TOYOTA WAY JIT & Lean Operations Credits: Aditya Negi (191064) Ankit D Jethani (191073) Ankita Sehjpal (191076) Anshul Kaul (191077)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TOYOTA WAYJIT & Lean Operations
Credits:Aditya Negi (191064)Ankit D Jethani (191073)Ankita Sehjpal (191076)Anshul Kaul (191077)Khem Singh (191090)Prateek Jain (191104)
Just-In-Time (JIT)• Just-in-time (JIT) refers to an operations system in
which materials are moved through the system with
precise timing so that they are delivered at each step
of the process “just as they are needed”.
• JIT is a philosophy of continuous and forced problem
solving via a focus on throughput and reduced
inventory
• Also , known as a stockless production
• No need for inventory or stock, either of raw materials
or work in progress or finished goods
Lean operations• A flexible system of operation that uses
considerably less resources than a traditional system and produces high-quality goods and services
• It is an overall business strategy as opposed to JIT which is tool of lean manufacturing.
· Tend to achieve· Greater productivity· Lower costs· Shorter cycle times· Higher quality
· Lean operations began as lean manufacturing, also known as JIT in the mid-1900s
· Developed by Taiichi Ohno and Shigeo Ohno of Toyota· Focus was on eliminating all waste from every aspect
of the process· Waste is viewed as anything that interfered with, or
did not add value to, the process of producing automobiles
Terms commonly associated with Lean Operations:• Muda: an activity that is wasteful and doesn't add value or
is unproductive• Kanban: is a card or signboard ( or any other authorizing
device) that is attached to specific parts in the production line signifying the delivery of a given quantity
• Pull system: producing material or parts based on demand
• Heijunka: a production scheduling / load leveling tool, essentially to distribute kanban cards in an efficient manner.
• Kaizen: the philosophy of continuous improvement of the system
Terms contd..
• Jidoka: (Autonomation) , Quality at the source, a form of automation
in which machinery automatically inspects each item after producing
it
• Poka-yoke: a defect warning system, safeguards built into a
process to reduce the possibility of errors
• Team concept: use small teams of workers for process
improvement
• Mura – inconsistency
• Muri – unreasonableness
• Nagara – smooth production flow, ideally one piece at a time,
Toyota Production System (TPS)• Definition: The production system developed by Toyota
Motor Corporation to provide best quality, lowest cost, and shortest lead time through the elimination of waste.
• TPS was created by the founder of Toyota, Sakichi Toyoda, his son Kiichiro Toyoda, and the engineer Taiichi Ohno.
• TPS comprises of two pillars: Just-in-Time and Jidoka (autonomation) , and is often illustrated with the "house" shown on the next slide.
• TPS is maintained and improved through iterations of standardized work and kaizen (continuous improvement), following Plan–Do-Check-Act (PDCA Cycle)
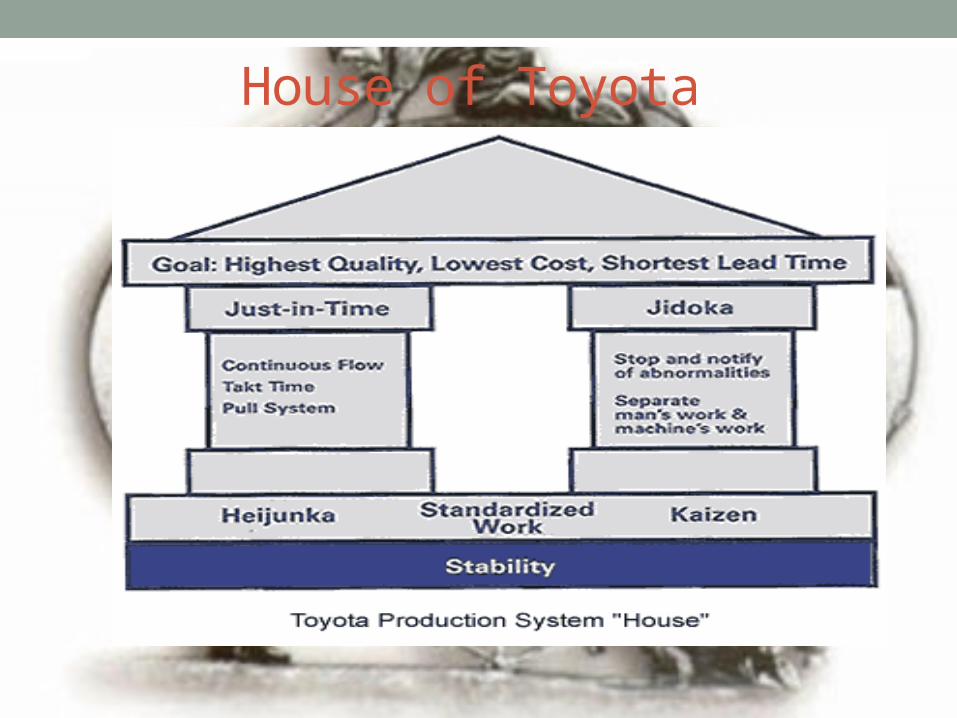
House of Toyota
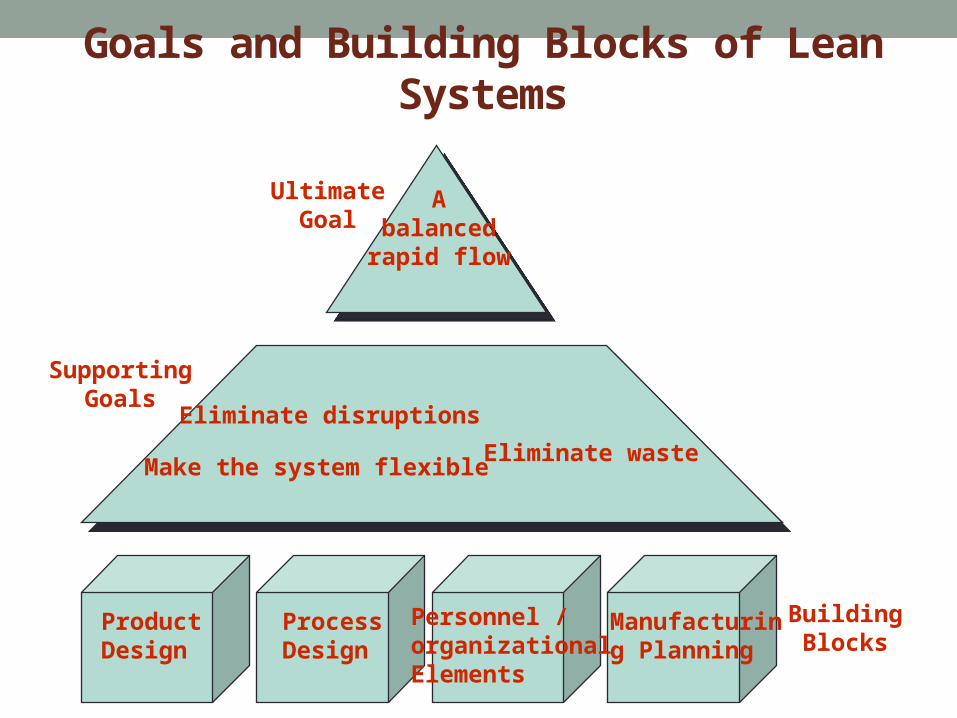
Goals and Building Blocks of Lean Systems
Product Design
ProcessDesign
Personnel /organizationalElements
Manufacturing Planning
Eliminate disruptions
Make the system flexibleEliminate waste
Abalancedrapid flow
UltimateGoal
SupportingGoals
BuildingBlocks
The ultimate goal of Lean System is a balanced system
· One that achieves a smooth, rapid flow of materials through the system to match supply to customer demand
The supporting goal:The degree to which lean’s ultimate goal is achieved depends upon how well its supporting goals are achieved:
1. Eliminate disruptions
2. Make the system flexible
3. Eliminate waste
· Waste· Represents unproductive resources· Seven sources of waste in lean systems:
1. Inventory
2. Overproduction
3. Waiting time
4. Unnecessary transporting
5. Processing waste
6. Inefficient work methods
7. Product defects
Elimination of Waste
1. Focused factory networks
2. Group technology
3. Quality at the source
4. JIT production
5. Uniform plant loading
6. Kanban production control system
7. Minimized setup times
Building Blocks: Product Design
• Standard parts: workers have fewer parts to deal with, and training time and costs are removed
• Modular design: is an extension of standard parts. Clusters of parts are treated as single unit
• Highly capable production systems
• Concurrent engineering
Building Blocks: Process Design
· Various aspects of process design that are important for lean systems:1. Small lot sizes
2. Setup time reduction
3. Manufacturing cells
4. Quality improvement
5. Production flexibility
6. A balanced system
7. Little inventory storage
8. Fail-safe methods
Process Design: Balanced System
· Takt time (Takt is the German word for musical meter)· The cycle time needed to match customer demand for
final product· Sometimes referred to as the heartbeat of a lean system
· Takt time is often set for a work shift· Procedure:
1. Determine the net time available per shift
2. If there is more than one shift per day, multiply the net time by the number of shifts
3. Compute the takt time by dividing the net available time by demand
Process Design: Inventory Storage· Lean systems are designed to minimize inventory
storage· Inventories are buffers that tend to cover up recurring
problems that are never resolved· partly because they are not obvious· partly because the presence of inventory makes them
seem less serious
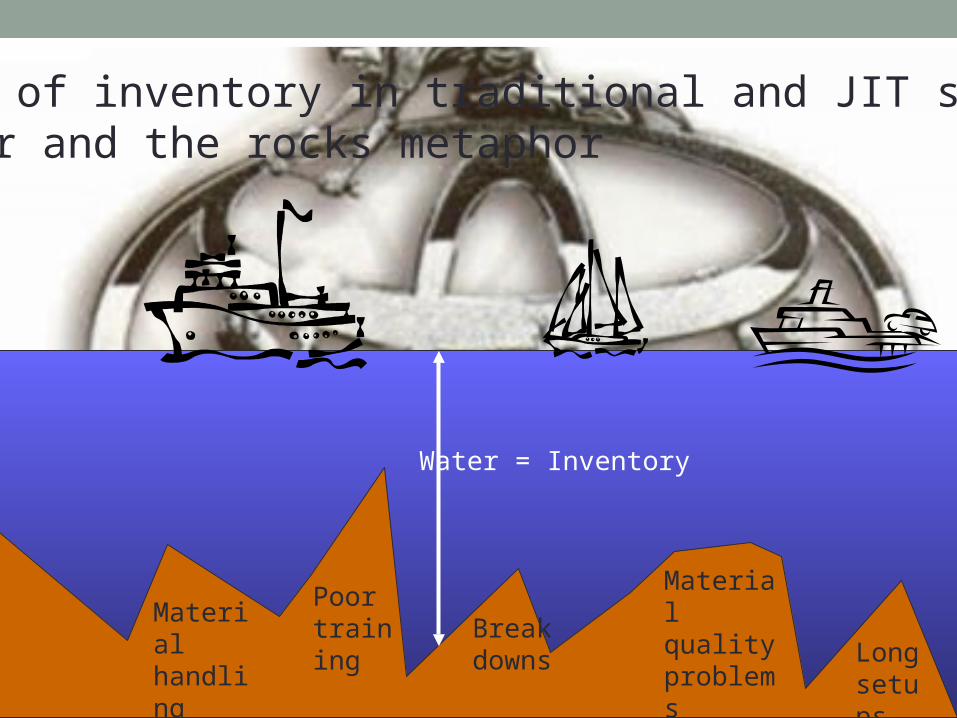
The role of inventory in traditional and JIT systems: The water and the rocks metaphor
Material quality problems Long
setups
Poor training Break
downs
Material handling
Water = Inventory
Material quality problems Long
setups
Poor training Break
downs
Material handling
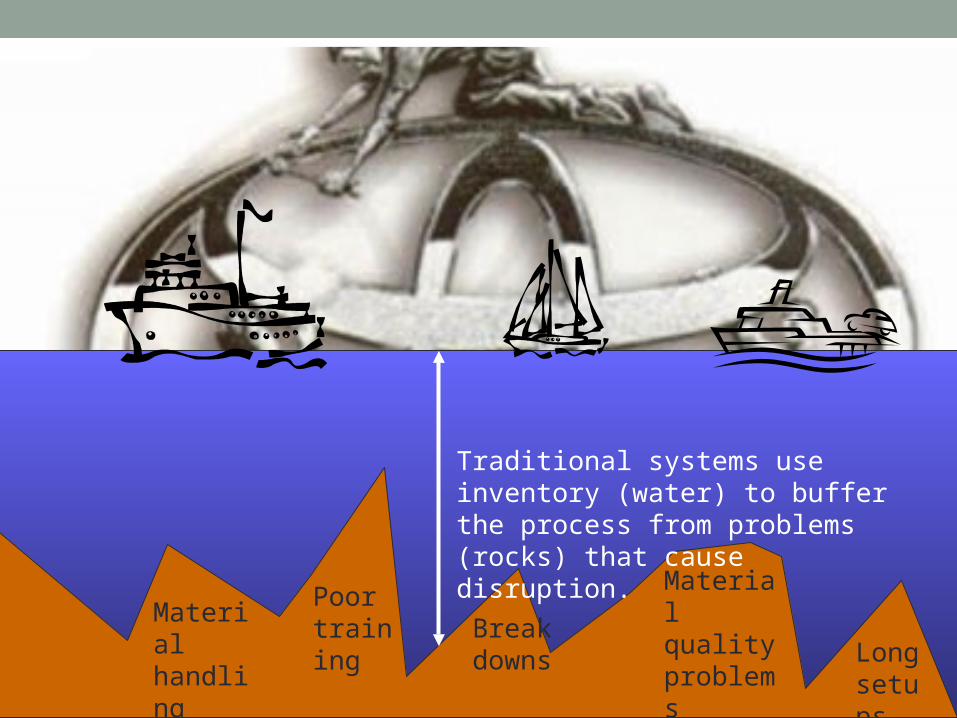
Traditional systems use inventory (water) to buffer the process from problems (rocks) that cause disruption.
Material quality problems Long
setups
Poor training Break
downs
Material handling
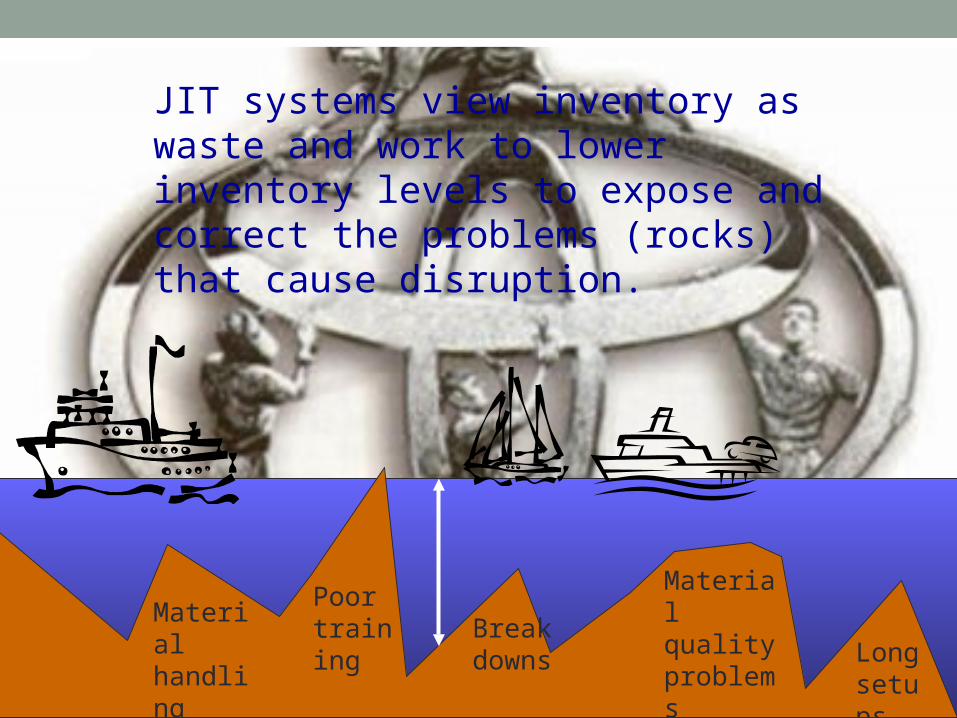
JIT systems view inventory as waste and work to lower inventory levels to expose and correct the problems (rocks) that cause disruption.
Material quality problems Long
setups
Poor training Break
downs
Material handling
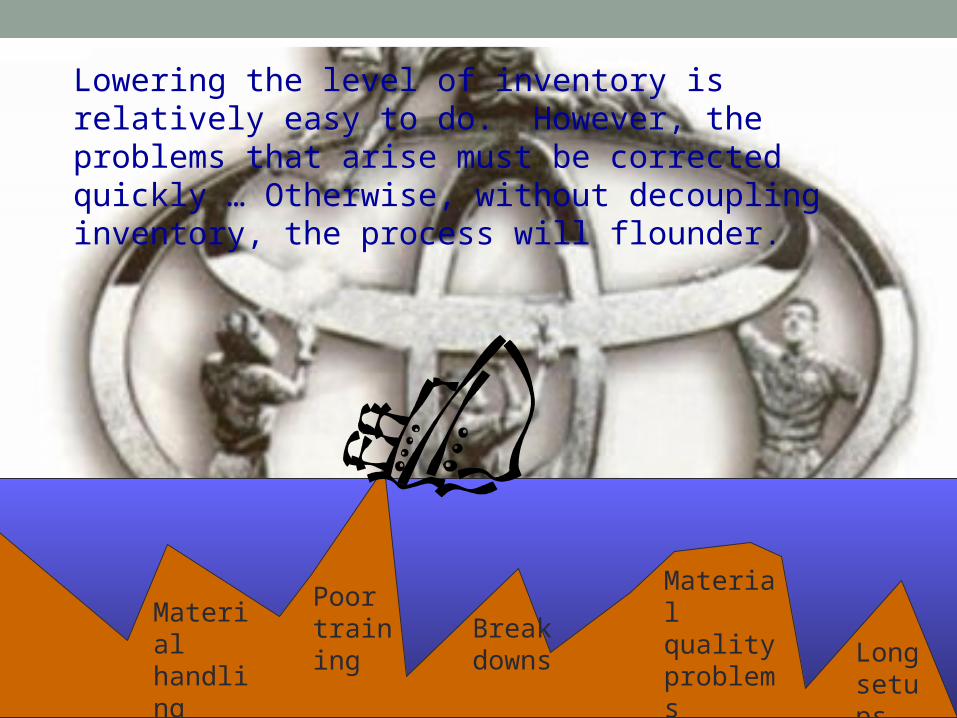
Lowering the level of inventory is relatively easy to do. However, the problems that arise must be corrected quickly … Otherwise, without decoupling inventory, the process will flounder.
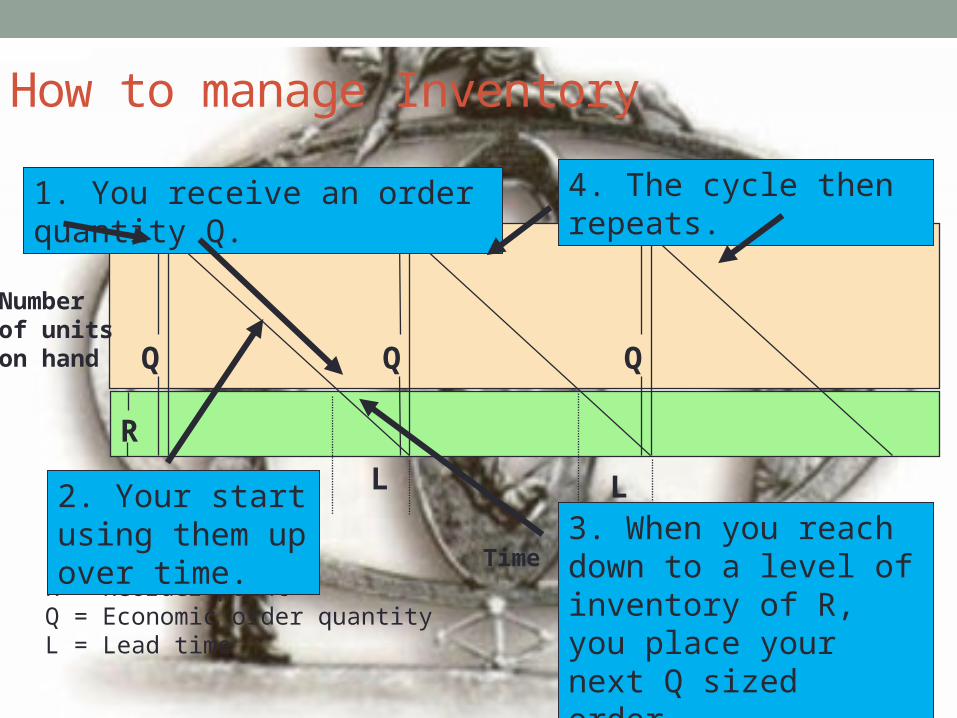
How to manage Inventory
R = Reorder pointQ = Economic order quantityL = Lead time
L L
Q QQ
R
Time
Numberof unitson hand
1. You receive an order quantity Q.
2. Your start using them up over time. 3. When you reach down to
a level of inventory of R, you place your next Q sized order.
4. The cycle then repeats.
Process Design: Fail-Safe Methods· Poka-yoke (Fail Safe)
· Building safeguards into a process to reduce or eliminate the potential for errors during a process· Examples
· Electric breakers· Seatbelt fastener warnings· ATMs that signal if a card is let in a machine· Designing parts that can only be assembled in one
position
Building Blocks: Personnel/Organizational
· Five personnel/organizational elements that are important for lean systems:· Workers as assets· Cross-trained workers· Continuous improvement· Cost accounting· Leadership/project management
· Workers as assets• Well-trained and motivated workers are the heart of the lean
system· They are given greater authority to make decisions, but more is expected
of them· Cross-trained workers
· Workers are trained to perform several parts of a process and operate a variety of machines· Facilitates flexibility· Helps in line balancing
· Cost accounting· Activity-based costing
· Allocation of overhead to specific jobs based on their percentage of activities
· Leadership/project management· Managers are expected to be leaders and facilitators, not order givers· Lean systems encourage two-way communication between workers and
managers
Building Blocks: Manufacturing Planning & Control· Seven elements of manufacturing planning and
control (MPC) are particularly important for lean system:1. Level loading
2. Pull systems
3. Visual systems
4. Limited work-in-process (WIP)
5. Close vendor relationships
6. Reduced transaction processing
7. Preventive maintenance and housekeeping
· Level loading• is loading your production system according to the exact needs
of your customers• must have the ability to switch from one product to another very
quickly (usually automatically) to make this system work
· Push and Pull• MRP(material requirements planning) is the classic push
system. The MRP system computes production schedules for all levels based on forecasts of sales of end items. Once produced, subassemblies are pushed to next level whether needed or not.
• JIT is the classic pull system. The basic mechanism is that production at one level only happens when initiated by a request at the higher level. That is, units are pulled through the system by request.
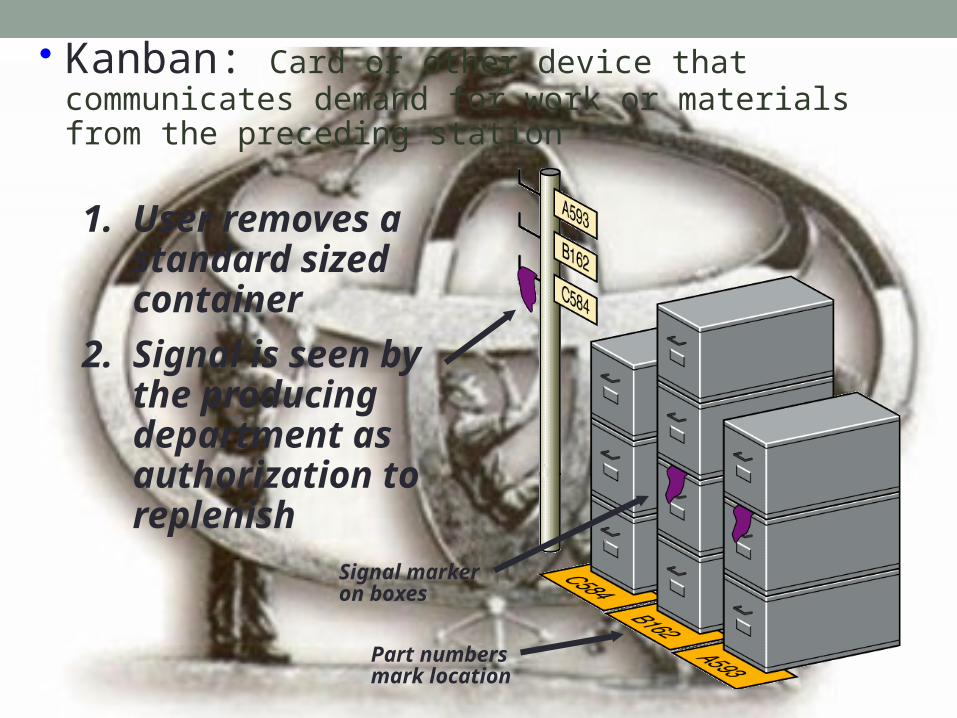
1. User removes a standard sized container
2. Signal is seen by the producing department as authorization to replenish
Part numbers mark location
Signal marker on boxes
· Kanban: Card or other device that communicates demand for work or materials from the preceding station
Work cell
Raw Material Supplier
Kanban
Purchased Parts
Supplier
Sub-assembly
Ship
Kanban
Kanban
Kanban
Kanban
Finished goods
Customer order
Final assembly
Kanban
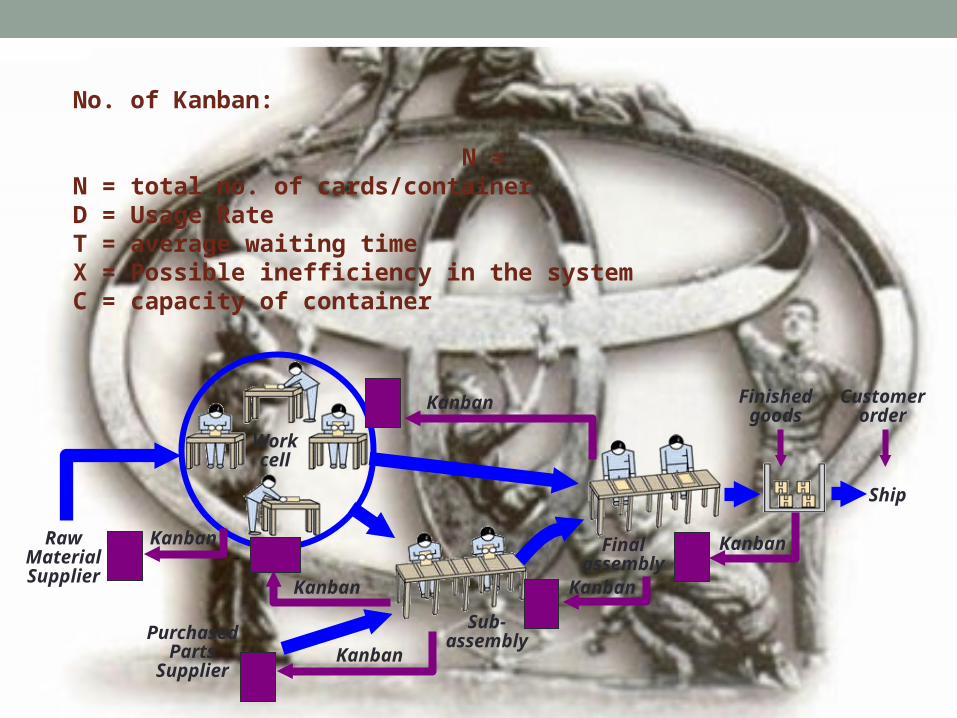
No. of Kanban:
N = N = total no. of cards/containerD = Usage RateT = average waiting timeX = Possible inefficiency in the systemC = capacity of container
· Limited work-in-process (WIP)· Lower carrying costs· Increased flexibility· Aids scheduling· Saves costs of scrap and rework if there are design changes· Lower cycle-time variability
· Close Vendor Relationship· Lean systems typically have close relationships with vendors· They are expected to provide frequent, small deliveries of high-
quality goods· A key feature of many lean systems is the relatively small number
of suppliers used
• Housekeeping
Involves keeping the workplace clean as well as keeping it free of any materials that are not needed for production.
5 S Technique• Seiri/sorting: Proper arrangement (sort through and sort
out, identify what you need, discard what you do not need)• Seiton/ straighten: Orderliness (assign a separate location
for all essential items)• Seiso/systematic cleaning: Cleanliness (keep the
workplace ready for work at all times)• Seiketsu/standardise: Use standard procedures for all
work• Shitsuke/sustain: Discipline (stick to the rules scrupulously)
Obstacles to Conversion to Lean Operations
· Management may not be fully committed or willing to devote the necessary resources to conversion
· Workers/management may not be cooperative
· It can be difficult to change the organizational culture to one consistent with the lean philosophy
· Suppliers may resist
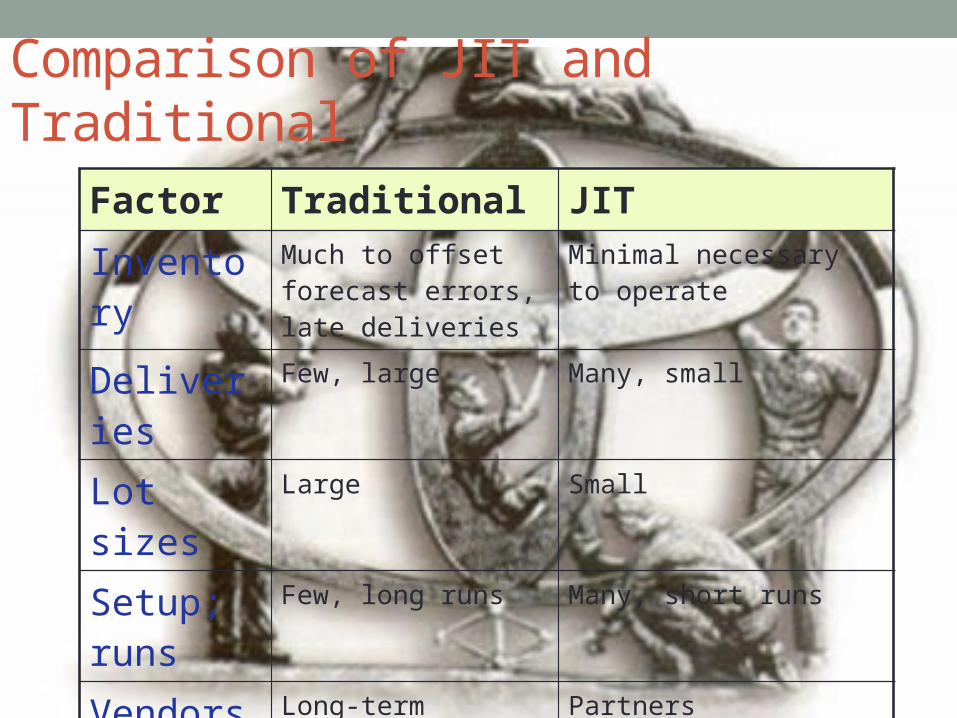
Comparison of JIT and Traditional
Factor Traditional JIT
Inventory Much to offset forecast errors, late deliveries
Minimal necessary to operate
Deliveries Few, large Many, small
Lot sizes Large Small
Setup; runs Few, long runs Many, short runs
Vendors Long-term relationships are unusual
Partners
Workers Necessary to do the work
Assets
Additional Reading

Related Documents