


Additive Manufacturing ofUltrahigh TemperatureRefractory Metal AlloysULTIMATE Kickoff MeetingMarch 19, 2021
John H. Perepezko, University of Wisconsin-MadisonDan J. Thoma, University of Wisconsin-MadisonLaurence D. Marks, Northwestern UniversityFan Zhang, Computherm LLC
Co-PI names, Institutions
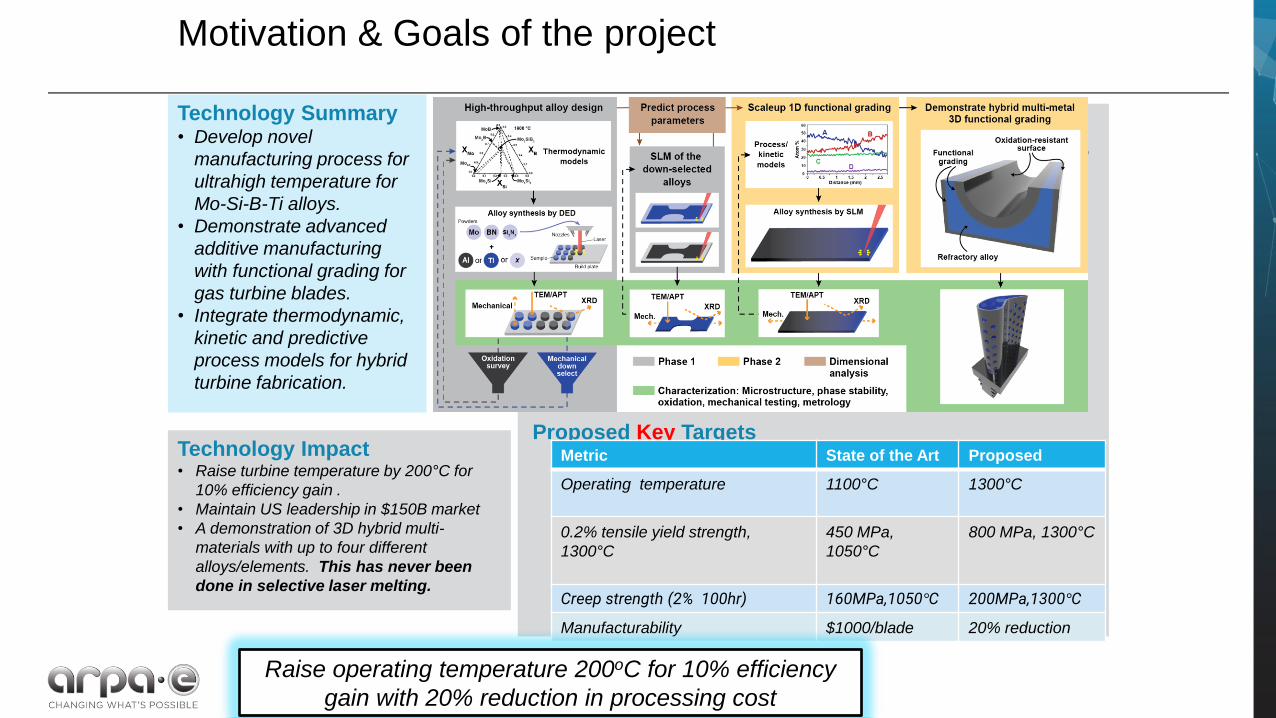
Technology Summary• Develop novel
manufacturing process for
ultrahigh temperature for
Mo-Si-B-Ti alloys.
• Demonstrate advanced
additive manufacturing
with functional grading for
gas turbine blades.
• Integrate thermodynamic,
kinetic and predictive
process models for hybrid
turbine fabrication.
Technology Impact• Raise turbine temperature by 200°C for
10% efficiency gain .
• Maintain US leadership in $150B market
• A demonstration of 3D hybrid multi-
materials with up to four different
alloys/elements. This has never been
done in selective laser melting.
Key illustrations, charts, and tables summarizing the
technology development, how the FOA technical
targets will be met, and feasibility.
Proposed Key TargetsMetric State of the Art Proposed
Operating temperature 1100°C 1300°C
0.2% tensile yield strength,
1300°C
450 MPa,
1050°C
800 MPa, 1300°C
Creep strength (2% 100hr) 160MPa,1050°C 200MPa,1300°C
Manufacturability $1000/blade 20% reduction
Raise operating temperature 200oC for 10% efficiency
gain with 20% reduction in processing cost
Motivation & Goals of the project
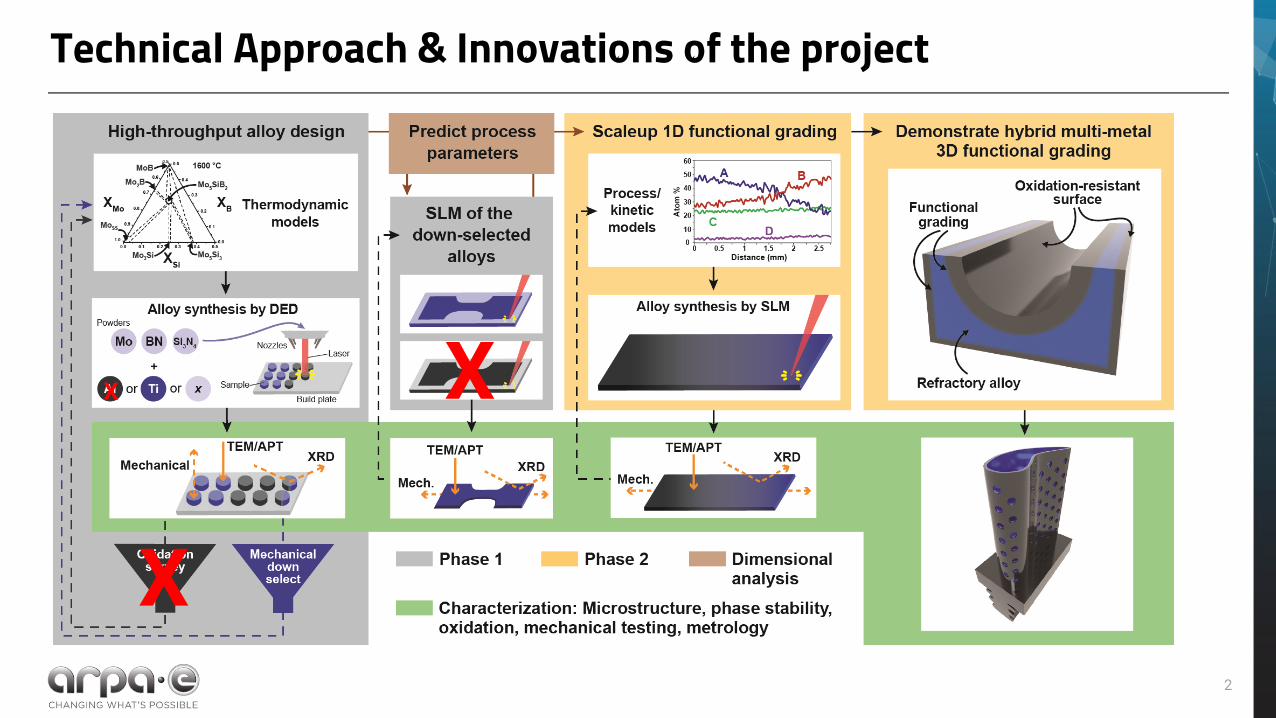
Technical Approach & Innovations of the project
2
X X
X
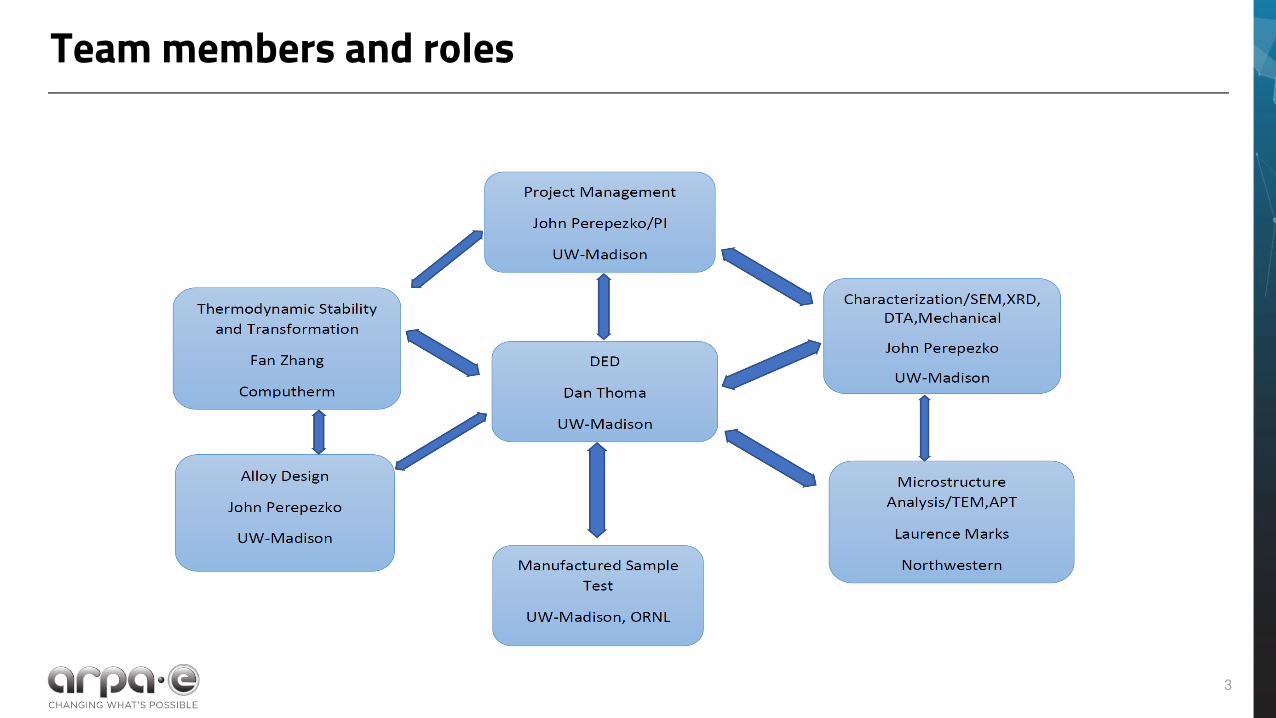
Team members and roles
3
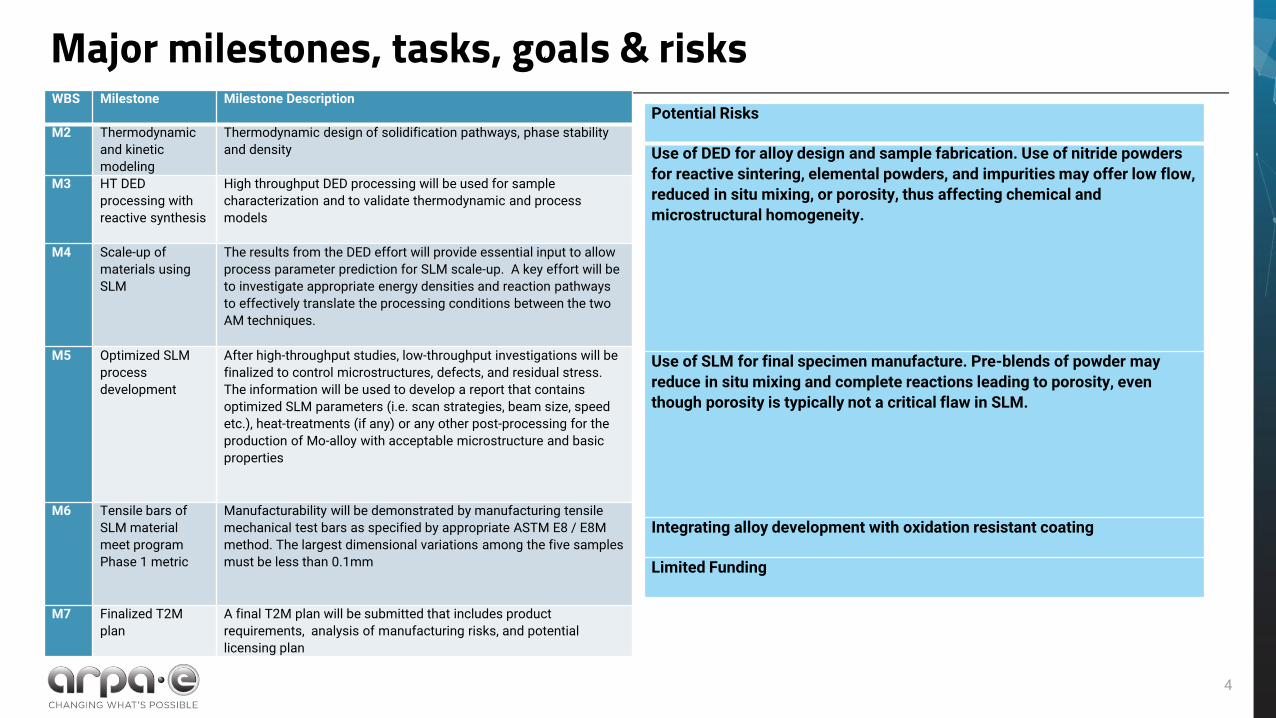
Major milestones, tasks, goals & risksPotential Risks
Use of DED for alloy design and sample fabrication. Use of nitride powders
for reactive sintering, elemental powders, and impurities may offer low flow,
reduced in situ mixing, or porosity, thus affecting chemical and
microstructural homogeneity.
Use of SLM for final specimen manufacture. Pre-blends of powder may
reduce in situ mixing and complete reactions leading to porosity, even
though porosity is typically not a critical flaw in SLM.
Integrating alloy development with oxidation resistant coating
Limited Funding
4
WBS Milestone Milestone Description
M2 Thermodynamic
and kinetic
modeling
Thermodynamic design of solidification pathways, phase stability
and density
M3 HT DED
processing with
reactive synthesis
High throughput DED processing will be used for sample
characterization and to validate thermodynamic and process
models
M4 Scale-up of
materials using
SLM
The results from the DED effort will provide essential input to allow
process parameter prediction for SLM scale-up. A key effort will be
to investigate appropriate energy densities and reaction pathways
to effectively translate the processing conditions between the two
AM techniques.
M5 Optimized SLM
process
development
After high-throughput studies, low-throughput investigations will be
finalized to control microstructures, defects, and residual stress.
The information will be used to develop a report that contains
optimized SLM parameters (i.e. scan strategies, beam size, speed
etc.), heat-treatments (if any) or any other post-processing for the
production of Mo-alloy with acceptable microstructure and basic
properties
M6 Tensile bars of
SLM material
meet program
Phase 1 metric
Manufacturability will be demonstrated by manufacturing tensile
mechanical test bars as specified by appropriate ASTM E8 / E8M
method. The largest dimensional variations among the five samples
must be less than 0.1mm
M7 Finalized T2M
plan
A final T2M plan will be submitted that includes product
requirements, analysis of manufacturing risks, and potential
licensing plan
T2M and aspirational follow-on plans
5
▸The development of manufacturing processes for ultrahigh temperature RMAs for use in gas turbine applications can
be transferred to industrial companies for the processing of RMAs to manufacture dimensionally controlled shapes such
as a turbine airfoil. The demonstrated use of reactive synthesis of readily available powder stock instead of alloy powders
results in a significant simplification of the supply chain and a reduction in feedstock material cost.
▸The primary market space is identified as AM-based refractory alloy production of ultra-high temperature, high
performance components for aerospace, power generation, and military power conversion. The path to these markets is
anticipated to be refractory and superalloy material suppliers, sub-system suppliers of gas turbine equipment, AM
specialty manufacturers, AM equipment manufacturers, materials process database providers, materials and power system
research institutes, all of which out team already has strong working relationships.
▸The first market application we are targeting is the production of gas turbine blades capable of operation in
temperature regimes up to 1300oC. It is anticipated that an initial entry strategy to first commercialization would be the
licensing of design software, databases, and optimized blade topologies to gas turbine OEMs and/or their supply chains.
▸ It will be necessary to develop a techno-economic analysis of the AM-based manufacturing process.





















![Crystals with Ultrahigh Piezoelectricityvixra.org/pdf/2001.0316v1.pdfCrystals with Ultrahigh Piezoelectricity ... smartphones to advanced microprocessors. [26] ... probabilistic smears](https://static.cupdf.com/doc/110x72/6045ca6abb58fa5d2f40bf63/crystals-with-ultrahigh-p-crystals-with-ultrahigh-piezoelectricity-smartphones.jpg)








