



AS 1163—1991
Australian Standard
Structural steel hollow sections

This Australian Standard was prepared by Committee BD/23, Structural Steel. It wasapproved on behalf of the Council of Standards Australia on 30 August 1991 andpublished on 15 November 1991.
The following interests are represented on Committee BD/23:
Australian Chamber of Manufacturers
Australian Institute of Steel Construction
AUSTROADS
Bureau of Steel Manufacturers of Australia
Confederation of Australian Industry
Institute of Steel Service Centres of Australia
Master Builders Construction and Housing Association Australia
Metal Trades Industry Association of Australia
Railways of Australia Committee
Steel Reinforcement Institute of Australia
University of Queensland
University of Sydney
Review of Australian Standards.To keep abreast of progress in industry, Australian Standards are subjectto periodic review and are kept up to date by the issue of amendments or new edit ions as necessary. It isimportant therefore that Standards users ensure that they are in possession of the latest edit ion, and anyamendments thereto.
Full details of all Australian Standards and related publications will be found in the Standards AustraliaCatalogue of Publications; this information is supplemented each month by the magazine ‘The AustralianStandard’, which subscribing members receive, and which gives details of new publications, new edit ionsand amendments, and of withdrawn Standards.
Suggestions for improvements to Australian Standards, addressed to the head off ice of Standards Australia,are welcomed. Noti fication of any inaccuracy or ambiguity found in an Australian Standard should be madewithout delay in order that the matter may be investigated and appropriate action taken.
This Standard was issued in draft form for comment as DR 90108.
AS 1163—1991
Australian Standard
Structural steel hollow sections
First published as AS A177—1969.Revised and redesignated AS 1163—1973.AS A177 withdrawn 1976.Second edition AS 1163—1981.Third edition 1991.Incorporating:Amdt 1—1992Amdt 2—1996
PUBLISHED BY STANDARDS AUSTRALIA(STANDARDS ASSOCIATION OF AUSTRALIA)1 THE CRESCENT, HOMEBUSH, NSW 2140
ISBN 0 7262 7109 8
AS 1163—1991 2
PREFACE
This Standard was prepared by the Standards Australia Committee on Structural Steel to supersedeAS 1163—1981. This edition incorporates the following changes:
(a) The deletion of C200 and all H (hot-formed) grades. The inclusion of a new cold-formed gradeC450 and grades with guaranteed impact performance at 0°C, namely C250L0, C350L0 andC450L0.
In line with the above change, the tensile strengths of grades C250 and C350 are reduced to reflectthe properties obtained on cold-formed sections.
(b) A revised table on chemical analysis.
(c) An amended table on minimum inside radius.
(d) A revised table on tensile test requirements.
(e) The deletion of the previous Appendix B on rounding of numbers in lieu of reference to AS 2706.
CONTENTS
Page
1 SCOPE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 REFERENCED DOCUMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 DEFINITIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 DESIGNATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 STEELMAKING PROCESS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 CHEMICAL COMPOSITION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 DIMENSIONS, MASS AND GEOMETRICAL PROPERTIES . . . . . . . . . . . . . . . . . . . 48 DIMENSIONAL TOLERANCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 MASS TOLERANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
10 FREEDOM FROM DEFECTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 611 REMOVAL OF SURFACE DEFECTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 612 REMOVAL OF UPSET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613 MECHANICAL TESTING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 614 PREPARATION OF TEST PIECES FOR MECHANICAL TESTING . . . . . . . . . . . . . . 715 MECHANICAL TEST REQUIREMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 716 MECHANICAL PROPERTIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 817 ROUNDING OF NUMBERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 818 MARKING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
APPENDICES
A PURCHASING GUIDELINES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10B MEANS FOR DEMONSTRATING COMPLIANCE WITH THIS STANDARD . . . . . . . 11C DIMENSIONS AND PROPERTIES OF CROSS-SECTION . . . . . . . . . . . . . . . . . . . . . 13D METHOD FOR VERIFYING GRADE L0 COMPLIANCE OF THIN WALL SECTIONS 24
Copyright STANDARDS AUSTRALIA
Users of Standards are reminded that copyright subsists in all Standards Australia publications and software. Except where theCopyright Act allows and except where provided for below no publications or software produced by Standards Australia may bereproduced, stored in a retrieval system in any form or transmitted by any means without prior permission in wri ting fromStandards Australia. Permission may be conditional on an appropriate royalty payment. Requests for permission and information oncommercial software royalties should be directed to the head off ice of Standards Australia.
Standards Australia will permit up to 10 percent of the technical content pages of a Standard to be copied for use exclusivelyin-house by purchasers of the Standard without payment of a royalty or advice to Standards Australia.
Standards Australia wil l also permit the inclusion of its copyright material in computer software programs for no royaltypayment provided such programs are used exclusively in-house by the creators of the programs.
Care should be taken to ensure that material used is from the current edition of the Standard and that it is updated whenever theStandard is amended or revised. The number and date of the Standard should therefore be clearly identif ied.
The use of material in print form or in computer software programs to be used commercially, with or without payment, or incommercial contracts is subject to the payment of a royalty. This policy may be varied by Standards Australia at any time.
3 AS 1163—1991
STANDARDS AUSTRALIA
Australian Standard
Structural steel hollow sections
1 SCOPE This Standard specifies the requirements for cold-formed steel hollow sections for structuralpurposes, for the six grades of steel that are suitable for welding.
NOTES:1 For guidelines on information to be supplied at the time of enquiry or order, see Appendix A.2 Alternative means for demonstrating compliance with this Standard are given in Appendix B.
2 REFERENCED DOCUMENTS The following documents are referred to in this Standard:AS1050 Methods for the analysis of iron and steel1171 Methods for magnetic particle testing of ferromagnetic products and components
1199 Sampling procedures and tables for inspection by attributes1210 SAA Unfired Pressure Vessels Code
1213 Iron and steel — Methods of sampling1391 Methods for tensile testing of metals
1399 Guide to AS 1199— Sampling procedures and tables for inspection by attributes1544 Methods for impact tests on metals1544.2 Part 2: Charpy V-notch
1553 Covered electrodes for welding1554 SAA Structural Steel Welding Code1554.1 Part 1: Welding of steel structures
2084 Non-destructive testing — Eddy current testing of metal tubes3900 Quality systems — Guide to selection and use
3904 Quality management and quality system elementsK1 Methods for the sampling and analysis of iron and steel
ISO2566 Steel — Conversion of elongation values2566-1 Part 1: Carbon and low alloy steels
Guide 44 General rules of ISO or IEC international third-party certification schemes for products3 DEFINITIONS For the purpose of this Standard, the definitions below apply.
3.1 Batch— hollow sections of the same size, thickness and grade manufactured from the same cast.3.2 Cast analysis— chemical analysis determined from a test sample taken during casting.
3.3 Cold-formed hollow section— hollow sections formed and shaped at ambient temperature from asingle strip of steel, both edges of which are continuously welded by either the electric resistance orsubmerged arc process.3.4 Longitudinal direction — direction parallel to the longitudinal weld.
3.5 Product analysis— chemical analysis determined from a test sample of the finished material.3.6 Testing— mechanical and chemical analysis tests as required by this Standard.
3.7 Test piece—piece prepared for testing, made from a test specimen by a mechanical operation.3.8 Test sample— portion of material or product or a group of items selected from a batch or group bysampling.
3.9 Test specimen— portion or a single item taken from the test sample for the purpose of applying aparticular test.
3.10 Transverse direction— direction at right angles to the longitudinal weld.3.11 Unit—length of hollow section.
4 DESIGNATION All grades shall be designated as follows:Example: AS 1163–C250L0where
AS 1163 = number of this StandardC = cold-formed sections250 = nominal minimum yield strength of steelL = guaranteed impact properties of the material0 = low temperature impact test at 0°C
COPYRIGHT
AS 1163—1991 4
5 STEELMAKING PROCESS The steel shall be made to fine-grained continuously-cast practice.
6 CHEMICAL COMPOSITION
6.1 General The method of sampling for chemical analysis shall be in accordance with AS 1213.Chemical composition shall be determined in accordance with AS 1050 or AS K1.
6.2 Cast analysis A chemical analysis of the steel from each cast shall be made to determine theproportions of the specified elements.
The reported cast analysis of the steel from which a hollow section is manufactured shall conform to thelimits given in Table 1 for the appropriate grade.
6.3 Product analysis The chemical analysis of the finished product is not a requirement of this Standard.When the steel is subject to a product analysis, the analysis shall conform to the limits given in Table 1for the appropriate grade.
TABLE 1CHEMICAL COMPOSITION
Grades(see Note 1)
Chemical composit ion (cast or product analysis) (see Note 2)% max.
C Si Mn P S Mo Al(see Note 3) Ti Micro-alloying
elementsCE
(see Note 4)
C250C250L0 0.12 0.05 0.50 0.040 0.030 0.10 0.10 0.04 0.030
(see Note 6) 0.25
C350C350L0
0.20(see Note 5) 0.25 1.60 0.040 0.030 0.10 0.10 — 0.15
(see Note 7) 0.39
C450C450L0 0.20 0.45 1.60 0.040 0.030 0.35 0.10 — 0.15
(see Note 7) 0.39
NOTES:1 The use of sulfide modification steelmaking techniques for these grades is permitted.2 The following elements may be present to the limits stated, subject to a total content of 0.3 percent:
(a) Copper: 0.15 percent(b) Nickel: 0.15 percent(c) Chromium: 0.15 percent
3 Limits specified are for soluble or total aluminium.4 Carbon equivalent (CE) is calculated from the following equation:
5 At the discretion of the manufacturer, the carbon content (C) of grades C350 and C350L0 may be increased to 0.26 percentprovided all other requirements are met.
6 Applies to niobium and vanadium only. However niobium greater than 0.010 percent is not permit ted.7 Applies to niobium, vanadium and ti tanium only. However vanadium greater than 0.10 percent is not permitted.
7 DIMENSIONS, MASS AND GEOMETRICAL PROPERTIES Appendix C gives dimensions, massand geometrical properties of common sizes of hollow sections produced in accordance with Table 1.
8 DIMENSIONAL TOLERANCES
8.1 Length The maximum permissible variation in the length of a hollow section product specified asexact or cut shall conform to the limits given in Table 2. When it is not specified as exact or cut, themaximum permissible variation from the length is +100,−0 mm.
TABLE 2MAXIMUM PERMISSIBLE VARIATION IN LENGTH
SPECIFIED AS EXACT OR CUT
Range of lengthm
Maximum permissible variation in lengthmm
≤ 14 + 6− 0
> 14 to ≤ 18 + 10− 0
> 18 Not specified(see Note)
NOTE: Tolerances should be specified at time of order.
COPYRIGHT
5 AS 1163—1991
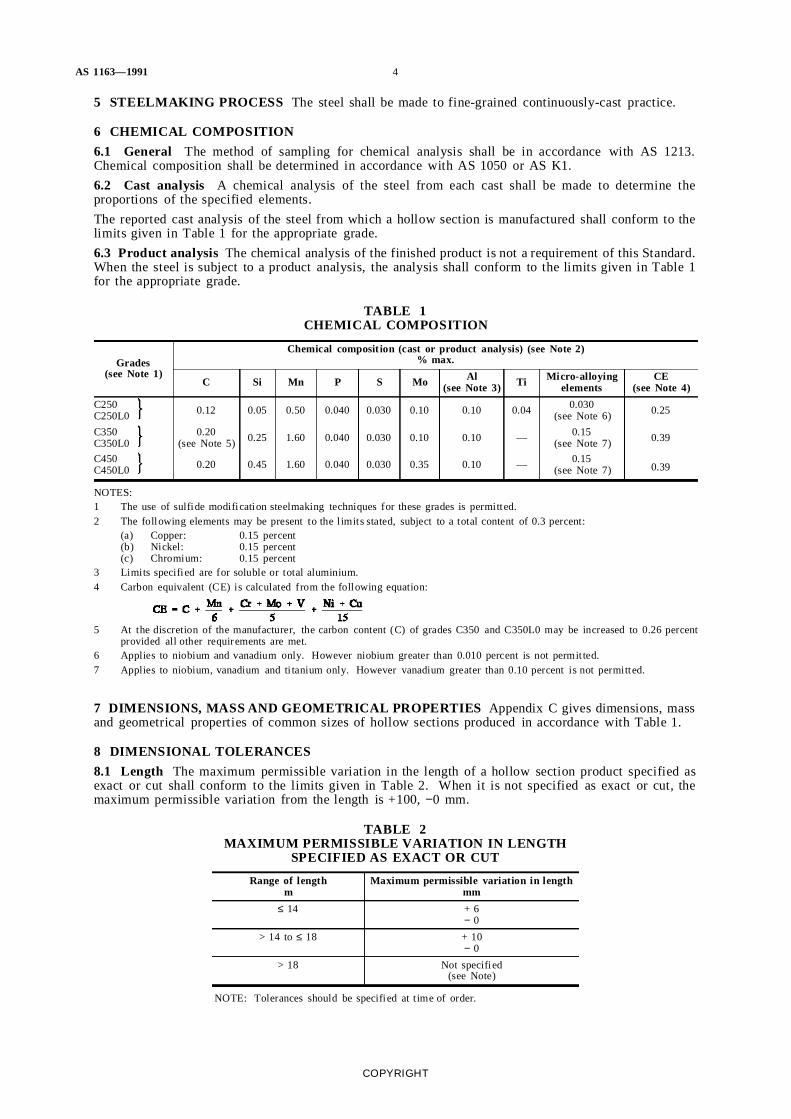
8.2 Cross-section The maximum permissible variation in the cross-sectional dimensions of a hollowsection shall conform to the appropriate limits given in Figures 1 and 2.
A thickness tolerance of±10 percent shall apply.
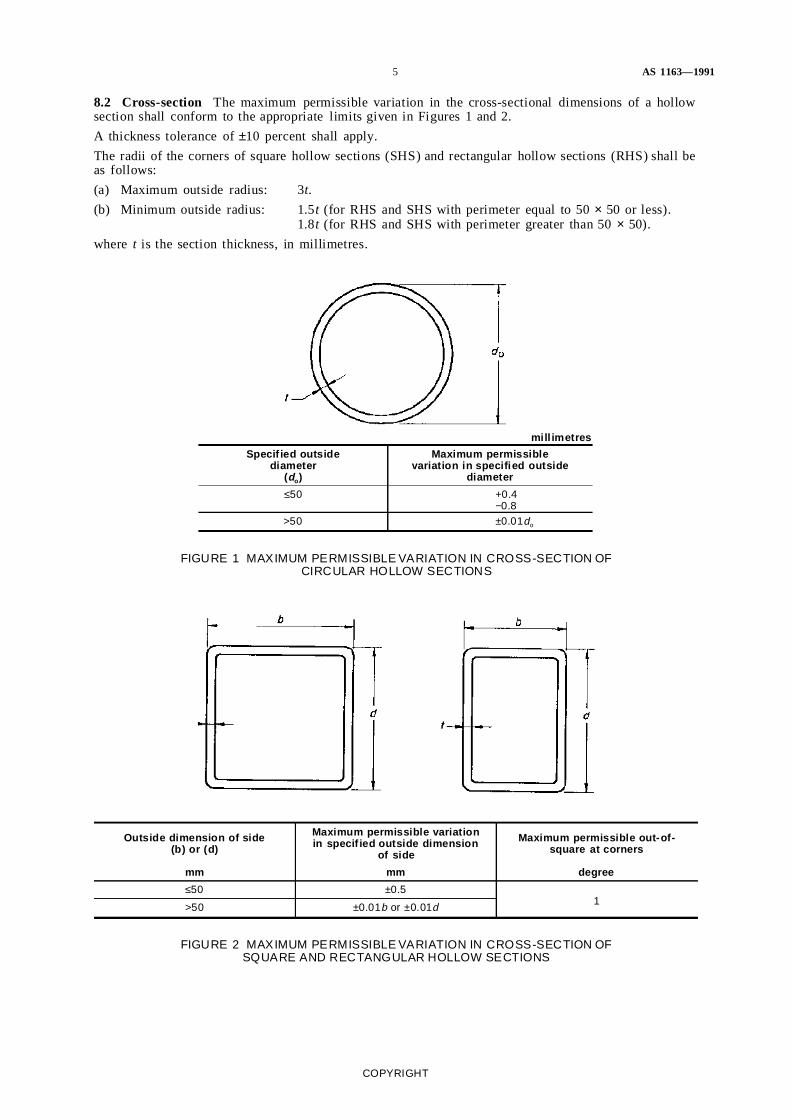
The radii of the corners of square hollow sections (SHS) and rectangular hollow sections (RHS) shall beas follows:
(a) Maximum outside radius: 3t.
(b) Minimum outside radius: 1.5t (for RHS and SHS with perimeter equal to 50× 50 or less).1.8t (for RHS and SHS with perimeter greater than 50× 50).
where t is the section thickness, in millimetres.
mill imetres
Specif ied outsidediameter
(do)
Maximum permissiblevariation in specified outside
diameter
≤50 +0.4−0.8
>50 ±0.01do
FIGURE 1 MAXIMUM PERMISSIBLE VARIATION IN CROSS-SECTION OFCIRCULAR HOLLOW SECTIONS
Outside dimension of side(b) or (d)
Maximum permissible variationin specif ied outside dimension
of side
Maximum permissible out-of-square at corners
mm mm degree
≤50 ±0.51
>50 ±0.01b or ±0.01d
FIGURE 2 MAXIMUM PERMISSIBLE VARIATION IN CROSS-SECTION OFSQUARE AND RECTANGULAR HOLLOW SECTIONS
COPYRIGHT
AS 1163—1991 6
8.3 Straightness The maximum permissible variation from straightness in a length of hollow sectionproduct shall not exceed:
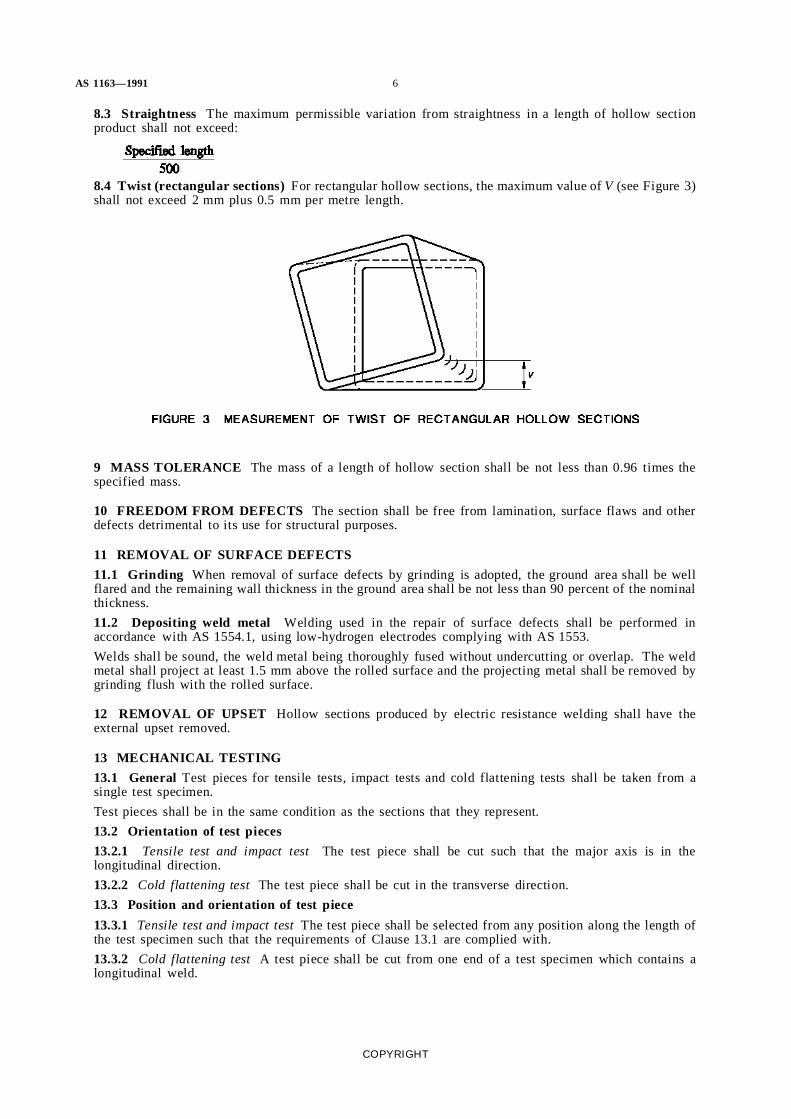
8.4 Twist (rectangular sections)For rectangular hollow sections, the maximum value ofV (see Figure 3)shall not exceed 2 mm plus 0.5 mm per metre length.
9 MASS TOLERANCE The mass of a length of hollow section shall be not less than 0.96 times thespecified mass.
10 FREEDOM FROM DEFECTS The section shall be free from lamination, surface flaws and otherdefects detrimental to its use for structural purposes.
11 REMOVAL OF SURFACE DEFECTS
11.1 Grinding When removal of surface defects by grinding is adopted, the ground area shall be wellflared and the remaining wall thickness in the ground area shall be not less than 90 percent of the nominalthickness.
11.2 Depositing weld metal Welding used in the repair of surface defects shall be performed inaccordance with AS 1554.1, using low-hydrogen electrodes complying with AS 1553.
Welds shall be sound, the weld metal being thoroughly fused without undercutting or overlap. The weldmetal shall project at least 1.5 mm above the rolled surface and the projecting metal shall be removed bygrinding flush with the rolled surface.
12 REMOVAL OF UPSET Hollow sections produced by electric resistance welding shall have theexternal upset removed.
13 MECHANICAL TESTING
13.1 GeneralTest pieces for tensile tests, impact tests and cold flattening tests shall be taken from asingle test specimen.
Test pieces shall be in the same condition as the sections that they represent.
13.2 Orientation of test pieces
13.2.1 Tensile test and impact testThe test piece shall be cut such that the major axis is in thelongitudinal direction.
13.2.2 Cold flattening testThe test piece shall be cut in the transverse direction.
13.3 Position and orientation of test piece
13.3.1 Tensile test and impact testThe test piece shall be selected from any position along the length ofthe test specimen such that the requirements of Clause 13.1 are complied with.
13.3.2 Cold flattening test A test piece shall be cut from one end of a test specimen which contains alongitudinal weld.
COPYRIGHT
7 AS 1163—1991
14 PREPARATION OF TEST PIECES FOR MECHANICAL TESTING
14.1 General It shall be permissible to discard a test piece which shows defective machining or developsflaws during preparation and to submit another test piece.
14.2 Tensile test pieces
14.2.1 Form of test pieceThe tensile test piece shall be in the form given in either Item (a) or (b) below:
(a) A test piece with dimensions conforming to those specified in AS 1391, cut from the test specimen.The location of the test piece shall be as specified in Clause 14.2.2 or Clause 14.2.3, as appropriate.
(b) A length of the full section test specimen.
The test piece shall be aged in accordance with Clause 14.4.
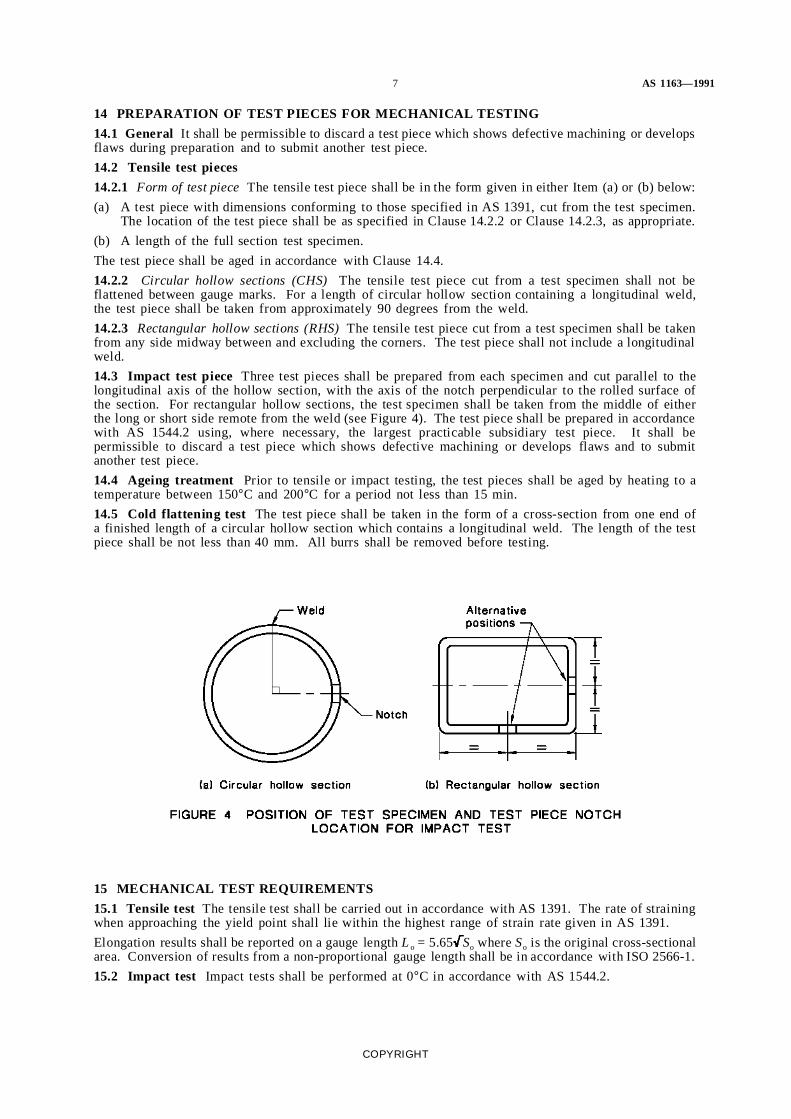
14.2.2 Circular hollow sections (CHS)The tensile test piece cut from a test specimen shall not beflattened between gauge marks. For a length of circular hollow section containing a longitudinal weld,the test piece shall be taken from approximately 90 degrees from the weld.
14.2.3 Rectangular hollow sections (RHS)The tensile test piece cut from a test specimen shall be takenfrom any side midway between and excluding the corners. The test piece shall not include a longitudinalweld.
14.3 Impact test piece Three test pieces shall be prepared from each specimen and cut parallel to thelongitudinal axis of the hollow section, with the axis of the notch perpendicular to the rolled surface ofthe section. For rectangular hollow sections, the test specimen shall be taken from the middle of eitherthe long or short side remote from the weld (see Figure 4). The test piece shall be prepared in accordancewith AS 1544.2 using, where necessary, the largest practicable subsidiary test piece. It shall bepermissible to discard a test piece which shows defective machining or develops flaws and to submitanother test piece.
14.4 Ageing treatment Prior to tensile or impact testing, the test pieces shall be aged by heating to atemperature between 150°C and 200°C for a period not less than 15 min.
14.5 Cold flattening test The test piece shall be taken in the form of a cross-section from one end ofa finished length of a circular hollow section which contains a longitudinal weld. The length of the testpiece shall be not less than 40 mm. All burrs shall be removed before testing.
15 MECHANICAL TEST REQUIREMENTS
15.1 Tensile testThe tensile test shall be carried out in accordance with AS 1391. The rate of strainingwhen approaching the yield point shall lie within the highest range of strain rate given in AS 1391.
Elongation results shall be reported on a gauge lengthL o = 5.65 So whereSo is the original cross-sectionalarea. Conversion of results from a non-proportional gauge length shall be in accordance with ISO 2566-1.
15.2 Impact test Impact tests shall be performed at 0°C in accordance with AS 1544.2.
COPYRIGHT
AS 1163—1991 8
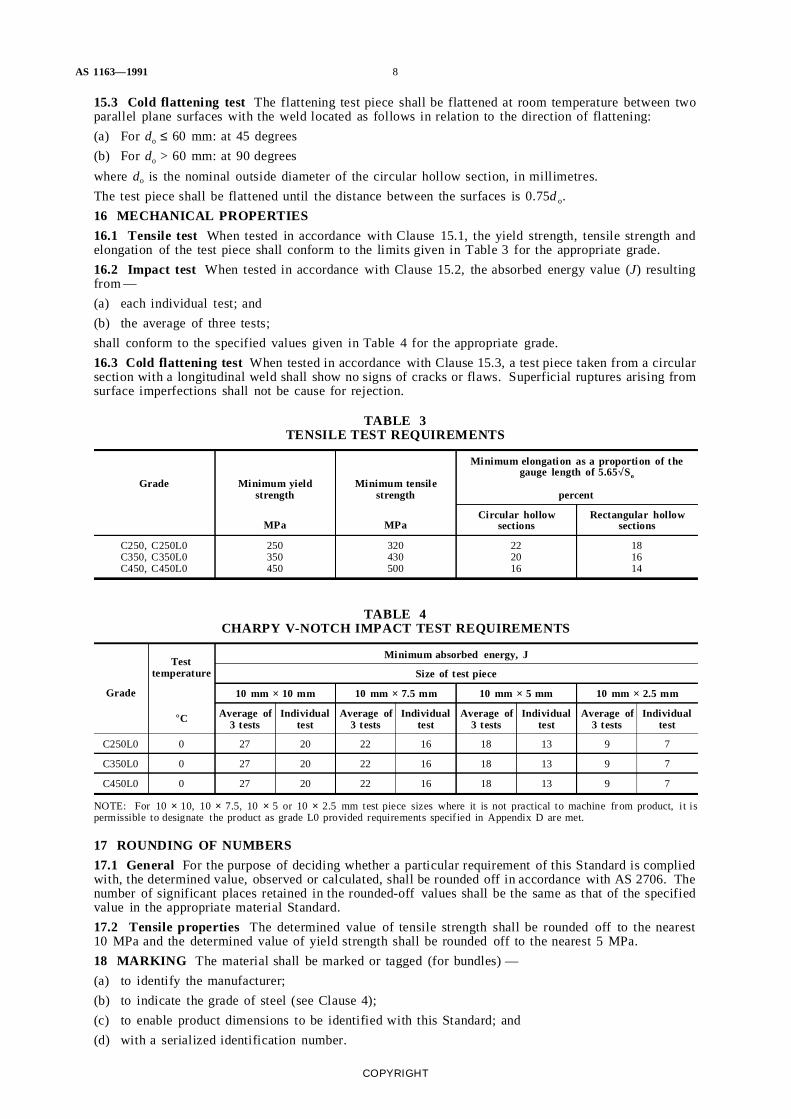
15.3 Cold flattening test The flattening test piece shall be flattened at room temperature between twoparallel plane surfaces with the weld located as follows in relation to the direction of flattening:
(a) For do ≤ 60 mm: at 45 degrees
(b) For do > 60 mm: at 90 degrees
where do is the nominal outside diameter of the circular hollow section, in millimetres.
The test piece shall be flattened until the distance between the surfaces is 0.75do.
16 MECHANICAL PROPERTIES
16.1 Tensile test When tested in accordance with Clause 15.1, the yield strength, tensile strength andelongation of the test piece shall conform to the limits given in Table 3 for the appropriate grade.
16.2 Impact test When tested in accordance with Clause 15.2, the absorbed energy value (J) resultingfrom —
(a) each individual test; and
(b) the average of three tests;
shall conform to the specified values given in Table 4 for the appropriate grade.
16.3 Cold flattening test When tested in accordance with Clause 15.3, a test piece taken from a circularsection with a longitudinal weld shall show no signs of cracks or flaws. Superficial ruptures arising fromsurface imperfections shall not be cause for rejection.
TABLE 3TENSILE TEST REQUIREMENTS
Grade Minimum yieldstrength
Minimum tensilestrength
Minimum elongation as a proportion of thegauge length of 5.65√So
percent
MPa MPaCircular hollow
sectionsRectangular hollow
sections
C250, C250L0C350, C350L0C450, C450L0
250350450
320430500
222016
181614
TABLE 4CHARPY V-NOTCH IMPACT TEST REQUIREMENTS
Testtemperature
Minimum absorbed energy, J
Size of test piece
Grade 10 mm × 10 mm 10 mm × 7.5 mm 10 mm× 5 mm 10 mm × 2.5 mm
°C Average of3 tests
Individualtest
Average of3 tests
Individualtest
Average of3 tests
Individualtest
Average of3 tests
Individualtest
C250L0 0 27 20 22 16 18 13 9 7
C350L0 0 27 20 22 16 18 13 9 7
C450L0 0 27 20 22 16 18 13 9 7
NOTE: For 10× 10, 10 × 7.5, 10 × 5 or 10 × 2.5 mm test piece sizes where it is not practical to machine from product, it ispermissible to designate the product as grade L0 provided requirements specif ied in Appendix D are met.
17 ROUNDING OF NUMBERS
17.1 General For the purpose of deciding whether a particular requirement of this Standard is compliedwith, the determined value, observed or calculated, shall be rounded off in accordance with AS 2706. Thenumber of significant places retained in the rounded-off values shall be the same as that of the specifiedvalue in the appropriate material Standard.
17.2 Tensile properties The determined value of tensile strength shall be rounded off to the nearest10 MPa and the determined value of yield strength shall be rounded off to the nearest 5 MPa.
18 MARKING The material shall be marked or tagged (for bundles) —
(a) to identify the manufacturer;
(b) to indicate the grade of steel (see Clause 4);
(c) to enable product dimensions to be identified with this Standard; and
(d) with a serialized identification number.
COPYRIGHT

9 AS 1163—1991
Where marking is by means of die-stamping, low-stress stamps may be used.NOTES:1 Manufacturers making a statement of compliance with this Australian Standard on a product, or on packaging or
promotional material related to that product, are advised to ensure that such compliance is capable of being verif ied.2 Independent certi fication is available from Standards Australia under the StandardsMark Product Cert if ication Scheme.
The StandardsMark, shown below, is a registered certi fication trade mark owned by Standards Australia and grantedunder licence to manufacturers whose products comply with the requirements of suitable Australian Standards and whooperate sound quality assurance programs to ensure consistent product quality.
3 Further information on product cert if ication and the suitabil ity of this Standard for cert if ication is available fromStandards Australia’s Quali ty Assurance Services, 1 The Crescent, Homebush, N.S.W. 2140.
COPYRIGHT
AS 1163—1991 10
APPENDIX A
PURCHASING GUIDELINES(Informative)
A1 INFORMATION TO BE SUPPLIED BY THE PURCHASER The purchaser should supply thefollowing information at the time of enquiry or order, after making due reference to the explanation, adviceand recommendations contained in this Appendix:
(a) Designation of grade and Standard number.
(b) Quantity and delivery instructions (dates, schedules, delivery point).
(c) Dimensions of steel, e.g. section, length, mass per unit length applicable, bundle masses.NOTE: Attention is drawn to the desirabili ty of specifying cross-sectional dimensions in terms of Appendix C. It should benoted that sizes not l isted in Appendix C are not precluded for specif ication purposes, but are subject to negotiation.
(d) Whether a test certificate or certificate of compliance is required (see Paragraph A3).
(e) Any information concerning processing or end-use that the purchaser considers would be of assistance.
(f) Whether it is the intention of the purchaser to inspect the steel at the manufacturer’s works (seeParagraph A4).
(g) Special finish or coating, e.g. galvanized.
(h) End finish.
(i) Special tolerances.
(j) Any exceptions to the Standard or any special or supplementary requirements, e.g. impact testing at−30°C for rolled over protection structure (ROPS).
(k) If impact testing other than that specified in this Standard is required, the test temperature, size of testpiece and minimum absorbed energy value resulting from —
(i) each individual test; and
(ii) the average of three tests.
A2 SUPPLEMENTARY TESTS
A2.1 Non-destructive testing If non-destructive testing is required by the purchaser, the test method tobe used and the limits of acceptance should be determined at the time of enquiry or order.
The test method should be in accordance with AS 1171 and AS 2084, where appropriate.
A2.2 Independent test In the event of a dispute as to the compliance of the steel with this Standard, thepurchaser and the supplier should agree to have referee testing carried out by an independent laboratory,whose results should be accepted as final. A laboratory registered by the National Association of TestingAuthorities, Australia, for the field and class of testing, is recommended.
A3 CERTIFICATES OF COMPLIANCE AND TEST CERTIFICATES
A3.1 Certificates of compliance Certificates of compliance include a statement that the materialcomplies with this Standard.
A3.2 Test certificates Test certificates show such results as may be required by agreement between thepurchaser and the manufacturer, relating to —
(a) tests performed by the manufacturer for the purpose of establishing compliance with this Standard;and
(b) additional tests as agreed between the purchaser and manufacturer.
A4 INSPECTION If it is the purchaser’s intention to undertake any of the following functions at themanufacturer’s works, this should be notified at the time of enquiry or order, and should be accomplishedin a manner which will not interfere with the operation of the works:
(a) Inspection of the product during manufacture.
(b) Witnessing of the selection and identification of test samples.
(c) Witnessing the tests being performed.
The manufacturer should afford the purchaser all reasonable facilities to establish that the steel complieswith this Standard.
COPYRIGHT
11 AS 1163—1991
APPENDIX B
MEANS FOR DEMONSTRATING COMPLIANCE WITH THIS STANDARD(Informative)
B1 SCOPE This Appendix sets out the following different methods by which compliance with thisStandard can be demonstrated by the manufacturer or supplier:
(a) Assessment by means of statistical sampling.
(b) The use of Standards Australia’s StandardsMark scheme.
(c) Assurance using the acceptability of the supplier’s quality system.
(d) Other such means proposed by the manufacturer or supplier and acceptable to the customer.
B2 STATISTICAL SAMPLING Statistical sampling is a procedure that enables decisions to be madeabout the quality of batches of items after inspecting or testing only a portion of those items. Thisprocedure will only be valid if the sampling plan has been determined on a statistical basis and thefollowing requirements are met:
(a) The sample is drawn randomly from a population of product of known history that enables verificationthat the product was made from known materials at essentially the same time by essentially the sameprocesses and under essentially the same system of control.
(b) For each different situation, a suitable sampling plan is defined. A sampling plan for onemanufacturer of given capability and product throughput may not be relevant to another manufacturerproducing the same items.
In order for statistical sampling to be meaningful to the customer, the manufacturer or supplier needs todemonstrate how the above conditions have been satisfied. Sampling and the establishment of a samplingplan should be carried out in accordance with AS 1199, guidance to which is given in AS 1399.
B3 PRODUCT CERTIFICATION — STANDARDSMARK The general purpose of StandardsMarkcertification is to provide independent assurance of the claim by the manufacturer that products complywith the stated Australian or International Standard.
It is a certification scheme that meets the criteria of an ISO Type 5 scheme as specified by ISO Guide 44in that, as well as full type testing from independently sampled production and subsequent verification ofconformance, it requires the manufacturer to maintain an effective quality plan to control production toensure conformance with the relevant Standard.
The StandardsMark serves to indicate that the products consistently conform to the requirements of theStandard.
The StandardsMark can only be used by manufacturers approved and licensed by Standards Australia andonly when accompanied by the number of the applicable Standard.
B4 SUPPLIER’S QUALITY SYSTEM Where the manufacturer or supplier can demonstrate an auditedand registered quality management system complying with the requirements of the appropriate or stipulatedAustralian or International Standard for suppliers’ quality systems, such demonstration may provide thenecessary confidence that the specified requirements will be met. The quality assurance requirements needto be agreed between the customer and supplier and should include a quality or inspection and test planto ensure product conformity.
Guidance in determining the appropriate quality management system is given in AS 3900 and AS 3904.
B5 OTHER MEANS OF ASSESSMENT If the above methods are considered inappropriate,determination of compliance with the requirements of this Standard may be assessed on the basis of theresults of testing coupled with the manufacturer’s guarantee of product conformance.
Irrespective of acceptable quality levels (AQLs) or test frequencies, the responsibility remains with themanufacturer or supplier to deliver products that conform with the full requirements of the Standard.
To assess compliance with this specification, consideration may be given to the results of testing inaccordance with Paragraphs B5.1, B5.2 and B5.3.
B5.1 Sampling of tensile test, impact test and cold flattening testTest samples should be taken asfollows:
(a) One sample for a batch not exceeding 50 tonnes.
(b) One additional sample from the balance of the batch.
COPYRIGHT
AS 1163—1991 12
B5.2 Compliance Each batch complies with this Standard if all of the samples tested give results whichare within the specified limits.
If any of the properties of the tested samples give results outside the specified limits, the requirements ofParagraph B5.3 apply.
B5.3 Retests
B5.3.1 Tensile test and cold flattening testIf a retest is carried out, one or more of the followingprocedures should be adopted:
(a) Make two additional tests on test pieces from samples taken from a position as near as practical tothe failed sample. The unit complies with this Standard provided both additional test pieces complywith Clauses 16.1 and 16.3 as appropriate.
(b) Make two test samples at random from the remainder of the test batch. If the test pieces from bothadditional samples comply with Clauses 16.1 and 16.3 as appropriate, the remainder complies withthis Standard.
If one of these additional samples fails to comply, the steel of the applicable test batch does notcomply with this Standard.
(c) Make test samples from each rolled unit of steel and individually test in accordance with thisStandard. If the test piece from the additional sample complies with Clauses 16.1 and 16.3 asappropriate, the rolled unit of steel complies with this Standard.
(d) Reprocess (e.g. heat-treat) the unit which failed and perform another complete set of tests inaccordance with Paragraph B5.1. The unit complies with this Standard if the reprocessed test piecescomply with Clauses 16.1 and 16.3 as appropriate.
The remainder of the test batch complies with this Standard provided it is reprocessed in the samemanner as the above reprocessed unit and complies with the requirements of Clauses 16.1 and 16.3as appropriate.
B5.3.2 Impact testsIf a retest is carried out, one or more of the following procedures should be adopted:
(a) If the average value of the three impact test results is less than the specified minimum average, or ifone value is less than the specified individual test value given in Table 4 —
(i) test three additional test pieces from the original sample in accordance with Clause 14.3; and
(ii) add the results to those previously obtained and calculate a new average. If the average valueof the six tests is not less than the specified minimum average, and not more than one result ofthe six tests is below the specified individual test value, then the unit complies with thisStandard.
(b) Take two further test samples at random from the remainder of the test batch.
If the test pieces from both additional samples comply with Clause 16.2, then the remainder complieswith this Standard.
If one of these additional samples fails to comply, the batch (see Paragraph B5.1) does not complywith this Standard.
(c) Take test samples from each rolled unit of steel and individually test in accordance with this Standard.
If the test piece from the additional sample complies with Clause 16.2, then the rolled unit of steelcomplies with this Standard.
(d) Reprocess (e.g. heat-treat) the units which failed and perform another complete set of tests inaccordance with Paragraph B5.1.
If the reprocessed test pieces comply with Clauses 16.1, 16.2 and, if applicable, Clause 16.3, then theunit complies with this Standard.
The remainder of the test batch complies with this Standard provided it is reprocessed in the samemanner as the above reprocessed units and complies with the requirements of Clauses 16.1, 16.2 and,if applicable, Clause 16.3.
COPYRIGHT

13 AS 1163—1991
APPENDIX C
DIMENSIONS AND PROPERTIES OF CROSS-SECTION(Normative)
The following Figures C1 to C6 are not restrictive (see Clause 7). Other sizes invarious grades are also available in Australia. Although they appear in the followingtables, certain sizes may not always be available in all grades.
NOTE: Users are advised to check availabili ty before incorporating hollow sections in major designs.
COPYRIGHT
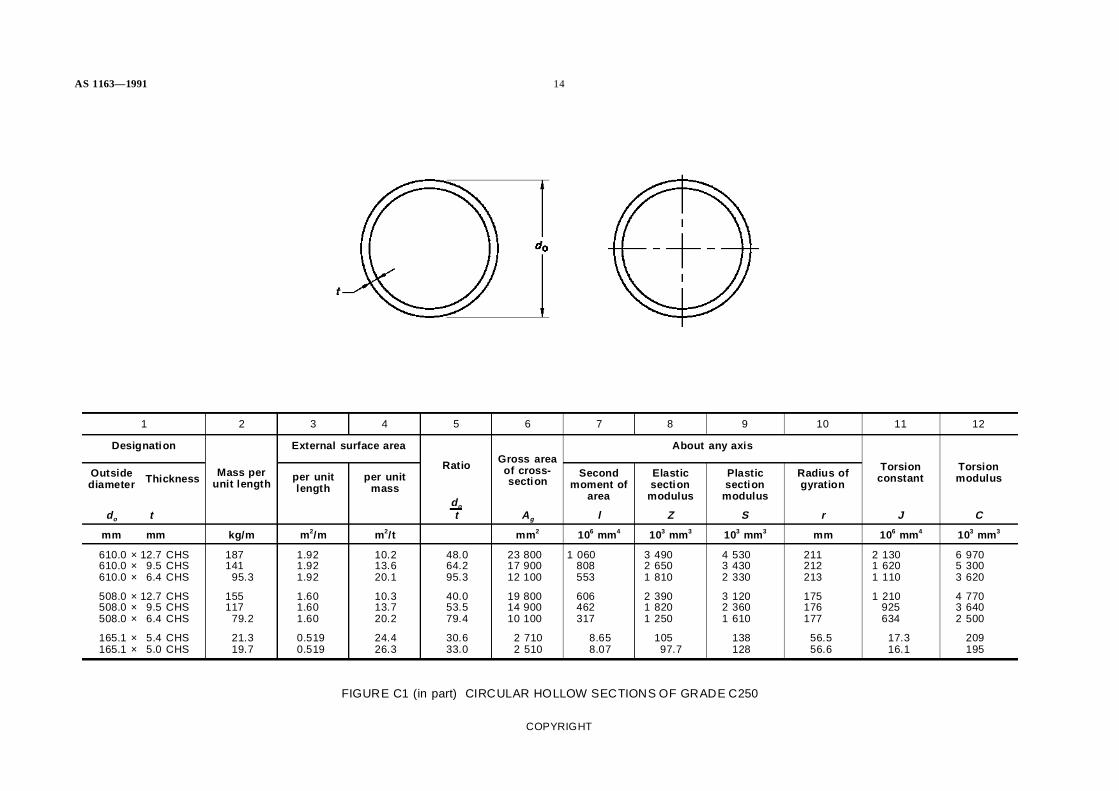
AS 1163—1991 14
1 2 3 4 5 6 7 8 9 10 11 12
Designation External surface areaGross areaof cross-section
About any axis
Outsidediameter Thickness
Mass perunit length
per unitlength
per unitmass
Ratio
do
Secondmoment of
area
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
do t t A g l Z S r J C
mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
610.0 × 12.7 CHS610.0 × 9.5 CHS610.0 × 6.4 CHS
187141
95.3
1.921.921.92
10.213.620.1
48.064.295.3
23 80017 90012 100
1 060808553
3 4902 6501 810
4 5303 4302 330
211212213
2 1301 6201 110
6 9705 3003 620
508.0 × 12.7 CHS508.0 × 9.5 CHS508.0 × 6.4 CHS
155117
79.2
1.601.601.60
10.313.720.2
40.053.579.4
19 80014 90010 100
606462317
2 3901 8201 250
3 1202 3601 610
175176177
1 210925634
4 7703 6402 500
165.1 × 5.4 CHS165.1 × 5.0 CHS
21.319.7
0.5190.519
24.426.3
30.633.0
2 7102 510
8.658.07
10597.7
138128
56.556.6
17.316.1
209195
FIGURE C1 (in part) CIRCULAR HOLLOW SECTIONS OF GRADE C250
COPYRIGHT
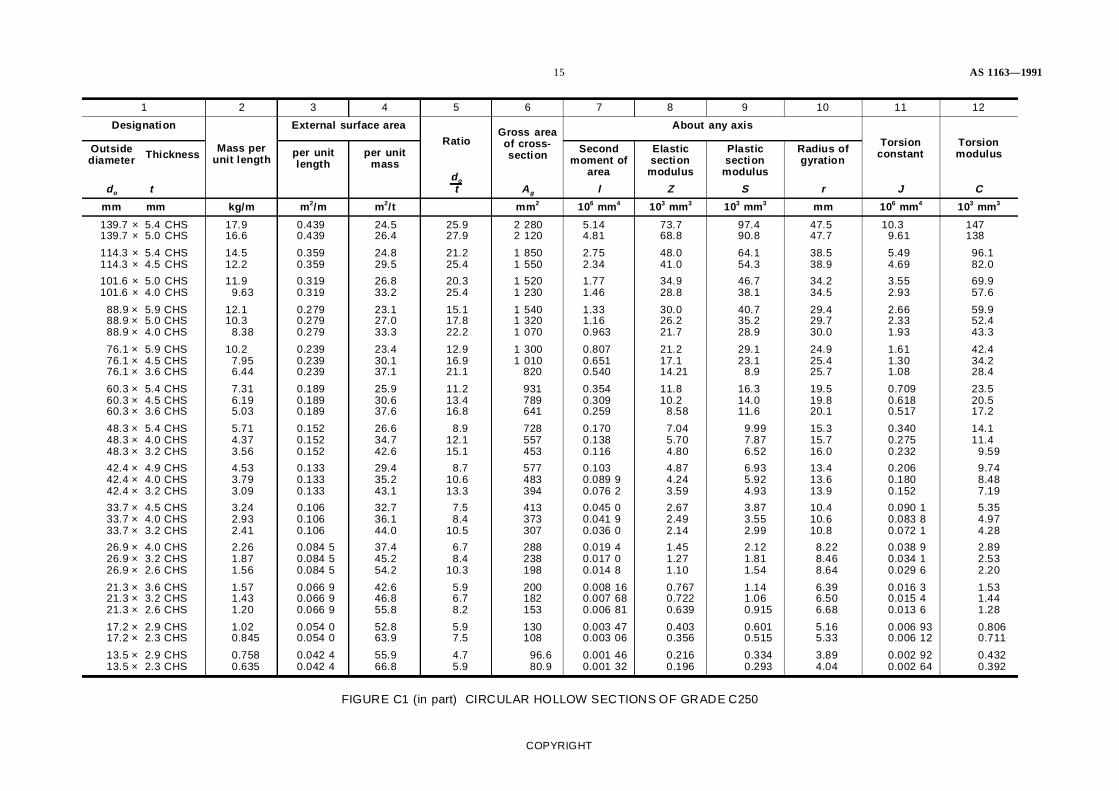
15 AS 1163—1991
1 2 3 4 5 6 7 8 9 10 11 12
Designation External surface areaGross areaof cross-section
About any axis
Outsidediameter Thickness
Mass perunit length
per unitlength
per unitmass
Ratio
do
Secondmoment of
area
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
do t t A g l Z S r J C
mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
139.7 × 5.4 CHS139.7 × 5.0 CHS
17.916.6
0.4390.439
24.526.4
25.927.9
2 2802 120
5.144.81
73.768.8
97.490.8
47.547.7
10.39.61
147138
114.3 × 5.4 CHS114.3 × 4.5 CHS
14.512.2
0.3590.359
24.829.5
21.225.4
1 8501 550
2.752.34
48.041.0
64.154.3
38.538.9
5.494.69
96.182.0
101.6 × 5.0 CHS101.6 × 4.0 CHS
11.99.63
0.3190.319
26.833.2
20.325.4
1 5201 230
1.771.46
34.928.8
46.738.1
34.234.5
3.552.93
69.957.6
88.9 × 5.9 CHS88.9 × 5.0 CHS88.9 × 4.0 CHS
12.110.3
8.38
0.2790.2790.279
23.127.033.3
15.117.822.2
1 5401 3201 070
1.331.160.963
30.026.221.7
40.735.228.9
29.429.730.0
2.662.331.93
59.952.443.3
76.1 × 5.9 CHS76.1 × 4.5 CHS76.1 × 3.6 CHS
10.27.956.44
0.2390.2390.239
23.430.137.1
12.916.921.1
1 3001 010
820
0.8070.6510.540
21.217.114.21
29.123.1
8.9
24.925.425.7
1.611.301.08
42.434.228.4
60.3 × 5.4 CHS60.3 × 4.5 CHS60.3 × 3.6 CHS
7.316.195.03
0.1890.1890.189
25.930.637.6
11.213.416.8
931789641
0.3540.3090.259
11.810.2
8.58
16.314.011.6
19.519.820.1
0.7090.6180.517
23.520.517.2
48.3 × 5.4 CHS48.3 × 4.0 CHS48.3 × 3.2 CHS
5.714.373.56
0.1520.1520.152
26.634.742.6
8.912.115.1
728557453
0.1700.1380.116
7.045.704.80
9.997.876.52
15.315.716.0
0.3400.2750.232
14.111.4
9.59
42.4 × 4.9 CHS42.4 × 4.0 CHS42.4 × 3.2 CHS
4.533.793.09
0.1330.1330.133
29.435.243.1
8.710.613.3
577483394
0.1030.089 90.076 2
4.874.243.59
6.935.924.93
13.413.613.9
0.2060.1800.152
9.748.487.19
33.7 × 4.5 CHS33.7 × 4.0 CHS33.7 × 3.2 CHS
3.242.932.41
0.1060.1060.106
32.736.144.0
7.58.4
10.5
413373307
0.045 00.041 90.036 0
2.672.492.14
3.873.552.99
10.410.610.8
0.090 10.083 80.072 1
5.354.974.28
26.9 × 4.0 CHS26.9 × 3.2 CHS26.9 × 2.6 CHS
2.261.871.56
0.084 50.084 50.084 5
37.445.254.2
6.78.4
10.3
288238198
0.019 40.017 00.014 8
1.451.271.10
2.121.811.54
8.228.468.64
0.038 90.034 10.029 6
2.892.532.20
21.3 × 3.6 CHS21.3 × 3.2 CHS21.3 × 2.6 CHS
1.571.431.20
0.066 90.066 90.066 9
42.646.855.8
5.96.78.2
200182153
0.008 160.007 680.006 81
0.7670.7220.639
1.141.060.915
6.396.506.68
0.016 30.015 40.013 6
1.531.441.28
17.2 × 2.9 CHS17.2 × 2.3 CHS
1.020.845
0.054 00.054 0
52.863.9
5.97.5
130108
0.003 470.003 06
0.4030.356
0.6010.515
5.165.33
0.006 930.006 12
0.8060.711
13.5 × 2.9 CHS13.5 × 2.3 CHS
0.7580.635
0.042 40.042 4
55.966.8
4.75.9
96.680.9
0.001 460.001 32
0.2160.196
0.3340.293
3.894.04
0.002 920.002 64
0.4320.392
FIGURE C1 (in part) CIRCULAR HOLLOW SECTIONS OF GRADE C250
COPYRIGHT
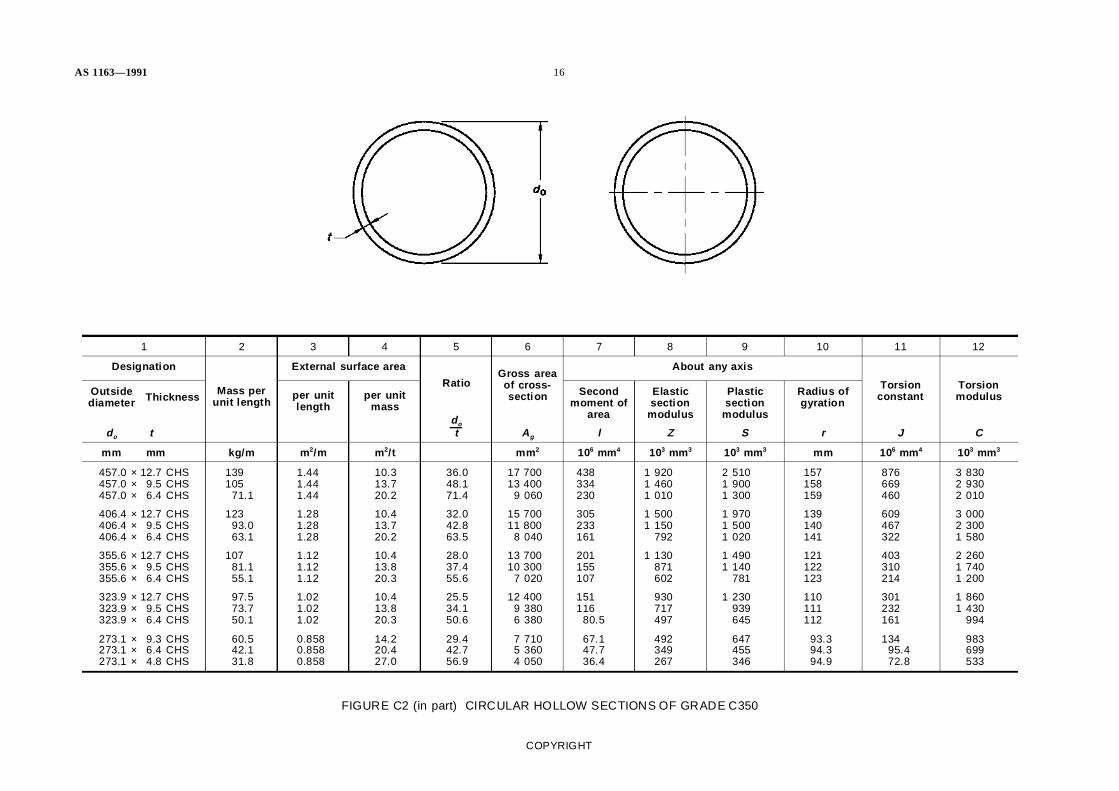
AS 1163—1991 16
1 2 3 4 5 6 7 8 9 10 11 12
Designation External surface areaGross areaof cross-section
About any axis
Outsidediameter Thickness
Mass perunit length
per unitlength
per unitmass
Ratio
do
Secondmoment of
area
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
do t t A g l Z S r J C
mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
457.0 × 12.7 CHS457.0 × 9.5 CHS457.0 × 6.4 CHS
139105
71.1
1.441.441.44
10.313.720.2
36.048.171.4
17 70013 400
9 060
438334230
1 9201 4601 010
2 5101 9001 300
157158159
876669460
3 8302 9302 010
406.4 × 12.7 CHS406.4 × 9.5 CHS406.4 × 6.4 CHS
12393.063.1
1.281.281.28
10.413.720.2
32.042.863.5
15 70011 800
8 040
305233161
1 5001 150
792
1 9701 5001 020
139140141
609467322
3 0002 3001 580
355.6 × 12.7 CHS355.6 × 9.5 CHS355.6 × 6.4 CHS
10781.155.1
1.121.121.12
10.413.820.3
28.037.455.6
13 70010 300
7 020
201155107
1 130871602
1 4901 140
781
121122123
403310214
2 2601 7401 200
323.9 × 12.7 CHS323.9 × 9.5 CHS323.9 × 6.4 CHS
97.573.750.1
1.021.021.02
10.413.820.3
25.534.150.6
12 4009 3806 380
151116
80.5
930717497
1 230939645
110111112
301232161
1 8601 430
994
273.1 × 9.3 CHS273.1 × 6.4 CHS273.1 × 4.8 CHS
60.542.131.8
0.8580.8580.858
14.220.427.0
29.442.756.9
7 7105 3604 050
67.147.736.4
492349267
647455346
93.394.394.9
13495.472.8
983699533
FIGURE C2 (in part) CIRCULAR HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
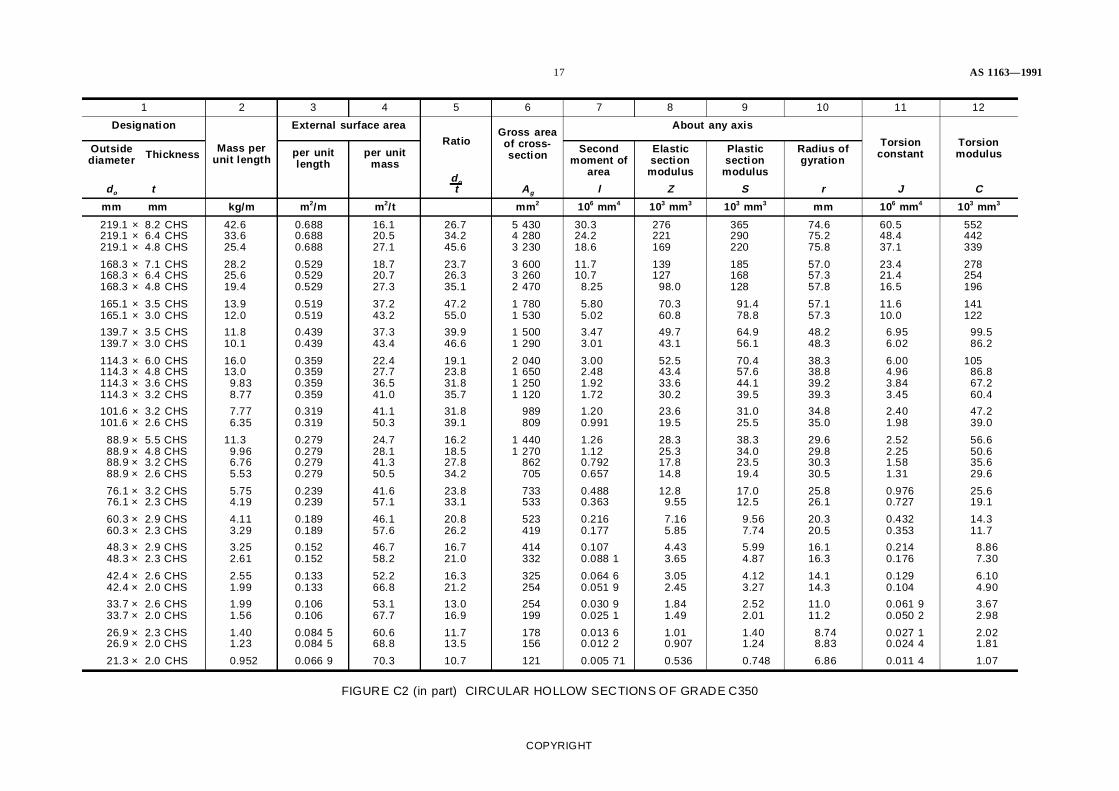
17 AS 1163—1991
1 2 3 4 5 6 7 8 9 10 11 12
Designation External surface areaGross areaof cross-section
About any axis
Outsidediameter Thickness
Mass perunit length
per unitlength
per unitmass
Ratio
do
Secondmoment of
area
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
do t t A g l Z S r J C
mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
219.1 × 8.2 CHS219.1 × 6.4 CHS219.1 × 4.8 CHS
42.633.625.4
0.6880.6880.688
16.120.527.1
26.734.245.6
5 4304 2803 230
30.324.218.6
276221169
365290220
74.675.275.8
60.548.437.1
552442339
168.3 × 7.1 CHS168.3 × 6.4 CHS168.3 × 4.8 CHS
28.225.619.4
0.5290.5290.529
18.720.727.3
23.726.335.1
3 6003 2602 470
11.710.7
8.25
139127
98.0
185168128
57.057.357.8
23.421.416.5
278254196
165.1 × 3.5 CHS165.1 × 3.0 CHS
13.912.0
0.5190.519
37.243.2
47.255.0
1 7801 530
5.805.02
70.360.8
91.478.8
57.157.3
11.610.0
141122
139.7 × 3.5 CHS139.7 × 3.0 CHS
11.810.1
0.4390.439
37.343.4
39.946.6
1 5001 290
3.473.01
49.743.1
64.956.1
48.248.3
6.956.02
99.586.2
114.3 × 6.0 CHS114.3 × 4.8 CHS114.3 × 3.6 CHS114.3 × 3.2 CHS
16.013.09.838.77
0.3590.3590.3590.359
22.427.736.541.0
19.123.831.835.7
2 0401 6501 2501 120
3.002.481.921.72
52.543.433.630.2
70.457.644.139.5
38.338.839.239.3
6.004.963.843.45
10586.867.260.4
101.6 × 3.2 CHS101.6 × 2.6 CHS
7.776.35
0.3190.319
41.150.3
31.839.1
989809
1.200.991
23.619.5
31.025.5
34.835.0
2.401.98
47.239.0
88.9 × 5.5 CHS88.9 × 4.8 CHS88.9 × 3.2 CHS88.9 × 2.6 CHS
11.39.966.765.53
0.2790.2790.2790.279
24.728.141.350.5
16.218.527.834.2
1 4401 270
862705
1.261.120.7920.657
28.325.317.814.8
38.334.023.519.4
29.629.830.330.5
2.522.251.581.31
56.650.635.629.6
76.1 × 3.2 CHS76.1 × 2.3 CHS
5.754.19
0.2390.239
41.657.1
23.833.1
733533
0.4880.363
12.89.55
17.012.5
25.826.1
0.9760.727
25.619.1
60.3 × 2.9 CHS60.3 × 2.3 CHS
4.113.29
0.1890.189
46.157.6
20.826.2
523419
0.2160.177
7.165.85
9.567.74
20.320.5
0.4320.353
14.311.7
48.3 × 2.9 CHS48.3 × 2.3 CHS
3.252.61
0.1520.152
46.758.2
16.721.0
414332
0.1070.088 1
4.433.65
5.994.87
16.116.3
0.2140.176
8.867.30
42.4 × 2.6 CHS42.4 × 2.0 CHS
2.551.99
0.1330.133
52.266.8
16.321.2
325254
0.064 60.051 9
3.052.45
4.123.27
14.114.3
0.1290.104
6.104.90
33.7 × 2.6 CHS33.7 × 2.0 CHS
1.991.56
0.1060.106
53.167.7
13.016.9
254199
0.030 90.025 1
1.841.49
2.522.01
11.011.2
0.061 90.050 2
3.672.98
26.9 × 2.3 CHS26.9 × 2.0 CHS
1.401.23
0.084 50.084 5
60.668.8
11.713.5
178156
0.013 60.012 2
1.010.907
1.401.24
8.748.83
0.027 10.024 4
2.021.81
21.3 × 2.0 CHS 0.952 0.066 9 70.3 10.7 121 0.005 71 0.536 0.748 6.86 0.011 4 1.07
FIGURE C2 (in part) CIRCULAR HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
AS 1163—1991 18
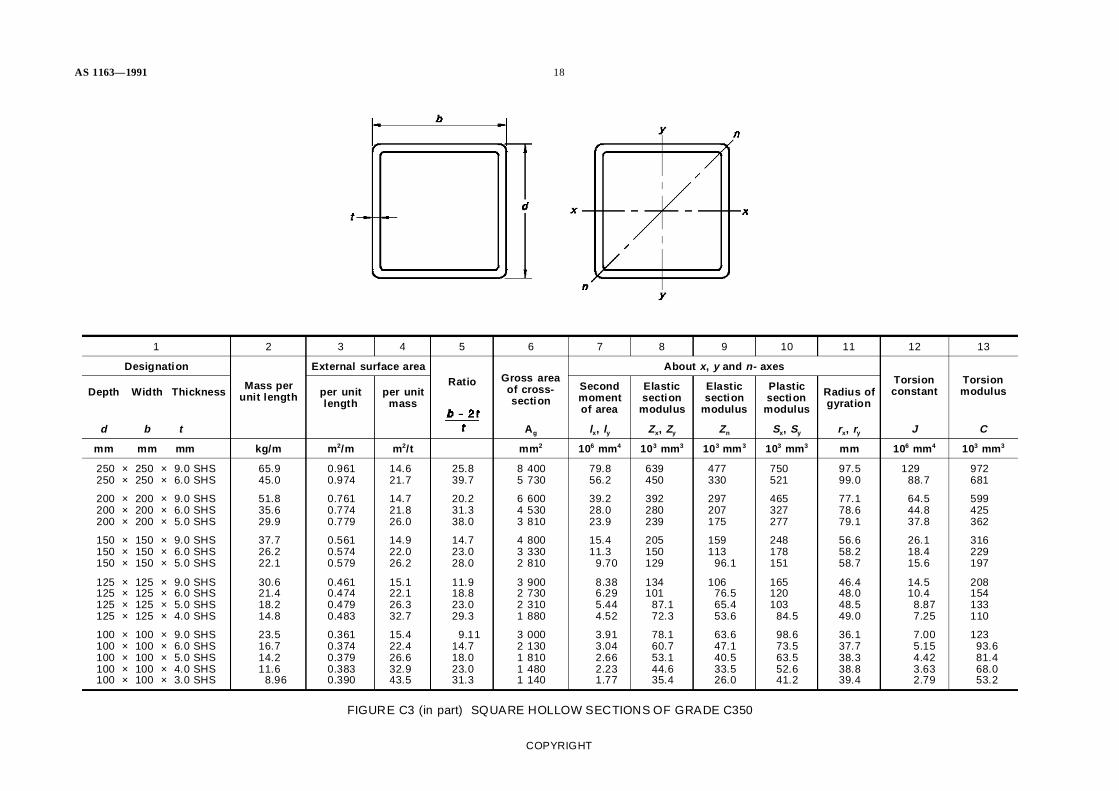
1 2 3 4 5 6 7 8 9 10 11 12 13
Designation External surface area About x, y and n- axes
Depth Width ThicknessMass per
unit length per unitlength
per unitmass
Ratio Gross areaof cross-section
Secondmomentof area
Elasticsection
modulus
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
d b t A g lx, ly Zx, Zy Zn Sx, Sy rx, ry J C
mm mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
250 × 250 × 9.0 SHS250 × 250 × 6.0 SHS
65.945.0
0.9610.974
14.621.7
25.839.7
8 4005 730
79.856.2
639450
477330
750521
97.599.0
12988.7
972681
200 × 200 × 9.0 SHS200 × 200 × 6.0 SHS200 × 200 × 5.0 SHS
51.835.629.9
0.7610.7740.779
14.721.826.0
20.231.338.0
6 6004 5303 810
39.228.023.9
392280239
297207175
465327277
77.178.679.1
64.544.837.8
599425362
150 × 150 × 9.0 SHS150 × 150 × 6.0 SHS150 × 150 × 5.0 SHS
37.726.222.1
0.5610.5740.579
14.922.026.2
14.723.028.0
4 8003 3302 810
15.411.3
9.70
205150129
159113
96.1
248178151
56.658.258.7
26.118.415.6
316229197
125 × 125 × 9.0 SHS125 × 125 × 6.0 SHS125 × 125 × 5.0 SHS125 × 125 × 4.0 SHS
30.621.418.214.8
0.4610.4740.4790.483
15.122.126.332.7
11.918.823.029.3
3 9002 7302 3101 880
8.386.295.444.52
134101
87.172.3
10676.565.453.6
165120103
84.5
46.448.048.549.0
14.510.48.877.25
208154133110
100 × 100 × 9.0 SHS100 × 100 × 6.0 SHS100 × 100 × 5.0 SHS100 × 100 × 4.0 SHS100 × 100 × 3.0 SHS
23.516.714.211.6
8.96
0.3610.3740.3790.3830.390
15.422.426.632.943.5
9.1114.718.023.031.3
3 0002 1301 8101 4801 140
3.913.042.662.231.77
78.160.753.144.635.4
63.647.140.533.526.0
98.673.563.552.641.2
36.137.738.338.839.4
7.005.154.423.632.79
12393.681.468.053.2
FIGURE C3 (in part) SQUARE HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
19 AS 1163—1991
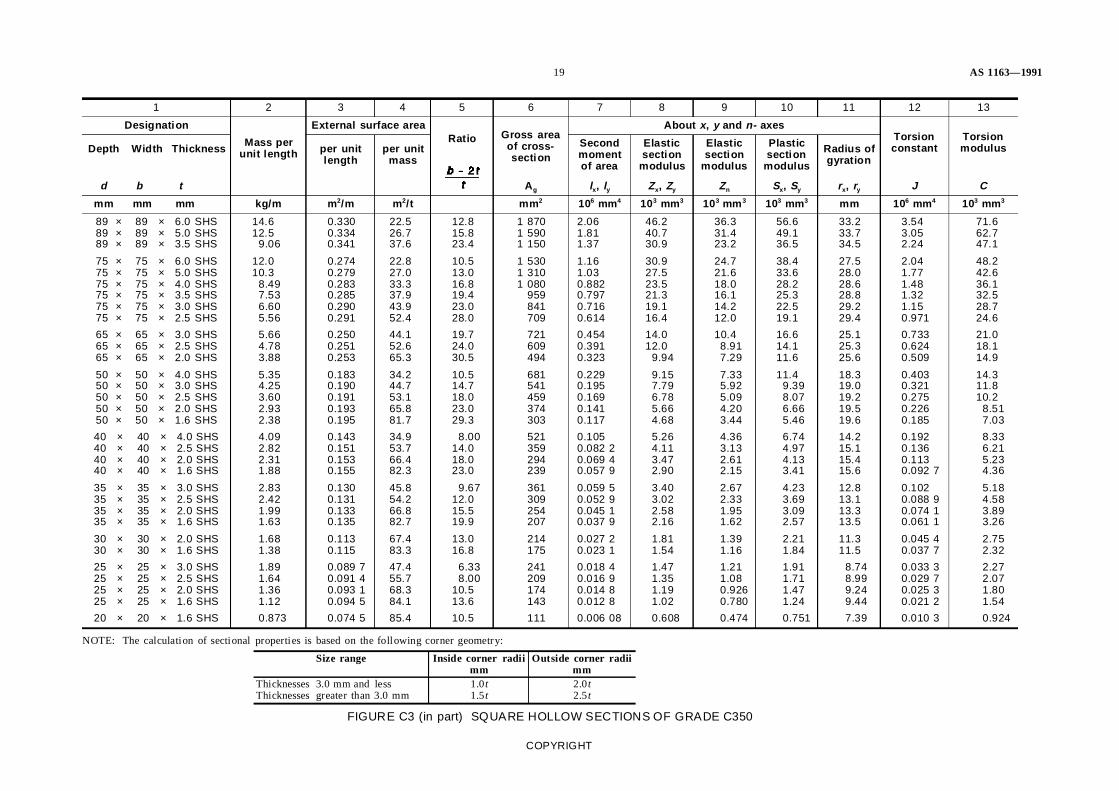
1 2 3 4 5 6 7 8 9 10 11 12 13
Designation External surface area About x, y and n- axes
Depth Width ThicknessMass per
unit length per unitlength
per unitmass
Ratio Gross areaof cross-section
Secondmomentof area
Elasticsection
modulus
Elasticsection
modulus
Plasticsection
modulus
Radius ofgyration
Torsionconstant
Torsionmodulus
d b t A g lx, ly Zx, Zy Zn Sx, Sy rx, ry J C
mm mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 103 mm 3 mm 106 mm 4 103 mm 3
89 × 89 × 6.0 SHS89 × 89 × 5.0 SHS89 × 89 × 3.5 SHS
14.612.5
9.06
0.3300.3340.341
22.526.737.6
12.815.823.4
1 8701 5901 150
2.061.811.37
46.240.730.9
36.331.423.2
56.649.136.5
33.233.734.5
3.543.052.24
71.662.747.1
75 × 75 × 6.0 SHS75 × 75 × 5.0 SHS75 × 75 × 4.0 SHS75 × 75 × 3.5 SHS75 × 75 × 3.0 SHS75 × 75 × 2.5 SHS
12.010.3
8.497.536.605.56
0.2740.2790.2830.2850.2900.291
22.827.033.337.943.952.4
10.513.016.819.423.028.0
1 5301 3101 080
959841709
1.161.030.8820.7970.7160.614
30.927.523.521.319.116.4
24.721.618.016.114.212.0
38.433.628.225.322.519.1
27.528.028.628.829.229.4
2.041.771.481.321.150.971
48.242.636.132.528.724.6
65 × 65 × 3.0 SHS65 × 65 × 2.5 SHS65 × 65 × 2.0 SHS
5.664.783.88
0.2500.2510.253
44.152.665.3
19.724.030.5
721609494
0.4540.3910.323
14.012.0
9.94
10.48.917.29
16.614.111.6
25.125.325.6
0.7330.6240.509
21.018.114.9
50 × 50 × 4.0 SHS50 × 50 × 3.0 SHS50 × 50 × 2.5 SHS50 × 50 × 2.0 SHS50 × 50 × 1.6 SHS
5.354.253.602.932.38
0.1830.1900.1910.1930.195
34.244.753.165.881.7
10.514.718.023.029.3
681541459374303
0.2290.1950.1690.1410.117
9.157.796.785.664.68
7.335.925.094.203.44
11.49.398.076.665.46
18.319.019.219.519.6
0.4030.3210.2750.2260.185
14.311.810.2
8.517.03
40 × 40 × 4.0 SHS40 × 40 × 2.5 SHS40 × 40 × 2.0 SHS40 × 40 × 1.6 SHS
4.092.822.311.88
0.1430.1510.1530.155
34.953.766.482.3
8.0014.018.023.0
521359294239
0.1050.082 20.069 40.057 9
5.264.113.472.90
4.363.132.612.15
6.744.974.133.41
14.215.115.415.6
0.1920.1360.1130.092 7
8.336.215.234.36
35 × 35 × 3.0 SHS35 × 35 × 2.5 SHS35 × 35 × 2.0 SHS35 × 35 × 1.6 SHS
2.832.421.991.63
0.1300.1310.1330.135
45.854.266.882.7
9.6712.015.519.9
361309254207
0.059 50.052 90.045 10.037 9
3.403.022.582.16
2.672.331.951.62
4.233.693.092.57
12.813.113.313.5
0.1020.088 90.074 10.061 1
5.184.583.893.26
30 × 30 × 2.0 SHS30 × 30 × 1.6 SHS
1.681.38
0.1130.115
67.483.3
13.016.8
214175
0.027 20.023 1
1.811.54
1.391.16
2.211.84
11.311.5
0.045 40.037 7
2.752.32
25 × 25 × 3.0 SHS25 × 25 × 2.5 SHS25 × 25 × 2.0 SHS25 × 25 × 1.6 SHS
1.891.641.361.12
0.089 70.091 40.093 10.094 5
47.455.768.384.1
6.338.00
10.513.6
241209174143
0.018 40.016 90.014 80.012 8
1.471.351.191.02
1.211.080.9260.780
1.911.711.471.24
8.748.999.249.44
0.033 30.029 70.025 30.021 2
2.272.071.801.54
20 × 20 × 1.6 SHS 0.873 0.074 5 85.4 10.5 111 0.006 08 0.608 0.474 0.751 7.39 0.010 3 0.924
NOTE: The calculation of sectional properties is based on the following corner geometry:
Size range Inside corner radiimm
Outside corner radiimm
Thicknesses 3.0 mm and lessThicknesses greater than 3.0 mm
1.0t1.5t
2.0t2.5t
FIGURE C3 (in part) SQUARE HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
AS 1163—1991 20
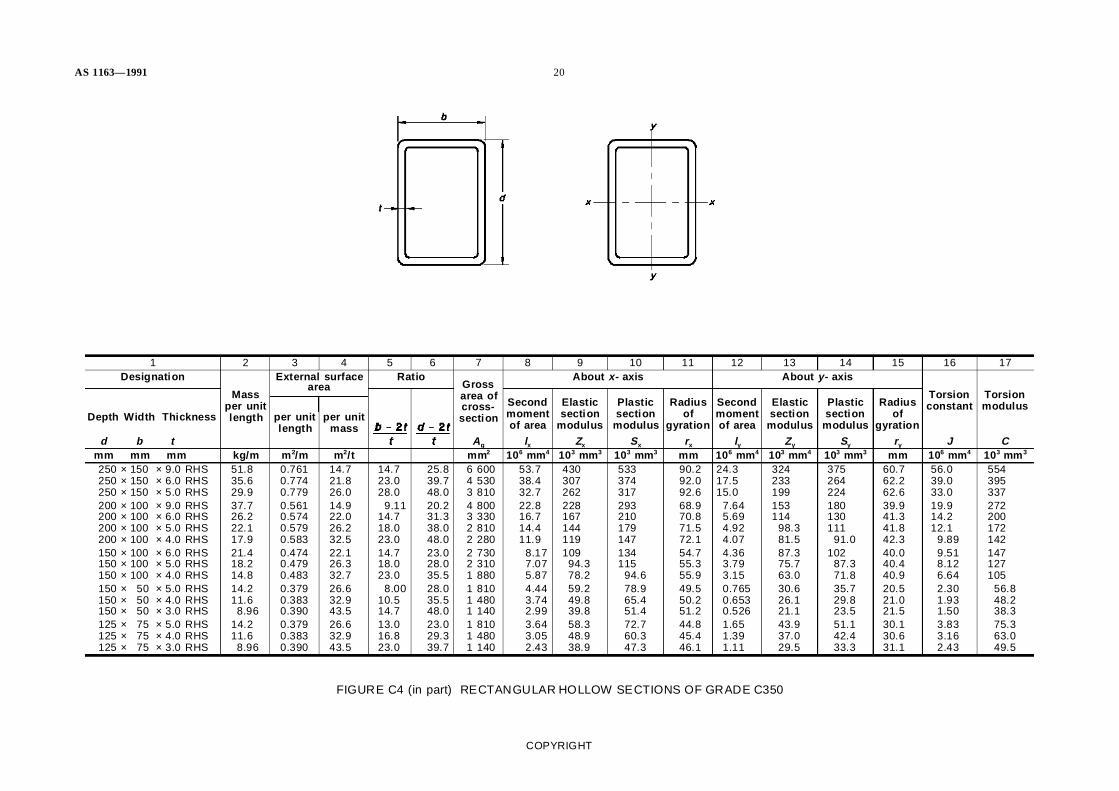
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17Designation External surface Ratio
Grossarea ofcross-section
About x- axis About y- axis
Massper unitlength
areaSecondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Secondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Torsionconstant
Torsionmodulus
Depth Width Thickness per unitlength
per unitmass
d b t A g lx Zx Sx rx ly Zy Sy ry J Cmm mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 10 6 mm 4 103 mm 4 103 mm 3 mm 106 mm 4 103 mm 3
250 × 150 × 9.0 RHS250 × 150 × 6.0 RHS250 × 150 × 5.0 RHS
51.835.629.9
0.7610.7740.779
14.721.826.0
14.723.028.0
25.839.748.0
6 6004 5303 810
53.738.432.7
430307262
533374317
90.292.092.6
24.317.515.0
324233199
375264224
60.762.262.6
56.039.033.0
554395337
200 × 100 × 9.0 RHS200 × 100 × 6.0 RHS200 × 100 × 5.0 RHS200 × 100 × 4.0 RHS
37.726.222.117.9
0.5610.5740.5790.583
14.922.026.232.5
9.1114.718.023.0
20.231.338.048.0
4 8003 3302 8102 280
22.816.714.411.9
228167144119
293210179147
68.970.871.572.1
7.645.694.924.07
153114
98.381.5
180130111
91.0
39.941.341.842.3
19.914.212.1
9.89
272200172142
150 × 100 × 6.0 RHS150 × 100 × 5.0 RHS150 × 100 × 4.0 RHS
21.418.214.8
0.4740.4790.483
22.126.332.7
14.718.023.0
23.028.035.5
2 7302 3101 880
8.177.075.87
10994.378.2
134115
94.6
54.755.355.9
4.363.793.15
87.375.763.0
10287.371.8
40.040.440.9
9.518.126.64
147127105
150 × 50 × 5.0 RHS150 × 50 × 4.0 RHS150 × 50 × 3.0 RHS
14.211.68.96
0.3790.3830.390
26.632.943.5
8.0010.514.7
28.035.548.0
1 8101 4801 140
4.443.742.99
59.249.839.8
78.965.451.4
49.550.251.2
0.7650.6530.526
30.626.121.1
35.729.823.5
20.521.021.5
2.301.931.50
56.848.238.3
125 × 75 × 5.0 RHS125 × 75 × 4.0 RHS125 × 75 × 3.0 RHS
14.211.68.96
0.3790.3830.390
26.632.943.5
13.016.823.0
23.029.339.7
1 8101 4801 140
3.643.052.43
58.348.938.9
72.760.347.3
44.845.446.1
1.651.391.11
43.937.029.5
51.142.433.3
30.130.631.1
3.833.162.43
75.363.049.5
FIGURE C4 (in part) RECTANGULAR HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
21 AS 1163—1991
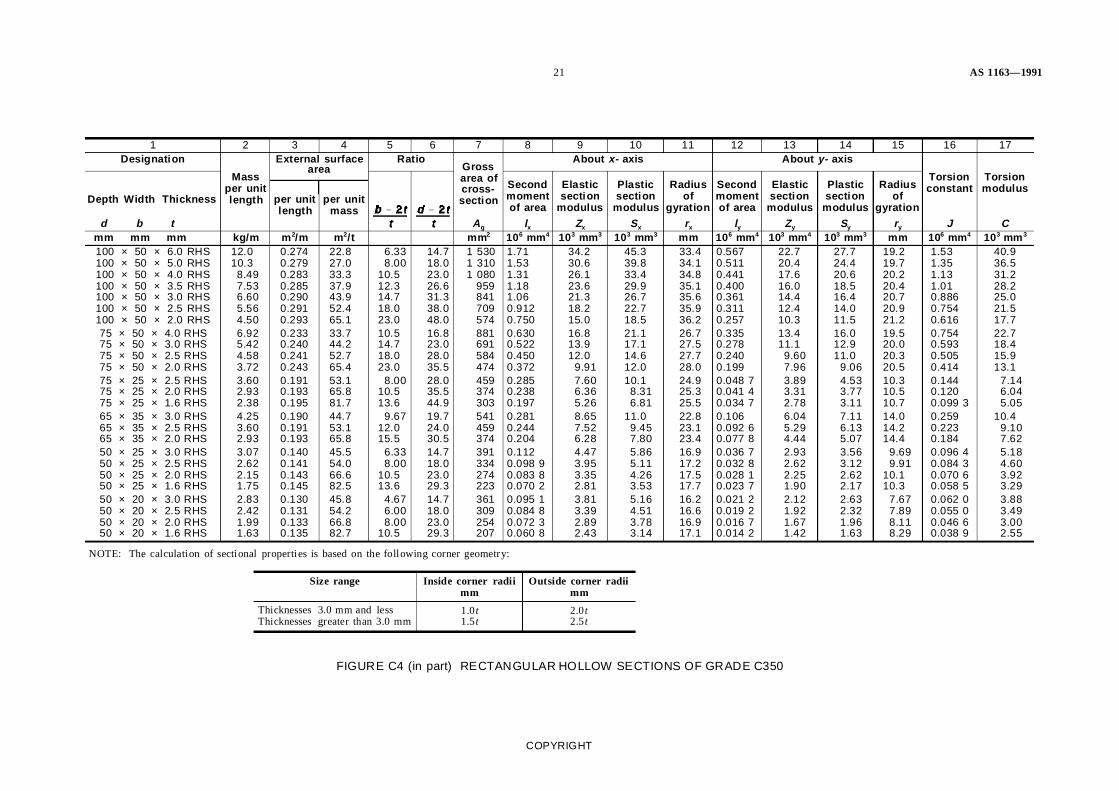
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17Designation External surface Ratio
Grossarea ofcross-section
About x- axis About y- axis
Massper unitlength
areaSecondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Secondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Torsionconstant
Torsionmodulus
Depth Width Thickness per unitlength
per unitmass
d b t A g lx Zx Sx rx ly Zy Sy ry J Cmm mm mm kg/m m 2/m m 2/t mm 2 106 mm 4 103 mm 3 103 mm 3 mm 10 6 mm 4 103 mm 4 103 mm 3 mm 106 mm 4 103 mm 3
100 × 50 × 6.0 RHS100 × 50 × 5.0 RHS100 × 50 × 4.0 RHS100 × 50 × 3.5 RHS100 × 50 × 3.0 RHS100 × 50 × 2.5 RHS100 × 50 × 2.0 RHS
12.010.38.497.536.605.564.50
0.2740.2790.2830.2850.2900.2910.293
22.827.033.337.943.952.465.1
6.338.00
10.512.314.718.023.0
14.718.023.026.631.338.048.0
1 5301 3101 080
959841709574
1.711.531.311.181.060.9120.750
34.230.626.123.621.318.215.0
45.339.833.429.926.722.718.5
33.434.134.835.135.635.936.2
0.5670.5110.4410.4000.3610.3110.257
22.720.417.616.014.412.410.3
27.724.420.618.516.414.011.5
19.219.720.220.420.720.921.2
1.531.351.131.010.8860.7540.616
40.936.531.228.225.021.517.7
75 × 50 × 4.0 RHS75 × 50 × 3.0 RHS75 × 50 × 2.5 RHS75 × 50 × 2.0 RHS
6.925.424.583.72
0.2330.2400.2410.243
33.744.252.765.4
10.514.718.023.0
16.823.028.035.5
881691584474
0.6300.5220.4500.372
16.813.912.0
9.91
21.117.114.612.0
26.727.527.728.0
0.3350.2780.2400.199
13.411.19.607.96
16.012.911.0
9.06
19.520.020.320.5
0.7540.5930.5050.414
22.718.415.913.1
75 × 25 × 2.5 RHS75 × 25 × 2.0 RHS75 × 25 × 1.6 RHS
3.602.932.38
0.1910.1930.195
53.165.881.7
8.0010.513.6
28.035.544.9
459374303
0.2850.2380.197
7.606.365.26
10.18.316.81
24.925.325.5
0.048 70.041 40.034 7
3.893.312.78
4.533.773.11
10.310.510.7
0.1440.1200.099 3
7.146.045.05
65 × 35 × 3.0 RHS65 × 35 × 2.5 RHS65 × 35 × 2.0 RHS
4.253.602.93
0.1900.1910.193
44.753.165.8
9.6712.015.5
19.724.030.5
541459374
0.2810.2440.204
8.657.526.28
11.09.457.80
22.823.123.4
0.1060.092 60.077 8
6.045.294.44
7.116.135.07
14.014.214.4
0.2590.2230.184
10.49.107.62
50 × 25 × 3.0 RHS50 × 25 × 2.5 RHS50 × 25 × 2.0 RHS50 × 25 × 1.6 RHS
3.072.622.151.75
0.1400.1410.1430.145
45.554.066.682.5
6.338.00
10.513.6
14.718.023.029.3
391334274223
0.1120.098 90.083 80.070 2
4.473.953.352.81
5.865.114.263.53
16.917.217.517.7
0.036 70.032 80.028 10.023 7
2.932.622.251.90
3.563.122.622.17
9.699.91
10.110.3
0.096 40.084 30.070 60.058 5
5.184.603.923.29
50 × 20 × 3.0 RHS50 × 20 × 2.5 RHS50 × 20 × 2.0 RHS50 × 20 × 1.6 RHS
2.832.421.991.63
0.1300.1310.1330.135
45.854.266.882.7
4.676.008.00
10.5
14.718.023.029.3
361309254207
0.095 10.084 80.072 30.060 8
3.813.392.892.43
5.164.513.783.14
16.216.616.917.1
0.021 20.019 20.016 70.014 2
2.121.921.671.42
2.632.321.961.63
7.677.898.118.29
0.062 00.055 00.046 60.038 9
3.883.493.002.55
NOTE: The calculation of sectional properties is based on the following corner geometry:
Size range Inside corner radiimm
Outside corner radiimm
Thicknesses 3.0 mm and lessThicknesses greater than 3.0 mm
1.0t1.5t
2.0t2.5t
FIGURE C4 (in part) RECTANGULAR HOLLOW SECTIONS OF GRADE C350
COPYRIGHT
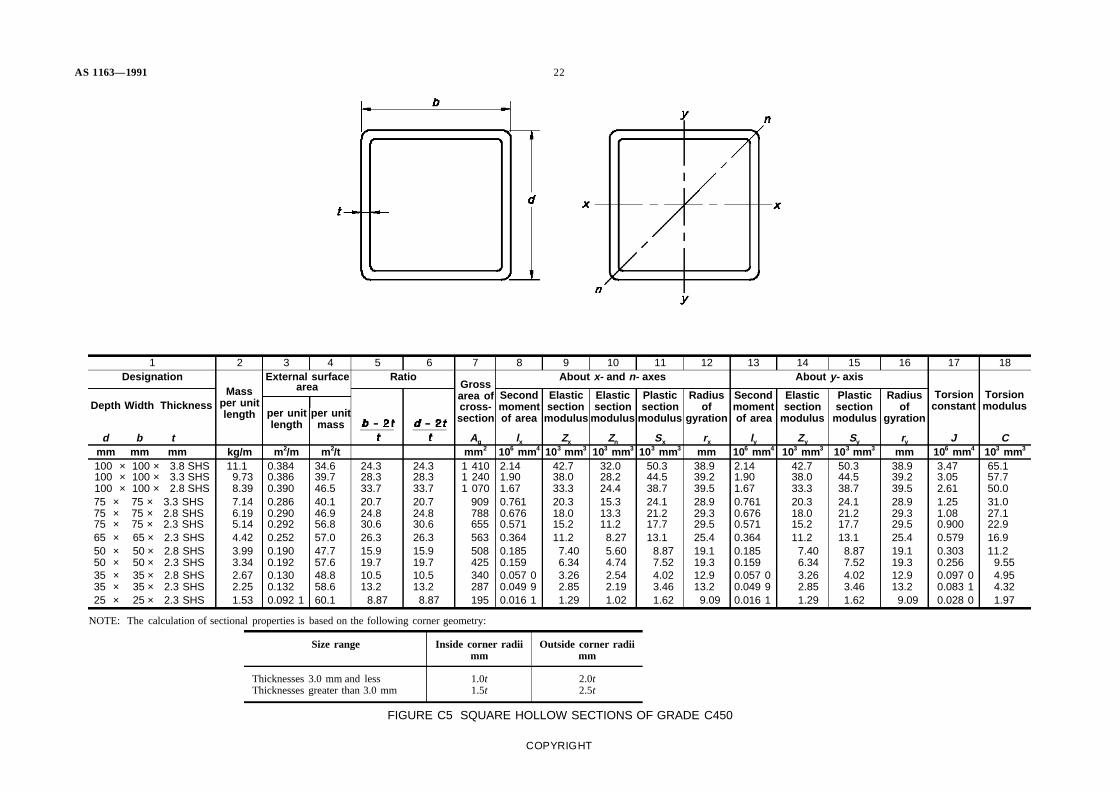
AS 1163—1991 22
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Designation
Massper unitlength
External surface RatioGrossarea ofcross-section
About x- and n- axes About y- axisarea
Secondmomentof area
Elasticsection
modulus
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Secondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Torsionconstant
TorsionmodulusDepth Width Thickness
per unitlength
per unitmass
d b t A g lx Zx Zn Sx rx ly Zy Sy ry J Cmm mm mm kg/m m 2/m m 2/t mm 2 106 mm4 103 mm3 103 mm3 103 mm3 mm 106 mm4 103 mm3 103 mm3 mm 106 mm4 103 mm3
100 × 100 × 3.8 SHS100 × 100 × 3.3 SHS100 × 100 × 2.8 SHS
11.19.738.39
0.3840.3860.390
34.639.746.5
24.328.333.7
24.328.333.7
1 4101 2401 070
2.141.901.67
42.738.033.3
32.028.224.4
50.344.538.7
38.939.239.5
2.141.901.67
42.738.033.3
50.344.538.7
38.939.239.5
3.473.052.61
65.157.750.0
75 × 75 × 3.3 SHS75 × 75 × 2.8 SHS75 × 75 × 2.3 SHS
7.146.195.14
0.2860.2900.292
40.146.956.8
20.724.830.6
20.724.830.6
909788655
0.7610.6760.571
20.318.015.2
15.313.311.2
24.121.217.7
28.929.329.5
0.7610.6760.571
20.318.015.2
24.121.217.7
28.929.329.5
1.251.080.900
31.027.122.9
65 × 65 × 2.3 SHS 4.42 0.252 57.0 26.3 26.3 563 0.364 11.2 8.27 13.1 25.4 0.364 11.2 13.1 25.4 0.579 16.950 × 50 × 2.8 SHS50 × 50 × 2.3 SHS
3.993.34
0.1900.192
47.757.6
15.919.7
15.919.7
508425
0.1850.159
7.406.34
5.604.74
8.877.52
19.119.3
0.1850.159
7.406.34
8.877.52
19.119.3
0.3030.256
11.29.55
35 × 35 × 2.8 SHS35 × 35 × 2.3 SHS
2.672.25
0.1300.132
48.858.6
10.513.2
10.513.2
340287
0.057 00.049 9
3.262.85
2.542.19
4.023.46
12.913.2
0.057 00.049 9
3.262.85
4.023.46
12.913.2
0.097 00.083 1
4.954.32
25 × 25 × 2.3 SHS 1.53 0.092 1 60.1 8.87 8.87 195 0.016 1 1.29 1.02 1.62 9.09 0.016 1 1.29 1.62 9.09 0.028 0 1.97
NOTE: The calculation of sectional properties is based on the following corner geometry:
Size range Inside corner radiimm
Outside corner radiimm
Thicknesses 3.0 mm and lessThicknesses greater than 3.0 mm
1.0t1.5t
2.0t2.5t
FIGURE C5 SQUARE HOLLOW SECTIONS OF GRADE C450
COPYRIGHT
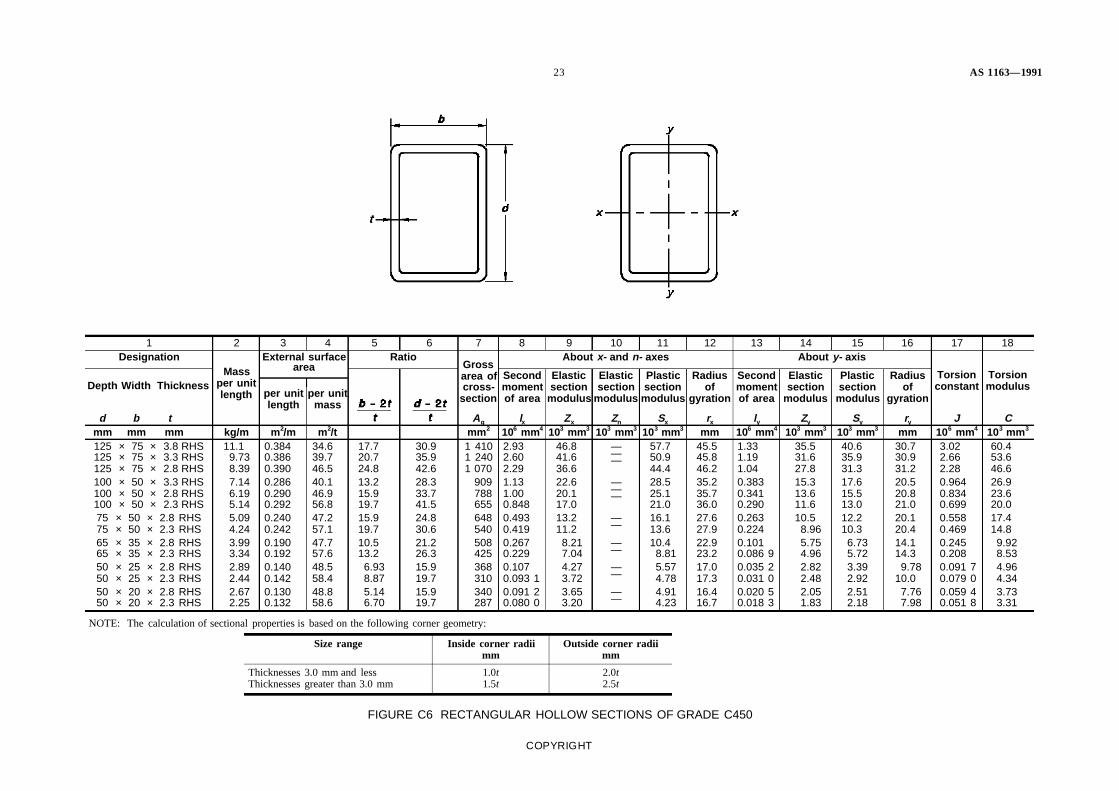
23 AS 1163—1991
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Designation
Massper unitlength
External surface RatioGrossarea ofcross-
section
About x- and n- axes About y- axisarea
Secondmomentof area
Elasticsection
modulus
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Secondmomentof area
Elasticsection
modulus
Plasticsection
modulus
Radiusof
gyration
Torsionconstant
TorsionmodulusDepth Width Thickness
per unitlength
per unitmass
d b t A g lx Zx Zn Sx rx ly Zy Sy ry J Cmm mm mm kg/m m 2/m m 2/t mm 2 106 mm4 103 mm3 103 mm3 103 mm3 mm 106 mm4 103 mm3 103 mm3 mm 10 6 mm4 103 mm 3
125 × 75 × 3.8 RHS125 × 75 × 3.3 RHS125 × 75 × 2.8 RHS
11.19.738.39
0.3840.3860.390
34.639.746.5
17.720.724.8
30.935.942.6
1 4101 2401 070
2.932.602.29
46.841.636.6
———
57.750.944.4
45.545.846.2
1.331.191.04
35.531.627.8
40.635.931.3
30.730.931.2
3.022.662.28
60.453.646.6
100 × 50 × 3.3 RHS100 × 50 × 2.8 RHS100 × 50 × 2.3 RHS
7.146.195.14
0.2860.2900.292
40.146.956.8
13.215.919.7
28.333.741.5
909788655
1.131.000.848
22.620.117.0
———
28.525.121.0
35.235.736.0
0.3830.3410.290
15.313.611.6
17.615.513.0
20.520.821.0
0.9640.8340.699
26.923.620.0
75 × 50 × 2.8 RHS75 × 50 × 2.3 RHS
5.094.24
0.2400.242
47.257.1
15.919.7
24.830.6
648540
0.4930.419
13.211.2
——
16.113.6
27.627.9
0.2630.224
10.58.96
12.210.3
20.120.4
0.5580.469
17.414.8
65 × 35 × 2.8 RHS65 × 35 × 2.3 RHS
3.993.34
0.1900.192
47.757.6
10.513.2
21.226.3
508425
0.2670.229
8.217.04
——
10.48.81
22.923.2
0.1010.086 9
5.754.96
6.735.72
14.114.3
0.2450.208
9.928.53
50 × 25 × 2.8 RHS50 × 25 × 2.3 RHS
2.892.44
0.1400.142
48.558.4
6.938.87
15.919.7
368310
0.1070.093 1
4.273.72
——
5.574.78
17.017.3
0.035 20.031 0
2.822.48
3.392.92
9.7810.0
0.091 70.079 0
4.964.34
50 × 20 × 2.8 RHS50 × 20 × 2.3 RHS
2.672.25
0.1300.132
48.858.6
5.146.70
15.919.7
340287
0.091 20.080 0
3.653.20
——
4.914.23
16.416.7
0.020 50.018 3
2.051.83
2.512.18
7.767.98
0.059 40.051 8
3.733.31
NOTE: The calculation of sectional properties is based on the following corner geometry:
Size range Inside corner radiimm
Outside corner radiimm
Thicknesses 3.0 mm and lessThicknesses greater than 3.0 mm
1.0t1.5t
2.0t2.5t
FIGURE C6 RECTANGULAR HOLLOW SECTIONS OF GRADE C450
COPYRIGHT
AS 1163—1991 24
APPENDIX D
METHOD FOR VERIFYING GRADE L0 COMPLIANCE OF THINWALL SECTIONS
(Informative)
D1 SCOPE This Appendix sets out the method for verifying the compliance of thin wall sections with therequirements of grade L0 where the wall thickness precludes standard subsize Charpy V-Notch (CVN) impactspecimens.
D2 METHOD Where it is impracticable to obtain a standard subsize specimen, i.e. 10× 10, 10× 7.5, 10× 5.0,10 × 2.5 mm from a hollow section, that section is considered to comply with the requirements of grade L0 ifother hollow sections are available and meet the following criteria:
(a) The steel used is of the same nominal chemistry, manufactured by the same steelmaking and strip processingprocedures, and supplied by the same steel manufacturer.
(b) The wall thickness is greater than the section being assessed.
(c) The thickness to perimeter ratio is equal to or greater than the section being assessed.
D3 BACKGROUND This Standard recognizes the following principles:
(a) The preferred lower size limit for CVN impact tests is 10× 2.5 mm substandard specimens. This limit isrecognized in AS 1210.
(b) Susceptibility to brittle fracture is directly proportional to the wall thickness of the section being considered.It is generally recognized that brittle fractures do not occur in material less than 3.0 mm thick.
(c) The manufacturing factors that affect CVN impact values are as follows:
(i) Steel chemistry, e.g. carbon content and carbon equivalent.
(ii) Steel microstructure, e.g. grain size and steel cleanliness.
(iii) Cold strain experienced during the manufacture of the hollow section. The level of cold strain isproportional to the thickness to perimeter ratio.
COPYRIGHT





























