TEORÍA DE LA EMBUTICIÓN TEORÍA DE LA EMBUTICIÓN FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TEORÍA DE LA EMBUTICIÓN
TEORÍA DE LA
EMBUTICIÓN
1 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 1

TEORÍA DE LA EMBUTICIÓN
2 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 2
TEORÍA DE LA EMBUTICIÓN
Í N D I C E
o INTRODUCCIÓN
o EMBUTICIÓN DE SIMPLE EFECTO
o EMBUTICIÓN DE DOBLE EFECTO
o EMBUTICIÓN DE TRIPLE EFECTO
o DETERMINACIÓN DEL TAMAÑO DEL RECORTE
o CÁLCULO DEL NÚMERO DE EMBUTICIONES
o EMBUTICIÓN DE PIEZAS NO CILÍNDRICAS
o RADIOS DE EMBUTICIÓN
o JUEGO DE EMBUTICIÓN
o VELOCIDAD DE EMBUTICIÓN
o PRESIÓN DEL PRESACHAPAS
o PRESIÓN DE EMBUTICIÓN
o AGUJEROS ABOCARDADOS
o NERVIOS Y FRENOS
o ÚTILES DE EMBUTICIÓN
o ÚTILES PARA ABOMBADO DE PIEZAS
o EJEMPLOS Y CUESTIONARIO
3 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 3

TEORÍA DE LA EMBUTICIÓN
4 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 4

TEORÍA DE LA EMBUTICIÓN
TEORÍA DE LA EMBUTICIÓN 1.1. ¿ QUE ES LA EMBUTICIÓN ? La embutición es una operación consistente en obtener una pieza hueca de superficie no desarrollable y del mismo espesor que el recorte primitivo. Es una transformación de superficie por desplazamiento molecular. Si ha habido estiramiento se puede constatar una disminución del espesor del metal.
Ejemplo de embutición de piezas metálicas 1.2. ¿ COMO LA PODEMOS DEFINIR ? La embutición es un procedimiento para el conformado de piezas no desarrollables, que requiere generalmente el empleo de máquinas (prensas) y de utillajes (matrices); por ello está reservada:
1) A la fabricación en serie, en la cual permite rebajar considerablemente el precio de coste. Se emplea mucho en construcción de automóviles y para la fabricación de objetos de uso corriente (artículos de menaje, envases, etc.).
2) Se distinguen: la embutición en frío, practicada a la temperatura ambiente y la embutición
en caliente, para la cual la chapa se calienta a temperaturas de forja (800 a 850º C) para el acero suave).
Los gastos de amortización que entraña la compra de las prensas y la fabricación del utillaje para el trabajo en caliente, son generalmente mayores que para el trabajo en frío. Por el contrario, los ritmos de producción son bastante más bajos. Por otra parte, en caliente no es posible lograr unas tolerancias de cotas tan precisas como en frío, ya que, aunque el utillaje se fabrica teniendo en cuenta la contracción, ésta puede variar de una pieza a otra según la temperatura del material y de los útiles.
5 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 5

TEORÍA DE LA EMBUTICIÓN
1.3. ¿ CUANDO SE REALIZA LA EMBUTICIÓN EN CALIENTE ? • Cuando el metal o la aleación no se pueden conformar en frío. • Cuando, debido al espesor y a las características de la superficie de la chapa, la embutición en
frío requiere una fuerza superior a la capacidad de la prensa disponible. • Cuando, en series pequeñas, se desea limitar los gastos de utillaje, siempre elevados, que
implica la embutición en frío (material de trabajo más caro, acabado más cuidadoso). 1.4. ¿ CUANDO SE REALIZA LA EMBUTICIÓN EN FRÍO ?
• Siempre que sean necesarias las fabricaciones de grandes series de piezas, y por tratarse de un procedimiento que mejora la productividad respecto al sistema de la embutición en caliente.
• Por que no se modifican o cambian las propiedades de los materiales a cusa del calentamiento.
Piezas embutidas en frío
1.4.1 ¿ DONDE SE REALIZAN LAS EMBUTICIONES ? El puesto de trabajo constituido por una prensa de embutir, no requiere mano de obra cualificada, sino más o menos especializada. En este trabajo, con frecuencia físicamente penoso, sólo se requiere el montaje de los útiles y el reglaje de los diversos órganos de la máquina, que realiza un matricero con atención y cierta dosis de fuerza física, solo necesita algunos conocimientos tecnológicos para poner en marcha la máquina, alimentar y retirar las piezas terminadas. Las máquinas de embutir se utilizan corrientemente en los talleres de estampación de piezas metálicas, y por ello conviene que el estampador y el matricero conozcan los principios básicos de las embuticiones. Para este capítulo, nos concentraremos en estudiar someramente este principio, tomando como ejemplo, la embutición de piezas sencillas. 1.5. ¿ DE CUANTAS MANERAS SE PUEDEN EFECTUAR LAS EMBUTICIONES ?
Las embuticiones pueden efectuarse de tres maneras distintas:
1. Sin dispositivo de pisador: Embutición de simple efecto. 2. Con dispositivo de pisador: Embutición de doble efecto. 3. Con dispositivo de pisador + cojín de prensa: Embutición de triple efecto
6 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 6

TEORÍA DE LA EMBUTICIÓN
1.6. ¿ QUE FENÓMENOS QUE SE DAN DURANTE LA EMBUTICIÓN ? La deformación de la chapa se realiza por una compleja combinación de fuerzas de tracción y compresión que se traducen en un flujo de material. Las superficies elementales (Fig. 1 como la “a, b, c, d,” se transforman en otras equivalentes (en el ejemplo, a,b,c,d); siendo constante el volumen, el espesor se mantiene igualmente constante.
Fig. 1 - Deformación de la chapa embutida Fig. 2 – Formación de pliegues en el embutido
Por otro lado, se producen pliegues en la chapa, por efecto de la compresión, tanto más intensos cuanto menor sea la distancia a los bordes exteriores. Esto se comprende fácilmente examinando la figura 2; los sectores a, b, c,... representan material sobrante (que no tiene cabida), por decirlo así, que es comprimido por las superficies adyacentes a, b, c, ... al deformarse para formar un cilindro hueco. Para impedir la formación de arrugas se aplica una fuerza de compresión normal a la chapa por medio de un pisón o sujetador, sin que ésta sea excesiva, puesto que el material debe fluir sin impedimentos; de lo contrario se produciría un estiramiento del mismo.
7 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 7
Piezas de embutición con diferentes grados de dificultad

TEORÍA DE LA EMBUTICIÓN
1.7. ¿ QUE FUERZAS INTERVIENEN DURANTE LA EMBUTICIÓN ? La chapa se ve sometida a esfuerzos muy complejos de compresión, tangenciales y de tracción en sentido radial (Fig. 3). La máxima fuerza de compresión se sitúa cerca del borde. La máxima fuerza de tracción está localizada en una zona próxima a la curvatura del canto.
Fig. 3
Para que haya embutición sin desgarro es preciso que el fondo resista la presión del punzón; por lo tanto, esta presión ha de ser inferior a la resistencia del fondo al arranque. Tomando como base de cálculo la fuerza F necesaria para cortar el fondo, se puede admitir que la fuerza de embutición no debe sobrepasar la mitad del valor de esta fuerza F, para una embutición de doble efecto. La fuerza ejercida sobre el pisa chapas, por su parte, no debe ser superior a cuatro décimas partes de la fuerza F. De ello se deduce que la fuerza de presión debe ser, por lo menos, igual a la suma de las fuerzas de embutición, de presión sobre el pisa chapas y también de las fuerzas correspondientes al rozamiento entre la chapa, la matriz y el pisador.
8 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 8
NOTA: El aumento del radio del canto de la matriz disminuye la fuerza de embutición.
TEORÍA DE LA EMBUTICIÓN
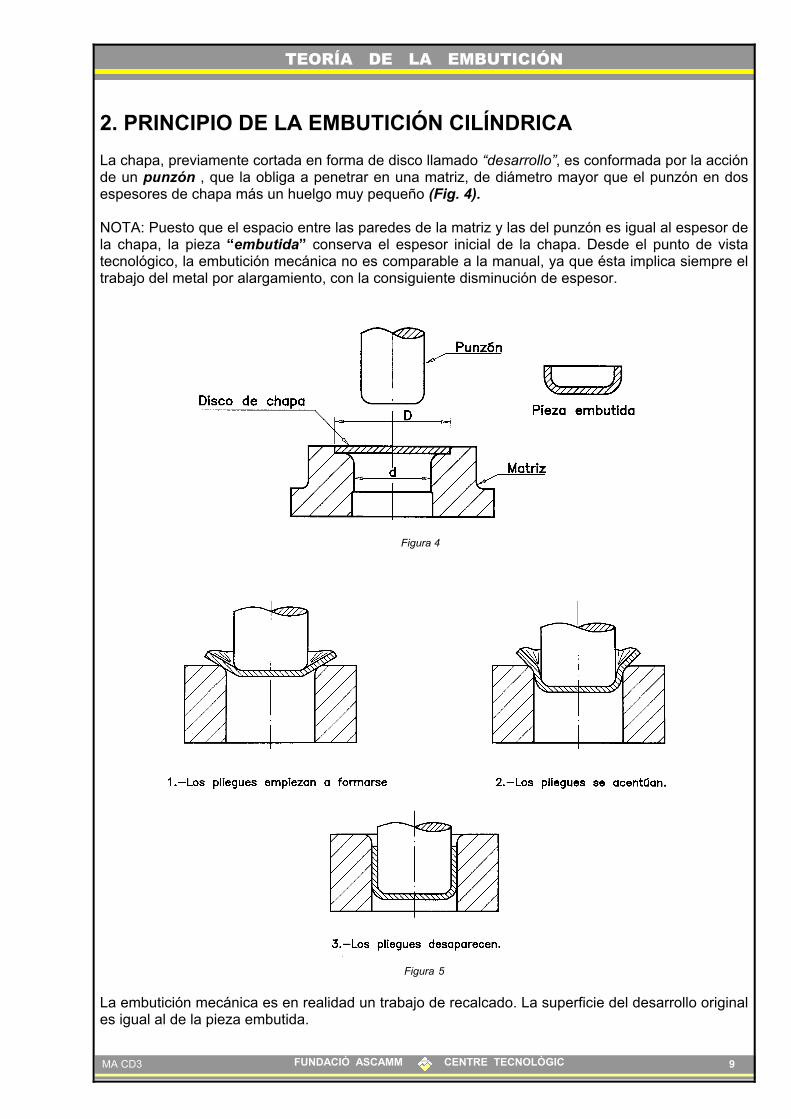
2. PRINCIPIO DE LA EMBUTICIÓN CILÍNDRICA La chapa, previamente cortada en forma de disco llamado “desarrollo”, es conformada por la acción de un punzón , que la obliga a penetrar en una matriz, de diámetro mayor que el punzón en dos espesores de chapa más un huelgo muy pequeño (Fig. 4). NOTA: Puesto que el espacio entre las paredes de la matriz y las del punzón es igual al espesor de la chapa, la pieza “embutida” conserva el espesor inicial de la chapa. Desde el punto de vista tecnológico, la embutición mecánica no es comparable a la manual, ya que ésta implica siempre el trabajo del metal por alargamiento, con la consiguiente disminución de espesor.
Figura 4
Figura 5
9 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 9
La embutición mecánica es en realidad un trabajo de recalcado. La superficie del desarrollo original es igual al de la pieza embutida.

TEORÍA DE LA EMBUTICIÓN
2.0. EMBUTICIÓN SIMPLE (SIN PISACHAPAS O PISADOR) El trabajo de recalcado se realiza fácilmente si el cilindro es poco profundo, es decir, si la relación entre el diámetro d del cilindro y el D de la chapa es pequeña;
55.0≥Dd (NO NECESITA PISADOR)
En este caso, se comprueba que cuando el punzón entra en contacto con la chapa, ésta se enrolla sobre el doblez, siempre redondeado, y se inicia el recalcado. La chapa, comprimida en sentido circular, se engruesa ligeramente, el desarrollo adquiere una forma cónica, formándose pliegues (Fig. 5/1 y 5/2). Continuando su acción, el punzón obliga a la chapa a deslizarse entre él y la matriz; se produce entonces una laminación, llamada “estirado” de la chapa, que devuelve a ésta su espesor inicial y suprime los pliegues (Fig. 5/3). La formación y el tamaño de los pliegues están igualmente en relación con el espesor del metal, ya que una chapa delgada se pliega más fácilmente que una gruesa. También pueden absorberse los pliegues si la diferencia entre el diámetro D del desarrollo y el diámetro d de la pieza es inferior a 20 veces el espesor del material:
edD ·20≤− (NO NECESITA PISADOR) EJEMPLO 1: Diámetro del disco : D=500mm Diámetro de la pieza: d=482mm. Altura de pieza aprox:: h=9.0mm. Espesor: e=1.0mm. 500 - 482=18 (NO NECESITA PISADOR puesto que la diferencia es inferior a 20· e) EJEMPLO 2: Diámetro del disco : D=360mm Diámetro de la pieza: d=290mm. Altura de pieza aprox:: h=35mm. Espesor: e=3.0mm. 360-290=70 (SÍ NECESITA PISADOR puesto que la diferencia es superior a 20· e) 2.1. EMBUTICIÓN DOBLE EFECTO (NECESIDAD DE UN PISA CHAPAS O PISADOR) Si la reducción del diámetro es considerable: D – d > 20·e, NECESITAREMOS PISADOR, o bien si d/D < 0,55 TAMBIÉN NECESITAREMOS PISADOR. En estas condiciones la chapa ofrece una gran resistencia a penetrar en la matriz, se pueden formar repliegues y la embutición resulta imposible. En ambos casos es necesario utilizar pisador. 2.2. ¿ QUE ES EL PISA CHAPAS O PISADOR ? El pisa chapas o pisador (Fig. 13), es un útil en forma de anillo grueso, que ejerce presión sobre la chapa, pero permite que ésta se deslice sobre la matriz.
10 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 10

TEORÍA DE LA EMBUTICIÓN
2.3. EXISTEN POR LO TANTO, TRES PROCEDIMIENTOS DE EMBUTICIÓN:
1) Embutición SIN pisa chapas, llamada “embutición de simple efecto”, que sólo permite la ejecución de piezas embutidas poco profundas.
2) Embutición CON pisa chapas, llamada “embutición de doble efecto”, para piezas embutidas de mayor profundidad.
3) Embutición CON pisa chapas y cojín en prensa, llamada “embutición de triple efecto” para piezas irregulares de poca o gran profundidad.
2.4. EMBUTICIÓN DE SIMPLE EFECTO La herramienta se compone de:
P = Punzón de embutición cuya sección tiene la forma de la embutición a realizar.
M = Matriz de embutición provista de un
agujero que permite el paso de punzón, disponiendo de un espacio igual al espesor del metal.
Figura 6
Figura 7
Si coloca un recorte sobre la matriz, cuando el punzón P desciende, se tiene que;
1) El recorte, presionado por el punzón 1, tiende a penetrar en la matriz; la chapa se arrolla sobre A-B apoyándose en C. Un punto cualquiera D del recorte ocupa entonces una posición sobre una circunferencia de diámetro más pequeño. Para conservar la superficie inicial, la chapa formará pliegues o aumentará de espesor. La zona BD de la figura 7 genera una formación de pliegues y un aumento de espesor porque la chapa puede deformarse libremente. Lo mismo ocurre con la zona E-D de la figura 8 inferior.
. Figura 8
11 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 11

TEORÍA DE LA EMBUTICIÓN
2) Al tener la zona E-D (figura 9) mayor espesor, se produce una laminación entre el punzón y
la matriz, para devolver a la chapa su espesor primitivo. Mientras que en el exterior, los pliegues aumentan.
Figura 9
3) En un punto cualquiera de la carrera del punzón 3 tendremos: De E a D, aumento de espesor; de E a F, parte laminada de espesor constante; de F a D, formación de pliegues, que deben desaparecer por laminado introduciéndose en la matriz. Al caer el punto D sobre circunferencias cada vez más pequeñas, los pliegues van aumentando y acaban por recubrirse. El laminado necesario para devolver a estos pliegues al espesor primitivo originaría una acritud demasiado grande, lo que haría que las piezas debieran considerarse defectuosas.
2.4.1. EMBUTICIÓN SIN PISADOR DE CHAPA (EMBUTICIÓN SIMPLE) Con matrices de embutir normales (sin pisador de chapa), solamente se pueden embutir piezas que tengan poca profundidad, es decir, con una pequeña relación de embutición = D - d = <20 · e , como por ejemplo; botes de crema para los zapatos y sus tapas, que se obtienen en prensas alternativas partiendo de chapas que llevan ya un dibujo y un texto impresos. La altura de pared lateral h que puede conseguirse sin prensa chapas está en función del espesor de la chapa s y del diámetro de embutición d, y cumple con la siguiente igualdad empírica: sdh ·3,0 3 ..2≤ 2.4.1a. EMBUTICIÓN SIN PISADOR (Perfil cónico o de Catenaria) Existe otro procedimiento de embutición bastante distinto el cual permite una relación notablemente más favorable. Consiste en embutir el disco de chapa a través de una abertura de embutición ensanchada y sin fondo, que puede presentar la forma que se indica en la figura 11 a/c, correspondiente a una catenaria, o bien, como en la figura 11 b/d, adoptar la forma cónica. Siempre que sea posible, el diámetro inicial de da esta abertura debe ser tan grande como el diámetro D del disco de recorte de chapa. Según investigaciones realizadas, en los casos en que D es mayor (Fig. 11 a), durante la operación de embutición, realizada por medio del punzón, el borde de la pieza a embutir se deforma en sentido contrario, con lo que en parte se eliminarán las ventajas de este procedimiento. Por otra parte, cuando el diámetro D es menor (Fig. 11 c), las investigaciones realizadas indican que la relación de embutición con este perfil en forma de catenaria es menor que cuando se aprovecha toda la abertura.
12 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 12
Al embutir en abertura cónica, tal como se indica en la figura 11 d, el hecho de que el diámetro de recorte D sea menor que el diámetro da no supone ninguna desventaja en tanto que no represente ningún obstáculo para su colocación. Según investigaciones, el ángulo a del cono más favorable para los aros de embutición cónicos, es de aproximadamente 36º.

TEORÍA DE LA EMBUTICIÓN
Se ha comparado la embutición con aros cónicos y con aros de perfil de catenaria; según esta comparación, el trabajo dado por el área del diagrama fuerza-desplazamiento, es el mismo en ambos casos, pero, en cambio, la fuerza es 1,4 veces mayor con el aro de embutición cónico que con el aro de perfil de catenaria. En las pruebas se utilizaron casi siempre una abertura de embutición cónica con un ángulo α = 30º. Por lo que respecta a la formación de pliegues, el perfil en forma de catenaria según la figura 11 a siempre resulta mas favorable.
Fig. 11. Embutición con el aro de embutición presentando un perfil de catenaria (a, c) o un perfil cónico (b, d. LOS PERFILES a-c GENERAN MENOS PLIEGUES Y NECESITAN MENOS FUERZA QUE LOS PERFILES b.
13 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 13
Desde la figura 11a, hasta 11d, se han designado las posiciones del punzón de embutir: con I antes de la operación de embutición; con II, durante la operación, y con III, durante la carrera de retroceso. Debe constatarse que la relación de embutición límite que puede conseguirse con estos dos procedimientos es notablemente mayor que la que se consigue al embutir con pisón sujetador de la chapa y herramientas normales.

TEORÍA DE LA EMBUTICIÓN
La figura 12 muestra la zona dentro de la cual es posible la aplicación de los procedimientos sin pisón sujetador de la chapa representados en la figura 11, con aro de embutición de perfil de catenaria o cónico.
Fig. 12. Zonas límite para la aplicación del procedimiento de la figura 11, con D = da
14 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 14
En este gráfico constan la relación dp/so en las abscisas y la relación de embutición β = D/dp en las ordenadas. La relación de gradación β100 alcanzable, referida a la primera fase de embutición, está limitada por las rectas de trazo grueso que encierran cinco superficies en forma de trapecio, y que corresponden a β100 = 1,8, 1,85, 1,9, 1,95 y 2,0. Fuera de estas superficies límite sólo se obtienen piezas de desecho. Por encima de las rectas paralelas al eje de abscisas situadas en la parte superior, se producen roturas en el fondo. Por la parte exterior de las rectas inclinadas, aparecen pliegues en el borde y por debajo de la recta paralela común situada en la parte inferior, para β = 1,25 se observa la formación de abolladuras en el borde del fondo.
TEORÍA DE LA EMBUTICIÓN
EJEMPLOS: (para el gráfico de la figura 12) Ejemplo 1: Se desea embutir una pieza partiendo de una chapa que presenta buenas condiciones de deformabilidad, con una relación β = D/dp = 1,4. La operación se ha de realizar con un punzón de dp=100mm. y sin utilizar pisador de chapa. ¿A partir de qué espesor es posible realizar esta operación? Respuesta: Desde β = 1,4 (=A1) se traza una recta horizontal hacia la derecha hasta encontrar a la línea inclinada β100 = 2,0 (A2). Trazando la vertical por este punto se encuentra el punto A3 con dp/so = 83. Del cociente 100/83 se obtiene el espesor mínimo alcanzable s, que es 1,2 mm. Ejemplo 2: ¿Hasta qué profundidad puede embutirse una pieza cilíndrica de chapa de 2mm. de espesor (so), con deformabilidad de grado medio. El diámetro del punzón (dp) es de 50mm. Se tiene una relación dp/so = 25. Respuesta: Operando en orden inverso al del ejemplo anterior, se parte de dp/so = 25 (=B3). Tomando una chapa con el valor mínimo β100=1,8 y siguiendo el trazado B3 - B2 - B1 se encuentra un valor β = D/dp = 1,9. Con D/dp = 1,9 y dp = 50 mm se obtiene D = 95 mm y, según la ecuación (83), h = 44mm.
15 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 15
Pieza de embutición

TEORÍA DE LA EMBUTICIÓN
2.4.2. ¿ CUALES SON LAS CONDICIONES ÓPTIMAS DE UNA EMBUTICIÓN ? • Resistir al efecto de deslizamiento que padece la chapa debido al pisador. • Resistir sin alteración las temperaturas provocadas por la reestructuración cristalina que se
efectúa durante la embutición. • Fácil eliminación después de la operación de embutición. • Asegurar una protección antioxidante a las piezas. Desde el punto de vista práctico pueden darse las normas siguientes siempre con carácter orientativo: 2.4.3. SON EMBUTICIONES FÁCILES SI……:
D – d ------- < 0,40
D 2.4.4. SON EMBUTICIONES MEDIAS SI ……:
D - d ----------- > 0,40 D
2.4.5. SON EMBUTICIONES PROFUNDAS O DIFÍCILES SI ……:
D – d ------- > 0,60
D Siendo: D= Diámetro del disco
16 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 16
d= Diámetro del punzón

TEORÍA DE LA EMBUTICIÓN
2.4.6. ¿ QUE SE ENTIENDE POR EMBUTICIÓN DE DOBLE EFECTO ? Por embutición de doble efecto se entiende la operación que transforma una chapa plana, en una pieza de forma de cubeta, manteniendo el espesor de la chapa sensiblemente constante. Este tipo de deformación se consigue mediante una prensa, cuyos elementos principales son: el punzón, el pisador y la matriz.
Figura 13
2.4.7. REDUCCIÓN “R”: Si llamamos D al diámetro de la chapa original y d al diámetro de la pieza acabada, la reducción “R” viene definida por la siguiente expresión: D – d R = --------- D En general ocurre que …….: Si R < 0,4 la embutición cilíndrica puede hacerse en una sola fase y sin pisador. Si R >0,4 la embutición cilíndrica puede hacerse en una sola fase, pero con pisador.
17 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 17
Si R > 0,6 la embutición debe hacerse con pisador y en varias fases.
TEORÍA DE LA EMBUTICIÓN
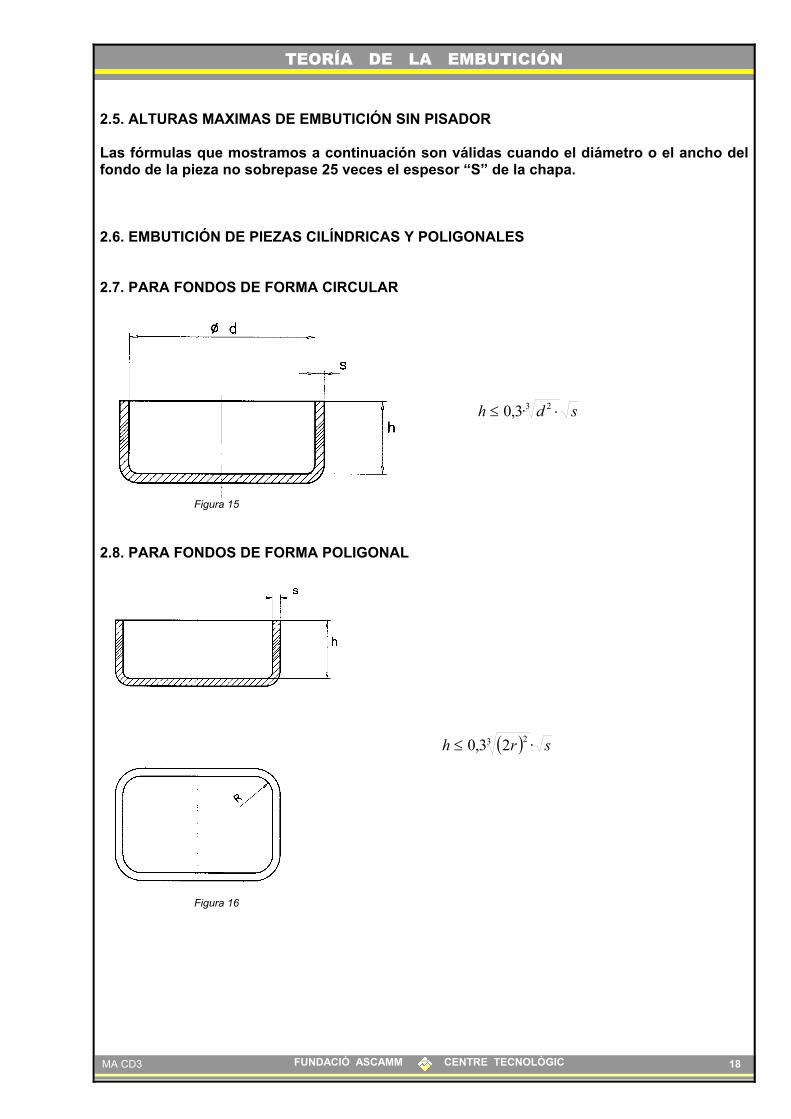
2.5. ALTURAS MAXIMAS DE EMBUTICIÓN SIN PISADOR Las fórmulas que mostramos a continuación son válidas cuando el diámetro o el ancho del fondo de la pieza no sobrepase 25 veces el espesor “S” de la chapa. 2.6. EMBUTICIÓN DE PIEZAS CILÍNDRICAS Y POLIGONALES 2.7. PARA FONDOS DE FORMA CIRCULAR
sdh 3 2·3,0 ⋅≤
Figura 15 2.8. PARA FONDOS DE FORMA POLIGONAL
( ) srh ·23,0 3 2≤
Figura 16
18 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 18

TEORÍA DE LA EMBUTICIÓN
2.9. EJEMPLO Deseamos saber si es posible embutir una cápsula de base circular de diámetro 60 mm y espesor 3 mm, sin sujetar la chapa. Max. SIN PISADOR ed .25≤ Factor máximo de embutición: f = 25 Espesor del material: s = 3 mm
25 x 3 = 75 mm. (el diámetro no sobrepasa 25 veces el espesor)
60 mm < 75 mm. Lo cual nos indica que esta embutición es posible realizarla SIN PISADOR. Figura 17 Para saber qué profundidad de embutición es posible conseguir, aplicaremos la fórmula:
sdh 3 23,0≤ .873,14,153.03603,0 3 2 mmh =⋅⋅=≤
19 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 19
?1.5
TEORÍA DE LA EMBUTICIÓN
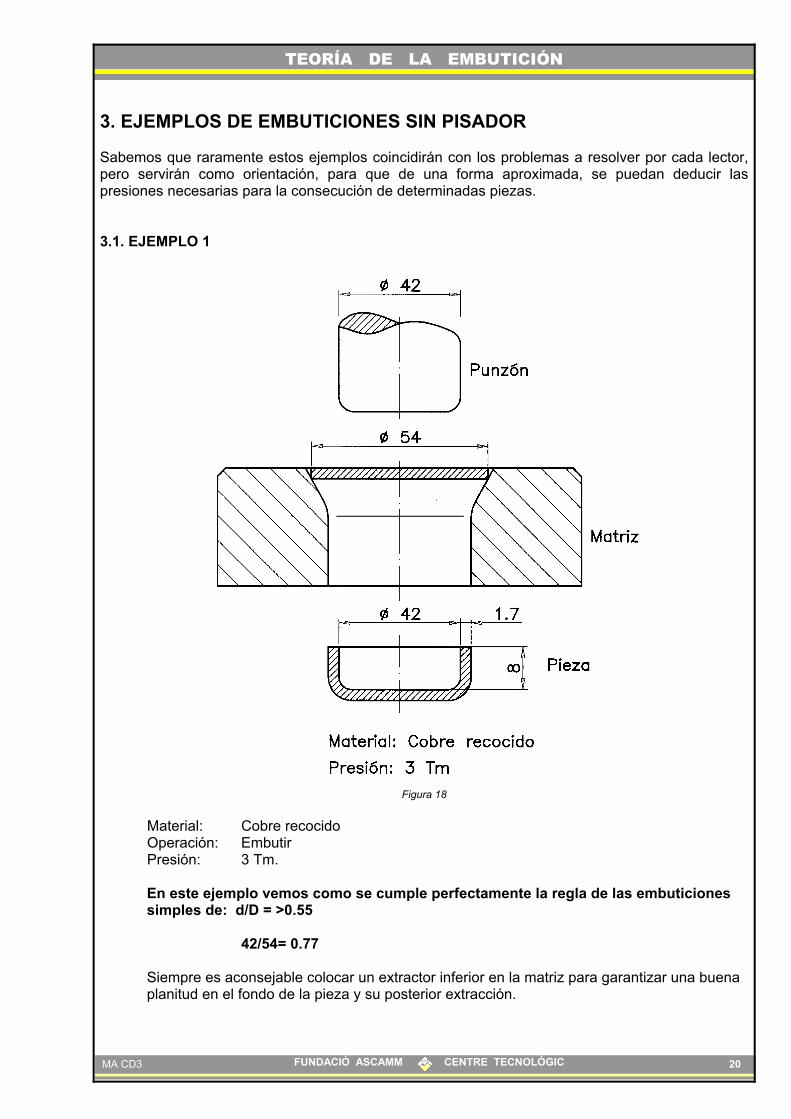
3. EJEMPLOS DE EMBUTICIONES SIN PISADOR Sabemos que raramente estos ejemplos coincidirán con los problemas a resolver por cada lector, pero servirán como orientación, para que de una forma aproximada, se puedan deducir las presiones necesarias para la consecución de determinadas piezas. 3.1. EJEMPLO 1
Figura 18
Material: Cobre recocido Operación: Embutir Presión: 3 Tm.
En este ejemplo vemos como se cumple perfectamente la regla de las embuticiones simples de: d/D = >0.55 42/54= 0.77
20 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 20
Siempre es aconsejable colocar un extractor inferior en la matriz para garantizar una buena planitud en el fondo de la pieza y su posterior extracción.

TEORÍA DE LA EMBUTICIÓN
3.2. EJEMPLO 2 Material: Chapa embutición de 1,5 mm. de espesor Operación: Embutir según formas en Fases 1, 2, 3, y 4 Presiones: Fase1= 2.250 Kg. Fase2= 1.700 Kg. Fase3= 900 Kg. Fase 4= 550 Kg.
Figura 19
En este caso podemos ver como NO se cumple la regla de las embuticiones simples de: d/D=>0.55 , aunque el valor obtenido esta muy cercano y se puede intentar embutir la pieza con el proceso explicado en la página 12.
21 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 21
14/32= 0.43
TEORÍA DE LA EMBUTICIÓN
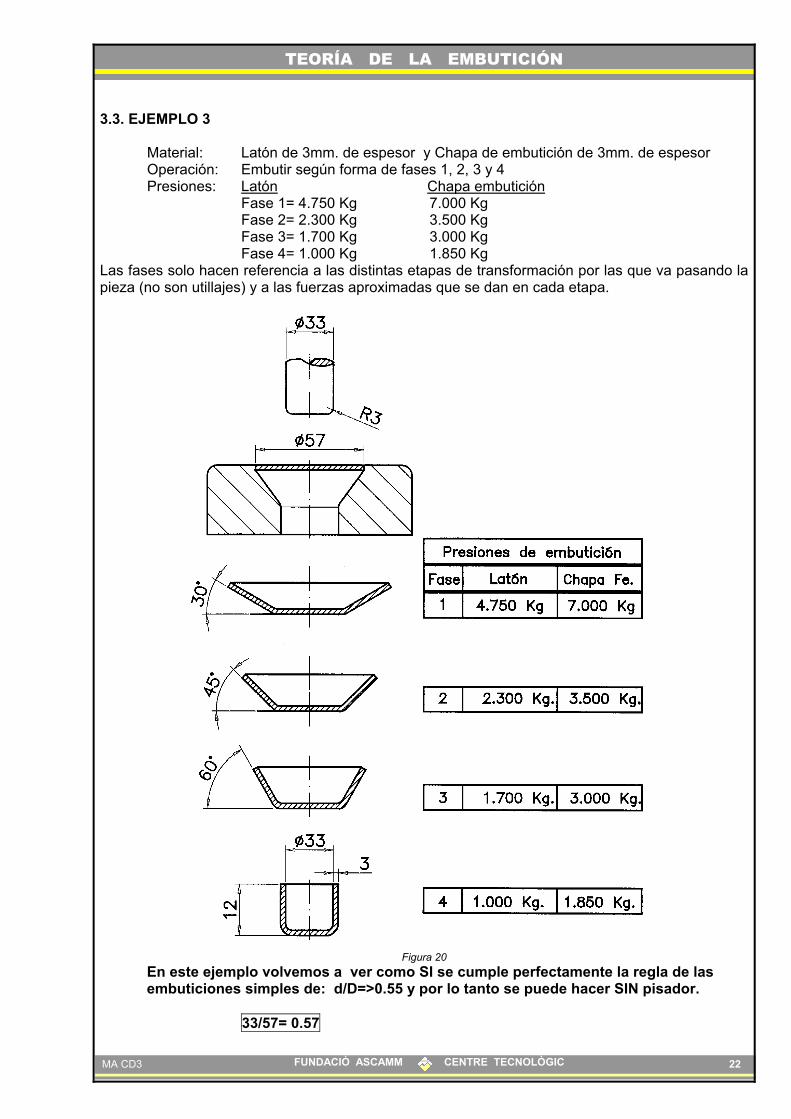
3.3. EJEMPLO 3 Material: Latón de 3mm. de espesor y Chapa de embutición de 3mm. de espesor Operación: Embutir según forma de fases 1, 2, 3 y 4 Presiones: Latón Chapa embutición Fase 1= 4.750 Kg 7.000 Kg Fase 2= 2.300 Kg 3.500 Kg Fase 3= 1.700 Kg 3.000 Kg Fase 4= 1.000 Kg 1.850 Kg Las fases solo hacen referencia a las distintas etapas de transformación por las que va pasando la pieza (no son utillajes) y a las fuerzas aproximadas que se dan en cada etapa.
Figura 20
En este ejemplo volvemos a ver como SI se cumple perfectamente la regla de las embuticiones simples de: d/D=>0.55 y por lo tanto se puede hacer SIN pisador.
22 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 22
33/57= 0.57
TEORÍA DE LA EMBUTICIÓN
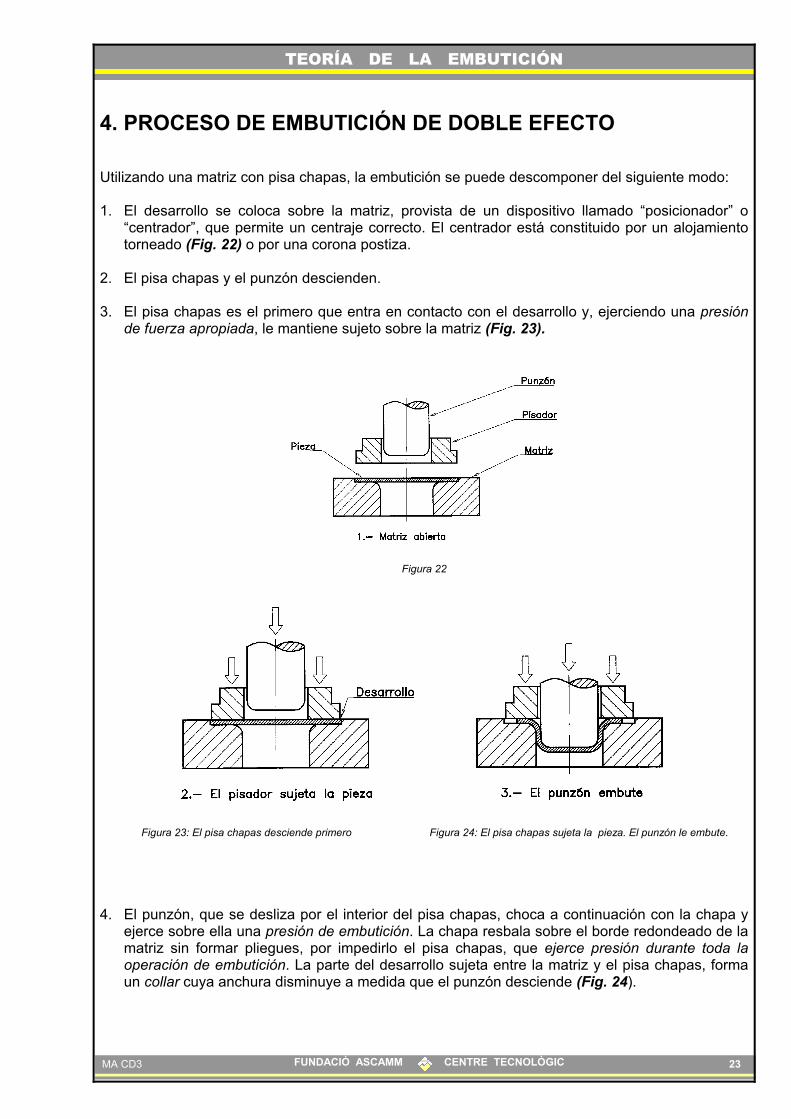
4. PROCESO DE EMBUTICIÓN DE DOBLE EFECTO Utilizando una matriz con pisa chapas, la embutición se puede descomponer del siguiente modo: 1. El desarrollo se coloca sobre la matriz, provista de un dispositivo llamado “posicionador” o
“centrador”, que permite un centraje correcto. El centrador está constituido por un alojamiento torneado (Fig. 22) o por una corona postiza.
2. El pisa chapas y el punzón descienden. 3. El pisa chapas es el primero que entra en contacto con el desarrollo y, ejerciendo una presión
de fuerza apropiada, le mantiene sujeto sobre la matriz (Fig. 23).
Figura 22
Figura 23: El pisa chapas desciende primero Figura 24: El pisa chapas sujeta la pieza. El punzón le embute. 4. El punzón, que se desliza por el interior del pisa chapas, choca a continuación con la chapa y
ejerce sobre ella una presión de embutición. La chapa resbala sobre el borde redondeado de la matriz sin formar pliegues, por impedirlo el pisa chapas, que ejerce presión durante toda la operación de embutición. La parte del desarrollo sujeta entre la matriz y el pisa chapas, forma un collar cuya anchura disminuye a medida que el punzón desciende (Fig. 24).
23 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 23

TEORÍA DE LA EMBUTICIÓN
5. Después de la embutición, el punzón y el pisa chapas vuelven a subir, pero la acción del pisa chapas no cesa hasta que el punzón no se ha desprendido totalmente de la matriz. Si persiste un ligero abocardado, es decir, una parte de la pieza sin conformar, la acción del pisa chapas obliga a la pieza embutida a permanecer en la matriz en lugar de ser arrastrada por el punzón. NOTA: La presión del pisa chapas sobre la chapa debe calcularse cuidadosamente; si es excesiva, el metal, muy embridado, se ve sometido a un esfuerzo de tracción considerable que le alarga y puede romperle; si es insuficiente, el metal se engruesa y pueden formase pliegues.
Es preciso, asimismo, elegir adecuadamente los radios de curvatura del canto del punzón y de la matriz; ambos constituyen un factor importante en el comportamiento del metal. 4.1. ¿ COMO EVITAMOS LOS PLIEGUES EN LAS PIEZAS ? Para evitar la formación de pliegues, se dispone sobre la chapa y alrededor del punzón, una pieza anular llamada sujetador, o pisador, o bien prensa chapas. Este sujetador se aplica antes del principio de la operación y se mantiene con una presión adecuada a lo largo de toda la operación.
Figura 25
Figura 26
Figura 27
24 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 24

TEORÍA DE LA EMBUTICIÓN
En un momento cualquiera de la carrera descendente del punzón, tenemos lo siguiente; La formación de pliegues se evitan con la presión del sujetador de tal forma que se produce una compresión lateral de las moléculas, con lo que éstas sólo pueden desplazarse radialmente. De B a C: la formación de pliegues se evita por la tensión de la chapa resultante del apretado del sujetador. Observación: En este método de embutición, la parte A-B presenta un adelgazamiento debido a la inercia de la chapa cuando el punzón ataca. CONCLUSIÓN: Los dos métodos de embutición son aplicables a embuticiones de alturas diferente:
1) En la embutición de simple efecto, la altura de las embuticiones está limitada por la formación de los pliegues.
2) En la embutición de doble efecto, todas las alturas son teóricamente realizables.
4.2. PASO A PASO EN LA EMBUTICIÖN DE DOBLE EFECTO El proceso de embutición se escalona en cuatro etapas (Fig. 28).
A) En primer lugar se coloca el disco de material a embutir. B) Después avanza el pisador y el punzón, entrando en contacto con la chapa. C) Seguidamente, el punzón deforma la chapa, mientras el sujetador la deja fluir. D) Finalmente, se retiran ambos, al tiempo que el expulsor extrae la pieza embutida.
Figura 28 – Secuencia de funcionamiento de un troquel de embutir.
25 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 25

TEORÍA DE LA EMBUTICIÓN
4.3. ¿ COMO SON LOS ÚTILES CON PISADOR O PRENSA CHAPAS ? Difieren según el tipo de prensa en que se monten. Las prensas de simple efecto se llaman así porque sólo tienen un movimiento. Son de corredera única. Las prensas de doble efecto están dotadas de dos movimientos y tienen dos correderas: una anular, en la que se monta el pisa chapas, y otra central, llamada émbolo, que se desplaza dentro de la primera y lleva el punzón. La matriz va fijada a la mesa de la prensa. Un eyector, llamado también desprendedor, se desplaza por el interior de la matriz para sacar la pieza embutida del útil. Entra en acción en cuanto el punzón y el pisa chapas vuelven a elevarse. El útil se compone, por lo tanto, de cuatro partes: matriz, punzón, pisachapas y eyector (Fig. 29). Las prensas de doble efecto son generalmente de grandes dimensiones y se reservan para la embutición de piezas voluminosas, especialmente para carrocerías de automóviles. Las piezas embutidas de pequeñas dimensiones se conforman de modo más económico en prensas de simple efecto.
Figura 29
4.4. ACCIONAMIENTO DEL PISA CHAPAS EN PRENSAS DE SIMPLE EFECTO En las prensas de simple efecto, la acción del pisa chapas, se logra ya sea por medio de uno o varios muelles helicoidales o de ballestas, o bien por apilado de arandelas cónicas (Belleville) o arandelas de caucho o incluso (lo que es preferible), mediante un cojín de aire. Al principio del trabajo, el sistema de muelles o de arandelas se comprime poco, ejerce una pequeña presión sobre la superficie del borde de la pieza. Esta superficie disminuye a medida que progresa la embutición, en tanto que la presión aumenta. Este hecho puede provocar la rotura de la pieza embutida. Para evitarlo, es mejor utilizar cojines de aire adaptados a la prensa y a la propia matriz con objeto de reducir esta variabilidad en las presiones de trabajo.
26 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 26

TEORÍA DE LA EMBUTICIÓN
A fin de no aumentar demasiado las dimensiones de las prensas de simple efecto, el dispositivo de accionamiento del pisa chapas (muelles, arandelas o cojín de aire) se instala bajo la mesa de la prensa; esto obliga a invertir los elementos que constituyen el útil. El punzón y el pisa chapas se sitúan en la parte inferior, el primero fijado a la mesa. La matriz, situada en la parte superior, se monta en la corredera. Cuando la matriz entra en contacto con la chapa, arrastra al pisachapas en su movimiento de descenso. El pisa chapas va unido al sistema, al que transmite la presión por medio de vástagos cilíndricos llamados empujadores o columnas.
Figura 30. Antes de la embutición Figura 31. Durante la embutición
Las figuras 30 y 31 esquematizan el montaje de un útil en el que el pisa chapas es accionado por un muelle helicoidal. Durante la embutición la matriz actúa sobre el pisa chapas; éste transmite la presión a la plataforma móvil por medio de los empujadores, que atraviesan la mesa de la prensa. La plataforma móvil comprime el muelle, que rodea a un vástago fijado a la mesa de la prensa. El muelle transmite su empuje al pisa chapas.
27 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 27
Después de la embutición, la matriz vuelve a subir, el muelle se distiende y desplaza hacia arriba a la plataforma móvil y al pisa chapas por medio de los empujadores. El pisa chapas desprende la pieza del punzón. Esta queda en la matriz debido a las grandes fuerzas radiales engendradas durante la embutición, se libera y su reacción hace que la pieza se adhiera a la pared de la matriz. En el punto más alto de la carrera, un eyector deslizante montado en la placa superior, extrae la pieza de la matriz.

TEORÍA DE LA EMBUTICIÓN
La figura 32 representa un sistema de presión constituido por una pila de arandelas de caucho y otro distinto constituido por un cilindro o cojín neumático.
Figura 32. Sistemas de presión..
28 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 28

TEORÍA DE LA EMBUTICIÓN
4.5. EMBUTICIONES DE TRIPLE EFECTO Se denominan embuticiones de triple efecto a aquellas embuticiones que se realizan con la ayuda de prensas de doble efecto más la suma de un cojín neumático o hidráulico que realiza el que se denomina tercer efecto. Las embuticiones de triple efecto son muy similares a las de doble efecto, pero se diferencian de las segundas en que el pisador está comandado directamente por un pistón hidráulico o una biela de la propia prensa. Tanto el pistón o pistones, como la biela o bielas que mandan el pisador son independientes de las que mandan el punzón, de manera que podemos regular las primeras sin que se vean afectadas las segundas. El tipo de pieza más característico que requiere ser embutida en prensas de triple efecto acostumbra a ser una pieza de gran tamaño donde se requiere un gran esfuerzo de pisado. Este esfuerzo de pisado es muy difícil conseguirlo por medio de resortes o cilindros de gas, en consecuencia, siempre nos será mas fácil su regulación por medio de la propia prensa que si lo hacemos por medio de otro sistema. En los dibujos A, B y C vemos la secuencia de descenso de una prensa de triple efecto y en los dibujos D y E la carrera de ascenso.
29 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 29
Figura 32/2 Embutición de triple efecto

TEORÍA DE LA EMBUTICIÓN
4.5. ¿ COMO SON LOS ACABADOS DE LAS PIEZAS EMBUTIDAS ? Por múltiples razones, la altura de la pieza embutida no es uniforme o, si se deja un borde alrededor, la anchura de éste se calcula ligeramente por exceso. En cualquier caso, y de forma general, siempre se prevé un exceso de metal. La operación que consiste en suprimir ese sobrante se llama recorte o contorneado y se realiza en una prensa cortadora o bien en una de embutir, con un útil de “embutición-recorte”, o también en el torno, con cizalla o con una sierra.
Figura 33
En casi todos los casos, siempre deberemos prever que las piezas embutidas necesitarán de una operación de recorte final figuras 33), puesto que la irregularidad de la superficie mas alta de su cuello hará necesaria esta operación.
30 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 30
Recortes
Piezas obtenidas

TEORÍA DE LA EMBUTICIÓN
5. ¿ COMO DETERMINAMOS EL DIÁMETRO DEL ELEMENTO A EMBUTIR ? Uno de los problemas más importantes que se presenta en el embutido de cuerpos cilíndricos, es la determinación de las dimensiones de la chapa de la que ha de salir el objeto embutido. La determinación de las dimensiones del desarrollo se basa en la igualdad de los volúmenes de material del trozo de chapa inicial y el de la pieza embutida. La importancia de la determinación del desarrollo se basa en tres necesidades:
1) Economía de material.
2) Facilidad de embutición.
3) Reducción del número de útiles. Con este fin se han probado ciertos métodos que a través de ensayos han conducido a una determinación basada en el cálculo que describimos a continuación. Estos cálculos son aplicables para todos los cuerpos huecos que tengan forma geométrica regular y con sección circular. Para cuerpos irregulares no siempre se puede realizar un cálculo muy exacto y, en muchos casos, debemos valernos de pruebas prácticas realizadas a modo de ensayos. Para los casos en que el cuerpo a calcular no se encuentre entre los descritos en las tablas, podemos proceder de manera que lo dividamos en pequeños cuerpos de formas más simples cuyo cálculo nos sea más fácil de realizar y, posteriormente, sumar todos los valores hallados. 5.1. DETERMINACIÓN DEL TAMAÑO DEL RECORTE Calcular las medidas del recorte necesario para embutir una pieza, significa, en otras palabras, determinar las dimensiones de la chapa plana que tenga el mismo volumen que el de la embutición considerada. Pero como en este cálculo se parte de la hipótesis de que el espesor no varía durante la embutición, será suficiente buscar la igualdad entre la superficie de la embutición y la del recorte. Embuticiones cilíndricas: El recorte será un círculo (disco) cuyo diámetro se determinará de la siguiente forma:
1) Matemáticamente, calculando la superficie de embutición y buscando el diámetro de un círculo de la misma superficie.
2) Aplicando las fórmulas simplificadas (ver cuadro de las páginas siguientes).
31 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 31

TEORÍA DE LA EMBUTICIÓN
5.1. DETERMINACIÓN DEL DIÁMETRO DEL DISCO MEDIANTE FÓRMULAS Fig. 37, 38, 39 Fig. 40, 41, 42 Fig. 43, 44, 45 Fig. 46, 47, 48 Fig. 49, 50, 51
32 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 32

TEORÍA DE LA EMBUTICIÓN
5.2. ...CONTINUACIÓN
33 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 33
Fig. 52, 53, 54 Fig. 55, 56, 57 Fig. 58, 59, 60 Fig. 61, 62, 63 Fig. 64, 65, 66
d

TEORÍA DE LA EMBUTICIÓN
5.3. ¿ DE QUE OTRA FORMA PODEMOS CALCULAR EL DIÁMETRO DEL DISCO ? MEDIANTE EL POLÍGONO GRÁFICO !! (Figura 67) En casos más difíciles en que la figura no pueda descomponerse en elementos más simples, podemos utilizar el método denominado Cálculo Gráfico o Polígono Funicular, que se describe a continuación: Ejemplo: Dividir el semiperfil de la pieza en elementos cuyas longitudes sean fáciles de calcular y, a una cierta escala, se les representa como fuerzas. A continuación, y por medio del Polígono Funicular, se determina la distancia Z. En el plano de fuerzas y en el extremo de la última de ellas, se traza una circunferencia de diámetro Z. Con centro en A y radio A-D se traza el arco D-E. La longitud F-E representa el radio del desarrollo.
34 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 34
Figura 67
TEORÍA DE LA EMBUTICIÓN
6. ¿ COMO DETERMINAMOS EL NÚMERO DE EMBUTICIONES? No es tarea fácil determinar con exactitud el número de embuticiones necesarias para conseguir el objeto deseado. Las principales dificultades surgen al tener que establecer, a cada operación, la relación exacta entre el diámetro y la profundidad del recipiente. La determinación del número de operaciones, junto a la del diámetro del disco de partida son dos de las cuestiones mas importantes de los procesos de embutición. La necesidad de realizar el embutido en dos o más pasadas viene determinado por la imposibilidad de que el material pueda resistir la elevada tensión radial a que se le somete durante el proceso de embutición debido a la relación existente entre el diámetro inicial del disco y el diámetro del recipiente a embutir. Las piezas embutidas de gran profundidad, o de forma complicada, no pueden ser obtenidas en una sola operación. Deben ser estiradas en varias operaciones y en matrices diferentes, acercándose así, sucesivamente, a la forma definitiva. En líneas generales, podemos decir que en una sola operación y de forma aproximada, se puede conseguir una profundidad de embutido igual a la mitad del diámetro del recipiente. Cuanto más pequeño es el diámetro del punzón respecto al disco a embutir, tanto mayor será la presión necesaria para el embutido. Para que esta presión no provoque la rotura de la chapa, no debe superar los límites de resistencia del material. La tabla que se indica a continuación, resume de forma rápida el modo de determinar los diámetros y alturas admisibles para la embutición de objetos cilíndricos. La forma de operar es la siguiente:
1) Calcular el diámetro inicial del objeto a embutir. 2) Calcular las medidas del primer diámetro y altura a realizar.
3) Aplicar, sucesivamente, las siguientes fórmulas hasta que, finalmente, se alcancen
las medidas del objeto deseado. Para el caso más que probable de que las medidas finales calculadas no coincidan exactamente con las de la pieza, se deberá hacer lo siguiente: escoger la fórmula cuyos resultados sean siempre superiores a las medidas de la pieza y, posteriormente, reducir dichas medidas de forma práctica en la matriz, hasta adaptarlas a las de la pieza. Los factores más importantes que condicionan la calidad y dificultad de las embuticiones vienen determinados por:
• Características del material (propiedades, tamaño del grano, acritud, …) • Espesor del material (variaciones, constancia, gran espesor, …) • Tipo de embutición (simple efecto, doble o triple efecto) • Tamaño de la embutición (profundidad, velocidad, lubricación, …) • Grado de reducciones (una embutición, dos embuticiones, varias embuticiones) • Geometría de la embutición (cilíndrica, cuadrada, irregular, …) • Calidad de los útiles (acabados, radios, pulidos,…)
35 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 35

TEORÍA DE LA EMBUTICIÓN
6.0. ¿ COMO REDUCIMOS EL DIÁMETRO EN CADA EMBUTICIÓN ? Las piezas embutidas de gran profundidad o de forma complicada, no pueden realizarse en una sola operación. Se ejecutan en varias pasadas, con matrices de diámetro decreciente hasta alcanzar la cota deseada.
Figura 68
Si D es el diámetro del desarrollo y d1 el diámetro de la primera embutición, d2 el de la segunda, etc.; tendremos que K1 es el coeficiente de reducción para la primera pasada, K2 el de la segunda pasada, etc., y en consecuencia tenemos que: d1 = K1 · D
d2 = K2 · d1 d3 = K3 · d2 etc.
Los coeficientes de reducción (tabla fig.69) dependen de la naturaleza del metal y de su espesor. Para determinar el valor de estos coeficientes se emplean diversas fórmulas. A título de ejemplo, he aquí un cuadro que recoge los valores medios de estos coeficientes de reducción para embutición con pisa chapas: NOTA: A veces interesa aumentar el número de pasadas, a pesar del inconveniente de la multiplicación de los útiles; el trabajo ofrece más garantías, hay menos rechazos, y se puede evitar el recocido (impracticable con una chapa estañada o emplomada). Para calcular exactamente el diámetro de la pieza, se hacen ligeras correcciones por exceso o por defecto sobre los diámetros intermedios, manteniéndose siempre dentro de los límites de las reducciones admisibles.
36 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 36
Tabla de coeficientes de reducción Fig.69
TEORÍA DE LA EMBUTICIÓN
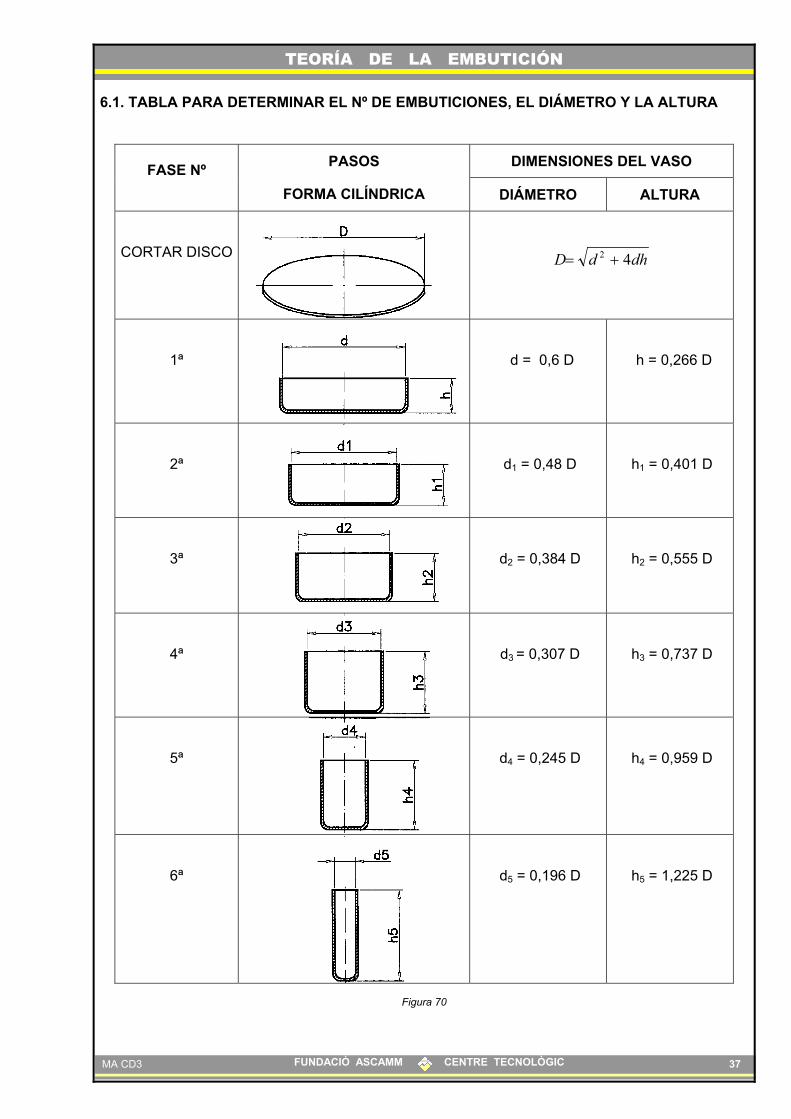
6.1. TABLA PARA DETERMINAR EL Nº DE EMBUTICIONES, EL DIÁMETRO Y LA ALTURA
DIMENSIONES DEL VASO FASE Nº PASOS
FORMA CILÍNDRICA DIÁMETRO ALTURA
CORTAR DISCO dhdD 42 +=
1ª d = 0,6 D h = 0,266 D
2ª d1 = 0,48 D h1 = 0,401 D
3ª d2 = 0,384 D h2 = 0,555 D
4ª d3 = 0,307 D h3 = 0,737 D
5ª d4 = 0,245 D h4 = 0,959 D
6ª d5 = 0,196 D h5 = 1,225 D
37 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 37
Figura 70
TEORÍA DE LA EMBUTICIÓN
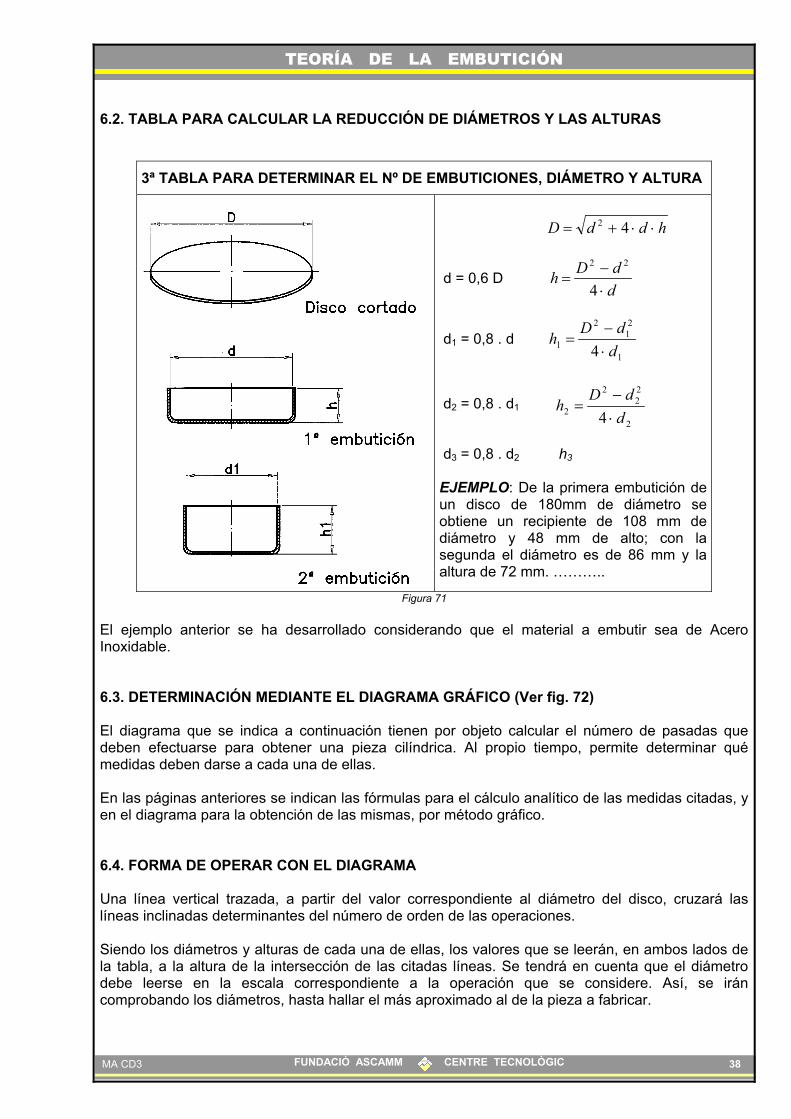
6.2. TABLA PARA CALCULAR LA REDUCCIÓN DE DIÁMETROS Y LAS ALTURAS
3ª TABLA PARA DETERMINAR EL Nº DE EMBUTICIONES, DIÁMETRO Y ALTURA
hddD ⋅⋅+= 42
d = 0,6 D ddDh
⋅−
=4
22
d1 = 0,8 . d 1
21
2
1 4 ddD
⋅−
=h
d2 = 0,8 . d1
2
22
2
2 4 ddD
⋅−
=h
d3 = 0,8 . d2 h3 EJEMPLO: De la primera embutición de un disco de 180mm de diámetro se obtiene un recipiente de 108 mm de diámetro y 48 mm de alto; con la segunda el diámetro es de 86 mm y la altura de 72 mm. ………..
Figura 71 El ejemplo anterior se ha desarrollado considerando que el material a embutir sea de Acero Inoxidable. 6.3. DETERMINACIÓN MEDIANTE EL DIAGRAMA GRÁFICO (Ver fig. 72) El diagrama que se indica a continuación tienen por objeto calcular el número de pasadas que deben efectuarse para obtener una pieza cilíndrica. Al propio tiempo, permite determinar qué medidas deben darse a cada una de ellas. En las páginas anteriores se indican las fórmulas para el cálculo analítico de las medidas citadas, y en el diagrama para la obtención de las mismas, por método gráfico. 6.4. FORMA DE OPERAR CON EL DIAGRAMA Una línea vertical trazada, a partir del valor correspondiente al diámetro del disco, cruzará las líneas inclinadas determinantes del número de orden de las operaciones. Siendo los diámetros y alturas de cada una de ellas, los valores que se leerán, en ambos lados de la tabla, a la altura de la intersección de las citadas líneas. Se tendrá en cuenta que el diámetro debe leerse en la escala correspondiente a la operación que se considere. Así, se irán comprobando los diámetros, hasta hallar el más aproximado al de la pieza a fabricar.
38 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 38

TEORÍA DE LA EMBUTICIÓN
6.5. DIAGRAMA PARA DETERMINAR EL NÚMERO DE PASADAS, DIÁMETROS Y ALTURAS Ejemplo: Partiendo de un disco de 180 mm de diámetro, se obtiene una 1ª embutición de diámetro 108 y altura de 48. En la segunda pasada, el diámetro será de 86 y la altura de 72.
Figura 72
39 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 39
TEORÍA DE LA EMBUTICIÓN
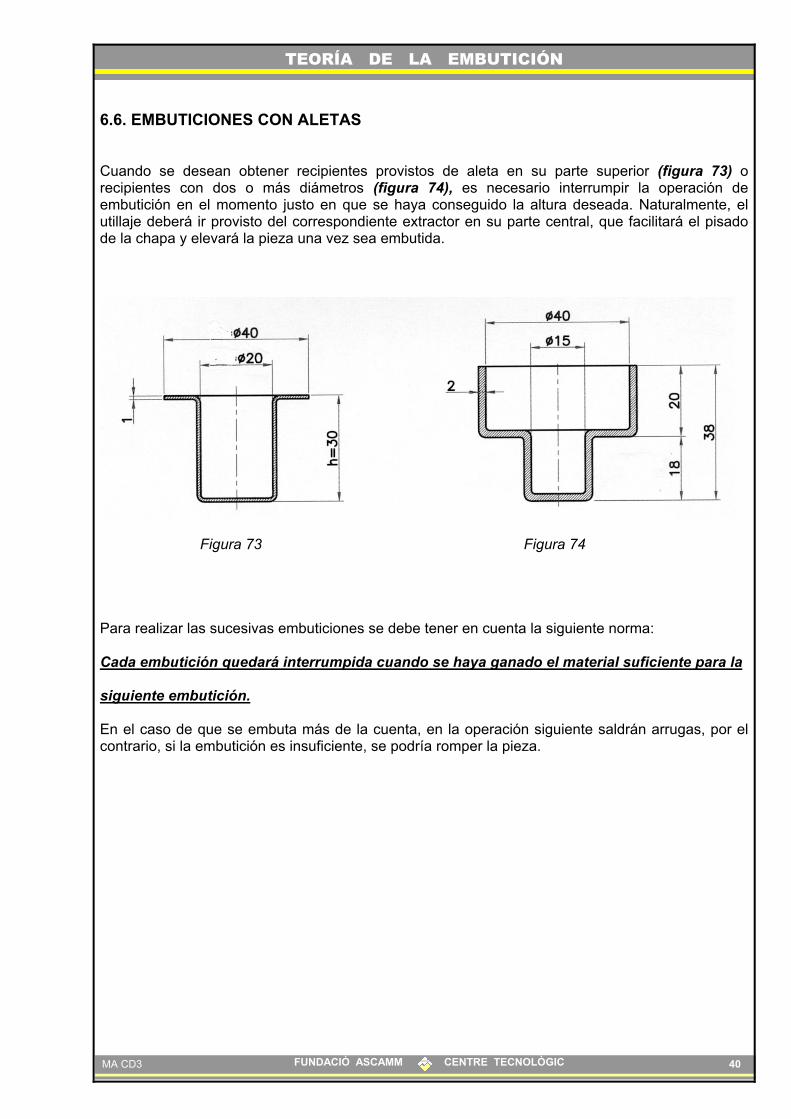
6.6. EMBUTICIONES CON ALETAS Cuando se desean obtener recipientes provistos de aleta en su parte superior (figura 73) o recipientes con dos o más diámetros (figura 74), es necesario interrumpir la operación de embutición en el momento justo en que se haya conseguido la altura deseada. Naturalmente, el utillaje deberá ir provisto del correspondiente extractor en su parte central, que facilitará el pisado de la chapa y elevará la pieza una vez sea embutida.
Figura 73 Figura 74 Para realizar las sucesivas embuticiones se debe tener en cuenta la siguiente norma: Cada embutición quedará interrumpida cuando se haya ganado el material suficiente para la siguiente embutición. En el caso de que se embuta más de la cuenta, en la operación siguiente saldrán arrugas, por el contrario, si la embutición es insuficiente, se podría romper la pieza.
40 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 40

TEORÍA DE LA EMBUTICIÓN
6.7. EJEMPLO Determinar la gama de embuticiones que serán necesarias hasta obtener la pieza de la figura 73, sabiendo que es de Latón de 1mm. de espesor. En primer lugar, calcularemos el diámetro “D” del disco de partida.
=⋅+= hddD ·4 12
=⋅⋅+= 30204402D
.2.634000 mmD ==
Para los coeficientes de reducción de la primera y posteriores embuticiones tomaremos los valores de la tabla fig. 69. (Para el Latón son de 0.52 y 0.75 respectivamente). d1 = 0.52 · 63.2 = 32.8mm. (prácticamente d1 = 33mm.) d2 = 0.75 · 32.8 = 24.6mm. (prácticamente d2 = 25mm.) d3 = 0.75 · 24.6 = 18.45mm. (prácticamente d3 = 20mm.) Para calcular las alturas “h” de las sucesivas embuticiones, procederemos de la siguiente forma: Se iguala la superficie del disco de la pieza con la superficie de la pieza cuya altura se quiere calcular; así; para calcular el valor h1 de la 1ª embutición tendremos:
=−
=1
22
1 ·4 ddDh .1.18
33·4402.63 22
1 mmh =−
=
Procediendo de forma análoga obtendremos la altura de la 2ª embutición:
=−
=2
22
2 ·4 ddDh .9.23
25·4402.63 22
2 mmh =−
=
Por último, comprobamos que la altura de la 3ª también es correcta:
=−
=3
22
3 ·4 ddDh .30
20·4402.63 22
3 mmh =−
Por consiguiente, las sucesivas embuticiones tendrán unas alturas respectivas de: 1ª: h1= 18.1mm. 2ª: h2= 23.9mm. 3ª: h3= 30.0mm.
41 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 41
TEORÍA DE LA EMBUTICIÓN
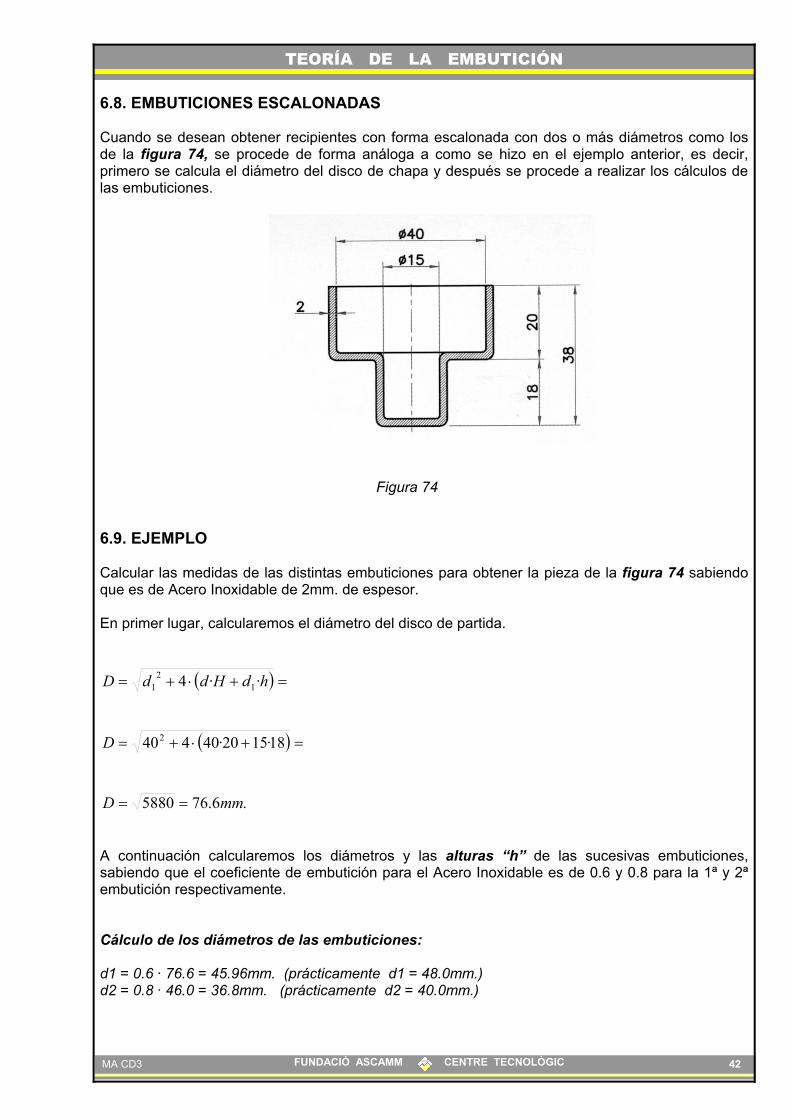
6.8. EMBUTICIONES ESCALONADAS Cuando se desean obtener recipientes con forma escalonada con dos o más diámetros como los de la figura 74, se procede de forma análoga a como se hizo en el ejemplo anterior, es decir, primero se calcula el diámetro del disco de chapa y después se procede a realizar los cálculos de las embuticiones.
Figura 74 6.9. EJEMPLO Calcular las medidas de las distintas embuticiones para obtener la pieza de la figura 74 sabiendo que es de Acero Inoxidable de 2mm. de espesor. En primer lugar, calcularemos el diámetro del disco de partida.
( ) =+⋅+= hdHddD ··4 121
( ) =+⋅+= 18·1520·404402D
.6.765880 mmD == A continuación calcularemos los diámetros y las alturas “h” de las sucesivas embuticiones, sabiendo que el coeficiente de embutición para el Acero Inoxidable es de 0.6 y 0.8 para la 1ª y 2ª embutición respectivamente. Cálculo de los diámetros de las embuticiones: d1 = 0.6 · 76.6 = 45.96mm. (prácticamente d1 = 48.0mm.) d2 = 0.8 · 46.0 = 36.8mm. (prácticamente d2 = 40.0mm.)
42 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 42

TEORÍA DE LA EMBUTICIÓN
(continuación) Cálculo de las alturas:
=−
=1
21
2
1 ·4 ddDh .5.18
48·4486.76 22
1 mmh =−
=
=−
=2
22
2
2 ·4 ddDh .6.26
40·4402.63 22
2 mmh =−
=
Quiere decir que, con estas dos embuticiones de trabajo ya se ha conseguido el diámetro de 40mm. y ahora, parte de ese diámetro hay que “reembutirlo” nuevamente hasta obtener el diámetro de 15mm. Los diámetros para esta serie de embuticiones serán: d3 = 0.80 · 40.0 = 32.0mm. (prácticamente d3 = 32mm.) d4 = 0.80 · 32.0 = 25.6mm. (prácticamente d4 = 25.5mm.) d5 = 0.80 · 25.6 = 20.5mm (prácticamente d5 = 21mm.) d6 = 0.80 · 20.5 = 16.4mm. (prácticamente d6 = 17mm.) d7 = 0.80 · 16.4 = 13.1mm. (prácticamente d7 = 15mm.) A partir de esta segunda fase de embuticiones es más práctico calcular las alturas de las embuticiones por medio de la relación:
π · d · h = π · 15 · 18 de donde ==d
h 18·15
Puesto que la superficie de los fondos siempre es la misma, tendremos que las alturas “h” serán :
==3
318·15d
h .4.832270 mm=
==4
418·15d
h .6.105.25
270 mm=
==5
518·15d
h .8.1221270 mm=
==6
618·15d
h .8.1617270 mm=
==7
718·15d
h .1815270 mm=
Figura 75
43 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 43

TEORÍA DE LA EMBUTICIÓN
6.10. EMBUTICIÓN CON DOBLE FORMA La figura 76 muestra una de estas piezas con forma de doble embutición (interior y exterior) la cual se ha de obtener por medio de embuticiones sucesivas. La condición más importante es empezar siempre por las que determinan la forma interior de la pieza y posteriormente realizar la exterior, poniendo especial atención a embutir tan solo la chapa necesaria que necesitemos para el cuerpo central de la pieza. En las figuras 76 se muestran las sucesivas embuticiones que serían necesarias hasta obtener los diámetros y alturas de la pieza. La consecución del diámetro y altura exterior se deberá obtener en varias operaciones de forma que el material pueda pasar de una forma a otra sin que se produzcan roturas o marcas en su superficie. En casos como éste en que se trata de formas muy complicadas, siempre es aconsejable hacer pruebas prácticas de conformado antes de proceder a la construcción definitiva de los útiles.
Figura 76
En casos en que la embutición tenga un diámetro central muy reducido (figura 77) en comparación con el del disco de partida, es más aconsejable emplear el procedimiento de hacer las sucesivas embuticiones con la misma profundidad y posteriormente reducir los diámetros, siempre, con la precaución de hacer los radios generosamente grandes para que no dejen marcas sobre las piezas.
Figura 77
44 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 44

TEORÍA DE LA EMBUTICIÓN
7. EMBUTICIÓN DE PIEZAS CUADRADAS O RECTANGULARES Las piezas cuadradas o rectangulares (figura 78) están formadas por 4 caras planas obtenidas por doblado (a-b) y unidas en sus esquinas por otros tantos radios r1. Al desarrollo de las caras a y b hay que sumarles el desarrollo de los radios del fondo r2 y las alturas h. de las paredes laterales de la pieza. En ese momento, el desarrollo de la pieza tendrá una forma de cruz a la cual le faltaran unir sus esquinas. Esas 4 esquinas equivaldrán a otros tantos cuartos de cilindros de revolución que en este caso se obtienen por medio de embutición. La forma de calcular y trazar esa parte de la pieza la veremos en la (Fig. 79-80) con los ejemplos que mostramos a continuación.
Figura 78
7.0. CÁLCULO TEÓRICO DEL DESARROLLO Existen una serie de sistemas (Bibliografía, estudios, normas, comités, etc.) que han estudiado lo que ellos consideran el mejor sistema para trazar el desarrollo de los recipientes rectangulares o cuadrados, no obstante, aquí solo citaremos uno de esos sistemas porque creemos que es uno de los más válidos y porque en nuestra opinión se acerca mucho a los valores que se dan en la práctica. En cualquier caso, también debemos ser conscientes, de que casi siempre, es conveniente realizar pruebas de desarrollo puesto que es la mejor forma de garantizar la máxima fiabilidad a la hora de construir la herramienta. Por otro lado, debemos recordar, que el acierto de los valores prácticos obtenidos, dependen en gran medida de muchas y variadas circunstancias que en ocasiones pueden encontrarse en el acabado de los útiles, en los radios de la herramienta, en la calidad de la materia prima, en los radios de embutición, en la velocidad de la prensa, etc., etc. La práctica ha demostrado que, para obtener una correcta embutición, tiene más importancia el espesor uniforme de la materia prima que la exactitud del recorte. Finalmente, también debemos tener en cuenta, que al hacer una embutición, casi siempre vamos a dejar una aleta o sobrante en todo el perímetro de la pieza, que finalmente recortaremos. Este sobrante o excedente de material, es el que nos ha de permitir que en ocasiones no seamos tan
45 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 45
escrupulosos a la hora de determinar el consumo de materia.
TEORÍA DE LA EMBUTICIÓN
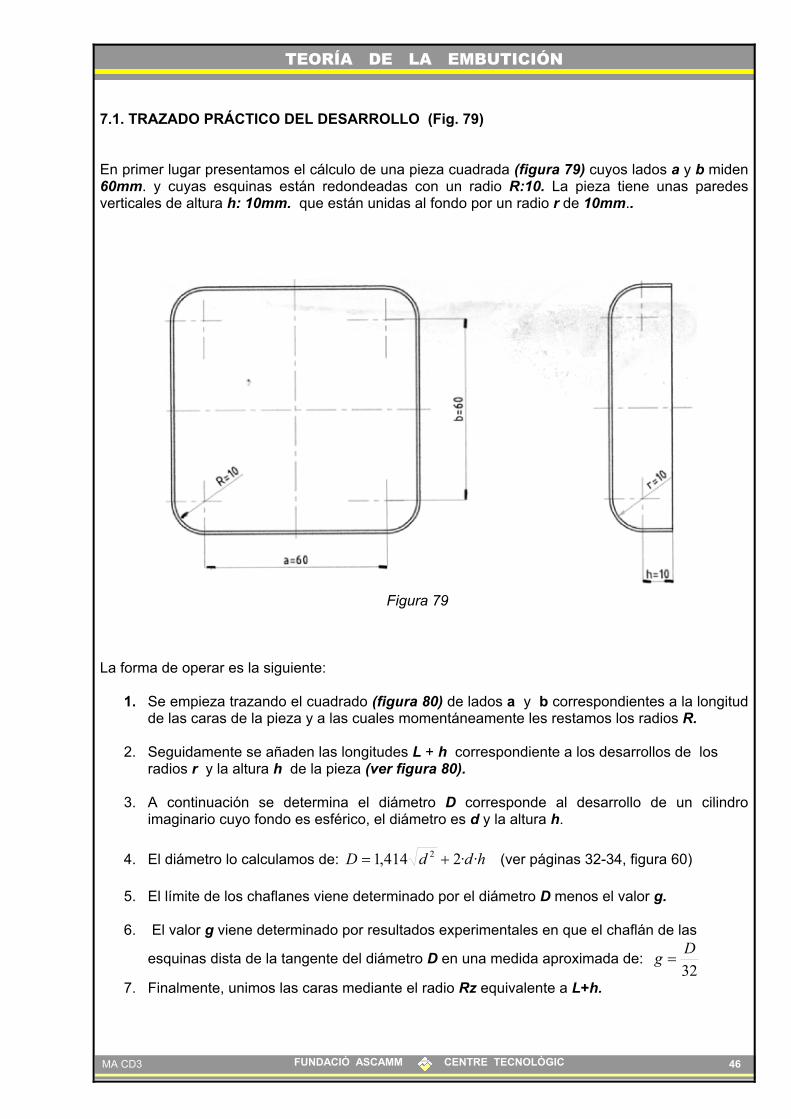
7.1. TRAZADO PRÁCTICO DEL DESARROLLO (Fig. 79) En primer lugar presentamos el cálculo de una pieza cuadrada (figura 79) cuyos lados a y b miden 60mm. y cuyas esquinas están redondeadas con un radio R:10. La pieza tiene unas paredes verticales de altura h: 10mm. que están unidas al fondo por un radio r de 10mm..
Figura 79
La forma de operar es la siguiente:
1. Se empieza trazando el cuadrado (figura 80) de lados a y b correspondientes a la longitud de las caras de la pieza y a las cuales momentáneamente les restamos los radios R.
2. Seguidamente se añaden las longitudes L + h correspondiente a los desarrollos de los
radios r y la altura h de la pieza (ver figura 80).
3. A continuación se determina el diámetro D corresponde al desarrollo de un cilindro imaginario cuyo fondo es esférico, el diámetro es d y la altura h.
4. El diámetro lo calculamos de: hddD ··2414,1 2 += (ver páginas 32-34, figura 60)
5. El límite de los chaflanes viene determinado por el diámetro D menos el valor g.
6. El valor g viene determinado por resultados experimentales en que el chaflán de las
esquinas dista de la tangente del diámetro D en una medida aproximada de: 32Dg =
7. Finalmente, unimos las caras mediante el radio Rz equivalente a L+h.
46 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 46

TEORÍA DE LA EMBUTICIÓN
(viene de la página anterior)
Figura 80 7.2. TRAZADO PRÁCTICO DEL DESARROLLO (Fig. 81) En esta ejemplo presentamos el cálculo de una pieza cuadrada (figura 81) cuyos lados a y b miden 34mm. y cuyas esquinas están redondeadas con un radio R:10. La pieza tiene unas paredes verticales de altura h: 17mm. que están unidas al fondo por un radio r de 2mm..
47 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 47
Figura 81

TEORÍA DE LA EMBUTICIÓN
(Viene de la página anterior) La forma de operar es la siguiente (ver figura 82 en la parte inferior):
1. Se empieza trazando el cuadrado del fondo de la pieza (figura 82) de lados 50x50. 2. Seguidamente se añaden las longitudes L + 17 correspondiente a los desarrollos de los
radios r:3.9 (fibra neutra) y la altura de la pieza 17mm.
3. A continuación se determina el diámetro D corresponde al desarrollo de un cilindro imaginario cuyo diámetro d es 20 , la altura h es 17 y el fondo tiene un radio r de 2mm.
4. El diámetro D se calcula: 43)·57.0·(·42 =++= rhddD (ver páginas 32-34, figura 55)
5. El límite de los chaflanes viene determinado por el diámetro D menos el valor g.
6. Como ya vimos anteriormente: 3.13243
32===
Dg
7. Finalmente, unimos las caras con el radio Rz equivalente a 9.282348.91
=−
=Rz
8. Vemos como nos queda un cuadrado de 91.8mm., con 4 chaflanes a 45º unidos por 8 radios de 28.9mm.
Figura 82
48 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 48

TEORÍA DE LA EMBUTICIÓN
7.3. TRAZADO PRÁCTICO DEL DESARROLLO (Fig. 83) En esta ejemplo presentamos el cálculo de una pieza rectangular (figura 83) cuyos lados a y b miden 30 y 70mm. respectivamente, a los que hay que sumar los correspondientes radios de las esquinas R:15mm. , todo ello nos da un rectángulo final de 60x100mm. La pieza tiene unas paredes verticales de altura h: 11mm. que están unidas al fondo de la pieza por una arista viva o r:0.
Figura 83 La forma de operar es la siguiente (ver figura 72 en la página siguiente):
1. Se empieza trazando el rectángulo del fondo de la pieza de 60x100mm. con radios de 15 en las esquinas.
2. Seguidamente se añaden las longitudes L + h correspondiente a los desarrollos de los
radios r:0.8 (fibra neutra) y la altura de la pieza h:11mm.
3. A continuación se determina el diámetro D corresponde al desarrollo de un cilindro imaginario cuyo diámetro es r·2=30 , y una altura h de 11..
4. El diámetro D se calcula: 5.48··42 =+= hddD (ver páginas 32-34, figura 52)
5. El límite de los chaflanes viene determinado por el diámetro D menos el valor g.
6. Como ya vimos anteriormente: 5.1325.48
32===
Dg
7. Finalmente, unimos las caras con el radio Rz equivalente a 8.262306.83
=−
=Rz
8. Vemos como nos queda un rectángulo de 123.6x83.6mm., con 4 chaflanes a 45º unidos por
8 radios de 26.8mm.
49 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 49

TEORÍA DE LA EMBUTICIÓN
(Viene de la página anterior)
Figura 84 Trazado práctico del desarrollo de la pieza de la figura 83 de la página anterior.
Piezas obtenidas en procesos de embutición
50 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 50

TEORÍA DE LA EMBUTICIÓN
8.0 Nº DE PASADAS PARA LAS EMBUTICIONES CUADRADAS O RECTANGULARES
Sabido es, que la determinación del número de operaciones para embutir cuerpos cuadrados o rectangulares acostumbra a ser una tarea algo difícil y complicada, no obstante, intentaremos aportar la máxima información posible para conseguir este objetivo y poder realizar este cálculo de la forma mas rápida y sencilla posible. Como primer paso de esta tarea, intentaremos indicar algunas de las pautas mas importantes que deben tenerse en cuenta para poder realizar las embuticiones cuadradas o rectangulares de una sola pasada. 8.1 ¿ CUANDO SON EMBUTIBLES DE UNA SOLA PASADA? • Siempre que la altura h sea igual o inferior a cinco
veces el radio r, (figura 84). • Siempre que el cilindro de diámetro do, equivalente a
la anchura l del rectángulo sea embutible en una sola pasada.
ATENCIÓN: Debemos tener en cuenta que los dos factores anteriores deben cumplirse al mismo tiempo para que la embutición sea posible, de lo contrario, la embutición necesitará varias fases. Aun así, siempre podrán haber condicionantes que condicionen la embutibilidad de las piezas, como por ejemplo:
1. La geometría de la pieza 2. Las propiedades del material. 3. El espesor de la chapa 4. El tamaño de los radios de los ángulos Figura 84
51 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 51

TEORÍA DE LA EMBUTICIÓN
9.0 ¿ COMO HACEMOS LAS REDUCCIONES Y LOS RADIOS ? Una vez hemos determinado que las piezas no podrán ser embutidas de una sola pasada, necesitaremos dimensionar cada uno de los útiles de embutición hasta conseguir el acabado de las piezas que deseamos. Para lograrlo se puede hacer de dos formas diferentes.
1. Sistema “abombado” . 2. Sistema recto.
En cualquiera de los dos casos, el primer molde siempre debe tener el radio del ángulo vertical “R” igual a 4 o 5 veces el “r” radio de la pieza terminada. La elección de uno u otro método se hará teniendo en cuenta, ya sea la ganancia en el número de pasos o bien la facilidad del ajuste de los troqueles en el otro. En el caso de que los dos métodos necesiten el mismo número de fases , es aconsejable escoger el método recto. Sabido es que los cantos vivos no se pueden obtener de otra forma que no sea progresivamente, incluyendo en la última operación de embutición, un laminado o calibrado final.
Sistema “Abombado”
Sistema “Recto”
Fig. 85
52 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 52
Perfil desarrollo teórico
R

TEORÍA DE LA EMBUTICIÓN
9.1 SISTEMA “ABOMBADO” El cálculo de los pasos para las correspondientes reducciones de medidas pasa por la determinación de la reducción de los diámetros de los cilindros ficticios que tenemos en las esquinas. En el caso del sistema “abombado” (fig. 86) los lados de las embuticiones deberán quedar ligeramente curvados en unos valores Wa y Wb que se indican en la parte inferior. Ventajas: Este sistema tiene la ventaja de requerir menos operaciones de transformación que el sistema recto. Inconvenientes: El ajuste de las matrices son mas costosos. Los radios de las esquinas (r1, r2, r3, ….)se dan con las formulas: r1 = q · R r2 = 0.6 · r1 r3 = 0.6 · r2 r4 = 0.6 · r3 r5 = ….. Figura 86 Siendo: q = Coeficiente de embutición según el material (ver tabla fig.69). R = Radio para la primera embutición El valor del radio “R” se determina con: R = x · R1
982.0·2
·074.02
+
=rRx
R1 = Radio del disco de material necesario para el cilindro ficticio de las esquinas. Los centros de los radios r1, r2, r3, … están situados a una distancia “f” respecto al centro del radio de la pieza:
221 rrf −
= 232 rrf −
=
Las flechas de los abombamientos Wa y Wb vienen determinadas por los valores: Wa = 10-15% de la longitud recta del lado Wb = 10-15% de la longitud recta del lado
53 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 53

TEORÍA DE LA EMBUTICIÓN
9.1 SISTEMA “RECTO” El cálculo de los pasos para las correspondientes reducciones de medidas del sistema “Recto” (fig. 87), pasa por la determinación de la reducción de los diámetros de los cilindros ficticios de las esquinas. En el caso del sistema “recto” los lados de las embuticiones de los pasos intermedios deberán quedar rectos y paralelos a los de la pieza definitiva. Ventajas: El ajuste de las matrices es mas barato que el sistema de “abombado”. Inconvenientes: Al ser más débil la reducción de los diámetros, aumenta el número de pasos necesarios. Los radios de las esquinas se dan con las formulas: r1 = 1.2 · q · R r2 = 0.6 · r1 r3 = 0.6 · r2 r4 = 0.6 · r3 r5 = ….. Fig. 87 Siendo: g = Coeficiente de embutición según el material (ver tabla en página anterior). R = Radio para la primera embutición El valor del radio “R” se determina con: R = x · R1 El valor “x” se calcula con la siguiente formula:
982.0·2
·074.02
+
=rRx
R1 = Es el radio del disco del cilindro ficticio de las esquinas.
54 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 54
Los centros de los radios r1, r2, r3, … son comunes con el de la pieza definitiva.

TEORÍA DE LA EMBUTICIÓN
9.1 EJEMPLO CON FORMA ABOMBADA Y RECTA: En el ejemplo que mostramos en la figura 88) vemos una pieza rectangular de embutición, con una altura de 60mm. y un radio de 10mm. en las esquinas y en el fondo de la pieza. Desearíamos saber si la podremos embutir de una sola vez y en caso negativo que medidas y radios deberemos aplicar. Si tenemos en cuenta los puntos descritos en el apartado 8.1 veremos como nos dice que la pieza no es embutible de una sola vez y por lo tanto procederemos a realizar el estudio tanto de forma “abombada” como “recta”. Figura 88
FORMA ABOMBADA: En primer lugar calculamos el desarrollo del cilindro imaginario que tenemos en las esquinas, cuyo diámetro es 20mm. y una altura de 60mm. (formula 60, página 32-34).
hddD ··2·414.12
+= .7560·20·220·414.12
mmD =+= (R1:37.5)
982.0·2
·074.02
1 +
=
rx R 24.1982.0
10·25.37·074.0
2
=+
=x
RxR 1·= 5.465.37·24.1 =⋅=R Radios de las esquinas para forma abombada: 1ª) r1= 0.4 · 46.5 = 18.6mm. 2ª) r2= 0.6 · 18.6 = 11.2mm. 3ª) r3= 0.6 · 11.2 = 6.7mm. 10mm. (lo pasamos al radio que ha de tener la pieza)
55 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 55
221 rrf −
= 7.32
2.116.18=
−=f 6.0
2102.11
=−
=f

TEORÍA DE LA EMBUTICIÓN
EJEMPLO CON FORMA RECTA (Figura 88 anterior): Igual que se hizo con la forma “abombada” anterior, en primer lugar calculamos el desarrollo del cilindro imaginario que tenemos en las esquinas, de diámetro 20mm. y una altura de 60mm. (formula 60, página 32-34).
1º) hddD ··2·414.12
+= .7560·20·220·414.12
mmD =+= (R1:37.5) 2º) Seguidamente calculamos el factor “x”.
982.0·2
·074.02
1 +
=
rx R 24.1982.0
10·25.37·074.0
2
=+
=x
3º) Una vez conocidos los valores de “x” y “R1” ya podemos calcular “R”.
RxR 1·= 5.465.37·24.1 =⋅=R Para los radios de las esquinas : 1ª) r1= 0.2 · 0.4 · 46.5 = 22.4mm. 2ª) r2= 0.6 · 22.4 = 13.5mm. 3ª) r3= 0.6 · 13.5 = 8.1mm. 10mm. (lo pasamos al radio que ha de tener la pieza) COMENTARIO: Después de hacer los dos cálculos correspondientes a las formas “abombada” y “recta”, podemos apreciar como el resultado en los dos casos es que se necesitarán 3 fases de transformación. Ante un resultado como éste, nuestra opción será la de escoger la forma “recta” puesto que es la mas rápida y económica a la hora de construir las matrices. Otra cosa a tener en cuenta es la siguiente; Si observamos los cálculos de los radios r1, r2 y r3, podemos ver como el resultado del radio r3 ha sido pasado de r8.1mm. a r10mm. esto se ha hecho para igualarlo con el de la propia pieza. Es lógico pensar que, si los cálculos nos permiten llegar a un radio de 8.1mm. en la tercera fase, mucho mejor podremos llegar a uno de r10mm. Otra cosa que también se puede hacer, es aumentar los r1 y r2 en la misma proporción que hemos aumentado el r3, de esta forma los valores de reducción de los tres radios serán mas uniformes y mantendrá una progresión uniforme a lo largo de todo el proceso de transformación.
56 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 56

TEORÍA DE LA EMBUTICIÓN
9.2 EJEMPLO (figura 89): En este caso se trata de una pieza de sección cuadrada (figura 89) que requiere un proceso de transformación diferente a los que hemos visto hasta ahora. Se trata del procedimiento denominado Oeillet, este sistema consiste en reconvertir la sección cuadrada de la pieza en otra equivalente de sección cilíndrica, para tratar de facilitar su embutición y conseguir hacerla más rápida y fácilmente. Después de hacer los cálculos necesarios para saber el disco de partida, procederemos de la misma forma que lo haríamos con una embutición cilíndrica, tanto en sus diámetros como en sus radios, dejando las últimas fases para pasar de la sección redonda a la sección cuadrada que lleva la pieza. . En el ejemplo que tenemos a continuación podremos seguir la explicación detallada de todo lo que acabamos de explicar: Se trata de una pieza (fig.89) de sección cuadrada de 28x28mm. de lado, con un radio de 1mm. en las esquinas y una altura total de 44mm. con otro radio de 1mm. en el fondo de sus caras. Fig. 89 Planta y alzado de la pieza a embutir
57 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 57
TEORÍA DE LA EMBUTICIÓN
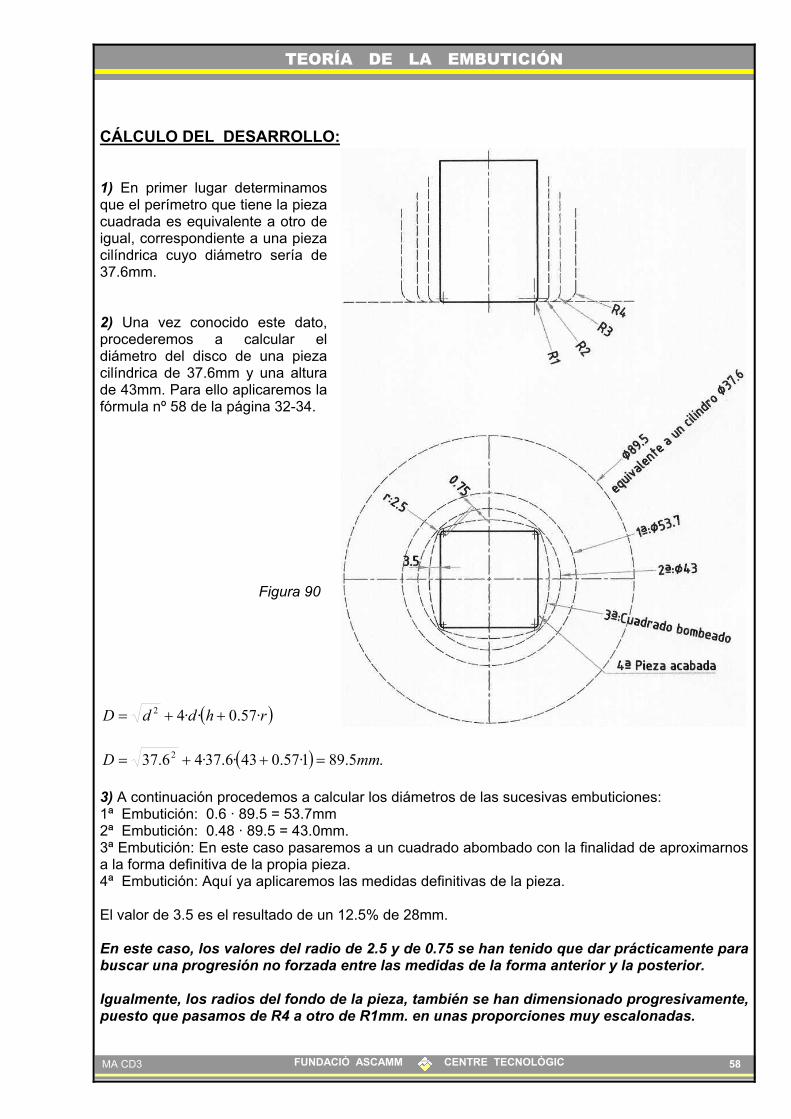
CÁLCULO DEL DESARROLLO: 1) En primer lugar determinamos que el perímetro que tiene la pieza cuadrada es equivalente a otro de igual, correspondiente a una pieza cilíndrica cuyo diámetro sería de 37.6mm. 2) Una vez conocido este dato, procederemos a calcular el diámetro del disco de una pieza cilíndrica de 37.6mm y una altura de 43mm. Para ello aplicaremos la fórmula nº 58 de la página 32-34. Figura 90
( )rhddD ·57.0··42 ++=
( ) .5.891·57.043·6.37·46.37 2 mmD =++= 3) A continuación procedemos a calcular los diámetros de las sucesivas embuticiones: 1ª Embutición: 0.6 · 89.5 = 53.7mm 2ª Embutición: 0.48 · 89.5 = 43.0mm. 3ª Embutición: En este caso pasaremos a un cuadrado abombado con la finalidad de aproximarnos a la forma definitiva de la propia pieza. 4ª Embutición: Aquí ya aplicaremos las medidas definitivas de la pieza. El valor de 3.5 es el resultado de un 12.5% de 28mm. En este caso, los valores del radio de 2.5 y de 0.75 se han tenido que dar prácticamente para buscar una progresión no forzada entre las medidas de la forma anterior y la posterior. Igualmente, los radios del fondo de la pieza, también se han dimensionado progresivamente, puesto que pasamos de R4 a otro de R1mm. en unas proporciones muy escalonadas.
58 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 58

TEORÍA DE LA EMBUTICIÓN
10. RECORTE DE PIEZAS OVALADAS En la figura 91 mostramos un ejemplo práctico de figura elíptica redondeada, con las fórmulas para el cálculo del desarrollo de las medidas x-y . En estos casos en concreto, la resolución del problema nos ha de dar una nueva figura concéntrica a a-b, con medidas mayores y de acuerdo a las ecuaciones que se indican en la parte inferior.
Figura 91. Obtención de recorte para piezas embutidas de sección ovalada.
Las pruebas realizadas han demostrado que, si se quiere alcanzar la máxima profundidad posible de embutición en piezas de forma oval como la de la figura 91, se debe tener en cuenta que el sentido de laminado de la chapa, presente la misma dirección que el eje menor de la elipse.
59 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 59
TEORÍA DE LA EMBUTICIÓN
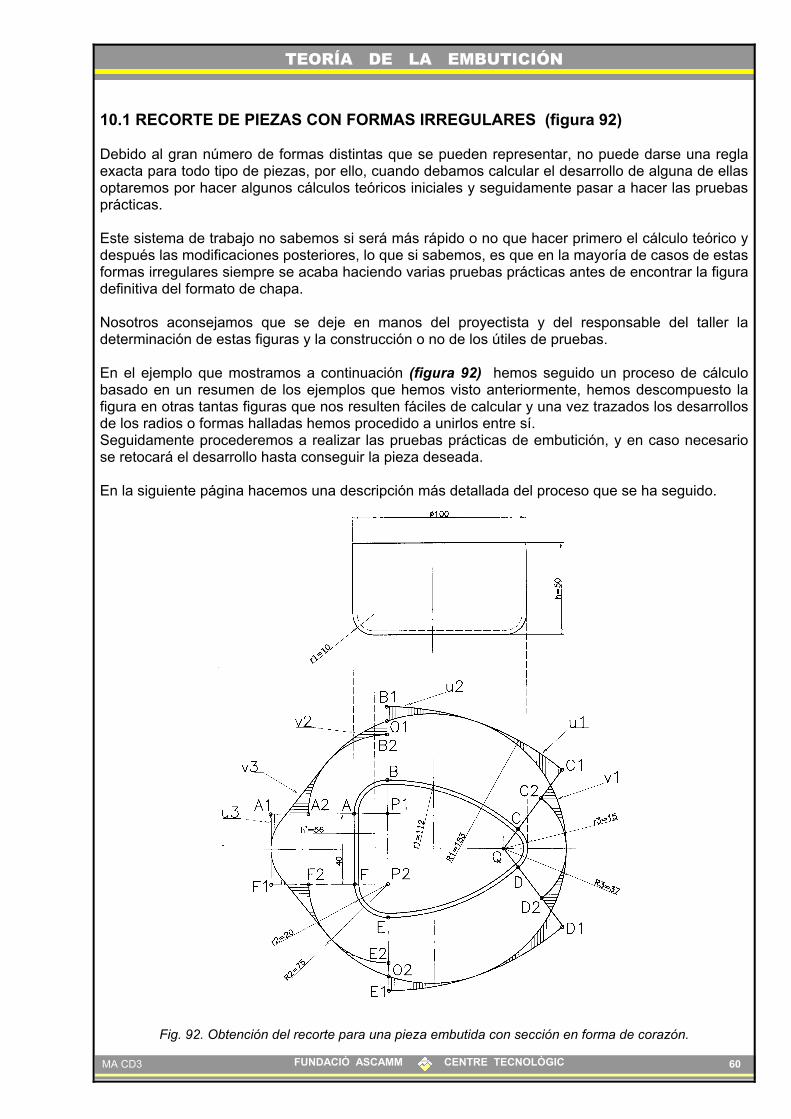
10.1 RECORTE DE PIEZAS CON FORMAS IRREGULARES (figura 92) Debido al gran número de formas distintas que se pueden representar, no puede darse una regla exacta para todo tipo de piezas, por ello, cuando debamos calcular el desarrollo de alguna de ellas optaremos por hacer algunos cálculos teóricos iniciales y seguidamente pasar a hacer las pruebas prácticas. Este sistema de trabajo no sabemos si será más rápido o no que hacer primero el cálculo teórico y después las modificaciones posteriores, lo que si sabemos, es que en la mayoría de casos de estas formas irregulares siempre se acaba haciendo varias pruebas prácticas antes de encontrar la figura definitiva del formato de chapa. Nosotros aconsejamos que se deje en manos del proyectista y del responsable del taller la determinación de estas figuras y la construcción o no de los útiles de pruebas. En el ejemplo que mostramos a continuación (figura 92) hemos seguido un proceso de cálculo basado en un resumen de los ejemplos que hemos visto anteriormente, hemos descompuesto la figura en otras tantas figuras que nos resulten fáciles de calcular y una vez trazados los desarrollos de los radios o formas halladas hemos procedido a unirlos entre sí. Seguidamente procederemos a realizar las pruebas prácticas de embutición, y en caso necesario se retocará el desarrollo hasta conseguir la pieza deseada. En la siguiente página hacemos una descripción más detallada del proceso que se ha seguido.
60 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 60
Fig. 92. Obtención del recorte para una pieza embutida con sección en forma de corazón.

TEORÍA DE LA EMBUTICIÓN
(viene del ejemplo anterior) Ejemplo: Debemos obtener una pieza en forma de corazón cuyas medidas son: altura h:50mm., anchura 80mm. (40mm + dos radios de 20mm.) y una longitud aproximada de 100mm. El fondo de la pieza esta redondeado por un radio r1 de 10mm. y las esquinas por otros de r3=15mm. y r2=20mm. respectivamente. El camino que seguimos es el siguiente: 1.- Calculamos el desarrollo de un hipotético cilindro de r1=112mm., una altura h=50mm., y un fondo redondeado a r=10mm. La proyección de la pared lateral calculada de este hipotético cilindro nos da un radio R1=153. 2.- Seguidamente hacemos el mismo cálculo para el radio r3=15mm.. El resultado es otra proyección de radios R3=37mm. 3.- A continuación hacemos el cálculo de lo que sería el lateral de un objeto cuadrado cuyo lado mide 40mm. y tiene las esquinas redondeadas con dos radios r2=20mm. El resultado de esta operación nos da otras tantas proyecciones de radios R2=75mm. y de h`=56mm. 4.- Finalmente, aplicando unos radios de unión que sean tangentes entre sí y que definan unas formas concretas, tendremos un desarrollo que se aproximará a la forma definitiva.
Fig. 93. Obtención del recorte para una pieza embutida con sección en forma de corazón.
61 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 61

TEORÍA DE LA EMBUTICIÓN
11. RADIOS DE MATRIZ Y PUNZÓN 11.1. QUE RADIOS DEBEMOS HACER AL PUNZÓN Y A LA MATRIZ ? Si los bordes del punzón y la matriz (figura 94) identificados con las letras n y m respectivamente no estuviesen redondeados, la chapa se engancharía fuertemente en dichos bordes produciéndose la rotura del fondo de la cazoleta embutida. Por otra parte, si se hace un radio R muy grande en la matriz (figura 95) , a poco que la pieza sea embutida, la acción del sujeta chapas será nula y se producirán ondulaciones y arrugas en el disco. RADIO DE MATRIZ “R”: Por consiguiente, el radio R de la matriz debe ser cuidadosamente estudiado y su valor oscilará entre 3 y 8 veces el espesor e de la chapa. También se puede calcular por medio de la fórmula: ( ) edDR ··8,0 −= siendo: D= el diámetro del disco (mm). d= el diámetro de la matriz (mm). e= el espesor de la chapa del disco (mm). RADIO DE PUNZÓN “r”: En cuanto al radio r del punzón debe adaptarse progresivamente a la forma del recipiente embutido, pero en todo caso, no conviene que sea inferior al espesor e de la chapa: r = 3 a 5· e.
Figura 94 Figura 95
11.2. DETERMINACIÓN DEL RADIO DE LA MATRIZ SEGÚN EL ESPESOR DEL MATERIAL Teniendo en cuenta el espesor de material e también se pueden adoptar los siguientes valores: Para: e < 1mm R = 6 a 8 · e >1 a < 3mm R = 4 a 6 · e >3 a < 4mm R = 2 a 4 · e
62 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 62
En casos especiales de embuticiones poco profundas, nos podemos encontrar que si damos al radio el valor hallado, el sujetador perderá rápidamente su eficacia y podrán aparecer arrugas o roturas en la pieza. En este caso, se puede intentar disminuir ligeramente el valor del radio hallado o bien buscar otras alternativas, como reducir la velocidad de embutición, cambiar de material, modificar la pieza, …..etc.

TEORÍA DE LA EMBUTICIÓN
11.2. RADIOS DE LA MATRIZ (continuación) El valor del radio de la matriz es muy importantes ya que condiciona toda la embutición. Examinaremos primero las solicitaciones de la chapa al pasar sobre el radio de borde de una matriz rectangular (Embutición rectilínea). La parte del material que pasa sobre el radio, sufre un adelgazamiento y al penetrar en la matriz lo obliga a enderezarse (doblado en sentido inverso). Este enderezamiento y alargamiento, originados por la resistencia ofrecida al desplazamiento, provocan un nuevo adelgazamiento del material. Un radio pequeño produciría una disminución del espesor más importante (ver doblado). Por otra parte, la resistencia que ofrecería al deslizamiento del recorte sería lo suficientemente grande para que el alargamiento producido provocara la rotura. Si aplicamos estas observaciones sobre el radio de la matriz, vemos que:
1) De él nacen las fuerzas que vuelven a agrupar las moléculas del metal. 2) Facilita el deslizamiento y el cambio de dirección de la chapa.
3) Disminuye la resistencia al rozamiento.
Conclusión:
• Un radio demasiado pequeño provoca un alargamiento desmedido y riesgos de rotura en la pieza.
• Un radio demasiado grande puede originar pliegues en la chapa (porque el apretado
del recorte se realiza a demasiada distancia).
• El radio adecuado permite el deslizamiento normal y un alargamiento débil compensado por la compresión lateral del material.
63 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 63
TEORÍA DE LA EMBUTICIÓN
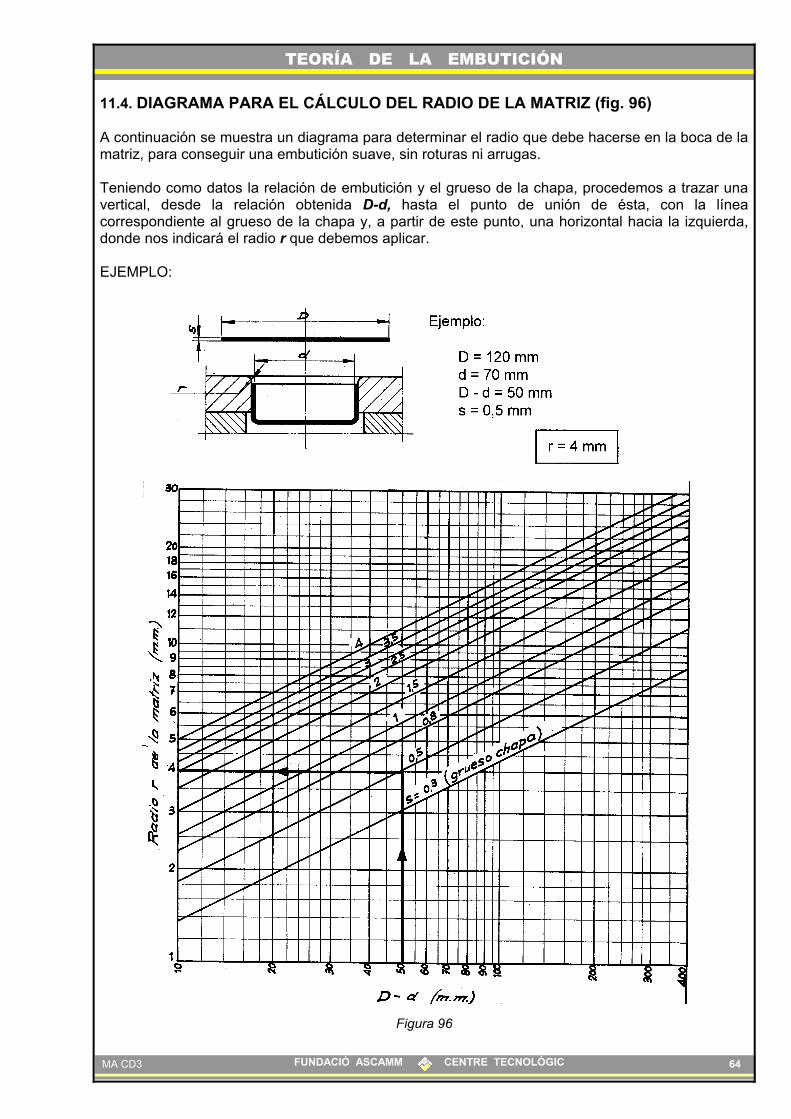
11.4. DIAGRAMA PARA EL CÁLCULO DEL RADIO DE LA MATRIZ (fig. 96) A continuación se muestra un diagrama para determinar el radio que debe hacerse en la boca de la matriz, para conseguir una embutición suave, sin roturas ni arrugas. Teniendo como datos la relación de embutición y el grueso de la chapa, procedemos a trazar una vertical, desde la relación obtenida D-d, hasta el punto de unión de ésta, con la línea correspondiente al grueso de la chapa y, a partir de este punto, una horizontal hacia la izquierda, donde nos indicará el radio r que debemos aplicar. EJEMPLO:
Figura 79
Figura 96
64 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 64

TEORÍA DE LA EMBUTICIÓN
11.5. DIAGRAMA PARA EL CÁLCULO DEL RADIO DE LA MATRIZ (fig. 97)
Este es otro ejemplo distinto utilizado para el cálculo del radio de la matriz. En este caso se hace después de calcular la diferencia entre el diámetro del disco D y el diámetro de la embutición d. Una vez hallado este valor en la parte inferior del gráfico trazaremos una vertical hasta cruzar con la curva correspondiente al espesor del material y desde ese punto una horizontal hasta encontrar el valor correspondiente al radio. Como podemos ver, existen diferentes maneras de calcular un mismo dato y todas ellas pueden ser correctas y satisfactorias. La razón de todo ello la podemos encontrar en que los valores reales hallados casi nunca serán exactos y en la mayoría de casos su exactitud dependerá de factores tales como el material, el utillaje, …..etc. y en cualquier caso, casi siempre deberemos corregirlos y adaptarlos prácticamente.
Figura 97 11.6 REDONDEADO DE LAS ARISTAS DEL PUNZÓN Bajo ningún concepto, el redondeado de la arista del punzón puede ser muy diferente que el redondeo de la arista de la matriz, en caso de ser extremadamente pequeño o muy diferente al de la matriz provocaría la rotura del material o lo cortaría como si se tratara de una cizalladura. Las embuticiones con canto muy agudo sólo pueden realizarse a través de varias fases, o bien en procesos muy lentos y muy caros. Un redondeado del punzón siempre debe resultar ventajoso y ha de tenerse en cuenta desde el principio cuando se realiza el diseño de la pieza que se desea fabricar.
65 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 65
En ningún caso, el radio mínimo “r” que se aplique al punzón será inferior a 3 - 5 veces el espesor “e” de la chapa.

TEORÍA DE LA EMBUTICIÓN
11.7. EJEMPLOS DE PIEZAS EMBUTIDAS
Ejemplos de piezas embutidas
66 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 66

TEORÍA DE LA EMBUTICIÓN
12. ¿ QUE ES EL HUELGO DE EMBUTICIÓN ? Por huelgo de embutición “u” se entiende la separación entre el punzón y el aro de embutición o matriz. Como resultado de las pruebas realizadas, el huelgo de embutición en general está entre 1.1 y 1,4 veces el espesor de la chapa. Por lo general, el huelgo u se calcula partiendo del espesor de la chapa s, en mm, y de un coeficiente a, según las siguientes fórmulas: sasu ·10·07,0+= para chapa de acero, sasu ·10·02,0+= para chapa de aluminio blanda, sasu ·10·04,0+= para chapas de materiales no férreos, sasu ·10·20,0+= para chapas de aleaciones resistentes a altas temperatur. Coeficientes de embutición “a”: 1.2 para chapa muy duras 1.4 para chapas duras 1.6 para chapas de mediana dureza 1.8 para chapas blandas 2.0 para chapas muy dúctiles El especialista observa a menudo que, con la misma chapa y la misma matriz, algunas piezas se rompen debido a que el huelgo es demasiado estrecho, mientras que, al mismo tiempo, en otras piezas se forman pliegues al embutir debido a que el huelgo es demasiado grande. En realidad, este tipo de problemas raramente se deben a un mal dimensionado del huelgo de embutición, en la mayoría de los casos, el motivo se encuentra en diferencias en el espesor de la chapa. En lo concerniente a la distribución del huelgo respecto al aro de embutición y al diámetro del punzón, se recomienda que sea constante en toda su longitud vertical, sin tener en cuenta las variables de espesor que pueda presentar la pieza en sus paredes verticales. Existen opiniones sobre el problema que en ocasiones presentan las piezas cilíndricas embutidas al ensancharse por el borde superior de su pared lateral, después de efectuada la embutición. Por ello, se formulan algunos reparos a construir el punzón de forma que se estreche hacia abajo, es decir, en dirección a la superficie de la base, para conseguir así que las piezas embutidas se desprendan más fácilmente. Tal modo de proceder sólo se recomienda para aquellas piezas de embutición que no tengan que ser exactamente cilíndricas y cuyo borde superior no tenga que responder a unas medidas exactas. Las piezas embutidas con exactitud, únicamente pueden conseguirse mediante una embutición con alargamiento, a base de disminuir el espesor de la pared lateral. Entonces, el diámetro del aro de embutición coincide con la dimensión nominal y su pared interior se realiza exactamente cilíndrica; por otra parte, para facilitar el desprendimiento de la pieza terminada, la altura de dicho aro, hasta el canto inferior circular, es notablemente menor que la altura de la pared lateral de la pieza a embutir.
67 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 67

TEORÍA DE LA EMBUTICIÓN
12.1 JUEGO DE EMBUTICIÓN (continuación) Teóricamente, el valor del juego oscila entre un l0% y un 14% del espesor de la chapa, pero también hay que tener en cuenta las tolerancias de ésta. El porcentaje de menor cuantía (10%) será para los casos de embuticiones cilíndricas o las partes rectas de las embuticiones cuadradas o rectangulares. Los porcentajes superiores (14%) se aplicarán en las zonas donde sabemos que el material va ha estar sujeto a mayor compresión y en consecuencia va a aumentar su espesor, como por ejemplo los rincones de las embuticiones cuadradas o rectangulares. Por otra parte, si el juego es demasiado grande, se puede tener:
Figura 98
En este pequeño diagrama (fig.98) que tenemos en la parte superior, podemos ver otra manera distinta de aplicar el juego o huelgo de embutición. En este caso, el juego o huelgo de embutición nos lo da en su totalidad, es decir, la diferencia total que debe existir entre la medida del punzón y la medida de la matriz, mientras que en las formulas de la página anterior nos lo daba de forma radial, es decir, la separación o huelgo correspondía a una sola de las caras del punzón respecto a la matriz.
68 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 68
Tampoco se tiene en cuenta el tipo de material ni la forma geométrica de la pieza en la zona donde ha de ser embutida, si corresponde a una parte cilíndrica o bien a una parte recta.

TEORÍA DE LA EMBUTICIÓN
12.2. JUEGO ENTRE PUNZÓN Y MATRIZ (continuación) Estamos viendo en los ejemplos anteriores como existen diferentes maneras de calcular y aplicar el juego o huelgo de embutición según sea el material, los espesores, las zonas radiales o rectas de la pieza,…..etc., todo ello, es producto de diferentes pruebas realizadas con distintos materiales en diferentes condiciones de trabajo, sin que por ello sean contradictorias ni opuestas en su aplicación. Pensemos que los manuales o libros técnicos que hablan sobre estos temas, tratan de enriquecer nuestra visión poniendo ejemplos y situaciones diferentes, para que veamos que existen muchas variables sobre un mismo tema y que pueden influir positiva o negativamente sobre la pieza sin que por ello sea problema del utillaje o del material, simplemente de todo el conjunto de parámetros y factores que se dan en aquella transformación. Por todo ello debemos tomar buena nota de lo que aquí se explica y pensar que en algunas ocasiones, los valores resultantes de la aplicación de una formula determinada, quizás no correspondan con el resultado optimo de las piezas fabricadas. Tal vez, en ocasiones esos valores deban ser retocados o modificados para mejorar el acabado de la pieza o el funcionamiento de la herramienta. Como último ejemplo veamos otros valores aplicables a las matrices de embutición:
Para Latón, Aluminio, Plata y Cobre: ……………………………….j = 1.1 a 1.15 · e
Para Acero, Hierro y Duraluminio:……………………………………j = 1.2 · e
Para embuticiones rectangulares: zonas rectas…………………j = 1.1 · e Para embuticiones rectangulares: zonas angulares con radio… j = 1.2 · e
Siendo: j: Juego radial o huelgo e: espesor del material
69 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 69
Figura 99
Juego de embutición “J”

TEORÍA DE LA EMBUTICIÓN
13. VELOCIDAD DE EMBUTICIÓN Por velocidad de embutición (mm/s) se entiende la velocidad que tiene el carro de la prensa en el momento de entrar el punzón en contacto con el material, es decir, cuando empieza la operación de embutición. Según algunos estudios, el valor de la resistencia del material al cambio de forma viene influenciado por la recuperación y la recristalización y, en determinados materiales, también por su envejecimiento. Los procesos que tienen lugar, como por ejemplo, el desplazamiento o la nueva reagrupación de los granos de material son debido a la transposición y es por ello que estos procesos, que tienen lugar en el interior de la estructura, se hacen patentes exteriormente al afectar a la curva de fluencia a través de la velocidad de deformación. Las experiencias y pruebas realizadas con velocidades de embutición bajas, medias y altas, demuestran que la influencia de la velocidad de embutición de cuerpos cilíndricos es pequeña. Sólo es importante realizar la embutición muy lentamente cuando se trata de chapas de cinc o de aleaciones con un notable contenido de cinc. También las chapas de acero austeníticas han de deformarse lentamente. En formas difíciles, especialmente no cilíndricas, una disminución notable de la velocidad puede evitar la debilidad del material en los puntos críticos y eliminar el peligro de formación de resquebrajaduras. Como ya hemos indicado anteriormente, la velocidad de embutición es la que posee el punzón en el momento en que ataca la chapa. Así pues, existe una velocidad óptima para cada metal, a fin de permitirle el tiempo necesario para pasar al estado plástico sin que se produzcan roturas o adelgazamientos superlativos en su espesor. Estas son algunas de las velocidades de embutición mas recomendables, fruto de diferentes pruebas y experiencias realizadas con PIEZAS CILÍNDRICAS, Zinc y acero inoxidable: 200 mm/s. (12metros minuto) Acero dulce: 280 mm/s. (18metros minuto) Aluminio: 500 mm/s. (30metros minuto) Latón: 750 mm/s. (45metros minuto)
Para embutir piezas de zinc es aconsejable calentarlas a unos 20º C.
Para la embutición de piezas NO CILÍNDRICAS, son preferibles las pequeñas velocidades, pues con ellas se aminora el riesgo de adelgazamiento del material. En cualquier caso, siempre es mas aconsejable la utilización de prensas con variador de velocidad o bien prensas hidráulicas que son las mas adecuadas para trabajos de embutición con un alto grado de dificultad. Para este caso, se puede determinar la velocidad con la fórmula: d V = 33,3 (1 + ---------------- )dD − (mm/s) D donde: D: Es el diámetro (en mm) del disco de material
70 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 70
d: Es el diámetro (en mm) de la primera embutición o embuticiones siguientes.

TEORÍA DE LA EMBUTICIÓN
14. LUBRICACIÓN 14.1. LUBRICACIÓN La lubricación es esencial en esta operación y el orden de eficacia de mejor a peor, de las diferentes formas de lubricar es el siguiente:
a) Lubricación de la plancha sólo por el lado de la matriz.
b) Lubricación de los dos lados de la plancha procurando no lubricar la parte correspondiente a la base del punzón.
c) Ninguna lubricación.
d) Lubricación de la plancha en toda la superficie sólo por el lado del punzón.
Los sistemas de aplicación puede ser por rodillo, pulverizador, pincel, etc. 14.2. ¿ PORQUÉ LUBRICAR ? Como podemos ver en el dibujo inferior (figura 100), las zonas de contacto de las asperezas A y A’ son zonas de generación de altas temperaturas y por lo tanto expuestas a rayaduras y desprendimientos.
Figura 100 14.3. ¿QUÉ ÉS LA LUBRICACIÓN ? Se trata de la interposición de un medio (Lubricante) entre dos superficies en contacto que se deslizan, con el objeto de disminuir el rozamiento entre las mismas. 14.4. ¿TIPOS DE LUBRICACIÓN ? Existen varios sistemas de lubricación, pero de entre los mas utilizados destacamos los siguientes:
1. LUBRICACIÓN HIDRODINÁMICA 2. LUBRICACIÓN DE CONTACTO
71 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 71
3. LUBRICACIÓN DE EXTREMA PRESIÓN

TEORÍA DE LA EMBUTICIÓN
14.5. LUBRICACIÓN HIDRODINÁMICA Las superficies a deslizar están separadas totalmente por un capa gruesa y continua de lubricante (figura 101), de mayor espesor que la altura de las rugosidades de ambas superficies. Al elevarse la carga de trabajo o disminuir la viscosidad del fluido pueden llegar a entrar en contacto ambas superficies provocando desgaste, gripajes, roturas o rayaduras.
Figura 101 14.6. LUBRICACIÓN DE CONTACTO En este caso (figura 102), el espesor del fluido es inferior al del sistema hidrodinámico.
El lubricante forma una capa sólida de recubrimiento de las superficies para mejorar la resistencia al deslizamiento entre ellas.
Figura 102 14.7. LUBRICACIÓN DE EXTREMA PRESIÓN Se caracteriza por la existencia de actividad química entre el lubricante y el metal, siendo la capa de fluido similar o inferior a la del caso anterior
72 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 72
TEORÍA DE LA EMBUTICIÓN
14.8. TIPOS DE LUBRICANTES
1. ACEITES PUROS 2. ACEITES DE APLICACIÓN EN BASE ACUOSA 3. GRASAS Y PASTAS
ACEITES PUROS:
Se utilizan en estado de suministro. Se componen de: Aceite mineral + aditivos. ACEITES DE APLICACIÓN EN BASE ACUOSA:
Emulsionables (>50% de Aceite mineral) Semisintéticos (5-50% de Aceite mineral) Solubles sintéticos (Exentos de Aceite mineral) Jabones (con cargas metálicas)
Se utilizan diluidos en agua formando:
Emulsiones Microemulsiones Soluciones Pasta fluida
TIPO VISCOSIDAD PODER ANTIOXID. LAVABILIDAD DRAWELL 25 aceite puro 24/26 excelente buena DRAWELL 12 aceite puro 11/13 excelente buena DRAWELL 7 aceite puro 6/8 excelente buena Siempre es aconsejable consultar con los proveedores habituales de lubricantes, para dejarnos aconsejar sobre el producto mas idóneo en cada caso. 14.9. VENTAJAS Los productos lubricantes, debido a los aditivos que contienen, presentan una gran capacidad de adherencia y resistencia, facilitando una embutición perfecta de las piezas. La gran gama de viscosidades permite escoger el producto más adecuado para cada tipo de embutición. Su buena lavabilidad es una de las ventajas más apreciable, pues permite un desengrase más fácil y económico. Su protección antioxidante es muy buena. Una lubricación racional, que reduzca el rozamiento entre la chapa, la matriz y el pisador permite obtener una mejor calidad superficial de la pieza embutida, un menor esfuerzo del punzón y un desgaste menor del útil.
73 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 73

TEORÍA DE LA EMBUTICIÓN
14.10. LUBRICANTES ARTESANALES La experiencia ha demostrado que la utilización de soluciones jabonosas con agua son siempre peores que la utilización del aceite a la hora de retener la chapa en la matriz. Así pues, para grandes valores de la relación D/d, son preferibles los aceites, mientras que para pequeños valores se podrán utilizar soluciones jabonosas. No obstante, nuevas experiencias han demostrado que el engrase de la parte central del disco de chapa tiene una influencia desfavorable sobre el coeficiente de reducción. Puede explicarse este fenómeno por el hecho de que el engrase disminuye considerablemente la adherencia entre el punzón y las paredes de la pieza embutida, por lo cual el fondo soporta entonces todo el esfuerzo del punzón, pudiéndole producir, por consiguiente, una rotura en la proximidad del mismo. Siempre es necesario que el lubrificante sea adecuado a la naturaleza de la chapa pues, por ejemplo, el aluminio tiende a adherirse al acero de los útiles o el inoxidable produce cierto desprendimiento de partículas que requiere una lubricación mas fluida que facilite su eliminación. Para la chapa de Acero se emplea la mezcla siguiente:
• 25% de láminas de grafito • 25% de grasa animal • 50% de aceite
Para el Latón y el Cobre:
• Solución de jabón resinoso o potásico, o bien petróleo con grafito Para el Aluminio:
• Vaselina muy líquida o petróleo con grafito Para el Acero inoxidable:
• Agua con grafito Para el Zinc:
• Sebo o grasa animal Para la chapa estañada:
• En seco o petróleo con grafito A pesar de que las mezclas artesanales puedan ser perfectamente válidas y fiables, nuestra recomendación en todos los casos, es que se consulte con las empresas especializadas en lubricantes y que ellas nos aconsejen la mejor opción en cada caso.
74 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 74

TEORÍA DE LA EMBUTICIÓN
14.11. ELECCIÓN DEL LUBRICANTE Existen una serie de factores que intervienen en la elección del lubricante, algunos de los más importantes son:
• Severidad de la operación • Naturaleza del metal • Naturaleza del utillaje • Condiciones de aplicación • Procesos posteriores • Legislación medioambiental
14.12. APLICACIÓN Y DOSIFICACIÓN DEL LUBRICANTE Existen diferentes sistemas de aplicación y dosificación para aplicar el lubricante en las piezas de chapa. De entre todos ellos podemos destacar algunos de los que mejor se adaptan a las necesidades de los transformadores y que son respetuosos con el medio ambiente.
• Boquillas de engrase con orientación. • Rodillos engrasadores para formatos o bandas.
• Pulverizadores de boquilla.
• Goteo sobre la banda o formato.
• Cepillos manuales.
• Sistemas de dosificación con
control electrónico.
• Sistemas de engrase por sectores.
• Unidades de engrase parcial.
• Unidades programables para
formatos o bandas. Sistemas de aplicación del lubricante
75 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 75

TEORÍA DE LA EMBUTICIÓN
14.13. CONCLUSIONES SOBRE LA LUBRICACIÓN
1. En la deformación de la chapa en procesos de prensado, el régimen de lubricación de contacto es el que predomina ampliamente sobre los demás, sobre todo debido a las altas presiones, a los altos coeficientes de deslizamiento que se necesitan y a la pérdida lateral de lubricante sin posibilidades de reposición.
2. Por la misma razón de la alta severidad de los trabajos de conformación, las altas
presiones necesarias y la alta temperatura desarrollada, los lubricantes deben llevar aditivos en cantidades elevadas.
3. La reactividad que puede interesar para formar la capa lubricante mediante
combinación con el metal, puede causar corrosión de la herramienta y ataque de las piezas, si se dejan sin limpiar.
4. Para cada metal en concreto, será necesario seleccionar un lubricante que no cause
un ataque profundo en la pieza o en la herramienta, pero en la práctica, no será posible encontrar uno distinto para cada operación de conformado. Será preciso recurrir a un tipo de lubricante capaz de cubrir los requerimientos de una amplia gama de operaciones.
5. En el estado actual de la tecnología no es posible formular un lubricante teniendo en
cuenta los parámetros de la operación de deformación y la metalurgia del material. Sigue siendo preciso recurrir a la experimentación de una amplia gama de operaciones.
6. Las operaciones intermedias y las manipulaciones, pueden obligar a elegir
lubricantes que no sean los más idóneos en cuanto a cualidades de lubricación.
76 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 76
Sistema de lubricación mediante rodillos
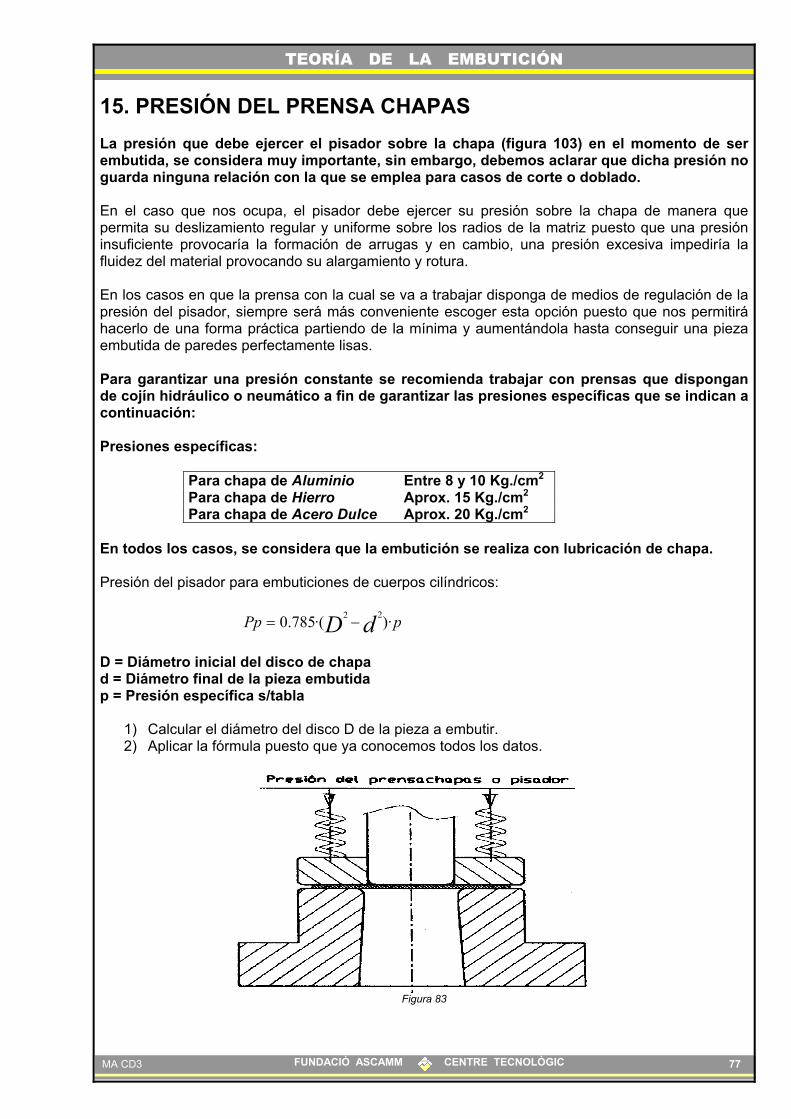
TEORÍA DE LA EMBUTICIÓN
15. PRESIÓN DEL PRENSA CHAPAS La presión que debe ejercer el pisador sobre la chapa (figura 103) en el momento de ser embutida, se considera muy importante, sin embargo, debemos aclarar que dicha presión no guarda ninguna relación con la que se emplea para casos de corte o doblado. En el caso que nos ocupa, el pisador debe ejercer su presión sobre la chapa de manera que permita su deslizamiento regular y uniforme sobre los radios de la matriz puesto que una presión insuficiente provocaría la formación de arrugas y en cambio, una presión excesiva impediría la fluidez del material provocando su alargamiento y rotura. En los casos en que la prensa con la cual se va a trabajar disponga de medios de regulación de la presión del pisador, siempre será más conveniente escoger esta opción puesto que nos permitirá hacerlo de una forma práctica partiendo de la mínima y aumentándola hasta conseguir una pieza embutida de paredes perfectamente lisas. Para garantizar una presión constante se recomienda trabajar con prensas que dispongan de cojín hidráulico o neumático a fin de garantizar las presiones específicas que se indican a continuación: Presiones específicas:
Para chapa de Aluminio Entre 8 y 10 Kg./cm2 Para chapa de Hierro Aprox. 15 Kg./cm2 Para chapa de Acero Dulce Aprox. 20 Kg./cm2
En todos los casos, se considera que la embutición se realiza con lubricación de chapa. Presión del pisador para embuticiones de cuerpos cilíndricos: pPp dD )··(785.0 22 −= D = Diámetro inicial del disco de chapa d = Diámetro final de la pieza embutida p = Presión específica s/tabla
1) Calcular el diámetro del disco D de la pieza a embutir. 2) Aplicar la fórmula puesto que ya conocemos todos los datos.
77 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 77
Figura 83
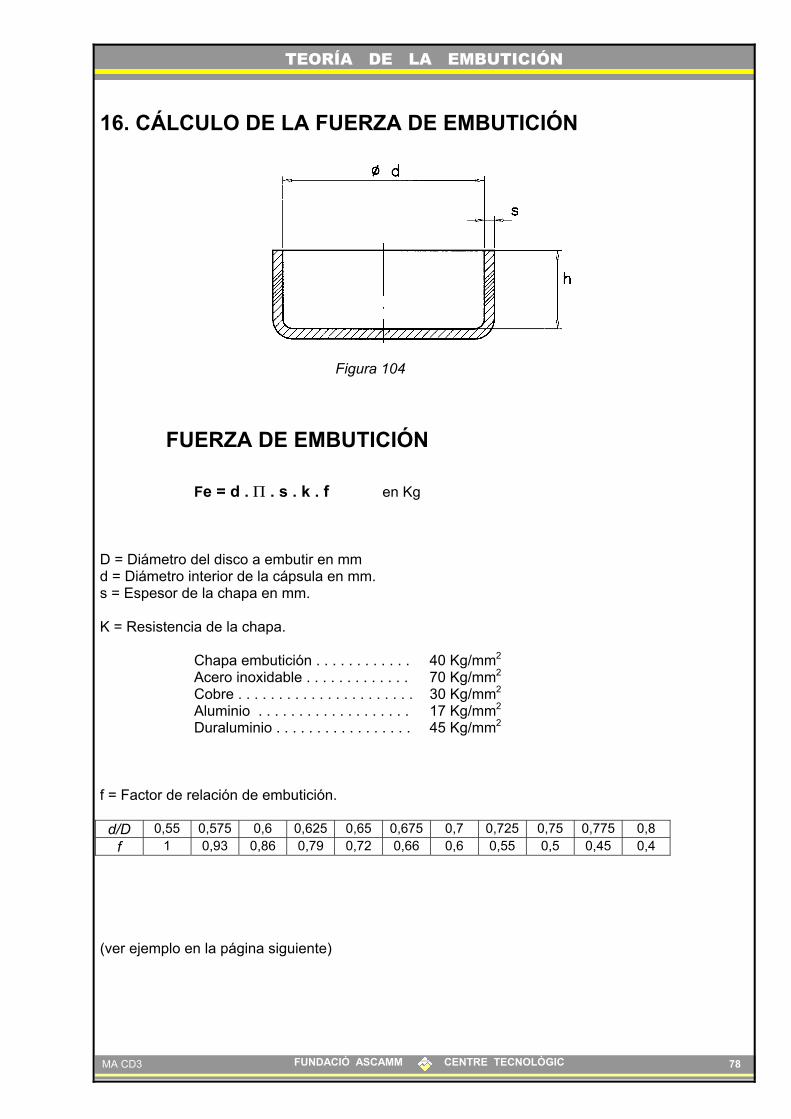
TEORÍA DE LA EMBUTICIÓN
16. CÁLCULO DE LA FUERZA DE EMBUTICIÓN
Figura 104
FUERZA DE EMBUTICIÓN Fe = d . Π . s . k . f en Kg D = Diámetro del disco a embutir en mm d = Diámetro interior de la cápsula en mm. s = Espesor de la chapa en mm. K = Resistencia de la chapa. Chapa embutición . . . . . . . . . . . . 40 Kg/mm2 Acero inoxidable . . . . . . . . . . . . . 70 Kg/mm2 Cobre . . . . . . . . . . . . . . . . . . . . . . 30 Kg/mm2 Aluminio . . . . . . . . . . . . . . . . . . . 17 Kg/mm2 Duraluminio . . . . . . . . . . . . . . . . . 45 Kg/mm2 f = Factor de relación de embutición. d/D 0,55 0,575 0,6 0,625 0,65 0,675 0,7 0,725 0,75 0,775 0,8
f 1 0,93 0,86 0,79 0,72 0,66 0,6 0,55 0,5 0,45 0,4 (ver ejemplo en la página siguiente)
78 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 78

TEORÍA DE LA EMBUTICIÓN
17. EJEMPLO Calcular la fuerza de embutición y la presión del pisador para embutir una pieza de dimensiones iguales a las de la figura 105:
Figura 105 Figura 106
El coeficiente K, para chapa de embutición es 40 Kg/mm2. Por lo tanto, tendremos que la FUERZA DE EMBUTICIÓN SERÁ: Fe = 170 . 3,1416 . 4 . 40 . 0,79 = 67.472 Kg La PRESIÓN DEL PRENSA CHAPAS SERÁ: Pp = 0,785 . (27,42 – 172) . 10 = 3.625 Kg En el caso de utilizar una prensa de simple efecto, con cojín neumático, muelles, etc., las presiones de embutición y prensa chapas deberán sumarse.
79 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 79

TEORÍA DE LA EMBUTICIÓN
18. ¿ COMO SELECCIONAMOS LA PRENSA ?
80 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 80
UTILIZACIÓN
PRENSA MECÁNICA
PRENSA HIDRÁULICA
Embutición de piezas complejas Mal o imposible Bien
Embutición normal Bien Bien
Embutición profunda Mal Muy bien
Punzonado de chapa:
φ hasta 2mm
φ de 2 a 5mm
φ mayor de 5mm
Muy bien
Bien
Mal
Pasable
Bien
Bien
Rendimiento-cadencia Muy bien Bien
Universalidad Bien pero limitada Muy bien
Coeficiente de fuerza útil 100 150
Consumo de energía 100 90
Paso entre chapa y embutidor Fijo o regulable Regulable en continuo
Recorrido del plato embutidor Fijo Regulable en continuo
Velocidad de trabajo Regulable pero no constante en todo el recorrido
Regulable en continuo
Fuerza de trabajo Fija Regulable en continuo
Construcción de utillaje Sobredimensionado Normal
Marcha en continuo Muy bien Bien
Marcha en golpe a golpe Bastante bien Bien
Regulación de la presión en las 4 esquinas del pisador
Limitada Bien
Control de los tiempos muertos (aproximación y retorno de los platos) útil para facilitar la manutención
Imposible Posible
Número de pasos necesarios para formar una pieza
N N-1 (en la mayor parte de los casos)
Importe de la inversión P 20 al 50% de P, según el tipo de prensa

TEORÍA DE LA EMBUTICIÓN
19. EJEMPLO Elección de la prensa mas adecuada para embutir la pieza de la figura 107: Material : Chapa embutición
Figura 107
En primer lugar calcularemos el diámetro del disco de chapa necesario:
2603520042002 =⋅⋅+=D 200 --------- = 0,76 según la tabla de las páginas anteriores, el factor F, será = 0,5 260 El coeficiente K, para chapa de embutición es de 40 Kg/mm2, y por lo tanto ya podremos hacer los cálculos restantes: Presión de embutición: Pe = 200 . 3,1416 . 1,5 . 40 . 0,5 = 18.850 Kg. Presión del prensa chapas: Pp = 0,785 (262 – 202) . 15 = 3.248 Kg La suma de los dos valores anteriores, nos que indica que para un trabajo como este deberíamos escoger una prensa de entre 25 a 30 Tm. de potencia como mínimo.
81 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 81

TEORÍA DE LA EMBUTICIÓN
20. EMBUTICIÓN DE UN AGUJERO (Abocardado Fig. 108) Esta operación es siempre crítica ya que es muy frecuente que se presenten grietas en el borde del agujero embutido. Para evitar este defecto, se debe prestar especial atención a los siguientes tres factores:
1) Que la altura del embutido sea admisible.
2) Regularidad en las características del material empleado.
3) Nitidez del borde cortado del agujero. Para la determinación de la altura admisible, damos el proceso de cálculo, a continuación. Si se sobrepasan los valores obtenidos por cálculo, siempre saldrán las piezas agrietadas, excepto que se sometan a un recocido previo. El segundo factor depende, exclusivamente, del suministro de material. La nitidez del corte depende del estado de conservación de la herramienta, del huelgo entre punzón y matriz, calidad del material, etc. DETERMINACIÓN DE LA ALTURA MÁXIMA DEL EMBUTIDO:
82 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 82
Figura 108
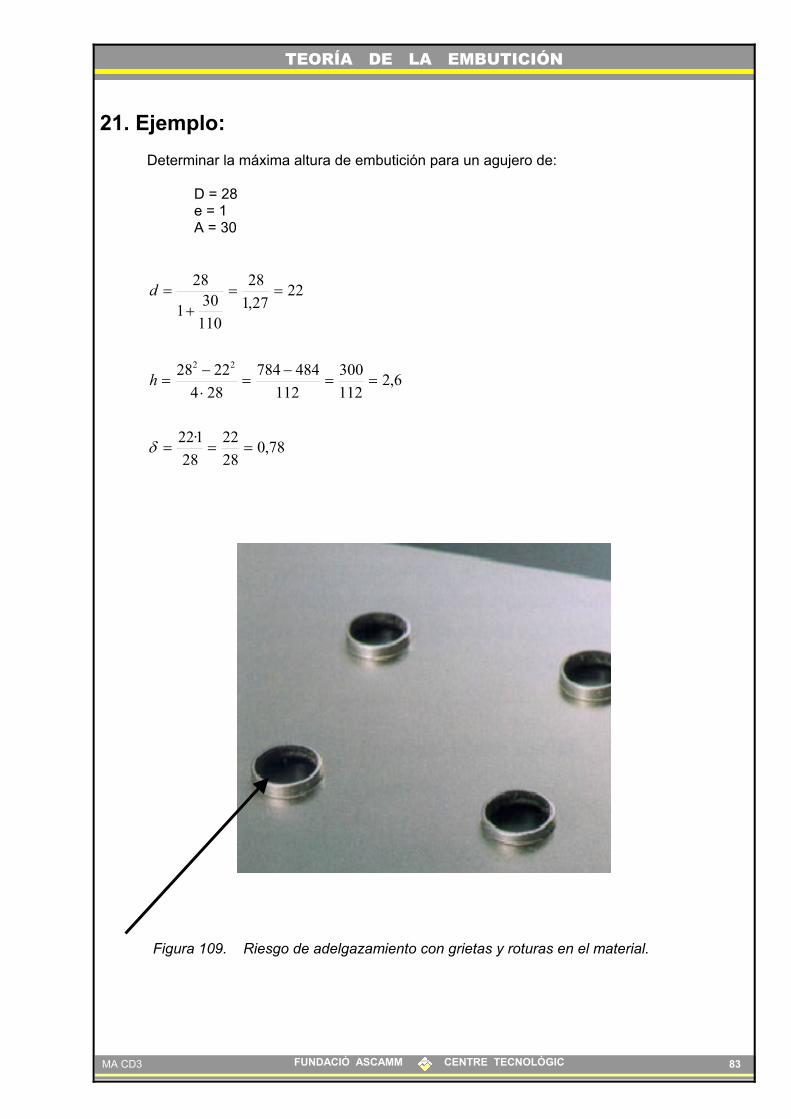
TEORÍA DE LA EMBUTICIÓN
21. Ejemplo: Determinar la máxima altura de embutición para un agujero de: D = 28 e = 1 A = 30
78,02822
281·22
6,2112300
112484784
2842228
2227,1
28
110301
28
22
===
==−
=⋅−
=
==+
=
δ
h
d
83 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 83
Figura 109. Riesgo de adelgazamiento con grietas y roturas en el material.

TEORÍA DE LA EMBUTICIÓN
22. EJEMPLOS PRÁCTICOS DE CORTE Y ABOCARDADO En los dibujos inferiores (Fig. 110) podemos ver algunos ejemplos prácticos que han sido hechos con agujeros de forma redonda, ovalada y rectangular. En todos ellos primero se corta el agujero central y seguidamente se gira del cuello de la pieza. Se inicia con un corte del agujero sobre una matriz posteriormente retrocede y seguidamente servirá para elevar la pieza cuando esta esté acabada.
84 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 84
Figura 110

TEORÍA DE LA EMBUTICIÓN
23. EJEMPLOS DE CONSTRUCCIÓN DEL PUNZÓN CON CENTRADOR
85 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 85
Figura 111

TEORÍA DE LA EMBUTICIÓN
24. EJEMPLO El ejemplo que ilustramos (Fig. 112) trata de una pieza, cuyas características y material, así como la relación existente entre diámetro y altura, se puede obtener en una sola operación.
Pieza base para el cálculo del disco Pieza obtenida
Figura 112
CARACTERÍSTICAS DE LA PIEZA Espesor: 1mm. Material utilizado: Acero inoxidable Tipo: 18/8 DETERMINACIÓN TEÓRICA DEL DESARROLLO PARA EMBUTIR La fórmula para obtener el φ del disco de una pieza según croquis, sin la aleta A, es: ( )[ ] ( )[ ] 1735583283503525022 2
112 =⋅⋅+++=+++= hdddsdD
Es condición indispensable para evitar arrugas en la pieza, que ésta quede acabada con la aleta A. Para ello, añadiremos el área de esta aleta a la ya calculada anteriormente, y así obtener el diámetro del disco a embutir:
22
2,506.234
173 mm=⋅π
El área de la aleta será:
222
8,828.34
854
110 mm=⋅
−⋅ ππ
y sumando las 2 áreas tendremos:
86 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 86
23.506,2 + 3.828,8 = 27.335 mm2 = 187 mm (φ del disco)

TEORÍA DE LA EMBUTICIÓN
25. EJEMPLO CARACTERÍSTICAS DE LA PIEZA
φ de la esfera : 135 mm
Espesor : 1 mm
Material utilizado: Chapa embutición
Tipo: ST-VIII
Figura 113
1. DETERMINACIÓN TEÓRICA DEL DESARROLLO PARA EMBUTIR: Ell φ del disco para obtener una semiesfera, con una aleta de 10mm es:
205155135 2221
2 ≈+=+= ddD 2. DETERMINACIÓN PRÁCTICA DEL DESARROLLO PARA EMBUTIR (fig. 113): En la práctica, hemos partido de chapa cuadrada de 210 mm. 3. PRESIONES: Presión del embutidor 22 Tm. ≈Presión del prensa chapas 6 Tm. ≈ 4. PRENSA RECOMENDABLE: Se ha utilizado una prensa hidráulica de 30 Tm. de presión. 5. RADIOS DE LA MATRIZ: r = 2,5 mm 6. LUBRICANTE Aceite engrase general
87 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 87
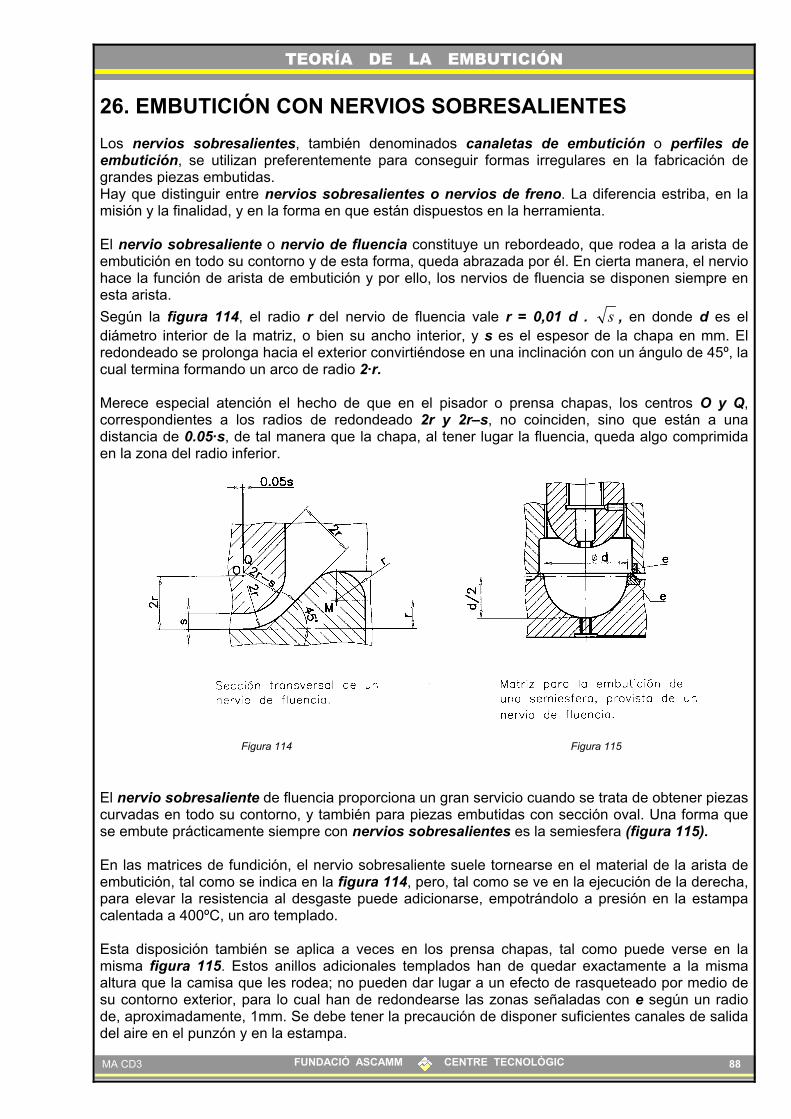
TEORÍA DE LA EMBUTICIÓN
26. EMBUTICIÓN CON NERVIOS SOBRESALIENTES Los nervios sobresalientes, también denominados canaletas de embutición o perfiles de embutición, se utilizan preferentemente para conseguir formas irregulares en la fabricación de grandes piezas embutidas. Hay que distinguir entre nervios sobresalientes o nervios de freno. La diferencia estriba, en la misión y la finalidad, y en la forma en que están dispuestos en la herramienta. El nervio sobresaliente o nervio de fluencia constituye un rebordeado, que rodea a la arista de embutición en todo su contorno y de esta forma, queda abrazada por él. En cierta manera, el nervio hace la función de arista de embutición y por ello, los nervios de fluencia se disponen siempre en esta arista. Según la figura 114, el radio r del nervio de fluencia vale r = 0,01 d . s , en donde d es el diámetro interior de la matriz, o bien su ancho interior, y s es el espesor de la chapa en mm. El redondeado se prolonga hacia el exterior convirtiéndose en una inclinación con un ángulo de 45º, la cual termina formando un arco de radio 2·r. Merece especial atención el hecho de que en el pisador o prensa chapas, los centros O y Q, correspondientes a los radios de redondeado 2r y 2r–s, no coinciden, sino que están a una distancia de 0.05·s, de tal manera que la chapa, al tener lugar la fluencia, queda algo comprimida en la zona del radio inferior.
Figura 114 Figura 115
El nervio sobresaliente de fluencia proporciona un gran servicio cuando se trata de obtener piezas curvadas en todo su contorno, y también para piezas embutidas con sección oval. Una forma que se embute prácticamente siempre con nervios sobresalientes es la semiesfera (figura 115). En las matrices de fundición, el nervio sobresaliente suele tornearse en el material de la arista de embutición, tal como se indica en la figura 114, pero, tal como se ve en la ejecución de la derecha, para elevar la resistencia al desgaste puede adicionarse, empotrándolo a presión en la estampa calentada a 400ºC, un aro templado.
88 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 88
Esta disposición también se aplica a veces en los prensa chapas, tal como puede verse en la misma figura 115. Estos anillos adicionales templados han de quedar exactamente a la misma altura que la camisa que les rodea; no pueden dar lugar a un efecto de rasqueteado por medio de su contorno exterior, para lo cual han de redondearse las zonas señaladas con e según un radio de, aproximadamente, 1mm. Se debe tener la precaución de disponer suficientes canales de salida del aire en el punzón y en la estampa.

TEORÍA DE LA EMBUTICIÓN
27. EMBUTICIÓN CON NERVIOS SOBRESALIENTES (FRENOS) Notablemente más importantes para las matrices de grandes dimensiones son los nervios sobresalientes de freno. Sirven para dirigir el curso de la herramienta y se aplican, principalmente, en piezas planas, que no tienen un redondeado uniforme por todo su contorno, sino que presentan algún entrante o saliente anguloso. Mientras que el nervio de fluencia suele tenerse en cuenta al realizar el modelo de fundición, en la mayor parte de los casos los nervios de freno consisten en elementos perfilados que se sitúan en entalladuras previstas con este fin. Estos elementos perfilados tienen un ancho aprox.10 mm y una altura aprox. de 8 mm. Pueden hacerse de Acero o bien de aleaciones de bronce con aluminio. Las ranuras que sirven para encastar estos elementos se fresan, o se realizan con máquinas de C.N.C. lo cual nos permite su adaptación a cualquier altura o perfil. Los nervios se sujetan con tornillos o clavijas, teniendo en cuenta que la superficie de la clavija o del tornillo no debe sobresalir ni quedar escondido de lo que sería la superficie del nervio. La figura 116 muestra distintas formas de nervios y de fijaciones. Los nervios de la figura 116 a y c son nervios de fluencia. Los otros nervios son de freno: de ellos, los de las figuras d, h, i, van atornillados mientras que los e, f, g, van fijados con pasador ranurado.
Figura 116. Distintas formas de nervios sobresalientes.
Según se indica en las figuras h, i, la mejor forma de efectuar la fijación es por la parte posterior, en donde la superficie inferior del prensa chapas es inclinada. La fijación mediante tornillos representa una ventaja en el sentido de que posteriormente pueden sacarse fácilmente, pues puede darse el caso de que, a lo largo del proceso de fabricación, en tanto la matriz no se ha experimentado suficientemente, se llegue a la conclusión de que parte del nervio debería eliminarse, o bien, que debería montarse un doble nervio. También existe otro sistema de fijación (figura k) en el cual el perfil es laminado y presenta una ranura en su parte inferior con forma de y de unos 8mm. de anchura, que se introduce por medio de presión en un surco donde, a distancias de aproximadamente 40 mm, se encuentran una
I
serie de bolas cuyo diámetro es 0,05mm mayor que el ancho de la ranura.
89 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 89
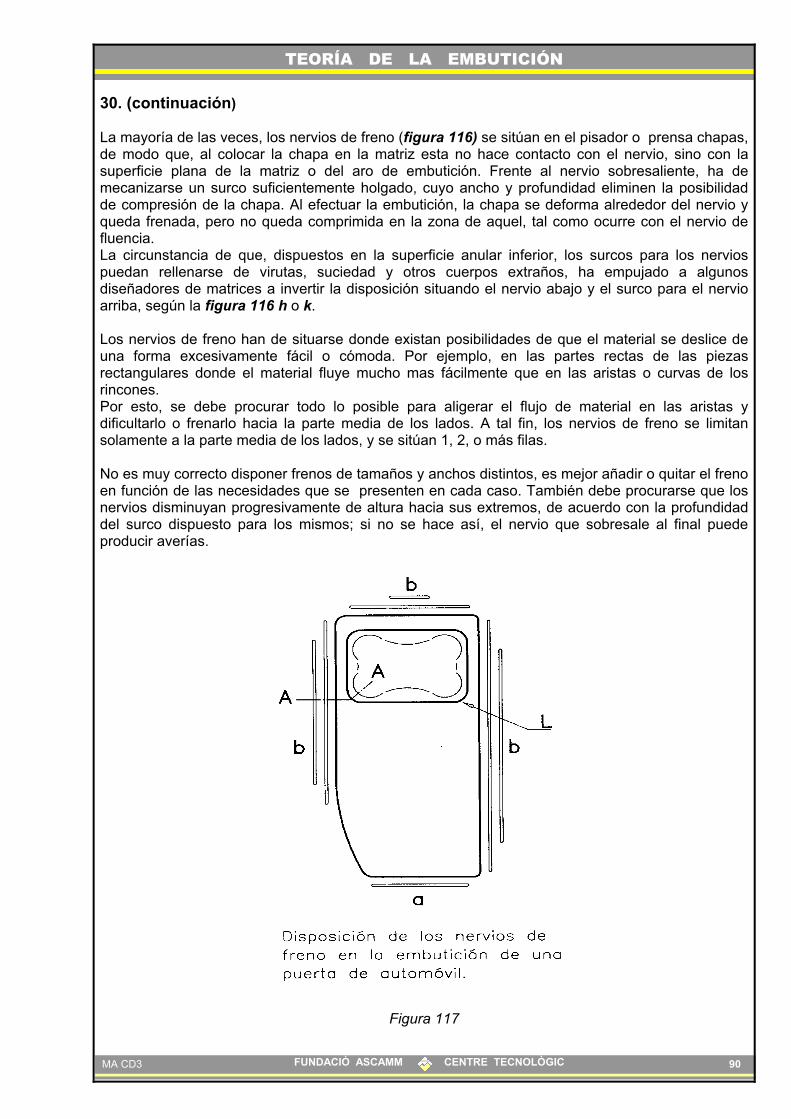
TEORÍA DE LA EMBUTICIÓN
30. (continuación) La mayoría de las veces, los nervios de freno (figura 116) se sitúan en el pisador o prensa chapas, de modo que, al colocar la chapa en la matriz esta no hace contacto con el nervio, sino con la superficie plana de la matriz o del aro de embutición. Frente al nervio sobresaliente, ha de mecanizarse un surco suficientemente holgado, cuyo ancho y profundidad eliminen la posibilidad de compresión de la chapa. Al efectuar la embutición, la chapa se deforma alrededor del nervio y queda frenada, pero no queda comprimida en la zona de aquel, tal como ocurre con el nervio de fluencia. La circunstancia de que, dispuestos en la superficie anular inferior, los surcos para los nervios puedan rellenarse de virutas, suciedad y otros cuerpos extraños, ha empujado a algunos diseñadores de matrices a invertir la disposición situando el nervio abajo y el surco para el nervio arriba, según la figura 116 h o k. Los nervios de freno han de situarse donde existan posibilidades de que el material se deslice de una forma excesivamente fácil o cómoda. Por ejemplo, en las partes rectas de las piezas rectangulares donde el material fluye mucho mas fácilmente que en las aristas o curvas de los rincones. Por esto, se debe procurar todo lo posible para aligerar el flujo de material en las aristas y dificultarlo o frenarlo hacia la parte media de los lados. A tal fin, los nervios de freno se limitan solamente a la parte media de los lados, y se sitúan 1, 2, o más filas. No es muy correcto disponer frenos de tamaños y anchos distintos, es mejor añadir o quitar el freno en función de las necesidades que se presenten en cada caso. También debe procurarse que los nervios disminuyan progresivamente de altura hacia sus extremos, de acuerdo con la profundidad del surco dispuesto para los mismos; si no se hace así, el nervio que sobresale al final puede producir averías.
90 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 90
Figura 117

TEORÍA DE LA EMBUTICIÓN
30. (Continuación) La figura 117 muestra la disposición de los nervios de freno al embutir una puerta de automóvil. En las esquinas, los nervios quedan interrumpidos y solamente se disponen uno o dos en los lados rectos. En las figuras 118 y 119, se presentan la disposición de los frenos alrededor de la arista de embutición en una pieza de automoción. La forma de la figura 118 es más difícil de embutir que la de la figura 119. Por lo general, es recomendable empezar a situar los nervios después de una esquina redondeada y a una distancia angular de unos 10º, lo que puede verse en la figura 103. Si no se tiene en cuenta este detalle, el nervio llegaría demasiado lejos en la zona del redondeado y las piezas podrían romperse. En los lados de longitud reducida, como las partes designadas con a en las figuras 118 y 119, basta un solo nervio; por contra, en las partes de mayor longitud, se precisa un doble nervio, como en b, o hasta un triple nervio, como en c. Cuando sobresalen puntas angulosas se produce un recalcado tal del material que ha de hacerse todo lo posible para aligerar el flujo del mismo. ¿Qué ocurre con los entrantes angulares? El material, al fluir por encima de la arista de embutición, no sufre un recalcado, sino un estirado, es decir, un esfuerzo de desgarre que frena el flujo. Desde luego, la experiencia ha demostrado que no está de más la disposición de un nervio adicional. Cuando el entrante tiene forma redondeada de radio suficientemente grande, como en la figura 119 detalle e, basta un solo nervio, pero en redondeados que entran de un modo pronunciado, como en la figura 118 detalle f, se recomienda la disposición de un nervio adicional, principalmente a la altura de la curvatura cerrada.
Figura 102 Figura 103
91 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 91

TEORÍA DE LA EMBUTICIÓN
32.6.1. SALIDA DE AIRE EN LOS ÚTILES Al penetrar en el pisa chapas, y después en la matriz, el punzón actúa como un émbolo y comprime el aire aprisionado. Esta compresión puede deformar las piezas embutidas. Inversamente, cuando el punzón se desprende, puede aspirar el fondo de la pieza, sobretodo si es delgado, y deformarle. Para evitar estos inconvenientes los punzones van perforados. El aire puede así escapar libremente durante la embutición y, entrar en el punzón en el momento en que éste se desprende de la pieza (figura inferior). La matriz se perfora igualmente, con el fin de: a)Evacuar el aire contenido entre el fondo de la misma y el eyector. b)Dejar entrar el aire en el momento de la expulsión de la pieza embutida. NOTA: En las matrices de pequeña superficie, el juego necesario para el buen funcionamiento del vástago del eyector, suele ser suficiente para dejar paso al aire.
92 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 92
Matriz de embutición con agujeros para salida de aire

TEORÍA DE LA EMBUTICIÓN
32.7 LOS ÚTILES DE REEMBUTICIÓN La embutición con los útiles de primera pasada se hace directamente en el desarrollo primitivo. Si son necesarias varias pasadas de embutición, se emplean uno o varios útiles de reembutición, que transforman progresivamente la pieza hasta dejarla totalmente acabada. Estos útiles se montan tanto en prensas de simple como de doble efecto. Figura 120 En las operaciones de reembutición (se dice también reestirado), el pisa chapas, de forma tubular, penetra en el interior de la pieza previamente embutida (figura 120). Sus dimensiones exteriores son las del punzón que ha servido para la embutición precedente; tiene un doble papel: sujetar la pieza, apretándola contra la matriz, y centrarla sobre ella. Cuando la diferencia de diámetro antes y después de la reembutición lo permite, se utilizan matrices, pisa chapas y punzones cuyos radios de canto se remplazan por partes cónicas angulares (de 38º a 45º). Esto aumenta el contacto entre la chapa, el pisa chapas y la matriz, facilitando la fluencia del metal. Para efectuar la última pasada, se opera con un punzón cuyo radio de canto es igual al radio interior del doblez del fondo de la pieza a obtener.
93 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 93
Detalle del útil de reembutición

TEORÍA DE LA EMBUTICIÓN
33.0 CORTES PERIFÉRICOS PARA EMBUTICIONES EN PROGRESIVOS Los cortes periféricos, son cortes hechos alrededor de las zonas de embutición con el fin de que el material pueda fluir sin problemas sin quedar frenado por el resto del material que está unido a la tira de chapa. En las matrices progresivas, las piezas que deben someterse a embuticiones de pequeña o mediana profundidad, deben permanecer unidas al resto de la tira hásta que ésta es cortada en la última estación de la matriz. Como su nombre indica, el corte periférico es realizado en el contorno exterior de la pieza dejando un pequeño excedente de 3 a 5 veces su espesor entre la figura de la pieza acabada y el corte realizado. Todo ello tiene por objeto, permitir la embutición de la pieza sin que ésta se vea afectada por la embutición que ocasionaría una reducción en la anchura de la tira y una pérdida en el paso de la misma. De los diferentes sistemas de cortes periféricos que pueden hacerse, existen dos que son los mas utilizados.
1º tipo A para espesores de hasta 1mm. (fig. 121, 122, 123) 2º tipo B para espesores superiores a 1mm. (fig. 124, 125)
33.1 CORTES PERIFÉRICOS DEL TIPO “A” Éste sistema (fig. 121), consiste en realizar dos cortes concéntricos alrededor de la zona de embutición y separados entre sí entre 2 y 4 veces su espesor. Estos cortes, no han de estar hechos de manera continuada, sino que, han de tener 2, 3 o 4 pequeñas interrupciones con una separación de unos 3mm. entre cada una de ellas y hacerlos de forma que los del diámetro interior no coincidan con los del exterior. De ésta manera al ser embutida la pieza, ésta recogerá material alrededor de su contorno permitiendo hacer la embutición y sin que se produzca ninguna estrechez en la anchura de la banda . Fig. 121. Imagen de una banda embutida con cortes periféricos del tipo “A”
67 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 67

TEORÍA DE LA EMBUTICIÓN
33.2. CORTES PERIFÉRICOS DEL TIPO “A” En las dos bandas que vemos en las imágenes contiguas se pueden apreciar los cortes periféricos de los denominados del tipo “A”. La única diferencia entre ambas radica en el número de cortes que se han hecho y en la forma que se les ha dado. En el caso de la derecha, los cortes periféricos (3 en su parte interior y 3 en la exterior, se han circunscrito al perfil cilíndrico que tiene dicha pieza y además se le han practicado una serie de agujeros laterales a lo largo de la banda para ser pilotada posteriormente en la matriz. Figura 122 En el caso de la pieza ovalada de la figura 123, los cortes periféricos (4 en el exterior y 4 en el interior) también siguen el perfil exterior de la pieza permitiendo de esta forma que se puedan hacer las embuticiones sin que se reduzca el ancho original de la banda. Una de las ventajas que nos ofrece este sistema de cortes periféricos, radica en que el hecho de que el ancho de la banda permanece sin variaciones a lo largo de toda la matriz. Esto, nos ha de facilitar su guiado y pilotaje sin que se produzcan descentramientos en las piezas.
Figura 123. Bandas embutidas con cortes periféricos del tipo “A”
68 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 68

TEORÍA DE LA EMBUTICIÓN
33.3. CORTES PERIFÉRICOS DEL TIPO “B” Éste tipo de corte periférico (figura 124), tiene forma de dos medias lunas giradas entre sí y unidas por sus caras posteriores, de manera que sus puntas quedan orientadas en el sentido de avance de la chapa. Su aplicación es mas indicada para espesores superiores a 1mm. y la diferencia fundamental respecto al ejemplo anterior, radica en que la chapa pierde una cierta anchura respecto a su medida original, aunque en el paso o avance no se vea afectada. La forma que se le ha dado al corte perimetral, permite que la embutición recoja material en todas las direcciones, al mismo tiempo que se reduce la anchura de la banda y se estira el corte inicial. Este estiramiento del que hablamos, no perjudica al paso de la banda puesto que queda compensado por el estrechamiento y con la propia deformación que se produce en los cortes periféricos.
Figura 124. Ejemplo de corte periférico del tipo “B” El dibujo inferior (figura 125) nos muestra otro corte similar al anterior, pero con la diferencia de que en este caso no se produce corte con retal de chapa. El sistema empleado en esta ocasión está a medio camino entre el tipo “A” y el tipo “B”. Su ejecución se realiza practicando dos semi cortes circulares en la banda pero dejándolos unidos a esta para que pueda deformarse. Una vez se hacen las sucesivas embuticiones, la banda ha perdido su anchura original al mismo tiempo que los semi cortes se han deformado adaptándose a la solicitud de material que tengan las embuticiones.
69 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 69
Figura 125

TEORÍA DE LA EMBUTICIÓN
34.0 EMBUTICIÓN CON ELEMENTOS DE PRESIÓN ELÁSTICA El empleo de punzones o matrices de goma no es una cosa muy común en la embutición de piezas de chapa, su utilización mas habitual acostumbra a ser en operaciones de abombamiento o ensanchamiento de objetos que previamente han sido embutidos. Para poder realizar esta operación, es necesario contar con un elemento elástico capaz de expandirse y contraerse sin perder sus propiedades pero que pueda variar su forma. Esta característica solo la podemos encontrar en ciertos materiales elásticos como la goma, el caucho, el poliuretano o similares. Los trabajos mas habituales donde se emplean estos elementos de presión acostumbran a ser series pequeñas de piezas de Aluminio u otros materiales muy dúctiles que obligan a renunciar a útiles convencionales por su elevado coste. El empleo de materiales elásticos para este tipo de transformaciones ya es practicado desde hace mucho tiempo porque ofrece soluciones interesantes y económicas en la embutición y ensanchamiento de piezas. Los elastómeros sintéticos del tipo caucho-poliuretano ofrecen ventajas notables si se emplean correctamente de acuerdo a sus características de presión y deformación, pudiendo estar en contacto con la mayoría de lubricantes utilizados en las transformaciones de corte, doblado o embutición. Estos materiales pueden encontrarse en el mercado en forma de barras macizas o huecas, en planchas rectangulares o cuadradas, en perfiles en forma de “U”, triangulares, etc., etc., y también en durezas diferentes del tipo Shore A. En las operaciones de abombado o ensanchamiento de piezas hay que tener presente una regla de oro fundamental para los elementos elásticos: VOLUMEN DESPLAZADO = VOLUMEN DE ENSANCHAMIENTO. Al plantearse una operación de este tipo, hay que partir de la base de que, independientemente del grado de deformación que sufra el elemento, el volumen del material continúa siendo idéntico en cada momento. Por consiguiente, el elastómero tiene que tener siempre espacio suficiente para su escape teniendo en cuenta la regla indicada anteriormente. Otro factor muy importante a tener en cuenta son los útiles y las prensas en las que han de trabajar. La deformación progresiva de la goma siempre es mas adecuada si se realiza con prensas hidráulicas lentas que con prensas mecánicas rápidas, por lo tanto, siempre que se pueda sería mas aconsejable la utilización de las primeras que las segundas. Otro punto también importante es la forma que deben tener los elementos elásticos antes de su deformación. Hay que prestar mucha atención al hecho de que al expandirse la goma, esta pueda adaptarse a la nueva forma tratando por todos los medios de que no quede atrapada o limitada por aristas, rebabas o cantos muy violentos. La duración de los elementos de goma es un factor que puede generar cierta preocupación, para alargar su vida lo máximo posible, siempre deberemos respetar los límites de compresión y deformación aconsejados por los fabricantes de cada material.
70 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 70

TEORÍA DE LA EMBUTICIÓN
34.1- CARACTERÍSTICAS DE LAS GOMAS ELÁSTICAS
COLOR
Verde
Amarillo
Rojo
DUREZA Shore- A
80
90
95
DENSIDAD g/cm3
1.08
1.11
1.14
DEFORMACIÓN MÁX. EN %
35
30
25
RESISTENCIA TÉRMICA
+70º C.
TEMPERATURA DE RESQUEBRAJAMIENTO
-62º C
RESISTENCIA AL ENVEJECIMIENTO Sin límite
RESISTENCIA AL AGUA SALADA Aprox. 6 meses
RESISTENCIA QUÍMICA: AL GASÓLEO Estabilidad limitada, empleo limitado
“ “ A GRASAS MINERALES Empleo controlado
“ “ A GRASAS VEGETALES Empleo controlado
“ “ A CARBURANTES SIN ALCOHOL Empleo limitado, no recomendable
“ “ AL PETRÓLEO Empleo controlado
“ “ ACEITES MINERALES Empleo controlado
MECANIZADO EN SIERRA Aprox. 360 m/min.
MECANIZADO EN TALADRO Aprox. 20 m/min.
MECANIZADO EN TORNO Aprox. 250m/min.
MECANIZADO EN FRESADORA Aprox. 600m/min.
Hay que tener en cuenta que en el caso de aceites y grasas con aditivos, éstas pueden atacar a los diferentes tipos de elastómeros. Para evitar cualquier riesgo, se aconseja un control periódico durante varias semanas sobre los elementos expuestos a estos productos.
71 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 71

TEORÍA DE LA EMBUTICIÓN
34.2- EJEMPLO DE ABOMBADO (Figura 126) La figura inferior izquierda muestra un útil de abombar, en posición de descenso cuando se encuentra a punto de cerrarse el útil. La parte inferior nº3 del punzón nº1 esta hecha de goma dura que al ser comprimida se expande y obliga a la chapa a adaptarse contra las paredes de la matriz nº2 y nº4. La matriz está construida en dos mitades para poder facilitar la extracción de las piezas mediante el extractor nº5. La parte superior va enlazada al porta punzones mediante los tornillos limitadores y la parte inferior va sujeta a la base mediante tornillos de fijación, el punzón central sujeta el elemento elástico de dar forma mediante el tirante nº5. Cuando la matriz se cierra, el punzón central nº 1 comprime la goma nº3 y esta se expande hasta adaptar la chapa al perfil de la matriz. Una vez abombada la pieza, la matriz vuelve a ascender mientras el punzón central libera de presión el elemento elástico y este recupera su forma primitiva. Seguidamente asciende el pisador nº2 y deja libre la pieza para que el extractor nº6 la eleve y pueda ser evacuada a un contenedor.
Figura 126
72 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 72

TEORÍA DE LA EMBUTICIÓN
34.3- EJEMPLO DE ABOMBADO (figura 127) Este ejemplo (figura 127) es muy similar al mostrado anteriormente, la figura inferior izquierda muestra el útil de abombar en su carrera de descenso, mientras que el de la derecha vemos el util en posición de cerrado. La parte inferior nº3 del punzón nº1 esta hecha de goma dura que al ser comprimida se expande y obliga a la chapa a adaptarse contra las paredes de la matriz nº2 y nº5. La matriz está construida en dos mitades para poder facilitar la extracción de las piezas una vez estén acabadas. La parte superior va enlazada al porta punzones mediante los tornillos limitadores y la parte inferior va sujeta a la base mediante tornillos de fijación, el punzón central sujeta el elemento elástico de dar forma mediante el tirante nº4. Cuando la matriz se cierra, el punzón central nº 1 comprime la goma nº3 y esta se expande hasta adaptar la chapa al perfil de la matriz. Una vez abombada la pieza, la matriz vuelve a ascender mientras el punzón central libera de presión el elemento elástico y este recupera su forma primitiva. Seguidamente asciende el pisador nº2 y deja libre la pieza para que pueda ser evacuada.
Figura 127
73 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 73

TEORÍA DE LA EMBUTICIÓN
34.4- EJEMPLO DE ABOMBADO (Figura 128) La figura 128 inferior muestra otra aplicación de los elementos elásticos de goma para el abombado de una pieza con forma de tapón; se trata de realizar 4 protuberancias o abombados en forma de estrella en una pieza que posteriormente será roscada. La pieza a sido previamente embutida y recortada, y ahora se le han de hacer los ensanchamientos que vemos en el dibujo de la derecha. La pieza nº2 que vemos a la izquierda se coloca sobre el mandril nº3, de manera que se apoye sobre su cara superior al mismo tiempo que queda centrada en la pieza nº5. Esta pieza, lleva en su parte interior toda la forma que posteriormente se le abombará a la pieza de chapa. Una vez situada la pieza, descenderá el el punzón nº1 que moverá el mandril nº3.y comprimirá la goma. Seguidamente, ascenderá el punzón superior nº1 y el mandril nº3 elevará ligeramente la pieza para poderla extraer. También habría la opción de poner un resorte en la parte inferior del mandril nº3, de manera que una vez conformada la pieza se elevara varios centímetros hasta poderla extraer por medio de aire.
74 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 74
Figura 128

TEORÍA DE LA EMBUTICIÓN
34.5- EJEMPLO DE BORDONADO CON ANILLO TUBULAR (Figura 129) La figura inferior 129 muestra la ejecución de un anillo o bordonado hecho alrededor de una pieza de chapa con forma de cazoleta. Este tipo de transformaciones se realizan en tubos o piezas huecas con la finalidad de darles mayor rigidez y resistencia. En esta ocasión la transformación va a ser hecha sin la necesidad de utilizar elementos elásticos de presión, la transformación vendrá dada cuando se presione sobre la parte superior de la pieza y esta se comprima formando el anillo o bordonado. Vemos como el anillo anular se presenta en la parte central de la pieza y se realiza de la siguiente forma; la pieza de chapa se ha embutido previamente con otros útiles y a continuación se coloca sobre la matriz nº5, seguidamente desciende el pisador nº3 que posiciona y sujeta la pieza antes de que el punzón nº1 con su anillo interior nº2 lleguen a presionarla. Una vez alcanza la pieza, esta se comprime ligeramente formando el anillo alrededor de la zona que queda libre entre el pisador nº3 , el anillo nº2 y la matriz nº4. Posteriormente, la matriz volverá a abrirse y la pieza podrá ser extraída libremente de su interior.
Figura 129
75 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 75

TEORÍA DE LA EMBUTICIÓN
34.6- EJEMPLO DE ABOMBADO (Figura 130) La figura inferior 130 muestra otra nueva aplicación de los elementos elásticos de goma para el abombado de una pieza con forma de tapa, el funcionamiento de la matriz es el siguiente; La pieza a sido previamente embutida y ahora se le ha de hacer el abombado en todo el perímetro exterior de su contorno. En primer lugar desciende el pisador nº2 que ejerce de centrador de la pieza, al mismo tiempo el pisador nº4 que va dentro del punzón nº1 la sujeta por la parte interior y esta queda alojada sobre la placa matriz nº 5. Seguidamente, el punzón nº1 empieza a comprimir la goma y esta se expande como si se tratara de una cuña hasta formar el anillo en todo el contorno. La pieza podrá ser extraída cuando al abrir la matriz el punzón nº1 deje de presionar sobre la goma y esta recupere su forma primitiva, a continuación seguirá ascendiendo el pisador y el punzón y la pieza quedará libre para ser evacuada.
Figura 130
76 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 76

TEORÍA DE LA EMBUTICIÓN
34.7- EJEMPLO DE ABOMBADO (Figura 131) Nuevamente presentamos otro ejemplo de la aplicación de elementos elásticos de goma para el abombado o ensanchamiento de una pieza de chapa. En esta ocasión (figura 131) se trata de una pieza previamente embutida a la que se le hace un ensanchamiento en su parte inferior. En esta ocasión necesitamos que la matriz trabaje con dos movimientos distintos (vertical y horizontal) al mismo tiempo, el primero para presionar sobre el elemento elástico y el segundo para cerrar las cuñas que han de abrazar la parte exterior de la pieza. El funcionamiento de la matriz es el siguiente; en primer lugar se posiciona la pieza en el interior del útil y a continuación desciende la parte superior. Los punzones nº1 alcanzan las cuñas nº3 y estas se cierran alrededor de la pieza. Seguidamente el punzón nº2 continúa descendiendo, hasta que presiona sobre el elemento elástico y este conforma el ensanchamiento de la pieza. Cuando el útil inicie la carrera de ascenso, los punzones dejaran de presionar sobre las cuñas y estas retornarán a la posición inicial. La pieza podrá ser extraída en el momento que el útil haya alcanzado el punto mas alto de su carrera y la pieza quede libre.
Figura 131
77 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 77

TEORÍA DE LA EMBUTICIÓN
34.8- EJEMPLO DE ACANALADURAS VERTICALES (Figura 132) Se trata de una pieza de embutición con forma de cápsula (figura 132), a la cual se le han de hacer 4 acanaladuras verticales con forma de media caña. En este caso, la altura de las canales ocupan 2/3 partes de la totalidad de la pieza, aunque muy bien, podrían realizarse en alturas diferentes para cada una de ellas. Las características más importantes que se deben tener en cuenta en esta transformación, son las de hacer que las canales tengan poca profundidad y que los cantos exteriores estén redondeados lo máximo posible. El funcionamiento del utillaje está previsto para que la pieza de chapa que se ha embutido previamente se coloque sobre la matriz nº7 y seguidamente descienda el punzón nº1 con el pisador nº3 que presionará y sujetará la pieza. Al alcanzar una determinada penetración, la pieza entra en contacto con las esferas nº4 y estas siguen el curso de las mismas canales que lleva el mandril nº7. El funcionamiento del mecanismo de la esfera, permite que cuando el útil inicie la carrera de ascenso esta pueda retroceder ligeramente gracias a la compresión que realizará sobre el resorte nº5 y de esta forma no raye las superficies de las canales. Para que su funcionamiento sea totalmente correcto, es aconsejable que los agujeros de las esferas tengan una inclinación máxima de 25º respecto al eje central del propio utillaje. Figura 132
78 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 78

TEORÍA DE LA EMBUTICIÓN
79 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 79
Ejemplos de piezas de embutición

TEORÍA DE LA EMBUTICIÓN
35.0. EJEMPLOS DE PIEZAS, BANDAS Y MATRICES DE EMBUTICIÓN. En los ejemplos que vamos a ver a continuación se muestran varias piezas de embutición, las cuales se han fabricado con matrices progresivas de tamaño medio. En primer lugar se muestra el dibujo de cada una de las piezas, seguido del croquis del proceso de transformación y del dibujo de los útiles que se han construido en cada caso. Seguidamente se hace una descripción del funcionamiento de la matriz y de sus componentes.
80 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 80
EJEMPLO Nº 1

TEORÍA DE LA EMBUTICIÓN
81 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 81
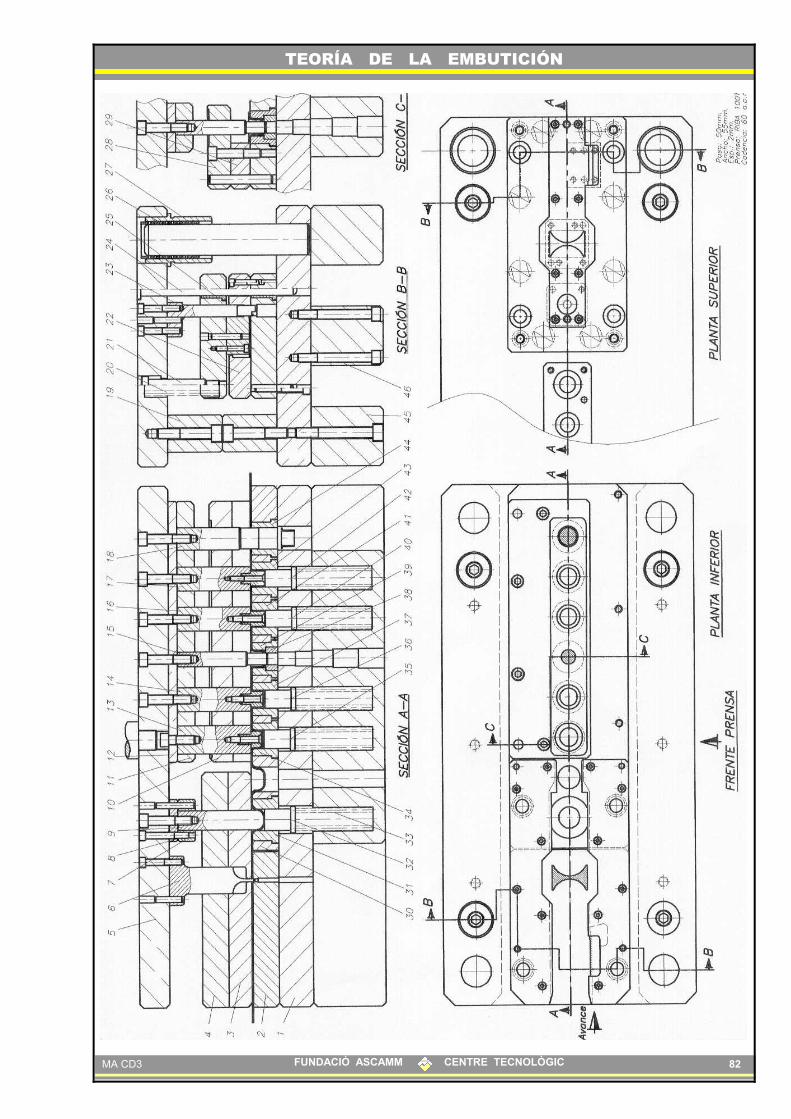
TEORÍA DE LA EMBUTICIÓN
82 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 82

TEORÍA DE LA EMBUTICIÓN
DESCRIPCIÓN DE LA MATRIZ DE EMBUTIR LA PIEZA Nº 1 (“CASQUILLO STOP”) Como puede verse en el dibujo de Proceso de transformación y en el de la propia matriz, el primer paso de la matriz sirve para realizar un corte lateral en la banda que en lo sucesivo servirá para facilitar y marcar el paso, esta operación es realizada por el punzón nº23 y la placa matriz nº2. En el siguiente paso, el punzón nº6 hace el corte perimetral en la banda con la finalidad de vaciar el contorno exterior donde se ha embutir la pieza. En el paso nº3 se hace la primera embutición mediante el punzón nº9 y el casquillo nº31. Seguidamente hay que dejar un paso en vacío para permitir que el pisador nº3 y nº4 no interfiera con la segunda reducción de embutición. Esta 2ª reducción se hace en el paso nº4 mediante el punzón nº13 y el casquillo nº34. Seguidamente, en el paso nº5 se hace una nueva reducción de medidas con la ayuda del punzón nº 14 y el casquillo nº37. En el paso nº6 se perfora el fondo de la pieza embutida y en el paso nº7 se gira el cuello de la pieza. La primera operación la realiza el punzón nº15 y el casquillo nº38 y la segunda el punzón nº16 y el casquillo nº41. El paso nº8 sirve para calibrar las paredes verticales del casquillo y se realiza con el punzón nº17 y el casquillo nº43. Finalmente, en el paso nº9 se separa la pieza de la banda y esta cae por gravedad a un contener dispuesto para este caso.
83 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 83

TEORÍA DE LA EMBUTICIÓN
84 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 84

TEORÍA DE LA EMBUTICIÓN
85 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 85

TEORÍA DE LA EMBUTICIÓN
86 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 86
TEORÍA DE LA EMBUTICIÓN
DESCRIPCIÓN DE LA MATRIZ DE EMBUTIR Nº2 (“CASQUILLO ROSCADO M8”) Como puede verse en el dibujo de Proceso de transformación y en el de la propia matriz, en este caso NO se realiza corte de paso en la banda puesto que se considera que el alimentador de la prensa es suficientemente fiable para garantizar un correcto avance de la chapa. Así pues, en el primer paso, el punzón nº8 hace el corte perimetral con la finalidad de vaciar el contorno exterior donde se ha de embutir la pieza. En el paso nº2 se hace la primera embutición con la ayuda del punzón nº9 y el casquillo nº22. En esta matriz no se ha dejado un paso en vacío después de la primera embutición al considerar que la pieza es de pequeño tamaño y de gran espesor, y no presentará problemas en la siguiente reducción. Esta reducción se hace en el paso nº3 mediante el punzón nº10 y el casquillo correspondiente. En el paso nº4 se realiza una nueva reducción de las medidas con la ayuda del punzón nº12 y su casquillo. En el paso nº5 se perfora el fondo de la pieza con la ayuda del punzón nº12 y el casquillo nº27, mientras que en el paso siguiente nº6 se embuten 4 pequeñas protuberancias con los punzones nº28 y su contra matriz nº13. El paso nº7 se corta la pieza de la banda y esta cae por gravedad a un contener dispuesto para este caso, el punzón nº14 y su correspondiente casquillo son los que realizan esta operación. Finalmente, en el paso siguiente, el punzón nº15 y la matriz nº29 han de trocear la banda para facilitar su recogida y almacenamiento.
87 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 87

TEORÍA DE LA EMBUTICIÓN
88 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 88

TEORÍA DE LA EMBUTICIÓN
89 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 89
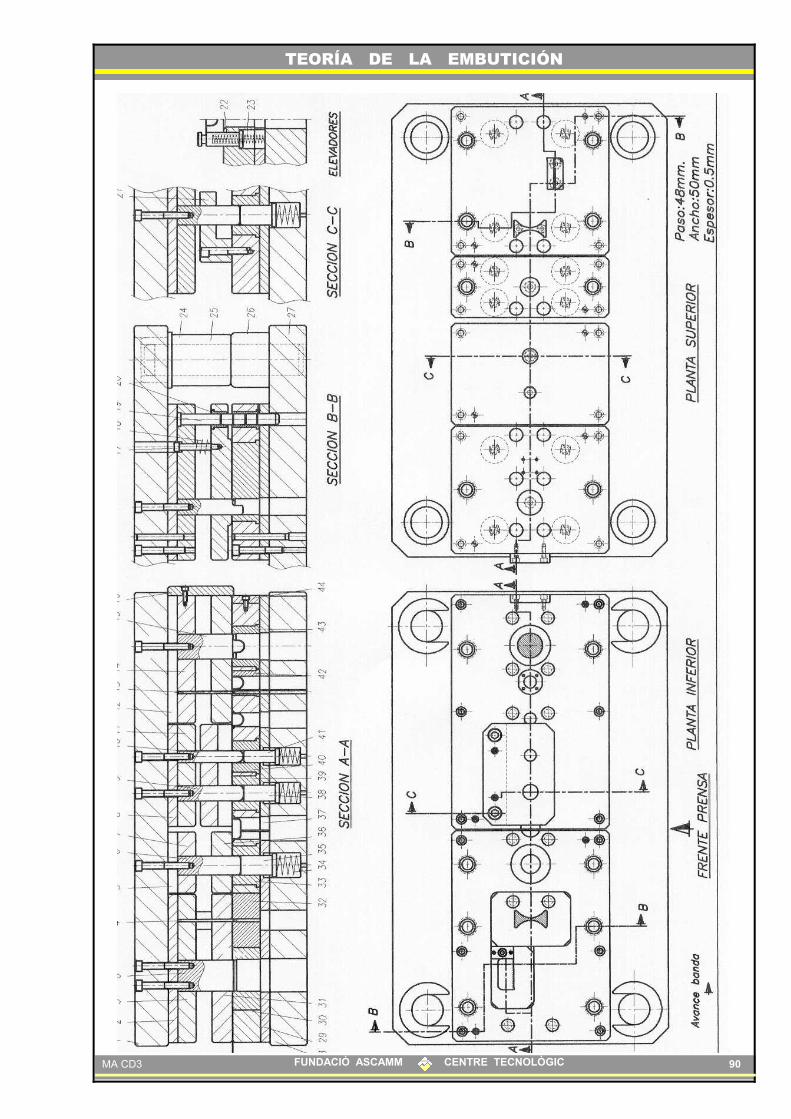
TEORÍA DE LA EMBUTICIÓN
90
FUNDACIÓ ASCAMM CENTRE TECNOLÒGICMA CD3 90

TEORÍA DE LA EMBUTICIÓN
DESCRIPCIÓN DE LA MATRIZ DE EMBUTIR Nº3 (“CASQUILLO PROTECTOR”) Como puede verse en el dibujo de Proceso de transformación y en el de la propia matriz, en este caso vuelve a realizarse el corte lateral en la banda que en los pasos sucesivos marcarán su avance en la matriz. Este corte de paso se hace con el punzón nº8 y su correspondiente matriz. Seguidamente, en el paso nº2, el punzón nº4 y la matriz nº32 realizan el corte perimetral sobre la chapa para vaciar la zona externa de embutición. Este corte mencionado permite que se pueda recoger material en el paso nº3 donde se hace la 1ª embutición. En el paso nº4 y después de dejar un paso en vacío, se hace la reducción de diámetros por medio del punzón nº9 y el casquillo nº39. En el paso nº5 se realizan una nueva reducción de las medidas por medio del punzón nº10 y su casquillo correspondiente nº40. En el paso nº6 y después de dejar un nuevo paso en vacío se perforan 4 agujeros sobre la pieza ejecutados por los punzones nº13 y los casquillos correspondientes. El paso nº7 sirve para corta la pieza con el punzón nº15 y el casquillo nº43. Finalmente, en el paso siguiente, el punzón nº16 y la matriz nº4 trocean la banda para facilitar su recogida y almacenamiento.
91 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 91

TEORÍA DE LA EMBUTICIÓN
NOTAS:
92 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 92

TEORÍA DE LA EMBUTICIÓN
AUTOEVALUACIÓN: Marcar con una (x) las respuestas correctas 1.- Antes de embutir un objeto cilíndrico, ¿qué se debe calcular?
(a) El espesor del material. (b) El disco previo de la chapa. (c) La fuerza de doblado.
2.- Para hacer embuticiones, ¿qué tipo de prensa es más apropiada?
(d) Prensas muy veloces. (e) Prensas de mucha potencia. (f) Prensas lentas.
3.- ¿Qué ventaja tiene la utilización de elementos normalizados para la construcción de matrices?
(a) Los componentes duran más. (b) Los recambios son más rápidos. (c) El mantenimiento es inferior.
4.- ¿Cómo se realiza la embutición de doble efecto?
(a) Sin pisar la chapa. (b) Pisando la chapa. (c) Indistintamente.
5.- La calidad de una embutición, ¿de qué puede depender?
(a) La distancia entre la matriz y el punzón. (b) La temperatura de la prensa. (c) Los radios de la matriz.
6.- ¿Qué puede pasar si al embutir una pieza de chapa, la presión del pisador es excesiva?
(a) La pieza puede quedar pequeña. (b) La pieza puede quedar grande. (c) La pieza puede romperse.
93 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 93

TEORÍA DE LA EMBUTICIÓN
7.- ¿Qué puede pasar si al embutir una pieza de chapa, la presión del pisador es insuficiente?
(a) La pieza puede quedar pequeña. (b) La pieza puede quedar grande. (c) La pieza puede quedar con arrugas.
8.- Para realizar una embutición compleja y profunda, ¿cómo debe ser la velocidad de la prensa?
(a) Es preferible que la velocidad sea rápida. (b) Es más favorable si la velocidad es lenta. (c) Es preferible que sea lenta en vacío y rápida al embutir.
9.- Calcular el diámetro de partida que tendrá el disco con el que se debe embutir una pieza de diámetro interior φ46 mm y una altura de 62 mm.
(a) 165.5 mm. (b) 116.3 mm. (c) 176.8 mm.
10.- Además del propio espesor de la chapa, ¿qué juego o tolerancia se aplica entre las paredes verticales del punzón y la matriz cuando se hacen embuticiones?
(a) 1/10 del espesor de la chapa. (b) 1/15 del espesor de la chapa. (c) 1/20 del espesor de la chapa.
11.- La fuerza del pisador sobre la chapa, ¿en qué unidades se mide?
(a) Kg. mm. (b) Kg. cm. (c) Kg. Cm2.
12.- La embutición de simple efecto se realiza para…
(a) Embuticiones profundas. (b) Embuticiones poco profundas. (c) Embuticiones muy profundas.
13.- Los radios de las matrices de primeras embuticiones deben ser...
(a) Entre 5 y 8 veces el espesor de la chapa. (b) Entre 10 y 15 veces el diámetro del punzón.
94 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 94
(c) Entre un 10 y un 20% mayores que el espesor del material.

TEORÍA DE LA EMBUTICIÓN
14.- En una embutición rectangular, ¿dónde se produce la máxima compresión del material?
(a) Por todas partes igual. (b) En las esquinas. (c) ( En las zonas rectas.
15.- Un radio muy pequeño del borde de la matriz puede producir...
(a) Alargamiento y rotura de las piezas. (b) Desprendimientos de material y arrugas. (c) Ensanchamiento de las piezas.
16.- La velocidad de embutición se mide en...
(a) M/minuto. (b) M/seg. (c) mm/seg.
17.- ¿Cuántos procedimientos se pueden emplear para calcular el desarrollo de una pieza embutida?
(a) Entre 8 y 12. (b) Entre 1 y 3. (c) Entre 4 y 8.
18.- ¿En qué tipos de embuticiones y matrices se utilizan los frenos?
(a) En embuticiones cilíndricas. (b) En embuticiones irregulares. (c) En embuticiones rectangulares.
19.- Es muy conveniente que el tamaño de los frenos sea...
(a) De distinto tamaño y altura. (b) De igual tamaño y altura. (c) Iguales en altura y desiguales en anchura.
20.- ¿Con qué finalidad se realizan agujeros axiales en los punzones de embutición?
(a) Para introducir lubricante. (b) Para salidas de aire.
95 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 95
(c) Para reducir la fricción.

TEORÍA DE LA EMBUTICIÓN
NOTAS:
96 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 96

TEORÍA DE LA EMBUTICIÓN
NOTAS:
97 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 97

TEORÍA DE LA EMBUTICIÓN
Bibliografía recomendada: Estampado en frío de la chapa (Mario Rossi) Profundos conocimientos de matricería (J. Blanco) Tecnología tomo 1 (F. Profesional) (Z. Carlos Solar) Embutición Extraprofunda (Ignacio Ibarrondo) Embutición (B. Wassilieff) Estampado práctico ( Eugen Kaczmarek) Herramientas de troquelar, estampar y embutir (Gerard Oehler) El trabajo de los metales de chapa (Autores varios) Metals Hand Book (Taylor Lyman, Editor)
98 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 98

TEORÍA DE LA EMBUTICIÓN
99 FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC MA CD3 99
Related Documents











