I I 03/13/20 22 Confiden tial 1 FLEXFORM Fluid Cell Press Technology

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

I I05/01/2023Confidential 1
FLEXFORMFluid Cell Press Technology
I I05/01/2023Confidential 2
• Quintus Technologies, brief background • Flexform technology overview• Examples
– Prototyping and Low volume production– Business cases
• Workshop tour• Summary and conclusion

I I05/01/2023Confidential 3
3
2015200520001990198519641953 1970 1980
Sale of Company to
Flow International
FLEXFORM
introduction to the
automotive industry
Introduction of food
processing presses
Introduction of
FLEXFORM presses
Introduction of isostatic
presses
Company produces the
world’s first synthetic
diamond
1940-
1950
Company formation
under ASEA (later ABB)
ownership
Introduction of the
Avure brand

I I05/01/2023Confidential 4

I I05/01/2023Confidential 5
Office
Workshop

I I05/01/2023Confidential 6

I I05/01/2023Confidential 7
Advanced Material Densification
Sheet Metal Forming
50 Years of High Pressure Innovation

I I05/01/2023Confidential 8
• Quintus Technologies, brief background • Flexform technology overview• Examples
• Prototyping and Low volume production• Business cases
• Workshop tour• Summary and conclusion
I I05/01/2023Confidential 9
1 2
3
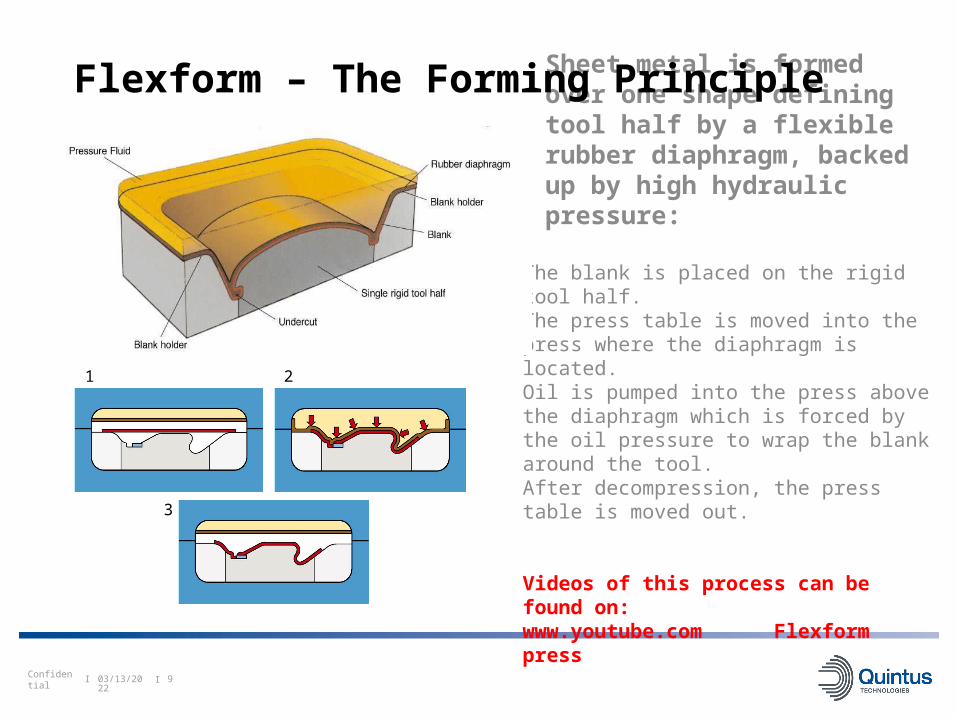
Sheet metal is formed over one shape defining tool half by a flexible rubber diaphragm, backed up by high hydraulic pressure:
The blank is placed on the rigid tool half. The press table is moved into the press where the diaphragm is located.Oil is pumped into the press above the diaphragm which is forced by the oil pressure to wrap the blank around the tool.After decompression, the press table is moved out.
Videos of this process can be found on:www.youtube.com Flexform press
Flexform – The Forming Principle

I I05/01/2023Confidential 10
Tray
Tool
Pressure Fluid Inlet
Pressure Fluid Reservoir
Blank Material
Diaphragm
Formed Part
Flexform – The Principle of Flexform

I I05/01/2023Confidential 11
Prototyping & Low Volume Production, Daimler
2.0x4.0-1400150,000 ton Press force
150,000 ton Press-force World-record
Prototyping. Ford1.8x3.6-1000
94,000 ton Press force
Aerospace ProductionEmbraer, BrazilPress 0.8-800
4,000 ton Press-force
Flexform – Small to Large Presses
Flexform – Sheet Metal Forming Division

I I05/01/2023Confidential 12
• Quintus Technologies, brief background • Flexform technology overview• Examples
• Prototyping and Low volume production• Business cases
• Workshop tour• Summary and conclusion

I I05/01/2023Confidential 13
“Scuffplates” XC90 R-DESIGNStainless steel, brushed surface t=0.8mm, 1.700x150mm, depth ~100mmSerial Production Life Cycle > 7 years, 1.500-8.000 per year
Volvo
Exhaust treatment systems~40 different prototype parts for exhaust treatment systems to heavy diesel Engines (Euro 6)”Almost stainless steel”; t=1.0 – 3.0mm (Size: Max 1200x1200x150mm)Project time 1 – 2 years, 2-3 loops, ~30 sets/loop
SWENOX, now Eberspächer
Examples: Automotive – Low Volume Serial Production & Prototyping

I I05/01/2023Confidential 14
Pre-painted = OK Wind shield
Examples: Automotive – Low Volume Serial Production & Prototyping

I I05/01/2023Confidential 15
Fork protection
PanelsTank Housings
Trim ring
Fender
Seat bottom
Muffler
Fender
Chain guard
Plate holder
Panels Air filter box/ air intake

I I05/01/2023Confidential 16
• use Flexform for all external prototypes and for pre-serie production
• Pre-draw by conventional pressing
• Calibration and flanging in low cost Flexform dies

I I05/01/2023Confidential 17
Engine hood & door panelCarbon steel, DC04; t=1.5-2.0mmSeries production, 20-300 machines/yearThe yellow has a hood where different articles are Laser Cut from the same pressed geometry
Forestry machinery
Construction equipment –Low Volume Serial Production

I I05/01/2023Confidential 18
Forklift engine hoodCarbon steel, DC04; t=2.0mm (1500x900x250mm)Series production, 50-300 machines/year
Forklift coversCarbon Steel, DC 04; t=3.0mm, 700x600mm, depth 260mmCycle was ~8 years, 3.000-8.000 sets/year
BT Products (Toyota) Forklifts (Kalmar)
Construction equipment –Low Volume Serial Production

I I05/01/2023Confidential 19
Top Covers and Side CoversCarbon Steel, DC 04; t=1.5-.0mmLife Cycle over > 10 years5-50 machines/year
Cooler, front & full body-casing Two models in production, 3rd one in the pipe-lineCarbon Steel, DC 04; t=2.0mm, Broad variety of sizesLife Cycle > 10 years, 5-50 machines & type/year
Demolition Equipment
Construction equipment –Low Volume Serial Production

I I05/01/2023Confidential 20
Guard irons ”Snow Plow”,Carbon (355MCE); t=6.0mmWagon gables, Stainless (yield strength ~320); t=0.8mm)Series production, ~200 trains in total
NOTE: Upgrading of guard irons for X2000 made the customer focus on Flexform
BOMBARDIER
TransportationLow Volume Serial Production

I I05/01/2023Confidential 21
Building covers + DesignLow Volume Production
I I05/01/2023Confidential 22
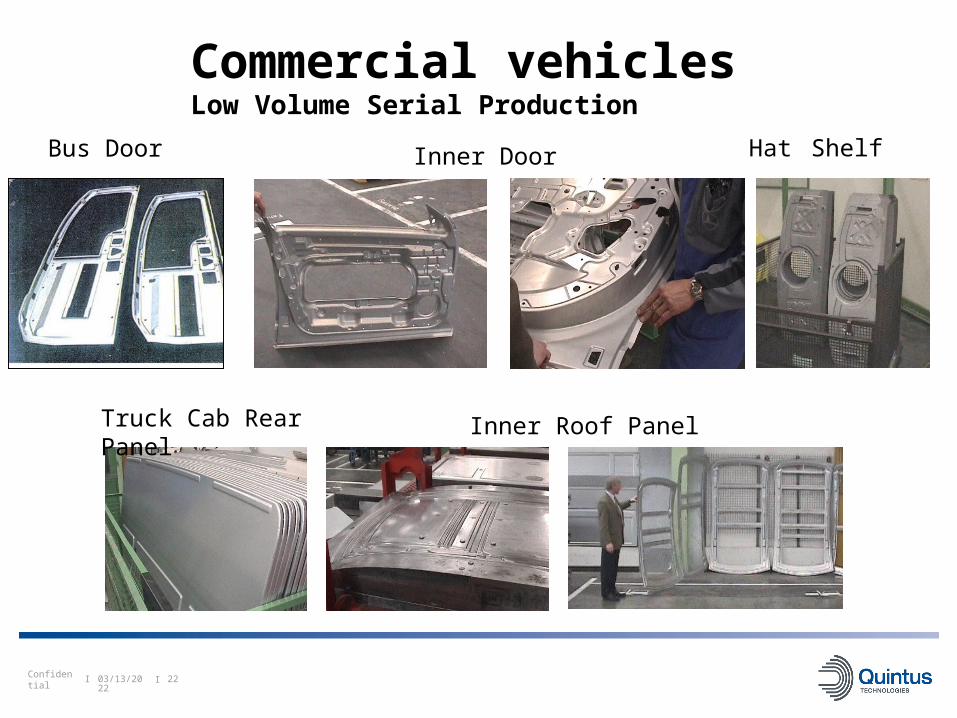
Hat ShelfBus Door
Inner Roof PanelTruck Cab Rear Panel
Inner Door
Commercial vehicles –Low Volume Serial Production

I I05/01/2023Confidential 23
Low volume Prototyping +Concept Cars

I I05/01/2023Confidential 24
Commercial vehicles –Low Volume Serial Production

I I05/01/2023Confidential 25
Front, Engine hoodCarbon steel, DC04 T; t=1.5-3.0mm100-300 per yearDesign styling! Flexform provide the flexibility
Bumper in 3parts (one middle, two corners)Carbon Steel, DC04; t=2.0mm, 600 (1200)x300mm, depth 250 (120)mm Life Cycle ~10 years, 50-300 per year
Commercial vehicles –Low Volume Serial Production
I I05/01/2023Confidential 26
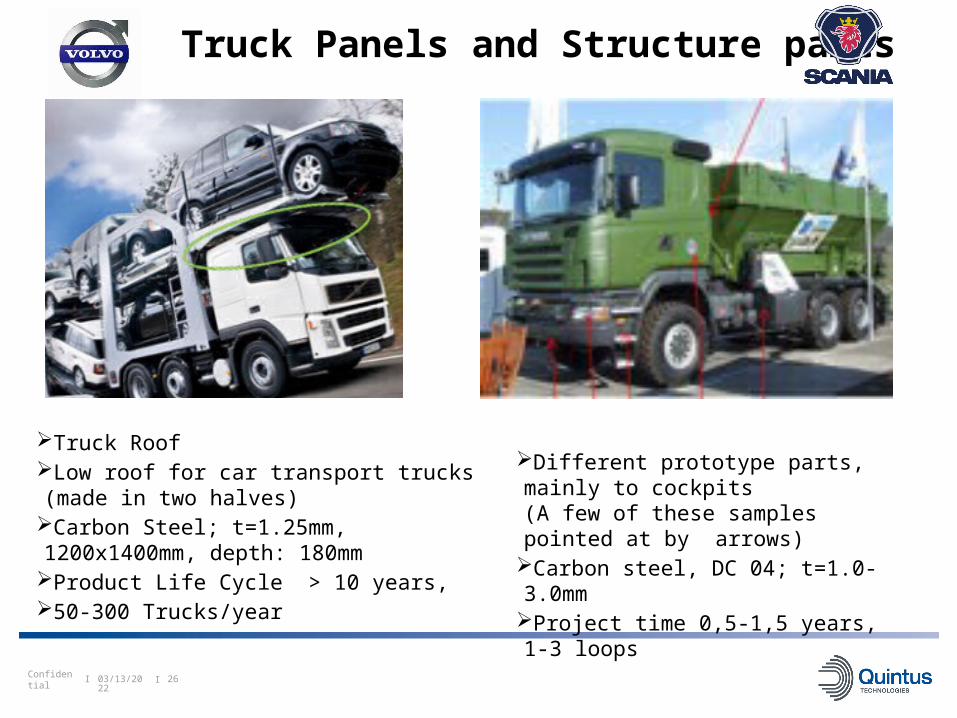
Truck RoofLow roof for car transport trucks (made in two halves)Carbon Steel; t=1.25mm, 1200x1400mm, depth: 180mmProduct Life Cycle > 10 years,50-300 Trucks/year
Truck Panels and Structure parts
Different prototype parts, mainly to cockpits(A few of these samples pointed at by arrows)Carbon steel, DC 04; t=1.0-3.0mmProject time 0,5-1,5 years, 1-3 loops

I I05/01/2023Confidential 27
• Quintus Technologies, brief background • Flexform technology overview• Examples
• Prototyping and Low volume production• Business cases
• Workshop tour• Summary and conclusion
I I05/01/2023Confidential 28
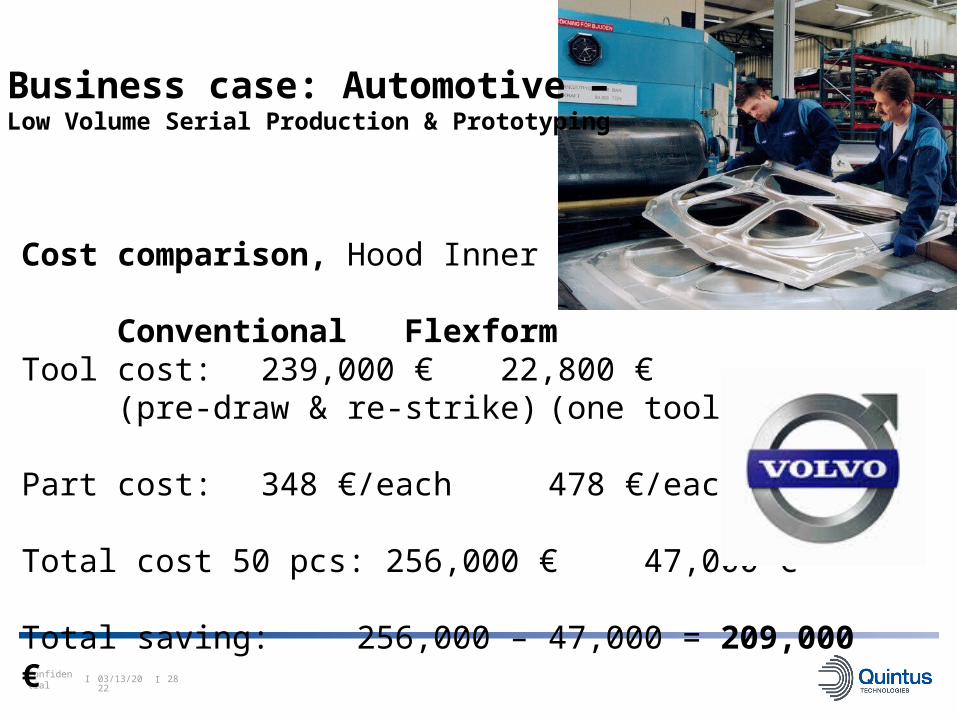
Cost comparison, Hood Inner (Aluminium)
Conventional FlexformTool cost: 239,000 € 22,800 €
(pre-draw & re-strike) (one tool only)Part cost: 348 €/each 478 €/each
Total cost 50 pcs: 256,000 € 47,000 €
Total saving: 256,000 – 47,000 = 209,000 €
Business case: Automotive – Low Volume Serial Production & Prototyping

I I05/01/2023Confidential 29
Two sub-suppliers withtwo different techniques:
Conventional pressing: 600 kEUR Flexform: 160 kEURSaving: 600 - 160 = 440 kEUR
Business case: Automotive – Low Volume Serial Production & Prototyping

I I05/01/2023Confidential 30
30
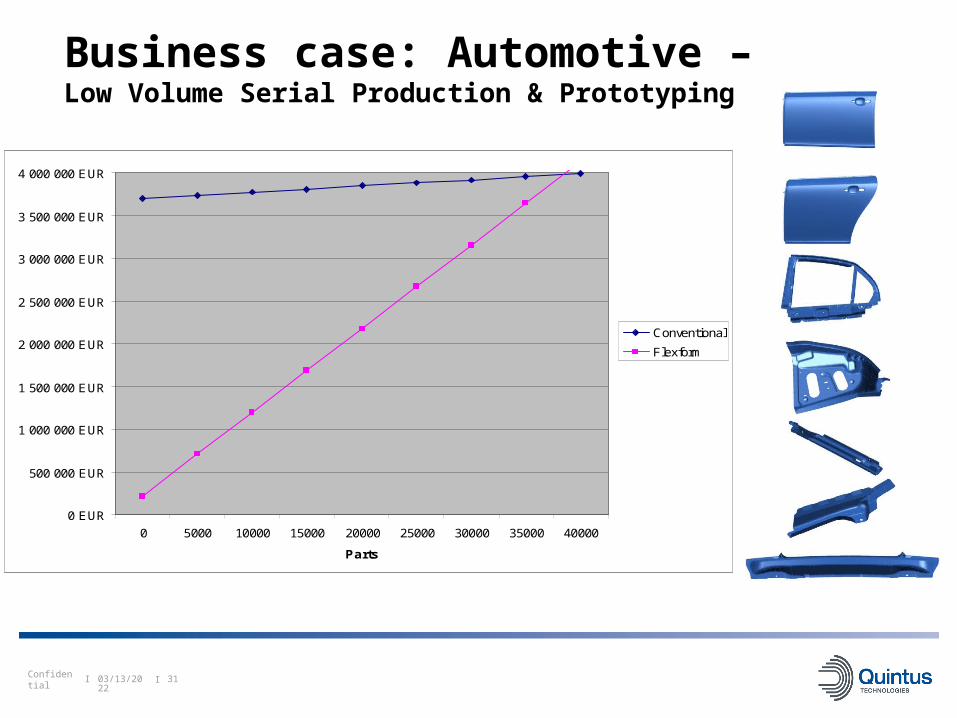
13 part numbers for production
Conventional pressing:3 700 k€ investment7.3 k€/batch
Flexform:220 k€ investment98 k€/batch
Break even: 39,000 batches
Business case: Automotive – Low Volume Serial Production & Prototyping
I I05/01/2023Confidential 31
0 EUR
500 000 EUR
1 000 000 EUR
1 500 000 EUR
2 000 000 EUR
2 500 000 EUR
3 000 000 EUR
3 500 000 EUR
4 000 000 EUR
0 5000 10000 15000 20000 25000 30000 35000 40000
Parts
Conventional
Flexform
Business case: Automotive – Low Volume Serial Production & Prototyping

I I05/01/2023Confidential 32
1 2 3 4 50
5000
10000
15000
20000
25000
30000
35000
40000
Series1Series2
1 2 3 4 50
100000
200000
300000
Series1Series2
Parts (Life time)
1 2 3 4 50
100000
200000
300000
400000
500000
600000
Series1Series2
1 2 3 4 50
20000400006000080000
100000120000140000160000180000200000
Series1Series2
Tool: 40x16x2,8dm
Tool: 16x10x2,8dm Tool: 10x8x1,4 dm
~11 000 parts
~5 500 parts
~3 400 parts
~850 parts
Sum cost(Tool+Parts
)
Sum cost(Tool+Parts)
Parts (Life time)
Parts (Life time)
Parts (Life time)
Tool: 20x16x2,8dm
Sum cost(Tool+Part
s)
Sum cost(Tool+Part
s)
For guidance only!
Break Even – From 1,000 to 40,000 parts(Laser Cutting excluded )

I I05/01/2023Confidential 33
Cost Reduction - Increased Profit lower costs due to 50-90% tool cost reduction lower costs due to eliminating or reduction of process steps (intermediate heattreatments, hand correction) lower costs by late tool changes lower costs since several different parts can be produced within one tool lower costs, trimming of parts may be included in the tool Reduced lead time - >50% reduced lead time – serve your customer quicker Increased flexibility
different parts in sizes, thickness and length can be produced witihin one cycle undercuts are possible Robust System - 100% Swedish Engineered, many machines running since over 50 years High Quality – high forming capability, scratch free parts, tight tolerances, shape edges High Competence - over 50 years in the market Proven track record – Globallly over 1.700 installed machines Easy to operate
Increase your quality, lower your costs and increase your profit by choosing Flexform
Your Benefits

I I05/01/2023Confidential 34
• Reduced Springback
• Reduction in part scraches
• One tool, different sheet thicknesses and different materials
• Materials from 0,1-10 mm can be formed
• Steel, Aluminum, Stainless steel, Ni alloys and Ti alloys
• Form undercuts without complicated tools
Benefits Flexform vs. “Conventional” forming

I I05/01/2023Confidential 35
Randy KishBusiness Development ManagerMetal Forming
[email protected], Mobile: +1(614) 440-4360Office: +1(614) 255-6658
The Global Leader in High Pressure Technology
Related Documents











