FMEA Objective, scope and goal(s): Process ID FMEA Type: Process FMEA Number: Prepared By: FMEA Date: Process Lead Revision Date: Core Team Members: Process Step SEV OCC Current Process Controls DET RPN Owner Action Results Actions Taken New SEV New OCC New DET New RPN 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Potential Failure Mode(s) Potential Effect(s) of Failure Potential Cause(s)/ Mechanism(s) of Failure Recommended Action(s) Completion Date

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

FMEA Objective, scope and goal(s):
Process ID FMEA Type: ProcessFMEA Number:
Prepared By: FMEA Date:
Process Lead Revision Date:
Core Team Members:
Process Step Potential Failure Mode(s)
SE
V
OC
C
Current Process Controls
DE
T
RP
N
Owner
Action Results
Actions Taken
New
SE
V
New
OC
C
New
DE
T
New
RP
N
0 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 00 0 0 0 0
Potential Effect(s) of Failure
Potential Cause(s)/ Mechanism(s) of Failure
Recommended Action(s)
Completion Date
B11
Jim Tiernan: Failure modes indicate loss of at leaast one functional requirement. The key question is: in what way does the design fail to perform its functional requirement?
C11
Jim Tiernan: A potential effect is the consequence of the failure on other physical entities as experienced by the customer
D11
Jim Tiernan: Subjective measure of how bad the effect of the failure is, from a scale of 1 (no effect) to 10 (hazardous effect). Reference "Severity Ratings" worksheet for a more precise description.
E11
Jim Tiernan: Each potential mode must have an associated cause, and they typically fall into two buckets: 1. The design meets specification tolerances but fails anyway 2. The design has a vulnerabilities that may cause excessive variation or failure due to misbuilds, errors, material/parameter variation, environment, operator usage, deterioration
F11
Jim Tiernan: Subjective rating estimating the likelihood of the event that the cause occurs. Rating of 1 is almost never, rating of 10 is almost certain. Reference "Occurrence Ratings" worksheet for more precise definitions.
G11
Jim Tiernan: Techniques or tools used to identify design deficiencies and vulnerabilities. Can include performance and design verification testing, design reviews, modeling studies, DOEs, best practice adoption, mistake-proofing, overdesign, etc
H11
Jim Tiernan: A subjective rating corresponding to the likelihood that the detection methods in place will detect the first level failure of a potential mode. Rating is based on the effectiveness of the design controls that are in place to capture the failure mode.
I11
Jim Tiernan: Risk Priority Number (RPN) is the product of Severity, Probability of Occurrence and Detectability. The RPN value is used to establish priority for action in the FMEA activity.
J11
Jim Tiernan: If the RPN value is high, the team should revise the design controls in place and excecute actions aimed at reducing the RPN value through prevention or better detection. Possible actions include: 1. Redesign to eliminate/attenuate the vulnerability (materials, features, tolerances, etc) 2. System tolerance trade studies 3. Design DOEs to locate more robust design points. 4. Enhanced verificatin/validation methods

0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
1
1
1
1
1
1
Process FMEA
Column C
Process Step
RP
N V
alu
e

FMEA Objective, scope and goal(s): Review capacitor assy/test process for potential failure modes and control/risk mitigation strategy
Process ID Fictional Capacitor Assembly/Test FMEA Type: ProcessFMEA Number: XXXX1
Prepared By: AnybodyFMEA Date: 9/18/2006
Process Lead Process Engineering Manager Revision Date: A
Core Team Members: Swage line operator, Welding line operator, Impregration line operator, Line Supervisor, Process Engineering, Design Engineering, Quality Engineering, Process Engineering Manager
Process Step Potential Failure Mode(s)
SE
V
OC
C
Current Process Controls
DE
T
RP
N
Owner
Action Results
Actions Taken
Ne
w S
EV
Ne
w O
CC
Ne
w D
ET
Ne
w R
PN
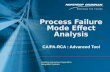
leaks, dimensions scrap 9 time and temperature 10 3.5 315 PE/QE Complete 9 1 2 18
Assembly low capacitance scrap 9 operator error, material 4 can size 5 180 Complete 9 2 1 18
Swaging hi-pot, corona, DF, IR scrap 9 9 2 162 Complete 9 1.5 1 14
Welding leaks, dimensions, hi-pot, corona scrap 8 8.5 2 136 Complete 8 1 2 16
Impregnation corona rework 5 8 2 80 Complete 5 2 1 10
Impregnation DF, low capacitance scrap 9 3 2 54 Complete 9 1 2 18
Welding rework 3 8.5 2 51 Complete 3 3 2 18
Curing dimensions, soft, cap variation, DF scrap or rework 3 8 2 48 Process capability analysis PE/QE Complete 3 3 2 18
Winding capacitance, dimension scrap 2 8 2 32 Process capability analysis PE/QE Complete 2 3 2 12
Testing Pads damage to part scrap 2 operator error, fixturing, toolling error 3 visual inspection 2 12 None --- None 2 3 2 12
Testing false failure retest 2 operator error, test fixture error 3 2 12 None --- None 2 3 2 12
0 0 0 0 0
0 0 0 0 0
Potential Effect(s) of Failure
Potential Cause(s)/ Mechanism(s) of Failure
Recommended Action(s)
Completion Date
Terminal brazing (cover and cap_)
Helium leak test, ATP seat test, thermal shock
DOE to optimize parameter settings for robustness
Review operator certification requirements, mat'l requirements
PE/QE/Line Spv
overheated dielectric, operator skill, workmanship, tooling, swage dimensions
visual inspection, tooling, operator quallification, electrical test
Process capability analysisReview operator certification requirements
PE/QE/Line Spv
fixtures, operator skill, chassis/cover dimension not specified, material type, contamination
Helium leak test, bubble test, fixtures, QC dimension
Process capability analysisReview operator certification requirements6S station review
PE/QE/Line SpvIE
machine (time, temp, oil quality), operator
gas test, oil quality, water test, PM, low temp seal, electrical test
Process capability analysisReview operator certification requirements
PE/QE/Line Spv
machine (time, temp, oil quality), operator
gas test, oil quality, water test, PM, low temp seal, electrical test
Process capability analysisReview operator certification requirements
PE/QE/Line Spv
leaks, dimensions, hi-pot failure, corona
fixtures, operator skill, chassis/cover dimension not specified, material type, contamination
Helium leak test, bubble test, fixtures, QC dimension
Process capability analysisReview operator certification requirements
PE/QE/Line Spv
variable compression time, variable pressure, temp, humidity, time
cap measurement, feel, dimension, pressure/load cell, humidity/temp/time
operator error, winding machine, material (thickness, elongation, damaged, curls)
FAV, measure capacitance, dinemsions, hi-pot, PM, incoming and at-station inspection, set-up adjustment
software error flag, verification procedure, cal logs
B11
Jim Tiernan: Failure modes indicate loss of at leaast one functional requirement. The key question is: in what way does the design fail to perform its functional requirement?
C11
Jim Tiernan: A potential effect is the consequence of the failure on other physical entities as experienced by the customer
D11
Jim Tiernan: Subjective measure of how bad the effect of the failure is, from a scale of 1 (no effect) to 10 (hazardous effect). Reference "Severity Ratings" worksheet for a more precise description.
E11
Jim Tiernan: Each potential mode must have an associated cause, and they typically fall into two buckets: 1. The design meets specification tolerances but fails anyway 2. The design has a vulnerabilities that may cause excessive variation or failure due to misbuilds, errors, material/parameter variation, environment, operator usage, deterioration
F11
Jim Tiernan: Subjective rating estimating the likelihood of the event that the cause occurs. Rating of 1 is almost never, rating of 10 is almost certain. Reference "Occurrence Ratings" worksheet for more precise definitions.
G11
Jim Tiernan: Techniques or tools used to identify design deficiencies and vulnerabilities. Can include performance and design verification testing, design reviews, modeling studies, DOEs, best practice adoption, mistake-proofing, overdesign, etc
H11
Jim Tiernan: A subjective rating corresponding to the likelihood that the detection methods in place will detect the first level failure of a potential mode. Rating is based on the effectiveness of the design controls that are in place to capture the failure mode.
I11
Jim Tiernan: Risk Priority Number (RPN) is the product of Severity, Probability of Occurrence and Detectability. The RPN value is used to establish priority for action in the FMEA activity.
J11
Jim Tiernan: If the RPN value is high, the team should revise the design controls in place and excecute actions aimed at reducing the RPN value through prevention or better detection. Possible actions include: 1. Redesign to eliminate/attenuate the vulnerability (materials, features, tolerances, etc) 2. System tolerance trade studies 3. Design DOEs to locate more robust design points. 4. Enhanced verificatin/validation methods

leaks
, dim
ensio
ns
low c
apac
itanc
e
hi-po
t, co
rona
, DF, I
R
leaks
, dim
ensio
ns, h
i-pot
, cor
ona
coro
na
DF, low
cap
acita
nce
leaks
, dim
ensio
ns, h
i-pot
failu
re, c
oron
a
dimen
sions
, sof
t, ca
p va
riatio
n, D
F
capa
citan
ce, d
imen
sion
dam
age
to p
art
false
failu
re 0 00
50
100
150
200
250
300
350
Process FMEA
Fictional Capacitor Assembly/Test
Process Step
RP
N V
alu
e

Product Design Severity Ranking Guidelines
Effect Severity of Effect
System Failure
Obvious Cosmetic
Minor Cosmetic
Very Minor
None No effect.
General Severity Ranking Guidelines
Effect Severity of Internal/External Effect
Liability Failure will affect safety or compliance to lawModerate to major reliability failuresEnd user recallsPremature end-of-life (wear out)Increased early life failuresIntermittent functionalityMinor reliability failuresCustomer line impact / lines downImpacts the yield of customerWrong package / part / marking
Hazardous - without warning
Failure mode affects safety and may endanger machine, assembly operator, or end user. Failure will occur without warning. Production stopped.
Hazardous - with warning
Failure mode affects safety and may endanger machine, assembly operator, or end user. Failure will occur with warning. Production stopped.
Item inoperable, loss of primary function, system failure. Major disruption to production line. 100% of product may require repair or may be scrapped.
Significant System Degradation
Assembly functional, but with significant performance degradation. Could pose major disruption to production line. Product may have to be sorted and a portion (less than 100%) scrapped.
Moderate System Degradation
Assembly functional, but with one or more non-critical functions degraded. Minor disruption to production line. A portion (less than 100%) of the product may have to be scrapped (no sorting).
Minor System Degradation
Assembly functional, but some non-critical function operating at reduced performance. Minor disruption to production line. Rework may be required on 100% of product.
Significant cosmetic non-conformance. May lead to degradation over time. Minor disruption to production line. The product will require sorting and a portion (less that 100%) will require general cosmetic rework.
Minor cosmetic non-conformance. Minor disruption to production line. A portion (less than 100%) of the product may require some rework.
Very minor cosmetic defect. Defect detected by very discriminate observation. A small portion (less than 50%) of the product may require rework.
Reliability/reputation at risk
Customer quality inconveniences

Products performing marginallyInvolved customer's special handlingDamaged the customer's equipmentProduct assembly errorDamage to down stream equipmentMajor yield hitSignificant line yield lossMinor yield hitLow line yield lossSpecial internal handling, effort or annoyance
Unnoticed Unnoticed either internally or externally
Customer quality inconveniences
Internal yield or special handling required

Product Design Severity Ranking Guidelines
Ranking
10
9
8
7
6
5
4
3
21
General Severity Ranking Guidelines
Ranking
10
9
8
7

7
6
543
2
1

Probability of Failure DPMO
Extreme: Process is out of control and not capable>=1 in 2 500,000
1 in 3 310,000
1 in 6 158,000
1 in 15 67,000
1 in 44 23,000
1 in 161 6200
1 in 740 1350
Low: Defects related to common variation 1 in 4250 235
1 in 31,250 32
<=1 in 340,000 3
Possible Failure Rates
Uncontrolled: Process is generally not capable. Failure occurrence is common.
Moderate: Process may generally be capable, but not centered. Failures occur less frequently, but common and standard variation causes exist and have not been corrected.
Very Low: Process is capable and well centered. Outlying variation occurs from time to time.
Remote: Process is capable, centered, and contains excellent design margin.

Sigma Cpk Ranking
<2.00 <0.34 10
>=2.00 >=0.34 9
>=2.50 >=0.47 8
>=3.00 >=0.61 7
>=3.50 >=0.76 6
>=4.00 >=0.91 5
>=4.50 >=1.07 4
>=5.00 >=1.23 3
>=5.50 >=1.33 2
>=6.00 >=1.50 1

Detection
No Capability
Very Remote Very remote likelihood current process controls will detect a failure.
Remote Remote likelihood current process controls will detect a failure.
Low Likelihood Low likelihood current process controls will detect a failure.
Poor Likelihood that current process controls will detect a failure is poor.
Likely
Capable Process controls are capable, but leave room for human error.
Very Capable
Highly Capable
Extremely Capable
Criteria: Likelihood that an Existing Defect will be Detected by the Indicated Process Controls Before the
Assembly is Delivered to the End User
Detection capability unknown. Unable to determine reliability of assembly going to end user.
Process controls are likely to detect a failure. Room for error substantial.
Process controls capable of detecting failures. Processes have easy detection capability and good reliability.
Process controls are highly capable of detecting failures. SPC program exists with good results or failures are extremely obvious.
Current process controls will detect the failure nearly without fail. Good SPC program exists with data to back up results.

Ranking
<30% 10
>30% 9
>40% 8
>50% 7
>60% 6
>70% 5
>80% 4
>90% 3
>95% 2
>99.5% 1
Detection Rate (likelihood of finding defect)

AIAG Compiled Ratings
Rating Severity of effect Likelihood of Occurrence
10
9 Hazardous and with warning
8 Loss of primary functionHigh; repeated failures
7
6 Loss of secondary function
Moderate; occasional failures5
4
3Low; relatively few failures
2
1 No effect Remote: failure is unlikely
Hazardous and without warning Very high; failure is almost
inevitable
Reduced primary function performance
Reduced secondary function performanceMinor defect noticed by most customersMinor defect noticed by some customersMinor defect noticed by discriminating customers

AIAG Compiled Ratings
Ability to Detect
Cannot detect
Remote chance of detection
Very low chance of detection
Low chance of detection
Moderate chance of detection
Almost certain detection
Very remote chance of detection
Moderately high chance of detection

Potential Team Members
1 Process Engineer - Generally the Team Leader 2 Production Operators 3 Industrial Engineer 4 Design Engineer 5 Quality Engineer 6 Reliability Engineer 7 Tooling Engineer 8 Maintenance Engineer 9 Project Manager
10 Others including Sales, QA/QC, Operations

Step123456789
101112

Process Mapping Overview
DescriptionIdentify the process to map Ask the people most familiar with the process to help construct the mapAgree on the start and end points; defining the scope of the process to be mapped is important, otherwise the task can become unwieldy Agree on the level of detail to use; it’s better to start out with less detail, increasing detail only as needed to accomplish your purposeIdentify the sequence and the steps taken to carry out the process; walk the line if necessary Construct the process map either from left to right or from top to bottom, using standard flow chart symbols and connecting the steps with arrowsIdentify key process characteristics as potential sources of failureIs the process standardized, or are the people doing the work in different ways? Are steps repeated or out of sequence? Are there steps where errors occur frequently? Are there rework loops? Analyze the results and document potential failure modes at each process step

Potential Failure Causes
1 Omitted processing 2 Processing errors 3 Errors setting up work pieces 4 Missing parts 5 Wrong parts 6 Processing wrong work piece 7 Mis-operation 8 Adjustment error 9 Equipment not set up properly
10 Tools and/or fixtures improperly prepared11 Poor control procedures 12 Improper equipment maintenance 13 Bad recipe 14 Fatigue 15 Lack of Safety 16 Hardware failure 17 Failure to enforce controls 18 Environment 19 Stress connections 20 Poor FMEA(s)

Potential Process Controls:
1 Standardized work instructions/procedures 2 Fixtures and jigs 3 Mistake-proofing tooling and/or product design4 Mechanical interference interfaces 5 Mechanical counters 6 Mechanical sensors 7 Electrical/Electronic sensors 8 Job sheets or Process packages 9 Bar coding with software integration and control
10 Marking 11 Training and related educational safeguards 12 Visual checks 13 Post process inspection/testing 14 Gage studies 15 Statistical Process Control16 Design of experiments on the process/Robust process design17 Preventive maintenance 18 Automation & Real Time Control
Related Documents