
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Komitet Redakcyjny serii Budowa Maszyn i Zarządzanie Produkcją dr hab. inż. EDWARD PAJĄK, prof. nadzw. (przewodniczący); prof. dr hab. inż. MACIEJ KUPCZYK; dr hab. inż. ANDRZEJ MODRZYŃSKI, prof. nadzw.; prof. dr hab. inż. MARIAN OSTWALD; dr hab. inż. ALEKSANDRA PERTEK-OWSIANNA; dr inż. MAGDALENA DIERING (sekretarz) Seria ta stanowi kontynuację Zeszytów Naukowych Politechniki Poznańskiej Mechanika (ostatni 49. numer ukazał się w 2003 r.) Projekt okładki PIOTR GOŁĘBNIAK Wydawnictwo nie ponosi odpowiedzialności za ewentualne błędy edytorskie, ponieważ materiał został dostarczony do druku bez możliwości ingerencji ze strony wydawcy Utwór w całości ani we fragmentach nie może być powielany ani rozpowszechniany za pomocą urządzeń elektronicznych, mechanicznych, kopiujących, nagry-wających i innych bez pisemnej zgody posiadacza praw autorskich. WYDANIE I ISSN 1733-1919 © Copyright by Politechnika Poznańska, Poznań 2010 WYDAWNICTWO POLITECHNIKI POZNAŃSKIEJ 60-965 Poznań, pl. M. Skłodowskiej-Curie 2 tel. +4861 6653516, faks +4861 6653583 e-mail: [email protected], www.ed.put.poznan.pl Sprzedaż publikacji:
Księgarnia Politechnik 61-138 Poznań, ul. Piotrowo 3 tel. +4861 6652324; faks +4861 6652326 e-mail: [email protected], www.politechnik.poznan.pl Druk i oprawa: ESUS Agencja Reklamowo-Wydawnicza Tomasz Przybylak
SPIS TREŚCI
1. JÓZEF BEDNARCZYK, ANDRZEJ SIOMA
Zastosowanie metody wizji aktywnej do oceny stopnia odtworzenia matrycy dla wyrobów kształtowanych elektrodynamicznie ..................................................................Application of the active vision method to the reproduction degree estimation of matrix for electrodynamically formed product ..............................................................................
5
10 2. MICHAŁ DOLATA, DANIEL JASTRZĘBSKI, PIOTR PAWEŁKO, GRZEGORZ
SZWENGIER Badania właściwości statycznych tocznych przekładni śrubowych ...................................Ball-screw mechanisms static properties research ............................................................
11 16
3. EWA DOSTATNI Przegląd zastosowania technologii agendowej w obszarze zarządzania ............................Review of the use of agent technologies in the area of management ..................................
19 30
4. FILIP GÓRSKI, WIESŁAW KUCZKO, RADOSŁAW WICHNIAREK, PRZEMYSŁAW ZAWADZKI Wykorzystanie metody projekcji znaczników w zastosowaniach fotogrametrycznych .....Use of marker projection method in photogrammetric applications ..................................
31 40
5. WOJCIECH IGNALEWSKI Bezpieczne zarządzanie statkiem śródlądowym w systemie transportu gazu naturalnego za pomocą oceny stanu obciążenia konstrukcji statku z wykorzystaniem pomiarów stateczności i wytrzymałości jednostki .............................................................The safe management the inland ship in system of transportation of natural gas for regard strength and stability of ship in operation ..............................................................
41
46 6. JAKUB JANKOWSKI, SEMIR EL-AHMAR, MACIEJ OSZWADŁOWSKI
Czujnik Halla na ekstremalny zakres temperatur: 2-573 K ................................................Hall sensors for extreme temperature range: 2-573 K .......................................................
47 52
7. JOZEF JURKO, MÁRIO GAJDOŠ, ANTON PANDA Accompanying phenomena in the cutting zone at drilling of steel Cr17Ni14Mo3Ti ..........
53
8. NIKOLA PANCHEV The measurement of the form and position deviations of surfaces and axes of large-scaled rotational machine parts .........................................................................................
59 9. KRZYSZTOF PISKORSKI, HANRYK M. PRZEWŁOCKI
Investigation of flat-band voltage distributions over the gate area of Al-SiO2-Si structures ...........................................................................................................................Badanie rozkładów przestrzennych napięcia wyprostowanych pasm w półprzewodniku VFB w płaszczyźnie powierzchni bramki struktur MOS (Al-SiO2-Si) ..............................
65
70 10. JACEK REINER, MARIUSZ MRZYGŁÓD
Wybrane metody inspekcji wizyjnej powierzchni metalowych .........................................Selected machine vision methods for inspection of metal parts .........................................
71 76
11. WITOLD RZODKIEWICZ, ANDRZEJ PANAS Spectroscopic ellipsometry studies of elastic and non-elastic strains in Si-SiO2 systems ..Badania odkształceń sprężystych i niesprężystych w układzie Si-SiO2 metodą elipsometrii spektroskopowej .............................................................................................
77
82
Spis treści 4
12. PAWEŁ STĄCZEK Metoda pomiaru temperatury powierzchni preform z PET w procesie uplastyczniania.....Method for measuring the temperature of surface of stretch blow moulding PET performs during reheating process ....................................................................................
83
88
13. GRZEGORZ ŚMIGIELSKI, ROMAN DYGDAŁA, KRZYSZTOF STEFAŃSKI, DAMIAN LEWANDOWSKI, WIESŁAW URBANIAK Measuring shock-wave parameters during explosive water-spray production ..................Pomiary parametrów fali uderzeniowej podczas wybuchowego wytwarzania aerozolu wodnego .............................................................................................................................
89
95 14. MARIUSZ ŻABA
Budowa i badania stanowiska do kalibracji czujników temperatury ..................................Construction and testing of temperature sensor calibrator ...............................................
97
102 15. KRZYSZTOF ŻYWICKI
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji Lean Manufacturing ....................................................................................................................Improvement of manufacturing processes using the concept of Lean Manufacturing ........
103 121

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
JÓZEF BEDNARCZYK, ANDRZEJ SIOMA
ZASTOSOWANIE METODY WIZJI AKTYWNEJ DO OCENY STOPNIA ODTWORZENIA MATRYCY DLA WYROBÓW
KSZTAŁTOWANYCH ELEKTRODYNAMICZNIE W pracy omówiono pomiary, z wykorzystaniem metody wizji aktywnej, wymiarów geome-
trycznych oraz profilu elementów blach tłoczonych elektrodynamicznie.
Słowa kluczowe: tłoczenie elektrodynamiczne, systemy wizyjne, wizja aktywna
1. WPROWADZENIE
Jednym z niekonwencjonalnych sposobów plastycznego kształtowania meta-
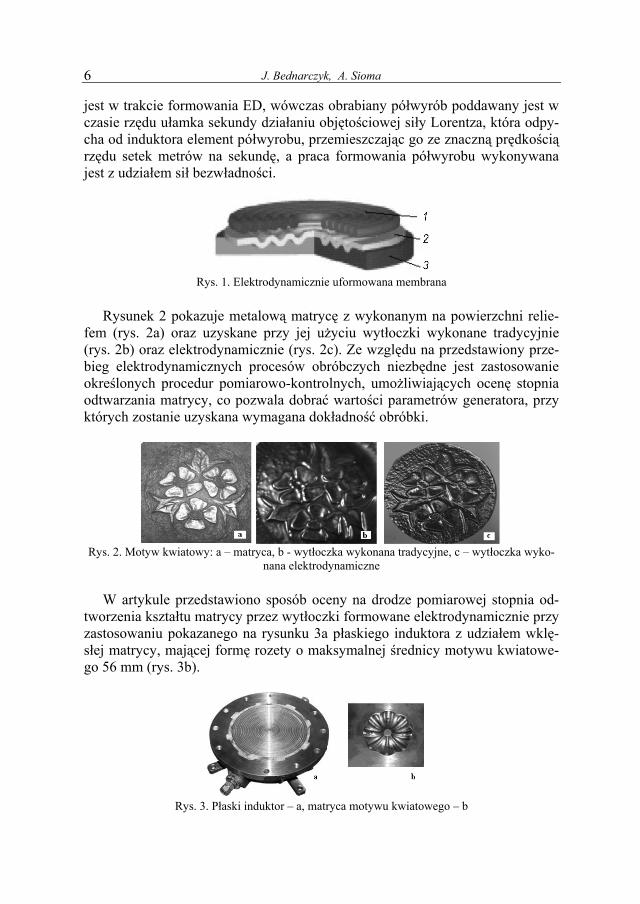
lowych półwyrobów jest obróbka elektrodynamiczna (ED), [1]. Formowanie odbywa się w impulsowym polu magnetycznym wytworzonym za pośrednic-twem cewki indukcyjnej, zwanej induktorem, umieszczonej w niewielkiej odle-głości od obrabianego półwyrobu i połączonej elektrycznie z zaciskami baterii kondensatorów. Płynący w zwojach cewki prąd wyładowania kondensatorów wzbudza wokół induktora impulsowe pole magnetyczne, które indukuje w pół-wyrobie prąd wirowy. Przepływ wspomnianych prądów wywołuje powstanie siły Lorentza, powodującej wzajemne odpychanie induktora i półwyrobu, co pozwala kształtować go plastycznie. Na rysunku 1 pokazana jest membrana 2 uformowana elektrodynamicznie z udziałem matrycy 3 przy wykorzystaniu spi-ralnie nawiniętego induktora 1.
Należy zwrócić uwagę na istotną różnicę pomiędzy formowaniem realizowa-nym w sposób tradycyjny i prowadzonym elektrodynamicznie. Podczas klasycz-nej obróbki narzędzie styka się z powierzchnią obrabianego półwyrobu wywie-rając na nią statyczny nacisk do momentu uzyskania wyrobu finalnego. Inaczej
J. Bednarczyk, A. Sioma 6
jest w trakcie formowania ED, wówczas obrabiany półwyrób poddawany jest w czasie rzędu ułamka sekundy działaniu objętościowej siły Lorentza, która odpy-cha od induktora element półwyrobu, przemieszczając go ze znaczną prędkością rzędu setek metrów na sekundę, a praca formowania półwyrobu wykonywana jest z udziałem sił bezwładności.
Rys. 1. Elektrodynamicznie uformowana membrana
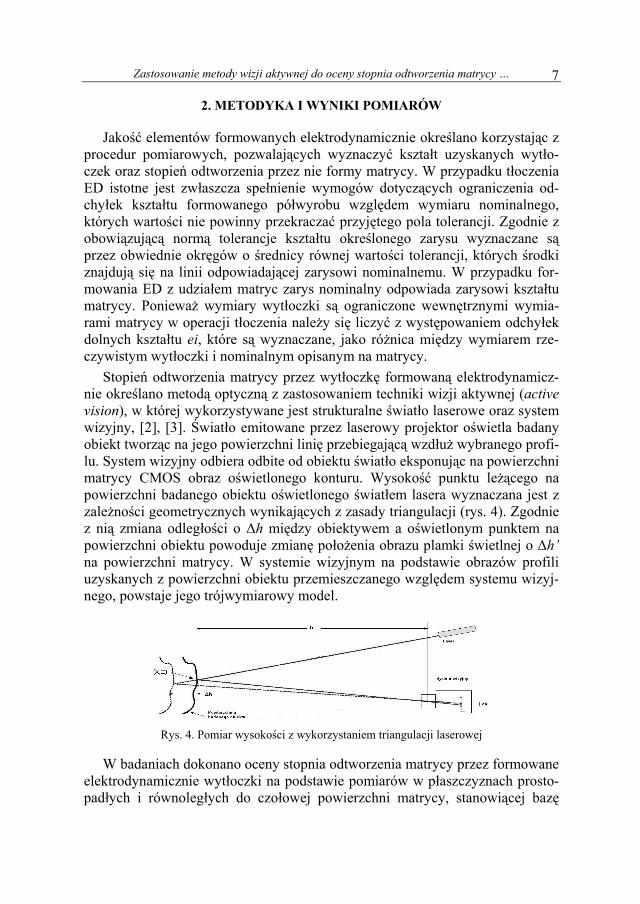
Rysunek 2 pokazuje metalową matrycę z wykonanym na powierzchni relie-
fem (rys. 2a) oraz uzyskane przy jej użyciu wytłoczki wykonane tradycyjnie (rys. 2b) oraz elektrodynamicznie (rys. 2c). Ze względu na przedstawiony prze-bieg elektrodynamicznych procesów obróbczych niezbędne jest zastosowanie określonych procedur pomiarowo-kontrolnych, umożliwiających ocenę stopnia odtwarzania matrycy, co pozwala dobrać wartości parametrów generatora, przy których zostanie uzyskana wymagana dokładność obróbki.
Rys. 2. Motyw kwiatowy: a – matryca, b - wytłoczka wykonana tradycyjne, c – wytłoczka wyko-
nana elektrodynamiczne
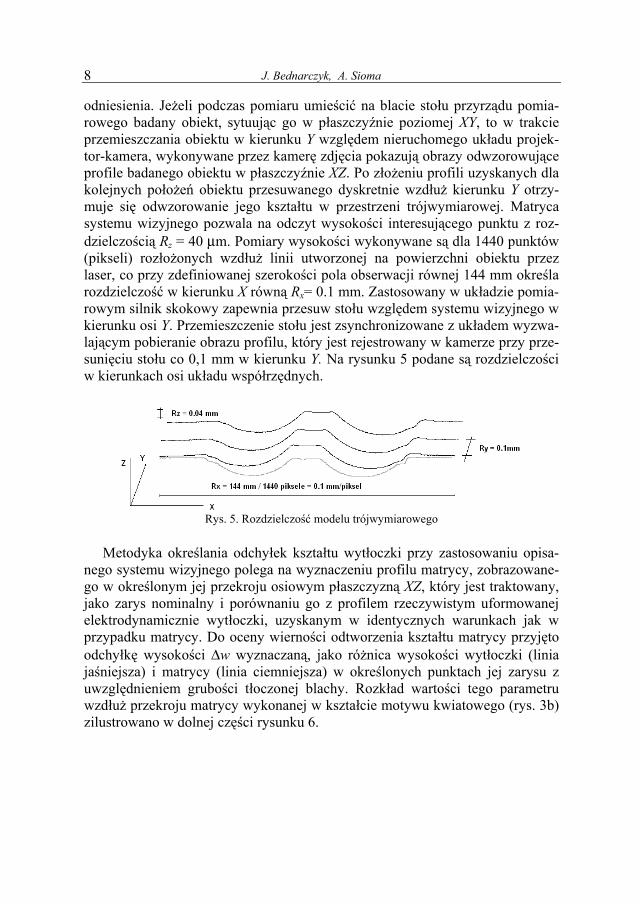
W artykule przedstawiono sposób oceny na drodze pomiarowej stopnia od-tworzenia kształtu matrycy przez wytłoczki formowane elektrodynamicznie przy zastosowaniu pokazanego na rysunku 3a płaskiego induktora z udziałem wklę-słej matrycy, mającej formę rozety o maksymalnej średnicy motywu kwiatowe-go 56 mm (rys. 3b).
Rys. 3. Płaski induktor – a, matryca motywu kwiatowego – b
Zastosowanie metody wizji aktywnej do oceny stopnia odtworzenia matrycy … 7
2. METODYKA I WYNIKI POMIARÓW
Jakość elementów formowanych elektrodynamicznie określano korzystając z procedur pomiarowych, pozwalających wyznaczyć kształt uzyskanych wytło-czek oraz stopień odtworzenia przez nie formy matrycy. W przypadku tłoczenia ED istotne jest zwłaszcza spełnienie wymogów dotyczących ograniczenia od-chyłek kształtu formowanego półwyrobu względem wymiaru nominalnego, których wartości nie powinny przekraczać przyjętego pola tolerancji. Zgodnie z obowiązującą normą tolerancje kształtu określonego zarysu wyznaczane są przez obwiednie okręgów o średnicy równej wartości tolerancji, których środki znajdują się na linii odpowiadającej zarysowi nominalnemu. W przypadku for-mowania ED z udziałem matryc zarys nominalny odpowiada zarysowi kształtu matrycy. Ponieważ wymiary wytłoczki są ograniczone wewnętrznymi wymia-rami matrycy w operacji tłoczenia należy się liczyć z występowaniem odchyłek dolnych kształtu ei, które są wyznaczane, jako różnica między wymiarem rze-czywistym wytłoczki i nominalnym opisanym na matrycy.
Stopień odtworzenia matrycy przez wytłoczkę formowaną elektrodynamicz-nie określano metodą optyczną z zastosowaniem techniki wizji aktywnej (active vision), w której wykorzystywane jest strukturalne światło laserowe oraz system wizyjny, [2], [3]. Światło emitowane przez laserowy projektor oświetla badany obiekt tworząc na jego powierzchni linię przebiegającą wzdłuż wybranego profi-lu. System wizyjny odbiera odbite od obiektu światło eksponując na powierzchni matrycy CMOS obraz oświetlonego konturu. Wysokość punktu leżącego na powierzchni badanego obiektu oświetlonego światłem lasera wyznaczana jest z zależności geometrycznych wynikających z zasady triangulacji (rys. 4). Zgodnie z nią zmiana odległości o Δh między obiektywem a oświetlonym punktem na powierzchni obiektu powoduje zmianę położenia obrazu plamki świetlnej o Δh’ na powierzchni matrycy. W systemie wizyjnym na podstawie obrazów profili uzyskanych z powierzchni obiektu przemieszczanego względem systemu wizyj-nego, powstaje jego trójwymiarowy model.
Rys. 4. Pomiar wysokości z wykorzystaniem triangulacji laserowej
W badaniach dokonano oceny stopnia odtworzenia matrycy przez formowane
elektrodynamicznie wytłoczki na podstawie pomiarów w płaszczyznach prosto-padłych i równoległych do czołowej powierzchni matrycy, stanowiącej bazę
J. Bednarczyk, A. Sioma 8
odniesienia. Jeżeli podczas pomiaru umieścić na blacie stołu przyrządu pomia-rowego badany obiekt, sytuując go w płaszczyźnie poziomej XY, to w trakcie przemieszczania obiektu w kierunku Y względem nieruchomego układu projek-tor-kamera, wykonywane przez kamerę zdjęcia pokazują obrazy odwzorowujące profile badanego obiektu w płaszczyźnie XZ. Po złożeniu profili uzyskanych dla kolejnych położeń obiektu przesuwanego dyskretnie wzdłuż kierunku Y otrzy-muje się odwzorowanie jego kształtu w przestrzeni trójwymiarowej. Matryca systemu wizyjnego pozwala na odczyt wysokości interesującego punktu z roz-dzielczością Rz = 40 μm. Pomiary wysokości wykonywane są dla 1440 punktów (pikseli) rozłożonych wzdłuż linii utworzonej na powierzchni obiektu przez laser, co przy zdefiniowanej szerokości pola obserwacji równej 144 mm określa rozdzielczość w kierunku X równą Rx= 0.1 mm. Zastosowany w układzie pomia-rowym silnik skokowy zapewnia przesuw stołu względem systemu wizyjnego w kierunku osi Y. Przemieszczenie stołu jest zsynchronizowane z układem wyzwa-lającym pobieranie obrazu profilu, który jest rejestrowany w kamerze przy prze-sunięciu stołu co 0,1 mm w kierunku Y. Na rysunku 5 podane są rozdzielczości w kierunkach osi układu współrzędnych.
Rys. 5. Rozdzielczość modelu trójwymiarowego
Metodyka określania odchyłek kształtu wytłoczki przy zastosowaniu opisa-
nego systemu wizyjnego polega na wyznaczeniu profilu matrycy, zobrazowane-go w określonym jej przekroju osiowym płaszczyzną XZ, który jest traktowany, jako zarys nominalny i porównaniu go z profilem rzeczywistym uformowanej elektrodynamicznie wytłoczki, uzyskanym w identycznych warunkach jak w przypadku matrycy. Do oceny wierności odtworzenia kształtu matrycy przyjęto odchyłkę wysokości Δw wyznaczaną, jako różnica wysokości wytłoczki (linia jaśniejsza) i matrycy (linia ciemniejsza) w określonych punktach jej zarysu z uwzględnieniem grubości tłoczonej blachy. Rozkład wartości tego parametru wzdłuż przekroju matrycy wykonanej w kształcie motywu kwiatowego (rys. 3b) zilustrowano w dolnej części rysunku 6.
Zastosowanie metody wizji aktywnej do oceny stopnia odtworzenia matrycy … 9
Rys. 6. Profile kolejno matrycy (linia jasna) i wytłoczki (linia ciemna) oraz rozkład odchyłki wy-
sokości
Badania wzdłuż profilu poziomego polegały na wyznaczaniu profili matrycy i formowanej wytłoczki w płaszczyźnie XY równoległej do czołowej powierzch-ni matrycy (rys. 7). Jako ilościową miarę jakości wytłoczenia przyjęto wskaźnik
wytłoczenia m
pgp P
PkW = , w którym: Pp – pole powierzchni fragmentu matrycy
pod płaszczyzną cięcia XY, Pm - pole powierzchni fragmentu wytłoczki pod płaszczyzną cięcia XY, kg – współczynnik uwzględniający grubość tłoczonej blachy.
Rys. 7. Widok modelu 3D wytłoczki oraz płaszczyzny przekroju XY
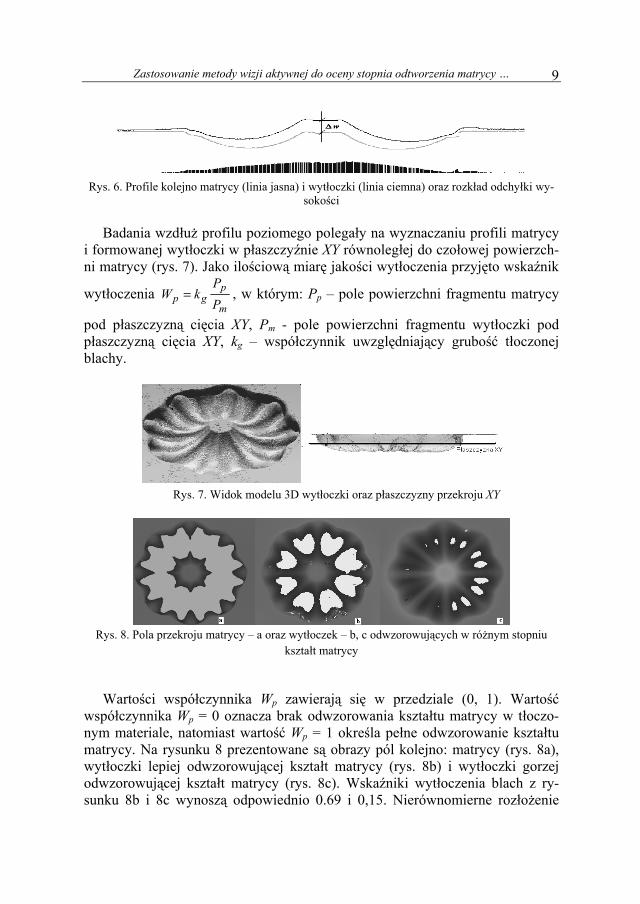
Rys. 8. Pola przekroju matrycy – a oraz wytłoczek – b, c odwzorowujących w różnym stopniu
kształt matrycy
Wartości współczynnika Wp zawierają się w przedziale (0, 1). Wartość współczynnika Wp = 0 oznacza brak odwzorowania kształtu matrycy w tłoczo-nym materiale, natomiast wartość Wp = 1 określa pełne odwzorowanie kształtu matrycy. Na rysunku 8 prezentowane są obrazy pól kolejno: matrycy (rys. 8a), wytłoczki lepiej odwzorowującej kształt matrycy (rys. 8b) i wytłoczki gorzej odwzorowującej kształt matrycy (rys. 8c). Wskaźniki wytłoczenia blach z ry-sunku 8b i 8c wynoszą odpowiednio 0.69 i 0,15. Nierównomierne rozłożenie

J. Bednarczyk, A. Sioma 10
białych pól na obrazie wytłoczki z rysunku 8c świadczy o wyraźnej asymetrii tłoczenia.
3. WNIOSKI
Zaproponowany w artykule pomiar kształtu elementu bryłowego z wykorzy-staniem wizji aktywnej umożliwia wizualizację obrabianego wyrobu w prze-strzeni 3D. W przedstawionym rozwiązaniu mierzy się bezstykowo wysokości 1440 punktów rozmieszczonych wzdłuż wybranych profili badanego obiektu. System wizyjny zapewnia pomiar wysokości punktów profilu z błędem nie większym niż 0.05%. Zaletą metody jest możliwość wykorzystania wyników do oceny stopnia odwzorowania matrycy na podstawie współczynników utworzo-nych dla potrzeb kontroli. W pracy zaproponowano ocenę wytłoczek na podsta-wie znajomości odchyłki wysokości Δw oraz wskaźnika wytłoczenia Wp. W celu uzyskania przestrzennego modelu prezentowanej w pracy matrycy o kształcie motywu kwiatowego wyznaczono wysokości 1 440 000 punktów leżących na jej powierzchni. Czas pomiaru z zastosowaniem trójwymiarowego systemu wizyj-nego jest znacząco krótszy (900 ms) niż w przypadku zastosowania innych me-tod pomiarowych, co pozwala na jego elastyczne wykorzystanie w szerokim zakresie aplikacji przemysłowych i badawczych.
LITERATURA
[1] Bednarczyk J., Elektrodynamiczna obróbka metali. Kraków, UWN-T AGH, 2007. [2] Sioma A., Methods of picture processing in 3d vision systems, SOP, 2008. [3] Sioma A., Visual Quality Control in Manufacturing, SOP, 2008.
Recenzent: prof. dr hab. inż. Stanisław PŁASKA
APPLICATION OF THE ACTIVE VISION METHOD TO THE REPRODUCTION
DEGREE ESTIMATION OF MATRIX FOR ELECTRODYNAMICALLY FORMED PRODUCT
S u m m a r y
The paper discusses measuring of geometrical dimensions and profiles of sheet elements
formed carried out using active vision method. Józef BEDNARCZYK, Akademia Górniczo Hutnicza, Katedra Automatyzacji Procesów WIMiR, al. Mickiewicza 30, Kraków, e-mail: [email protected] Andrzej SIOMA, Akademia Górniczo Hutnicza, Katedra Automatyzacji Procesów WIMiR, al. Mickiewicza 30, Kraków, e-mail: [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
MICHAŁ DOLATA, DANIEL JASTRZĘBSKI, PIOTR PAWEŁKO, GRZEGORZ SZWENGIER
BADANIA WŁAŚCIWOŚCI STATYCZNYCH TOCZNYCH PRZEKŁADNI ŚRUBOWYCH
W referacie przedstawiono metodę doświadczalnego wyznaczania charakterystyk właściwości statycznych tocznych przekładni śrubowych, stosowanych w napędach posuwowych maszyn technologicznych. Opisano konstrukcję stanowiska badawczego, umożliwiającego prowadzenie badań tych właściwości. Głównym celem tych badań było wyznaczenie charakterystyk przedsta-wiających wpływ obciążenia osiowego śruby na przemieszczenie jej względem nakrętki. Kon-strukcja stanowiska pozwała na badanie właściwości tocznych przekładni śrubowych w stanie zapewniającym minimalizację wpływu pozostałych elementów konstrukcyjnych połączenia pro-wadnicowego, na wyniki badań. W badaniach mierzono względne przemieszczenia występujące między obciążaną osiowo śrubą i nieruchomą nakrętką. W referacie przedstawiono również meto-dę wyznaczania charakterystyk właściwości statycznych tocznych przekładni śrubowych na pod-stawie wyników badań doświadczalnych. Zaprezentowano plan eksperymentu oraz wyniki prze-prowadzonych badań.
Słowa kluczowe: badania doświadczalne, śruby toczne, stanowisko badawcze
1. WSTĘP
Obiekty badań opisywanych w tym referacie są względnie złożonymi układami
konstrukcyjnymi, co dotyczy zarówno ich budowy, jak i występujących w nich zjawisk. W przekonaniu autorów, wiedza o właściwościach tych obiektów jest stosunkowo skromna, a do tworzenia konkretnych rozwiązań inżynierskich w dziedzinie budowy maszyn – często niewystarczająca. Stwarza to przesłanki do podejmowania eksperymentów doświadczalnych, mających na celu wyłanianie charakterystyk właściwości samych mechanizmów śrubowo-tocznych oraz całych połączeń prowadnicowych zawierających te mechanizmy. Opracowując metodę badań doświadczalnych tych obiektów starano się, by badania prowadzone były w warunkach zbliżonych do rzeczywistych. Uzyskane w ten sposób charaktery-styki mogą być przydatne zarówno w procesach projektowania maszyn zawierają-cych takie połączenia, jak i do weryfikacji modeli obliczeniowych, stosowanych w symulacjach wspomagających projektowanie.
M. Dolata, D. Jastrzębski, P. Pawełko, G. Szwengier 12
2. ZAŁOŻENIA METODY BADAŃ MECHANIZMÓW ŚRUBOWO-TOCZNYCH
Jako podstawy koncepcyjne metody badań doświadczalnych pojedynczych mechanizmów śrubowo tocznych przyjęto następujące przesłanki i założenia:
Sposób montażu i ustalenia badanych nakrętek tocznych względem bazowych elementów stanowiska pomiarowego powinien być zgodny z zaleceniami produ-centa umieszczonymi w katalogu. Obciążenia podzespołów, zadawane w trakcie badań, powinny być zbliżone do rzeczywistości.
Biorąc pod uwagę cechy geometryczne badanych obiektów zdecydowano się na wyznaczanie charakterystyk ich złożonych zachowań, jako względnych prze-mieszczeń określanych w przestrzeni. Podejście takie wymaga zastosowania wie-lopunktowego układu pomiarowego, umożliwiającego określenie przestrzennego przemieszczenia śruby tocznej względem nakrętki. Wyniki badań doświadczal-nych powinny stanowić źródło informacji służącej identyfikacji i walidacji modeli obliczeniowych.
3. STANOWISKO DO BADAŃ MECHANIZMÓW ŚRUBOWO-TOCZNYCH
Opracowano konstrukcję stanowiska badawczego do wyznaczania charaktery-
styk właściwości pojedynczych mechanizmów śrubowo-tocznych. W celu zapewnienia możliwości montażu na stanowisku badawczym różnych
mechanizmów śrubowo-tocznych zaprojektowano specjalną płytę montażową. Do pomiaru przemieszczeń wytypowano indukcyjne czujniki bezdotykowe, pro-gnozując względnie małe wartości mierzonych przemieszczeń, zainstalowano je w układzie różnicowym składającym się z pary czujników.
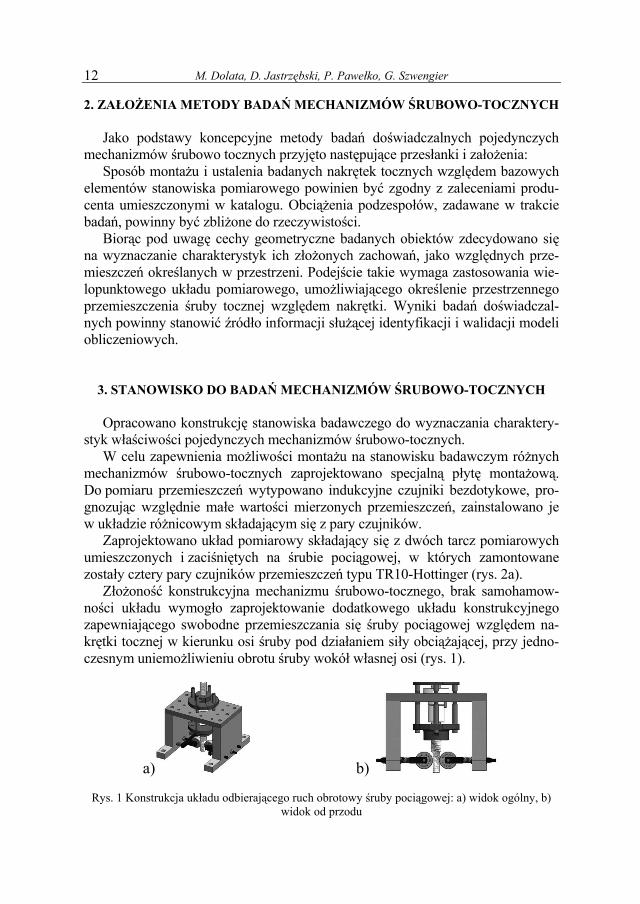
Zaprojektowano układ pomiarowy składający się z dwóch tarcz pomiarowych umieszczonych i zaciśniętych na śrubie pociągowej, w których zamontowane zostały cztery pary czujników przemieszczeń typu TR10-Hottinger (rys. 2a).
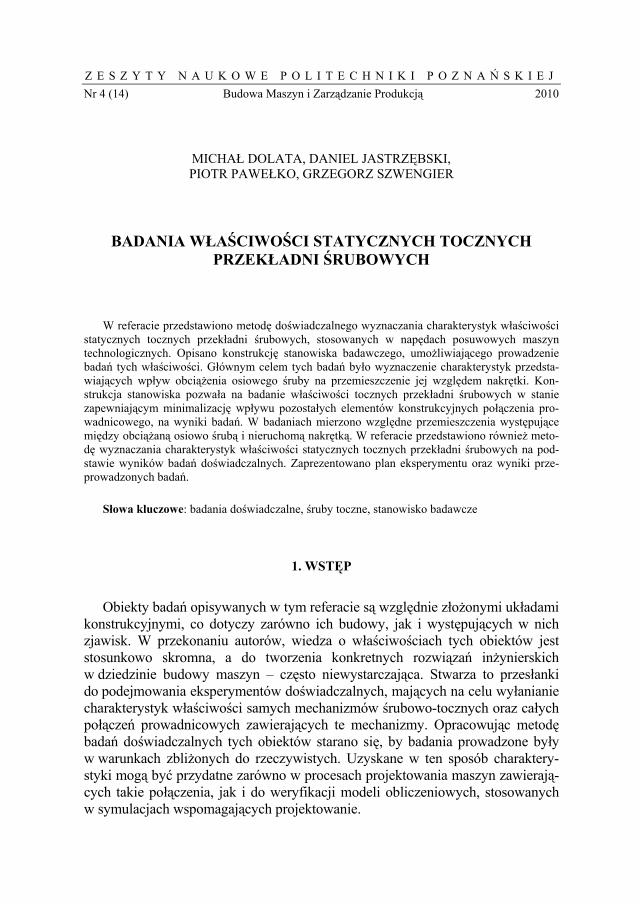
Złożoność konstrukcyjna mechanizmu śrubowo-tocznego, brak samohamow-ności układu wymogło zaprojektowanie dodatkowego układu konstrukcyjnego zapewniającego swobodne przemieszczania się śruby pociągowej względem na-krętki tocznej w kierunku osi śruby pod działaniem siły obciążającej, przy jedno-czesnym uniemożliwieniu obrotu śruby wokół własnej osi (rys. 1).
a) b)
Rys. 1 Konstrukcja układu odbierającego ruch obrotowy śruby pociągowej: a) widok ogólny, b) widok od przodu
Badania właściwości statycznych tocznych przekładni śrubowych 13
Zapewniając osiowość obciążenia siłą wymuszającą, zaprojektowano specjalny mechanizm w postaci przegubu (typu Cardan), będący jednocześnie układem mo-cowania siłownika hydraulicznego. Pomiar siły realizowany był za pomocą siło-mierza kabłąkowego zainstalowanego w układzie wymuszającym.
Konstrukcja mechaniczna stanowiska badawczego została uzupełniona dodat-kowymi elementami i zespołami układu wymuszenia oraz pomiaru przemieszczeń i siły. W układzie wymuszenia zastosowano siłownik elektrohydrauliczny. Jako sygnał sprzężenia zwrotnego dla tego generatora wykorzystywano sygnał z ten-sometrycznego siłomierza kabłąkowego. Pomiaru siły wymuszającej dokonywano przy pomocy siłomierza kabłąkowego, o zakresach wymuszenia ±25 kN, wynika-jących z przewidywanych obciążeń badanych podzespołów.
Sygnały mierzone w trakcie eksperymentu rejestrowano za pomocą kompute-rowego zestawu kontrolno-pomiarowego, składającego się ze wzmacniacza po-miarowego Hottinger 6A-5, analizatora SCADAS-III, a rejestracji sygnałów do-konywano na komputerze wyposażonym w system DiSpace.
Ogólny widok stanowiska, przygotowanego do badań pojedynczych podzespo-łów prowadnicowych, przedstawiono na rys. 2b.
a) b)
Rys. 2 Stanowisko badawcze: a) układ pomiaru przemieszczeń, b) ogólny widok stanowiska ba-dawczego
4. PROGRAM I WYNIKI BADAŃ MECHANIZMÓW
ŚRUBOWO-TOCZNYCH
Badaniom doświadczalnym poddano zestaw mechanizmów śrubowo-tocznych zamiennych montażowo – o podobnych sposobach ustalenia i mocowania. Jako obiekty badań wytypowano mechanizmy śrubowo-toczne firmy Mannesmann-Rexroth z serii Standard, typu FEM-E-C (pojedyncze) o dwóch napięciach wstęp-nych (2% i 5% nośności dynamicznej podzespołu), typu FDM-E-S (podwójne) o dwóch napięciach wstępnych (7% i 10% nośności dynamicznej podzespołu).
M. Dolata, D. Jastrzębski, P. Pawełko, G. Szwengier 14
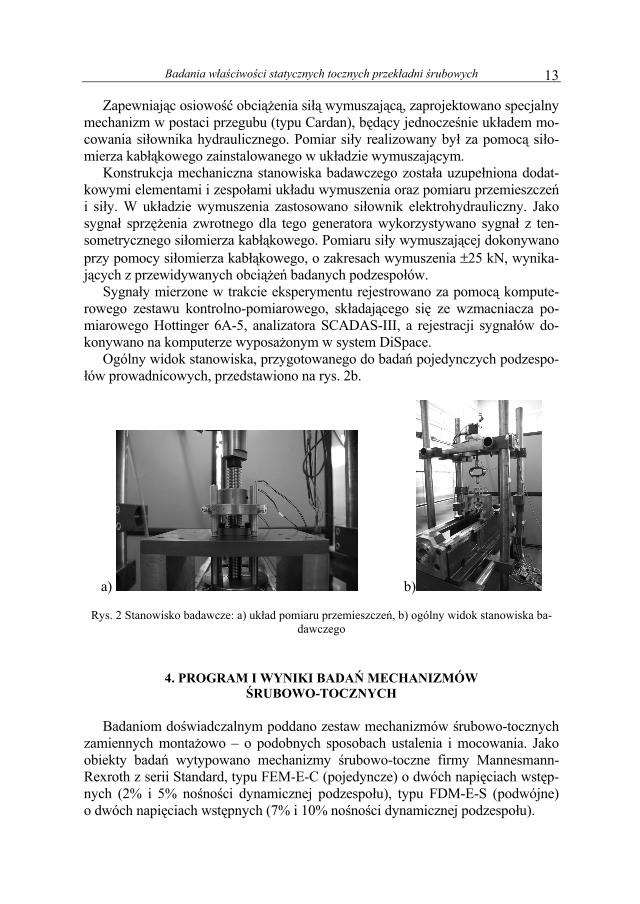
W badaniach zastosowano wymuszenie siłą zmienianą harmonicznie z często-tliwością 1 Hz. Przyjęto 2 amplitudy wymuszenia o wartościach 1250 daN i 2500 daN, które realizowano dla 3 stanów obciążenia wstępnego. W wariancie 1 występował zerowy stan obciążenia wstępnego. W wariancie 2 zastosowano ob-ciążenia wstępne „dociskające” równe 1250 daN. W wariancie 3 przyjęto obciąże-nia wstępne „odrywające”, o wartości 1250 daN (rys. 3).
Rys. 3 Trzy warianty obciążenia wstępnego: A - wstępne „odrywanie”, B - zerowy stan obciążenia wstępnego oraz C - wstępne „dociskanie”
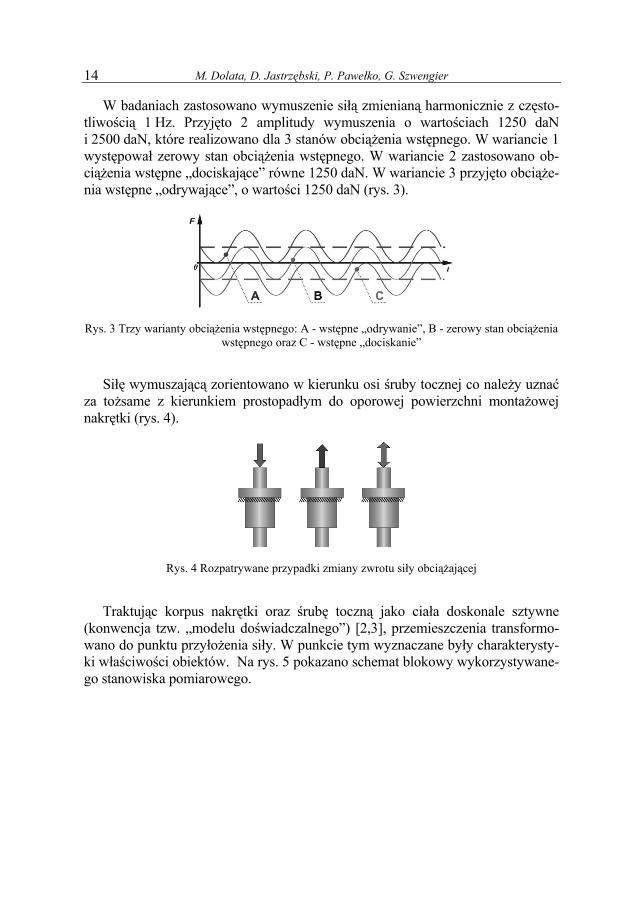
Siłę wymuszającą zorientowano w kierunku osi śruby tocznej co należy uznać
za tożsame z kierunkiem prostopadłym do oporowej powierzchni montażowej nakrętki (rys. 4).
Rys. 4 Rozpatrywane przypadki zmiany zwrotu siły obciążającej
Traktując korpus nakrętki oraz śrubę toczną jako ciała doskonale sztywne (konwencja tzw. „modelu doświadczalnego”) [2,3], przemieszczenia transformo-wano do punktu przyłożenia siły. W punkcie tym wyznaczane były charakterysty-ki właściwości obiektów. Na rys. 5 pokazano schemat blokowy wykorzystywane-go stanowiska pomiarowego.
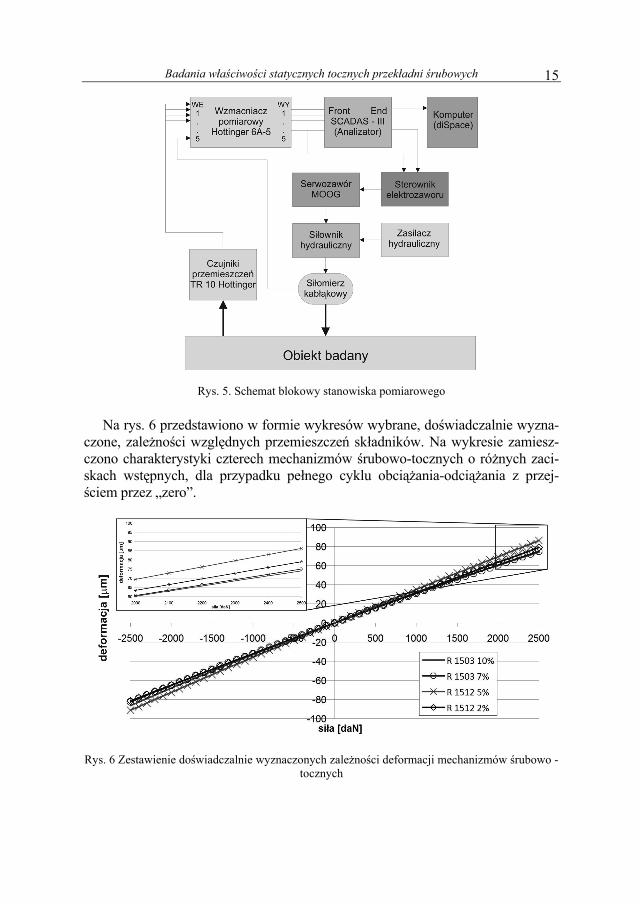
Badania właściwości statycznych tocznych przekładni śrubowych 15
Rys. 5. Schemat blokowy stanowiska pomiarowego
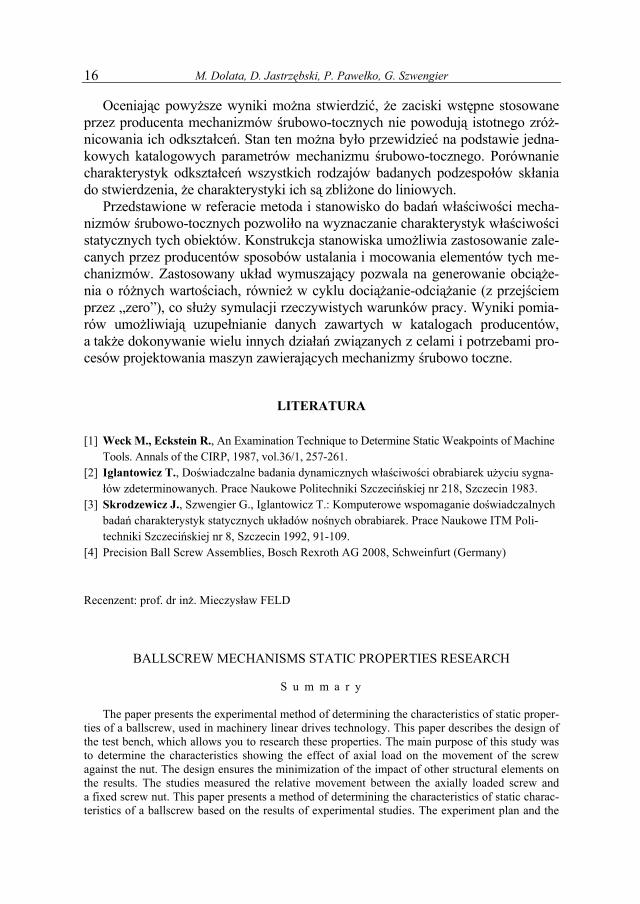
Na rys. 6 przedstawiono w formie wykresów wybrane, doświadczalnie wyzna-czone, zależności względnych przemieszczeń składników. Na wykresie zamiesz-czono charakterystyki czterech mechanizmów śrubowo-tocznych o różnych zaci-skach wstępnych, dla przypadku pełnego cyklu obciążania-odciążania z przej-ściem przez „zero”.
Rys. 6 Zestawienie doświadczalnie wyznaczonych zależności deformacji mechanizmów śrubowo - tocznych
M. Dolata, D. Jastrzębski, P. Pawełko, G. Szwengier 16
Oceniając powyższe wyniki można stwierdzić, że zaciski wstępne stosowane przez producenta mechanizmów śrubowo-tocznych nie powodują istotnego zróż-nicowania ich odkształceń. Stan ten można było przewidzieć na podstawie jedna-kowych katalogowych parametrów mechanizmu śrubowo-tocznego. Porównanie charakterystyk odkształceń wszystkich rodzajów badanych podzespołów skłania do stwierdzenia, że charakterystyki ich są zbliżone do liniowych.
Przedstawione w referacie metoda i stanowisko do badań właściwości mecha-nizmów śrubowo-tocznych pozwoliło na wyznaczanie charakterystyk właściwości statycznych tych obiektów. Konstrukcja stanowiska umożliwia zastosowanie zale-canych przez producentów sposobów ustalania i mocowania elementów tych me-chanizmów. Zastosowany układ wymuszający pozwala na generowanie obciąże-nia o różnych wartościach, również w cyklu dociążanie-odciążanie (z przejściem przez „zero”), co służy symulacji rzeczywistych warunków pracy. Wyniki pomia-rów umożliwiają uzupełnianie danych zawartych w katalogach producentów, a także dokonywanie wielu innych działań związanych z celami i potrzebami pro-cesów projektowania maszyn zawierających mechanizmy śrubowo toczne.
LITERATURA
[1] Weck M., Eckstein R., An Examination Technique to Determine Static Weakpoints of Machine Tools. Annals of the CIRP, 1987, vol.36/1, 257-261.
[2] Iglantowicz T., Doświadczalne badania dynamicznych właściwości obrabiarek użyciu sygna-łów zdeterminowanych. Prace Naukowe Politechniki Szczecińskiej nr 218, Szczecin 1983.
[3] Skrodzewicz J., Szwengier G., Iglantowicz T.: Komputerowe wspomaganie doświadczalnych badań charakterystyk statycznych układów nośnych obrabiarek. Prace Naukowe ITM Poli-techniki Szczecińskiej nr 8, Szczecin 1992, 91-109.
[4] Precision Ball Screw Assemblies, Bosch Rexroth AG 2008, Schweinfurt (Germany) Recenzent: prof. dr inż. Mieczysław FELD
BALLSCREW MECHANISMS STATIC PROPERTIES RESEARCH
S u m m a r y
The paper presents the experimental method of determining the characteristics of static proper-ties of a ballscrew, used in machinery linear drives technology. This paper describes the design of the test bench, which allows you to research these properties. The main purpose of this study was to determine the characteristics showing the effect of axial load on the movement of the screw against the nut. The design ensures the minimization of the impact of other structural elements on the results. The studies measured the relative movement between the axially loaded screw and a fixed screw nut. This paper presents a method of determining the characteristics of static charac-teristics of a ballscrew based on the results of experimental studies. The experiment plan and the
Badania właściwości statycznych tocznych przekładni śrubowych 17
results of the tests were presented. The test results for selected cases of load and several variants of pre-loaded nuts and different design types were also presented.
Key words: ballscrew, experiment, test bench
dr hab. inż. Grzegorz SZWENGIER, prof. ZUT Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, al. Piastów 17, 70-310 Szczecin, e-mail:[email protected] dr inż. Daniel JASTRZĘBSKI Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, al. Piastów 17, 70-310 Szczecin, e-mail:[email protected] dr inż. Piotr PAWEŁKO Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, al. Piastów 17, 70-310 Szczecin, e-mail:[email protected] mgr inż. Michał DOLATA Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, al. Piastów 17, 70-310 Szczecin, e-mail:[email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
EWA DOSTATNI
PRZEGLĄD ZASTOSOWANIA TECHNOLOGII AGENTOWEJ W OBSZARZE ZARZĄDZANIA
Dynamiczny rozwój technologii informatycznych systematycznie wpływa na zmiany syste-mów wspomagających zarządzanie. Ostatnie lata zaowocowały rozwojem metod komunikacji oraz technologii związanych z informacją rozproszoną, co zasadniczo wpłynęło na zmiany w sposo-bach prowadzenia przedsiębiorstwa. Artykuł dotyczy analizy możliwości zastosowania technologii agentowej w systemach wspierających różne obszary zarządzania w przedsiębiorstwie. Zdefinio-wany został podział zastosowań technologii agentowej w obszarze zarządzania oraz zaprezento-wano podejście do zagadnień stosowania systemów wieloagentowych m.in. w nowoczesnych modelach systemu zarządzania procesem produkcyjnym, procesu zarządzania łańcuchem dostaw oraz procesu przebiegu negocjacji cenowych.
Słowa kluczowe: technologia agentowa, zarządzanie przedsiębiorstwem
1. WPROWADZENIE
W artykule podjęto próbę zebrania oraz usystematyzowanie informacji nt.
technologii agentowej zastosowanej w obszarze zarządzania w przedsiębior-stwie.
W ostatnich latach można zaobserwować bardzo szybki rozwój technologii oprogramowania. Obecnie opracowywane są projekty i oprogramowanie stoso-wane w rozproszonych kooperacyjnych środowiskach. Współczesne podejście do teorii zarządzania i organizacji zaowocowało pojawieniem się nowych mode-li organizacji: organizacji fraktalnych, inteligentnych, uczących się oraz organi-zacji wirtualnych [18]. Organizacje wirtualne są nowoczesnym narzędziem dla realizacji przedsięwzięć w zmiennych warunkach globalnego rynku, wymagają jednak dynamicznych koncepcji wspomagania. Jednym z takich rozwiązań jest zastosowanie technologii agentowej.
Technologia agentowa przedstawiona została jako potencjalne narzędzie do ulepszenia praktyk zarządzania. Omawiane są systemy agentowe, ukierunkowa-ne na wspomaganie zarządzania różnych obszarów przedsiębiorstwa.
E. Dostatni 20
2. SYSTEM ZARZĄDZANIA W POWIĄZANIU Z SYSTEMEM INFORMACYJNYM
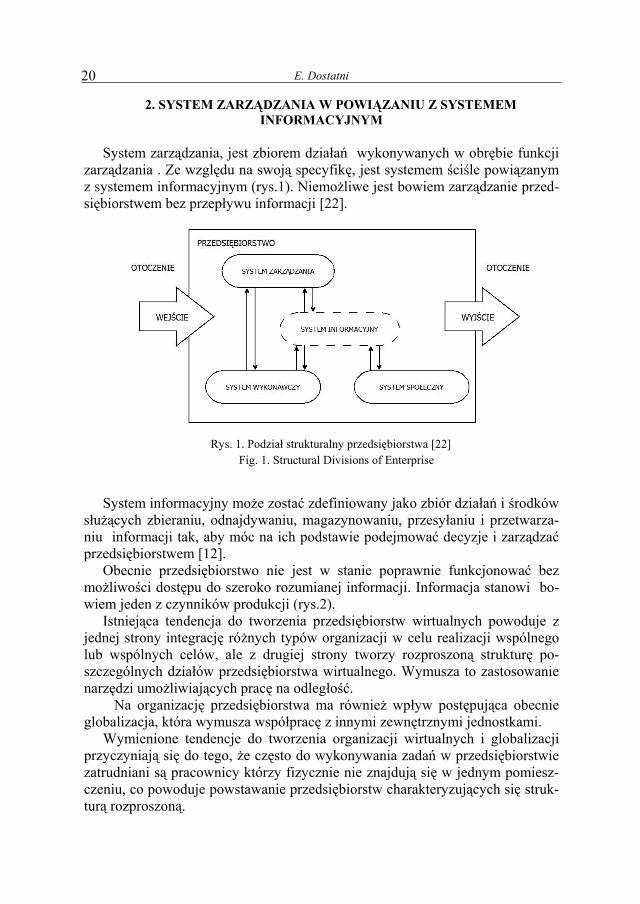
System zarządzania, jest zbiorem działań wykonywanych w obrębie funkcji
zarządzania . Ze względu na swoją specyfikę, jest systemem ściśle powiązanym z systemem informacyjnym (rys.1). Niemożliwe jest bowiem zarządzanie przed-siębiorstwem bez przepływu informacji [22].
Rys. 1. Podział strukturalny przedsiębiorstwa [22] Fig. 1. Structural Divisions of Enterprise
System informacyjny może zostać zdefiniowany jako zbiór działań i środków
służących zbieraniu, odnajdywaniu, magazynowaniu, przesyłaniu i przetwarza-niu informacji tak, aby móc na ich podstawie podejmować decyzje i zarządzać przedsiębiorstwem [12].
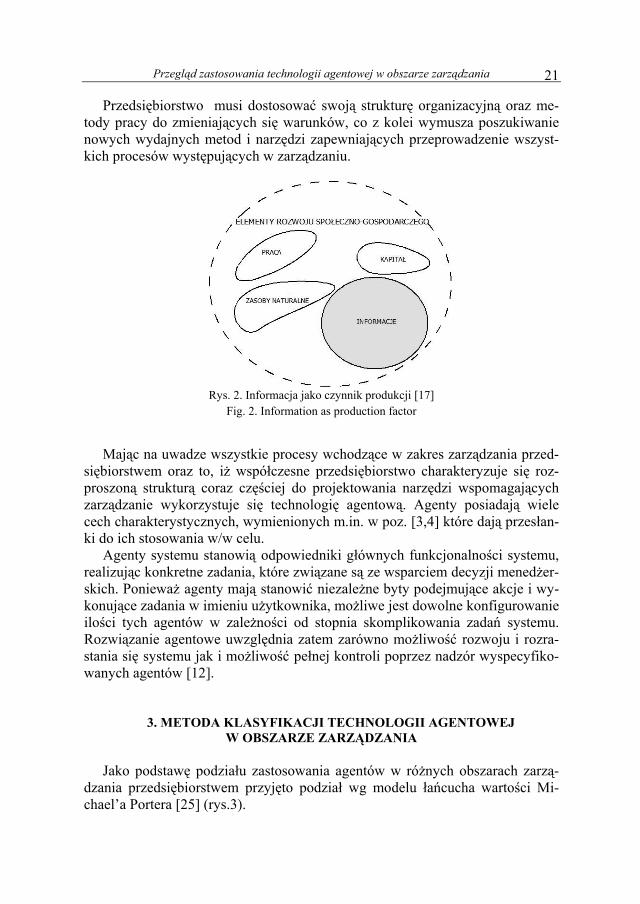
Obecnie przedsiębiorstwo nie jest w stanie poprawnie funkcjonować bez możliwości dostępu do szeroko rozumianej informacji. Informacja stanowi bo-wiem jeden z czynników produkcji (rys.2).
Istniejąca tendencja do tworzenia przedsiębiorstw wirtualnych powoduje z jednej strony integrację różnych typów organizacji w celu realizacji wspólnego lub wspólnych celów, ale z drugiej strony tworzy rozproszoną strukturę po-szczególnych działów przedsiębiorstwa wirtualnego. Wymusza to zastosowanie narzędzi umożliwiających pracę na odległość.
Na organizację przedsiębiorstwa ma również wpływ postępująca obecnie globalizacja, która wymusza współpracę z innymi zewnętrznymi jednostkami.
Wymienione tendencje do tworzenia organizacji wirtualnych i globalizacji przyczyniają się do tego, że często do wykonywania zadań w przedsiębiorstwie zatrudniani są pracownicy którzy fizycznie nie znajdują się w jednym pomiesz-czeniu, co powoduje powstawanie przedsiębiorstw charakteryzujących się struk-turą rozproszoną.
Przegląd zastosowania technologii agentowej w obszarze zarządzania 21
Przedsiębiorstwo musi dostosować swoją strukturę organizacyjną oraz me-tody pracy do zmieniających się warunków, co z kolei wymusza poszukiwanie nowych wydajnych metod i narzędzi zapewniających przeprowadzenie wszyst-kich procesów występujących w zarządzaniu.
Rys. 2. Informacja jako czynnik produkcji [17]
Fig. 2. Information as production factor
Mając na uwadze wszystkie procesy wchodzące w zakres zarządzania przed-
siębiorstwem oraz to, iż współczesne przedsiębiorstwo charakteryzuje się roz-proszoną strukturą coraz częściej do projektowania narzędzi wspomagających zarządzanie wykorzystuje się technologię agentową. Agenty posiadają wiele cech charakterystycznych, wymienionych m.in. w poz. [3,4] które dają przesłan-ki do ich stosowania w/w celu.
Agenty systemu stanowią odpowiedniki głównych funkcjonalności systemu, realizując konkretne zadania, które związane są ze wsparciem decyzji menedżer-skich. Ponieważ agenty mają stanowić niezależne byty podejmujące akcje i wy-konujące zadania w imieniu użytkownika, możliwe jest dowolne konfigurowanie ilości tych agentów w zależności od stopnia skomplikowania zadań systemu. Rozwiązanie agentowe uwzględnia zatem zarówno możliwość rozwoju i rozra-stania się systemu jak i możliwość pełnej kontroli poprzez nadzór wyspecyfiko-wanych agentów [12].
3. METODA KLASYFIKACJI TECHNOLOGII AGENTOWEJ
W OBSZARZE ZARZĄDZANIA Jako podstawę podziału zastosowania agentów w różnych obszarach zarzą-
dzania przedsiębiorstwem przyjęto podział wg modelu łańcucha wartości Mi-chael’a Portera [25] (rys.3).
E. Dostatni 22
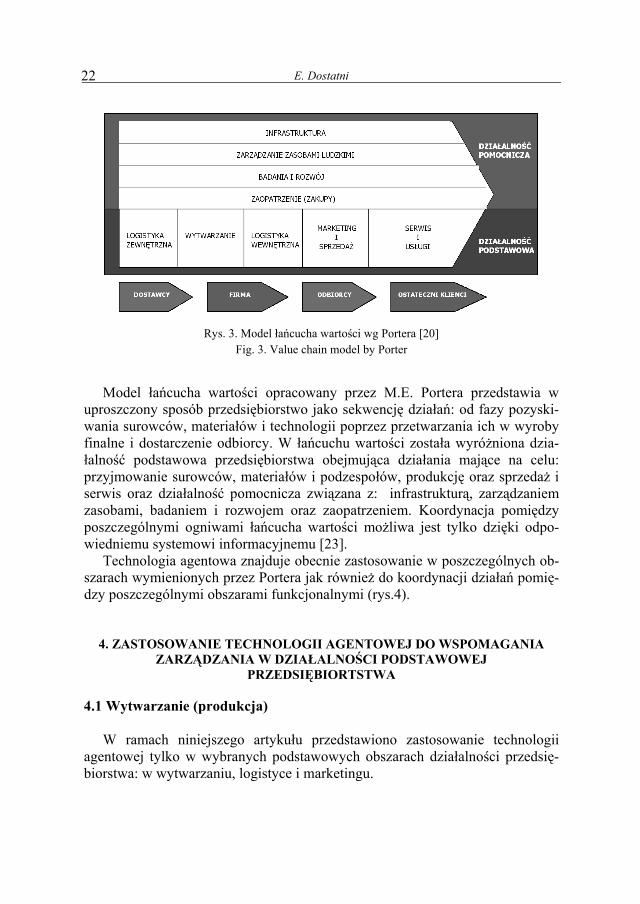
Rys. 3. Model łańcucha wartości wg Portera [20] Fig. 3. Value chain model by Porter
Model łańcucha wartości opracowany przez M.E. Portera przedstawia w
uproszczony sposób przedsiębiorstwo jako sekwencję działań: od fazy pozyski-wania surowców, materiałów i technologii poprzez przetwarzania ich w wyroby finalne i dostarczenie odbiorcy. W łańcuchu wartości została wyróżniona dzia-łalność podstawowa przedsiębiorstwa obejmująca działania mające na celu: przyjmowanie surowców, materiałów i podzespołów, produkcję oraz sprzedaż i serwis oraz działalność pomocnicza związana z: infrastrukturą, zarządzaniem zasobami, badaniem i rozwojem oraz zaopatrzeniem. Koordynacja pomiędzy poszczególnymi ogniwami łańcucha wartości możliwa jest tylko dzięki odpo-wiedniemu systemowi informacyjnemu [23].
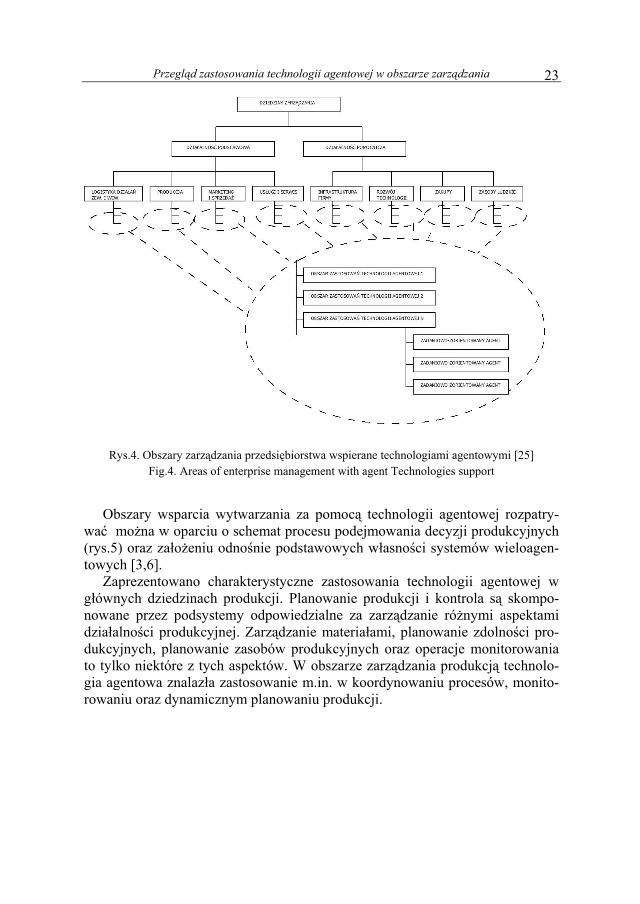
Technologia agentowa znajduje obecnie zastosowanie w poszczególnych ob-szarach wymienionych przez Portera jak również do koordynacji działań pomię-dzy poszczególnymi obszarami funkcjonalnymi (rys.4).
4. ZASTOSOWANIE TECHNOLOGII AGENTOWEJ DO WSPOMAGANIA ZARZĄDZANIA W DZIAŁALNOŚCI PODSTAWOWEJ
PRZEDSIĘBIORTSTWA
4.1 Wytwarzanie (produkcja)
W ramach niniejszego artykułu przedstawiono zastosowanie technologii agentowej tylko w wybranych podstawowych obszarach działalności przedsię-biorstwa: w wytwarzaniu, logistyce i marketingu.
Przegląd zastosowania technologii agentowej w obszarze zarządzania 23
Rys.4. Obszary zarządzania przedsiębiorstwa wspierane technologiami agentowymi [25] Fig.4. Areas of enterprise management with agent Technologies support
Obszary wsparcia wytwarzania za pomocą technologii agentowej rozpatry-
wać można w oparciu o schemat procesu podejmowania decyzji produkcyjnych (rys.5) oraz założeniu odnośnie podstawowych własności systemów wieloagen-towych [3,6].
Zaprezentowano charakterystyczne zastosowania technologii agentowej w głównych dziedzinach produkcji. Planowanie produkcji i kontrola są skompo-nowane przez podsystemy odpowiedzialne za zarządzanie różnymi aspektami działalności produkcyjnej. Zarządzanie materiałami, planowanie zdolności pro-dukcyjnych, planowanie zasobów produkcyjnych oraz operacje monitorowania to tylko niektóre z tych aspektów. W obszarze zarządzania produkcją technolo-gia agentowa znalazła zastosowanie m.in. w koordynowaniu procesów, monito-rowaniu oraz dynamicznym planowaniu produkcji.

E. Dostatni 24
Rys. 5. Schemat procesu podejmowania decyzji produkcyjnych[6] Fig. 5. Schema of decision making process in production
Koordynowanie procesów, symulacja awarii linii produkcyjnej[7]. Oprócz prostego procesu komunikacji pomiędzy producentem i dostawcą,
agenty wykorzystywane są do koordynacji bardziej złożonych procesów. Przy-kładem mogą być negocjacje dotyczące uzgodnienia daty wysyłki, ilości, termi-nów i ceny W celu umożliwienia przeprowadzenia i automatyzacji tego procesu stosuje się agenty negocjacji. Producent generuje dodatkowe zapytania z zakre-sów warunków, takich jak cena, data wysyłki itd. W przypadku, gdy wszystkie warunki są wynegocjowane i odpowiednie rozkazy są wywoływane, ten sam wieloagentowy system może być używany do koordynowania procesu produk-cji, np. dostosowanie planów produkcyjnych w razie awarii linii produkcyjnej. Systemy, które nie spełniają uzgodnionych warunków tworzą/delegują odpo-wiedniego agenta do negocjacji zmian. Po przeciwnej stronie, oczywiście, rów-nież musi być wdrożone odpowiednie oprogramowanie agentowe do negocjacji. Agenty negocjacji w przedstawionym scenariuszu używają tych samych kompo-nentów oprogramowania co agenty do komunikacji między organizacjami. Po-zwala to na ponowne użycie odpowiednio wdrożonych agentów do podobnych zadań w różnych procesach.
Monitorowanie planu produkcji, stanu magazynu wyrobów gotowych. Generowanie w czasie rzeczywistym raportów i danych [15].
Monitorowanie i diagnozowanie stosuje się zarówno do fizycznych procesów (np. na poziomie maszyny) oraz procesów biznesowych (np. przepływu materia-łów pracy). Sygnałom w procesach fizycznych odpowiadają parametry procesu, takie jak: wibracje, temperatury, ciśnienie. Dla procesów biznesowych: prze-mieszczenie materiałów, czas zakończenia procesu i inne transakcje związane z przepływem materiałów i informacji. Przy czym częstotliwość zmian w proce-sach fizycznych jest większa.
Jako przykład można przedstawić agenta monitorującego w systemie ExPlanTech. Agent obsługuje klientów fabryki, którzy korzystają z systemu planowania produkcji w przeglądarce internetowej. Zgodnie ze swoim prawem, klient ma dostęp do danych o realizacji zlecenia, może obserwować stan zleceń. Dane te nie są przechowywane w bazie danych, ale bezpośrednio zebrane od społeczności agentów dostępne są on-line. Technicznie, serwer internetowy na
Przegląd zastosowania technologii agentowej w obszarze zarządzania 25
stronie producenta wykorzystuje agenty komunikujące się ze społecznością agentową przedsiębiorstwa w celu pobrania danych. Agenty monitorujące wyko-rzystywane są także przez osoby zarządzające w fabryce, dzięki którym mogą kontrolować działania warsztatów i fabryk w działalności rozproszonej. Otrzy-mują oni informacje o przyszłych planach oraz stanie maszyn itp.
Wizualizacja postępu produkcji i rozwoju kosztów w granicach kontro-lingu finansowego, wspomaganie procesu rozpoznawania ograniczeń w zdolnościach produkcyjnych oraz zarządzanie opóźnieniami w termi-nach[9].
Wizualizacja planu: przedstawienie dostępnych lub zarezerwowanych środ-ków/zasobów/wyrobów może znacząco ułatwić użytkownikowi rozwiązania problemu wąskich gardeł. Agenty prezentują w formie graficznej wyniki proce-su planowania, postępu produkcji, wspierając użytkownika w podejmowaniu decyzji typu - co należy zrobić - innymi słowy, co jest najbardziej odpowiednie z punktu widzenia zrównoważonego obciążenia produkcji. Dane produkcyjne (o warsztatach, zamówieniach, materiałach itp.) są dostępne za pośrednictwem Internetu . Oprócz przenośnych lub stacjonarnych PC, możliwe jest zainstalowa-nie dodatkowych agentów na urządzeniach przenośnych PDA. Niektóre, bar-dziej zaawansowane agenty są również przystosowane do komunikacji z Wire-less Application Protocol (WAP) do pracy w telefonii komórkowej.
Wsparcie dynamicznego planowania produkcji. Tworzenie harmono-gramu produkcji[19].
Technologia agentowa pozwala na tworzenie algorytmów planowania, które mają obejmować cały złożony system. Algorytmy pozwalają na planowanie pracy w czasie rzeczywistym, zatem ogólny plan jest natychmiast przetworzony gdy pojawia się nowe zadanie lub w przypadku kluczowych zmian w produkcji. Algorytm szeregowania bierze pod uwagę priorytetowe zadania, odpowiednią strategię planowania i minimalizuje możliwość opóźnienia zadania. Dynamiczny system planowania pozwala reagować na opinie produkcji w bardzo krótkim czasie. Planowanie odbywa się w oparciu o dwa poziomy zadań: zadania pierw-szego poziomu - kontroli podczas zamawiania i rozdzielenia zasobów. Drugi poziom jest odpowiedzialny za alokację zasobów dla poszczególnych działów.
Wieloagentowe sterowanie zrobotyzowanymi systemami produkcyjnymi [11].
W przypadku robotów mobilnych świadczących usługi transportowe we wspólnej przestrzeni roboczej wieloagentowy system sterowania tworzą agenty reprezentujące poszczególne jednostki mobilne. Agent składa się z dwóch czę-ści: informacyjnej (logicznej) i sprzętowej (fizycznej) reprezentowanej przez robota, maszynę, stację montażową, magazyn itp. Dla przykładu, robot przemy-słowy może być utożsamiany z pojedynczym agentem bądź też ze zbiorem agen-tów reprezentujących jego poszczególne pary kinematyczne. Rozpatrując różne kryteria oceny systemów sterowania zrobotyzowanymi systemami produkcyj-nymi takie jak: odporność na zakłócenia i awarie, niezawodność, re-
E. Dostatni 26
konfigurowalność, skalowalność czy przystosowalność do zmian zachodzących w otoczeniu, poszukuje się takiej architektury agenta, która w maksymalnym stopniu spełniałaby stawiane i możliwe do spełnienia na aktualnym etapie roz-woju wymagania.
4.2. Logistyka działań wewnętrznych i zewnętrznych
Logistyka wewnętrzna określana jest jako przyjmowanie i magazynowanie
surowców oraz ich dystrybucja do produkcji (zasilanie linii produkcyjnej), jeśli są one wymagane. Logistyka zewnętrzna to natomiast magazynowanie i dystry-bucja wyrobów gotowych. Zawiera narzędzia umożliwiające redukcję kosztów wynikających z realizowania zamówień klientów czy z dostaw komponentów do produkcji [5]. W tym obszarze technologia agentowa znajduje zastosowanie m.in. do zarządzania łańcuchem dostaw oraz symulacji działań załadunku, roz-ładunku, wyjazdów i przyjazdów itp.
Zarządzanie łańcuchem dostaw [10]. Przykładem może być projekt badawczy ISCM (Integrated Supply Chain
Management) prowadzony w Toronto dotyczący zarządzania łańcuchem dostaw oraz integracji przedsiębiorstw. Przedsiębiorstwo rozpatrywane jest jako sieć operacyjnych węzłów, w której decentralizacja kontroli oparta jest na technolo-gii agentowej. Projekt skupia się na problemie przepływu materiałów przez całą fazę operacyjną łańcucha dostaw, który jest zorganizowany w postaci sieci inte-ligentnych agentów współpracujących ze sobą, gdzie każdy pełni określoną funkcję. W ramach łańcucha wyróżniono siedem typów agentów funkcyjnych odpowiedzialnych za: gromadzenie zamówień, logistykę, planowanie, zasoby, ekspedycję, transport, kierowanie produkcją oraz agenta informacyjnego, które-go zadaniami są: zarządzanie wiedzą, rozwiązywanie konfliktów oraz koordyna-cja współdziałania aktywnych agentów.
Szacowanie przyszłego natężenia ruchu [2]. Symulacja działań (załadunku / rozładunku, wyjazdy / przyjazdy, itp.) Dzia-
łania reprezentowane są przez wydarzenia, które przewidziane są w liście zda-rzeń. Działalność jest rzeczywiście reprezentowana przez dwa wydarzenia, roz-poczęcie działania oraz zakończenia działania. Na początku działania symulacji (wyzwalanego przez zdarzenie) określone/oszacowane zostają czasy wykonania danych czynności, system agentowy oblicza czasy zakończenia prac oraz tworzy warianty planów, z których wybiera optymalny ze względu na kryterium czasu.
4.3. Marketing
Marketing jest to proces zarządczy oraz społeczny, działanie polegające na pobudzaniu, wynajdywaniu i zaspokajaniu potrzeb podmiotów gospodarczych.
Przegląd zastosowania technologii agentowej w obszarze zarządzania 27
Zintegrowany proces, który buduje silne relacje z klientem oraz tworzy wartość dla siebie i dla klienta. Marketing obejmuje wiele zagadnień, m.in. [16]:
− dokładne ustalenie potrzeb określonych odbiorców poprzez odnajdowanie oraz ocenę możliwości rynkowych,
− opracowywanie strategii dystrybucji oraz produktu w oparciu o zdobytą wiedzę,
− przygotowanie strategii cen i promocji, − oddziaływanie na odbiorców produktu oraz informowanie – reklamy.
Poniżej przedstawiono zastosowanie technologii agentowej w obszarze marke-tingu.
Negocjacje [4],[24][8]. Proces prowadzenia negocjacji w różnych obszarach opiera się na podobnej
zasadzie, z tym, że oprócz tematu dialogu, agent różni się także posiadaną wie-dzą oraz kryteriami oceny sytuacji. Szybki rozwój technologii przyczynił się do tego, że w dzisiejszych czasach Internet stał się głównym źródłem pozyskiwania klientów oraz głównym narzędziem do komunikacji z klientami. Jeśli firma po-szukuje klientów na swoje produkty dopiero po ich wyprodukowaniu, agent może czuwać nad informowaniem potencjalnych klientów o wyrobach firmy za pośrednictwem Internetu. Jeśli dana firma prezentuje swoją ofertę na łamach własnej strony Internetowej (np. prowadząc sklep internetowy) inteligentny agent może[4]: − dbać o aktualność informacji zawartych na stronach przedsiębiorstwa, monito-rując w czasie rzeczywistym posiadane zapasy i aktualną sprzedaż, − przesyłać informacje o ofercie firmy do wybranych porównywarek cenowych, − wyszukiwać w sieci potencjalnych klientów i przedstawiać im ofertę firmy.
Wyszukiwanie informacji [19]. Przedmiotem działania agentów informacyjnych jest penetrowanie rozpro-
szonych, sieciowych zasobów informacji tekstowych, obrazowych bądź multi-medialnych przy zastosowaniu wyrafinowanych metod i narzędzi sztucznej inte-ligencji (algorytmy genetyczne, sieci neuronowe, logika rozmyta, narzędzia wnioskowania itp.). Źródłem informacji są przede wszystkim dynamicznie zmieniające się zawartości stron www, poczty elektronicznej czy komunikatów tekstowych i głosowych (usenet, IRC, faks i telefon). Agenty informacyjne mogą także „podglądać” działanie innych agentów i wyzyskiwać zbierane przez nich informacje.
Symulacja zachowania rynku [1]. Przykładem może być system Adaptative Modeler jest to narzędzie progno-
zowania, które jest wykorzystywane do symulacji złożonych systemów, takich jak giełdy. Adaptive Modeler jest narzędziem do tworzenia w oparciu o agenty badające rynek modeli symulacyjnych do prognozowania cen w świecie rzeczy-wistym, obrotu na rynku papierów wartościowych, takich jak akcje. Nie można powiedzieć, że jest to dokładne narzędzie, ponieważ znany jest fakt, że rynki
E. Dostatni 28
finansowe były badane przy użyciu analiz matematycznych w oparciu o uogól-nienie zachowań uczestników rynku oraz inne uproszczenia i idealizacje. Jednak zachowanie rynków finansowych, jak zaobserwowano w rzeczywistości nie może być w pełni opisane przez modele matematyczne. W rzeczywistości ceny rynkowe są ustalane z dużą różnorodnością przez inwestorów z różnych powodów (np. preferencji, ryzyka czy horyzontu czasowego).
Działania na aukcjach i giełdach [13],[21]. Aukcje zapewniają sprawny sposób dystrybucji towarów i podziału zadań
między agentami. W pracy 13 przedstawiono badania optymalnych strategii działania agentów w tym obszarze, które muszą korzystać z ograniczonych środków w celu wyceny danej pozycji zakupowej bądź towaru sprzedawanego na aukcji. Agenty mają „wolną rękę” w ocenie opłacalności zakupu/sprzedaży oraz w reakcji na działania ich przeciwników w licytacji. Aukcja odbywa się pomiędzy agentem nazwanym aukcjonariuszem i zbiorowością agentów nazwa-nych oferentami. Celem aukcji jest alokacja danego towaru u jednego z oferen-tów. W większości aukcji aukcjonariusz chce uzyskać maksymalną cenę, nato-miast oferenci chcą zapłacić jak najniższą cenę. Agenci negocjują do momentu ustalenia ceny satysfakcjonującej akcjonariusza i oferenta.
5. PODSUMOWANIE
Technologie informatyczne wspomagają już niemal wszystkie dziedziny ży-
cia, jednak nadal obserwować możemy systematyczny rozwój tych technologii, co w dużym stopniu przekłada się na poprawę jakości, większą elastyczność i automatyzację. Informatyka w gospodarce znajduje zastosowania od wielu lat, a popyt na nią nie maleje, gdyż nowe rozwiązania stopniowo zastępują wcześniej-sze.
W dziedzinie zarządzania pojawiają się zupełnie nowe metody, które bazują na zaawansowanych technologiach i wynikają ze zmian w sposobie komunika-cji, dynamicznej globalizacji i innych. Jednym z takich rozwiązań jest wykorzy-stanie technologii agentowej przeznaczonej do realizacji i modelowania tego typu przedsięwzięć. „W literaturze przedmiotu wymienianych jest wiele poten-cjalnych zalet technologii agentowych. Jeden z popularnych argumentów „za” brzmi: agenci stanowią najlepszą odpowiedź na gwałtowny wzrost ilości dostęp-nych informacji[18]”. Zagadnienie wspomagania zarządzania przy wykorzysta-niu technologii wymaga rozważenia wielu aspektów: problem rozwiązywania konfliktów, zapewnieni mechanizmów koordynacji, sprawną dystrybucję infor-macji, czy minimalizacje czasu wykonania zadań.
Przegląd zastosowania technologii agentowej w obszarze zarządzania 29
LITERATURA
[1] Agent-Based Market Simulation Software For Stock Market Price Forecasting [online]. ANXW. Dostępny w internecie: http://www.anxw.org/2010/04/agent-based-market-simulation-software-for-stock-market-price-forecasting/.
[2] Dannengger C., Greenwood D., Autonomic Machine Control – A Case Study. [onlie]. Dostępny w internecie: http://www.aamasconference.org/Proceedings/aamas08/proceedings/ pdf/industrial_application_track/AAMAS08_IndTrack_13.pdf.
[3] Dostatni E., Przykłady zastosowania technologii agentowej do wspomagania działań w przedsiębiorstwie produkcyjnym, Zeszyty Naukowe Politechnik Poznańskiej, Budowa Ma-szyn i Zarządzanie Produkcją, Zeszyt 11, Wydawnictwo Politechniki Poznańskiej, 2009.
[4] Dostatni E., Zastosowanie technologii agentowej w ostatnich fazach cyklu życia wyrobu. Materiały konferencyjne, Komputerowo Zintegrowane Zarządzanie, Zakopane 2010, Oficy-na Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją, Opole, 2010.
[5] Dubiel Ł., Zarządzanie Przepływami - podstawowe narzędzia wyszczuplonego wytwarza-nia. [online]. Top Logistyk 5/2008. Dostępny w internecie: http://medialog.pl/articles/view/36.
[6] Dudek M., Planowanie i sterowanie produkcją. [online]. Dostępny w internecie: http://www.zarz.agh.edu.pl/mdudek/Projekty/pisp_cz1a.pdf, 2010.
[7] Fellner K., Rautenstrauch C., Turowski K., A Component Model for an Interorganiza-tional Agent-based Coordination. [online]. Dostępny w internecie: http://books.google.pl/books?id=pLIXL0fA_j8C&pg=PA1036&lpg=PA1036&dq=coordination+production+processes+software+agents&source=bl&ots=6r8mztMs8I&sig=quY4njbdpeZTqSHX82WmDS-DRCI&hl=pl&ei=DXMYTK6HE9OPOILx7IgL&sa=X&oi= book_ re-sult&ct=result&resnum= 1&ved=0CBwQ6AEwAA#v=onepage&q=coordination% 20production%20processes%20 software%20agents&f=false, 2010.
[8] Fiszer J., Rodzaje oraz charakterystyka systemów agentowych i ich zastosowanie w budo-wie maszyn. Praca dyplomowa, promotor Ewa Dostatni, Wydział Budowy Maszyn i Zarzą-dzania, Politechnika Poznańska, 2009.
[9] Golinska P., Brehm N., Fertsch M., The Proposal of Production Planning and Control Sys-tem Applicable By Supply Chain Integration Through Agent-Based Solutions. 19th Interna-tional Conference on Production Research, http://www.icpr19.cl/mswl/PapersTopic.html, 2010.
[10] Graudina V., Grundspenkis J., Technologies and Multi-Agent System Architectures for Transportation and Logistics Support: An Overview. International Conference on Computer ystems and Technologies – CompSysTech, 2005.
[11] Heinrich S., Durr H., Lassig J., An Agent-based Manufacturing Management System for Production and Logistics within Cross-Company Regional and National Production Net-works. International Journal of Advanced Robotic Systems, 2005.
[12] Kościów, S., Małachowski, A., Wybrane zastosowania agentów informacyjnych w e-biznesie. [online]. Dostępne w internecie: http://www.swo.ae.katowice.pl/_pdf/58.pdf, 2010.
[13] Larson K., Sandholm T., Computationally Limited Agents in Auctions. [online]. Dostępny w internecie: http://www.cs.cmu.edu/~sandholm/computationally_limited.agents01ws.pdf.
[14] Lima R., Sousa R., Martins P., Distributed Production Planning and Control Agent Based System [online]. Dostępny w internecie: http://repositorium.sdum.uminho.pt/bitstream/ 1822/5521/1/2006%20IJPR_DPPCABS_%20RepUM_v01.pdf, 2010.
[15] Multi-agent Production Planning System. [online]. CertiCon Applied Research. [Dostępny: 2010-06-08]. Dostępny w internecie: http://www.certicon.cz/fileadmin/Certicon/downloads/ OPEN_FACTORY_produktovy_letak_en.pdf.
[16] Muszyńska J., Jak prowadzić tani i skuteczny marketing?. [online]. ISBN. Dostępny w in-ternecie: http://www.zlotemysli.pl/publication/show/6603/jak-prowadzic-tani-i-skuteczny-marketing.html.
E. Dostatni 30
[17] Myszczyszyn J., Informacja – czwartym czynnikiem produkcji. [online]. Dostępne w inter-necie: http://www.instytut.info/images/stories/ksiazki_polecane/16_przemiany_i_ perspek-tywy_przedsiebiorstw_2/r11.pdf, 2010.
[18] Nowakowski A., Godniak M., Rola systemów wieloagentowych we wspomaganiu funkcjo-nowania wirtualnych organizacji. [online], Dostępne w internecie: ko-iz.wi.zut.edu.pl/pobierz-pliki/doc.../14-publikmgodniak14, 2010.
[19] Panescu D., Varvara G., On Agent Based Multi-robot Coordination in a Flexible Manufac-turing System. [online]. Dostępny w internecie: http://www.ceai.srait.ro/index.php/ceai/article/viewFile/176/114.
[20] Porter M., Competitive Advantage. The Free Press, New York 1985, s.37. [21] Sosnowski J., Projektowanie systemów wieloagentowych handlu elektronicznegoz wyko-
rzystaniem środowisk programistycznych ZEUS i JADE. [online]. Dostępny w internecie: http://www.ia.pw.edu.pl/~zboisz/wiki/images/0/04/SWA_projektowanieSWA_semIBS_0704181.pdf.
[22] Stabryła A., Trzcieniecki, J., Organizacja i zarządzanie. AE Kraków, 1982. [23] Stabryła, A., Zarządzanie strategiczne. PWN, Warszawa 2000. [24] Viamotne M., Ramoc C., ISEM – An Intelligent System for Electronic Marketplaces. IOS
Press, 2002. [25] Wierzbicki M., Zastosowanie technologii agentowej w systemach wspomagających różne
obszary zarządzania w przedsiębiorstwie, praca dyplomowa, promotor Ewa Dostatni, Wy-dział Budowy Maszyn i Zarządzania, Politechnika Poznańska, 2010.
Recenzent: dr hab. inż. Edward PAJĄK, prof. nadzw.
REVIEW OF THE USE OF AGENT TECHNOLOGIES IN THE AREA OF
MANAGEMENT
S u m m a r y
The dynamic development of Information Technology affects systematic changes in manage-ment information systems. Recent years have resulted in the development of communication me-thods and technologies related to distributed information, which essentially affected the change in the way of running of a business. The paper concerns the analysis of possible application of agent technology in the systems for supporting the various areas of management in the enterprise. The paper presents also the different applications of agent technologies, a typology and define the notion of an agent. The Author describes also the distribution and use of agent technology in the area of management and presents an approach to issues of multi-agent systems in modern models: manufacturing process management, supply chain management process, the process of price nego-tiation process, and many others.
.
Key words: agent technology, management information systems
dr inż. Ewa Dostatni Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 665 27 31, e-mail:[email protected].
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
FILIP GÓRSKI, WIESŁAW KUCZKO, RADOSŁAW WICHNIAREK, PRZEMYSŁAW ZAWADZKI
WYKORZYSTANIE METODY PROJEKCJI ZNACZNIKÓW W ZASTOSOWANIACH FOTOGRAMETRYCZNYCH
Artykuł przedstawia opracowaną na Politechnice Poznańskiej metodę projekcji znaczników, wykorzystywanych w procesach fotogrametrycznych. Analiza fotogrametryczna pozwala na przy-gotowanie cyfrowego modelu przestrzennego na podstawie odpowiednio wykonanych zdjęć istnie-jącego obiektu. Standardowo w trakcie procesu wykorzystywane są znaczniki papierowe, nakleja-ne na obiekt. W artykule zaproponowano nową metodę rozmieszczania znaczników, a mianowicie ich rzutowanie na obiekt z wykorzystaniem projektorów. W ramach prowadzonych badań opraco-wano specjalną aplikację pozwalającą na odpowiednie dopasowanie rzutowanego obrazu znaczni-ków do mierzonego przedmiotu. Analizę metody przeprowadzono w oparciu o proces odtworzenia przestrzennej geometrii rzeczywistego obiektu trójwymiarowego – samochodu osobowego.
Słowa kluczowe: fotogrametria, projekcja obrazu, inżynieria odwrotna, model 3D
1. WPROWADZENIE
W dzisiejszych procesach produkcyjnych bardzo często zachodzi potrzeba od-tworzenia komputerowego modelu istniejącego już wyrobu. Taka sytuacja może mieć miejsce, gdy brak jest dokumentacji papierowej lub cyfrowej reprezentacji obiektu, który uległ np. uszkodzeniu lub zużyciu. W takim celu stosuje różne techniki inżynierii odwrotnej (ang. reverse engineering), które ogólnie rozumiane są jako badania produktu (urządzenia), mające w celu dokładnego poznanie jego cech, wymiarów i sposobu działania.
Istnieje też sfera działań inżynierskich, gdzie postać konstrukcyjna przyszłego wyrobu jest trudna lub niemożliwa do jednoznacznego określenia. Przykładami mogą być: wykonywanie odlewów pomników, kształtowanie elementów karo-serii pojazdów, kształtowanie uchwytów ergonomicznych itp. W takich przypad-kach model wyrobu zostaje określony bez użycia standardowych elementów geometrycznych. Zapis konstrukcji takiego wyrobu za pomocą rysunku tech-nicznego jest trudny i mało czytelny lub wręcz niemożliwy, a utworzenie modelu trójwymiarowego jest bardzo pracochłonne i wymaga dużych kwalifikacji.
F. Górski, W. Kuczko, R. Wichniarek, P. Zawadzki 32
Najczęściej wybieranym rozwiązaniem tego problemu jest odwzorowanie konstrukcji poprzez ręczne utworzenie modelu fizycznego [6]. Jednym z zasto-sowań inżynierii odwrotnej jest zatem również digitalizacja tego rodzaju wyro-bów.
Najprostszą z technik reverse engineering części maszyn jest dokonanie ich pomiaru (z użyciem ręcznych lub zautomatyzowanych narzędzi pomiarowych), a następnie na podstawie pomiarów stworzenie reprezentacji cyfrowej (najczęściej w postaci modelu CAD 3D). W przypadku, gdy geometria części jest zbyt skom-plikowana zwykłe pomiary nie są w stanie dostarczyć ilości danych odpowiedniej do budowy modelu.
Obecnie do odtworzenia kształtu i powierzchni obiektów bliskiego zasięgu sto-suje się metody skanowania optycznego światłem strukturalnym oraz skanowanie laserowe [2,4]. Są to metody bardzo precyzyjne (dokładność rzędu 0,02mm), jed-nak najczęściej niedostępne dla większości przedsiębiorstw, głównie ze względu na wysokie koszty.
Nie zawsze uzyskiwane tą drogą dokładności są potrzebne. Jeśli nie jest wy-magana zbyt duża dokładność wymiarowa, a kształt może być jedynie przybliżony to tańszą alternatywą dla skanowania może być wykorzystanie analizy fotograme-trycznej, obecnie szeroko wykorzystywanej w architekturze do archiwizacji bu-dynków. Podobnie jak skanowanie 3D, analiza fotogrametryczna pozwala na uzy-skanie chmury punktów, zawierającej jednak znacznie mniejszą ich ilość. Wystar-czy to do zbudowania uproszczonego cyfrowego modelu badanego obiektu. [1]
2. ISTOTA ANALIZY FOTOGRAMETRYCZNEJ
Termin „fotogrametria” wywodzi się z połączenia trzech greckich słów : pho-tos – światło, gramma – zapis oraz metreo – pomiar. Fotogrametrię można zatem określić jako dziedzinę zajmującą się przetwarzaniem obrazu fotograficznego w sposób który umożliwia opisanie: wymiaru, kształtu i położenia sfotografowa-nych obiektów. [3]
Obecnie fotogrametria bliskiego zasięgu stosowana jest przede wszystkim w topografii, a także w architekturze do archiwizacji budynków [5]. Dzięki niej, obrysowując kontury budynku na zdjęciach tworzone są modele drutowe, na któ-rych rozpinane są powierzchnie i nakładane tekstury.
Analiza fotogrametryczna w procesach inżynierii odwrotnej obiektów inży-nierskich (takich jak części maszyn czy wyroby przemysłowe) jest procesem po-zwalającym na uzyskanie chmury punktów reprezentującej obiekt na podstawie odpowiednio wykonanych zdjęć obiektu. Do przeprowadzenia analizy fotograme-trycznej niezbędny jest sprzęt fotograficzny (aparat cyfrowy typu lustrzanka ze stałoogniskowym obiektywem, statyw) oraz odpowiednie oprogramowanie. Nie-
Wykorzystanie metody projekcji znaczników w zastosowaniach fotogrametrycznych 33
zbędne jest także odpowiednie miejsce do wykonywania zdjęć – najlepiej zaciem-nione, ze sztucznym światłem nie generującym refleksów ani odbić.
W procesach fotogrametrycznych wykorzystuje się również specjalne znaczni-ki, z których część umieszcza się na badanym obiekcie (markery), a część roz-mieszcza wokół niego (znaczki kodowe), co pozwala na właściwą wzajemną orientację zdjęć przy późniejszej obróbce cyfrowej. W opisywanym rozwiązaniu standardowe, samoprzylepne znaczniki postanowiono zastąpić wirtualnymi, które dzięki specjalnej aplikacji można łatwo dostosowywać do badanego obiektu. Na potrzeby prac opracowana została metoda projekcji znaczników, opierająca się na rzutowaniu na obiekt markerów dowolnego koloru przy pomocy projektora mul-timedialnego, co z jednej strony znacznie skraca czas przygotowania obiektu, a z drugiej pozwala na zwiększenie liczby zbieranych o badanym obiekcie danych.
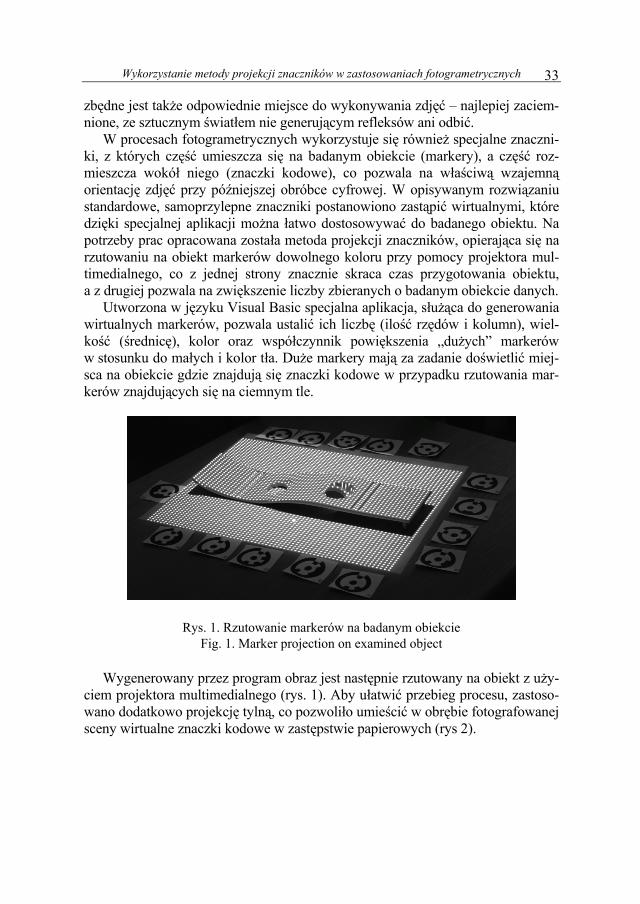
Utworzona w języku Visual Basic specjalna aplikacja, służąca do generowania wirtualnych markerów, pozwala ustalić ich liczbę (ilość rzędów i kolumn), wiel-kość (średnicę), kolor oraz współczynnik powiększenia „dużych” markerów w stosunku do małych i kolor tła. Duże markery mają za zadanie doświetlić miej-sca na obiekcie gdzie znajdują się znaczki kodowe w przypadku rzutowania mar-kerów znajdujących się na ciemnym tle.
Rys. 1. Rzutowanie markerów na badanym obiekcie Fig. 1. Marker projection on examined object
Wygenerowany przez program obraz jest następnie rzutowany na obiekt z uży-
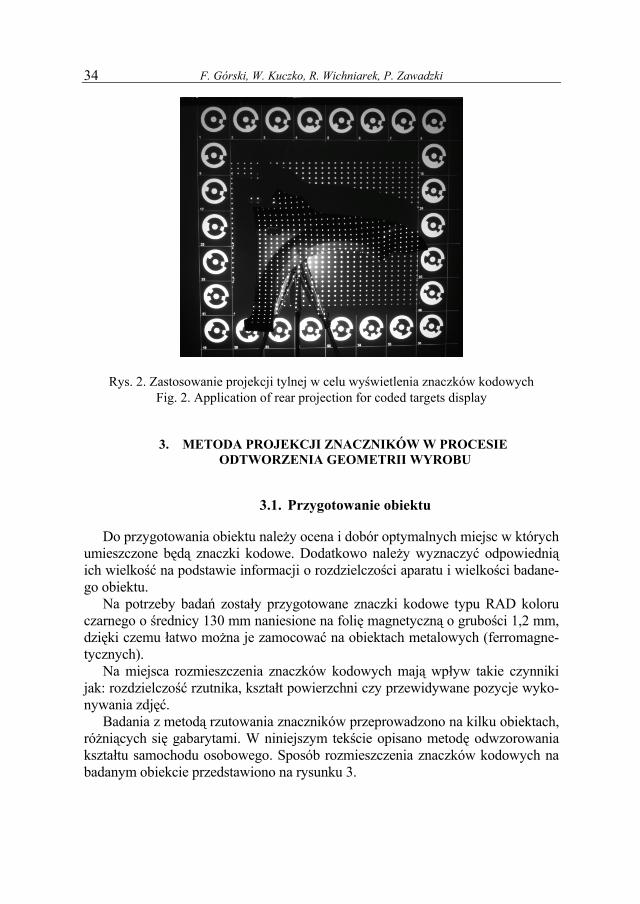
ciem projektora multimedialnego (rys. 1). Aby ułatwić przebieg procesu, zastoso-wano dodatkowo projekcję tylną, co pozwoliło umieścić w obrębie fotografowanej sceny wirtualne znaczki kodowe w zastępstwie papierowych (rys 2).
F. Górski, W. Kuczko, R. Wichniarek, P. Zawadzki 34
Rys. 2. Zastosowanie projekcji tylnej w celu wyświetlenia znaczków kodowych Fig. 2. Application of rear projection for coded targets display
3. METODA PROJEKCJI ZNACZNIKÓW W PROCESIE
ODTWORZENIA GEOMETRII WYROBU
3.1. Przygotowanie obiektu
Do przygotowania obiektu należy ocena i dobór optymalnych miejsc w których umieszczone będą znaczki kodowe. Dodatkowo należy wyznaczyć odpowiednią ich wielkość na podstawie informacji o rozdzielczości aparatu i wielkości badane-go obiektu.
Na potrzeby badań zostały przygotowane znaczki kodowe typu RAD koloru czarnego o średnicy 130 mm naniesione na folię magnetyczną o grubości 1,2 mm, dzięki czemu łatwo można je zamocować na obiektach metalowych (ferromagne-tycznych).
Na miejsca rozmieszczenia znaczków kodowych mają wpływ takie czynniki jak: rozdzielczość rzutnika, kształt powierzchni czy przewidywane pozycje wyko-nywania zdjęć.
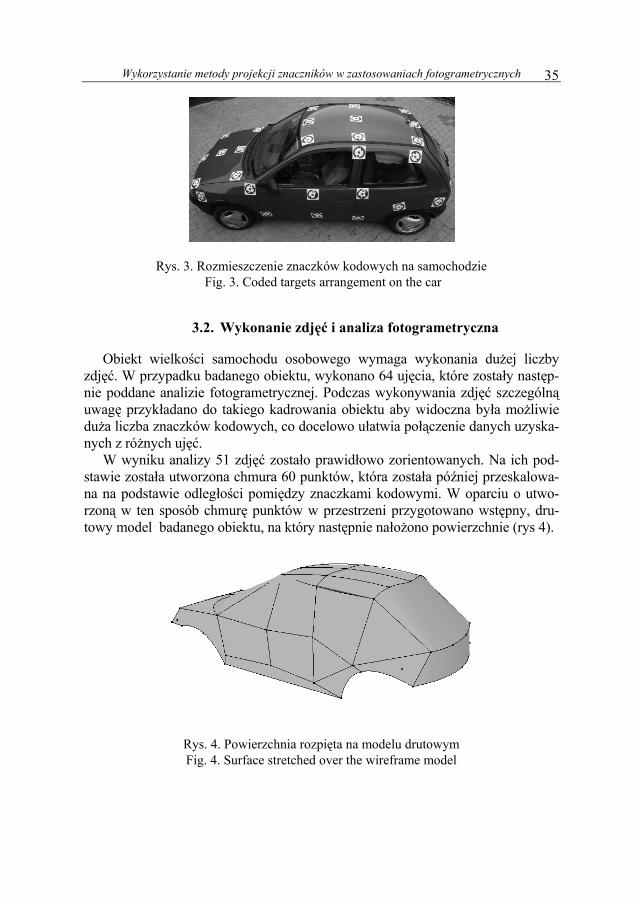
Badania z metodą rzutowania znaczników przeprowadzono na kilku obiektach, różniących się gabarytami. W niniejszym tekście opisano metodę odwzorowania kształtu samochodu osobowego. Sposób rozmieszczenia znaczków kodowych na badanym obiekcie przedstawiono na rysunku 3.
Wykorzystanie metody projekcji znaczników w zastosowaniach fotogrametrycznych 35
Rys. 3. Rozmieszczenie znaczków kodowych na samochodzie Fig. 3. Coded targets arrangement on the car
3.2. Wykonanie zdjęć i analiza fotogrametryczna
Obiekt wielkości samochodu osobowego wymaga wykonania dużej liczby zdjęć. W przypadku badanego obiektu, wykonano 64 ujęcia, które zostały następ-nie poddane analizie fotogrametrycznej. Podczas wykonywania zdjęć szczególną uwagę przykładano do takiego kadrowania obiektu aby widoczna była możliwie duża liczba znaczków kodowych, co docelowo ułatwia połączenie danych uzyska-nych z różnych ujęć.
W wyniku analizy 51 zdjęć zostało prawidłowo zorientowanych. Na ich pod-stawie została utworzona chmura 60 punktów, która została później przeskalowa-na na podstawie odległości pomiędzy znaczkami kodowymi. W oparciu o utwo-rzoną w ten sposób chmurę punktów w przestrzeni przygotowano wstępny, dru-towy model badanego obiektu, na który następnie nałożono powierzchnie (rys 4).
Rys. 4. Powierzchnia rozpięta na modelu drutowym Fig. 4. Surface stretched over the wireframe model

F. Górski, W. Kuczko, R. Wichniarek, P. Zawadzki 36
3.3. Zagęszczenie chmury punktów i właściwe dopasowanie powierzchni
W celu uszczegółowienia powstałej geometrii wykonano dodatkowe pomiary poszczególnych fragmentów samochodu z wykorzystaniem metody projekcji wir-tualnych markerów (rys. 5).
Na potrzeby badania dobrano odpowiednią wielkość oraz ilość wyświetlanych markerów, w stosunku do badanego fragmentu karoserii. W przypadku mierzone-go samochodu wykonano pomiar pięciu fragmentów nadwozia: maski, błotnika przedniego, drzwi, błotnika tylnego oraz klapy.
Rys. 5. Wykonanie pomiaru dodatkowego elementów karoserii z wykorzystaniem pro-jekcji markerów
Fig. 5. Additional measurement of car body parts using marker projection
Otrzymane w ten sposób szczegółowe chmury punktów należało przeskalo-wać zgodnie z odległościami danych znaczków kodowych. Tak przygotowane dane połączono z geometrią wstępną, poprzez dopasowanie szczegółowych chmur punktów do referencyjnych znaczków kodowych (rys. 6).
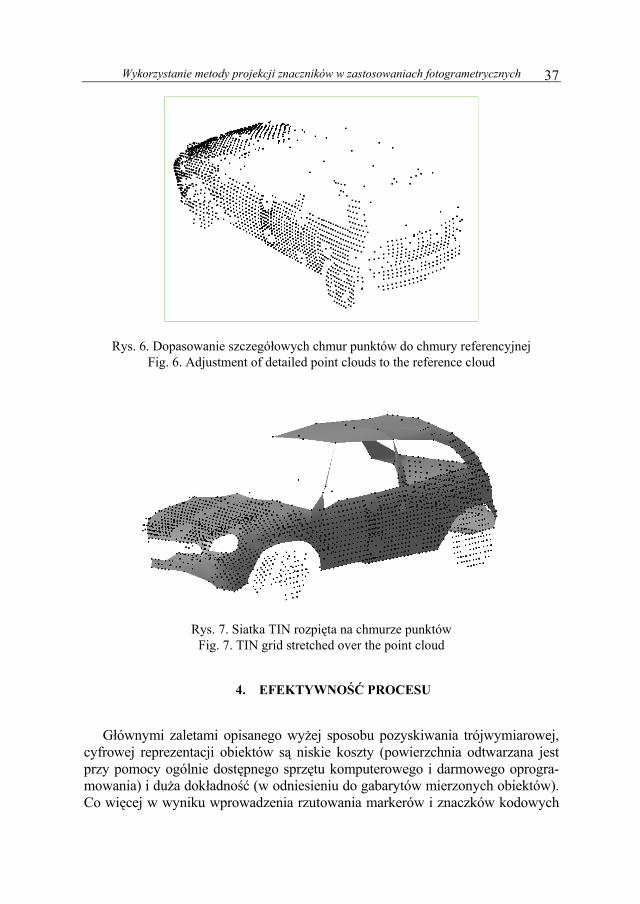
W celu otrzymania pełnego obrazu badanego przedmiotu na otrzymanej w wy-niku procesu analizy fotogrametrycznej chmurze punktów rozpięto powierzchnię. Najszybszym sposobem jest utworzenie siatki TIN (Triangulated Irregular Ne-twork – nieregularna siatka trójkątów). Rozwiązanie to polega na utworzeniu trój-kąta pomiędzy trzema najbliższymi punktami (metoda najbliższego sąsiada). Na rys. 7 przedstawiono otrzymaną siatkę TIN oraz punkty pomiędzy którymi została ona rozpięta.
Wykorzystanie metody projekcji znaczników w zastosowaniach fotogrametrycznych 37
Rys. 6. Dopasowanie szczegółowych chmur punktów do chmury referencyjnej Fig. 6. Adjustment of detailed point clouds to the reference cloud
Rys. 7. Siatka TIN rozpięta na chmurze punktów Fig. 7. TIN grid stretched over the point cloud
4. EFEKTYWNOŚĆ PROCESU
Głównymi zaletami opisanego wyżej sposobu pozyskiwania trójwymiarowej, cyfrowej reprezentacji obiektów są niskie koszty (powierzchnia odtwarzana jest przy pomocy ogólnie dostępnego sprzętu komputerowego i darmowego oprogra-mowania) i duża dokładność (w odniesieniu do gabarytów mierzonych obiektów). Co więcej w wyniku wprowadzenia rzutowania markerów i znaczków kodowych
F. Górski, W. Kuczko, R. Wichniarek, P. Zawadzki 38
ograniczono ilość czasu i środków potrzebną na przygotowanie obiektu do pomia-rów oraz wyeliminowano konieczność czyszczenia obiektu po zakończeniu badań (czas naklejania jednorazowych markerów jest nieporównanie większy w stosun-ku do ich rzutowania). Użycie specjalnie przygotowanej aplikacji komputerowej sterującej wyświetlaniem markerów pozwoliło na wprowadzenie znacznej ela-styczności zarówno co do wielkości rzutowanych markerów jak również ich kształtu, położenia i lokalnego zagęszczenia – jest to ogromna zaleta w odniesie-niu do wersji papierowych. Wśród zalet prezentowanej metody należy także wy-mienić dużą rozpiętość co do gabarytów mierzonych obiektów, zależną jedynie od parametrów dostępnego aparatu i projektora.
Do najważniejszych czynników ograniczających możliwości zastosowania fo-togrametrycznych pomiarów obiektów zaliczyć można konieczność pozyskiwania danych w środowisku zaciemnionym. Im większy kontrast światła projekcyjnego do zewnętrznego tym bardziej dokładne rozpoznawanie markerów, a co za tym idzie dokładność pomiaru. Stopień zgodności modelu fizycznego z jego kompute-rową reprezentacją zależy także od parametrów aparatu i projektora. Gdy wyma-gane są bardzo duże dokładności konieczne staje się stosowanie bardzo kosztow-nego oprzyrządowania, co staje w sprzeczności z główną zaletą opisywanej meto-dy. Dodatkowo w przypadku obiektów z powierzchniami refleksyjnymi lub prze-źroczystymi (np. szkło) niezbędne jest zastosowanie środków matujących – takich jak na przykład kreda w aerozolu.
5. PODSUMOWANIE
Fotogrametria bliskiego zasięgu pozwala na uzyskanie cyfrowej reprezentacji badanego obiektu rzeczywistego w szybki i łatwy sposób, bez konieczności posia-dania specjalistycznego, drogiego sprzętu. Warto jednak zauważyć, że im wyższej klasy sprzęt fotograficzny zostanie zastosowany, tym lepsze będą efekty analizy fotogrametrycznej. Klasa projektora multimedialnego również ma w tym przy-padku duże znaczenie.
Zastosowanie uzyskanego cyfrowego modelu wyrobu jest bardzo szerokie. Może on posłużyć jako baza do stworzenia dokładniejszego modelu, celem póź-niejszego wytworzenia przykładowo z wykorzystaniem technik szybkiego proto-typowania i wytwarzania. Dzięki połączeniu fotogrametrii z procesami szybkiego wytwarzania, można w ciągu kilku dni wyprodukować niewielką serię wyrobów tylko i wyłącznie na podstawie istniejącego, dostarczonego modelu, bez koniecz-ności posiadania jakiejkolwiek dokumentacji technicznej.
Uproszczony model zbudowany dzięki analizie fotogrametrycznej może zostać również wykorzystany w środowisku wirtualnej rzeczywistości, jako odwzorowa-nie istniejącego obiektu mogącego wchodzić w kolizje z innymi obiektami. W tym przypadku kluczową rolę odgrywa czas utworzenia takiego modelu, znacznie niż-
Wykorzystanie metody projekcji znaczników w zastosowaniach fotogrametrycznych 39
szy niż w przypadku modelowania na podstawie ręcznych pomiarów, natomiast dokładność schodzi na dalszy plan – geometria kolizyjna w środowisku wirtual-nym jest z reguły uproszczona, ze względu na ograniczenia w mocy obliczeniowej dostępnych procesorów i urządzeń wyświetlania.
Innowacja, jaką jest wykorzystanie wirtualnych, rzutowanych na obiekt marke-rów w zastępstwie papierowych znaczników przekłada się na czas i łatwość prze-prowadzenia procesu analizy fotogrametrycznej. Jedynym mankamentem metody w porównaniu do jej standardowej odmiany jest konieczność posiadania projekto-ra multimedialnego. Rosnąca popularność i malejące koszty tych urządzeń spra-wiają jednak, że nie jest to duża wada w stosunku do korzyści, jakie można osią-gnąć dzięki jej stosowaniu.
Aktualne trendy rynkowe wymuszają na przedsiębiorstwach stosowanie metod oszczędnej produkcji oraz ciągłe skracanie czasu dostawy finalnego wyrobu na rynek. Prosta, tania i łatwo dostępna analiza fotogrametryczna jest zatem techno-logią, którą warto się zainteresować.
LITERATURA
[1] Górski F., Kuczko W., Wichniarek R., Zawadzki P., Application of close range photogrammetry in reverse engineering, Proceedings of the 7th International Conference of DAAAM Baltic, Industrial Engineering, 2010 Tallinn, Estonia
[2] Kamiński W., Bojanowski K., Dumański A., Mroczkowski K., Trystuła J., Ocena możliwości wykorzystania skanera laserowego Scanstation firmy Leica w badaniu deformacji obiektów budowlanych, Czas. techn. Ś, 2008.
[3] Kuczko, W. Wykorzystanie analizy fotogrametrycznej do budowy wstępnej geometrii modelu, Poznań University of Technology, Poznań, 2009 (praca dyplomowa).
[4] Oczoś K., Cena I., Rapid inspection – metody pomiarowo-kontrolne adekwatne do rapid-technologii, Mechanik, 2008.
[5] Sitek, Z. Fotogrametria ogólna i inżynieryjna, PPWK, Warszawa-Wrocław 1991 [6] Wyleżoł, M. Inżynieria odwrotna w doskonaleniu konstrukcji, Modelowanie inżynierskie,
2006.
Recenzent: dr hab. inż. Michał WIECZOROWSKI, prof. nadzw.
USE OF MARKER PROJECTION METHOD IN PHOTOGRAMMETRIC
APPLICATIONS
S u m m a r y
The paper presents an innovative method (developed at Poznan University of Technology) of projection of markers used in photogrammetric processes. Photogrammetric analysis is a process involving digital camera and special software, to create a digital 3D model basing on appropriately taken photographs of an existing object. In a standard process variation, paper markers sticked to
F. Górski, W. Kuczko, R. Wichniarek, P. Zawadzki 40
the object are used. A new method of putting markers on the object was proposed in the paper, by displaying them on an object using digital projector. During the research, a special computer pro-gram was written to adjust the amount and density of displayed markers to size of measured ob-ject. Analysis of method was carried out basing on the process of re-creating geometry of an exist-ing object – passenger car.
Key words: photogrametry process, image projection, reverse engineering, 3D geometry.
mgr inż. Filip GÓRSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 6652708, e-mail: [email protected]. mgr inż. Wiesław KUCZKO Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 6652708, e-mail: [email protected]. mgr inż. Radosław WICHNIAREK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 6652708, e-mail: [email protected]. mgr inż. Przemysław ZAWADZKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 6652708, e-mail: przemyslaw.zawadzki@ put.poznan.pl.
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
WOJCIECH IGNALEWSKI
BEZPIECZNE ZARZĄDZANIE STATKIEM ŚRÓDLĄDOWYM
W SYSTEMIE TRANSPORTU GAZU NATURALNEGO ZA POMOCĄ OCENY STANU OBCIĄŻENIA KONSTRUKCJI
STATKU Z WYKORZYSTANIEM POMIARÓW STATECZNOŚCI I WYTRZYMAŁOŚCI JEDNOSTKI
W związku z systematycznym wzrostem konkurencyjności transportu morskiego i śródlądo-
wego przewiduje się wzrost zapotrzebowania na usługi transportowe w Regionie Morza Bałtyc-kiego (RMB). Strategiczną inwestycją, która przyczyni się do wzrostu konkurencyjności transpor-tu jest budowa Bałtyckiego Terminalu Gazu LNG w Świnoujściu. W artykule wskazuje się narzędzie do bezpiecznego zarządzania statkiem śródlądowym przewożą-cym sprężony gaz naturalny CNG na odcinku drogi wodnej Świnoujście - Szczecin, za pomocą, którego można dokonywać pomiarów obciążenia konstrukcji jednostki, wpływać na zmiany stanu załadowania statku na jego stateczność i wytrzymałość, uaktualniać parametry statecznościowe, sygnalizować wzrost poziomu ryzyka. Narzędzie spełniające wyżej wymienione wymagania daje możliwość przewidywania ruchu statku na fali i umożliwia przeprowadzanie symulacji możliwości zachowania się statku podczas różnych warunków atmosferycznych. Wskazuje się Program StabPRS stworzony przez Polski Rejestr Statków do oceny obciążenia konstrukcji statku, jako narzędzie wspomagające bezpieczne zarządzanie jednostką w systemie transportu gazu naturalnego sprężonego.
Słowa kluczowe: zarządzanie statkiem na różnym poziomie ryzyka
1. PROJEKTOWANIE STATKU ŚRÓDLĄDOWEGO DO PRZEWOZU
GAZU NATURALNEGO
Proces projektowania statku śródlądowego do przewozu gazu naturalnego
sprężonego CNG możemy podzielić na trzy fazy i kilka etapów. Rozróżnia się trzy fazy projektowania [1]:
- projektowanie koncepcyjne i wstępne, polegające na kształtowaniu koncep-cji statku wykonywane dla sformułowania założeń armatorskich;
W. Ignalewski 42
- projektowanie ofertowo-kontraktowe, polegające na określeniu wymiarów głównych i współczynników kadłuba oraz podziału przestrzennego i charaktery-stykę wyposażenia w celu sprawdzenia możliwości spełnienia założeń armator-skich;
- projektowanie wykonawcze, polegające na zaprojektowaniu poszczegól-nych elementów statku (podsystemów funkcjonalnych i pomocniczych) i opra-cowanie dokumentacji wykonawczej.
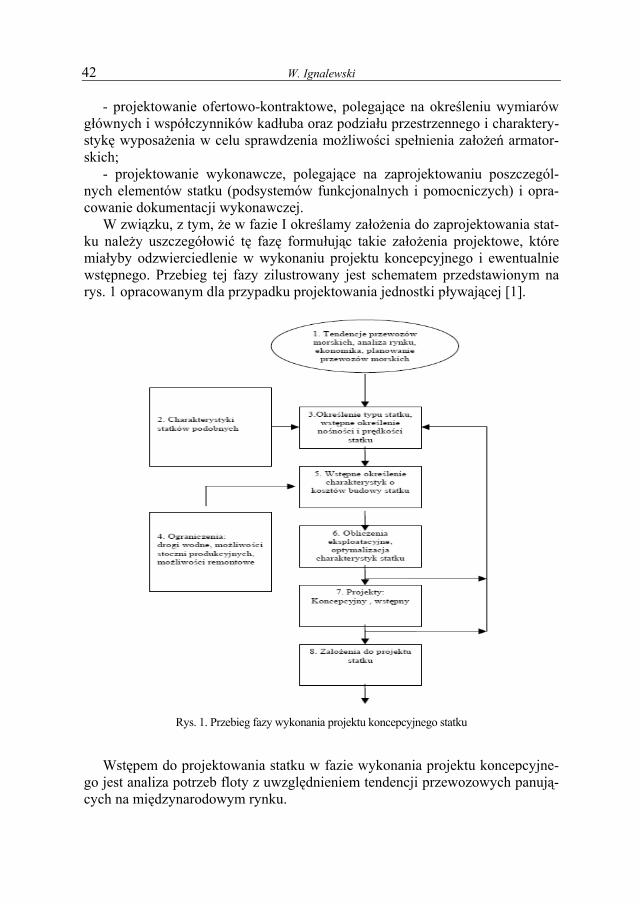
W związku, z tym, że w fazie I określamy założenia do zaprojektowania stat-ku należy uszczegółowić tę fazę formułując takie założenia projektowe, które miałyby odzwierciedlenie w wykonaniu projektu koncepcyjnego i ewentualnie wstępnego. Przebieg tej fazy zilustrowany jest schematem przedstawionym na rys. 1 opracowanym dla przypadku projektowania jednostki pływającej [1].
Rys. 1. Przebieg fazy wykonania projektu koncepcyjnego statku
Wstępem do projektowania statku w fazie wykonania projektu koncepcyjne-
go jest analiza potrzeb floty z uwzględnieniem tendencji przewozowych panują-cych na międzynarodowym rynku.
Bezpieczne zarządzanie statkiem śródlądowym w systemie transportu gazu…
43
Analizę wykonuje armator lub instytucje naukowe zajmujące się rozwojem floty. Wynikiem jej jest ustalenie potrzeb przewozowych określonych ładunków, na określonych liniach [2].
Korzystając z informacji dotyczących charakterystyk statków istniejących, wybiera się typ statku mogący spełniać zadanie. Następnie, w zależności od ilości ładunku pozostającego do przewozu w określonej jednostce czasu (np. w ciągu roku) w zależności od wielkości poszczególnych partii tego ładunku oraz odległości między portami docelowymi, określa się zbiór statków o kilku wiel-kościach nośności i prędkości mogących wykonać określone zadania.
Uwzględniając ograniczenia, wykonuje się obliczenia charakterystyk tech-nicznych i przewidywanych kosztów budowy dla statków z ustalonego zbioru. Ograniczenia wymiarów lub dodatkowe wymagania eksploatacyjne wynikają z konieczności dostosowania statku do urządzeń przeładunkowych, istniejących w portach, do których przewiduje się jego zawijanie. Następnie dla każdego ze statków ustalonego zbioru, wykonuje się obliczenia eksploatacyjne, po czym dokonuje się wyboru tych jednostek z rozpatrywanego zbioru, które okażą się najbardziej korzystne dla wykonania przewidzianego zadania. Po cyklu analiz wykonuje się projekt w oparciu o ustalone charaktery-styki projektowe statku. Po wykonaniu analiz eksploatacyjnych następuje sformułowanie założeń na projektowanie statku. W przypadku jednostki transportowej założenia określają typ statku, jego nośność, objętość ładunkową, prędkość, ilość załogi oraz zasięg i rejon pływania.
Sformułowanie założeń na projektowanie oznacza określenie głównej charak-terystyki eksploatacyjnej statku. Po zakończeniu tej fazy można przystąpić do utworzenia algorytmu dla rozwiązania problemu decyzyjnego polegający na wyznaczeniu ekstermum funkcji celu przy założeniu, że zmienne przyjmują wartości nieujemne.
2. WYMAGANIA DOTYCZĄCE STATECZNOŚCI STATKÓW
PRZEWOŻĄCYCH ŁADUNKI NIEBEZPIECZNE Stateczność jednostek przewożących gaz, który sklasyfikowany jest, jako ła-
dunek niebezpieczny powinna być zgodna z „Europejskim porozumieniem w sprawie międzynarodowych przewozów materiałów niebezpiecznych śródlądo-wymi drogami wodnymi (ADN)”.
Wymagania dotyczące stateczności i niezatapialności statków przewożących ładunki niebezpieczne [3]:
- należy wykazać dostateczną stateczność statku, łącznie ze statecznością w stanie uszkodzonym;
- dane wejściowe do obliczeń stateczności, tj. wyporność statku pustego i po-łożenie środka masy, należy określić na podstawie próby przechyłów, lub za
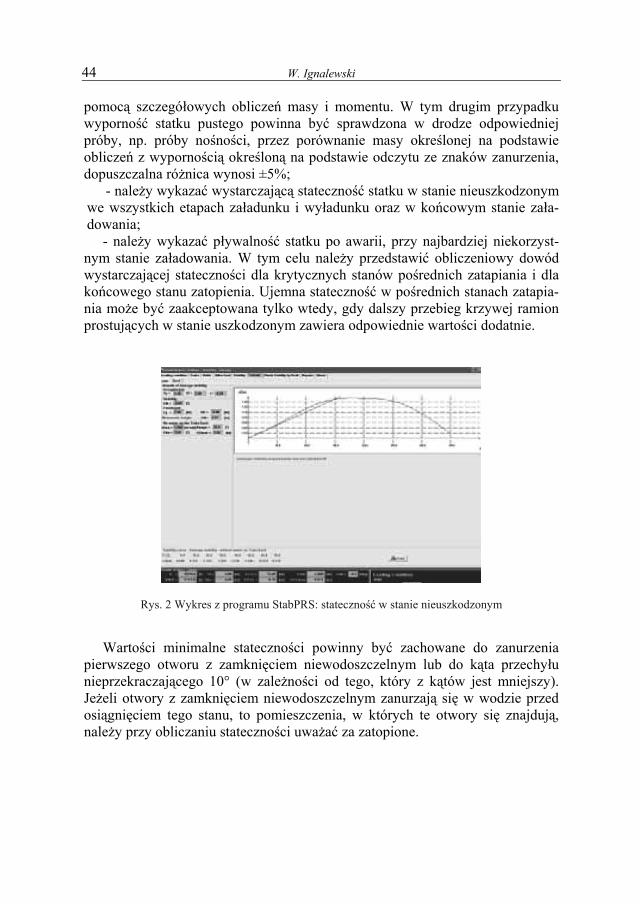
W. Ignalewski 44
pomocą szczegółowych obliczeń masy i momentu. W tym drugim przypadku wyporność statku pustego powinna być sprawdzona w drodze odpowiedniej próby, np. próby nośności, przez porównanie masy określonej na podstawie obliczeń z wypornością określoną na podstawie odczytu ze znaków zanurzenia, dopuszczalna różnica wynosi ±5%;
- należy wykazać wystarczającą stateczność statku w stanie nieuszkodzonym we wszystkich etapach załadunku i wyładunku oraz w końcowym stanie zała-dowania;
- należy wykazać pływalność statku po awarii, przy najbardziej niekorzyst-nym stanie załadowania. W tym celu należy przedstawić obliczeniowy dowód wystarczającej stateczności dla krytycznych stanów pośrednich zatapiania i dla końcowego stanu zatopienia. Ujemna stateczność w pośrednich stanach zatapia-nia może być zaakceptowana tylko wtedy, gdy dalszy przebieg krzywej ramion prostujących w stanie uszkodzonym zawiera odpowiednie wartości dodatnie.
Rys. 2 Wykres z programu StabPRS: stateczność w stanie nieuszkodzonym
Wartości minimalne stateczności powinny być zachowane do zanurzenia
pierwszego otworu z zamknięciem niewodoszczelnym lub do kąta przechyłu nieprzekraczającego 10° (w zależności od tego, który z kątów jest mniejszy). Jeżeli otwory z zamknięciem niewodoszczelnym zanurzają się w wodzie przed osiągnięciem tego stanu, to pomieszczenia, w których te otwory się znajdują, należy przy obliczaniu stateczności uważać za zatopione.
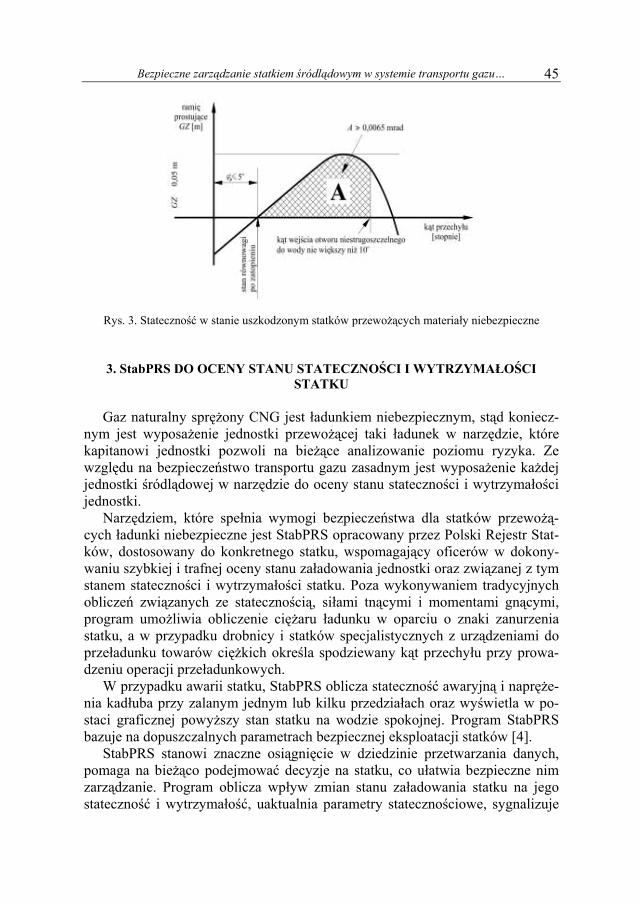
Bezpieczne zarządzanie statkiem śródlądowym w systemie transportu gazu…
45
Rys. 3. Stateczność w stanie uszkodzonym statków przewożących materiały niebezpieczne
3. StabPRS DO OCENY STANU STATECZNOŚCI I WYTRZYMAŁOŚCI
STATKU
Gaz naturalny sprężony CNG jest ładunkiem niebezpiecznym, stąd koniecz-nym jest wyposażenie jednostki przewożącej taki ładunek w narzędzie, które kapitanowi jednostki pozwoli na bieżące analizowanie poziomu ryzyka. Ze względu na bezpieczeństwo transportu gazu zasadnym jest wyposażenie każdej jednostki śródlądowej w narzędzie do oceny stanu stateczności i wytrzymałości jednostki.
Narzędziem, które spełnia wymogi bezpieczeństwa dla statków przewożą-cych ładunki niebezpieczne jest StabPRS opracowany przez Polski Rejestr Stat-ków, dostosowany do konkretnego statku, wspomagający oficerów w dokony-waniu szybkiej i trafnej oceny stanu załadowania jednostki oraz związanej z tym stanem stateczności i wytrzymałości statku. Poza wykonywaniem tradycyjnych obliczeń związanych ze statecznością, siłami tnącymi i momentami gnącymi, program umożliwia obliczenie ciężaru ładunku w oparciu o znaki zanurzenia statku, a w przypadku drobnicy i statków specjalistycznych z urządzeniami do przeładunku towarów ciężkich określa spodziewany kąt przechyłu przy prowa-dzeniu operacji przeładunkowych.
W przypadku awarii statku, StabPRS oblicza stateczność awaryjną i napręże-nia kadłuba przy zalanym jednym lub kilku przedziałach oraz wyświetla w po-staci graficznej powyższy stan statku na wodzie spokojnej. Program StabPRS bazuje na dopuszczalnych parametrach bezpiecznej eksploatacji statków [4].
StabPRS stanowi znaczne osiągnięcie w dziedzinie przetwarzania danych, pomaga na bieżąco podejmować decyzje na statku, co ułatwia bezpieczne nim zarządzanie. Program oblicza wpływ zmian stanu załadowania statku na jego stateczność i wytrzymałość, uaktualnia parametry statecznościowe, sygnalizuje
W. Ignalewski 46
wzrost poziomu ryzyka, co pozwala kapitanowi i załodze na podjęcie odpowied-nich działań zaradczych.
Rys. 4. Symulacja ruchu uszkodzonego statku na fali
LITERATURA
[1] Piskorz-Nałęcki J.W., Projektowanie Statków Morskich, Szczecin, Politechnika Szczecińska, 1981.
[2] Semenov I., Sanecka K., Teoria Projektowania Statków, Szczecin, Politechnika Szczecińska, 2001.
[3] Przepisy klasyfikacji i budowy statków śródlądowych, Biuro Wydawnictw Polskiego Rejestru Statków S.A., 2009.
[4] Program operacyjny StabPRS, Gdańsk, Polski Rejestr Statków, 2009.
Recenzent: prof. dr hab. inż. Zdzisław KABZA
THE SAFE MANAGEMENT THE INLAND SHIP IN SYSTEM OF
TRANSPORTATION OF NATURAL GAS FOR REGARD STRENGTH AND STABILITY OF SHIP IN OPERATION
S u m m a r y
Tailored to a given ship’s parameters StabPRS supports day to day ship operations by provid-
ing instant calculation of intact stability and general strength at any loading condition, damage stability and general strength at any loading condition, intact ship’s movement visualization, change of cargo mass as handled, etc.
Key words: safe calculation of stability loading condition
mgr inż. Wojciech IGNALEWSKI Zachodniopomorski Uniwersytet Technologiczny, Wydział Techniki Morskiej, Al. Piastów 41, 71-065 Szczecin, e-mail:[email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
JAKUB JANKOWSKI, SEMIR EL-AHMAR, MACIEJ OSZWAŁDOWSKI
CZUJNIK HALLA NA EKSTREMALNY ZAKRES TEMPERATUR: 2-573 K
Przygotowane zostały czujniki Halla pracujące zarówno w niskotemperaturowym i wysokotem-peraturowym środowisku. W ekstremalnym zakresie temperatur od 2 K do 573 K ich temperaturowe współczynniki są bardzo niskie. Oporności wejściowe/wyjściowe czujników są na poziomie 10 Ω a ich średnie temperaturowe współczynniki wynoszą około 0,03 %/K. Czułość magnetyczna jest na poziomie 3 V/AT a jej średni temperaturowy współczynnik wynosi około 0,02 %/K. Otrzymane czujniki Halla mogą przebywać w maksymalnej dopuszczalnej temperaturze pracy wynoszącej 300 °C przez długi okres czasu bez znaczącego wpływu na ich własności elektryczne.
Słowa kluczowe: czujnik Halla, temperatury ekstremalne
1. WSTĘP
InSb jest znanym materiałem półprzewodnikowym stosowanym do wytwa-
rzania czujników Halla. Istniała jednak dość powszechna opinia, że przydatność ta jest ograniczona wyłącznie do konstrukcji sygnałowych czujników Halla. W pracy [1] wykazano jednak, że silnie domieszkowane cyną cienkie epitaksjalne warstwy InSb na podłożach z GaAs (InSb/GaAs) są najlepszym materiałem również na pomiarowe czujniki Halla. Ich temperaturowy współczynnik zmiany napięcia Halla może być, w szerokim przedziale temperatur, mniejszy od 10-3/K. Te przewidywania potwierdzone zostały pracą [2], w której opisano właściwości czujnika Halla pracującego w zakresie temperatur 2-300 K. Wkrótce po tym opracowana została struktura cienkowarstwowa InSb/GaSb/GaAs pracująca w zakresie temperatur 273-573 K [3], a następnie jej wysokotemperaturowa obu-dowa [4].
Celem prowadzonych obecnie w naszym laboratorium badań jest opracowa-nie czujnika Halla pracującego w zakresie tzw. „temperatur ekstremalnych”, tj. obejmującym zarówno bardzo niskie jak i wysokie temperatury. W tym przy-padku będzie chodziło o zakres 2-573 K. Obecnie nie wytwarza się czujników Halla pracujących powyżej 430 K. Polem zastosowań opracowywanych czujni-
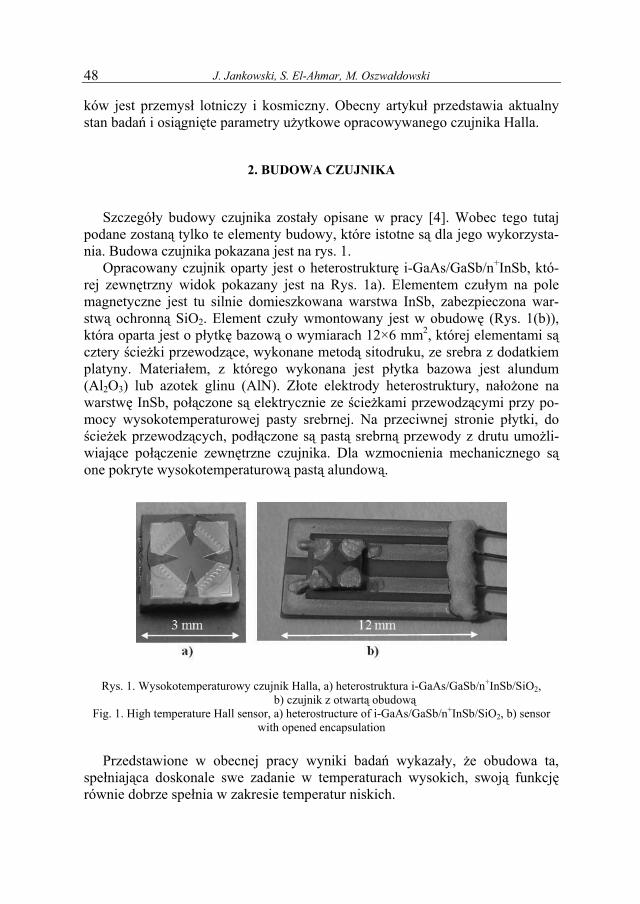
J. Jankowski, S. El-Ahmar, M. Oszwałdowski 48
ków jest przemysł lotniczy i kosmiczny. Obecny artykuł przedstawia aktualny stan badań i osiągnięte parametry użytkowe opracowywanego czujnika Halla.
2. BUDOWA CZUJNIKA
Szczegóły budowy czujnika zostały opisane w pracy [4]. Wobec tego tutaj
podane zostaną tylko te elementy budowy, które istotne są dla jego wykorzysta-nia. Budowa czujnika pokazana jest na rys. 1.
Opracowany czujnik oparty jest o heterostrukturę i-GaAs/GaSb/n+InSb, któ-rej zewnętrzny widok pokazany jest na Rys. 1a). Elementem czułym na pole magnetyczne jest tu silnie domieszkowana warstwa InSb, zabezpieczona war-stwą ochronną SiO2. Element czuły wmontowany jest w obudowę (Rys. 1(b)), która oparta jest o płytkę bazową o wymiarach 12×6 mm2, której elementami są cztery ścieżki przewodzące, wykonane metodą sitodruku, ze srebra z dodatkiem platyny. Materiałem, z którego wykonana jest płytka bazowa jest alundum (Al2O3) lub azotek glinu (AlN). Złote elektrody heterostruktury, nałożone na warstwę InSb, połączone są elektrycznie ze ścieżkami przewodzącymi przy po-mocy wysokotemperaturowej pasty srebrnej. Na przeciwnej stronie płytki, do ścieżek przewodzących, podłączone są pastą srebrną przewody z drutu umożli-wiające połączenie zewnętrzne czujnika. Dla wzmocnienia mechanicznego są one pokryte wysokotemperaturową pastą alundową.
Rys. 1. Wysokotemperaturowy czujnik Halla, a) heterostruktura i-GaAs/GaSb/n+InSb/SiO2, b) czujnik z otwartą obudową
Fig. 1. High temperature Hall sensor, a) heterostructure of i-GaAs/GaSb/n+InSb/SiO2, b) sensor with opened encapsulation
Przedstawione w obecnej pracy wyniki badań wykazały, że obudowa ta, spełniająca doskonale swe zadanie w temperaturach wysokich, swoją funkcję równie dobrze spełnia w zakresie temperatur niskich.

Czujnik Halla na ekstremalny zakres temperatur: 2–573 K 49
3. PODSTAWOWE PARAMETRY I CHARAKTERYSTYKA CZUJNIKA
W obecnej pracy przedstawione są badania czterech typowych czujników
Halla. Podstawowe parametry dla temperatury pokojowej wyznaczone przy prądzie zasilania równym 40 mA i polu magnetycznym równym 400 mT, zesta-wione są w Tablicy 1. Czujniki z serii A różnią się od tych z serii B tym, że wy-konane są z cienkich warstw InSb nieco silniej domieszkowanych donorowo. Wskazuje to na możliwość sterowania wielkością podstawowych parametrów wykonywanych czujników.
Tablica 1
Podstawowe parametry omawianych czujników Halla Basic parameters of discussed Hall sensors
Czujnik R, Ω UH, mV α, %/K β, %/K K, V/(AT)
A-4 8,26 30,7 0,048 0,012 1,92
A-5 9,19 32,6 0,047 0,011 2,04
B-6 14,5 76,5 -0,015 -0,042 4,78 B-7 15,9 81,0 -0,014 -0,024 5,06
Jak widać w tablicy 1, rezystancja czujników jest bliska wartości 10 Ω. Ter-
miczna zależność oporności R(T) w przedziale temperatur w zakresie 77-573 K dla tych czujników jest przedstawiona na Rys. 2. Zależność ta jest bardzo słaba, szczególnie dla temperatur niższych od pokojowej. Termiczne współczynniki zmiany rezystancji obliczono ze wzoru
%1001 ⋅ΔΔ=
TR
Rα . (1)
R jest tu rezystancją czujnika w maksymalnej mierzonej temperaturze, ΔT to różnica między skrajnymi mierzonymi temperaturami a ΔR jest różnicą rezy-stancji odpowiadającą temu przedziałowi temperatury. Średnia, bezwzględna wartość tego współczynnika dla całego zakresu temperatur jest bardzo niska i nie przekracza 0,1 %/K. Dla porównania: wartość ta jest niższa o około rząd wielkości od termicznych współczynników zmiany rezystancji w temperaturze pokojowej dla typowych metali takich jak glin i miedź.
Pokazane w kolumnie trzeciej tabeli wartości napięcia Halla są równe około 30 mV dla serii A i ok. 80 mV dla serii B. Termiczna zależność napięcia Halla od temperatury w zakresie 77-573 K pokazana jest na rys. 3. Jak widać zależ-ność ta jest również bardzo słaba, a w zakresie najwyższych temperatur różni się charakterem: dla silniej domieszkowanych hallotronów z serii A napięcie Halla wzrasta a dla mniej domieszkowanej serii B maleje z temperaturą.
J. Jankowski, S. El-Ahmar, M. Oszwałdowski 50
Rys. 2. Zależność rezystancji czujników od temperatury w zakresie: 77-573 K Fig. 2. Dependence of resistance of Hall sensors in temperature range: 77-573 K
Wyjaśnienie tej różnicy wyjaśnione jest w pracy [1]. Tak jak w przypadku
rezystancji, termiczna zależność napięcia Halla jest najmniejsza w obszarze ni-skich temperatur i najwyższa w obszarze temperatur wysokich. Termiczne współczynniki zmiany napięcia Halla obliczono analogicznie do współczynnika α:
%1001 ⋅Δ
Δ=T
UU
H
H
β . (2)
Warto zaznaczyć, że tak małych współczynników β w tak szerokim przedzia-le temperatur nie posiadają żadne inne znane czujniki Halla wytwarzane z in-nych niż InSb materiałów półprzewodnikowych.
W ostatniej kolumnie tabeli podane są wartości czułości omawianych czujni-
ków Halla, obliczone ze wzoru
IBUK H= . (3)
UH to napięcia Halla w temperaturze pokojowej, I jest prądem zasilania rów-nym 40 mA, a B to pole magnetyczne o wartości 400 mT.
Podane w tabeli wartości czułości czujniki zachowują dla prądu sterowania 100 mA, a nawet wyższych w warunkach dobrego odprowadzania ciepła z ele-mentu czułego czujnika.
Chociaż pomiary w obszarze niskich temperatur zostały przeprowadzone tyl-ko do temperatury 77 K, to z doświadczeń uzyskanych z opracowania niskotem-peraturowych czujników Halla wiadomo jest, że jeżeli czujniki te pracują stabil-nie przy oziębieniu do 77 K, to dalsze obniżenie temperatury do 2 K nie prowa-dzi już do niestabilności pracy czujnika. Można więc przyjąć, że omawiane
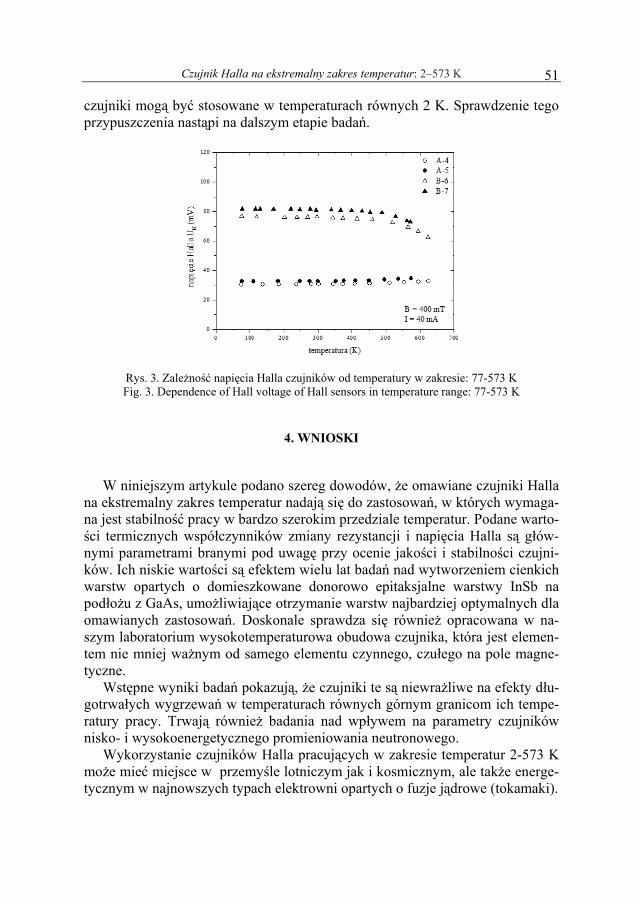
Czujnik Halla na ekstremalny zakres temperatur: 2–573 K 51
czujniki mogą być stosowane w temperaturach równych 2 K. Sprawdzenie tego przypuszczenia nastąpi na dalszym etapie badań.
Rys. 3. Zależność napięcia Halla czujników od temperatury w zakresie: 77-573 K Fig. 3. Dependence of Hall voltage of Hall sensors in temperature range: 77-573 K
4. WNIOSKI
W niniejszym artykule podano szereg dowodów, że omawiane czujniki Halla
na ekstremalny zakres temperatur nadają się do zastosowań, w których wymaga-na jest stabilność pracy w bardzo szerokim przedziale temperatur. Podane warto-ści termicznych współczynników zmiany rezystancji i napięcia Halla są głów-nymi parametrami branymi pod uwagę przy ocenie jakości i stabilności czujni-ków. Ich niskie wartości są efektem wielu lat badań nad wytworzeniem cienkich warstw opartych o domieszkowane donorowo epitaksjalne warstwy InSb na podłożu z GaAs, umożliwiające otrzymanie warstw najbardziej optymalnych dla omawianych zastosowań. Doskonale sprawdza się również opracowana w na-szym laboratorium wysokotemperaturowa obudowa czujnika, która jest elemen-tem nie mniej ważnym od samego elementu czynnego, czułego na pole magne-tyczne.
Wstępne wyniki badań pokazują, że czujniki te są niewrażliwe na efekty dłu-gotrwałych wygrzewań w temperaturach równych górnym granicom ich tempe-ratury pracy. Trwają również badania nad wpływem na parametry czujników nisko- i wysokoenergetycznego promieniowania neutronowego.
Wykorzystanie czujników Halla pracujących w zakresie temperatur 2-573 K może mieć miejsce w przemyśle lotniczym jak i kosmicznym, ale także energe-tycznym w najnowszych typach elektrowni opartych o fuzje jądrowe (tokamaki).

J. Jankowski, S. El-Ahmar, M. Oszwałdowski 52
PODZIĘKOWANIA Niniejsza praca była finansowana przez grant badawczy Politechniki Poznań-
skiej nr BW 62-224/09.
LITERATURA
[1] Oszwałdowski M., Hall sensors based on heavily doped n-InSb thin films, Sensors and Actuators
A, 68: 234-237, 1998. [2] Oszwałdowski M., Berus T., Hall sensors made of n-InSb/GaAs epitaxial layers for low temper-
ature applications, Thin Solid Films, 515:2692–2695, 2006. [3] Oszwałdowski M., Berus T., High temperature Hall sensors, Sensors and Actuators A, 136: 234-
237, 2007. [4] El-Ahmar S., Oszwałdowski M., Obudowa wysokotemperaturowa czujnika Halla, Elektronika,
1:72-74, 2009.
Recenzent: prof. dr hab. inż. Stanisław PŁASKA
HALL SENSORS FOR EXTREME TEMPERATURE RANGE: 2-573 K
S u m m a r y
Hall sensors working both in low and high temperature environments have been prepared. In
the extreme temperature range from 2 K to 573 K their temperature coefficients are extremely low. The input/output resistances of the sensors are about 10 Ω and its average temperature coefficient is about 0.03 %/K. The magnetic sensitivity is about 3 V/AT and its average temperature coeffi-cient is about 0.02 %/K. The obtained Hall sensors can stay at the maximum allowable tempera-ture of 300 °C for long periods without any meaningful changes in their electric parameters.
Key words: Hall sensor, extreme temperature
mgr inż. Jakub JANKOWSKI Politechnika Poznańska, Instytut Fizyki, ul. Nieszawska 13a, 60-965 Poznań, tel. +4861 665 32 35, e-mail: [email protected]. mgr inż. Semir EL-AHMAR Politechnika Poznańska, Instytut Fizyki, ul. Nieszawska 13a, 60-965 Poznań, tel. +4861 665 32 35, e-mail: [email protected]. prof. dr hab. Maciej OSZWAŁDOWSKI Politechnika Poznańska, Instytut Fizyki, ul. Nieszawska 13a, 60-965 Poznań, tel. +4861 665 31 89, e-mail: [email protected].
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
JOZEF JURKO & MÁRIO GAJDOŠ & ANTON PANDA
ACCOMPANYING PHENOMENA IN THE CUTTING ZONE AT DRILLING OF STEEL Cr17Ni14Mo3Ti
Abstract: Development of industry is marked by the development and application of new materials with characteristics that broaden their applicable uses. Information about material machinability is very important for the machining technology. Precise and reliable information on the machinabili-ty of a material before it enters the machining process is a necessity, and this brings the verifica-tion of technological methods in practice. This article presents the conclusions of machinability tests on austenitic stainless steel Cr17Ni14Mo3Ti, and describes important concurrent parameters for the cutting zone during the process of drilling. This article presents the conclusions of KEGA grant agency at the Ministry of Education in Slovakia, for supporting research work and co-financing the projects: Grant work #3/7166/2009.
Keywords: drilling, machined surface, surface roughness, plastic deformation, hardening
1. INTRODUCTION
Machining is an important manufacturing operation in industry. The purpose
of a machining process is to generate surface having a specified shape and acceptable surface finish, and to prevent tool wear and thermal damage that leads to geometric inaccuracy of the finished part. The thermodynamic approach to the activity at the cutting edge attempts to account for the energy consumed [2], [8]. Research has shown that at least 99% of the input energy is converted into heat by deformation of the chip and by friction of the chip and workpiece on the tool. The interface at which the chip slides over the tool is normally the hottest region during cutting. The actual temperature is strongly affected by workpiece material, cutting speed, feed, depth of cut, tool geometry, coolant, and many other variables. Due to the interaction of the chip and tool, which takes place at high pressures and high tem-peratures, the tool will always wear [5]. The paper described the phenomenas, which influencing on the twist drill by drilling holes. Research and development of the phenomenas its very important for the next problem solution by drilling. This is problems is very important and use for very difficult the machinability materials. The results of experimental verifying of the machined surface. The problem of machinability materials narrowly be connected by your leave action wear of
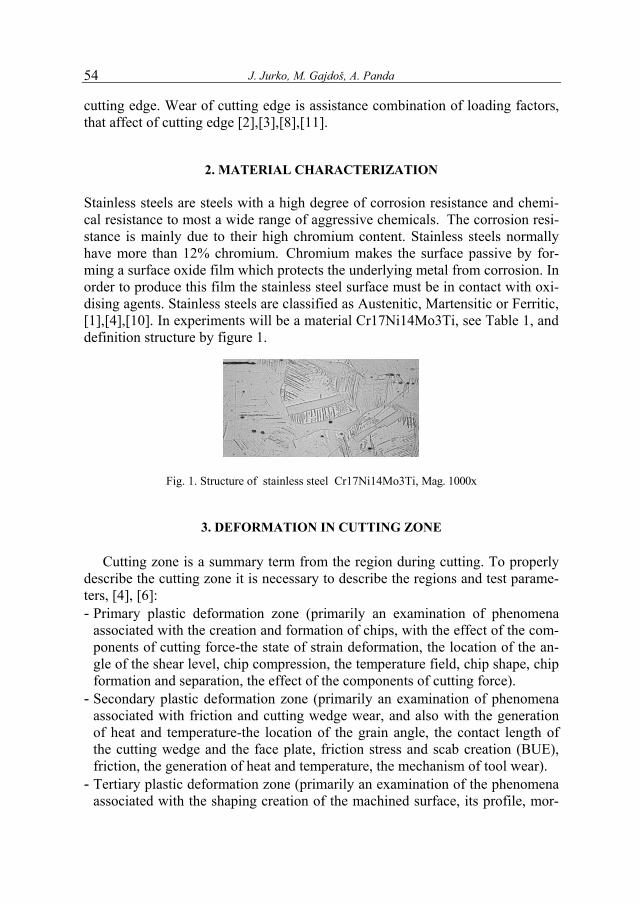
J. Jurko, M. Gajdoš, A. Panda 54
cutting edge. Wear of cutting edge is assistance combination of loading factors, that affect of cutting edge [2],[3],[8],[11].
2. MATERIAL CHARACTERIZATION
Stainless steels are steels with a high degree of corrosion resistance and chemi-cal resistance to most a wide range of aggressive chemicals. The corrosion resi-stance is mainly due to their high chromium content. Stainless steels normally have more than 12% chromium. Chromium makes the surface passive by for-ming a surface oxide film which protects the underlying metal from corrosion. In order to produce this film the stainless steel surface must be in contact with oxi-dising agents. Stainless steels are classified as Austenitic, Martensitic or Ferritic, [1],[4],[10]. In experiments will be a material Cr17Ni14Mo3Ti, see Table 1, and definition structure by figure 1.
Fig. 1. Structure of stainless steel Cr17Ni14Mo3Ti, Mag. 1000x
3. DEFORMATION IN CUTTING ZONE
Cutting zone is a summary term from the region during cutting. To properly
describe the cutting zone it is necessary to describe the regions and test parame-ters, [4], [6]: - Primary plastic deformation zone (primarily an examination of phenomena
associated with the creation and formation of chips, with the effect of the com-ponents of cutting force-the state of strain deformation, the location of the an-gle of the shear level, chip compression, the temperature field, chip shape, chip formation and separation, the effect of the components of cutting force).
- Secondary plastic deformation zone (primarily an examination of phenomena associated with friction and cutting wedge wear, and also with the generation of heat and temperature-the location of the grain angle, the contact length of the cutting wedge and the face plate, friction stress and scab creation (BUE), friction, the generation of heat and temperature, the mechanism of tool wear).
- Tertiary plastic deformation zone (primarily an examination of the phenomena associated with the shaping creation of the machined surface, its profile, mor-
Accompanying phenomena in the cutting zone at drilling of steel Cr17Ni14Mo3Ti 55
phology, qualities and inherited traits-contact of the machined surface and the worn side plate).
- Cutting surface, its properties and integrity. - The gradually-deformed region of the cut layer.
Researching the cutting zone (the interaction between the tool, the workpiece, and the cuttings) is to capture its state at the moment of the creation of the cut-ting (the so-called root of the chip). The process of cutting is the mutual interac-tion between the tool and the workpiece, which is controlled by many phenom-ena. Weber [9] states, that the depth of the shear level follows the formula 0.05h≤hSP≤0.1h, where h is the thickness of the cut section and hSP is the depth of the shear level. We observe elements from the cut layer in the shear layer that have been displayed. Chip formation is described by Hencky and Zorev in book [4] through the theory of plasticity. The presence of strain lines in chip forma-tion is depicted in Figure 2 (from experiments). The strain line field extended to the region of plastic deformation, the machined surface, and the cut layer (the chip). Strain lines (the so-called Lüders-Černov lines in book [4]) represent an extensive high-intensity deformation. Models of chip formation have been cre-ated by Weber [9], Oxley [6], Lee-Shaffer in book [4] and others based on the theory of plasticity and the use of strain lines. It is our opinion that chip forma-tion most closely follows the method of Oxley [6], which even accounts for the element of time in chip formation.
4. EXPERIMENTAL PART AND DISCUSSION
This article concerns with the evaluation of selected domains phenomena of
machinability. The set-up used contained the following components: a VMF 1000 CNC machine, cutting tool - monolit screw drill from sintered carbide with progressive coats - TiAlN, with a new design geometry in cutting part, drill diameter 10 mm. The materials to be machined were type of austenitic stainless steels with chemical composition listed in Table 1. The cutting process em-ployed was axial dry machining (DM), and the cutting frequency was defined at intervals of vc=30 to 70 applied feed f=0.05-0.4 millimetres, and cutting depth ap=5.0 mm.
Table 1 Chemical composition of stainless steel Cr17Ni14Mo3Ti
Steel Chemical Composition in wt
C Cr Ni Mn Ti Mo P S
Cr17Ni14Mo3Ti 0.08 17 14 1.8 0.5 3.0 0.045 0.030
According to Dehlinger in book [4] strain hardening, which arises are a result
of the total amount of strain and external forces, trends to achieve marginal val-

J. Jurko, M. Gajdoš, A. Panda 56
ues towards the beginning of fatigue interruption. A variable load means that plastic deformations appear in small regions and fatigue cracks begin in the slip layers. For Oding, Cobkallo, Kuznetzov, Glikman and Techt in book [4] strain hardening represents only the first measurable stage of the process of fatigue.
Fig. 2. Strain line field extended to the region of plastic deformation the machined surface, steel Cr17Ni14Mo3Ti ,vc=50 m/min, f=0,08 mm, Mag. 350x
Austenitic Cr-Ni steels are, as a result of their higher ductility, more prone to
surface strain hardening, which compared to construction steel can be up to 1.5 times as great. In a non-deformed state austenitic steels are not as hard as C45 steel, but in cases of great deformation they are greatly harder than ferritic-perlitic steel. Low thermal conductivity has a large significance in austenitic stainless steel drilling. It means the temperature which arises during the process of cutting on the touching plates of the cutting tool is poorly dissipated, which results in an increase in temperature on the touching plates, lowering the tools resistance to wear, reducing its longevity.
Figure 3 described results between material hardness and cutting temperature. Sintered carbide tools are not as sensitive to temperature on touching plates as high-speed steel, and can be used to attain higher performance, but in this case they have greater pressure stress, which directly influences the process of adhe-sive wear [2],[7],[8],[11].
0
200
400
600
800
1000
1200
0 200 400 600 800 1000 1200Cutting temperature T t [
oC]
Mat
eria
l har
dnes
s [H
V]
HSCo
Chip
Sintered carbide
Fig. 3. Influence of temperature on cutting tool (screw drill) and chip material hardness, steel Cr17Ni14Mo3Ti, vc=50 m/min, f=0.08 mm
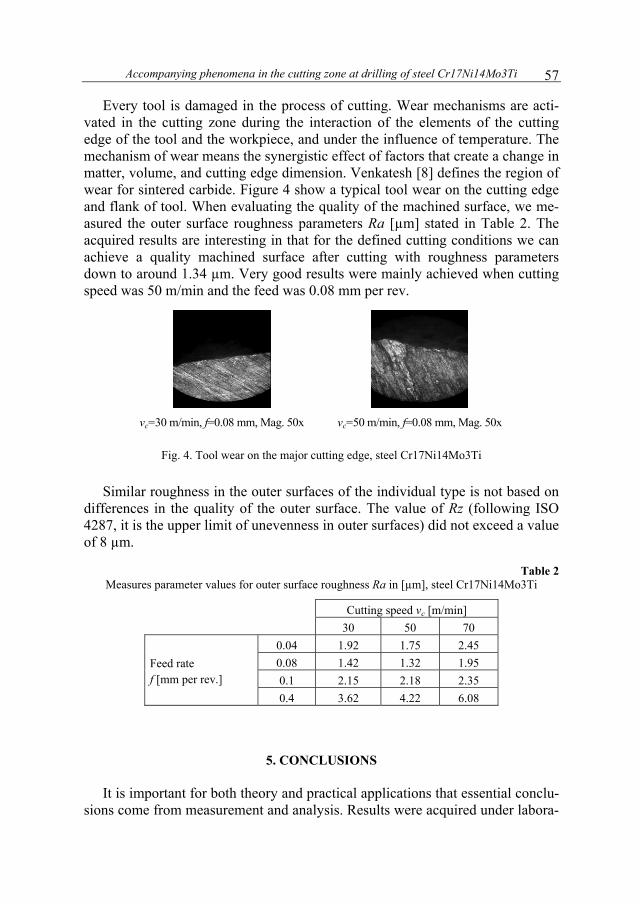
Accompanying phenomena in the cutting zone at drilling of steel Cr17Ni14Mo3Ti 57
Every tool is damaged in the process of cutting. Wear mechanisms are acti-vated in the cutting zone during the interaction of the elements of the cutting edge of the tool and the workpiece, and under the influence of temperature. The mechanism of wear means the synergistic effect of factors that create a change in matter, volume, and cutting edge dimension. Venkatesh [8] defines the region of wear for sintered carbide. Figure 4 show a typical tool wear on the cutting edge and flank of tool. When evaluating the quality of the machined surface, we me-asured the outer surface roughness parameters Ra [µm] stated in Table 2. The acquired results are interesting in that for the defined cutting conditions we can achieve a quality machined surface after cutting with roughness parameters down to around 1.34 µm. Very good results were mainly achieved when cutting speed was 50 m/min and the feed was 0.08 mm per rev.
vc=30 m/min, f=0.08 mm, Mag. 50x
vc=50 m/min, f=0.08 mm, Mag. 50x
Fig. 4. Tool wear on the major cutting edge, steel Cr17Ni14Mo3Ti
Similar roughness in the outer surfaces of the individual type is not based on
differences in the quality of the outer surface. The value of Rz (following ISO 4287, it is the upper limit of unevenness in outer surfaces) did not exceed a value of 8 µm.
Table 2
Measures parameter values for outer surface roughness Ra in [µm], steel Cr17Ni14Mo3Ti
Cutting speed vc [m/min] 30 50 70
Feed rate f [mm per rev.]
0.04 1.92 1.75 2.45 0.08 1.42 1.32 1.95 0.1 2.15 2.18 2.35 0.4 3.62 4.22 6.08
5. CONCLUSIONS
It is important for both theory and practical applications that essential conclu-sions come from measurement and analysis. Results were acquired under labora-

J. Jurko, M. Gajdoš, A. Panda 58
tory conditions and performed in a tool shop. The conclusions are as follows: thermal analysis for the cutting process in the cutting zone, confirmation of sur-face strain hardening (change in mechanical properties) after cutting, for the cutting process, it is necessary to use a tool that has a large cross section so that it can sufficiently dissipate the heat formed from the cutting zone, the wear of cutting tools may also affect the selection of appropriate geometry, mainly the positive angle of the front of the tool as well as the required high surface quality of the tool’s effective area, use vibration in the cutting process system to im-prove the process of removing shavings if allowed by the required outer surface quality after cutting, ensure the technological discipline of workers (maintenance of conditions contained in technical documentation).
REFERENCES
[1] Gunn, R.N., Duplex stainless steels, microstructure, properties and applications, Ed. Abing-ton Publishing, 1997
[2] Jiang, L.-Hänninen, H.-Paro, J.-Kauppinen, V., Active Wear and Failure Mechanisms of TiN-Coated High Speed Steel and TiN-Coated Cemented Carbide Tools When Machining Powder Metallurgically Made Stainless Steels. „Metallurgical and Materials Transactions” 9/1996, p.2796-2808
[3] Jurko, J.-Lukovics, I., Vŕtanie technologická metóda výroby dier. Zlín, 2007, p.191 [4] Jurko, J., Plastická deformácia v procese rezania. Prešov, 2007, p.132 [5] Ohtani, T., Cutting force characteristics in machining of hardened steel. Bull. Japan Soc. of
Prec. Eng., (2):127-129, 1986 [6] Oxley,P.L.B., Mechanics of Metal Cutting. Intern. Conf. in Prod. Eng., Pittsburg, 1963, p.50 [7] Subramanian, C.-Strafford, K.N.-Wilks, T.P.-Ward, L.P.-McPhee, M.A., Performance
evaluation of TiN-coated twist drills using force measurement and microscopy. Surf. Coat. Technol., 62(1-3):85, 1983
[8] Venkatesh,V.C.-Satchithanandam, H.A., A Discussion on Tool Life Criteria and Tool Failure Causes. ANNALS OF THE CIRP, 29, 1, p.19-22
[9] Weber, H.-Loladze,T.N., Grundlagen des Spanens. VEB Verlag Technik Berlin, 1986 [10] Zaborowski, T., Ekowytwarzanie. Gorzow Wlkp. : IBEN Gorzow Wlkp., 2007, p.100 [11] Yang, J.A.-Jaganathan V., A., New Dynamic Model for Drilling and Reaming Process,
International Journal of Machine Tools & Manufacture 42/2002, p.299-311
Referee: prof. dr hab. inż. Stanisław ADAMCZAK
Assoc.Prof., Ph.D., Eng. Jozef Jurko, Technical university in Košice, Faculty of manufacturing technologies, Štúrova 31, 080 01 Prešov, tel. +421 (51) 7722603, [email protected] Eng. Mário Gajdoš, ELBA a.s. Kremnica, ČSA 264/58 967 01 Kremnica, tel. +421 (45) 6704 380, [email protected] Assoc.Prof., Ph.D., Eng. Anton Panda, Technical university in Košice, Faculty of manufacturing technologies, Štúrova 31, 080 01 Prešov, tel. +421 (51) 7722603, [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
NIKOLA PANCHEV
THE MEASUREMENT OF THE FORM AND POSITION DEVIATIONS OF SURFACES AND AXES OF LARGE-SCALED
ROTATIONAL MACHINE PARTS
Abstract: There are methods and means for the measurement of the form and position of impor-tant surfaces of large-scaled machine parts which have been developed at the Coordinate measurements research laboratory at the Technical university of Sofia. A system for the measurement of the roundness deviation is described. It is based on a multi-stage prism and on a measurement method for the mea-surement form and position deviations with respect to a virtual datum.
Keywords: form and position deviations, large-scaled machine parts, virtual datum axis
1. INTRODUCTION
There is high demand on the geometry of the important cylindrical surfaces of
number of large-scaled machine parts such as turbine shafts, crankshafts, press rolls, etc. For instance, the tolerances on the diameters and on the form of the bearing surfaces of the turbine shafts at the nuclear power plants are in the range of 0,02 – 0,04 mm, where the weight of these shafts reaches some tens of tons and their length is about 10 m. This fact gives a reason to relate such parts to precise machine parts, and their production to the precision engineering. In this aspect, the metrological assurance of their production, operation and repair work is a today’s big problem. The heavy weight, large overall dimensions and the significant deformations that they cause, as well as the difficulties related to the design and the operation, make it hard and even impossible to use classical measuring schemes and instruments.
The methods and measuring instruments that have been developed in the Coordi-nate measurement research laboratory at the TU – Sofia can be used to solve a part of these problems. Two of them will be described below.
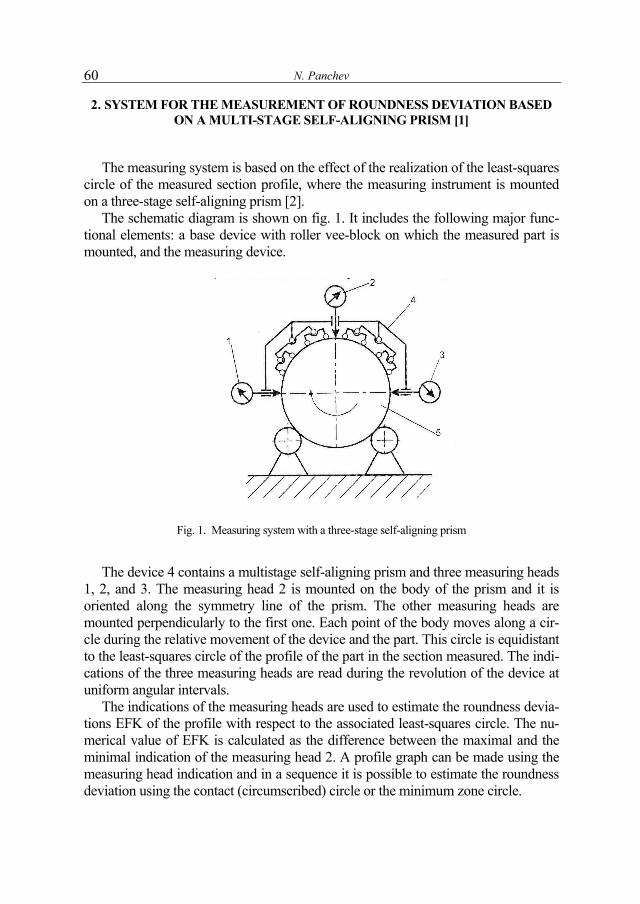
N. Panchev 60
2. SYSTEM FOR THE MEASUREMENT OF ROUNDNESS DEVIATION BASED ON A MULTI-STAGE SELF-ALIGNING PRISM [1]
The measuring system is based on the effect of the realization of the least-squares
circle of the measured section profile, where the measuring instrument is mounted on a three-stage self-aligning prism [2].
The schematic diagram is shown on fig. 1. It includes the following major func-tional elements: a base device with roller vee-block on which the measured part is mounted, and the measuring device.
Fig. 1. Measuring system with a three-stage self-aligning prism
The device 4 contains a multistage self-aligning prism and three measuring heads
1, 2, and 3. The measuring head 2 is mounted on the body of the prism and it is oriented along the symmetry line of the prism. The other measuring heads are mounted perpendicularly to the first one. Each point of the body moves along a cir-cle during the relative movement of the device and the part. This circle is equidistant to the least-squares circle of the profile of the part in the section measured. The indi-cations of the three measuring heads are read during the revolution of the device at uniform angular intervals.
The indications of the measuring heads are used to estimate the roundness devia-tions EFK of the profile with respect to the associated least-squares circle. The nu-merical value of EFK is calculated as the difference between the maximal and the minimal indication of the measuring head 2. A profile graph can be made using the measuring head indication and in a sequence it is possible to estimate the roundness deviation using the contact (circumscribed) circle or the minimum zone circle.
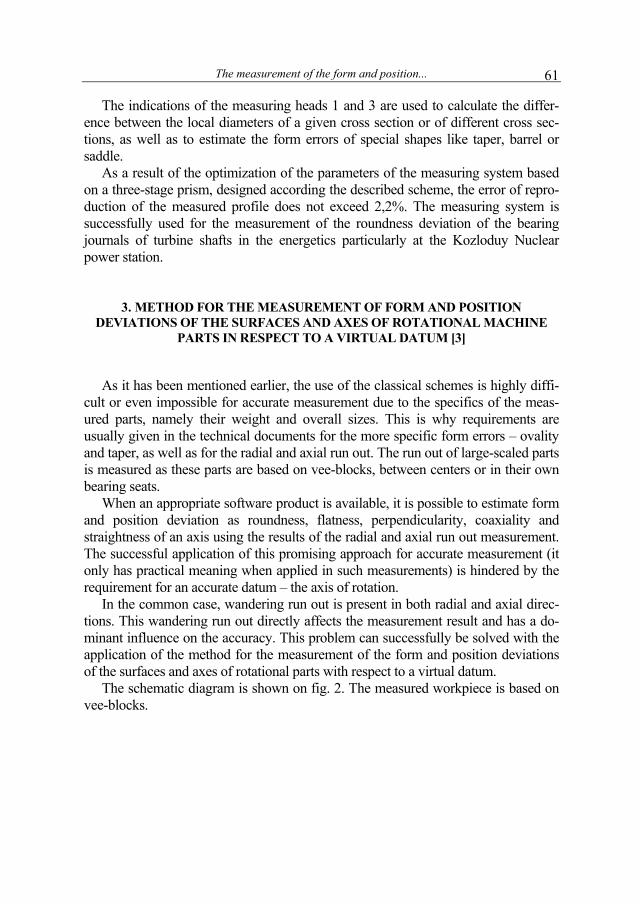
The measurement of the form and position... 61
The indications of the measuring heads 1 and 3 are used to calculate the differ-ence between the local diameters of a given cross section or of different cross sec-tions, as well as to estimate the form errors of special shapes like taper, barrel or saddle.
As a result of the optimization of the parameters of the measuring system based on a three-stage prism, designed according the described scheme, the error of repro-duction of the measured profile does not exceed 2,2%. The measuring system is successfully used for the measurement of the roundness deviation of the bearing journals of turbine shafts in the energetics particularly at the Kozloduy Nuclear power station.
3. METHOD FOR THE MEASUREMENT OF FORM AND POSITION
DEVIATIONS OF THE SURFACES AND AXES OF ROTATIONAL MACHINE PARTS IN RESPECT TO A VIRTUAL DATUM [3]
As it has been mentioned earlier, the use of the classical schemes is highly diffi-
cult or even impossible for accurate measurement due to the specifics of the meas-ured parts, namely their weight and overall sizes. This is why requirements are usually given in the technical documents for the more specific form errors – ovality and taper, as well as for the radial and axial run out. The run out of large-scaled parts is measured as these parts are based on vee-blocks, between centers or in their own bearing seats.
When an appropriate software product is available, it is possible to estimate form and position deviation as roundness, flatness, perpendicularity, coaxiality and straightness of an axis using the results of the radial and axial run out measurement. The successful application of this promising approach for accurate measurement (it only has practical meaning when applied in such measurements) is hindered by the requirement for an accurate datum – the axis of rotation.
In the common case, wandering run out is present in both radial and axial direc-tions. This wandering run out directly affects the measurement result and has a do-minant influence on the accuracy. This problem can successfully be solved with the application of the method for the measurement of the form and position deviations of the surfaces and axes of rotational parts with respect to a virtual datum.
The schematic diagram is shown on fig. 2. The measured workpiece is based on vee-blocks.
N. Panchev 62
Fig. 2. Method for the measurement of the form and position deviations realizing a virtual datum
Two reference rings 1 and 2 are approximately coaxially fastened to the both end
faces of the measured part. The roundness deviations of the two rings in marked sections, as well as the flatness deviation of one of them (ring 2 on fig. 2) are either preliminary calibrated, or insignificant.
The radial and axial run out of a necessary number of cross sections and front faces, incluting these marked on the two rings are measured simultaneously during one revolution of the part using the measuring head 4. The radial run out measuring results are recalculated trough their reference to a virtual axis. The axial run out measurement results are also recalculated through their reference to a plane, which is perpendicular to the virtual axis. These recalculations are made by including correc-tions for both the wandering radial and axial run out.
The virtual datum, namely the virtual datum axis, is defined in a Cartesian coor-dinate system XYZ as a straight line passing through the centroids of the points of the instantaneous axes of rotation in the marked cross sections of the two rings.
The developed method can be applied in the conditions of the shopfloor using simple and not very expensive measuring instruments. It is capable of ensuring high accuracy, productivity and economical effectiveness of the measuring process.
The approbation of the developed measurement method and system proves their very good metrological and operational capabilities. The present work of the labora-tory research associates are oriented to the optimization of the design and the sche-matic concepts of the discussed measuring systems and their introduction to the practice, as well as to the development of new ones.
4. CONCLUSION
4.1. The measurement of the form and position deviations of the important rota-
tional surfaces of large-scaled machine parts is a serious metrological problem. The specificity of the measurands (heavy weight and overall dimensions) makes the application of the classical methods of measurement very hard or even impossible.
The measurement of the form and position... 63
4.2. Part of the problems can successfully solved by the use of the measurement
methods and systems developed at the Coordinate measurement research laboratory at the TU – Sofia. They ensure high accuracy, productivity and economical effec-tiveness of the measuring process.
REFERENCES [1] Diakov D., The measurement of the form and position deviations of external rota-
tional surfaces of large-scaled machine parts, Doctoral thesis, Technical university of Sofia, 2000
[2] Гебель И. Д., А. Д. Зыков и др., Опыт разработки и эксплуатации в объединении им. Свердлова приборов для измерения некруглости. ЛДНП - серия “Улучшение качества промышленной продукции”, Л. 1971. (Gebel I. D., A. D. Sikov. Experience of development and operation of roundness measuring in-struments at the Sverdlov Association. LDNP series “Improvement of the quality of the industrial production”, L 1971).
[3] Radev H., Method for the measurement of the form and position deviations of sur-faces and axes of rotational machine parts with respect to a virtual datum, Patent W65 4 61 B1, BG.
Referee: dr hab. inż. Sabina ŻEBROWSKA-ŁUCYK, prof. nadzw. Nikola Panchev, M.Sc. Eng. NIK47 Ltd., 6 Rogoshko shosse, 4003 Plovdiv, Bulgaria, [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
KRZYSZTOF PISKORSKI, HENRYK M. PRZEWŁOCKI
INVESTIGATION OF FLAT-BAND VOLTAGE DISTRIBUTIONS OVER THE GATE AREA OF Al-SiO2-Si STRUCTURES
A new, high precision photoelectric measurement method of the local flat-band voltage VFB values in MOS structures has been developed. This method, called SLPT (Scanning Light Pulse Technique) consists in scanning the whole gate area with the small light spot, which allows deter-mination of the local VFB value distribution over the gate area. It was found that in Al-SiO2-Si structures the local values of VFB in the central part of the metal gate are higher than at gate cor-ners. This characteristic non-uniform, dome-like shape of VFB(x,y) distribution over the gate area was obtained for many MOS structures made in different technological processes.
To confirm these results the measurements of the VFB voltage by classical C(V) characteristics method were performed. It turned out that VFB values (for the entire gate area) decrease monotoni-cally with the R-ratio of the gate perimeter to gate area. Such behavior confirms that local VFB values in the vicinity of gate edges are lower than in the central part of the gate.
It supports our hypothesis that the mechanical stress existing in the oxide under the metal gate of the MOS structure has a dominating influence on the shape of the VFB(x,y) distribution.
Keywords: flat-band voltage, MOS structure
1. INTRODUCTION
Photoelectric measurement methods allow extremely sensitive and accurate determination of some electrical parameters of MOS structure. One of these parameters is effective contact potential difference φMS which is a very important parameter, since it is a component of flat-band voltage in semiconductor VFB. Photoelectric measurement method of φMS worked out in our laboratory [1] al-lows determination of local values of φMS by using small spot of UV light beam and measuring their values in different positions over the gate area. It was pre-viously shown [2] that φMS has characteristic dome-like shape of distribution over the gate area with highest values in the middle of the gate and lowest values at gate corners. A model has been worked out [2] which correctly reproduces the shape of the φMS(x,y) distribution. An example of typical distribution calculated using this model is shown in Fig. 1 (on the left).
We ascribe this characteristic distribution of φMS local values to the non uni-form distribution of the mechanical stress in the dielectric layer under the metal
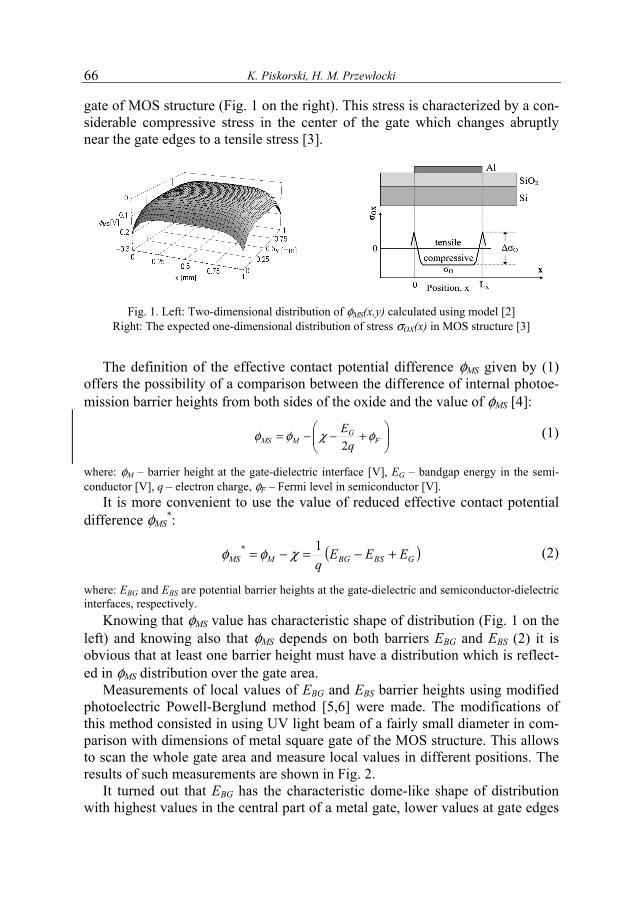
K. Piskorski, H. M. Przewłocki 66
gate of MOS structure (Fig. 1 on the right). This stress is characterized by a con-siderable compressive stress in the center of the gate which changes abruptly near the gate edges to a tensile stress [3].
Fig. 1. Left: Two-dimensional distribution of φMS(x,y) calculated using model [2]
Right: The expected one-dimensional distribution of stress σOX(x) in MOS structure [3]
The definition of the effective contact potential difference φMS given by (1) offers the possibility of a comparison between the difference of internal photoe-mission barrier heights from both sides of the oxide and the value of φMS [4]:
⎟⎟⎠
⎞⎜⎜⎝
⎛+−−= F
GMMS q
E φχφφ2
(1)
where: φM – barrier height at the gate-dielectric interface [V], EG – bandgap energy in the semi-conductor [V], q – electron charge, φF – Fermi level in semiconductor [V].
It is more convenient to use the value of reduced effective contact potential difference φMS
*:
( )GBSBGMMS EEEq
+−=−= 1* χφφ (2)
where: EBG and EBS are potential barrier heights at the gate-dielectric and semiconductor-dielectric interfaces, respectively.
Knowing that φMS value has characteristic shape of distribution (Fig. 1 on the left) and knowing also that φMS depends on both barriers EBG and EBS (2) it is obvious that at least one barrier height must have a distribution which is reflect-ed in φMS distribution over the gate area.
Measurements of local values of EBG and EBS barrier heights using modified photoelectric Powell-Berglund method [5,6] were made. The modifications of this method consisted in using UV light beam of a fairly small diameter in com-parison with dimensions of metal square gate of the MOS structure. This allows to scan the whole gate area and measure local values in different positions. The results of such measurements are shown in Fig. 2.
It turned out that EBG has the characteristic dome-like shape of distribution with highest values in the central part of a metal gate, lower values at gate edges

Investigation of flat-band voltage distributions … 67
and lowest at gate corners. The EBS barrier height distribution has random cha-racter which is close to uniform in shape. The amplitude of the distribution is relatively large for EBG barrier. Hence, it is the EBG(x,y) barrier height distribu-tion which determines the shape of the φMS(x,y) distribution over the gate area.
Fig. 2. Two-dimensional distribution of a) EBG and b) EBS barrier heights measured using
modified Powell method
As previously mentioned the φMS value influences the flat-band voltage VFB. This voltage is a very important parameter of MOS structures and influences the threshold voltage VT, which, among others, determines the power consumption of MOS transistors. The flat-band voltage VFB is given as [4]:
OX
effMSFB C
QV −= φ (3)
where: Qeff – effective charge in dielectric [C/cm2], COX – dielectric capacity [F/cm2]. On the basis of the above formula and previous measurement results of
φMS(x,y) and EBG(x,y) distributions one can suspect that VFB also has a characte-ristic dome-like shape of distribution over the gate area. It is the purpose of this research to measure local values of VFB voltage and determine VFB(x,y) distribu-tion over the gate area of MOS structure.
2. INVESTIGATION METHODOLOGY
The photoelectric LPT (Light Pulse Technique) method is used for the direct measurement of average (the light spot is of the same dimension as the dimen-sion of the gate) value of flat-band voltage VFB. The principle of this method consists in illuminating the semitransparent gate of MOS structure by a series of light pulses and measuring the output current which is a function of the potential applied to the MOS structure gate. The magnitude of these current pulses de-pends on semiconductor surface potential φS and when φS = 0 the pulses disap-pear. Hence, by finding the dependence of magnitude of these current peaks (the
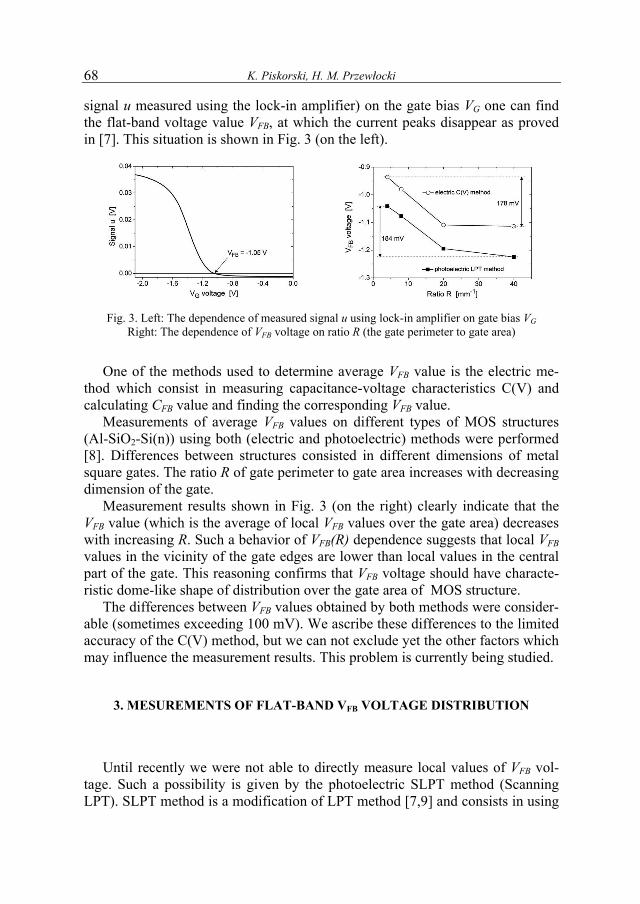
K. Piskorski, H. M. Przewłocki 68
signal u measured using the lock-in amplifier) on the gate bias VG one can find the flat-band voltage value VFB, at which the current peaks disappear as proved in [7]. This situation is shown in Fig. 3 (on the left).
Fig. 3. Left: The dependence of measured signal u using lock-in amplifier on gate bias VG
Right: The dependence of VFB voltage on ratio R (the gate perimeter to gate area)
One of the methods used to determine average VFB value is the electric me-thod which consist in measuring capacitance-voltage characteristics C(V) and calculating CFB value and finding the corresponding VFB value.
Measurements of average VFB values on different types of MOS structures (Al-SiO2-Si(n)) using both (electric and photoelectric) methods were performed [8]. Differences between structures consisted in different dimensions of metal square gates. The ratio R of gate perimeter to gate area increases with decreasing dimension of the gate.
Measurement results shown in Fig. 3 (on the right) clearly indicate that the VFB value (which is the average of local VFB values over the gate area) decreases with increasing R. Such a behavior of VFB(R) dependence suggests that local VFB values in the vicinity of the gate edges are lower than local values in the central part of the gate. This reasoning confirms that VFB voltage should have characte-ristic dome-like shape of distribution over the gate area of MOS structure.
The differences between VFB values obtained by both methods were consider-able (sometimes exceeding 100 mV). We ascribe these differences to the limited accuracy of the C(V) method, but we can not exclude yet the other factors which may influence the measurement results. This problem is currently being studied.
3. MESUREMENTS OF FLAT-BAND VFB VOLTAGE DISTRIBUTION
Until recently we were not able to directly measure local values of VFB vol-
tage. Such a possibility is given by the photoelectric SLPT method (Scanning LPT). SLPT method is a modification of LPT method [7,9] and consists in using
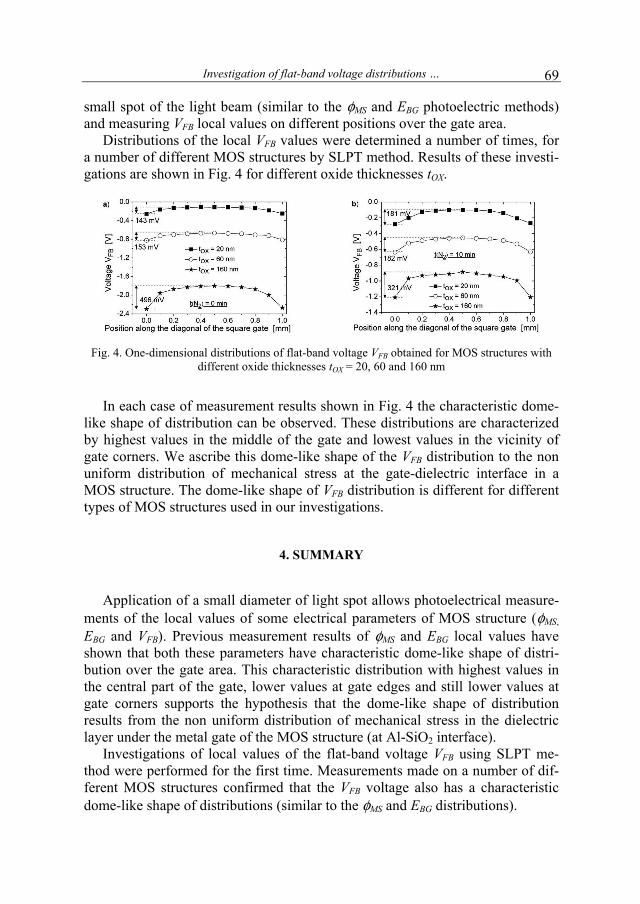
Investigation of flat-band voltage distributions … 69
small spot of the light beam (similar to the φMS and EBG photoelectric methods) and measuring VFB local values on different positions over the gate area.
Distributions of the local VFB values were determined a number of times, for a number of different MOS structures by SLPT method. Results of these investi-gations are shown in Fig. 4 for different oxide thicknesses tOX.
Fig. 4. One-dimensional distributions of flat-band voltage VFB obtained for MOS structures with
different oxide thicknesses tOX = 20, 60 and 160 nm
In each case of measurement results shown in Fig. 4 the characteristic dome-like shape of distribution can be observed. These distributions are characterized by highest values in the middle of the gate and lowest values in the vicinity of gate corners. We ascribe this dome-like shape of the VFB distribution to the non uniform distribution of mechanical stress at the gate-dielectric interface in a MOS structure. The dome-like shape of VFB distribution is different for different types of MOS structures used in our investigations.
4. SUMMARY
Application of a small diameter of light spot allows photoelectrical measure-ments of the local values of some electrical parameters of MOS structure (φMS,
EBG and VFB). Previous measurement results of φMS and EBG local values have shown that both these parameters have characteristic dome-like shape of distri-bution over the gate area. This characteristic distribution with highest values in the central part of the gate, lower values at gate edges and still lower values at gate corners supports the hypothesis that the dome-like shape of distribution results from the non uniform distribution of mechanical stress in the dielectric layer under the metal gate of the MOS structure (at Al-SiO2 interface).
Investigations of local values of the flat-band voltage VFB using SLPT me-thod were performed for the first time. Measurements made on a number of dif-ferent MOS structures confirmed that the VFB voltage also has a characteristic dome-like shape of distributions (similar to the φMS and EBG distributions).

K. Piskorski, H. M. Przewłocki 70
REFERENCES
[1] H. M. Przewłocki, Microel. Reliab., vol. 40(4-5), p. 581-584, 2000. [2] A. Kudła, H. M. Przewłocki, et al., Thin Solid Films, vol. 450, p. 203-206, 2004. [3] S. M. Hu, J. Appl. Phys., vol. 70(6), p. 53-80, 1991. [4] E. H. Nicollian, J. R. Brews, John Wiley & sons, New York, 1982. [5] K. Piskorski, H. M. Przewłocki, Bull. of the Pol. Acad. of Sci., vol. 54(4), p. 461-468, 2006. [6] H. M. Przewłocki, K. Piskorski, et al., Thin Solid Films, vol. 516, p. 4184-4189, 2008. [7] A. Jakubowski, S. Krawczyk, Electron Technology, vol. 11(1/2), p. 23-35, 1978. [8] H. M. Przewłocki, H. Z. Massoud, et al., Microel. Engineering, vol. 72, p.165-173, 2004. [9] O. Engstrom, A. Carlsson, J. Appl. Phys., vol. 54 (9), p. 5245-5251, 1983.
Recenzent: prof. dr hab. inż. Stanisław PŁASKA
BADANIE ROZKŁADÓW PRZESTRZENNYCH NAPIĘCIA WYPROSTOWANYCH PASM W PÓŁPRZEWODNIKU VFB
W PŁASZCZYŹNIE POWIERZCHNI BRAMKI STRUKTUR MOS (Al-SiO2-Si)
S t r e s z c z e n i e
Opracowano nową, dokładną fotoelektryczną metodę pomiaru lokalnych wartości napięcia wyprostowanych pasm VFB w półprzewodniku w strukturze MOS. Metoda SLPT (Scanning Light Pulse Technique) pozwala na pomiar lokalnych wartości VFB bardzo małą plamką światła (mniej-szą od rozmiarów bramki struktury MOS) w różnych miejscach na strukturze i tym samym pozwa-la określić rozkład przestrzenny VFB(x,y) w płaszczyźnie powierzchni bramki struktury MOS. Wykazano, że rozkład napięcia VFB(x,y) dla struktur MOS (Al-SiO2-Si) ma charakterystyczny kształt z wartościami największymi na środku oraz najmniejszymi na rogach kwadratowej bramki.
Przeprowadzono pomiary elektryczne charakterystyk C(V) struktur MOS, na podstawie któ-rych wyznaczono wartości napięć VFB. Pomiary te wykonano na strukturach MOS o różnej wielko-ści kwadratowej bramki, czyli o różnym stosunku R obwodu do powierzchni tej bramki. Wykaza-no, że wartości VFB maleją wraz ze wzrostem stosunku R, co jest potwierdzeniem faktu, że warto-ści VFB w pobliżu krawędzi kwadratowej bramki są mniejsze od tych w środkowej części bramki.
We wcześniejszych badaniach wykazano, że efektywna kontaktowa różnica potencjałów φMS oraz bariera potencjału na granicy metal-dielektryk EBG mają także charakterystyczny kształt rozkładu w płaszczyźnie powierzchni bramki struktury MOS. Wyniki te potwierdzają hipotezę, że rozkład ten jest spowodowany wpływem naprężeń mechanicznych panujących w dielektryku pod powierzchnią metalowej bramki struktury MOS.
Słowa kluczowe: napięcie wyprostowanych pasm w półprzewodniku, struktura MOS
M.Sc., Eng. Krzysztof Piskorski 1)
Prof., D.Sc., Ph.D., Eng. Henryk M. Przewłocki 2)
Department of Characterisation of Nanoelectronic Structures, Institute of Electron Technology, Al. Lotnikow 32/46, 02-668 Warsaw, 1) tel. (022) 548 77 26, e-mail: [email protected]. 2) tel. (022) 548 77 50, e-mail: [email protected].

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
JACEK REINER, MARIUSZ MRZYGŁÓD
WYBRANE METODY INSPEKCJI WIZYJNEJ POWIERZCHNI METALOWYCH
W artykule przedstawiono opracowane, dedykowane metody oświetlania i akwizycji obrazów oraz algorytmy widzenia maszynowego dla wyrobów metalowych, takie jak: metodę wykrywania wad materiałowych i kształtu na powierzchniach silnie refleksyjnych, metodę wykrywania subtel-nych wad powierzchni wynikających z błędów technologicznych np.: od narzędzia obróbkowego oraz metodę detekcji rozwarstwienia materiału z wykorzystaniem kamery matrycowej i fotome-trii. Opracowane algorytmy zostały zaimplementowane w trzech urządzeniach do automatycznej kontroli jakości czół wałeczków łożysk tocznych.
Słowa kluczowe: systemy wizyjne, kontrola jakości wytwarzania
1. WSTĘP Powierzchnie swobodne i silnie refleksyjne, np. metalowe po obróbce szlifo-
waniem, sprawiają trudności dla inspekcji wizyjnej jakości. Wynika to ze zmiany kierunku normalnej badanej powierzchni względem układu oświetlającego i ka-mery oraz niesymetrycznej charakterystyki rozpraszania światła, w której dominu-jący udział przejmuje odbicie zwierciadlane nad rozpraszaniem lambertowskim [1].
Inspekcja wizyjna jakości powierzchni jest zadaniem trudniejszym niż pomiary geometryczne, gdyż w tym przypadku mamy do czynienia z koniecznością „wy-szukania” obiektów, których zarówno położenie, kształt oraz poziom refleksyjno-ści nie są stałe i jednoznacznie zdefiniowane. Dodatkowym utrudnieniem bywa konieczność rozróżniania czy wyszukany obiekt jest rzeczywistą wadą po-wierzchni czy tylko pozostałością po procesie technologicznym np.: ślad narzędzia obróbkowego, plama po procesie hartowania, etc. Jak dla większości metod kon-trastowych, pewność działania inspekcji jakości powierzchni, w decydującym stopniu jest uzależniona od wizyjnej rozróżnialności między wadą a jej otocze-niem czyli tłem. Wyzwaniem pozostaje zatem taki dobór konfiguracji układu oświetleniowego i optycznego, aby uzyskać maksymalizację kontrastu wada-tło.
J. Reiner, M. Mrzygłód 72
2. INSPEKCJA POWIERZCHNI
2.1 Wady materiałowe i kształtu na powierzchniach silnie refleksyjnych
Dla powierzchni metalowych charakteryzujących się wysoką refleksyjnością, np. po procesie szlifowania czy dogładzania, opracowano metodę akwizycji, umożliwiającą bardzo skuteczną i szybką detekcję wad powierzchni silnie re-fleksyjnych [2]. Główna idea tego rozwiązania polega na tym, że buduje się układ składający się z kamery, badanej powierzchni oraz odpowiednio przygo-towanej powierzchni odniesienia. Kamerę oraz powierzchnię odniesienia umieszcza się w taki sposób, że w kamerze rejestrowany jest obraz powierzchni odniesienia odbijający się w badanej powierzchni, przy czym ostrość kamery ustawia się na badaną powierzchnię. W ten sposób w kamerze uzyskuje się ob-raz składający się z jasnego tła z ciemnymi plamami w miejscach gdzie wystąpi-ło zakłócenie ciągłości refleksyjności powierzchni. Metoda ta pozwala na wy-krywanie takich wad jak: pęknięcia, wtrącenia niemetaliczne, ubytki materiało-we, przebicia (pozostałości nieobrobionej powierzchni z poprzedzającej operacji technologicznej), itp. Przy odpowiednim uformowaniu powierzchni odniesienia, przykładowo poprzez jej zawężenie i otoczenie strefami ciemnymi, uzyskuje się efekt dodatkowego wzmocnienia kontrastu, który pozwala na wykrywanie zabu-rzeń, falistości a nawet chropowatości oraz inspekcję kierunkowości śladów narzędzia obróbkowego.
Powyższa metoda została zaimplementowana do wykrywania ubytków mate-riałowych na powierzchniach czół wałeczków łożysk. Dzięki dużemu kontra-stowi między wadą a jej tłem, segmentacja wady realizowana jest za pomocą prostego algorytmu progowania przy stałym poziomie. Uzyskany w ten sposób obraz jest binaryzowany, gdzie poziomem wysokim oznaczone są fragmenty powierzchni z potencjalnymi wadami, a poziomem niskim tło. Następnie wyni-kowy obraz jest poddawany operacji morfologicznego domknięcia, dzięki czemu połączone zostaną drobne nieciągłości obszarów wady i wygładzona linia brze-gowa. W celu określenia wielkości wad obraz zostaje poddany operacji kontu-rowania, a następnie dla każdej wady budowany jest łańcuch współrzędnych punktów jej linii brzegowej. Na podstawie którego wyliczana jest wielkość wa-dy, określona, jako maksymalna odległość między dwoma dowolnymi punkami linii brzegowej oraz pole powierzchni wady. Powyższe cechy wprowadzane są do klasyfikatora, który określa czy zidentyfikowany obiekt jest wadą krytyczną, czy też nie.
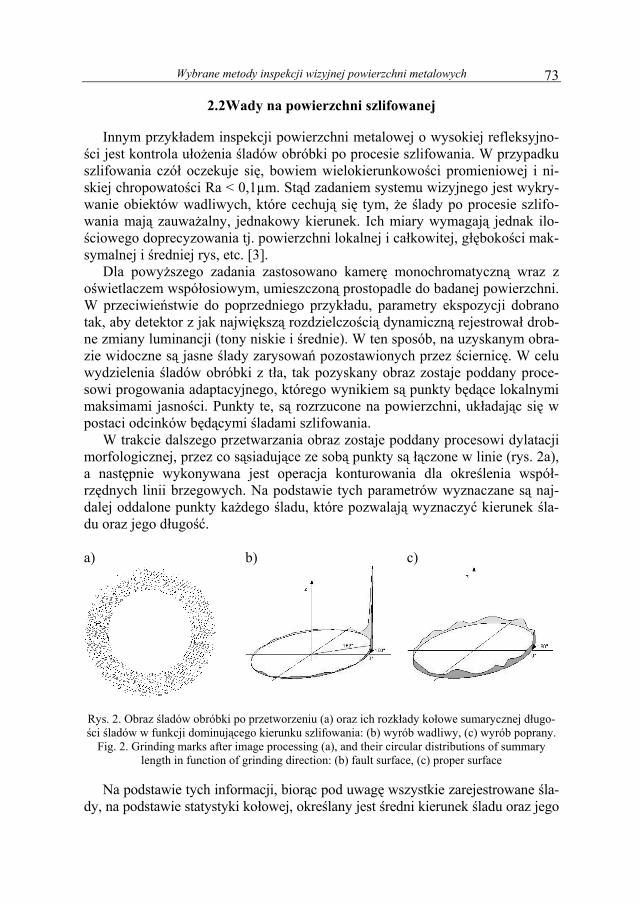
Wybrane metody inspekcji wizyjnej powierzchni metalowych 73
2.2Wady na powierzchni szlifowanej
Innym przykładem inspekcji powierzchni metalowej o wysokiej refleksyjno-ści jest kontrola ułożenia śladów obróbki po procesie szlifowania. W przypadku szlifowania czół oczekuje się, bowiem wielokierunkowości promieniowej i ni-skiej chropowatości Ra < 0,1µm. Stąd zadaniem systemu wizyjnego jest wykry-wanie obiektów wadliwych, które cechują się tym, że ślady po procesie szlifo-wania mają zauważalny, jednakowy kierunek. Ich miary wymagają jednak ilo-ściowego doprecyzowania tj. powierzchni lokalnej i całkowitej, głębokości mak-symalnej i średniej rys, etc. [3].
Dla powyższego zadania zastosowano kamerę monochromatyczną wraz z oświetlaczem współosiowym, umieszczoną prostopadle do badanej powierzchni. W przeciwieństwie do poprzedniego przykładu, parametry ekspozycji dobrano tak, aby detektor z jak największą rozdzielczością dynamiczną rejestrował drob-ne zmiany luminancji (tony niskie i średnie). W ten sposób, na uzyskanym obra-zie widoczne są jasne ślady zarysowań pozostawionych przez ściernicę. W celu wydzielenia śladów obróbki z tła, tak pozyskany obraz zostaje poddany proce-sowi progowania adaptacyjnego, którego wynikiem są punkty będące lokalnymi maksimami jasności. Punkty te, są rozrzucone na powierzchni, układając się w postaci odcinków będącymi śladami szlifowania.
W trakcie dalszego przetwarzania obraz zostaje poddany procesowi dylatacji morfologicznej, przez co sąsiadujące ze sobą punkty są łączone w linie (rys. 2a), a następnie wykonywana jest operacja konturowania dla określenia współ-rzędnych linii brzegowych. Na podstawie tych parametrów wyznaczane są naj-dalej oddalone punkty każdego śladu, które pozwalają wyznaczyć kierunek śla-du oraz jego długość.
a) b) c)
Rys. 2. Obraz śladów obróbki po przetworzeniu (a) oraz ich rozkłady kołowe sumarycznej długo-ści śladów w funkcji dominującego kierunku szlifowania: (b) wyrób wadliwy, (c) wyrób poprany.
Fig. 2. Grinding marks after image processing (a), and their circular distributions of summary length in function of grinding direction: (b) fault surface, (c) proper surface
Na podstawie tych informacji, biorąc pod uwagę wszystkie zarejestrowane śla-
dy, na podstawie statystyki kołowej, określany jest średni kierunek śladu oraz jego
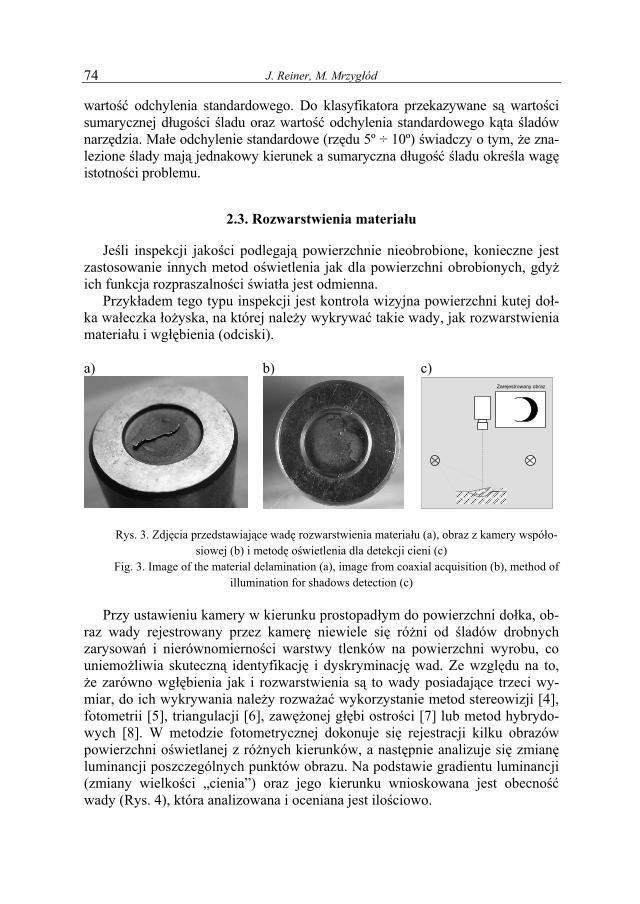
J. Reiner, M. Mrzygłód 74
wartość odchylenia standardowego. Do klasyfikatora przekazywane są wartości sumarycznej długości śladu oraz wartość odchylenia standardowego kąta śladów narzędzia. Małe odchylenie standardowe (rzędu 5º ÷ 10º) świadczy o tym, że zna-lezione ślady mają jednakowy kierunek a sumaryczna długość śladu określa wagę istotności problemu.
2.3. Rozwarstwienia materiału
Jeśli inspekcji jakości podlegają powierzchnie nieobrobione, konieczne jest zastosowanie innych metod oświetlenia jak dla powierzchni obrobionych, gdyż ich funkcja rozpraszalności światła jest odmienna.
Przykładem tego typu inspekcji jest kontrola wizyjna powierzchni kutej doł-ka wałeczka łożyska, na której należy wykrywać takie wady, jak rozwarstwienia materiału i wgłębienia (odciski).
a) b) c)
Zarejestrowany obraz
Rys. 3. Zdjęcia przedstawiające wadę rozwarstwienia materiału (a), obraz z kamery współo-siowej (b) i metodę oświetlenia dla detekcji cieni (c)
Fig. 3. Image of the material delamination (a), image from coaxial acquisition (b), method of illumination for shadows detection (c)
Przy ustawieniu kamery w kierunku prostopadłym do powierzchni dołka, ob-
raz wady rejestrowany przez kamerę niewiele się różni od śladów drobnych zarysowań i nierównomierności warstwy tlenków na powierzchni wyrobu, co uniemożliwia skuteczną identyfikację i dyskryminację wad. Ze względu na to, że zarówno wgłębienia jak i rozwarstwienia są to wady posiadające trzeci wy-miar, do ich wykrywania należy rozważać wykorzystanie metod stereowizji [4], fotometrii [5], triangulacji [6], zawężonej głębi ostrości [7] lub metod hybrydo-wych [8]. W metodzie fotometrycznej dokonuje się rejestracji kilku obrazów powierzchni oświetlanej z różnych kierunków, a następnie analizuje się zmianę luminancji poszczególnych punktów obrazu. Na podstawie gradientu luminancji (zmiany wielkości „cienia”) oraz jego kierunku wnioskowana jest obecność wady (Rys. 4), która analizowana i oceniana jest ilościowo.
Wybrane metody inspekcji wizyjnej powierzchni metalowych 75
W omawianym przykładzie opracowano oświetlacz pierścieniowy podzielo-ny na trzy sekcje o kącie rozwarcia 120º, umieszczony w odległości około 40 mm nad testowaną powierzchnią. W fazie akwizycji rejestrowane są 3 obrazy, każdy przy zapalonej innej sekcji oświetlacza. W pierwszym kroku przetwarza-nia budowany jest obraz odniesienia, jako uśrednienie wartości jasności każdego punktu z pozyskanych trzech obrazów. Ze względu na to, że poszczególne punk-ty testowanej powierzchni, na każdym z obrazów wejściowych mają różną odle-głość od źródła światła istnieje konieczność wyrównania jasności obrazu uwzględniając średni rozkład natężenia w kierunku prostopadłym do źródeł światła. Następnie dla każdego skorygowanego obrazu wejściowego wyznacza-ny jest obraz, który przedstawia zmianę natężenia oświetlenia w stosunku do obrazu odniesienia. Uzyskane w ten sposób obrazy przedstawiają w postaci jasnych plam miejsca gdzie była duża zmiana natężenia oświetlenia przy zmia-nie kierunku oświetlania, co jest podstawą klasyfikacji.
3. PODSUMOWANIE Przedstawione algorytmy znalazły zastosowanie w Systemie Inspekcji Czół
Wałeczków Łożysk Tocznych, opracowanym wspólnie z Instytutem Technologii Eksploatacji z Radomia oraz Fabryką Łożysk Tocznych (FŁT) w Kraśniku. Trzy systemy takie zostały zainstalowane na liniach produkcyjnych w FŁT i zwali-dowane pozytywnie, spełniające wysokie wymagania wytwórcze przemysłu motoryzacyjnego. Kilkunastomiesięczne testy przemysłowe pozwalają na pozy-tywną i wiarygodną ocenę opracowanych rozwiązań. Należy podkreślić, że na sukces rozwiązania, obok metod oświetlenia i akwizycji oraz algorytmów prze-twarzania, składają się równie ważne metody oczyszczania kontrolowanych powierzchni, manipulacja i separacja wałeczków oraz metodyka wdrożenia sys-temu inspekcyjnego.
PODZIĘKOWANIA
Praca badawcza sfinansowana ze środków Ministra Nauki i Szkolnictwa Wyż-
szego, wykonana w ramach realizacji Programu Wieloletniego pt. „Doskonalenie systemów innowacyjności w produkcji i eksploatacji w latach 2004-2008”.
LITERATURA
[1] Kierkegaard P., Reflection properties of machined metal surfaces, Optical Engineering 35, 1996, s.845-859.
[2] Mrzygłód M., Reiner J., Inspekcja wizyjna jakości powierzchni metalowych po obróbce szlifowaniem. Inżynieria produkcji. Wrocław : Oficyna Wydaw. PWroc., 2006. s. 193-200.
J. Reiner, M. Mrzygłód 76
[3] Beyerer J., Model-based-analysis of groove textures with applications to automated inspection of machined surfaces, Measurement 15, 1995, p.189-199.
[4] Malassiotis S., Strintzis M.G., Stereo vision system for precision dimensional inspection of 3D holes, Machine Vision and Applications, 2004.
[5] Smith M.L., The analysis of surface texture using photometric stereo acquisition and gradient space domain mapping, Image and Vision Computing 17, 1999, s.1009-1019.
[6] Curless B., Levoy M., Better Optical Triangulation through Spacetime Analysis. „Conference on Computer Vision”, czerwiec 1995, s. 987-994.
[7] Bryl R., Machine Vision Approach for Improving Accuracy of Focus-Based Depth Measure-ments, Proceedings of SPIE, the International Society for Optical Engineering, 2008.
[8] Vilaça J.L., Fonseca J.C., Pinho A.M., Non-contact 3D acquisition system based on stereo vision and laser triangulation, Machine Vision and Applications, 2009.
Recenzent: prof. dr hab. inż. Czesław ŁUKIANOWICZ
SELECTED MACHINE VISION METHODS FOR INSPECTION OF METAL PARTS
S u m m a r y
The paper presents developed, dedicated methods for lighting and imagining as well algo-
rithms for material faults and shape of very specular surfaces, fine surface faults identification, caused by cutting tool, and approach for delamination or scab recognition, which is based on matrix camera and photometry. The developed algorithms have been implemented in three ma-chines for automatic quality control for roller bearings.
Key words: machine vision, manufacturing quality inspection
dr inż. Jacek REINER Politechnika Wrocławska, Instytut Technologii Maszyn i Automatyzacji, MVLab e-mail: [email protected] mgr inż. Mariusz MRZYGŁÓD Politechnika Wrocławska, Instytut Technologii Maszyn i Automatyzacji, MVLab e-mail: mariusz.mrzygłó[email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
WITOLD RZODKIEWICZ, ANDRZEJ PANAS
SPECTROSCOPIC ELLIPSOMETRY STUDIES OF ELASTIC AND NON-ELASTIC STRAINS IN Si-SiO2 SYSTEMS
To understand generation mechanisms of elastic and non-elastic strains (decompaction and compaction) in the Si-SiO2 system, it is useful to determine the structural changes of silica under stress. The main aim of the work was to find the proper analytical relationship between refrac-tive index n and density of SiO2 layers on silicon substrates. Such ρ(n) relationship will give possibility to define the elastic and non-elastic strains in SiO2 layers on silicon substrates. For the sake of the quality of silicon substrates surface, before thermal oxidation, all substrate wafers were undergone the interferometric measurements. On the other hand, ellipsometric measurements by using Variable Angle Spectroscopic Ellipsometer of J.A. Woollam Company allowed determina-tion of thicknesses and refractive indexes of silicon dioxide layers. The Hill approximation func-tion curve with three parameters turned out to be the best fitting curve for the experimental data. The Hill curve shows saturation for the density of the oxide to the value c.a. 4.53 g/cm3.
Keywords: spectroscopic ellipsometry,Si-SiO2 system, stress, density, refractive index
1. INTRODUCTION
For decades, thermally grown, amorphous SiO2 has been used as the dielectric material in metal-oxide-semiconductors (MOS) devices such as capacitors, transis-tors, etc. This extensive apply to be justified by the high quality, and the both thermodynamically and electrically stable interface formed between thermally grown silicon dioxide and the silicon substrate. Due to the continuous miniaturi-zation of MOS devices the dielectric/substrate interface becomes critical. There-fore, the good understanding of elastic strains and permanently irreversible strains mechanisms in the Si-SiO2 system is inevitable. Additionally, when the structure dimension is decreasing, their mechanical and optical properties may differ from the corresponding values of the bulk medium. In connection with the above, the investigations of both mechanical and optical properties are very important.
W. Rzodkiewicz, A. Panas 78
In our work we elaborated the new analytical functional relationship between the refractive index n, and the density ρ (the measure of permanent irreversible strains) of silicon dioxide layers on silicon substrates.
2. EXPERIMENT
Czochralski-grown, N-type <100> oriented silicon substrates have been ap-plied in our studies. We started with double-side polished 4-inch wafers. Subse-quently, the wafer were undergone thermal oxidation process at 1000oC in dry oxygen (in order to grow silicon dioxide layers on <100> silicon substrates with the thickness of approximately 10, 15, 20, 25, 30, 35, 40, 45, 50nm) .The thickness of SiO2 layers and their refractive indexes were determined using a variable angle spectroscopic ellipsometer (VASE) with rotated analyzer of J.A. Woollam Inc. Co.
Ellipsometric measurements were carried out in a wide spectral range (250-1000nm) at two angles of incidence (65o, 75o ). But, before thermal oxidation, Fizeau interferometer were used for the investigation of the quality and shape of silicon substrates surface.
The sequence of processing and measurement steps carried out during our re-search was as follows:
a) Interferometric measurements of silicon substrates. b) Oxidation of 4-inch, N-type <100> oriented Si wafers polished on both
sides. c) Measurements of the mass of oxidized wafers. d) The ellipsometric measurements (to determine the thickness and refractive
index of oxide). e) Only the removal of back-side SiO2 layer of each wafer by etching in HF
solution. f) Measurements of the mass of as-etched wafers. g) The ellipsometric measurements (to determine the changes in refractive
index of oxide after removal of back-side SiO2 layer). h) The removal of front-side SiO2 layer of each wafer by etching in HF solu-
tion. i) Measurements of the mass of as-etched wafers.
3. OPTICAL MODEL FOR ELLIPSOMETRIC DATA ANALYSIS
The optical model which was used for ellipsometric data analyses consisted of a silicon dioxide layer and a silicon substrate. The Cauchy dispersive model al-lowed determination of the silicon dioxide refractive index and its thickness. De-
Spectroscopic ellipsometry studies of elastic ... 79
termination of the SiO2 index of refraction is based on the he relationship represented by the Cauchy dispersion formula [1]:
42 λλλ CBAn ++=)( . (1)
where A, B, C are calculated fitting coefficients, and λ stands for wavelength, expressed in um. In the applied model, the two parameters of Cauchy (A, B)(1) and SiO2 layer thickness were fitted (the parameter C was fixed as 0).
4. RESULTS AND DISCUSSION
In connection with common wavelength used to capture single wavelength el-lipsometry measurements is 632.8nm (HeNe laser) and the light source of interfe-rometer used in this studies is 635 nm the changes in refractive index at 630nm were showed. Once the mass of an SiO2 layer is measured and its volume is known (calculated as the product of the oxide thickness and surface area of the layer), one may determine directly the density of the layer . Next, the density of SiO2 layers obtained in this way were compared with that determined from the value of the refractive index (established in the course of ellipsometric measure-ments). The Lorentz-Lorenz formula [2,3] (L-L) is one of the common used equa-tion relating oxide density to its refractive index:
ρ
α MnnN A ⋅
+−=⋅=Π
21
31
2
2 (2)
where Π - molar polarization, NA - Avogadro’s number, α - mean polarizibility, M – molecular mass, ρ - density. Substituting the following values: M=60.08 g/mol (molecular mass of SiO2), ρ=2.2 g/cm3 and n=1.46 (density and refractive index of the relaxed SiO2, respectively), we obtain molar polarization for SiO2 layer Π=7.4797 cm3/mol and (2) becomes:
210324.8 2
2
+−⋅=
nnρ (3)
Other formulas relating oxide density and its refractive index are: Gladstone-Dale equation [4] (G-D): 784.4785.4 −⋅= nρ (4) the empirical ρ(n) relationship for SiO2 layer derived by Taniguchi [5] (Ta): ( ) 63.1181.7 −⋅= nρ (5) The formulas presented in equations (2-4) were derived as a result of study of the optical properties of liquids.
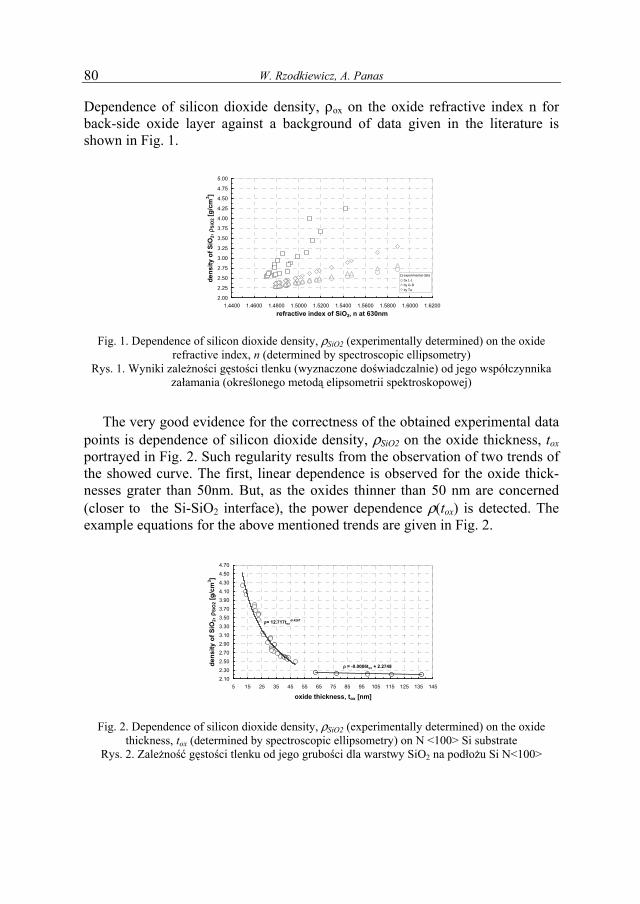
W. Rzodkiewicz, A. Panas 80
Dependence of silicon dioxide density, ρox on the oxide refractive index n for back-side oxide layer against a background of data given in the literature is shown in Fig. 1.
2.00
2.25
2.50
2.75
3.00
3.25
3.50
3.75
4.00
4.25
4.50
4.75
5.00
1.4400 1.4600 1.4800 1.5000 1.5200 1.5400 1.5600 1.5800 1.6000 1.6200refractive index of SiO2, n at 630nm
dens
ity o
f SiO
2, ρ S
iO2 [
g/cm
3 ]
experimental databy L-Lby G-Dby Ta
Fig. 1. Dependence of silicon dioxide density, ρSiO2 (experimentally determined) on the oxide
refractive index, n (determined by spectroscopic ellipsometry) Rys. 1. Wyniki zależności gęstości tlenku (wyznaczone doświadczalnie) od jego współczynnika
załamania (określonego metodą elipsometrii spektroskopowej)
The very good evidence for the correctness of the obtained experimental data points is dependence of silicon dioxide density, ρSiO2 on the oxide thickness, tox portrayed in Fig. 2. Such regularity results from the observation of two trends of the showed curve. The first, linear dependence is observed for the oxide thick-nesses grater than 50nm. But, as the oxides thinner than 50 nm are concerned (closer to the Si-SiO2 interface), the power dependence ρ(tox) is detected. The example equations for the above mentioned trends are given in Fig. 2.
ρ= 12.717tox-0.4267
ρ = -0.0006tox + 2.2748
2.102.302.502.702.903.103.303.503.703.904.104.304.504.70
5 15 25 35 45 55 65 75 85 95 105 115 125 135 145
oxide thickness, tox [nm]
dens
ity o
f SiO
2, ρ S
iO2 [
g/cm
3 ]
Fig. 2. Dependence of silicon dioxide density, ρSiO2 (experimentally determined) on the oxide
thickness, tox (determined by spectroscopic ellipsometry) on N <100> Si substrate Rys. 2. Zależność gęstości tlenku od jego grubości dla warstwy SiO2 na podłożu Si N<100>

Spectroscopic ellipsometry studies of elastic ... 81
1.44 1.46 1.48 1.50 1.52 1.54 1.56 1.58 1.60 1.62
2.10
2.45
2.80
3.15
3.50
3.85
4.20
4.55
4.90
dens
ity o
f SiO
2, ρSi
O2 [g
/cm
3 ]
refractive index of SiO2, n at 630nm Fig. 3. Dependence of silicon dioxide density, ρSiO2 (experimentally determined) on the oxide
thickness, tox (determined by spectroscopic ellipsometry) on n <100> Si substrate for both front-side and back-side layers as well as the best fitting curve (the Hill approximation function) with
95% confidence and prediction bands Rys. 3. Zależności gęstości tlenku od jego współczynnika załamania dla dolnej i górnej warstwy
dla wszystkich dotychczas przeprowadzonych eksperymentów wagowych wraz z linią dla modelu Hill dopasowującą się do danych o zadanym 95% poziomie ufności
On the basis of the density values obtained for the layers during all so far
done weight experiments [6] curve fitting analysis was performed. It was neces-sary for finding the corresponding curve giving proper relationship between the oxide density and its refractive index. The best curve of several investigated curves (inter alia logarithmic function with three parameters) turned out to be the Hill function (Fig. 3). The prove for this is that correlation coefficient R2 is greater than 0.9.
Dashed and dotted lines in Fig. 3 are confidence and prediction bands (for the 95% confidence level), respectively.
The ρ(n) relationship using the Hill approximation function is given by:
8178.518178.51
8178.51
4627.1531.4
+⋅=n
nρ (6)
The above ρ(n) relationship indicates on the saturation for the density of the oxide at the value c.a. 4.53 g/cm3. Such obtained value of density resembles the value of density characteristic for crystalline polymorph of silica (stishovite) given in the literature as c.a. 4.28 [7], 4.35 [8] g/cm3. It seems to be physically explained that degree of densification tends to the limiting value.
5. CONCLUSIONS
In this work, we have elaborated the new analytical functional relationship be-tween refractive index n and density ρ of SiO2 layers on silicon substrates. The
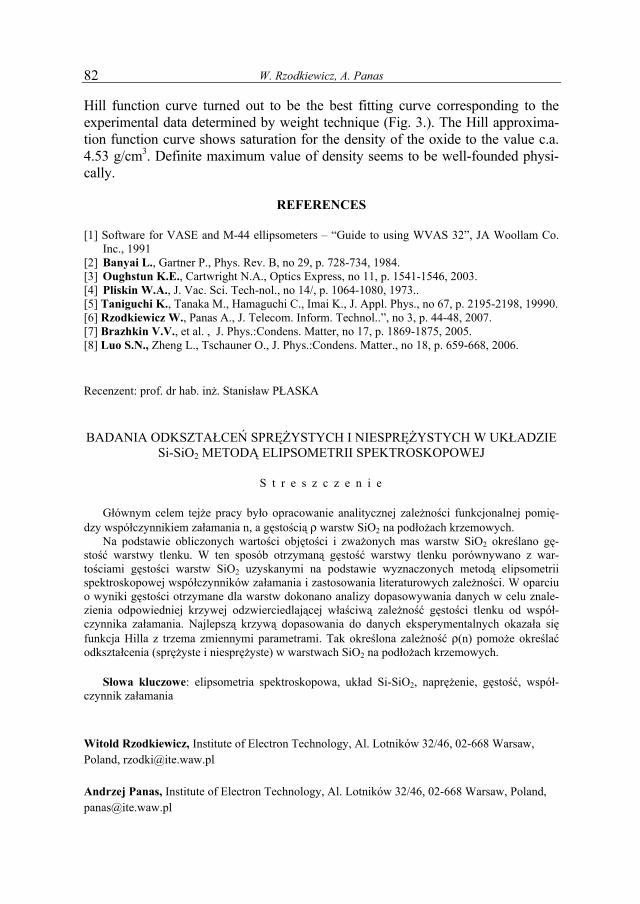
W. Rzodkiewicz, A. Panas 82
Hill function curve turned out to be the best fitting curve corresponding to the experimental data determined by weight technique (Fig. 3.). The Hill approxima-tion function curve shows saturation for the density of the oxide to the value c.a. 4.53 g/cm3. Definite maximum value of density seems to be well-founded physi-cally.
REFERENCES
[1] Software for VASE and M-44 ellipsometers – “Guide to using WVAS 32”, JA Woollam Co. Inc., 1991
[2] Banyai L., Gartner P., Phys. Rev. B, no 29, p. 728-734, 1984. [3] Oughstun K.E., Cartwright N.A., Optics Express, no 11, p. 1541-1546, 2003. [4] Pliskin W.A., J. Vac. Sci. Tech-nol., no 14/, p. 1064-1080, 1973.. [5] Taniguchi K., Tanaka M., Hamaguchi C., Imai K., J. Appl. Phys., no 67, p. 2195-2198, 19990. [6] Rzodkiewicz W., Panas A., J. Telecom. Inform. Technol..”, no 3, p. 44-48, 2007. [7] Brazhkin V.V., et al. , J. Phys.:Condens. Matter, no 17, p. 1869-1875, 2005. [8] Luo S.N., Zheng L., Tschauner O., J. Phys.:Condens. Matter., no 18, p. 659-668, 2006.
Recenzent: prof. dr hab. inż. Stanisław PŁASKA
BADANIA ODKSZTAŁCEŃ SPRĘŻYSTYCH I NIESPRĘŻYSTYCH W UKŁADZIE Si-SiO2 METODĄ ELIPSOMETRII SPEKTROSKOPOWEJ
S t r e s z c z e n i e
Głównym celem tejże pracy było opracowanie analitycznej zależności funkcjonalnej pomię-dzy współczynnikiem załamania n, a gęstością ρ warstw SiO2 na podłożach krzemowych.
Na podstawie obliczonych wartości objętości i zważonych mas warstw SiO2 określano gę-stość warstwy tlenku. W ten sposób otrzymaną gęstość warstwy tlenku porównywano z war-tościami gęstości warstw SiO2 uzyskanymi na podstawie wyznaczonych metodą elipsometrii spektroskopowej współczynników załamania i zastosowania literaturowych zależności. W oparciu o wyniki gęstości otrzymane dla warstw dokonano analizy dopasowywania danych w celu znale-zienia odpowiedniej krzywej odzwierciedlającej właściwą zależność gęstości tlenku od współ-czynnika załamania. Najlepszą krzywą dopasowania do danych eksperymentalnych okazała się funkcja Hilla z trzema zmiennymi parametrami. Tak określona zależność ρ(n) pomoże określać odkształcenia (sprężyste i niesprężyste) w warstwach SiO2 na podłożach krzemowych.
Słowa kluczowe: elipsometria spektroskopowa, układ Si-SiO2, naprężenie, gęstość, współ-czynnik załamania
Witold Rzodkiewicz, Institute of Electron Technology, Al. Lotników 32/46, 02-668 Warsaw, Poland, [email protected] Andrzej Panas, Institute of Electron Technology, Al. Lotników 32/46, 02-668 Warsaw, Poland, [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
PAWEŁ STĄCZEK
METODA POMIARU TEMPERATURY POWIERZCHNI PREFORM Z PET W PROCESIE UPLASTYCZNIANIA
Omówiono oryginalne rozwiązanie układu do bezkontaktowego pomiaru temperatury preform PET uplastycznianych w tunelu grzewczym maszyny do produkcji pojemników techniką rozdmu-chiwania sprężonym powietrzem. Opisano szczegółowo poszczególne elementy toru pomiarowego oraz zastosowane algorytmy cyfrowego przetwarzania sygnału pomiarowego. Przedstawiono przykładowe rezultaty pomiarów zarejestrowane w trakcie rzeczywistego procesu produkcji opa-kowań z PET.
Słowa kluczowe: bezkontaktowy pomiar temperatury, pirometr, uplastycznianie preform PET.
1. WPROWADZENIE
W ramach projektu celowego IniTech I nr 12500, finansowanego przez
MNiSzW i realizowanego przez firmę SMF Poland Sp. z o.o., podjęte zostały prace mające na celu optymalizację procesu uplastyczniania preform z PET (pół-produktów do wytwarzania cienkościennych pojemników metodą rozdmuchiwa-nia sprężonym powietrzem). Jednym z zadań było opracowanie metody bezkon-taktowego pomiaru temperatury powierzchni preform ogrzewanych w zespole uplastyczniającym maszyny rozdmuchowej. Automatyczny tor pomiarowy tempe-ratury był podstawą do zbudowania układu regulacji temperatury uplastycznio-nych preform.
2. CEL BADAŃ
Przestrzenny rozkład grubości ścianki jest podstawową wielkością charakte-
ryzującą jakość pojemników z PET kształtowanych techniką rozdmuchiwania. W przypadku opakowań wytwarzanych z prefabrykowanych preform PET roz-proszenie wartości grubości ścianki w gotowym opakowaniu zależy przede wszystkim od przestrzennego rozkładu temperatury w uplastycznionej preformie
P. Stączek 84
(przed fazą rozdmuchiwania) [1]. W celu zapewnienia pożądanego rozkładu temperatury w materiale preformy tunele grzewcze wyposaża się w niezależnie sterowane elementy grzewcze (typowo zasilane elektrycznie halogenowe pro-mienniki podczerwieni) rozmieszczone wzdłuż osi preformy. Mogą one tworzyć nawet do dziesięciu oddzielnych stref grzewczych. Preformy transportowane są przez wnętrze tunelu grzewczego, po czym rozdmuchiwane są sprężonym po-wietrzem do gniazda formującego matrycy do finalnego kształtu (butelki, słoja itp.).
Celem badań było opracowanie zautomatyzowanej metody wyznaczania temperatury powierzchni preform opuszczających tunel grzewczy z zastosowa-niem bezkontaktowych technik pomiaru temperatury oraz algorytmu detekcji obecności preformy jedynie na podstawie sygnału z przetwornika pomiarowego (minimalizacja kosztów układu pomiarowego).
3. BEZKONTAKTOWY POMIAR TEMPERATURY PREFORM
W praktyce pomiar temperatury uplastycznionych preform opuszczających
tunel grzewczy może być realizowany jedynie technikami bezkontaktowymi, tj. z użyciem pirometrów lub rzadziej kamer termowizyjnych. Ze względu na wy-soki koszt kamer wykorzystywane są one na etapie badań i nie znajdują zasto-sowania w rozwiązaniach komercyjnych.
Badania przeprowadzono z użyciem dwóch podobnych pirometrów do zasto-sowań stacjonarnych, pracujących w paśmie widma elektromagnetycznego 8−14μm (średnia podczerwień), różniących się zasadniczo stosunkiem odległo-ści płaszczyzny pomiaru od głowicy do średnicy pola pomiarowego (rys. 1).
Sposób transportu preform przez zespół uplastyczniający maszyny został przedstawiony schematycznie na rys. 2. Preformy przemieszczane są ruchem jednostajnym na przenośniku łańcuchowym z prędkością określoną przez opera-tora, nie przekraczającą 50mm/s. Odległość między osiami kolejnych preform wynosi a. Literą d oznaczono średnicę obszaru pomiarowego pirometru w płasz-czyźnie przechodzącej przez oś podłużną preformy. Średnica zewnętrzna pre-formy wynosi D.
Przeprowadzono szereg testów mających na celu dobór optymalnego położe-nia głowicy pomiarowej względem preform. Na rys. 3. przedstawiono wybrany przebieg sygnału z pirometru zarejestrowanego dla optymalnego, zdaniem auto-ra, położenia czujnika (prostopadłego do kierunku ruchu preform, w odległości x = 1.5D od osi podłużnej preformy dla głowicy o optyce 2:1).
Wartości maksymalne w cyklicznie zmieniającym się sygnale z pirometru „generowane” są przez transportowaną preformę oraz dodatkowo promieniowa-nie cieplne z wnętrza tunelu odbite od „tylnej” strony preformy (niewielki przy-rost sygnału w okolicy maksimów „sinusoidy” – rys. 3). Ten dodatkowy stru-
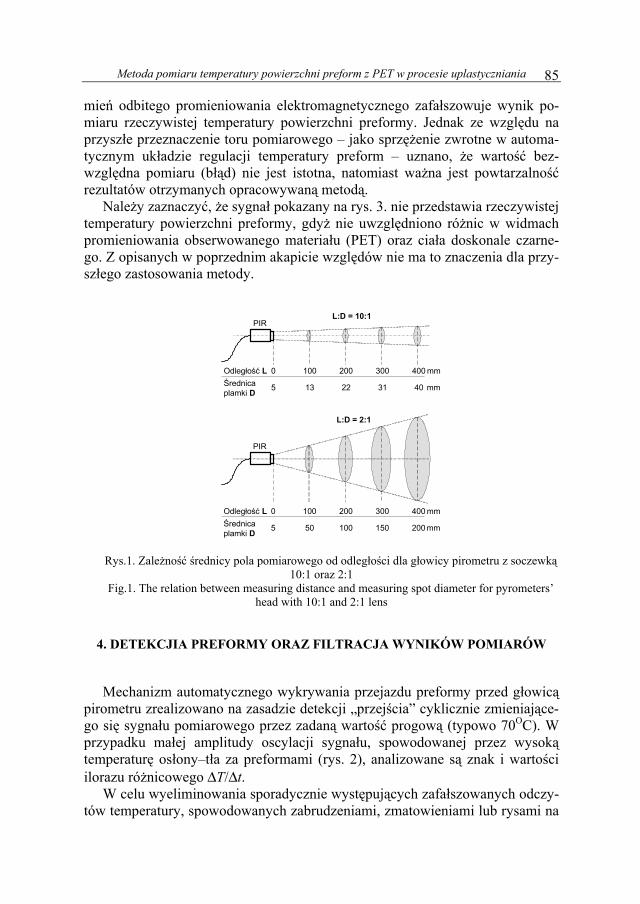
Metoda pomiaru temperatury powierzchni preform z PET w procesie uplastyczniania 85
mień odbitego promieniowania elektromagnetycznego zafałszowuje wynik po-miaru rzeczywistej temperatury powierzchni preformy. Jednak ze względu na przyszłe przeznaczenie toru pomiarowego – jako sprzężenie zwrotne w automa-tycznym układzie regulacji temperatury preform – uznano, że wartość bez-względna pomiaru (błąd) nie jest istotna, natomiast ważna jest powtarzalność rezultatów otrzymanych opracowywaną metodą.
Należy zaznaczyć, że sygnał pokazany na rys. 3. nie przedstawia rzeczywistej temperatury powierzchni preformy, gdyż nie uwzględniono różnic w widmach promieniowania obserwowanego materiału (PET) oraz ciała doskonale czarne-go. Z opisanych w poprzednim akapicie względów nie ma to znaczenia dla przy-szłego zastosowania metody.
L:D = 10:1
Odległość LŚrednica plamki D
PIR
0 100 200 300 400 mm
5 13 22 31 40 mm
L:D = 2:1
Odległość LŚrednica plamki D
PIR
0 100 200 300 400 mm
5 50 100 150 200 mm
Rys.1. Zależność średnicy pola pomiarowego od odległości dla głowicy pirometru z soczewką 10:1 oraz 2:1
Fig.1. The relation between measuring distance and measuring spot diameter for pyrometers’ head with 10:1 and 2:1 lens
4. DETEKCJIA PREFORMY ORAZ FILTRACJA WYNIKÓW POMIARÓW
Mechanizm automatycznego wykrywania przejazdu preformy przed głowicą
pirometru zrealizowano na zasadzie detekcji „przejścia” cyklicznie zmieniające-go się sygnału pomiarowego przez zadaną wartość progową (typowo 70OC). W przypadku małej amplitudy oscylacji sygnału, spowodowanej przez wysoką temperaturę osłony–tła za preformami (rys. 2), analizowane są znak i wartości ilorazu różnicowego ΔT/Δt.
W celu wyeliminowania sporadycznie występujących zafałszowanych odczy-tów temperatury, spowodowanych zabrudzeniami, zmatowieniami lub rysami na
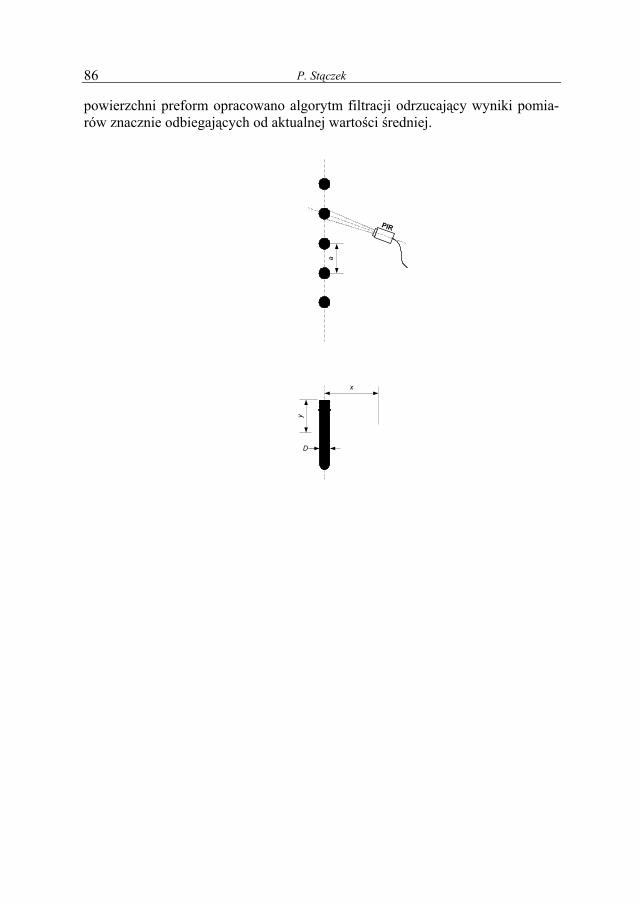
P. Stączek 86
powierzchni preform opracowano algorytm filtracji odrzucający wyniki pomia-rów znacznie odbiegających od aktualnej wartości średniej.
y
x
D
a
PIR
ℵ
PIR
d
kier
unek
ruch
u pr
efor
m
promiennik podczerwieni
osłonablaszana
osłonablaszana
preforma
Rys.2. Schemat układu transportowego preform w tunelu grzewczym oraz położenia głowicy pomiarowej pirometru
Fig.2. The scheme of preforms’ transportation system inside reheating unit and location of py-rometer’s head
30
40
50
60
70
80
90
100
110
120
130
57,5 58,0 58,5 59,0 59,5 60,0 60,5 61,0 61,5 62,0 62,5 63,0 63,5 64,0 64,5 65,0 65,5 66,0 66,5 67,0 67,5 68,0 68,5 69,0 69,5t[s]
Tpir[
C]
Rys.3. Przebieg sygnału z pirometru zarejestrowany dla kolejnych preform opuszczających tunel grzewczy (jednostajny ruch preform)
Fig.3. Time chart of pyrometer’s output signal for subsequent reheated preforms (uniform mo-tion of preforms)
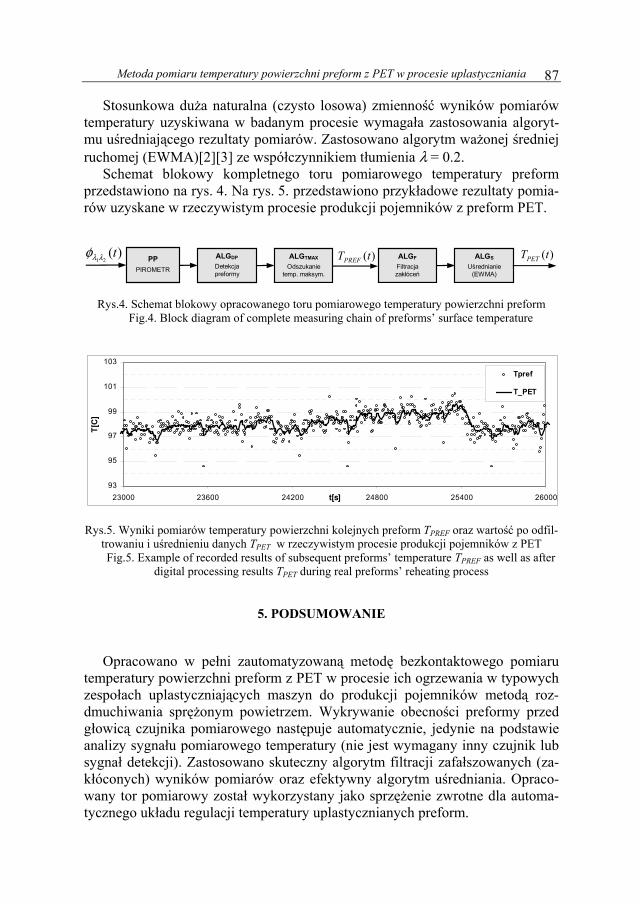
Metoda pomiaru temperatury powierzchni preform z PET w procesie uplastyczniania 87
Stosunkowa duża naturalna (czysto losowa) zmienność wyników pomiarów temperatury uzyskiwana w badanym procesie wymagała zastosowania algoryt-mu uśredniającego rezultaty pomiarów. Zastosowano algorytm ważonej średniej ruchomej (EWMA)[2][3] ze współczynnikiem tłumienia λ = 0.2.
Schemat blokowy kompletnego toru pomiarowego temperatury preform przedstawiono na rys. 4. Na rys. 5. przedstawiono przykładowe rezultaty pomia-rów uzyskane w rzeczywistym procesie produkcji pojemników z preform PET.
PP
PIROMETR
ALGDP
Detekcja preformy
ALGF
Filtracja zakłóceń
ALGS
Uśrednianie (EWMA)
ALGTMAX
Odszukanie temp. maksym.
)(21
tλλφ )(tTPET)(tTPREF
Rys.4. Schemat blokowy opracowanego toru pomiarowego temperatury powierzchni preform Fig.4. Block diagram of complete measuring chain of preforms’ surface temperature
93
95
97
99
101
103
23000 23600 24200 24800 25400 26000t[s]
T[C]
Tpref
T_PET
Rys.5. Wyniki pomiarów temperatury powierzchni kolejnych preform TPREF oraz wartość po odfil-trowaniu i uśrednieniu danych TPET w rzeczywistym procesie produkcji pojemników z PET Fig.5. Example of recorded results of subsequent preforms’ temperature TPREF as well as after
digital processing results TPET during real preforms’ reheating process
5. PODSUMOWANIE
Opracowano w pełni zautomatyzowaną metodę bezkontaktowego pomiaru
temperatury powierzchni preform z PET w procesie ich ogrzewania w typowych zespołach uplastyczniających maszyn do produkcji pojemników metodą roz-dmuchiwania sprężonym powietrzem. Wykrywanie obecności preformy przed głowicą czujnika pomiarowego następuje automatycznie, jedynie na podstawie analizy sygnału pomiarowego temperatury (nie jest wymagany inny czujnik lub sygnał detekcji). Zastosowano skuteczny algorytm filtracji zafałszowanych (za-kłóconych) wyników pomiarów oraz efektywny algorytm uśredniania. Opraco-wany tor pomiarowy został wykorzystany jako sprzężenie zwrotne dla automa-tycznego układu regulacji temperatury uplastycznianych preform.
P. Stączek 88
LITERATURA
[1] Brooks D. W., Giles G. A., PET Packaging Technology. New York, Wiley-Blackwell, 2002. [2] Płaska S., Wprowadzenie do statystycznego sterowania procesami technologicznymi. Lublin,
Wydawnictwo Politechniki Lubelskiej, 2000. [3] Montgomery D., Introduction to Statistical Quality Control, New York, John Wiley & Sons,
2005.
Recenzent: dr hab. inż. Roman STANIEK, prof. nadzw.
METHOD FOR MEASURING THE TEMPERATURE OF SURFACE OF STRETCH BLOW MOULDING PET PREFORMS DURING REHEATING PROCESS
S u m m a r y
Paper presents the original method of non-contact measuring the temperature of surface of
PET preforms during reheating process in stretch blow moulding machine. Main parts of measur-ing chain were described as well as algorithms for digital signal processing. Example results of measures recorded in real manufacturing process were presented.
Key words: non-contact temperature measurements, pyrometer, reheating of PET preforms
dr Paweł Stączek Politechnika Lubelska, Wydział Mechaniczny, Katedra Automatyzacji ul. Nadbystrzycka 36, 20-618 Lublin, tel. +4881 5384267, e-mail: [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
GRZEGORZ ŚMIGIELSKI, ROMAN DYGDAŁA, KRZYSZTOF STEFAŃSKI, DAMIAN LEWANDOWSKI, WIESŁAW URBANIAK
MEASURING SHOCK-WAVE PARAMETERS DURING EXPLOSIVE WATER-SPRAY PRODUCTION
Methodology and results of measurements of kinetics of explosion-generated water-spray cloud and of parameters of explosion-generated shock-wave are presented. It is shown that the shock-wave front overruns the front of the spreading cloud after time that short as 1 ms after the explosion, and that the absorption of the explosion energy by water is efficient enough to make the amplitude of the shock–wave absolutely safe for humans at distances as moderate as 30 m from the explosion site even for explosion energies exceeding 10 MJ, which corresponds to explo-sive charges of the order of 5 kg.
Keywords: firefighting, explosive spray production, shock-wave measurements
1. PRODUCTION OF WATER AND WATER-POWDER AEROSOL
A massive explosion-produced aerosol cloud can be an efficient means for fire-
fighting. Explosive production of aerosol consists in detonating an explosive
Fig. 1. Schematic view of the water bag with explosive charges
Rys. 1. Schematyczny wygląd worka do bomby wodnej
G. Śmigielski, R. Dygdała, K. Stefański, D. Lewandowski, W. Urbaniak 90
charge located inside a water container. In the system under consideration special-ly designed polypropylene water-bags are used in this role. The scheme of such a bag is shown in Fig 1. The shape of the bag is close to cylindrical, and the explo-sive charge is fixed along its axis, which is a configuration ensuring higher effi-ciency of the energy transfer to water than the spherical configuration with the lump-shape charge located in the center of the bag [1], [2], [3], [4].
Explosion energy is partially absorber by the water bulk causing its fragmenta-tion and axifugal acceleration driving it off the axis; the rest of energy in the form non-absorbed shock-wave is lost [1]. Fig. 2 shows two stages of expansion of the water aerosol produced by detonation.
Fig. 2. The aerosol cloud in the initial and final stage of expansion Rys. 2. Aerozol w początkowej i końcowej fazie rozprężania
Aerosol droplets cover the majority of distance under the drag force propor-
tional to the square of velocity (Bernoulli regime). Only in the final stage of ex-pansion when the velocity is small the linear friction prevails (Stokes regime). Diameter of the cloud at the while t is the double distance covered by a frontal droplet [4]. For the Bernoulli regime the diameter estimate is given by [2], [4]
)/1log()/2()( 0 kk rtvrtD γγ += , (1)
where γ =c3ρpow/(8ρwod), and ρpow is the air density, and ρwod the water density, c is the drag coefficient of the droplet and rk is its radius. Since the latter is of the order of 10-6-10-5 m, one can simplify formula (1) to the form [2], [4]
)/log()/2()( 0 kk rtvrtD γγ= . (2)
Thus for the Bernoulli regime one has linear dependence of D on tlog=τ
BAD += ττ )( . (3)

Measuring shock-wave parameters during explosive water-spray production 91
2. MEASUREMENTS OF AEROSOL CLOUD PARAMETERS
The above theoretical predictions had been verified in the course of measure-
ments of both the cloud diameter and the shock-wave pressure. Clouds expansion was registered with a fast (250 fps) video-camera and the shock-wave pressure was measured with four piezoelectric sensors coupled with computer (cf. Fig. 3).
Fig. 3. Schematic view of the measurement setup Rys. 3. Schemat stanowiska pomiarowego
Actual dependence of clouds’ diameters on log time obtained from the frames
registered by the camera is shown in Fig. 4.
Fig. 4. Log-time dependence of water-aerosol cloud diameter. All plots had been obtained for bags containing 1200 dm3 of water and explosive charge of Emulinit giving explosion energy 7,3 MJ Rys. 4. Zależność średnicy chmury aerozolu wodnego od czasu w skali logarytmicznej. Wykresy
otrzymano dla kapsuły zawierającej 1200 l wody i ładunku wybuchowego Emulinit dającego energię wybuchu 7,3 MJ,
G. Śmigielski, R. Dygdała, K. Stefański, D. Lewandowski, W. Urbaniak 92
One can see acceleration immediately after the explosion (the convex section), Bernoulli deceleration (the linear or piece-wise linear section), and Stokes decele-ration (the concave section).
3. MEASUREMENTS OF THE SHOCK-WAVE PRESSURE TIME PROFILE
Examples of time profiles of the shock-wave pressure are shown in Fig. 5. The
shock-wave generated by the explosion manifests itself by a rapid increase of pressure, followed by its deep decrease before its return to the equilibrium.
Fig. 5. An example of time profiles of the shock-wave pressure measured with the sensors Rys. 5. Przykładowe przebiegi ciśnień fali uderzeniowej mierzone za pomocą czujników
Fig. 6. Log-time dependence of diameter of the aerosol cloud (grey triangles) and of the shock-wave front (four black diamonds)
Rys. 6. Średnica chmury aerozolu (szare trójkąty) oraz czoła fali uderzeniowej (czarne kara) w funkcji czasu w skali logarytmicznej
Measuring shock-wave parameters during explosive water-spray production 93
The amplitude of the shock-wave pressure measured 5 m from the axis of ex-plosion varies from 9 to 50 kPa, depending on the explosive used, the explosion energy and the size of the water-bag. At the distance 30 m it decreases to 2–3 kPa, which is safe for the human body [2][4].
Time profile measurements allow one to compare the distance covered in a cer-tain time interval by the fronts of the shock-wave and of the cloud. Such a compar-ison is shown in Fig. 6. It is clear that the shock-wave overruns the cloud’s front at a very early stage of expansion not longer than 1 ms. This implies that the explo-sion-generated shock-wave transfers axifugal momentum to the bulk of water within such a short time interval and later it does not influence the expansion of the aerosol cloud. The amplitude of the measured shock-wave pressure carries information about the efficiency of the energy transfer to the water bulk – the smaller the amplitude, the more efficient the process.
4. MEASUREMENTS OF THE CLOUD AND SHOCK-WAVE PARAMETERS
FOR THE WATER-POWDER AEROSOL
Similar investigations had been done for water-powder aerosols. Addition of
kaolin or similar powder is expected to ensure: improving efficiency of energy transfer to the medium, reducing the surface tension, enhancing fire-extinguishing properties of the aerosol and covering large surface with an air-tight film, which is important for fire quenching and for other applications.
Tests with 1200 dm3 bags had shown that only addition of 300 kg of powder (i.e. 1/4 of the water mass) has noticeable influence the maximum diameter of the cloud and that admixture of 200 kg of kaolin reduces shock-wave pressure at the distance of 5 m from the explosion axis by nearly 30 % as is shown in Fig. 7.
Fig. 7. Pressure amplitude of the shock- wave as function of the distance from the explosion axis for the pure water-aerosol and with water-powder aerosol for 50 and 200 kg of kaolin Rys. 7. Ciśnienie fali uderzeniowej w funkcji odległości od centrum wybuchu dla aerozolu
wodnego oraz dla mieszaniny wodno – proszkowej z 50 i 200 kg kaolinu

G. Śmigielski, R. Dygdała, K. Stefański, D. Lewandowski, W. Urbaniak 94
5. CONCLUSIONS
Theoretical models and field tests allowed to develop a technique of explosive
production of water and water-powder aerosol suitable for quenching large scale fires. Measuring shock-wave pressure profile is one of key components of experi-mental research. It results show that the time-scale at which the shock-wave con-tributes to acceleration and fragmentation of water is as short as 1 ms, and the relatively low amplitude of the shock-wave pressure is an evidence of moderate energy loses, and a token of safety of the humans remaining in the area of water-spray production. Measurements of the shock-wave frontal pressure provide an evidence that sufficient amount of kaolin powder (200 kg in the present tests) can reduce noticeably energy losses in the process of explosive production of aerosol.
REFERENCES
[1] Dygdała R., Kaczorowski M., Lewandowski D., Śmigielski G., Stefański K., Papliński A., Analiza modelowa wybuchowego napędzania i dyspersji warstwy cieczy. VII Międzynarodo-wa Konferencja Uzbrojeniowa, Naukowe Aspekty Techniki Uzbrojenia i Bezpieczeństwa, Pułtusk, 2008.
[2] Stefański K., Lewandowski D., Dygdała R., Śmigielski G., Kaczorowski M., Ingwer-Żabowska M., Explosive formation and spreading of water-spray cloud - theoretical models and experiments. „International Conference on Metrology of Environmental, Food and Nutri-tional Measurements”, 2nd IMEKO TC19 Conference on Environment Measurement, Buda-peszt, 2008.
[3] Dygdała R., Stefański K., Papliński A., Lewandowski D., Śmigielski G., Kaczorowski M., Physical foundations of water spray production using explosive method. „4rd International Conference IPOEX 2007”, Ustroń – Jaszowiec, 2007.
[4] Dygdała R., Stefański K., Śmigielski G., Lewandowski D., Kaczorowski M., Aerosol Pro-duced by Explosive Detonation. „Krajowy Kongres Metrologii Kraków 2007”, Publikacja w: „Pomiary, Automatyka, Kontrola”, vol. 53,9’ 2007, Kraków, 2007.
Recenzent: dr hab. inż. Paweł PAWLUS, prof. nadzw.
Measuring shock-wave parameters during explosive water-spray production 95
POMIARY PARAMETRÓW FALI UDERZENIWOEJ PODCZAS WYBUCHOWEGO WYTWARZANIA AEROZOLU WODNEGO
S t r e s z c z e n i e
Artykuł prezentuje podstawy teoretyczne oraz wyniki doświadczalne dotyczące wytwarzania
aerozolu wodnego metodą wybuchową.
Słowa kluczowe: gaszenie pożarów, wytwarzanie aerozolu wodnego, pomiary fali uderze-niowej
mgr Grzegorz Śmigielski Wyższa Szkoła Gospodarki w Bydgoszczy, Instytut Informatyki Stosowanej, ul. Garbary 2, 85-229 Bydgoszcz, e-mail: [email protected] prof. dr hab. Roman Dygdała Wyższa Szkoła Gospodarki w Bydgoszczy, Instytut Informatyki Stosowanej, ul. Garbary 2, 85-229 Bydgoszcz, e-mail: [email protected] dr hab. Krzysztof Stefański Uniwersytet Mikołaja Kopernika, Collegium Medicum, ul. Jagiellońska 13/15, 85-067 Bydgoszcz, e-mail: [email protected] Damian Lewandowski Szkoła Wyższa im. Pawła Włodkowica, ul. Kilińskiego 12, 09-402 Płock, e-mail: [email protected] Wiesław Urbaniak Wyższa Szkoła Gospodarki w Bydgoszczy, Instytut Informatyki Stosowanej, ul. Garbary 2, 85-229 Bydgoszcz, e-mail: wiesł[email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
MARIUSZ ŻABA
BUDOWA I BADANIA STANOWISKA DO KALIBRACJI CZUJNIKÓW TEMPERATURY
W referacie przedstawiono budowę oraz wyniki badań metrologicznych stanowiska do kalibracji elektronicznych czujników temperatury. Dedykowany zakres temperatury kalibracji wynosi od 0 do 50 oC. Kalibracja polega na równoczesnym odczycie wartości temperatury cieczy kalibracyjnej przez umieszczone obok siebie czujniki: referencyjny i badany. Dokładność termistorowego czujnika referen-cyjnego wynosi 0,002 K, zaś rozdzielczość odczytu 0,0001 K. Ciecz kalibracyjna jest stabilizowana termicznie z wykorzystaniem elektronicznej pompy ciepła jaką jest moduł Peltier`a. Niestabilność temperatury cieczy wynosi maksymalnie 0,005 oC/h. Zaś gradienty temperatury w odległości 15 mm od czujnika wzorcowego nie przekraczają 0,003 oC. Objętość cieczy kalibracyjnej wynosi 15 dm3. Dane do kalibracji zbierane są w wielu, ustalonych przez operatora punktach temperatury, co umożliwia prze-prowadzenie późniejszej analizy z użyciem programów statystycznych. Porównanie wskazań obu czuj-ników z określonego zakresu temperatury przy pomocy regresji liniowej umożliwia wyznaczenie wszystkich współczynników kalibracyjnych czujnika badanego. Pełna obsługa stanowiska odbywa się poprzez program stworzony w środowisku LabVIEW.
Słowa kluczowe: mostek Whitstone`a, moduł Peltier`a, regresja liniowa, modulacja PWM
1. PRZEZNACZENIE I SCHEMAT BUDOWY STANOWISKA
Stanowisko (rys. 1.) składa się z trzech głównych elementów; komory z wanną kalibracyjną, elektroniki sterującej oraz układu wymiennika ciepła pomiędzy ogniwami Peltier`a a otoczeniem. W komorze styropianowej 1 znajduje się wanna kalibracyjna 2. W głównym zbiorniku znajduje się ciecz kalibracyjna 9. W niej zanurzony jest mniejszy zbiornik 3, który również wypełniony jest cieczą kalibra-cyjną. Płyny obu zbiorników nie mieszają się. W zbiorniku 3 umieszczony jest centralnie termometr wzorcowy 4 a wokół niego termometry kalibrowane. Płyn w głównym zbiorniku mieszany jest za pomocą pompy 10. Jego temperatura jest zmieniana za pomocą ogniw Peltier`a 7, które wymieniają energię cieplną z cieczą kalibracyjną poprzez radiator 8. Energia z ogniw jest odbierana przez bloki wod-ne, połączone z wymiennikiem ciepła 12. Obieg wody jest wymuszany przez pompę. Temperatura cieczy jest mierzona termistorem 5 z pomocą elektroniki 6. Sterowanie modułami Peltier`a, oraz komunikacja z komputerem odbywa się po-przez centralny blok zasilająco – sterujący 11.

M. Żaba 98
Rys. 1. Schemat blokowy (oraz zdjęcie) stanowiska do kalibracji czujników temperatury Fig. 1. Block diagram (and photo) temperature sensor calibrator
2. IDEA DZIAŁANIA
Kalibracja polega na równoczesnym pomiarze temperatury cieczy kalibracyjnej przez czujnik wzorcowy i kalibrowany. Temperatura cieczy jest stabilizowana a odległość pomiędzy oboma czujnikami możliwie najmniejsza. Minimalizacja odle-głości wpływa na zmniejszenie różnicy wskazań pomiędzy czujnikami, wynikającej z istnienia gradientów temperatury w cieczy kalibracyjnej. Zatem im mniejsza jest obudowa badanego czujnika tym wyższa, możliwa do uzyskania dokładność kali-bracji. Kalibracja odbywa się w określonym przez użytkownika zakresie temperatu-ry, w określonych jej wartościach. Posiadanie danych pomiarowych z kilku punk-tów temperatury umożliwia przy użyciu np. regresji liniowej wyznaczyć nie tylko offset czujnika badanego, ale również nieliniowość czy też czułość.
Czujniki temperatury umieszczone są w mniejszym zbiorniku stanowiska, w któ-rym nie występuje wymuszone mieszanie cieczy. Płyn w głównym zbiorniku jest burzliwie mieszany przy użyciu pompy, tak aby opłukiwanie radiatora połączonego z ogniwami oraz mniejszego zbiornika minimalizowało powstające gradienty tem-peratury. W głównym zbiorniku znajduje się termistor, sprzężony z elektroniką zmieniającą i stabilizującą temperaturę cieczy kalibracyjnej. Termistor pracuje w układzie mostka Whitstone`a. Równolegle z czujnikiem umieszczony jest rezystor przestrajalny składający się z dwunastu rezystorów. Przy pomocy bistabilnych prze-kaźników możliwe jest ustawienie kombinacji na 4096 sposobów. Przekaźniki mają pozłacane styki, których rezystancja nie przekracza 70 mΩ. Wstawiając do szeregu określony rezystor lub przełączając przekaźnik na zworę można ustawić rezystancję 0−30975 Ω z krokiem 25 Ω. Różnica napięć pomiędzy gałęziami mostka podawana
Budowa i badania stanowiska do kalibracji czujników temperatury 99
jest na wzmacniacz operacyjny (z wewnętrzną kompensacją offsetu) a następnie na komparator z narzuconym offsetem co zapobiega wzbudzeniom układu. Czułość układu wynosi 0,0002 oC. Z tak zbudowanego systemu uzyskuje się sygnał 0 lub 1, w zależności czy temperatura jest niższa czy wyższa od założonej. Stabilizacja i zadawanie zmian temperatury w stanowisku jest możliwe dzięki zastosowaniu mo-dułów Peltier`a jako pomp ciepła. Moduły Peltier`a są to elementy półprzewodni-kowe wykonane z tellurku bizmutu, składające się z wielu połączonych naprze-miennie struktur n i p połączonych blaszkami miedzianymi i umieszczonych pomię-dzy dwoma ceramicznymi płytkami. Płytki te wykonane są z tlenków glinu będą-cych izolatorami elektrycznymi o bardzo dobrych własnościach przewodzenia cie-pła. Ogniwa Peltier`a sterowane są za pomocą układu elektronicznego, którego mo-duł wykonawczy pracuje w tzw. mostku H. Umożliwia on zmianę polaryzacji zasi-lania ogniw co powoduje zmianę kierunku transportu ciepła. Dzięki temu, ogniwa mogą schładzać i podgrzewać ciecz kalibracyjną. Intensywność przepływu ciepła zmienia się kształtując zasilanie ogniw za pomocą modulacji PWM (ang. Pulse Width Modulation). Pozwala to na minimalizację strat ciepła w układzie zasilającym modułu. Wypełnienie impulsu można zmieniać w 1024 krokach od braku zasilania do zasilania napięciem stałym. Uzyskano w ten sposób możliwość zmiany inten-sywności przepływu ciepła przez ogniwo z rozdzielczością poniżej 0,1 W. Wartość wypełnienia PWM sygnału zmieniana jest na podstawie sygnału z czujnika tempera-tury cieczy o ± 1 co określoną stałą czasową. Z uwagi na użycie mikrokontrolera pozostaje możliwość osiągnięcia prawie dowolnego algorytmu sterowania moduła-mi Peltiera.
3. WERYFIKACJA POPRAWNOŚCI DZIAŁANIA STANOWISKA
Badania eksperymentalne wykazały, że stabilność temperatury uzyskiwana przy pomocy opracowanego systemu wykorzystującego modulację PWM jest uzależnio-na od wielu czynników. Jednym z ważniejszych jest stała czasowa, która decyduje o częstości aktualizacji wypełnienia PWM. Przekłada się to bezpośrednio na szybkość odpowiedzi układu na przegrzanie lub przechłodzenie cieczy kalibracyjnej poza docelową wartość w danym punkcie kalibracji. Stała czasowa na poziomie 10 se-kund pozwala na szybką zmianę wartości PWM chłodzenia/grzania, ale układ łatwo wytrącić z równowagi przez co uzyskuje się oscylacje temperatury cieczy kalibra-cyjnej. Stała czasowa o długości 90 sekund powoduje, że układ sterujący jest mniej wrażliwy na zakłócenia, ale dojście do określonej temperatury wymaga kilkukrotnie dłuższego czasu niż przy stałej na poziomie 20 sekund. Wpływ długości stałej cza-sowej na poziom stabilizacji temperatury sprawdzono dla przedziału od 10 do 90 sekund z krokiem 10 sekund. Badania te wykazały, że ten sposób sterowania tempe-raturą nie pozwoli na uzyskanie pożądanego poziomu stabilizacji temperatury.
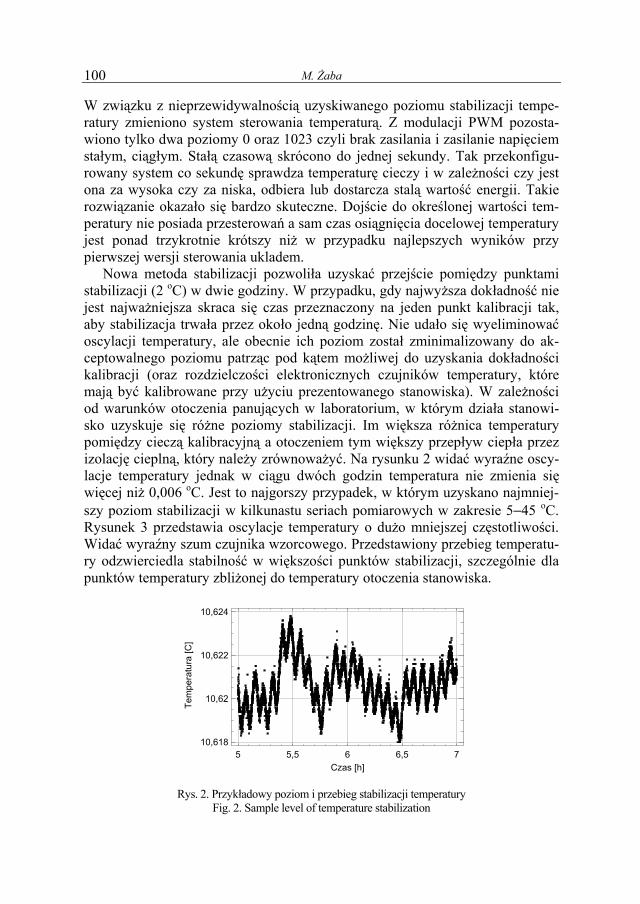
M. Żaba 100
W związku z nieprzewidywalnością uzyskiwanego poziomu stabilizacji tempe-ratury zmieniono system sterowania temperaturą. Z modulacji PWM pozosta-wiono tylko dwa poziomy 0 oraz 1023 czyli brak zasilania i zasilanie napięciem stałym, ciągłym. Stałą czasową skrócono do jednej sekundy. Tak przekonfigu-rowany system co sekundę sprawdza temperaturę cieczy i w zależności czy jest ona za wysoka czy za niska, odbiera lub dostarcza stalą wartość energii. Takie rozwiązanie okazało się bardzo skuteczne. Dojście do określonej wartości tem-peratury nie posiada przesterowań a sam czas osiągnięcia docelowej temperatury jest ponad trzykrotnie krótszy niż w przypadku najlepszych wyników przy pierwszej wersji sterowania ukladem.
Nowa metoda stabilizacji pozwoliła uzyskać przejście pomiędzy punktami stabilizacji (2 oC) w dwie godziny. W przypadku, gdy najwyższa dokładność nie jest najważniejsza skraca się czas przeznaczony na jeden punkt kalibracji tak, aby stabilizacja trwała przez około jedną godzinę. Nie udało się wyeliminować oscylacji temperatury, ale obecnie ich poziom został zminimalizowany do ak-ceptowalnego poziomu patrząc pod kątem możliwej do uzyskania dokładności kalibracji (oraz rozdzielczości elektronicznych czujników temperatury, które mają być kalibrowane przy użyciu prezentowanego stanowiska). W zależności od warunków otoczenia panujących w laboratorium, w którym działa stanowi-sko uzyskuje się różne poziomy stabilizacji. Im większa różnica temperatury pomiędzy cieczą kalibracyjną a otoczeniem tym większy przepływ ciepła przez izolację cieplną, który należy zrównoważyć. Na rysunku 2 widać wyraźne oscy-lacje temperatury jednak w ciągu dwóch godzin temperatura nie zmienia się więcej niż 0,006 oC. Jest to najgorszy przypadek, w którym uzyskano najmniej-szy poziom stabilizacji w kilkunastu seriach pomiarowych w zakresie 5−45 oC. Rysunek 3 przedstawia oscylacje temperatury o dużo mniejszej częstotliwości. Widać wyraźny szum czujnika wzorcowego. Przedstawiony przebieg temperatu-ry odzwierciedla stabilność w większości punktów stabilizacji, szczególnie dla punktów temperatury zbliżonej do temperatury otoczenia stanowiska.
Czas [h]
Tem
pera
tura
[C]
5 5,5 6 6,5 710,618
10,62
10,622
10,624
Rys. 2. Przykładowy poziom i przebieg stabilizacji temperatury
Fig. 2. Sample level of temperature stabilization
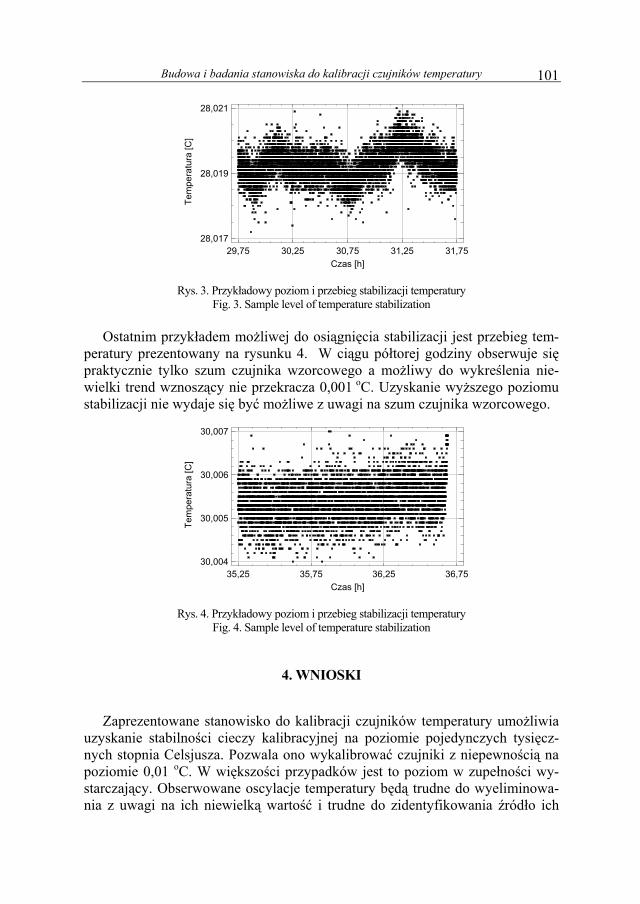
Budowa i badania stanowiska do kalibracji czujników temperatury 101
Czas [h]
Tem
pera
tura
[C]
29,75 30,25 30,75 31,25 31,7528,017
28,019
28,021
Rys. 3. Przykładowy poziom i przebieg stabilizacji temperatury
Fig. 3. Sample level of temperature stabilization
Ostatnim przykładem możliwej do osiągnięcia stabilizacji jest przebieg tem-peratury prezentowany na rysunku 4. W ciągu półtorej godziny obserwuje się praktycznie tylko szum czujnika wzorcowego a możliwy do wykreślenia nie-wielki trend wznoszący nie przekracza 0,001 oC. Uzyskanie wyższego poziomu stabilizacji nie wydaje się być możliwe z uwagi na szum czujnika wzorcowego.
Czas [h]
Tem
pera
tura
[C]
35,25 35,75 36,25 36,7530,004
30,005
30,006
30,007
Rys. 4. Przykładowy poziom i przebieg stabilizacji temperatury
Fig. 4. Sample level of temperature stabilization
4. WNIOSKI
Zaprezentowane stanowisko do kalibracji czujników temperatury umożliwia uzyskanie stabilności cieczy kalibracyjnej na poziomie pojedynczych tysięcz-nych stopnia Celsjusza. Pozwala ono wykalibrować czujniki z niepewnością na poziomie 0,01 oC. W większości przypadków jest to poziom w zupełności wy-starczający. Obserwowane oscylacje temperatury będą trudne do wyeliminowa-nia z uwagi na ich niewielką wartość i trudne do zidentyfikowania źródło ich

M. Żaba 102
powstawania. Oprócz badań stabilności temperatury stanowisko zostało również przebadane pod kątem gradientów temperatury wokół czujnika wzorcowego.
Wstępne badania wykazały, że w odległości 15 mm od czujnika wzorcowego może występować temperatura różniąca się od jego wskazań o 0,003 oC. Jednak z uwagi na sposób przeprowadzonych badań, oraz posiadanie tylko jednego czujnika wzorcowego o takiej rozdzielczości i dokładności badania gradientu temperatury będą przeprowadzone raz jeszcze z uwzględnieniem metod staty-stycznych.
LITERATURA
[1] Dobosz M., Wspomagana komputerowo statystyczna analiza wyników badań, „Exit”, War-szawa 2001.
[2] Górecki P., Mikrokontrolery dla początkujących, Wydawnictwo BTC, Warszawa 2006. [3] http://pl.wikipedia.org/wiki/Modu%C5%82_Peltiera [4] Kuźma E., Termometria termistorowa, PWM, Warszawa 1974.
Recenzent: dr inż. Adam WOŹNIAK
CONSTRUCTION AND TESTING OF TEMERATURE SENSOR CALIBRATOR
S u m m a r y
This paper presents the construction and the results of metrological tests calibrator temperature sensors. Calibration temperature range is from 0 to 50 oC. Calibration is the simultaneous reading of liquid temperature calibration of sensors placed side by side: the reference and tested. The accuracy of the reference sensor is 0,002 K, while the reading resolution of 0.0001 K. The liquid calibration is thermally stabilized using an electronic heat pump that is the Peltier module `a. The instability of liquid temperature is up to 0.005 °C/h. And temperature gradients at a distance of 15 mm from the sensor model does not exceed 0.003 °C. Calibration volume of liquid is 15 dm3. The data for calibration are collected in a number of fixed points of temperature by the operator, which allows you to perform a subsequent analysis using statistical programs. Comparison of the two sensors indicated a range of temperatures using linear regression to the designation of all the fac-tors examined sensor calibration. Full support for the position held by a program created in Lab-VIEW environment.
Key words: Whistone`s bridge, Peltier module, linear regression, PWM modulation
mgr inż. Mariusz ŻABA Politechnika Warszawska, Instytut Metrologii i Inżynierii Biomedycznej, ul. Boboli 8, 02-525 Warszawa, tel. +4822 234 83 23, e-mail: [email protected]
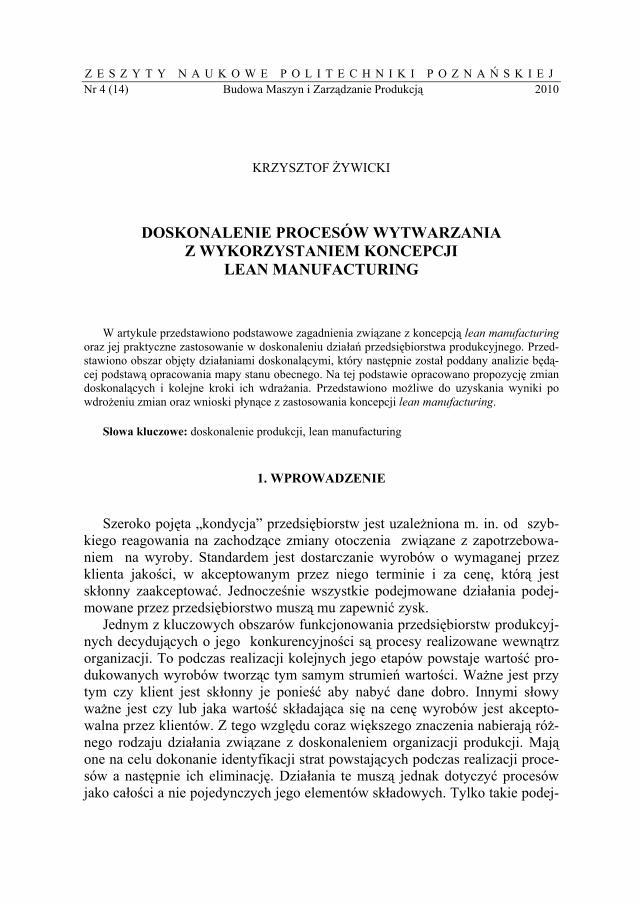
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 4 (14) Budowa Maszyn i Zarządzanie Produkcją 2010
KRZYSZTOF ŻYWICKI
DOSKONALENIE PROCESÓW WYTWARZANIA Z WYKORZYSTANIEM KONCEPCJI
LEAN MANUFACTURING
W artykule przedstawiono podstawowe zagadnienia związane z koncepcją lean manufacturing oraz jej praktyczne zastosowanie w doskonaleniu działań przedsiębiorstwa produkcyjnego. Przed-stawiono obszar objęty działaniami doskonalącymi, który następnie został poddany analizie będą-cej podstawą opracowania mapy stanu obecnego. Na tej podstawie opracowano propozycję zmian doskonalących i kolejne kroki ich wdrażania. Przedstawiono możliwe do uzyskania wyniki po wdrożeniu zmian oraz wnioski płynące z zastosowania koncepcji lean manufacturing.
Słowa kluczowe: doskonalenie produkcji, lean manufacturing
1. WPROWADZENIE
Szeroko pojęta „kondycja” przedsiębiorstw jest uzależniona m. in. od szyb-kiego reagowania na zachodzące zmiany otoczenia związane z zapotrzebowa-niem na wyroby. Standardem jest dostarczanie wyrobów o wymaganej przez klienta jakości, w akceptowanym przez niego terminie i za cenę, którą jest skłonny zaakceptować. Jednocześnie wszystkie podejmowane działania podej-mowane przez przedsiębiorstwo muszą mu zapewnić zysk.
Jednym z kluczowych obszarów funkcjonowania przedsiębiorstw produkcyj-nych decydujących o jego konkurencyjności są procesy realizowane wewnątrz organizacji. To podczas realizacji kolejnych jego etapów powstaje wartość pro-dukowanych wyrobów tworząc tym samym strumień wartości. Ważne jest przy tym czy klient jest skłonny je ponieść aby nabyć dane dobro. Innymi słowy ważne jest czy lub jaka wartość składająca się na cenę wyrobów jest akcepto-walna przez klientów. Z tego względu coraz większego znaczenia nabierają róż-nego rodzaju działania związane z doskonaleniem organizacji produkcji. Mają one na celu dokonanie identyfikacji strat powstających podczas realizacji proce-sów a następnie ich eliminację. Działania te muszą jednak dotyczyć procesów jako całości a nie pojedynczych jego elementów składowych. Tylko takie podej-
K. Żywicki 104
ście gwarantuje osiągnięcie pozytywnego efektu związanego z „wyszczuple-niem” strumienia wartości.
Jedną z koncepcji, która w spójny sposób pozwala na doskonalenie procesów wytwarzania jest lean manufacturing. Podstawowym jej założeniem jest elimi-nacja wszelkiego rodzaju marnotrawstwa w realizowanych procesach w celu skrócenia czasu przejścia materiału w systemie produkcyjnym. Do osiągnięcia tego celu wykorzystywane są różne metody związane z doskonaleniem sterowa-nia produkcją (system ssący, przepływ ciągły), organizacją przezbrojeń (SMED – ang. Single Minute Exchange of Die), systemu utrzymania ruchu (TPM – ang. Total Productine Maintenence) czy organizacji stanowisko pracy (5S).
W artykule przedstawiono działania związane z doskonaleniem przepływu produkcji wybranej grupy asortymentowej producenta wyposażenia produkcyj-nego w których wykorzystano metody koncepcji lean manufacturing. Przedsię-wzięcie związane z doskonaleniem organizacji produkcji zostało zrealizowane w przedsiębiorstwie, które jest producentem wyposażenia produkcyjnego (produk-cja metalowych mebli warsztatowych, szaf ubraniowych, szaf personalnych i biurowych, sprzętu transportowego) stołów warsztatowych. Przyczyną zainicjo-wania przedsięwzięcia były powstałe problemy, których przyczyną był zwięk-szający się asortyment produkcji.
2. CHARAKTERYSTYKA KONCEPCJI LEAN MANUFACTURING
Fundamentem koncepcji lean manufacturing (LM) jest wartość, określana przez końcowego użytkownika danego dobra i będąca spełnieniem jego oczeki-wań. Kreatorem wartości jest przedsiębiorstwo chcące zaspokoić jego potrzeby wykorzystując w tym celu posiadane zasoby. Często w tym miejscu drogi okre-ślania wartości się rozchodzą. Przedsiębiorstwo chcąc wykorzystać maksymal-nie posiadane zasoby zapomina o wartości akceptowanej przez klienta.
Dla klienta nie jest ważne na jak drogich maszynach produkowany będzie wyrób, jakie technologie będę użyte do jego wytworzenia. Ważne jest aby otrzymał to co jest w danej chwili mu potrzebne. Wynika z tego, że nie zawsze celowe jest wykorzystywanie przez przedsiębiorstwo kosztochłonnych urządzeń produkcyjnych ale takich jakie są niezbędne do spełnienia określonych wyma-gań klienta. Dlatego pierwszy krokiem we wdrażaniu LM jest dokonanie analizy strumienia wartości. Strumień wartości to wszystkie czynności (zarówno doda-jących wartość, jak i tych które wartości nie dodają), podejmowanych w proce-sie wytwarzania wyrobu, począwszy od dostarczenia surowców a skończywszy na wysyłce wyrobów gotowych do klientów. Na tej podstawie należy dokonać identyfikacji zadań, które nie dodają wartości (klient nie jest skłonny za nie za-płacić) i dokonać ich eliminacji z procesu. Eliminacja wszelkiego rodzaju mar-
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 105
notrawstwa jest głównym celem LM. Pozwala to na skrócenie czasu pomiędzy złożeniem zamówienia przez klienta a wysłaniem wyrobu gotowego. Tym sa-mym uzyskuje się zwiększenie produktywności i obniżenie kosztów wytwarza-nia. Wyróżnia się następujące rodzaje marnotrawstwa [2]: – nadprodukcja – wytwarzanie wyrobów zbyt dużo i za szybko, – braki – wytwarzanie wyrobów wadliwych, – zapasy – magazynowanie dużych ilości materiałów do produkcji, – niewłaściwe metody wytwarzania – zastosowanie nieodpowiednich techno-
logii, narzędzi, wyposażenia w sytuacji gdy występują możliwości o niższych kosztach oraz bardziej efektywne,
– nadmierny transport – niepotrzebne przemieszczanie materiałów i produkcji w toku,
– oczekiwanie – długie okresy bezczynności operatorów spowodowane bra-kiem materiałów, informacji,
– zbędny ruch – nadmierny ruch operatorów, spowodowany niewłaściwą orga-nizacją miejsca pracy.
Narzędziem, które pozwala w sposób całościowy dokonać analizy procesów wytwarzania jest mapowanie strumienia wartości, które w sposób graficzny pozwala na zobrazowanie wszystkich przepływów materiałowych i informacyj-nych w systemie produkcyjnym. Polega ona na przedstawieniu strumienia war-tości, a więc wszystkich zadań podejmowanych w procesach wytwarzania wy-robów, począwszy od zakupu surowców a skończywszy na dostarczeniu wyro-bów gotowych klientowi. Taka analiza pozwala na identyfikację wszelkiego rodzaju marnotrawstwa oraz na ukierunkowanie dalszych działań mające na celu ich eliminację. Cechą charakterystyczną tej metody jest równoczesne ujęcie przepływów materiałów i informacji w systemach wytwórczych.
Główne etapy mapowania to: – sporządzenie mapy stanu obecnego analizowanego systemu wytwórczego – projektowanie zmian i sporządzenie mapy stanu przyszłego będącej podstawą
opracowania planu wdrożenia. Opracowanie mapy stanu obecnego polega na prześledzeniu i odzwierciedle-
niu przy wykorzystaniu odpowiednich form graficznych przepływu materiałów i informacji przez system wytwórczy. Wszelkie potrzebne informacje należy zbie-rać bezpośrednio w warunkach produkcyjnym. Dane, które należy zidentyfiko-wać a następnie umieścić na mapie dotyczą: – wymagań i charakterystyk zamówień klientów, – charakterystyk dostaw materiałów do produkcji, – procesu wytwórczego: kolejnych etapów procesu technologicznego oraz
transportu międzystanowiskowego, – zapasów: surowców, produkcji w toku, wyrobów gotowych,
K. Żywicki 106
– przekazywania informacji: do poszczególnych etapów produkcji, z klientem i dostawcą.
Zebranie wszystkich informacji ze wskazanych obszarów pozwala na sporzą-dzenie linii czasu, która stanowi wskaźnik charakteryzujący dany proces wy-twórczy. Zawiera ona dane o czasach operacji: technologicznych, magazynowa-nia oraz transportu. Podstawowe parametry linii czasu to: – czas przejścia – czas potrzebny na przetworzenie materiału w wyrób gotowy
w procesie wytwórczym; czas przebywania wyrobu w systemie wytwórczym zawierający zarówno zadania dodające jak i nie dodające wartości,
– czas przetwarzania – czas przeznaczony na wykonanie wyrobu; czas podczas, którego następuje fizyczne kształtowanie wyrobu, zawierający głownie czyn-ności dodające wartość.
Różnica pomiędzy czasem przejścia a czasem przetwarzania stanowi uwidocz-nienie wielkości marnotrawstwa w systemie wytwórczym, ponieważ to one mają na to wpływ . Tak więc celem, do którego należy dążyć wprowadzając zmiany w systemie wytwórczym to przede wszystkim skrócenie czasu przejścia poprzez eliminację zadań i czynności nie dodających wartości w strumieniu wartości.
Mapowanie stanu przyszłego polega na zaprojektowaniu zmian i wypraco-waniu planu wdrożeń w celu osiągnięcia „szczupłego” systemu wytwórczego. Zasadniczym celem jest dostosowanie tempa produkcji do tempa składanych zamówień klientów oraz redukcja zapasów we wszystkich obszarach począwszy od surowców poprzez produkcję w toku a skończywszy na wyrobach gotowych.
Proces projektowania ma charakter usystematyzowany i przebiega w kilku etapach [1, 2]: Etap 1. Obliczanie czasu taktu. Czas taktu to średni czas, co jaki klient zamawia jedna sztukę wyrobu. Obliczenie tej wielkości pozwala na określenie średniego tempa zamówień składanych przez klienta, a przez to wymaganej zdolności pro-dukcyjnej w systemie wytwórczym. Etap 2. Ustalenie czy produkcja będzie realizowana do supermarketu czy na wysyłkę. Określenie strategii realizacji produkcji, która powinna być dostoso-wana do wymagań napływających z rynku, przede wszystkim odnoszącym się do częstotliwości zamawianych wyrobów. Produkcja na wysyłkę charakteryzuje się zerowym poziomem zapasów wyrobów gotowych. Produkcja do supermar-ketu oznacza utrzymywanie kontrolowanego poziomu zapasów wyrobów goto-wych uzupełnianego tylko w ilości, która została sprzedana. Etap 3. Wprowadzenie przepływu ciągłego. Wskazanie operacji technologicz-nych, które mogą być połączone w gniazdo pracujące w formie przepływu cią-głego (przepływ jednej sztuki).
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 107
Etap 4. Zastosowanie systemu ssącego typu supermarket. Wprowadzenie su-permarketu zapasów pomiędzy operacjami, które nie mogłyby być połączone w przepływ ciągły. Supermarkety zawierają kontrolowane stany zapasów. Pobra-nie danego asortymentu wyrobów stanowi sygnał dla operacji zaopatrujących supermarkety o uruchomieniu produkcji a tym samym konieczności uzupełnie-nia stanu zapasów. Etap 5. Wybór stymulatora procesu. Wskazanie operacji, która jako jedyna bę-dzie otrzymywała harmonogram produkcji i będzie wyznaczała tempo produkcji dla pozostałych operacji. Etap 6. Poziomowanie produkcji. Tworzenie harmonogramu produkcyjnego opierającego się na zasadzie produkcji małych jednorodnych partii produkcyj-nych zróżnicowanych asortymentowo. Przeprowadzenie procesu projektowania stanu przyszłego ma odzwierciedlenie na mapie zawierającej wszystkie przedstawione powyżej elementy w postaci charakterystycznych form graficznych.
3. STAN OBECNY ORGANIZACJI PRODUKCJI
3.1. Obszar doskonalenia
Przedstawione działania doskonalące dotyczą rodziny stołów warsztatowych wybranej rodziny asortymentu przedsiębiorstwa. W ofercie znajdują się stoły w kilkudziesięciu odmianach i konfiguracjach zapewniających klientowi możli-wość uzyskania odpowiedniej konfiguracji z punktu widzenia jego potrzeb. Umożliwia to modułowa budowa wyrobu finalnego (rys. 1) konfigurowana ze standartowych i zamiennych podzespołów podzielonych na dwie grupy.
Grupę pierwszą stanowią: – konstrukcja stołu – obejmująca dwie szerokości 1500 mm i 2100 mm – wyposażenie – szafka i cztery typy wielkości szuflad.
Elementami składowymi konstrukcji stołu (szkieletu) są: – rama górna 1500 mm (symbol 203x1), – łącznik dolny 1500 mm (symbol 203x2), – rama górna 2100 mm (symbol 203x4), – łącznik dolny 2100 mm (symbol 203x5), – zespół nóg (symbol 203x3).
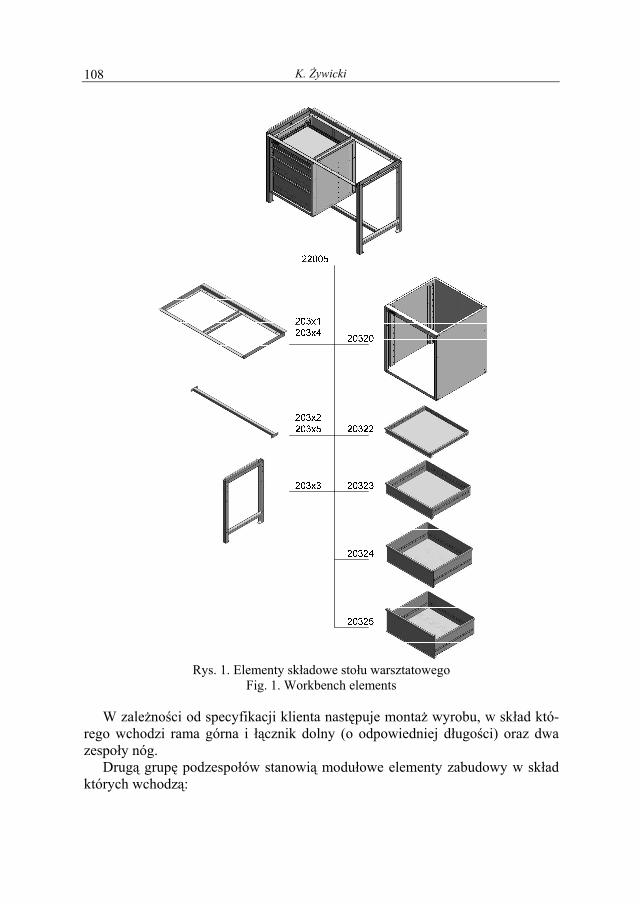
K. Żywicki 108
Rys. 1. Elementy składowe stołu warsztatowego
Fig. 1. Workbench elements
W zależności od specyfikacji klienta następuje montaż wyrobu, w skład któ-rego wchodzi rama górna i łącznik dolny (o odpowiedniej długości) oraz dwa zespoły nóg.
Drugą grupę podzespołów stanowią modułowe elementy zabudowy w skład których wchodzą:
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 109
– konstrukcja szafki (symbol 20320), – szuflada „60” (symbol 20322), – szuflada „120” (symbol 20323), – szuflada „180” (symbol 20324), – szuflada „240” (symbol 20325).
Proces wytwarzania stołu wykorzystuje takie technologie jak: cięcie (nożyce
gilotynowe, wycinarka laserowa), wykrawanie, tłoczenie, gięcie, zgrzewanie, spawanie, czyszczenie strumieniowe (śrutowanie), malowanie, montaż. Złożo-ność tych procesów wymaga odpowiedniego zaprojektowania kolejnych operacji technologicznych, oprzyrządowania i narzędzi. Produkcja tego wyrobu (wszyst-kich elementów składowych) wykorzystuje niemal wszystkie wdrożone w przedsiębiorstwie technologie obróbki stali. Dodatkowym elementem stołu jest blat wykonany ze sklejki. Jednak ze względu na odmienność technologii (obrób-ka drewna nie jest podstawową działalnością przedsiębiorstwa) nie będziemy zajmować się tym procesem. Wyrób finalny przed wysyłką montowany jest na podstawie zamówienia klienta na stanowiskach montażowych z półwyrobów pobieranych z magazynu, następnie pakowany (odpowiednio do wymogów firm transportowych) i odstawiany na magazyn wysyłkowy.
Główny problem związany z realizacją zamówień klientów był związany ze zwiększaniem serii produkcyjnych. Miało to na celu zwiększenie stanów maga-zynowych pozwalających na szybką reakcję na potrzeby klienta, ograniczanie czasu przezbrojeń i zwiększenie wykorzystania dostępnego funduszu czasu pra-cy maszyn. Paradoksalnie w efekcie końcowym większe serie wydłużały jeszcze bardziej czas realizacji zamówień. Jak się też często okazywało zwiększone stany magazynowe i tak były niewystarczające w przypadku pojawienia się większych zamówień od klientów. Uzupełnienie wymaganej ilości było w krót-kim czasie niemożliwe ze względu na brak dostępności maszyn. Wynikiem tego było rosnące niezadowolenie odbiorców ale i również pracowników przed-siębiorstwa. Większe serie produkcyjne to również większe zapasy międzyope-racyjne będące w toku produkcji, co powodowało duże zaangażowanie kapitału oraz znacznie podwyższało koszty produkcji. W sytuacji występowania nad-miernych zapasów powierzchnia, jaką dysponowało przedsiębiorstwo, stała się niewystarczająca do prowadzenia niezakłóconego procesu wytwórczego. Skut-kiem tego było pojawienie się niepotrzebnych operacji transportowych (ciągłe przemieszczanie materiałów czekających na operację przetwarzania). Każda operacja transportowa to większe ryzyko uszkodzenia przemieszczanego towaru i powstawania braków co również zwiększało koszty produkcji i wydłużało ter-min realizacji zamówienia.
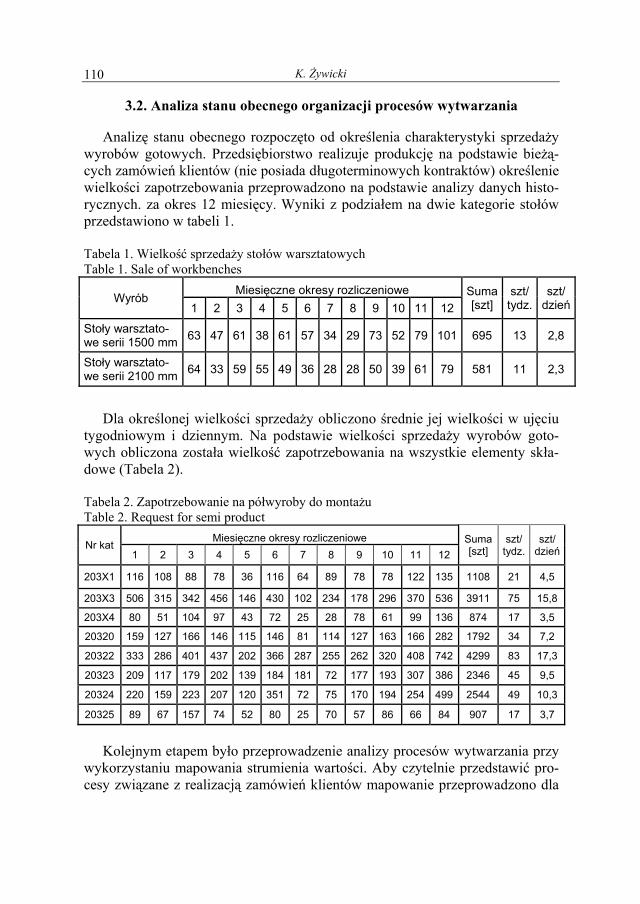
K. Żywicki 110
3.2. Analiza stanu obecnego organizacji procesów wytwarzania
Analizę stanu obecnego rozpoczęto od określenia charakterystyki sprzedaży wyrobów gotowych. Przedsiębiorstwo realizuje produkcję na podstawie bieżą-cych zamówień klientów (nie posiada długoterminowych kontraktów) określenie wielkości zapotrzebowania przeprowadzono na podstawie analizy danych histo-rycznych. za okres 12 miesięcy. Wyniki z podziałem na dwie kategorie stołów przedstawiono w tabeli 1.
Tabela 1. Wielkość sprzedaży stołów warsztatowych Table 1. Sale of workbenches
Wyrób Miesięczne okresy rozliczeniowe Suma
[szt] szt/
tydz. szt/
dzień 1 2 3 4 5 6 7 8 9 10 11 12
Stoły warsztato-we serii 1500 mm 63 47 61 38 61 57 34 29 73 52 79 101 695 13 2,8
Stoły warsztato-we serii 2100 mm 64 33 59 55 49 36 28 28 50 39 61 79 581 11 2,3
Dla określonej wielkości sprzedaży obliczono średnie jej wielkości w ujęciu tygodniowym i dziennym. Na podstawie wielkości sprzedaży wyrobów goto-wych obliczona została wielkość zapotrzebowania na wszystkie elementy skła-dowe (Tabela 2).
Tabela 2. Zapotrzebowanie na półwyroby do montażu Table 2. Request for semi product
Nr kat Miesięczne okresy rozliczeniowe Suma
[szt] szt/
tydz. szt/
dzień 1 2 3 4 5 6 7 8 9 10 11 12
203X1 116 108 88 78 36 116 64 89 78 78 122 135 1108 21 4,5
203X3 506 315 342 456 146 430 102 234 178 296 370 536 3911 75 15,8
203X4 80 51 104 97 43 72 25 28 78 61 99 136 874 17 3,5
20320 159 127 166 146 115 146 81 114 127 163 166 282 1792 34 7,2
20322 333 286 401 437 202 366 287 255 262 320 408 742 4299 83 17,3
20323 209 117 179 202 139 184 181 72 177 193 307 386 2346 45 9,5
20324 220 159 223 207 120 351 72 75 170 194 254 499 2544 49 10,3
20325 89 67 157 74 52 80 25 70 57 86 66 84 907 17 3,7
Kolejnym etapem było przeprowadzenie analizy procesów wytwarzania przy
wykorzystaniu mapowania strumienia wartości. Aby czytelnie przedstawić pro-cesy związane z realizacją zamówień klientów mapowanie przeprowadzono dla
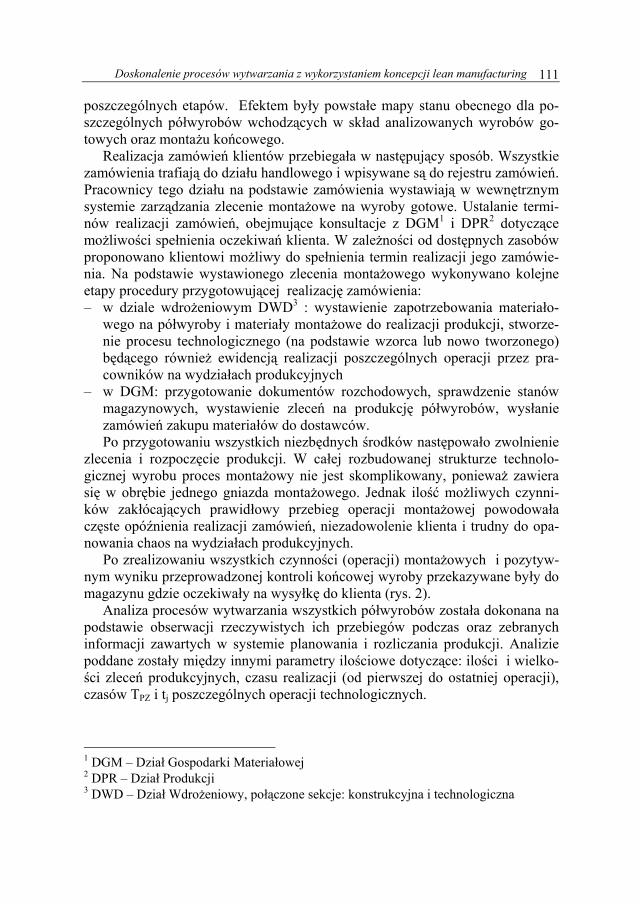
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 111
poszczególnych etapów. Efektem były powstałe mapy stanu obecnego dla po-szczególnych półwyrobów wchodzących w skład analizowanych wyrobów go-towych oraz montażu końcowego.
Realizacja zamówień klientów przebiegała w następujący sposób. Wszystkie zamówienia trafiają do działu handlowego i wpisywane są do rejestru zamówień. Pracownicy tego działu na podstawie zamówienia wystawiają w wewnętrznym systemie zarządzania zlecenie montażowe na wyroby gotowe. Ustalanie termi-nów realizacji zamówień, obejmujące konsultacje z DGM1 i DPR2 dotyczące możliwości spełnienia oczekiwań klienta. W zależności od dostępnych zasobów proponowano klientowi możliwy do spełnienia termin realizacji jego zamówie-nia. Na podstawie wystawionego zlecenia montażowego wykonywano kolejne etapy procedury przygotowującej realizację zamówienia: – w dziale wdrożeniowym DWD3 : wystawienie zapotrzebowania materiało-
wego na półwyroby i materiały montażowe do realizacji produkcji, stworze-nie procesu technologicznego (na podstawie wzorca lub nowo tworzonego) będącego również ewidencją realizacji poszczególnych operacji przez pra-cowników na wydziałach produkcyjnych
– w DGM: przygotowanie dokumentów rozchodowych, sprawdzenie stanów magazynowych, wystawienie zleceń na produkcję półwyrobów, wysłanie zamówień zakupu materiałów do dostawców. Po przygotowaniu wszystkich niezbędnych środków następowało zwolnienie
zlecenia i rozpoczęcie produkcji. W całej rozbudowanej strukturze technolo-gicznej wyrobu proces montażowy nie jest skomplikowany, ponieważ zawiera się w obrębie jednego gniazda montażowego. Jednak ilość możliwych czynni-ków zakłócających prawidłowy przebieg operacji montażowej powodowała częste opóźnienia realizacji zamówień, niezadowolenie klienta i trudny do opa-nowania chaos na wydziałach produkcyjnych.
Po zrealizowaniu wszystkich czynności (operacji) montażowych i pozytyw-nym wyniku przeprowadzonej kontroli końcowej wyroby przekazywane były do magazynu gdzie oczekiwały na wysyłkę do klienta (rys. 2).
Analiza procesów wytwarzania wszystkich półwyrobów została dokonana na podstawie obserwacji rzeczywistych ich przebiegów podczas oraz zebranych informacji zawartych w systemie planowania i rozliczania produkcji. Analizie poddane zostały między innymi parametry ilościowe dotyczące: ilości i wielko-ści zleceń produkcyjnych, czasu realizacji (od pierwszej do ostatniej operacji), czasów TPZ i tj poszczególnych operacji technologicznych.
1 DGM – Dział Gospodarki Materiałowej 2 DPR – Dział Produkcji 3 DWD – Dział Wdrożeniowy, połączone sekcje: konstrukcyjna i technologiczna
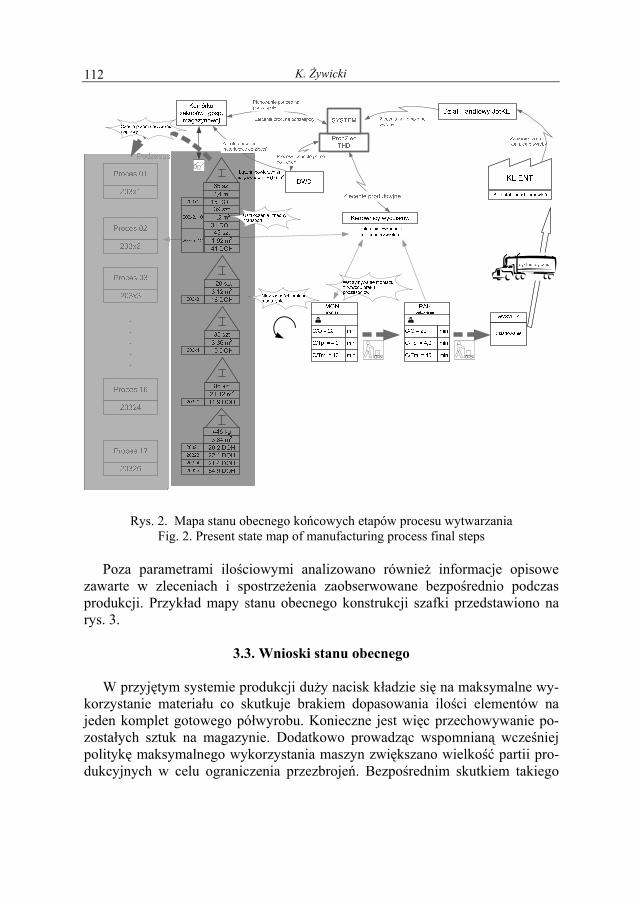
K. Żywicki 112
Rys. 2. Mapa stanu obecnego końcowych etapów procesu wytwarzania Fig. 2. Present state map of manufacturing process final steps
Poza parametrami ilościowymi analizowano również informacje opisowe
zawarte w zleceniach i spostrzeżenia zaobserwowane bezpośrednio podczas produkcji. Przykład mapy stanu obecnego konstrukcji szafki przedstawiono na rys. 3.
3.3. Wnioski stanu obecnego W przyjętym systemie produkcji duży nacisk kładzie się na maksymalne wy-
korzystanie materiału co skutkuje brakiem dopasowania ilości elementów na jeden komplet gotowego półwyrobu. Konieczne jest więc przechowywanie po-zostałych sztuk na magazynie. Dodatkowo prowadząc wspomnianą wcześniej politykę maksymalnego wykorzystania maszyn zwiększano wielkość partii pro-dukcyjnych w celu ograniczenia przezbrojeń. Bezpośrednim skutkiem takiego
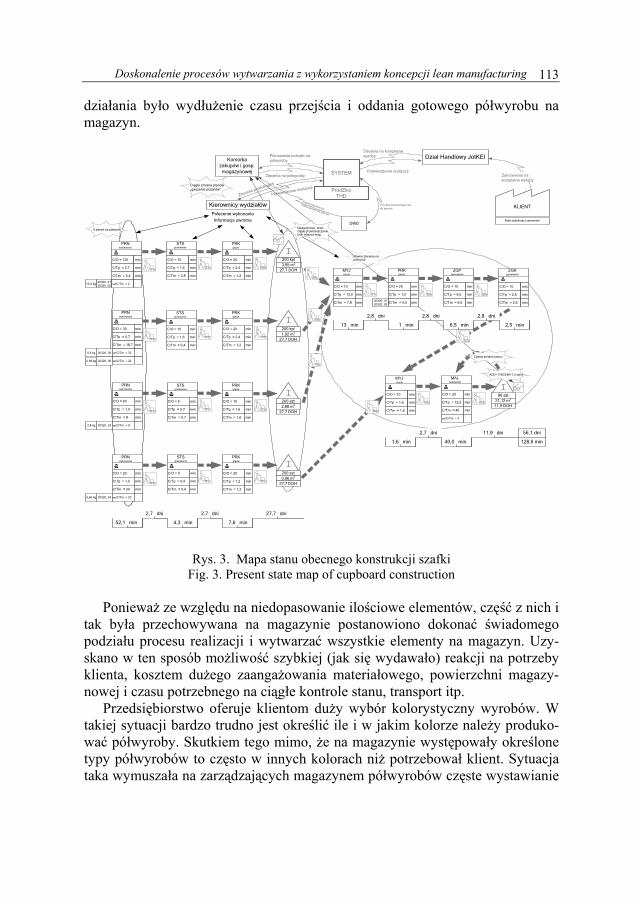
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 113
działania było wydłużenie czasu przejścia i oddania gotowego półwyrobu na magazyn.
PRN wykrawanie
C/O = 120 min
C/Tp = 2,7 min
20320..01 20320..02
C/Tm = 5,4 min
12,4 kg szt/C/Tm = 2
PRN wykrawanie
C/O = 40 min
C/Tp = 1,0 min
20320..03
C/Tm = 8 min
2,8 kg szt/C/Tm = 8
PRN wykrawanie
C/O = 20 min
C/Tp = 1,0 min
20320..04
C/Tm = 20 min
0,66 kg szt/C/Tm = 20
PRN wykrawanie
C/O = 30 min
C/Tp = 0,7 min
20320..05
C/Tm = 18,7 min
0,6 kg szt/C/Tm = 33
20320..060,68 kg szt/C/Tm = 22
STS gratowanie
C/O = 10 min
C/Tp = 1,6 min
C/Tm = 0,8 min
STS gratowanie
C/O = 5 min
C/Tp = 0,7 min
C/Tm = 0,7 min
STS gratowanie
C/O = 5 min
C/Tp = 0,4 min
C/Tm = 0,4 min
STS gratowanie
C/O = 10 min
C/Tp = 1,6 min
C/Tm = 0,4 min
PRK gięcie
C/O = 20 min
C/Tp = 2,4 min
C/Tm = 1,2 min
PRK gięcie
C/O = 10 min
C/Tp = 1,6 min
C/Tm = 1,6 min
PRK gięcie
C/O = 20 min
C/Tp = 1,2 min
C/Tm = 1,2 min
PRK gięcie
C/O = 20 min
C/Tp = 2,4 min
C/Tm = 1,2 min
200 kpl3,95 m2
27,7 DOH
200 szt2,88 m2
27,7 DOH
200 szt0,96 m2
27,7 DOH
200 kpl1,92 m2
27,7 DOH
MYJ mycie
C/O = 10 min
C/Tp = 1,6 min
C/Tm = 1,6 min
MAL malowanie
C/O = 20 min
C/Tp = 12,2 min
C/Tm = 40 min
szt/C/Tm = 4
MYJ mycie
C/O = 10 min
C/Tp = 13,0 min
C/Tm = 7,8 min
PRK gięcie
C/O = 20 min
C/Tp = 1,0 min
C/Tm = 0,5 min
ZGP zgrzewanie
C/O = 10 min
C/Tp = 6,5 min
C/Tm = 6,5 min
ZGK zgrzewanie
C/O = 10 min
C/Tp = 2,5 min
C/Tm = 2,5 min20320..01 20320..02
86 szt21,12 m2
11,9 DOH
Niezgodności, braki,ciągłe przemieszczanie,brak miejsca mag.
6 zleceń na półwyrób
ADD=1792/248=7,2 szt/d
Częsta zmiana koloru
2,7 dni
52,1 min 4,3 min 7,6 min
2,7 dni 27,7 dni
2,8 dni
13 min 1 min 6,5 min 2,5 min
2,8 dni 2,8 dni
2,7 dni
1,6 min 40,0 min
11,9 dni 56,1 dni
128,6 min
Kierownicy wydziałów
Komórka zakupów i gosp. magazynowej
Dział Handlowy JotKEl
ProdZlecTHD
SYSTEM
KLIENT
Zlecenia na kompletne wyroby
Zamówienia na kompletne wyroby
Planowanie potrzeb na półwyroby
Ciągła zmiana planów„gaszenie pożarów”
Polecenie wykonania
Informacja zwrotna
Zlecenie produkcyjne
Brak stabilności zamówień
Zlecenia na półwyrobyPotwierdzenie realizacji
Główne zlecenie na półwyrób
Potwierdzenie realizacji
DWD
Procesy technologiczne do zleceń
Zapotrzebowania
materiałowe do zleceń
Rys. 3. Mapa stanu obecnego konstrukcji szafki Fig. 3. Present state map of cupboard construction
Ponieważ ze względu na niedopasowanie ilościowe elementów, część z nich i
tak była przechowywana na magazynie postanowiono dokonać świadomego podziału procesu realizacji i wytwarzać wszystkie elementy na magazyn. Uzy-skano w ten sposób możliwość szybkiej (jak się wydawało) reakcji na potrzeby klienta, kosztem dużego zaangażowania materiałowego, powierzchni magazy-nowej i czasu potrzebnego na ciągłe kontrole stanu, transport itp.
Przedsiębiorstwo oferuje klientom duży wybór kolorystyczny wyrobów. W takiej sytuacji bardzo trudno jest określić ile i w jakim kolorze należy produko-wać półwyroby. Skutkiem tego mimo, że na magazynie występowały określone typy półwyrobów to często w innych kolorach niż potrzebował klient. Sytuacja taka wymuszała na zarządzających magazynem półwyrobów częste wystawianie
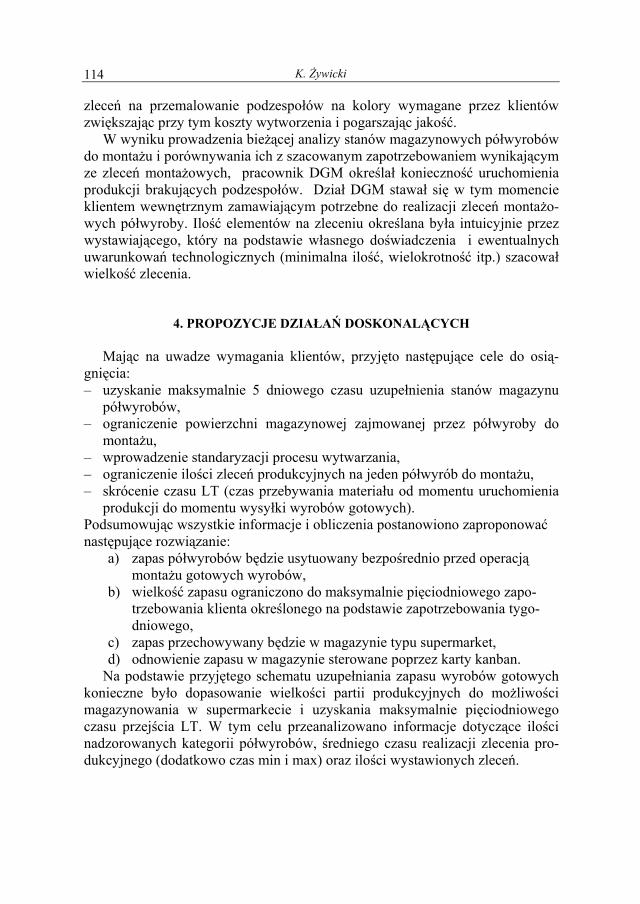
K. Żywicki 114
zleceń na przemalowanie podzespołów na kolory wymagane przez klientów zwiększając przy tym koszty wytworzenia i pogarszając jakość.
W wyniku prowadzenia bieżącej analizy stanów magazynowych półwyrobów do montażu i porównywania ich z szacowanym zapotrzebowaniem wynikającym ze zleceń montażowych, pracownik DGM określał konieczność uruchomienia produkcji brakujących podzespołów. Dział DGM stawał się w tym momencie klientem wewnętrznym zamawiającym potrzebne do realizacji zleceń montażo-wych półwyroby. Ilość elementów na zleceniu określana była intuicyjnie przez wystawiającego, który na podstawie własnego doświadczenia i ewentualnych uwarunkowań technologicznych (minimalna ilość, wielokrotność itp.) szacował wielkość zlecenia.
4. PROPOZYCJE DZIAŁAŃ DOSKONALĄCYCH Mając na uwadze wymagania klientów, przyjęto następujące cele do osią-
gnięcia: – uzyskanie maksymalnie 5 dniowego czasu uzupełnienia stanów magazynu
półwyrobów, – ograniczenie powierzchni magazynowej zajmowanej przez półwyroby do
montażu, – wprowadzenie standaryzacji procesu wytwarzania, – ograniczenie ilości zleceń produkcyjnych na jeden półwyrób do montażu, – skrócenie czasu LT (czas przebywania materiału od momentu uruchomienia
produkcji do momentu wysyłki wyrobów gotowych). Podsumowując wszystkie informacje i obliczenia postanowiono zaproponować następujące rozwiązanie:
a) zapas półwyrobów będzie usytuowany bezpośrednio przed operacją montażu gotowych wyrobów,
b) wielkość zapasu ograniczono do maksymalnie pięciodniowego zapo-trzebowania klienta określonego na podstawie zapotrzebowania tygo-dniowego,
c) zapas przechowywany będzie w magazynie typu supermarket, d) odnowienie zapasu w magazynie sterowane poprzez karty kanban.
Na podstawie przyjętego schematu uzupełniania zapasu wyrobów gotowych konieczne było dopasowanie wielkości partii produkcyjnych do możliwości magazynowania w supermarkecie i uzyskania maksymalnie pięciodniowego czasu przejścia LT. W tym celu przeanalizowano informacje dotyczące ilości nadzorowanych kategorii półwyrobów, średniego czasu realizacji zlecenia pro-dukcyjnego (dodatkowo czas min i max) oraz ilości wystawionych zleceń.
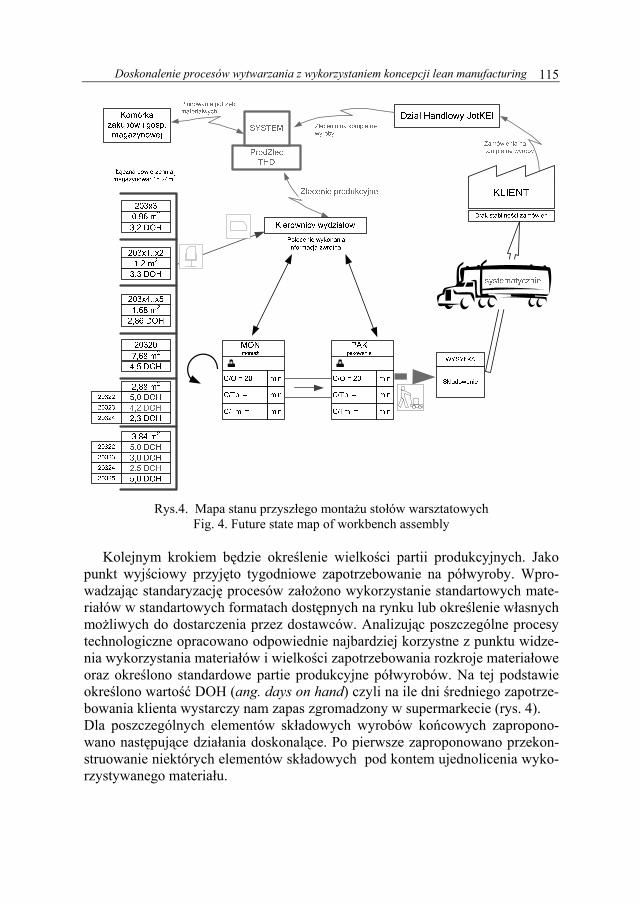
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 115
Rys.4. Mapa stanu przyszłego montażu stołów warsztatowych
Fig. 4. Future state map of workbench assembly Kolejnym krokiem będzie określenie wielkości partii produkcyjnych. Jako
punkt wyjściowy przyjęto tygodniowe zapotrzebowanie na półwyroby. Wpro-wadzając standaryzację procesów założono wykorzystanie standartowych mate-riałów w standartowych formatach dostępnych na rynku lub określenie własnych możliwych do dostarczenia przez dostawców. Analizując poszczególne procesy technologiczne opracowano odpowiednie najbardziej korzystne z punktu widze-nia wykorzystania materiałów i wielkości zapotrzebowania rozkroje materiałowe oraz określono standardowe partie produkcyjne półwyrobów. Na tej podstawie określono wartość DOH (ang. days on hand) czyli na ile dni średniego zapotrze-bowania klienta wystarczy nam zapas zgromadzony w supermarkecie (rys. 4). Dla poszczególnych elementów składowych wyrobów końcowych zapropono-wano następujące działania doskonalące. Po pierwsze zaproponowano przekon-struowanie niektórych elementów składowych pod kontem ujednolicenia wyko-rzystywanego materiału.

K. Żywicki 116
Konstrukcja szafki Założono, że sygnałem do rozpoczęcia produkcji tego półwyrobu będzie
kanban produkcyjny sygnalizujący zmniejszenie się zapasu na magazynie pół-wyrobów. Określenie maksymalnej wielkości tego zapasu (na podstawie DOH) pozwoliło na przygotowanie stałego miejsca na regale magazynowym, właści-wie oznakowanego pozwalającego w łatwy i szybki sposób określić aktualny stanu zapasu. Mniejsza liczba wytwarzanych półwyrobów pozwoliła na usytu-owanie tego magazynu w bliskiej odległości od stanowisk montażowych.
Wprowadzając niewielkie zmiany w konstrukcji materiału wejściowego moż-liwe było ustalenie minimalnej wielkości partii produkcyjnej na 2 sztuki. Posta-nowiono stworzyć gniazdo produkcyjne złożone z prasy rewolwerowej CNC i stanowiska ślusarskiego obsługiwanego przez jedną osobę. Cykl pracy prasy CNC pozwala operatorowi na wykonanie operacji ślusarskich (gratowania ostrych krawędzi) w czasie C/Tm (czas cyklu maszyny) tej prasy. Warunkiem jednak takiego rozwiązania jest bliskość tych dwóch stanowisk. Dokonano od-powiednich pomiarów wokół stanowiska pras CNC i wyodrębniono miejsce na usytuowanie stanowiska ślusarskiego. Stałe partie produkcyjne i stałe rozkroje pozwalają na przygotowanie stałego zapotrzebowania materiałowego. Stworzono więc kanban materiałowy, który przekazywany będzie z gniazda produkcyjnego do pracownika magazynu (Błąd! Nie można odnaleźć źródła odwołania.) Czoło szuflad
Na podstawie przyjętych rozwiązań dla konstrukcji szafki zaproponowano identyczne sygnalizowanie potrzeby uzupełnienia stanów magazynowych (kan-ban produkcyjny) i stworzono stały kanban materiałowy przekazywany z gniaz-da produkcyjnego. Dotychczasowa produkcja tych półwyrobów z różnego typu rozmiarów formatek materiałów wejściowych nie pozwalała na wykorzystanie prasy CNC. Postanowiono wstępnie sprawdzić możliwość użycia formatów standartowych (dostępnych u dostawców materiałów). Punktem wyjściowym do określenia stałego zapotrzebowania materiałowego będzie określenie stałej partii produkcyjnej każdego półwyrobu. Na podstawie przeprowadzonych obliczeń i symulacji stworzono wzorcowe rozkroje, z których wynikają następujące wiel-kości partii produkcyjnych czół szuflad:
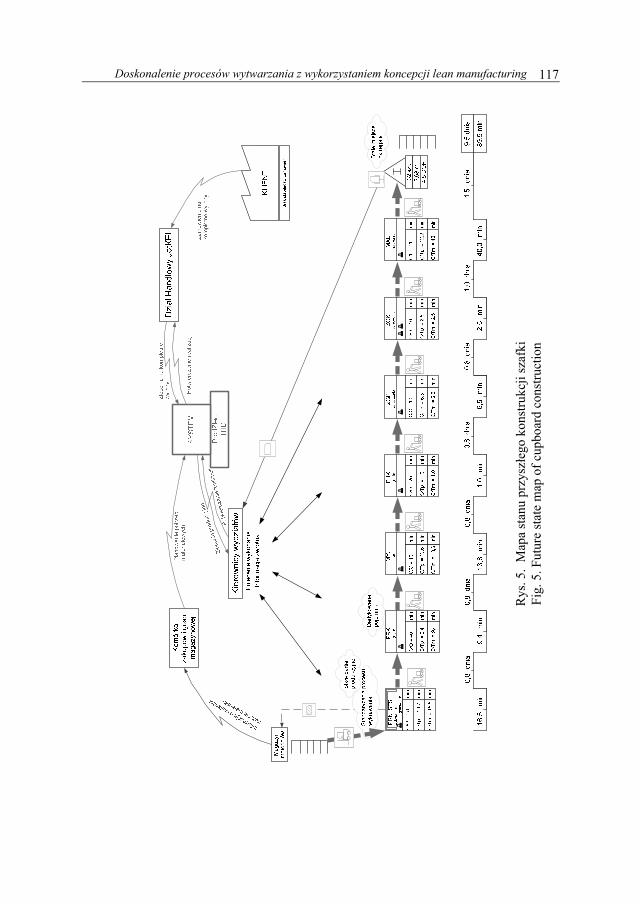
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 117
Rys
. 5.
Map
a st
anu
przy
szłe
go k
onst
rukc
ji sz
afki
Fi
g. 5
. Fut
ure
stat
e m
ap o
f cup
boar
d co
nstru
ctio
n
K. Żywicki 118
a) 20322.0201 – 84 szt. b) 20323.0201 – 30 szt. c) 20324.0201 – 24 szt. d) 20325.0201 – 16 szt.
Dno szuflad
Podobnie jak czoła szuflad również w tym przypadku postanowiono zrezy-gnować z wykorzystywania odpadów do produkcji dna szuflady standaryzując format materiałów wejściowych. Dokonując obliczeń i przeprowadzając symu-lacje rozkroi materiałowych uzyskano następujące wielkości partii produkcyj-nych:
a) 20322.0202 – 84 szt. b) 20323.0202 – 40 szt. c) 20324.0202 – 32 szt.
Rama górna stołów Konstrukcja występuje w dwóch wariantach wymiarowych, a decyduje o tym
rama górna z łącznikiem dolnym. I takie założenie przyjęto do projektowania przyszłego przebiegu strumienia materiałów: rama górna powinna być produ-kowana razem z łącznikiem dolnym. Przyglądając się konstrukcji półwyrobu zauważono, że części wytwarzane były z dwóch grubości materiału. Było to powodem trudności z dopasowaniem wiel-kości serii produkcyjnych elementów składowych i koniecznością magazynowa-nia większej ilości materiału. Dlatego postanowiono przekonstruować wyrób tak aby możliwe było wytwarzanie z jednego gatunku materiału. Pozwoliło to na takie opracowanie rozkroi materiałowych i programów na prasy CNC gdzie wielokrotność partii produkcyjnej wynosiła odpowiednio 10 i 16 kompletów.
Zespół nóg konstrukcji stołów Zespół nóg jest częścią składową konstrukcji stołu i na każdy jeden zmonto-
wany stół przypadają dwa zespoły nóg. Planując produkcję 26 ram górnych (suma dwóch typów pod względem długości) postanowiono dążyć do umożli-wienia takiej wielkości produkcji aby pokryć zapotrzebowanie wynikające z ilości ram. Podczas analizy stanu obecnego uwagę zwrócono na dwa różne sta-nowiska przygotowujące formatki wykorzystywane w dalszej produkcji. Poza stanowiskiem pras CNC w procesie wykorzystywano dodatkowo stanowisko cięcia laserowego. Wymagał tego skomplikowany kształt jednego z elementów. Ponieważ nieekonomiczne było zastosowanie technologii wykrawania na prasie dla tegoż elementu, postanowiono wykorzystać technologię cięcia laserowego do wytwarzania wszystkich części tego półwyrobu. Maksymalne wykorzystanie arkusza blachy umożliwiło produkcję elementów na 10 zespołów nóg, a kompu-terowa symulacja cięcia pozwoliła na oszacowanie czasu C/Tm równego 27
Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 119
minut. Przyjęto założenie, że w przypadku małych serii możliwe będzie połą-czenie tych operacji W związku z tym na stanowisku spawalniczym dokonano analizy przebiegu procesu montażu elementów w przyrządzie. Jej rezultatem jest propozycja niewielkiej zmiany w konstrukcji przyrządu spawalniczego umożli-wiająca połączenie operacji spawania w jedną. Korzystając z doświadczeń z analizy poprzedniego procesu i w tym przypadku postanowiono stworzyć gniazdo składające się z połączonego stanowiska spawalniczego i stanowiska ślusarskiego.
5. PODSUMOWANIE
Zastosowanie koncepcji określenia stałego systematycznie powtarzanego
procesu wytwarzania minimalnych partii produkcyjnych pozwoliło na inne spoj-rzenie na cały proces wytwórczy, który do tej pory traktowany był jako zespół oddzielnych operacji technologicznych ukierunkowanych na jak najszybsze przetwarzanie materiału. Dzięki analizie zapotrzebowania na półwyroby opra-cowano pewien schemat poziomowania produkcji, który wymaga ciągłego mo-nitorowani i udoskonalania. Już w trakcie wdrażania opracowanych zmian pra-cownicy biorący udział w tym projekcie proponowali różne usprawnienia i sami wykonali wiele usprawnień znacząco wpływających na dalsze doskonalenie procesu. Usprawnienia dotyczyły między innymi wykorzystywania narzędzi na prasach CNC (ograniczanie czasów przezbrojeń), stosowania dedykowanych pojemników do transportu i przechowywania elementów i gotowych półwyro-bów, opracowania i przygotowania skrzynki na karty kanban. Zastosowanie powyższych pojemników umożliwiło ograniczenie uszkodzeń powstających w trakcie transportu i przechowywania, ułatwiło kontrolę stanów (każdy pojemnik mógł pomieścić dokładnie tyle ile wynosiła seria produkcyjna) Skrzynka kanban wykonana jako tablica z przejrzystymi kieszeniami pozwalała na szybkie orientowanie się ile i jakie zlecenia uruchomiono na produkcji i kiedy można oczekiwać dostawy.
Oczekiwanym wynikiem wdrożenia zakładanych koncepcji jest ogromne zmniejszenie powierzchni magazynowej wykorzystywanej przez półwyroby oczekujące na zlecenie montażowe. W chwili obecnej wyroby na magazynie zajmują powierzchnię 18,24m2 w stosunku do 36,96 m2 jakie miało miejsce czyli wystąpił spadek o blisko 50%
Obniżenie wielkości partii produkcyjnej zmniejsza ryzyko powstawania du-żych strat w wyniku popełnienia błędu wykonawczego. Ewentualnie powstałą niezgodność łatwiej i taniej jest też naprawić w niewielkiej liczbie niezgodnych elementów, a przypadku konieczności złomowania można szybko uruchomić następną produkcję.
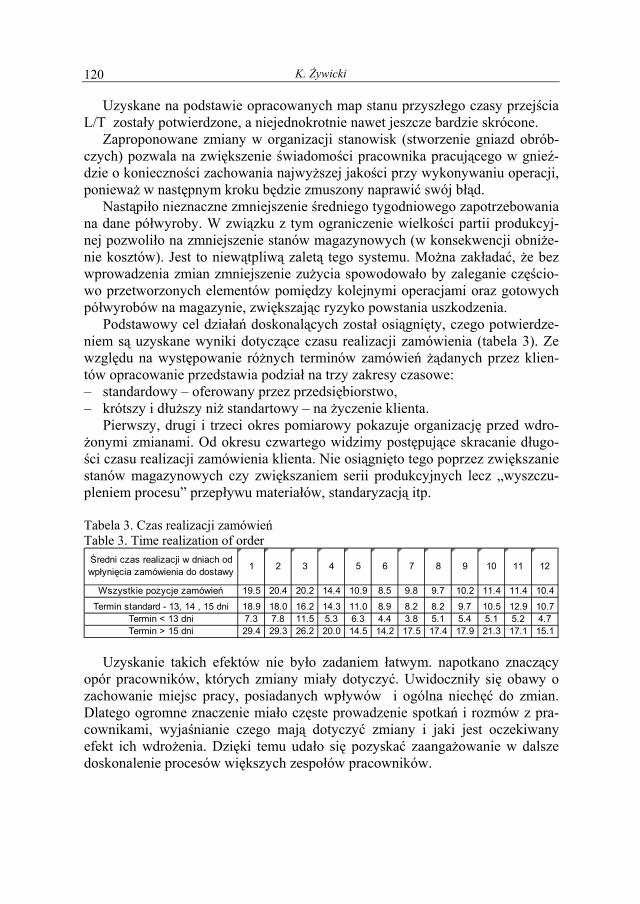
K. Żywicki 120
Uzyskane na podstawie opracowanych map stanu przyszłego czasy przejścia L/T zostały potwierdzone, a niejednokrotnie nawet jeszcze bardzie skrócone.
Zaproponowane zmiany w organizacji stanowisk (stworzenie gniazd obrób-czych) pozwala na zwiększenie świadomości pracownika pracującego w gnieź-dzie o konieczności zachowania najwyższej jakości przy wykonywaniu operacji, ponieważ w następnym kroku będzie zmuszony naprawić swój błąd.
Nastąpiło nieznaczne zmniejszenie średniego tygodniowego zapotrzebowania na dane półwyroby. W związku z tym ograniczenie wielkości partii produkcyj-nej pozwoliło na zmniejszenie stanów magazynowych (w konsekwencji obniże-nie kosztów). Jest to niewątpliwą zaletą tego systemu. Można zakładać, że bez wprowadzenia zmian zmniejszenie zużycia spowodowało by zaleganie częścio-wo przetworzonych elementów pomiędzy kolejnymi operacjami oraz gotowych półwyrobów na magazynie, zwiększając ryzyko powstania uszkodzenia.
Podstawowy cel działań doskonalących został osiągnięty, czego potwierdze-niem są uzyskane wyniki dotyczące czasu realizacji zamówienia (tabela 3). Ze względu na występowanie różnych terminów zamówień żądanych przez klien-tów opracowanie przedstawia podział na trzy zakresy czasowe: – standardowy – oferowany przez przedsiębiorstwo, – krótszy i dłuższy niż standartowy – na życzenie klienta.
Pierwszy, drugi i trzeci okres pomiarowy pokazuje organizację przed wdro-żonymi zmianami. Od okresu czwartego widzimy postępujące skracanie długo-ści czasu realizacji zamówienia klienta. Nie osiągnięto tego poprzez zwiększanie stanów magazynowych czy zwiększaniem serii produkcyjnych lecz „wyszczu-pleniem procesu” przepływu materiałów, standaryzacją itp. Tabela 3. Czas realizacji zamówień Table 3. Time realization of order Średni czas realizacji w dniach od wpłynięcia zamówienia do dostawy 1 2 3 4 5 6 7 8 9 10 11 12
Wszystkie pozycje zamówień 19.5 20.4 20.2 14.4 10.9 8.5 9.8 9.7 10.2 11.4 11.4 10.4
Termin standard - 13, 14 , 15 dni 18.9 18.0 16.2 14.3 11.0 8.9 8.2 8.2 9.7 10.5 12.9 10.7Termin < 13 dni 7.3 7.8 11.5 5.3 6.3 4.4 3.8 5.1 5.4 5.1 5.2 4.7Termin > 15 dni 29.4 29.3 26.2 20.0 14.5 14.2 17.5 17.4 17.9 21.3 17.1 15.1
Uzyskanie takich efektów nie było zadaniem łatwym. napotkano znaczący
opór pracowników, których zmiany miały dotyczyć. Uwidoczniły się obawy o zachowanie miejsc pracy, posiadanych wpływów i ogólna niechęć do zmian. Dlatego ogromne znaczenie miało częste prowadzenie spotkań i rozmów z pra-cownikami, wyjaśnianie czego mają dotyczyć zmiany i jaki jest oczekiwany efekt ich wdrożenia. Dzięki temu udało się pozyskać zaangażowanie w dalsze doskonalenie procesów większych zespołów pracowników.

Doskonalenie procesów wytwarzania z wykorzystaniem koncepcji lean manufacturing 121
LITERATURA
[1] Rother M., Shook J., Lerning to see. Value steam mapping to create value and eliminate muda, Lean Enterprise Institute, Massachusetts 1998.
[2] Womack J. P., Jones D. T., Odchudzanie firm. Eliminacja marnotrawstwa – kluczem do sukcesu, Warszawa, Centrum Informacji Menadżera 2001.
Recenzent: dr hab. inż. Edward PAJĄK, prof. nadzw.
IMPROVEMENT OF MANUFACTURING PROCESSES USING THE CONCEPT OF LEAN MANUFACTURING
S u m m a r y
The article presents the basic issues related to the concept of lean manufacturing and its
practical application in the improvement of production company. There is shown the area covered by the improvement activities, which was then analyzed as a basis to develop maps of the status quo. On this basis there have been prepared proposals to the improvement and next steps for their implementation. In papers there are shown possible to obtain results after implementing the changes and lessons learned from the application of lean manufacturing concepts.
Key words: production improvement, lean manufacturing
dr inż. Krzysztof ŻYWICKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +4861 665 27 38, e-mail: [email protected].

Related Documents











