South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267 256 OPTIMIZATION OF MACHINING PARAMETERS OF TITANIUM ALLOY (GRADE 2) IN ELECTRO CHEMICAL MACHINING PROCESS BY USING RSM METHOD V.P.Krishnamurthy, E.R.Sivakumar, M.Manikandan Department of Mechanical Engineering, Sasurie College of Engineering, Tirupur. Abstract Electrochemical machining (ECM) has inaugurated itself as one of the major other possible way to conventional methods for machining hard materials and complicated outlines not having the residual stresses and tool wear. Electrochemical machining has vast application in automotive, Aircrafts, petroleum, aerospace, textile, medical and electronic industries. Studies on Material Removal Rate (MRR) are of extremely important in ECM Use of optimal ECM process parameters can significantly reduce the ECM operating, tooling, and maintenance cost and will produce components of higher accuracy. This paper investigates the effect and parametric optimization of process parameters for Electrochemical machining of Titanium alloy (Grade 2). The process parameters considered are Current, Voltage, Flow rate, Gap and are optimized in consideration of material removal rate and Surface Roughness. Keywords - Electrochemical machining; Material removal rate; Design of Experiments; Response surface methodology; process parameters; etc., Keywords: Electrochemical machining 1.Introduction Electrochemical machining (ECM) was developed to machine difficult-to cut materials, and it is an anodic dissolution process based on the phenomenon of electrolysis, whose laws were established by Michael Faraday [1]. In ECM, electrolytes serve as conductors of electricity. The rate of machining does not depend on the hardness of the metal. ECM offers a number of advantages over other machining methods and also has several disadvantages: Advantages: there is no tool wear; machining is done at low voltage compared to other processes with high metal removal rate; no burr formation; hard conductive materials can be machined into complicated profiles; work-piece structure suffer no thermal damages; suitable for mass production work and low labour requirements. Disadvantages: a huge amount of energy is consumed that is approximately 100 times that required for the turning or drilling of steel; safety issues on removing and disposing of the explosive hydrogen gas generated during machining; not suited for nonconductive materials and difficulty in handling and containing the electrolyte [2]. * Corresponding author. Tel.: +91-9865461948; fax: +0-000-000-0000 .

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
256
OPTIMIZATION OF MACHINING PARAMETERS OF
TITANIUM ALLOY (GRADE 2) IN ELECTRO CHEMICAL
MACHINING PROCESS BY USING RSM METHOD
V.P.Krishnamurthy, E.R.Sivakumar, M.Manikandan
Department of Mechanical Engineering, Sasurie College of Engineering, Tirupur.
Abstract
Electrochemical machining (ECM) has inaugurated itself as one of the major other possible way to conventional methods for machining hard materials and complicated outlines not having the residual stresses and
tool wear. Electrochemical machining has vast application in automotive, Aircrafts, petroleum, aerospace, textile,
medical and electronic industries. Studies on Material Removal Rate (MRR) are of extremely important in ECM Use
of optimal ECM process parameters can significantly reduce the ECM operating, tooling, and maintenance cost and
will produce components of higher accuracy. This paper investigates the effect and parametric optimization of
process parameters for Electrochemical machining of Titanium alloy (Grade 2).
The process parameters considered are Current, Voltage, Flow rate, Gap and are optimized in consideration of
material removal rate and Surface Roughness.
Keywords - Electrochemical machining; Material removal rate; Design of Experiments; Response surface
methodology; process parameters; etc.,
Keywords: Electrochemical machining
1.Introduction
Electrochemical machining (ECM) was developed to machine difficult-to cut materials, and it is
an anodic dissolution process based on the phenomenon of electrolysis, whose laws were established by Michael
Faraday [1]. In ECM, electrolytes serve as conductors of electricity. The rate of machining does not depend on the
hardness of the metal. ECM offers a number of advantages over other machining methods and also has several
disadvantages:
Advantages: there is no tool wear; machining is done at low voltage compared to other processes with high metal removal rate; no burr formation; hard conductive materials can be machined into complicated profiles; work-piece
structure suffer no thermal damages; suitable for mass production work and low labour requirements.
Disadvantages: a huge amount of energy is consumed that is approximately 100 times that required for the turning
or drilling of steel; safety issues on removing and disposing of the explosive hydrogen gas generated during machining; not suited for nonconductive materials and difficulty in handling and containing the electrolyte [2].
* Corresponding author. Tel.: +91-9865461948; fax: +0-000-000-0000 .

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
257
E-mail address:[email protected]
Applications: ECM is widely used in manufacturing for making moulds and dies; also used for making complicated shape of turbine blades and it is now routinely used for the machining of aerospace components, critical deburring,
Fuel injection system components, ordnance components etc.
The shaped tool (cathode) is connected to the negative polarity and the work-piece (anode) is connected to the
positive polarity. The electrolyte flow through the small inter-electrode gap, thus flushing away sludge and heat
generated during machining process.
EXPERIMENTAL SETUP AND TOOL DESIGN:
Experimental Objectives:
To study the material removal rate (MRR), surface roughness of ECM, it is necessary to identify and understand the factors affecting the responses. The factors effecting the responses have been studied by conducting
series of machining experiments using titanium alloy (Grade 2) as work-piece.
Titanium Alloy (Grade 2) is a medium-carbon low-alloy steel and finds its typical applications in the manufacturing
of automobile and machine tool parts. Give rise to certain problems in its machining such as large cutting forces,
high cutting tool temperatures, poor surface finish and built-up edge formation. This material is thus difficult to
machine. Schematic diagram of ECM is shown in Figure 3.1. The effect of the different process parameters such as
the voltage, feed rate, electrolyte concentration and electrode diameter has been studied and has been reported in the
following chapters.

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
258
Experimental Setup:
The whole experimental conducted on Electrochemical Machining set up from Metatech Industry, Bangalore. Which is having input Supply of - 415 v +/- 10%, 3 phase AC, 50 HZ. Output supply is 0-300A DC at
any voltage from 0-25V and efficiency is better than 80% at partial and full load condition. The cable insulation
resistance is not less than 10 Mega ohms with 500V DC. And consist of three major sub systems which are being
discussed in this chapter. The set up consists of three major sub systems.
1. Machining setup
2. Control Panel
3. Electrolyte Circulation
Machining Setup:
This electro-mechanical assembly is a sturdy structure, associated with precision machined components, servo motorized vertical up/down movement of tool, an electrolyte dispensing arrangement, illuminated machining
chamber with see through window, job fixing vice, job table lifting mechanism and sturdy stand. All the exposed
components, parts have undergone proper material selection and coating/plating for corrosion protection. ECM setup
is shown in Figure.
ECM Setup 19
South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
259
Control Panel :
Through control panel we adjust the current (I), voltage (V), feed rate (F) and time (T) for duration of
experiment. The power supply is a perfect integration of, high current electrical, power electronics and precision
programmable microcontroller based technologies. Since the machine operates at very low voltage, there are no
chances of any electrical shocks during operation. Control Panel shown in Figure 3.3.
Control Panel
Tool Setup:
The purpose of the experimental investigation was to find out the Material removal rate, surface roughness
of plane work pieces made of Titanium alloy grade 2.
The tools were made up of copper. It is an abridged general view of the experimental system. The experimental
conditions are: the electrolyte is sodium chloride, the electrode gap between the tool and work piece is 0.1 to 0.3
mm, the work piece is 10 mm diameter and 6 mm thickness and the cathode is copper. When the experiment is
carried out, the electrolyte should be at room temperature each time and after the experiment the conductivity of
electrolyte must be checked. And while doing the experiment some overcuts are occurred so that overcut diameter
and depth is taken with the help of Coordinate Measurement Machine (CMM).

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
260
METHODOLOGY:
DESIGN OF EXPERIMENTS:
Design of experiments is a standard tool to conduct the experiment in an optimum way to investigate the effects
of process parameters on the response or output parameter. The various steps involved in the design of experiments are identifying the important process parameter, finding the upper and lower limit of selected process parameter and
developing the box ben hen design matrix. The design matrix for three factors involves three blocks in which each
of two factors are varied through the four possible combinations of higher and lower limits. In each block a certain
number of factors are put through all combinations for the three factorial designs, while the other factors are kept at
central values.
In this study, three machining parameters were selected as control factors, and each parameter was
designed to have three levels, denoted 1, 2, and 3.The experimental design was according to an L27 array based on
Taguchi method, while using the Taguchi orthogonal array would markedly reduce the number of experiments. A
set of experiments designed using the Taguchi method was conducted to investigate the relation between the process
parameters and determination factor. DESIGN EXPERT @ 16 mini tab software was used for regression and
graphical analysis of the obtained data.
RESPONSE SURFACE METHODOLOGY:
Response surface designs are employed in the empirical study of relationship between one or more
measured response variable sand a number of independent or controllable variables of a process. Response surface
designs are employed to investigate and predict the following conditions of a process. RSM methodology is
practical, economical and relatively easy for use.They are the effect on a particular response by a given set of input
variables over some specified region of interest. The required values of variables to obtain desirable or acceptable
levels of a response. The required values of variables to achieve a minimum or maximum response and the mature
response surface near this minimal or maximal value. To describe the response surface method by second order
polynomials, the factor in the experimental design should have three levels. A three level factorial experiment in
which all possible combinations of k factors at all the levels are used is called 3k full factorial design which is
employed.
MATERIAL SELECTION:
TITANIUM ALLOY (GRADE 2)
INTRODUCTION
The work material used for the present investigation is AISI 316. The diameter of the material is 10mm and
machined length is 10mm for all trials. The chemical composition of the work material is given in an output as the
reflection of local information stored in connections. The output of each neuron is determined by the level of the
input signals in relation to the threshold value. These signals are modified by the connection weights between the
neurons. The output of a neuron is intake and supplied to other neurons of adjacent layers as input signals via
interconnections.
Chemical Composition
The following table shows the chemical composition of titanium alloy
Element Content (%)
C 0.1

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
261
Fe 0.3
H 0.015
N 0.03
O 0.25
Ti 99.2
MATERIAL HARDNESS TEST REPORT:
HARDNESS TEST REPORT:TEST REPORT NO HT / 260/ 08.10.13
SAMPLE ID Dia-22mm ROD
Hardness Value 234,BHN
Indentor 2.50mm BALL
Load applied 187.5,Kgf
PGP COLLEGE OF ENGG & TECH 14
Hardness test report
TESTING THE HARDNESS OF METALS:
BRINELL HARDNESS TEST:
The Brinell test for determining the hardness of metallic materials consists of applying a known load to the
surface of the material to be tested through a hardened steel ball of known diameter. The diameter of the resulting
permanent impression in the metal is measured and the Brinell Hardness Number (BHN) is then calculated from the
following formula in which D = diameter of ball in millimeters, d = measured diameter at the rim of the impression in millimeters, and P =applied load in kilograms.
BHN = load on indenting tool in kilograms/ surface area of indentation in sq. mm.
If the steel ball were not deformed under the applied load and if the impression were truly spherical, then the
preceding formula would be a general one, and any combination of applied load and size of ball could be used.
Hence, for a standard Brinell test, the size and characteristics of the ball and the magnitude of the applied load must
be standardized. In the standard Brinell test, a ball 10 millimeters in diameter and a load of 3000, 1500, or 500
kilograms is used. It is desirable, although not mandatory, that the test load be of such magnitude that the diameter
of the impression be in the range of 2.50 to 4.75 millimeters.
The following test loads and approximate Brinell numbers for this range of impression diameters are: 3000 kg, 160
to 600 BHN; 1500 kg, 80 to 300 BHN; 500 kg, 26 to 1making a Brinell test, the load should be applied steadily and
without a jerk for at least 15 seconds for iron and steel, and at least 30 seconds in testing other metals.
COPPER (tool materials):

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
262
Copper is a chemical element with the symbol Cu (from Latin: cuprum) and atomic number 29. It is a
ductile metal with very high thermal and electrical conductivity. Pure copper is soft and malleable; a freshly exposed
surface has a reddish-orange color. It is used as a conductor of heat and electricity, a building material, and a
constituent of various metal alloys. The metal and its alloys have been used for thousands of years. In the Roman
era, copper was principally mined on Cyprus, hence the origin of the name of the metal as сyprium (metal of
Cyprus), later shortened to cuprum. Its compounds are commonly encountered as copper (II) salts, which often
impart blue or green colors to minerals such as azurite and turquoise and have been widely used historically as
pigments. Architectural structures built with copper corrode to give green verdigris (or patina). Decorative art
prominently features copper, both by itself and as part of pigments.
Properties of Copper:
Copper is an excellent electrical conductor. Most of its uses are based on this property or the fact that it is also a
good thermal conductor. However, many of its applications also rely on one or more of its other properties. For
example, it wouldn't make very good water and gas pipes if it were highly reactive. On this page, we look at these
other properties:
a good electrical conductor
a good thermal conductor
corrosion resistant
antibacterial
easily joined
ductile
tough
non magnetic
attractive colour
Applications of Copper:
Copper and copper alloy can be used in an extraordinary range of applications. Some of these applications
include:
Power transmission lines
Architectural applications
Cooking utensils
Spark plugs
Electrical wiring, cables and busbars
High conductivity wires
Electrodes
Heat exchangers
Refrigeration tubing
Plumbing
ELECTRO CHEMICAL MACHINE SELECTION:
Working principal of ECM:
Electro chemical machining (ecm) is a method of removing metal by an electrochemical process. It is normally
used for mass production and is used for working extremely hard materials or materials that are difficult to machine
South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
263
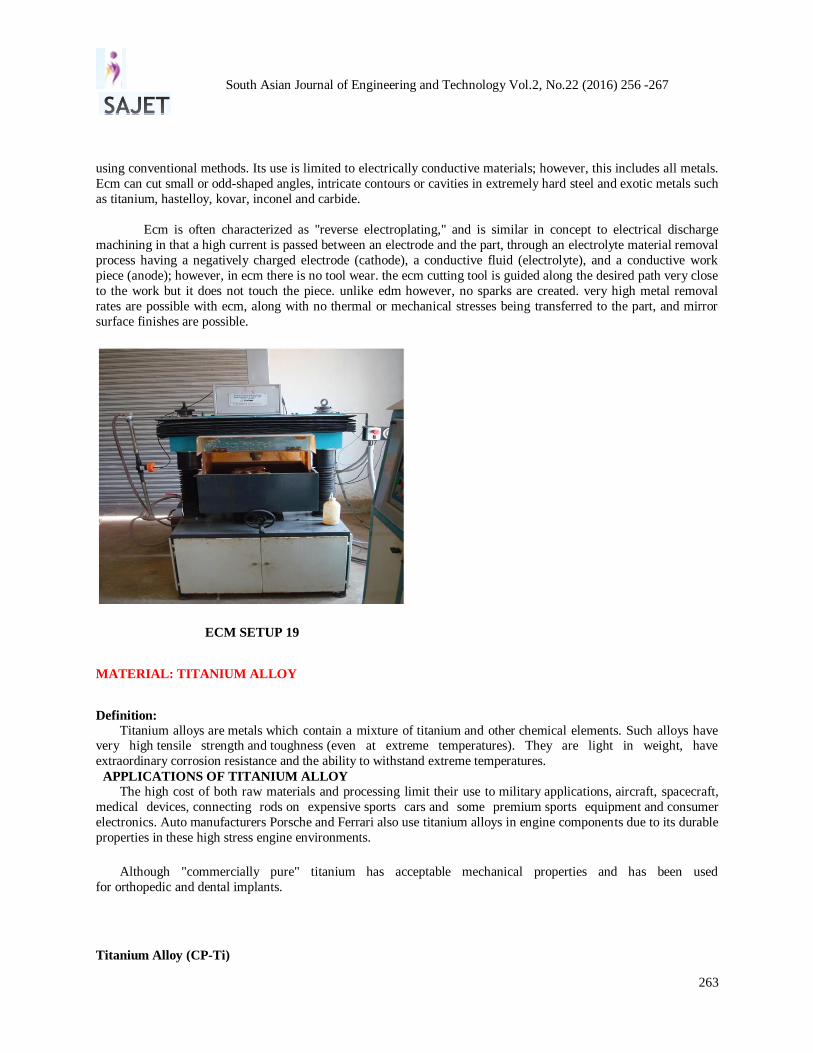
using conventional methods. Its use is limited to electrically conductive materials; however, this includes all metals.
Ecm can cut small or odd-shaped angles, intricate contours or cavities in extremely hard steel and exotic metals such
as titanium, hastelloy, kovar, inconel and carbide.
Ecm is often characterized as "reverse electroplating," and is similar in concept to electrical discharge
machining in that a high current is passed between an electrode and the part, through an electrolyte material removal
process having a negatively charged electrode (cathode), a conductive fluid (electrolyte), and a conductive work
piece (anode); however, in ecm there is no tool wear. the ecm cutting tool is guided along the desired path very close
to the work but it does not touch the piece. unlike edm however, no sparks are created. very high metal removal
rates are possible with ecm, along with no thermal or mechanical stresses being transferred to the part, and mirror
surface finishes are possible.
ECM SETUP 19
MATERIAL: TITANIUM ALLOY
Definition:
Titanium alloys are metals which contain a mixture of titanium and other chemical elements. Such alloys have very high tensile strength and toughness (even at extreme temperatures). They are light in weight, have
extraordinary corrosion resistance and the ability to withstand extreme temperatures.
APPLICATIONS OF TITANIUM ALLOY
The high cost of both raw materials and processing limit their use to military applications, aircraft, spacecraft,
medical devices, connecting rods on expensive sports cars and some premium sports equipment and consumer
electronics. Auto manufacturers Porsche and Ferrari also use titanium alloys in engine components due to its durable
properties in these high stress engine environments.
Although "commercially pure" titanium has acceptable mechanical properties and has been used
for orthopedic and dental implants.
Titanium Alloy (CP-Ti)

South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
264
Grade 2: Titanium alloy
Product form: Titanium Bar
Market: Aerospace, Chemical Processing, Motor sport, Medical, Oil & Gas, Defence DiameterRange:5mm–254mm
Specifications: AMS4928, BS2TA11, ASTM B 348 GR 2, ISO5832/3
TITANIUM ALLOY CP-Ti (Grade 2)
Its usability lies in its many benefits. Cp-ti may be heat treated to increase its strength. It can be used in welded construction at service temperatures of up to 600° F. This alloy offers its high strength at a light weight,
useful formability and high corrosion resistance.
Cp-ti usability makes it the best alloy for use in several industries, like the aerospace, medical, marine and chemical
processing industries. It can be used in the creation of such technical things as:
Aircraft turbines
Engine components
Aircraft structural components
Aerospace fasteners High-performance automatic parts
Marine applications
Sports equipment.
EXPERIMENTAL DETAILS
A set of experiments were conducted on Lathe machine to determine effect of machining parameters
namely table speed (rpm),feed(mm/rev),depth of cut (mm) and material (Al alloy and Resin) on output responses
namely surface roughness and metal removal rate and burr height.
The machining conditions were listed below. Three levels for first three factors and two for the fourth,
taken as category are used to give the design matrix by using Response Surface Methodology (RSM) and relevant
ranges of parameters as shown in runs to conduct the experiments is shown in the Table along with the output
responses, MRR and surface roughness. MRR was calculated as the ratio of volume of material removed from the
work piece to the machining time. The surface roughness, Ra was measured in perpendicular to the cutting direction
using Profilometer. These results will be further used to analyze the effect of input machining parameters on output
responses with the help of RSM and design expert software.
EXPERIMENTAL PROCEDURE
Test Specimen
This research conducted a cutting test with an automatic machine called PINACHO, RAYO 180 model,
using an Insert of KENNAMETAL-KC5010 with Nose Radius of 0.4 millimeter, and SHELLDROMUS OIL B for
heat ventilation. The material used in the cutting is Titanium alloy (Grade 2)
Tool life measurement
The cutting for calculating the working life of tool life is shown as the table of orthogonal array L9 by
cutting the part at 10 rounds of one piece to get the cutting length at1,000 millimeter and stopping watch and
checking the wearing out by the Toolmaker’s Microscope of TM 505which the lenses of 30 times and measure
every 1,000millimeter until the size of the Flank Were are more than0.6 millimeter(VB max>0.6 millimeter)
Taguchi Method and design of experiment The Taguchi method is a quality tool that helps improve the work efficiently. It is possible to select suitable
factors, which indicates factors and their levels in the cutting experiment with CNC machine, which contains 3
factors, and each factor has 3 levels.
As mentioned earlier, Taguchi method is used for tuning the turning process by optimizing the process
parameters for best tool life.
South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
265
In general, the parameter optimization process of the Taguchi method is based on 8-steps of planning,
conducting and evaluating results of matrix experiments to determine the best levels of control parameters.
Those eight steps are given as follows:
Identify the performance characteristics (responses) to optimize and process parameters to control (test).
Determine the number of levels for each of the tested parameters.
Select an appropriate orthogonal array, and assign each tested parameters into the array.
Conduct an experiment randomly based on the arrangement of the orthogonal array.
Calculate the S/N ratio for each combination of the tested parameters.
Analysis the experimental result using the S/N ratio and ANOVA test.
Find the optimal level for each of the process parameters.
Conduct the confirmation experiment to verify the optimal process parameters.
Determination of cutting parameters Test result collection according to the order of the experiment and analyze S/N ratio of tool life is as
follows;
This section provides the results of S/N ratio, main effect plot and ANOVA. From the results of mean S/N
ratio and ANOVA analysis, the optimal combination of cutting parameters is achieved and verification tests have
been performed to predict the improvement.
Analysis of the signal-to-noise(S/N) ratio In Taguchi method, the term signal represents the desirable value, and noise represents the undesirable
value. Process parameters with the highest S/N ratio always give the best quality with minimum variance [10]. The
S/N ratio for each parameter level is calculated by finding the average of S/N ratios at the corresponding level. Fig 2 shows the response table for S/N ratio of tool life for larger is better obtained for different parameter levels.
APPLICATIONS:
It is used in the following fields
Pigments, additives and coatings
Aerospace and marine
Industrial
Consumer and architectural
Jewelry
Medical
Nuclear waste storage
REFERENCES
[1] J.A. McGeough, Principle of Electrochemical Machining, Chapman and Hall, London, 1974.
[2] H. El-hofy, Fundamentals of Machining Processes, Conventional and Nonconventional Processes, Taylor &
Francis Group, 2007.
[3] D. Zhu, K. Wang, J.M. Yang, Design of Electrode Profile in Electrochemical Manufacturing Process, CIRP
Annals-Manufacturing Technology 52 (1) 169-172.
[4] YUMING ZHOU and JEFFREY J. DERBY, The Cathode Design Problem in Electrochemical Machining,
Chemical Engineering Science, 50(17) (1995) 2679- 2689.
South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
266
[5] C.S. CHANG, L.W. HOURNG, C.T. CHUNG, Tool design in electrochemical machining considering the effect
of thermal-fluid properties, Journal of Applied Electrochemistry, 29 (1999) 321-330.
[6] S.J. Ebeid, M.S. Hewidy, T.A. El-Taweel, A.H. Youssef, Towards higher accuracy for ECM hybridized with
low-frequency vibrations using the response surface methodology, Journal of Materials Processing Technology 149
(2004) 432-438.
[7] P.S.Pa, Effective form design of electrode in electrochemical smoothing of end turning surface finishing, Journal
of materials processing technology 195 (2008) 44-52.
[8] Chunhua Sun, Di Zhu, Zhiyong Li, Lei Wang, Application of FEM to tool design for electrochemical machining
freeform surface, Finite Elements in Analysis and Design 43 (2006) 168-172.
[9] J.A. Westley, J. Atkinson, A. Duffield, Generic aspects of tool design for electrochemical machining, Journal of
Materials Processing Technology 149 (2004) 384-392.
[10] M.S. Amalnik, J.A. McGeough, Intelligent Concurrent Manufacturability Evaluation of Design for
Electrochemical Machining, Journal of Materials Processing Technology 61 (1996) 130-139.
[11] K.P. Rajurkar and M.S. Hewidy, Effect of Grain Size on ECM Performance, Journal of Mechanical Working
Technology, 17 (1988) 315 - 324.
[12] K.P. Rajurkar, D. Zhu, B. Wei, Minimization of Machining Allowance in Electrochemical Machining, Annals
of the CIRP Vol. 47(1998) 165-168. 52
[13] I. Strode and M. B. Bassett, The effect of Electrochemical Machining on the Surface Integrity and Mechanical
Properties of Cast AND Wrought Steels, Wear, 109 (1966) 171- 180.
[14] Ming-Chang Jeng, Ji-Liang Doong and Chih-Wen Yang, The effects of carbon content and microstructure on
the metal removal rate in Electrochemical Machining, Journal of Materials Processing Technology, 38 (1993) 527-
538.
[15] S.C. TAM, N.H. LOH, Optimization of the ECM-Abrasive Polishing of Mild Steel Using Response Surface
Methodology, Journal of Mechanical Working Technology, 19 (1989) 109-117.
[16] J.J. Sun, E.J. Taylor, R. Srinivasan, MREF-ECM process for hard passive materials surface finishing, Journal
of Materials Processing Technology 108 (2001) 356-368.
[17] Shuo-Jen Lee, Yu-Ming Lee, Ming-Feng Du, The polishing mechanism of electrochemical mechanical
polishing technology, Journal of Materials Processing Technology 140 (2003) 280–286.
South Asian Journal of Engineering and Technology Vol.2, No.22 (2016) 256 -267
267
[18] H. Hocheng, P.S. Pa, The application of a turning tool as the electrode in electropolishing, Journal of Materials
Processing Technology 120 (2002) 6-12.
[19] Baocheng Wang and Jinhua Zhu, Effect of electrochemical polishing time on surface topography of mild steel,
Journal of University of Science and Technology 14 (2007) 236-239.
[20] A.K.M. De Silva , H.S.J. Altena, JA. McGeough, Influence of Electrolyte Concentration on Copying Accuracy
of Precision-ECM, Annals of the CIRP, 49.
[21] Petr Novak, Ivo Rousar, Rudolf Stefec, Vladmir Cihal, Intergranular corrosion in Electrochemical Machining,
Materials Chemistry and Physics 10 (1984) 155-161.
[22] M.A. Bejar and F. Gutierrez, On the determination of current efficiency in electrochemical machining with a
variable gap, Journal of Materials Processing Technology, 37 (1993) 691-699.
[23] M.A. Bejar, F. Eterovich, Wire-electrochemical cutting with a NaNO3 electrolyte, Journal of Materials
Processing Technology 55 (1995) 417- 420.
[24] T. Haisch, E. Mittemeijer, J.W. Schultze, Electrochemical machining of the steel 100Cr6 in aqueous NaCl and
solutions: microstructure of surface films formed by carbides, Electrochimica Acta 47 (2001) 235–241. 53 .
Related Documents











