Bandar Lampung 35131
2 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Metro, Jl. Ki HajarDewantara No. 116, Kota Metro 34111
3 Jurusan Teknik Mesin, Fakultas Teknik Universitas Lampung, Jl. Prof. SoemantriBrojonegoro No. 1, Bandar Lampung 35143*E-mail koresponden: e-mail@koresponsensi
AbstractDamage to human bone tissue can cause impaired body function due to loss of support of the load bearing
structure. one of the causes of bone tissue damage is osteoporosis, due to the loss of calcium and phosphateminerals. The type of calcium carbonate content found in limestone or limestone becomes an option in bonefillers with aragonite composition (CaCO3). The objective of this research is to find out limestone composition inLampung province as one of the material in human bone filler, which is processed by mixing 5 gr of limepowder, 5.34 gr of sodiumhydrogenphospat (Na2HPO4 * 2 H2O) and 10 ml of aquades, using Ball Mill toolduring 2 hours, into liquid paste further in oven slama 17 hours temperature 80 0C, then sintered 600 0C 2hours, 3 hours. Lampung limestones have the same grain boundary criteria as commercial products at 600 0Cfor 2 hours, reinforced with XRD and FTIR diffraction patterns.
.Keywords: Limestone, Hydroxyapatite, Sintered, FTIR, XRD
AbstrakKerusakan pada jaringan tulang manusia dapat menyebabkan gangguan fungsi tubuh karena kehilangan
dukunganstruktur penahan beban (load bearing). salah satu penybab kerusakan jaringan tulangadalahterjadinya osteoporosis,karena kehilangan mineral kalsium dan fosfat. Jenis kandungan kalsium karbonat yangterdapat pada batu kapur atau gamping menjadi pilihan dalam pengisi tulang dengan komposisi aragonit(CaCO3). Penelitian ini bertujuan untuk mengetahui komposisi batu kapur di provinsi Lampung sebagai salahsatu material dalam pengisi tulang manusia, yang di proses melalui pencampuran 5 gr serbuk batu kapur, 5.34gr natriumhydrogenphospat (Na2HPO4*2 H2O) dan 10 ml aquades, menggunakan alat Ball Mill selama 2 jam,menjadi pasta cair selanjutnya di oven slama 17 jam suhu 80oC,kemudian disinter 600oC 2 jam, 3 jam. Batukapur lampung memiliki kreteria batas butir yang sama seperti produk komersial pada suhu 6000C selama 2jam, diperkuat dengan pola difraksi XRD dan FTIR
Kata kunci: Batu Kapur, Hidroksiapatit, Sinter, FTIR, XRD
PENDAHULUAN
Secara luas tulang memiliki beberapafungsi, diantaranya adalah fungsi mekanik,pelindung, metabolisme dan fungsihematopoietik atau juga berfungsi untuk organjaringan tulang (sistem rangka tubuh)melindungi bagian penting. Kerusakan padajaringan tulang dapat menimbulkan kecacatanstruktur yang akan menyebabkan gangguan
fungsi tubuh karena kehilangan mineral sepertikalsium dan fosfat. Faktor utama pada implantulang adalah bahan yang dapat di terima padajaringan tubuh manusia, serta dapat menyatudengan kuat dan dapat berfungsi pada jaringantubuh yang akan diimplan, harus bersifatbiokompabilitas, toksisitas dan memiliki sifatbioaktif seperti hidroksiapatit [1].
Kini penderita pengeroposan tulang tidak

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-41
harus membayar mahal untuk melakukanpemulihan pengeroposan tulang dan tidak harusmenggunakan produk impor yang bernilaikomersil. Ada resolusi untuk pemulihanterhadap pengeroposan tulang denganmenggunakan material batu kapur lokal yangbernilai ekonomis. Metode baru yang digunakan dalam pengisi tulang, teknologi ituberupa material pengganti tulang daribiokeramik dan hidroksiapatit akan membantumenyembuhan trapi tulang dan akan menyatukedalam tulang [2,3].
Penelitian terdahulu menjelaskanpembuatan hidroksiapatit menggunakankalsium alami sebagai sumbernya, yaitupenggunaan limbah cangkang kerang, cangkangtelur, dan koral. Batu gamping adalah jenisbatuan yang banyak mengandung kalsiumkarbonat. Jenis mineral karbonat yang terdapatpada batu gamping yaitu aragonit (CaCO3) yangbanyak mengandung mineral, dimana padawaktu tertentu akan berubah menjadi kalsit(CaCO3) [3].
Pengunaan batu kapur sebagai implan yangdigunakan pada tulang dan untuk memperbaikibagian dari tulang manusia, dengan menggubahbatu kapur ke jenis serbuk Hidroksiapatit (Ha)yang terlebih dahulu mencari komposisi kimiasupaya menjadi CaO (Margareta, dkk, 2015).Dimana CaO merupakan sarat utama untuksuatu proses pembuatan serbuk, dan harusmencapai rasio Ca/P sebesar 1,67 [4,5]. Sertamembentuk susunan kristal yang sama padahidroksiapatit untuk tulang manusia atauhewan.
Dalam penelitian ini, HA dari bahan batukapur lokal disinter dengan lama waktusintering yang bervariasi. Pengaruh lamanyawaktu sintering akan dilihat terhadapmorphologi HA berbahan batukapur.Karakterisasi material yang dilakukandalam penelitian ini yaitu pengamatankomposisi HA dengan XRD, FTIR, danpengamatan serbuk dengan SEM-EDX.
Material dan MetodePada proses pembuatan hidroksiapatit ini,
material yang di gunakan berupa batu kapurdari daerah Lampung, natrium hydrogenphospat (Na2HPO4*2 H2O) dengan merkKGaA jerman dan aquades. Untukmenghasilkan material HA tersebut, pertama-tama dilakukan dengan proses pengambilanbongkahan batu kapur di daerah Lampungkemudian batu kapur dicuci menggunakanaquades dan dikeringkan, selanjutnya batukapur dipecah menggunakan martil untukmendapatkan kerikil batu kapur, kerikil tersebutkeemudian di grinding dengan waktu 30 menituntuk mendapatkan serbuk, selanjutnya serbukdi ayak dengan ukuran 250 µm selama 5 menit,sehingga didapatkan serbuk dengan ukuran 250µm.
Pada proses pencampuran, diawali denganmenimbang serbuk seberat 5 gr, natriumhydrogen phospat 5,34 gr, dan aquades 10 ml,kemudian semua bahan dicampur denganmetode pencampuran mnggunakan ball milldengan kecepatan 300 rpm selama 2 jam, hasildari proses ball mill berupa pasta basah, lalu dioven dengan suhu 80oC selam 17 jam. Setelahproses oven, pasta basa tersebut berubahmenjadi pasta kering. Selanjutnya pada pastakering tersebut dipanaskan atau sintering padatemperatur 600oC selama 2 jam dan 3 jam.
Karakterisasi dalam penelitian inimenggunakan X-Ray Difraction (XRD),Scanning Electron Microscopy-EnergyDispersive X-ray Spectroscopy (SEM-EDX)dan Fourier Transform Infra-Red (FTIR)diharapkan dapat memberikan informasimengenai karakteristik biokeramik dari batukapur lokal provinsi Lampung.
Hasil dan PembahasanData XRD
Tabel 1 menunjukan data XRD serbukimpor, sedangkan Tabel 2 adalah serbukberbahan dasar batu kapur lokal. Hasilperbandingan kedua pola X-Ray Difraction(XRD) tersebut menunjukkan adanya kesamaan
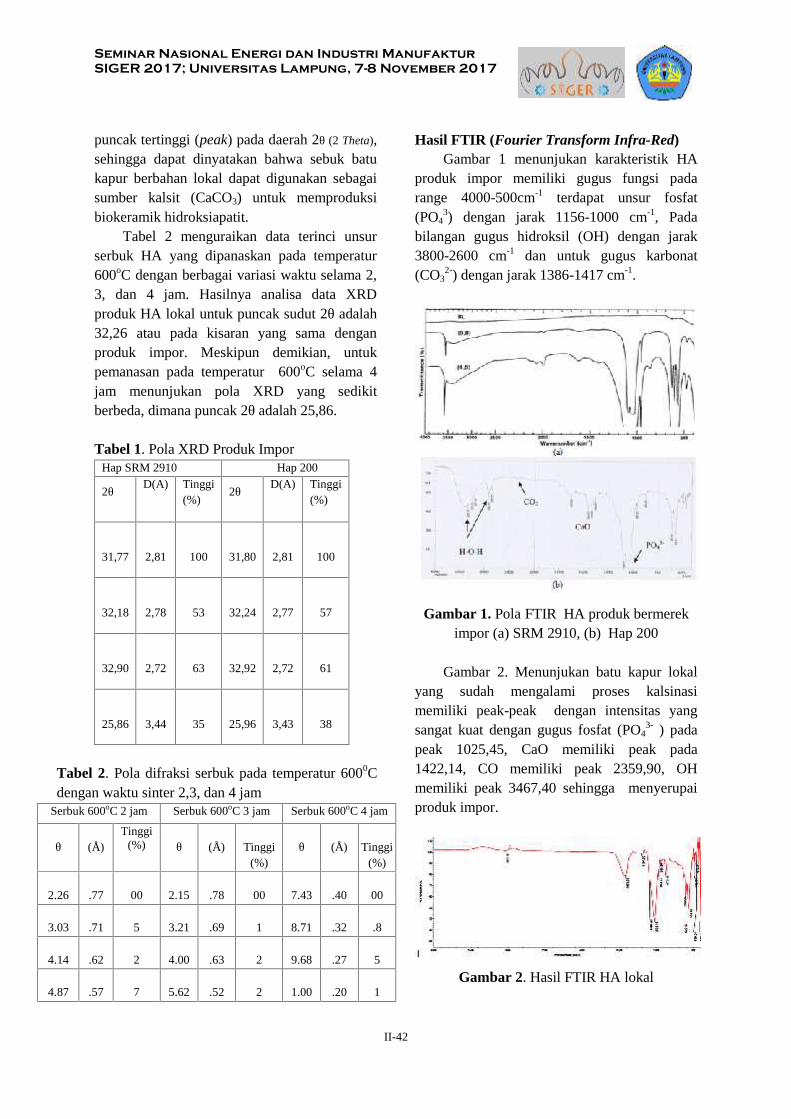
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-42
puncak tertinggi (peak) pada daerah 2θ (2 Theta),sehingga dapat dinyatakan bahwa sebuk batukapur berbahan lokal dapat digunakan sebagaisumber kalsit (CaCO3) untuk memproduksibiokeramik hidroksiapatit.
Tabel 2 menguraikan data terinci unsurserbuk HA yang dipanaskan pada temperatur600oC dengan berbagai variasi waktu selama 2,3, dan 4 jam. Hasilnya analisa data XRDproduk HA lokal untuk puncak sudut 2θ adalah32,26 atau pada kisaran yang sama denganproduk impor. Meskipun demikian, untukpemanasan pada temperatur 600oC selama 4jam menunjukan pola XRD yang sedikitberbeda, dimana puncak 2θ adalah 25,86.
Tabel 1. Pola XRD Produk ImporHap SRM 2910 Hap 200
2θ D(A) Tinggi(%)
2θ D(A) Tinggi(%)
3
31,77
2
2,81
1
100
3
31,80
2
2,81
1
100
3
32,18
2
2,78
5
53
3
32,24
2
2,77
5
57
3
32,90
2
2,72
6
63
3
32,92
2
2,72
6
61
2
25,86
3
3,44
3
35
2
25,96
3
3,43
3
38
Tabel 2. Pola difraksi serbuk pada temperatur 6000Cdengan waktu sinter 2,3, dan 4 jam
Serbuk 600oC 2 jam Serbuk 600oC 3 jam Serbuk 600oC 4 jam
2θ
D(Å)
Tinggi(%)
2θ
D(Å)
TTinggi
(%)
2θ
D(Å)
TTinggi
(%)3
2.262
.771
003
2.152
.781
003
7.432
.401
003
3.032
.717
53
3.212
.693
13
8.712
.326
.83
4.142
.623
23
4.002
.638
23
9.682
.271
53
4.872
.571
73
5.622
.521
24
1.002
.203
1
Hasil FTIR (Fourier Transform Infra-Red)Gambar 1 menunjukan karakteristik HA
produk impor memiliki gugus fungsi padarange 4000-500cm-1 terdapat unsur fosfat(PO4
3) dengan jarak 1156-1000 cm-1, Padabilangan gugus hidroksil (OH) dengan jarak3800-2600 cm-1 dan untuk gugus karbonat(CO3
2-) dengan jarak 1386-1417 cm-1.
Gambar 1. Pola FTIR HA produk bermerekimpor (a) SRM 2910, (b) Hap 200
Gambar 2. Menunjukan batu kapur lokalyang sudah mengalami proses kalsinasimemiliki peak-peak dengan intensitas yangsangat kuat dengan gugus fosfat (PO4
3- ) padapeak 1025,45, CaO memiliki peak pada1422,14, CO memiliki peak 2359,90, OHmemiliki peak 3467,40 sehingga menyerupaiproduk impor.
Gambar 2. Hasil FTIR HA lokal
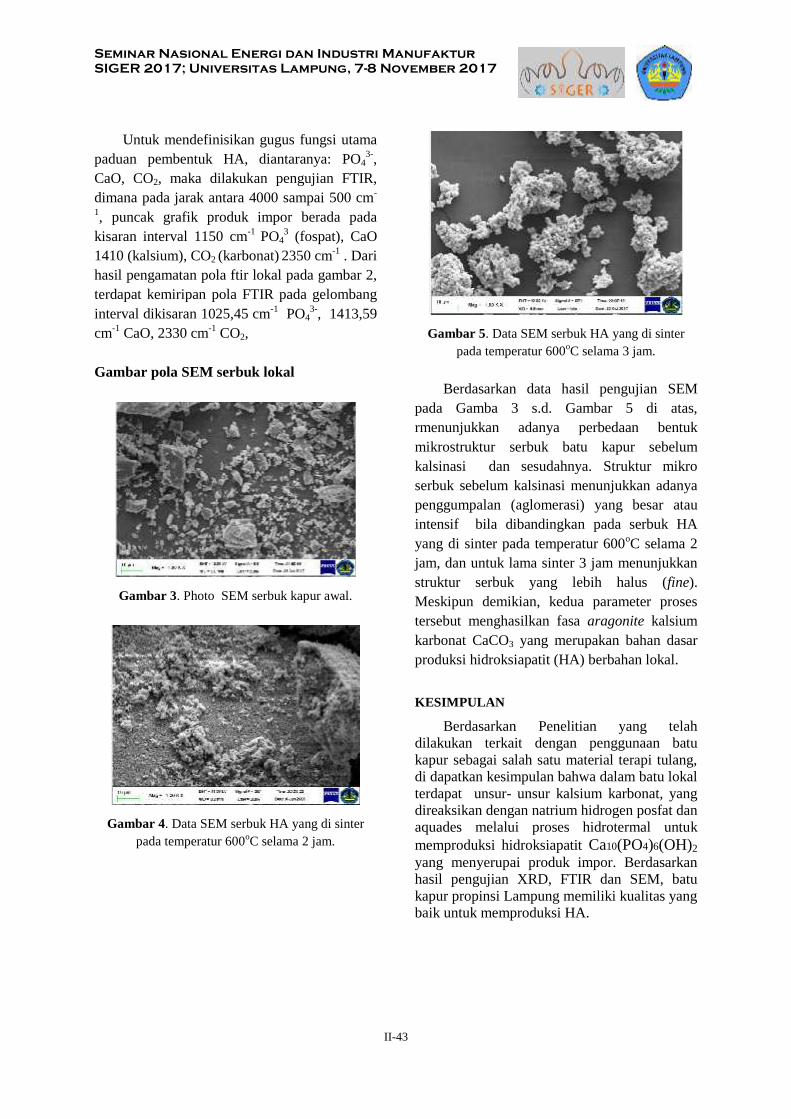
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-43
Untuk mendefinisikan gugus fungsi utamapaduan pembentuk HA, diantaranya: PO4
3-,CaO, CO2, maka dilakukan pengujian FTIR,dimana pada jarak antara 4000 sampai 500 cm-
1, puncak grafik produk impor berada padakisaran interval 1150 cm-1 PO4
3 (fospat), CaO1410 (kalsium), CO2 (karbonat) 2350 cm-1 . Darihasil pengamatan pola ftir lokal pada gambar 2,terdapat kemiripan pola FTIR pada gelombanginterval dikisaran 1025,45 cm-1 PO4
3-, 1413,59cm-1 CaO, 2330 cm-1 CO2,
Gambar pola SEM serbuk lokal
Gambar 3. Photo SEM serbuk kapur awal.
Gambar 4. Data SEM serbuk HA yang di sinterpada temperatur 600oC selama 2 jam.
Gambar 5. Data SEM serbuk HA yang di sinterpada temperatur 600oC selama 3 jam.
Berdasarkan data hasil pengujian SEMpada Gamba 3 s.d. Gambar 5 di atas,rmenunjukkan adanya perbedaan bentukmikrostruktur serbuk batu kapur sebelumkalsinasi dan sesudahnya. Struktur mikroserbuk sebelum kalsinasi menunjukkan adanyapenggumpalan (aglomerasi) yang besar atauintensif bila dibandingkan pada serbuk HAyang di sinter pada temperatur 600oC selama 2jam, dan untuk lama sinter 3 jam menunjukkanstruktur serbuk yang lebih halus (fine).Meskipun demikian, kedua parameter prosestersebut menghasilkan fasa aragonite kalsiumkarbonat CaCO3 yang merupakan bahan dasarproduksi hidroksiapatit (HA) berbahan lokal.
KESIMPULAN
Berdasarkan Penelitian yang telahdilakukan terkait dengan penggunaan batukapur sebagai salah satu material terapi tulang,di dapatkan kesimpulan bahwa dalam batu lokalterdapat unsur- unsur kalsium karbonat, yangdireaksikan dengan natrium hidrogen posfat danaquades melalui proses hidrotermal untukmemproduksi hidroksiapatit Ca10(PO4)6(OH)2yang menyerupai produk impor. Berdasarkanhasil pengujian XRD, FTIR dan SEM, batukapur propinsi Lampung memiliki kualitas yangbaik untuk memproduksi HA.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-44
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepadaUniversitas Lampung dan Kemenristekdiktiatas bantuan finansialnya melalui dana Hibah.
DAFTAR PUSTAKA
[1] Asrizal, A.R., 2014, Closd Fracture 1/3 MiddleFemure Dextra, Mdula Vol.2 Nomor 3, hlm.
[2] Jamarun, N., Elfiana, S., Arief, S., Djaman, A.,Mufitra., 2016 , Hydroxiapatite Material :Synthesis By Using Precipitation Mthod FromLimestone, Der Pharma Chemica, 8(13): 302-306.
[3] Kosachan, N., Jaroenworaluck, A., Jiemsiriler,S., Jinawath, S., Steven, R., 2015,Hydroxiapatite Nanoparticles Formd Under aWet Mechanochemical,Method, Society ForBiom aterial.
[4] Margeretha Hana, A.M., Fuad .A., Ilmiawati.A.S., Wonoraharjo .S., 2015 , SintesaHydroxyapatite (CA10 ( PO4 )6(OH)2) BerbasisBtu Kapur, Vol5 No 1, hlm.16.
[5] Noviyanti., Jasarudin., Sujiono .H., 2015,Karakterisasi Kalsium Karbonat (Ca (CO3 )) Dari Batu Kap ur Kelurahan Tellu LimpoeKecamatan Suppa, Jurnal Sains Dan PendidikanFisika, Jilid 11 Nomor 2, , hlm. 169

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-45
PENGARUH UKURAN SERBUK LOGAM HASIL PEMESINANTERHADAP KUALITAS SINTERING MAGNESIUM AZ31 UNTUK
APLIKASI BAUT TULANG
Suef Supriyadi1, Ika Kartika2, Yanuar Burhanuddin1, Irza Sukmana1,*
1Jurusan Teknik Mesin, Fakultas Teknik, Universitas Lampung, Jl. Prof. SoemantriBrojonegoro No. 1, Bandar Lampung 35143
2Pusat Penelitian Metalurgi dan Material, Lembaga Ilmu Pengetahuan Indonesia, Gedung 470,Kawasan Puspiptek, Tangerang Selatan - 15314
*Penulis Korespondensi: [email protected]
Abstrak
Magnesium AZ31Memiliki potensi sebagai implan pengganti bagian tubuh dari manusia karena memilikikecocokan pada tubuh manusia magnesium bersifat biokopatibilitas. Porositas dan densitas menentukan hasildari proses sintering, yang dilakukan dengan fariasi ukuran serbuk 56 µm, 100 µm, 200 µm, dan 250 µm. yangdiharapkan implan dari magnesium dapat luruh dalam tubuh. Pemanasan yang dilakukan dengan temperatur450º ditahan selama 45 menit kemudian didinginkan pada temperatur ruang dan kompaksi dengan tekanan 300psi selama 5 menit
Keyword: biomaterial, mampu luruh, biokopatibilitas, sintering, fariasi temperatur
PENDAHULUAN
Industri modern banyak menggunakanmesin-mesin produksi dan komponen alat yangmaju dengan berbagai modifikasi dankemampuan aplikasi. Pada setiap operasimanufaktur mesin produksi untuk mendapatkanproduk sesuai perancangan, dilakukan prosespemotongan dan penghalusan bahan. Prosespermesinan tersebut, dihasilkan dua produkyaitu: produk jadi atau benda kerja dan geram(tatal). Geram (tatal) yang merupakan sisa dariproses pemotongan sampel.
Meningkatnya jumlah bengkel manufakturdi Indonesia biasanya tidak dimanfaatkan ataulangsung dibuang. Limbah hasil prosespemesinan tersebut, yang hingga saat ini masihbelum banyak dimanfaatkan. Limbah yangdigunakan dan dimanfaatkan dari hasi prosespermesinan adalah magnesium. Magnesiumadalah jenis logam yang memiliki nilai luluhsebesar 700º celcius jenis logam ini banyakdigunakan untuk dunia medis karenamagnesium memiliki sifat mudah terdegradasioleh tubuh manusia.
Magnesium aman serta memiliki sifatmudah korosi atau korosif (Gonzalez, 2013).Magnesium yang digunakan dalam penelitian iniadalah AZ31 yaitu memiliki campuran 3 %almunium dan 1 % zink. Penggunaanmagnesium banyak di gunakan dalam berbagaipenelitian diantaranya untuk pengganti tulangmanusia dalam dunia medis. Jenis materialmagnesium AZ31 adalah penelitian yang sedangdikembangkan dengan diberbagai pengujiandalam metalurgi serbuk biomaterial. AZ31adalah jenis material yang sudah diteliti danakan terus dikembangkan mengunakan berbagijenis fariasi pengujian (Gupta, 2016).
Pengunaan magnesium untuk penggantitulang manusia harus mengalami beberapatahapan sebelum dapat digunakan. Padapenelitian yang akan dilakukan tahap pertamayaitu proses penyiapan serbuk magnesiumAZ31, pada tahap ini magnesium yang dipakaiadalah magnesium hasil pemotongan atau tataldari proses permesinan tahap pertama yaitupenyiapan serbuk cara yang dipakai untukmendapat hasil sebuk dari limbah tatal prosespermesinan dengan cara digiling dengan mesin
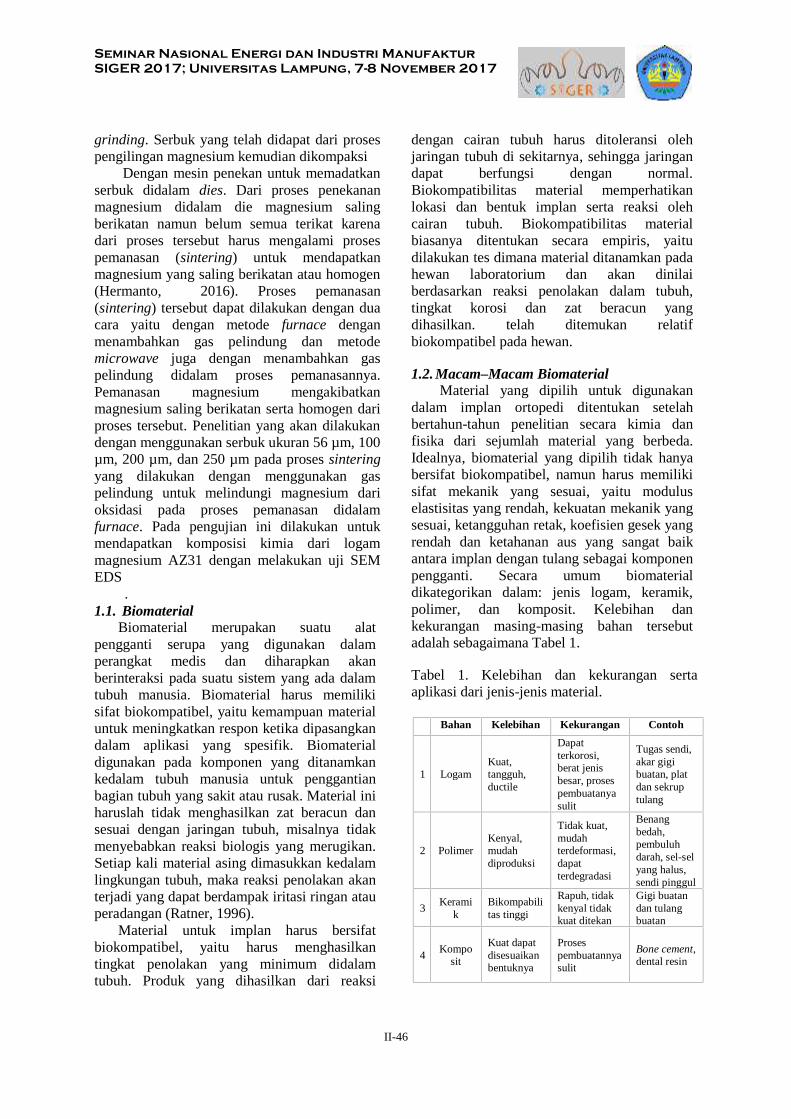
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-46
grinding. Serbuk yang telah didapat dari prosespengilingan magnesium kemudian dikompaksi
Dengan mesin penekan untuk memadatkanserbuk didalam dies. Dari proses penekananmagnesium didalam die magnesium salingberikatan namun belum semua terikat karenadari proses tersebut harus mengalami prosespemanasan (sintering) untuk mendapatkanmagnesium yang saling berikatan atau homogen(Hermanto, 2016). Proses pemanasan(sintering) tersebut dapat dilakukan dengan duacara yaitu dengan metode furnace denganmenambahkan gas pelindung dan metodemicrowave juga dengan menambahkan gaspelindung didalam proses pemanasannya.Pemanasan magnesium mengakibatkanmagnesium saling berikatan serta homogen dariproses tersebut. Penelitian yang akan dilakukandengan menggunakan serbuk ukuran 56 µm, 100µm, 200 µm, dan 250 µm pada proses sinteringyang dilakukan dengan menggunakan gaspelindung untuk melindungi magnesium darioksidasi pada proses pemanasan didalamfurnace. Pada pengujian ini dilakukan untukmendapatkan komposisi kimia dari logammagnesium AZ31 dengan melakukan uji SEMEDS
.1.1. Biomaterial
Biomaterial merupakan suatu alatpengganti serupa yang digunakan dalamperangkat medis dan diharapkan akanberinteraksi pada suatu sistem yang ada dalamtubuh manusia. Biomaterial harus memilikisifat biokompatibel, yaitu kemampuan materialuntuk meningkatkan respon ketika dipasangkandalam aplikasi yang spesifik. Biomaterialdigunakan pada komponen yang ditanamkankedalam tubuh manusia untuk penggantianbagian tubuh yang sakit atau rusak. Material iniharuslah tidak menghasilkan zat beracun dansesuai dengan jaringan tubuh, misalnya tidakmenyebabkan reaksi biologis yang merugikan.Setiap kali material asing dimasukkan kedalamlingkungan tubuh, maka reaksi penolakan akanterjadi yang dapat berdampak iritasi ringan atauperadangan (Ratner, 1996).
Material untuk implan harus bersifatbiokompatibel, yaitu harus menghasilkantingkat penolakan yang minimum didalamtubuh. Produk yang dihasilkan dari reaksi
dengan cairan tubuh harus ditoleransi olehjaringan tubuh di sekitarnya, sehingga jaringandapat berfungsi dengan normal.Biokompatibilitas material memperhatikanlokasi dan bentuk implan serta reaksi olehcairan tubuh. Biokompatibilitas materialbiasanya ditentukan secara empiris, yaitudilakukan tes dimana material ditanamkan padahewan laboratorium dan akan dinilaiberdasarkan reaksi penolakan dalam tubuh,tingkat korosi dan zat beracun yangdihasilkan. telah ditemukan relatifbiokompatibel pada hewan.
1.2. Macam–Macam BiomaterialMaterial yang dipilih untuk digunakan
dalam implan ortopedi ditentukan setelahbertahun-tahun penelitian secara kimia danfisika dari sejumlah material yang berbeda.Idealnya, biomaterial yang dipilih tidak hanyabersifat biokompatibel, namun harus memilikisifat mekanik yang sesuai, yaitu moduluselastisitas yang rendah, kekuatan mekanik yangsesuai, ketangguhan retak, koefisien gesek yangrendah dan ketahanan aus yang sangat baikantara implan dengan tulang sebagai komponenpengganti. Secara umum biomaterialdikategorikan dalam: jenis logam, keramik,polimer, dan komposit. Kelebihan dankekurangan masing-masing bahan tersebutadalah sebagaimana Tabel 1.
Tabel 1. Kelebihan dan kekurangan sertaaplikasi dari jenis-jenis material.
No Bahan Kelebihan Kekurangan Contoh
1 LogamKuat,tangguh,ductile
Dapatterkorosi,berat jenisbesar, prosespembuatanyasulit
Tugas sendi,akar gigibuatan, platdan sekruptulang
2 PolimerKenyal,mudahdiproduksi
Tidak kuat,mudahterdeformasi,dapatterdegradasi
Benangbedah,pembuluhdarah, sel-selyang halus,sendi pinggul
3 Keramik
Bikompabilitas tinggi
Rapuh, tidakkenyal tidakkuat ditekan
Gigi buatandan tulangbuatan
4 Komposit
Kuat dapatdisesuaikanbentuknya
Prosespembuatannyasulit
Bone cement,dental resin
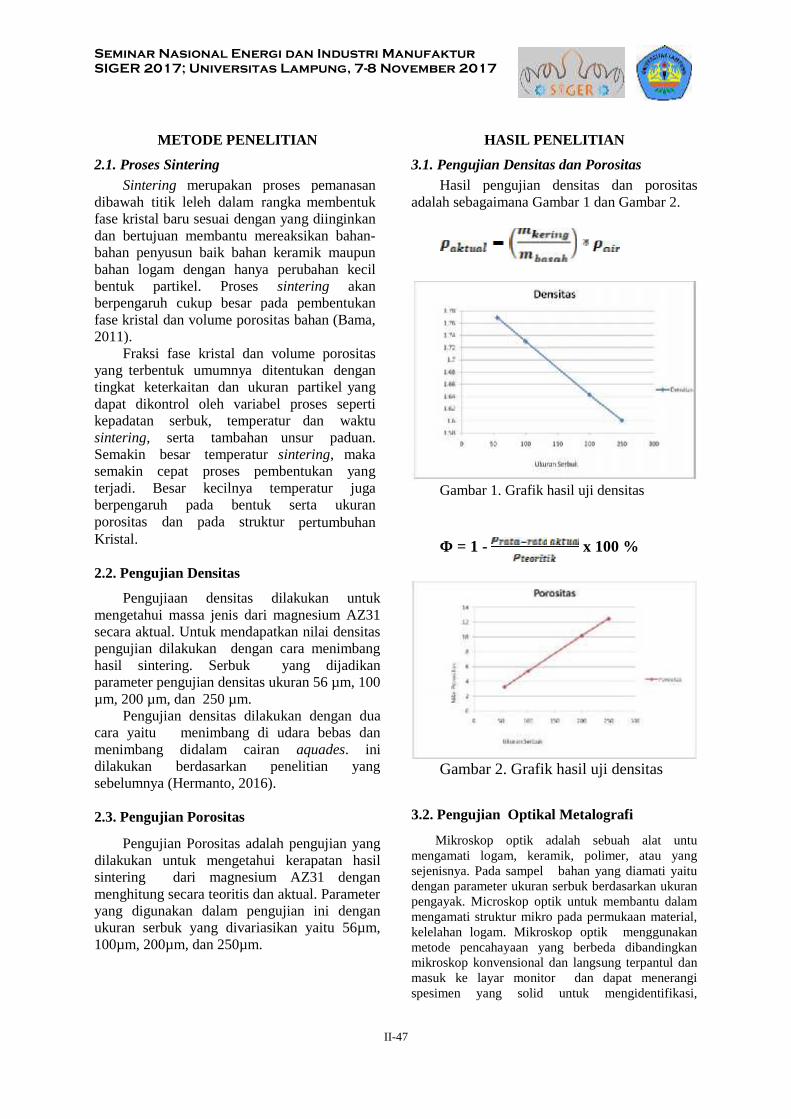
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-47
METODE PENELITIAN
2.1. Proses SinteringSintering merupakan proses pemanasan
dibawah titik leleh dalam rangka membentukfase kristal baru sesuai dengan yang diinginkandan bertujuan membantu mereaksikan bahan-bahan penyusun baik bahan keramik maupunbahan logam dengan hanya perubahan kecilbentuk partikel. Proses sintering akanberpengaruh cukup besar pada pembentukanfase kristal dan volume porositas bahan (Bama,2011).
Fraksi fase kristal dan volume porositasyang terbentuk umumnya ditentukan dengantingkat keterkaitan dan ukuran partikel yangdapat dikontrol oleh variabel proses sepertikepadatan serbuk, temperatur dan waktusintering, serta tambahan unsur paduan.Semakin besar temperatur sintering, makasemakin cepat proses pembentukan yangterjadi. Besar kecilnya temperatur jugaberpengaruh pada bentuk serta ukuranporositas dan pada struktur pertumbuhanKristal.
2.2. Pengujian Densitas
Pengujiaan densitas dilakukan untukmengetahui massa jenis dari magnesium AZ31secara aktual. Untuk mendapatkan nilai densitaspengujian dilakukan dengan cara menimbanghasil sintering. Serbuk yang dijadikanparameter pengujian densitas ukuran 56 µm, 100µm, 200 µm, dan 250 µm.
Pengujian densitas dilakukan dengan duacara yaitu menimbang di udara bebas danmenimbang didalam cairan aquades. inidilakukan berdasarkan penelitian yangsebelumnya (Hermanto, 2016).
2.3. Pengujian Porositas
Pengujian Porositas adalah pengujian yangdilakukan untuk mengetahui kerapatan hasilsintering dari magnesium AZ31 denganmenghitung secara teoritis dan aktual. Parameteryang digunakan dalam pengujian ini denganukuran serbuk yang divariasikan yaitu 56µm,100µm, 200µm, dan 250µm.
HASIL PENELITIAN
3.1. Pengujian Densitas dan PorositasHasil pengujian densitas dan porositas
adalah sebagaimana Gambar 1 dan Gambar 2.
Gambar 1. Grafik hasil uji densitas
Φ = 1 - x 100 %
Gambar 2. Grafik hasil uji densitas
3.2. Pengujian Optikal Metalografi
Mikroskop optik adalah sebuah alat untumengamati logam, keramik, polimer, atau yangsejenisnya. Pada sampel bahan yang diamati yaitudengan parameter ukuran serbuk berdasarkan ukuranpengayak. Microskop optik untuk membantu dalammengamati struktur mikro pada permukaan material,kelelahan logam. Mikroskop optik menggunakanmetode pencahayaan yang berbeda dibandingkanmikroskop konvensional dan langsung terpantul danmasuk ke layar monitor dan dapat menerangispesimen yang solid untuk mengidentifikasi,
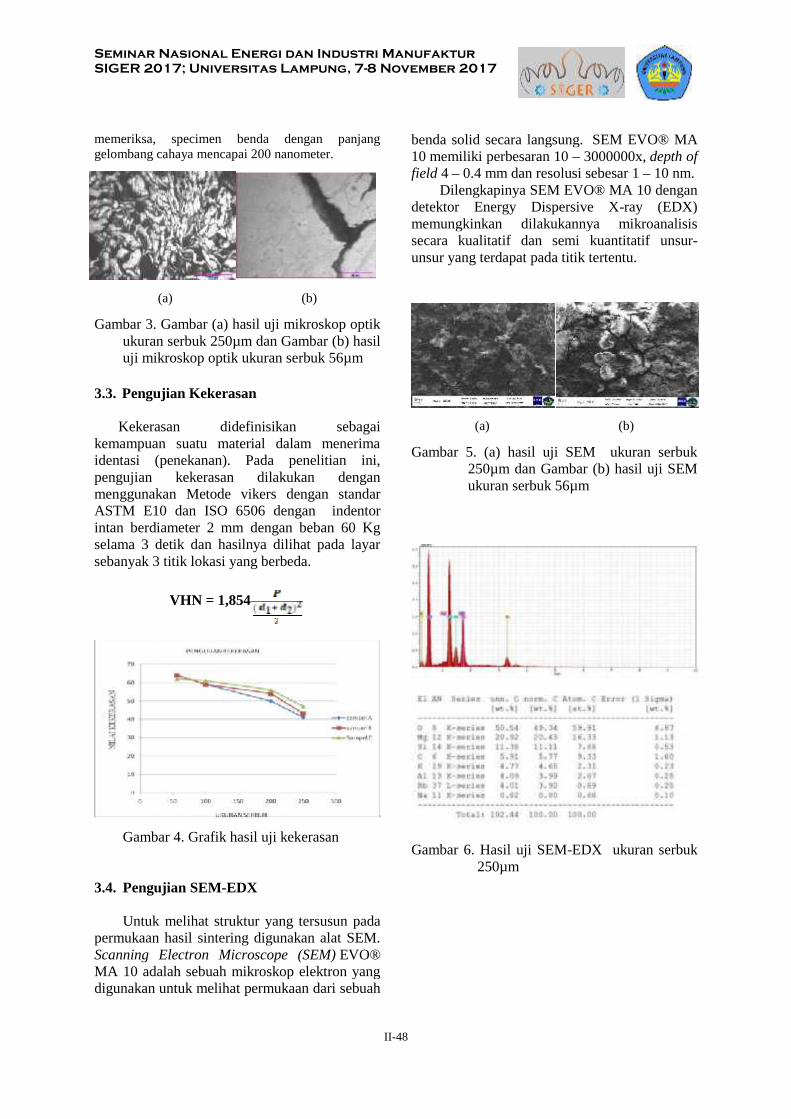
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-48
memeriksa, specimen benda dengan panjanggelombang cahaya mencapai 200 nanometer.
(a) (b)
Gambar 3. Gambar (a) hasil uji mikroskop optikukuran serbuk 250µm dan Gambar (b) hasiluji mikroskop optik ukuran serbuk 56µm
3.3. Pengujian Kekerasan
Kekerasan didefinisikan sebagaikemampuan suatu material dalam menerimaidentasi (penekanan). Pada penelitian ini,pengujian kekerasan dilakukan denganmenggunakan Metode vikers dengan standarASTM E10 dan ISO 6506 dengan indentorintan berdiameter 2 mm dengan beban 60 Kgselama 3 detik dan hasilnya dilihat pada layarsebanyak 3 titik lokasi yang berbeda.
VHN = 1,854
Gambar 4. Grafik hasil uji kekerasan
3.4. Pengujian SEM-EDX
Untuk melihat struktur yang tersusun padapermukaan hasil sintering digunakan alat SEM.Scanning Electron Microscope (SEM) EVO®MA 10 adalah sebuah mikroskop elektron yangdigunakan untuk melihat permukaan dari sebuah
benda solid secara langsung. SEM EVO® MA10 memiliki perbesaran 10 – 3000000x, depth offield 4 – 0.4 mm dan resolusi sebesar 1 – 10 nm.
Dilengkapinya SEM EVO® MA 10 dengandetektor Energy Dispersive X-ray (EDX)memungkinkan dilakukannya mikroanalisissecara kualitatif dan semi kuantitatif unsur-unsur yang terdapat pada titik tertentu.
(a) (b)
Gambar 5. (a) hasil uji SEM ukuran serbuk250µm dan Gambar (b) hasil uji SEMukuran serbuk 56µm
Gambar 6. Hasil uji SEM-EDX ukuran serbuk250µm
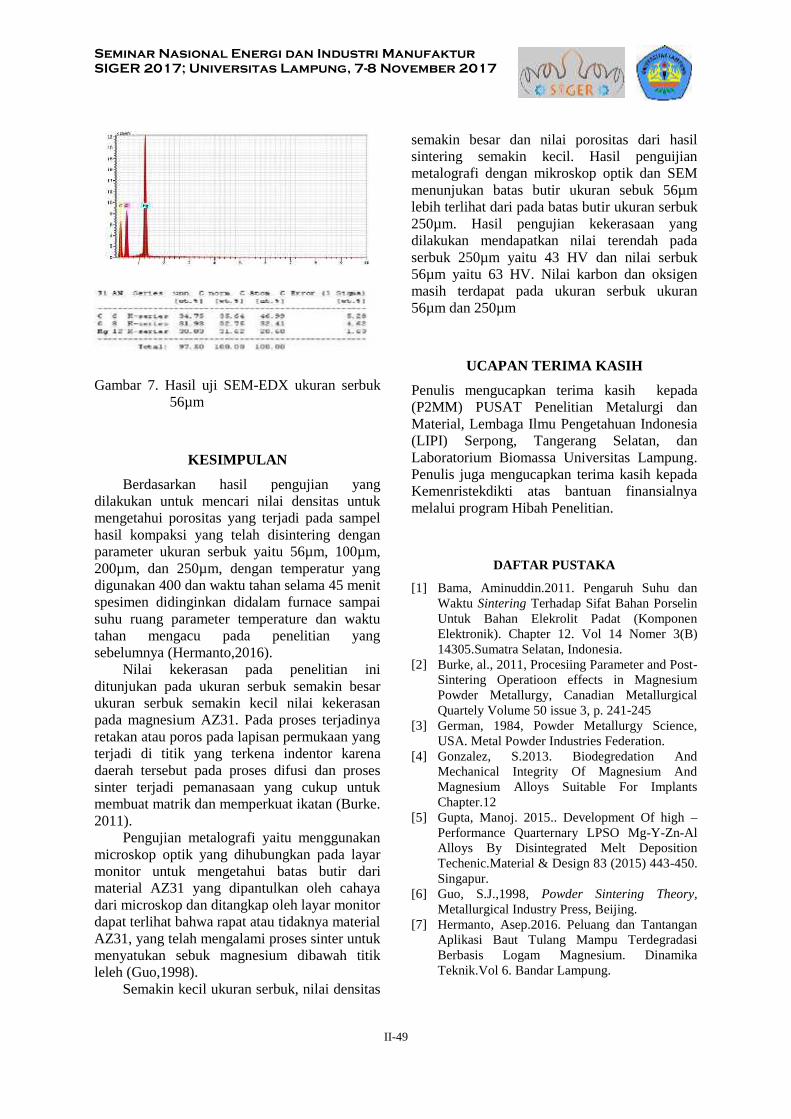
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-49
Gambar 7. Hasil uji SEM-EDX ukuran serbuk56µm
KESIMPULAN
Berdasarkan hasil pengujian yangdilakukan untuk mencari nilai densitas untukmengetahui porositas yang terjadi pada sampelhasil kompaksi yang telah disintering denganparameter ukuran serbuk yaitu 56µm, 100µm,200µm, dan 250µm, dengan temperatur yangdigunakan 400 dan waktu tahan selama 45 menitspesimen didinginkan didalam furnace sampaisuhu ruang parameter temperature dan waktutahan mengacu pada penelitian yangsebelumnya (Hermanto,2016).
Nilai kekerasan pada penelitian iniditunjukan pada ukuran serbuk semakin besarukuran serbuk semakin kecil nilai kekerasanpada magnesium AZ31. Pada proses terjadinyaretakan atau poros pada lapisan permukaan yangterjadi di titik yang terkena indentor karenadaerah tersebut pada proses difusi dan prosessinter terjadi pemanasaan yang cukup untukmembuat matrik dan memperkuat ikatan (Burke.2011).
Pengujian metalografi yaitu menggunakanmicroskop optik yang dihubungkan pada layarmonitor untuk mengetahui batas butir darimaterial AZ31 yang dipantulkan oleh cahayadari microskop dan ditangkap oleh layar monitordapat terlihat bahwa rapat atau tidaknya materialAZ31, yang telah mengalami proses sinter untukmenyatukan sebuk magnesium dibawah titikleleh (Guo,1998).
Semakin kecil ukuran serbuk, nilai densitas
semakin besar dan nilai porositas dari hasilsintering semakin kecil. Hasil penguijianmetalografi dengan mikroskop optik dan SEMmenunjukan batas butir ukuran sebuk 56µmlebih terlihat dari pada batas butir ukuran serbuk250µm. Hasil pengujian kekerasaan yangdilakukan mendapatkan nilai terendah padaserbuk 250µm yaitu 43 HV dan nilai serbuk56µm yaitu 63 HV. Nilai karbon dan oksigenmasih terdapat pada ukuran serbuk ukuran56µm dan 250µm
UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada(P2MM) PUSAT Penelitian Metalurgi danMaterial, Lembaga Ilmu Pengetahuan Indonesia(LIPI) Serpong, Tangerang Selatan, danLaboratorium Biomassa Universitas Lampung.Penulis juga mengucapkan terima kasih kepadaKemenristekdikti atas bantuan finansialnyamelalui program Hibah Penelitian.
DAFTAR PUSTAKA
[1] Bama, Aminuddin.2011. Pengaruh Suhu danWaktu Sintering Terhadap Sifat Bahan PorselinUntuk Bahan Elekrolit Padat (KomponenElektronik). Chapter 12. Vol 14 Nomer 3(B)14305.Sumatra Selatan, Indonesia.
[2] Burke, al., 2011, Procesiing Parameter and Post-Sintering Operatioon effects in MagnesiumPowder Metallurgy, Canadian MetallurgicalQuartely Volume 50 issue 3, p. 241-245
[3] German, 1984, Powder Metallurgy Science,USA. Metal Powder Industries Federation.
[4] Gonzalez, S.2013. Biodegredation AndMechanical Integrity Of Magnesium AndMagnesium Alloys Suitable For ImplantsChapter.12
[5] Gupta, Manoj. 2015.. Development Of high –Performance Quarternary LPSO Mg-Y-Zn-AlAlloys By Disintegrated Melt DepositionTechenic.Material & Design 83 (2015) 443-450.Singapur.
[6] Guo, S.J.,1998, Powder Sintering Theory,Metallurgical Industry Press, Beijing.
[7] Hermanto, Asep.2016. Peluang dan TantanganAplikasi Baut Tulang Mampu TerdegradasiBerbasis Logam Magnesium. DinamikaTeknik.Vol 6. Bandar Lampung.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-50
[8] Ratner, Buddy D. 1996 Biomatrials Sience-anItroduction to Material. Academic Press.UnitedStates Of America
[9] Sujatno, Agus. 2015. Studi Scanning ElectronMicroscopy (SEM) Untuk Karakterisasi ProsesOksidasi Paduan Zirkonium. Jurnal ForumNuklir (JFN), Volume 9, Nomor 2, November2015.
[10] Syanur, Nanda. 2015. Preparasi danKarakterisasi Mekanik Paduan Logam Mg-Ca-Zn Berpori di (P2MM) PUSAT PenelitianMetalurgi dan Material Lembaga IlmuPengetahuan Indonesia Serpong, TangerangSelatan.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-51
Proses Produksi dan Pemanfaatan Pewarna alami Antosianin Kulit MelinjoMerah Pada Makanan dan Minuman
Raskita Saragih1,*, Ermiziar, T.2, Latifa Hanum Lalasari3 ,Yuli Amalia Husnil4
1Jurusan Teknologi Industri Pertanian, Institut Teknologi Indonesia, jl. Raya Puspiptek-Serpong Tangsel-15320. E-mail koresponden: [email protected]
2Jurusan Teknik Kimia, Institut Teknologi Indonesia, Jl. Raya Puspiptek-Serpong Tangsel15320 *E-mail koresponden: [email protected]
3Jurusan Metalurgi dan Material, LIPI, Kawasan Puspiptek GD, 470 Tangerang Selatan15314.E-mail koresponden [email protected]
4Jurusan Teknik Kimia, Institut Teknologi Indonesia, Jl Raya Puspiptek-Serpong Tangsel15320. E-mail koresponden : [email protected]
AbstrakIndustri pengolahan untuk hasil samping (by product) kulit melinjo masih terbatas, pada hal potensi
ketersediaan bahan baku sangat besar dan dapat dimanfaatkan sebagai pewarna pangan alami. Pigmenantosianin sebesar 600,01 mg/dalam 100 g bahan, yang diekstrak dari kulit melinjo warna merah memilikipotensi sebagai food additive yaitu sebagai pewarna alami pada makanan dan minuman (Ermiziar, dkk, 2016)Penerapan teknologi tepat guna dan memanfaatkan antosianin sebagai pewarna alami pada makanan danminuman adalah tujuan yang ingin dicapai dalam penelitian. Ekstraksi antosianin dilakukan dengan caramaserasi kulit melinjo selama 48.jam dalam pelarut bioetanol dengan perbandingan 1:5 dan tambahan asamsitrat sebesar 5%. Pewarna antosianin yang ditambahkan pada makanan seperti agar-agar dan butter creammasing-masing sebesar 100, 150, 200, 250 dan 300 ppm. Pada yoghurt dan syrup formulasi antosianin yangditambahkan sebesar 5,6,7,8,dan 9%. Penambahan antosianin sebasar 300 ppm pada agar-agar dan 150 ppmpada butter cream memberikan hasil warna yang terbaik. Minuman yoghurt dan syrup dengan warna terbaikpada penambahan antosianin sebesar 9%.
Keywords: Antosianin, kulit melinjo merah, butter cream dan yoghurt
PENDAHULUAN
Saat ini fokus pengolahan tanaman melinjomasih pada daging buah yaitu untuk produkemping. Industri pengolahan untuk hasilsampingnya (by product) kulit melinjo masihterbatas, pada hal potensi ketersediaan bahanbaku sangat besar dan dapat dimanfaatkansebagai pewarna pangan alami (500 tonpertahun untuk produksi emping dan sebanyakitu kulit melinjo terbuang, Koran Banten 2009).Teknologi sederhana dan tepat guna untukproses produksi antosianin juga sudah ditelitidan proses ekstraksi menggunakan bioetanoldapat memproduksi antosianin. Penggunaanbioetanol dipilih karena aman untuk makanandan tidak berbahaya bagi kesehatan Hasilpenelitian Ermiziar dkk, 2016, menyebutkanbahwa kulit melinjo mengandung pigmenantosianin sebesar 600,01 mg/100 g.
Penelitian bertujuan untuk menerapkanteknologi sederhana dan tepat guna pada prosesekstraksi antosianin kulit melinjo sertamemanfaatkan antosianin sebagai pewarnaalami pada makanan dan minuman. Pewarnaantosianin diaplikasikan pada makanan agar-agar dan butter cream. Pada minuman dipilihminuman yoghurt dan syrup.
Penggunaan tambahan makanan sepertipewarna diperbolehkan dengan tujuan
1. Mempertahankan nilai gizi makanan2. Untuk mempertahankan mutu atau untuk
memperbaiki sifat organoleptiknyasehingga tidak menyimpang dari sifatalaminya
3. Untuk keperluan pembuatan,pengolahan, penyediaan, perlakuan,pewadahan, pengemasan, pemindahanatau pengangkutan. (Menkes RI, 1988)

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-52
METODE PENELITIAN
Bahan utama yang digunakan dalampenelitian ini adalah pewarna antosianin darikulit melinjo warna merah. Bahan makananyang diuji antara lain agar-agar dan buttercream, untuk minuman dipilih minuman yoghurtdan syrup. Alat yang digunakan blender,evavorator, food processor dan alat-alat analisislainnya.
Kulit melinjo warna merah disortasi dandicuci bersih, kemudian dihaluskanmenggunakan blender dan selanjutnyadimaserasi dalam pelarut bioetanol selama 48jam dengan perbandingan 1:5 serta ditambahkanasam sitrat sebesar 5%. Kemudian disaring danuntuk memperoleh filtrat atau hasil ekstrakberupa antosianin. Selanjtnya hasil ekstrakdievavorasi menggunakan rotary evavorator.Hasil ekstrak seperti pada Gambar 1.
Gambar 1. Hasil Ekstrak Pewarna Antosianin
Rancangan percobaan menggunakanRancangan Acak Kelompok (RAK). Pewarnaantosianin ditambahkan pada agar-agar danbutter cream bervariasi mulai dari 100 ppm,150ppm, 200 ppm, 250 ppm dan 300 ppm . Padaminuman yoghurt dan syrup antosianin yangdigunakan masing-masing sebesar 5,6,7,8 dan9%. Indikator penelitian uji mutu organoleptikmeliputi warna, aroma dan rasa menggunakanskala hedonik mulai dari sangat tidak sukasampai dengan sangat suka dengan skala nilaimulai dari 1 hingga 5. Panelis semi terlatih danjumlah panelis yang digunakan sebanyak 40orang. Penambahan pewarna antosianin padaagar-agar , 100 ppm diberi kode 241, 150 ppmkode 202, 200 ppm dengan kode 073, 250 ppmkode 134 dan 300 ppm kode 025. Untuk buttercream 50 ppm dengan kode 245, 100 ppm kode204, 150 ppm kode 074, 200 ppm kode 132 dan250 ppm kode 021.
Penambahan antosianin pada minumanyoghurt sebesar 5% diberi kode 188, 6% kode285, 7% kode 350, 8% kode 582 dan 9% dengankode 610. Demikian juga pada syruppenambahan 5% dengan kode 566, 6% kode
312, 7% kode 418, 8% kode 106 dan 9% kode207.
Uji aktivitas antioksidan dilakukan padacontoh antosianin yang akan ditambahkan padamakanan dan minuman menggunakan metodaDPPH.
HASIL DAN PEMBAHASAN
Penambahan Antosianin Pada Warna Agar-Agar dan Butter Cream
Hasil uji aplikasi pewarna antosianin padaagar-agar sebanyak 300 ppm, dapat dilihatpada Gambar 2. Gambar 3 hasil aplikasisebanyak 150 ppm pada butter cream. Hasilsidik ragam uji kesukaan warna pada agar-agardapat dilihat pada Tabel 1.
Gambar 2 Gambar 3Agar agar dengan Pewarna Butter Cream dengan
Antosianin Pewarna Antosianin
Tabel 1. Hasil Sidik Ragam Penambahan AntosianinSumber
KeragamanDB JK KT F.Hit F.Tab. 05 01
Perlakuan 4 39,47 98,67 141** 2,37 3,32
Kelompok 39 36,32 0,93
Galat 156 107,73 0,70Total 199 183,52 100,31
Ket : ** = Berbeda sangat nyata
Tabel 1. Menunjukkan bahwa perlakuanpenambahan pewarna antosianin pada agar-agarberbeda sangat nyata. Oleh karena itu perludilakukan uji lanjut Duncan untuk mengetahuipengaruh perbedaan penambahan pewarnaantosianin. Hasil uji lanjut Duncan dapat dilihatpada Tabel 2.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-53
Tabel 2. Hasil Uji DMRT Penambahan Antosianin PadaWarna Agar-agar
Perlakuan Rata-rata Notasi
202 2,60 a
241 2,85 a
073 3,10 b
134 3,53 c
025 3,83 c
Dari Tabel 2 diketahui bahwa penambahanwarna memberi efek yang berbeda,penambahan pewarna antosianin sebesar 300ppm, memperoleh nilai tertinggi 3,83 dan warnaterbaik. Penambahan antosianin tidakmempengaruhi aroma dan rasa agar-agar.Artinya penambahan 300 ppm antosianin jugamemberi nilai terbaik dari segi aroma maupunrasa.
Pada Tabel 3 dapat dilihat Hasil sidikragam penambahan antosianin pada warnabutter cream.
Tabel 3. Hasil Sidik Ragam Penambahan Antosianin PadaWarna Butter Cream
SumberKeragaman
DB JK KT F.Hit F.Tab. 05 01
Perlakuan 4 27,28 6,82 10,65** 2,37 3,32
Kelompok 39 65,76 1,69
Galat 156 100,72 0,64Total 199 193,76 9,15
Ket : ** = Berbeda sangat nyata
Tabel 3 menjelaskan bahwa perlakuanpenambahan pewarna antosianin dari ekstrakkulit melinjo berpengaruh sangat nyata padakesukaaan warna butter cream yang dihasilkan.Uji lanjut Duncan perlu dilakukan untukmengetahui perbedaan nilai tengah antarperlakuan. hasil uji lanjut Duncan (DMRT),dapat dilihat pada Tabel 4.
Penambahan antosianin sebanyak 150 ppmmemperoleh nilai tertinggi 3,87, walau secarastatistik tidak berbeda dengan penambahan 200ppm. Namun untuk efisiensi maka yang dipilihadalah penambahan 150 ppm. Penambahanantosianin tidak mempengaruhi aroma dan rasabutter cream, dengan demikian penambahan 150
ppm terbaik digunakan untuk pewarna padabutter cream.
Tabel 4. Hasil Uji DMRT Penambahan Antosianin PadaWarna Butter Cream
Perlakuan Rata-rata Notasi
245 2,85 a
021 3,25 a
204 3,65 a
132 3,70 b
074 3,87 b
Penambahan Antosianin Pada WarnaMinuman Yoghurt dan Syrup
Hasil uji penambahan pewarna antosianinpada minuman yoghurt dan syrup dengankonsentrasi 5,6,7,8 dan 9%, dapat dilihat padaGambar 3 dan 4. Hasil sidik ragam uji kesukaanwarna pada Yoghurt dan syrup seperti padaTabel 5 dan 6.
Gambar 3. Minuman Yoghurt dengan pewarnaAntosianin
Gambar 4. Minuman Syrup dengan pewarnaAntosianin
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-54
Tabel 5. Hasil Sidik Ragam Penambahan Antosianin PadaWarna Yoghurt
SumberKeragaman
DB JK KT F.Hit F.Tab. 05 01
Perlakuan 4 8,02 2,01 3,37** 2,37 3,32
Kelompok 39 39,75 1,02
Galat 156 92,79 0,59Total 199 193,76 9,15
Ket : ** = Berbeda sangat nyata
Tabel 5. Menunjukkan bahwa perlakuanpenambahan pewarna antosianin pada yoghurtberbeda sangat nyata. Perlu dilakukan uji lanjutDuncan (DMRT) untuk mengetahui pengaruhpenambahan pewarna antosianin. Hasil uji lanjutDuncan dapat dilihat seperti pada Tabel 6.
Tabel 6. Hasil Uji DMRT Penambahan Antosianin PadaWarna Yoghurt
Perlakuan Rata-rata Notasi
188 3,02 a
285 3,09 ab
350 3,15 a
582 3,19 c
610 3,23 c
Dari Tabel 6 diketahui bahwa perlakuan285 berbeda dengan perlakuan 582 dan 610,namun perlakuan 582 sama dengan 610. Artinyapenambahan 8% atau 9% pewarna antosianinmemberikan dampak yang sama pada warnayoghurt. Penambahan 9% pewarna antosianinpada yoghurt memiliki nilai tertinggi sebesar3,23. Penambahan pewarna tidak mempengaruhiaroma dan rasa yoghurt. Dengan demikianpenambahan 9% pewarna antosianinmemberikan nilai terbaik (3,23).
Hasil uji sidik ragam penambahan pewarnaantosianin pada syrup dapat dilihat pada Tabel7.
Tabel 7. Hasil Sidik Ragam Penambahan Antosianin PadaWarna Syrup
SumberKeragaman
DB JK KT F.Hit F.Tab. 05 01
Perlakuan 4 29,32 7,33 17,46** 2,37 3,32
Kelompok 39 40,32 1,03
Galat 156 65,48 0,42Total 199 135,12 8,78
Ket : ** = Berbeda sangat nyata
Tabel 7 menjelaskan bahwa perlakuanpenambahan pewarna kulit melinjo warna merahberpengaruh sangat nyata pada kesukaaan warnasyrup yang dihasilkan. Uji lanjut Duncan perludilakukan untuk mengetahui perbedaan nilaitengah antar perlakuan. hasil uji lanjut Duncan(DMRT), dapat dilihat pada Tabel 8.
Tabel 8. Hasil Uji DMRT Penambahan Antosianin PadaWarna Syrup
Perlakuan Rata-rata Notasi
566 2,40 a
312 2,50 a
418 2,60 ab
106 2,73 b
207 2,90 b
Nilai tertinggi 2,90 pada perlakuan 207,namun hasil uji statistik menjelaskan bahwaperlakuan 207, sama dengan 106 dan 418 dalamhal kesukaan warna. Jadi penambahan 9%pewarna antosianin memberi nilai tertinggi padawarna syrup.
Hasil uji aroma dan rasa minuman yoghurtdan syrup menyatakan bahwa penambahansebanyak 9% pewarna antosianin adalah hasilyang disukai.
Dalam penelitian ini juga diuji nilaiaktifitas antioksidan antosianin yang akandigunakan. Dengan metoda DPPH diperolehnilai aktifitas antioksidan adalah sebesar 8050ppm.
Warna pangan dapat digunakan sebagaiindikator kesegaran produk. Warna agar-agaryang ditambahkan antosianin sebanyak 300 ppmadalah terbaik dan memberi kesegaran danwarna cerah pada agar-agar. Pengolahan agar-
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
II-55
agar dan pencampuran pewarna antosianinsetelah agar-agar matang menyebabkan warnaagar-agar jadi seragam dan merata. Dalampenelitian ini juga dicobakan penambahanantosianin pada bolu kukus, namun karenaproses pengolahan bolu kukus menggunakanuap panas suhu 1000C maka pewarna antosianintidak tahan panas dan terjadi degradasi warnasehingga menyebabkan warna yangditambahkan pada bolu kukus tidak merata danseragam.
Penambahan antosianin pada butter cream,warna terbaik dengan menambahkan 150 ppm.Butter cream yang digunakan sudah siap pakaidan tidak mengalami pengolahan sehinggaketika ditambahkan 150 ppm sudah memberiwarna yang merata dan seragam. Bahan dasarButter cream juga dari minyak atau lemakdimana sesuai sifat antosianin lebih stabil padabahan yang mengandung minyak atau lemak.
Jika dibandingkan antara minuman yoghurtdengan syrup, maka pewarna antosianin lebihstabil dan lebih merata pada yoghurt. Suasanaatau sifat asam dari minuman yoghurtmenyebabkan pewarna antosianin lebih stabil.
KESIMPULAN
Antosianin dapat diproduksi dari kulitmelinjo warna merah menggunakan metodamaserasi selama 48 jam, menggunakan pelarutbioetanol perbandingan 1:5 dan penambahanasam asetat 5%. Antosianin dapatdimanfaatkan sebagai pewarna alami padamakanan dan minuman . Pewarna pangan inidapat diaplikasikan pada makanan seperti padaAgar-agar dan butter cream, dan padaminuman yoghurt dan syrup. Penambahanpewarna antosianin sebanyak 300 ppm padaagar-agar dan 150 ppm pada butter cream,memberi warna yang disukai dan terbaik. Padaminuman yoghurt dan syrup warna terbaikdengan penambahan pewarna antosianinsebanyak 9%.
UCAPAN TERIMA KASIH
Terima kasih untuk Kemenristek Diktiyang mendukung dalam pendanaan Penelitian,
Hibah Unggulan Perguruan Tinggi, Tahunpendanaan 2017/2018. Terima kasih juga untukLP3M ITI yang memberi ijin melaksanakanpenelitian, Terima kasih untuk Kaprodi danLaboratorium TIP yang memfasilitasipelaksanaan penelitian. Terima kasih takterhingga untuk Baldah dan Mutia yangmembantu pengumpulan data penelitian.
DAFTAR PUSTAKA
[1] Cahyadi, W. Analisa dan Aspek KesehatanBahan Tambahan Pangan. Jakarta. BumiAksara. Jakarta. 2006
[2] Ermiziar, T; Raskita Saragih dan Latifa Hanum.Pengembangan Pewarna Food Grade padaMakanan dan Minuman dari Isolasi PigmenAntosianin Kulit Melinjo Warna Merah.Laporan Penelitian hibah Bersaing InstitutTeknologi Indonesia. Serpong. 2015.
[3] Ermiziar, T; Raskita Saragih dan Latifa Hanum.Pengembangan Pewarna Food Grade padaMakanan dan Minuman dari Isolasi PigmenAntosianin Kulit Melinjo Warna Merah.Laporan Akhir Penelitian hibah Bersaing InstitutTeknologi Indonesia. Serpong. 2016.
[4] Koran Banten, Emping Banten Dieksport 500ton pertahun. www.koran banten.com. Diaksespada tanggal 23 Desember 2009..
[5] Menteri Kesehatan RI. Peraturan MenteriKesehatan RI No. 722/Menkes/Per/IX/1988,Tentang Tambahan Bahan Makanan. Diakses tgl01 Oktober 2017

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
1

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-1
Peningkatan Kinerja Termal Heat Pipe dengan Hybrid Nanofluid
Wayan Nata Septiadi1,2*, I K G Wirawan1, I G K Sukadana1, Nandy Putra3
Gemilang Ayu Iswari4
1Teknik Mesin, Fakultas Teknik Universitas UdayanaKampus Bukit Jimbaran Badung-Bali
2Laboratorium Perpindahan Panas Teknik Mesin Universitas Udayana3Departemen Teknik Mesin, Fakultas Teknik Universitas Indonesia
Kampus Baru UI-Depok4Mahasiswa S1 Program Studi Teknik Mesin Universitas Udayana
*E-mail koresponden: [email protected]
AbstractHeat Exchanger is mainly used in process industries, power plant, transportation, electronics etc. The
heat transfer performance of single phase heat transfer fluids, in general, is very poor due to the low values oftheir thermal conductivity. Therefore, one possible route is the use of a two-phase heat exchanger system andincrease the thermal conductivity of the working fluids with the addition of solids such as metals having higherthermal conductivity. The heat pipe is a two-phase heat exchanger which one of its performance is highlyinfluenced by working fluid. Improved heat pipe thermal performance is carried out through the use of hydrideworking fluid based on water. Hybrid nanofluids were synthesized using metal-oxide nanoparticles of 20 nmdispersed in a water-based fluid using an ultrasonic processor. Hybrid nanofluids 0.1%, 0.3%, 0.5%, 0.7% and0.9% volume fractions were injected in straight heat pipes and cascade straight heat pipe with sintered powderwick. Increasing the thermal conductivity of CuO-Al2O3-Water hybrid nanofluid is 42.8% higher than water andhas a significant impact on decreased of heat pipes thermal resistance, both straight heat pipe and cascadestraight heat pipe.Keywords: heat pipe, thermal performance, hybrid nanofluids, thermal conductivity.
AbstrakAlat penukar kalor merupakan teknologi yang banyak digunakan di industri, power plant, transportasi
bahkan teknologi elektronika dan lain lain. Perpindahan panas fase tunggal terkadang tidak mampu mengatasipermasalahan termal yang terdapat pada teknologi, hal ini karena fase tunggal memiliki kemampuanperpindahan panas yang rendah karena konduktivitas termalnya yang rendah. Salah satu cara yang mungkinadalah penggunaan sistem penukar kalor dua fase serta meningkatkan konduktivitas termal fluida kerja denganpenambahan zat padat seperti logam yang memiliki nilai konduktivitas termal yang lebih tinggi. Heat pipemerupakan sistem penukar kalor dua fase yang salah satu kinerjanya sangat dipengaruhi oleh fluida kerja.Peningkatan kinerja termal heat pipe dilakukan melalui penggunaan fluida kerja hybrid nanofluida berbasisfluida dasar air. Hybrid nanofluida disintesa dengan menggunakan nano partikel oksida logam berukuran 20nm yang didispersikan pada fluida dasar air dengan menggunakan ultrasonik prosessor. Hybrid nanofluidadengan fraksi volume 0.1%, 0,3%, 0,5%, 0,7 % dan 0,9% diinjeksikan pada straight heat pipe dan cascadestraight heat pipe bersumbu kapiler sintered powder. Peningkatan konduktivitas termal hybrid nanofluida CuO-Al2O3-Air sebesar 42.8% dari fluida konvensional air berdampak signifikan terhadap penurunan hambatantermal heat pipe, baik straiht heat pipe maupun cascade straight heat pipe.Keywords: heat pipe, kinerja termal, hybrid nanofluid, konduktivitas termal.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-2
PENDAHULUANAlat penukar kalor banyak digunakan
dalam banyak aplikasi teknik, seperti industrikimia, power plant, industri makanan, tekniklingkungan, pengolahan limbah, pengkondisianudara, radiator mobil dan pendinginan[1].Berbagai upaya telah dilakukan untukmeningkatkan laju perpindahan panas pada alatpenukar kalor guna mempercepat perpindahanpanas dan meningkatkan efisiensi energi.Meskipun berbagai teknik telah diterapkanuntuk meningkatkan perpindahan panas, upayatersebut seringkali dibatasi oleh konduktivitastermal yang rendah dari fluida kerja sertamekanisme perpindahan panas satu fasa, dimanahal tersebut membatasi peningkatan kinerja dankekompakan alat penukar kalor[2]. Denganmeningkatnya permintaan teknologi modernuntuk miniaturisasi perangkat teknologi, timbulkebutuhan untuk mengembangkan jenisteknologi penukar kalor dua fasa dengan fluidakerja baru yang memiliki konduktivitas termalyang tinggi yang akan berdampak padaperpindahan panas yang lebih efektif dalam halpeningkatan kinerja termal alat penukarkalor[3].
Heat pipe merupakan alat penukar kaloryang menggunakan prinsip dua fasa sertabersifat pasif yakni dalam sirkulasi fluida kerjaselama proses perpindahan kalor hanyamemanfaatkan tekanan kapilaritas dari sumbukapiler dan tidak menggunakan energi tambahanberupa energi listrik. Banyak penelitianmengenai heat pipe telah dilakukan oleh Putra.,dkk., [4-8] dan Septiadi, dkk [9-11] dimanaheat pipe dengan menggunakan wick berupascreen mesh, sintered powder serta biomaterialtelah dikaji. Penelitian yang dilakukanmenunjukkan bahwa heat pipe memiliki kinerjayang lebih tinggi dibandingkan dengan alatpenukar kalor konvensional. Penggunaan heatpipe juga menunjukkan adanya penurunanhambatan termal pada peningkatan beban kaloryang diserap.
Peningkatan kinerja heat pipe juga seringdikombinasikan dengan fluida kerja nanofluida.Telah terbukti bahwa dispersi sejumlah kecilnanopartikel padat berukuran nano (dibawah 20nm) pada fluida dasar, yang dikenal sebagaifluida nano atau nanofluida, dapat meningkatkan
konduktivitas termal dan memperbaiki kinerjathermal dari sistem perpindahan panas. Konsepcairan nano diciptakan oleh Stephen A.S. Choipada tahun 1995 di Argonne NationalLaboratory di U.S.A. [12]. Cairan nano adalahcampuran koloid di mana sifat-sifat anopartikeldan cairan dasar berkontribusi pada perubahansifat transportasi dan termal dari fluida dasar[13]. Cairan nano secara mendasar ditandai olehfakta bahwa gerak Brown lebih banyak terjadipada cairan nanofluida sehingga mencegahterjadinya aglomerasi. Keblinski dkk. [14] telahmeninjau literatur tentang sifat fluida nano dantantangan masa depan dan melaporkan bahwaperkembangan fluida nano masih terhambat olehbeberapa faktor seperti kurangnya modelproperti teoritis yang baik, serta tingkatkestabilan yang kurang baik yang masih terdapatpada beberapa nanofluida pada penggunaannano partikel yang justru memiliki konduktivitastermal yang tinggi.
Nanokomposit atau nano hybrid,merupakan komposit yang mengandung duapartikel terdispersi berbeda dalam ukurannanometer, merupakan hal penting darinanoteknologi yang mulai diteliti danmengalami perkembangan sangat cepat dibidang sains, teknik material dan energi[15,16].Cairan hybrid nano fluid adalah jenis cairanbaru dari cairan nano, yang dapat disiapkandengan mendispersikan dua atau lebih partikelnano dalam fluida dasar, dengan kata lainnanopartikel hibrida (komposit) kedalam fluidadasar. Sebuah nanopartikel hibrida adalah zatyang menggabungkan sifat fisik dan kimia daribahan penyusun secara bersamaan danmemberikan sifat-sifat ini dalam fase homogen.Selanjutnya, fluida nano hibrida diharapkanmenghasilkan konduktivitas termal yang lebihbaik dibandingkan dengan cairan nano tunggalkarena efek sinergis [17]. Namun penggunaannanomaterial hibrida ini pada fluida dasar belumberkembang seperti itu. Penelitian pada fluidanano hibrida sangat terbatas dan masih banyakpenelitian eksperimental yang masih harusdilakukan. Cairan nano ditemukan sebagaifluida alternative yang memiliki potensi untukberbagai aplikasi. Namun, masih banyaktantangan yang harus diatasi. Tantangan inimeliputi stabilitas jangka panjang dispersi
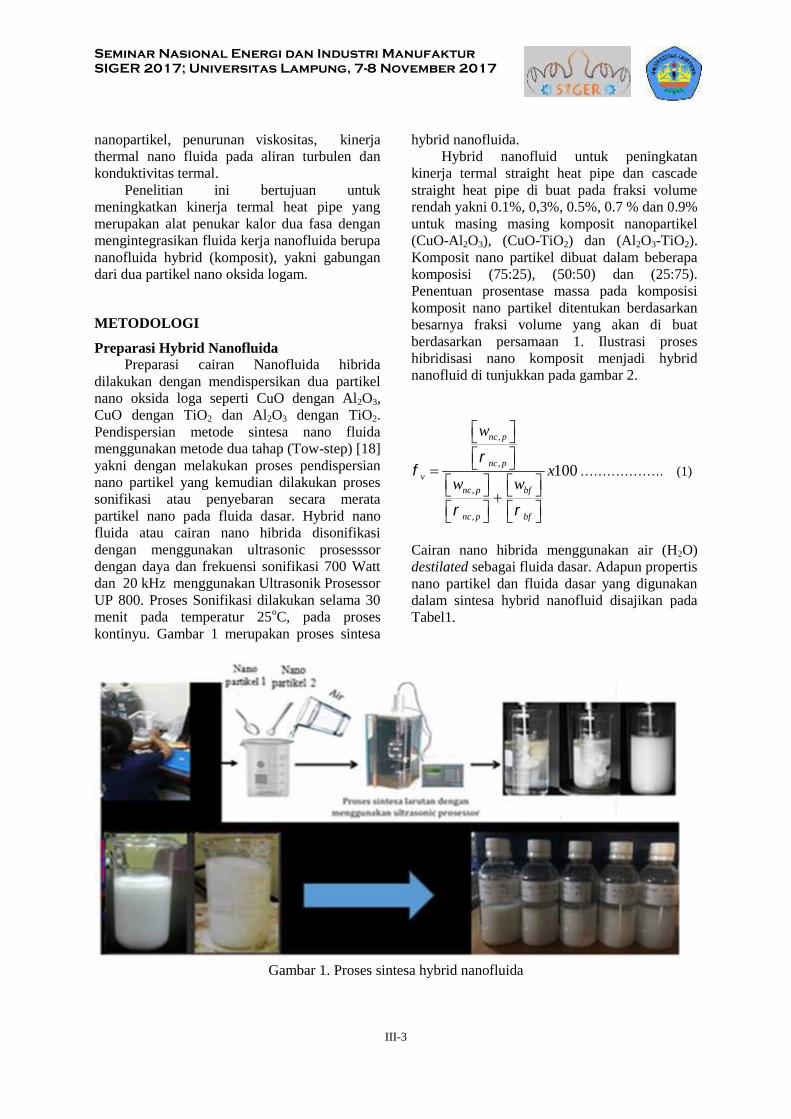
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-3
nanopartikel, penurunan viskositas, kinerjathermal nano fluida pada aliran turbulen dankonduktivitas termal.
Penelitian ini bertujuan untukmeningkatkan kinerja termal heat pipe yangmerupakan alat penukar kalor dua fasa denganmengintegrasikan fluida kerja nanofluida berupananofluida hybrid (komposit), yakni gabungandari dua partikel nano oksida logam.
METODOLOGI
Preparasi Hybrid NanofluidaPreparasi cairan Nanofluida hibrida
dilakukan dengan mendispersikan dua partikelnano oksida loga seperti CuO dengan Al2O3,CuO dengan TiO2 dan Al2O3 dengan TiO2.Pendispersian metode sintesa nano fluidamenggunakan metode dua tahap (Tow-step) [18]yakni dengan melakukan proses pendispersiannano partikel yang kemudian dilakukan prosessonifikasi atau penyebaran secara meratapartikel nano pada fluida dasar. Hybrid nanofluida atau cairan nano hibrida disonifikasidengan menggunakan ultrasonic prosesssordengan daya dan frekuensi sonifikasi 700 Wattdan 20 kHz menggunakan Ultrasonik ProsessorUP 800. Proses Sonifikasi dilakukan selama 30menit pada temperatur 25oC, pada proseskontinyu. Gambar 1 merupakan proses sintesa
hybrid nanofluida.Hybrid nanofluid untuk peningkatan
kinerja termal straight heat pipe dan cascadestraight heat pipe di buat pada fraksi volumerendah yakni 0.1%, 0,3%, 0.5%, 0.7 % dan 0.9%untuk masing masing komposit nanopartikel(CuO-Al2O3), (CuO-TiO2) dan (Al2O3-TiO2).Komposit nano partikel dibuat dalam beberapakomposisi (75:25), (50:50) dan (25:75).Penentuan prosentase massa pada komposisikomposit nano partikel ditentukan berdasarkanbesarnya fraksi volume yang akan di buatberdasarkan persamaan 1. Ilustrasi proseshibridisasi nano komposit menjadi hybridnanofluid di tunjukkan pada gambar 2.
,
,
,
,
100
nc p
nc pv
nc p bf
nc p bf
w
xw w
………………. (1)
Cairan nano hibrida menggunakan air (H2O)destilated sebagai fluida dasar. Adapun propertisnano partikel dan fluida dasar yang digunakandalam sintesa hybrid nanofluid disajikan padaTabel1.
Gambar 1. Proses sintesa hybrid nanofluida
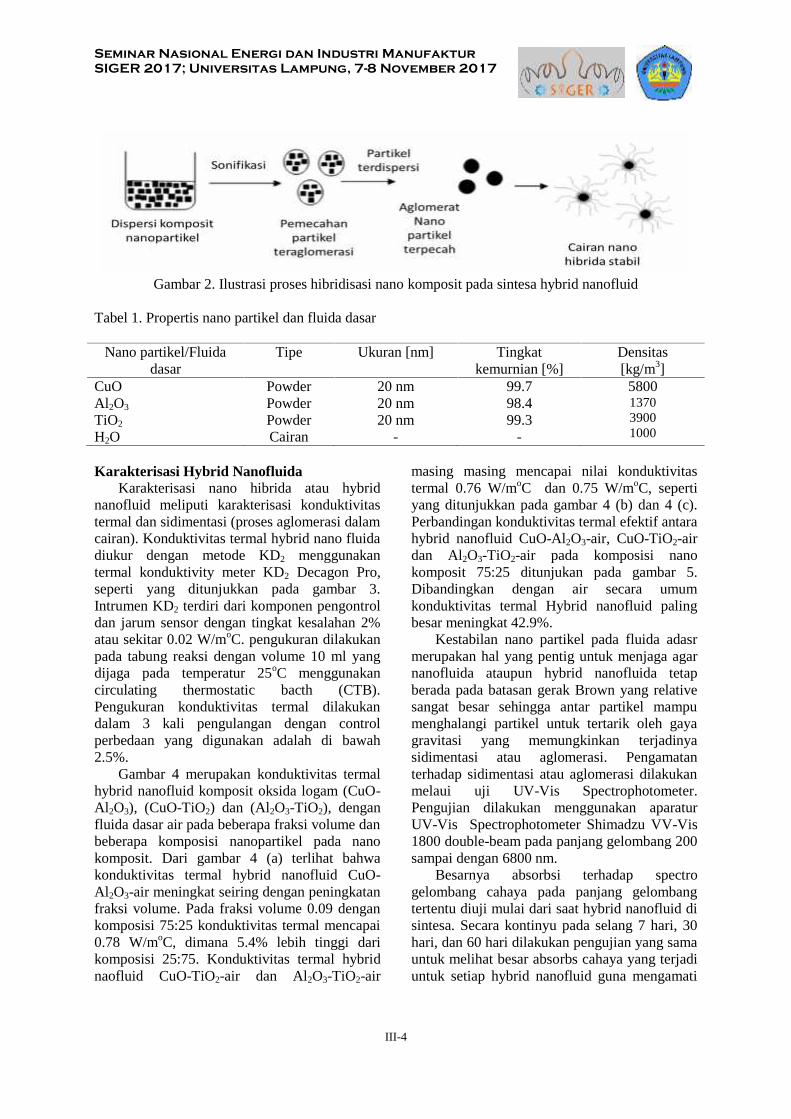
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-4
Gambar 2. Ilustrasi proses hibridisasi nano komposit pada sintesa hybrid nanofluid
Tabel 1. Propertis nano partikel dan fluida dasar
Nano partikel/Fluidadasar
Tipe Ukuran [nm] Tingkatkemurnian [%]
Densitas[kg/m3]
CuOAl2O3TiO2H2O
PowderPowderPowderCairan
20 nm20 nm20 nm
-
99.798.499.3
-
5800137039001000
Karakterisasi Hybrid NanofluidaKarakterisasi nano hibrida atau hybrid
nanofluid meliputi karakterisasi konduktivitastermal dan sidimentasi (proses aglomerasi dalamcairan). Konduktivitas termal hybrid nano fluidadiukur dengan metode KD2 menggunakantermal konduktivity meter KD2 Decagon Pro,seperti yang ditunjukkan pada gambar 3.Intrumen KD2 terdiri dari komponen pengontroldan jarum sensor dengan tingkat kesalahan 2%atau sekitar 0.02 W/moC. pengukuran dilakukanpada tabung reaksi dengan volume 10 ml yangdijaga pada temperatur 25oC menggunakancirculating thermostatic bacth (CTB).Pengukuran konduktivitas termal dilakukandalam 3 kali pengulangan dengan controlperbedaan yang digunakan adalah di bawah2.5%.
Gambar 4 merupakan konduktivitas termalhybrid nanofluid komposit oksida logam (CuO-Al2O3), (CuO-TiO2) dan (Al2O3-TiO2), denganfluida dasar air pada beberapa fraksi volume danbeberapa komposisi nanopartikel pada nanokomposit. Dari gambar 4 (a) terlihat bahwakonduktivitas termal hybrid nanofluid CuO-Al2O3-air meningkat seiring dengan peningkatanfraksi volume. Pada fraksi volume 0.09 dengankomposisi 75:25 konduktivitas termal mencapai0.78 W/moC, dimana 5.4% lebih tinggi darikomposisi 25:75. Konduktivitas termal hybridnaofluid CuO-TiO2-air dan Al2O3-TiO2-air
masing masing mencapai nilai konduktivitastermal 0.76 W/moC dan 0.75 W/moC, sepertiyang ditunjukkan pada gambar 4 (b) dan 4 (c).Perbandingan konduktivitas termal efektif antarahybrid nanofluid CuO-Al2O3-air, CuO-TiO2-airdan Al2O3-TiO2-air pada komposisi nanokomposit 75:25 ditunjukan pada gambar 5.Dibandingkan dengan air secara umumkonduktivitas termal Hybrid nanofluid palingbesar meningkat 42.9%.
Kestabilan nano partikel pada fluida adasrmerupakan hal yang pentig untuk menjaga agarnanofluida ataupun hybrid nanofluida tetapberada pada batasan gerak Brown yang relativesangat besar sehingga antar partikel mampumenghalangi partikel untuk tertarik oleh gayagravitasi yang memungkinkan terjadinyasidimentasi atau aglomerasi. Pengamatanterhadap sidimentasi atau aglomerasi dilakukanmelaui uji UV-Vis Spectrophotometer.Pengujian dilakukan menggunakan aparaturUV-Vis Spectrophotometer Shimadzu VV-Vis1800 double-beam pada panjang gelombang 200sampai dengan 6800 nm.
Besarnya absorbsi terhadap spectrogelombang cahaya pada panjang gelombangtertentu diuji mulai dari saat hybrid nanofluid disintesa. Secara kontinyu pada selang 7 hari, 30hari, dan 60 hari dilakukan pengujian yang samauntuk melihat besar absorbs cahaya yang terjadiuntuk setiap hybrid nanofluid guna mengamati
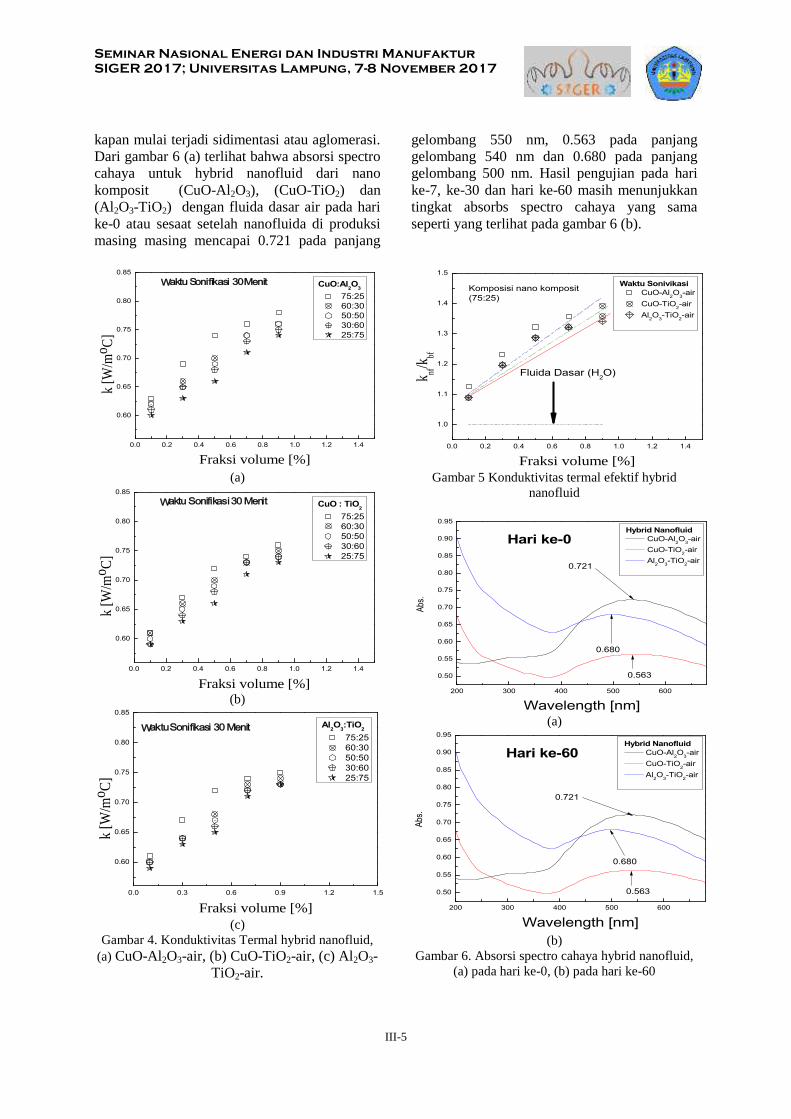
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-5
kapan mulai terjadi sidimentasi atau aglomerasi.Dari gambar 6 (a) terlihat bahwa absorsi spectrocahaya untuk hybrid nanofluid dari nanokomposit (CuO-Al2O3), (CuO-TiO2) dan(Al2O3-TiO2) dengan fluida dasar air pada harike-0 atau sesaat setelah nanofluida di produksimasing masing mencapai 0.721 pada panjang
gelombang 550 nm, 0.563 pada panjanggelombang 540 nm dan 0.680 pada panjanggelombang 500 nm. Hasil pengujian pada harike-7, ke-30 dan hari ke-60 masih menunjukkantingkat absorbs spectro cahaya yang samaseperti yang terlihat pada gambar 6 (b).
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
0.60
0.65
0.70
0.75
0.80
0.85
WaktuSonifikasi 30Menit
k[W
/mo C]
Fraksi volume [%]
CuO:Al2O3
75:25 60:30 50:50 30:60 25:75
(a)
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
0.60
0.65
0.70
0.75
0.80
0.85
WaktuSonifikasi30Menit
k[W
/mo C]
Fraksi volume [%]
CuO : TiO2
75:25 60:30 50:50 30:60 25:75
(b)
0.0 0.3 0.6 0.9 1.2 1.5
0.60
0.65
0.70
0.75
0.80
0.85
WaktuSonifikasi 30Menit
k[W
/mo C]
Fraksi volume [%]
Al2O3:TiO2
75:25 60:30 50:50 30:60 25:75
(c)Gambar 4. Konduktivitas Termal hybrid nanofluid,
(a) CuO-Al2O3-air, (b) CuO-TiO2-air, (c) Al2O3-TiO2-air.
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
1.0
1.1
1.2
1.3
1.4
1.5
k nf/k bf
Fraksi volume [%]
Waktu Sonivikasi CuO-Al2O3-air CuO-TiO2-air Al2O3-TiO2-air
Fluida Dasar (H2O)
Komposisi nano komposit(75:25)
Gambar 5 Konduktivitas termal efektif hybridnanofluid
200 300 400 500 600
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
0.563
0.680
Abs.
Wavelength [nm]
Hybrid Nanofluid CuO-Al2O3-air CuO-TiO2-air Al2O3-TiO2-air
Hari ke-0
0.721
(a)
200 300 400 500 600
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
0.563
0.680
Abs.
Wavelength [nm]
Hybrid Nanofluid CuO-Al2O3-air CuO-TiO2-air Al2O3-TiO2-air
Hari ke-60
0.721
(b)Gambar 6. Absorsi spectro cahaya hybrid nanofluid,
(a) pada hari ke-0, (b) pada hari ke-60
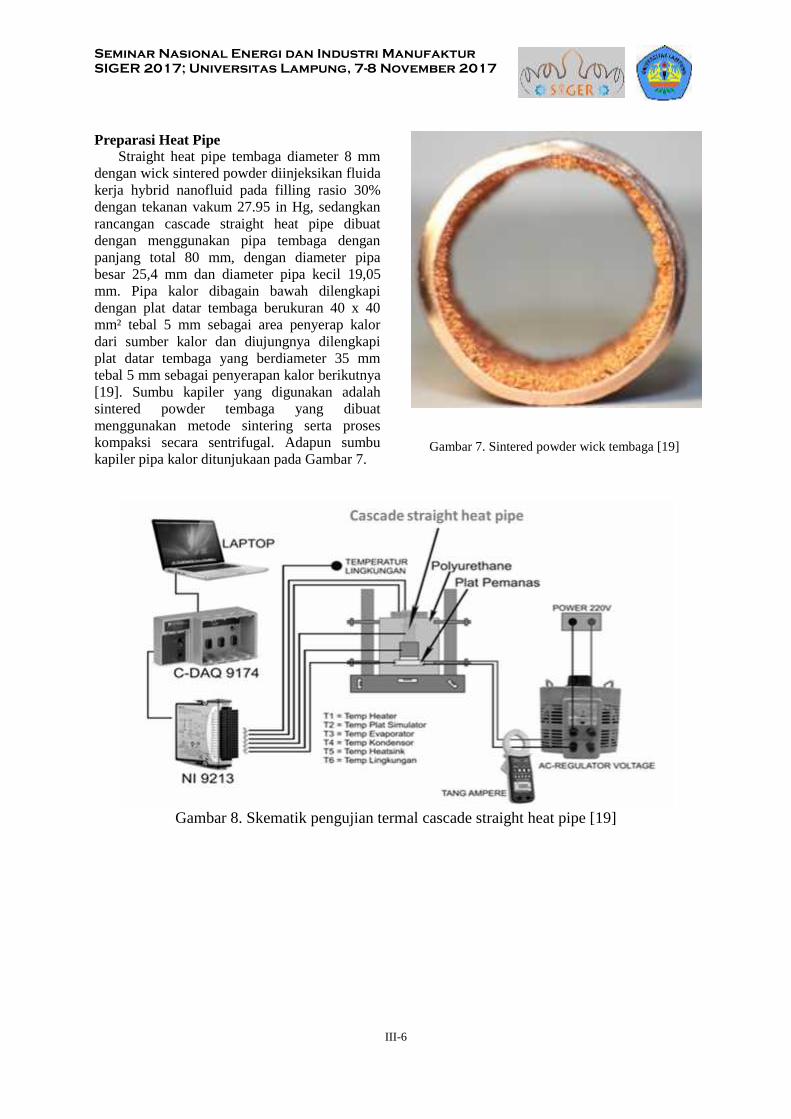
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-6
Preparasi Heat PipeStraight heat pipe tembaga diameter 8 mm
dengan wick sintered powder diinjeksikan fluidakerja hybrid nanofluid pada filling rasio 30%dengan tekanan vakum 27.95 in Hg, sedangkanrancangan cascade straight heat pipe dibuatdengan menggunakan pipa tembaga denganpanjang total 80 mm, dengan diameter pipabesar 25,4 mm dan diameter pipa kecil 19,05mm. Pipa kalor dibagain bawah dilengkapidengan plat datar tembaga berukuran 40 x 40mm² tebal 5 mm sebagai area penyerap kalordari sumber kalor dan diujungnya dilengkapiplat datar tembaga yang berdiameter 35 mmtebal 5 mm sebagai penyerapan kalor berikutnya[19]. Sumbu kapiler yang digunakan adalahsintered powder tembaga yang dibuatmenggunakan metode sintering serta proseskompaksi secara sentrifugal. Adapun sumbukapiler pipa kalor ditunjukaan pada Gambar 7.
Gambar 7. Sintered powder wick tembaga [19]
Gambar 8. Skematik pengujian termal cascade straight heat pipe [19]

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-7
Pengujian Kinerja Termal Heat PipePengujian termal cascade straight heat pipe
dilakukan dengan menset-up apartur penelitianseperti terlihat pada Gambar 8. Cascade heatpipe diberikan pembebanan melalui platsimulator yang di atur melalui voltage regulatordengan tingkat pembebanan dari 9,24 Wattsampai dengan 46,22 Watt. Untuk menjagakerugian kalor, pipa kalor dan plat simulatordiisolasi dengan menggunakan polyurethanedengan konduktivitas termal 0,02 W/moC.Pengukuran temperatur dilakukan denganmenggunakan data Aquisisi c-DAQ 9174 danmodul temparatur NI 9213 denganmenggunakan sersor temperatur termokopeltipe-K yang dipasang pada bagian plat simulatorpermukaan bawah dan atas, evaporator 1,evaporator 2, kondensor serta pada bagian heat-sink.
Hambatan termal pipa kalor dihitungmelalui persamaan:
1 1 2 2
1 2
e c e e e cpkb
in in e in e
T T T T T TRQ Q Q
(1)
Dimana Te1, Te2 dan Tc masing-masingmerupakan temperatur pada evaporator tingkatpertama, temperatur evaporator pada tingkat kedua dan temperatur kondensor (oC). Qin-e1 danQin-e2 merupakan beban kalor yang di serapoleh evaporator tingkat pertama dan tingkat kedua (Watt) serta Rpkb merupakan hambatantermal total pipa kalor bertingkat (oC/Watt).
HASIL DAN PEMBAHASAN
Hambatan Termal Straight Heat PipeGambar 9 merupakan nilai hambatan termal
straight heat pie dengan fluida kerja hybridnanofluid CuO-Al2O3-Air dengan komposisi75% CuO dan 25% Al2O3 pada fraksi volume0,01, 0,03, 0,05, 0,07 dan 0,009 yang disonifikasi selama 30 menit. Dari gambar terlihatbahwa fraksi volume 0.05 memeberikan nilaihambatan termal paling rendah dibandingkandengan hambatan termal pada fraksi volumeyang lainnya yakni mencapai 0.26 oC/W.
Penggunaan fluida kerja hybrid nanofluid padastraight heat pipe juga memperlihatkan adanyapenurunan nilai hambatan termal dibandingkandengan pemakaian fluida kerja konvensional air[20].
Penurunan hambatan termal straight heatpipe pada pemakaian fluida kerja hybridnanofluid CuO-Al2O3-Air dikarenakan hybridnanofluid memiliki konduktivitas termal yanglebih tinggi dibandingkan dengan air. Darigambar terlihat bahwa fraksi volume 0.05memberikan nilai hambatan termal yang palingrendah dibandingkan dengan fraksi volume yanglain, hal ini dikarenakan pada tingkat fraksivolume 0.05 nilai konduktivitas termal yangtinggi masih mendominasi dibandingkan dengannilai viskositas sehingga walaupun fraksivolume 0.07 dan 0.09 memiliki nilaikonduktivitas termal yang lebih tinggi akantetapi pada proses laju perpindahan kalor, fraksivolume ini memiliki kendala pada proses lajuperpindahan kalor secara keseluruhan.
Perbandingan antara hambatan termal straigheat pipe pada penggunaan fluida kerja hybridnanofluid CuO-Al2O3-air, CuO-TiO2-air danAl2O3-TiO2-air diperlihatkan pada gambar 10.Dari gambar terlihat bahwa cairan hibrida CuO-Al2O3-air memberikan nilai hambatan termalheat pipe paling rendah, dimana nilai hambatantermal terendah untuk masing masing fluidakerja hybrid nanofluid CuO-Al2O3-air, CuO-TiO2-air dan Al2O3-TiO2-air antara lainmencapai 0.26 oC/W, 0.32 oC/W dan 0.38 oC/W.Hal ini waja karena memang nilai konduktivitastermal hybrid nanofluid CuO-Al2O3-air lebihbesar dibandingkan dengan hybrid nanofluidCuO-TiO2-air dan Al2O3-TiO2-air. Nilaikonduktivitas termal yang lebih tinggi tentunyaakan mempengaruhi laju perpindahan kalor didalam heat pipe sehingga beda temperatur antarabagian evaporator dengan bagian kondensormenjadi kecil. Hal ini tentunya akanberpengaruh terhadap nilai hambatan termalheat pipe secara keseluruhan.
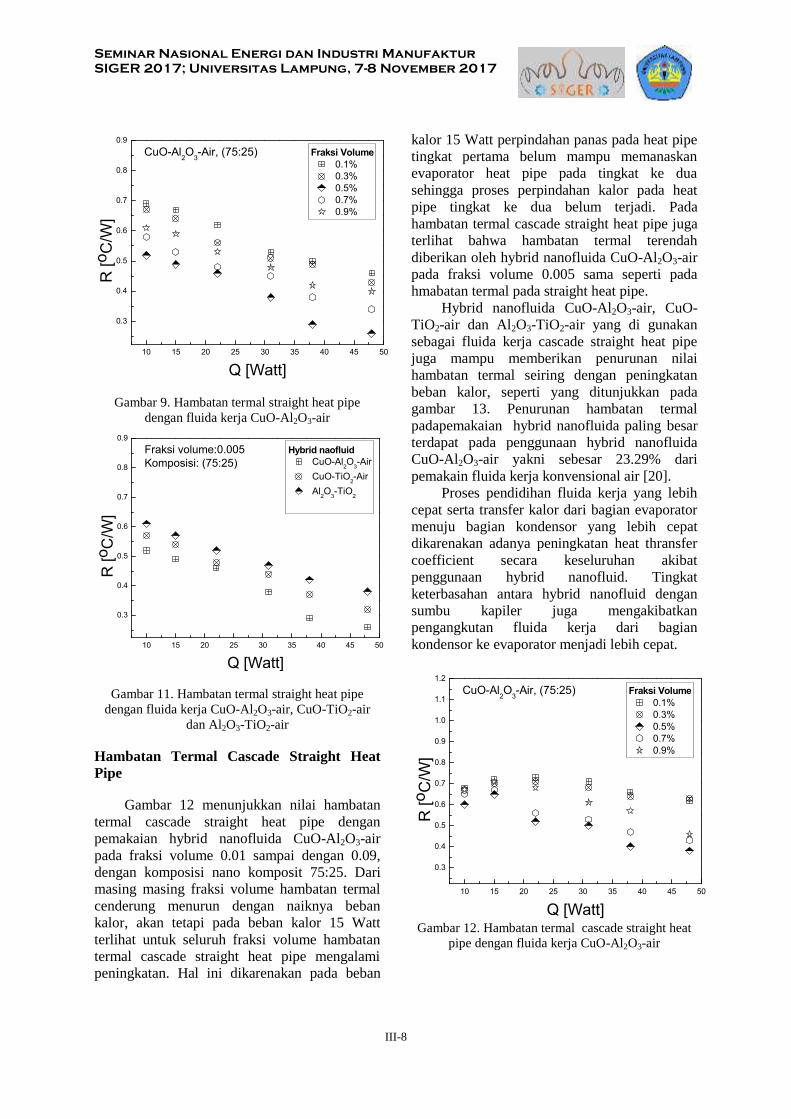
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-8
10 15 20 25 30 35 40 45 50
0.3
0.4
0.5
0.6
0.7
0.8
0.9Fraksi Volume
0.1% 0.3% 0.5% 0.7% 0.9%
R[o
C/W
]
Q [Watt]
CuO-Al2O3-Air, (75:25)
Gambar 9. Hambatan termal straight heat pipedengan fluida kerja CuO-Al2O3-air
10 15 20 25 30 35 40 45 50
0.3
0.4
0.5
0.6
0.7
0.8
0.9Hybrid naofluid
CuO-Al2O3-Air CuO-TiO2-Air Al2O3-TiO2
R[o
C/W
]
Q [Watt]
Fraksi volume:0.005Komposisi: (75:25)
Gambar 11. Hambatan termal straight heat pipedengan fluida kerja CuO-Al2O3-air, CuO-TiO2-air
dan Al2O3-TiO2-air
Hambatan Termal Cascade Straight HeatPipe
Gambar 12 menunjukkan nilai hambatantermal cascade straight heat pipe denganpemakaian hybrid nanofluida CuO-Al2O3-airpada fraksi volume 0.01 sampai dengan 0.09,dengan komposisi nano komposit 75:25. Darimasing masing fraksi volume hambatan termalcenderung menurun dengan naiknya bebankalor, akan tetapi pada beban kalor 15 Wattterlihat untuk seluruh fraksi volume hambatantermal cascade straight heat pipe mengalamipeningkatan. Hal ini dikarenakan pada beban
kalor 15 Watt perpindahan panas pada heat pipetingkat pertama belum mampu memanaskanevaporator heat pipe pada tingkat ke duasehingga proses perpindahan kalor pada heatpipe tingkat ke dua belum terjadi. Padahambatan termal cascade straight heat pipe jugaterlihat bahwa hambatan termal terendahdiberikan oleh hybrid nanofluida CuO-Al2O3-airpada fraksi volume 0.005 sama seperti padahmabatan termal pada straight heat pipe.
Hybrid nanofluida CuO-Al2O3-air, CuO-TiO2-air dan Al2O3-TiO2-air yang di gunakansebagai fluida kerja cascade straight heat pipejuga mampu memberikan penurunan nilaihambatan termal seiring dengan peningkatanbeban kalor, seperti yang ditunjukkan padagambar 13. Penurunan hambatan termalpadapemakaian hybrid nanofluida paling besarterdapat pada penggunaan hybrid nanofluidaCuO-Al2O3-air yakni sebesar 23.29% daripemakain fluida kerja konvensional air [20].
Proses pendidihan fluida kerja yang lebihcepat serta transfer kalor dari bagian evaporatormenuju bagian kondensor yang lebih cepatdikarenakan adanya peningkatan heat thransfercoefficient secara keseluruhan akibatpenggunaan hybrid nanofluid. Tingkatketerbasahan antara hybrid nanofluid dengansumbu kapiler juga mengakibatkanpengangkutan fluida kerja dari bagiankondensor ke evaporator menjadi lebih cepat.
10 15 20 25 30 35 40 45 50
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2Fraksi Volume
0.1% 0.3% 0.5% 0.7% 0.9%
R[o
C/W
]
Q [Watt]
CuO-Al2O3-Air, (75:25)
Gambar 12. Hambatan termal cascade straight heatpipe dengan fluida kerja CuO-Al2O3-air
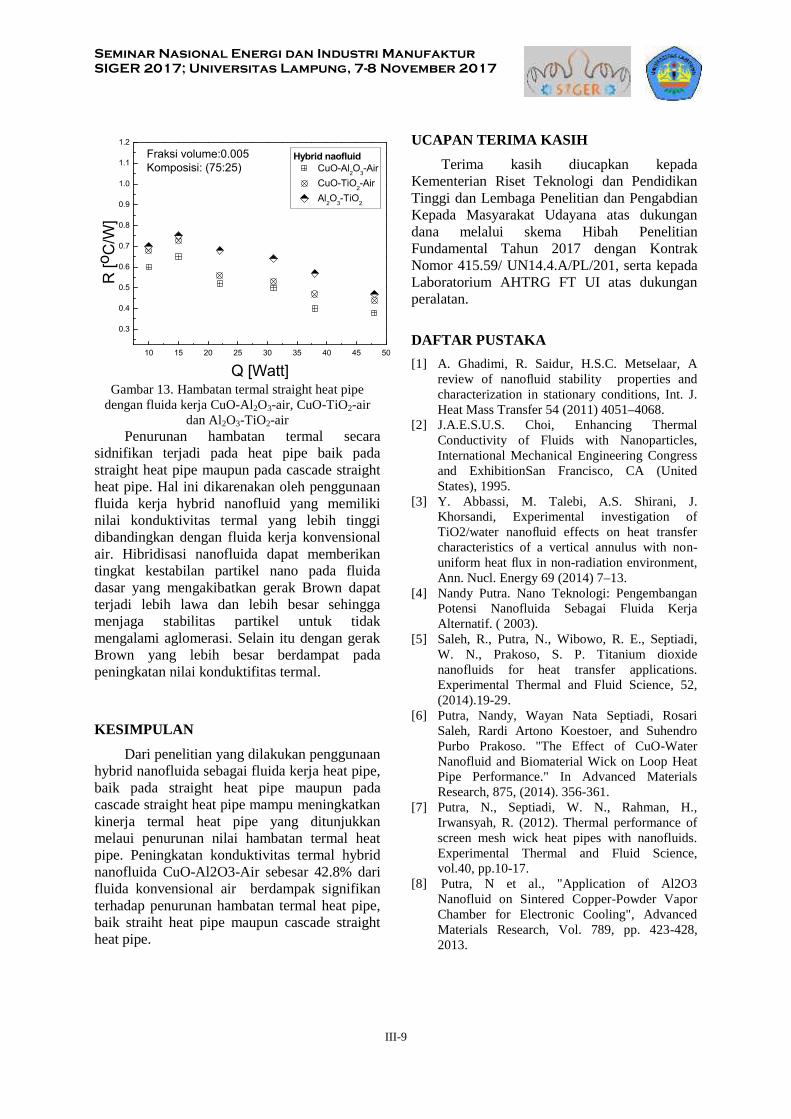
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-9
10 15 20 25 30 35 40 45 50
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
Hybrid naofluid CuO-Al2O3-Air CuO-TiO2-Air Al2O3-TiO2
R[o
C/W
]
Q [Watt]
Fraksi volume:0.005Komposisi: (75:25)
Gambar 13. Hambatan termal straight heat pipedengan fluida kerja CuO-Al2O3-air, CuO-TiO2-air
dan Al2O3-TiO2-airPenurunan hambatan termal secara
sidnifikan terjadi pada heat pipe baik padastraight heat pipe maupun pada cascade straightheat pipe. Hal ini dikarenakan oleh penggunaanfluida kerja hybrid nanofluid yang memilikinilai konduktivitas termal yang lebih tinggidibandingkan dengan fluida kerja konvensionalair. Hibridisasi nanofluida dapat memberikantingkat kestabilan partikel nano pada fluidadasar yang mengakibatkan gerak Brown dapatterjadi lebih lawa dan lebih besar sehinggamenjaga stabilitas partikel untuk tidakmengalami aglomerasi. Selain itu dengan gerakBrown yang lebih besar berdampat padapeningkatan nilai konduktifitas termal.
KESIMPULAN
Dari penelitian yang dilakukan penggunaanhybrid nanofluida sebagai fluida kerja heat pipe,baik pada straight heat pipe maupun padacascade straight heat pipe mampu meningkatkankinerja termal heat pipe yang ditunjukkanmelaui penurunan nilai hambatan termal heatpipe. Peningkatan konduktivitas termal hybridnanofluida CuO-Al2O3-Air sebesar 42.8% darifluida konvensional air berdampak signifikanterhadap penurunan hambatan termal heat pipe,baik straiht heat pipe maupun cascade straightheat pipe.
UCAPAN TERIMA KASIHTerima kasih diucapkan kepada
Kementerian Riset Teknologi dan PendidikanTinggi dan Lembaga Penelitian dan PengabdianKepada Masyarakat Udayana atas dukungandana melalui skema Hibah PenelitianFundamental Tahun 2017 dengan KontrakNomor 415.59/ UN14.4.A/PL/201, serta kepadaLaboratorium AHTRG FT UI atas dukunganperalatan.
DAFTAR PUSTAKA[1] A. Ghadimi, R. Saidur, H.S.C. Metselaar, A
review of nanofluid stability properties andcharacterization in stationary conditions, Int. J.Heat Mass Transfer 54 (2011) 4051–4068.
[2] J.A.E.S.U.S. Choi, Enhancing ThermalConductivity of Fluids with Nanoparticles,International Mechanical Engineering Congressand ExhibitionSan Francisco, CA (UnitedStates), 1995.
[3] Y. Abbassi, M. Talebi, A.S. Shirani, J.Khorsandi, Experimental investigation ofTiO2/water nanofluid effects on heat transfercharacteristics of a vertical annulus with non-uniform heat flux in non-radiation environment,Ann. Nucl. Energy 69 (2014) 7–13.
[4] Nandy Putra. Nano Teknologi: PengembanganPotensi Nanofluida Sebagai Fluida KerjaAlternatif. ( 2003).
[5] Saleh, R., Putra, N., Wibowo, R. E., Septiadi,W. N., Prakoso, S. P. Titanium dioxidenanofluids for heat transfer applications.Experimental Thermal and Fluid Science, 52,(2014).19-29.
[6] Putra, Nandy, Wayan Nata Septiadi, RosariSaleh, Rardi Artono Koestoer, and SuhendroPurbo Prakoso. "The Effect of CuO-WaterNanofluid and Biomaterial Wick on Loop HeatPipe Performance." In Advanced MaterialsResearch, 875, (2014). 356-361.
[7] Putra, N., Septiadi, W. N., Rahman, H.,Irwansyah, R. (2012). Thermal performance ofscreen mesh wick heat pipes with nanofluids.Experimental Thermal and Fluid Science,vol.40, pp.10-17.
[8] Putra, N et al., "Application of Al2O3Nanofluid on Sintered Copper-Powder VaporChamber for Electronic Cooling", AdvancedMaterials Research, Vol. 789, pp. 423-428,2013.
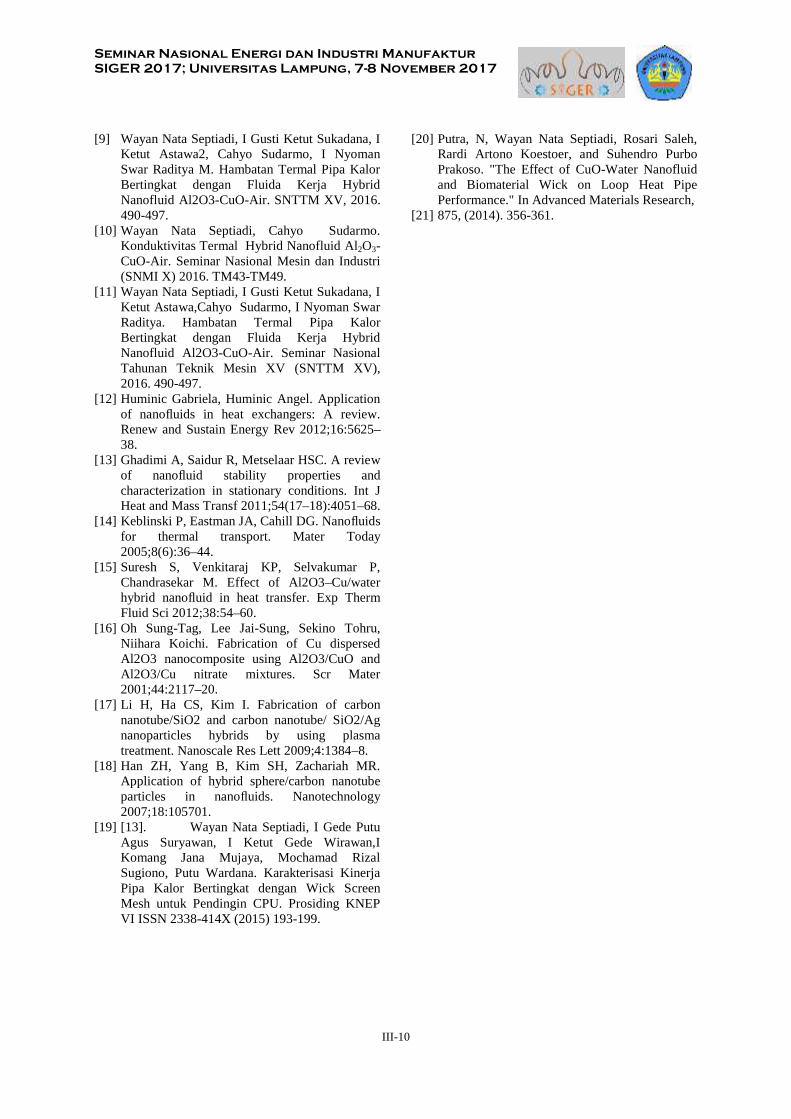
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-10
[9] Wayan Nata Septiadi, I Gusti Ketut Sukadana, IKetut Astawa2, Cahyo Sudarmo, I NyomanSwar Raditya M. Hambatan Termal Pipa KalorBertingkat dengan Fluida Kerja HybridNanofluid Al2O3-CuO-Air. SNTTM XV, 2016.490-497.
[10] Wayan Nata Septiadi, Cahyo Sudarmo.Konduktivitas Termal Hybrid Nanofluid Al2O3-CuO-Air. Seminar Nasional Mesin dan Industri(SNMI X) 2016. TM43-TM49.
[11] Wayan Nata Septiadi, I Gusti Ketut Sukadana, IKetut Astawa,Cahyo Sudarmo, I Nyoman SwarRaditya. Hambatan Termal Pipa KalorBertingkat dengan Fluida Kerja HybridNanofluid Al2O3-CuO-Air. Seminar NasionalTahunan Teknik Mesin XV (SNTTM XV),2016. 490-497.
[12] Huminic Gabriela, Huminic Angel. Applicationof nanofluids in heat exchangers: A review.Renew and Sustain Energy Rev 2012;16:5625–38.
[13] Ghadimi A, Saidur R, Metselaar HSC. A reviewof nanofluid stability properties andcharacterization in stationary conditions. Int JHeat and Mass Transf 2011;54(17–18):4051–68.
[14] Keblinski P, Eastman JA, Cahill DG. Nanofluidsfor thermal transport. Mater Today2005;8(6):36–44.
[15] Suresh S, Venkitaraj KP, Selvakumar P,Chandrasekar M. Effect of Al2O3–Cu/waterhybrid nanofluid in heat transfer. Exp ThermFluid Sci 2012;38:54–60.
[16] Oh Sung-Tag, Lee Jai-Sung, Sekino Tohru,Niihara Koichi. Fabrication of Cu dispersedAl2O3 nanocomposite using Al2O3/CuO andAl2O3/Cu nitrate mixtures. Scr Mater2001;44:2117–20.
[17] Li H, Ha CS, Kim I. Fabrication of carbonnanotube/SiO2 and carbon nanotube/ SiO2/Agnanoparticles hybrids by using plasmatreatment. Nanoscale Res Lett 2009;4:1384–8.
[18] Han ZH, Yang B, Kim SH, Zachariah MR.Application of hybrid sphere/carbon nanotubeparticles in nanofluids. Nanotechnology2007;18:105701.
[19] [13]. Wayan Nata Septiadi, I Gede PutuAgus Suryawan, I Ketut Gede Wirawan,IKomang Jana Mujaya, Mochamad RizalSugiono, Putu Wardana. Karakterisasi KinerjaPipa Kalor Bertingkat dengan Wick ScreenMesh untuk Pendingin CPU. Prosiding KNEPVI ISSN 2338-414X (2015) 193-199.
[20] Putra, N, Wayan Nata Septiadi, Rosari Saleh,Rardi Artono Koestoer, and Suhendro PurboPrakoso. "The Effect of CuO-Water Nanofluidand Biomaterial Wick on Loop Heat PipePerformance." In Advanced Materials Research,
[21] 875, (2014). 356-361.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
11
III-11
Analisis Pembakaran Mesin Sepeda Motor dengan Rasio Kompresi danBahan Bakar Yang Berbeda
Ainul Ghurri1,*, IKG Wirawan1, Tegar Putra Kirana1, Dhama Kusuma1
1Jurusan Teknik Mesin, Universitas Udayana, Bukit Jimbaran, Bali, Indonesia 80361*E-mail koresponden: [email protected]
AbstrakPopulasi sepeda motor semakin meningkat dari tahun ke tahun seiring peningkatan daya beli dan
mobilitas masyarakat. Sepeda motor tersedia dengan tipe dan spesifikasi mesin yang semakin bervariasi pula.Di sisi lain, pemerintah menyediakan 4 jenis bahan bakar bensin yang dibedakan berdasar angka Oktannya;masing-masing Premium 88, Pertalite 90, Pertamax 92, dan Pertamax Turbo 98. Bahan bakar dengan angkaOktan rendah diperuntukkan mesin dengan rasio kompresi rendah, sedangkan angka Oktan tinggi untuk mesindengan rasio kompresi tinggi. Sayangnya informasi tersebut tidak selalu tersedia secara jelas dari pabrikansepeda motor, sehingga ada potensi pemilihan bahan bakar yang tidak atau kurang tepat dengan yangdibutuhkan mesin. Kesalahan ini akan berdampak pada kinerja mesin, emisi gas buang dan konsumsi bahanbakar oleh mesin. Mengingat jumlah sepeda motor telah mendekati 100 juta, kesalahan kecil saja akan memberidampak keseluruhan yang besar. Penelitian ini m.engkaji dan menganalisis proses pembakaran mesin duasepeda motor dengan rasio kompresi yang 9,5:1 dan 11:1, menggunakan empat macam bahan bakar bensinyang tersedia di pasaran. Pengujian dilakukan pada chassis dynamometer untuk mengukur torsi dan dayamesin, serta uji emisi gas buang meliputi CO, CO2, HC dan lambda gas buang. Analisis dilakukan berdasarkannilai rasio ekivalensi (equivalence ratio, lambda) yang diukur pada gas buang dan dicek-silang dengan datatorsi, daya, konsumsi bahan bakar spesifik, serta emisi gas buang yang dihasilkan. Hasil pengujianmenunjukkan bahwa kondisi pembakaran stoikiometris, campuran miskin dan kaya dipengaruhi oleh kesesuaianantara rasio kompresi mesin dan jenis bahan bakar yang digunakan. Selanjutnya, hal itu sangat mempengaruhikinerja mesin, emisi gas buang dan konsumsi bahan bakar spesifiknya. Analisis lebih lanjut dapat mendugakemungkinan terjadinya detonasi pada penggunaan bahan bakar dengan Oktan lebih rendah dari yangdibutuhkan serta proses pembakaran yang berjalan lambat akibat penggunaan bahan bakar dengan angkaOktan yang lebih tinggi dari yang dibutuhkan mesin.Keywords: rasio kompresi, oktan, lambda, pembakaran.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
12
III-12
Design and Finite Element Analysis of Universal Test Rig on Indonesian AGT
Bagus Budiwantoro1a), Abdul Hakim Masyhur1b), Didi Rushadi1c)
1Mechanical Engineering Department, Faculty of Mechanical and Aerospace Engineering, Institut TeknologiBandung.
*Correspondent e-mail: a)[email protected] b)[email protected])[email protected]
AbstractIndonesian AGT (Automated Guideway Transit) is designed as one of alternatives transportation that
serves to overcome the traffic jammed. As one of mass transportation type, the safety aspect of the IndonesianAGT especially passenger’s safety must be taken seriously. Therefore various types of testing should be carriedout to ensure that Indonesian AGT are in good condition and feasible to operate. One of the tests performed isstatic test. The static testing process needs to be evaluated against the requirements of Regulation of theMinister of Transportation No. 175, 2015. To perform this static test requires regulation and standard, testequipment and standard operating procedures in accordance with the design criteria of Indonesian AGT. Oneof the required static test tools is the Universal Test Rig. The function of this tool is to conditioning theIndonesian AGT body so that it is ready for static test. The Universal Test Rig design should be capable ofsupporting various types of static tests consisting of a vertical load test, compression load test, torque load testand three point test. The method used in designing the Universal Test Rig begins with creating 3D models usingSolidWorks 2017 based on its function then analyzed its structural’s strength using the ANSYS R16.0 software.Universal Test Rig design consists of vertical guide system, load transfer device and compression forcegenerator. The maximum stress generated from each subsystem is 47,719 MPa, 147,52 MPa amd 210,154 MParespectively, indicating that the result of the design is safe because the yield strength of material SS400 is 245MPa.
Keywords: Universal Test Rig, Finite Element Analysis, Static Test.
INTRODUCTION
Severe traffic jam has occurred in severalmajor cities in Indonesia. This traffic jamobviously causes huge financial losses andpollutes the air. But to overcome this problemis quite difficult, because the development inthe big cities are already too dense anddifficult to build an efficient transportationsystem.
Basically land transportation is dividedinto several groups based on the position ofthe track. Underground transport, aboveground and elevated. Underground transportsuch as subway fast trains has hugedevelopment cost constraints and a very longdevelopment time. Land transportation such asTransjakarta and Tramway have relatively lowcost and time of development but are crossedor intersected with existing modes oftransportation and limited land forconstruction.
Public elevated transportation is the rightchoice because there is no crossing with otherpre-existing and cheaper transport links
compared to public transport on theunderground line. The greatest cost forbuilding a public transport system of floatpaths is the infrastructure (civil structure), with53% of the development costs used forinfrastructure.
Figure 1. Infrastructure cost of Indonesian AGT
Based on the problems above, IndonesianAGT has come to provide solutions.Indonesian AGT is a new elevatedtransportation designed to solve trafficcongestion problems in large cities that are
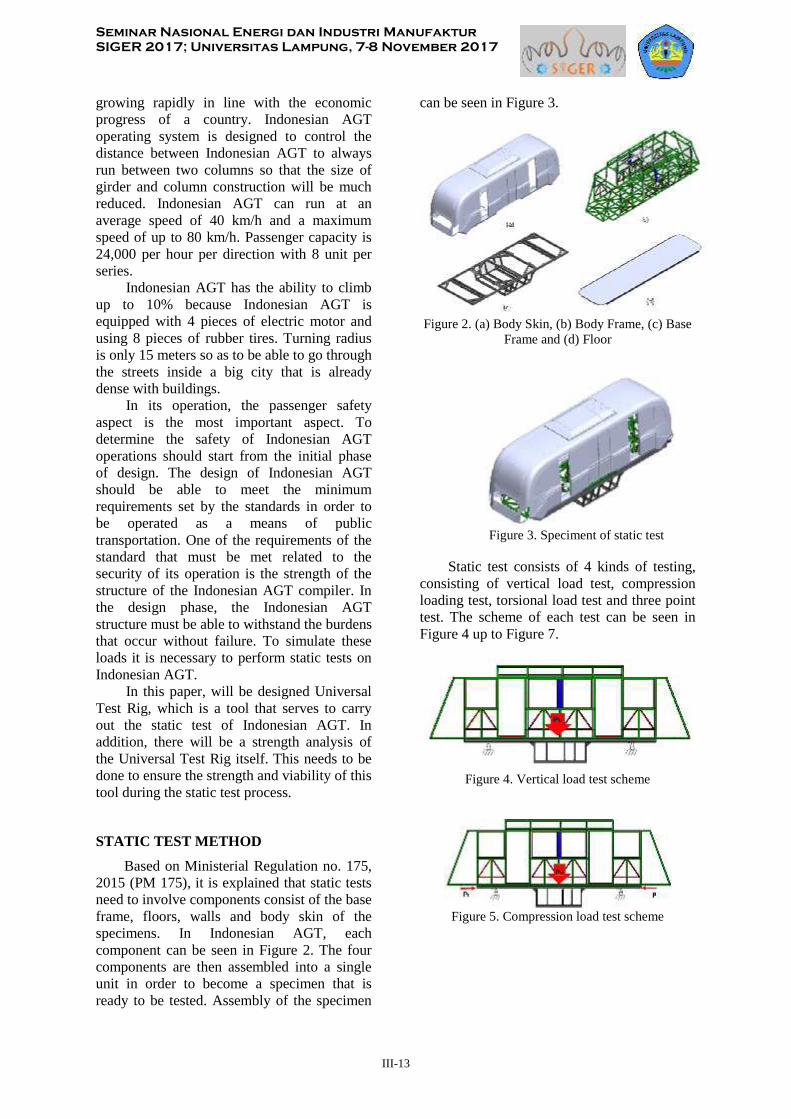
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
13
III-13
growing rapidly in line with the economicprogress of a country. Indonesian AGToperating system is designed to control thedistance between Indonesian AGT to alwaysrun between two columns so that the size ofgirder and column construction will be muchreduced. Indonesian AGT can run at anaverage speed of 40 km/h and a maximumspeed of up to 80 km/h. Passenger capacity is24,000 per hour per direction with 8 unit perseries.
Indonesian AGT has the ability to climbup to 10% because Indonesian AGT isequipped with 4 pieces of electric motor andusing 8 pieces of rubber tires. Turning radiusis only 15 meters so as to be able to go throughthe streets inside a big city that is alreadydense with buildings.
In its operation, the passenger safetyaspect is the most important aspect. Todetermine the safety of Indonesian AGToperations should start from the initial phaseof design. The design of Indonesian AGTshould be able to meet the minimumrequirements set by the standards in order tobe operated as a means of publictransportation. One of the requirements of thestandard that must be met related to thesecurity of its operation is the strength of thestructure of the Indonesian AGT compiler. Inthe design phase, the Indonesian AGTstructure must be able to withstand the burdensthat occur without failure. To simulate theseloads it is necessary to perform static tests onIndonesian AGT.
In this paper, will be designed UniversalTest Rig, which is a tool that serves to carryout the static test of Indonesian AGT. Inaddition, there will be a strength analysis ofthe Universal Test Rig itself. This needs to bedone to ensure the strength and viability of thistool during the static test process.
STATIC TEST METHOD
Based on Ministerial Regulation no. 175,2015 (PM 175), it is explained that static testsneed to involve components consist of the baseframe, floors, walls and body skin of thespecimens. In Indonesian AGT, eachcomponent can be seen in Figure 2. The fourcomponents are then assembled into a singleunit in order to become a specimen that isready to be tested. Assembly of the specimen
can be seen in Figure 3.
Figure 2. (a) Body Skin, (b) Body Frame, (c) BaseFrame and (d) Floor
Figure 3. Speciment of static test
Static test consists of 4 kinds of testing,consisting of vertical load test, compressionloading test, torsional load test and three pointtest. The scheme of each test can be seen inFigure 4 up to Figure 7.
Figure 4. Vertical load test scheme
Figure 5. Compression load test scheme
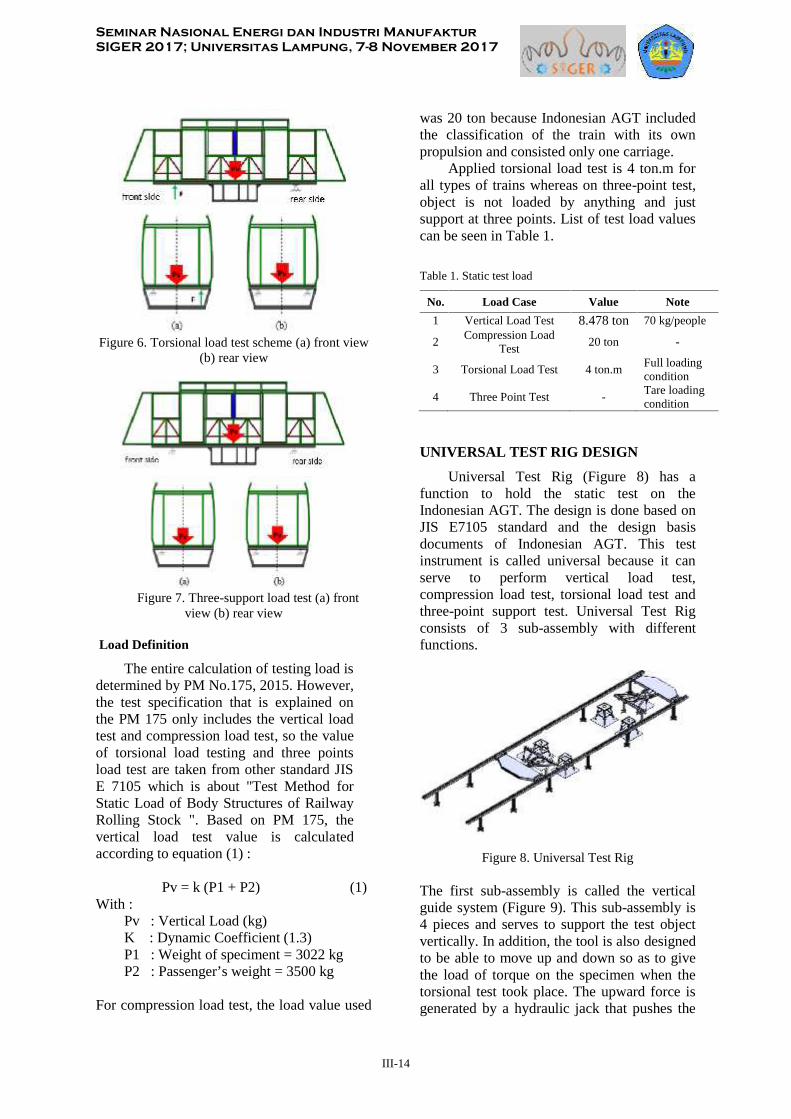
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
14
III-14
Figure 6. Torsional load test scheme (a) front view(b) rear view
Figure 7. Three-support load test (a) frontview (b) rear view
Load Definition
The entire calculation of testing load isdetermined by PM No.175, 2015. However,the test specification that is explained onthe PM 175 only includes the vertical loadtest and compression load test, so the valueof torsional load testing and three pointsload test are taken from other standard JISE 7105 which is about "Test Method forStatic Load of Body Structures of RailwayRolling Stock ". Based on PM 175, thevertical load test value is calculatedaccording to equation (1) :
Pv = k (P1 + P2) (1)With :
Pv : Vertical Load (kg)K : Dynamic Coefficient (1.3)P1 : Weight of speciment = 3022 kgP2 : Passenger’s weight = 3500 kg
For compression load test, the load value used
was 20 ton because Indonesian AGT includedthe classification of the train with its ownpropulsion and consisted only one carriage.
Applied torsional load test is 4 ton.m forall types of trains whereas on three-point test,object is not loaded by anything and justsupport at three points. List of test load valuescan be seen in Table 1.
Table 1. Static test load
No. Load Case Value Note1 Vertical Load Test 8.478 ton 70 kg/people
2 Compression LoadTest 20 ton -
3 Torsional Load Test 4 ton.m Full loadingcondition
4 Three Point Test - Tare loadingcondition
UNIVERSAL TEST RIG DESIGNUniversal Test Rig (Figure 8) has a
function to hold the static test on theIndonesian AGT. The design is done based onJIS E7105 standard and the design basisdocuments of Indonesian AGT. This testinstrument is called universal because it canserve to perform vertical load test,compression load test, torsional load test andthree-point support test. Universal Test Rigconsists of 3 sub-assembly with differentfunctions.
Figure 8. Universal Test Rig
The first sub-assembly is called the verticalguide system (Figure 9). This sub-assembly is4 pieces and serves to support the test objectvertically. In addition, the tool is also designedto be able to move up and down so as to givethe load of torque on the specimen when thetorsional test took place. The upward force isgenerated by a hydraulic jack that pushes the
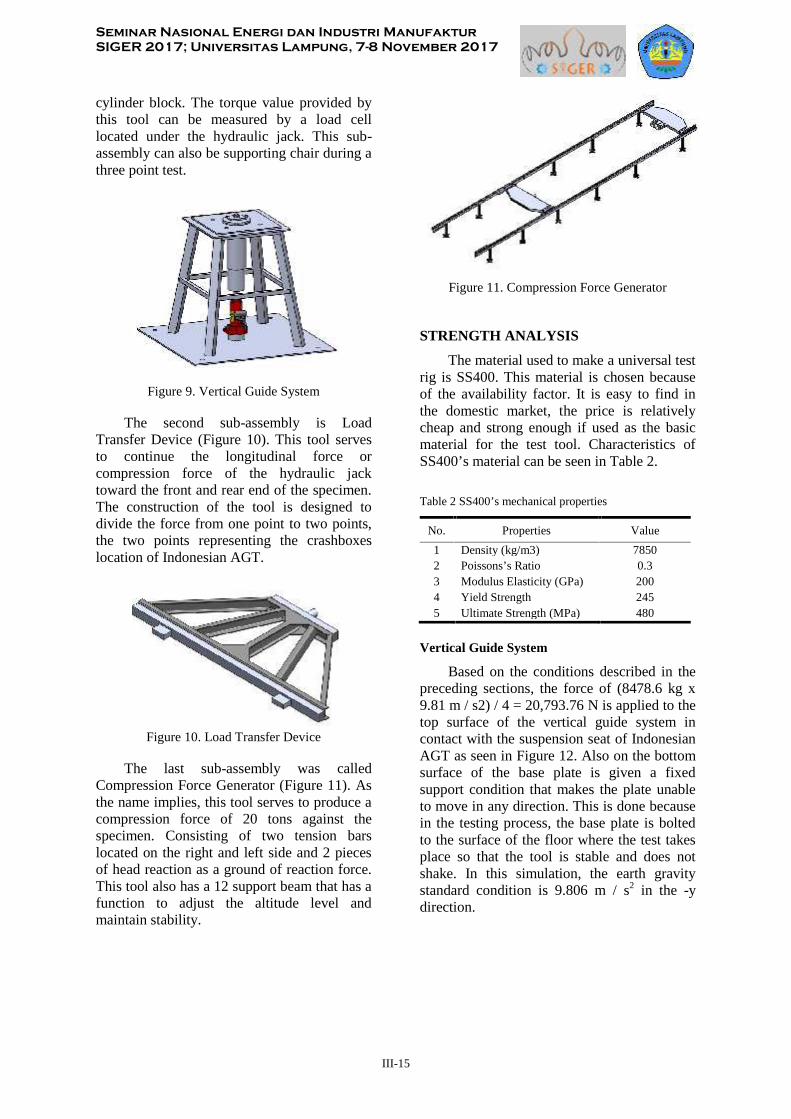
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
15
III-15
cylinder block. The torque value provided bythis tool can be measured by a load celllocated under the hydraulic jack. This sub-assembly can also be supporting chair during athree point test.
Figure 9. Vertical Guide System
The second sub-assembly is LoadTransfer Device (Figure 10). This tool servesto continue the longitudinal force orcompression force of the hydraulic jacktoward the front and rear end of the specimen.The construction of the tool is designed todivide the force from one point to two points,the two points representing the crashboxeslocation of Indonesian AGT.
Figure 10. Load Transfer Device
The last sub-assembly was calledCompression Force Generator (Figure 11). Asthe name implies, this tool serves to produce acompression force of 20 tons against thespecimen. Consisting of two tension barslocated on the right and left side and 2 piecesof head reaction as a ground of reaction force.This tool also has a 12 support beam that has afunction to adjust the altitude level andmaintain stability.
Figure 11. Compression Force Generator
STRENGTH ANALYSISThe material used to make a universal test
rig is SS400. This material is chosen becauseof the availability factor. It is easy to find inthe domestic market, the price is relativelycheap and strong enough if used as the basicmaterial for the test tool. Characteristics ofSS400’s material can be seen in Table 2.
Table 2 SS400’s mechanical properties
No. Properties Value1 Density (kg/m3) 78502 Poissons’s Ratio 0.33 Modulus Elasticity (GPa) 2004 Yield Strength 2455 Ultimate Strength (MPa) 480
Vertical Guide System
Based on the conditions described in thepreceding sections, the force of (8478.6 kg x9.81 m / s2) / 4 = 20,793.76 N is applied to thetop surface of the vertical guide system incontact with the suspension seat of IndonesianAGT as seen in Figure 12. Also on the bottomsurface of the base plate is given a fixedsupport condition that makes the plate unableto move in any direction. This is done becausein the testing process, the base plate is boltedto the surface of the floor where the test takesplace so that the tool is stable and does notshake. In this simulation, the earth gravitystandard condition is 9.806 m / s2 in the -ydirection.
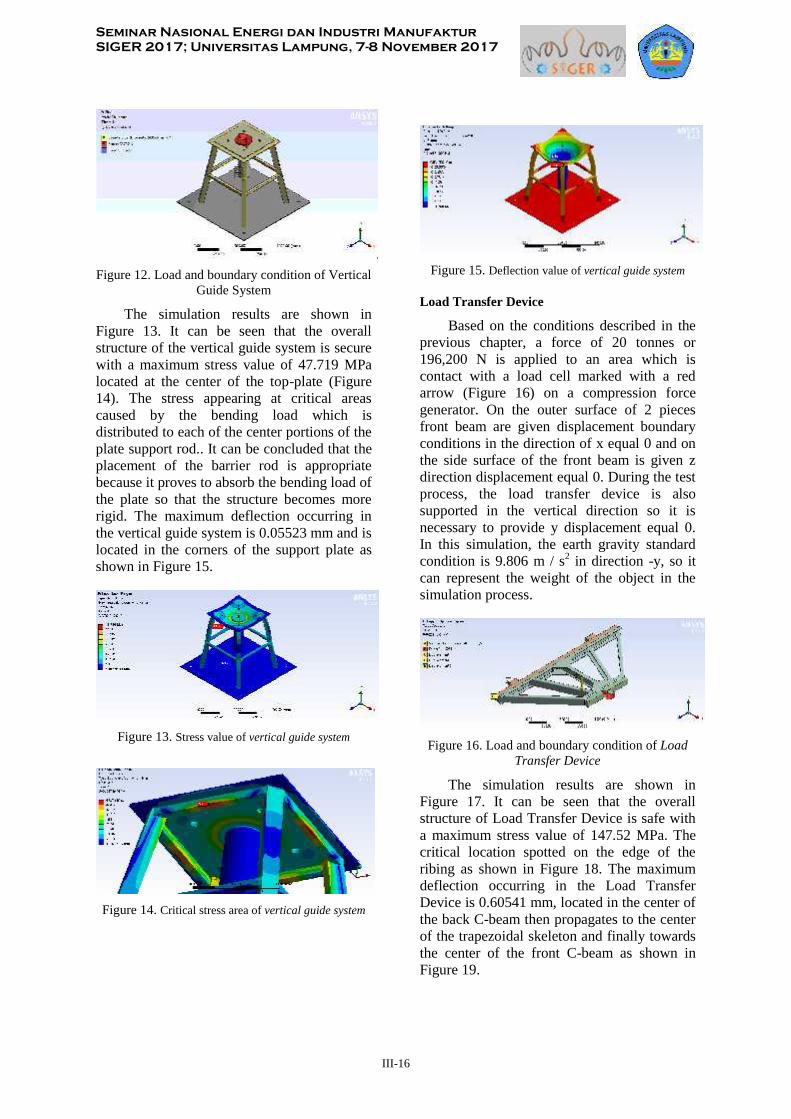
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
16
III-16
Figure 12. Load and boundary condition of VerticalGuide System
The simulation results are shown inFigure 13. It can be seen that the overallstructure of the vertical guide system is securewith a maximum stress value of 47.719 MPalocated at the center of the top-plate (Figure14). The stress appearing at critical areascaused by the bending load which isdistributed to each of the center portions of theplate support rod.. It can be concluded that theplacement of the barrier rod is appropriatebecause it proves to absorb the bending load ofthe plate so that the structure becomes morerigid. The maximum deflection occurring inthe vertical guide system is 0.05523 mm and islocated in the corners of the support plate asshown in Figure 15.
Figure 13. Stress value of vertical guide system
Figure 14. Critical stress area of vertical guide system
Figure 15. Deflection value of vertical guide system
Load Transfer Device
Based on the conditions described in theprevious chapter, a force of 20 tonnes or196,200 N is applied to an area which iscontact with a load cell marked with a redarrow (Figure 16) on a compression forcegenerator. On the outer surface of 2 piecesfront beam are given displacement boundaryconditions in the direction of x equal 0 and onthe side surface of the front beam is given zdirection displacement equal 0. During the testprocess, the load transfer device is alsosupported in the vertical direction so it isnecessary to provide y displacement equal 0.In this simulation, the earth gravity standardcondition is 9.806 m / s2 in direction -y, so itcan represent the weight of the object in thesimulation process.
Figure 16. Load and boundary condition of LoadTransfer Device
The simulation results are shown inFigure 17. It can be seen that the overallstructure of Load Transfer Device is safe witha maximum stress value of 147.52 MPa. Thecritical location spotted on the edge of theribing as shown in Figure 18. The maximumdeflection occurring in the Load TransferDevice is 0.60541 mm, located in the center ofthe back C-beam then propagates to the centerof the trapezoidal skeleton and finally towardsthe center of the front C-beam as shown inFigure 19.
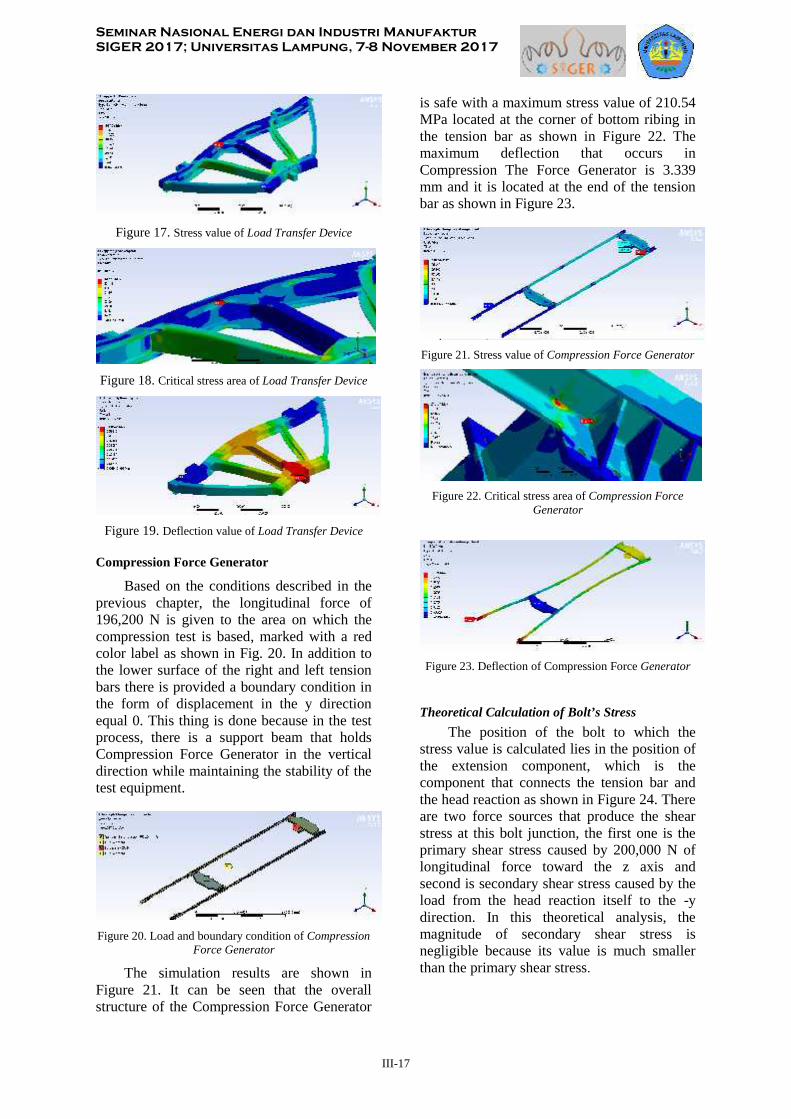
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
17
III-17
Figure 17. Stress value of Load Transfer Device
Figure 18. Critical stress area of Load Transfer Device
Figure 19. Deflection value of Load Transfer Device
Compression Force Generator
Based on the conditions described in theprevious chapter, the longitudinal force of196,200 N is given to the area on which thecompression test is based, marked with a redcolor label as shown in Fig. 20. In addition tothe lower surface of the right and left tensionbars there is provided a boundary condition inthe form of displacement in the y directionequal 0. This thing is done because in the testprocess, there is a support beam that holdsCompression Force Generator in the verticaldirection while maintaining the stability of thetest equipment.
Figure 20. Load and boundary condition of CompressionForce Generator
The simulation results are shown inFigure 21. It can be seen that the overallstructure of the Compression Force Generator
is safe with a maximum stress value of 210.54MPa located at the corner of bottom ribing inthe tension bar as shown in Figure 22. Themaximum deflection that occurs inCompression The Force Generator is 3.339mm and it is located at the end of the tensionbar as shown in Figure 23.
Figure 21. Stress value of Compression Force Generator
Figure 22. Critical stress area of Compression ForceGenerator
Figure 23. Deflection of Compression Force Generator
Theoretical Calculation of Bolt’s StressThe position of the bolt to which the
stress value is calculated lies in the position ofthe extension component, which is thecomponent that connects the tension bar andthe head reaction as shown in Figure 24. Thereare two force sources that produce the shearstress at this bolt junction, the first one is theprimary shear stress caused by 200,000 N oflongitudinal force toward the z axis andsecond is secondary shear stress caused by theload from the head reaction itself to the -ydirection. In this theoretical analysis, themagnitude of secondary shear stress isnegligible because its value is much smallerthan the primary shear stress.
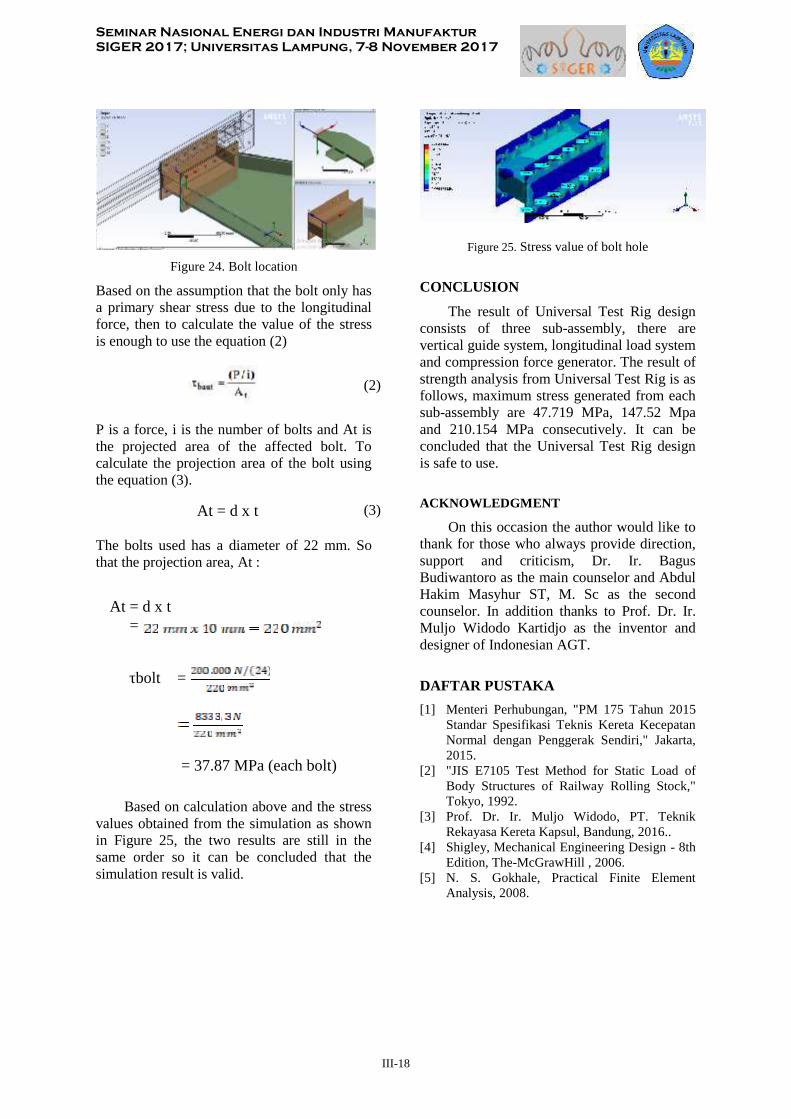
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
18
III-18
Figure 24. Bolt location
Based on the assumption that the bolt only hasa primary shear stress due to the longitudinalforce, then to calculate the value of the stressis enough to use the equation (2)
(2)
P is a force, i is the number of bolts and At isthe projected area of the affected bolt. Tocalculate the projection area of the bolt usingthe equation (3).
At = d x t (3)
The bolts used has a diameter of 22 mm. Sothat the projection area, At :
Based on calculation above and the stressvalues obtained from the simulation as shownin Figure 25, the two results are still in thesame order so it can be concluded that thesimulation result is valid.
Figure 25. Stress value of bolt hole
CONCLUSION
The result of Universal Test Rig designconsists of three sub-assembly, there arevertical guide system, longitudinal load systemand compression force generator. The result ofstrength analysis from Universal Test Rig is asfollows, maximum stress generated from eachsub-assembly are 47.719 MPa, 147.52 Mpaand 210.154 MPa consecutively. It can beconcluded that the Universal Test Rig designis safe to use.
ACKNOWLEDGMENT
On this occasion the author would like tothank for those who always provide direction,support and criticism, Dr. Ir. BagusBudiwantoro as the main counselor and AbdulHakim Masyhur ST, M. Sc as the secondcounselor. In addition thanks to Prof. Dr. Ir.Muljo Widodo Kartidjo as the inventor anddesigner of Indonesian AGT.
DAFTAR PUSTAKA[1] Menteri Perhubungan, "PM 175 Tahun 2015
Standar Spesifikasi Teknis Kereta KecepatanNormal dengan Penggerak Sendiri," Jakarta,2015.
[2] "JIS E7105 Test Method for Static Load ofBody Structures of Railway Rolling Stock,"Tokyo, 1992.
[3] Prof. Dr. Ir. Muljo Widodo, PT. TeknikRekayasa Kereta Kapsul, Bandung, 2016..
[4] Shigley, Mechanical Engineering Design - 8thEdition, The-McGrawHill , 2006.
[5] N. S. Gokhale, Practical Finite ElementAnalysis, 2008.
τbolt =
= 37.87 MPa (each bolt)
At = d x t=

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-19
RANCANGAN DAN PENGUJIAN ALAT PIROLISISBERBAHAN BAKAR DAN BAHAN BAKU BIOMASSA
Kemas Ridhuan1,*, Dwi Irawan2, Triyono3
1Jl. Kihajar Dewantara No.116 Iring Mulyo Kota Metro Lampung34111.2Jl. Kihajar Dewantara No.116 Iring Mulyo Kota Metro Lampung34111.
3Desa Rantau Fajar Kecamatan Raman Utara Kabupaten Lampung [email protected]; [email protected]: [email protected]
AbstractPyrolysis is a combustion using little or no air to get product in the from of charcoal and liquid smoke.
Charcoal is a source of fuel and liquid smoke is a food preservative. The results are affected by factors as thecombustion prosessed, fuel and biomassa. The purpose of this research is to obtain design of the pyrolysisdevice shape, size and capacity in producing bio-charcoal and liquid smoke with the biomass used and to knowthe amount of fuel and raw materials and the amount of feul, biomass and energy required. The experimentalmethod of the pyrolysis performance using feul, materials biomass of rubber shell. The data taken temperature,time, charcoal mass and liquid smoke, the research result that is high reactor 120 cm and in diameter 53 cm.Small cylinder raw material with diameter 27 cm and height 52 cm. Condensor is cylindrical height 60 cm anddiameter 35 cm. rubber shell burning for 220 minute at the fire temperature 307℃ and pyrolysis temperature403℃ of shows that efficiency of carbonization was 46,7% and the mass of liquid smoke 246 gr. Energycombustion feul is 1126,44kJ, The average production capacity charcoal is 0.37 kg/hour and the average liquidsmoke is 74.3 gr/hour. The heat losses in the rubber shell biomass testing are 2227,32 W; young coconut skin qr= 2177,38 W; rice husk qr = 2118,65 W.comparison of raw material fuel is 6 : 1
AbstrakPirolisis merupakan suatu pembakaran dengan menggunakan sedikit atau tanpa udara agar didapat
produk berupa arang dan asap cair. Arang merupakan sumber bahan bakar dan asap cair adalah sebagaibahan pengawet makanan. Hasil yang diperoleh tersebut sangat dipengaruhi olehbeberapa factor seperti bahanbakar, bahan baku biomassa dan proses pembakaran serta alat pirolisis. Maka perlu dirancangan suatuperalatan yang memadai sehingga hasil yang didapat bisa lebih optimal. Tujuan dari penelitian ini untukmendapatkan bentuk dan ukuran serta kapasitas alat pirolisis dalam memproduksi bio-arang dan asap cairdengan biomassa yang digunakan dan mengetahui jumlah bahan bakar dan bahan baku serta jumlah energiyang yang diperlukan. Metode penelitian dengan kaji eksperimental yaitu rancangan dan pengujian unjuk kerjaalat pirolisis dengan menggunakan bahan bakar dan bahan baku biomassa cangkang karet. Data yang diambiltemperatur, waktu, massa arang dan asap cair, Hasil penelitian didapat yaitu reaktor tinggi 120 cm dandiameter dalam 53 cm. Silinder kecil tempat bahan baku berdiameter 27 cm dan tinggi 52 cm. Kondensorberbentuk silinder dengan tinggi 60 cm dan diameter 35 cm. Pembakaran biomassa selama 220 menit dengansuhu api 307℃ dan suhu pirolisis 403℃, efisiensi pengarangan 46,7%. massa asap cairnya 246 gr.Energipembakaran bahan bakar yaitu 1126,44kJ. Kapasitas produksi alat dalam menghasilkan arang yaitu 0,37kg/jam dan asap cair rata-rata 74,3 gr/jam. Kerugian panas yang terjadi pada reactor pirolisis yaitu 2227,32W. Perbandingan bahan bakar dengan bahan baku adalah 6 : 1.
Kata Kunci: Pirolisis,Reaktor, Biomassa, Energi, Pembakaran
1. PENDAHULUAN
Pirolisis merupakan suatu dekomposisi kimiabahan organik melalui proses pemanasan pada suhutinggi yang terjadi tanpa atau sedikit oksigen ataureagen lainnya, di mana material mentah akanmengalami pemecahan struktur kimia menjadi fasegas. Dan menurut Fatima (2004) produk daripirolisis berupa padatan (charcoal/arang), gas (fuelgas) dan cairan (bio-oil). Padatan merupakan bahan
bakar bioarang, kemudian cair merupakan bahanbakar minyak (bio oil) atau cairan pengawetmakanan (asap cair) kemudian gas merupakanbahan bakar gas atau gas panas. Semua produkhasil pirolisis tersebut sangat bermanfaat dan dapatdigunakan terutama sebagai bahan bakar. Untukproses tersebut diperlukan reactor pembakaranpirolisis.
Reaktor pembakaran merupakan alat khususyang selama ini hanya digunakan untuk proses
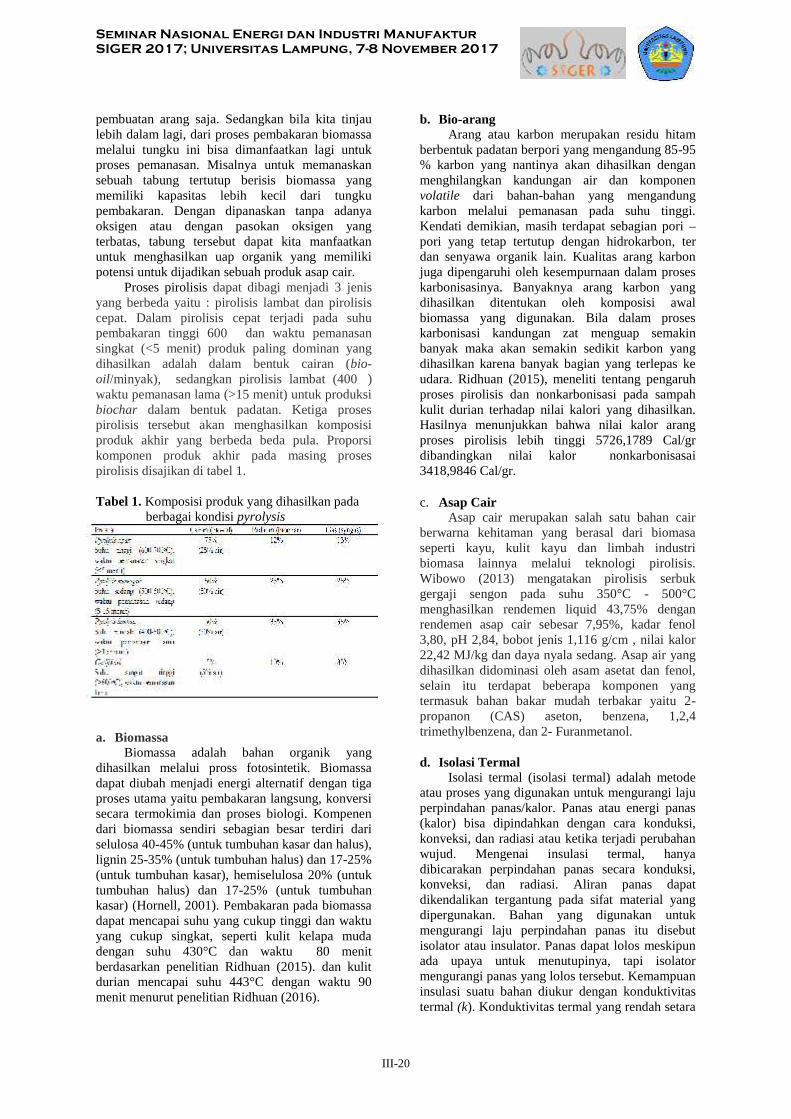
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
20
III-20
pembuatan arang saja. Sedangkan bila kita tinjaulebih dalam lagi, dari proses pembakaran biomassamelalui tungku ini bisa dimanfaatkan lagi untukproses pemanasan. Misalnya untuk memanaskansebuah tabung tertutup berisis biomassa yangmemiliki kapasitas lebih kecil dari tungkupembakaran. Dengan dipanaskan tanpa adanyaoksigen atau dengan pasokan oksigen yangterbatas, tabung tersebut dapat kita manfaatkanuntuk menghasilkan uap organik yang memilikipotensi untuk dijadikan sebuah produk asap cair.
Proses pirolisis dapat dibagi menjadi 3 jenisyang berbeda yaitu : pirolisis lambat dan pirolisiscepat. Dalam pirolisis cepat terjadi pada suhupembakaran tinggi 600℃ dan waktu pemanasansingkat (<5 menit) produk paling dominan yangdihasilkan adalah dalam bentuk cairan (bio-oil/minyak), sedangkan pirolisis lambat (400℃)waktu pemanasan lama (>15 menit) untuk produksibiochar dalam bentuk padatan. Ketiga prosespirolisis tersebut akan menghasilkan komposisiproduk akhir yang berbeda beda pula. Proporsikomponen produk akhir pada masing prosespirolisis disajikan di tabel 1.
Tabel 1. Komposisi produk yang dihasilkan padaberbagai kondisi pyrolysis
a. BiomassaBiomassa adalah bahan organik yang
dihasilkan melalui pross fotosintetik. Biomassadapat diubah menjadi energi alternatif dengan tigaproses utama yaitu pembakaran langsung, konversisecara termokimia dan proses biologi. Kompenendari biomassa sendiri sebagian besar terdiri dariselulosa 40-45% (untuk tumbuhan kasar dan halus),lignin 25-35% (untuk tumbuhan halus) dan 17-25%(untuk tumbuhan kasar), hemiselulosa 20% (untuktumbuhan halus) dan 17-25% (untuk tumbuhankasar) (Hornell, 2001). Pembakaran pada biomassadapat mencapai suhu yang cukup tinggi dan waktuyang cukup singkat, seperti kulit kelapa mudadengan suhu 430°C dan waktu 80 menitberdasarkan penelitian Ridhuan (2015). dan kulitdurian mencapai suhu 443°C dengan waktu 90menit menurut penelitian Ridhuan (2016).
b. Bio-arangArang atau karbon merupakan residu hitam
berbentuk padatan berpori yang mengandung 85-95% karbon yang nantinya akan dihasilkan denganmenghilangkan kandungan air dan komponenvolatile dari bahan-bahan yang mengandungkarbon melalui pemanasan pada suhu tinggi.Kendati demikian, masih terdapat sebagian pori –pori yang tetap tertutup dengan hidrokarbon, terdan senyawa organik lain. Kualitas arang karbonjuga dipengaruhi oleh kesempurnaan dalam proseskarbonisasinya. Banyaknya arang karbon yangdihasilkan ditentukan oleh komposisi awalbiomassa yang digunakan. Bila dalam proseskarbonisasi kandungan zat menguap semakinbanyak maka akan semakin sedikit karbon yangdihasilkan karena banyak bagian yang terlepas keudara. Ridhuan (2015), meneliti tentang pengaruhproses pirolisis dan nonkarbonisasi pada sampahkulit durian terhadap nilai kalori yang dihasilkan.Hasilnya menunjukkan bahwa nilai kalor arangproses pirolisis lebih tinggi 5726,1789 Cal/grdibandingkan nilai kalor nonkarbonisasai3418,9846 Cal/gr.
c. Asap CairAsap cair merupakan salah satu bahan cair
berwarna kehitaman yang berasal dari biomasaseperti kayu, kulit kayu dan limbah industribiomasa lainnya melalui teknologi pirolisis.Wibowo (2013) mengatakan pirolisis serbukgergaji sengon pada suhu 350°C - 500°Cmenghasilkan rendemen liquid 43,75% denganrendemen asap cair sebesar 7,95%, kadar fenol3,80, pH 2,84, bobot jenis 1,116 g/cm , nilai kalor22,42 MJ/kg dan daya nyala sedang. Asap air yangdihasilkan didominasi oleh asam asetat dan fenol,selain itu terdapat beberapa komponen yangtermasuk bahan bakar mudah terbakar yaitu 2-propanon (CAS) aseton, benzena, 1,2,4trimethylbenzena, dan 2- Furanmetanol.
d. Isolasi TermalIsolasi termal (isolasi termal) adalah metode
atau proses yang digunakan untuk mengurangi lajuperpindahan panas/kalor. Panas atau energi panas(kalor) bisa dipindahkan dengan cara konduksi,konveksi, dan radiasi atau ketika terjadi perubahanwujud. Mengenai insulasi termal, hanyadibicarakan perpindahan panas secara konduksi,konveksi, dan radiasi. Aliran panas dapatdikendalikan tergantung pada sifat material yangdipergunakan. Bahan yang digunakan untukmengurangi laju perpindahan panas itu disebutisolator atau insulator. Panas dapat lolos meskipunada upaya untuk menutupinya, tapi isolatormengurangi panas yang lolos tersebut. Kemampuaninsulasi suatu bahan diukur dengan konduktivitastermal (k). Konduktivitas termal yang rendah setara
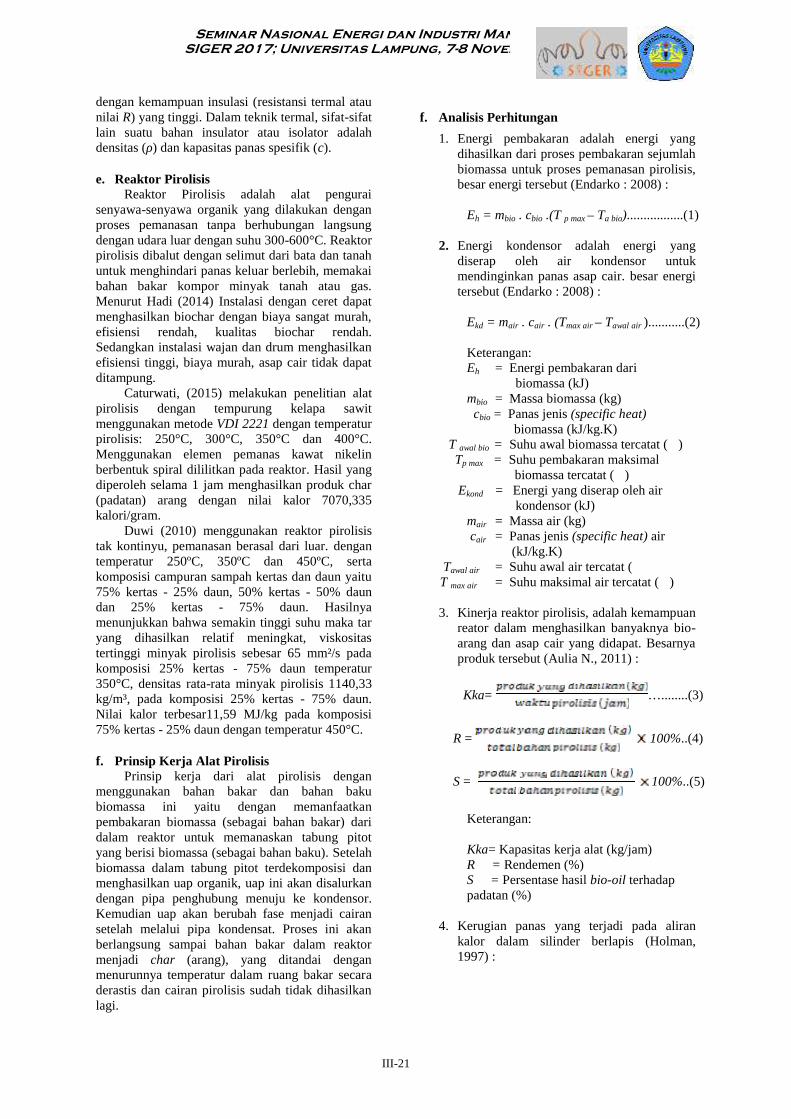
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-21
dengan kemampuan insulasi (resistansi termal ataunilai R) yang tinggi. Dalam teknik termal, sifat-sifatlain suatu bahan insulator atau isolator adalahdensitas (ρ) dan kapasitas panas spesifik (c).
e. Reaktor PirolisisReaktor Pirolisis adalah alat pengurai
senyawa-senyawa organik yang dilakukan denganproses pemanasan tanpa berhubungan langsungdengan udara luar dengan suhu 300-600°C. Reaktorpirolisis dibalut dengan selimut dari bata dan tanahuntuk menghindari panas keluar berlebih, memakaibahan bakar kompor minyak tanah atau gas.Menurut Hadi (2014) Instalasi dengan ceret dapatmenghasilkan biochar dengan biaya sangat murah,efisiensi rendah, kualitas biochar rendah.Sedangkan instalasi wajan dan drum menghasilkanefisiensi tinggi, biaya murah, asap cair tidak dapatditampung.
Caturwati, (2015) melakukan penelitian alatpirolisis dengan tempurung kelapa sawitmenggunakan metode VDI 2221 dengan temperaturpirolisis: 250°C, 300°C, 350°C dan 400°C.Menggunakan elemen pemanas kawat nikelinberbentuk spiral dililitkan pada reaktor. Hasil yangdiperoleh selama 1 jam menghasilkan produk char(padatan) arang dengan nilai kalor 7070,335kalori/gram.
Duwi (2010) menggunakan reaktor pirolisistak kontinyu, pemanasan berasal dari luar. dengantemperatur 250ºC, 350ºC dan 450ºC, sertakomposisi campuran sampah kertas dan daun yaitu75% kertas - 25% daun, 50% kertas - 50% daundan 25% kertas - 75% daun. Hasilnyamenunjukkan bahwa semakin tinggi suhu maka taryang dihasilkan relatif meningkat, viskositastertinggi minyak pirolisis sebesar 65 mm²/s padakomposisi 25% kertas - 75% daun temperatur350°C, densitas rata-rata minyak pirolisis 1140,33kg/m³, pada komposisi 25% kertas - 75% daun.Nilai kalor terbesar11,59 MJ/kg pada komposisi75% kertas - 25% daun dengan temperatur 450°C.
f. Prinsip Kerja Alat PirolisisPrinsip kerja dari alat pirolisis dengan
menggunakan bahan bakar dan bahan bakubiomassa ini yaitu dengan memanfaatkanpembakaran biomassa (sebagai bahan bakar) daridalam reaktor untuk memanaskan tabung pitotyang berisi biomassa (sebagai bahan baku). Setelahbiomassa dalam tabung pitot terdekomposisi danmenghasilkan uap organik, uap ini akan disalurkandengan pipa penghubung menuju ke kondensor.Kemudian uap akan berubah fase menjadi cairansetelah melalui pipa kondensat. Proses ini akanberlangsung sampai bahan bakar dalam reaktormenjadi char (arang), yang ditandai denganmenurunnya temperatur dalam ruang bakar secaraderastis dan cairan pirolisis sudah tidak dihasilkanlagi.
f. Analisis Perhitungan1. Energi pembakaran adalah energi yang
dihasilkan dari proses pembakaran sejumlahbiomassa untuk proses pemanasan pirolisis,besar energi tersebut (Endarko : 2008) :
Eh = mbio . cbio .(T p max – Ta bio).................(1)
2. Energi kondensor adalah energi yangdiserap oleh air kondensor untukmendinginkan panas asap cair. besar energitersebut (Endarko : 2008) :
Ekd = mair . cair . (Tmax air – Tawal air )...........(2)
Keterangan:Eh = Energi pembakaran dari
biomassa (kJ)mbio = Massa biomassa (kg)
cbio = Panas jenis (specific heat)biomassa (kJ/kg.K)
T awal bio = Suhu awal biomassa tercatat (℃)Tp max = Suhu pembakaran maksimal
biomassa tercatat (℃)Ekond = Energi yang diserap oleh air
kondensor (kJ)mair = Massa air (kg)cair = Panas jenis (specific heat) air
(kJ/kg.K)Tawal air = Suhu awal air tercatat (℃
T max air = Suhu maksimal air tercatat (℃)
3. Kinerja reaktor pirolisis, adalah kemampuanreator dalam menghasilkan banyaknya bio-arang dan asap cair yang didapat. Besarnyaproduk tersebut (Aulia N., 2011) :
Kka= …........(3)
R = 100%..(4)
S = 100%..(5)
Keterangan:
Kka= Kapasitas kerja alat (kg/jam)R = Rendemen (%)S = Persentase hasil bio-oil terhadappadatan (%)
4. Kerugian panas yang terjadi pada alirankalor dalam silinder berlapis (Holman,1997) :
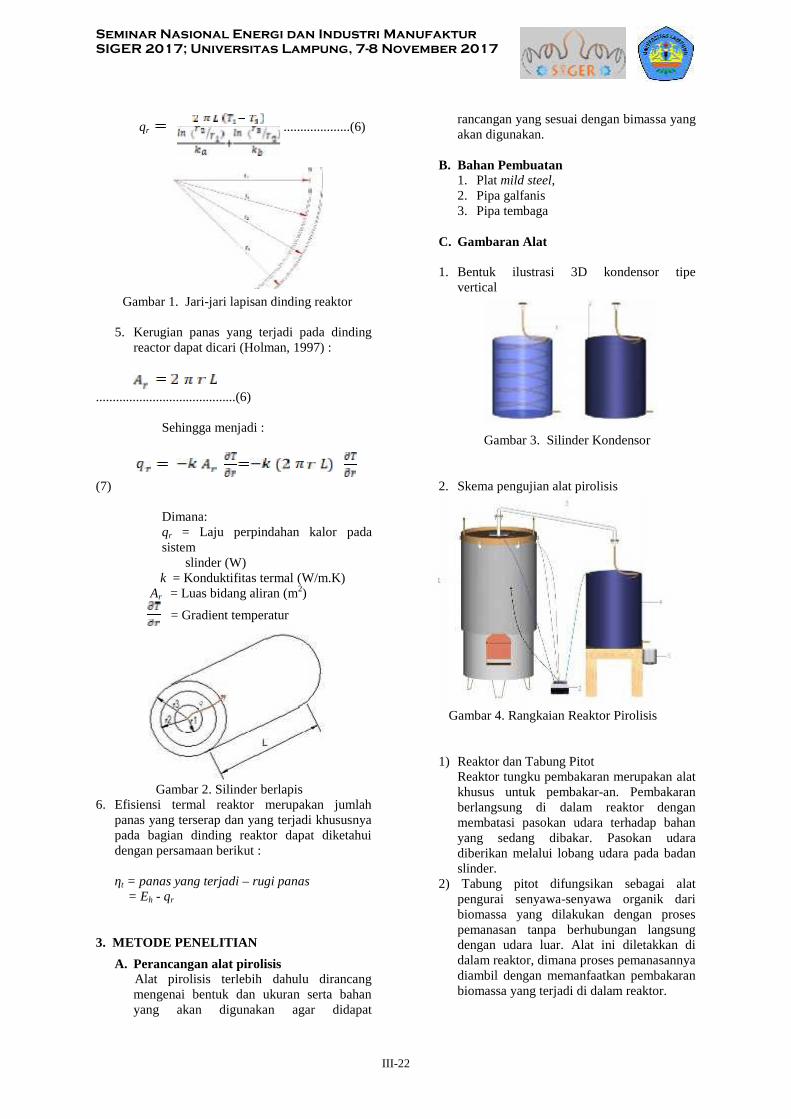
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
22
III-22
qr ....................(6)
Gambar 1. Jari-jari lapisan dinding reaktor
5. Kerugian panas yang terjadi pada dindingreactor dapat dicari (Holman, 1997) :
..........................................(6)
Sehingga menjadi :
(7)
Dimana:qr = Laju perpindahan kalor padasistem
slinder (W)k = Konduktifitas termal (W/m.K)
Ar = Luas bidang aliran (m2)
= Gradient temperatur
Gambar 2. Silinder berlapis6. Efisiensi termal reaktor merupakan jumlah
panas yang terserap dan yang terjadi khususnyapada bagian dinding reaktor dapat diketahuidengan persamaan berikut :
ηt = panas yang terjadi – rugi panas= Eh - qr
3. METODE PENELITIANA. Perancangan alat pirolisis
Alat pirolisis terlebih dahulu dirancangmengenai bentuk dan ukuran serta bahanyang akan digunakan agar didapat
rancangan yang sesuai dengan bimassa yangakan digunakan.
B. Bahan Pembuatan1. Plat mild steel,2. Pipa galfanis3. Pipa tembaga
C. Gambaran Alat
1. Bentuk ilustrasi 3D kondensor tipevertical
Gambar 3. Silinder Kondensor
2. Skema pengujian alat pirolisis
Gambar 4. Rangkaian Reaktor Pirolisis
1) Reaktor dan Tabung PitotReaktor tungku pembakaran merupakan alatkhusus untuk pembakar-an. Pembakaranberlangsung di dalam reaktor denganmembatasi pasokan udara terhadap bahanyang sedang dibakar. Pasokan udaradiberikan melalui lobang udara pada badanslinder.
2) Tabung pitot difungsikan sebagai alatpengurai senyawa-senyawa organik daribiomassa yang dilakukan dengan prosespemanasan tanpa berhubungan langsungdengan udara luar. Alat ini diletakkan didalam reaktor, dimana proses pemanasannyadiambil dengan memanfaatkan pembakaranbiomassa yang terjadi di dalam reaktor.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-23
3) Kondensor Kondensor merupakan kompo-nen alat yang berfungsi untukmengembunkan asap menjadi cairan.Kondensor yang digunakan merupakankondensor tipe vertikal. Uap organik yangmengalir dari tabung pitot melalui pipapenghubung akan masuk pada kondensordan akan mengembun pada pipa kondensatyang terdapat dalam kondensor. Pipakondensat ini berbentuk spiral dengan arahvertikal. Selama uap tersebut dalam pipakondensat maka akan terjadi peng- embunansehingga terbentuk cairan.
D. Prosedur Pengujian1. Siapkan semua peralatan dan bahan
biomassanya serta pasang termokopelpada bagian titik-titik yang sesuaidengan temperatur yang dicari.
2. Timbang dan masukan biomassa kedalam tabung pitot. Sisakan sedikitruang untuk uap organik yang dihasilkandari proses pemanasan tabung pitot.Kemudian tutup dan masukkan pitot kedalam reaktor.
3. Timbang dan masukkan juga biomassake dalam tabung reaktor sebagai bahanbakar. Pengisian cangkang ke dalamtabung reaktor dilakukan sampai tabungpitot tertutupi bahan bakar atau hampirmemenuhi kapasitas reaktor.
4. Setelah tabung reaktor terisi biomassa,siram sedikit minyak tanah untukmempermudah saat proses pembakaran.
5. Nyalakan api dan setelah api benar-benarhidup, tutup reaktor dan pasang saluranpipa penghubung yang menuju kekondensor.
6. Lakukan pencatatan kenaikan temperaturpada tiap-tiap titik setiap 5 menit.
7. Amati saat asap cair mulai menetes dantampung dengan wadah.
8. Tunggu sampai proses pirolisis selesaiyaitu dengan cara melihat temperatur apidan temperatur tabung pitot mencapaitemperatur maksimal dan asap cair tidakmenetes lagi.
9. Setelah proses selesai, arang membaradari tabung reaktor dan tabung pitotsiram dengan air.
10. Kemudian dipilah dan dibersihkanbongkahan arang dari serbuknya.
11. Setelah itu jemur arang pada sinarmatahari hingga kering, lalu timbang dan
ukur arang dan asap cair yangdidapatkan.
4. HASIL DAN PERHITUNGAN
A. HasilBerdasarkan hasil dari pengujian reaktor
pirolisis dengan menggunakan bahan biomassa,maka didapat data sebagai berikut :
a. Waktu proses pembakaran pirolisis 270 menitb. Suhu pembakaran bahan bakar 307℃c. Suhu pembakaran pirolisis pada tabung pitot
403℃d. Suhu dinding dalam reaktor 337℃e. Suhu dinding luar reaktor 114℃f. Bahan bakar yang digunakan 12 kgg. Arang hasil bahan bakar 1,5 kgh. Bahan baku yang digunakan 2,1 kgi. Hasil arang pirolisis 1 kgj. Asap cair yang dihasilkan 246 gr
B. PerhitunganDari data di atas maka dapat dihitung nilai-
nilai sebagai berikut :
Energi yang dihasilkan dari pembakaranbahan bakar (Eh) biomassa cangkang karet yaitu :
Eh = mbio x cbio x (Tp max – Ta bio)
= 12 kg x 1,255 kJ/kg.℃ x (307℃ - 33℃)
= 4126,44 kJ
Energi yang terjadi pada pembakaran pirolisis(Ep) di tabung pitot bahan bakar biomassacangkang karet yaitu :
Eh = mbio x cbio x (Tp max – Ta bio)
= 2,1 kg x 1,255 kJ/kg.℃ x (403℃ - 30℃)
= 983,04 kJ
Energi yang diserap air kondensor (Ekond)pada pendinginan asap cair, yaitu :
Ekd = mair . cair . (Tmax air – Tawal air )
= 62,8 kg x 4,178 kJ/kg.℃ x (34℃ - 32℃)
= 787,13 kJ
Kapasitas kerja reactor pirolisis (KKA) dalammenghasilkan produk arang, yaitu :
KKAarang pirolisis = = 0,2 kg/jam
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
24
III-24
Dan efiseinsi pengarangan pirolisis dari bahanbaku yang dihasilkan, yaitu :
Rarang pirolisis = = 47,6 %
Dan efiseinsi arang yang dihasilkan daribahan bakar yang digunakan, yaitu :
1,5Rarang bb = ------- x 100% = 12,5 %
12
Kapasitas kerja reactor pirolisis (Kka) dalammenghasilkan produk asap cair, yaitu :
246Kkaasap cair = --------- = 54,7 gr/jam
4,5
Dan persentase hasil asap cair pirolisis daribahan baku cangkang karet, yaitu :
0,246Rarang bb = --------- x 100% = 2,1 %
12
kerugian panas pada dinding reaktor pirolisis(qr) yang terjadi, yaitu :
qr
=
=
qr = 2227,32 W
C. Pembahasan
Hasil dari perancangan dan pengujian reaktorpirolisis serta perhitungannya tersebut sehinggadiketahui reaktor pirolisis tersebut mampumemproduksi hasil bio-arang dan asap cair dengankualitas dan kantitas yang cukup memadai. Ukurandiameter 27 cm dan tinggi 53 cm cukup idel untukukuran alat poirolisis skala penelitian dan produksikarena kinerjanya terlihat cukup baik yaitu untukarang 0,2 kg/jam dan untuk asap cair 54,7 gr/jam.Produksi arang dan asap cair merupakan kondisi
yang berbeda yaitu semakin tinggi suhupembakaran maka hasil arang akan menjadi sedikitnamun untuk asap cair menjadi lebih banyak.Semakin lama proses pirolisis maka akanmenghasilkan asap cair yang banyak namunsebaliknya dengan arang akan menghasilkan jumlahyang sedikit.
Suhu pembakaran pirolisis yang terjadi padareaktor ini dengan menggunakan bahan biomassacangkang karet terlihat cukup tinggi yaitu 403℃ dansuhu api pembakaran bahan bakar 307℃, kondisi inicukup ideal untuk tipe pirolisis lambat. Kemudianefisiensi pengarangan bahan bakau pirolisis cukupbesar yaitu 47,6%. Sementara itu persentasi hasilasap cair yang didapat yaitu 2,1%, hal inidikarenakan adanya kebocoran pada sambungandan pada bagian keluar asap cair masih terdapat uapyang belum terkondensasi. Dan perbedaan suhupendingin air yang terjadi masih cukup kecil yaitu2℃.
5. KESIMPULAN
a. Hasil suhu pembakaran bahan bakar danpembakaran pirolisis maksimal dan lamawaktu yang diperoleh saat proses pengujian :
Tmax = 307℃ dan Tmax = 403℃t = 270 menit
b. Kapasitas kerja alat ( Kka), rendemen (ΣR),dan presentase hasil cairan pirolisis terhadappadatan (Σs), untuk semua jenis bahanpengujian diperoleh hasil sebagai berikut :Produk arang karbonisasi langsung :
KKA = 0,67 kg/jam dan ΣR = 24,88%
c. Produk arang karbonisasi dengan pirolisis :
KKA = 0,2 kg/jam; ΣR = 47,6%
d. Produk cairan pirolisis (bio-oil) :
KKA = 54,7 gr/jam ; ΣS = 2,1%.e. Kerugian panas (qr) yang terjadi saat proses
pengujian menggunakan biomassacangkang karet yaitu 2227,32 W,
DAFTAR PUSTAKA
[1] Fatimah, Is. 2004, Pengaruh Laju PemanasanTerhadap Komposisi Biofeul Hasil PirolisisSerbuk Kayu, Jurnal Logika, Vol.1 No.1Issn:1410-2315 - Hlm.46-50.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-25
[2] Ridhuan, Kemas. Suranto, Joko. 2016.Perbandingan pembakaran Pirolisis danKarbonisasi pada biomassa Kulit DurianTerhadap Nilai Kalori. Jurnal Teknik Mesin“Turbo”. Volume 5 Nomor 1. ISSN: 23016663
[3] Ridhuan, Kemas. Arya, Sepit. 2015.Karaktristik Pembakaran berbagai JenisBahan Limbah Biomassa denganMenggunakan Proses Nonkarbonisasi. JurnalTeknik Mesin “Turbo”. Volume 4 Nomor 1.ISSN: 2301 6663
[4] Wibowo, Santiyo. 2013, Karakteristik Bio-OilSerbuk Gergaji Sengon Menggunakan ProsesPirolisis Lambat ParaserianthesFalcatari,Jurnal Penelitian Hasil Hutan Vol.31 No. 4, Issn: 0216-4329 - Hlm.258-270.
[5] Hadi, Abdul. Gafur, A. Udiantoro. Mukhlis,2014, Desain Instalasi Pirolisis LimbahPertanian Dalam Rangka Minimalisasi EmisiGas Rumah Kaca Dari Lahan Basah,Prosiding SNST Ke-5, Fakultas TeknikUniversitas Wahid Hasyim Semarang, ISBN:978-602-99334-3-7. Hlm.1-9.
[6] Caturwati, NK., Suhendi, Endang., Prasetyo,Eko. 2015. Alat Pirolisis Tempurung KelapaSawit Sebagai Bahan Baku Briket Biomassa.Jurnal Teknik Mesin Untirta. Vol 1, no 2, hal.38-45.
[7] Duwi Sukseswati, Dini. 2010. KarakteristikSifat Fisik dan Kimia Minyak Hasil PirolisisLambat Campuran Sampah Kertas dan Daun.Jurusan Teknik Mesin. Fakultas TeknikUniversitas Sebelas Maret Surakarta.
[8] Endarko., Muntini, Melania Suweni., Prasetio,Lea., & Faisal, Heny. 2008. Fisika SMKTeknologi Jilid II. Direktorat PembinaanSekolah Menengah Kejuruan.
[9] Aulia Novita, Sri. 2011. Kinerja dan AnalisisTekno-Ekonomi Alat Penghasil Asap Cairdengan Bahan Baku Limbah Pertanian.Artikel. Program Pascasarjana UniversitasAndalas Padang.
[10] Holman, P. 1997. Perpindahan Kalor.Jakarta: Edisi ke Enam. Penerbit Erlangga.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-26
PERENCANAAN TURBIN PEMBANGKIT LISTRIK TENAGAGELOMBANG MENGGUNAKAN TEKNOLOGI OSCILATING WATER
COLUMN MENGGUNAKAN PROGRAM ANSYS 6.0
Jenny Delly1), Al Ichlas Imran2), Baso Mursidi3)
1) Jurusan Teknik Mesin Universitas Halu Oleo2) Jurusan Teknik Mesin Universitas Halu Oleo3) Jurusan Teknik Sipil Universitas Halu Oleo
ABSTRAK
Untuk di Sulawesi Tenggara saat ini, telah berdiri beberapa jenis pembangkit listrik. Pembangkit-pembangkit itu adalah pembangkit listrik tenaga diesel, pembangkit listrik tenaga uap, dan pembangkit listriktenaga gas. Dari semua jenis pembangkit yang telah ada, keseluruhannya tergantung dari pemakaian bahan bakaryang berasal dari pembakaran fosil yang berumur jutaan tahun yaitu batu bara dan minyak bumi. Keseluruhanpembangkit-pembangkit yang sudah ada ini, tentu saja menimbulkan beberapa permasalahan baik itu terhadaplingkungan, kesehatan dan ekonomi. Untuk mengantisipasi hal tersebut maka dilakukan suatu upaya denganpenyediaan energi listrik berbahan bakar alternatif yang sifatnya non konvensional yakni pembangkit listriktenaga gelombang laut. Pembangkit listrik tenaga gelombang laut ini menggunakan teknologi scilatting watercolumn (PLTGL-OWC). Energi gelombang merupakan energi yang sifatnya dapat diperbaharui dan ramahlingkungan, serta selalu tersedia sepanjang waktu.
Dalam penelitian ini dianalisis mengenai besarnya energi yang dihasilkan gelombang laut denganpenggunaan teknologi oscilatting water column (OWC) dengan menvariasikan jumlah blade (4,5 dan 6 buah)pada turbin yang akan digunakan juga diameter kolom dari desain OWC dengan cara mensimulasikanmenggunakan program ANSYS 16.00.
Dari hasil simulasi diperoleh bahwa tekanan maksimum terjadi pada turbin dengan jumlah blade 6sebesar 90,017 Pa dan tekanan terendah pada jumlah blade 4 buah sebesar 7,083 Pa. Dari visualisasi diperolehpola aliran yang terjadi ketika melawati turbin dan stream line dari aliran udara yang melewati turbin terlihatbanyaknya aliran balik pada sisi belakang blade turbin dengan jumlah blade 6 yang mengakibatkan kecepatanaliran meningkat. Akibat dari kecepatan aliran yang meningkat maka putaran turbin juga naik sehingga dayayang dihasilkan juga meningkat.
Kata kunci: Pembangkit Listrik Tenaga Gelombang Laut, Oscilating water column, PLTGL-OWC
PENDAHULUAN
Semakin menurunnya cadangan minyakbumi dan bahan bakar sumber fosil lainakhirnya menjadi permasalahan serius bagiseluruh dunia. Untuk itulah perlu adanya solusialternatif sumber energi terbarukan yang efisiendan ramah lingkungan. Di beberapa negaranegara seperti Amerika Serikat, Rusia, Inggris,Perancis, Kanada, Jepang, Belanda, dan Koreatelah mulai meneliti kemungkinan pemanfaatanenergi dari laut terutama gelombang, pasangsurut, dan panas laut dengan hasil yangmemberikan harapan cukup baik. BagiIndonesia yang memiliki luas perairan hampir60% dari luas wilayahnya, pemanfaatan sumberenergi terbarukan yang berasal dari lautansangatlah mungkin dilakukan untuk bisamenggantikan ketergantungan terhadap bahan
bakar fosil. Akhirnya penelitian hinggapemanfaatan lautan sebagai upaya mencarijawaban terhadap tantangan kekurangan energidi waktu mendatang dan upaya penggunaansumber daya energi tersebut tengah dilakukanberbagai pihak.
Berdasarkan data dari Kementerian Energidan Sumber Daya Mineral (Kemen ESDM),Indonesia memiliki potensi energi laut yg bisadimanfaatkan sebagai sumber energi alternatifsebesar 49 GW (Giga Watt). Pemanfaatanenergi laut untuk kebutuhan listrik sebenarnyabisa dilakukan melalui 3 cara yakni denganmemanfaatkan gelombang, arus hinggaperbedaan suhu lapisan lautnya (OceanThermal Energy Conversion atau OTEC). Darimasing-masing cara pemanfaatan energi lautAsosiasi Energi Laut Indonesia (ASELI) ditahun 2011 telah mendata potensi energi listrik

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-27
yang bisa dihasilkan. Arus pasang surutmemiliki potensi teoritis sebesar 160 gigawatt(GW), potensi teknis 22,5 GW, dan potensipraktis 4,8 GW. “Gelombang laut mempunyaipotensi teoritis 510 GW, potensi teknis 2 GW,dan potensi praktis 1,2 GW. Serta panas lautmemiliki potensi teoritis 57 GW, potensi teknis52 GW, dan potensi praktis 43 GW,”Mukhtasor, Ketua ASELI. Berdasarkan datayang dikeluarkan oleh asosiasi tersebut, secarateoritis, total sumberdaya energi laut nasionalsangat melimpah, meliputi energi dari jenispanas laut, gelombang laut dan arus laut, yaitumencapai 727.000 MW. Namun demikian,potensi energi laut yang dapat dimanfaatkandengan menggunakan teknologi sekarang dansecara praktis memungkinkan untukdikembangkan, berkisar antara 49.000 MW.Diantara potensi sedemikian besar tersebut,industri energi laut yang paling siap adalahindustri berbasis teknologi gelombang danteknologi arus pasang surut, dengan potensipraktis sebesar 6.000 MW.
Pijakan pengembangan energi lautsebenarnya telah tersedia dalam UU No.30/2007 tentang Energi maupun UU No.17/2007 tentang Rencana Pembangunan JangkaPanjang Nasional (RPJPN). Undang-undangtersebut mengamanatkan bahwa penyediaan danpemanfaaran energi terbarukan wajibditingkatkan oleh pemerintah dan pemerintahdaerah (pasal 20 angka 4 dan pasal 21 angka 2),penyediaan dan pemanfaatan energi darisumber energi terbarukan dapat memperolehkemudahan dan/atau pemerintah daerah sesuaidengan kewenangannya untuk jangka waktutertentu hingga tercapai nilai keekonomiannya(pasal 20 angka 5 dan pasal 21 angka 3).
Penelitian awal mengenai pemanfaatanenergi laut khususnya pemanfaatan arus lautsebenarnya sudah dilakukan oleh KementerianKelautan dan Perikanan (KKP) lewat BalitbangKP. “Energi laut yang menghasilkan listriksebanyak 5Kw (Kilo watt) sudah berhasildilakukan di Selat Larantuka, Flores, NusaTenggara Timur. Energi ini dihasilkan dari arusselat yang sangat besar di Selat Larantuka,” (Prof Rizald Max Rompas). Balitbang KPtengah melakukan penelitian untuk bisamenghasilkan listrik sebanyak 10 Kw sembarimeneliti lokasi yang potensial untuk
pengembangan energi arus ini. Setidaknya ada4 lokasi lain yang potensial selain di Larantukayakni Pulau Jawa, Sulawesi Tenggara, Papuadan Batam
Melihat topografi Sulawesi Tenggara yangdikelilingi oleh laut, jenis pembangkit listriktenaga gelombang laut sangat cocok dibangundi Sulawesi Tenggara. Jenis pembangkit listriktenaga gelombang laut ini selain ramahlingkungan, dalam pembangunan danpengoperasiannya tidak akan merusakekosistem alam di Sulawesi Tenggara, sehinggaSulawesi Tenggara akan menjadi daerah tujuanwisata yang terkenal dengan keindahanalamnya. Saat ini telah banyak jenis teknologiyang dikembangkan pada pembangkit listriktenaga gelombang laut, diantaranya: teknologibuoy tipe, teknologi overtopping devices, danteknologi Oscilatting water column. Untuk diSulawesi Tenggara sendiri, teknologi yangcocok dikembangkan adalah pembangkit listriktenaga gelombang laut dengan teknologioscilating water column (PLTGL-OWC). Halini dikarenakan teknologi oscilatting watercolumn (OWC) sangat cocok dibangun didaerah dengan topografi dasar laut yang landaidan memiliki ketinggian gelombang laut yangkonstan, serta tidak memerlukan daerahkonstruksi yang luas.
Pada penelitian ini kami meneliti pengaruhdari jumlah blade/kipas turbin terhadap dayayang di hasilkan tubin
GELOMBANG LAUTGelombang laut merupakan energi dalam
transisi, merupakan energi yang terbawa olehsifat aslinya. Prinsip dasar terjadinyagelombang laut adalah sebagai berikut(waldopo,2008): ” Jika ada dua massa bendayang berbeda kerapatannya ( densitasnya)bergesekan satu sama lain, maka pada bidanggeraknya akan terbentuk gelombang. ”Gelombang merupakan gerakan naik turunnyaair laut. Hal ini seperti ditunjukkan padagambar 1.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-28
Gambar 1. Gambar pergerakan air laut.(Sumber: Waldopo ,2008)
Gelombang permukaan merupakangambaran yang sederhana untuk menunjukkanbentuk dari suatu energi lautan. Gejala energigelombang bersumber pada fenomena-fenomena sebagai berikut (Pudjanarsa, 2006): Benda (body) yang bergerak pada atau
dekat permukaan yang menyebabkanterjadinya gelombang dengan periodekecil, energi kecil pula.
Angin merupakan sumber penyebabutama gelombang lautan.
Gangguan seismik yang menyebabkanterjadinya gelombang pasang atautsunami. Contoh gangguan seismikadalah: gempa bumi, dll.
Medan gravitasi bumi dan bulanpenyebab gelombang-gelombang besar,terutama menyebabkan gelombangpasang yang tinggi.
Selanjutnya gelombang laut ditinjau darisifat pengukurannya dibedakan menurutketinggian serta periode alunannya. Darikebanyakan data yang ada, tinggi gelombanglautan dapat diukur melalui alat ukurgelombang ataupun dengan cara visual denganmelakukan pengamatan langsung di lapangan.Gelombang laut sukar dijabarkan dengan pasti,tetapi dapat iformulasikan dengan pendekatan.Berbagai macam teori pendekatan digunakanuntuk memberikan informasi ilmiah tentangsifat gelombang lautan pada suatu tingkatfenomena yang aktual. Suatu teori sederhanatentang gelombang lautan dikenal sebagai teoridari Airy atau teori gelombang linier.
Selanjutnya para ahli membedakan sifatgelombang laut sebagai gelombang linier dangelombang non-linier.
Pengaruh anginAngin adalah sumber utama terjadinya
gelombang lautan. Dengan demikian tinggigelombang, periode, dan arah gelombang selaluberhubungan dengan kecepatan dan arah angin.Angin dengan kecepatan rendah akanmenyebabkan kecilnya tinggi gelombang danrendahnya periode gelombang yang terjadi,sedangkan angin yang kuat dan angin ribut akanmenyebabkan variasi tinggi serta periodegelombang serta mengarah ke berbagai penjuru.Pada kondisi angin yang baik, gelombang lautdapat diobservasi secara random, baik untuktinggi, periode, maupun arahnya. Anginmemberikan pengaruh yang besar terhadapterjadinya gelombang laut sehingga efisiensihampir semua pesawat konversi energigelombang laut dipengaruhi oleh frekuensiangin yang terjadi sepanjang tahun pada suatuzone lautan tertentu. Gambar 2 menunjukkansuatu spektrum periode gelombang untukberbagai variasi kecepatan angin.
Gambar 2. Spektrum periode gelombang untukberbagai kecepatan angin ( Pudjanarsa,2006)
Komponen dasar PLT gelombang lautKonstruksi pembangkit listrik tenaga
(PLT) gelombang terdiri dari mesin konversienergy gelombang, turbin, generator.
A. Mesin konversi energi gelombang lautEnergi gelombang laut dapat
dimanfaatkan untuk menggerakkanpesawat-pesawat yang nantinyabermanfaat demi kesejahteraan manusia.Upaya untuk memanfaatkan energigelombang laut telah banyak dilaksanakanbaik dengan konsep yang sederhanamaupun yang canggih. Sejumlahpercobaan telah dilaksanakan oleh para
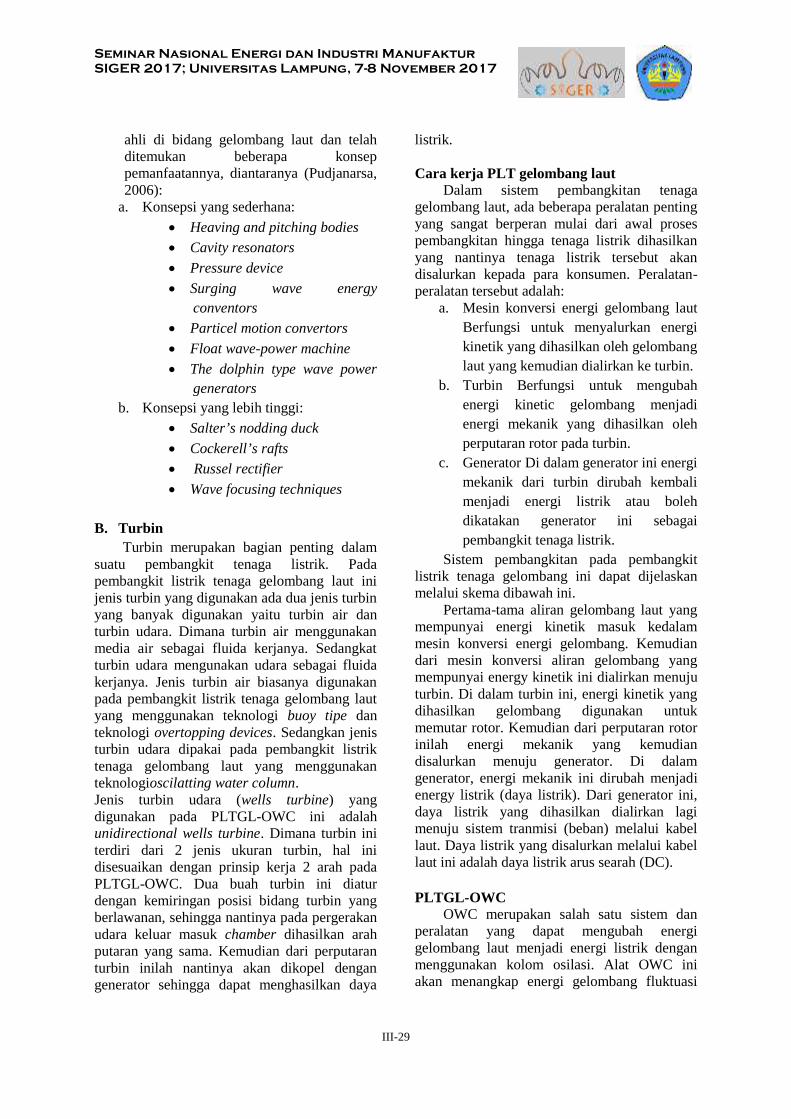
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-29
ahli di bidang gelombang laut dan telahditemukan beberapa konseppemanfaatannya, diantaranya (Pudjanarsa,2006):
a. Konsepsi yang sederhana: Heaving and pitching bodies Cavity resonators Pressure device Surging wave energy
conventors Particel motion convertors Float wave-power machine The dolphin type wave power
generatorsb. Konsepsi yang lebih tinggi:
Salter’s nodding duck Cockerell’s rafts Russel rectifier Wave focusing techniques
B. TurbinTurbin merupakan bagian penting dalam
suatu pembangkit tenaga listrik. Padapembangkit listrik tenaga gelombang laut inijenis turbin yang digunakan ada dua jenis turbinyang banyak digunakan yaitu turbin air danturbin udara. Dimana turbin air menggunakanmedia air sebagai fluida kerjanya. Sedangkatturbin udara mengunakan udara sebagai fluidakerjanya. Jenis turbin air biasanya digunakanpada pembangkit listrik tenaga gelombang lautyang menggunakan teknologi buoy tipe danteknologi overtopping devices. Sedangkan jenisturbin udara dipakai pada pembangkit listriktenaga gelombang laut yang menggunakanteknologioscilatting water column.Jenis turbin udara (wells turbine) yangdigunakan pada PLTGL-OWC ini adalahunidirectional wells turbine. Dimana turbin initerdiri dari 2 jenis ukuran turbin, hal inidisesuaikan dengan prinsip kerja 2 arah padaPLTGL-OWC. Dua buah turbin ini diaturdengan kemiringan posisi bidang turbin yangberlawanan, sehingga nantinya pada pergerakanudara keluar masuk chamber dihasilkan arahputaran yang sama. Kemudian dari perputaranturbin inilah nantinya akan dikopel dengangenerator sehingga dapat menghasilkan daya
listrik.
Cara kerja PLT gelombang lautDalam sistem pembangkitan tenaga
gelombang laut, ada beberapa peralatan pentingyang sangat berperan mulai dari awal prosespembangkitan hingga tenaga listrik dihasilkanyang nantinya tenaga listrik tersebut akandisalurkan kepada para konsumen. Peralatan-peralatan tersebut adalah:
a. Mesin konversi energi gelombang lautBerfungsi untuk menyalurkan energikinetik yang dihasilkan oleh gelombanglaut yang kemudian dialirkan ke turbin.
b. Turbin Berfungsi untuk mengubahenergi kinetic gelombang menjadienergi mekanik yang dihasilkan olehperputaran rotor pada turbin.
c. Generator Di dalam generator ini energimekanik dari turbin dirubah kembalimenjadi energi listrik atau bolehdikatakan generator ini sebagaipembangkit tenaga listrik.
Sistem pembangkitan pada pembangkitlistrik tenaga gelombang ini dapat dijelaskanmelalui skema dibawah ini.
Pertama-tama aliran gelombang laut yangmempunyai energi kinetik masuk kedalammesin konversi energi gelombang. Kemudiandari mesin konversi aliran gelombang yangmempunyai energy kinetik ini dialirkan menujuturbin. Di dalam turbin ini, energi kinetik yangdihasilkan gelombang digunakan untukmemutar rotor. Kemudian dari perputaran rotorinilah energi mekanik yang kemudiandisalurkan menuju generator. Di dalamgenerator, energi mekanik ini dirubah menjadienergy listrik (daya listrik). Dari generator ini,daya listrik yang dihasilkan dialirkan lagimenuju sistem tranmisi (beban) melalui kabellaut. Daya listrik yang disalurkan melalui kabellaut ini adalah daya listrik arus searah (DC).
PLTGL-OWCOWC merupakan salah satu sistem dan
peralatan yang dapat mengubah energigelombang laut menjadi energi listrik denganmenggunakan kolom osilasi. Alat OWC iniakan menangkap energi gelombang fluktuasi

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-30
atau osilasi gerakan air dalam ruang OWC,kemudian tekanan udara ini akanmenggerakkan baling-baling turbin yangdihubungkan dengan generator listrik sehinggamenghasilkan listrik
Teknologi oscilatting water column (OWC)Pada teknologi OWC ini, digunakan
tekanan udara dari ruangan kedap air untukmenggerakkan whells turbine yang nantinyapergerakan turbin ini digunakan untukmenghasilkan energi listrik.
Ruangan kedap air ini dipasang tetapdengan struktur bawah terbuka ke laut. Tekananudara pada ruangan kedap air ini disebabkanoleh pergerakan naik-turun dari permukaangelombang air laut. Gerakan gelombang didalam ruangan ini merupakan gerakancompresses dan gerakan decompresses yangada di atas tingkat air di dalam ruangan.Gerakan ini mengakibatkan, ihasilkannyasebuah alternating streaming kecepatan tinggidari udara. Aliran udara ini didorong melaluipipa ke turbin generator yang digunakan untukmenghasilkan listrik. Sistem OWC ini dapatditempatkan permanen di pinggir pantai ataubisa juga ditempatkan di tengah laut. Padasistem yang ditempatkan di tengah laut, tenagalistrik yang dihasilkan dialirkan menujutransmisi yang ada di daratan menggunakankabel laut.
Kerapatan energi yang dihasilkan PLTGLOWC
Dalam menghitung besarnya energygelombang laut dengan metode oscilattingwater column (OWC), hal yang pertama yangharus diketahui adalah ketersediaan akan energigelombang laut. Total energi gelombang lautdapat diketahui dengan menjumlahkan besarnyaenergi kinetik dan energi potensial yangdihasilkan oleh gelombang laut tersebut. Energipotensial adalah energi yang ditimbulkan olehposisi relatif atau konfigurasi gelombang lautpada suatu sistem fisik. Bentuk energi inimemiliki potensi untuk mengubah keadaanobjek-objek lain di sekitarnya, contohnya,konfigurasi atau gerakannya. Besarnya energypotensial dari gelombang laut dapat dihitungdengan persamaan sebagai berikut (Universityof Michigan,2008):
(2.1)
Dimana:m = wρy : Massa Gelombang (kg)ρ : massa jenis air laut (kg/m3)w : lebar gelombang (m) (diasumsikan sama
dengan luas chamber pada OWC).Y = y(x,t) = a sin(kx-ωt) (m) : persamaan
gelombang (diasumsikan gelombangsinusoidal).
a = h/2 : amplitudo gelombang.h = ketinggian gelombang (m)
: konstanta gelombangλ : panjang gelombang (m)
: frekuensi gelombang.T : periode gelombang (sec)
Maka persamaan energi potensial ini dapatditulis sebagai berikut:
(2.2)
Selanjutnya dihitung besarnya energipotensial gelombang lebih dari 1 periode,diasumsikan bahwa gelombang hanyamerupakan fungsi dari x terhadap waktu,sehingga didapatkan persamaan y(x,t) = y(x).Jadi didapatkan:
(2.3)
Berdasarkan persamaan dan ,maka didapatkan persamaan:
(2.4)
Besarnya energi kinetik lebih dari 1 periodeadalah sebanding dengan besarnya energipotensial yang dihasilkan.
(2.5)

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-31
Dimana energi kinetik adalah bagianenergi yang berhubungan dengan gerakan darigelombang laut. Setelah besarnya energipotensial dan energi kinetikdiketahui, makadapat dihitung total energi yang dihasilkanselama lebih dari 1 periode dapat dicari denganmenggunakan persamaan:
(J/m2)(2.6)
Total energi yang dimaksud disini adalahjumlah besarnya energi yang dihasilkangelombang laut yang didapatkan melaluipenjumlahan energi potensial dan energi kinetikyang dimilikinya. Melalui persamaan diatas,maka dapat dihitung besarnya energy density(EWD), daya listrik (PW), dan power density(PWD) yang dihasilkan gelombang laut. Untukmenetukan besarnya energy density (EWD)yang dihasilkan gelombang laut digunakanpersamaan berikut ini.
(2.7)
Energy density adalah besarnya kerapatanenergy yang dihasilkan gelombang laut tiap 1satuan luas permukaan. Untuk menentukanbesarnya daya listrik (PW) yang dihasilkangelombang laut digunakan persamaan berikutini.
(2.8)
Dimana wave power adalah besarnya dayalistrik yang mampu dihasilkan oleh gelombanglaut.
Untuk menetukan besarnya power density(PWD) yang dihasilkan gelombang lautdigunakan persamaan 2.11 berikut ini.
(2.9)
HASIL DAN PEMBAHASAN
1. Untuk turbin dengan jumlah blade 4
a. Pressure
b. Velocity
c. Stream line
2. Untuk jumlah blade 5a. Pressure
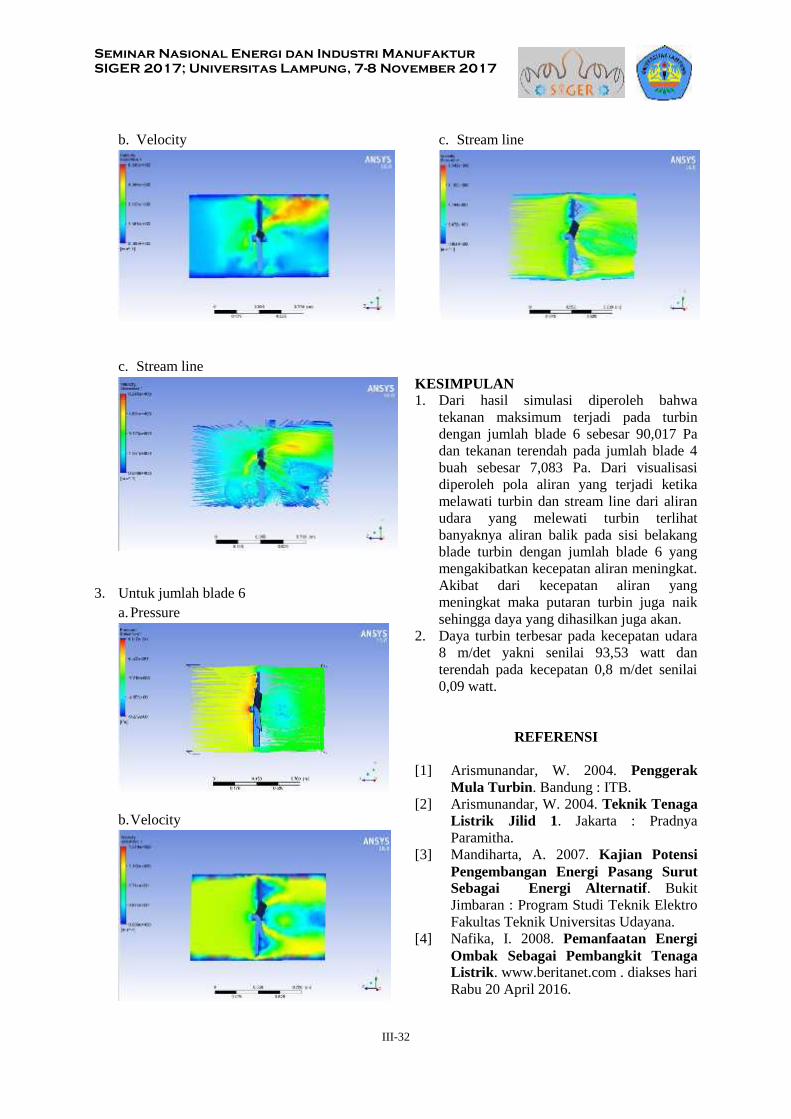
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-32
b. Velocity
c. Stream line
3. Untuk jumlah blade 6a.Pressure
b.Velocity
c. Stream line
KESIMPULAN1. Dari hasil simulasi diperoleh bahwa
tekanan maksimum terjadi pada turbindengan jumlah blade 6 sebesar 90,017 Padan tekanan terendah pada jumlah blade 4buah sebesar 7,083 Pa. Dari visualisasidiperoleh pola aliran yang terjadi ketikamelawati turbin dan stream line dari aliranudara yang melewati turbin terlihatbanyaknya aliran balik pada sisi belakangblade turbin dengan jumlah blade 6 yangmengakibatkan kecepatan aliran meningkat.Akibat dari kecepatan aliran yangmeningkat maka putaran turbin juga naiksehingga daya yang dihasilkan juga akan.
2. Daya turbin terbesar pada kecepatan udara8 m/det yakni senilai 93,53 watt danterendah pada kecepatan 0,8 m/det senilai0,09 watt.
REFERENSI
[1] Arismunandar, W. 2004. PenggerakMula Turbin. Bandung : ITB.
[2] Arismunandar, W. 2004. Teknik TenagaListrik Jilid 1. Jakarta : PradnyaParamitha.
[3] Mandiharta, A. 2007. Kajian PotensiPengembangan Energi Pasang SurutSebagai Energi Alternatif. BukitJimbaran : Program Studi Teknik ElektroFakultas Teknik Universitas Udayana.
[4] Nafika, I. 2008. Pemanfaatan EnergiOmbak Sebagai Pembangkit TenagaListrik. www.beritanet.com . diakses hariRabu 20 April 2016.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-33
[5] Navarro, D, dkk. 2007. California OceanWave Assessment. California : ElectricPower Research Institute.
[6] Pontes, M.T. 2001. Ocean EnergiesResources and Utilisation. Portugal :Instituto Superior Tecnico.
[7] Pudjanarsa, A. 2006. Mesin KonversiEnergi. Yogyakarta : ANDI.
[8] Vining, J. 2005. Ocean Wave EnergiConversion. Madison : University ofWisconsin.
[9] Waldopo, dkk. 2008. Perairan Daratdan Laut. www.google.com. Diakseshari Sabtu 20 september 2008.
[10] -----------. 2004. Rencana UmumKetenagalistrikan Daerah (RUKD)Provinsi Sulawesi Tenggara. : BappedaProvinsi Provinsi Sulawesi Tenggara i.
[11] -----------, 2007. Californian OceanWave Energy Assesment. USA: EPRI(Electric Power Research Institute).
[12] -----------, 2008. Bali Map [email protected]. Diaksespada hari Kamis, 11 Desember 2015.
[13] -----------, 2008. Wave EnergyConversions. USA : Departement ofNaval Architecture and MarineEnginering.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-34
STUDI KONDUKTIVITAS TERMAL BATUAN AREA MANIFESTASIAIR PANAS NATAR SEBAGAI ZONA OUTFLOW SISTEM PANAS
BUMI WAY RATAI, PROVINSI LAMPUNG
Karyanto1, Nandi Haerudin1, Ahmad Zaenudin1, Evi Muharoroh1 , Ryan Donovan1
1 Jurusan Teknik Geofisika, Fakultas Teknik, Universitas LampungJln. Prof. Dr. Soematri Brojonegoro, No.1 Bandar Lampung, Lampung
*E-mail koresponden: [email protected]
AbstractThermal conductivity survey has conducted in Natar Hot Spring Manifestation, South Lampung Regency. Thissurvey aim to indentify heat flow direction with thermal conductivity measurement using M.A.E A5000T withdepth 50 cm. Thermal conductivity correlated with both temperature and permeability. More higher value ofthermal conductivity, the temperature and permeability will be higher and more lower value of thermalconductivity, the temperature and the permeability will be lower. In this survey area, thermal conductivity valueranged about 0.155-2.035 W/mK. In the area there are hot springs manifestation, the thermal conductivity valueis high, while in the area there are not hot springs manifestation the thermal conductivity value is low. From theinterpretation result, high thermal conductivity area located along the fault directed NE-SW. This shown that thehot springs manifestation appearances in Natar controlled by that fault.
Keywords: thermal conductivity, manifestation, geothermal
AbstrakSurvei konduktivitas termal telah dilakukan di area manifestasi air panas Natar, Kabupaten Lampung Selatan,Provinsi Lampung. Survei ini bertujuan untuk mengidentifikasi konduktivitas termal batuan denganmenggunakan alat M.A.E A5000T pada kedalaman 50 cm di bawah permukaan tanah. Nilai konduktivitas akanberasosiasi dengan nilai permeabilitas suatu batuan, semakin besar nilai konduktivitas termal batuan makapermeabilitas batuan akan semakin besar. Sebaliknya, semakin kecil nilai konduktivitas termal batuan makapermeabilitas batuan akan semakin kecil. Pada area survei, nilai konduktivitas panas batuan berkisar antara0.155-2.035 W/mK. Nilai konduktivitas termal batuan tersebut termasuk ke dalam nilai yang kecil. Hal inimenunjukkan bahwa daerah manifestasi air panas Natar tergolong ke dalam zona permeabilitas rendah, yangdapat diindikasikan sebagai zona outflow dari sistem panasbumi Way Ratai, Kabupaten Pesawaran.
Keywords: konduktivitas termal, manifestasi, panasbumi
PENDAHULUANSuatu kemunculan manifestasi air panas
memiliki kemungkinan hal tersebut dikontrololeh adanya permeabilitas sekunder berupastruktur sesar. Pembentukan sesarmenyebabkan batuan yang berada di zona sesarmengalami kehancuran yang sangat intensif,sehingga batuan yang ada menjadi lebihpermeable dan pada zona tersebut menjadireservoar yang baik. Pada daerah yang memilikipermeabilitas besar umumnya memiliki nilaikonduktivitas yang besar pula. Hal ini
dikarenakan area yang memiliki nilaipermeabilitas besar dapat meloloskan panasdalam keadaan yang sangat baik. Perpindahanpanas secara konduksi adalah perpindahanpanas yang terjadi pada suatu media padat ataupada media fluida yang diam. Konduksi terjadiakibat adanya perbedaan temperatur antarapermukaan yang satu dengan permukaan yanglain pada media tersebut. Dalam penelitian ini,dilakukan pengukuran konduktivitas panas didaerah manifestasi air panas Kecamatan Natardan sekitarnya. Tujuan dari penelitian ini adalahuntuk mengetahui besarnya konduktivitas
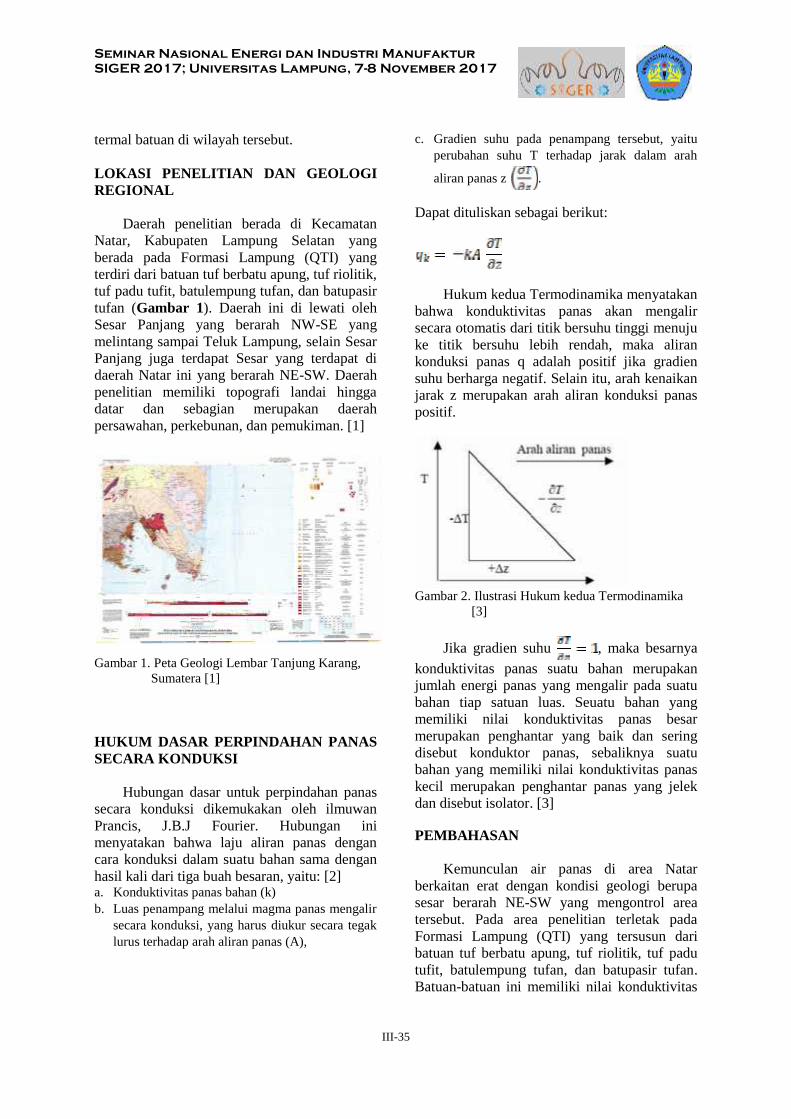
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-35
termal batuan di wilayah tersebut.
LOKASI PENELITIAN DAN GEOLOGIREGIONAL
Daerah penelitian berada di KecamatanNatar, Kabupaten Lampung Selatan yangberada pada Formasi Lampung (QTI) yangterdiri dari batuan tuf berbatu apung, tuf riolitik,tuf padu tufit, batulempung tufan, dan batupasirtufan (Gambar 1). Daerah ini di lewati olehSesar Panjang yang berarah NW-SE yangmelintang sampai Teluk Lampung, selain SesarPanjang juga terdapat Sesar yang terdapat didaerah Natar ini yang berarah NE-SW. Daerahpenelitian memiliki topografi landai hinggadatar dan sebagian merupakan daerahpersawahan, perkebunan, dan pemukiman. [1]
Gambar 1. Peta Geologi Lembar Tanjung Karang,Sumatera [1]
HUKUM DASAR PERPINDAHAN PANASSECARA KONDUKSI
Hubungan dasar untuk perpindahan panassecara konduksi dikemukakan oleh ilmuwanPrancis, J.B.J Fourier. Hubungan inimenyatakan bahwa laju aliran panas dengancara konduksi dalam suatu bahan sama denganhasil kali dari tiga buah besaran, yaitu: [2]a. Konduktivitas panas bahan (k)b. Luas penampang melalui magma panas mengalir
secara konduksi, yang harus diukur secara tegaklurus terhadap arah aliran panas (A),
c. Gradien suhu pada penampang tersebut, yaituperubahan suhu T terhadap jarak dalam arah
aliran panas z .
Dapat dituliskan sebagai berikut:
Hukum kedua Termodinamika menyatakanbahwa konduktivitas panas akan mengalirsecara otomatis dari titik bersuhu tinggi menujuke titik bersuhu lebih rendah, maka alirankonduksi panas q adalah positif jika gradiensuhu berharga negatif. Selain itu, arah kenaikanjarak z merupakan arah aliran konduksi panaspositif.
Gambar 2. Ilustrasi Hukum kedua Termodinamika[3]
Jika gradien suhu , maka besarnyakonduktivitas panas suatu bahan merupakanjumlah energi panas yang mengalir pada suatubahan tiap satuan luas. Seuatu bahan yangmemiliki nilai konduktivitas panas besarmerupakan penghantar yang baik dan seringdisebut konduktor panas, sebaliknya suatubahan yang memiliki nilai konduktivitas panaskecil merupakan penghantar panas yang jelekdan disebut isolator. [3]
PEMBAHASAN
Kemunculan air panas di area Natarberkaitan erat dengan kondisi geologi berupasesar berarah NE-SW yang mengontrol areatersebut. Pada area penelitian terletak padaFormasi Lampung (QTI) yang tersusun daribatuan tuf berbatu apung, tuf riolitik, tuf padutufit, batulempung tufan, dan batupasir tufan.Batuan-batuan ini memiliki nilai konduktivitas
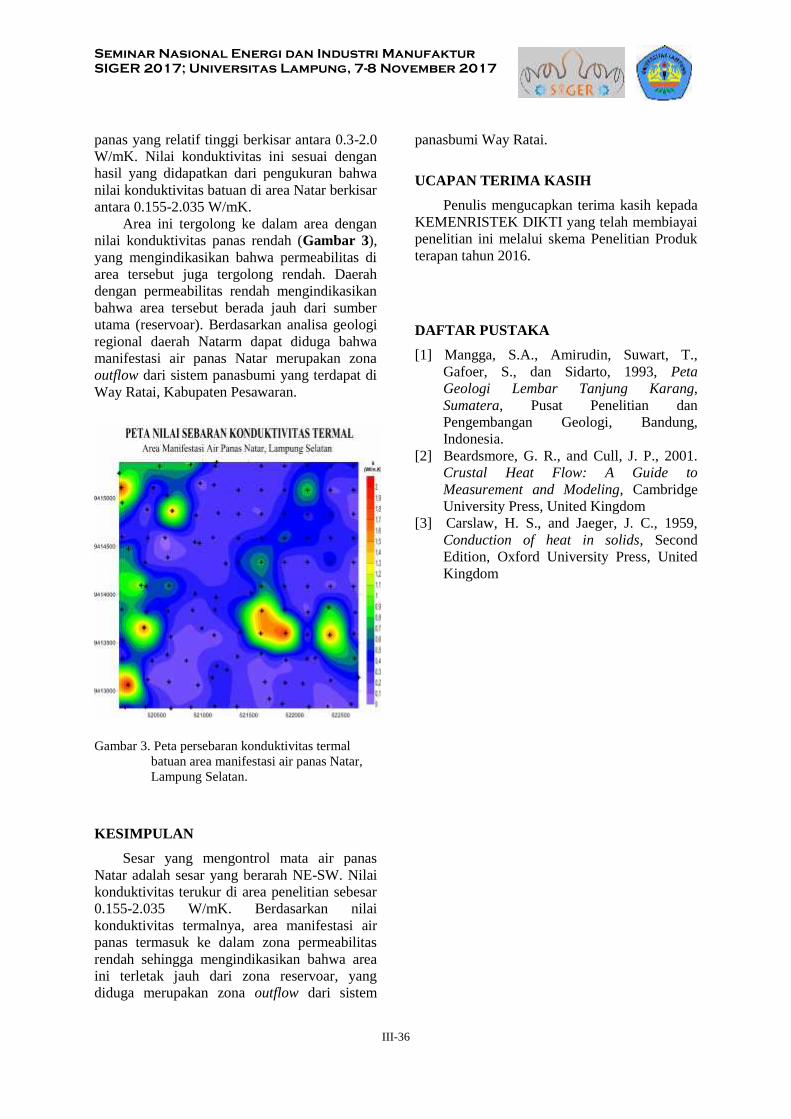
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-36
panas yang relatif tinggi berkisar antara 0.3-2.0W/mK. Nilai konduktivitas ini sesuai denganhasil yang didapatkan dari pengukuran bahwanilai konduktivitas batuan di area Natar berkisarantara 0.155-2.035 W/mK.
Area ini tergolong ke dalam area dengannilai konduktivitas panas rendah (Gambar 3),yang mengindikasikan bahwa permeabilitas diarea tersebut juga tergolong rendah. Daerahdengan permeabilitas rendah mengindikasikanbahwa area tersebut berada jauh dari sumberutama (reservoar). Berdasarkan analisa geologiregional daerah Natarm dapat diduga bahwamanifestasi air panas Natar merupakan zonaoutflow dari sistem panasbumi yang terdapat diWay Ratai, Kabupaten Pesawaran.
Gambar 3. Peta persebaran konduktivitas termalbatuan area manifestasi air panas Natar,Lampung Selatan.
KESIMPULANSesar yang mengontrol mata air panas
Natar adalah sesar yang berarah NE-SW. Nilaikonduktivitas terukur di area penelitian sebesar0.155-2.035 W/mK. Berdasarkan nilaikonduktivitas termalnya, area manifestasi airpanas termasuk ke dalam zona permeabilitasrendah sehingga mengindikasikan bahwa areaini terletak jauh dari zona reservoar, yangdiduga merupakan zona outflow dari sistem
panasbumi Way Ratai.
UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada
KEMENRISTEK DIKTI yang telah membiayaipenelitian ini melalui skema Penelitian Produkterapan tahun 2016.
DAFTAR PUSTAKA[1] Mangga, S.A., Amirudin, Suwart, T.,
Gafoer, S., dan Sidarto, 1993, PetaGeologi Lembar Tanjung Karang,Sumatera, Pusat Penelitian danPengembangan Geologi, Bandung,Indonesia.
[2] Beardsmore, G. R., and Cull, J. P., 2001.Crustal Heat Flow: A Guide toMeasurement and Modeling, CambridgeUniversity Press, United Kingdom
[3] Carslaw, H. S., and Jaeger, J. C., 1959,Conduction of heat in solids, SecondEdition, Oxford University Press, UnitedKingdom

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-37
Pengaruh Penambahan Etanol Pada Solar Terhadap Prestasi Dan EmisiGas Buang Mesin Diesel
Untung Surya Dharma1,*, Erik Tri Mahyudi2
1 Universitas Muhammadiyah Metro Jl. Ki Hajar Dewantara No.116 Kota Metro LampungIndonesia,
2Politeknik Sugar Group Companies, Site PT. GPM Desa Mataram Udik Kec. BandarMataram Kab. Lampung Tengah Lampung Indonesia
*E-mail koresponden: [email protected]
AbstractThe scarcity of fuel oil is fueling research to find alternative fuels. Ethanol is a non-fossil fuel source
that can be used as a solution to overcome the scarcity of fossil fuels. This research was conducted by addingethanol(97.05%) to diesel oil which was applied to KW 20-388 generator machine with 2300 rpm rotationvariation, 2400 rpm and 2500 rpm. The objective of this study was to compare the engine performance andemissions of exhaust gases from engines with diesel fuel which have been given ethanol 5% (E5%), 7.5%(E7.5%), 10% (E10%) ethanol additions, 12.5% (E12.5%) and 15% (E15%). The results obtained that the dieselwith the addition of 5% ethanol (E5%) produces the highest indicator of the average of 7.44 kW almost close topure diesel is 7.48 kW, compared with diesel with the addition of ethanol 7.5% to 15% . Even on testing fuelconsumption and exhaust emissions also shows that diesel with the addition of 5% ethanol (E5%) gives bettervalue. From the test results can be concluded that the addition of ethanol into the solar only in a smallpercentage (maximum 5%) because the greater percentage of ethanol addition into the diesel will reduce theperformance of the diesel engine itself.Keywords: diesel fuel, ethanol, engine performance, emissions of exhaust gases.
AbstrakKelangkaan bahan bakar minyak yang terjadi mendorong dilakukannya penelitian untuk mencari
bahan bakar alternatif. Etanol merupakan sumber bahan bakar non fosil yang dapat dijadikan solusi mengatasikelangkaan bahan bakar fosil. Penelitian ini dilakukan dengan dengan cara menambahkan etanol(97,05%)kedalam minyak solar yang diaplikasikan pada mesin genset KW 20-388 dengan variasi putaran 2300 rpm,2400 rpm dan 2500 rpm. Tujuan dari penelitian ini adalah untuk membandingkan prestasi dan emisi gas buangdari mesin dengan bahan bakar solar yang telah diberi penambahan Etanol sebanyak 5% (E5%),7,5% (E7,5%),10% (E10%), 12,5% (E12,5%) dan 15% (E15%). Dari hasil pengujian didapatkan hasil yaitu solar denganpenambahan etanol 5% (E5%) menghasilkan daya indicator tertinggi yaitu rata-rata sebesar 7.44 kW hampirmendekati solar murni yaitu 7,48 kW, dibandingkan dengan solar dengan penambahan etanol 7,5% hingga15%. Bahkan pada pengujian konsumsi bahan bakar dan emisi gas buang juga menunjukan bahwa solardengan penambahan 5% etanol (E5%) memberikan nilai yang lebih baik. Dari hasil pengujian dapatdisimpulkan bahwa penambahan etanol kedalam solar hanya dalam persentase kecil (maksimal 5%) karenasemakin besar persentase penambahan etanol kedalam solar akan menurunkan prestasi mesin diesel itu sendiri.Keywords: solar, ethanol, prestasi mesin, emisi gas buang.
PENDAHULUAN
Dalam perkembangan zaman sepertisekarang ini, kebutuhan bahan bakar minyaksangat tinggi baik digunakan untuk alat-alattransportasi maupun dunia industri. Bahanbakar minyak tentunya suatu saat akan habiskarena bahan bakar minyak merupakan bahanbakar fosil dimana bahan bakar ini tidak dapat
diperbarui. Permasalahan inilah yangmendorong berbagai upaya dalam mencaribahan bakar alternatif yang bisa diperbaharui.
Senyawa etanol merupakan salah satubahan bakar pengganti yang telah digunakan.Etanol merupakan senyawa hasil fermentasidari tumbuhan yang mudah terbakar. Etanolmemiliki karakteristik yang mirip denganbensin sehingga sering digunakan sebagai
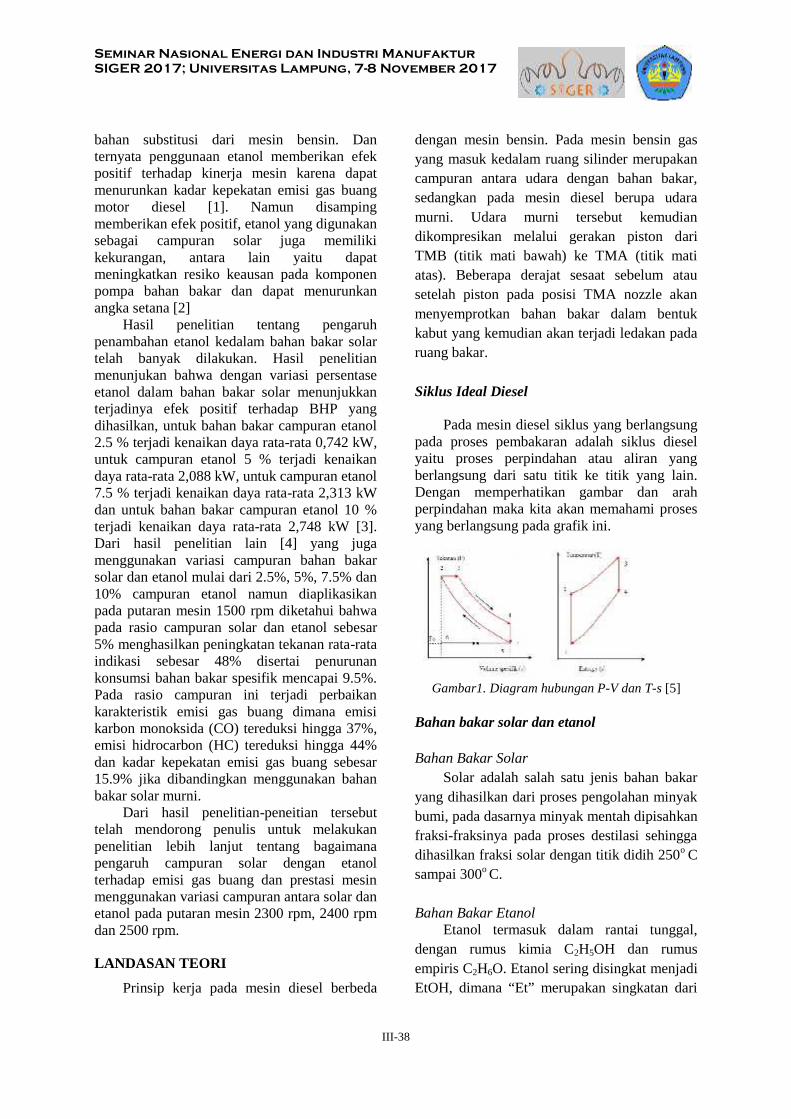
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-38
bahan substitusi dari mesin bensin. Danternyata penggunaan etanol memberikan efekpositif terhadap kinerja mesin karena dapatmenurunkan kadar kepekatan emisi gas buangmotor diesel [1]. Namun disampingmemberikan efek positif, etanol yang digunakansebagai campuran solar juga memilikikekurangan, antara lain yaitu dapatmeningkatkan resiko keausan pada komponenpompa bahan bakar dan dapat menurunkanangka setana [2]
Hasil penelitian tentang pengaruhpenambahan etanol kedalam bahan bakar solartelah banyak dilakukan. Hasil penelitianmenunjukan bahwa dengan variasi persentaseetanol dalam bahan bakar solar menunjukkanterjadinya efek positif terhadap BHP yangdihasilkan, untuk bahan bakar campuran etanol2.5 % terjadi kenaikan daya rata-rata 0,742 kW,untuk campuran etanol 5 % terjadi kenaikandaya rata-rata 2,088 kW, untuk campuran etanol7.5 % terjadi kenaikan daya rata-rata 2,313 kWdan untuk bahan bakar campuran etanol 10 %terjadi kenaikan daya rata-rata 2,748 kW [3].Dari hasil penelitian lain [4] yang jugamenggunakan variasi campuran bahan bakarsolar dan etanol mulai dari 2.5%, 5%, 7.5% dan10% campuran etanol namun diaplikasikanpada putaran mesin 1500 rpm diketahui bahwapada rasio campuran solar dan etanol sebesar5% menghasilkan peningkatan tekanan rata-rataindikasi sebesar 48% disertai penurunankonsumsi bahan bakar spesifik mencapai 9.5%.Pada rasio campuran ini terjadi perbaikankarakteristik emisi gas buang dimana emisikarbon monoksida (CO) tereduksi hingga 37%,emisi hidrocarbon (HC) tereduksi hingga 44%dan kadar kepekatan emisi gas buang sebesar15.9% jika dibandingkan menggunakan bahanbakar solar murni.
Dari hasil penelitian-peneitian tersebuttelah mendorong penulis untuk melakukanpenelitian lebih lanjut tentang bagaimanapengaruh campuran solar dengan etanolterhadap emisi gas buang dan prestasi mesinmenggunakan variasi campuran antara solar danetanol pada putaran mesin 2300 rpm, 2400 rpmdan 2500 rpm.
LANDASAN TEORI
Prinsip kerja pada mesin diesel berbeda
dengan mesin bensin. Pada mesin bensin gasyang masuk kedalam ruang silinder merupakancampuran antara udara dengan bahan bakar,sedangkan pada mesin diesel berupa udaramurni. Udara murni tersebut kemudiandikompresikan melalui gerakan piston dariTMB (titik mati bawah) ke TMA (titik matiatas). Beberapa derajat sesaat sebelum atausetelah piston pada posisi TMA nozzle akanmenyemprotkan bahan bakar dalam bentukkabut yang kemudian akan terjadi ledakan padaruang bakar.
Siklus Ideal Diesel
Pada mesin diesel siklus yang berlangsungpada proses pembakaran adalah siklus dieselyaitu proses perpindahan atau aliran yangberlangsung dari satu titik ke titik yang lain.Dengan memperhatikan gambar dan arahperpindahan maka kita akan memahami prosesyang berlangsung pada grafik ini.
Gambar1. Diagram hubungan P-V dan T-s [5]
Bahan bakar solar dan etanol
Bahan Bakar SolarSolar adalah salah satu jenis bahan bakar
yang dihasilkan dari proses pengolahan minyakbumi, pada dasarnya minyak mentah dipisahkanfraksi-fraksinya pada proses destilasi sehinggadihasilkan fraksi solar dengan titik didih 250o Csampai 300o C.
Bahan Bakar EtanolEtanol termasuk dalam rantai tunggal,
dengan rumus kimia C2H5OH dan rumusempiris C2H6O. Etanol sering disingkat menjadiEtOH, dimana “Et” merupakan singkatan dari
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-39
gugus etil (C2H5). Etanol dibuat dari prosesfermentasi tanaman atau biomassa yangmengandung gula, pati atau selulosa [4] . Etanolmerupakan cairan tidak berwarna, memilikiaroma yang khas dan mudah larut dengan air.Karena memiliki kandungan oksigen yangtinggi pada etanol akan membuat prosespembakaran menjadi lebih baik [6]
Karakteristik bahan bakar
Bahan bakar memiliki beberapakarakteristik yang sangat mempengaruhi prosespembakaran yaitu :
Angka setanaBilangan setana atau cetane number adalah
suatu indeks atau angka yang digunakan padabahan bakar motor diesel untuk menunjukkantingkat kepekaannya terhadap penyalaan atauledakan. Angka Setana juga menunjukkanapakah bahan bakar sukar dan mudahberdetonasi.
VolatilitasVolatilitas atau penguapan adalah suatu
sifat bahan bakar untuk cenderung berubah fasamenjadi uap. Tekanan uap yang tinggi dan titikdidih yang rendah menandakan tingginyapenguapan.
Titik tuang (pour point)Titik tuang adalah suatu angka yang
menyatakan suhu terendah dari bahan bakarminyak sehingga bahan bakar tersebut masihdapat mengalir karena gaya gravitasi. Hal iniberhubungan pada saat proses pemompaan.
Titik nyala (flash point)Titik nyala adalah suatu angka yang
menyatakan suhu terendah dari bahan bakarminyak dimana akan timbul penyalaan apisesaat.
ViskositasViskositas adalah suatu angka yang
menyatakan besar perlawanan / hambatan darisuatu bahan cair untuk mengalir atau ukurannya
tahanan geser dari bahan cair. Makin tinggiviskositas minyak akan makin kental dan lebihsulit mengalir.
Nilai Kalor (Calorific Value)Nilai kalor bahan bakar (calorific value)
adalah jumlah panas dihasilkan jika satu satuanbahan bakar dibakar sempurna karena adanyareaksi kimia antara bahan bakar dengan oksigendari udara.
Parameter Prestasi Mesin
Daya Mesin
Dengan menggunakan alat pengukurtekanan yang teliti, tekanan gas didalam silindersebuah mesin empat langkah dapat diukurdengan baik. Kerja pada mesin dapat diketahuidengan melakukan pengukuran pada silinderdan panjang langkah. Untuk hal tersebutdidefinisikan parameter yang disebut “ tekananefektif rata-rata”, yaitu kerja yang dihasilkanper siklus dalam setiap silinder dibagi volumelangkah torak. Pada mesin empat langkah satusiklus kerja diselesaikan dalam dua putaranporos engkol. Maka jika poros engkol berputardengan kecepatan n rpm, daya yang dihasilkanmesin dinyatakan dalam PS adalah [7]
(1)
Energi bahan bakar yang digunakan (Qm)
Kalor Qmuntuk menaikkan tekanan dantemperatur fluida kerja siklus udara. Tetapidalam motor bakar torak yang sebenarnyakenaikan temperatur dan tekanan fluida kerjayang diperlukan itu diperoleh dari hasilpembakaran bahan bakar dan udara di dalamsilinder. Oleh karena itu energi yangdipergunakan dihitung berdasarkan jumlahenergi bahan bakar tersebut, dengan persamaan:
(2)
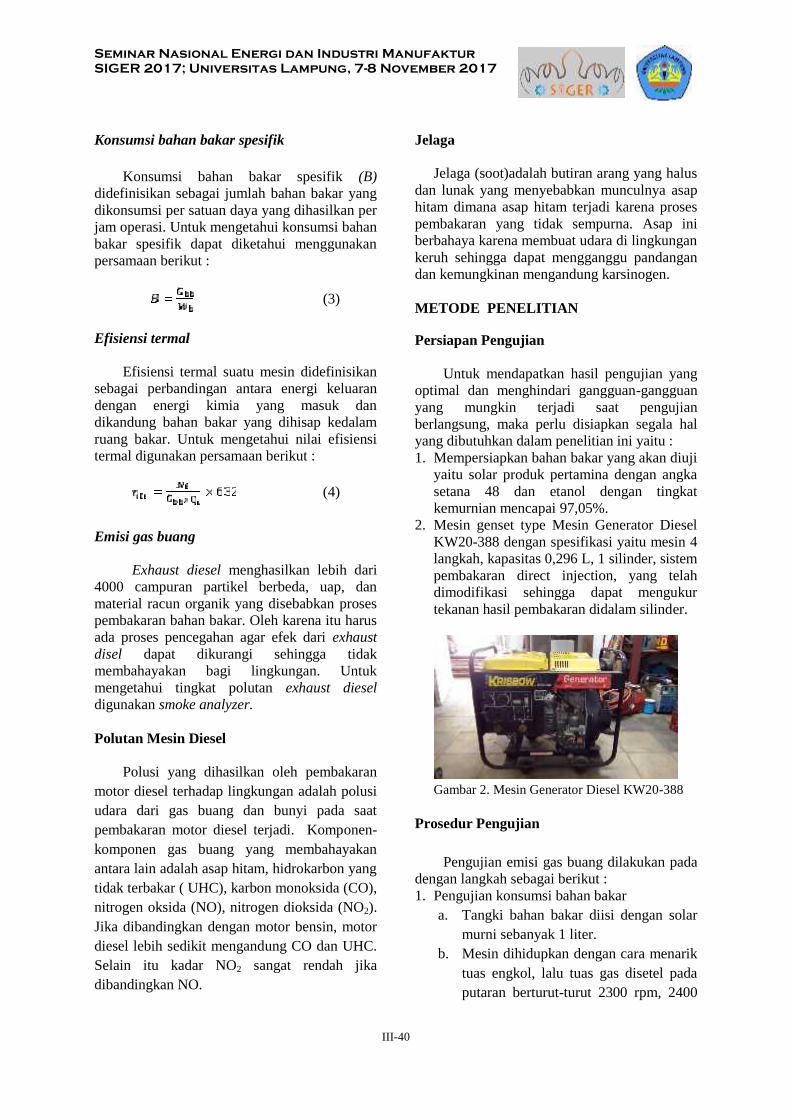
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-40
Konsumsi bahan bakar spesifik
Konsumsi bahan bakar spesifik (B)didefinisikan sebagai jumlah bahan bakar yangdikonsumsi per satuan daya yang dihasilkan perjam operasi. Untuk mengetahui konsumsi bahanbakar spesifik dapat diketahui menggunakanpersamaan berikut :
(3)
Efisiensi termal
Efisiensi termal suatu mesin didefinisikansebagai perbandingan antara energi keluarandengan energi kimia yang masuk dandikandung bahan bakar yang dihisap kedalamruang bakar. Untuk mengetahui nilai efisiensitermal digunakan persamaan berikut :
(4)
Emisi gas buang
Exhaust diesel menghasilkan lebih dari4000 campuran partikel berbeda, uap, danmaterial racun organik yang disebabkan prosespembakaran bahan bakar. Oleh karena itu harusada proses pencegahan agar efek dari exhaustdisel dapat dikurangi sehingga tidakmembahayakan bagi lingkungan. Untukmengetahui tingkat polutan exhaust dieseldigunakan smoke analyzer.
Polutan Mesin Diesel
Polusi yang dihasilkan oleh pembakaranmotor diesel terhadap lingkungan adalah polusiudara dari gas buang dan bunyi pada saatpembakaran motor diesel terjadi. Komponen-komponen gas buang yang membahayakanantara lain adalah asap hitam, hidrokarbon yangtidak terbakar ( UHC), karbon monoksida (CO),nitrogen oksida (NO), nitrogen dioksida (NO2).Jika dibandingkan dengan motor bensin, motordiesel lebih sedikit mengandung CO dan UHC.Selain itu kadar NO2 sangat rendah jikadibandingkan NO.
Jelaga
Jelaga (soot)adalah butiran arang yang halusdan lunak yang menyebabkan munculnya asaphitam dimana asap hitam terjadi karena prosespembakaran yang tidak sempurna. Asap iniberbahaya karena membuat udara di lingkungankeruh sehingga dapat mengganggu pandangandan kemungkinan mengandung karsinogen.
METODE PENELITIAN
Persiapan Pengujian
Untuk mendapatkan hasil pengujian yangoptimal dan menghindari gangguan-gangguanyang mungkin terjadi saat pengujianberlangsung, maka perlu disiapkan segala halyang dibutuhkan dalam penelitian ini yaitu :1. Mempersiapkan bahan bakar yang akan diuji
yaitu solar produk pertamina dengan angkasetana 48 dan etanol dengan tingkatkemurnian mencapai 97,05%.
2. Mesin genset type Mesin Generator DieselKW20-388 dengan spesifikasi yaitu mesin 4langkah, kapasitas 0,296 L, 1 silinder, sistempembakaran direct injection, yang telahdimodifikasi sehingga dapat mengukurtekanan hasil pembakaran didalam silinder.
Gambar 2. Mesin Generator Diesel KW20-388
Prosedur Pengujian
Pengujian emisi gas buang dilakukan padadengan langkah sebagai berikut :1. Pengujian konsumsi bahan bakar
a. Tangki bahan bakar diisi dengan solarmurni sebanyak 1 liter.
b. Mesin dihidupkan dengan cara menariktuas engkol, lalu tuas gas disetel padaputaran berturut-turut 2300 rpm, 2400
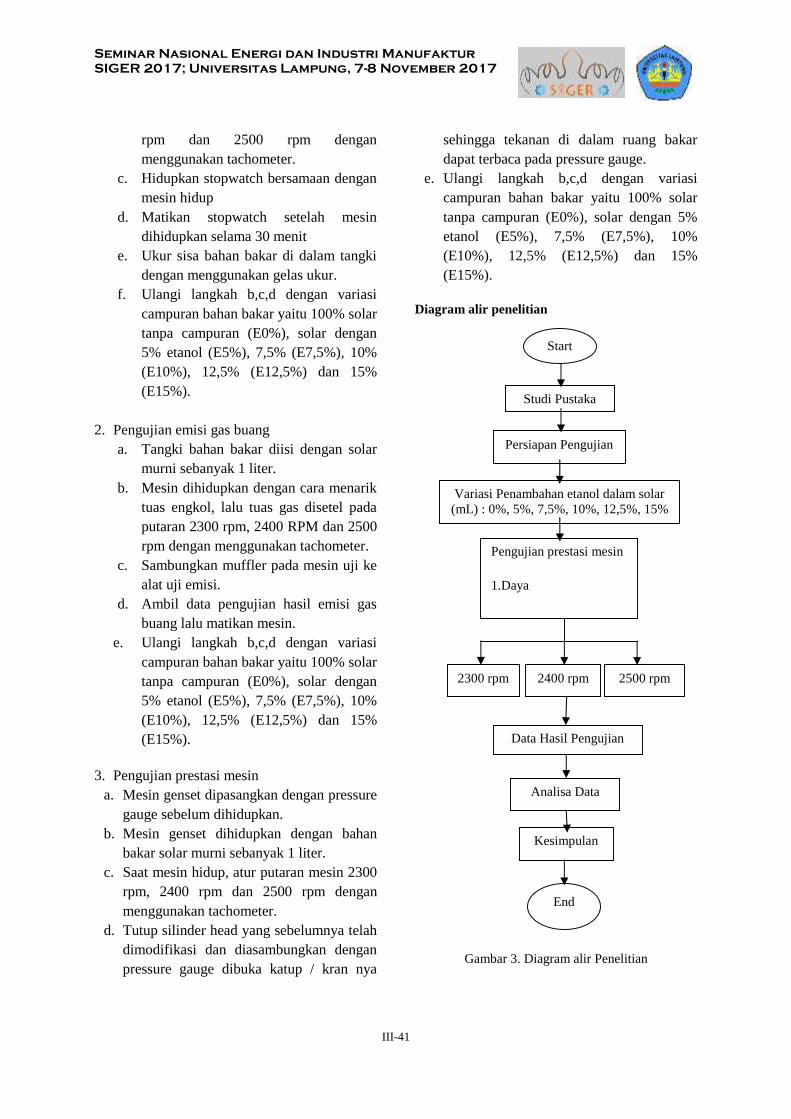
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-41
rpm dan 2500 rpm denganmenggunakan tachometer.
c. Hidupkan stopwatch bersamaan denganmesin hidup
d. Matikan stopwatch setelah mesindihidupkan selama 30 menit
e. Ukur sisa bahan bakar di dalam tangkidengan menggunakan gelas ukur.
f. Ulangi langkah b,c,d dengan variasicampuran bahan bakar yaitu 100% solartanpa campuran (E0%), solar dengan5% etanol (E5%), 7,5% (E7,5%), 10%(E10%), 12,5% (E12,5%) dan 15%(E15%).
2. Pengujian emisi gas buanga. Tangki bahan bakar diisi dengan solar
murni sebanyak 1 liter.b. Mesin dihidupkan dengan cara menarik
tuas engkol, lalu tuas gas disetel padaputaran 2300 rpm, 2400 RPM dan 2500rpm dengan menggunakan tachometer.
c. Sambungkan muffler pada mesin uji kealat uji emisi.
d. Ambil data pengujian hasil emisi gasbuang lalu matikan mesin.
e. Ulangi langkah b,c,d dengan variasicampuran bahan bakar yaitu 100% solartanpa campuran (E0%), solar dengan5% etanol (E5%), 7,5% (E7,5%), 10%(E10%), 12,5% (E12,5%) dan 15%(E15%).
3. Pengujian prestasi mesina. Mesin genset dipasangkan dengan pressure
gauge sebelum dihidupkan.b. Mesin genset dihidupkan dengan bahan
bakar solar murni sebanyak 1 liter.c. Saat mesin hidup, atur putaran mesin 2300
rpm, 2400 rpm dan 2500 rpm denganmenggunakan tachometer.
d. Tutup silinder head yang sebelumnya telahdimodifikasi dan diasambungkan denganpressure gauge dibuka katup / kran nya
sehingga tekanan di dalam ruang bakardapat terbaca pada pressure gauge.
e. Ulangi langkah b,c,d dengan variasicampuran bahan bakar yaitu 100% solartanpa campuran (E0%), solar dengan 5%etanol (E5%), 7,5% (E7,5%), 10%(E10%), 12,5% (E12,5%) dan 15%(E15%).
Diagram alir penelitian
Gambar 3. Diagram alir Penelitian
Start
Studi Pustaka
Kesimpulan
Analisa Data
End
Data Hasil Pengujian
Persiapan Pengujian
Variasi Penambahan etanol dalam solar(mL) : 0%, 5%, 7,5%, 10%, 12,5%, 15%
Pengujian prestasi mesin
1.Daya
2. Konsumsi bahan bakar
3. Emisi gas buang
2300 rpm 2500 rpm2400 rpm
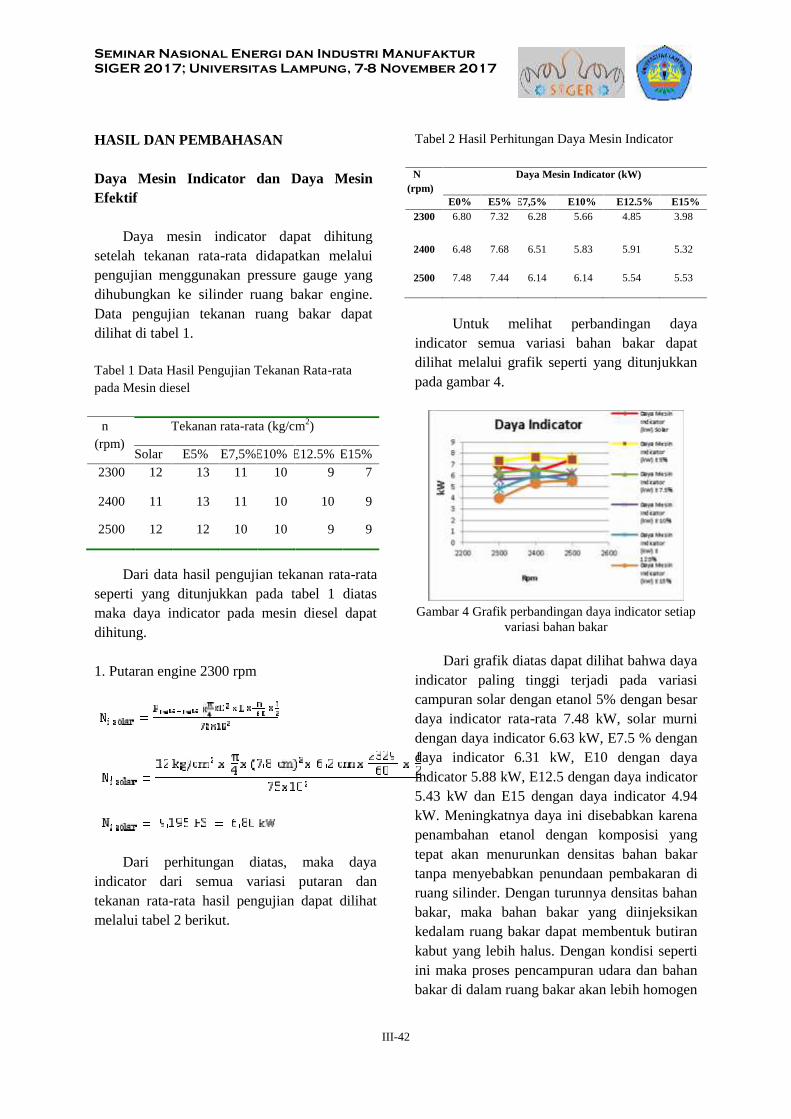
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-42
HASIL DAN PEMBAHASAN
Daya Mesin Indicator dan Daya MesinEfektif
Daya mesin indicator dapat dihitungsetelah tekanan rata-rata didapatkan melaluipengujian menggunakan pressure gauge yangdihubungkan ke silinder ruang bakar engine.Data pengujian tekanan ruang bakar dapatdilihat di tabel 1.
Tabel 1 Data Hasil Pengujian Tekanan Rata-ratapada Mesin diesel
n(rpm)
Tekanan rata-rata (kg/cm2)
Solar E5% E7,5%E10% E12.5% E15%2300 12 13 11 10 9 7
2400 11 13 11 10 10 9
2500 12 12 10 10 9 9
Dari data hasil pengujian tekanan rata-rataseperti yang ditunjukkan pada tabel 1 diatasmaka daya indicator pada mesin diesel dapatdihitung.
1. Putaran engine 2300 rpm
Dari perhitungan diatas, maka dayaindicator dari semua variasi putaran dantekanan rata-rata hasil pengujian dapat dilihatmelalui tabel 2 berikut.
Tabel 2 Hasil Perhitungan Daya Mesin Indicator
N(rpm)
Daya Mesin Indicator (kW)
E0% E5% E7,5% E10% E12.5% E15%2300 6.80 7.32 6.28 5.66 4.85 3.98
2400 6.48 7.68 6.51 5.83 5.91 5.32
2500 7.48 7.44 6.14 6.14 5.54 5.53
Untuk melihat perbandingan dayaindicator semua variasi bahan bakar dapatdilihat melalui grafik seperti yang ditunjukkanpada gambar 4.
Gambar 4 Grafik perbandingan daya indicator setiapvariasi bahan bakar
Dari grafik diatas dapat dilihat bahwa dayaindicator paling tinggi terjadi pada variasicampuran solar dengan etanol 5% dengan besardaya indicator rata-rata 7.48 kW, solar murnidengan daya indicator 6.63 kW, E7.5 % dengandaya indicator 6.31 kW, E10 dengan dayaindicator 5.88 kW, E12.5 dengan daya indicator5.43 kW dan E15 dengan daya indicator 4.94kW. Meningkatnya daya ini disebabkan karenapenambahan etanol dengan komposisi yangtepat akan menurunkan densitas bahan bakartanpa menyebabkan penundaan pembakaran diruang silinder. Dengan turunnya densitas bahanbakar, maka bahan bakar yang diinjeksikankedalam ruang bakar dapat membentuk butirankabut yang lebih halus. Dengan kondisi sepertiini maka proses pencampuran udara dan bahanbakar di dalam ruang bakar akan lebih homogen
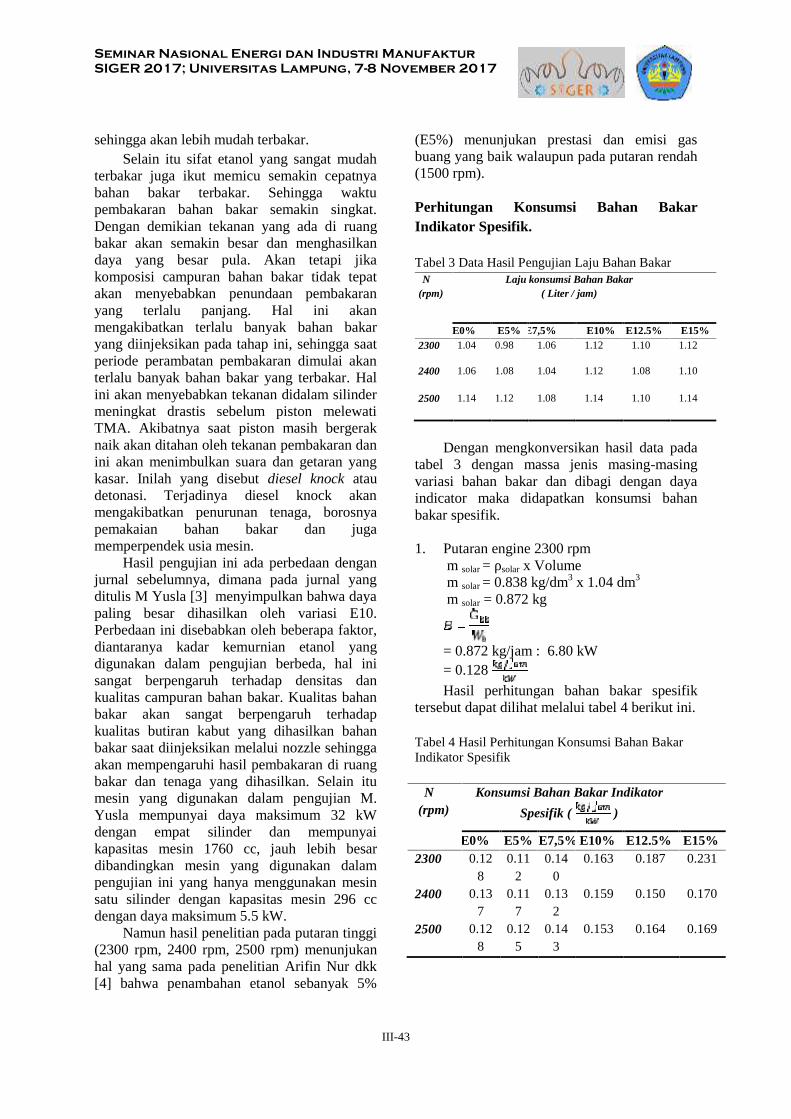
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-43
sehingga akan lebih mudah terbakar.Selain itu sifat etanol yang sangat mudah
terbakar juga ikut memicu semakin cepatnyabahan bakar terbakar. Sehingga waktupembakaran bahan bakar semakin singkat.Dengan demikian tekanan yang ada di ruangbakar akan semakin besar dan menghasilkandaya yang besar pula. Akan tetapi jikakomposisi campuran bahan bakar tidak tepatakan menyebabkan penundaan pembakaranyang terlalu panjang. Hal ini akanmengakibatkan terlalu banyak bahan bakaryang diinjeksikan pada tahap ini, sehingga saatperiode perambatan pembakaran dimulai akanterlalu banyak bahan bakar yang terbakar. Halini akan menyebabkan tekanan didalam silindermeningkat drastis sebelum piston melewatiTMA. Akibatnya saat piston masih bergeraknaik akan ditahan oleh tekanan pembakaran danini akan menimbulkan suara dan getaran yangkasar. Inilah yang disebut diesel knock ataudetonasi. Terjadinya diesel knock akanmengakibatkan penurunan tenaga, borosnyapemakaian bahan bakar dan jugamemperpendek usia mesin.
Hasil pengujian ini ada perbedaan denganjurnal sebelumnya, dimana pada jurnal yangditulis M Yusla [3] menyimpulkan bahwa dayapaling besar dihasilkan oleh variasi E10.Perbedaan ini disebabkan oleh beberapa faktor,diantaranya kadar kemurnian etanol yangdigunakan dalam pengujian berbeda, hal inisangat berpengaruh terhadap densitas dankualitas campuran bahan bakar. Kualitas bahanbakar akan sangat berpengaruh terhadapkualitas butiran kabut yang dihasilkan bahanbakar saat diinjeksikan melalui nozzle sehinggaakan mempengaruhi hasil pembakaran di ruangbakar dan tenaga yang dihasilkan. Selain itumesin yang digunakan dalam pengujian M.Yusla mempunyai daya maksimum 32 kWdengan empat silinder dan mempunyaikapasitas mesin 1760 cc, jauh lebih besardibandingkan mesin yang digunakan dalampengujian ini yang hanya menggunakan mesinsatu silinder dengan kapasitas mesin 296 ccdengan daya maksimum 5.5 kW.
Namun hasil penelitian pada putaran tinggi(2300 rpm, 2400 rpm, 2500 rpm) menunjukanhal yang sama pada penelitian Arifin Nur dkk[4] bahwa penambahan etanol sebanyak 5%
(E5%) menunjukan prestasi dan emisi gasbuang yang baik walaupun pada putaran rendah(1500 rpm).
Perhitungan Konsumsi Bahan BakarIndikator Spesifik.
Tabel 3 Data Hasil Pengujian Laju Bahan BakarN
(rpm)Laju konsumsi Bahan Bakar
( Liter / jam)
E0% E5% E7,5% E10% E12.5% E15%2300 1.04 0.98 1.06 1.12 1.10 1.12
2400 1.06 1.08 1.04 1.12 1.08 1.10
2500 1.14 1.12 1.08 1.14 1.10 1.14
Dengan mengkonversikan hasil data padatabel 3 dengan massa jenis masing-masingvariasi bahan bakar dan dibagi dengan dayaindicator maka didapatkan konsumsi bahanbakar spesifik.
1. Putaran engine 2300 rpmm solar = ρsolar x Volumem solar = 0.838 kg/dm3 x 1.04 dm3
m solar = 0.872 kg
= 0.872 kg/jam : 6.80 kW= 0.128Hasil perhitungan bahan bakar spesifik
tersebut dapat dilihat melalui tabel 4 berikut ini.
Tabel 4 Hasil Perhitungan Konsumsi Bahan BakarIndikator Spesifik
N(rpm)
Konsumsi Bahan Bakar IndikatorSpesifik ( )
E0% E5% E7,5% E10% E12.5% E15%2300 0.12
80.11
20.14
00.163 0.187 0.231
2400 0.137
0.117
0.132
0.159 0.150 0.170
2500 0.128
0.125
0.143
0.153 0.164 0.169
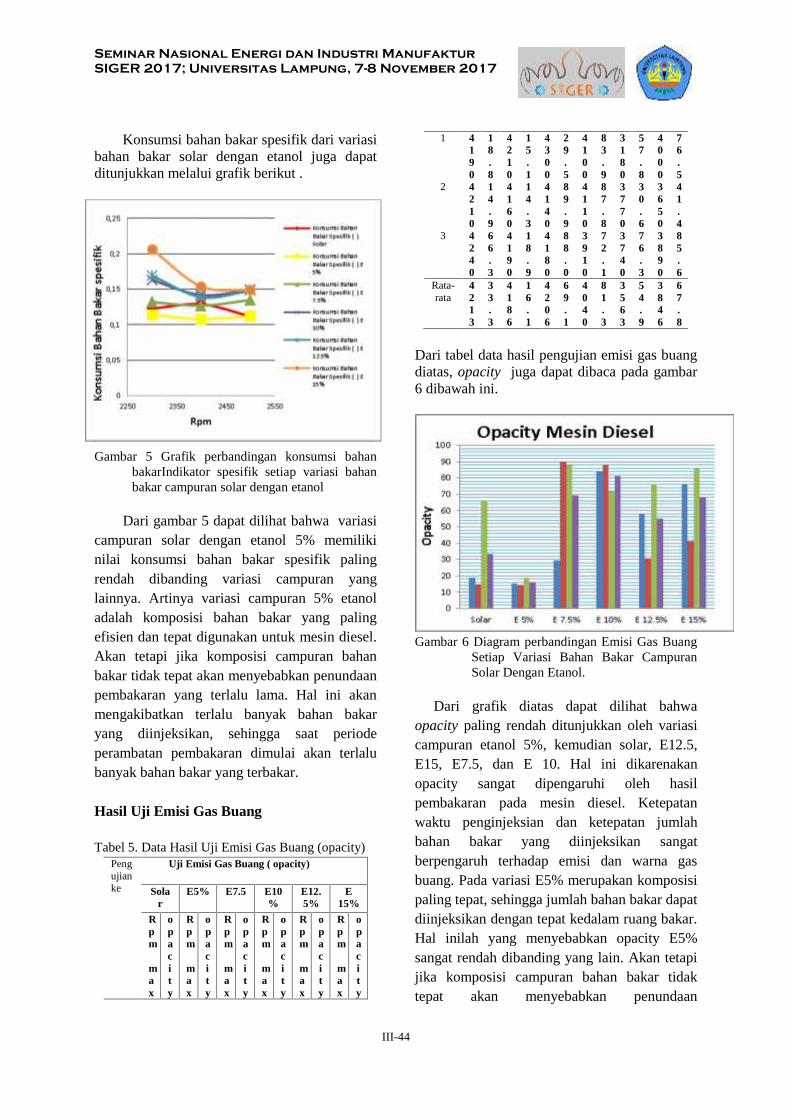
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-44
Konsumsi bahan bakar spesifik dari variasibahan bakar solar dengan etanol juga dapatditunjukkan melalui grafik berikut .
Gambar 5 Grafik perbandingan konsumsi bahanbakarIndikator spesifik setiap variasi bahanbakar campuran solar dengan etanol
Dari gambar 5 dapat dilihat bahwa variasicampuran solar dengan etanol 5% memilikinilai konsumsi bahan bakar spesifik palingrendah dibanding variasi campuran yanglainnya. Artinya variasi campuran 5% etanoladalah komposisi bahan bakar yang palingefisien dan tepat digunakan untuk mesin diesel.Akan tetapi jika komposisi campuran bahanbakar tidak tepat akan menyebabkan penundaanpembakaran yang terlalu lama. Hal ini akanmengakibatkan terlalu banyak bahan bakaryang diinjeksikan, sehingga saat periodeperambatan pembakaran dimulai akan terlalubanyak bahan bakar yang terbakar.
Hasil Uji Emisi Gas Buang
Tabel 5. Data Hasil Uji Emisi Gas Buang (opacity)Pengujianke
Uji Emisi Gas Buang ( opacity)
Solar
E5% E7.5 E10%
E12.5%
E15%
Rpm
max
opacity
Rpm
max
opacity
Rpm
max
opacity
Rpm
max
opacity
Rpm
max
opacity
Rpm
max
opacity
1 4190
18.8
4210
15.1
4300
29.5
4100
83.9
3180
57.8
4000
76.5
2 4210
14.9
4160
14.3
4140
89.9
4110
87.8
3770
30.6
3650
41.4
3 4240
66.3
4190
18.9
4180
88.0
3910
72.1
3740
76.3
3890
85.6
Rata-rata
4213
33.3
4186
16.1
4206
69.1
4040
81.3
3563
54.9
3846
67.8
Dari tabel data hasil pengujian emisi gas buangdiatas, opacity juga dapat dibaca pada gambar6 dibawah ini.
Gambar 6 Diagram perbandingan Emisi Gas BuangSetiap Variasi Bahan Bakar CampuranSolar Dengan Etanol.
Dari grafik diatas dapat dilihat bahwaopacity paling rendah ditunjukkan oleh variasicampuran etanol 5%, kemudian solar, E12.5,E15, E7.5, dan E 10. Hal ini dikarenakanopacity sangat dipengaruhi oleh hasilpembakaran pada mesin diesel. Ketepatanwaktu penginjeksian dan ketepatan jumlahbahan bakar yang diinjeksikan sangatberpengaruh terhadap emisi dan warna gasbuang. Pada variasi E5% merupakan komposisipaling tepat, sehingga jumlah bahan bakar dapatdiinjeksikan dengan tepat kedalam ruang bakar.Hal inilah yang menyebabkan opacity E5%sangat rendah dibanding yang lain. Akan tetapijika komposisi campuran bahan bakar tidaktepat akan menyebabkan penundaan
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-45
pembakaran yang terlalu panjang. Hal ini akanmengakibatkan terlalu banyak bahan bakaryang diinjeksikan pada tahap ini, sehingga saatperiode perambatan pembakaran dimulai akanterlalu banyak bahan bakar yang terbakar. Halini akan menyebabkan warna gas buangberwarna hitam. Hal inilah yang menyebabkanopacity menjadi tinggi.
KESIMPULAN
Berdasarkan hasil pembahasan dan hasilpengujian prestasi mesin diesel denganmenggunakan bahan bakar solar (E0%), solardengan 5% etanol (E5%), solar dengan 7.5%etanol (E7,5%), solar dengan 10% etanol(E10%), solar dengan 12.5% etanol (E12,5%),dan solar dengan etanol 15% (E15%) dapatdisimpulkan bahwa pada penambahan etanol5% (E5%) yang diaplikasikan pada Mesingenset type Mesin diesel KW20-388 denganvariasi putaran 2300 rpm, 2400 rpm dan 2500rpm menunjukan hasil pengujian terbaik. Baikpada hasil uji daya indicator mesin, konsumsibahan bakar maupun opacity dari penggujianemisi gas buang.
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepadaKepala Laboratorium Teknik Mesin FakutasTeknik Universitas Muhammadiyah Metro dankepala Laboratorium Teknik Mesin UniversitasLampung yang telah banyak membantu dalamproses pengambilan data pengujian.
DAFTAR PUSTAKA
[1] Lei, J. Shen, Bi, Y. Chen, H., 2012, “A NovelEmulsifier Fot Ethanol-Diesel Blend And ItsEffect On Performance And Emission OfDiesel Engine”, Fuel, Vol 93, 305-311.
[2] D.C. Rakopoulus, R.G. Papagiannakis, D.C.Kyrytsis, “Combustion Heat Release Anallysisof Ethanol or n-Butanol Diesel Fuel Blends inHeavy Duty DI Diesel Engine”, Fuel, 90, 1855-1867.
[3] M. Yusla. 2011, Kaji pengaruh SubstitusiEtanol pada Solar Terhadap Kinerja mesinDiesel Perkins Tipe 4 – 108 V, Tugas AkhirTeknik Mesin, Universitas Hassanudin,Makasar.
[4] Arifin Nur, Yanuandri Putrasari, ImanKartolaksono Reksowardoyo, 2012, “TheEffect of Ethanol-Diesel Blends on ThePerformance of A Direct Injection DieselEngine”, Mechatronics, Electrical Power, andVehicular Technology 03, LIPI, 49-56.
[5] Michel A. Saad, 1999, “TermodinamikaPrinsip dan Aplikasi “edisi pertama PT.Prenhallindo, Jakarta.
[6] Zhu L, Cheung C.S, Zhang W.G. Huang Z,2011, “Combustion, Performance and EmissionCharacteristic of a DI Diesel Engine Fueledwith Ethanol-Biodiesel Blends”, Fuel 90, 1743-1750.
[7] Wiranto Arismunandar, Koichi Tsuda, 1993,“Motor Diesel Putaran Tinggi”, PradnyaParamitha, Jakarta.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-46
Pemanfaatan Bahan Alami Sebagai Material Membran Penjernih Air
A.A.I.A.S.Komaladewi1*,I D.G.Ari Subagia1
1Program Studi Teknik Mesin Fakultas Teknik Universitas Udayanaemail : [email protected]
AbstractIn water treatment, membrane technology is used to replace conventional separation processes that are still
widely used. This is because membrane technology has several advantages, among others, in the use of energy,does not require additional chemicals and environmentally friendly. Starting from efforts to improve the qualityof raw water with the use of natural ingredients most likely to be developed further is the seeds of moringa andmountain rocks. Hybridization of two reinforcing agents was developed in this study, using Cellulose Acetate(CA) as a binder polymer. The purpose of hybridization of this material is based on the ability of each materialto the negative compounds in the water to obtain membranes that have multi-function in filtering and waterpurification.
In this study, the feasibility test of the designed membrane is one of the important components associated withimproving water quality. The prototype of organic membrane was made for laboratory scale using experimentalmethod, whereas membrane formation process using phase inversion technique, by comparison of variation offraction weight (wt%) between reinforce and polymer was 60: 40% by weight. The result of membrane test is thefeasibility of membrane physical performance. From result of turbidity test of sample no 2 shows decrease ofturbidity 28,89 NTU, down 15% to control with average value 34,108 NTU. The use of samples 1, 2, and 3 for 2hours can reduce E. Coli bacteria in water, but tend to increase the number of Coliform bacteria in the water.
Keywords: Membranes, hybridization, moringa seeds, Cellulosa Acetat
AbstrakDalam pengolahan air, teknologi membran digunakan sebagai pengganti dari proses pemisahan secarakonvensional yang masih banyak digunakan. Hal ini disebabkan karena teknologi membran memiliki beberapakeunggulan antara lain dalam penggunaan energi, tidak memerlukan bahan kimia tambahan dan ramahlingkungan Berangkat dari upaya untuk memperbaiki kualitas air baku dengan penggunaan bahan alami yangpaling memungkinkan untuk dikembangkan lebih lanjut adalah biji kelor dan batu gunung. Hibridisasi darikedua bahan penguat tersebut dikembangkan dalam penelitian ini, dengan menggunakan Cellulosa Acetat (CA)sebagai polimer pengikat. Tujuan hibridisasi material ini adalah didasarkan pada kemampuan masing - masingbahan terhadap senyawa negatif di air sehingga diperoleh filter berupa membran yang memiliki multifungsidalam penyaringan dan penjernih air. Dalam penelitian, pengujian kelayakan dari membran yang dirancangmerupakan salah satu komponen penting terkait dengan perbaikan kualitas air. Prototipe membran organikdibuat untuk skala laboratorium dengan menggunakan metode eksperimen,sedangkan proses pembentukanmembran menggunakan teknik inversi fase, dengan rasio variasi fraksi berat (%wt) antara penguat danpengikat yaitu 60:40 %wt. Hasil dari pengujian membran adalah berupa kelayakan kinerja membran secarafisis. Dari hasil uji kekeruhan sampel no 2 menunjukkan penurunan kekeruhan sebesar 28.89 NTU, turun 15 %terhadap control dengan nilai rata-rata 34.108 NTU. Penggunaan sampel 1, 2, dan 3 selama 2 jam dapatmengurangi bakteri E. Coli dalam air, namun cenderung meningkatkan jumlah bakteri Coliform dalam air.
Kata kunci :Membran,Hibridisasi, Biji kelor, Cellulosa Acetat
PENDAHULUAN
Air merupakan sumber kehidupan pokokmahluk hidup. Air sesuai Undang-Undangnomor 7 Tahun 2004 tentang Sumber DayaAir pada Pasal 5 [1]dan Keputusan MenteriKesehatan Republik Indonesia No.907/Menkes/SK/VII/2002 akan dapatdikonsumsi apabila memenuhi 4 syarat yaitu
syarat fisik, kimia, biologis, radioaktif [2].Permasalahan menurunnya kualitas dankuantitas air yang disebabkan olehpencemaran yang tinggi telah meresahkan.Sehingga mendorong peneliti untuk terusberupaya memperbaiki kualitas air, yang salahsatunya adalah dengan penyaringan (Filtrasi).
Penyaringan adalah salah satu pendekatanyang dapat dilakukan untuk mengurangi ataumemperbaiki kualitas air. Sejak dua puluh
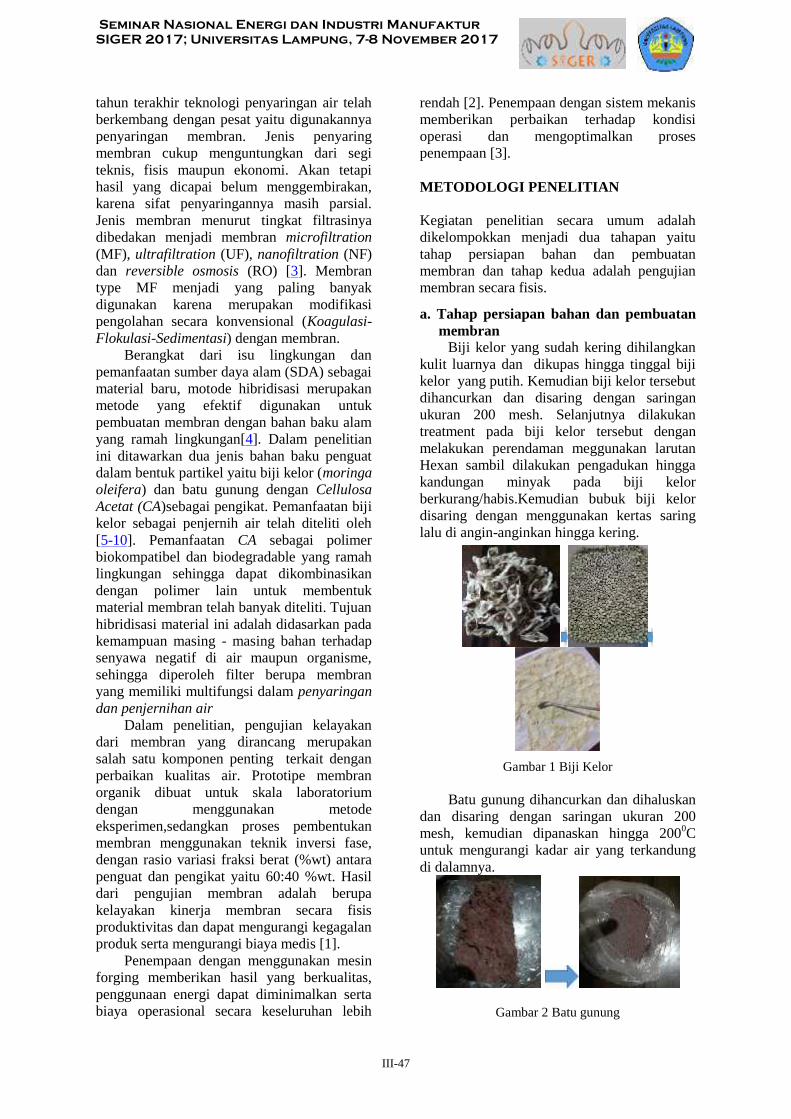
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-47
tahun terakhir teknologi penyaringan air telahberkembang dengan pesat yaitu digunakannyapenyaringan membran. Jenis penyaringmembran cukup menguntungkan dari segiteknis, fisis maupun ekonomi. Akan tetapihasil yang dicapai belum menggembirakan,karena sifat penyaringannya masih parsial.Jenis membran menurut tingkat filtrasinyadibedakan menjadi membran microfiltration(MF), ultrafiltration (UF), nanofiltration (NF)dan reversible osmosis (RO) [3]. Membrantype MF menjadi yang paling banyakdigunakan karena merupakan modifikasipengolahan secara konvensional (Koagulasi-Flokulasi-Sedimentasi) dengan membran.
Berangkat dari isu lingkungan danpemanfaatan sumber daya alam (SDA) sebagaimaterial baru, motode hibridisasi merupakanmetode yang efektif digunakan untukpembuatan membran dengan bahan baku alamyang ramah lingkungan[4]. Dalam penelitianini ditawarkan dua jenis bahan baku penguatdalam bentuk partikel yaitu biji kelor (moringaoleifera) dan batu gunung dengan CellulosaAcetat (CA)sebagai pengikat. Pemanfaatan bijikelor sebagai penjernih air telah diteliti oleh[5-10]. Pemanfaatan CA sebagai polimerbiokompatibel dan biodegradable yang ramahlingkungan sehingga dapat dikombinasikandengan polimer lain untuk membentukmaterial membran telah banyak diteliti. Tujuanhibridisasi material ini adalah didasarkan padakemampuan masing - masing bahan terhadapsenyawa negatif di air maupun organisme,sehingga diperoleh filter berupa membranyang memiliki multifungsi dalam penyaringandan penjernihan air
Dalam penelitian, pengujian kelayakandari membran yang dirancang merupakansalah satu komponen penting terkait denganperbaikan kualitas air. Prototipe membranorganik dibuat untuk skala laboratoriumdengan menggunakan metodeeksperimen,sedangkan proses pembentukanmembran menggunakan teknik inversi fase,dengan rasio variasi fraksi berat (%wt) antarapenguat dan pengikat yaitu 60:40 %wt. Hasildari pengujian membran adalah berupakelayakan kinerja membran secara fisisproduktivitas dan dapat mengurangi kegagalanproduk serta mengurangi biaya medis [1].
Penempaan dengan menggunakan mesinforging memberikan hasil yang berkualitas,penggunaan energi dapat diminimalkan sertabiaya operasional secara keseluruhan lebih
rendah [2]. Penempaan dengan sistem mekanismemberikan perbaikan terhadap kondisioperasi dan mengoptimalkan prosespenempaan [3].
METODOLOGI PENELITIAN
Kegiatan penelitian secara umum adalahdikelompokkan menjadi dua tahapan yaitutahap persiapan bahan dan pembuatanmembran dan tahap kedua adalah pengujianmembran secara fisis.
a. Tahap persiapan bahan dan pembuatanmembran
Biji kelor yang sudah kering dihilangkankulit luarnya dan dikupas hingga tinggal bijikelor yang putih. Kemudian biji kelor tersebutdihancurkan dan disaring dengan saringanukuran 200 mesh. Selanjutnya dilakukantreatment pada biji kelor tersebut denganmelakukan perendaman meggunakan larutanHexan sambil dilakukan pengadukan hinggakandungan minyak pada biji kelorberkurang/habis.Kemudian bubuk biji kelordisaring dengan menggunakan kertas saringlalu di angin-anginkan hingga kering.
Gambar 1 Biji Kelor
Batu gunung dihancurkan dan dihaluskandan disaring dengan saringan ukuran 200mesh, kemudian dipanaskan hingga 2000Cuntuk mengurangi kadar air yang terkandungdi dalamnya.
Gambar 2 Batu gunung

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-48
Gambar 3 Sellulosa Asetat
Setelah semua bahan disiapkan dan sesuaidengan perbandingan yang sudah ditentukan,ketiga bahan tersebut dicampur dengan larutanaceton dan dimasukkan kedalam tabungerlenmayer tertutup dan diaduk menggunakanmagnetic strirer selama 24 jam. Setelah itudidiamkan beberapa menit agar gelembungnyamenghilang baru dituang dalam cetakan.Pembentukan membran adalah didasarkanpada rasio fraksi berat 60:40%wt, denganmasing-masing memiliki 3 (tiga) variasi.Adapun untuk komposisi membran adalahseperti ditunjukkan pada Tabel 1 Prosesproduksi membran dilakukan melalui prosescasting pada suhu kamar yaitu sekitar 28oC.
Tabel 1 Komposisi membran
Kelompok VariasiProsentase bahan
(%wt)MO BG CA
(60:40)%wt1 30 30 402 40 20 403 20 40 40
b.Tahap pengujian membran
Pengujian adalah tahap untuk mengetahuikelayakan dari membrane berbasis hibridkomposit dengan bahan penguat berupapartikel biji kelor dan batu gunung padapengendalian kualitas air. Adapun kelayakanfungsi dari membran diuji terhadap fisismembran yaitu tingkat kekeruhan dan jumlahbakteri.
HASIL PEMBAHASANHASIL UJI KEKERUHAN
Dari grafik 1, sampel 2 menunjukkannilai kekeruhan yang cenderung menurun yaitusekitar 28.89 NTU, turun 15 % terhadapcontrol dengan nilai rata-rata 34.108 NTU. Hal
ini sesuai dengan penelitian yang dilakukanoleh Jatindranat [11] bahwa komposisi fraksiwt% biji kelor memberikan dampak penurunanterhadap kekeruhan.
Grafik 1 Hasil uji kekeruhan
HASIL UJI MIKROBIOLOGI
Grafik 2 Hasil uji mikrobiologi
Pada grafik 2 menunjukkan penggunaansampel 1, 2, dan 3 selama 2 jam dapatmengurangi bakteri E. Coli dalam air [12],namun cenderung meningkatkan jumlahbakteri Coliform dalam air. Hal ini mungkindisebabkan pada waktu proses pengeringanmembran yang terkontaminasi dengan udaraterbuka atau botol penyimpanan air sampeldan alat uji kurang steril.
KESIMPULAN
Berdasarkan hasil penelitian ini dapatditarik kesimpulan: Perlakuan membran dengan
menggunakan alat uji yang dibuatmemberi dampak terhadap kualitas airbaku diantaranya nilai kekeruhan. Padasampel 2 dengan 40% biji kelor mampumenurunkan 15% kekeruhan terhadap
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-49
control. Pada sampel 1, 2, dan 3 menunjukkan
kemampuan menurunkan jumlah bakteriE. Coli namun cenderung meningkatkankadar Coliform dalam air
DAFTAR PUSTAKA
[1] S. Subekti, (2012), "Studi identifikasikebutuhan dan potensi air baku air minumkabupaten pasuruan," Momentum vol. 8, No.2, No, pp. 43- 51.
[2] MENTERI KESEHATAN REPUBLIKINDONESIA, (2002), Keputusan MenteriKesehatan Republik Indonesia, No.907/MENKES/SK/VII/2002 "Syarat-syaratdan pengawasan kualitas air minum".
[3] Bahareh Asadollahi Esfahani, BanafshehAsadollahi Esfahani, Mina Shams Koupaei,and S.Z. Ghasemi., (2014), "Industrial wastewater treatment by membrane systems,"Indian Journal of Fundamental and AppliedLife Sciences vol. 4 No, pp. 1168-1177.
[4] C. Stoquart, P. Servais, P.R. Bérubé, and B.Barbeau, (2012), "Hybrid membraneprocesses using activated carbon treatment fordrinking water: A review," Journal ofMembrane Science, vol. 411-412, No, pp. 1-12.
[5] Eman N. Ali, Suleyman A. Muyibi, HamzahM. Salleh, Mohd Ramlan M. Salleh, anda.M.Z. Alam., (2009) "Moringa oleifera seedsas natural coagulant for water treatment,"Thirteenth International Water TechnologyConference, IWTC 13 Hurghada, Egypt, pp.163-168.
[6] Emelie Arnoldsson, Maria Bergman, NelsonMatsinhe, and a.K.M. Persson., (2008),"Assessment of drinking water treatmentusing moringa oleifera natural coagulant,"VATTEN, vol. 64, No, pp. 137-150.
[7] J. Sánchez-Martín, (2010), "Surfactant-polluted surface water treatment with moringaoleifera seed extract," Water Practice andTechnology, vol. 5, No 1, pp. 1-10.
[8] I.r. Yuliastari, (2010), "Penggunaan serbukbiji kelor (moringa oleifera) sebagai koagulandan flokulan dalam perbaikan kualitas airlimbah dan air tanah.," Starata S1, Programstudi Kimia, Fakultas sain dan Teknologi,Universitas Islam Negeri Syarif Hidayatullah,Jakarta.
[9] Tambak Manurung, Yusriani Sapta Dewi, andB. J.Lekatompessy, ( 2012), "Efektivitas bijikelor (moringa oleifera) pada pengolahan airsumur tercemar limbah domestik," JurnalIlmiah Fakultas Teknik LIMIT’S, vol. 8Nomor 1 No, pp. 37 - 46.
[10] Syahru Ramadhani, Alexander TunggulSutanhaji, and d.B.R. Widiatmono, ( 2013),"Perbandingan efektivitas tepung biji kelor(moringa oleifera lamk), poly aluminiumchloride (pac), dan tawas sebagai koagulanuntuk air jernih," Jurnal Keteknikan PertanianTropis dan Biosistem, vol. Vol. 1 No. 3, No,pp. 186-193.
[11] Gilar S. Pambayun, Remigius Y.E. Yulianto,M. Rachimoellah, and E.M.M. Putri., (2013),"Pembuatan karbon aktif dari arangtempurung kelapa dengan aktivator zncl2 danna2co3 sebagai adsorben untuk mengurangikadar fenol dalam air limbah," JURNALTEKNIK POMITS, vol. 2, No. 1, No, pp.116-120.
[12] Frischa Marcheliana Wachid and Darminto.,(2012), "Analisis fasa karbon pada prosespemanasan tempurung kelapa," JURNALTEKNIK POMITS, vol. 1, No. 1, No, pp. 1-4.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-50
Komputasi Visual Basic Untuk Optimalisasi DanRedesain Proses Awal Pengeringan Kopra
Di Usaha Koperasi Bersama Kopra Putih Sonia Kabupaten Pringsewu
A.Yudi Eka Risano, Ahmad Su’udi dan Jati Wahyu NugrahaJurusan Teknik Mesin, Fakultas Teknik, Universitas Lampung
Jl. Prof. Dr. Sumantri Brojonegoro No. 1, Gedung H Lt.2, Bandar Lampung 35145Telp.(0721)7479221
E-mail koresponden : [email protected]
Abstract
Copra is a pulp of a fresh coconut that is dried, known as two kind, that is white and black copra. Copradrying process can be divided into two part, that is initial process which is to dried a coconut pulp with the shellcontaining water 55% until 35% of water and final process which is to dried a coconut pulp which contain 35%of water to be 7-8% of water. The problem in copra drying process is the uneven drying temperature andduration. Therefore, this research aims to optimize the copra dryers tool, especially at the of the initial processdrying.
Method of this research is by redesign copra drying tools of initial process, calculate thermal process andtotal heat that needed for drying process by using Microsoft visual basic.
Results of the research were obtained for the copra drying process by using pipe 1 inch of diameter andlength 39.12 cm, with the dimension of drying tools is 270 cm x 180 cm x 180 cm and material construction is azinc wall with asbestos layer. And the drying temperature of copra is 74.51 oC with total heat needed is501,858.1 kJ and drying process takes 3.65 hours.
Keywords : Copra, Redesign, Microsoft Visual Basic, Drying Process
1. PENDAHULUAN
Kelapa merupakan salah satu jenis tanamantropis dengan kegunaan yang sangat beragam.Salah satu daerah penghasil kelapa adalahKabupaten Pringsewu, Provinsi Lampungyang memiliki produksi tahunan buah kelapamencapai 4220 Ton dengan produktivitas 1046Kg/Ha serta jumlah petani yang mencapai7189 KK [10]. Untuk menambah nilaiekonomisnya buah kelapa di olah untukmenjadi kopra putih.
Kopra adalah daging buah kelapa segaryang dikeringkan dengan menggunakan sinarmatahari atau panas buatan. Prosespengeringan kopra putih meliputi dua prosesyaitu proses awal dan proses akhir. Prosesawal adalah pengeringan daging buah kelapabersama tempurung yang berkadar air sekitar55% hingga menjadi 35% dan proses akhiradalah pengeringan akhir daging buah kelapa
tanpa tempurung yang berkadar air 35%hingga menjadi 7-8%.
Proses pengeringan buah kelapa menjadikopra memiliki masalah antara lain waktupengeringan yang lama yaitu sekitar 3 hari,serta pengeringan yang tidak merata Dalamhal ini dibutuhkan analisis perhitungan termaldan perancangan alat pengering kopra putihproses awal yang tepat dengan menggunakansoftware Microsoft Visual Basic 6.0, sehinggadapat mempermudah proses analisis danperancangan alat pengering kopra proses awal.
2. METODOLOGI PENELITIAN
Pada penelitian ini akan dilakukakan prosesperancangan redesain alat pengering kopraproses awal sehingga di dapatkan suhu yangoptimal untuk proses pengeringan kopra putih.Kemudian dilakukan proses perhitungantermal dan total kalor yang dibutuhkan untuk

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-51
proses pengeringan kopra proses awal denganmengunakan software Microsoft visual basicagar mempermudah proses tersebut.
Langkah-langkah yang akan dilakukandalam penelitian ini guna memenuhi tujuanpenelitian dan penyelesaian rumusan masalahdiatas adalah seperti pada gambar 1 berikut.
Gambar 1. Diagram alir
3. HASIL DAN PEMBAHASAN
3.1. Data Hasil PenelitianAdapun data hasil penelitian yang telah
dilakukan redesain dan optimalisasi alatpengering kopra proses awal adalah sebagaiberikut ini :
Tabel 1. Data hasil
No Keterangan Hasil1 Panjang alat 270 cm2 Lebar alat 180 cm3 Tinggi alat 180 cm4 Diameter pipa 2,54 cm
5 Panjang pipa 39,17 m6 Kadar awal kopra 55 %7 Kadar akhir kopra 35 %8 Berat kopra awal 338,4 kg9 Berat air kopra 186,67 kg10 Berat air yang diuapkan 68,23 kg11 Panas jenis kopra 1,88 kJ/kgoC12 Panas jenis air 4,18 kJ/kgoC13 Temperatur masuk 200 oC14 Temperatur awal kopra 30 oC
3.2. Perhitungan Termal Alat PengeringKopra Proses Awal
Langkah pertama dalam penelitian iniadalah melakukan redesain alat pengeringkopra proses awal, setelah itu alat pengeringkopra tersebut dilakukan proses perhitunganhambatan termal yang terjadi pada alatpengering kopra dengan mengunakanpersamaan berikut:
Maka didapatkan nilai hambatan termalpada alat pengering kopra adalah sebagaiberikut :
Tabel 2. Nilai hambatan termalNo Keterangan Hasil (oC/W)1 R1 0,02792 R2 0,000002863 R3 0,02794 R4 0,008945 R5 0,0000009186 R6 0,0019987 R7 0,008928 Rtotal 0,0756
Selanjutnya dilakukan perhituhan termalyang terjadi pada alat pengering kopra prosesawal dengan mengunakan rumus sebagaiberikut:
maka diperoleh sebaran suhu pada alatpengering kopra proses awal yaitu sebagaiberikut:
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-52
Tabel 3. Sebaran suhu
No Keterangan Hasil (oC)1 Suhu pipa dalam 137,262 Suhu pipa luar 137,253 Suhu pengeringan 74,514 Suhu dinding dalam 54,415 Suhu dinding luar 49,92
3.3. Perhitungan Aliran Konveksi PadaAlat Pengering Kopra (Qkv)
Untuk menghitung aliran konveksi padaalat pengering kopra proses awal, langkahpertama adalah membuat asumsi-asumsiterlebih dahulu, kemudian lakukanperhitungan koefisien perpindahan panaskonveksi bebas pada alat pengering kopradengan mengunakan rumus sebagai berikut :
Gr_dPr = . Pr
Setelah diperoleh koefisien perpindahannpanas, kemudian menghitung nilai alirankonveksi pada alat pengering kopra yaitusebagai berikut:
= h.A.
Maka diperoleh nilai aliran konveksi padaalat pengering kopra yaitu sebesar 60,664kJ/jam.
3.4. Perhitungan Energi Yang Hilang DariDinding Ruang PengeringUntuk menghitung energi yang hilang
dari dinding ruang pengering langkah pertamayang dilakukan adalah menghitung koefisienperpindahan panas menyeluruh (U) padadinding alat pengering kopra, setelah itudilakukan perhitungan energi yang hilang daridinding ruang pengering mengunakanpersamaan berikut :
Qlw = U x A x ΔT
Sehingga energi yang hilang dari dindingpengering (Qlw) adalah sebesar = 16.156,22kJ/jam.
3.5. Program Perhitungan Termal AlatPengering KopraSetelah dilakukan perhitungan manual,
langkah selanjutnya adalah membuat
alogaritma (bahasa program) untuk pembuatprogram perhitungan termal alat pengeringkopra. Program aplikasi perhitungan termalalat pengering kopra proses awal yang dibuatbertujuan untuk mempermudah prosesperhitungan dalam meredesain alat pengeringkopra. Program ini dibuat dengan mengunakansoftware Microsoft visual basic 6.0, dimanaterdapat input data dan output data. Programini memiliki error sebesar 0,5 % dari hasilperhitungan manual. Pada program ini terdapat6 command fungsi utama yaitu sebagaiberikut:1. Command hitung, yaitu command yang
bertujuan untuk menghitung proses datauntuk perhitungan termal pada alatpengering kopra.
2. Command energi hilang dinding, yaitucommand yang bertujuan untuk pindah keperhitungan energi hilang pada dinding.
3. Command konveksi dalam pengering, yaitucommand yang bertujuan untuk pindah keperhitungan konveksi dalam pengering.
4. Command Total Energi, yaitu commandyang bertujuan untuk pindah keperhitungan total energi pengeringan kopra
5. Command rumus, yaitu command yangbertujuan untuk menunjukan rumus-rumusperhitungan.
6. Command Cara Pengunaan, yaitucommand yang bertujuan untukmenampilkan cara pengunaan programaplikasi perhitungan termal alat pengeringkopra.
Gambar 2. Tampilan awal program
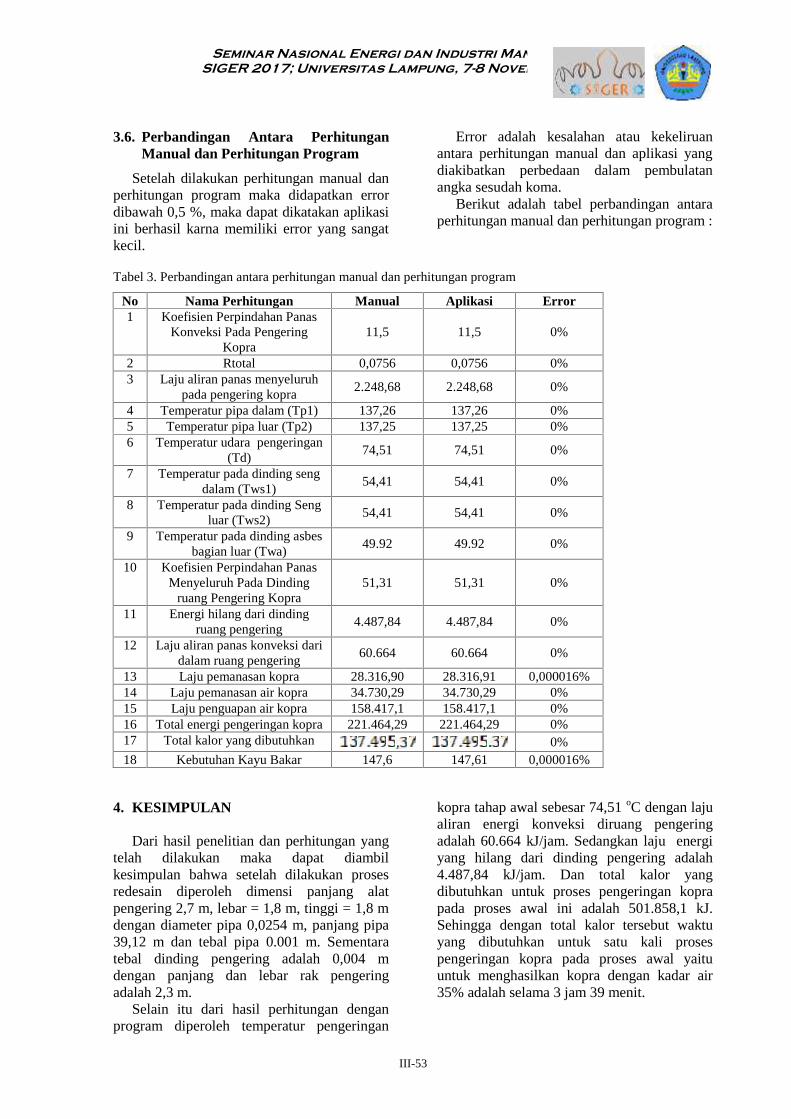
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-53
3.6. Perbandingan Antara PerhitunganManual dan Perhitungan Program
Setelah dilakukan perhitungan manual danperhitungan program maka didapatkan errordibawah 0,5 %, maka dapat dikatakan aplikasiini berhasil karna memiliki error yang sangatkecil.
Error adalah kesalahan atau kekeliruanantara perhitungan manual dan aplikasi yangdiakibatkan perbedaan dalam pembulatanangka sesudah koma.
Berikut adalah tabel perbandingan antaraperhitungan manual dan perhitungan program :
Tabel 3. Perbandingan antara perhitungan manual dan perhitungan program
No Nama Perhitungan Manual Aplikasi Error1 Koefisien Perpindahan Panas
Konveksi Pada PengeringKopra
11,5 11,5 0%
2 Rtotal 0,0756 0,0756 0%3 Laju aliran panas menyeluruh
pada pengering kopra 2.248,68 2.248,68 0%
4 Temperatur pipa dalam (Tp1) 137,26 137,26 0%5 Temperatur pipa luar (Tp2) 137,25 137,25 0%6 Temperatur udara pengeringan
(Td) 74,51 74,51 0%
7 Temperatur pada dinding sengdalam (Tws1) 54,41 54,41 0%
8 Temperatur pada dinding Sengluar (Tws2) 54,41 54,41 0%
9 Temperatur pada dinding asbesbagian luar (Twa) 49.92 49.92 0%
10 Koefisien Perpindahan PanasMenyeluruh Pada Dinding
ruang Pengering Kopra51,31 51,31 0%
11 Energi hilang dari dindingruang pengering 4.487,84 4.487,84 0%
12 Laju aliran panas konveksi daridalam ruang pengering 60.664 60.664 0%
13 Laju pemanasan kopra 28.316,90 28.316,91 0,000016%14 Laju pemanasan air kopra 34.730,29 34.730,29 0%15 Laju penguapan air kopra 158.417,1 158.417,1 0%16 Total energi pengeringan kopra 221.464,29 221.464,29 0%17 Total kalor yang dibutuhkan 0%18 Kebutuhan Kayu Bakar 147,6 147,61 0,000016%
4. KESIMPULAN
Dari hasil penelitian dan perhitungan yangtelah dilakukan maka dapat diambilkesimpulan bahwa setelah dilakukan prosesredesain diperoleh dimensi panjang alatpengering 2,7 m, lebar = 1,8 m, tinggi = 1,8 mdengan diameter pipa 0,0254 m, panjang pipa39,12 m dan tebal pipa 0.001 m. Sementaratebal dinding pengering adalah 0,004 mdengan panjang dan lebar rak pengeringadalah 2,3 m.
Selain itu dari hasil perhitungan denganprogram diperoleh temperatur pengeringan
kopra tahap awal sebesar 74,51 oC dengan lajualiran energi konveksi diruang pengeringadalah 60.664 kJ/jam. Sedangkan laju energiyang hilang dari dinding pengering adalah4.487,84 kJ/jam. Dan total kalor yangdibutuhkan untuk proses pengeringan koprapada proses awal ini adalah 501.858,1 kJ.Sehingga dengan total kalor tersebut waktuyang dibutuhkan untuk satu kali prosespengeringan kopra pada proses awal yaituuntuk menghasilkan kopra dengan kadar air35% adalah selama 3 jam 39 menit.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-54
Daftar Pustaka
[1] Ashshiddieqy, Ahmad Q . 2010.“Perancangan dan Alat pengering kopradengan tipe cabinet dryer untuk kapasitas6 kg per-siklus”. Universitas SumateraUtara, Medan.
[2] Awang, S.A. 1991. Kelapa Kajian SosialEkonommi. Aditya Media : Yogyakarta.
[3] Cengel, Y.A. Heat Transfer A PracticalApproach, Second Edition. McGrawHill,BookCompany,Inc: Singapore.
[4] Holman, J.P.1986. Heat Transfer. SixthEdition, New York : McGraw-Hill
[5] Incropera, F.P, David P. De Witt. 1985.Fundamentals of Heat and MassTransfer, Second Edition. John Wiley &Sons Inc. : New York.
[6] Kartika, Bambang. 1981. Pengolahankelapa (Bagian I). Lembaga PendidikanPerkebunan : Yogyakarta.
[7] Ketaren, S. 1986. Pengantar TeknologiMinyak dan Lemak Pangan. CetakanPertama.Jakarta : UI-Press.
[8] Palungkung, Rony (1992). Aneka ProdukOlahan Kelapa. Jakarta PenebarSwadaya.
[9] Setyamidjaja, D. 1999. Bertanam KelapaHibrida. Kanisius: Yogyakarta
[10] Sulaeman dan M. Rusyadi. 2013.“Analisa Efisiensi Rooftop Solar CopraDryer Dengan Susunan Kolektor SecaraSeri”. Institut Teknologi Padang.
[11] Supriyono. 2003. Mengukur Faktor-faktor dalam Proses Pengeringan.Departemen Pendidikan Nasional.Jakarta.
[12] Warisno. 2003. Budidaya Kelapa Genjah.Kanisius: Yogyakarta.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-55
Uji Pembentukkan Biogas dari Sampah Organikpada Biodigester Portable
Nitya SanthiarsaJurusan Teknik Mesin Universitas Udayana, Kampus Bukit Jimbaran Bali
Email :[email protected]
AbstrakBiogas merupakan zat berwujud gas dimana pembentukannya dari proses anaerob atau proses fermentasi yangmembutuhkan ruangan yang kedap udara atau tertutup. Prototype biodigester yang digunakan dalam penelitianini berdasarkan prinsip ruang kedap udara tersebut, dibuat dari tangki plastik ukuran 300 liter yang dimodifikasi.Sampah organic yang digunakan ada dua macam yaitu pertama,campuran kotoran sapi dan sampah rumput,yang kedua, campuran kotoran sapi dan sampah dapur. Pengukuran dan pengambilan data dilakukan selama 14hari. Hasil pengujian pada hari ke14, menunjukkan kandungan biogas dari campuran pertama adalah 22 %Volume CH4, 12 % Volume C02 dan 137 ppm H2S, sedangkan campuran kedua adalah 27 % Volume CH4, 24% Volume C02 dan 178 ppm H 2S
Kata kunci: sampah organik, biodigester, biogas
Biogas Formation Test of Organic Wasteon Portable Biodigester
AbstractBiogas is a gaseous substance in which its formation of an anaerobic process or a fermentation process thatrequires a room that is airtight or closed. The biodigester prototype used in this study is based on the airtightspace principle, manufactured from a modified 300 liter plastic tank. Organic garbage is used there are twokinds of first, mixture of cow dung and garbage, second, mixture of cow dung and kitchen waste. Measurementand data retrieval is done for 14 days. The test results on the 14th day showed that the biogas content of the firstmixture was 22% Volume CH4, 12% Volume C02 and 137 ppm H2S, while the second mixture was 27% VolumeCH4, 24% Volume C02 and 178 ppm H2S
Keywords : organic waste, biodigester, biogas
1. Pendahuluan
Sampah atau limbah adalahipermasalahan klasik terutama bagimasyarakat kota yang padat penduduknya.Sampah ada dua macam yaitu sampahorganik dan sampah anorganik. Sampahorganic berasal dari sisa-sisa atau buanganbahan dari hewan dan tanaman, sepertikotoran ternak serta potongan ranting dandedaunan, sedangkan sampah anorganik ,sampah yang berasal dari bahan sepertiplastic, keramik dan logam. Sampah organicternyata mempunyai potensi , salah satunyasebagai sumber energy terbarukan yaitusumber energi biogas. Biogas merupakan zatberwujud gas dimana pembentukannyamembutuhkan ruangan yang kedap udaraatau tertutup. Pada prinsipnya biogas
terbentuk melalui proses yang berlangsungdalam ruang yang anaerob atau tanpaoksigen. Apabila diuraikan lebih rinci, secarakeseluruhan terdapat tiga proses utama dalampembentukkan biogas, yaitu proses hidrolisis,pengasaman yaitu asidogenesis danasetogenesis, serta proses metanogenesis.Keseluruhan proses ini tidak terlepas daribantuan kinerja mikroorganisme anaerob.[1]Berdasarkan prinsip pembentukkan biogas,maka telah dirancang sebuah model atauprototype biodigester yang portable yaituperalatan digeser yang dapat dengn mudahdipindahkan dan diangkut. Digester dibuatdari kontainer atau tangki plastic berukuran300 liter, dimodifikasi menjadi tiga bagian,pertama, bagian dasar , yang menampung airlindi hasil proses pembusukkan sampah,nantinya bisa digunakan sebagai pupuk cair,

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-56
bagian kedua atau bagian tengah, merupakanruang diletakkan sampah organic padat, dibagian ini untuk menghasilkan biogas.Kemudian bagaian ketiga, bagian atas, yangmenampung gas hasil dari proses fermentasisampah.[2] Perancangan biodigester telahdilakukan, kemudian dilanjutkan denganpengujian unjuk kerja peralatan untukmengetahui apakah prototype ini dapatmenghasilkan gas metan sebagai komponenutama biogas dan berapa waktu yangdibutuhkan serta berapa jumlah gas metanyang bisa dihasilkan.
2. Metode Penelitian
Metode peneltian yang digunakanadalah penelitian eksperimental yaitupengamatan langsung untuk mengetahuiunjuk kerja dari prototype peralatanbiodigester .
Alat dan Bahan
Alat yang digunakan dalam penelitian ini Timbangan digital untuk menimbang
berat sampah organic yaitu berat kotoransapid dan sampah rumput serta sampahdapur
Biogas Multi Gas Detector berfungsssiuntuk mengukur kandunagankarbondioksida/C02, metana/CH4 danHidrogen Sulfida/H2S dengan ketelitianC02 100 % Vol, CH4 100 % Vol, dan H2S999 ppm
Gambar 1. Biogas Tester[3]
Biodigester Portable, berukuran 300 liter(dimodifikasi kapasitasnya hanya 100 lietr)sebanyak 2 unit
Gambar 2. Prototype Biodigester Portable
Bag Biogas, untuk tempat menyimpansementara biogas
Bahan yang digunakan adalah campuranpertama sampah organik yaitu campurankotoran sapi dan sampah rumput, dancampuran sampah organik kedua, kotoransapi dan sampah dapur. Kedua campuran inimasing-masing diaduk hingga merata dansebelum dimasukkan ke digester, campurandituangkan air secukupnya hingga lembabmerata.
Pembentukan biogas dilakukan padasuhu lokal Kota Denpasar, Bali yang berkisarantara 22- 32°C, (www.accuweather. com/id/denpasar),sehingga tidak memerlukansuplai energi tambahan untuk pengkondisiantemperatur. Rentang suhur di atas termasukrentang suhu mesophilic (20-40°C).
Instalasi Alat Penelitian
Gambar 3. Instalasi Peralatan penelitianKeterangan gambar :1. Biodigester2. Stp kran3. Bag biogas4. Biogas Tester
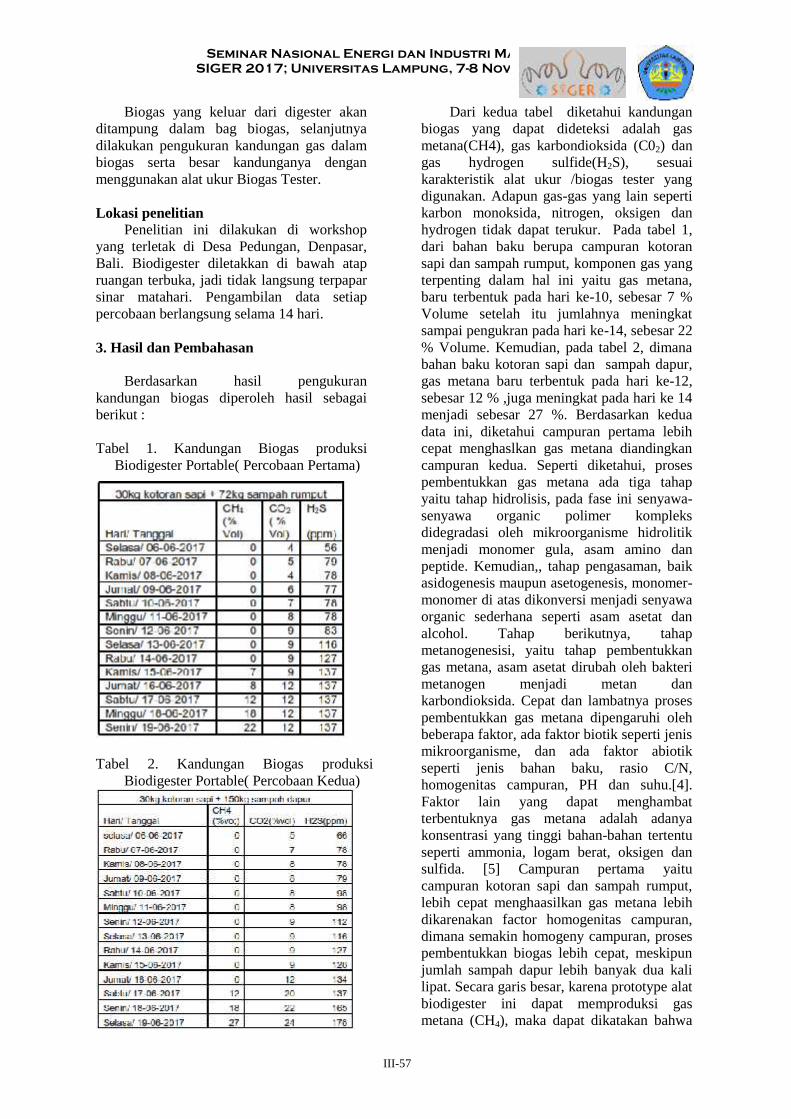
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-57
Biogas yang keluar dari digester akanditampung dalam bag biogas, selanjutnyadilakukan pengukuran kandungan gas dalambiogas serta besar kandunganya denganmenggunakan alat ukur Biogas Tester.
Lokasi penelitianPenelitian ini dilakukan di workshop
yang terletak di Desa Pedungan, Denpasar,Bali. Biodigester diletakkan di bawah atapruangan terbuka, jadi tidak langsung terpaparsinar matahari. Pengambilan data setiappercobaan berlangsung selama 14 hari.
3. Hasil dan Pembahasan
Berdasarkan hasil pengukurankandungan biogas diperoleh hasil sebagaiberikut :
Tabel 1. Kandungan Biogas produksiBiodigester Portable( Percobaan Pertama)
Tabel 2. Kandungan Biogas produksiBiodigester Portable( Percobaan Kedua)
Dari kedua tabel diketahui kandunganbiogas yang dapat dideteksi adalah gasmetana(CH4), gas karbondioksida (C02) dangas hydrogen sulfide(H2S), sesuaikarakteristik alat ukur /biogas tester yangdigunakan. Adapun gas-gas yang lain sepertikarbon monoksida, nitrogen, oksigen danhydrogen tidak dapat terukur. Pada tabel 1,dari bahan baku berupa campuran kotoransapi dan sampah rumput, komponen gas yangterpenting dalam hal ini yaitu gas metana,baru terbentuk pada hari ke-10, sebesar 7 %Volume setelah itu jumlahnya meningkatsampai pengukran pada hari ke-14, sebesar 22% Volume. Kemudian, pada tabel 2, dimanabahan baku kotoran sapi dan sampah dapur,gas metana baru terbentuk pada hari ke-12,sebesar 12 % ,juga meningkat pada hari ke 14menjadi sebesar 27 %. Berdasarkan keduadata ini, diketahui campuran pertama lebihcepat menghaslkan gas metana diandingkancampuran kedua. Seperti diketahui, prosespembentukkan gas metana ada tiga tahapyaitu tahap hidrolisis, pada fase ini senyawa-senyawa organic polimer kompleksdidegradasi oleh mikroorganisme hidrolitikmenjadi monomer gula, asam amino danpeptide. Kemudian,, tahap pengasaman, baikasidogenesis maupun asetogenesis, monomer-monomer di atas dikonversi menjadi senyawaorganic sederhana seperti asam asetat danalcohol. Tahap berikutnya, tahapmetanogenesisi, yaitu tahap pembentukkangas metana, asam asetat dirubah oleh bakterimetanogen menjadi metan dankarbondioksida. Cepat dan lambatnya prosespembentukkan gas metana dipengaruhi olehbeberapa faktor, ada faktor biotik seperti jenismikroorganisme, dan ada faktor abiotikseperti jenis bahan baku, rasio C/N,homogenitas campuran, PH dan suhu.[4].Faktor lain yang dapat menghambatterbentuknya gas metana adalah adanyakonsentrasi yang tinggi bahan-bahan tertentuseperti ammonia, logam berat, oksigen dansulfida. [5] Campuran pertama yaitucampuran kotoran sapi dan sampah rumput,lebih cepat menghaasilkan gas metana lebihdikarenakan factor homogenitas campuran,dimana semakin homogeny campuran, prosespembentukkan biogas lebih cepat, meskipunjumlah sampah dapur lebih banyak dua kalilipat. Secara garis besar, karena prototype alatbiodigester ini dapat memproduksi gasmetana (CH4), maka dapat dikatakan bahwa
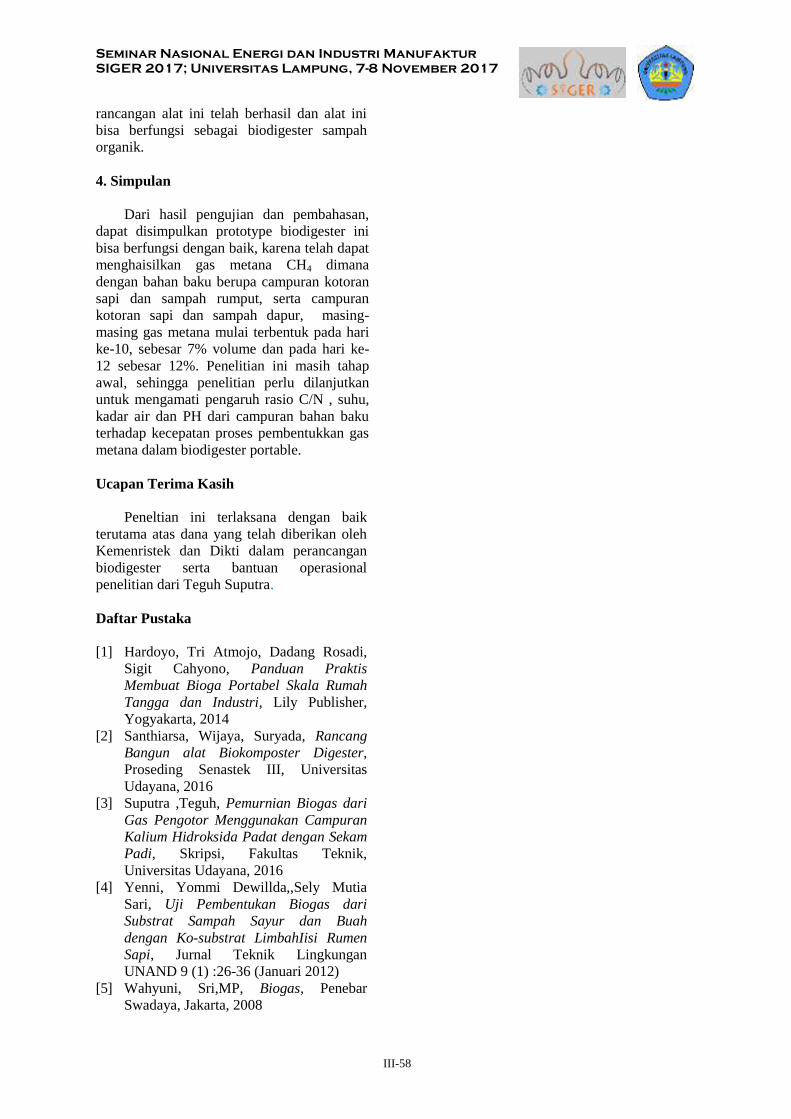
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-58
rancangan alat ini telah berhasil dan alat inibisa berfungsi sebagai biodigester sampahorganik.
4. Simpulan
Dari hasil pengujian dan pembahasan,dapat disimpulkan prototype biodigester inibisa berfungsi dengan baik, karena telah dapatmenghaisilkan gas metana CH4 dimanadengan bahan baku berupa campuran kotoransapi dan sampah rumput, serta campurankotoran sapi dan sampah dapur, masing-masing gas metana mulai terbentuk pada harike-10, sebesar 7% volume dan pada hari ke-12 sebesar 12%. Penelitian ini masih tahapawal, sehingga penelitian perlu dilanjutkanuntuk mengamati pengaruh rasio C/N , suhu,kadar air dan PH dari campuran bahan bakuterhadap kecepatan proses pembentukkan gasmetana dalam biodigester portable.
Ucapan Terima Kasih
Peneltian ini terlaksana dengan baikterutama atas dana yang telah diberikan olehKemenristek dan Dikti dalam perancanganbiodigester serta bantuan operasionalpenelitian dari Teguh Suputra.
Daftar Pustaka
[1] Hardoyo, Tri Atmojo, Dadang Rosadi,Sigit Cahyono, Panduan PraktisMembuat Bioga Portabel Skala RumahTangga dan Industri, Lily Publisher,Yogyakarta, 2014
[2] Santhiarsa, Wijaya, Suryada, RancangBangun alat Biokomposter Digester,Proseding Senastek III, UniversitasUdayana, 2016
[3] Suputra ,Teguh, Pemurnian Biogas dariGas Pengotor Menggunakan CampuranKalium Hidroksida Padat dengan SekamPadi, Skripsi, Fakultas Teknik,Universitas Udayana, 2016
[4] Yenni, Yommi Dewillda,,Sely MutiaSari, Uji Pembentukan Biogas dariSubstrat Sampah Sayur dan Buahdengan Ko-substrat LimbahIisi RumenSapi, Jurnal Teknik LingkunganUNAND 9 (1) :26-36 (Januari 2012)
[5] Wahyuni, Sri,MP, Biogas, PenebarSwadaya, Jakarta, 2008

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-59
Audit Energi dan Analisis Peluang Penghematan Konsumsi Energi ListrikPada Bangunan Gedung Di Universitas Lampung
Yul Martin1, Muhammad Salim2
Lecturer at Electrical Engineering Department, Univercity of LampungJl. Prof. Dr. Soemantri Brojonegoro No.1 Gedung Meneng, Bandar Lampung
1 [email protected], [email protected]
AbstractThe need for electrical energy is increasing in accordance with the development of modern equipment that
works with electricity sources. This affects the level of consumption of electrical energy more and more evenelectricity has been included in the primary needs. Energy conservation activities can minimize or make efficientuse of electrical energy, to achieve energy conservation activities is conducted an energy audit aimed atcontrolling the use of electrical energy. The audit process carried out has measurement parameters that areabout lighting design, air system and Energy Consumption Intensity (IKE). BSNI has provided a standard oflighting and air conditioning to provide comfort while doing the work.
Keywords: Energy Conservancy, Energy Audit, Illumination system, Air system, IKE, SNI
AbstrakKebutuhan energi listrik semakin meningkat sesuai dengan perkembangan peralatan modern yang bekerja
dengan sumber listrik. Hal ini mempengaruhi tingkat konsumsi energi listrik semakin banyak bahkan listriksudah masuk dalam kebutuhan primer. Kegiatan konsevarsi energi dapat meminimalisir atau mengefisiensikanpemanfaatan energi listrik, untuk mencapai kegiatan konsevarsi energi ini dilakukan audit energi yangbertujuan mengendalikan penggunaan energi listrik. Proses audit yang dilakukan memiliki parameterpengukuran yaitu mengenai tata pencahayaan, tata udara serta Intensitas Konsumsi Energi (IKE). BSNI sudahmemberikan standar tingkat pencahayaan dan tata udara untuk memberikan rasa nyaman saat melakukanpekerjaan.Kata kunci: Konsevarsi Energi, Audit Energi, Tata pencahyaan, Tata Udara, IKE, SNI
PENDAHULUANMeningkatnya pertumbuhan manusia pada
saat ini mengakibatkan permintaan ataukonsumsi energi listrik dalam segala kegiatanyang dilakukan oleh manusia seperti industri,kegiatan rumah tangga sehingga biaya yangharus dibayarkan juga semakin meningkat.Oleh sebab itu tidak ada jalan lain untukmenghemat pengeluaran maka harus dilakukanhemat energi.
Metode yang dapat digunakan untukmelakukan penghematan energi listrik adalahkonsevarsi energi. Konsevarsi energi adalahusaha meningkatkan efisiensi penggunaanlistrik atau yang dikenal dengan penghematanenergi listrik. Dalam melakukan konsevarsienergi, salah satu jenis kegiatannya adalah auditenergi. Hasil dari audit energi akandibandingkan dengan nilai standar yang ada,
sehingga akan dapat ditemukan solusi-solusiuntuk menghemat energi jika hasil auditmelebihi nilai standar yang ada.
TINJAUAN PUSTAKA
Pengertian Audit Energi
Definisi audit energi berdasarkan StandarNasional Indonesia (SNI) No 6196 Tahun 2011tentang Prosedur audit energi pada bangunangedung adalah proses evaluasi pemanfaatanenergi dan identifikasi peluang penghematanenergi serta rekomendasi peningkatan efesiensipada penggunaan energi dan penggunaansumber energi dalam rangka melakukankonservasi energi. Dalam melakukan auditenergi terdapat tiga proses dalam melakukanaudit energi yaitu audit energi singkat (walkthourgh audit), audit energi awal (preliminary
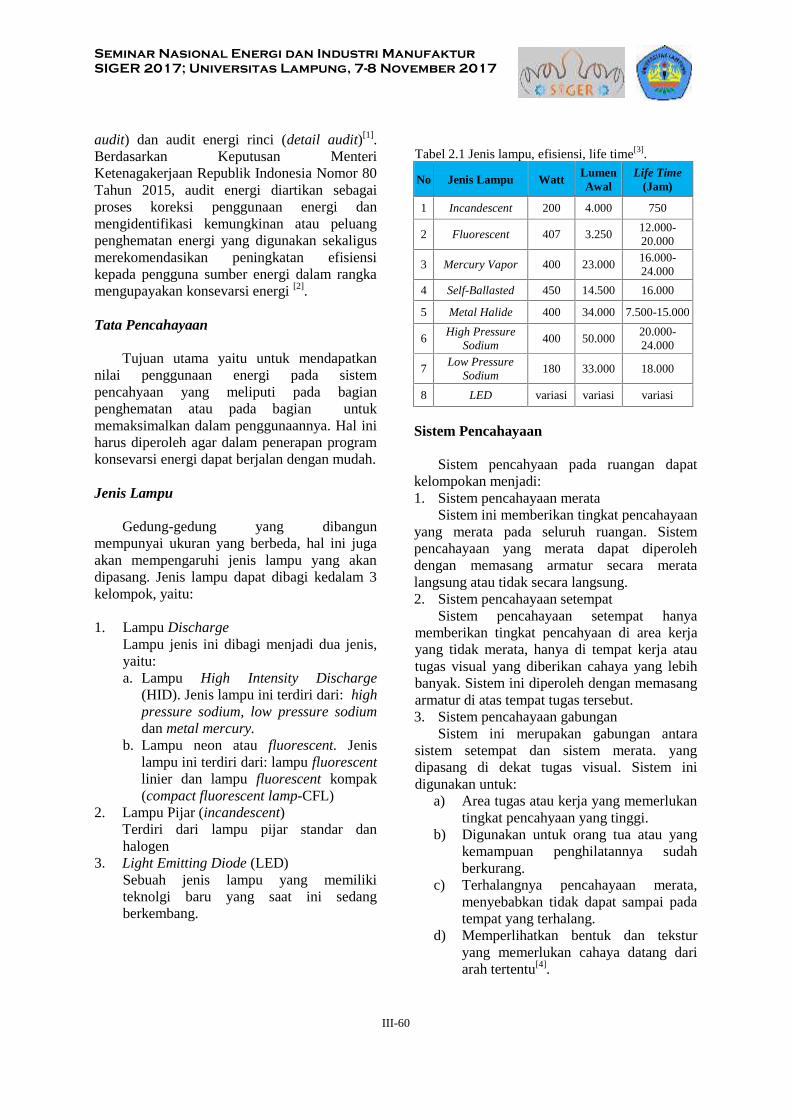
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-60
audit) dan audit energi rinci (detail audit)[1].Berdasarkan Keputusan MenteriKetenagakerjaan Republik Indonesia Nomor 80Tahun 2015, audit energi diartikan sebagaiproses koreksi penggunaan energi danmengidentifikasi kemungkinan atau peluangpenghematan energi yang digunakan sekaligusmerekomendasikan peningkatan efisiensikepada pengguna sumber energi dalam rangkamengupayakan konsevarsi energi [2].
Tata Pencahayaan
Tujuan utama yaitu untuk mendapatkannilai penggunaan energi pada sistempencahyaan yang meliputi pada bagianpenghematan atau pada bagian untukmemaksimalkan dalam penggunaannya. Hal iniharus diperoleh agar dalam penerapan programkonsevarsi energi dapat berjalan dengan mudah.
Jenis Lampu
Gedung-gedung yang dibangunmempunyai ukuran yang berbeda, hal ini jugaakan mempengaruhi jenis lampu yang akandipasang. Jenis lampu dapat dibagi kedalam 3kelompok, yaitu:
1. Lampu DischargeLampu jenis ini dibagi menjadi dua jenis,yaitu:a. Lampu High Intensity Discharge
(HID). Jenis lampu ini terdiri dari: highpressure sodium, low pressure sodiumdan metal mercury.
b. Lampu neon atau fluorescent. Jenislampu ini terdiri dari: lampu fluorescentlinier dan lampu fluorescent kompak(compact fluorescent lamp-CFL)
2. Lampu Pijar (incandescent)Terdiri dari lampu pijar standar danhalogen
3. Light Emitting Diode (LED)Sebuah jenis lampu yang memilikiteknolgi baru yang saat ini sedangberkembang.
Tabel 2.1 Jenis lampu, efisiensi, life time[3].
No Jenis Lampu Watt LumenAwal
Life Time(Jam)
1 Incandescent 200 4.000 750
2 Fluorescent 407 3.250 12.000-20.000
3 Mercury Vapor 400 23.000 16.000-24.000
4 Self-Ballasted 450 14.500 16.000
5 Metal Halide 400 34.000 7.500-15.000
6 High PressureSodium 400 50.000 20.000-
24.000
7 Low PressureSodium 180 33.000 18.000
8 LED variasi variasi variasi
Sistem Pencahayaan
Sistem pencahyaan pada ruangan dapatkelompokan menjadi:1. Sistem pencahayaan merata
Sistem ini memberikan tingkat pencahayaanyang merata pada seluruh ruangan. Sistempencahayaan yang merata dapat diperolehdengan memasang armatur secara meratalangsung atau tidak secara langsung.2. Sistem pencahayaan setempat
Sistem pencahayaan setempat hanyamemberikan tingkat pencahyaan di area kerjayang tidak merata, hanya di tempat kerja atautugas visual yang diberikan cahaya yang lebihbanyak. Sistem ini diperoleh dengan memasangarmatur di atas tempat tugas tersebut.3. Sistem pencahayaan gabungan
Sistem ini merupakan gabungan antarasistem setempat dan sistem merata. yangdipasang di dekat tugas visual. Sistem inidigunakan untuk:
a) Area tugas atau kerja yang memerlukantingkat pencahyaan yang tinggi.
b) Digunakan untuk orang tua atau yangkemampuan penghilatannya sudahberkurang.
c) Terhalangnya pencahayaan merata,menyebabkan tidak dapat sampai padatempat yang terhalang.
d) Memperlihatkan bentuk dan teksturyang memerlukan cahaya datang dariarah tertentu[4].
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-61
Intensitas Konsumsi Energi (IKE)
Intensitas Konsumsi Energi merupakansalah satu tujuan audit energi dimana IntesitasKonsumsi Energi ini ditentukan denganpembagian antara konsumsi energi listrik padakurun waktu tertentu dengan luas bangunangedung. Penggunaan energi dapat dihitung jikadiketahui[8]:1. Rincian luas gedung dan luas totalnya (m2).2. Konsumsi energi per tahun (kWh/tahun).3. Biaya energi bangunan gedung (Rp/kWh).4. IKE bangunan gedung per tahun
(kWh/m2/tahun).
Dengan ini didapatkan persamaan mencariIntensitas Konsumsi Energi sebaga berikut:
)2()/(
mTotalLuasbulankWhtotalkWhIKE
Berdasarkan Pedoman PelaksanaanKonversi Energi dan Pengawasan diLingkungan Departmen Pendidikan danKebudayaan, nilai IKE yang ada pada sebuahgedung dapat digolongkan menjadi dua kriteria.Kriteria tersebut adalah bangunanmenggunakan AC dan bangunan tanpamenggunakan AC[5].
Tabel 2.2 Kriteria standar nilai IKE berdasarkanDepartemen Pendidikan dan Kebudayaantanpa penggunaan AC
Kriteria KeteranganEfisien
(0,84–1,67)kWh/m2/bln
Efisiensi penggunaan energi masihmungkin ditingkatkan melaluipenerapan sistem manajemenenergi terpadu.
CukupEfisien
(1,67 – 2,5)kWh/m2/bln
Penggunaan energi cukup efisiennamun masih memiliki peluangkonservasi energi.
Boros(2,5 – 3,34)kWh/m2/bln
Desain bangunan maupunpemeliharaan dan pengoperasiangedung belum mempertimbangkankonservasi energi.
Sangat Boros(3,34 – 4,17)kWh/m2/bln
Agar dilakukan peninjauan ulangatas semua instalasi /peralatanenergi serta penerapan manajemenenergi dalam pengelolaanbangunan.
Tabel 2.3 Kriteria standar nilai IKE berdasarkanDepartemen Pendidikan dan Kebudayaandengan penggunaan AC.
Kriteria KeteranganSangat Efisien(4,17 – 7,92)
kWh/m2/bulan
Pengoperasian peralatan energidilakukan dengan prinsip-prinsip manajemen energi.
Efisien(7,93 – 12,08)kWh/m2/bulan
Efisiensi penggunaan energimasih mungkin ditingkatkanmelalui penerapan sistemmanajemen energi terpadu.
Cukup Efisien(12,08 – 14,58)kWh/m2/bulan
Pengoperasian danpemeliharaan gedung belummempertimbang-kan prinsipkonservasi energi.
Agak Boros(14,58 – 19,17)kWh/m2/bulan
Desain bangunan maupunpemeliharaan danpengoperasian gedung belummempertimbang-kan konservasienergi
Selain dari Departemen Pendidikan danKebudayaan, berikut adalah acuan untuk nilaistandar IKE berdasarkan Peraturan MenteriESDM No. 13 Tahun 2012.
Tabel 2.4 Nilai Standar IKE dari PeraturanMenteri ESDM No.13 Tahun 2013.
KatagoriIKE AC IKE Non ACkWh/m2/bln kWh/m2/bln
Sangat Efesien <8.5 <3.4Efesien = 8.5 <14 = 3.4 < 5.6Cukup Efesien = 14 < 18.5 = 5.6 < 7.4Boros ≥ 18.5 ≥ 7.4
Dalam standar nilai IKE selalu dibedakanantara bangunan yang menggunakan AC sertabangunan yang tanpa AC. Ditinjau dari standaryang menggunakan AC, dikatakan borosapabila nilai ukur IKE melebihi 18,5kWh/m2/bulan dan untuk bangunan tanpa ACdikatakan boros apabila nilai IKE yangterhitung adalah lebih besar 7,4kWh/m2/bulan[6].
Sistem Tata UdaraDiperlukan peralatan yang dapat
menunjang untuk mencapai suhu dankelembaban tersebut, biasa digunakan kipasangin dan air conditioning (AC). Tujuan auditenergi pada sistem tata udara yang dilakukan
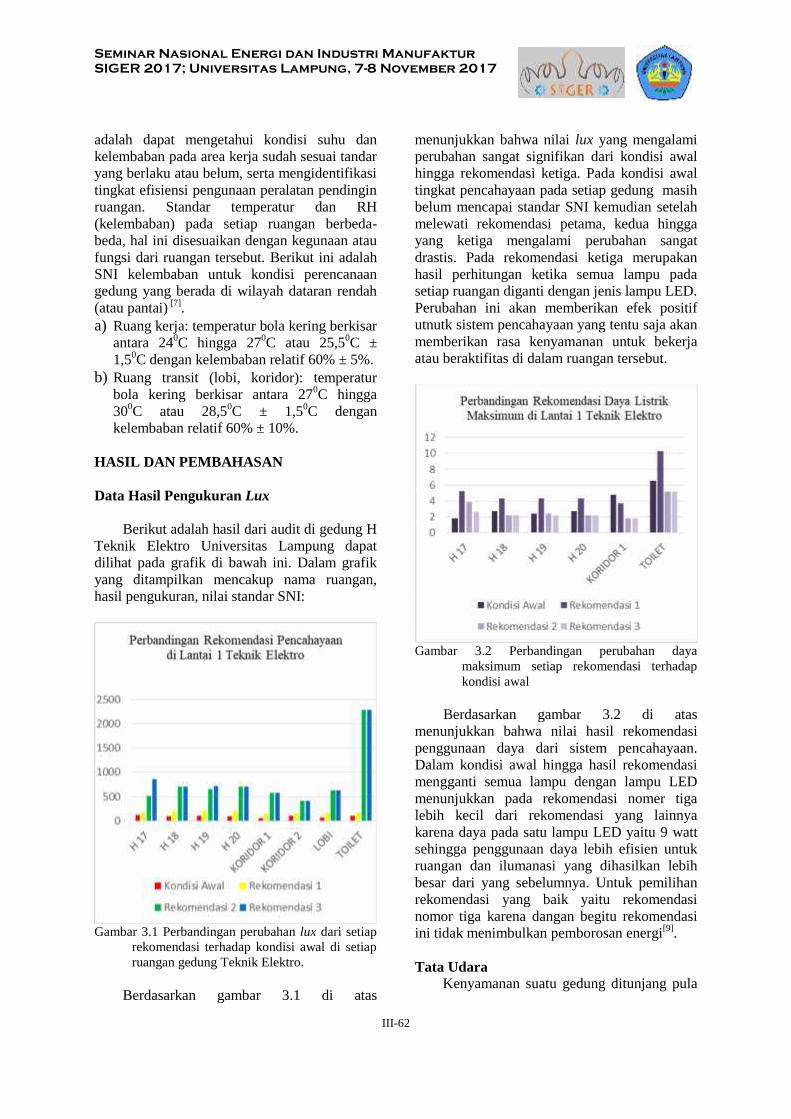
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-62
adalah dapat mengetahui kondisi suhu dankelembaban pada area kerja sudah sesuai tandaryang berlaku atau belum, serta mengidentifikasitingkat efisiensi pengunaan peralatan pendinginruangan. Standar temperatur dan RH(kelembaban) pada setiap ruangan berbeda-beda, hal ini disesuaikan dengan kegunaan ataufungsi dari ruangan tersebut. Berikut ini adalahSNI kelembaban untuk kondisi perencanaangedung yang berada di wilayah dataran rendah(atau pantai) [7].a) Ruang kerja: temperatur bola kering berkisar
antara 240C hingga 270C atau 25,50C ±1,50C dengan kelembaban relatif 60% ± 5%.
b) Ruang transit (lobi, koridor): temperaturbola kering berkisar antara 270C hingga300C atau 28,50C ± 1,50C dengankelembaban relatif 60% ± 10%.
HASIL DAN PEMBAHASAN
Data Hasil Pengukuran Lux
Berikut adalah hasil dari audit di gedung HTeknik Elektro Universitas Lampung dapatdilihat pada grafik di bawah ini. Dalam grafikyang ditampilkan mencakup nama ruangan,hasil pengukuran, nilai standar SNI:
Gambar 3.1 Perbandingan perubahan lux dari setiaprekomendasi terhadap kondisi awal di setiapruangan gedung Teknik Elektro.
Berdasarkan gambar 3.1 di atas
menunjukkan bahwa nilai lux yang mengalamiperubahan sangat signifikan dari kondisi awalhingga rekomendasi ketiga. Pada kondisi awaltingkat pencahayaan pada setiap gedung masihbelum mencapai standar SNI kemudian setelahmelewati rekomendasi petama, kedua hinggayang ketiga mengalami perubahan sangatdrastis. Pada rekomendasi ketiga merupakanhasil perhitungan ketika semua lampu padasetiap ruangan diganti dengan jenis lampu LED.Perubahan ini akan memberikan efek positifutnutk sistem pencahayaan yang tentu saja akanmemberikan rasa kenyamanan untuk bekerjaatau beraktifitas di dalam ruangan tersebut.
Gambar 3.2 Perbandingan perubahan dayamaksimum setiap rekomendasi terhadapkondisi awal
Berdasarkan gambar 3.2 di atasmenunjukkan bahwa nilai hasil rekomendasipenggunaan daya dari sistem pencahayaan.Dalam kondisi awal hingga hasil rekomendasimengganti semua lampu dengan lampu LEDmenunjukkan pada rekomendasi nomer tigalebih kecil dari rekomendasi yang lainnyakarena daya pada satu lampu LED yaitu 9 wattsehingga penggunaan daya lebih efisien untukruangan dan ilumanasi yang dihasilkan lebihbesar dari yang sebelumnya. Untuk pemilihanrekomendasi yang baik yaitu rekomendasinomor tiga karena dangan begitu rekomendasiini tidak menimbulkan pemborosan energi[9].
Tata UdaraKenyamanan suatu gedung ditunjang pula
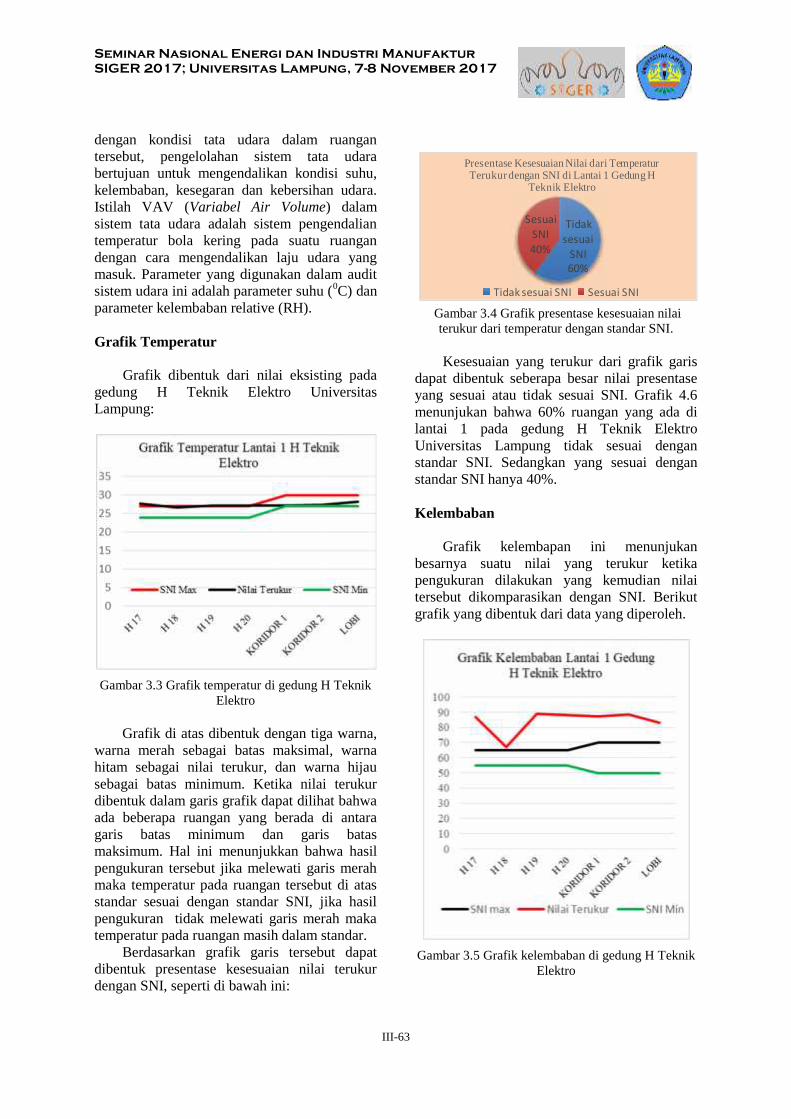
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-63
dengan kondisi tata udara dalam ruangantersebut, pengelolahan sistem tata udarabertujuan untuk mengendalikan kondisi suhu,kelembaban, kesegaran dan kebersihan udara.Istilah VAV (Variabel Air Volume) dalamsistem tata udara adalah sistem pengendaliantemperatur bola kering pada suatu ruangandengan cara mengendalikan laju udara yangmasuk. Parameter yang digunakan dalam auditsistem udara ini adalah parameter suhu (0C) danparameter kelembaban relative (RH).
Grafik Temperatur
Grafik dibentuk dari nilai eksisting padagedung H Teknik Elektro UniversitasLampung:
Gambar 3.3 Grafik temperatur di gedung H TeknikElektro
Grafik di atas dibentuk dengan tiga warna,warna merah sebagai batas maksimal, warnahitam sebagai nilai terukur, dan warna hijausebagai batas minimum. Ketika nilai terukurdibentuk dalam garis grafik dapat dilihat bahwaada beberapa ruangan yang berada di antaragaris batas minimum dan garis batasmaksimum. Hal ini menunjukkan bahwa hasilpengukuran tersebut jika melewati garis merahmaka temperatur pada ruangan tersebut di atasstandar sesuai dengan standar SNI, jika hasilpengukuran tidak melewati garis merah makatemperatur pada ruangan masih dalam standar.
Berdasarkan grafik garis tersebut dapatdibentuk presentase kesesuaian nilai terukurdengan SNI, seperti di bawah ini:
Tidaksesuai
SNI60%
SesuaiSNI40%
Presentase Kesesuaian Nilai dari TemperaturTerukur dengan SNI di Lantai 1 Gedung H
Teknik Elektro
Tidak sesuai SNI Sesuai SNI
Gambar 3.4 Grafik presentase kesesuaian nilaiterukur dari temperatur dengan standar SNI.
Kesesuaian yang terukur dari grafik garisdapat dibentuk seberapa besar nilai presentaseyang sesuai atau tidak sesuai SNI. Grafik 4.6menunjukan bahwa 60% ruangan yang ada dilantai 1 pada gedung H Teknik ElektroUniversitas Lampung tidak sesuai denganstandar SNI. Sedangkan yang sesuai denganstandar SNI hanya 40%.
Kelembaban
Grafik kelembapan ini menunjukanbesarnya suatu nilai yang terukur ketikapengukuran dilakukan yang kemudian nilaitersebut dikomparasikan dengan SNI. Berikutgrafik yang dibentuk dari data yang diperoleh.
Gambar 3.5 Grafik kelembaban di gedung H TeknikElektro

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-64
Dapat dilihat bahwa gambar 3.5menunjukkan adanya garis yang terbentuk darisebuah nilai baik nilai ketetapan serta nilaiterukur terdapat tiga warna, warna merahsebagai batas maksimal untuk temperatur,warna hitam sebagai nilai terukur pada saataudit, dan warna hijau sebagai batas minimumuntuk temperatur. Nilia yang melebihi ambangbatas atau nilai SNI maksimum maka dapatdinyatakan belum sesuai dengan ketetapan SNI,dan sebalikknya untuk nilai yang masuk dalamgaris batas maksimum dan garis batas minimummaka dikatakan sesuai standar SNI. Dalam hasilpengukuran kelembapan gedung H TeknikElektro setiap ruangan masih dalam standarSNI karena tidak melewati batas maksimumdan masih dalam garis batas minimum.
Berdasarkan grafik garis kelembapantersebut dapat dibentuk presentase kesesuaiannilai terukur dengan SNI, seperti di bawah ini:
100%
0%
Presentase Kesesuain Nilai Terukur dariKelembaban dengan SNI di Lantai 1
Gedung H Teknik Elektro
Tidak sesuaiSNI
Sesuai SNI
Gambar 3.6 Presentase kesesuaian nilai terukur darikelembaban dengan standar SNI pada Gedung H
Teknik Elektro.
Setelah mengamati grafik garis yang adapada grafik 3.5 maka dapat ditarik kesimpulanbahwa gedung H Teknik Elektro UniversitasLampung di lantai 1 memiliki 100% sudahmemenuhi kriteria standar SNI yang sudahditetapkan. Sedangkan 0% belum sesuai denganstandar SNI. Hasil pengukuran kelembapanpada lantai 1 gedung H Teknik Elektro masihdalam standar SNI setelah di komperasikan,hasil ini adalah komparasi dari nilai yangterukur dengan standar SNI.
Rekomendasi Terhadap Tata Udara
Sistem tata udara yang belum memberikankenyamanan di setiap ruangan dapat disebabkanoleh kondisi ruangan yang tidak tertupu rapatatau jumlah peding yang tidak sesuai denganluas ruangan. Pada sistem tata udara dikenalistilah PK = Paard Kracht (Daya Kuda) yaitudaya yang dibutuhkan oleh mesin AC untukmemperoleh British Thermal Unit per hour(BTU/h). PK dengan BTU saling berbandinglurus itu artinya untuk mendapatkan nilai BTUyang besar maka dibutuhkan nilai PK yangbesar. Perlu diingat bahwa PK adalah satuanuntuk daya pada mesin compressor AC,sehingga untuk menentukan efek pendinginanyang ada di ruangan dintentukan berdasarkanPK-nya pada mesin yang digunakan. Untukmenentukan nilai PK sangat dipengaruhi olehpanjang, lebar dan tinggi ruangan yang akandihitung. Berikut persamaan untuk menentukannilai BTU [15]:
5003
)()()( xmtinggixmlebarxmpanjangh
BTU
Berikut contoh perhitungan menentukannilai PK yang ada di ruangan kuliah H 17Teknik Elektro:Diketahui :Panjang = 7,93mLebar = 7,93 mTinggi = 4,72 m
Maka nilai kebutuhan BTU/h adalah:
5003
)()()( xmtinggixmlebarxmpanjangh
BTU
5003
72,493,793,7 xxxh
BTU
455,49469h
BTU
Berdasarkan perhitungan kebutuhanBTU/h pada ruang kuliah H 17 bila dibagidengan nilai BTU/h yang berdasarkan nilai PKyang diinginkan, makan pada ruang kuliah H 17membutuhkan AC sebanyak 2 unit dengan nilaiPK 2. Sesuai dengan perhitungan di bawah ini:
75,218000
455,49469/
/
ACkebutuhansesuaihBTUterukurhBTU
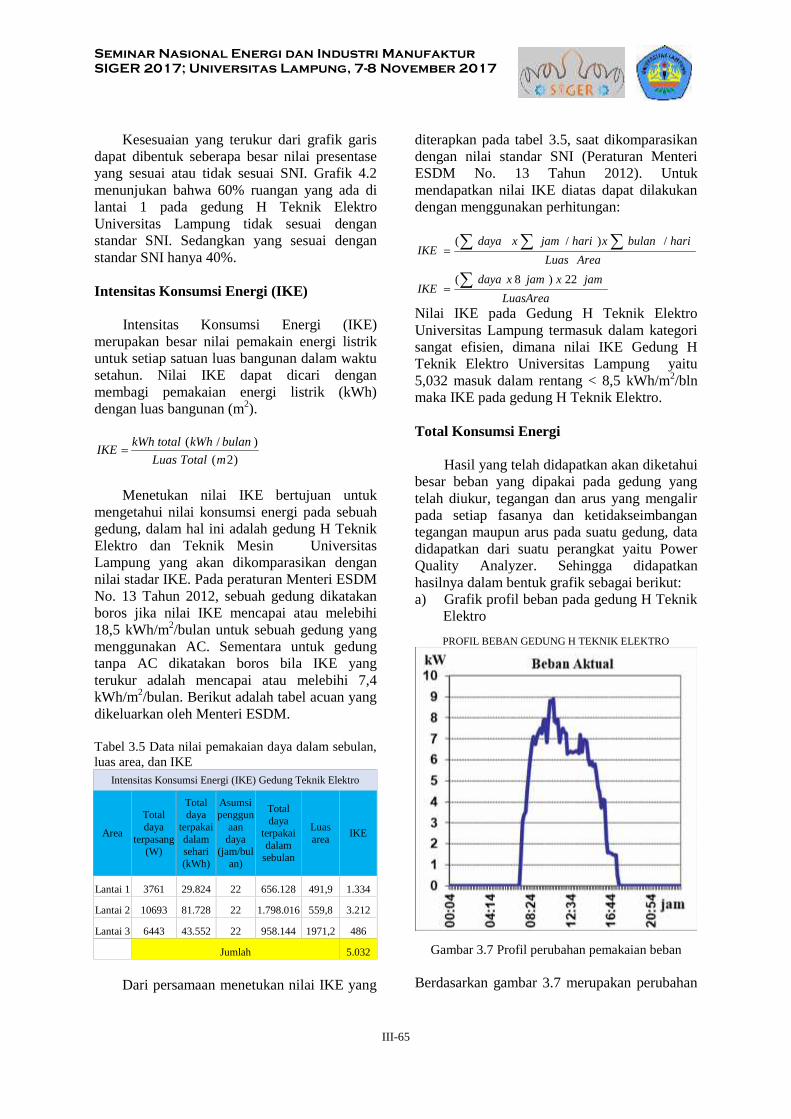
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-65
Kesesuaian yang terukur dari grafik garisdapat dibentuk seberapa besar nilai presentaseyang sesuai atau tidak sesuai SNI. Grafik 4.2menunjukan bahwa 60% ruangan yang ada dilantai 1 pada gedung H Teknik ElektroUniversitas Lampung tidak sesuai denganstandar SNI. Sedangkan yang sesuai denganstandar SNI hanya 40%.
Intensitas Konsumsi Energi (IKE)
Intensitas Konsumsi Energi (IKE)merupakan besar nilai pemakain energi listrikuntuk setiap satuan luas bangunan dalam waktusetahun. Nilai IKE dapat dicari denganmembagi pemakaian energi listrik (kWh)dengan luas bangunan (m2).
)2()/(
mTotalLuasbulankWhtotalkWhIKE
Menetukan nilai IKE bertujuan untukmengetahui nilai konsumsi energi pada sebuahgedung, dalam hal ini adalah gedung H TeknikElektro dan Teknik Mesin UniversitasLampung yang akan dikomparasikan dengannilai stadar IKE. Pada peraturan Menteri ESDMNo. 13 Tahun 2012, sebuah gedung dikatakanboros jika nilai IKE mencapai atau melebihi18,5 kWh/m2/bulan untuk sebuah gedung yangmenggunakan AC. Sementara untuk gedungtanpa AC dikatakan boros bila IKE yangterukur adalah mencapai atau melebihi 7,4kWh/m2/bulan. Berikut adalah tabel acuan yangdikeluarkan oleh Menteri ESDM.
Tabel 3.5 Data nilai pemakaian daya dalam sebulan,luas area, dan IKE
Intensitas Konsumsi Energi (IKE) Gedung Teknik Elektro
Area
Totaldaya
terpasang(W)
Totaldaya
terpakaidalamsehari(kWh)
Asumsipenggun
aandaya
(jam/bulan)
Totaldaya
terpakaidalam
sebulan
Luasarea IKE
Lantai 1 3761 29.824 22 656.128 491,9 1.334
Lantai 2 10693 81.728 22 1.798.016 559,8 3.212
Lantai 3 6443 43.552 22 958.144 1971,2 486
Jumlah 5.032
Dari persamaan menetukan nilai IKE yang
diterapkan pada tabel 3.5, saat dikomparasikandengan nilai standar SNI (Peraturan MenteriESDM No. 13 Tahun 2012). Untukmendapatkan nilai IKE diatas dapat dilakukandengan menggunakan perhitungan:
LuasAreajamxjamxdaya
IKE
AreaLuasharibulanxharijamxdaya
IKE
22)8(
/)/(
Nilai IKE pada Gedung H Teknik ElektroUniversitas Lampung termasuk dalam kategorisangat efisien, dimana nilai IKE Gedung HTeknik Elektro Universitas Lampung yaitu5,032 masuk dalam rentang < 8,5 kWh/m2/blnmaka IKE pada gedung H Teknik Elektro.
Total Konsumsi Energi
Hasil yang telah didapatkan akan diketahuibesar beban yang dipakai pada gedung yangtelah diukur, tegangan dan arus yang mengalirpada setiap fasanya dan ketidakseimbangantegangan maupun arus pada suatu gedung, datadidapatkan dari suatu perangkat yaitu PowerQuality Analyzer. Sehingga didapatkanhasilnya dalam bentuk grafik sebagai berikut:a) Grafik profil beban pada gedung H Teknik
ElektroPROFIL BEBAN GEDUNG H TEKNIK ELEKTRO
Gambar 3.7 Profil perubahan pemakaian beban
Berdasarkan gambar 3.7 merupakan perubahan
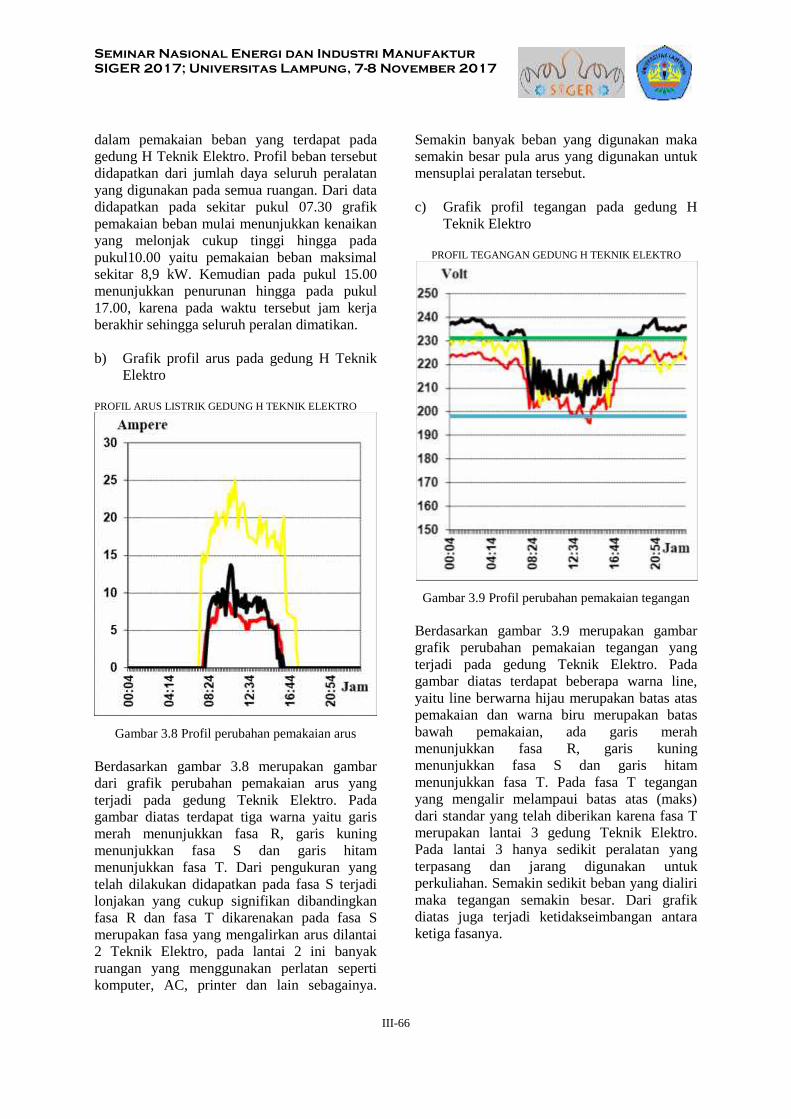
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-66
dalam pemakaian beban yang terdapat padagedung H Teknik Elektro. Profil beban tersebutdidapatkan dari jumlah daya seluruh peralatanyang digunakan pada semua ruangan. Dari datadidapatkan pada sekitar pukul 07.30 grafikpemakaian beban mulai menunjukkan kenaikanyang melonjak cukup tinggi hingga padapukul10.00 yaitu pemakaian beban maksimalsekitar 8,9 kW. Kemudian pada pukul 15.00menunjukkan penurunan hingga pada pukul17.00, karena pada waktu tersebut jam kerjaberakhir sehingga seluruh peralan dimatikan.
b) Grafik profil arus pada gedung H TeknikElektro
PROFIL ARUS LISTRIK GEDUNG H TEKNIK ELEKTRO
Gambar 3.8 Profil perubahan pemakaian arus
Berdasarkan gambar 3.8 merupakan gambardari grafik perubahan pemakaian arus yangterjadi pada gedung Teknik Elektro. Padagambar diatas terdapat tiga warna yaitu garismerah menunjukkan fasa R, garis kuningmenunjukkan fasa S dan garis hitammenunjukkan fasa T. Dari pengukuran yangtelah dilakukan didapatkan pada fasa S terjadilonjakan yang cukup signifikan dibandingkanfasa R dan fasa T dikarenakan pada fasa Smerupakan fasa yang mengalirkan arus dilantai2 Teknik Elektro, pada lantai 2 ini banyakruangan yang menggunakan perlatan sepertikomputer, AC, printer dan lain sebagainya.
Semakin banyak beban yang digunakan makasemakin besar pula arus yang digunakan untukmensuplai peralatan tersebut.
c) Grafik profil tegangan pada gedung HTeknik Elektro
PROFIL TEGANGAN GEDUNG H TEKNIK ELEKTRO
Gambar 3.9 Profil perubahan pemakaian tegangan
Berdasarkan gambar 3.9 merupakan gambargrafik perubahan pemakaian tegangan yangterjadi pada gedung Teknik Elektro. Padagambar diatas terdapat beberapa warna line,yaitu line berwarna hijau merupakan batas ataspemakaian dan warna biru merupakan batasbawah pemakaian, ada garis merahmenunjukkan fasa R, garis kuningmenunjukkan fasa S dan garis hitammenunjukkan fasa T. Pada fasa T teganganyang mengalir melampaui batas atas (maks)dari standar yang telah diberikan karena fasa Tmerupakan lantai 3 gedung Teknik Elektro.Pada lantai 3 hanya sedikit peralatan yangterpasang dan jarang digunakan untukperkuliahan. Semakin sedikit beban yang dialirimaka tegangan semakin besar. Dari grafikdiatas juga terjadi ketidakseimbangan antaraketiga fasanya.
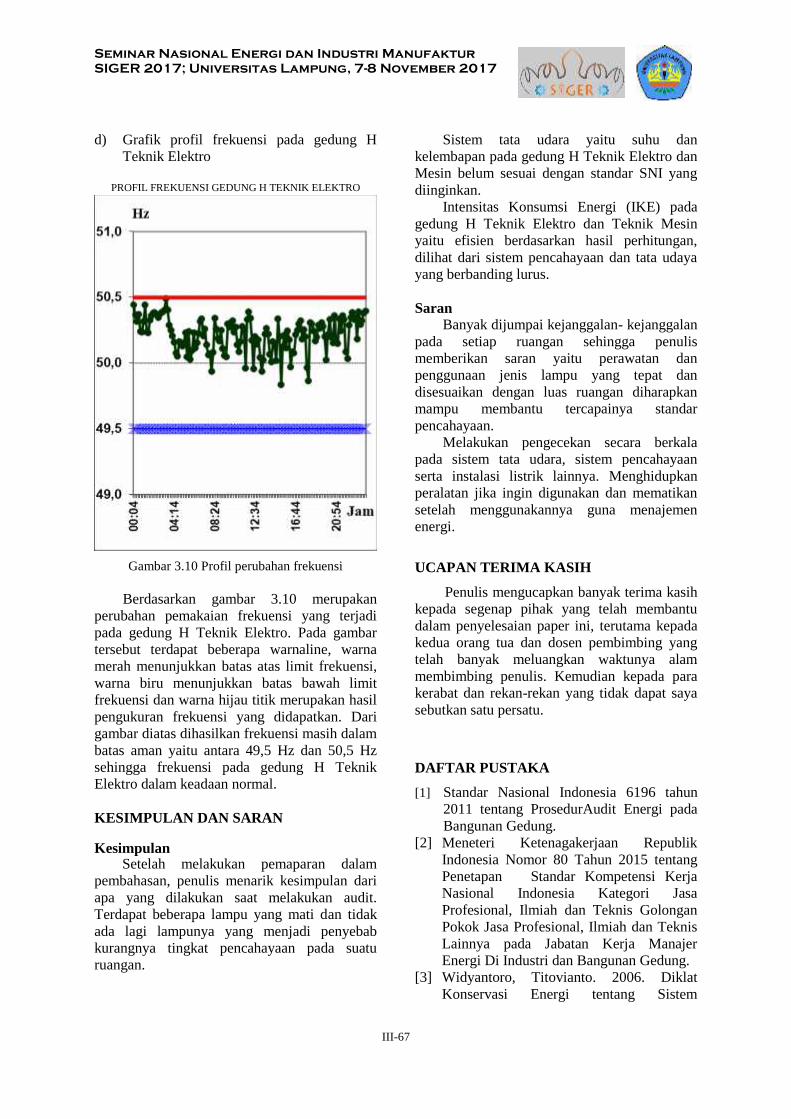
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-67
d) Grafik profil frekuensi pada gedung HTeknik Elektro
PROFIL FREKUENSI GEDUNG H TEKNIK ELEKTRO
Gambar 3.10 Profil perubahan frekuensi
Berdasarkan gambar 3.10 merupakanperubahan pemakaian frekuensi yang terjadipada gedung H Teknik Elektro. Pada gambartersebut terdapat beberapa warnaline, warnamerah menunjukkan batas atas limit frekuensi,warna biru menunjukkan batas bawah limitfrekuensi dan warna hijau titik merupakan hasilpengukuran frekuensi yang didapatkan. Darigambar diatas dihasilkan frekuensi masih dalambatas aman yaitu antara 49,5 Hz dan 50,5 Hzsehingga frekuensi pada gedung H TeknikElektro dalam keadaan normal.
KESIMPULAN DAN SARAN
KesimpulanSetelah melakukan pemaparan dalam
pembahasan, penulis menarik kesimpulan dariapa yang dilakukan saat melakukan audit.Terdapat beberapa lampu yang mati dan tidakada lagi lampunya yang menjadi penyebabkurangnya tingkat pencahayaan pada suaturuangan.
Sistem tata udara yaitu suhu dankelembapan pada gedung H Teknik Elektro danMesin belum sesuai dengan standar SNI yangdiinginkan.
Intensitas Konsumsi Energi (IKE) padagedung H Teknik Elektro dan Teknik Mesinyaitu efisien berdasarkan hasil perhitungan,dilihat dari sistem pencahayaan dan tata udayayang berbanding lurus.
SaranBanyak dijumpai kejanggalan- kejanggalan
pada setiap ruangan sehingga penulismemberikan saran yaitu perawatan danpenggunaan jenis lampu yang tepat dandisesuaikan dengan luas ruangan diharapkanmampu membantu tercapainya standarpencahayaan.
Melakukan pengecekan secara berkalapada sistem tata udara, sistem pencahayaanserta instalasi listrik lainnya. Menghidupkanperalatan jika ingin digunakan dan mematikansetelah menggunakannya guna menajemenenergi.
UCAPAN TERIMA KASIH
Penulis mengucapkan banyak terima kasihkepada segenap pihak yang telah membantudalam penyelesaian paper ini, terutama kepadakedua orang tua dan dosen pembimbing yangtelah banyak meluangkan waktunya alammembimbing penulis. Kemudian kepada parakerabat dan rekan-rekan yang tidak dapat sayasebutkan satu persatu.
DAFTAR PUSTAKA[1] Standar Nasional Indonesia 6196 tahun
2011 tentang ProsedurAudit Energi padaBangunan Gedung.
[2] Meneteri Ketenagakerjaan RepublikIndonesia Nomor 80 Tahun 2015 tentangPenetapan Standar Kompetensi KerjaNasional Indonesia Kategori JasaProfesional, Ilmiah dan Teknis GolonganPokok Jasa Profesional, Ilmiah dan TeknisLainnya pada Jabatan Kerja ManajerEnergi Di Industri dan Bangunan Gedung.
[3] Widyantoro, Titovianto. 2006. DiklatKonservasi Energi tentang Sistem
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-68
Pencahayaan. Departemen PendidikanNasional: Jakarta.
[4] Standar Nasional Indonesia 03-6575 tahun2001 tentang Tata Cara PerancanganSistem Pencahayaan Buatan padaBangunan Gedung
[5] Untoro, Jati. 2014. Audit Energi danAnalisis Penghematan Konsumsi Energipada Sistem Peralatan Listrik di GedungPelayanan Unila. Teknik ElektroUniversitas Lampung : Bandar Lampung.
[6] Departemen Pendidikan Nasional RepublikIndonesia. 2006. Pedoman PelaksanaanKonservasi Energi dan Pengawasan DiLingkungan Departemen PendidikanNasional. Jakarta.
[7] Standar Nasional Indonesia 6390 tahun2011 tentang Konservasi Energi SistemTata Udara Bangunan Gedung.
[8] Ir. Marpaung, Parlindungan. 2006.Makalah Tata Udara Bangunan GedungDirektorat Jenderal Listrik danPemanfaatan Energi Departemen Energidan Sumber Daya Mineral: Jakarta.
[9] PHILIPS 2009, Data Sheet PhilipsFlourescent Lamp, Based On PhilipsLightning Catalogue 2008-2009
[10] Standar Nasional Indonesia 6196 tahun2011 tentang Konservasi Energi TentangSistem Pencahayaan.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-69
Pengaruh Kemiringan Flow Straightener Terhadap Tingkat KeseragamanAliran Gas Buang Pada Sampling Point
Dewi Puspitasari1*, Pramadhony2, Ellyanie1, Marwani1, M. Imam A3
1Jurusan Teknik Mesin, Fakultas Teknik, Universitas Sriwijaya, Jl. Raya Prabumulih, Km. 32,Inderalaya, OI, Sumatera Selatan, Indonesia - 30662
2Program Magister Teknik Mesin, Universitas Sriwijaya, Jl. Srijaya Negara, Bukit Besar,Palembang, Sumatera Selatan, Indonesia - 30139
3 Program Sarjana Teknik Mesin, Universitas Sriwijaya, Jl. Srijaya Negara, Bukit Besar,Palembang, Sumatera Selatan, Indonesia - 30139
Emission generated by industrial sector is causing degradation of ambient air quality. In order to monitorthe impacts, Indonesian government has regulated the company to conduct monitoring of emission quality.According to U.S. EPA method 1, the swirling flow in flue is prohibited, and exhaust gas flow at sampling pointshould be uniform and vertical. Installing flow straightener is one of methods to condition exhaust gas, so theflow can fulfill the requirements of emission measurement. In this work had done modified inclination of flowstraightener by computational analysis to observe the effects of flow of flue gas at sampling point. There are fourconditions of computational analysis, there were: flue with no flow straightener, with installing flow straightenerwhich inclination of 0o, 30o and 45o. Based on computational analysis, the inclination of flow straightener isable to improve the uniform level of exhaust gas flow which is needed to improve the accuracy of measurenmet.In other side the inclination is also effect to increasing the pressure drop flue inside but still in tolerated.
Keywords: flow straightener, speed uniformity, pressure drop
AbstrakEmisi yang dihasilkan oleh sektor industri menyebabkan degradasi kualitas udara ambien. Untuk
memantau dampaknya, pemerintah Indonesia telah mengatur perusahaan untuk melakukan pemantauanterhadap kualitas emisi. Menurut metode 1 EPA A.S., aliran berpusar di cerobong asap dilarang, danpenyederhanaan gas buang pada sampling point harus seragam dan vertikal. Pemasangan flow straighteneradalah salah satu metode untuk mengkondisikan gas buang, sehingga aliran dapat memenuhi persyaratanpengukuran emisi. Dalam pekerjaan ini telah dilakukan modifikasi kemiringan flow straightener dengan analisiskomputasi untuk mengamati efek dari aliran gas buang pada sampling point. Ada empat kondisi analisiskomputasional, yaitu: cerobong tanpa flow straightener, dengan memasang flow straightener yang memilikikemiringan 0o, 30o dan 45o. Berdasarkan analisis komputasional, kemiringan flow straightener mampumemperbaiki tingkat seragam aliran gas buang yang dibutuhkan untuk meningkatkan akurasi pengukuran. Disisi lain kemiringan juga berpengaruh pada peningkatan tekanan di cerobong asap namun masih bisa ditolerir.
Keywords: flow straightener, keseragaman kecepatan, pressure drop
PENDAHULUAN
Sektor industri mempunyai peran pentingdalam menunjang perekonomian nasional.Kehadiran industri dapat menambahpenghasilan daerah, membuka kesempatankerja dan mendorong terbukanya usaha-usahakecil disekitar industri tersebut. Disisi lainperkembangan Industri juga memberikanbeberapa dampak negatif, salah satunya adalahdengan terjadinya pencemaran udara yang
berasal dari proses pembakaran. Untukmemonitor dampak yang ditimbulkan olehudara emisi maka pemerintah mempersyaratkanpihak perusahaan untuk melakukanpengukuran/pemantauan kualitas emisi gasbuang pada setiap cerobong sumber emisi,terutama pada industri-industri skala besar.
Berdasarkan Standard Internasional [1],salah satu persyaratan pengukuran emisi adalahkecepatan gas harus diukur pada suatu bidangdengan jarak tertentu dari ujung buangan
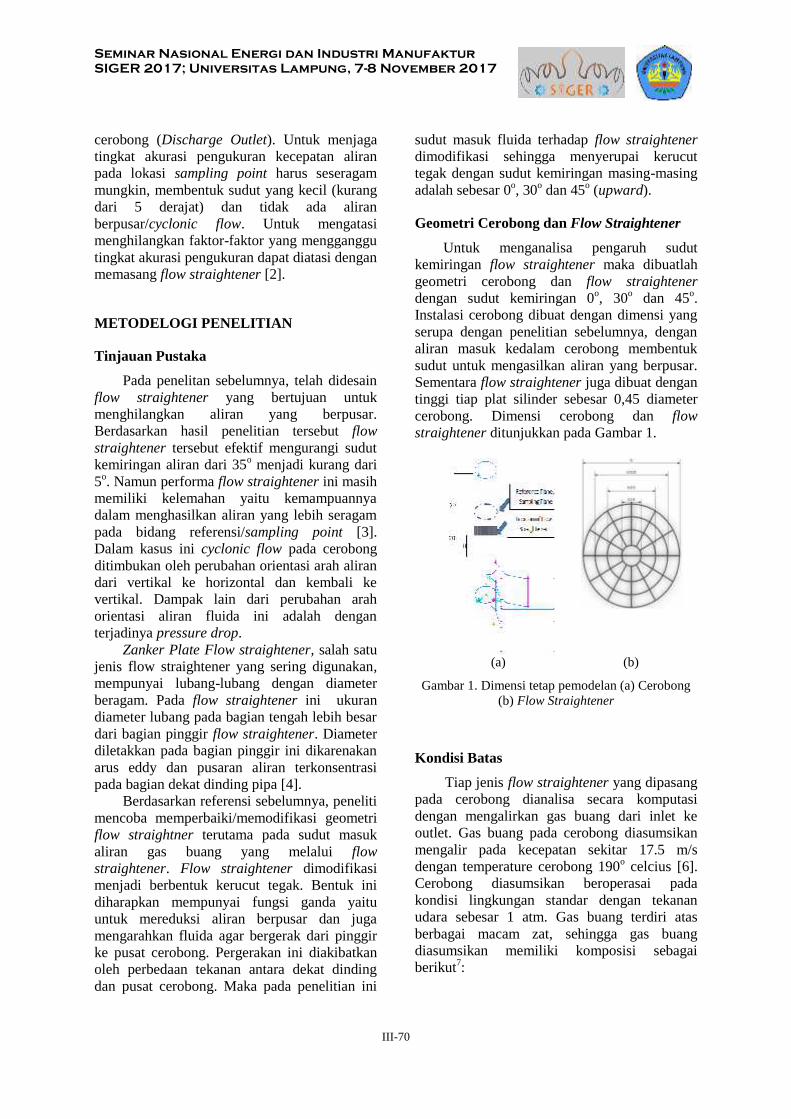
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-70
cerobong (Discharge Outlet). Untuk menjagatingkat akurasi pengukuran kecepatan aliranpada lokasi sampling point harus seseragammungkin, membentuk sudut yang kecil (kurangdari 5 derajat) dan tidak ada aliranberpusar/cyclonic flow. Untuk mengatasimenghilangkan faktor-faktor yang mengganggutingkat akurasi pengukuran dapat diatasi denganmemasang flow straightener [2].
METODELOGI PENELITIAN
Tinjauan PustakaPada penelitan sebelumnya, telah didesain
flow straightener yang bertujuan untukmenghilangkan aliran yang berpusar.Berdasarkan hasil penelitian tersebut flowstraightener tersebut efektif mengurangi sudutkemiringan aliran dari 35o menjadi kurang dari5o. Namun performa flow straightener ini masihmemiliki kelemahan yaitu kemampuannyadalam menghasilkan aliran yang lebih seragampada bidang referensi/sampling point [3].Dalam kasus ini cyclonic flow pada cerobongditimbukan oleh perubahan orientasi arah alirandari vertikal ke horizontal dan kembali kevertikal. Dampak lain dari perubahan arahorientasi aliran fluida ini adalah denganterjadinya pressure drop.
Zanker Plate Flow straightener, salah satujenis flow straightener yang sering digunakan,mempunyai lubang-lubang dengan diameterberagam. Pada flow straightener ini ukurandiameter lubang pada bagian tengah lebih besardari bagian pinggir flow straightener. Diameterdiletakkan pada bagian pinggir ini dikarenakanarus eddy dan pusaran aliran terkonsentrasipada bagian dekat dinding pipa [4].
Berdasarkan referensi sebelumnya, penelitimencoba memperbaiki/memodifikasi geometriflow straightner terutama pada sudut masukaliran gas buang yang melalui flowstraightener. Flow straightener dimodifikasimenjadi berbentuk kerucut tegak. Bentuk inidiharapkan mempunyai fungsi ganda yaituuntuk mereduksi aliran berpusar dan jugamengarahkan fluida agar bergerak dari pinggirke pusat cerobong. Pergerakan ini diakibatkanoleh perbedaan tekanan antara dekat dindingdan pusat cerobong. Maka pada penelitian ini
sudut masuk fluida terhadap flow straightenerdimodifikasi sehingga menyerupai kerucuttegak dengan sudut kemiringan masing-masingadalah sebesar 0o, 30o dan 45o (upward).
Geometri Cerobong dan Flow Straightener
Untuk menganalisa pengaruh sudutkemiringan flow straightener maka dibuatlahgeometri cerobong dan flow straightenerdengan sudut kemiringan 0o, 30o dan 45o.Instalasi cerobong dibuat dengan dimensi yangserupa dengan penelitian sebelumnya, denganaliran masuk kedalam cerobong membentuksudut untuk mengasilkan aliran yang berpusar.Sementara flow straightener juga dibuat dengantinggi tiap plat silinder sebesar 0,45 diametercerobong. Dimensi cerobong dan flowstraightener ditunjukkan pada Gambar 1.
(a) (b)
Gambar 1. Dimensi tetap pemodelan (a) Cerobong(b) Flow Straightener
Kondisi BatasTiap jenis flow straightener yang dipasang
pada cerobong dianalisa secara komputasidengan mengalirkan gas buang dari inlet keoutlet. Gas buang pada cerobong diasumsikanmengalir pada kecepatan sekitar 17.5 m/sdengan temperature cerobong 190o celcius [6].Cerobong diasumsikan beroperasai padakondisi lingkungan standar dengan tekananudara sebesar 1 atm. Gas buang terdiri atasberbagai macam zat, sehingga gas buangdiasumsikan memiliki komposisi sebagaiberikut7:
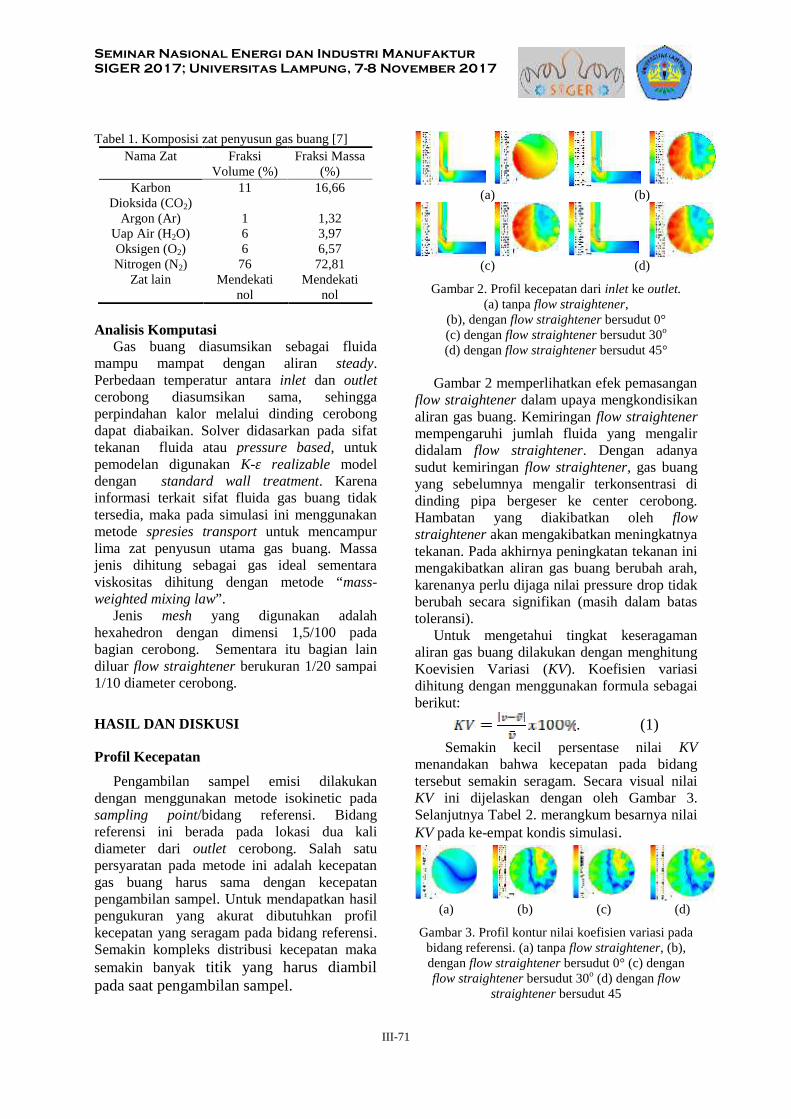
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-71
Tabel 1. Komposisi zat penyusun gas buang [7]Nama Zat Fraksi
Volume (%)Fraksi Massa
(%)Karbon
Dioksida (CO2)11 16,66
Argon (Ar) 1 1,32Uap Air (H2O) 6 3,97Oksigen (O2) 6 6,57Nitrogen (N2) 76 72,81
Zat lain Mendekatinol
Mendekatinol
Analisis KomputasiGas buang diasumsikan sebagai fluida
mampu mampat dengan aliran steady.Perbedaan temperatur antara inlet dan outletcerobong diasumsikan sama, sehinggaperpindahan kalor melalui dinding cerobongdapat diabaikan. Solver didasarkan pada sifattekanan fluida atau pressure based, untukpemodelan digunakan K-ε realizable modeldengan standard wall treatment. Karenainformasi terkait sifat fluida gas buang tidaktersedia, maka pada simulasi ini menggunakanmetode spresies transport untuk mencampurlima zat penyusun utama gas buang. Massajenis dihitung sebagai gas ideal sementaraviskositas dihitung dengan metode “mass-weighted mixing law”.
Jenis mesh yang digunakan adalahhexahedron dengan dimensi 1,5/100 padabagian cerobong. Sementara itu bagian laindiluar flow straightener berukuran 1/20 sampai1/10 diameter cerobong.
HASIL DAN DISKUSI
Profil KecepatanPengambilan sampel emisi dilakukan
dengan menggunakan metode isokinetic padasampling point/bidang referensi. Bidangreferensi ini berada pada lokasi dua kalidiameter dari outlet cerobong. Salah satupersyaratan pada metode ini adalah kecepatangas buang harus sama dengan kecepatanpengambilan sampel. Untuk mendapatkan hasilpengukuran yang akurat dibutuhkan profilkecepatan yang seragam pada bidang referensi.Semakin kompleks distribusi kecepatan makasemakin banyak titik yang harus diambilpada saat pengambilan sampel.
(a) (b)
(c) (d)
Gambar 2. Profil kecepatan dari inlet ke outlet.(a) tanpa flow straightener,
(b), dengan flow straightener bersudut 0°(c) dengan flow straightener bersudut 30o
(d) dengan flow straightener bersudut 45°
Gambar 2 memperlihatkan efek pemasanganflow straightener dalam upaya mengkondisikanaliran gas buang. Kemiringan flow straightenermempengaruhi jumlah fluida yang mengalirdidalam flow straightener. Dengan adanyasudut kemiringan flow straightener, gas buangyang sebelumnya mengalir terkonsentrasi didinding pipa bergeser ke center cerobong.Hambatan yang diakibatkan oleh flowstraightener akan mengakibatkan meningkatnyatekanan. Pada akhirnya peningkatan tekanan inimengakibatkan aliran gas buang berubah arah,karenanya perlu dijaga nilai pressure drop tidakberubah secara signifikan (masih dalam batastoleransi).
Untuk mengetahui tingkat keseragamanaliran gas buang dilakukan dengan menghitungKoevisien Variasi (KV). Koefisien variasidihitung dengan menggunakan formula sebagaiberikut:
. (1)Semakin kecil persentase nilai KV
menandakan bahwa kecepatan pada bidangtersebut semakin seragam. Secara visual nilaiKV ini dijelaskan dengan oleh Gambar 3.Selanjutnya Tabel 2. merangkum besarnya nilaiKV pada ke-empat kondis simulasi.
(a) (b) (c) (d)
Gambar 3. Profil kontur nilai koefisien variasi padabidang referensi. (a) tanpa flow straightener, (b),dengan flow straightener bersudut 0° (c) denganflow straightener bersudut 30o (d) dengan flow
straightener bersudut 45
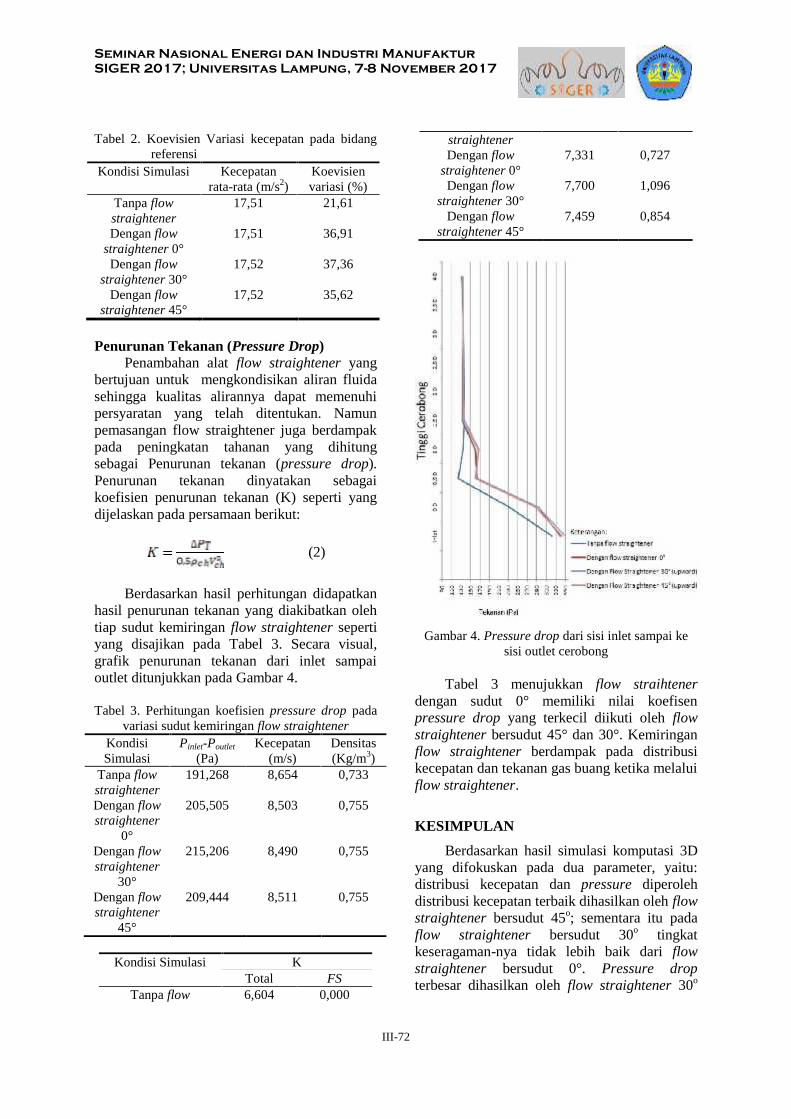
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-72
Tabel 2. Koevisien Variasi kecepatan pada bidangreferensi
Kondisi Simulasi Kecepatanrata-rata (m/s2)
Koevisienvariasi (%)
Tanpa flowstraightener
17,51 21,61
Dengan flowstraightener 0°
17,51 36,91
Dengan flowstraightener 30°
17,52 37,36
Dengan flowstraightener 45°
17,52 35,62
Penurunan Tekanan (Pressure Drop)Penambahan alat flow straightener yang
bertujuan untuk mengkondisikan aliran fluidasehingga kualitas alirannya dapat memenuhipersyaratan yang telah ditentukan. Namunpemasangan flow straightener juga berdampakpada peningkatan tahanan yang dihitungsebagai Penurunan tekanan (pressure drop).Penurunan tekanan dinyatakan sebagaikoefisien penurunan tekanan (K) seperti yangdijelaskan pada persamaan berikut:
(2)
Berdasarkan hasil perhitungan didapatkanhasil penurunan tekanan yang diakibatkan olehtiap sudut kemiringan flow straightener sepertiyang disajikan pada Tabel 3. Secara visual,grafik penurunan tekanan dari inlet sampaioutlet ditunjukkan pada Gambar 4.
Tabel 3. Perhitungan koefisien pressure drop padavariasi sudut kemiringan flow straightener
KondisiSimulasi
Pinlet-Poutlet(Pa)
Kecepatan(m/s)
Densitas(Kg/m3)
Tanpa flowstraightener
191,268 8,654 0,733
Dengan flowstraightener
0°
205,505 8,503 0,755
Dengan flowstraightener
30°
215,206 8,490 0,755
Dengan flowstraightener
45°
209,444 8,511 0,755
Kondisi Simulasi KTotal FS
Tanpa flow 6,604 0,000
straightenerDengan flow
straightener 0°7,331 0,727
Dengan flowstraightener 30°
7,700 1,096
Dengan flowstraightener 45°
7,459 0,854
Gambar 4. Pressure drop dari sisi inlet sampai kesisi outlet cerobong
Tabel 3 menujukkan flow straihtenerdengan sudut 0° memiliki nilai koefisenpressure drop yang terkecil diikuti oleh flowstraightener bersudut 45° dan 30°. Kemiringanflow straightener berdampak pada distribusikecepatan dan tekanan gas buang ketika melaluiflow straightener.
KESIMPULAN
Berdasarkan hasil simulasi komputasi 3Dyang difokuskan pada dua parameter, yaitu:distribusi kecepatan dan pressure diperolehdistribusi kecepatan terbaik dihasilkan oleh flowstraightener bersudut 45o; sementara itu padaflow straightener bersudut 30o tingkatkeseragaman-nya tidak lebih baik dari flowstraightener bersudut 0°. Pressure dropterbesar dihasilkan oleh flow straightener 30o
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-73
dengan nilai sebesar 1,096, sementara itu flowstraightener 0o memiliki koefisien pressuredrop yang terendah dengan nilai 0,727.Berdasarkan hasil simulasi, flow straightener45o mampu meningkatkan kualitas distribusikecepatan. Sebagai konsekuensi dari perubahanarah aliran gas buang, modifikasi ini jugaberdampak pada peningkatan pressure dropnamun dengan peningkatan yang masih bisaditoleransi. Penelitian lanjutan sangat pentingdilakukan untuk memodifikasi variasi sudut dantata letak flow straightener agar didapat aliranyang lebih seragam dan dengan pressure dropyang minimum.
UCAPAN TERIMA KASIH
Kami mengucapkan terima kasih kepadaDIPA BLU Universitas Sriwijaya tahunanggaran 2017, Kementerian Riset, Teknologidan Perguruan Tinggi, yang telah memberikandukungan finansial dalam penelitian ini.
DAFTAR PUSTAKA
[1] U.S. EPA Method 1. Sample and VelocityTraverses for Stationary Sources. Title 40,Chapter 1, Subchapter C, Part 60, Append A-1to Part 60 - Test Methods 1 through 2F.1996:1-12.http://www3.epa.gov/ttnemc01/promgate/m-01.pdf.
[2] Mattingly GE, Yeh TT. Effects of pipe elbowsand tube bundles on selected types offlowmeters. Butterworth-Heinemann Ltd.1991;2(2 January 1991):4-13.
[3]. Scarabino A, Bacchi F, Filace RJ, Raviculé M.Computational Fluid Dynamic Analysis of aHeater Chimney with and without a FlowStraightener. J Sci Eng Res. 2015;2(2):79-93.
[4]. El Drainy Y a., Saqr KM, Aly HS, NazriMohd. Jaafar M. CFD Analysis ofIncompressible Turbulent Swirling Flowthrough Zanker Plate. Eng Appl Comput FluidMech. 2009;3(4):562-572.doi:10.1080/19942060.2009.11015291.
[5]. Xiong J, Johnson A, Liu F, Papamoschou D.Body Force Model for the Aerodynamics ofInclined Perforated Surfaces. AIAA J.2012;50(11):2525-2535.doi:10.2514/1.J051699.
[6] Carter BJJ, Petersen RL, Cochran BC.Designing Exhaust Systems to minimizeenergy costs. 2005;47(7).
[7]. Zevenhoven R, Kilpinen P. Flue Gases andFuel Gases.; 2001.http://users.abo.fi/rzevenho/gases.PDF.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-74
Perancangan Alat Pengujian Model Turbin Air Ultra Low Head untukSistem Pembangkit Listrik Tenaga Mikro Hidro (PLTMH)
Jorfri Boike Sinaga*, Ahmad Suudi, M. Aang Khonaifi, Milia Rahman, SugimanJurusan Teknik Mesin, Fakultas Teknik, Universitas Lampung Jl. Prof. Dr. Sumantri
Brojonegoro No. 1, Gedung H Lt.2, Bandar Lampung 35145 Telp.(0721)7479221*E-mail koresponden: [email protected]
AbstractMicrohydro Power Plant (MPHP) is a term used for electrical energy generation systems that use
hydraulic energy where the power generated is less than 100 kW. MPHP technology has been proven reliable tomeet the electricity needs for villages in remote areas. Generally, existing MPHP systems utilize high flowheads, but many areas in villages do not have potential of high flow heads but only potential of free water flowenergy or kinetic energy. By using ultra low head hydraulic turbines, potential of this energy can be utilized todrive a MPHP system. Before this potential is utilized, it is necessary to design the test equipment of waterturbine model that will be used to estimate the performance of the water turbine prototype to drive a PLTMHsystem. This paper presents the design of equipment testing and parameters of helical turbine model for themodel of PLTMH system conducted in Fluid Mechanics Laboratory of Mechanical Engineering Department,Faculty of Engineering, University of Lampung.Keywords: Hydraulic Turbine, Helical Turbine, Ultra Low Head, Electric Generation.
AbstrakPembangkit Listrik Tenaga Mikrohidro (PLTMH) adalah istilah yang digunakan untuk sistem pembangkit
energi listrik yang menggunakan energi air dimana daya yang dihasilkan lebih kecil dari 100 kW. TeknologiPLTMH ini sudah terbukti handal untuk memenuhi kebutuhan listrik bagi desa-desa di daerah terpencil.Umumnya sistem PLTMH yang ada memanfaatkan energi aliran air yang memiliki tinggi jatuh, namun banyakdaerah di pedesaan yang tidak memiliki potensi aliran yang memiliki tinggi jatuh air tetapi hanya potensi aliranair yang memiliki energi kinetik. Dengan menggunakan turbin air ultra low head (head sangat rendah), potensialiran ini dapat dimanfaatkan untuk menggerakkan suatu sistem PLTMH. Namun sebelum potensi energi aliranair suatu aliran air dimanfaatkan maka perlu dilakukan perancangan alat pengujian terhadap model turbin airyang akan digunakan untuk memperkirakan unjuk kerja prototipe turbin air untuk menggerakkan suatu sistemPLTMH. Pada makalah ini disajikan perancangan alat pengujian dan parameter-parameter model turbin helikuntuk model sistem PLTMH yang dilakukan di Laboratorium Mekanika Fluida Jurusan Teknik Mesin, FakultasTeknik, Universitas Lampung.Keywords: Turbin Air, Turbin Helik,Ultra Low Head, Pembangkit Listrik.
PENDAHULUANEnergi telah menjadi kebutuhan pokok dan
memainkan peranan yang penting dalamkehidupan manusia terutama energi listrik.Namun demikian isu mengenai langkanyaenergi akhir–akhir ini yang disebabkan olehberbagai faktor perlu mendapat perhatiankhusus. Di satu sisi laju kebutuhan energi final(energi langsung pakai) terus meningkat. Di sisilain cadangan energi fosil yang menjadipemasok semakin terbatas. Untuk itu perludilakukan berbagai upaya penghematan energidan penggunaan sumber–sumber energialternatif, khususnya energi baru danterbarukan, dan salah satunya pemanfaatan
energi potensi air. Pemanfaatan potensi energidiluar energi konvensional ini dirasa amat perlumengingat tingginya kebutuhan listrik, yangsaat ini defisit energi listrik. Defisit ini terjadikarena tingkat pertumbuhan permintaan tenagalistrik yang cukup tinggi yaitu sebesar 15 % pertahun [1]. Dari 4.355 desa yang ada di ProvinsiLampung, 681 desa di antaranya belum masukaliran listrik [2]. Provinsi Lampung dengan luas3.528.835 Ha memiliki kekayaan sumber dayaenergi yang cukup banyak sebagai penggantienergi fosil yaitu energi terbarukan. Salah satusumber energi yang terbarukan dan ramahterhadap lingkungan tersebut adalah tenaga airdan diperkirakan potensinya di Provinsi

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-75
Lampung mencapai 2.697,4 MW [3]. Saat inipotensi tersebut termanfaatkan sebagian besarmerupakan pembangkit listrik tenaga air skalabesar (PLTA). Alternatif pemanfaatan tenagaair yang sudah populer di Indonesia danberpotensi untuk dikembangkan di daerah iniadalah pembangkit listrik tenaga air skala kecilatau yang lebih dikenal dengan pembangkitlistrik tenaga mikrohidro (PLTMH).
Dalam memanfaatkan potensi tenaga airtersebut maka digunakanlah turbin air sebagaialat pengubah energi potensial air menjadienergi mekanis dan dimanfaatkan sebagaipenggerak generator. Pemilihan jenis turbinyang sesuai untuk suatu pembangkit tenagamikro hidro tergantung pada karakteristik aliranair, yaitu tinggi jatuh dan debit aliran yangtersedia. Namun tidak semua potensi sumber airyang ada di daerah pedesaan memiliki tinggijatuh (head) tinggi tetapi tinggi jatuh (head)yang rendah atau hanya memiliki energi aliran.Potensi aliran ini dapat juga dimanfaatkanuntuk system PLTMH dengan menggunakanturbin air ultra low head.
Berdasarkan latar belakang tersebut makaperlu dirancang sistem alat pengujian modelturbin air ultra low head untuk sistempembangkit listrik tenaga mikrohidro(PLTMH). Tujuan dari penelitian ini adalahuntuk mengetahui karakteristik unjuk kerja darimodel turbin air ultra low head dan alat inidapat menjadi pengujian model untukmemberikan informasi karakteristik unjuk kerjaprototipe turbin sebelum diterapkan untukmemanfaatkan potensi energi aliran air suatutempat dengan sistem PLTMH. Dan juga alatuji ini dapat mendukung kegitan proses belajarmengajar di Jurusan Teknik Mesin UNILAuntuk mendukung pelaksanaan mata kuliahPraktikum Prestasi Mesin seperti yang telahdialkukan sebelumnya.
Sistem PLTMH
Pembangkit listrik mikro hidro (PLTMH)adalah istilah yang digunakan untukpembangkit listrik yang menggunakan energialiran air dimana daya dihasilkan lebih kecildari 100 kW [4]. Teknologi ini sudah terbuktihandal untuk pembangkit listrik pada daerah-daerah terpencil. Persyaratan pokok untuksebuah PLTMH adalah tersedianya aliran air
(debit) dan adanya jatuhan air (head). Air yangmengalir dengan kapasitas tertentu disalurkandari ketinggian (H) tertentu menuju instalasiturbin. Dengan menggunakan nosel atau sudupengarah air akan disemburkan menumbuksudu turbin air untuk memutar poros turbin.Poros yang berputar tersebut kemudianditrasmisikan ke generator denganmenggunakan kopling atau sabuk untukmenghasilkan listrik. Namun untuk potensialiran yang memiliki tinggi jatuh rendah atauhanya energi aliran digunakan turbin air ultralow head (head sangat rendah) yaitu turbinhelik [5].
Turbin Helik (Helical Turbine)Selama puluhan tahun para ilmuwan telah
mencoba untuk memanfaatkan turbinkonvensional untuk head aliran yang rendah.Turbin air yang sangat efisien dalam head aliranyang tinggi menjadi sangat mahal biladiaplikasikan pada stasiun pembangkit listriktenaga air dengan head rendah dan sangatrendah. Maka untuk memanfaatkan potensihead aliran yang rendah secara efisiendigunakan turbin heliks dimana turbin inimemiliki seluruh keunggulan yang dimilikiturbin Darrieus dan mampu mengatasikelemahan yang dimilikinya seperti mampumemberikan laju aliran massa dari aliran airyang mengalir lambat, dapat menangkap energikinetik
gV2
2 aliran fluida dan menggunakan rotor
yang sangat simpel yang menjadikan biayaturbin ini murah dibanding dengan turbinlainnya. Susunan heliks sudu rotor turbinmeningkatkan unjuk kerja yang dihasilkanturbin Darrieus.
Gambar 1. Model turbin air helik
Poligon kecepatan yang di gunakan padasudu turbin air heliks merupakan pendekatan
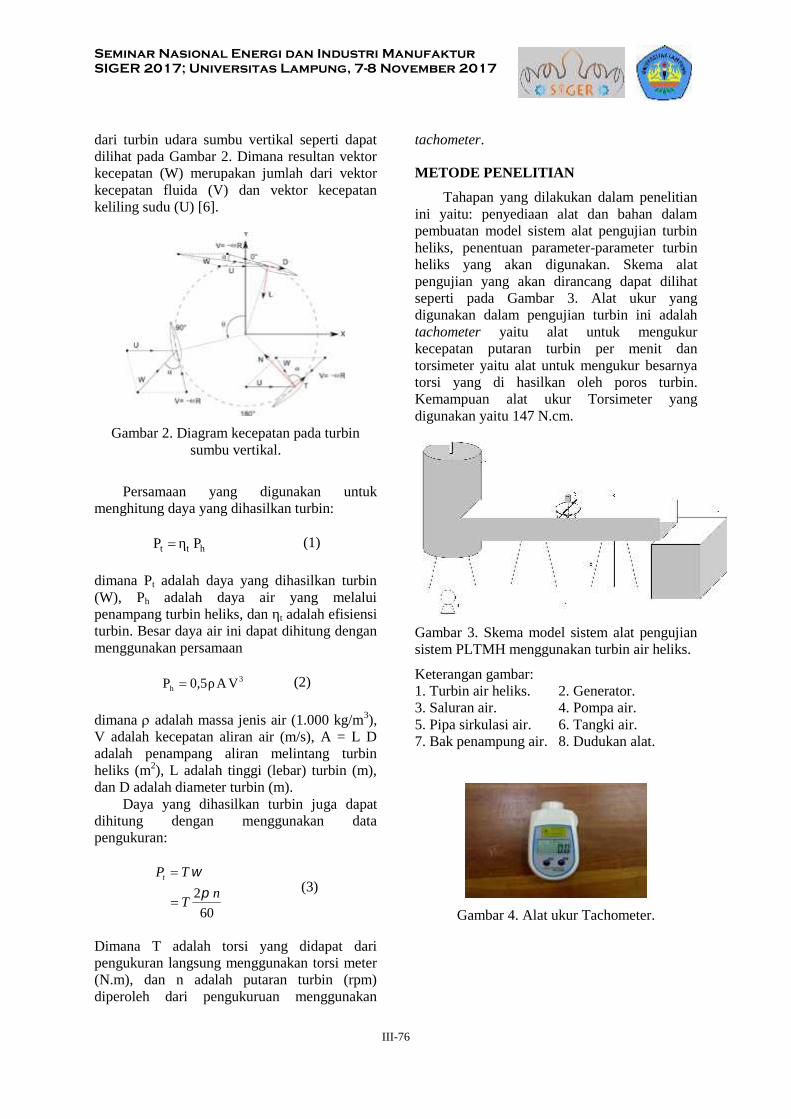
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-76
dari turbin udara sumbu vertikal seperti dapatdilihat pada Gambar 2. Dimana resultan vektorkecepatan (W) merupakan jumlah dari vektorkecepatan fluida (V) dan vektor kecepatankeliling sudu (U) [6].
Gambar 2. Diagram kecepatan pada turbinsumbu vertikal.
Persamaan yang digunakan untukmenghitung daya yang dihasilkan turbin:
htt PηP (1)
dimana Pt adalah daya yang dihasilkan turbin(W), Ph adalah daya air yang melaluipenampang turbin heliks, dan ηt adalah efisiensiturbin. Besar daya air ini dapat dihitung denganmenggunakan persamaan
3h VAρ0,5P (2)
dimana adalah massa jenis air (1.000 kg/m3),V adalah kecepatan aliran air (m/s), A = L Dadalah penampang aliran melintang turbinheliks (m2), L adalah tinggi (lebar) turbin (m),dan D adalah diameter turbin (m).
Daya yang dihasilkan turbin juga dapatdihitung dengan menggunakan datapengukuran:
602 nT
TPt
(3)
Dimana T adalah torsi yang didapat daripengukuran langsung menggunakan torsi meter(N.m), dan n adalah putaran turbin (rpm)diperoleh dari pengukuruan menggunakan
tachometer.
METODE PENELITIANTahapan yang dilakukan dalam penelitian
ini yaitu: penyediaan alat dan bahan dalampembuatan model sistem alat pengujian turbinheliks, penentuan parameter-parameter turbinheliks yang akan digunakan. Skema alatpengujian yang akan dirancang dapat dilihatseperti pada Gambar 3. Alat ukur yangdigunakan dalam pengujian turbin ini adalahtachometer yaitu alat untuk mengukurkecepatan putaran turbin per menit dantorsimeter yaitu alat untuk mengukur besarnyatorsi yang di hasilkan oleh poros turbin.Kemampuan alat ukur Torsimeter yangdigunakan yaitu 147 N.cm.
Gambar 3. Skema model sistem alat pengujiansistem PLTMH menggunakan turbin air heliks.
Keterangan gambar:1. Turbin air heliks. 2. Generator.3. Saluran air. 4. Pompa air.5. Pipa sirkulasi air. 6. Tangki air.7. Bak penampung air. 8. Dudukan alat.
Gambar 4. Alat ukur Tachometer.

Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-77
Gambar 5. Alat ukur torsimeter.
Karakteristik unjuk kerja dari pengujianmodel turbin air heliks didapat denganmenghitung daya hidraulis (Ph), daya poros(Pb), dan efisiensi dari model turbin air.Persamaan yang digunakan dalam menghitungunjuk kerja model turbin air adalah Persamaan1 sampai 3.
HASIL DAN PEMBAHASAN
Perancanaan sistem pengujian alat ujimodel turbin helik ini harus memperhatikankondisi laboratorium dimana head yang tersedia1 m, dan kemampuan alat ukur torsimeter yangdigunakan. Ukuran saluran air yang dibuatuntuk sistem pengujian turbin helik ini yaituukuran 20 cm x 30 cm. Dan ukuran tangki airyang digunakan untuk memberikan laju aliranair di dalam saluran adalah: 1 m x 1 m x 1 m.Hasil rancang bangun sistem alat pengujianturbin helik dapat dilihat pada Gambar 6.
Gambar 6. Rancangan sistem pengujian modelturbin helik.
Model turbin heliks yang dirancang dapatdilihat pada Gambar 7. Parameter-parameter
perancangan turbin ini adalah: bentuk sudu danjumlah sudu n, tinggi turbin L, diameter turbinD, dan kemiringan sudu turbin δ. Berdasarkankondisi saluran alat pengujian yang dirancangditentukan diameter turbin adalah 10 cm, dantinggi turbin adalah 20 cm.
Gambar 7. Model turbin helik.
Kebanyakan turbin memakai suduberbentuk penampang airfoil, karenaefisiensinya tinggi dan menghasilkan bedatekanan yang besar di antara kedua sisi suduuntuk berputar dengan momen gaya yang cukupbesar dimana momen gaya ini dihasilkan olehgaya angkat (lift) dan gaya geser (drag). Gayaangkat dan gaya geseran yang terjadi padapenampang airfoil dipengaruhi oleh bentuksudu dan sudut serang (attack angle) yangterbentuk. Berdasarkan penelitian yangdilakukan oleh Batista dkk.(2007)[7] denganmengoptimasi bentuk sudu multi kriteriaaeorodinamik terhadap beberapa profil suduyang simetri menunjukan perancangan bentukyang optimal adalah bentuk sudu dariNACA0030 dimana sudu turbin inimenghasilkan torsi awal yang besar untukmenggerakkan turbin. Maka dalam modelturbin ini bentuk sudu yang digunakan profilNACA0030.
Jumlah sudu yang digunakan dalamperancangan turbin helik ini adalah 3 buah [8].Panjang chord sudu turbin c yang digunakanditentukan dengan menggunakan persamaan[9]:
nk n
kdnkdn
1 sinsin
(4)
dimana σ adalah soliditas relatif, n adalah
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-78
jumlah sudu turbin, dan d adalah setengahpanjang cord dalam radian terhadap sumbuputar.
Gambar 9. Bentuk sudu NACA0030.
Torsi awal total yang dibangkitkan oleh suduturbin di dalam aliran air V dapat ditentukandengan menggunakan persamaan [5]:
qRLq
kT 22
2 sin2
1 (5)
Atau dalam bentuk tanpa dimensi dapat
dituliskan menjadi:
qRLq
kqTT 2
2
21 sin
21)( (6)
dimana: 2202 2
1 RVbkk , RVbkk 201 ,
RLq0
tan
, L adalah tinggi turbin, dan R
adalah jari-jari turbin. Gambar 10memperlihatkan grafik hubungan antara torsi T1sebagai fungsi sudut kemiringan sudu δ danrasio dari tinggi turbin terhadap jari-jari turbinL/R yang disimulasikan dengan menggunakanprogram Matlab [10]. Berdasarkan rasio daritinggi turbin terhadap jari-jari turbin L/R = 4,maka diperoloh sudut kemiringan sudu δ = 72o,seperti dapat dilihat pada Gambar 11.
02
46
810
40
60
80
1000
2
4
6
8
Gambar 10. Grafik hubungan antara torsi T1 sebagai
fungsi sudut kemiringan sudu δ dan rasio daritinggi turbin terhadap jari-jari turbin L/R.
40 45 50 55 60 65 70 75 80 85 900
0.5
1
1.5
2
2.5
3
Nilai T1 untuk L/R = 4
Kemiringan Sudu
Tors
i (T1
)Gambar 11. Grafik hubungan antara torsi T1 sebagai
funsi sudut kemiringan sudu δ.
Pada Gambar 12 dapat dilihat pengaruh tipspeed ratio λ terhadap coefisien performanceCp (efisiensi) untuk masing-masing relativesolidity σ dari hydrokinetic turbin Darrieus(HKT) dengan sudu lurus.
Gambar 12. Unjuk kerja perkiraan dan hasilpengujian Darrieus HKT untuk berbagairelative solidity[11].
Tip speed ratio pengoperasian turbin iniditentukan λ=3, hal ini untuk mencegahterjadinya kavitasi saat pengoperasian turbin.Dari grafik hubungan antara coefisienperformance Cp terhadap tip speed ratiohydrokinetic turbin, maka untuk tip speed ratioλ=3 ditentukan relative solidity σ ≈ 0,4.Dengan menggunakan Persamaan 4 ditentukanpanjang chord sudu turbin yang akan diuji 25
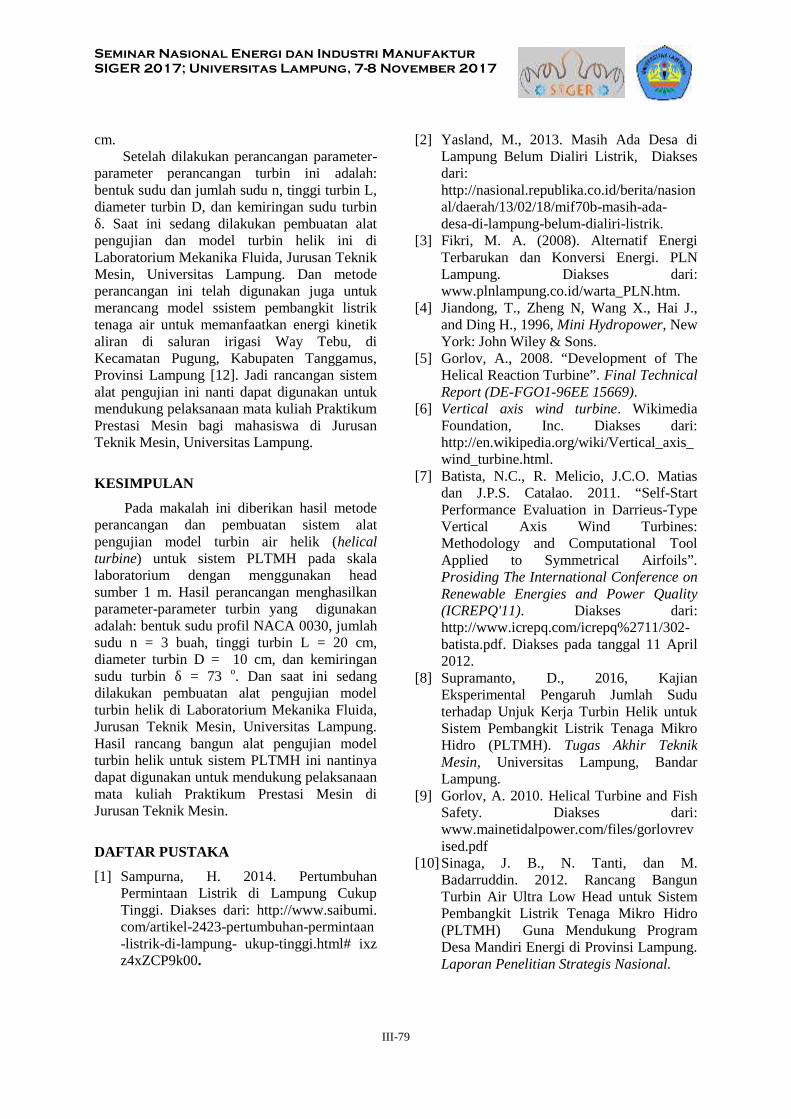
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-79
cm.Setelah dilakukan perancangan parameter-
parameter perancangan turbin ini adalah:bentuk sudu dan jumlah sudu n, tinggi turbin L,diameter turbin D, dan kemiringan sudu turbinδ. Saat ini sedang dilakukan pembuatan alatpengujian dan model turbin helik ini diLaboratorium Mekanika Fluida, Jurusan TeknikMesin, Universitas Lampung. Dan metodeperancangan ini telah digunakan juga untukmerancang model ssistem pembangkit listriktenaga air untuk memanfaatkan energi kinetikaliran di saluran irigasi Way Tebu, diKecamatan Pugung, Kabupaten Tanggamus,Provinsi Lampung [12]. Jadi rancangan sistemalat pengujian ini nanti dapat digunakan untukmendukung pelaksanaan mata kuliah PraktikumPrestasi Mesin bagi mahasiswa di JurusanTeknik Mesin, Universitas Lampung.
KESIMPULAN
Pada makalah ini diberikan hasil metodeperancangan dan pembuatan sistem alatpengujian model turbin air helik (helicalturbine) untuk sistem PLTMH pada skalalaboratorium dengan menggunakan headsumber 1 m. Hasil perancangan menghasilkanparameter-parameter turbin yang digunakanadalah: bentuk sudu profil NACA 0030, jumlahsudu n = 3 buah, tinggi turbin L = 20 cm,diameter turbin D = 10 cm, dan kemiringansudu turbin δ = 73 o. Dan saat ini sedangdilakukan pembuatan alat pengujian modelturbin helik di Laboratorium Mekanika Fluida,Jurusan Teknik Mesin, Universitas Lampung.Hasil rancang bangun alat pengujian modelturbin helik untuk sistem PLTMH ini nantinyadapat digunakan untuk mendukung pelaksanaanmata kuliah Praktikum Prestasi Mesin diJurusan Teknik Mesin.
DAFTAR PUSTAKA[1] Sampurna, H. 2014. Pertumbuhan
Permintaan Listrik di Lampung CukupTinggi. Diakses dari: http://www.saibumi.com/artikel-2423-pertumbuhan-permintaan-listrik-di-lampung- ukup-tinggi.html# ixzz4xZCP9k00.
[2] Yasland, M., 2013. Masih Ada Desa diLampung Belum Dialiri Listrik, Diaksesdari:http://nasional.republika.co.id/berita/nasional/daerah/13/02/18/mif70b-masih-ada-desa-di-lampung-belum-dialiri-listrik.
[3] Fikri, M. A. (2008). Alternatif EnergiTerbarukan dan Konversi Energi. PLNLampung. Diakses dari:www.plnlampung.co.id/warta_PLN.htm.
[4] Jiandong, T., Zheng N, Wang X., Hai J.,and Ding H., 1996, Mini Hydropower, NewYork: John Wiley & Sons.
[5] Gorlov, A., 2008. “Development of TheHelical Reaction Turbine”. Final TechnicalReport (DE-FGO1-96EE 15669).
[6] Vertical axis wind turbine. WikimediaFoundation, Inc. Diakses dari:http://en.wikipedia.org/wiki/Vertical_axis_wind_turbine.html.
[7] Batista, N.C., R. Melicio, J.C.O. Matiasdan J.P.S. Catalao. 2011. “Self-StartPerformance Evaluation in Darrieus-TypeVertical Axis Wind Turbines:Methodology and Computational ToolApplied to Symmetrical Airfoils”.Prosiding The International Conference onRenewable Energies and Power Quality(ICREPQ'11). Diakses dari:http://www.icrepq.com/icrepq%2711/302-batista.pdf. Diakses pada tanggal 11 April2012.
[8] Supramanto, D., 2016, KajianEksperimental Pengaruh Jumlah Suduterhadap Unjuk Kerja Turbin Helik untukSistem Pembangkit Listrik Tenaga MikroHidro (PLTMH). Tugas Akhir TeknikMesin, Universitas Lampung, BandarLampung.
[9] Gorlov, A. 2010. Helical Turbine and FishSafety. Diakses dari:www.mainetidalpower.com/files/gorlovrevised.pdf
[10]Sinaga, J. B., N. Tanti, dan M.Badarruddin. 2012. Rancang BangunTurbin Air Ultra Low Head untuk SistemPembangkit Listrik Tenaga Mikro Hidro(PLTMH) Guna Mendukung ProgramDesa Mandiri Energi di Provinsi Lampung.Laporan Penelitian Strategis Nasional.
Seminar Nasional Energi dan Industri ManufakturSIGER 2017; Universitas Lampung, 7-8 November 2017
III-80
[11]Kirke, B. K. 2011. Tests on ducted andbare helical and straight blade Darrieushydrokinetic turbines Renewable Energy.No. 36 : 3013-3022.
[12]Sinaga, J. B., N. Tanti, dan A. Zakaria,2013. Rancang Bangun Turbin Air UltraLow Head untuk Sistem PembangkitListrik Tenaga Mikro Hidro (PLTMH)Guna Mendukung Program Desa MandiriEnergi di Provinsi Lampung. LaporanPenelitian Strategis Nasional.





























