1 © Nigel Slack, Stuart Chambers & Robert Johnston 2007 Instructor's Manual Operations Management Fifth edition Nigel Slack Stuart Chambers Robert Johnston For further instructor material please visit: www.pearsoned.co.uk/slack ISBN-13: 978-0-273-70850-6 / ISBN-10: 0-273-70850-3 Pearson Education Limited 2007 Lecturers adopting the main text are permitted to download the manual as required. 2 © Nigel Slack, Stuart Chambers & Robert Johnston 2007 Pearson Education Limited Edinburgh Gate Harlow Essex CM20 2JE England and Associated Companies around the world. Visit us on the World Wide Web at: www.pearsoned.co.uk ---------------------------------- First published 2007 © Nigel Slack, Stuart Chambers & Robert Johnston 2007 The rights of Nigel Slack, Stuart Chambers and Robert Johnston to be identified as the author of

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Instructor's ManualOperations ManagementFifth editionNigel SlackStuart ChambersRobert JohnstonFor further instructor materialplease visit:
www.pearsoned.co.uk/slackISBN-13: 978-0-273-70850-6 / ISBN-10: 0-273-70850-3
Pearson Education Limited 2007Lecturers adopting the main text are permitted to download the manual as required.2© Nigel Slack, Stuart Chambers & Robert Johnston 2007Pearson Education LimitedEdinburgh GateHarlowEssex CM20 2JEEnglandandAssociated Companies around the world.Visit us on the World Wide Web at:www.pearsoned.co.uk----------------------------------First published 2007© Nigel Slack, Stuart Chambers & Robert Johnston 2007The rights of Nigel Slack, Stuart Chambers and Robert Johnston to be identified as the author of
this Work have been asserted by her in accordance with the Copyright, Designs and Patents Act1988.ISBN-13: 978-0-273-70850-6ISBN-10: 0-273-70850-3All rights reserved. Permission is hereby given for the material in this publication to bereproduced for OHP transparencies and student handouts, without express permission of thePublishers, for educational purposes only. In all other cases, no part of this publication may bereproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic,mechanical, photocopying, recording, or otherwise without either the prior written permission ofthe Publishers or a licence permitting restricted copying in the United Kingdom issued by theCopyright Licensing Agency Ltd., Saffron House, 6-10 Kirby Street, London EC1N 8TS. Thisbook may not be lent, resold, hired out or otherwise disposed of by way of trade in any form ofbinding or cover other than that in which it is published, without the prior consent of thePublishers.3© Nigel Slack, Stuart Chambers & Robert Johnston 2007
ContentsChapters Pages1. Operations management 52. The strategic role and objectives of operations 163. Operations strategy 244. Process design 325. The design of products and services 406. Supply network design 457. Layout and flow 538. Process technology 609. Job design and work organization 6910. The nature of planning and control 7811. Capacity planning and control 8312. Inventory planning and control 11313. Supply chain planning and control 12414. Enterprise resource planning (ERP) 13515. Lean operations and JIT 14716. Project planning and control 15517. Quality planning and control 16618. Operations improvement 18219. Failure prevention and recovery 19020. Total Quality Management 19721. The operations challenge 204Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual4© Nigel Slack, Stuart Chambers & Robert Johnston 2007Supporting resourcesVisit www.pearsoned.co.uk/slack to find valuable online resourcesCompanion Website with Grade Tracker for students� Multiple choice questions with Grade Tracker function to test your learning and monitor yourprogress� An interactive Study Guide including audio animations of key diagrams and extra resources linkedto specific sections of the book with clearly indicated icons� Case studies with model answers

� Excel Worksheets designed to enable you to put into practice important quantitative techniques� Hints on completing study activities found in the book� Links to relevant sites on the web� Flashcards to aid in the revision of key terms and definitionsFor instructors� Complete, downloadable Instructor’s Manual� Fully customisable, media-rich PowerPoint slides that can be downloaded and used forpresentations� A TestGen testbank of hundreds of questions allowing for class assessment both online and bypaper testsAlso: The Companion Website with Grade Tracker provides the following features:� Search tool to help locate specific items of content� Online help and support to assist with website usage and troubleshootingFor more information please contact your local Pearson Education sales representativeor visit www.pearsoned.co.uk/slack5© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 1
Operations managementTeaching guideIntroductionTeaching the material in Chapter 1 of the book is both the most important and the most difficultpart of teaching an operations management course. It is the most important because it is vitalthat students develop an enthusiasm for the subject and this is best attempted early in the course.It is difficult because one has to establish some key principles before the ‘building blocks’ of thesubject have been taught. We have found it useful always to work from whatever experience thestudents have. For post-experience students like MBAs this is not difficult. One can always askthem to describe the nature of operations in the companies they have worked for. One can evenexplore some of the prejudices they might hold about operations management (dull, obstructive,always screwing things up, etc.) and base the discussions on that. Undergraduates are moredifficult to teach because they usually have less experience, but even so they have experiencedmany different operations from a customer’s point of view. Therefore, one can ask them abouttheir recent experiences as a customer (both good and bad) and base a discussion on theimportance of operations management around those experiences.Key teaching objectives� To enthuse students with the ‘hands-on’ excitement that can be gained from anunderstanding of operations management (‘… I want to prevent you ever enjoying a theatreperformance, restaurant meal or shopping experience ever again. I want you continually tobe looking for the operations implications of every operation you enter. You are going to beturned into sad people who cannot go anywhere without thinking of how you could improvethe process’).� Convince students that all organizations really do have an operations function; thereforeoperations management is relevant to every organization.� Convince students that all managers are operations managers because all managers manageprocesses to produce outputs (‘Even marketing managers are operations managers. Whatyou learn as marketing in business school is really the “technical” side of marketing. Ofcourse this is important, but marketing managers also have to produce marketing reportsand information, without mistakes in them, on time, relatively quickly, flexibly enough to
contain the latest information and without using an army of marketing analysts to do so. Inother words, they are producing services for internal customers’).� To introduce the key ideas in the chapter, namely,� Operations managers manage transformation processes, with inputs and outputs.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual6© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Operations can be analyzed at three levels, the level of the supply network, the level ofthe operation itself (sometimes called the level of the organization) and the level ofindividual processes.� Operations differ in terms of their volume, variety, variation and visibility (the four Vs).� Operations managers engage in a set of activities, devising operations strategy,designing operations, planning and controlling operations and improving operations.Exercises/discussion pointsThere are many cases and exercises that one could use to introduce operations management. Thecompanion volume to this book (Johnston, R. et al, 2nd edition, ISBN 0 273 624962) containsseveral useful cases. In addition, you might like to try some of the ideas given in the subsequenttext, all of which we have used.� Teaching tip – Use the pie chart that shows the consultancy spend in each functional area(a PowerPoint version is available with the other PowerPoint slides) to prompt a discussion.For example, ‘Operations and process management is the biggest single sector of spend inthe consultancy market. Why do you think this is’? Try to guide the discussion to the ideathat excellence in operations management reduces the cost base of the operation and helpsto bring in more revenue. We call this the ‘double whammy’ effect of operations. Nowonder it is important when it can do both these things. ‘Remember the old adage, profit isa very small number, made up of the difference between two very big numbers. It only takesa bit to be taken off costs and bit to be added on to revenue to make a big difference toprofit’.� Exercise – A useful exercise for demonstrating the ubiquitous nature of operations is to askthe class to identify every service they have encountered from waking up in the morning togoing to bed at night. The radio alarm which wakes them up depends on the operations ofthe radio station. The water in which they wash (presumably) was delivered by a waterutility. The public transport operation transported them to college, etc. etc., through to thebar, or other place of entertainment that they finish the day with.� Teaching tip – Many television programmes can be recorded off-air, which illustrateoperations. Looking ‘behind the scenes’ of well-known operations such as airports, is afavourite topic for TV producers. Any of these could be used to promote group discussionson what operations management might be like in such operations.� Exercise – The four Vs dimensions of operations can be used for many types of exercise.For example, one could ask different groups to identify different types of restaurant, foodretailer, car servicing operation, cinema, club or pub and plot the ‘similar but different’operations on the four dimensions.� Exercise – For residential courses, especially for post-experience students, an evening couldbe spent ‘on the town’, where syndicates are required to sample the services of a restaurant,a retail operation and an entertainment operation, and report back the following morning.This is a great way of giving participants a change of scene on the Thursday of a one-weekcourse.� Teaching tip – Remember ‘role-play’ can be used effectively in an introductory session.The lecturer can role-play two operations managers managing separate similar but differentNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,
Instructor’s Manual7© Nigel Slack, Stuart Chambers & Robert Johnston 2007operations, for example, the chief tailor of a ‘fashion label’ and the production manager at amass-produced ‘off-the-peg’ garment factory. The differences in the types of resource(people and equipment), the operation’s objectives, the four Vs and so on can all beemphasized during the role-play.� Teaching tip – ‘Role-play’ can also be used with a standard case study. For example, theConcept Design.Services case at the end of Chapter 1 lends itself to role-playing the operations manager andmarketing director of the company, to illustrate their different perspectives.� Exercise – All the chapters start with an example of ‘Operations in practice’ . It is often agood idea to ask the students to read through this example and then use it to promote adiscussion on the topic. In this chapter IKEA is described. Questions such as the followingcould be used to prompt discussion.1. Did the company simply conform to the conventional operations model in itssectors or did it devise something new?2. What did the company do differently from previous furniture retailers?3. Why do you think it decided to be different from other companies in its sector in theway it manages its operations?4. What advantages did making these changes give it?See later for suggested answers to these questions.� Teaching tip – It is always worth illustrating the ideas in operations and processmanagement with reference to not-for-profit organizations. Charities, local governmentorganizations and particularly health care services (although some of these are private)provide a wealth of examples. For example, try asking the students to contrast an accidentand emergency (A&E) department of a hospital with a unit that specializes in cosmeticsurgery. The former has to cope with very high variety, high variation and high visibility.Demand is relatively unpredictable and it must provide fast and responsive service(relatively at least, it would be measured in minutes and hours rather than weeks andmonths). The cosmetic surgery unit by contrast, may still have high variety but, becausepatients are able to wait, it is unlikely to have very high variation. Because of this, theprocess can be planned and scheduled in advance so that there will be far higher utilizationof the process’s resources.
Case study teaching notesDesign House Partnerships at Concept Design ServicesThis exercise is best used as an introductory exercise towards the beginning of any operationsmanagement course. It is a 'soft' exercise in that many of the issues are in the form of opinion.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual8© Nigel Slack, Stuart Chambers & Robert Johnston 2007Some notes on Design House Partnerships at Concept Design ServicesThis is quite a complex case in some ways. Its purpose is not to provide students with anopportunity to ‘solve a problem’. Rather, it is an introductory case (in spite of its complexity)that can be used to open up a number of issues for discussion. Its overall purpose is to introducestudents to the richness and complexity of many problems within operations management.Three characters are involved in the case study. Linda Fleet is the Head of Marketing, GrantWilliams is the Operations Manager, and Jim Thompson is the CEO of the company. Once youare familiar with the case it is sometimes effective to role-play one or more of these charactersfor the benefit of the class, with them asking questions of the characters and the lecturer
providing any further detail or clarification through this mechanism. Also, it is useful to useprops to illustrate the type of products this company designs, makes and distributes. Forexample, bring in a basic plastic bucket to illustrate Focus products, a more expensive‘upmarket’ item of plastic homeware to illustrate Concept products, and a plastic item from adesign house (such as Alessi) to illustrate the Design House Partnership products.Why is operations management so important in this company?This is a big question and it is best to tackle it both at a strategic and an operational level.At a strategic level, operations management has provided the capability, particularly in thedesign and manufacturing parts of the organization, that allows the company to compete soeffectively. Draw the students’ attention to the final part of the case where the CEO expressesthe view that the important changes in the company have come because of it being able todeploy operations superiority of some sort.At an operational level, one could point out the designs that are cost effective and delivered ontime to allow the company to be first into the market with new ideas. Products made to highlevels of quality, when they are needed, and at reasonable cost, will allow the products to besold effectively and prevent customers’ complaints as well as saving the company money.Distribution processes that provide good customer service without excessive stock levels willmaximize sales whilst minimizing costs.Early in the class discussion it is useful to make sure that students understand that there arethree types of operations represented in this company.� A design operation that produces the designs for products, sometimes in cooperationwith design house designers.� Manufacturing operations that actually produce the products.� Distribution operations that take customer orders at its call centre, assemble the orderfrom the products it keeps in store, and physically distribute the products to thecustomer.All of these operations are important to the company because:� they all contribute to the company’s ability to serve its customers and therefore retainold customers and gain new customers.� all contribute to the company’s costs and therefore, if managed efficiently, can reducethe costs for the whole business.� all, if not managed well, can disrupt the flow of products to customers and negativelyimpact on the company’s reputation.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual9© Nigel Slack, Stuart Chambers & Robert Johnston 2007
VolumeVarietyVariationVisibilityLow HighHigh LowHigh LowHigh LowFocusproductsConceptproductsPartnershipproducts? ?4 Vs analysis for Concept Design ServicesAnother way of answering this question is to look at the contribution of operations management

as it is described in Chapter 1 of the book. In the chapter, four contributions of the operationsfunction were identified. These are as follows:� Minimizing cost� Maximizing revenue� Avoiding excess investment� Developing capabilities for future innovationAsk the class how different parts of the company contribute to each of these objectives.Draw a 4Vs profile for the company’s products/servicesA four Vs analysisAlthough there is not enough information in the case to perform a rigorous four Vs analysisthere is enough to make an informed approximation of what the four Vs profiles of the differentproduct group would look like. Start by establishing that the students understand the nature ofvolume, variety, variability and visibility Then ask them to describe the company’s three mainproduct groups, Focus products, Concept products and Design House Partnership products.After that, it could be useful to make a matrix and hold a discussion about what the four Vsmean for each of these product groups. The most difficult is variation because little informationis given on this in the case. However, with a little discussion, it becomes clear to students thatthe basic stable products that represent the Focus group will be less prone to seasonality orsudden fashion changes than either Concept products or Design House Partnership products.For the latter, the fashion element will introduce a degree of risk and uncertainty as to how salesmay develop.The nature of visibility is also a little unclear. Broadly, the company’s operations are low or fairlylow visibility operations. Yet there are comments in the case that indicate that Design HousePartnership requires a higher degree of contact with the customer, who in this case is DesignHouse itself. The company’s designers must collaborate with the design houses’ designers.Also, Grant comments that the Villessi designers frequently visit Grant’s factory.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual10© Nigel Slack, Stuart Chambers & Robert Johnston 2007What would you recommend to the company if they asked you to advise them in improvingtheir operations?This is an opportunity for a general discussion based on the analysis of the first two questions.One way of approaching this question is to ask the class to identify the challenges or problemsthat are identified in the case. These may include the following.� The move from a company that sells directly to retailers (Focus and Concept products)to one that sells predominantly to design houses (Design House Partnership products).� The emerging differences between product groups. The four Vs analysis indicated thatFocus has a very different four Vs profile when compared with both Concept andDesign House Partnership products. What are the implications for this in how thecompany processes these three product groups?� Are the resources in the company’s operations appropriate for these product groups?The main point here is that the type of machines and people necessary to make Focusproducts (high volume/low variety) may be very different from the kind of machines andpeople required to process Concept and Design House Partnership products. Forexample, the large machines that the company has recently bought, together withmultiple impression moulds, seem to be ideal for Focus products that are high volume,low margin, low variety. After all, the disadvantage of these large machines and mouldsis that they take a long time to change over between products. Yet there would berelatively few changeovers when making Focus products. By contrast, both Conceptand Design House Partnership products are low volume, high variety products thatneed a far more flexible set of processes to produce them. It is unlikely that the largemachines and multiple impression moulds used by the company are ideal for this.Therefore, there is some evidence that, in trying to use the same resources to make allits products, it is making life difficult for itself. This is possibly the reason why its

schedules need to change so frequently.� The manufacturing operation seems to be in conflict with the design operation.� The manufacturing operation seems to be in conflict with the marketing function overthe accuracy of its forecasts. Discuss with the class why manufacturing needs betterforecasts and why marketing may genuinely find it difficult to give them in thesecircumstances.� The company admits that it is having some problems in subcontracting Focus products.Discuss with the class why this might be and why subcontracting is such a popularoption currently.
Model answers to suggested questions on IKEAHow is the IKEA operations design different from that of most furniture retail operations?Although some furniture retailers do have large ‘out of town’ operations, many use premiseswithin town or shopping malls. IKEA’s operations are very large and purpose-built. They featurevery large car parks and are located close to major motorway intersections. In fact, everythingabout the design of IKEA’s operations encourages high volume of throughput. This high volumemeans that many of the fixed costs of running the IKEA operation such as local taxes,administrative costs and some energy costs are spread over a high volume of individual salestransactions. This reduces the overall cost of making a sale, a part of IKEA's strategy of offeringgood value for money. The variety of products sold in IKEA stores is relatively large comparedwith many furniture retail operations. For example, it includes small items such as glasswareand kitchenware as well as very large items such as sofas, tables and shelving systems.Modular design of some products such as shelving systems allows variety to be extended evenNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual11© Nigel Slack, Stuart Chambers & Robert Johnston 2007further from a few basic component parts. These components can be assembled together (bythe customers) in different ways to offer an almost infinite variety of combinations. However, asfar as the variety of service is concerned, it is relatively narrow. Most products are sold incartons, customers are left to make their own decisions without interference from sales staff(though advice is available if requested), and even when ordering special products the staff onlytake down the order in a standardized form. The checkout operation, where customers pay forthe goods, is also highly standardized, with everyone going through exactly the same sequenceof activities. Even delivery to the customers’ home is largely a matter of the customers carryingthe goods themselves in their own cars (though a delivery service is also available). As far asdemand variation is concerned, weekends and public holidays are much busier than workingweek days; therefore variation is relatively high. However, from IKEAs experience, demand isrelatively predictable. Because of this predictability, they can plan to have more staff available atbusy periods. However, because customers are encouraged to perform much of the servicethemselves, the need to fluctuate staff is less than it would be in a conventional store. Also inconventional stores, because of the high level of expertise and customer contact required, it ismuch more difficult to obtain the services of part-time staff during peak demands. The relativelystandardized and simplified service given by IKEA makes it easier to schedule part-time staff inbusy periods. Finally, customer contact is, in some parts of the operation, high, but overall it islower than in most furniture retail operations. Customers are responsible for choosing the typesof furniture they require, working out whether the furniture would fit together in their own home(special sheets and tape measures are provided by IKEA to help customers do this), filling inorder forms when special furniture has to be delivered, serving themselves with smaller itemsinto trolleys, entering the warehouse area and picking out from the warehouse shelves thelarger items that are in cartons, transporting the goods through to the checkout and finallyloading the goods on to their own car. Most of this occurs with very little customer contact. Inmany instances the only point at which interaction takes place between customer and servicestaff is at the point of payment. In effect the customer is ‘trained’ to perform much of the valueadding part of the service themselves. Clearly this cuts down the costs of the transaction as faras IKEA is concerned. These savings can then be passed on to the customer.What do you think might be the major problems in running an operation like IKEA?

The dependency on a high degree of customer participation has some advantages but it mayalso have some drawbacks. Customers need to be ‘trained’ by clear use of signage, byinstructions within the brochures and catalogues and by observing other customers behaviour.Furthermore, the store needs to be laid out such that it is difficult for customers to deviate fromthe standard route through the store to the checkout. However, some customers may notbehave in the prescribed manner and staff will need to be able to cope with these exceptions. Ifcustomer training is not well handled several difficulties can arise. For example, customers maypick up goods from shelves or the warehouse, change their mind and then leave them aroundthe store in unsafe positions. Alternatively, if customers are puzzled by the nature of theoperation they will need tactful help from customer contact staff. The other major problem facingthe store would probably be stock availability. The system works best when all items requestedby customers are in fact in stock. Out-of-stock items not only disappoint the customers but alsocause extra cost in terms of administration and ordering. This is an especial problem in modularbased products such as shelving systems. If one particular module is not available it couldimpact on a large proportion of the customers who want to purchase some combination ofmodules.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual12© Nigel Slack, Stuart Chambers & Robert Johnston 2007What do you identify as the ‘operations function’ within IKEA? How is this different fromthe ‘sales function’?The overall macro operation at IKEA is concerned with serving customers with their requiredfurniture products. In this sense it is a customer processing operation. However, to achieve thisthere are in effect two parallel sets of micro operations. The first one deals with the flow ofcustomers such as the showroom, the child-minding facility, the checkout operation and so on.The second set of operations are concerned with material flow. These are items such as thegoods inwards receiving operation, the warehouse operation and the shelf stocking operationfor the smaller items. In effect these two sets of micro operations are arranged so that productsare ‘assembled’ for the customers (or looked at another way, the customers assemblethemselves for the products!). It becomes clear that practically everybody within the store isconcerned in some way with one of these two sets of micro operations, either transformingcustomers or transforming material. This means that the operation of ‘making the sale’ andtherefore ‘satisfying customers’, although sales activities, are in fact the heart of the operationitself. In contrast, the marketing operation is concerned with the technical decisions of pricing,promotion and product selection and so on. These decisions are probably taken at regionalheadquarters (that are information processing operations in effect).
Model answers to short casesAcme Whistles1. What is the overlap between operations, marketing and product/service developmentat Acme Whistles?The simple answer to this question is, ‘There is a very significant overlap between thesefunctions’. The underlying question is ‘Why’? Partly, the reason is size. As Simon Topman saysin the example, small companies cannot afford specialist functions so at a managerial leveleveryone does everything to some extent. This becomes especially true when the boss of thecompany is also the owner. It is literally his own money that is being spent when creating anynew managerial roles. Partly also the tradition and competitive stance of the company has aninfluence. This is a company that competes on quality and innovation. Both these things rely oninformal communications within the organization and a fast moving, agile ability to checkout andimplement new ideas.Oxfam1 What are the main issues facing Oxfam’s operations managers?Broadly, Oxfam will have the same issues as any other operation. They must define theirstrategic objectives, design appropriate processes that deliver appropriate services, plan andcontrol those processes, and continually adapt and improve how they deliver their services. But
they also have some particularly difficult challenges because of their status as an emergencyand caring organization.� They must provide a global service. By definition, Oxfam’s scope of operations is global.Anywhere a disaster is likely to strike could receive the attention of the charity.However, much of Oxfam’s work is not concerned with the high profile disaster reliefside of its business, but rather the ongoing community development projects itundertakes. Most of these projects will be in the poorer, less developed parts of theworld. The implication of this is that, from an operations point of view, services must bedelivered without an assumed level of infrastructural support. The ability to adaptdevelopment methodologies to such circumstances would be a key operations task.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual13© Nigel Slack, Stuart Chambers & Robert Johnston 2007Another aspect of globalization for Oxfam concerns the coordination of expertise.Experts, either in development or disaster relief, may be located anywhere in the world.The task of understanding and coordinating this pool of potential help must be a majoroperations task. It will rely on maintaining a database of expertise and on the ability todeploy it, sometimes at short notice.� They must be environmentally ethical. To Oxfam, the concept of environmentalmanagement must be tackled at two levels. The most obvious one is that environmentalawareness is an ‘output’ from the charity’s operations. In other words, environmentalmanagement, to some extent, is one of the operation’s ‘products’. It will engage inlobbying governments and non-governmental agencies to achieve its aims of greaterenvironmental sustainability. However, there is also another related issue. Oxfam’soperations themselves must also be environmentally sound. Agricultural projects, forexample, must be managed to ensure that there is no inappropriate use of fertilizersand pesticides locally, even when there may be local pressures to do so.� They must be socially responsible. Again, this is one of those issues, which is both anoutput from the operation and an objective for the way it runs its own operations. A keyissue here must be the way in which the ‘on the ground’ managers of developmentprojects tackle some of the particularly sensitive cultural issues. For example, ‘genderissues’ are one of Oxfam’s campaigning points; however, appropriate gender roles areseen in very different ways in different parts of the world. Pursuing its own ends in termsof, say girls’ education, must be balanced against traditional ideas of women’s role.Whereas this difficulty may be relatively straightforward to reconcile at a strategic levelback in the charity’s Oxford headquarters, its success depends on how local operationsmanagers deal with the issue at a day-to-day level.Prêt A MangerWhat are the advantages and disadvantages of Prêt A Manger organizing itself so thatthe individual shops make the sandwiches that they sell?There are a number of advantages in this type of organization.� The load on the staff in the shop is equalized throughout the day. The demand fromcustomers for purchasing the sandwiches occurs mainly in the middle of the day. If thestaff only sold sandwiches, they would be busy in the middle part of the day andunoccupied at other times. The way Prêt a Manger organize their processes, the staffcan occupy themselves making sandwiches in the early part of the day, then, as the dayprogresses, staff will progressively move from making to selling. As demand thenreduces towards the end of the day, staff will move onto general cleaning and tidyingactivities as well as making ready for the same cycle of activities to repeat itself the nextday.� There is clear and direct responsibility for quality, customer service and cost. If thereare any problems with quality and availability of sandwiches, it is the same staff whocaused the problems who receive customer complaints (In fact, Prêt a Manger get veryfew complaints). Similarly, the effectiveness of cost control can be clearly associatedwith the staff in the shop.
� It is a more interesting job that has a number of different activities (making, selling,cleaning, etc.) than one where an individual will specialize in just one of these tasks.� It is easier to engender a sense of pride in the high quality and wholesome nature of theproducts when they are made on the premises.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual14© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� It should be pointed out that there also disadvantages. The main one is that the cost ofmaking sandwiches in a sandwich factory (the way the vast majority of sandwiches aremade) is very significantly cheaper because of the higher volume.How can effective operations management at Prêt A Manger contribute significantly to itssuccess? And what would the consequences of poor operations management be in thiskind of organization?� By developing a culture within each store that takes pride in the products themselves,the way they are made and the way customers are served.� By listening to customers so that customers’ reactions and comments can inform thedesign of new products.� By not wasting materials through poor control, which would increase the cost of runningthe operation.� By developing a sense of fun as well as a sense of commitment in the staff so thatcustomers sense a friendly and relaxed atmosphere.Two very different hotels1 For each hotel, what is the role of technology and the role of the operation’s staff indelivering an appropriate level of service?For Formule 1, technology is harnessed in the manufacture of the self-contained bedroom unitsin the factory prior to assembly on the site. Because of the standardization, conventional factoryautomation can be used to some extent. More obviously, during the running of normaloperations at the hotel, technology, in the form of the automatic ‘booking in’ machine at thedoor, allows the hotel to remain ‘open’ even while it is unstaffed for much of the day. This saveslabour. Similarly, labour is saved by the use of automatic cleaning in the washrooms. This alsoensures that high standards of cleanliness are maintained throughout the day, even when thehotel is not staffed. Although not mentioned in the text, Formule 1 hotels also have automaticdrinks and snack dispensers, which would allow guests to stave off hunger and thirst eventhough the hotel does not provide food in a conventional restaurant setting.At the Mwagusi Safari Lodge, very little technology is used. The attraction of the hotel lies in itslocation and in how their staff treat the guests. Staff must not only be informative and courteous,they will also need to protect and reassure those guests who are anxious in their surroundingsand create a sense of adventure (but not too much adventure).2 What are the main differences in the operations management challenges facing thetwo hotels?The main difference is the degree of standardization in the operation’s processes. For Formule1, the main use of standardization is in the manufacture of the individual room units. All roomunits are exactly the same size. Because they all have the same fitting, these fittings can bepartly installed at the factory. This allows the company to buy furniture, curtains, and carpets inhigh volumes, keeping costs down. The standardized nature of the units also allows the hotel tobe constructed quickly (which itself saves costs) using standardized methods of constructionthat are cheaper than building entirely different hotels at each site. Standardization of roomsalso allows a standardized procedure to be adopted for cleaning and maintenance, so staff canbe easily trained using a standardized training package. Finally, standardization of the roomunits, paradoxically, allows all Formule 1 hotels to adapt to the geography of the site. By puttingthe standard units together, like children’s building blocks, they can use unusually shapedpieces of land, which tend to be cheaper than regularly shaped sites. By contrast, the MwagusiSafari Lodge provides experiences ‘customized for every visitor’s requirements and abilities’.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual
15© Nigel Slack, Stuart Chambers & Robert Johnston 2007Also, the Mwagusi Safari Lodge must be able to cope with fluctuations in demand through theyear. However, Formule 1 try to choose locations that capture the business traveller marketduring the week and leisure travellers at the weekend.16© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 2
The strategic role and objectives of operationsTeaching guideIntroductionAlthough the two topics covered in this chapter (the strategic role of operations, and theobjectives of operations) are related there is no strict requirement to teach them together. Oftenwe incorporate the first part of the chapter (the strategic role of operations) into our generalintroduction to operations strategy and either have a separate session on operations performanceobjectives or, if time is short, incorporate it in to the introductory lesson with the material fromChapter 1. Both the topics in this chapter are important but the concept of ‘strategic role’ is adifficult one for undergraduates to understand. We have found that undergraduates with someexperience can get something out of the issues in this section but those without any workexperience find it difficult. Certainly, students with experience such as MBAs or executivecourse participants can get a lot out of the idea of ‘strategic role’. The Hayes and WheelwrightStage 1 to 4 model, especially, is very useful to teach this easily.Key teaching objectives� To stress to students the importance of how the operations function sees its role andcontribution within an organization (' … you can go into some organisations and theiroperations function is regarded with derision by the rest of the organisation; how come, theysay, that we still can’t get it right. This is not the first time we have ever made this productor delivered this service. Surely we should have learned to get it right by this time! Theoperations people themselves know that they are failures, the organisation does nothing butscream at them, telling them so …. Other companies have operations functions who seethemselves as being the ultimate custodian of competitiveness for the company. They arethe A team, the professionals, the ones who provide the company with all they need to bethe best in the market …').� To show students that there is a progression of operations excellence (using Hayes andWheelwright’s nomenclature) from Stage 1 to Stage 4.� To demonstrate that there is a whole range of performance criteria, which can be used tojudge an operation and which operations managers influence ('…although cost is importantand operations managers have a major impact on cost, it is not the only thing that theyinfluence. They influence the quality, which delights or disappoints their customers, theyinfluence the speed at which the operation responds to customers’ requests, they influencethe way in which the business keeps its delivery promises, they impact on the way anoperation can change with changing market requirements or customer-preference. All thesethings have a major impact on the willingness of customers to part with their money.Operations influences revenue as well as costs.').Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual17© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� To demonstrate that for each performance objective there are internal and external benefits.Exercises/discussion points

� Exercise – Teaching the importance of the strategic role of operations using the Hayes andWheelwright Stage 1 to 4 model is best done (we have found) by relating it directly to thestudents’ experience. Trying to use the model on a case study was found to be difficult. Anycase study which incorporates all the relevant information, would be excessively long.Instead, try the following exercise.� Teaching tip – Teaching the nature and importance of the various performance objectivescan be done in two ways.One can look at each performance objective in turn using examples of where the particularperformance objective has a special significance. For example,� Quality – Use any company which competes especially on quality. High quality hotelsand restaurants can be used, as can luxury services such as high price hairdressers andso on. This can prompt a useful discussion regarding what we mean by quality(although you may wish to reserve this for the lesson on quality). Alternatively, use anexample where high conformance is necessary for safety reasons such as in hospitalblood testing.� Speed – Any accident, emergency or rescue service is useful to discuss here. Theconsequences of lack of speed are immediately obvious to most students. Also, usetransportation examples where different speeds are reflected in the cost of the service.First and second-class postage is an obvious example as are some of the over-nightcourier services. Likewise, the fast check-in service offered to business class passengersat airports and the exceptionally fast service of Concorde (depending on whether it isflying when you are reading this!), which offers a fast service at a very high price.� Dependability – Some of the best examples to use here are those where there is a fixed‘delivery’ time for the product or service. Theatrical performances are an obviousexample (or the preparation of lectures). Other examples include space explorationprojects, which rely on launch dates during a narrow astronomical ‘window’.� Flexibility – We have found the best examples here to be those where the operationdoes not know who or what will ‘walk through the door’ next. The obvious examplewould be a bespoke tailor who has to be sufficiently flexible to cope with differentshapes and sizes of customer and also (just as importantly) different aesthetic tastes andtemperaments. A more serious example would be the oil exploration engineers whoneed to be prepared to cope with whatever geological and environmental conditionsthey find while drilling for oil in the most inhospitable parts of the world. Accident andemergency departments in hospitals can also provide some good discussions. Unlessthey have a broad range of knowledge, which allows them to be flexible, they cannotcope with the broad range of conditions presented by their patients.� Cost – We use the example of low cost retailers such as Aldi who have achieved somesuccess in parts of Europe by restricting the variety of goods they sell and services theyoffer.� Exercise – The alternative method of teaching performance objectives (and the one weprefer) is to find an example, which can be deconstructed using all five performanceNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual18© Nigel Slack, Stuart Chambers & Robert Johnston 2007objectives. The case exercise at the end of Chapter 2 (Operations objectives at the PenangMutiara) is ideal for this. Not only can it provoke a debate on the external benefits of eachperformance objective (why the customers like each of them), but it can also demonstratesome of the internal connections between the performance objectives (for example, the waystaff flexibility allows them to respond quickly to unexpected demand).

Case study teaching notesOperations objectives at the Penang MutiaraThis case describes some aspects of the operations objectives of the Penang Mutiara Hotel, oneof the most luxurious resort hotels in South-East Asia. The hotel's objectives are describedthrough extensive quotes from the Manager of the hotel. The operations objectives of the hotelare described in the same order as they are treated in the chapter, namely, quality, speed,dependability, flexibility and cost. Examples are given of what each of these objectives meansto the hotel.Some notes on the Penang Mutiara case studyThis exercise is best used as an introductory exercise towards the beginning of any operationsmanagement course. It is a 'soft' exercise in that many of the issues are in the form of opinion(albeit by the chief operations managers of the hotel) and students are probably sufficientlyfamiliar with hotels (if not necessarily of the same class) to speculate. Although the questions tothe case exercise refer to operation's role in corporate strategy and the Hayes and WheelwrightStage 1 to 4 model, the intended use of the case exercise is to give the students practice inidentifying the five performance objectives. It is important for them to recognize that there areseveral dimensions to quality, as well as to the other performance objectives. Asking them toidentify what each of the five performance objectives actually means to an operation such asthis helps them to understand their multi-dimensional nature.The exercise may also be extended by asking the students to identify what the various activitiesof the operations management mean at an operation such as this. For example:What are the design decisions, which the hotel's operations managers must make?What do planning and control mean in an operation such as this?How might an operation such as this improve its performance levels?1. Is the hotel's operations management appropriate for its strategy?The key question here is 'how does the hotel compete?' After which one should ask, 'do ouroperations support this way of competing?'Hotels such as the Penang Mutiara compete on a global scale against other resort hotelsaround the world. The Mutiara is at the 'up-market' end of this business, offering high levels ofcomfort to its guests. Quality of service therefore must be of a high standard although someaspects of quality, such as cleanliness and the state of repair of the furniture and fittings, will beexpected to be acceptable by guests and only noticed if they are not acceptable. Other aspectsof quality, such as the standard of the food and the level of personal attention, should clearlyidentify the hotel in the luxury end of the market.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual19© Nigel Slack, Stuart Chambers & Robert Johnston 2007Can the hotel implement changes in strategy?Changes in strategy for the hotel might include things such as the following:� Moving into the off-season conference market (requiring the operation to offer differenttypes of service package to different guests).� Linking with other South-East Asian luxury hotels to offer multi-location holidays (requiringthe operation to coordinate its reservation system with other hotels and tour operators).� Extending its services to provide specialist sports and activity holidays (requiring theoperation to broaden its range of activities to include specialist instructors and equipment,medical services, etc.).The hotel's main concern (as with any manager of high customer contact operations) will behow to implement such changes so that:(a) on-going operations are not disrupted and customers inconvenienced;(b) there are no problems, even at the start of the new services, so customers are well served,even those who are (unwittingly) 'guinea pigs' for the new service.2. Where is the Penang Mutiara on the Stage 1–4 scale?

� Stage 1 – If the manager is to be believed, the Mutiara's standard of operationsperformance is certainly not holding the operation back from competing effectively.� Stage 2 – It is not merely trying to raise its standards of service to those practised in thebest resort hotels. Its standards seem to be what one would expect from the best hotels inits class.� Stage 3 – Is the hotel up to the standard of the best in the world? It is difficult to tell fromone person's (the manager’s!) view, but it sounds from the case as though it is.� Stage 4 – Is the operation actually driving the competitive strategy of the organization?Again, it is difficult to tell, but if it were it would mean that the excellence of its service andinnovation shown by its operations were changing the expectations of customers.3. The Mutiara's external objectives.Quality of service at the hotel will include aspects such as the following:� Appearance of fixtures and fittings.� Cleanliness of the hotel.� Courtesy and expertise of staff.� Appearance and taste of food.� Complimentary 'extras' in rooms.Speed means aspects such as the following:� Reporting back to guests on the progress of requests.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual20© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Regular and predictable cleaning times.� Regular supply of linen, room-extras, and so on.� Meals and entertainment happen as advertized.Flexibility means aspects such as the following:� Introduction of new services in the hotel.� Meeting a wide (but defined) range of customer requests.� Changing the number of staff allocated to particular tasks.� Adjusting the timing of activities (e.g. room cleaning) to meet customer requests.Cost. Much of the cost base of the hotel will be fixed; the cost of staff is largely constant in asmuch as in the short to medium term . In the longer term, the costs of the building and facilitiesand their maintenance and upkeep are also difficult to reduce. For this reason, the utilization ofthe hotel's resources (the 'occupancy' of the hotel) will be a key determinant of profitability. Thisis why the hotel's operation has such a significant contribution to make in ensuring that thequality of service it provides encourages customers to visit and return to the hotel.Internal interactions between performance objectivesThe interesting relationships particularly brought out in the case were those between flexibilityand quality (responding to a guest's needs when something goes wrong) and speed (movingstaff around to respond to changes in demand for services). In addition, flexibility, in terms ofresponding quickly to, say, a staff shortage in room cleaning, could also help keep the cleaningtask on schedule and hence dependable. Flexibility could also keep staff utilization high bymoving them to where they will be fully and usefully occupied. This maintains staff productivityand hence keeps costs low. Flexibility seems to play a central role in 'enabling' the otherperformance objectives.
Model answers to short casesOrganically good quality1. What does Lower Hurst Farm have to get right to keep the quality of its products andservices so high?It is first important to understand what is meant by ‘quality’ in this case. Of course, it means thesame as for any other product, namely, that it consistently meets its specification. But also thereare other issues with this organization. First, there is a matter of trust. The people who buy thismeat are doing so, at least partly, because it is organic. Therefore, they must trust the operation
to maintain everything that is associated with organic farming. This includes both the way theanimals are reared and cared for and the stewardship of the countryside. The operationtherefore must do everything it can to demonstrate that it is doing this and build the trust of itscustomers. Second, there is a significant ‘quality of service’ issue. Catherine points out thatcustomers like to have personal communication with her when they are ordering their meat.Quality of service therefore means not only the courtesy and responsiveness that we wouldexpect from any service, but also the feeling that the customers are ‘part of the system’.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual21© Nigel Slack, Stuart Chambers & Robert Johnston 2007Achieving these different aspects of quality means devoting considerable attention to how thefarm manages its processes. In effect, there are three processes here, rearing the cattle,butchering the cattle and packing the meat and order taking and despatch to customers.Rearing the cattle under organic conditions is clearly a rigorous and a demanding process. Theinputs to the process (the land, cattle, feed, absence of artificial fertilizers and drugs etc.) mustall be checked for quality and the day-to-day care of the cattle must conform to organic farmingrules. The butchering must be done so as not to cause too much distress to the animals and thefreezing process is designed (with specialist help) to maintain the quality of the meat. Finally,the ordering process must be conducted, not just with courtesy, but also with a level offriendliness appropriate to customers’ expectations. Similarly, transportation of the productsmust be fast and dependable (Catherine always calls customers to make sure that they havereceived their order and that it is in good condition).2. Why is Nick’s point about veterinarian help important for all types of operation?Nick distinguishes between how most farmers use veterinarian help (as an emergency service)as opposed to how organic farmers use it (as a method for preventing problems happening inthe first place). This issue applies to almost all operations. It is treated in detail in Chapter 19where we distinguish between preventive maintenance and ‘run to breakdown’ maintenance.Nick’s view is very close to the modern philosophy that, because the true cost of breakdown inany part of an operation is far higher than most people imagine because of the disruption itcauses, it is usually best to try to put some effort into preventing breakdowns happening in thefirst place.When speed means life or death1. Draw a chart, which illustrates the stages between an accident occurring and fulltreatment being made available.We do not have enough information to draw any definitive chart.2. What are the key issues (both those mentioned above and any others you can thinkof), which determine the time taken at each stage?Looking at the list of activities above, one can see that minimizing the time between each onedepends on a number of factors.� Information flow – The faster the information moves between the three parties (thevictim, the vehicle with its staff and the hospital) the faster decision processes can start.Automated systems of accident notification, such as that described in the box, areuseful but more common means such as the advent of widespread mobile phoneownership will help reduce information-transmission times.� Decision making – Although partly dependent on the quality of information provided, it isimportant that all staff are trained to make decisions (in this case usually diagnosticdecisions) as quickly as possible. Training will need to be designed to promote fast andaccurate diagnostic decision making.� Skills availability – This is related to the above point; if the necessary skills that areavailable in the diagnosis and treatment in the vehicle can be speeded up. At itsextreme, this would involve a full medical team and all equipment being carried onboard the vehicle, which is clearly impractical. However, the decision on what skills tohave aboard the vehicle (there are doctors carried on the helicopter) and whatequipment to have on board (a trade-off between weight and availability of equipmenton the helicopter) are key issues.
Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual22© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Journey times – The location of hospitals in heavy accident areas can reduce journeytimes. Probably the most significant move of recent years is to position ambulancesaway from their home base and near potential accident zones, as mentioned in the box(it’s a lot cheaper than moving hospitals).� Capacity management – The problem with accidents is that they cannot be planned inadvance. Some times are known for being dangerous (a rainy Friday evening whenpeople are returning home from work, for example). But there will always be someelement of uncertainty. Providing plenty of resources during such emergenciesminimizes the chance that ambulances, doctors and so on will be busy, but this willobviously be expensive. To some extent this decision will always come down to howmuch, as a society, we are willing to pay to minimize accident trauma.Taxi Stockholm1. How can Taxi Stockholm keep its dependability high during those times whendemand is high and traffic is congested?Taxi Stockholm seem to use two methods of keeping their dependability high. First, they ensurea high level of communication with the customer through their call centre. They deliberately donot emphasize productivity so that call centre operatives can keep the customer informedregarding the level of service they should expect to receive (for example, how long they willhave to wait for a taxi). This also allows call centre operators to manage customers’expectations. Remember it is not speed that they are competing on but dependability. It is moreimportant to Taxi Stockholm that, even if the taxi will not arrive for half an hour, it really doesarrive within half an hour. The second method they use is some very advanced technology. TaxiStockholm are known for their investment in state-of-the-art identification, positioning andautomatic routing technology. Again, this enables the operation to obtain accurate informationthat helps it to make reasonable estimates of time of arrival and journey times.Flexibility and dependability in the newsroom1. What do the five performance objectives mean for an operation such as the BBC’snewsroom?� Quality – primarily means that the news report is fair and accurate but also means thatvideo downloads and link ups and so on work seamlessly.� Speed – means that a journalist can cover any ‘breaking’ news quickly and his or herreport is transmitted back to the newsroom quickly.� Dependability – means that the news bulletin can go out on time. Most televisionstations programme their news at set times of day. Being late is not an option.� Flexibility – means being able to hold several news stories together with video reportsand make the decision about which to include and in what order as late as possible.� Cost – means being able to do all the above without an army of news reporters, cameraoperators, presenters, studio technicians and so on.2. How do these performance objectives influence each other?They are all related to some extent but the relationship, which is highlighted in the box is thatbetween flexibility and dependability (with some quality thrown in). In effect the argument beingmade is that the latest video handling technology enables the most appropriate mix of stories(highest quality programme) to be broadcast with absolute dependability.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual23© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Everyday low prices at Aldi1. What are the main ways in which Aldi operations try to minimize their costs?Aldi performs two sets of complementary things to keep their costs down; they minimize inputcosts and they reduce process complexity.Minimizing input costs includes specializing in ‘private label’, that is Aldi branded products. This

means that they can specify the composition (for example, recipe) of products to keep costsunder control. They do not have to support the brand marketing that is necessary with brandedproducts. They are also a large organization who can order products in very large quantitiesthereby keeping prices down. They do not use complex and costly fittings in their stores. Using‘open carton’ displays and deliberately not supplying grocery bags both eliminate costs thatother supermarkets incur.The system is also simple. An ordering and stock management system that only has to copewith 700 items is much easier to design and operate than one, which has to cope with 30,000items. Supply chain, stock movement, quality management and other systems are thereforesimpler and cheaper. By using simple customer management devices such as the returnabledeposit only when a cart is brought back to the store, the job of collecting and returning trolleysis eliminated.Being cheap is our speciality1. Identify the various ways in which Hon Hai has kept its costs low.Four factors that have a significant impact on operations cost are mentioned in the short case.(a) It does not spend money on unnecessary overheads – unimposing corporateheadquarters and so on.(b) Economies of scale – its low prices have brought in more business, which increases thevolume of output of its factories, which in turn reduces the unit cost of producing itsproducts.(c) Economies of scale – the company makes many of its own components, presumablybecause it can do so cheaper than it could buy them from suppliers. In other words, it isretaining the profits from component manufacture itself.(d) It makes in low cost locations such as China.2. How easy will it be for Hon Hai’s competitors to copy the way it has kept its costslow?In principle, there is nothing to stop Hon Hai’s competitors adopting exactly the same policies. Infact, many competitors are doing exactly the same thing. However, remember that Hon Hai hasthe advantage of doing all these things before many of its competitors even thought about them.When any company tries something new, it will have to learn how to make its strategy workeffectively. Hon Hai has more experience of this than its competitors. Nevertheless, it will haveto maintain its level of organizational and process-learning if it is to stay ahead.It is also important to note that the cost efficiencies that come from operations- and processexcellencewithin the firm are far more difficult to copy than those that derive from simplyreducing input costs. For example, Hon Hai gains significant cost advantage from producing inChina, but eventually all its competitors will be doing this.24© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 3
Operations strategyTeaching guideIntroductionThink carefully before even including this chapter in your course. Clearly it is a vitallyimportant issue for any practising operations manager, but sometimes undergraduates can beconfused by the distinction between operations strategy and operations management. ThePowerPoint slides for this chapter do include a couple, which help to explain the difference, butit can still be confusing. This is partly because there is not such a clear separation betweenoperations management and operations strategy as we sometimes imply. In the operations areaespecially, we need to include the accumulated learning, which comes from day-to-daymanagement of operations resources. This is why the fourth edition includes both the bottom-upperspective and the operations resource perspective. Notwithstanding the difficulties, if it isdecided to include a session on operations strategy (usually towards the beginning of the course)

we have found it best to treat it as a ‘backdrop’ to the main thrust of the course.Key teaching objectives� To convince students that operations management is not always ‘operational’. Althoughmost of the book does deal with the more operational aspects of the operations function’sactivities, operations managers have a very significant strategic role to play.� To explain that there really is something very important embedded within operationsprocesses. The skills of people within the operation and the processes they operate are therepository of (often years of) accumulated experience and learning.� To give examples of how markets and operations must be connected in some way. Whetherthis is operations being developed to support markets, or markets being sought, which allowoperations capabilities to be leveraged, does not matter. The important issue is that thereshould always be a connection between the two.Exercises/discussion points� Teaching tip – Try establishing the market-operations link by referring to organizationsfamiliar to the students. Even the ubiquitous McDonald’s can be used (in fact there is a verygood case on McDonald’s operations in the Harvard Business School series, contact TheCase Clearing House for details). The important issue, however, is to raise the focus ofdiscussion from managing a single part of the organization (such as a single McDonald’sstore) to managing the operations for the whole of the organization (for example, what arethe key operations strategy decisions for McDonald’s in the whole of Europe?). Thediscussion can then focus on the difference between the two levels of analysis. Especially,Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual25© Nigel Slack, Stuart Chambers & Robert Johnston 2007discussion can look at how the operational day-to-day issues (such as, the way staff arescheduled to work at different times in McDonald’s stores) can affect the more strategicissues for the organization as a whole (such as, what levels of service and costs areMcDonald’s franchise holders expected to work to?).� Exercise – One method of establishing the connection between markets and operations is toask the class members to find a business-to-consumer website, formally list the ‘marketing’promises which the website makes and then think about the operations implications of thesepromises. For example, what will the company have to do in terms of its inventorymanagement, warehouse locations, relationships with suppliers, transportation, capacitymanagement and so on to fulfil its promises?
Case study teaching notesLong Ridge Gliding Club1 Evaluate the service to club members and casual flyers by completing a table similarto Table 3.1.The needs and expectations of the club members are really quite different from those of thecasual flyers. The former are enthusiasts who want to develop their skills in the sport, whereasthe casuals tend to be one time thrill seekers. Club members just get on with the job and knowwhat to do, whereas the casuals need customer service – friendliness, attention, explanationand reassurance.The trial flights are sold as a loss leader so they can be considered to generate marginal incomeand profit, with all fixed costs (winches, instructors, clubhouse, office, hangar, gliders, staff, etc.)allocated to member flights. Indeed, these casual flights compensate for the overall loss the clubmakes on its operations. Its income from trial flights (about £21,000 pa) results in the clubmaking a small annual profit of around £10,000. Despite expecting to attract new membersthrough trial flights, less than 5 in 750 (0.7%) result in new members.Casual members choose gliding because it is available. They might consider hot air ballooningtoo, for example, if it were available nearby. Price is also important. Since many flights are

bought as presents, too high a price would put many off, the current cheap rate (compared tohot air ballooning, for example, at nearly £80 per person) results in many sales. For theenthusiasts the club needs to be within a reasonable travelling distance so they can fly regularlywithout too much difficulty, so location is critical. Members are concerned about the price ofmembership and being able to turn up whenever they want. The table below summarizes thedifferences between the casual flyers and the club members.Club members Casual flyersProduct Provision of facilities and instruction topursue the sportTo experience glidingCustomers Enthusiasts Thrill seekersProduct range Novice to competition gliding Short introductory flightsDesign changes None Variety of packagesDelivery Club/team activity – co-producer ofproductDependable flightNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual26© Nigel Slack, Stuart Chambers & Robert Johnston 2007Quality Good flying conditions Support, care and attentionVolume per service type 300 members 750 trial flightsProfit margins Negligible Mostly profitCompetitive factorsOrder winners Location PriceAvailabilityQualifiers PriceFlexibilityDependabilityRange of productsQuality of serviceLocationLess importantInternal performanceobjectivesCostFlexibilityDependabilitySpeedDependabilityFlexibilityQuality2. Chart the five performance objectives to show the differing expectations of clubmembers and casual flyers and compare these with the actual service delivered.Students will provide a wide range of polar diagrams. This example can be used to demonstratethe need to try to be scientific by devising scales along which agreement about the fiveperformance objectives can be assessed. The tables below show possible scales, their ratingsand the resultant polar diagram not only for each customer type but also against the servicedelivered. ('Quality' refers to product quality, i.e. the gliders and the quality of instruction, thequality of facilities and the quality of service – quality of the pre- and post-flight care).0 5Cost High price Low priceDependability Not likely to be able to fly Able to fly as arrangedFlexibility Single product Do anything anytimeProduct quality Dangerous gliders and poor instruction Well maintained gliders and excellentinstruction

Quality of facilities Very basic facilities 5 star facilitiesService quality Non-existent service Helpful, attentive and available staffSpeed Wait all day Fly immediatelyNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual27© Nigel Slack, Stuart Chambers & Robert Johnston 2007Club member expectation Casual flyer expectations Service deliveredCost 3 1 3Dependability 3 5 2Flexibility 5 2 4Product quality 5 5 5Quality of facilities 1 4 1Service quality 2 5 2Speed 3 5 3(Low price)(Reliable flying)(Change and choice)(High quality glidersand instruction)(High quality facilities)(High quality careand attention)(Fly immediately)012345
CostDependabilityFlexibilityQuality of facilities Product qualityService qualitySpeedClub member expectations Casual flyer expectations Service deliveredIt is clear that the operation (i.e. the service delivered) is more attuned to the needs of the clubmembers. This should be of no surprise because club members run the operation (through thecommittee).Indeed many club members see the casuals as a nuisance who take up their precious airtimeand reduce instructor availability with little benefit to the club.� Club members are expected to help for a full day at the club, whereas members of thepublic are not required to help at all.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual28© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Members hope to fly sometime during the day, whereas casuals expect to have a flightalmost immediately.� Casuals have paid for their flight and have to be flown (weather permitting) but memberspay after and are not guaranteed a flight.� Club members can spend three or four hours on the airfield hard at work flying other clubmembers, members of the public and visiting pilots before they get their turn to fly. In fact,

on some occasions the weather conditions change for the worse and they do not get to flyat all.And, as a result:� They feel pushed out of flying by casuals;� They consider the club is grabbing money from casuals at the expense of their flying;� They feel that the casuals change the nature of the ‘club’;� They come and work all day for the benefit of the casuals and may not get a flight;� They feel like cheap labour.Similarly, the casual flyers perceive they have a raw deal:� They see unfriendly and unhelpful people;� They feel ignored and unloved;� They enjoy the flight but it can be very short (5 minutes);� They experience very poor service.The following extract from a letter received by the club is not unusual:'The flight was a 60th birthday present from my wife. I drove to the club with great excitementand apprehension. There was no one in the clubhouse or office and I had no idea where to go. Iwalked around for a long time and saw people at the far end of a field. When I got there no onespoke to me. I approached a man in a Landrover who reluctantly found someone to fly me. Iwas in the air for less than five minutes and then pushed out of the plane as soon as welanded.'3. What advice would you give to the chairman?There are five possible options that could be considered:1. Do nothing.By continuing as they are, the club will continue to alienate its members for whom the 'clubby'atmosphere is key. The club is hard-pressed, indeed its membership is declining and if nothingis done the implications could be serious. Casual flyers, although somewhat alienated by theirexperience, at least get a flight, the thrill they were seeking, though they may not recommend itto others. However, with a large population within a few hours’ drive from the club andsubstantial numbers of tourists in the area, the numbers of casual flyers may not be at risk.However, without enough members to launch or fly them, the casuals might not even get theirquick thrill. This could have a significant effect on the club’s reputation.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual29© Nigel Slack, Stuart Chambers & Robert Johnston 20072. End trial flights.This would certainly make things better in the short term for club members. There would be nocasual flyers taking up winch time or more importantly instructor time that the club memberscould use. The main problem is the reduction in income. The casual flyers are keeping the clubafloat, though most members are blissfully unaware of this. To make up for this shortfall andthus pay for the improved service to members, they would either have to pay an additional £70on membership fee (a 35% increase) or increase launch fees by £3.28 (a 66% increase), forexample.3. Create two processes to look after the two types of customers.By providing dedicated staff and facilities for each customer type, club members and casualmembers would have their own winch crews, instructors and experience. Casual memberscould have administrative staff who greeted them and a warm, pleasant room where they couldbe met and briefed by their instructor. A minibus could take them to the launch point for theirflights and provide some shelter from the wind. This appears to be an idealistic solution and it isemployed at one UK gliding club. It would, however, be inappropriate for Long Ridge as they donot have the staff or finances to support this approach, although the casual flyers might wellstand an increase in fees, which might pay some of the costs.4. Amend the process.Amend the process to deal better with the casuals without unduly affecting the members. Definethe product for the casuals, such as meeting and greeting of the casuals, a flight briefing and anagreed minimum flight time. Inform club members of the (financial) importance of casuals and
the need to give them a good experience.5. Manage casuals’ expectations better.Bring the casuals’ expectations in line with the service delivered. Change the literature to givethe impression that they will have to wait, may only get a short flight and are expected to helpwith winching, and glider preparation. Some possible quotes for the brochure might include thefollowing:Cost £28Dependability 'We advise a phone call first''Subject to availability and weather conditions'Flexibility 'Phone up and we will see if we can do it'Quality 'Gliding needs teamwork, the cooperation of all the people involved.Everyone is needed, keeping a log on the field, driving the winches orbringing back gliders''The club has all the basic necessities'Speed 'Plan your trial lesson in advance''While you wait for your flight you have the chance to help the launchcrews'RecommendationA mixture of options 4 and 5 could also help convert more casuals into members.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual30© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short casesGiordano – ‘to be the best and the biggest’.1. In what way did Mr Lai’s experiences change the market position of his Giordanooperation?When Jimmy Lai first considered the way in which his new retail operation might do business,most of the stores with whom he would be competing offered low prices and very little else totheir customers. Presumably, by focusing exclusively on low prices, those stores were assumingthat any increase in service to customers would inevitably mean higher costs and thereforehigher prices. Jimmy Lai’s great insight was to understand that there was not necessarily atrade-off between good service and low costs. There was no reason why his customers shouldnot have both. At the time this would have been seen as being counterintuitive. Certainly, hisdecision to raise wages by between 30 and 40 per cent would have seemed that way. Similarly,investing in training might have seemed to be a pure ‘cost’. In fact better-motivated staff, trainedappropriately, was what made his stores attractive. The greatly increased volume of businessmore than covered the extra investment in staff costs. Not only were staff more capable ofserving customers, they would be (presumably) happier in their jobs. The atmosphere in theshops created by satisfied staff is something that customers notice. They certainly notice whenstaff are dissatisfied.2. What are the advantages of sales staff talking to the customers?Sales staff are in a better position than almost anybody else within the organization to reallyunderstand what customers respond to. It is sales staff who overhear the conversationsbetween customers and notice customers’ behaviour in the shops. Why go to the trouble andexpense of organizing ‘focus groups’ when (arguably) more honest reactions can be observedby sales staff?Kwik-Fit customers’ needs1. How do customer needs and competitor actions influence the major performanceobjectives of a Kwik-Fit centre?In fact, customer needs and competitor actions are related in this case. Let us take them in turn.Customer needsCustomers are often anxious or downright distressed when they seek the service of Kwik-Fit.Their car has broken down or is malfunctioning and they feel vulnerable. More than anythingelse they want reassurance and professionalism from the operation, transparency of

understanding about what is going on, and above all, their car to be fixed.Competitor actionsPartly because there are so many small traders in the car repair business, the industry has notalways had the best reputation. The idea of the ‘cowboy’ repairer ‘ripping off’ the customer isone that is not entirely out of the public’s mind. This has increased the importance of reassuringcustomers that they are being dealt with in an open, fair and honest manner. Presumably, this iswhy Kwik-Fit spend so much time making sure that their staff understand things from thecustomer’s perspective.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual31© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Flextronics1. How does Flextronics’ operations strategy help the company to satisfy its customers?The first point to note is that the market for electronic manufacturing services is extremelycompetitive. Volumes are high but margins are wafer thin. Therefore, any company that is tocompete in this market must be sufficiently flexible to take on whatever its brand namecustomers require it to do, as well as giving fast responsive service and (above all) low costs. IfFlextronics’ operations can do all these things, then it will satisfy its customers and win morebusiness. Unfortunately, product flexibility, fast response and low costs are often seen as beingconflicting objectives. There are clear trade-offs between all three. Flextronics’ operationsstrategy is essentially about how to (at least partially) overcome these trade-offs. This shortcase deals particularly with trade-off between fast response and low costs. Flextronics haschosen to tackle this through its location strategy. Its industrial parks are set up in relatively lowcost locations that are as close as possible to its customers’ sites. Very often though, theproblem with locating in low cost areas is that, because communications are poor, the deliveryof products to customers, and the delivery of supplies from suppliers, may not be as responsiveas they should ideally be. This is where the industrial parks strategy comes in. By developingthese sites and the associated infrastructure, suppliers can locate alongside Flextronics plants.This allows the company to keep its costs down while still being relatively responsive.2. What specific operations competencies must Flextronics have in order to make asuccess of its strategy?Being able to develop industrial parks is a skill more commonly associated with constructioncompanies and real estate developers than electronics manufacturers. Yet, because of itsstrategy, these are competencies that must have been developed by Flextronics. So, to makeits strategy work, Flextronics must be skilled at most of the following:� Identifying suitable sites for industrial parks.� Acquiring the land quickly and efficiently.� Building facilities to a high standard quickly.� Starting up production without too many ‘learning curve’ inefficiencies.� Persuading suppliers to locate in the park.� Helping suppliers to ramp-up their own operations efficiently and effectively.� Integrating the activities of their own and their suppliers’ processes to respond effectivelyto customers’ orders.32© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 4
Process designTeaching guideIntroductionA number of issues are covered in this chapter. It is also possible to cover these issues underother headings. For example, some part of the chapter could be included in a lesson on productand service design (which is covered in Chapter 5). Similarly, the part of the chapter which

deals with volume-variety and its influence on process types could be used as an introduction toprocess layout (which is covered in Chapter 7). However, we generally find it useful to startwith the ‘design’ part of an operations management course by having a lesson on ‘design’treated in general terms and process design in particular. This is because many students havenever thought about design outside its narrow ‘product design’ meaning. It is importanttherefore to convince them of the importance of treating design as a broad operationsmanagement activity. It is one which applies as much to the design of processes as the design ofproducts and services.Key teaching objectives� To convince students of the broad relevance of the design issue to processes as well asproducts and services.� To stress the importance of volume and variety in design.� To introduce the concept of process types.� To convince students of the broad relevance and importance of the details of process design.� To establish the idea that detailed process design must be connected to the overallobjectives of the operation.� To give experience in simple process mapping.� To introduce Little’s Law as a fundamental law of operations and process management.� To introduce the implications of variability in process behaviour.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual33© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Exercises/discussion points� There are many cases and exercises which one could use to introduce design generally. It isusually best to start with a case describing a service rather than manufacturing. This isbecause service design almost always includes both the design of the process and the designof the service ‘product’. The case in the companion volume to this book (Johnston, R. et al.,3rd edition, ISBN 0273 65531-0) can be used to support this lesson. Cadbury World: tenyears of improvement, is ideal. Also, the case, ‘Denby Constabulary’ by Andrew Greasleycan be used here. Although there is little quantitative information, the idea of processmapping is established.� Teaching tip – We have found it useful to discuss design in general terms for relatedproducts, processes and services so that students can understand how design applies to allthree. For example, start by discussing the nature of design for a television. Ask, ‘What dowe mean by the design of a television?’ Students will suggest such things as the overallshape and purpose of the set, its functionality, the components which go into the product,the way the components are connected together and so on. After that, move on to the designof the factory that makes television sets. Again, ask, ‘What kind of decisions will be neededto be made around the design of the factory that makes the TV sets?’ Students will suggest avery similar set of issues such as what is the overall purpose of the factory (in terms of itsperformance objectives), what machines (components) will need to be included within thefactory, how are these connected together (in other words, what is the flow between themachines) and so on. Finally, describe a company which installs sophisticated televisionand home movie equipment into (rich) peoples' homes as a service. In designing thisservice, again ask, ‘What decisions need to be made in the design of this service?’ Studentswill usually suggest things like the limits that define what the service will and will not do,the exact range of equipment they are willing to install and the range of services they offer(including after sales maintenance and so on). They may even understand that the serviceneeds to be able to link different parts of its business, such as purchasing the equipment,
installing the equipment, invoicing for payment and so on, together. By doing this for aproduct, a process and a service, one can highlight the similarities in the design process.� Teaching tip – We find it useful to encourage students to identify operations with whichthey are familiar (libraries, shops, restaurants, etc.) and try and classify them as being closeto the pure layout types. Discussions can then centre on how the layout of the operationcould be changed to make it flow more or less continuously. The most commonly citedexample is a restaurant or eating area within the college or university. Discussions herecould involve how to make it more assembly line-like, or more fixed position-like.� Teaching tip – Try discussing with the students how their layout and organisation mightchange for a simple task such as making a sandwich, as volume and variety change. Forexample, ask the question, ’If you were making a sandwich for a friend how would you doit?’ Discussion would then centre on the kind of sandwich they want (limited only by theavailability of ingredients in the kitchen), when they wanted it (it could be made to order)and how much it could be customised (more salt and pepper?). Then ask, ’If you weremaking sandwiches for a whole group of friends who were due to arrive in an hour’s time,how would your process change?’ (You would butter all the bread together, standardise theproducts to some extent etc.) Then ask, 'If you were making 5,000 sandwiches a day for asupermarket, how would you wish to organise the production system?’ (assembly lineprocess, etc.).Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual34© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Teaching tip – We find that it is usually best to start with a case describing a service ratherthan manufacturing. This is because service design almost always includes both the designof the process and the design of the service ‘product’.� Exercise – Some students may question the necessity for detailed process mapping. Inpractice of course, mapping is necessary to discover exactly what is really happening in aprocess. The importance of recording the process in the form of a process map reduces anyconfusion or ambiguity about the process. One way of demonstrating this is to show thefigure below for a limited amount of time. Prior to doing this tell the students, 'I’m going toshow you a figure for 20 seconds. Your task is to follow the instructions on the figure.' Thenshow the figure (but not for more than 20 seconds) and ask them for the answer.� You will generally get a whole range of answers. Make no comment at all about which wasright or wrong. That is not the point of the exercise at all. After you have found the fullrange of answers simply nod, say thank you and carry on with your next point. Sooner orlater (usually sooner) someone will ask, 'What was the right answer?'' Point out that there isno right answer. The instructions actually said, 'How many squares do you see in thisfigure?' The issue is how many squares do you see. The fact that everybody saw a differentnumber of squares emphasizes the need for establishing an agreed set of details about aprocess in the form of a process map. Otherwise we all see the process in marginallydifferent ways.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual35© Nigel Slack, Stuart Chambers & Robert Johnston 2007
How many squares do you see?� Teaching tip – We have found that the issue of series and parallel process configurations(or long-thin versus short-fat processes as we also call them in the text) is something thatstudents respond well too. The Weldon Hand Tool exercise (described in the section of

additional cases exercise) is excellent at demonstrating this, especially if one is willing toinvest in two or three of the products that can be taken apart. However, other simpler (andcheaper) products such as electrical plugs could also be used to demonstrate the same issue.� Teaching tip – There are many games and exercises available that can be used todemonstrate the reality of process behaviour and the issues that must be tackled in processNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual36© Nigel Slack, Stuart Chambers & Robert Johnston 2007design. Most of these involve students being formed into teams with a set task to perform.Sometimes this can be a series of arithmetic calculations (useful if many of the studentscome from financial services). Others involve making simple greeting cards. More complexgames may involve using construction toys such as Lego. Generally, one can find acolleague who has some experience of these games. However, do not dismiss the idea ofmaking one up yourself. Sometimes it is better to have confidence in one’s own game thango through a (sometimes embarrassing) learning curve with a game that you have copiedfrom someone else.
Case study teaching notesThe central evaluation unit processing centreIn some ways this is a difficult case although the arithmetic is relatively straightforward. Itspurpose is to challenge students to draw a simple process map from a description of a processthat (although in a rather confused form) has all the information necessary. The second purposeis to demonstrate how a simple knowledge of Little’s Law can reveal something about theprocess. There is certainly enough information in the case study to allow students to make somepreliminary comments on the process and debate how it might be improved.1. Analyze and evaluate the processing of new applications at the central evaluationunit processing centreCreating a process map for new applicationsFrom the description in the case, there are clearly a number of sections to the central evaluationunit processing centre (CEUPC) and several in-trays that are in effect inventories of applicationswaiting to be processed. As is often the case, the sections of the centre do not match theprocessing tasks. For example, there are 12 clerical staff, but these are divided into threedistinct task areas. Eight clerks act as receipt clerks, two act as coding clerks, while two act asdespatch clerks. In process mapping it is important to follow the tasks that are performed onwhatever is being processed (in this case the applications for grants). Also from the descriptionthere are six active in-trays, one for each section, namely clerical (receipt), coding, checkers,secretarial, auditing and issuing. The diagram below summarizes the process just using thestraightforward symbols of an inverted triangle for an inventory and a circle for an operation (anytype of operation). It shows that 50 per cent of applications are recycled from the checkingoperation back to the receipt clerks’ in-tray. This will mean that, although 200 applications perweek are entering the process, 100 of these are being recycled, so that the effective load on allstages up to and including the checking process will be 300 applications per week. It alsoimplies that some applications are taking much longer because of this recycling. It may be thatsome applications are recycled more than once.Note: Heading in figure to be changed to: Central Evaluation Unit Processing CentreNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual37© Nigel Slack, Stuart Chambers & Robert Johnston 2007200 /week8 receiptclerks2 codingclerks
2 dispatchclerks3checkers10auditors600 intray130 intray130 intray130 intray130 intray3secretariesProcess map for the Central Evaluation Centre Processing Unit (CEUPC)50%recycled220 intray
Calculate the cycle time for the processThis involves the simple application of Little’s Law.Taking the process as a whole:The total work in progress (applications in the in-trays) = 600 + (4 × 130) + 220= 1340 applicationsAverage throughput time = 36 working daysTherefore, from Little’s LawThroughput time = cycle time × work in progress (andworking in hours)36 × 7 = cycle time × 1340Therefore, cycle time = (36 × 7)/1340 = 0.188 hoursIn other words, a fully processed application form is emerging from the process every 0.188hours.That is, in a 35 hour week,the Centre will process 35/0.188 = 186.17 applications per weekThis is an important finding because 200 applications per week are entering the process, butonly 186.17 applications per week are emerging from the process. In other words, inventorymust be building up within the process.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual38© Nigel Slack, Stuart Chambers & Robert Johnston 2007Calculate the number of people involved in the processing of an applicationIn total there are:8 receipt clerks3 secretarial/support staff2 coding clerks3 checkers10 auditors2 despatch clerks1 part-time adviserThis means there are 20 full-time and one part-time staff involved in the process.Ignoring the single part-time member of staff, and assuming a 35-hour week, this means that 20× 35 hours of labour produces 186.17 fully processed applications per week.
Therefore, the number of hours of staff time devoted to each application = (20 × 35)/186.18 =3.76 hours.But we also know that, on average, an application takes 36 working days (i.e. 36 × 7 hours) tomove through the process.Therefore, the efficiency of the process = 3.76 / (36 × 7) = 1.49 per cent efficient.And probably less than that because this figure assumes that everyone works perfectlyinefficiently.Explain why it is difficult to locate an individual fileMainly because of all the recycling and the very large inventory of applications. There are simplyso many applications in the various in-trays to search through.Summarize the problems of the CEUPC processAlthough, at the surface level, this process seems to be achieving its objectives, that is onlybecause its main objective of a 40 day average throughput time is very undemanding. There isevidence that there is significant dissatisfaction with the responsiveness of the process. This willbe partly because a 40 day target is probably too slow, but also because that the target of 40days on average still means that, because of recycling, many applicants are waiting muchlonger than this. The process is, after all, only 1.49 per cent efficient. This means there is a verysignificant amount of improvement that could be made. Theoretically, an application could movethrough the process in 3.76 hours, yet it is taking 36 working days.What suggestions would you make to Veronique to improve her process?The main issue is to stop the recycling. There are many ways in which this could be done. Mostof this will involve tackling the root cause of the problem, namely that applications are enteringthe process with insufficient documentation or information. Clearly, an education initiative isneeded both to applicants and to the university liaison officers to prevent this happening.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual39© Nigel Slack, Stuart Chambers & Robert Johnston 2007There may also be other inefficiencies in the process to investigate. We know that 3.76 hoursare being expended on each application, but how is this time allocated between stages? Theremay be bottlenecks causing excessive delays before some stages.Similarly, the amount of variation in the process could be reducing its efficiency. Anything toreduce variability, such as standard ways of working, could help this.
Model answers to boxed examplesEcologically smartWhat are the various objectives that the Smart cars manufacturing processes mustachieve?The primary objectives for any automobile plant are cost and quality. In other words, themanufacturing processes must produce error-free cars (that are therefore more reliable in use)and must do so at the minimum possible cost. Minimizing cost usually means minimizing thecost of input resources (such as parts and energy) and ensuring that all the resources within theprocesses (labour and equipment) are utilized effectively. In addition, because this is a newplant producing a relatively new model of car, it may be that sales forecasts are relativelyuncertain. This means that the plant and its processes must be able to meet demand, evenwhen demand is greater than expected. Therefore, volume flexibility may be an importantobjective.In addition, the company is clearly interested in the ecological impact of its products andprocesses. This may well be because of a combination of ethical concerns and the positivepublicity that can be generated by emphasizing the car’s ‘green’ credentials.Which do you think are the most important objectives?The most important objectives are certainly cost and quality. No matter how variable the demand,or how important the image of environmental sustainability, the car must still be producedprofitably. This means maintaining sales volumes (partly a function of its quality) and keeping itscosts down (partly a function of its process efficiency).However, note that this does not necessarily conflict with environmental objectives. Recycling

materials to be used within the car’s structure may or may not be less expensive than using newmaterials, but at least offers the potential for cost savings. Just as important, the emphasis onnot wasting energy by focusing on the efficiencies of flow within the factory contributes both toenvironmental objectives and saves money for the company. In fact, it is interesting to note howan emphasis on energy movement and material efficiencies make it easier to achieve both costand environmental objectives.By 2006 the Smart car was still not profitable for Daimler-Chrysler. Does this necessarilymean that some process objectives were neglected?It is not necessary that some process objectives were neglected. As a set of processes the factorymay be, in many ways, very well designed. The fact that the product proved not to be asappealing as was hoped is not necessarily a fault of the processes that make it. One couldargue, however, that more emphasis on designing processes that were volume flexible, that is,they could operate efficiently at very different levels of output, might have meant that the carcould be produced profitably even at low volumes.40© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 5
The design of products and servicesTeaching guideIntroductionThis can be a fun session. All students have bought products and all students have experiencedservice. Given that customer reaction is an important objective of the design activity, it is easyto use the student group as a sample of consumers and ask them to evaluate alternative designs.Bringing two or three kinds of the same type of product into the class and prompting adiscussion around the design issues involved, is an obvious starting point to discuss design.Similarly, comparing similar but different services which students will have experienced is apossibility. The main purpose is to clearly establish that there are many different alternativedesigns for any product or service, and that the nature of the design chosen has a very powerfulimpact on the operations function, which has to produce it.Key teaching objectives� To convince students that product and service design is an important issue in terms of itsimpact on operations management, and that it should be treated within operationsmanagement.� To establish the importance of design in competitive success.� To establish the fact that the design of services is just as important (probably moreimportant) as the design of products.� To emphasise the process nature of product and service design (‘All operations areprocesses which produce some mixture of goods and services. Within any organisationsome of its processes will be producing designs for their own products and services.Therefore product and service design is an operation like any other.’)� To examine the overlap between design of products and services on the one hand and thedesign of the processes, which produce them on the other.� To establish some of the general issues in the design process such as the way designprocesses start with a large number of options and finish with a single selected design, theimportance of creativity in the design process, the importance of evaluation (using thecriteria of feasibility, acceptability and vulnerability), the use of simulation in design, theincreasing importance of environmental issues, and so on.� To take the students through the various stages of the design process while at the same timestressing that describing a process in this way is a great simplification of reality.

Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual41© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� To demonstrate the benefits of interactive design.Exercises/discussion pointsAgain, there are several cases in the companion volume to this book (Johnston, R. et al, 3rdedition, ISBN 0273 65531-0), which can be used to support this lesson. Cadbury World: tenyears of improvement, is ideal for service design. The development of the Hovis Crusty WhiteLoaf is great for product design. Also, The Reltex Project can be used to illustrate the (oftenirrational) dynamics of the development process.Teaching tip – Although rather old, we still make extensive use of the Harvard Business Schoolcase ‘Benihana of Tokyo’; it is still a great example of the nature of service design.Teaching tip – An alternative to the Benihana case, which still uses the same idea, is to getstudents to visit a restaurant, shop or tourist attraction and identify for each, the ‘concept’, the‘package’ and the ‘process’.Teaching tip – One of the study activities in the chapter suggests that students can visit the website of the UK’s Design Council (www.design-council.org.uk). This is a great source forexamples of good design. Examples and ideas picked up from the site can make excellentillustrations in class and bring a lesson to life.Teaching tip – This issue of sustainability in design is always worth discussing. It may alsoserve to catch the interest of students (not all of them admittedly). The Centre for SustainableDesigns site (www.cfsd.org.uk) is useful to find examples that can be used to illustrate a lessonor converted into an exercise.Exercise – Identify a television programme that is reasonably well known and can be viewed byall students. Ask them to view the programme and then, in groups, prepare a presentation thatdeals with the design of the programme. Also, ask them to recommend how the design of theprogramme could be improved. This is a useful exercise because it encourages students to thinkabout design in a very broad context. Design of a television programme includes not just theappearance of the programme but the way it is structured, the way it has been broken intovarious parts, the way it can be supported through its web site and so on. Get them to use thefeasibility, acceptability, and vulnerability framework to evaluate whatever improvements theyrecommend.Exercise – Quality function deployment can be relatively complex to use in practice. However,a simple exercise is to choose a service (services work better than products for this exercise) andask the students to draw up a QFD matrix for it. An obvious service is the course on which thestudents are registered. Try to guide students into distinguishing clearly between the ‘whats’(what you want the service to achieve) and the ‘hows’ (the design factors that can bemanipulated to achieve the service’s objectives).Exercise – Bring in alternative designs for a product with which the students will be familiar.We tend to use food products for this because they are cheap and easily recognized. Forexample, bring in two or three boxes of chocolate assortments and prompt a discussion on thedesign choices which need to be made. Use the three criteria of aesthetics, usability andproduceability. The other advantage, of course, is that the chocolates can be consumed!Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual42© Nigel Slack, Stuart Chambers & Robert Johnston 2007Teaching tip –There are plenty of opportunities to use video clips in this subject. In fact thereare several programmes broadcast on the design process itself, but even if these are notavailable, find a video clip that shows a product or service and then base an exercise aroundthat.

Case study teaching notesChatsworth House Adventure PlaygroundMaterial to follow January 2007Model answers to short casesOcean ObservationsHow can this case be an example of design when there is nothing physical about amobile phone navigation system?Remember what design is. It is devising a concept, a package and a process for a product orservice. This example exhibits all three. Quite clearly, the concept is concerned with aestheticsand usability in the sense that navigation must be easy and intuitive. The package involves thedetailed graphical design of the icons together with the navigation rules that allow them to beused. The process is how these icons and navigation rules fit in with the technical functionalityof the phone itself.Design is about how products and services look and how they work. The fact that there isnothing physical there as such is really of no importance.What do you think would be the main objectives of this design assignment?As usual we can look at any objectives in terms of quality, speed, dependability, flexibility andcost. In this case, quality is about the usability and the aesthetics of the designs. In particular,aesthetics in this case, must include the essence of how the firm is branding itself and wants tobe seen by its customers. The mobile phone market is a fashion market whose products mustappeal to whatever market segment is being targeted. Thus, the quality of a design is at leastpartly concerned with how successful the aesthetics of a design are within the context of itstarget market. In addition, again because of the fashion nature of the market, it must be fast andflexible in responding to market trends. Furthermore, because the navigation screen design isonly one part of a very large number of components that make up the product, designs must bedelivered dependably so as to fit in with input from other sources. While costs must obviously becontrolled, it is unlikely that design costs will be a very significant part of the total cost of thephone.Spangler Hoover and Dyson1. What was Spangler’s mistake?Spangler’s mistake was clearly in failing to understand the implications of his preliminary design.The spark of creative genius was there but not the ability to fully understand the design’simplications or its commercial potential. Had it been, we could still be talking about ‘spanglering’the carpet.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual43© Nigel Slack, Stuart Chambers & Robert Johnston 20072. What do you think makes ‘good design’ in markets such as the domestic appliancemarket?Three things make a good design in the domestic appliance market. Aesthetics – the productmust look good and reflect the brand value. Usability – the product must be easy to use andwork well. Produceability – the product must be easy to make, or at least not so difficult thatcosts and quality are compromised.3. Why do you think the two major vacuum cleaner manufacturers rejected Dyson’sideas?It depends on how charitable you want to be to them. If we are being charitable, one could saythat Dyson’s design represented too much of a risk for the established manufacturers. Theywould be threatening their own existing products and forgoing the revenue they gained fromselling the cleaner bags, for a design, which had not been proved in the marketplace. A lesscharitable view would be that they were simply conservative, had little imagination, and did notunderstand the need for innovation. Nor did they understand how a better product, alternativelypositioned in the market to stress design and performance, could undermine their existingmarket position.
4. How did design make Dyson a success?Dyson's design is succeeded by systematically challenging the assumptions behind currentproduct orthodoxy. Dyson’s design brought together concepts that were not totally original butintegrated them and used them in a new context. The ability to do that successfully (and theperseverance) is often far more valuable than pure creative originality. The process of design isessentially about systematically bringing together ideas and subjecting them to a criticalprocess.Customers design their own servicesWhat do you think are the advantages and disadvantages of involving customers thisclosely in the design process?The advantages are that customer feedback is real and direct. In many ways, customers knowbetter than anyone what they need and how effective current services are. The disadvantagesinvolve the time taken, the fact that the customers chosen may not be typical and the generalprinciple that customers have their own agenda, which is different from the company’s. Thecompany needs to keep its customers happy while being able to make a profit. Customers, onthe other hand, want as much as they can get in return for their effort and money. Therefore,their suggestions may not be feasible as far as the company is concerned.How could providers of education products adopt this idea?Well, one is faced with the same dilemma. In principle, the customers for education products,such as university degrees, want a good and appropriate education for the time and money theyinvest in being education. The university or education provider needs to satisfy its customerswhile still maintaining appropriate standards of assessment and while making a profit (or in anot-profit institution, keeping within its budget). While involving users has significantadvantages, there is a limit to how far their wishes can be achieved fairly and economically.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual44© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Customizing for kidsHow does the concept of modularization apply to this example?Each shot from the camera is, in effect, a module or a part of the total programme. Bystandardizing these modules to emphasize standard shots, it was possible to reuse somemodules, even though they were shot in the ‘wrong’ language.What do you think are the similarities between what this company did and how motorvehicle manufacturers design their products?Essentially, modularization is exactly the same for both industries. In automobile manufacturingit involves standardizing parts so that they can be used in several different products. Inprogramme making it involves standardizing shots so that they can be used (with somemodification) in different products (that is, the same programme, but in a different language).45© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 6
Supply network designTeaching guideIntroductionOne of the more important points made in Chapter 1 of the text is the idea that operations andprocess management can be analyzed at three levels, the level of the supply network, the levelof operation itself and the level of individual processes. This chapter covers the most strategiclevel, and focuses on three decisions (supply networks, location and long-term capacitystrategy), which are dealt with under the general heading of ‘supply network design’. The logicof this is important to the way it is taught. We have found it useful to describe the supplynetwork as the highest, or most macro level of the process design task. Configuring a supplynetwork is, in many ways, similar to deciding which individual units of a process go where on
the shop floor. The decisions are, how should material, information or customers flow betweenthe units, where should each unit be and how big should each unit be. Configuring a wholesupply network is the same but on a very much larger scale. Of course, the complicating factoris that when we are designing a single operations process we generally have control of all theelements in the process, whereas we only have partial influence over much of the supplynetwork. Nevertheless, conceptually, the two tasks, one macro the other micro, are very similar.Because this chapter deals with the most strategic of these three levels, many of the issues arealso strategic. Indeed, if time is short on a course, and if it is not wished to teach the morestrategic issues related to operations management, this chapter may be one candidate foromission.Key teaching objectives� To establish the idea of supply networks.� To describe vertical integration as the extent to which a company wishes to own parts of itssupply network.� To identify the main factors on the location decision.� To stress the importance of the timing and extent of capacity change on the performance ofthe operations function.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual46© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Exercises/discussion pointsAgain, there are several cases in the companion volume to this book (Johnston, R. et al, 3rdedition, ISBN 0273 65531-0), which can be used to support this lesson. The Norrköping Plant(A) and (B) cases are ideal.Teaching tip – We have found that one of the most important points to come out of this chapteris an understanding of the whole concept of a supply network. Because of that we tend to spendmore time on this issue than the others. One method of achieving this is to lead a discussion onthe supply network for a familiar operation such as a restaurant. Suppliers can be traced back tofood items, consumables such as napkins and so on. Each of these can then be traced back to thesuppliers’ suppliers, back to the farm or paper factory and so on. Similarly, moving downstreamin the supply network, one can work to the consumer directly, or assuming that the restaurantsupplies events such as dances and weddings, to the wedding organizer and then to the ultimateconsumer.Teaching tip – Try tracing the development of a supply network over time. An ideal one is thatfor the recorded music industry. Back in the 1950s record labels owned their own recordingstudios, orchestras, engineers, arrangers, artists and so on. They also often made their ownalbums and distributed them to their own retail outlets. Contrast this with what a supply networkmight look like with internet-based distribution of MP3 files. Alternatively …Exercise – The chapter contains an example of the BBC outsourcing its technology division.Divide the class into groups and ask half of them to prepare an argument in favour ofoutsourcing this department, and the other half to prepare a case arguing against outsourcingthis department.Exercise – In Chapter 1, one of the opening examples was Dell. Ask the students to revisit thisand draw Dell’s supply network and contrast it with the supply networks of other computercompanies. Ask them to list the advantages and disadvantages of Dell’s model.Exercise – Ask students to draw the supply chain for a conventional music store selling CDsand also for itunes. Ask them to identify other industries that might adopt a similar model toitunes (The movie and DVD industries are obvious examples).Exercise – Following on from the former exercise, ask the students to identify as manyindustries as they can that will be particularly affected by further developments in internet-based
channels of distribution. Ask them to draw supply chains that illustrate exactly how they will beaffected.Teaching tip – One way to promote a discussion on location issues is to choose a decisioncurrently in the press. Often this can be a government-originated project such as a sportsstadium or museum. The class can then be led through the criteria which may be used to decideon the location.Exercise – A related but different exercise can be constructed by asking the class to considerhow they would make their local area more attractive to incoming business. 'If you were thelocal government officer in charge of attracting business to this area, what could you do to makethe area more attractive?'Teaching tip – Try contrasting the different approaches to location taken by different types ofbusinesses. For example, compare the location decision facing a company wishing to build aNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual47© Nigel Slack, Stuart Chambers & Robert Johnston 2007new factory in a region with a fast-food restaurant looking for a location in a town where it hasno existing outlets. The idea here is to contrast two very different types of location decision.� The new factory location would follow the ideas as set out in the chapter. These tend toassume that location is being chosen primarily on the grounds of minimizing the costsassociated with the site. The amount of products sold by the company is unlikely to bevery much affected by its location, but its costs could be very much affected by locationfactors. Furthermore, there are likely to be a very large number of sites that thecompany could choose from.� The fast-food restaurant, on the other hand, is a different sort of location decision. Bothrevenue and costs will be affected by location. Locating the restaurant away from otherrestaurants and/or away from passing trade is likely to mean a reduction in revenue.Some locations are better than others at attracting customers. Also, the costs of thelocation (such as rent and rates) are affected by location. Finally, there are rarely a largenumber of options to choose the location from. Usually location is more opportunistic.The fast-food restaurant might wait until a site becomes available and then take thedecision as to whether to have that site or to wait in case a better one becomes available.
Case study teaching notesDelta Synthetic FibresThis case exercise describes a synthetic fibre company based in the UK, which has three plants.Currently, it produces one product Britlene (known for short as 'E'). Sales of this product arelikely to decline in the future, partly because competitors will move into the markets and partlybecause the company plans to introduce an improved product known as Britlon (known for shortas 'O'). The company faces decisions on how many plants to convert from E to O and how manynew O plants to build. The location of the new plants has also to be decided.This case is relatively sophisticated in that it requires a reasonable understanding of strategicissues. It is unlikely to be valuable to students who do not have an appreciation of theuncertainties of long-term forecasting, the difficulties of making major capital investmentswhich require large physical projects to be managed or the financial consequences of capitalinvestment in terms of profitability and cash flow. Because of this it is recommended that thecase be used either on a specialist operations strategy course or towards the end of a generaloperations management course. If the latter, it would probably be useful to add other issues tothe case during the session.With computer-literate students it is also an option to ask them to use a spreadsheet to model thefinancial and capacity consequences of their decisions. If this is done they will have to makesome reasonable assumptions about costs and capital expenditure charges. It does not really

matter what these assumptions are; the important issue is to understand the dynamics of thefinancial indicators and how they depend on capacity scheduling.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual48© Nigel Slack, Stuart Chambers & Robert Johnston 2007Some notes on the Delta Synthetic Fibres case exercise1. What schedule of capacity expansion is appropriate?Perhaps it is best to start out by thinking about what objectives we need to meet in thisscheduling decision.� We might decide that it is important to always meet demand for both products.� It could be important to maintain the output (where necessary) of the Britlene product whileconverting production to Britlon.� It will probably be necessary to make sure that we do not overload the company's owntechnical resources by planning the conversion of several plants together, especially if weare also building new plants at the same time.� We would have to schedule capacity such that profitability is maintained.� We will also have to schedule plants to make sure that we have a cash flow requirementwhich we can afford.Issue – Should we convert first or order new plants first?The advantages of trying to obtain capacity by ordering new plants are, first of all, that there isprobably less technical risk. It would be disastrous if we launched the new product while tryingto overcome the technical problems that may be inherent in converting the old plants. Buyingnew plants would also allow our technical staff to learn about the new technology in a lesscomplicated way than if they were having to convert Britlene capacity. On the other hand, theadvantages of converting first are that a conversion takes out Britlene capacity, which we don'treally need (according to the forecasts). Thus by converting we are providing for Britlon capacityand getting rid of Britlene capacity at the same time. Second, conversion will almost certainly beconsiderably less expensive than purchasing new plants. Because of these last two reasons, itis very likely that Delta Synthetic Fibres (DSF) will choose to convert first to get Britlon capacityand then buy new plants later if they need them.Issue – If we consider just conversion, how many Britlene plants do we want to end up with?� More than two – it is unlikely that we would want to have more than two Britlene plants bythe year 2000 since the forecast sales are only ten million kilograms (that is, the output fromtwo Britlene plants).� Two plants – if we finished up with two plants we would be able to meet the residualdemand for Britlene, but there might be some issues around the profitability of doing this.� One plant – the advantage of finishing up with one plant is that we are very likely to be ableto sell all the output. This means it would be operating at full capacity, so costs would be atthe minimum.� No plants – we could just get out of Britlene altogether. The advantage of this is that itwould enable us to concentrate fully on making a success of the new product, Britlon.Issue – Given the base capacity from our conversion schedule, do we want to stream on newplants to lead or lag demand? Leading demand means making sure that we always havesufficient capacity to meet the forecast demand. Lagging demand means that we only build newcapacity if the forecasts show that we can sell all the production that comes from the plants.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual49© Nigel Slack, Stuart Chambers & Robert Johnston 2007Leading or lagging demand depends, first of all, on the economics of competition by the time weget to make the decision. Chapter 6 explains this; for example, if competition by that time islargely on price we would be more likely to lag demand because this would give us maximumutilization of our plants and therefore minimum cost. Second, leading or lagging depends onwhether the company can afford to pay out capital expenditure early. Capacity leading

strategies require earlier capital expenditure than capacity lagging strategies.2. Location of the new plantsThere really is not enough information in the case to make any definite decision here. What wedo know for certain is that the company does not really want either to start a completely new siteor to close one of their existing three sites. What is really important is that we are clear aboutthe criteria, which we might use to make the decision. These are as follows.� Labour costs (unlikely to vary much between the sites in this case).� Material costs (again very unlikely to vary, but the transportation of the costs from suppliersto the site could be an issue; Teesside is closer to raw material suppliers, which mightfavour that site).� Energy costs (again very unlikely to vary much in this case).� Construction costs (again, unlikely to vary much unless there are some geologicaldifferences between the sites, which make it difficult to put new buildings on the land).� Transportation costs to customers (not too much information here though exports are likelyto be easier from Teesside, which is a port).� Labour availability (Teesside appears to have a better supply of labour).� Technical support (probably better at Teesside, which is the largest existing site andtherefore is more likely to have engineers who could cope with the technical load of buildingnew plants).� Expansion space (do not have any details in this case).� Economies of scale (again, not much detail but it could be that there is a case for spreadingthe 'site-related costs' across more plants at the Bradford and Dumfries sites).4. The major dangers over the next five or six yearsThe major dangers are largely concerned with the financial consequences of being late! If wecombine the volumes for the new and old products together, there is quite a seriousovercapacity in the years 1995, 1996 and 1997. Admittedly, from 1998 onwards the growth inthe new product will once more bring in revenues but the key question is whether the companycan cope with underutilization of its plants in the next three years while at the same time it hasto find the cash to invest in conversion and new machines. While in the long term theseinvestments could be very profitable, in the short term the cash requirements could eitherbankrupt the company, or more likely, cause it to be taken over by a larger company for whomthe capital expenditure would not be prohibitive. The only way to check these dangers out (or toassess the consequences of different scheduling decisions) would be to use some kind offinancial model to examine profitability and (probably more importantly) cash flow over the nextsix years.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual50© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short casesAutomotive system suppliers1. What are the implications for companies reducing the number of their directsuppliers, both for the suppliers and for their customers?The first point to make is that what is described here is happening in many industries. Morepublicity on the issue is generated in the automotive sector than in others but it is notuncommon in many manufacturing industries. Consider the following implications.Implications for suppliers – A ‘first-tier’ system supplier is responsible for a very large‘component’ of the final product, which the customer will see. Any failure on its part will have avery significant impact on its customer. It will itself have to take in many different componentsfrom its suppliers and integrate them before supplying the module to its customer. In effect, it isbeing paid by its customer not just to supply the module but also to manage the supply chain.Before, its customer would have done this. It must therefore acquire far more sophisticatedsupply chain management skills. It will also find itself getting increasingly powerful. It is morelikely to have a single-supply agreement with its customer, which in the short-term guarantees itbusiness. The customer will not switch business to an alternative module supplier unless it has

to. So, although it is doing a far more complex job, it has a better short-term guarantee ofbusiness.Implications for customers – By paying a module supplier to manage that part of the supplychain, it is putting considerable power into the hands of the supplier. It would have to be surethat it trusted its supplier not to take too much advantage of this. Furthermore, it trusts itssupplier to be innovative and actively seek out new ideas in the market. A lazy module supplier,who did not actively encourage innovation in its own suppliers, is failing its customer in afundamental way. However, the main advantage of having relatively few module suppliers isthat the customer does not have to maintain relationships with a large number of suppliers, thusits costs of purchasing can be considerably lower.Behind the brand namesWhat are the dangers to companies like Dell and Sony in outsourcing their notebookmanufacture?There are three main types of danger involved in outsourcing manufacturing in the way that Delland Sony have in this case. The first is that part of the supply process is outside of the brandholder’s direct control. For example, if the outsourcing company fails to ensure a robust processand supply is disrupted, it is the brand holder who will suffer (although compensation could bearranged). The second danger is that there may be a leakage of intellectual property.Subcontracting companies work for more than one brand holder. Indeed, their attraction is thatthey have experience in many different types of manufacturing tasks. There is always thedanger that design information could inadvertently leak out to competitors. The third danger isthat the brand holder may lose all the skills and competencies needed for a vital part of theprocess, namely manufacturing. If a very new design involves a very new technology that theoutsourcing company could not master, the brand holder would have to ‘start from scratch’ inestablishing competencies.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual51© Nigel Slack, Stuart Chambers & Robert Johnston 2007How do you think the subcontracting companies will compete in the future?In fact it has already started! Increasingly, the subcontracting companies are developing designskills so that they are designing notebook computers, then offering that design, together withmanufacturing services, to their customers. The danger in this is that the brand holders are leftwith literally nothing but the brand.Disneyland Paris1. Summarize what you see as the major factors influencing the Walt DisneyCorporation’s decision to locate near Paris.� Weather – although located in northern Europe where the weather is not as good as it is in(say) southern Europe, Disney’s experience in Tokyo led it to believe that this would not bea major disadvantage.� Proximity to markets – the location 30 kilometres east of Paris was within relatively easytravelling distance for literally millions of potential customers. France, the Benelux countries,Germany, the UK and even Scandinavia would find the Paris site more convenient than thealternative Spanish one.� Transport infrastructure – the French government was willing to invest considerable sums inthe development of motorway and rail links. Furthermore, Charles de Gaulle Airport wasvery close by.� Land availability – the French site was relatively underdeveloped with considerable amountsof spare land available for development.� Government assistance – the French government offered tax and other financialinducements.2. What difficulties do you think the Disney Corporation must have faced in the earlydays of running Disneyland Paris?� Considerable hostility in the French press would not have helped them either establish amarket amongst French customers or help them attract staff.

� Although Disneyland Tokyo visitors had tolerated the poor weather, European customerswere less tolerant to queue in the rain.� Disneyland is firmly rooted in an American culture, which includes certain values aroundservice. French staff do not share these values. This reportedly led to some problems.� The customer base was not homogeneous. If Disneyland staff in Tokyo or Florida approacha customer they can more or less predict what language to address him or her in. AtDisneyland Paris, however, a customer could be any one of many nationalities. How shouldthey be addressed?� Multi-lingual staff – Should all staff be multi-lingual, bi-lingual or tri-lingual? Would it be easyto attract staff with language and service skills?� A large part of the market (British customers) had become used to flying to Florida wherethe weather was considerably better.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual52© Nigel Slack, Stuart Chambers & Robert Johnston 20073. When transferring a service operation of this type between national or regionalcultures, how might the design of the operation need to change?� It is important to distinguish between the core elements of a service and the more peripheralones. In this case the core elements are to do with entertainment and fun, the moreperipheral ones are to do with issues such as queuing. In fact one of the mistakes made byDisneyland Paris in the very early days was to change some of the rides (arguablyunnecessarily) while sticking with some of its US originated policies (such as not servingwine with lunch – this did not go down well with French customers).Developing nations challenge Silicon Valley1. Do you think that the factors which attract high-tech companies to these developingnation locations are going to be as important in ten years’ time?Inevitably, there is an economic ‘correction’ over time that will erode some of the advantages ofthese high-tech locations. The main issue is cost. At the moment the cost of developing hightechproducts and software in these new locations is substantially lower than the cost in mostwestern economies. As prosperity increases in developing nation locations due to the influx ofnew businesses, wages will tend to rise and costs increase. This will erode their advantage.However, this process could take many years (longer than 10). More importantly in the longterm, other advantages may emerge that compensate for any marginal cost increase in the newlocations. These advantages are likely to be things such as an increasingly experienced labourforce, improving infrastructure and economies of scale as more and more industries relocate.2. What advantage do Silicon Valley locations still have over their challengers indeveloping nations?They still have scale and experience advantages. Silicon Valley is still the largest cluster ofhigh-tech businesses and it has developed a whole range of infrastructural support that maytake years to develop in newer locations. Furthermore, they have many years of cumulativeexperience that, although it may become less important as developing nations gain their ownexperience, is still a distinct advantage when tackling new high-tech projects. Maybe just assignificantly, the headquarters of the companies are largely located in the United States ofAmerica, so Silicon Valley locations are usually more intimately concerned with the day-to-dayactivities of the company generally.53© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 7
Layout and flowTeaching guideIntroductionThis chapter is a mixture of concepts and techniques. As usual the concepts are more important

than the techniques. However, in this topic particularly, the techniques of layout can be used toreinforce some of the underlying principles behind the concepts. The main concept is that thereare specific ‘pure’ types of layout, which relate to process types. The distinction betweenprocess types on the one hand and layout types on the other can sometimes be confusing tostudents. The main point to get across is that process types indicate the overall approach toorganizing an operation. Process is a broader concept than layout. However, layout is what youphysically see when you go into an operation. Process is more of a conceptual issue. It is alsoworth stressing that the relation between process and layout is not totally deterministic. Thispoint is made in Table 7.1 in the chapter but is worth stressing.Key teaching objectives� To introduce the two concepts of process type and layout type and the relation betweenthem.� To describe the basic layout types in terms of the nature of the flow of transformedresources through the process.� To stress that most real layouts are hybrids of the pure types.� To identify some of the simple approaches that can be used to determine the exact nature ofa layout.Exercises/discussion points� Teaching tip – We find it useful to encourage students to identify operations with whichthey are familiar (libraries, shops, restaurants, etc.) and try to classify them as being close toone of the pure layout types. Discussions can then centre on how the layout of the operationcould be changed to make it flow more or less continuously. The most commonly citedexample is a restaurant or eating area within the college or university. Discussions herecould involve how to make it more assembly-line like, or more fixed-position like.� Teaching tip – Try discussing with the students how their layout might change for a simpletask such as making a sandwich, as volume and variety change. For example, ask thequestion, 'If you were making a sandwich for a friend how would you do it?' DiscussionNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual54© Nigel Slack, Stuart Chambers & Robert Johnston 2007would then centre around the kind of sandwich they want (limited only by the availability ofingredients in the kitchen), when they wanted it (it could be made to order), and how muchit could be customized (more salt and pepper?). Then ask, 'If you were making sandwichesfor a whole group of friends who were due to arrive in an hour’s time, how would yourprocess change?' (You would butter all the bread together, standardize the products to someextent, and so on). Then ask, 'If you were making 5,000 sandwiches a day for asupermarket, how would you wish to organize the production system?' (Assembly lineprocess, etc.).� Teaching tip – The idea of combinatorial complexity is an important one to get acrosswhen dealing with process layouts. Many students do not understand how this works. Agood demonstration is to find someone in the class with a (floating point) calculator, getthem to punch in factorial 30 (30!). Then say, 'Supposing that a computer could evaluateand store the details of (say) 10,000 alternative layouts per second. Divide the number,factorial 30, by 10,000 for the number of seconds it would take, divide that by 60 for thenumber of minutes it would take, divide that by 60 for the number of hours, etc. .' Theresulting figure will still be very large. This is why generally good sub-optimal solutions aresought rather than purely optimal ones.� Exercise – Get students to analyze the simple process of boiling an egg or making a cup oftea in their kitchen area. Ask them to lay out the kitchen to make this process more efficient.Get them to discuss the disadvantages as well as the advantages of this.

� Exercise – The case study at the end of this chapter ‘Weldon Hand Tools’ we have found tobe particularly useful. To make it more interesting, purchase some planes (we have foundthe Stanley Handyman plane to be the best) and some screwdrivers and let student groupstake the planes apart. See if they can assemble them in 1.6 minutes (the figure in the case).
Case study teaching notesWeldon Hand ToolsThis case deals with the design of a manufacturing process to produce a relatively simple handtool. Details of the product, together with time for each element, which constitutes the assemblytask, and sales forecasts for the product are all given in the case exercise. The product itself is anew design, which is intended to sell at the lower end of the market in relatively high volume.The case exercise makes an excellent 'hands-on' experience for students. It has been designedaround a product that is readily available in most do-it-yourself stores. Each syndicate group ofstudents can be given a product (we have found the Stanley Handyman plane both economicaland useful!) together with a screwdriver. They usually find the product very easy to disassembleand can go through the various elements of the assembly task outlined in the case themselveswhen reassembling the product. It is usually unnecessary to point out to them that they aretaking considerably longer than the 1.6 standard minutes specified in the case.Although in any class different groups of students will come up with different process designs,there is usually a tendency to go for what Slack et al. call 'long-thin' systems. That is, relativelylong assembly-line type systems. They do this in the mistaken belief that any efficiency gainswhich derive from this process are in line with the company's performance objectives. In factNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual55© Nigel Slack, Stuart Chambers & Robert Johnston 2007after discussing with students the relative merits of long-thin and short-fat systems it is useful toexamine the economics of a product such as this, as outlined in the teaching notes. Students aresometimes surprised to find that saving small amounts of labour cost is relatively unimportantcompared to keeping down inventory and maintaining flexibility.Some notes on the Weldon Hand Tools case exercise1. How many people are needed to assemble the product?Assume (for simplicity) that staff work 35 hours per week for 48 weeks per year.� In the first quarter (12 weeks) the forecast requires 98,000 products to be assembled.� The time available = 12 ⋅ 35 ⋅ 60 minutes= 25,200 minutes� So a product should emerge from the assembly operation every25,200/98,000= 0.257 minutes� The figure is called the cycle time of the operation and is an important figure in all processdesign activities.� The total 'work content' (amount of work) of the assembly operation is 1.6 standard minutes(see earlier for the idea of a 'standard minute').� The theoretical number of people required to assemble products at a rate of one every0.257 minutes is therefore:� 1.6 = 6.226 people0.257� Note that this figure might have to be modified either because of the convenience ofassigning a fixed (whole) number of people to the task (a 'fraction' of a person could bearranged through part-time working), or because of the way the job is designed.� The number of people required at the end of the two-year forecast period can be calculatedin a similar manner.� Cycle time = 25,200/230,000
= 0.11 minutesNumber of people required = 1.6/0.11= 14.55 people� The forecast sales per quarter do not increase smoothly from 98,000 to 230,000; there isclear evidence of seasonality contained within the increasing sales. This poses a problemNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual56© Nigel Slack, Stuart Chambers & Robert Johnston 2007for any job design for the assembly operation. The design must be capable of accommodatingincreasing output requirements, with possible occasional short-term reductions in output.2. Designing the production system.� The design decision here is largely concerned with the extent of job specialization (or putanother way, the extent of the division of labour).� There are a large number of ways of allocating all the elements in the assembly task toassembly staff. Let us examine just two extremes, one which uses a high degree ofspecialization, and one which goes as far as possible to minimize specialization.Option A – high specialization – the 'long-thin' designNumbering the 12 elements in the total assembly task from 1 (assemble poke S/A) to 12 (makeupbox, wrap plane, pack and stock).Assembler 1 performs elements 1 and 2, total time = 0.22 SMAssembler 2 performs elements 3 and 4, total time = 0.23 SMAssembler 3 performs elements 5 and 6, total time = 0.20 SMAssembler 4 performs element 7, total time = 0.15 SMAssembler 5 performs element 8, total time = 0.17 SMAssembler 6 performs elements 9 and 10, total time = 0.23 SMAssembler 7 performs element 11, total time = 0.20 SMAssembler 8 performs element 12, total time = 0.20 SMNote that because of the difficulty in allocating elements equally between all assemblers, eightpeople are needed to meet the required cycle time (even then we have not quite made thenecessary cycle times although we are probably close enough to make up any shortfall througha little overtime).Option B – no specialization – the 'short-fat' designThe design would merely require all assemblers to perform all the elements (1 to 12) needed tomake and pack a complete product. Nominally at least, only seven assemblers would beneeded because no inefficiencies are introduced through uneven allocation of work elements.The arguments in favour of option A are:� Faster learning of the tasks (although these assembly tasks are unlikely to take muchlearning as such).� Parts of the task might be more easily automated (e.g. the press elements).� Low levels of non-productive work will almost certainly mean that actual work times will beless than the standard minute values indicated.� Equipment does not have to be supplied to every assembler (e.g. only two people need flypresses).Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual57© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Parts need only be moved to one point of the system (where they are being assembled).The arguments against option A are:� It is very monotonous.� Losses due to uneven allocation of tasks are high.� The arrangement is not robust in so much as one person stopping work will eventually stopall output.� It is volume inflexible in so much as it is difficult to add extra assemblers to thearrangement.

The arguments in favour of option B are:� Allocation losses are reduced to zero.� The arrangement is robust; one person stopping will not affect the other assemblers.� It is flexible in so much as extra people can easily be added to the arrangement (eachmaking a different type of product if this becomes important).The disadvantages of option B are:� Non-productive work may mean that the actual work times are longer than the 'standardminute' values.� Each assembler will need every piece of equipment, for example seven fly presses.� The logistics of getting all parts of the product to all individual assemblers may be complex.4. Changing the process as volumes change.The flexibility arguments above are key to understanding how job designs may have to changeas volumes increase. The highly divided (specialized) arrangements are particularly difficult torearrange so as to increase the capacity of an operation. There are two reasons for this. First,the introduction of each new person to the system will require the allocation of tasks to people tobe changed, which itself may disrupt its smooth running. Second, as each new person is addedto the production 'line', the losses associated with unequal allocation of work tend to increase.To illustrate this last point, take just the first four elements of the Weldon Hand Tools assemblytasks, the press operations. The figure shows how the elements will need to be allocated toeach assembler as the number of people allocated to the work is increased.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual58© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Calculating balancing loss…...0.12 0.10 0.08 0.150.120.100.080.18 0.150.120.100.220.150.08
0.23 Balance Loss2%16%25%The simple efficiency of job design can be measured by what is termed the 'balancing loss' ofthe arrangement. Put simply, it is the percentage of labour time invested in producing eachproduct, which is wasted because of unequal allocation of work.With one person performing all the work, no time is wasted and the cycle time of the system is0.45 minutes.With two people sharing the tasks allocated as shown, the slowest person (who has thecollection of elements with the largest total time) will determine the output (and hence cycletime) of the whole system, in this case 0.23 minutes. The total 'investment of labour' is 2 × cycletime, that is, 2 × 0.23, of which only 0.01 (the time the faster person has to wait each cycle) iswasted. So, the balancing loss = 2.17%.With three people sharing the work as shown, the balancing loss increases to 16.7%.With four people sharing the work as shown, the balancing loss increases further to 23.3%.The only way of introducing a fifth person is to allocate two people to the largest of the four

elements (effectively reducing the time taken to carry out that element to half its time, which is0.075). The balancing loss increases further to 25%.
Model answers to short cases'Factory flow’ helps surgery productivityWhat do you think are the advantages and disadvantages of this arrangement whencompared with the conventional layout of one surgeon remaining in one operatingtheatre?The first point to make here is that, essentially, the layout has not changed as such. Both aconventional operating theatre and the arrangement described in the short case are ‘fixedNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual59© Nigel Slack, Stuart Chambers & Robert Johnston 2007position’ layouts. What has changed is that two patients are moved in and out of their operatingtheatres (the fixed positions) in order for preparation work that does not involve surgery to becarried out while the surgeon is operating on the other patient. This has the advantage ofutilizing what presumably is the scarce resource (the surgeon) even though two operatingtheatres are now needed. To some extent it is moving towards the principles of flow processesbecause, although the patients do not move as such, they do move relative to the surgeon.Yamaha tunes its assembly lines1. In this picture a white piano is moving down the assembly line with the black ones.Do you think this will pose any problems for managing this assembly line?The main problem will be one of co-ordination of supply to the assembly line. In so much as thewhite piano is exactly the same shape as the black ones, and because the function of theproduct is the same, there is not, in principle, any problem. However, as the white piano arrivesat a particular station on the assembly line, that station must have sufficient white parts toassemble the piano. Thus, the arrival of components at each station must match the arrival ofthe main product at the station. This issue is especially important in motorcar assembly whereseveral types of the same car are put together on a single assembly line. So, for example, asthe top of the range car arrives at the station that assembles the seats into the car, the nextseats made available to that station must be the special leather seats that go into the top of therange model.Chocolate and customers flow through Cadbury’s1. Both customers and chocolate in the Cadbury’s operations do seem to conform to aproduct-type layout. Does this mean that both operations have the same objectives?Both chocolate and customers, in their respective operations, flow in a continuous manneraround a set series of stages. All the chocolate follows the same path and, in Cadbury World, allthe customers take the same sequence of activities. Also, in some ways the objectives aresimilar. We can strain the flow of chocolate to make sure that quality standards are conformedto and to reduce costs. Similarly, in Cadbury World we route customers through the samesequence of experiences to ensure the quality of the experience. To some extent also we arereducing the cost of processing the customers. Allowing customers to wander freely around theexhibits would limit what we could do at each exhibit. It would also mean putting more effort intoguiding customers around the experience. Moving customers around Cadbury World in astandardized way helps us control the process.60© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 8
Process technologyTeaching guideIntroductionThere are so many different processing technologies used in operations that it is probably notworth trying to cover all types. However, it is important to make it clear to students that the
changing capabilities of process technologies can open up new opportunities for operations. Wefind it useful therefore to concentrate on newer forms of technology and then try and getstudents to think through the implications of adopting them. In doing this it is useful to try andidentify new technologies, which have not yet been fully developed. For example, securitysystems are starting to use scanners, which take a photograph of a person’s iris to verify theirauthorization to enter a building or to take money out of a machine and so on. A discussionaround the operations implications of such new security technologies can be more interestingand rewarding than one that concentrates on a manufacturing (say) technology with which thestudents may not be familiar. The other way to approach process technology is to do so throughthe task of evaluation. Any exercise which involves comparing alternative technologies, can beused not only to think about the process of evaluation but also to discuss some of the underlyingcharacteristics of the technology in question.Key teaching objectives� To overcome the reluctance of some students to consider process technology as anythingother than ‘what engineers do’.� To establish the idea that all operations have some type of technology.� To illustrate various types of material, information and customer processing technology.� To establish the three generic dimensions of technology,� automation� scale (or scalability)� coupling (or connectivity)� To establish the main criteria for choosing alternative process technologies.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual61© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Exercises/discussion points� Exercise – Make a list of different operations (restaurant, cinema, roadside rescue service,bank, etc.) and get the students in groups to answer the following questions.� What process technologies are used in these operations?� What advantages does the process technology bring to the operation itself and itscustomers?� How might recent changes and innovations in process technology affect the way theseoperations use their process technology?� What criteria do you think these operations would use to decide whether to invest innew process technology?� Teaching tip – Choose an emerging or potential technology and prompt a discussion on itsimplications for managing operations (for example, what would be the impact on theoperations managers in several businesses of the widespread adoption of fuel cells in cars?)� Teaching tip – Hold a discussion on the impact of MP3 compression on record retailingoperations. Discuss whether this is only a threat to record retailers or whether they couldharness the technology in some way.� Teaching tip – We have found the case exercise at the end of this chapter (RochemLimited) to be useful in discussing the impact of uncertainty in process technologyselection.
Case study teaching notesRochem LtdThis case examines an equipment purchase decision as faced by a small food-preservativesmanufacturing company. The text is a description of a meeting between four managersconcerned with the decision and presents their evidence to the management committee together
with their personal views as to which of the two alternative machines ought to be bought. Noconclusion is reached in the case.Some notes on the Rochem Ltd case exerciseThe equipment purchase decision in generalIt is unusual for facilities to be chosen on one criterion only. For example, if a piece ofequipment is needed immediately and only one model or make is available without considerabledelivery delays, then the criterion of availability would predominate. Normally, however, inaddition to availability there are two other groups of criteria which are used: technical andfinancial.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual62© Nigel Slack, Stuart Chambers & Robert Johnston 2007Technical criteriaThe most obvious technical criterion is capability that is, can the equipment do the job requiredof it? Certainly this criterion can be used as an initial screening test to eliminate obviouslyunsuitable equipment, but often there will be several, which ostensibly meet the criterion. It maybe that the capability requirements are difficult to define or predict, or that none of thealternative machines completely fulfils the requirements.As well as absolute capability, variation in capability can be important, variation both in thesense of reliability and the process variability in performance that the machine displays. Therelative reliability of alternative machines is usually difficult to predict in advance of purchase.However, if manufacturers are prepared to give service guarantees, then this can alleviate someof the cost of repair although not the inconvenience of the facility not being available. Mostprocesses exhibit some variability in performance and a certain level is normally tolerable.However, if the required capability had tolerances on variation in performance, this must beused as a criterion.The range of capability could also be an important factor, that is, how adaptable, flexible orgeneral does the machine have to be? This will depend on how accurately we can predict thefuture use to which the machine will be put.Financial criteria – costsCost is clearly a major financial criterion for choosing between machines. There are, however,two aspects of the cost of any facility: the initial cost and the total life cycle cost. The initial costis its basic purchase price.Sometimes limitations on the amount of capital available could eliminate some alternativeswhich, although they may be good investments, require more initial capital than the companycan afford. The total life cycle cost includes the cost associated with acquiring, using, caring,development, design, production, maintenance, replacement and disposal, as well as all thesupport, training and operating costs generated by the acquisition.Financial criteria – benefitsThe benefits which accrue from investing in machinery cannot always be described accuratelyin financial terms, but indirectly always reflect in financial performance. Benefits are usuallyexpressed in profit terms or saving terms, whichever is more appropriate to the particulardecision. Any sensible measure of benefit can be used provided all alternatives are assessed onthe same criteria. The timing of benefits can also be important.A useful method of comparing costs and revenue for various levels of use of a facility is byusing cost–volume–profit graphs.Risk and uncertaintyMost factors that determine the ultimate pay-off of a facility's acquisition decision, are, at thetime of the decision, only an estimate. We may have more confidence in our forecast of some ofthe factors than in others, but few of them will be known absolutely. It is useful in such a

situation to have some idea of the sensitivity of the outcome of a decision to changes in thevarious factors.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual63© Nigel Slack, Stuart Chambers & Robert Johnston 2007In Rochem's CaseTechnical factors:1. The AFU machine gives more capability if needed (140 kg per month, against 105 kg permonth).2. The quality levels that can be achieved on the AFU machine are better, but this is somethingof a red herring since the case is quite clear in stating that when the Chemling is workingproperly, it achieves perfectly satisfactory quality levels. This would only be an issue if themarketing plan for the future required higher quality levels.3. There is limited information about the ease of maintenance of each machine. The likelihoodis that the AFU will be better, but the Chemling is adequate, that is, satisfactory.4. As regards after sales service, again there is little information on the AFU, but the Chemlingis likely to be better.5. It could be seen as if the maintenance and after sales service factors trade-off between thetwo machines, but the AFU's plus points on maintenance are based on estimates ofperformance and are therefore less certain.Financial factors:1. The capital cost of the AFU is almost 50% more than the Chemling – a considerable cashdifference but its capacity is 40% higher.2. Figure 1 shows the cost–volume–profit curves for the two alternative strategies.(a) buy another Chemling(b) buy an AFU (and use it first, bringing in the Chemling when demand exceeds 140 kgper month).3. From Figure 1:Up to 100 kg a month, the Chemling option has lower costs.Figure 1 Cost–volume–profit curves for the two optionsNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual64© Nigel Slack, Stuart Chambers & Robert Johnston 2007Between 100 kg and 140 kg a month the AFU option has lower costs.Between 140 kg and 200 kg a month the Chemling option has marginally lower costs.Over 200 kg a month the AFU will generate more profit.It is evident that the level of payback from the machines very much depends on the viewthat the company takes over future sales levels. A very pessimistic view (less than 140 kg amonth) or a reasonably optimistic view (200–240 kg a month) favours the AFU option. Avery little growth view marginally favours the Chemling.4. If we take an optimistic view based on a doubling of sales due to a successful modification ofthe product, the decision then involves a third and fourth machine. Several combinations of thetwo machines then become possible, but it seems likely that the company would stay with thetype of machine that it decided to buy at this point in time. If we assume this, then Figure 2shows the extended cost–volume–profit graph.5. From Figure 2:Figure 2 Extended cost–volume–profit curvesThere are in fact four options, which would give a capacity of between 350 kg a month and450 kg a month.a) 5 Chemling machines
b) 4 Chemling machinesc) 2 AFU + 1 Chemlingd) 3 AFU + 1 Chemling6. It can be seen that the situation is very complex and depends again on the view the companytakes about likely production levels. Below 380 kg a month option (c) has lower costs.Between 380 kg a month and 400 kg a month options (a) and (d) are more or less the same.Between 400kg and 420 kg a month option (d) has lower costs, and about 400 kg a monthoption (d) has lower costs. It is apparent that the AFU machine is probably a better bet atNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual65© Nigel Slack, Stuart Chambers & Robert Johnston 2007this level of production. Its superiority, however, is not so marked as to eliminate the otheroptions.Other Factors1. The spares issue is worth mentioning. A mixture of two types of machines doubles thespares that the company would have to carry and also doubles the quantity of maintenanceknowledge that the firm would have to carry.2. The effect of introducing new technology into the production system must be recognized. Inthis case it would involve some new training to use the AFU, but also in the long run wouldde-skill the jobs of the people operating them.3. If demand does indeed grow rapidly with the modification of the product, one must considerthe dynamic problem of increasing capacity as demand increases. In other words, there is acapacity-planning problem. The usual capacity planning problems will then be faced,namely the following:(a) How to match capacity with demand.(b) Whether to lead or lag demand.(c) Whether to go for small capacity increments (Chemling machines) because these can bemore readily used to tailor capacity to demand.
Model answers to short casesCustomers are not always human1. What advantages do you think the technology described above gives?One would imagine that the main advantages are quality and cost. Quality is affected by theability of the robot milkmaid to test the milk from each cow. This promotes not only the quality ofthe milk but also the long-term health of the cows. Cost is at least potentially lower (if the farmerdoes not go down to watch the machine all the time) because no labour is involved in the actualmilking itself. Obviously labour will be involved in cleaning and maintaining the machines but,presumably, this is less than in more conventional milking systems.2. Do you think the cows mind?Who is to know! Presumably, if they did mind they would not voluntarily use the machine. Itmust, therefore, confer some benefit on the cows as customers. Just like humans, however, thecows have to be trained to use the technology.3. Why do you think the farmer still goes to watch the process?Perhaps he likes to make sure that his investment has been worth it. Perhaps, deep down, hedoes not trust the technology. What would happen if it jammed and the cows got stuck in themachine? It is unlikely that this happens very often, if at all, otherwise the farmer would not bestill using the technology. However, the consequences of a technology failing is an importantissue to consider during the evaluation phase.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual66© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Robots reduce the risks
1. Robots are used in this example because of the hazardous environment in which thetasks take place. What other examples can you think of where the safety of operatorsis the major motivation for investment in robot technology?There are numerous examples for investment in robot technology. The most common are to befound where a manufacturing process is intrinsically unpleasant or dangerous. Paint sprayingand welding are two common examples. Sometimes it would be verging on the impossible touse a human being. For example, the interior inspection and cleaning of long gas and oilpipelines can be done using robots but would be very difficult using humans. Likewise, wherethere is the risk of sudden catastrophic destruction. Robots are used in bomb disposal and mineclearance, for example. Similarly, robots are used in space probes. In neither case would onewant to risk the life of a human being, no matter how expensive the robot was.Yo! Sushi1. What do you think are the advantages and disadvantages of using this type oftechnology in a restaurant?Disadvantages include the following:� It is expensive. Although not very high-tech it is clearly more expensive to install this type ofequipment than simple tables and chairs.� It can break down and, although generally reliable, a moving belt sushi bar without a movingbelt is not much of an attraction.� The novelty may fade. To a certain extent it is a gimmick and all such gimmicks may go outof fashion.Advantages include the following:� It can cope with demand variation. The food simply goes round and the customers take it.The issue of having to fluctuate the number of waiters is significantly reduced.� Fewer staff are needed. All the activities that waiters normally perform, such as serving thefood and drinks, are done by a combination of the technology and the customer.� The barrier to consuming more is significantly reduced. It is easy for customers to helpthemselves to another dish and pour themselves another beer without having to ask awaiter. This encourages more sales.� It is fun.Recovering from Hurricane KatrinaWhat do you think are the major advantages and disadvantages of using this type oftechnology for internal communications within a firm?The advantages of using technology for internal communications within a firm are many . Theyinclude the ability of the company to communicate effectively with all its employees, the ability ofemployees to communicate between themselves, the ability for a global firm like IBM to overcomeNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual67© Nigel Slack, Stuart Chambers & Robert Johnston 2007the barriers of distance in communication and the fostering of a common set of understandingsand values within the company. Two further advantages are highlighted in this example. Thefirst is the idea of the wiki. This means that employees are empowered to make changes tocommon sets of information. Second, the technology can move very quickly when needed. Thiswas why IBM could be so effective during Hurricane Katrina (certainly far more effective thanthe American government way). The disadvantages of such systems are that, with a very largenumber of users, they can become complex and difficult for everyone to follow or feel part of. Inparticular, this is a problem with the wiki principle. If anybody can change anything, how muchauthority does the information carry? Nevertheless, such developments are seen as havingsufficient merit to make their use widespread.QB House speeds up the cutHow does QB House compete compared with conventional hairdressers?They compete primarily on speed and price. In many ways the process is far less flexible than aconventional hairdresser and certainly it does not offer the same facilities to the customers.They have to pay with a 1000 yen bill, they cannot make appointments, and they have to take
their chances that they will not be waiting too long (though they can make the choice moreeffectively because of the lights that indicate the likely waiting time). But this standardizationallows the high utilization of resources that keeps the cost, and therefore the price, down.In what way does technology help QB House to keep its costs down?� Technology takes the 1000 yen bill and issues the ticket (no change is given).� The sensors under the seats operate the lights that inform the customer how long they mayhave to wait, thereby leaving the choice up to them.� The ‘air wash’ system avoids the post-cut shampoo that saves time and labour.� Because the process is standardized with the same layout (more or less) in each shop,customers are trained to know how to use the process.SVT programme investment in technology1. If you were assessing news gathering and broadcasting technology such as thatdescribed above, what would be your main criteria for choosing between alternativetechnological options?In the design chapter we identified three broad criteria that could be used to choose betweenoptions. These were,� The feasibility of the option – can we do it?� The acceptability of the option – do we want to do it?� The vulnerability of the option – are we prepared to take the risks?These criteria are arguably a useful starting point.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual68© Nigel Slack, Stuart Chambers & Robert Johnston 2007Feasibility – the key issue here is that SVT undertook, not a minor technological investment, butone that would totally reshape their organization. The question therefore is whether thecompany had enough resources (both human and financial) to cope with such a big investment.Not only is it necessary to ask the simple question, 'Can we afford such an investment?', it isalso necessary to ensure that there are sufficient managers and project engineers to implementall the changes. At the same time it would be necessary to assess the willingness of all parts ofthe organization (in this case from all over Sweden) to share the same objectives.Acceptability – the main benefits for such technology appear to derive from its flexibility andtransparency. Unlike analogue systems, digital files can be shared relatively easily so thatdifferent parts of the organization (say regional newsrooms and the main news studio) can worktogether on the same news story with no transmission delay between the different parts of theorganization contributing to the story. This level of transparency also makes it easier for theaccuracy and quality of news programmes to be assessed by those most capable of doing so.Similarly, digital technology such as this is sufficiently flexible to allow editing to be done fastand efficiently. In terms of the normal five performance objectives (quality, speed, dependability,flexibility and cost) it is the flexibility inherent in the technology that is enhancing the otherperformance objectives.Vulnerability – with any new technology there is a risk that it will not work as expected. HereSVT was taking a considerable risk. The technology itself is changing radically, some of thetechnology is being developed outside the organization, the news organizational structure isalso changing, and if that were not enough, they are moving to a new location. Changing somany things at once usually means increased risks that something will go wrong and affectother decisions. Nor is the environment always benign. These changes must take place in anews environment that could prove to be extremely testing. The September 11 incident, onlyone day after the launch of the new technology, put the new technology through a rigorousassessment almost immediately.69© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 9
Job design and work organization

Teaching guideIntroductionThis is a vital part of any course in operations management. If anything, our textbook (like mostin the area) devotes too little time to the human aspects of operations management. This is notbecause we do not think it to be important. On the contrary, we understand that it is at the heartof any practical treatment of operations management. However, most colleges and universitiesdo not exhibit the degree of multi-skilling and flexibility, which is described in the chapteritself. Often there are colleagues in the Organizational Behaviour or Human ResourceManagement areas who devote whole courses to this sort of subject. Often a typical operationsmanagement course is left to deal largely with the more technical and methodological aspects oforganizations. However, notwithstanding the fact that these issues may be treated elsewhere inany programme, we are firmly of the view that no operations management course is completewithout some treatment of job design and work organization. We have chosen to treat thevarious approaches to job design more or less chronologically. Not everyone agrees with thisapproach. We find it works well for us, but there is no reason why everyone should follow thesame sequence. What we believe to be more important is the idea that there are many distinctbut overlapping approaches to job design. None of them is better than the others as such. Theyall bring something to the task.Key teaching objectives� To stress the importance of the human contribution to producing and delivering productsand services.� To identify the differences between different approaches to job design.� To give students some experience of some of the difficulties in adopting each individualapproach to job design.� To demonstrate how the same job can be designed in very different ways.Exercises/discussion points� Exercise – Get some simple stopwatches (electronic stopwatches are now relatively cheap –it is worth investing in some!) and allow students to time jobs. For example, get someone infront of the class to do a simple task (dealing a deck of cards into four piles, opening andpacking a box or emptying sweets out of a tube and putting them back again ). Get the otherstudents to time several repetitions of these tasks and demonstrate how much variation thereNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual70© Nigel Slack, Stuart Chambers & Robert Johnston 2007is in the time taken to perform the task at each repetition. Also prompt a discussion on howthe exact specification for the job would need to be decided before any time estimate isfixed. Discuss the boundary between defining a job (to ensure quality standards, safety, etc.)and allowing operators to adopt their own improvement ideas (to promote continuousimprovement or motivation, etc.).� Exercise – Send students to some part of the college where they can observe peopleworking (eating place, bar or library). Facilitate a discussion on the jobs they observed.What skills were needed? Was the job divided up between individuals? Could it be done ona team basis? How could individuals be motivated to do the job better? How much room forautonomy is there in the job? What aspects of job flexibility are likely to be important? Andso on.� Teaching tip – One session, which always proves popular on our courses, is to get a teamof around four people at the front of the class to perform a repetitive job. We usepolystyrene drinks cups with plastic lids, drinking straws and papier-mâché drinks trays. Forexample, one person could put four cups on the tray, pass the sub-assembly along to the
next person who puts the lids on, this is then passed on to the third person who takes thestraws out of their paper wrappers and inserts four straws into the cups, passes it on to thefourth person who carries the individual tray to the other side of the room and returns and soon. While this is going on, get the remaining students in groups to time how long each‘product’ is taking to be produced. Also give them the task of devising work standards, asuitable payment system and suggesting any improvements. After the job has beenperformed for three or four minutes, stop the ‘workers’ at the front (but keep them at thefront, separate from the rest of the class) and allow the syndicates to devise standards,payments systems and improved work methods. Keep the ‘workers’ sitting at the frontwhile this is happening. After 10 or 15 minutes, lead a discussion on how the job could beimproved. If necessary some of these improvements could be incorporated into the job andthe whole process repeated. It is our experience that in nine out of ten times when thissimulation is performed no one in the class asks the ‘workers’ who have been doing the jobwhat they think. After a while point this out to the rest of the class.Exercise – The use of ‘tabletop experiments’ as Gilbreth called them can be particularly effectivewhen teaching process analysis. One of the simplest is described as follows.Step 1 – Divide the students into pairs (or small groups depending on the class size). Make surethat one of them has a watch with a second hand on it (alternatively, buy some cheapstopwatches and give them out one to a group). Give the class some previously cut or torn uppieces of paper. Tell the class that you are going to give them 20 letters and that one of thegroup must repeatedly write it on the small bits of paper.Then write the following letters up on the board.O P E R A T I O N SM A N A G E M E N TAsk the students to time the person who is repeating the task on the different bits of paper. Atthis point it may be as well to establish the fact that you will be walking round and rejecting any‘products’ that do not meet quality standards. Get the students to plot the learning curve as theyNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual71© Nigel Slack, Stuart Chambers & Robert Johnston 2007improve over time and debate with them the reasons why ‘performance’ (that is, the time theytake for each product) varies.Step 2 – Tell the class that you are a consultant who has been hired by this company and havemanaged half the total workload for this task. Tell them that for the next round they only have towrite 10 letters instead of 20. These letters are as follows:O E A I NM N G M NYou can point out that these letters are the words ‘operations’ and ‘management’ with everyother letter missed out. Ask the groups to repeat the exercise. It is important at this stage thatyou tell them that the person writing the letters can neither copy from any template, nor shouldbe able to see the products once they are completed (otherwise they can copy). Again, get themto plot their times. Generally, the times for doing these tasks will be higher than for the ‘larger’task. Discuss with them why this should be. Debate issues of task complexity and routine asdeterminants of the actual amount of ‘work’ in any task.Step 3 – One can repeat this exercise again but this time writing operations managementbackwards as below.S N O I T A R E P OT N E M E G A N A MYou will find that some people are better than others at doing this. This can lead to debatesabout natural ability and skill levels. Also a useful discussion can be promoted on how we cope

with individuals of varying abilities within a single process.Teaching tip – We have found that the issue of series and parallel process configurations (orlong-thin versus short-fat processes as we also call them in the text) is something that studentsrespond well to. The Weldon Hand Tool case is excellent at demonstrating this, especially if oneis willing to invest in two or three of the products that can be taken apart. However, othersimpler (and cheaper) products such as electrical plugs could also be used to demonstrate thesame issue.
Case study teaching notesSouth West Cross BankThe case describes a rapid and profound change from branch-based back-room operations tocentralized processing. The impact on work design both at the branches, and at the processingcentres, is outlined.The changes described are representative of those that are being implemented (to a varyingextent and pace) in most large western retail banks. The urgency of these changes has beendriven both by pressures to reduce operating costs and by the availability of new, fast andreliable processing technologies.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual72© Nigel Slack, Stuart Chambers & Robert Johnston 2007The case allows students to explore the extent to which empowerment is applicable to massservices. It also provides a description of a process, which can be transferred to a process flowchart, allowing assessment of value-added and non value-added activities.Some notes on the South West Cross Bank case1. How changes will affect the job (design) of a branch manager, and the new skillsrequired.Class discussions can be directed to reveal the main changes in job design experienced by thebranch managers. Experience suggests that most students tackle such questions in a randomand unstructured way, so the tutor’s role is to direct their analysis into a structured and hencemore useful format. One such structure is that provided on page 285 of the 4th edition, butextras have been added as indicated by * in Table 1 below.Table 1 Comparisons of Branch Staff’s Job Design (Before/After Change)Ref Element ofjob design Before change After changeA Tasks allocated toindividualsWide variety of tasks Front desk tasks onlyB Sequence of tasksallocatedDictated by daily routines,procedures and deadlinesMore dependent on customer flowsinto branchC Location of jobs Front and back Mainly front, briefly back (e.g.packing vouchers)D Groups/Interactions Informal, employees movebetween groups in branch, andtheir work flows between sectionsLess work-related interaction.Individuals dealing with customer’sspecific requirementsE Use of facilities andequipmentWide range of equipment, somelow utilization

Narrower range, front office onlyF EnvironmentalconditionsSome tasks conducted out of sightof customers, allowing informalsocial interactionAll tasks visible to customers,limiting social interaction betweenstaffG Level of autonomy Low; staff follow approved andtrained methodHigher; staff interpret customers’requirements and provide adviceH Staff skills variety anddevelopmentMost staff are trained in a widerange of tasks involving bothproduct and process knowledgeFocus of staff training in productknowledge, plus limited front officeprocessing.J *Job rotation Throughout the day Not possible: front desk tasks onlyK *Task significance Low: many repetitive, short cycletasksHigher: fewer, longer interactionswith customersL *Focus of activity Operations and Sales Mostly SalesM *Number of staff Large SmallerN *Volume flexibility atfront officeHigh LowNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual73© Nigel Slack, Stuart Chambers & Robert Johnston 2007Table 1 compares the job designs for the branch staff, but not specifically for the branchmanager. But we can now deduce the ways in which the changes would have affected thebranch manager’s job, using the above framework:� Tasks allocated to manager: Back-office tasks such as cash balancing, standing ordersand cheque processing were no longer done at the branch (C). These tasks had to becompleted on a daily basis, even when the branch was busy. That implied a need formaintaining a certain level of excess staff, to ensure completion of tasks by set timewindows. Removal of the back office tasks would put pressure on the manager to reducestaffing levels to the minimum required to cope with the remaining front office tasks (M).With a much smaller number of staff, and reduced volume flexibility (N), the manager wouldbe more exposed to variations in customer demand, and in certain overload situationswould need to assist with basic tasks at the service desks. Some would see this as a severeloss of status (less staff, and a return to service desk activities).� Sequence of tasks: prioritization and scheduling: Customers can enter a branch at anytime, requiring either routine transactions, fast transactions (such as paying in cheques,drawing cash) or one-off, longer transactions (such as enquiring about a loan, mortgage orinsurance). During busy periods the competing requirements of these sources of demandfor the limited and inflexible capacity (N) could lead to potential conflict. The manager mustthen prioritize, and/or persuade the loan/mortgage/insurance customer to make anappointment. Since this type of business is of significant potential value to the bank, it iscritical that the customer is not inconvenienced (or completely put off) by this process, so it
is likely that the manager will take personal responsibility for this activity. This is likely to bea more frequent occurrence than previously because of the smaller staff numbers (M) andreduced volume flexibility (N). Negotiating skills may help here.� Location of tasks: Because almost all activities now take place in the front office (C), themanager’s responsibilities are much more directed towards selling and customer service(L), and away from back office production-type tasks. Training in sales management andselling techniques may be required to be successful in this competitive marketplace.� Groups and interactions (management and motivation of): Because of the apparentlyreduced interdependence of staff in their work processes (D) and because of the reducedopportunity for informal interaction, they could have an increasing feeling of social isolation,even within the single front office environment. The manager will have to take account ofthis in the way the staff is managed, by providing opportunities for the group to interact. Forexample, daily team briefings, improvement taskforces and training sessions could be used,supplemented by occasional less formal social events, where applicable. The remainingsmall back-room tasks could be rotated among the staff.� Facilities and equipment: The only changes here will be reduction in branch size, and theremoval of back-room equipment. The main impact on the manager will be the increasingimportance of ensuring that the work is prepared properly for the processing centres (e.g.staples, pins, bands etc. removed from cheques), since this would have previously beendone irregularly, on an as-needed basis in the back room, where problems and omissionscould have been rectified locally.� Environmental conditions: There will be significant changes to the manager’s workingenvironment. Previously, there would have been some periods of relative privacy, but thechanges will require significantly more time to be spent in the front office, in sight ofcustomers. Some managers might consider this to be a significant negative factor in theirjob.� Level of autonomy: The (intended) increased proportion of the staff time spent withcustomers in selling the bank’s products and services (L) implies that they will need greaterNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual74© Nigel Slack, Stuart Chambers & Robert Johnston 2007skills in interpreting customers’ needs, and in inter-personal interaction. Thus, despite thenecessary constraints of approved processes to be followed, staff will have to take moreresponsibility and autonomy for the way they interact with customers. The manager willtherefore need to support this as a coach, trainer, mentor and advisor. (S)he may have todelegate some of the autonomy that was previously the preserve of the manager.� Skills variety and development: As well as the changes described above, there has beena major shift away from managers being responsible and skilled in high variety loandecisions, towards these being increasingly systematized, automated and/or centralized.Having relinquished most of this major responsibility, managers’ skills must be directedtowards customer service and process adherence (quality of the way transactions areperformed). This will require development of new interpersonal and leadership skills, andimproved understanding of the bank’s routine processes.2. Job design of branch employees in terms of the behavioural model.Taking the section on behavioural approaches to job design on pages 271–279, students wouldnormally attempt to apply the five techniques outlined by Hackman and Oldham. Anothercolumn of the job design model in Figure 9.7, ’core job characteristics’ has mostly been coveredin Section 1 above.� Combining tasks: There is no indication in the case that the number of separate elementsor activities allocated to individuals has increased. In fact, because back office duties havevirtually disappeared, the number of tasks has reduced!� Forming natural work units: The remaining staff is concentrated in the front office, wherethere is little focus on any coherent whole set of tasks. Inconsistency is highlighted in theSequence of Tasks section in Section 1 above. Certainly, the changes have not improvedthis element of job design.
� Establishing client relationships: ’Internal customers‘ have been relocated at processingcentres, and so this type of influence on the employees has been significantly reduced.However, client relationships with external clients have been increased somewhat, perhapsproviding some job design enhancement (but only for those who like customer contactwork!).� Vertical loading: There is no evidence in the case that there has been any increase in thestaff’s indirect activities such as maintenance or scheduling. In fact, most of this work hasbeen removed from branch activity altogether.� Opening feedback channels: There is no description in the case on how the staff is toldabout their overall performance.Overall, the changes described do not appear to have improved the design of branch jobs, andare probably adverse. However, the increased level of autonomy (interpreting customerrequirements and providing limited advice) may provide some compensation to employees.Tutors could use this analysis to open discussions on:(Bullet)How branch managers cancontinue to motivate staff in such jobs.� The viability of using temporary employees to supplement capacity at busy times, and themotivational issues involved.� How widespread this type of industrialization of services is, with such consequential impacton job design.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual75© Nigel Slack, Stuart Chambers & Robert Johnston 20073. Feasibility and desirability of empowerment at a branch and at a CPC� Suggestion involvement: This is generally as discussed above under the section on'autonomy'. This will be feasible and desirable at branches, particularly since the front officestaff can learn (from each other) better ways of dealing with, and selling to, customers.Although also important at CPCs, the potential for rapid exploitation may be much less, dueto the highly systematized processes and high dependence on IT.� Job involvement: It is unlikely that it would be feasible to empower individual branchemployees to redesign their jobs, except in the most trivial of ways (e.g. layout of theirdesks). However, it may be both feasible and desirable to generate some team involvementin job redesign. At CPCs, empowered job redesign seems improbable and undesirable, dueto the size and complexity of the operation.� High involvement: Not feasible or desirable.4. Process flow chart for cheque processing operationActivity Oper Trans Delay Inspn Store
Cheques from branches ***Scan bar code ***Check weight *Sign *Put in trolley *Delay until trolley full *Move trolley to preparation room *Open parcel *Inspect for foreign bodies *Joddle *Place in trays *Move to trolley *Place in trolley *Delay until trolley full *
Move trolley to OCR machine room *Wait in queue *Take bundle to joddler *Joddle *Fill OCR machine *First pass on OCR ***Delay *Fill OCR machine *Second pass on OCR ***Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual76© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Pack and label for destination bank ***Move to Reception *Delay awaiting courier *Collected and signed for by courier ***Transport to London ***Value-adding activities (*** in table) 5 2 0 0 0Non value-adding activities 9 5 5 2 0There may be some debate about what adds value and what does not. However, as a rule ofthumb, value-added activities are those which must be done to satisfy the needs of thecustomer, and hence are those which can not be eliminated without radical re-negotiation withthe customer. The other activities are the result of the way we choose to do the task, some ofwhich might be eliminated by process redesign (e.g. using new layout, new handling systems orby combining steps).
Model answers to short casesNUMMI – New United Motor Manufacturing ?1. What do you see as the main differences between traditional work-study as describedin the text and the way in which NUMMI operates it?Actually let us first deal with the similarities. What the NUMMI plant requires its operators toperform is a very conventional work-study. Stopwatches are used and all the critical questioningtechniques described in Chapter 9 of the main book are also used. What is different is that (a)the operators are doing it themselves and (b) they are doing it on a team basis and (c) teamsare comparing their improved methods and discussing among themselves, which methodshould be standardized.2. What other aspects of job design seem to be put into practice at NUMMI?Both division of labour and scientific management are clearly influences on job design practiceat NUMMI; with the important addition that the operators perform these tasks themselves. But,in addition to this, they appear to have some real (if limited) control over the way they do theirjobs (i.e., some degree of empowerment). They also have the stimulation and interest ofmeasuring themselves and analyzing their jobs in teams, and even debating with other teamsabout which tasks should be standardized (thus reaping the benefits of teamwork). This in turncan lead to job rotation (normally considered part of the behavioural approach to job design).Indeed, job rotation can also imply some degree of multi-skilling (skills flexibility).McDonald’s lets families share jobWhy would a scheme help McDonalds to cut absenteeism and improve staff retention?This type of scheme gives considerably more flexibility to employees who may want to work forless than a full week at a time. More importantly, it also gives the ability to employ people whomay have unpredictable demands on their time such as caring for an elderly relative or youngchild. This significantly increases the potential labour pool from which McDonalds can recruit

staff.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual77© Nigel Slack, Stuart Chambers & Robert Johnston 2007What are the prerequisites for such a scheme to work successfully?This scheme would only work where everyone who could turn up for work has beenappropriately trained and where they work sufficiently frequently to maintain the necessaryskills. It would also be necessary to ensure that all family members have been processedthrough conventional human resource recruitment stages, not only training, but checks on theirentitlement to work in the area, criminal record and so on.What do you think are the dangers of this type of scheme for McDonalds?First, there will be some extended employment costs for McDonalds. The extra personnel, andadministrative processing together with the extra training, will cost more than employing a singleperson. Further, there may not be as much commitment when the responsibility to do asatisfactory job is shared between several people. There may also be potential for disputes toarise between family members if they have different views of how work should be performed.Even if disputes between family members did not have their origin at work, any falling out wouldaffect the efficiency of the scheme.BA at WatersideHow might this way of working improve quality and flexibility?Quality may be improved by the pleasant nature of the environment. A feeling that all facilitiesare on site and that the company cares sufficiently about staff welfare to provide such a facilitymay improve commitment to the job. The flexibility of working is also improved because staffcan move about between different departments and even come in from working ‘in the field’, yetstill have access to a desk and a full range of communication and computing facilities.How might processing costs be affected?From one perspective, because of the significant investment in such a facility, processing costsare increased. Yet the payback should come from reduced staff turnover, and higherproductivity because of the improved working environment.What do you think might be the disadvantages of this type of working?Hot desking is not always universally popular. Especially for people who value a quiet andpeaceful atmosphere, such an arrangement might not be ideal. Also, because most needs arecatered to within the complex, one may miss being able to escape from the building!78© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 10
The nature of planning and controlTeaching guideIntroductionThis chapter is very much an introductory chapter to the whole of the planning and controlsection. At the same time it tries to explain some of the more commonly used terms in planningand control such as scheduling, sequencing and so on. Sometimes we teach this chapter as astand-alone lesson, but often we combine it with the material in later chapters (especially theERP chapter). More than most topics it does benefit from a very practical approach. Students,especially those without much experience, find it difficult to understand the real complexityinvolved in planning and control. There is limited benefit in telling such students just howcomplex the process is. They will never fully understand it until they have done it. Therefore, itis worthwhile either devising exercises that enable them to experience the complexity, oralternatively, use a simple example to prompt discussion during which time extra layers ofcomplexity can be introduced.Key teaching objectives� To make clear the separate but related nature of planning and control.
� To distinguish planning and control from the design activities which have been treatedhitherto.� To emphasize the ubiquitous nature of the planning and control activity – all operationshave to do it, but those in more turbulent environments find it more difficult than those instable environments.Exercises/discussion pointsAgain, there are several cases in the companion volume to this book (Johnston, R. et al, 3rdedition, ISBN 0273 65531-0), which can be used to support this lesson. The ‘I’ll phone youback' case, can be used for this topic.� Exercise – In-tray exercises can be useful in this topic. Set up a simple case where jobshave to be scheduled through four or five processes. Load some of the jobs onto theprocesses as decisions already made, and give the students a number of further jobs toschedule. This could be done in the form of a very simple Gantt chart using pieces ofcoloured paper. Periodically issue information to the student groups changing the prioritiesof jobs.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual79© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Teaching tip – Discuss the nature of planning and control in very different operations. Forexample, contrast an electricity power station with a fast food restaurant and debate thenature of loading, sequencing, scheduling, planning and control and so on.� Teaching tip – Base a discussion around Figure 10.17. This figure points out the obviousbut important fact that control is easier in some operations than in others. It identifies fourdimensions on which the degree of control difficulty can be measured. A sensitive andpolitical operation such as childcare services is clearly more difficult to control than asimple mass production operation such as food manufacture. Debate where a university or ahospital is on these four scales.� Exercise – The case exercise at the end of the chapter is useful in promoting a discussion toinvestigate the consequences of planning and control going wrong.� Teaching tip – Both the opening examples at the beginning of the chapter are useful inpromoting debate. Try asking what Joanne has to do to be an effective resource planner andcontroller. Write these on the board in groups that relate to some model of the elements ofplanning and control systems. One that is not used in this book, but may nevertheless beuseful, involves the following:� A customer interface that forms a two-way information link between the operation’sactivities and its customers.� A supply interface that does the same thing for the operation’s suppliers.� A set of overlapping ‘core’ mechanisms that perform basic tasks such as loading,sequencing, scheduling and monitoring and control.� A decision mechanism involving both operations staff and information systems thatmakes or confirms planning and control decisions.� Only then write the headings above the points. Explain what each means. And then askthe class what the equivalent activities in the Air France case are.
Case study teaching notesAir traffic control: a world-class juggling actThe case describes three sets of controllers who are in charge of the incoming and outgoingaircraft in the New York triangle. This triangle is formed from the three airports of John FKennedy, LaGuardia and Newark, within 15 miles of each other. The problems of thecontrollers together with issues of volume and timing are emphasized.

This case exercise is best used as an introduction to control. In fact, it is not a particularlyrepresentative example of planning and control in most operations. However, it does havedrama and it is useful to illustrate the consequences of losing control. Furthermore, it alsoillustrates the idea of coordinating three sequential operations – TRACON controllers planningand controlling the air space, tower controllers planning and controlling take-off and landing,and ground controllers planning and controlling movement on the ground.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual80© Nigel Slack, Stuart Chambers & Robert Johnston 2007Asking students to speculate on other issues may also extend this exercise. For example:How does technology help the planning and control task in this example?What are the job designs issues, which you think need to be addressed by air traffic control?Some notes on the Air Traffic Control case exercise1. What does ‘planning and control’ mean to air traffic controllers?Planning – There are three elements to the planning task described in this case. The firstconcerns the drawing of the ‘invisible corridors’ in the sky through which the planes arechannelled. Related to this is the planning of how these invisible corridors are changed to copewith different weather conditions. In effect, this is route planning, a task that is undertaken in anytransportation operation. The second part of the planning activity involves setting outprocedures for emergency situations, such as emergency landings. This will involvepredetermined routines not only on what happens to the plane subject to the emergency, butalso to the other traffic in the air space and on the ground during the emergency. The third partof planning will involve rough capacity planning. Airlines run to schedules and therefore it ispossible to forecast the expected number of planes arriving in the air space at any particulartime. In some ways this is similar to the ERP (see Chapter 14) approach. So, if an aircraft is dueat a certain point in air space at a particular time, it should be possible to forecast when thataircraft will become the responsibility of the tower controllers, when it will become theresponsibility of the ground controllers and so on. Of course, this is in theory only.Contingencies will have to be built into the plan to account for variation in the actual arrival timesof aircraft.Control – Control in this case places particular emphasis on monitoring. In other words, knowingwhere all the aircraft are at any point in time. Any loss of information means loss of control. Aswith most control procedures, air traffic controllers will be comparing what should be happening(where the aircraft should be) against what is actually happening (where the aircraft actually is).The important issue here is that if a particular aircraft is not approaching according to plan, it willhave an impact on all the other aircraft in the air space at the time. The final part of controltherefore means adjusting the instructions given to the aircraft to take account of each other’sposition or deviation from position.2. What are the differing problems faced by TRACON, tower and ground controllers?TRACON controllers – There will be two types of problems for this control activity. First, theaircraft must be kept apart while they are in a particular sector. This will involve closelymonitoring the position, direction and speed of each aircraft and predicting their relativepositions over time. In this the TRACON controllers are assisted by the computers, which helppredict whether the aircraft are getting dangerously close, or will become dangerously close.The second issue for TRACON controllers will concern the handovers between different sectors.It is necessary for one controller to have charge of all aircraft in his or her air space because it isthe position of the aircraft relative to each other that is important. However, the consequence ofdoing this is that there must be a handover between sectors. This is potentially a major failurepoint. Any failure to understand that responsibility has been passed on, or loss of monitoring,could be disastrous here.Tower controllers – The major problem for tower controllers is capacity. The major bottleneck incapacity for air journeys is the airport itself. It is the tower controllers who schedule and controlthe passage of planes into and out of the airport. This is why the tower controllers at LeGuardiahave to ‘shoot the gap’. Although this is intrinsically risky, it increases the capacity of the airport
substantially. Another issue for tower controllers is the variation between aircraft. The gapbetween planes taking-off or landing is a function of size because of the wake turbulence. ThisNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual81© Nigel Slack, Stuart Chambers & Robert Johnston 2007is the equivalent to ‘changeover times’ in a factory. Just as changeover times for a machine willdepend on what is being changed from and what is being changed to, so the gap betweenaircraft depends on the size of the two aircraft.Ground controllers – Although ground control seems the least dangerous of the three areas,several accidents have been caused at airports by aircraft straying onto the runway. Groundcontrol therefore is important from a safety point of view as well as from an efficiency point ofview. To be efficient, ground controllers must move aircraft swiftly away from the runways so asnot to cause bottlenecks or interfere with other aircraft. Where the ground path cuts acrossrunways, this is a particularly sensitive task.3. What sequencing rules do you think the tower controllers use?Probably the most common sequencing rule will be that of ‘due date’. In other words, prioritizinglanding slots according to the aircraft schedules. However, this is probably only a rough guidefor aircraft controllers. ‘First in, first out’ rules, or orderly queuing, is also likely to be a principleadopted by the controllers. However, overriding all these will be a variant on the ‘customerpriority’ rule that emphasizes safety. Any aircraft that is short of fuel or has an emergency onboard, will always be given priority, irrespective of its due date or its position in the queue.
Model answers to short casesOperations control at Air France1. What factors in the nature of demand are likely to affect the long-, medium- andshort-term planning and control activities at Air France?Demand for Air France’s services will fluctuate considerably although most of the fluctuation willbe relatively predictable. Holiday times will obviously be busier than other times, but thepopularity of different routes will also vary. Routes to skiing holiday resorts will be popular in thewinter, those to beach resorts more popular in the summer and so on. The other significantfactor concerning demand is the time of day at which services are required. Customers will notbe happy at taking-off in the middle of the night (even if people living close to the airports did notmind). Nor do they wish to arrive at their destination at inconvenient times. This loads both AirFrance’s resources and the airport’s resources more during some times than at others. Forexample, a peak time at Charles de Gaulle airport is early in the morning when overnight flightsfrom both east and west arrive.2. How is the supply of transformed and transforming resources likely to affectplanning and control?Air France, like any other airline, has a limited number of planes, each of finite size. Schedulingits aircraft onto different routes so that their capacity can be fully utilized as well as schedulingmaintenance periods is a particularly complex task. So, for example, a small aircraft mayservice a low volume route at a peak time in the morning and then be moved on to a highvolume route during a quiet time in the middle of the day. Likewise aircrew and ground crewhave to be scheduled to match flights. Moving crew around the world is, in some ways, morecomplex than moving aircraft around the world because the crews cannot be ‘run hot’ like theaircraft can (running hot means operating all the time with the minimum breaks in betweenflights).Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual82© Nigel Slack, Stuart Chambers & Robert Johnston 2007
The hospital triage system1. Why do you think that the triage system is effective in controlling operations inAccident and Emergency departments?The triage system is effective because it is quick and simple. It is a type of sequencing rule ofthe type the chapter described as a ‘customer priority’ sequencing rule. Also, there is no real

alternative; using the degree of urgency to decide on the sequence of patients to be treated isobviously subjective but better than the alternatives. A ‘first-come-first-served’ rule couldobviously put relatively minor cases before more urgent ones. Similarly, a rule based on ‘whoshouts loudest’ would be even more unfair.2. Are there any dangers in this approach?All sequencing rules are a trade-off between the complexity of the rule and the ease with whichit is applied. Triage is a fast and simple rule where medical staff make a quick diagnosis toroughly categorize patients. This means that they can spend most of their time actually treatingpatients but it does mean that they may be mistaken in their initial diagnosis. The alternativewould be to spend more time and effort performing this initial diagnosis, which reduces thechances of mistakes but also reduces the time during which expensive and trained medical staffcan be used actively to treat patients.The life and times of a chicken salad sandwich (Part I)1. The company which makes the chicken sandwiches described here, is consideringbuying pre-sliced tomatoes and cucumbers with a shelf life of only one day. What doyou think might be the advantages and disadvantages of doing this?The advantage would seem to be that buying the vegetables this way takes out some activityfrom the ‘sandwich filling preparation’ process. Presumably the companies who receive andpack tomatoes and cucumbers will find it relatively easy to slice them and pack them in slicedform. Such companies will be handling large quantities of tomatoes and cucumbers, whereaseach sandwich factory is handling relatively smaller quantities. This could mean that the extracosts to the tomato and cucumber packers are less than the savings made by the sandwichcompany in being able to omit this stage in the production process. The shorter shelf life,however, is a significant disadvantage. Whereas tomatoes and cucumbers can normally be keptfor three days in their whole form, sliced they only keep for one day. This makes the risk of theitems ‘out dating’ higher than when they can be kept for three days. Unless the sandwichmakers’ forecasts are relatively accurate, this may be a significant disadvantage.2. Why do you think production takes place overnight?Simply, to reduce the time between making the sandwich and it being put on display in the shopor supermarket. This means that the ‘shelf life’ in the shop or supermarket is maximized, albeitat the expense of higher labour costs for the night shift.Routing and scheduling help milk processor gain an extra collection trip aday.What do you see as the main planning and control tasks of the TruckStops system?How would you evaluate the effectiveness of the planning and control activity at Robert WisemanDairies?83© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 11
Capacity planning and controlTeaching guideIntroductionThis topic is one of the easier topics in operations management to teach. First, it is an issue,which quite clearly is important to all the different types of operation. This means that it isrelatively easy to find examples with which to inspire the class. Second, it is not difficult topersuade the class that it is a very important issue. They have all had the experience of queuingbecause capacity cannot meet demand at banks, restaurants and so on. They can also usuallyappreciate the problems of excess capacity where machines are lying idle and peopleunderutilized. Third, there are a number of very clear approaches to managing capacity in themedium-term, which have easily articulated advantages and disadvantages. Because of this, it isnot difficult to promote a debate. Fourth, the issue has an interesting ethical dimension in termsof whether the use of temporary labour and part-time contracts is ethically acceptable. All of

which makes it a joy to teach!Key teaching objectives� To convince students of the ubiquitous nature of medium-term capacity planning andcontrol� To point out the importance of aggregating capacity and demand while at the same timeillustrating the inaccuracies that brings into the process� To clearly identify the alternative approaches to capacity management together with theiradvantages and disadvantages� To try and give a sense of the dynamic nature of capacity planning and controlThere are several cases in the companion volume to this book (Johnston, R. et al, 3rd edition,ISBN 0273 65531-0), which can be used to support this lesson. Cadbury World: ten years ofimprovement, is ideal for service design, The Mandexor Memory case is also useful for thistopic.Exercises/discussion points� Teaching tip – For classes where the students are (or have been) in employment, start byasking any student, ‘What is your capacity?’ First there will be a discussion of whatmeasures to use to best represent capacity. Then there will be a discussion about the ‘itdepends’ issue, that is, the assumptions regarding capacity (For how long do I have tomaintain this capacity? What mix of products/services am I expected to produce? Do youNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual84© Nigel Slack, Stuart Chambers & Robert Johnston 2007expect me not to reduce the quality of service I give? And so on). By writing all these pointson the board, one can often identify all the major problems of measuring capacity.� Teaching tip – Employ the common approach of identifying three or four operations withwhich students will be familiar (fast food restaurants, libraries, bookshops, etc.) and askthem to identify the following:� The nature of demand fluctuation and what influences it� The way in which they can measure their capacity� The alternative ways they could cope with fluctuating demandThen lead a discussion on the implications of the various ways of coping with the fluctuatingdemand (cost implications, customer service implications, attitudes of staff, etc.).� Teaching tip – Examples in the food industry are usually useful. This is because demand isoften both seasonal and uncertain (the sales of cottage cheese at supermarkets are very muchdependent on the weather, whereas the sales of cottage cheese with pineapple chunks are farless weather dependent!). Also, the effective supply of some foodstuffs is both seasonal anduncertain. To add to this many food products are perishable.� Teaching tip – One can start off the discussion of the general issue of capacity planningand control by picking an example, which is highly seasonal. In Europe, Christmas productsor Easter products are usually good examples. For example, draw a (approximate) demandcurve for Christmas crackers. Very few are sold in January, though millions are sold justbefore Christmas. Ask the class how it would cope with such a demand fluctuation andcategorize their suggestions under the headings of the three pure plans outlined in thechapter.� Teaching tip – The outlook matrix – A useful discussion can be based on the ‘outlookmatrix’. One of the main influences on operations managers, when they are making periodby-period capacity decisions, is their confidence in future demand matching future capacity.If they are confident that, in the long term, the demand is likely to exceed current capacitythen, irrespective of the current level of demand, they will be more likely to be tolerant of
policies that could lead to short-term over-capacity. Conversely, if long-term demand lookspoor, it will be necessary to start implementing policies that will reduce long-term capacity.Overlying this are the needs of current demand. Even if the long-term demand looks poor, itmight be necessary to increase capacity if there is a short-term requirement. The next figureshows an outlook matrix, and gives examples of the types of methods, which might beadopted for different combinations of long-term and short-term outlook. Here outlook isdefined as:� Outlook =forecast demandforecast capacity� Three broad states of outlook are identified for both the long and short term: ‘poor’ is whenthe ratio of forecast demand to forecast capacity is less than 1; ‘normal’ is when the ratio isapproximately equal to 1; ‘good’ is when the ratio is greater than 1.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual85© Nigel Slack, Stuart Chambers & Robert Johnston 2007The dynamics of capacity planning are governed partly by the combination of long-termand short-term outlook� When both long-term outlook and short-term outlook are poor, there is relatively littlechoice but to reduce the capacity of the operation; capacity is not needed now, nor is itlikely to be needed in the future. Staff lay-offs might be the only method of achieving this.When short-term outlook is normal, but long-term outlook is poor, current capacity needs tobe maintained, though certainly not increased. Under these circumstances the operation ismost likely to delay any decisions. Certainly it would not commit investments in capacity,which is unlikely to be needed in the future. When short-term outlook is good in spite oflong-term outlook being poor, the operation faces a dilemma. It does not want to make anypermanent commitments to increase capacity because the extra capacity will not be neededin the future. However, it does need to meet current levels of demand. Under thesecircumstances the use of overtime or the recruitment of temporary staff might be the least ofthe permanent methods of achieving short-term capacity requirements.� When long-term outlook is normal and short-term outlook is poor, capacity needs to betemporarily reduced but not in such a way as to compromise the longer-term requirements.The operation here is likely to tolerate a certain amount of unproductive or idle time, ormight perhaps reduce the working hours of its staff temporarily. When both long-termoutlook and short-term outlook are normal, no action is required. However, when short-termoutlook is good, capacity will need to be increased but not in any permanent manner. Again,overtime and the use of temporary staff are likely to be appropriate methods.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual86© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� When long-term outlook is good, there will be a requirement to build up capacity in someway, irrespective of the short-term circumstances. So, when short-term outlook is poor, theoperation will not want to do anything that compromises the long-term capacity. It mayeven, if possible, use any short-term surplus capacity to build up inventory. It is also likelyto do this when long-term outlook is good and short-term outlook is normal. Here, though, itwill need to start recruiting extra staff or working overtime if it wants to make products forthe inventory. Finally, when both long-term outlook and short-term outlook are good,capacity will need to be increased relatively quickly and probably in a permanent mannerthrough hiring extra staff.� Exercise – Try instructing the groups to select an industry (preferably one where at least
one of the group has some experience). Ask each group to explore how companies in thatindustry learn to cope with seasonal fluctuations, and how might they adopt otherapproaches.� Alternatively, suggest a company. A food company is a good example. We often use Nestlé,the Swiss-based multinational, the largest food company in the world. Either the supply ofmaterials is seasonal (frozen vegetables) or demand is seasonal (ice cream), or both (driedmilk). The manufacturer of chocolate products is another typical example. Demand isdriven partly by the weather – chocolate is less popular in summer – and partly by culturalfactors, whereas chocolate is a popular gift at Christmas and Easter in many countries.Nestlé plants use a combination of strategies to cope with these demand fluctuations. Someproducts can be stored in anticipation of seasonal peaks. However, there is a ‘shelf life’limit on storage time if Nestlé’s high-quality standards are to be maintained. Off-peak salesvolumes can also be influenced through the use of ‘special offers’ and product promotions.Within Nestlé’s plant themselves, output rates can be fluctuated, although different ways ofdoing this may be appropriate at different stages in the process. The manufacture of thechocolate itself is constrained by the capacity limits of the process technology, whereas inthe packing of assortments, for example, extra staff can be hired at peak times. All thismakes for a sensitive decision-making environment. If Nestlé managers get it wrong, eitherwe run out of our favourite products or the company is left with surplus stock.Questions that students could be asked include these two.1. What are the main ‘trade-offs’ which Nestlé managers have to get right in coping withthe seasonality of their chocolate products?There are a number of trade-offs, including the following:� Adjustment costs versus inventory costs – changing the level of output continually will incurcosts (as described in the chapter) but this will minimize the amount of inventory stocked.Alternatively, level production volumes reduce operations costs but this incurs inventoryrelated costs.� Quality of product versus inventory costs – a further consequence of keeping highinventories is that the longer the products are kept in storage, the shorter the shelf life andthe more likely that the product will deteriorate, affecting its quality. However, the more risksthe company is prepared to take with quality (in Nestlé’s case not at all), the more it canreduce its inventory costs.� Special offers versus manufacturing costs – adjusting demand by using special offers incurscosts of its own. Extra packaging costs, the cost of introducing new products and so on, areall part of the costs associated with special offers. However, if these are used during lowNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual87© Nigel Slack, Stuart Chambers & Robert Johnston 2007demand periods, manufacturing costs could be kept lower because output would beconstant.2. What do you think are the differences between managing seasonality for the popularsnack bar type products (known as ‘count lines’) and up-market chocolateassortments?� The main difference is that the degree of seasonality could be far higher. The standardproducts (count lines) will be seasonal of course, especially in some parts of the world. Forexample, in very hot countries sales of chocolate reduce dramatically during the summermonths (as it melts). However, sales of chocolate assortments peak at the times of the yearwhen they are bought as gifts (Christmas, Easter, etc.). This fluctuation is often very muchhigher than for the standard products. The other difference is that the production ofassortments is far more labour intensive because it is essentially an ‘assembled’ product. Alsothe quality has to be higher. Standard products, on the other hand, are made totallyautomatically (because of their far higher volume and simpler design). The potential forflexing capacity is greater with more labour intensive processes.

Exercise – The Perfect Pizzas division of KT FoodsKT Foods is an American based multinational food and beverage company. In November 1993Mr Frank C Matischek was promoted to the position of Plant Manager of the Company'sEuropean pizza division, located outside Lyon. As an American, he had been given the job fortwo reasons. First, the parent company in the USA was concerned with the poor record of theLyon plant in terms of meeting production targets, which, it was felt, he could improve. Second,the whole of the European operation was about to reorganize. The reorganization would takeaway each division's sales and marketing function and centralize them into a marketing division.It was hoped that this new division would rationalize distribution, reduce overall stockinvestment and improve the quality of sales forecasts. Each manufacturing division would thensell to the sales division at cost, plus a small percentage. The marketing division would takeresponsibility for all finished goods stocks. This form of organization had been used by the UScompany for some years and they particularly wanted an American plant manager during thechangeover period.Previously, Frank Matischek had been the production controller of a similar plant in the UnitedStates. His experience there had led him to hold some very definite ideas about theprogramming of the manufacturing operations. At his first management meeting in December1993 he had made the following remarks;'Every manufacturing business has a production scheduling problem at the heart of which lies aseries of unknowns. The primary unknown is the sales forecast, with other unknowns being thevarious costs such as the cost of carrying the inventory, the cost of lost sales due to running outof inventory or failure to meet promised delivery dates. Manufacturing people have beenwrestling with these problems for years with a tendency to blame all their troubles oninsufficient or inaccurate forecasting. I think that putting the blame on something beyond yourcontrol is an easy way to avoid taking action to solve your own problem. We in the pizzadivision of KT raised particular hell with our marketing people for poor forecasting, which hadcaused the factory to jump around haphazardly like a marionette attached to a perpetual motionmachine. We screamed about the high cost involved in rapid and radical changes in schedule,the need for production levelling to keep the union out of our hair, and the general inability ofpeople to predict next month's sales with any reasonable degree of accuracy. It is the conflict ofthree basic but divergent interests, which results in these problems, and these lie in the areas ofmarketing, finance and manufacturing.Marketing is concerned only with having goods available at all times and in the proper mix toprevent any possibility of a lost sale from inability to deliver. Thus their interest in salesNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual88© Nigel Slack, Stuart Chambers & Robert Johnston 2007forecasting for production scheduling is normally selfish, that is, forecasting need only be doneto provide ample finished goods inventory. Finance, on the other hand, wants accurateforecasts to prepare budgets and profit estimates, and wants zero, or minimum, finished goodsinventory, to keep carrying cost low and return on investment up. Manufacturing, however, isinterested primarily in keeping one schedule and mix running as long as possible.'Marketing considerationsPerfect Pizzas produced and sold three basic types of pizzas adapted only slightly for differentmarkets, a 'Pepperami-mixed' type, a Vegetarian pizza, and a Basic Cheese type.Forecasting was notoriously difficult because of the marked seasonality of pizza sales.Typically, the August low point was around 60% of the December peak. Forecasts of the retailsales of each pizza were made every month for a four-month period ahead. Also, every quartera four-quarter forecast was made. At the monthly sales/production meeting these forecastswere used to agree to a month-by-month production plan with the plant manager.Manufacturing considerationsThe production process consisted of three stages – dough manufacture, assembly andpacking/freezing. Dough manufacture was capital-intensive with a capacity limit of 2.5 tonnesper hour. The assembly process was labour intensive with capacity depending on how the lineswere staffed, up to a maximum with the current line configuration of 4 tonnes per hour. The
packing/freezing stage was mainly automated with a capacity of 4 tonnes per hour. FrankMatischek said his plant now had a 5-day capacity of about 165 tonnes per week (working with2 eight hour shifts per day).The plant was heavily unionised but labour relations had been generally good for the last fewyears. The company's employment record had been good, with no redundancies and aminimum of 4 weeks’ notice given for any working practice change or overtime. Wage rateswere about average for the area, but fringe benefits like canteen facilities were better thanaverage. The whole plant shuts down for the last two weeks in July and the first week in August.Fixing the production programmeJanuary 1994 saw the formation of the Sales Division and Frank Matischek's first productionbudget meeting. This was the meeting at which the guidelines for production volumes over thecoming year were agreed between production and sales, and a preliminary overall productionplan 'pencilled in'.Frank Matischek rather shocked the meeting by making what some regarded as a 'delaying'proposal.'I am firmly convinced that we could save considerable amounts of money by examining ourproduction schedules. I propose that we set up a small working party to examine the costsinvolved in adopting a number of strategies, namely:(a) keeping production levels constant and absorbing demand fluctuations by varying finishedgoods stocks;(b) using overtime on an extensive basis in peak periods and allowing under-utilization oflabour during slack periods;(c) hiring an extra shift for peak production and laying them off later in the year, if necessary;(d) exploring ways with sales and marketing which would even out the demand fluctuations'Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual89© Nigel Slack, Stuart Chambers & Robert Johnston 2007Rather reluctantly the meeting agreed to postpone any decisions for two weeks while theworking party examined Matischek's alternative 'strategies'.The Working PartyThe working party met five days later and consisted of one representative from each ofproduction, factory accounts, sales and marketing and distribution (now in the marketingdivision). They had for consideration two documents – sales forecast for 1994 and some briefinformation prepared by the factory accounts department concerning each strategy. These twodocuments are shown in Appendices 1 and 2. In addition, the production control representativetabled a preliminary analysis of production requirements based on the 1994 forecast. This isshown in Appendix 3.The production control representative put his view of the problem, which is as follows:'We have to tackle this problem in the right order; first we need to look at the actual level ofoutput which will be needed over the year, then we can decide how, ideally, we might like tomeet this output requirement. Lastly, we need to have some idea of how to increase or decreaseoutput if our forecasts change, and under what circumstances we would break away from theproduction plan’.Appendix 1: Average weekly demand forecast for 1994Month Economy(t/week)Standard(t/week)Deluxe(t/week)Total(t/week)JAN 59 89 29 177FEB 60 95 32 187MAR 60 95 31 186
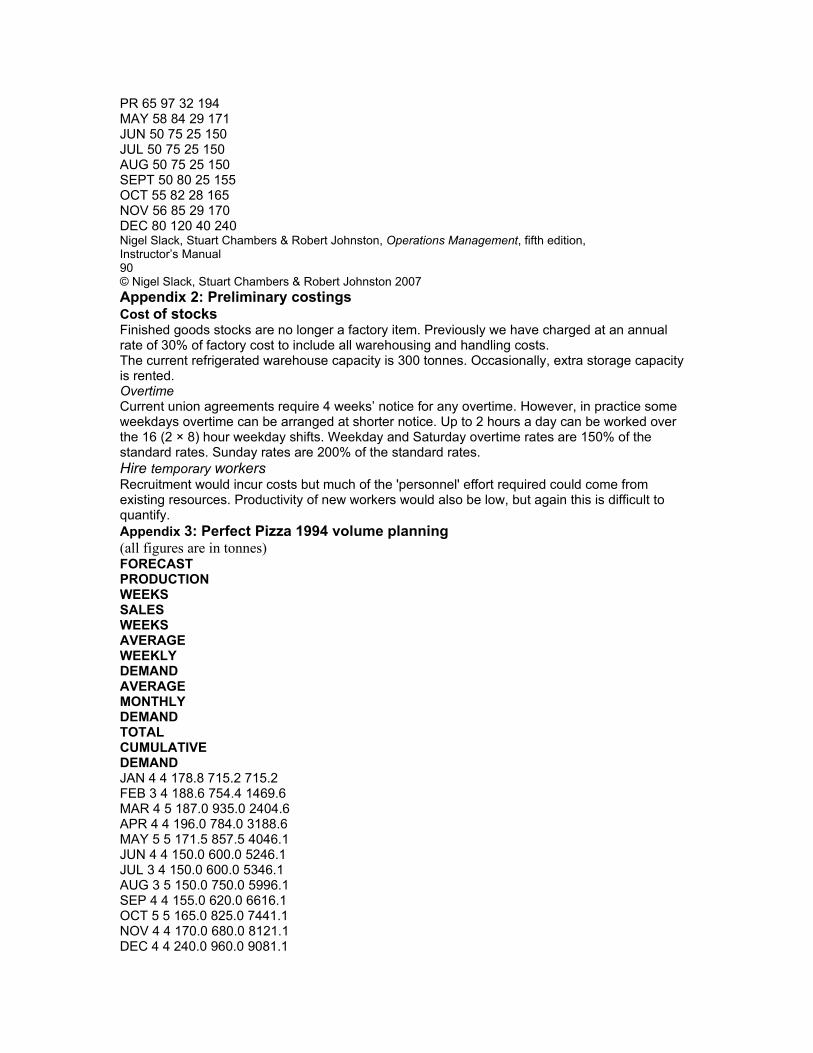
PR 65 97 32 194MAY 58 84 29 171JUN 50 75 25 150JUL 50 75 25 150AUG 50 75 25 150SEPT 50 80 25 155OCT 55 82 28 165NOV 56 85 29 170DEC 80 120 40 240Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual90© Nigel Slack, Stuart Chambers & Robert Johnston 2007Appendix 2: Preliminary costingsCost of stocksFinished goods stocks are no longer a factory item. Previously we have charged at an annualrate of 30% of factory cost to include all warehousing and handling costs.The current refrigerated warehouse capacity is 300 tonnes. Occasionally, extra storage capacityis rented.OvertimeCurrent union agreements require 4 weeks’ notice for any overtime. However, in practice someweekdays overtime can be arranged at shorter notice. Up to 2 hours a day can be worked overthe 16 (2 × 8) hour weekday shifts. Weekday and Saturday overtime rates are 150% of thestandard rates. Sunday rates are 200% of the standard rates.Hire temporary workersRecruitment would incur costs but much of the 'personnel' effort required could come fromexisting resources. Productivity of new workers would also be low, but again this is difficult toquantify.Appendix 3: Perfect Pizza 1994 volume planning(all figures are in tonnes)FORECASTPRODUCTIONWEEKSSALESWEEKSAVERAGEWEEKLYDEMANDAVERAGEMONTHLYDEMANDTOTALCUMULATIVEDEMANDJAN 4 4 178.8 715.2 715.2FEB 3 4 188.6 754.4 1469.6MAR 4 5 187.0 935.0 2404.6APR 4 4 196.0 784.0 3188.6MAY 5 5 171.5 857.5 4046.1JUN 4 4 150.0 600.0 5246.1JUL 3 4 150.0 600.0 5346.1AUG 3 5 150.0 750.0 5996.1SEP 4 4 155.0 620.0 6616.1OCT 5 5 165.0 825.0 7441.1NOV 4 4 170.0 680.0 8121.1DEC 4 4 240.0 960.0 9081.1

Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual91© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Case study teaching notesHolly FarmOver a period of six years, the owners of Holly Farm have developed two additionalcomplementary businesses. The first is a service operation, opening up the farm to payingvisitors who can observe farming activities and enjoy tours, walks and exhibits; the second is anice cream manufacturing facility, which sells to farm visitors and also through the retail trade.The case allows students to explore some capacity constraints in a service business, and tocompare the capacity with demand forecasts. The teacher will be able to highlight the dangers ofignoring changes in 'mix' of demand, and the inappropriate use of averaged data. Students canexplore options for flexing capacity, managing demand and target marketing to achieve a betterbalance between capacity and demand in a very seasonal business.They can also examine the role of inventory in the manufacture and supply of ice cream, withvarious seasonalities associated with different markets. Again, there are capacity constraints inproduction and storage.The case illustrates the dangers that can arise when apparently sensible marketing policiesignore operational capabilities and constraints.Key issues� Capacity management in services and manufacturing� Capacity-related inventory� Marketing/operations interaction� Strategy in small businesses.Indicative questions1. Evaluate Gillian's proposal to increase the number of farm visitors in 2008 by 50 per cent.You may wish to consider the following:What are the main capacity constraints within these businesses?� Should she promote coach company visits, even if this involves offering a discount onthe admission charges?� Should she pursue increasing visitors by car, or school parties?� In what other ways is Gillian able to manage capacity?� What other information would help Gillian to take these decisions?Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual92© Nigel Slack, Stuart Chambers & Robert Johnston 20072. What factors should Gillian consider when deciding to increase the number of flavours fromfour to 10?Note: For any calculations, assume that each month consists of four weeks including holidays(statutory holidays should be ignored for the purpose of this initial analysis).
Discussion1. IntroductionMost students should be well prepared to provide data and calculations on all the detailsprovided in the case. However, before this, it is important to overview the business, itsobjectives, constraints and forecasts.Objectives� Both Gillian and Charles need to improve the profitability of their business.� Charles does not want to disturb the farming business.� Gillian believes that growth will provide extra profit.Constraints

� The Gileses do not want to invest more capital on the business.� The farm workers and their spouses are provided extra income from the new activities; theymay have become dependent on this money and used to the pattern of employment.� Growth may be restrained by competitor action (other farms and other ice creammanufacturers) and affected by external factors (the economy, climatic conditions, etc.)ForecastsThe case does not say exactly how the forecasts were derived. However, it is clearly based on asubjective view of the following:(a) Historical growth, projected forward(b) Policy to expand farm visitors by 50 per cent(c) Realistic view of effect of competitor attack on ice cream retailers.A table in the case illustrates the historical and forecast sales of ice cream in each segment,showing the result of these influences. Students will quickly forget that, despite its credibility, aforecast is uncertain. Yet we often have to plan on the basis of such figures.Some students will also note, either at this stage or later, that the ice cream forecast is expressedin sales (money), whereas production is in litres. Where the same product is sold at severaldifferent prices, and the mix changes, this could be misleading.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual93© Nigel Slack, Stuart Chambers & Robert Johnston 20072. Analysis of demand for the farm visitsWhile Question 1 asks the student to analyze various capacities, this is only relevant in thecontext of knowledge of demand. The data on farm visitors is expressed in numbers. The firsttask is to highlight the pattern of the demand for the service.Weekly demand patternThe case states that twice as many visitors come on Saturdays and Sundays than on Fridays andMondays.Peak demand in Aug 2007 = 3400 visitorsWeekly demand Aug 2007 = 850Therefore Saturday or Sunday demand = 1/3 of 850= 283This demand pattern is an average; the reality is that some Saturdays and Sundays are busier –depending on the weather, alternative attractions and so on.
Daily demand patternThe pattern of attendance is over 283 people on the peak day. This is only indicative fordiscussion purposes.2008 Forecast:It could be argued that if the business continues to be promoted in the same way, the demandpattern will be unchanged, but if it is promoted more, it will increase by 50 per cent. This wouldresult in peak daily demand of283 × 1.5 = 424 people3. Capacity analyses(1) Car parking40 cars × 4 people = 1606 buses × 40 people = 240Maximum = 400 peopleA discussion should note the following:� This is mix dependent (cars and coaches)� All arrivals on site are during the afternoon, therefore only a single use of each space perday (unlike most car parks)
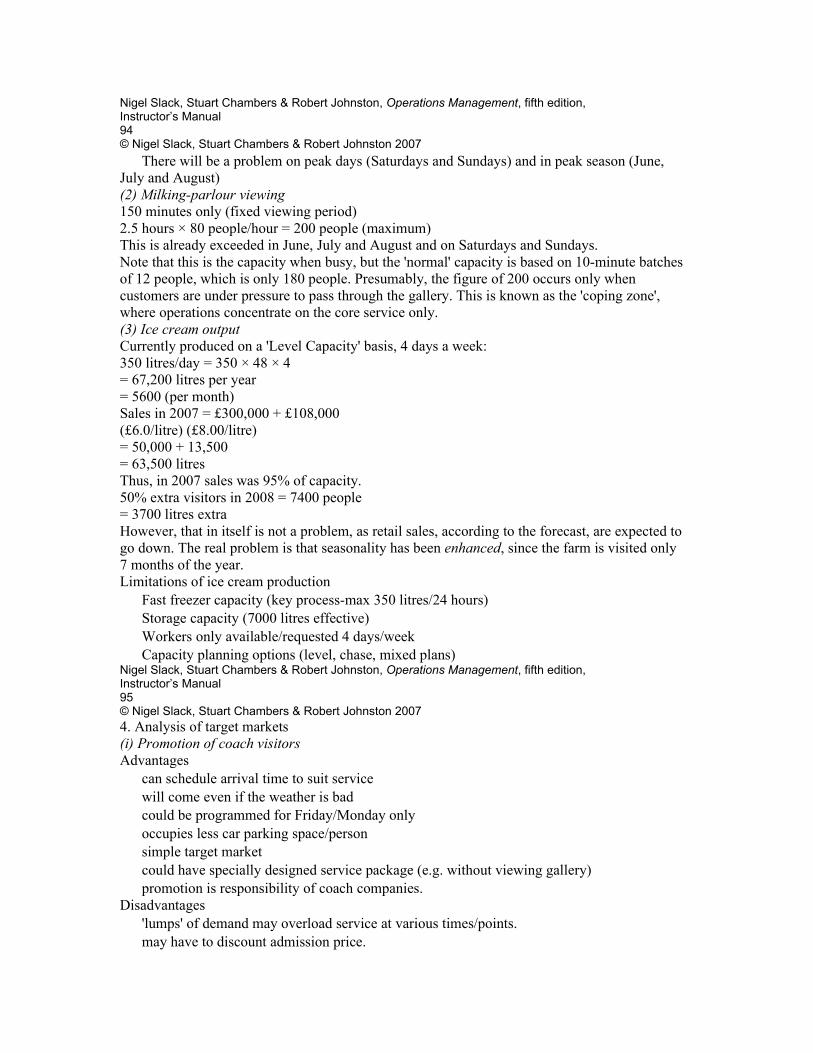
Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual94© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� There will be a problem on peak days (Saturdays and Sundays) and in peak season (June,July and August)(2) Milking-parlour viewing150 minutes only (fixed viewing period)2.5 hours × 80 people/hour = 200 people (maximum)This is already exceeded in June, July and August and on Saturdays and Sundays.Note that this is the capacity when busy, but the 'normal' capacity is based on 10-minute batchesof 12 people, which is only 180 people. Presumably, the figure of 200 occurs only whencustomers are under pressure to pass through the gallery. This is known as the 'coping zone',where operations concentrate on the core service only.(3) Ice cream outputCurrently produced on a 'Level Capacity' basis, 4 days a week:350 litres/day = 350 × 48 × 4= 67,200 litres per year= 5600 (per month)Sales in 2007 = £300,000 + £108,000(£6.0/litre) (£8.00/litre)= 50,000 + 13,500= 63,500 litresThus, in 2007 sales was 95% of capacity.50% extra visitors in 2008 = 7400 people= 3700 litres extraHowever, that in itself is not a problem, as retail sales, according to the forecast, are expected togo down. The real problem is that seasonality has been enhanced, since the farm is visited only7 months of the year.Limitations of ice cream production� Fast freezer capacity (key process-max 350 litres/24 hours)� Storage capacity (7000 litres effective)� Workers only available/requested 4 days/week� Capacity planning options (level, chase, mixed plans)Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual95© Nigel Slack, Stuart Chambers & Robert Johnston 20074. Analysis of target markets(i) Promotion of coach visitorsAdvantages� can schedule arrival time to suit service� will come even if the weather is bad� could be programmed for Friday/Monday only� occupies less car parking space/person� simple target market� could have specially designed service package (e.g. without viewing gallery)� promotion is responsibility of coach companies.Disadvantages� 'lumps' of demand may overload service at various times/points.� may have to discount admission price.

(ii) School partiesAdvantages� avoid peak periods of July/August and weekends� could be phased timing to avoid overlapping by parties� schools could provide some of the supervision (customer involvement)� supervision could be provided for coach visitors also� promote service – tell families/friends� agreed departure prior to milking.Disadvantages� would not buy so much ice cream (if any)� may upset service package for other visitors� may be satisfied by one visit, and not bring back family(iii) By car� few problems except car park space, butNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual96© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� no control over arrival time (and Saturday/Sunday peaks)(iv) Manage capacity/demandSince Gillian is unwilling to increase capital investment, and the service cannot be stored, shemust alter process efficiency at bottleneck, and make more effort to manage demand ideally tosmooth it, for example:� booking system� promote Friday/Monday� alternative services – film/video milking- tea shop restaurant- other animal care (e.g. goat milking)- talks� prices and discounts� make customer wait (queuing with distractions, for example, baby animals, aviary etc.)� special late opening in summer� promote 'early morning' tours with alternative attractions.Capacity – (farm tours)� open up midweek for specific coach parties with use of- part-timers (e.g. retired workers)- overtime� overspill car park on fields (summer only)Capacity – (ice cream)� mixed plan, with extra production on Tuesday/Thursday� this would obviate the need for extra finished goods freezers.(v) Other information that would help Gillian to manage capacity better:� records of sales to paying farm visitors and to 'farm shop only'� records of coach/car demand� effect of weather patterns on each type of sales� customer's tolerance to queuing� demand/appropriate price for other sizes of ice creamNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual97
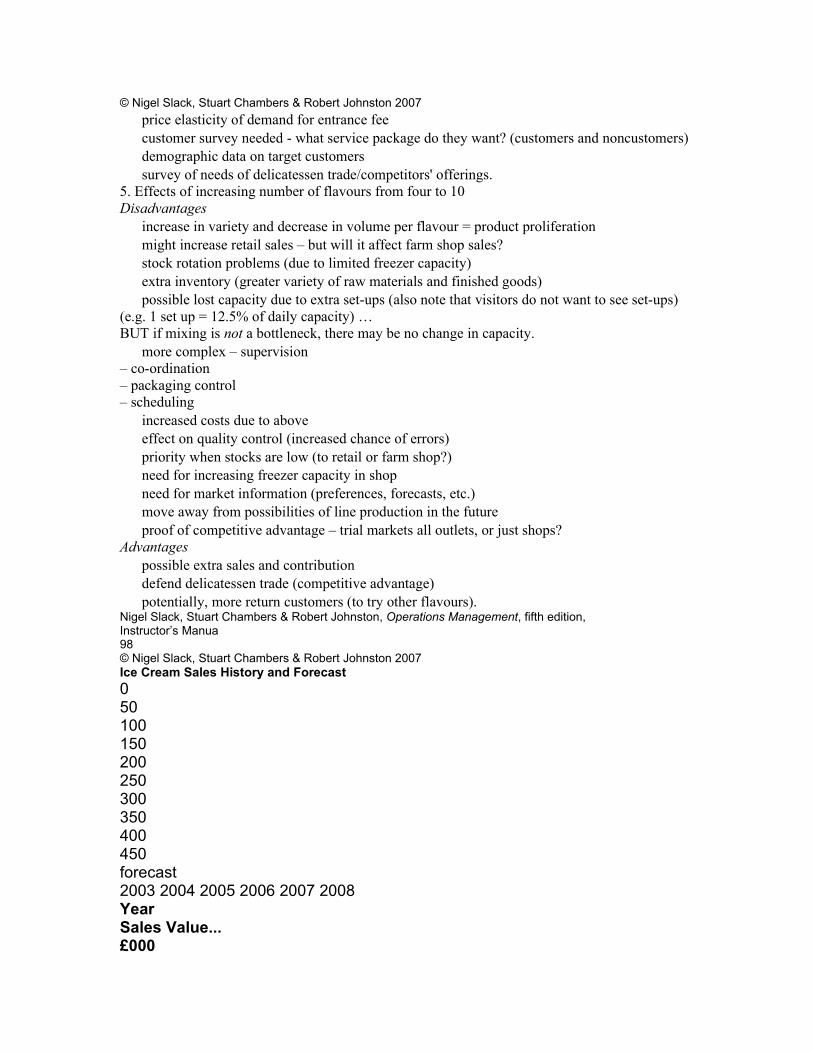
© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� price elasticity of demand for entrance fee� customer survey needed - what service package do they want? (customers and noncustomers)� demographic data on target customers� survey of needs of delicatessen trade/competitors' offerings.5. Effects of increasing number of flavours from four to 10Disadvantages� increase in variety and decrease in volume per flavour = product proliferation� might increase retail sales – but will it affect farm shop sales?� stock rotation problems (due to limited freezer capacity)� extra inventory (greater variety of raw materials and finished goods)� possible lost capacity due to extra set-ups (also note that visitors do not want to see set-ups)(e.g. 1 set up = 12.5% of daily capacity) …BUT if mixing is not a bottleneck, there may be no change in capacity.� more complex – supervision– co-ordination– packaging control– scheduling� increased costs due to above� effect on quality control (increased chance of errors)� priority when stocks are low (to retail or farm shop?)� need for increasing freezer capacity in shop� need for market information (preferences, forecasts, etc.)� move away from possibilities of line production in the future� proof of competitive advantage – trial markets all outlets, or just shops?Advantages� possible extra sales and contribution� defend delicatessen trade (competitive advantage)� potentially, more return customers (to try other flavours).Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manua98© Nigel Slack, Stuart Chambers & Robert Johnston 2007Ice Cream Sales History and Forecast050100150200250300350400450forecast2003 2004 2005 2006 2007 2008YearSales Value...£000
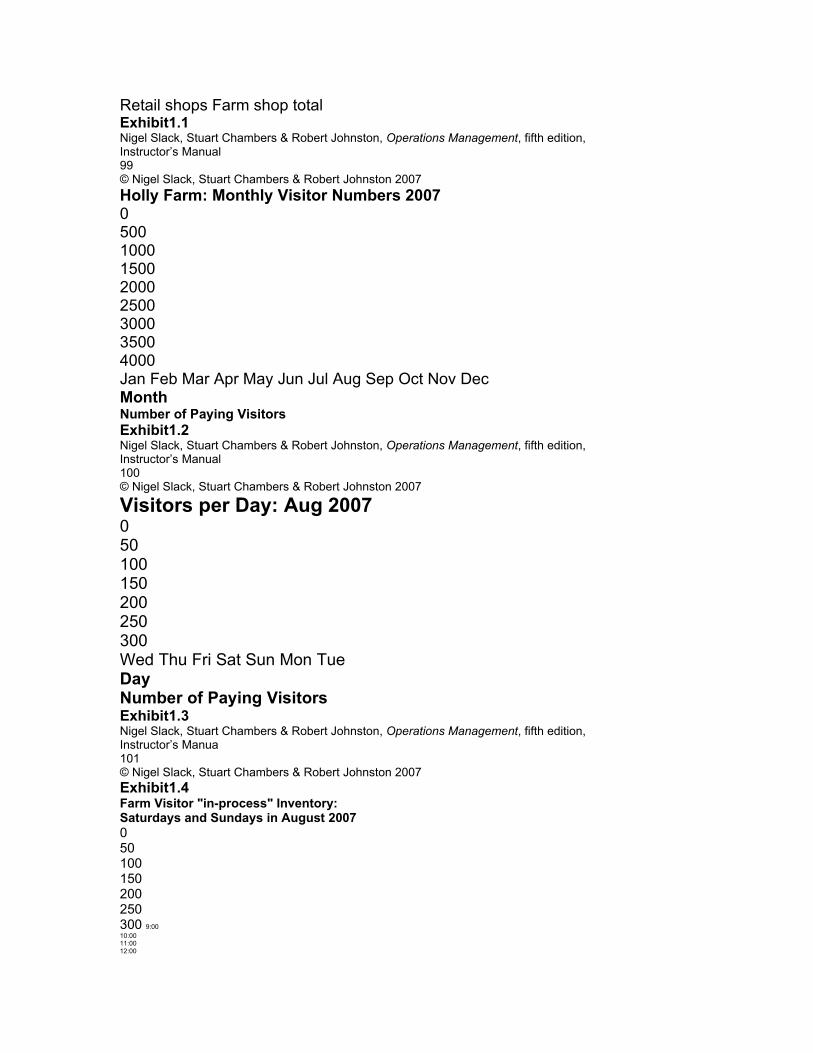
Retail shops Farm shop totalExhibit1.1Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual99© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Holly Farm: Monthly Visitor Numbers 200705001000150020002500300035004000Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov DecMonthNumber of Paying VisitorsExhibit1.2Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual100© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Visitors per Day: Aug 2007050100150200250300Wed Thu Fri Sat Sun Mon TueDayNumber of Paying VisitorsExhibit1.3Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manua101© Nigel Slack, Stuart Chambers & Robert Johnston 2007Exhibit1.4Farm Visitor "in-process" Inventory:Saturdays and Sundays in August 2007050100150200250300 9:0010:0011:0012:00

13:0014:0015:0016:0017:0018:0019:0020:00
TimeApproximate Number of Visitors onSiteNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manua102© Nigel Slack, Stuart Chambers & Robert Johnston 2007Exhibit 11.5Total Sales and ForecastLitresSales to 2007 2008 (forecast)Retail shops 50,000 43,333Farm shop 13,500 20,000Total 63,500 63,333Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual103© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short casesProducing while the sun shines1. How should a business work out what it is prepared to pay for these increasinglysophisticated weather forecasts?All this hinges around the costs associated with being wrong. For example, if a business makingcottage cheese produces 10 per cent too much in one period, what costs will it incur? The maincost, in fact, will be the increased likelihood that early production of the product will increase thechance that it is not sold before its sell-by date in the supermarket. Similarly, if it under producesby 10 per cent, what will be the financial penalties? Here the costs are likely to be a reduction inpotential revenue because the company’s brand was not available in the supermarket whencustomers wanted to purchase it. Going through these calculations gives the company anapproximate idea of the cost of being wrong by 10 per cent. Now compare this with the cost ofbuying a sophisticated weather forecast. Of course the weather forecast could be itself wrong.But at least the company can ask some basic questions such as, ‘Suppose the weather forecastmeant that we were only wrong by (say) 5 per cent instead of 10 per cent, would half the cost ofbeing wrong by 10 per cent be more or less than the price we pay for the weather forecast'? Ifthe price of the weather forecast is lower than that the question to be asked then becomes,‘What are the chances that the weather forecast will reduce our risk of being wrong to 5 per centinstead of 10 per cent'? None of these questions give a definite answer (though there are moresophisticated probability-based techniques which can help) but they do allow for a moresystematic appraisal of the investment in the forecast.British Airways London Eye2. The main design issues for the design of the BA London EyeMany students living in the United Kingdom or continental Europe will be familiar with the nowfamous landmark of the BA London Eye, and a proportion will have personal experience of a'flight'. These can be a useful source of input to any class debate on this question, but are notessential. Hopefully, some students will have looked at the web site, and others may have readthe British Airways London Eye (B) case in Chapter 16 of the textbook. Given this basicknowledge of the wheel, it should be possible to tackle this first question with sufficientbackground knowledge amongst the class groups.(a) The initial design conceptThis was totally the brainchild of two young London architects who wanted to create somethingvery special and spectacular for London to celebrate the millennium. Their concept was to buildthe world’s largest diameter passenger-carrying wheel. But it was to be totally different from a
normal Ferris wheel in several main ways … these should be easily identified by the students;� The cabins were always to remain outside the wheel rim structure, to improve visibility, socould not be conventionally 'hung' between two rim elements.� They would be fully air-conditioned, fitted with high-quality audio systems, and would have ahigh-tech stylish appearance.� They would have unusually large areas of laminated, curved glass to provide the widestpossible viewing angles, and a sense of flying.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual104© Nigel Slack, Stuart Chambers & Robert Johnston 2007� The wheel was to be supported on one side only.� The supporting structure (an A-frame) was to be cantilevered out at an angle over theThames.� (Later addition to the concept) The rim of the structure would be supported by tensionedsteel cable spokes, eliminating the need for a mass of rigid steelwork lattices within thewheel. Because the cables are relatively thin, the rim would appear (particularly at night) tofloat in the air with very little support.� The wheel would rotate continuously, NOT stopping for passengers to board or disembark.This dictated the speed of rotation, and hence the flight time for the initially proposeddiameter; about thirty minutes per rotation.Clearly, the main design objectives of the architects were to create a unique, aestheticallypleasing but a practical tourist attraction, and to provide a spectacular new London landmark.But the final product also had to be effective as an operations technology, processing millions ofcustomers a year. Consideration therefore had to be given to the needs of the customers(passengers), for example:� Explicitly safe (there can be 800 customers on board … 2 Boeing 747s!)� Easy to board (e.g. good customer flow)� Enough time to enjoy the view and listen to guide� Performs well (e.g. air conditioning and audio always working)� Potentially delights, exceeds expectations� Reasonable cost� Completed, and in operation by 31 December 1999.(b) Trade-offs in the designTo achieve all design objectives simultaneously, there are usually many trade-offs, and studentscan easily identify some of these. For example:� For a given diameter, the rotation speed affects the capacity (passengers per hour). Fasterrotation will increase capacity, reducing the cost per passenger (most operating costs arefixed), but will reduce the journey time and make boarding marginally more difficult,particularly for old and/or disabled people.� For a given rotation speed, more capsules (e.g. 64, as originally conceived by thearchitects) would provide greater capacity, without the disadvantages described above.However, because of the complexity and sophistication of the capsules, this would verysignificantly increase the capital cost of the project, and would have required a stronger,heavier and more expensive wheel structure. This would have affected the aesthetics of thewheel, and would have created a narrower vertical viewing angle for the passengers atcertain points in the flight.� Underlying these decisions is also a question of what the demand levels will become; thereis little point in providing more capacity if there will only be sufficient demand to fill the BANigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual105© Nigel Slack, Stuart Chambers & Robert Johnston 2007London Eye capacity on a few days a year. (This is a long-term capacity issue discussed inChapter 6.)
� Although the large areas of glass in the capsules would provide the best possible view, thiswould be an expensive choice of material compared with the more rectangular and largelymetal-based construction of conventional Ferris wheel 'gondolas'. However, the high-techaesthetic design should enhance the public image of the wheel, increasing demand andimproving value … perhaps allowing higher ticket prices.� There may be extra capital costs involved in completing the project by a totally fixed targetdate. Project objectives are discussed in Chapter 16. However, since this is a 'millennium'project, there is high value to the main sponsor (British Airways) of completing on time.Conversely, there could be adverse publicity associated with project failures and latecompletion, as discussed in BA London Eye (B).(c) Operations-based design objectivesThe above design objectives for the BA London Eye could also be re-classified into the fiveoperations performance objectives. Examples are shown in Table 1 below:Table 1 Examples of Design objectives for BA London EyePerformanceobjectiveDesign of the product/serviceDesign of the processQuality � Exceptional aesthetics� Strong, durable� Good, uninterrupted views� Unquestionably safe� Comfortable ride (no sway)� Resembles air travel� Professional, smart staff� Informative� Capsules regularly cleaned� Clear reservation systemSpeed � Short lead time for the design andconstruction� No long queues� Clear, fast and fair flowsboarding/disembarkingDependability � Available as advertised� Completed by target date� Boarding as per timed ticket� No unscheduled downtimeFlexibility � No product flexibility required� Volume flexibility to cope withseasonal demand� Caters for all ages/abilities� Individual questions answeredCost � Affordable, good value � Low operating costs(d) Process design principlesThe BA London Eye was designed as a high volume, low variety, high variation, and highvisibility service operation. The process design implications are therefore that a mass servicewill be required with the following characteristics:Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual106© Nigel Slack, Stuart Chambers & Robert Johnston 2007� There will need to be a great emphasis on process design, including such elements as the'timed admissions booking system', customer flow management around and onto the 'flight',the service processes during the flight, cleaning routines, and so on.
� The processes will be highly standardized, with little opportunity (or time) for customization.� Flow (of customers) will be continuous, and is in reality a circular product layout. There areno alternative routes; every customer will be forced to follow the same sequence of events.No time is lost at changeovers (unlike conventional Ferris wheels which stop for customerunloading/loading).� Dedicated process technology: the BA London Eye was designed for one purpose only andis not adaptable.� The staff can be trained with the skills needed to operate the prescribed system. There maybe significant division of labour and specialization (e.g. flight attendant). All eventualities,including emergencies, are rehearsed.Variation in demand would be anticipated for any tourist leisure attraction, although London is apopular destination throughout the year. Shorter-term weather conditions will influence levels ofcasual demand. The operation, therefore, must be able to operate to the same quality standardseven when demand is significantly below the design capacity. Conversely, demand levels mustbe managed to avoid excessive queues forming and blocking access to the customers whohave made a reservation.The particular skills required for running such an operation were provided by a specialist leisurecompany, Tussauds.3. Capacity analysis� Hourly capacity.The wheel rotates one full revolution every 30 minutes. Thus, the hourly capacity is:2 revs × 32 capsules × 25 passengers/capsule = 1600 passengers/hour� Summer weekly capacity (April to mid-September)The first passengers can board at 10:00 am, and can be scheduled to board continuously up to10:00 pm (the end of the 9:30 to 10:00 pm slot). Thus there are 12 hours of boarding, giving aweekly capacity:7 days × 12 hours × 1600 passengers = 134,400� Winter weekly capacity (mid-September to March)The last slot is brought forward to end at 6:00 pm. Thus, the capacity is7 days × 8 hours × 1600 passengers = 89,600� Annual design capacityThere are 365 days/year = 52 weeks + 1 dayThe attraction is closed on Christmas Day (winter)Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual107© Nigel Slack, Stuart Chambers & Robert Johnston 2007The number of days in each summer month are as follows:Apr 30May 31Jun 30July 31Aug 31Sep 30 (half month = 15)Total summer period = 168 days = 24 weeksThus the annual capacity is Summer: 24 × 134,400 =3,225,600Winter: 28 × 89,600 = 2,508,800Total = 5,734,400 (say 5.7 million)� Maximum theoretical design capacity is:Assuming 52 weeks at 168 hours per weekCapacity = 52 × 168 × 1600 = 13,977,600 (say 14.0 million)� Number of rotations in a normal year:Summer: 24 weeks × 7 days/week × 24 revs/day = 4032Winter: 28 weeks × 7 days/week × 16 revs/day = 3136Total = 7168

The press release referred to 6000 revolutions per year, perhaps in anticipation of the need forplanned maintenance periods or unplanned breakdowns.4. Capacity utilizationUtilization of equipment (such as the BA London Eye attraction) is usually consideredparticularly important in the high volume, low variety capital-intensive operations. It is a crudemeasure of the revenue-earning performance of the asset.The definition of utilization is explained in chapter 11, page 367 in the 4th edition. However,students should be able to follow the formula:Utilization = actual output/design capacityIn this case, the actual output is not known, but the forecast is:Anticipated passenger numbers for 2000 are 2.2 million.Design capacity = 5.7 million for a whole year, but this must be adjusted for the late start (notready until February)31 days in January provides 31 × 8 hours × 1600 passengers/hour of capacity,= 396,800 (say 0.4 million)Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual108© Nigel Slack, Stuart Chambers & Robert Johnston 2007Thus, annual capacity for 2000 = 5.7 – 0.4 = 5.3 millionThus, anticipated utilization = 2.2/5.3 = 41.5%Students will usually understand that the only reason for anticipated low utilization is the lack ofdemand at off-peak times. However, much of this is based on sound market research; thepopulation and tourists’ actual behaviour may in practice provide more (or less) demand. It ispossible, for example, that people may be prepared to attend at off-peak times simply to get aflight, although there is no price incentive for them to do so!Once operating, there could be loss of utilization for operational reasons. For example, theremay have to be periods of non-operation caused by the following:� Urgent maintenance requirements� Security alerts� Unsuitable operating conditions (e.g., high winds, blizzards)Students may not realize that utilization is also affected by incomplete occupancy of eachcapsule, even during busy periods. This can be caused by a number of factors, each of whichshould be managed, to a greater or lesser extent. Examples include:� Group bookings; some passengers may be unwilling to travel with large groups of strangers,particularly if they are intoxicated! Conversely, large groups (e.g., corporate events) mayresist the inclusion of small numbers of strangers on the flight.� Late arrivals due to travel problems; insufficient numbers available for a given time slot.� Shortage of passengers at the beginning of a time slot, since some passengers may believethat they simply have to turn up any time during the slot.� Slower loading of disabled passengers, and possibly reduced capsule occupancy due tospace taken by wheelchairs� 'No-shows' (customers who do not turn up). These are not a problem, as they will have paidin advance. Care must be taken in recording loss of utilization, since they effectively allowother fare-paying passengers to occupy their slot (double earnings!)5. Revenue-earning potential and yield managementThis question could be excluded if the students are only working on basic OM analysis. However,it is useful for students studying more general courses with marketing content, or if the tutorwants OM students to consider demand management issues.Answers to this question will require the students to make a number of assumptions, which theyshould make explicit. Students should not, therefore, expect to arrive at accurate answers, butsay within about 10% accuracy.2.2 million customers were expected for 2000Assuming that:50% (1,100,000) are full fare adults @ £7.45 revenue =40% (880,000) are children @ £4.95 =
Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual109© Nigel Slack, Stuart Chambers & Robert Johnston 200710% (220,000) are senior citizens @ £5.85 =Estimated Total Revenue =Students may wish to check the sensitivity of this to varying percentages of children and seniorcitizens. The actual proportions were not known in advance, and could be judged only byexperience of similar attractions in London, such as the Tower of London.Students should also make some assumptions about the proportion of passengers receivingeach type of group discount, and the proportion paying the fare increase post-June 2000.The purpose of this analysis is to raise students’ awareness of the importance of yieldmanagement for 2001 onwards. In every way, the BA London Eye meets the conditionssuggested. With an operating capacity of 5.7 million and utilization of only 41.5%, there is hugepotential for yield management to increase revenue, contribution and profit. Students willsuggest a range of approaches, similar to those used by airlines, but not all will be appropriate(e.g. different classes and service types), and some will even risk overall loss of revenue (e.g.off-peak discounting at the walk-in ticket office). Students should quickly come to appreciate thatsuccessful yield management requires good levels of data on demand patterns for differentsegments, and very careful planning. It also needs a clear understanding of the price elasticityof demand for each segment, and some market research on specific potential markets nottargeted in 2000.Information requirements for yield management include:� Hourly, daily, weekly and monthly volumes� Sources of this demand: bookings (by origin, such as by phone, booking agent, etc.) and atthe on-site ticket office, as shown above� Segment volumes, as shown above� Demographics of passengers, as shown as above� Weather conditions including the forecast� Records of other events likely to affect demand� Records of advertising and promotional activities (time, date and spend)� Results of experiments with price changes (including the one in June 00)and so on.There is no information in the case on the actual fluctuation in demand during 2000. However,experience will indicate that demand, and hence utilization will peak during the middle of theday, weekends and holidays and spring through autumn. There will be spare capacity at othertimes, when pre-booking discounts and promotions could be used to stimulate demand. Specifictargets such as school parties could be encouraged by these mechanisms and perhaps alsousing special educational service packages. Corporate bookings can be targeted for weekdayevenings.Care will have to be taken to avoid any impression that BA London Eye was desperate to getmore customers (sending out adverse signals, which happened with The Millennium Dome atGreenwich). It must also be consistent with BA’s image of premium quality travel, so any largeNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual110© Nigel Slack, Stuart Chambers & Robert Johnston 2007influx of groups looking like charter flight passengers heading for The Canary Islands should beavoided!It is questionable why group discounts are offered at any time, including peaks. Students coulddebate the practicability of discounts applying only to off-peak times. They could also discussthe applicability of 'standby' passengers and the use of 'bucket shops', which sell spare capacityat very low prices.Seasonal salads1. What approach(es) does the company take to its capacity management?The company mainly chases demand. This is because it has very little scope for doing anything
else. It cannot keep production of lettuce level because they do not grow at the same speedthroughout the year, nor can the product be put into inventory during times when productionexceeds demand. It has a very limited shelf life. It appears to chase demand in a number ofways. First, it ‘subcontracts’ to its operation in Spain. Technically this is not subcontractingbecause it owns the operation, but as far as the UK demand is concerned it is not using its ownlocal facilities. The advantage of Spain is that it can grow product during the time when theUnited Kingdom cannot. The disadvantage with using the Spanish operation is that there will bea time lag between picking the crop and it arriving in UK supermarkets. Given that thesupermarkets can change their mind (because of weather fluctuation) at very short notice thisposes some risks for the grower. The lettuce could already be picked and sent to the UnitedKingdom when the weather turns bad and supermarkets cancel their orders. The company alsouses overtime and underutilisation to cope with demand fluctuations. Its staff works through thenight under floodlights, if necessary, to pick the lettuce. Finally, the company uses temporaryseasonal staff to supplement its full-time employees.2. What are the consequences of getting its planting and harvesting programmeswrong?The consequences of getting its planting and harvesting programmes wrong are veryconsiderable, certainly higher than for (say) a manufacturing operation. If, in a manufacturingoperation, production has to be reduced, then the machines stop and the staff do somethingelse. The material, which is being processed in the manufacturing operation, does not usuallydeteriorate. With products such as lettuce, the raw materials (the lettuce) have to be pickedbefore a certain time or they will spoil. To some extent, the growing rate can be slowed down byadjusting the temperature (if they are grown under glass) but in the fields there is not muchflexibility to slow down production. Thus, excess capacity is a direct cost because the productcannot be recovered once grown and wasted. Similarly, there is a limit to the extent to whichlettuces can be accelerated through their growing period if demand is greater than expected.Working by the year1. What do you see as being the major advantages and disadvantages to both thecompany and the staff of adopting the Annual Hours Work Plan?As far as the company is concerned the major advantages and disadvantages are as follows:� Advantages – include the predictability of their wage bill. Excessive and unpredictableovertime rates can be avoided. It also means that they can legitimately call on staff tochange their work plans at very short notice.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual111© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Disadvantages – include the lack of staff flexibility beyond a certain point. Once theallocated work time for a period has been used up the staff may not be willing to workfurther. Alternatively, they may demand very high rates for working beyond the agreed limit.As far as staff are concerned the major advantages and disadvantages are as follows:,� Advantages – usually include a higher and predictable basic wage (to compensate for lackof overtime, etc.). Also, the less direct advantage that the increased flexibility to thecompany should ensure a more stable future for the company and therefore prolongedemployment.� Disadvantages – include the short-term flexibility, which they may have to adopt. So thecompany may ask them to work extra time at very short notice. This may not be importantunless they have other appointments or holiday plans and so on.Getting the message1. What seem to be the advantages and disadvantages of the strategy adopted byHallmark Cards?The main advantage is that non-occasion cards increase the company’s total volume, whichboth increases the absolute amount of business and makes the fluctuations due to seasonalcards less important. The disadvantages come from the complexity associated with a vastlyincreased product range. This will be more expensive for the manufacturing operation, whichmakes them, the distribution operation, which handles the orders and delivers the cards to

shops and the shops themselves.2. What else could it do to cope with demand fluctuations?The strategy described in the box is one of ‘managing demand’. This, it seems to be doing fairlyeffectively. It could, however, perhaps push this strategy further and create even moreoccasions to sell cards, or it could extend its operations overseas. For example, occasions likeMothers Day and so on are often on different dates in different parts of the world. Unfortunately,other occasions like Christmas are (more or less) at the same time of the year everywhere. Inaddition, it could adopt a level capacity plan and/or a chase demand plan. In fact, it may verywell do both these things to some extent. The box just highlights one part of the company’soverall strategy.Managing queues at Madame Tussaud’s, Amsterdam1. Generally, what could Madame Tussaud’s do to cope with its demand fluctuations?The problem with operations such as this one is that their capacity is relatively fixed. Theabsolute size of the attraction cannot be varied in the short-term at all. Its main strategytherefore is to queue its customers when demand exceeds capacity. As the box indicates, thecustomers are entertained by assorted individuals. However, presumably Madame Tussaud’scould do more itself to actively engage in entertaining its clients. It may even be able to pre-selltickets, sell merchandise, train customers in what to expect and so on. Within the attraction,although it cannot flex its physical size, it could adjust the number of staff on duty. Extra staffcould assist customers to get the most out of the attraction as quickly as possible during busytimes, thus effectively increasing the capacity of the attraction. Conversely, staff could bereduced during slack periods.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual112© Nigel Slack, Stuart Chambers & Robert Johnston 20072. What does the operation do to make queuing relatively painless? What else could itdo?We already touched on ways in which Madame Tussaud’s could increase its revenue andmanage its customers’ expectations during the queuing time. However, in addition it could alsoprovide more tangible benefits. For example, in periods when demand was particularly heavy itcould distribute free ice cream, thus delighting its customers. It could also organizeentertainment, which relates to what the customers will see inside. In periods of fine weather forexample, it could perhaps move some wax figures outside so that the photographers could takephotographs during the queuing period.113© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 12
Inventory planning and controlTeaching guideIntroductionThis is a relatively quantitative chapter. This is partly because the various quantitative models ofstock control have within them the assumptions upon which we base most inventorymanagement. Therefore, working through the mathematics of stock control we are implicitlyestablishing the key cost drivers and principles of the subject. The other reason for taking amore quantitative approach is that it is traditional. Most textbooks in this area are expected tohave the inventory models covered in this way. Perhaps this is a mistake we all make asteachers. It may be convenient to teach the mathematics of stock control, but how relevant is it?This is a question we can only decide individually. Our approach is to limit the use ofmathematical models. So, for example, we hardly ever go beyond establishing the basiceconomic order quantity (EOQ) formula. The important point is to examine the assumptionswithin the models. This allows one to look at the various cost elements affected by inventory,examine issues such as cost of capital, look at how (for example) the cost of keeping inventory
might affect stock control decisions and so on.Key teaching objectives� To define what we mean by inventory� To identify why inventory occurs in different types of operation and in supply chainsgenerally� To establish the underlying assumptions and cost drivers of inventory through the use oforder quantity formulae� To establish some of the practical difficulties of managing inventories in a dynamic senseExercises/discussion points� Exercise – An exercise which we have found useful is to set the class the task ofinvestigating how much money is tied up in stocks in various companies. The easyavailability of company accounts on the Internet now makes this task much more feasible.Get them to compare different types of companies and thus identify the kinds oforganizations where stock control is particularly important from a financial point of view.� Teaching tip – Lead a discussion on how companies that have very large inventory costsmanage. Examples such as gold processors and supermarkets are useful here. In some waysNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual114© Nigel Slack, Stuart Chambers & Robert Johnston 2007both of them have stock costs that are so large that they need to be treated separately fromthe day-to-day operations management costs, which the operation incurs. For example, inmany gold processors and precious metals companies the value of the gold and other metalsdoes not even appear on the company’s financial statements. It would dwarf everything else.It is treated as belonging to a customer. The company then performs a service on thecustomer surrogate (the gold).� Exercise – The dynamics of stock control lend themselves to very simple classroom- basedgames. For example, give a forecast to the class of how many goods are likely to be soldperiod by period. Also, indicate the costs of placing an order and holding stock. Devise asimple form that allows the class (in groups) to make ordering decisions and keep track oftheir stock levels and costs. Then (fairly rapidly) simulate a period of time, usually 20 or 30periods, by taking values around the forecast for each period (but not exactly as forecast ofcourse). The winner is the group with the lowest costs and the highest customer service. (Itmay be necessary to put an artificial cost on stock-outs to make the evaluation simpler.)� Exercise – Make an exercise out of the National Blood Service ‘Operations in action’ pieceat the beginning of the chapter. For example, one could ask the following questions.What are the factors that constitute inventory holding costs, order costs and stock-outcosts in a National Blood Service?Holding costs – will include costs associated with storage (such as freezing) and any wastagebecause of outdated or mismatched blood types.Order costs – include the cost of collecting the blood in the first place, both on a regular basisand on an emergency basis when blood is needed at short notice.Stock-out costs – these may be relatively small if a substitute blood group can be used, higherif blood has to be obtained from a neighbouring area because it is unavailable locally, or veryhigh indeed if a lack of blood leads to permanent patient damage or even death.What makes this particular inventory planning and control example so complex?First, the cost of failure is very high as indicated above. Second, both demand and supply areuncertain. As indicated in the example, local accidents could increase the usage of blood manytimes over. But also collection is not perfectly predictable. Bad weather, holiday periods and soon, can all affect how much blood can be collected. Third, the blood needs to be stored in veryprecise conditions and can be wasted if not used before its use-by-date. Fourth, there are manydifferent ‘products’ under the general classification of ‘blood’. The different blood types plus the
different blood derivatives will all have to be managed separately.How might the efficiency with which a National Blood Service controls its inventoryaffect its ability to collect blood?An inefficient blood service would not only be costly but also would be wasteful of blood. Boththese could affect its ability to collect blood. If it is spending money needlessly on the storageand management of blood, it has less money to advertise for blood donors and collect blood inmobile centres and so on. Perhaps more significantly, if large amounts of blood are beingwasted, public donors are unlikely to be as motivated to come along and give blood freely.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual115© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Case study teaching notesTrans-European PlasticsTEP makes a range of more than 500 plastic household items using batch injection moulding.The case highlights increasing problems with inventory shortages and declining service levels,at the same time that total inventory levels were at a high level. The company was evenconsidering investing in a warehouse extension. This case allows students to explore theunderlying reasons for this situation, and there is considerable numerical data that can beanalyzed.This case provides an ideal introduction to the topic of inventory management, and is at a levelto be of use on both undergraduate and Masters/MBA courses. Although describing amanufacturing situation, there are no technical issues to be understood, and the analysis wouldbe little different in a retailing type of service. It provides sufficient information for the studentsto prepare spreadsheets for ABC analysis and categorization. This would be a good case forassessed work, but is too long and complex for a traditional examination.Some notes on the Trans-European Plastics case1. Why is TEP unable to deliver all its products reliably within the target of one week,and what effects might that have on the distributors?There are 24 machines working a standard (non-overtime) week of 105 hours. Thus, there are2520 machine hours available per week. There are 500+ stock keeping units (SKUs), eachtaking 3 hours to set-up, and the minimum run length is 20 hours. Thus, any batch takes at least23 hours of machine time. Theoretically, the maximum number of SKUs per standard (nonovertime)week is thus 2520/23 = 110. Thus, on average, each SKU could be made only every4.5 weeks (500/110 = 4.54) or even less frequently, because larger batches for popular itemswill occupy more machine time. This illustrates that it would be impossible to make all productswithin the one-week delivery window, and the company must operate a make to stock (MTS)system, with inventory levels based on forecasts rather than actual orders.The table of representative products shows two products out of 20 (10%) out of stock as at 2ndJanuary. In addition, there are three products at very low inventory levels (baby bath, storagebin (small), and dustbin and lid), all of which have stocks of less than two weeks’ usage. Thisindicates that stock levels for about 25% of the SKUs are low or zero, putting supply at risk.Analyzing the 20 products listed in Table 12.8, the moulding time per product varies greatlybetween SKUs, as calculated in Table 1 below. Of the 20 products in the sample, six only needto be made once a year, or less frequently. The average batch moulding time is actually 137hours plus 3 hours set-up =140 hours. Thus it is only possible to make 2520 hours/140 hoursper batch =18 batches a week. On average, therefore, each of the 500 products can be madeevery 500/18 weeks = 27 weeks. For the high volume products such as the 10-litre bucket, theannual moulding hours (7333) exceed the time available on one machine (120 hours max × 50weeks = 6000 hours), and thus the machine must be dedicated to the product, with no set-ups.The extra demand above 6000 hours’ production must be satisfied using a second mouldintermittently.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,
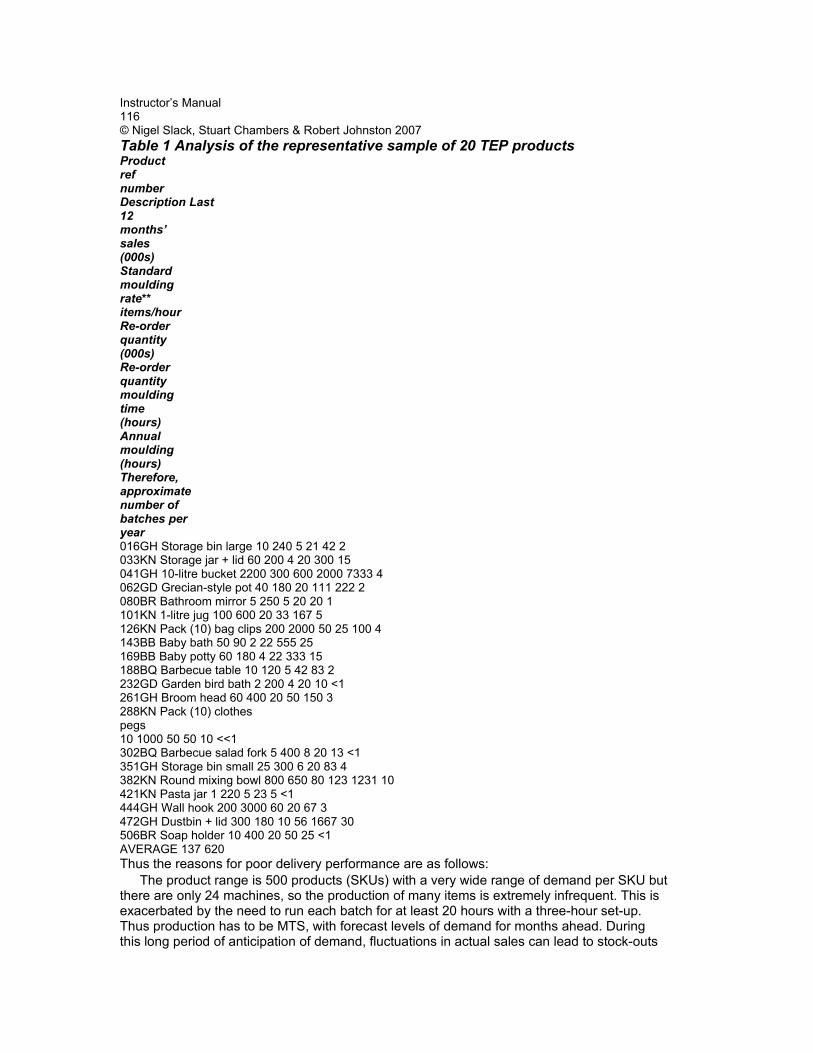
Instructor’s Manual116© Nigel Slack, Stuart Chambers & Robert Johnston 2007Table 1 Analysis of the representative sample of 20 TEP productsProductrefnumberDescription Last12months’sales(000s)Standardmouldingrate**items/hourRe-orderquantity(000s)Re-orderquantitymouldingtime(hours)Annualmoulding(hours)Therefore,approximatenumber ofbatches peryear016GH Storage bin large 10 240 5 21 42 2033KN Storage jar + lid 60 200 4 20 300 15041GH 10-litre bucket 2200 300 600 2000 7333 4062GD Grecian-style pot 40 180 20 111 222 2080BR Bathroom mirror 5 250 5 20 20 1101KN 1-litre jug 100 600 20 33 167 5126KN Pack (10) bag clips 200 2000 50 25 100 4143BB Baby bath 50 90 2 22 555 25169BB Baby potty 60 180 4 22 333 15188BQ Barbecue table 10 120 5 42 83 2232GD Garden bird bath 2 200 4 20 10 <1261GH Broom head 60 400 20 50 150 3288KN Pack (10) clothespegs10 1000 50 50 10 <<1302BQ Barbecue salad fork 5 400 8 20 13 <1351GH Storage bin small 25 300 6 20 83 4382KN Round mixing bowl 800 650 80 123 1231 10421KN Pasta jar 1 220 5 23 5 <1444GH Wall hook 200 3000 60 20 67 3472GH Dustbin + lid 300 180 10 56 1667 30506BR Soap holder 10 400 20 50 25 <1AVERAGE 137 620Thus the reasons for poor delivery performance are as follows:� The product range is 500 products (SKUs) with a very wide range of demand per SKU butthere are only 24 machines, so the production of many items is extremely infrequent. This isexacerbated by the need to run each batch for at least 20 hours with a three-hour set-up.Thus production has to be MTS, with forecast levels of demand for months ahead. Duringthis long period of anticipation of demand, fluctuations in actual sales can lead to stock-outs

or excess stock.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual117© Nigel Slack, Stuart Chambers & Robert Johnston 2007� The reorder levels are historic, based on the estimated demand rate, and originallyrepresenting two weeks’ usage; these do not take account of current actual demand, whichcould be greater or less than at the time they were established. Because there is now a twoweekbacklog of moulding to replenish stocks, there is a high probability that stock-outs willoccur before moulding has commenced. There is ample evidence in Table 12.8 that this hasoccurred.� Some of the products are seasonal: demand is higher than average at certain times.However, the system is not sensitive to this seasonality: the reorder levels do not change.The figures in Table 12.8 are as at January, which is a period of relatively LOW demand!Stock availability can only get worse when the factory becomes overloaded with seasonaldemand in April–August.� Delivery lead times are universally ex-stock, with delivery within one week by carrier. Thisgives no scope at all for last-minute stock replenishment. The only way to achieve this is tohold sufficient stocks of every item in the list. The company is already considering extendingthe warehouse to achieve this, but that will not be sufficient without providing moremoulding capacity too. The investment is justified by the reduction in outsourcedwarehousing and transport, which suggests that the uplift in storage capacity may not be sogreat in practice.The effects on distributors could be as follows:� Loss of confidence in TEP� Loss of potential sales of products, particularly the seasonal ones� Extra costs involved in their ordering and accounting systems (e.g. multiple deliveriesagainst one order, complex reconciliation of statements)� Extra time and costs involved in chasing deliveries� Possible resistance to ordering new items to the range, on the basis that they are alreadyawaiting existing mature products� Need to hold more inventory ‘just-in-case’ TEP does not deliver; space and moneyconsideration2. Applying the economic batch quantity (EBQ) model, what batch size would yourecommend for this product? How long will each batch take to produce, and howmany batches per year will be made? Should this model be applied to calculate there-order quantity for all the products, and if not, why?The critical data on the Baby bath (143 BB) is� Demand Rate (D) = 50,000 per year� Production Rate (P) = 90 per hour = 9450 per week (105 hours) = 472,500 per year� Unit variable cost = 3.75 Euro� Annual unit holding cost (Ch) = 0.20 × 3.75 = 0.75 Euro� Cost of set-up (Co) is stated as 500 EuroNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual118© Nigel Slack, Stuart Chambers & Robert Johnston 2007The formula to be used is the EBQEBQ =C (1 D/P)2 C Dh
0−Where:Co = cost of ordering or of set-upD = demand rate
P = production rateCh = cost of holding one unit for a period of timeApplying the data:EBQ =0.75* (1 50000/ 4725002 *500 *50000−= 8634(This compares with current ROQ of 2000)The moulding rate is 90 per hour, so 8634 represents about 96 hours of work, which is exactly 4days of continuous 24-hour production (output 8600).To achieve annual production of 50,000 baths, 5.2 batches of 8600 would have to be made peryear, at a frequency of about every 10 weeks, assuming there is no seasonality and with asteady demand.This approach could be used for all non-seasonal products. However, it is based on a number ofassumptions that must be valid for it to be of use:� Demand is stable and, in particular, non-seasonal. This will not be valid for the garden andbarbecue ranges, in particular.� The real cost of inventory is understood. In this case, the company is proposing to constructa very expensive warehouse extension. If this is required simply to hold the total EBQ of thecompany, one could argue that the opportunity cost of this capital, as well as the workingcapital of the inventory should be included in the holding cost percentage� The validity of prescriptive models: there seems to be no emphasis on set-up reduction inTEP. The high set-up cost is the main reason for large EBQs, but also has had an effect onservice levels, as discussed in Question 1.� The EBQ should not be considered for very bulky items, such as storage boxes, whichmight fill up excessively large amounts of storage3. How would the EBQ change if the set-up costs were reduced by 50%, and the holdingcosts were re-assessed at 40%, taking account of the opportunity costs of capital atTEP?Students should note that the demand rate and production rate do not change. However, thecost of holding one unit DOUBLES, and the cost of the set-ups HALVES. Applying thesechanges to the EBQ formula changes the EBQ values of Co and Ch
Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual119© Nigel Slack, Stuart Chambers & Robert Johnston 2007EBQ =(1 D/P)2 Dh −0
CC
Change in EBQ = 0.5 / 2= 0.25= 0.5Thus the EBQ becomes 4300, which is two days’ production every five weeks or so.4. What internal problems result from the current planning and control policies? Inparticular, analyze stock turns and availability (e.g. high and low levels).Some of this has been answered in Q1, but a more detailed analysis is justified. With a ROPsystem, average inventory will be approximately half of the ROQ, ignoring buffer inventory,which does not seem to exist for many products. Thus, the stock turns can be estimated asshown in Table 2.Table 2 Stock levels and estimated stock turnsProductreference

number*Description (A) Last12months’sales(000s)Physicalinventory2 Jan(000s)Re-orderquantity(000s)(B) AverageInventory(approxhalf ofROQ, 000s)Estimate ofstock turn(A/B)016GH Storage bin large 10 0 5 2.5 4.0033KN Storage jar + lid 60 6 4 2.0 15.0041GH 10-litre bucket 2200 360 600 300.0 7.3062GD Grecian-style pot 40 15 20 10.0 4.0080BR Bathroom mirror 5 6 5 2.5 2.0101KN 1–litre jug 100 22 20 10.0 10.0126KN Pack (10) bag clips 200 80 50 25.0 8.0143BB Baby bath 50 1 2 1.0 50.0169BB Baby potty 60 0 4 2.0 15.0188BQ Barbecue table 10 8 5 2.5 4.0232GD Garden bird bath 2 6 4 2.0 1.0261GH Broom head 60 22 20 10.0 6.0288KN Pack (10) clothes pegs 10 17 50 25.0 0.4302BQ Barbecue salad fork 5 12 8 4.0 1.3351GH Storage bin small 25 1 6 3.0 8.3382KN Round mixing bowl 800 25 80 40.0 20.0421KN Pasta jar 1 3 5 2.5 0.4444GH Wall hook 200 86 60 30.0 6.7472GH Dustbin + lid 300 3 10 5.0 60.0506BR Soap holder 10 9 20 10.0 1.0Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual120© Nigel Slack, Stuart Chambers & Robert Johnston 2007As discussed earlier in Q1, the shaded areas in the table show that two products out of 20(10%) are out of stock as at 2nd January. In addition, there are three products at very lowinventory levels (baby bath, storage bin (small), and dustbin and lid), all of which have stocks ofless than two weeks’ usage. This indicates that stock levels for about 25% of the SKUs are lowor zero, putting supply at risk.Conversely, four out of the 20 products have a stock turn of 1.0 or less. This is tying up workingcapital and space.This analysis suggests that control of inventory for nearly half the product range isunsatisfactory (too high or too low).5. Using Pareto analysis, categorize the products into Classes A, B, C, based on usagevalue. Would this approach be useful for categorizing and controlling stock levels ofall the products at TEP?Students will have to prepare a table (ideally in MS Excel) such as that shown in Table 3 below(actually shown here in Word table format), to calculate all the annual usage values.Table 3 Calculation of usage values

Productreferencenumber*Description Unitmanufacturingvariablecost (Euro)Last12months’sales(000s)Physicalinventory2 Jan(000s)Re-orderquantity(000s)Usage value£000 (cost *sales)016GH Storage bin large 2.40 10 0 5 24033KN Storage jar + lid 3.60 60 6 4 216041GH 10-litre bucket 0.75 2200 360 600 1650062GD Grecian-style pot 4.50 40 15 20 180080BR Bathroom mirror 7.50 5 6 5 37101KN 1-litre jug 0.90 100 22 20 90126KN Pack (10) bag clips 0.45 200 80 50 90143BB Baby bath 3.75 50 1 2 187169BB Baby potty 2.25 60 0 4 135188BQ Barbecue table 16.20 10 8 5 162232GD Garden bird bath 3.00 2 6 4 6261GH Broom head 1.20 60 22 20 72288KN Pack (10) clothes pegs 1.50 10 17 50 15302BQ Barbecue salad fork 0.30 5 12 8 2351GH Storage bin small 1.50 25 1 6 37382KN Round mixing bowl 0.75 800 25 80 600421KN Pasta jar 3.00 1 3 5 3444GH Wall hook 0.75 200 86 60 150472GH Dustbin + lid 9.00 300 3 10 2700506BR Soap holder 1.20 10 9 20 12Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual121© Nigel Slack, Stuart Chambers & Robert Johnston 2007This can then be ranked by usage value, and cumulative usage value calculated, as shown inTable 4.Table 4 Ranked and cumulated usage valueProductreferencenumber*Description Unitmanufacturingvariablecost (Euro)Last12months’sales(000s)Physical
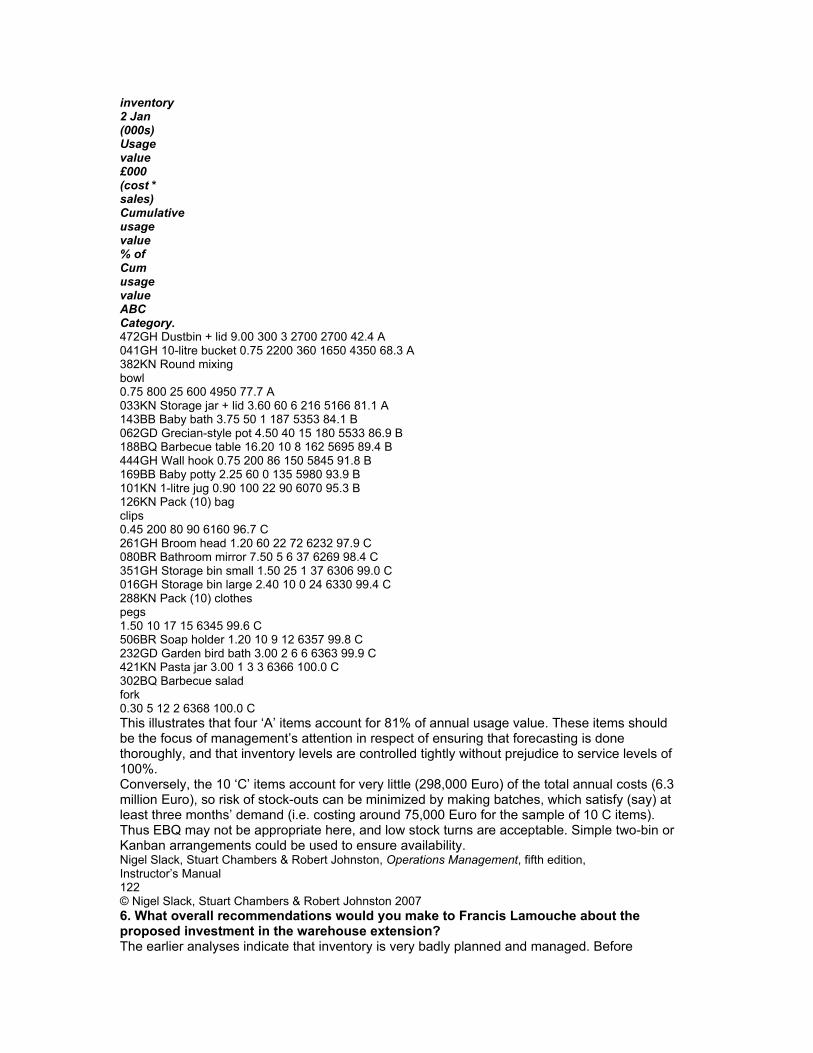
inventory2 Jan(000s)Usagevalue£000(cost *sales)Cumulativeusagevalue% ofCumusagevalueABCCategory.472GH Dustbin + lid 9.00 300 3 2700 2700 42.4 A041GH 10-litre bucket 0.75 2200 360 1650 4350 68.3 A382KN Round mixingbowl0.75 800 25 600 4950 77.7 A033KN Storage jar + lid 3.60 60 6 216 5166 81.1 A143BB Baby bath 3.75 50 1 187 5353 84.1 B062GD Grecian-style pot 4.50 40 15 180 5533 86.9 B188BQ Barbecue table 16.20 10 8 162 5695 89.4 B444GH Wall hook 0.75 200 86 150 5845 91.8 B169BB Baby potty 2.25 60 0 135 5980 93.9 B101KN 1-litre jug 0.90 100 22 90 6070 95.3 B126KN Pack (10) bagclips0.45 200 80 90 6160 96.7 C261GH Broom head 1.20 60 22 72 6232 97.9 C080BR Bathroom mirror 7.50 5 6 37 6269 98.4 C351GH Storage bin small 1.50 25 1 37 6306 99.0 C016GH Storage bin large 2.40 10 0 24 6330 99.4 C288KN Pack (10) clothespegs1.50 10 17 15 6345 99.6 C506BR Soap holder 1.20 10 9 12 6357 99.8 C232GD Garden bird bath 3.00 2 6 6 6363 99.9 C421KN Pasta jar 3.00 1 3 3 6366 100.0 C302BQ Barbecue saladfork0.30 5 12 2 6368 100.0 CThis illustrates that four ‘A’ items account for 81% of annual usage value. These items shouldbe the focus of management’s attention in respect of ensuring that forecasting is donethoroughly, and that inventory levels are controlled tightly without prejudice to service levels of100%.Conversely, the 10 ‘C’ items account for very little (298,000 Euro) of the total annual costs (6.3million Euro), so risk of stock-outs can be minimized by making batches, which satisfy (say) atleast three months’ demand (i.e. costing around 75,000 Euro for the sample of 10 C items).Thus EBQ may not be appropriate here, and low stock turns are acceptable. Simple two-bin orKanban arrangements could be used to ensure availability.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual122© Nigel Slack, Stuart Chambers & Robert Johnston 20076. What overall recommendations would you make to Francis Lamouche about theproposed investment in the warehouse extension?The earlier analyses indicate that inventory is very badly planned and managed. Before

pursuing the development of the warehouse extension, Francis must be sure that bettersystems are in place to ensure that no large excesses of inventory exist, whilst service levelsare improved. A summary of improvements required is as follows:� Pareto analysis to provide highly visible categorization (ABC)� Different re-ordering and forecasting requirements for each category� Use of EBQ for high usage value items, establishing new ROQs� Remove slow-moving and obsolete stock from warehouse� Monitor service levels by product category� Delay warehouse extension decision
Model answers to short casesHoward Smith Paper Group1. Why has the Howard Smith Paper Group invested so much capital in automating itsinventory storage and control capabilities?The answer to this is similar for all types of investment in all types of operation, namely, that thecompany’s ability to compete in its markets depends on an effective operations function. In turn,an effective operations function depends on appropriate levels of design, planning and controland improvement. This, in turn, depends on investment. The technologies that the HowardSmith Paper Group has invested in are there to give it better performance in terms of quality,speed, dependability, flexibility and cost. Automated warehouses and computer-based controlsystems help ensure accuracy in fulfilling orders (quality), the ability to respond quickly tocustomer orders (speed), the ability to supply in a consistent and reliable manner(dependability), the ability to cope with changes in demand levels and the mix and productssupplied (flexibility), and to do all of these things with a low level of cost. Presumably, thecompany’s investments have enabled it to do all these things.Manor BakeriesWhat are the factors that constitute inventory holding costs, order costs and stock-outcosts at Manor Bakeries?The planning and control of inventory at Manor Bakeries is obviously a critical part of theoperations. For every one of the hundreds of products, a stock-out would result in lost sales andannoyed customers. On the other hand, excess inventory takes up space in the NDC, ties upworking capital, and is ‘aging’, eroding its precious shelf life and eventually making it too old tosell. However, the example also highlights a few of the less desirable aspects of inventory. Ithas to be financed as working capital, preventing this money being used for other purposessuch as investment in new machinery. It must be stored in suitable conditions taking up valuablespace which could be used more productively, and possibly needing significant capital investmentNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual123© Nigel Slack, Stuart Chambers & Robert Johnston 2007in buildings, pallet storage racks, forklift trucks and so on. Inventory requires systems andskilled people to plan and control it, and becomes older by the minute, deteriorating or evenbecoming unusable. It is this balance between the positive and negative aspects of inventorythat is the subject of this chapter.What makes its inventory planning and control so complex?Its inventory planning and control is complex mainly because of a combination of variety,complexity and perishability.Variety – Manor Bakeries produce a wide variety of different cakes, in various sizes, and usingvarious packaging. Some products may be seasonal, or packed in short-life ‘special’ packs suchas ‘buy-one-get-one-free’ (BOGOFs) packs.Complexity – Cakes, like many products have an inbuilt complexity because they cannot beproduced without all their components (ingredients) being available and in good condition. Astock-out of even a very minor ingredient will hold up production.Perishability – All the components (ingredients) used by Manor Bakeries are perishable; theyhave a limited life. Even packaging will become obsolete as designs change.124
© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 13
Supply chain planning and controlTeaching guideIntroductionThe great advantage of teaching supply chain planning and control is that it has become a ‘hottopic’ in business generally. Most people will have heard of it even if they do not know exactlywhat it means. The positive side of this is that there is no problem in engaging students’attention, nor in finding examples of effective and ineffective supply chain management. Thedownside is that some of the issues are subtle, or strategic, or complex or all three. Perhaps themost important objective of any session in supply chain planning and control is to convincestudents that supply chain management is not just about the movement of materials, or just afancy term for logistics, or something that only applies to manufacturing, or something that ismerely fashionable. Supply chain management is, in some ways, a fundamental change in howwe see the role of operations. It really is about integrating a supplier’s operation with acustomer’s operation. In fact, it changes the nature of trading. In executive education we nowspend much of our time teaching operations management ideas to sales and marketing people.Mainly because of a supply chain perspective, they are starting to understand that they cannotsell effectively to their business customers if they do not understand their customers operations.They therefore need the skills of operations management analysis to answer the fundamentalquestion of how their operation can help their customer’s operation to be more effective.Key teaching objectives� To demonstrate the ubiquity of supply chains in business� To demonstrate how effective supply chain management has a major impact on theprofitability of all businesses� To clarify the sometimes mystifying collection of terms contained within supply chainmanagement, such as logistics, materials management and so on� To establish the idea of different types of relationship, which can exist between a pair ofoperations within a supply chain� To demonstrate the natural dynamic behaviour of supply chains over timeExercises/discussion pointsThere are several cases in the companion volume to this book (Johnston, R. et al, 3rd edition,ISBN 0273 65531-0), which can be used to support this lesson. The Chicken Run – The poultrysupply chain case, can be used for this topic.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual125© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Teaching tip – The increasing importance of Internet-based trading (B2C) provides a gooddiscussion point to demonstrate the importance of supply chain management in orderfulfillment. Get students to look at examples of web sites (Tesco, Amazon, etc.) and thendiscuss the implications of this way of retailing on the whole supply chain.� Teaching tip – An old, but useful example that we use to point out some of the issues insupply chain management is that of Benetton. There is a Case exercise included in thisInstructor’s Manual, but there is also a Harvard case which is good, but now somewhatoutdated. There is also an accompanying video from the Case Clearing House, which islikewise outdated. However, parts of the video can be used in class to illustrate someaspects of the Benetton supply chain. Similarly, you can use the case as backgroundmaterial for yourself and explain the way the Benetton supply chain operates. The important

point to stress is how the three stages in the supply chain fit well together. The individualretail stores are relatively efficient little units that carry limited stock and therefore rely onfast and dependable delivery to avoid stock-outs. This means the distribution system has tobe fast and dependable, which in turn means the manufacturing and supply system has to beitself fast and flexible. This flexibility is given partly by the ‘dyeing in grey’ process used inthe factory. The lesson being not that Benetton’s supply chain is the single ‘best’ way to runany supply chain, but rather that it fits together. Increasingly, the opportunities in supplychain management lie at the boundaries between operations.� Exercise – An even better ‘Harvard style’ case (available from the Case Clearing House) isthat of Zara. It is excellent at demonstrating many issues, operational and strategic, relatedto supply chain management. However, remember that the ‘Fast fashion’ case at the end ofthis chapter covers part of the Zara story.� Exercise – The role of the Internet in all supply chain management, but particularly thepurchasing activity, is a useful and interesting topic to investigate. Find a supplier interfaceby searching the web sites of retail companies, choose a supplier interface, and ask the class(in groups) to draw up a list of advantages and disadvantages (from both the supplier andthe customer perspective) of such mechanisms. The Tesco Information Exchange is onesuch interface. It is also a useful example to encourage debate. There is a useful web sitethat the students can explore (www.tesco.co.uk/information). The frequently askedquestions and answers on this web site provide the basis for a good discussion. Or use theBoxed short case below.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual126© Nigel Slack, Stuart Chambers & Robert Johnston 2007The Tesco Information Exchange (TIE)Tesco is one of Europe’s largest supermarket chains. During 2000, in an attempt to form closerpartnerships with its suppliers, as well as improve the effectiveness of supply chain coordinationinto its stores, Tesco launched the Tesco Information Exchange (TIE). Developed in conjunctionwith GE Information Services, the TIE is an ‘extranet’ solution (i.e. it is based on Internettechnology) that allows Tesco and its suppliers to communicate trading information. It is linkedto a number of Tesco’s internal information systems in order to give suppliers access to relevantand up-to-date information. This includes EPOS data, sales tracking and an internal directory sosuppliers can quickly and easily find the right person to talk to.Although the system was trialled initially with Tesco’s larger suppliers, such as Proctor andGamble, Nestlé and Britvic, it was designed to be used by all suppliers, including the smallest.Security is important to the TIE. Because it uses Internet technology to ensure low cost accessfor its small suppliers, it is important to provide security through such devices as firewalls andpasswords. Suppliers must also be confident that their own affairs are not visible to potentialcompetitors. Suppliers only have access to data relevant to their own trading area. Figure 13.14illustrates the TIE.Information flows both ways in the system. Collaborative initiatives such as price discounts andother promotions can be planned jointly; tracking the progress of a sales promotion andevaluating its effectiveness can minimize stock-outs and reduce production waste. It is thisimmediate visibility of data which helps with supply chain coordination. One experience byProctor and Gamble, the consumer goods manufacturer, illustrates this:‘During the trial we spotted that the demand for one of our lines had reached 8000 units aftertwo days, compared with an original forecast of 10,000 units for the whole week! As a result wewere able to respond and increase depot stock at short notice. This resulted in a joint businessgain of around £50,000 – and more importantly, we avoided disappointing some 15,000shoppers’.Exercise –The increasing importance of customer-oriented Internet-based trading (B2C)provides a good discussion point to demonstrate the importance of supply chain management inorder fulfilment. Get students to look at examples of web sites (Amazon, etc.) and then discuss

the implications of this way of retailing on the whole supply chain.Exercise – Ask the students to use the table in the chapter to work through the arithmetic ofsupply chain fluctuations. A blank table is included in the PowerPoint slides for this chapter. Puton the OHP and work through it with the students. By getting them to calculate exactly howmuch needs to be produced at each stage in the supply chain during each period, they can getthe idea of the amplifications in activity levels. This is increasingly referred to as the ‘bull whip’effect.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual127© Nigel Slack, Stuart Chambers & Robert Johnston 2007Exercise – Supply chain dynamics also lends itself to simple gaming. Just separating out groupsof students into teams, each of which is a stage in the supply chain, imposing rules around orderlead-times and inventory levels, and then changing demand at the end of the supply chain canlead to a very vivid example of the bull whip effect. The well-known ‘Beer game’ is an idealexample of this type of game (just Google ‘beer game’).
Case study teaching notesSupplying fast fashionCase synopsisThis case uses publicly quoted information (usually from the companies’ own web sites) tocompare three well-known fashion retailers, all based in Europe. These three retailers areBenetton, based in Northern Italy, H&M, based in Sweden, and Zara, based in Spain. The threecompanies are described in the context of what has come to be known as ‘fast fashion’. The fastfashion phenomenon is relatively new and is based on the idea that consumers increasinglyrequire high fashion clothes at a relatively cheap price, and are indifferent to how long theclothes may last in use because ‘who wants to be wearing yesterday’s trends?’ A generalbackground to each company is provided and then the operations practice of each company isexamined under the four stages of garment supply chains, namely, design, manufacturing,distribution and retail.Using the caseThis case is relatively strategic in the context of the chapter that supports it. Chapter 3 in the textexamines what might be termed the more ‘strategic’ aspects of supply network design. Chapter13 (this chapter) treats some of the more operational issues. Yet, the boundary between what isstrategic and what is operational in supply network/chain management is somewhat arbitrary.And although this case does not examine the very operational issues of how each of thesecompanies' supply chains operates, it does provide a starting point for a debate on what, inpractice, the operational issues would be. The virtue of the case is that all three companies arerelatively well known. How well known they are to a postgraduate class will depend on themake-up of the class. Although the stores do not deal exclusively in women’s garments, it ismore likely that women will have heard of the stores and be aware of the differences betweenthem. Also, the older the class, the less likely they are to be interested in fashion. So, someexplanation may be necessary. This is not difficult. Press adverts can be used, catalogue imagescan be shown and so on. The one problem with using companies like these is that some classmembers may have their own individual views on the companies’ products (I hate the stuffBenetton sells, etc.). This can be destructive and inhibit discussion. It is important to be veryclear with the class that their personal preferences should not cloud the issues involved here.The fact that all three companies have been (more or less) successful over a number of years istestament to the fact that somebody is buying their products.Notes on questionsIn fact, there is only one question attached to this case in the text. This does not mean that theclass debrief of the case needs to be centred only around this one question. Nevertheless, given

Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual128© Nigel Slack, Stuart Chambers & Robert Johnston 2007the nature of the information in the case, it does lend itself to a very broad ‘compare andcontrast’ mode of analysis.If required, the case debrief can be broken down into smaller segments such as the following.� How would you class the three companies in terms of the markets they serve?� How do they differ in terms of their approach to design stage of the supply chain?� How do they differ in terms of the manufacturing stage of the supply chain?� How do they differ in terms of the distribution stage of the supply chain?� How do they differ in terms of the retail stage of the supply chain?� How would you summarize the general differences between the companies in terms oftheir approach to supply chain management?Here, we will address these questions in this order.The markets occupied by these companies (or rather, brands) could be analyzed in several ways.But this is not a marketing case, and all that is necessary here is to establish (approximately) thesimilarities and differences between the three brands. A diagram similar to the one below isuseful for doing this.The next illustration shows approximately the degree of ownership that each company has ateach stage in the supply chain. In this diagram, the manufacturing stage, as it is called in thecase, is divided into two parts: the supply of parts and the manufacture of the garment. This isnot strictly necessary, but can be used to prompt a debate about exactly what the company haschosen to own. There is, after all, a difference between how much of the finished garment tomanufacture and assemble, and how many of the components that go into the finished productdo they want to supply internally.BenettonH & MZaraContrasting the market positioning of Benetton, H&M and ZaraHigh fashion ConservativefashionHigh pricedLow priced
Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual129© Nigel Slack, Stuart Chambers & Robert Johnston 2007Design Suppliers Manufacture Distribution RetailBenettonH & MZaraDesign Suppliers Manufacture Distribution RetailDesign Suppliers Manufacture Distribution RetailContrasting the degree of vertical integration at Benetton, H&M and ZaraTotal ownership (no outsourcing) No ownership (total outsourcing)
DesignNotable here is that all three companies do the majority of their own design. In fact, Benettonand Zara do virtually all of their own design in-house, while H&M is using ‘guest designers’,but mainly to exploit the reputation of these designers.It is worth debating with the students why, of all the stages in the supply chain, it is design thatthese companies are the most reluctant to outsource. Students may well conclude that in anindustry concerned with fashion, an aesthetic value, the design stage is the operation thatcontributes the most to the market image of the company. At this point, try and broaden thedebate from looking at the aesthetics of design towards thinking of design as one process in thetotal supply chain. Ask the class what they think are the main process objectives for the designpart of the supply chain. Most will agree that speed is very important, as is quality (in terms of

fitness for purpose). Similarly, where distinctive seasons are still used (more so at Benetton, lessso at Zara) dependability, that is having designs finished in time for the clothes to be putthrough the supply chain and reach the stores in time for the season, is also relatively important.Flexibility may also be raised as an issue. In the discussion here, try and draw the distinctionbetween flexibility and agility. The concept of agility (being flexible, fast and responsive) maybe a better way of thinking about fast fashion. The issue of cost is worth discussing. Here we arenot talking about the cost of the finished garment (this is important but part of quality as ‘fit forpurpose’) but the cost of producing the designs. While this cannot be allowed to get out ofcontrol, each company seems to understand the importance of not under resourcing the designprocess.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual130© Nigel Slack, Stuart Chambers & Robert Johnston 2007Suppliers and manufacturingBenetton does not own any of its suppliers. It does not make cloth or spin yarn. However,because it does manufacture some stages of the garment-making process, it will have an interestin relationships with suppliers. As regards the manufacturing stage, Benetton has plants both inItaly and around the world, but relies significantly on a large number of ‘contractors’ whoperform most of the manufacturing. The interesting point here is that these contractors are oftenowned and managed by ex-Benetton employees. This may be worth discussing in class,especially in terms of the advantages and disadvantages of this practice (close relationships andloyalty versus complacency and conflict of interest).H&M does not own any part of the supply and manufacturing stages of the supply chain. This isquite a deliberate policy. Of the three companies, they are the only one to keep totally clear ofthese activities. It is good to try and have a discussion with the class about why this might be.Several suggestions could be made including the following:� It means they do not require the capital to invest in expensive manufacturing plant.� They are specialists in designing and selling rather than manufacturing, so it is best tostick to what you know best.� There are plenty of companies around the world who can make garments; increasinglythese are in relatively cheap labour cost economies. Managing these factors is aspecialized task.� Generally, there is more margin in service activities than in manufacturing activities.While all of these points are valid, it is worth facing the class with the question of why the othertwo companies (particularly Zara) have invested in these stages of the supply chain. Discussionhere usually centres on the idea of control and speed of throughput.Of the three, Zara is characterized by very significant investment in both these stages. Partly,this may be because unlike the other two companies, Zara started out as exclusively amanufacturing organization. Mainly though, it is because Zara believes that they acquire distinctcapabilities by owning so much of these stages (and other stages) of the chain. Try and avoiddebating this issue at this point with the class. Generally, it is best left for the overview of thewhole case.DistributionVery few companies of this type still perform all their own distribution. All three havewarehouse facilities. In particular, Zara has put significant investment into warehousing. Askthe class why warehousing is important to companies like this. The debate should focus aroundthe concept of speed. Ask the question, 'What is a warehouse for?' Answers usually start of bydescribing warehouses as places where inventory is stored. Ask whether this is what happenswith Zara (as the company with the most investment in automated warehousing). The answer isthat for fast fashion companies, increasingly a warehouse is not a storage place as such; it is
rather a sorting operation, similar to a post office. Goods should not stay for long in thewarehouse (if at all); rather, the warehouse is to split batches up and reassemble them fordelivery to the retail stores. To that degree, it is an extension of the factory.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual131© Nigel Slack, Stuart Chambers & Robert Johnston 2007The other part of distribution is the physical logistics of moving the goods around the world.This is part of any company that is most likely to be outsourced. As far as one can gather, allthree companies outsource a very significant part of this activity.RetailHere we have a contrast between Benetton on the one hand (who own very few of their ownretail stores) and H&M and Zara on the other hand (who own them all, except for partnershipsin countries where this is a legal necessity). Again, ask the class why this should be. Discussionmay initially focus on the advantages of not owning your stores, but relying on franchising theminstead. This is what Benetton does. The main advantage here is that the company can expandwithout investing too much of its own capital. So why have Zara and H&M chosen not tofranchise at all? This is where the discussion can be moved on to discuss the more generalissues concerning the broad differences between the three companies.Overview of the three companiesThe main point here is that although all three companies are in (more or less) the same part ofthe market, they have chosen to organize themselves in somewhat different ways. One pointhere is that there is no obvious best answer in the design or management of supply chains.However, there are differences between the companies and these are reflected in the designchain choices they have made.Benetton can be seen primarily as a ‘brand’. This is supported by the nature of its clothes (theUnited Colours of Benetton), which is why it retains control over the design process. But apartfrom that its main concern is to establish the brand in the market by building on its image (hencethe concentration on advertising, not entirely successful in every market). But the focus isalways on the brand and the image. It does not therefore need total control of the rest of thesupply chain in order to achieve this. All it needs is sufficient control through the factories thatit does have and the stores and franchise agreements that it operates, to exert a guiding influenceon the stores brand image.H&M is again primarily a design-led company, but one that has chosen to manage its marketgrowth by investing in retail. This may be partly because H&M generally sells at a lower pricepoint that Benetton. One would assume therefore that its margins are less. Therefore, it maywish to retain the entire retail margin for itself rather than give some of it to franchise holders.To an even greater extent than Benetton, it does not invest in between the design and the retailstages of the supply chain. In this it is similar to many other companies operating in this part ofthe market, Gap for example.Zara is the most interesting of the three in many ways. It has a far higher degree of verticalintegration and it also has the fastest throughput time from design to retail store. These two factsare not unrelated. Zara focuses on speed through control. It believes that controlling a large partof the supply chain is the only way to guarantee very fast supply chain throughput. Also,because Zara produces a huge number of new designs every year (it is more likely to modify agarment or design it afresh than it is to repeat an order) it places even more emphasis on theneed to control the total throughput.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual132© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short cases
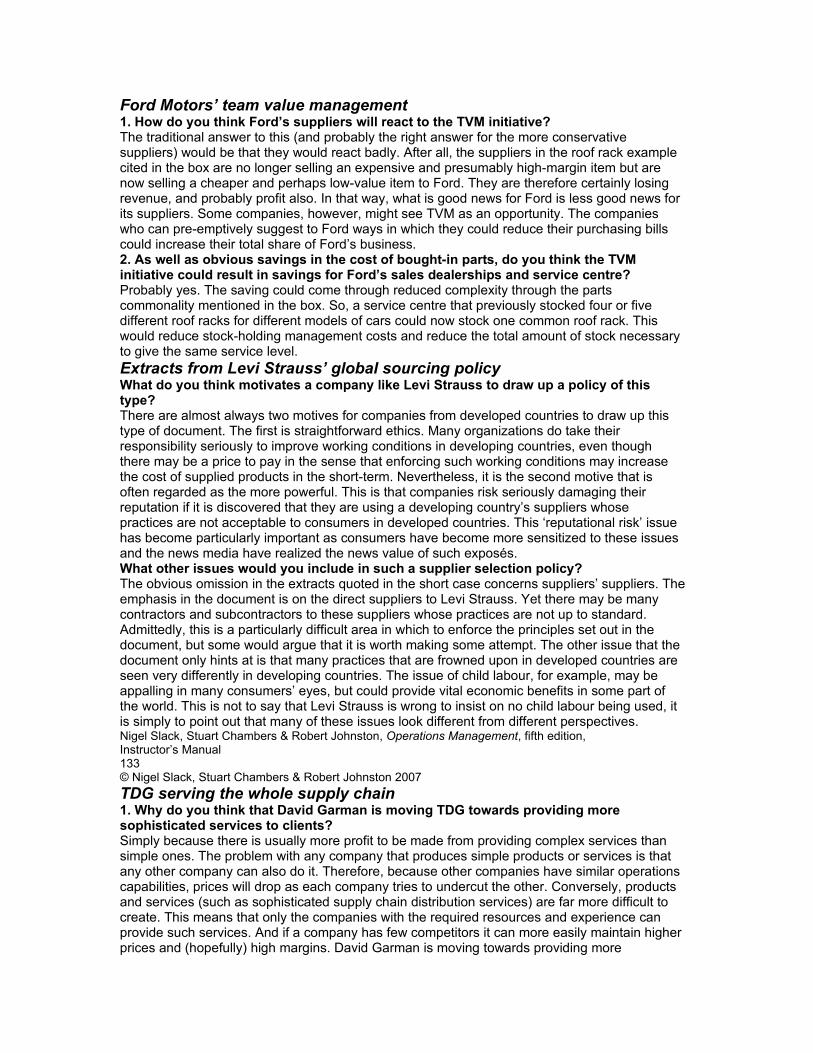
Ford Motors’ team value management1. How do you think Ford’s suppliers will react to the TVM initiative?The traditional answer to this (and probably the right answer for the more conservativesuppliers) would be that they would react badly. After all, the suppliers in the roof rack examplecited in the box are no longer selling an expensive and presumably high-margin item but arenow selling a cheaper and perhaps low-value item to Ford. They are therefore certainly losingrevenue, and probably profit also. In that way, what is good news for Ford is less good news forits suppliers. Some companies, however, might see TVM as an opportunity. The companieswho can pre-emptively suggest to Ford ways in which they could reduce their purchasing billscould increase their total share of Ford’s business.2. As well as obvious savings in the cost of bought-in parts, do you think the TVMinitiative could result in savings for Ford’s sales dealerships and service centre?Probably yes. The saving could come through reduced complexity through the partscommonality mentioned in the box. So, a service centre that previously stocked four or fivedifferent roof racks for different models of cars could now stock one common roof rack. Thiswould reduce stock-holding management costs and reduce the total amount of stock necessaryto give the same service level.Extracts from Levi Strauss’ global sourcing policyWhat do you think motivates a company like Levi Strauss to draw up a policy of thistype?There are almost always two motives for companies from developed countries to draw up thistype of document. The first is straightforward ethics. Many organizations do take theirresponsibility seriously to improve working conditions in developing countries, even thoughthere may be a price to pay in the sense that enforcing such working conditions may increasethe cost of supplied products in the short-term. Nevertheless, it is the second motive that isoften regarded as the more powerful. This is that companies risk seriously damaging theirreputation if it is discovered that they are using a developing country’s suppliers whosepractices are not acceptable to consumers in developed countries. This ‘reputational risk’ issuehas become particularly important as consumers have become more sensitized to these issuesand the news media have realized the news value of such exposés.What other issues would you include in such a supplier selection policy?The obvious omission in the extracts quoted in the short case concerns suppliers’ suppliers. Theemphasis in the document is on the direct suppliers to Levi Strauss. Yet there may be manycontractors and subcontractors to these suppliers whose practices are not up to standard.Admittedly, this is a particularly difficult area in which to enforce the principles set out in thedocument, but some would argue that it is worth making some attempt. The other issue that thedocument only hints at is that many practices that are frowned upon in developed countries areseen very differently in developing countries. The issue of child labour, for example, may beappalling in many consumers’ eyes, but could provide vital economic benefits in some part ofthe world. This is not to say that Levi Strauss is wrong to insist on no child labour being used, itis simply to point out that many of these issues look different from different perspectives.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual133© Nigel Slack, Stuart Chambers & Robert Johnston 2007
TDG serving the whole supply chain1. Why do you think that David Garman is moving TDG towards providing moresophisticated services to clients?Simply because there is usually more profit to be made from providing complex services thansimple ones. The problem with any company that produces simple products or services is thatany other company can also do it. Therefore, because other companies have similar operationscapabilities, prices will drop as each company tries to undercut the other. Conversely, productsand services (such as sophisticated supply chain distribution services) are far more difficult tocreate. This means that only the companies with the required resources and experience canprovide such services. And if a company has few competitors it can more easily maintain higherprices and (hopefully) high margins. David Garman is moving towards providing more
sophisticated services because it is more profitable for him to do so.2. What are the risks in TDG’s strategyThe main problem with trying to provide sophisticated products and services is that they are (aswe described above) difficult to create. Companies providing such products and services,therefore, are likely to be operating at the limit of their capability. Under these circumstances it ismore likely that the company will make mistakes. The main danger with TDG’s strategy is that ittries to offer sophisticated services before it has developed appropriate operations capabilities.KLM Catering Services1. Why would an airline use KLM Catering Services rather than organize its ownonboard services?An airline would use KLM Catering Services because it may not be a specialist. Certainly, asmaller airline than KLM could not get the economies of scale which KLM could achieve just bysupplying its own airline. Secondly, as KLM Catering Services attracts most customers itdevelops a level of expertise in on-board catering, which would be difficult to match. In fact thelonger KLM Catering Services is in the business the more it will learn and the bigger itsoperation will get (presumably), and therefore the greater its advantages will be.2. What are the main operations objectives that KLM Catering Services must achieve inorder to satisfy its customers?The main operations objectives are quality, dependability and cost.Quality, because any customer dissatisfaction will reflect directly on the airline rather than onKLM Catering Services. A customer who is upset because of the poor quality of a 5-euro mealcould next time spend his or her 400-euro fare with another airline.Dependability, because if a meal is not ready for loading onto the aircraft in time it will either bedelayed (hugely expensive), or the aircraft will have to take-off without the meals on-board(hugely embarrassing).Cost, because unless KLM Catering Services can offer the service cheaper than the airlinescould do it themselves, they are unlikely to outsource the business to KLM.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual134© Nigel Slack, Stuart Chambers & Robert Johnston 20073. Why is it important for airlines to reduce turn-around time when an aircraft lands?Airlines reduce turn-around time when an aircraft lands because it allows for better utilization ofthe aircraft and aircraft are very expensive assets. For local flights this is especially important. Aturn-around time of an hour is as long as many flight durations within Europe. This means thatthe aircraft is not in the air for over half its time.Seven-Eleven Japan’s agile supply chain1. SEJ stores typically carry around 3000 SKUs (stock keeping units, that is, types ofdifferent product) compared with a large supermarket, which may have over 10,000SKUs. How do you think this affects their ability to manage their supply chain in anagile manner?The lower level of SKUs reduces the complexity of the supply chain considerably. This isparticularly evident when the supply chain has to respond to unexpected events (in other wordswhen it has to have an agile supply chain). For example, if the company stored 100,000 SKUs itwould need 100,000 safety stock and 100,000 different channels of communication to reorderand manage the flow of goods. It is obviously simpler to do this with 3,000 SKUs.2. SEJ places a lot of emphasis on the use of their information system to achieveagility. How do you think the way in which an information system is used affects itsvalue to a supply chain?The key issue here is speed. And in supply chains the transparency of information assists fastresponse, both to customer requests and to unexpected events. SEJ’s information systems areused both to monitor what is happening to sales and to the movement of goods through itssupply chain. It is also used to modify plans based on what it is observing in its supply chain andmake decisions without any unwarranted delay. Therefore, generally, to aid supply chain agility,information systems must be fast and transparent and be used to speed up decision reactiontime.

135© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 14
Enterprise resource planning (ERP)Teaching guideIntroductionThere are two main tasks in teaching MRP (and more importantly ERP). The first is simply toexplain the basic mechanics of MRP calculations. This is not difficult but it can be complex. Wehave found it beneficial to start with very simple examples indeed. A two or three componentproduct plus another of similar simplicity with some common components is a useful startingpoint. After that there is a decision as to where to take the subject. On specialized courses it isthen necessary to go into some of the details of MRP calculations. The chapter does not reallyget into these details because most students (other than those on specialist courses) do not needthat level of knowledge. If this is the direction taken then a more specialist text is required. Wewould recommend Vollmann, Berry and Whybark (reference given in selected further reading).The alternative is to move the discussion on to the more topical area of ERP. For the vastmajority of courses, this is what we tend to do. Again, in principle, ERP is not difficult tounderstand but is hugely difficult to carry out in practice. It is as well to centre discussionaround the managerial implications of investing and managing such an investment.Key teaching objectives� To place ERP in the context of operations planning and control. More especially, tounderstand its role as the source of information necessary for planning and control� To illustrate the importance and difficulties associated with ERP systems� To emphasize the importance of information such as product structures and bills ofmaterials� To emphasize the role of MRP in the first level of disaggregation from capacity planningand control (the master production schedule).� To clarify some of the simple arithmetic which drives the MRP mechanisms.Exercises/discussion points� Exercise – As mentioned in the preceding text, we have found it beneficial to start withvery simple examples. Subsequently, medium range examples such as the case exercise(Psycho Sports Ltd) at the end of the chapter could be used.� Teaching tip – If one is treating MRP, it can be a complex issue for students to understand.Try basing examples around cooking meals in a domestic situation. Simple recipes andsimple numbers are recommended. Inevitably, one will have to simplify the recipes greatly,Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual136© Nigel Slack, Stuart Chambers & Robert Johnston 2007but this approach does have the advantage of relating to an activity, which (some) studentsmight understand.
Case study teaching notesPsycho Sports LtdThe case describes the position of the owner of a small sports goods manufacturing business,which has experienced rapid growth over the last two years. He is now realizing that he mustbegin to consider installing some systematic procedures and routines to manage the business.His largest problem is in manufacturing control, and with the product range growing he hasbeen told that an MRP system is the most appropriate for his requirements. The case is basedaround his analysis of the business and generation of the MRP detailed figures.Some notes on the Psycho Sports Ltd case
1. Why did Peter have such problems getting to the relevant information?The main reason why Peter had such difficulty collecting all the data was because there iscurrently no central location where all the information is held. The information is scattered aboutin different departments and amongst different individuals. Collecting it together proved to be aformidable task because Peter needed to first find out where the information was located (ifanywhere) and then go to the place and actually record the hard data. For example, he wouldhave had to go to different areas of the manufacturing department to find out which materialswere necessary for manufacturing the table tennis bat. He would have then had to go to thepurchase department to find out what the economic quantity for ordering each part would be. Hewould have had to call the suppliers to find out the lead times for ordering and would have thenhad to go to the accounts department to get the pricing information and so on. It was a really bigtask. The information that existed was held in each area which used it, but no communicationbetween the areas was apparent, and the information, that did not exist had to be gatheredmanually: for example, counting the inventories manually. Psycho Sports would benefit fromsome sort of MRP system to introduce organization and discipline into the manufacturingplanning and control processes.2. Perform all of the exercises which Peter set for himself. Do you think he should nowfully understand MRP?Exercise 1Appendices A and B show the single level bills of material and the indented bill of materialrespectively.Exercise 2Appendix C (MS Excel) shows the materials requirement planning calculations. From these it isobvious that Psycho Sports is faced with some serious problems. Assuming that the demandand lead times are accurate, the company will not be able to meet the production requirement.The rubber face, wooden inner and foam panel will all have to be delayed because the items willnot be available at the required time. In each of these cases the available inventory showsnegative numbers. This failure to supply would affect the entire production schedule since theremainder of the operations depend on this Level 2 activity. The whole process would have toNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual137© Nigel Slack, Stuart Chambers & Robert Johnston 2007be delayed until the items were available. This would result in Psycho Sports not being able tomeet the initial demand for the table tennis bat.This problem could be solved by rush ordering these necessary items from the suppliers. Eventhough this would likely increase costs, Psycho Sports would then be able to meet the forecastdemand. The company could also attempt to find new suppliers who would be willing to providethe same materials quicker. This is a very attractive option since it could lead to improveddelivery in the future, but will not help future supplier relationships with the original supplier. Thecompany could also wait for its supplier to deliver as scheduled, and then try to rush production;however, this could possibly lead to lower quality and lower worker morale if the workers wereunconvinced of the need to increase the production rate and work overtime, for example.Exercise 3Appendix D (MS Excel) works through the materials requirement planning records with a oneweeksafety lead time.Exercise 4Allowing for a one-week safety lead time would have a dramatic effect on the average availableinventory. Under such a system the available inventory would increase from a value of around£3500 to well over £5900, a 70% increase. See the right hand columns of the Excelspreadsheets in Appendices C and D for a detailed analysis of these effects on availableinventory.Exercise 5To decrease inventory, one could focus on raw materials, finished goods, work in process orany of their combinations.

Raw materials: To decrease inventory of raw materials we would have to decrease the orderquantities to fit our requirements. Currently, Psycho Sports is only ordering in set quantities, butthis has led to high inventory levels. If these order quantities were lowered to reflect a systemcloser to JIT, then available inventory could be considerably reduced. Lower order quantities,however, could cause various other problems. Order costs would increase since more orderswould need to be made. Also, the company may not receive any price discounts on smallerorders from the suppliers. The costs of stock-outs must also be taken into account since the riskof such events could be higher with lower levels of inventory. These potential problems could beovercome by the development of closer supplier relationships.Finished goods: To decrease inventory, Psycho Sports could produce at a level morematched to demand quantities. Currently, the company is only producing in batches of 500and this lack of flexibility leads to high storage and inventory costs. By adopting a moreflexible production schedule, Psycho Sports could dramatically decrease inventory. Again, thisapproach will also have negative implications. First, reducing the quantity in productionbatches may decrease machine and worker productivity, and there is also a greater risk ofstock-outs that could lead to customer dissatisfaction.Work in process: Inventory could also be reduced by decreasing the amount of time thatmaterials spend in work in process. Psycho Sports could accomplish this by gaining a betterunderstanding of its machine production capacity, and then adopting JIT methods along with aKanban control system. Each of these would vastly decrease unnecessary work in progress.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual138© Nigel Slack, Stuart Chambers & Robert Johnston 2007It is difficult to recommend a specific course of action to reduce inventory with the limitedinformation available, in this case. However, it is certain that Psycho Sports will most likely haveto focus on more than one type of inventory. To begin with, the company should put most oftheir attention on their finished goods. This section accounts for nearly half of the availableinventory and it is under their direct control. Slight reductions in this inventory will havesignificant effects on the company as a whole. Also, Psycho Sports should look to decrease theorder quantities required by their suppliers to decrease raw materials inventory. Any action citedabove that is taken, however, must be closely monitored since they all have associated negativeaspects (described in the preceding text). Psycho Sports must make sure that they are notsolving a problem by causing a bigger one. The costs of reducing inventory (especially in anuncertain market) may be greater than the benefits.Exercise 6The exercise would have highlighted the lumpy nature of the schedules produced by the MRPsystem. Smoother schedules could be created by producing the same quantities each week,and arranging supplies accordingly – some of the elements of JIT outlined in the preceding text.Production may be smoothened by combining the MRP system with some of the principles ofOPT (optimized production technology). The MRP system has several limitations, one of whichis that lead times and batch sizes are fixed for simplicity. In reality, however, this is not the case,and companies could exercise considerable flexibility in varying these parameters. Also,unexpected events (such as breakdowns) may change the whole production priorities. The OPTsystem takes into account these needs and potential bottlenecks to determine schedules. In thiscase, for example, it is obvious that the bat cannot be assembled until the subassemblies arecomplete. Attention must be focused on bottlenecks to ensure that these operations are givenpriority (e.g. for maintenance) since the entire production output revolves around them. Quitesimply, the two systems, MRP and OPT, working together could vastly smoothen production.After completing these exercises, Peter should have a very good understanding of the PsychoSports production system. More importantly, however, he will have a better understanding ofthe complexity involved with such a system. The issues and problems he uncovered whileworking through these exercises will prove to be valuable lessons. So, even if Peter does notunderstand the process completely, these exercises will certainly have increased hisappreciation of the value of a properly working MRP system.Appendix A: Single level bills of material

Part Number: 5654Description: High resolution batLevel: 0Level Part number Description Quantity1 0499 Handle assembly 11 7754 Shaft 11 0955 Connector 11 9110 Nail 41 8744 Rivet 41 0772 Face assembly 1Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual139© Nigel Slack, Stuart Chambers & Robert Johnston 2007Part Number: 0499Description: Handle assemblyLevel: 1Level Part number Description Quantity2 1821 Handle 12 9110 Nail 2Part Number: 0772Description: Face assemblyLevel: 1Level Part number Description Quantity2 6511 Rubber face 22 2547 Wooden inner 12 0955 Foam panel 2Appendix B: Indented bill of materials for complete productLevel Part Number Description Quantity0 5654 High resolution bat 1. 1 0499 Handle assembly 1. . 2 1821 Handle 1. . 2 9110 Nail 2. 1 7754 Shaft 1. 1 0955 Connector 1. 1 9110 Nail 4. 1 8744 Rivet 4. 1 0772 Face assembly 1. . 2 6511 Rubber face 2. . 2 2547 Wooden inner 1. . 2 0955 Foam panel 2Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual140© Nigel Slack, Stuart Chambers & Robert Johnston 2007Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual141© Nigel Slack, Stuart Chambers & Robert Johnston 2007Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual142© Nigel Slack, Stuart Chambers & Robert Johnston 2007Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual143© Nigel Slack, Stuart Chambers & Robert Johnston 2007

Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual144© Nigel Slack, Stuart Chambers & Robert Johnston 2007Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual145© Nigel Slack, Stuart Chambers & Robert Johnston 2007Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual146© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short casesThe life and times of a chicken salad sandwich Part II1. Why do you think that integrating an ERP system with those of suppliers andcustomers is so difficult?Integrating an ERP system with those of suppliers and customers is difficult for two reasons.First, assuming that suppliers’ and customers’ ERP systems are relatively stable, they will allhave marginal differences that have been built into the systems to make them appropriate foreach individual business. Furthermore, they are all unlikely to have software supplied by thesame company. SAP may be the largest company supplying ERP software, but there are manyothers too. Also, each individual ERP system will be of a different level of sophistication. Somecompanies may have relatively old systems, whereas others may have state-of-the-art systems.The software that manages the interface between these systems can be extremely complex andexpensive. Second, the assumption that each company’s ERP systems are stable is rarely thecase in practice. As the sandwich company admits, because companies are implementing theirown new systems, integrating with a network of companies is like trying to hit a moving target.Therefore, integration must cope with the future plans for systems investment of all companiesin the network and be sufficiently flexible to cope with at least some of the changes not yetplanned.147© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 15
Lean operations and JITTeaching guideIntroductionAgain, this is a topic with an important, but not always obvious, message. This underlyingmessage concerns the link between an organization’s general ‘approach’ to how it thinks aboutoperations management and what it actually does in practice. In teaching JIT it is relatively easyto make this linkage. In other words, a company’s philosophy of operations (if it has one) reallydoes have an impact on what it does. If it has a high tolerance of in-process inventory, it willfind it difficult to identify where improvement should be taking place. If it does not value thecontribution, which everyone throughout the operation can make to improvement, it will neverrelease the full potential within its workforce. If it values high utilization above fast throughputtime, it will not understand the real underlying costs of its operations processes. This is animportant message and fortunately there are plenty of opportunities while teaching JIT tocontinually reinforce this message.Key teaching objectives� To distinguish between the different contributions of JIT to operations managementgenerally (it is a philosophy, it is a set of techniques, it is a way of planning and controllingmovement through processes)� To get students to understand the benefits of low between-stage inventory in spite of its
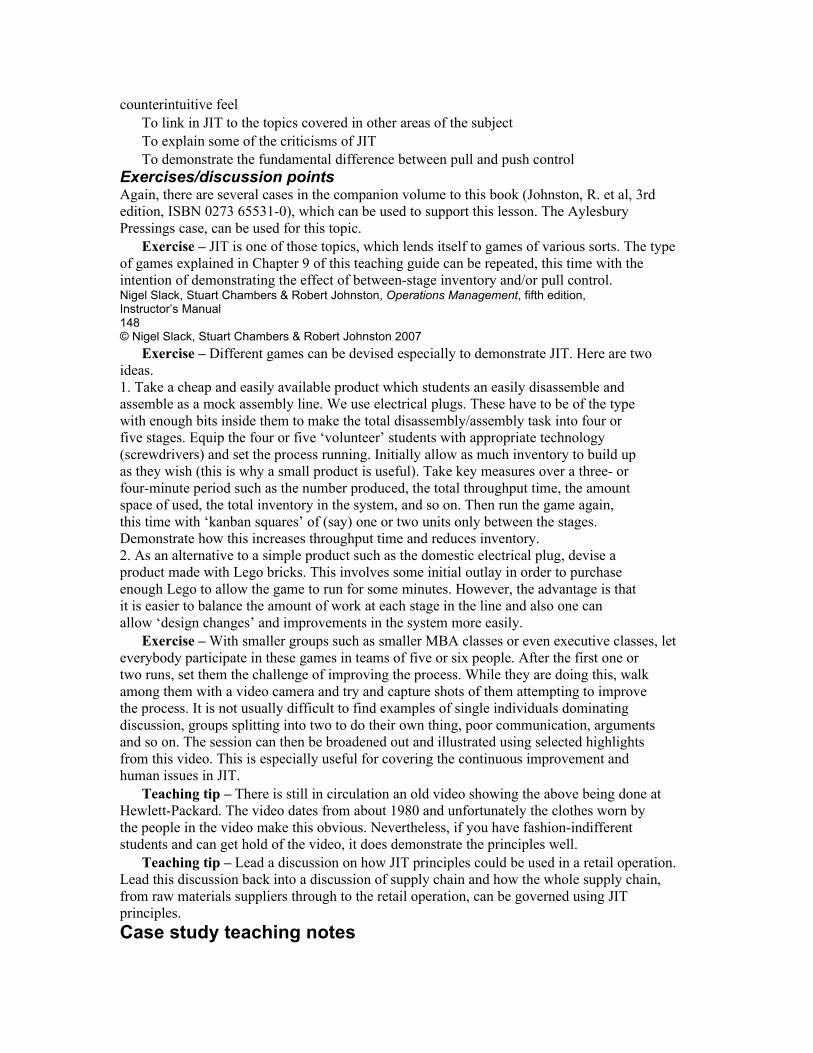
counterintuitive feel� To link in JIT to the topics covered in other areas of the subject� To explain some of the criticisms of JIT� To demonstrate the fundamental difference between pull and push controlExercises/discussion pointsAgain, there are several cases in the companion volume to this book (Johnston, R. et al, 3rdedition, ISBN 0273 65531-0), which can be used to support this lesson. The AylesburyPressings case, can be used for this topic.� Exercise – JIT is one of those topics, which lends itself to games of various sorts. The typeof games explained in Chapter 9 of this teaching guide can be repeated, this time with theintention of demonstrating the effect of between-stage inventory and/or pull control.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual148© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Exercise – Different games can be devised especially to demonstrate JIT. Here are twoideas.1. Take a cheap and easily available product which students an easily disassemble andassemble as a mock assembly line. We use electrical plugs. These have to be of the typewith enough bits inside them to make the total disassembly/assembly task into four orfive stages. Equip the four or five ‘volunteer’ students with appropriate technology(screwdrivers) and set the process running. Initially allow as much inventory to build upas they wish (this is why a small product is useful). Take key measures over a three- orfour-minute period such as the number produced, the total throughput time, the amountspace of used, the total inventory in the system, and so on. Then run the game again,this time with ‘kanban squares’ of (say) one or two units only between the stages.Demonstrate how this increases throughput time and reduces inventory.2. As an alternative to a simple product such as the domestic electrical plug, devise aproduct made with Lego bricks. This involves some initial outlay in order to purchaseenough Lego to allow the game to run for some minutes. However, the advantage is thatit is easier to balance the amount of work at each stage in the line and also one canallow ‘design changes’ and improvements in the system more easily.� Exercise – With smaller groups such as smaller MBA classes or even executive classes, leteverybody participate in these games in teams of five or six people. After the first one ortwo runs, set them the challenge of improving the process. While they are doing this, walkamong them with a video camera and try and capture shots of them attempting to improvethe process. It is not usually difficult to find examples of single individuals dominatingdiscussion, groups splitting into two to do their own thing, poor communication, argumentsand so on. The session can then be broadened out and illustrated using selected highlightsfrom this video. This is especially useful for covering the continuous improvement andhuman issues in JIT.� Teaching tip – There is still in circulation an old video showing the above being done atHewlett-Packard. The video dates from about 1980 and unfortunately the clothes worn bythe people in the video make this obvious. Nevertheless, if you have fashion-indifferentstudents and can get hold of the video, it does demonstrate the principles well.� Teaching tip – Lead a discussion on how JIT principles could be used in a retail operation.Lead this discussion back into a discussion of supply chain and how the whole supply chain,from raw materials suppliers through to the retail operation, can be governed using JITprinciples.
Case study teaching notes

Boys and Boden (B&B)Boys and Boden (B&B) is a small, independent building materials merchant which alsoundertakes the production of specialist, bespoke joinery items such as windows, doors andstaircases for local and regional customers. The newly appointed General Manager isconsidering whether the production of staircases would be improved by the creation of a‘staircase cell’ run on JIT principles. He learnt about these manufacturing approaches in hisMBA Operations Management course, but in the context of high volume, repetitiveNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual149© Nigel Slack, Stuart Chambers & Robert Johnston 2007manufacture; a very different environment from the ‘one-offs’ situation at B&B. He aspires tonot only improve delivery reliability, but also to regain control of costs, in order to restoreprofitability. It may also be possible to reduce the lead time (the case suggests that six weeks isneeded for a special staircase), providing a further potential competitive advantage.Some notes on the Boys and Boden case1. Can the philosophies and techniques of JIT be applied to the running of a staircasecell?Most students will be familiar with the general appearance and design of a typical staircase. Themain components are:� Strings (the two long sides of the flight)� Treads (what you stand on)� Risers (blank off the back of the treads)� Newels (the posts that hold the handrails)� Handrails (what you hold on to)� Spindles (fill in the sides between the handrail and the strings)� Other small parts such as wedges, joining blocks, infill pieces.Standard staircases are produced by specialist manufacturers in large quantities, using standardsoftwood timber, and at very low cost; they are made to stock, for immediate ex-stock delivery.In contrast, B&B make bespoke (special) staircases; the size, shape and materials vary widelyfrom order to order. Normally, no two staircases are exactly the same, although they often onlydiffer in their dimensions or type of timber (e.g. oak, pine).At the date of the case, B&B produced staircases in a general-purpose jobbing process (Chapter4), mixed with a wide range of other special products (doors, door frames, windows, etc.).Staircases are usually large and cumbersome, getting in the way of the flow of other smallerproducts (the case refers to ‘… joiners almost climbing over each other to do their work’).Although every qualified joiner (carpenter) had been trained to make a wide range of products,in practice, the less experienced ones were slow with unfamiliar work, simply because of thelack of repetition, and often failed to complete their work within the estimated times. In contrast,Dean (the General Manager) had already found that the ‘door expert’ who specialized in specialdoors, kept to the estimated times. So it seems that the learning curve applies even in a jobbingenvironment.As shown in Figure15.14, and described in the chapter, ‘simple product structures which haveroutings with high repeatability are prime candidates for pull control’. Staircases certainly meetboth these criteria; the product structure is really only a simple three level BOM (timber,component, final assembly). The routing is standard for all stairs as described in the case.The high product variety ensures that batch production would not be feasible, so the existingjobbing process is conducted one order at a time, akin to ‘batch of one’. Because volumes arelow, there has been little need for the division of labour; each joiner completes a wholestaircase, but using the general-purpose machines (process layout) which are also needed forall other products. As Dean had noticed, this resulted in long process routes and interferencebetween the processing of different products … that is, waste.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual150
© Nigel Slack, Stuart Chambers & Robert Johnston 2007Thus, although this is an unusual context for the application of JIT and cellular manufacturing, itdoes have many of the suggested prerequisites. Looking at the philosophy of JIT,‘JIT aims to meet demand instantaneously, with perfect quality and no waste’The fuller definition includes:� improving productivity,� eliminating waste,� delivery of the parts at the right quality, right time, right place,� minimum use of facilities, equipment, materials, human resources,� employee involvement,� teamwork,� simplification.These elements of the philosophy of JIT are generally consistent with Dean’s requirements forthe new system. But its commercial feasibility will be dependent on gaining sufficient extravolume for the cell to be viable as a team-based operation with some division of labour, and withdedicated machinery and facilities. To an extent, therefore, it is a strategic investment withlonger-term potential benefits.The main objectives of the system would be to:� increase capacity,� reduce lead time significantly (including the provision of quotations),� maintain or improve quality,� reduce costs,� create a simplified work flow,� reduce/eliminate non-value-added activities,� develop a team culture for continuous improvement,� create a relatively autonomous business unit.Turning to the techniques of JIT, students will usually quickly appreciate that not all will apply tothe proposed staircase cell. Taking each in turn:JIT technique Applicability to staircase cellBasic working practices All elements can be applied usefullyDesign for manufacture Only a limited opportunity to use (details only)Operations focus Very relevant; basis of learning and competenceNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual151© Nigel Slack, Stuart Chambers & Robert Johnston 2007Small, simple machines Yes, but only using existing types of machineLayout and flow Main basis of the development: cell-based layoutTotal productive maintenance Important, but not yet considered by DeanSet-up reduction Set-ups not considered as element of tasksTotal people involvement Important element linked to the philosophyVisibility All very relevant and applicableJIT supply JIT component manufacture part of systemIn conclusion, most of the prerequisites for implementation of the philosophies and techniquesof JIT do (surprisingly) apply to the staircase cell. However, the main requirement to make itviable is extra volume, which could be generated by customers being increasingly satisfied withthe price, quality and delivery performance of B&B’s staircase operation.2. Costs and benefits of establishing the cell, including non-financial.The case does not provide any actual costs or forecasts related to this development. In practice,only a few could realistically be determined in advance. In particular, the benefits were of aqualitative nature, underpinned by the strategic intent outlined above. The benefits are allpotential ones, dependent on the successful management of the implementation.COSTS BENEFITSFINANCIAL � moving of equipment� duplicated equipment
� training� dedicated support infrastructure� increased productivity� reduced waste (rework, scrap)� increased orders/capacity� better flow for other productsNONFINANCIAL� disruption during change� managers distracted� reduced employee flexibility� personal (Dean) risk of failure� vehicle for change� employee development� better identify market potential� continuous improvement3. How and when should Dean sell his idea to the Joinery Manager and to the workers?Students may wish to debate different views on this. Some will argue that it is best for Dean tohave a fully worked-out and costed plan, which he would announce to the manager and workerssequentially on the same day, just prior to implementation. This would signal that no dissentwas welcomed, and that the change was non-negotiable. It would only directly affect a few ofthe joiners, and those would be asked to volunteer for positions in the new cell.Others would argue that this could provoke negative reactions from the manager and staff alike.Most would conclude that the manager should be involved in the feasibility analysis from quiteearly on. At the very least, there will be technical issues requiring early resolution (e.g. whattype of machines should be used and/or purchased?). Others will argue that there are alsosimilar advantages in involving the joiners from an early stage too, and this can help break downany resistance to change. Either way, most people will not have heard of cellular layout and willNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual152© Nigel Slack, Stuart Chambers & Robert Johnston 2007have distorted views about the meaning and applicability of JIT. These may be best addressedby an educational process (case studies, videos, games).It is quite apparent that the introduction of the staircase cell will radically alter employees’working life and individual job designs. It is natural (and hence should be anticipated) thatpeople will exaggerate the negative aspects, and underestimate the positive aspects. If theseare not addressed, the cell is virtually destined to fail. In the end, Dean will have to use the verybest of his interpersonal and analytical skills to win support at all levels. Early success inimplementation will be vital.4. Comparison of the work in the staircase cell and in the main Joinery Department.The main Joinery Department is a jobbing process, employing about ten skilled ‘jobbers’, whohave extremely wide skills, and a very high degree of autonomy to plan and control their work.They usually work independently, and are fully accountable for the quality of their outputs.Because they share key equipment and work space, they have to be adept at working out ofsequence when certain machines are already in use. They are accustomed to carrying materialsaround the department (Dean recorded 5 km per day!) and using the full range of equipment.They experience an enormous variety of products, materials and finishes. The link to estimatingappears to be weak, since many jobs exceed their estimated times and costs.In comparison, the staircase cell would employ a smaller number of joiners, working as a team.Their skills and experience could vary, since the potential division of labour would make itpossible for at least one to concentrate on assembly and any other lower-skill tasks. The team(rather than the individual) would have responsibility and relative autonomy to plan and controltheir work. There would be a fixed working sequence, fixed quality control procedures, andample (excess) capacity at each workstation. Material would flow in a fixed sequence,eliminating the need for many of the long carries. Task variety would be much lower, and the

differences between orders often being simply variations in some dimensions and/or the type oftimber. Estimated times would be closely linked to actual times, putting pressure on the team toimprove output speed and productivity. Waste would be tightly controlled and improvementpractices should be endemic.This does not mean that the staircase cell would be unattractive to all the joiners. Some mightsee it as an advantage in terms of:� working in a team,� good learning environment,� developing deeper, specialized skills,� existing work too complex and demanding.5. Cultural change through differentiation of working environment and provision ofwork-wear.Students will be quick to recognize the symbolism of such approaches, and may feel that thiswill contribute to team identity and the clear formation of a separate identity. Many companieshave found benefits in this way.In the case of B&B, it is important that Dean ensures that the attitudes of all the joiners arefavourable. It is quite common for new groups formed by the management to be perceived as‘management’s pets’, leading to tribal-style behaviour. This can include ostracizing members ofthe tribe, name-calling, and even sabotage! The consequences can range from unhappiness tocomplete disruption.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual153© Nigel Slack, Stuart Chambers & Robert Johnston 2007If the whole workforce has ‘bought-in’ to the change, these effects are less likely, and the use ofsymbolism may assist in the smooth operation of the cell.6. Risks associated with the proposal.Most of these have been covered in Question 2 above.Perhaps the greatest risk is the failure to achieve the volume growth necessary to sustain aspecialized, sizable cell.In practice, this volume growth was achieved and the cell was a commercial success. Its furtherdevelopment is described in Boys and Boden (B) and (C) cases published in the companioncasebook Cases in Operations Management, Johnston R et al, Pearson Education.
Model answers to short casesPerkinsSketch out what you think may be the stages in a value stream map for a company likePerkins.First, Perkins must identify all the different value streams (product and component flows) thatmake up the finished product delivered to the customer. This may also include some servicestream such as installation, servicing, and so on. During this stage (as Perkins themselves makeclear) it is important to understand the flow, not just within the Perkins factories, but alsothrough suppliers, suppliers’ suppliers, and so on. The second stage would be to identify theexact value added at each stage of the flow. Note this is different from the time taken for partsand components to flow between stages. The third stage would be to identify those parts of thevalue stream that appear to have the most potential for improvement. That is where thedifference between the time actually adding value and the time taken to flow between the stagesis at its greatest.What seem to be the advantages to Perkins of using this approach?The obvious advantage is that it identifies those areas of greatest potential improvement.However, there are more advantages than this. It also develops an analytical approach tothinking about value within the company and its suppliers. Often, identifying that value addedtime is such a small part of throughput time is an important motivation when persuading peoplethat improvement is possible. Some authorities claim that this ‘educational’ attribute of valuestream mapping is one of its most beneficial effects.
Running hot1. If the changeover between ‘passengers’ and ‘cargo’ took two hours instead of onehour, how much impact do you think it would have on the usefulness of the aircraft?The impact would be twofold. First, there would be the additional costs of employing people for2 × 2 hour changeovers as opposed to 2 × 1 hour changeovers. In other words, it would doublethe labour cost of achieving the flexibility. Second, it would cut effective capacity by at least 2hours in 24. Given that part of the 24 hours is lost to loading and unloading passengers and/orcargo, refuelling, cleaning out, maintenance and so on. The proportion of lost useful time islikely to be higher, say for example, 2 hours out of 15 or 16 useful hours. The combination ofNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual154© Nigel Slack, Stuart Chambers & Robert Johnston 2007these two effects could very well significantly reduce the flexibility of the aircraft to a point whereit was not worth the extra capital costs involved.2. For an aircraft that carries passengers all the time, what is the equivalent of set-upreduction? Why might it be important?For a passenger only aircraft, the equivalent of set-up is the time taken to unload passengers atthe end of a journey, clean out and restock the plane, and load up the next set of passengers.Low cost airlines in particular have been reducing this ‘turn round’ or set-up time, often to underhalf an hour. It is important because, like with the QC aircraft, it allows the aircraft to be utilizedat a higher level. This means that they can carry more paying passengers, which in turn meansthat the capital cost of the aircraft can be recouped faster.A mobile parts hospital?1. Manufacturing parts through the process described above is many times moreexpensive than using conventional technologies in a factory. How would you goabout evaluating the advantages and disadvantages of using MPH units instead ofholding stocks of spare parts?The two issues here are speed and mobility, not cost. When the effective ‘cost’ of not having apart or a service is very high (such as in the mobile army surgical hospitals) the actual cost ofproviding that part or service often becomes almost insignificant. In the middle of a battle abroken down tank or truck is of little effective use. Considerations of cost at that moment do notrank very high. It is far more important to effect a repair quickly. This could be done by stockingspare parts. However, especially in complex equipment, stocking spare parts for every singlepart that could break would be difficult to achieve operationally. Even if (say) a spare parts kitcould be organized it would need to be moved around with the piece of equipment it wassupporting. This would inevitably reduce the mobility of that equipment, again, something thatwould render it less effective when in use.155© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 16
Project planning and controlTeaching guideIntroductionProject management is a relatively easy topic to teach. With only a little explanation moststudents can recognise it as something that they do themselves (even if they did not understandthat they did it) and that clearly has relevance in all types of operation. The dilemma is not somuch about how to make it relevant but about how to manage the two ‘halves’ of projectmanagement. The first half is the qualitative aspect of project management, which deals withsuch things as project environment, project objectives, managing the people within projects,understanding what can go wrong and so on. The second half is the way we use models (usuallynetwork models) to help with the project planning and control process. Most of us who havemanaged projects know that the first half, which deals with the qualitative aspects is by far the

more important. Yet the quantitative side of the subject is in some ways easier to teach.Undergraduates especially find the qualitative aspects difficult because they have relatively littleexperience on which to base their discussions. Even with more experienced students such asMBAs, a purely qualitative approach can become unstructured. What we tend to do is to start byintroducing the nature of projects and project management and then relatively quickly get intonetwork planning in a (very simple) quantitative sense. This allows us to get into the qualitativeelements later. Especially if exercises can be set where the network diagram indicates some sortof qualitative problem, working from the model to a more generic discussion can work well.Key teaching objectives� To point out the ubiquitous nature of project management in everyday life as well as inoperations management� To provide an understanding of how projects are always different from each other in someway or other� To introduce the overall stages involved in project planning and control� To provide a basic understanding of network planning techniques, together with theassociated mathematical manipulations.Exercises/discussion points� Exercise – Get students to identify major projects that have failed and have been describedin the press. Get them to identify what aspects of project management appear to have gonewrong.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual156© Nigel Slack, Stuart Chambers & Robert Johnston 2007A c t i v i t yA c t i v i t y aA c t i v i t y bA c t i v i t y cA c t i v i t y dA c t i v i t y eA c t i v i t y fA c t i v i t y gIm m e d ia t ep r e d e c e s s o rN o n eN o n ebcfca , d , e� Teaching tip – Explaining the basic idea behind network planning is often the biggesthurdle for students. It is one of those ideas that, when they understand it, is perfectlystraightforward and clear. However, until that point arrives they can be very confused. Weuse a simple example to introduce the idea of a network model. The details of the project inthe example are not particularly important, but just understanding the three basic pieces ofinformation for any network diagram is important. These three basic pieces of informationare:� The activities which the project consists of� The time estimate for each of these activities� The relationship between the activities (usually best illustrated by the idea of the‘immediate predecessor’).

� All this information is shown in the simple example in the table. Try working fromactivities a and b (no immediate predecessor) onward for the first few activities.� Teaching tip – For some students, the idea of representing the relationships betweenactivities as a network is not immediately obvious. One way of demonstrating this is todraw a simple network diagram on several OHP transparency sheets, but with each activityon a separate sheet. Show the details of the project as has been done below.Then build up the relationships between the activities by placing each layer of transparency,starting with activity a, then b and so on.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual157© Nigel Slack, Stuart Chambers & Robert Johnston 2007abcdfeg
Eventually the (rather confusing) figure will look as shown below.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual158© Nigel Slack, Stuart Chambers & Robert Johnston 2007abcdfeg
Eventually, when (in this case) activity g is reached, it will become clear that the arrows need tobe extended to keep the logic, as shown below.Explain that simply by drawing the arrows in a slightly different way, the diagram can show thesame relationships in a more ordered manner. Then align the transparencies to show the orderedversion of the network diagram, as shown next.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual159© Nigel Slack, Stuart Chambers & Robert Johnston 2007acgb dfe
Case study teaching noteUnited Photonics Malaysia Sdn BhdThe United Photonics Corporation is a US-based company that manufactures lenses andprecision instruments. It has a reputation for technical excellence and its products are reputed tobe amongst the most technically advanced products in the global market. Recently, theinstrumentation side of the company has grown faster than the lens manufacturing part of thecompany and now dominates sales.The case is set in the Malaysian facility of the United Photonics Corporation. This is located justoutside Kuala Lumpur (KL) in Malaysia. Starting by manufacturing sub-assemblies for itsAmerican instrumentation parent, it soon developed a laboratory for the modification of UnitedPhotonics' products for customers throughout the Asian region. In a short time, the Malaysianfacility has developed a reputation within the company for technical expertise and enthusiasm.

In particular, the case focuses on the Laz-skan project that was developed by T. S. Lim’scustomer service unit team in KL. It is an optical metrology device that, although complex, isseen as having significant market potential. T. S. Lim was given a three-month period in whichto overcome any fundamental technical problems, assess the feasibility of the project and planthe developmental task that would lead to the prototype stage. The case contains details of theproject and includes a list of all the activities and a network diagram. Although the main boardof United Photonics was enthusiastic about the project, it did have some concerns regardingboth the management and the feasibility of the project.This case can be used either to bring out issues of project management, or alternatively it can beused in the part of the course that treats new product and service development (we use it forboth purposes). We will assume in this teaching note that it is to be used to demonstrate someprinciples of project management.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual160© Nigel Slack, Stuart Chambers & Robert Johnston 2007Unlike most of the cases in this text, it is difficult to use this one as a general introduction toproject management. Because the case depends on an understanding of network planning, it willbe difficult to discuss some of the problems within the project unless students are able tointerpret the project network. Therefore, it is recommended that this case be used after (at least)the fundamentals of network planning have been covered.Within the case, the network technique used is a version of the ‘project evaluation and reviewtechnique’ (PERT). This uses optimistic and pessimistic time estimates to give an idea of theinherent risks in various parts of the project. We have found that (surprisingly) one need nothave covered this issue prior to the case. Although it is very important to understand the natureof network planning, it is not strictly necessary for students to fully understand probabilistictime estimates. In fact, this case can be used to demonstrate the value of this statement.Also, because there is some detail in this case, it is better if it can be tackled in groups prior tothe debriefing rather than it being analyzed by students individually. However, althoughindividual analysis may miss out some of the case’s richness, it is still possible to use the case inthis way.Notes on questionsQuestion 1 – Who do you think should manage the Laz-skan development project?There is obviously no definitive answer to this question. What is important is that the class getsa chance to debate the criteria that can be used to choose a project leader. First, ask the classto suggest criteria that can be used to select a project leader. This can lead to many differentsuggestions; the most common are shown below.� Technical competence� Enthusiasm and commitment to the project� Organizational influence� Project management skills and/or experience� The ability to devote time to managing the project� The location of the individualIt is then useful to ask the students who the candidates might be. Obviously, this is going to belimited by the individuals who have been mentioned in the case. These are as follows:T. S. Lim, whose idea the Laz-skan project originally wasAnuar Kamaruddin, the CEO of the Malaysian facilityBob Brierly, the Vice-President of developmentHalim Ramly, the Asian marketing Vice-PresidentGeorge Hudson, Head of Instrument DevelopmentNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual161

© Nigel Slack, Stuart Chambers & Robert Johnston 2007Students may suggest bringing in an outside professional as project manager as an alternativeto any of these.Draw up a matrix on the board with the criteria as one dimension and the various candidates asthe other. Mark the characteristics of each candidate using each criterion and using some kindof simple scale. We use a 0-, 1-, 2- or 3-star rating system. The purpose of this is to generate adebate about which characteristics are important for project management. Try to guidediscussion towards what is important for this particular project. In fact, this will demonstrate howdifficult the selection is. Because this is a novel project generated by a relatively small part ofthe group, technical competence and enthusiasm should rate highly. However, because it isalso a very different project to the ones that have been developed before, it may be thatorganizational influence is also very important. No single candidate has all of these qualities. Inthe end most students come round to the conclusion that T. S. Lim should be appointed asproject manager but with very strict reporting relationship to someone else, such as Bob Brierly.Question 2 – What are the major dangers and difficulties that will be faced by thedevelopment team as they manage the project towards its completion?There are several issues that can emerge from discussing this question. Some of these relate togeneral managerial issues while others relate to the nature of the project specifically.General managerial issuesThe first danger is related to the previous question, namely, that there are insufficientlydeveloped project management skills deployed on the project. This is where the relationshipbetween Lim and whoever is supervising him becomes vital. The other general issues includethe following.Outsourcing some components – This is being done because the time for development is short.It may be that keeping development in-house, even if it means missing the Geneva show, maybe preferable. At least the point would need to be debated within the company.The general approach of Lim and his team to define the architecture of the project –Lim admits that he has not consulted widely in determining this. He believes that, although hewould have liked to consult more widely, he would have taken too much time, and anyway ‘wecan change our mind later’. This is generally true only up to a point. Very often some of thefundamental nature of the development is embedded within assumptions that are contained inthe architecture.Security and knowledge leakage – Lim recognizes this as being a danger when any part of thedevelopment is outsourced. It would be necessary to investigate how real a threat this is.How is the development of this project going to work in the context of the team’s othercommitments? This is worth debating thoroughly and is a general issue of project management.Although projects are often described in isolation, they are nearly always part of an ongoing setof other responsibilities and projects. We have no details of these, but it is worth bringing out theissue in class.Problems associated with the project specificallyMany of these can be obtained from a careful examination of the network diagram. They includethe following.The lens is a particularly risky subcomponent of the development project. Particularly the activity13–14 has an optimistic time of 9 weeks, a most likely time of 12 weeks and a pessimistic timeNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual162© Nigel Slack, Stuart Chambers & Robert Johnston 2007of 30 weeks. It is worthwhile debating T. S. Lim’s statement that he is happy that the lens is notpart of the critical path. Of course, many students will realize that, although it is not part of thedeterministic critical path, it could easily become critical if this lens activity moves close to itspessimistic estimate.The vision support system part of the project contains the critical path – It is worthwhile askingthe students how is it obvious that this contains the critical path. Those who remember theirnetwork planning will realize that where events have the same earliest and latest event time,there is no float and therefore the path must be critical. It may also be worthwhile debating
whether the project could be completed in time, assuming that the critical path remains critical.In fact, it is not entirely obvious from the case whether it can. The project starts at the end ofFebruary (say, beginning of March) 2005 and must be completed before April 2006. This allowsapproximately 1 year, that is, 52 weeks to finish the development. The total project time is 48weeks, allowing a margin of 4 or more weeks. However, in the context of a 1-year project, this isvery small. Especially given that many of the elements are relatively risky. In fact, for allpractical purposes, this project will be very difficult to complete in time for the Geneva show.The control software poses a different problem. Although this part of the project is not at all onthe critical path, and although most of the activities within it are not particularly risky comparedto others in the project, it is still a complex task. In fact, it has been noted as the most difficultpart of the project to plan and estimate. Therefore, maybe we should treat these estimatescircumspectly. However, the major issue may be that the activities within this part of the projectare new to the group and they have recruited a ‘young software engineer with some experienceof this type of work’. Two points that it would be sensible to explore in practice, and debate withthe class are, first, if he is young does he have sufficient experience to be so confident, andsecond, if there is only him with the skills, what if he leaves/gets ill/proves incompetent/is runover in a traffic accident and so on.Documentation seems relatively straightforward except that most of it is subcontracted andtherefore will be partially outside the control of the project team. It is important therefore thatthey should incorporate these subcontractors into the planning process.The display system seems to be the only part of the project that does not have potentialproblems.At this point, it is useful to guide the class towards identifying three main causes of time relatedrisk within projects. These are as follows.High levels of risk – That is, a big difference between the most likely and the pessimistic time.The lens is typical of this type of problem. It is not a complex part of the project in terms of thenumber of interrelated activities, and the risk has been clearly stated and yet it is significant.High levels of uncertainty (as opposed to risk) – The control software is a good example of this.There may, or may not, be problems in this part of the project; we simply do not know.Long activities times – This is the conventional critical path of the project. In this case the visionsupport system represents this. The problem is simply that there may not be enough time tofinish all the activities.Question 3 – What can they do about these dangers and difficulties?The general managerial issues discussed previously are all worth debating in the class. However,it is as well not to spend much time on this because the discussion can become unfocused, andsome of the issues are not strictly associated with project management as such.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual163© Nigel Slack, Stuart Chambers & Robert Johnston 2007More interesting is to debate with the class the specific project-related problems. Write on theboard three headings, risk, uncertainty and shortage of time, in the way they have been definedpreviously in this teaching note, and ask for possible solutions for each of these genericproblems.Risk is (the lens) is probably the most difficult to deal with. Possibly the only solution (apart frommaking sure that the Photonics lens division really does understand the importance of thisdevelopment) is to subcontract some lens manufacture in parallel with also doing it in-house.There is probably little point in simply subcontracting the job and not doing it in-house, becausePhotonics are supposed to be one of the leading companies in the world at this activity.However, this is a very expensive option.Uncertainty is a more common problem (in this case it is the control software) and mostsolutions to the problem involve adequate control. It is particularly important where there is sucha high degree of uncertainty in a project that control mechanisms and control points(milestones) are fully integrated into the project management activity so that any indication ofunforeseen problems emerging can immediately be detected.A long critical path (the vision support system) is a more straightforward issue. Conventionally,
this is tackled by accelerating (sometimes called crashing) activities that are on the critical path.At this point, it is worth discussing with the class how to prioritize different accelerationopportunities. Most will soon understand that there is no point in accelerating any activity initiallythat is not on the critical path. However, eventually the critical path could be shortened to thepoint where another path becomes equally critical. After this any further reduction in the projecttime requires acceleration on both these paths and so on. Ask the class to identify the activitiesin Table 16.4 that are on the critical path. In fact, only two activities (5–6 and 33–34) lie on thecritical path. Between them these can shorten the project path by 6 weeks.
Model answers to short casesThe Workhouse at The National Trust1. Who do you think would be the main stakeholders for the Workhouse project? Howmight not involving them damage the project? How would involving them benefit theproject?The National Trust is a not-for-profit organization that has multiple objectives. Therefore it islikely to have many different stakeholder groups, each with their own concerns and agenda.Stakeholders in a project such as this are likely to include the following.� The various bodies that are funding the project. These are likely to be different parts ofnational government or bodies set up by national government. (In this case the body thatdistributes funds from the National Lottery, charitable trusts who give money for restorationprojects such as this and other funding bodies.)� Planning authorities who would have to approve the change in use of the building and copewith any knock-on effects from a new visitor attraction in the area.� Other organizations which would be affected by the visitors the project would attract, forexample, the police force to deal with extra traffic, the road authorities to considermodifications to busy junctions in the roads and so on.� Local landowners whose property is located close to the new attraction (their privacy couldbe affected).Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual164© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Local businesses who might be affected, some positively if the attraction brings in moretrade, others negatively if it draws visitors away from existing attractions.� Local community groups who represent the interests of the local population.� Historical groups who have an interest in contributing to and learning from historical siterenovation.� Suppliers of materials who will be asked to supply authentic period materials for renovationpurposes.� The staff working on the renovation and the volunteers who will staff the attraction when it iscompleted.Not involving such people might lead to them being hostile to the project at some stage or evenbeing able to delay the project legally if they are not consulted. It could certainly damage localgoodwill if local organizations are not involved. The benefits of including such stakeholders arenot just the absence of any negative impact. For example, the box cites an example of how localpeople contributed to the understanding of the historical context of the project, also how workersat the site became amateur archaeologists to help develop the project.Popping the Millau corkWhat factors made the Millau bridge a particularly complex project?First of all, the sheer scale of the project made it complex. Second, it was a public project withsignificant public funding and therefore both popular and political attention focussed on it. Third,with any outdoor project of this kind, the weather and its unpredictability can have a significanteffect on how the project is managed in detail. More than anything, the project used pioneeringmethods of construction. Usually, ‘pioneering’ means uncertain and risky.What factors contributed to uncertainty in the project and how might these factors havebeen dealt with?
Some factors of uncertainty are described above. The political uncertainty would need verycareful stakeholder management, as would relationships with local communities. Weatherrelateduncertainty is more difficult to cope with but weather forecasts will play a large part inproject planning. The main method of dealing with the uncertainty around the pioneeringconstruction methods would involve both pilot testing and the establishing of detailedcontingency plans.Why was the rigour et convivialité regarded as being so important to the success of theproject?Such an approach would have been particularly useful because of the disparate nature of theworkforce and the fact that it was in place for a long period. It also enabled the very large site tobe divided into more manageable units with the staff being able to feel part of a relatively smallteam. Certainly, any construction project of this type, where industrial relations are poor, is veryunlikely to finish on time or on budget.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual165© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Virtual project management1. Why do you think a realistic picture of a completed project helps the process ofproject management?Most projects of a large and/or complicated nature have a number of important issues that mustbe resolved. Unfortunately, involving one issue often has an impact on the others. This makespredicting the consequences of small changes to the project very difficult. Visualization helps tounderstand some of these interactions. So, for example, if changes are made to the accesshatches to part of an oil rig, a visualization could show whether this would seriously impair theability of maintenance engineers to reach different parts of the rig. Furthermore, several expertscan simultaneously view visualizations such as that shown in the illustration. This increases thechances of problems being spotted and also may help the brainstorming process which maydeliver a solution to problems.2. Why are such visualizations becoming more important?First, many projects are getting more complex. Thus, visualization helps to manage suchcomplexity. Second, increasing computer power allows for more sophisticated visualization.Many of the simulations and visualizations, which are now becoming commonplace in projectmanagement, were just not technically feasible until very recently.166© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 17
Quality planning and controlTeaching guideIntroductionStatistical process control (SPC) and acceptance sampling are both very important techniquesbut they can be dull. It is therefore useful to try to engage the students in the problems ofmanaging quality and the four steps of quality planning and control to gain 'buy-in' to the needto undertake and understand SPC and acceptance sampling.The short case at the end of this section, Calling Sue, is a great means of demonstrating thequality gaps.For the four stages, we find it helpful to begin with defining quality characteristics. Using anexample familiar to students, or from their experiences if post-experience students, ask them todefine the quality characteristics of a product and a service. Discussion about theirmeasurement, standards and how each should be controlled provides a great deal of rich debate.Key teaching objectives� To demonstrate the importance of planning and controlling quality and experience the realproblems faced in defining measuring and controlling quality characteristics
� To provide hands-on experience of planning and controlling quality� To convince students of the importance of SPC and acceptance sampling� To introduce the four key ideas in the chapter:� Quality is consistent conformance to customers’ expectations.� Poor quality as perceived by the customer results from one of or a combination of thefour quality gaps.� Quality planning and control involves defining the quality characteristics, deciding howto measure each characteristic, setting quality standards and controlling against thosestandards.� SPC and acceptance sampling are important techniques for controlling quality.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual167© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Exercises/discussion pointsThere are several cases in the companion volume to this book (Johnston, R. et al, 3rd edition,ISBN 0273 65531-0) which can be used to support this lesson. The Valley District CouncilCleansing case can be used for this topic.� Exercise – It is particularly important that students come to understand the nature ofvariation in process performance and how it can affect quality. We have found the best wayto do this is to devise games to demonstrate the choices that need to be made when dealingwith variability. Fortunately, it is not difficult to devise games of this sort. Here are twooptions.� Game 1 – Find some easily available product that contains pieces, supposedly of thesame size. We use the small wooden blocks that are used in some children’s buildingsets and games. Instruct groups of students to measure successive blocks using a micromeasuring device (available at specialist and hardware stores). Get them to plot on anSPC chart the variation in the size of the blocks and from that calculate the central andcontrol limits for mean and range.� Game 2 – Do something similar but select an Internet search site such as one thatsearches for cheap flights or hotel accommodation. Get the students to time the variancein response time and calculate limits as before. The advantage of this approach is thatone can ask students to sample from the same site at different times to check whetherthe process is getting ‘out of control’.� Game 3 – Use a short case study (an appropriate one is shown at the end of this section)and ask the students to draw process charts. Then show them new data period by periodand ask them to tell you when the process is out of control.� Teaching tip – Use the Torres and Walkers illustrations to identify quality characteristics.Ask students to select other products and services and define the characteristics and identifywhat they think will be the problems in achieving them.� Teaching tip – After the Surgical Statistics example, ask what other processes have to be100% effective (but like all processes will never be so) for example nuclear power, surgeryand water quality. Discuss how organizations try to minimize errors.� Teaching tip – Off-air video clips are particularly useful for teaching quality. For example,any short piece of video that simply shows an operation in practice. Retail organizations,hospitals, trucking companies and so on are all shown frequently on air. Alternatively,select a ‘business’ programme that may have more in-depth pieces. Show the video tostudents and ask them to define what quality would mean for such an operation.� Teaching tip – Organize a debate between groups of students, some of whom have todefend the proposition that ‘McDonalds is a high-quality organization’. And others who

have to defend the proposition that ‘(a convenient local high-class restaurant) is a highqualityorganization’. Lead a debate about how the nature of quality differs between thesetwo organizations.� Exercise – SPC case – AEB Mortgage ServicesNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual168© Nigel Slack, Stuart Chambers & Robert Johnston 2007Try the following case …….'It is quite difficult to know exactly how long operators should be spending on each call.Sometimes a client really does need detailed advice or reassurance, at other times the call couldbe dealt with very quickly indeed. There’s a minimum amount of time just to go through thecourtesies. But there’s also an upper limit. No matter how complex the call, our systems shouldbe able to cope with it within a set time limit. My main concern is that we really do not knowhow much we should expect calls to vary.' (Duncan Hindes, Mortgage Services Manager, AIB)Duncan was speaking in early 1997 just after AIB had made a considerable investment in itsnew call centre information technology project. The new system had been ‘up and running’ forseveral weeks now and was generating considerable amounts of data. All of this data wasmonitored and stored, but Duncan felt that he should be making more use of the information.The average length of phone calls was a particular concern to him. He had a suspicion that thecalls were varying too much and that operators should be able to control even the longer calls.He also felt that it should be possible, at the same level of service quality, to get the average calltime down under two-and-a-half minutes (it was a little above this at the moment).'If operators spend too little time with clients we can lose both valuable opportunities to collectimportant information from them, make them feel ‘dismissed’, and sometimes waste anopportunity to sell them further services. On the other hand if operators spend too much time weare obviously reducing the effective capacity of our unit and wasting valuable operator time.'(Duncan Hindes)Duncan decided that he could exploit the data monitoring system in the call centre to chart theaverage call length, and its variability, over time. As a first attempt to do this, he used thesystem to sample six conversations at random every hour. He then requested the system tocalculate the average length of call for the sample and the range of call lengths (the differencebetween the longest and the shortest call in the sample) for each sample. This data is shown inExhibit 1.'I’m not sure what this tells us. Certainly there is more variation in the length of call than Iwould have expected, but I am not sure what we can do to reduce this.' (Duncan Hindes)Duncan was convinced that he could take actions that would both speed up the process andreduce the variability of the length of calls. Several options were open to him. He could easilyget the new IT system to reinforce the idea of the ‘target call length’ in the operators’ minds byputting reminders on the screen when the calls exceeded a certain length of time. He could evenreinforce the bonus system to put greater emphasis on the number of calls handled by each cellper week (currently, the payment system gave a small bonus related to both productivity andquality). More controversially, he could put pressure on the operators to make better use of thenew IT system. Although the new system was much more sophisticated than the old, operatorsoften reverted to using the old system (which was still online) because they were familiar with itand made fewer mistakes. Finally, he could increase the emphasis on the degree of monitoringcarried out by the supervisors. The new system could allow supervisors to sample average calllengths for each operator and flash up warning messages when average call times got above acertain level.'I guess what we should do now is change some of these parameters to try and reduce thevariability of calls. Personally, I am in favour of using all four options. In particular we could
easily get the system to flash up messages to the operators if their calls exceed a certain time. Atthe same time, it is important that we move them quickly on to the new IT system. We can do thisNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual169© Nigel Slack, Stuart Chambers & Robert Johnston 2007easily simply by accelerating our existing programme of decommissioning the old system. As itis gradually taken off line, the operators will be obliged to move on to the new system.' (DuncanHindes)EXHIBIT 1Call length sampling results – 6 calls per sampleSample 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Averagecalllength2.551.472.493.152.572.582.182.12.342.362.412.163.242.392.06Rangeof calllengths*3.493.135.335.475.3
76.183.375.233.213.143.195.175.485.212.52*Range = longest call time in sample – shortest call time in sample.
Short case – Calling SueThe idea of having a Personal Banking Consultant (PBC) seemed a great one at the time it wassuggested. For a modest annual fee we would get a differentiated range of ‘relationship’financial services designed for busy business people like us. These were listed in an attractiveglossy ‘membership’ brochure and included a larger overdraft facility with preferential interestrates, free annual travel insurance, a rewards point scheme, a ‘gold’ credit card with no creditlimit and our own PBC (Sue) and her personal assistant (Richard), who would be there to helpwhenever we needed them. Every other aspect would be as before, but our accounts would haveto be transferred from our old branch in the south (where we lived until six years ago, but neverbothered to move our accounts) to the north, where we now work. Having a remote bank branchhad not been a problem until recently. If we needed anything done with any account, we simplyhad to ring the Assistant Manager in the south and he arranged it. But recently, a Southern WestRegion Office was established, and all phone calls were handled remotely, so it had becomemore difficult to maintain this personal relationship. Moreover, separate people at differentoffices, using different telephone numbers, handled our business and private accounts. We wereready for a change.Despite the attractions of the package described, we were hesitant to accept this generousoffer. Changing all the cheque books, credit cards, standing orders, direct debit instructions andanything else we had forgotten, including our personal and business accounts, seemed rathercomplex and time consuming. We raised these concerns with the advisor who had been sent tosell us the idea, one dark December Monday.‘Oh, there will be absolutely no problem ... we can deal with all that. All you and your wifewill have to do today is to sign a few forms authorizing us to transfer the accounts, and one toagree to the new arrangements. Then leave the rest to us. There will be no problems, it’s easywith all the technology we have today. You should get the new cheque books within seven days,and all balances will be transferred automatically by the computer’.We signed up immediately – it looked a good scheme, and even the value of the freeinsurance alone would more than compensate for the annual membership fee.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual170

© Nigel Slack, Stuart Chambers & Robert Johnston 2007The four cheque books for the two accounts arrived separately, over a three-day period, thelast arriving on the Tuesday, nine days after the agreement. The business account cheques hadan incorrectly spelt business name, and the current account cheques had my wife’s initialsreversed. At the same time, we received (from Sue) a personalized welcoming pack and aprofessionally presented loose-leaf folder of information concerning the account and PBCservices, which confirmed that the accounts were in operation. All this correspondence wascorrectly addressed and written in a friendly style, using our first names. I decided to call Sueabout the spelling.‘I’m awfully sorry, sir, I’ll order some new ones, and I will ask them to send them to youquickly. I know they’ve had a backlog due to computer problems at the card centre, but they canprioritize any PBC’s cards. In the meantime, you can use your existing accounts, since they arelinked to your new ones. I’ll call you to confirm when this has been done. Again, may Iapologize for any inconvenience you have experienced.’One hour later she rang as promised, confirming her actions.On the tenth day our credit cards arrived, correctly embossed with our names. However,these could not be used for cash withdrawals without personal identification numbers (PINs)and the cheques could not be used in UK retail outlets without cheque guarantee cards. Thecheque guarantee card doubled as a cash card, for use at ATMs with another PIN number.Neither PIN number had arrived by the second Friday after our signing-up (11 days). I decidedto call Sue, to see what was happening.‘Don’t worry,’ she said, confidently, ‘The PINs always come a day or two after the cards,for security reasons, and you should get the guarantee cards about the same time.’By the following Friday lunchtime, returning from a week’s business trip, we were gettingconcerned. Although our new cheque guarantee cards had arrived and were correct, our nameson the envelope were again incorrect, which seemed odd and slightly disconcerting. We still hadnot received the new PIN numbers. I decided to call Sue, who apologized again, politelyexpressing her amazement at our dilemma, and asked me to hold while she checked the system.‘They have certainly been correctly issued on Monday’, she said confidently, ‘and have beensent ... perhaps they have been lost in the post. I’ll check with the card centre what we shoulddo, and I’ll call you back.’‘You will have to be quick,’ I retorted, ‘We’re just about to leave for a long weekendvacation, but you could call me on the mobile ...’Sue phoned two hours later and confirmed that because the PIN numbers had been mislaid,it would be necessary to re-issue the cards for security reasons. ‘You should receive thereplacement cards and PIN numbers within three days,’ she stated confidently. ‘You shouldcarry on using your original account’s cards until then.’Her suggestion seemed okay at the time, but proved to be rather more of a problem than wehad anticipated. On checking out of the hotel on Monday evening, we discovered that theexisting credit card had expired, and the bill came to more than our existing cheque guaranteecard limit. We settled the account with a combination of cheques and most of our remainingcash – an embarrassing end to a pleasant weekend.In the post on Tuesday morning, we were surprised to receive two sets of PIN numbers,along with further cheque guarantee cards and credit cards. We went to the ATM with our newNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual171© Nigel Slack, Stuart Chambers & Robert Johnston 2007cards to draw out much needed cash, but the PINs were not accepted. Careful examination ofthe packaging revealed that the PINs related to the original cards, not the replacements! Weborrowed cash from a friend and called Sue!By Friday, everything was working and we had received a correctly addressed letter of
apology from the card-issuing centre in Glasgow. An excellent bouquet of flowers wasdelivered that afternoon and Sue phoned to check we were now happy. She even called in to seeus a week later, bringing some leather holders for cards and cheque books. We have had nomore problems and generally the service is excellent. Sue has, however, confided that suchproblems are quite common (they apparently use a lot of agency staff in the processing centres,and mistakes are common).But we can always call Sue.Questions1 What were the gaps between the customers’ expectations and perceptions in the processdescribed?2 How were the customers’ expectations influenced from the outset?3 What aspects of the bank’s service quality specification have been revealed to thecustomer? Are these reasonable for such an account?4 Evaluate Sue’s reaction to the problems at every stage. Was the bank’s service recoverysuccessful?5 What costs have been created by these problems, and how do they compare with theunderlying costs at the root cause of the problem?Calling Sue1. What were the gaps between the customers’ expectations and perceptions in theprocess described?There was a significant mismatch between customers’ expectations and perceptions, that ispoor perceived quality. Although the problems were eventually sorted out the events may haveleft a sour taste in the mouth of the customer, making them even more wary of the bank and anyfuture offers.Looking at each of the gaps in turn:Gap 1: The customer’s specification-operation’s specification gapThere does not appear to have been a mismatch between what we can assume to be theoperational specification (new cheque books within seven days, automatic transfer of balances,overdraft facility, annual travel insurance, gold card and the use of a PBC), as promised by Sue,and the customers’ requirements. We do not, however, know what the internal specification wasfor these activities. It is possible that the standards were not as needed, which would lead tosuch a gap.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual172© Nigel Slack, Stuart Chambers & Robert Johnston 2007Gap 2: The concept-specification gapIt is difficult to know if there was a mismatch between the service concepts developed by thebank and the detailed specification of the products and services. One assumes not. Theproblem of which we are acutely aware pertains to gap three.Gap 3: The quality specification-actual quality gapThis is an important gap in this case. It appears that Sue was well aware of the problems thatwere often incurred in these transfers; she referred to these ‘computer problems’ but lateradmitted to problems with agency staff. Rather than warn the customers of the problems andsetting appropriate expectations, she had promised something that she knew would be difficultto deliver. Was this a good idea? Yes, in so far as the transfer was undertaken and she kept thebusiness, but ‘no’ in that she has created somewhat dissatisfied customers who are now evenmore wary of their relationship with the bank and who may, if they should experience anotherproblem, terminate their valuable accounts.It is important to remember that all the other parts of the promise (we assume) were kept –annual travel insurance, gold card and so on. The problems that were experiences were only inthe transfer process. However, particular promises had been made about this, which were notdelivered.Gap 4: The actual quality-communicated image gapOne might argue that there was no mismatch here. The customers were extremely wary about

transferring their account because they had experienced problems with the bank in the recentpast. However, the communication they received from Sue provided them with the reassurancethey needed to make the decision, which as we know were rather hollow promises.2. How were the customers’ expectations influenced from the outset?The customers were wary of making the changes to their accounts. They had experiencedseveral other problems with the bank – remote and impersonal handling of their calls at aregional call centre, lack of access to their ‘trusted’ assistant bank manager and differenttelephone numbers for the two types of accounts. Their expectations were not high though theyneeded a solution to the problem that the bank had created for them. Sue, however, had asignificant influence on their expectations by explaining that ‘there will be absolutely no problem’and that they ‘should get the new cheque books within seven days’. They went ahead on thebasis of trust.3. What aspects of the bank’s service quality specification have been revealed to thecustomer? Are these reasonable for such an account?We can assume that the bank delivered on its promises to provide annual travel insurance, goldcredit card and a larger overdraft facility, and such specifications should appear to be quitereasonable for such an account. The fact that errors are common at the processing centres dueto the use of agency staff is not appropriate for any type of account. The prime concern of thebank's customers is an error-free service and this underpins customers’ relationship with thebank. The use of agency staff implies that the bank is having problems dealing with demand yetconsultants such as Sue are pressing clients to make the changes, presumably trying to meettheir own targets. This would suggest serious managerial problems in terms of coordination,target setting and capacity management.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual173© Nigel Slack, Stuart Chambers & Robert Johnston 20074. Evaluate Sue’s reaction to the problems at every stage. Was the bank’s servicerecovery successful?Problem Sue’s responseOne cheque book arrived after 9daysSue was not told of this problem.Business accounts had incorrectspellings and current accounthad wife’s initials reversedSue apologized and ordered speedy dispatch of newones assuring customers that they could use the old onesin the interim. She promised to confirm her actions whichshe did.The credit/cash cards arrivedwithout the PINsSue explained they would take a day or two.One week later they still had notarrived.Sue apologized, checked her records and suggested theyhad been lost in the post. Agreed to re-issue the cards.Names on envelope stillincorrect, but correct names oncheque guarantee cards.Next letter was correctly addressed.Credit cards had expired andATM would not accept PINs forthe original cardsSue apologized and sent a bouquet of flowers. She alsopersonally provided leather holders and cards and

cheque books.Sue reacted as well as she could to each stage. The problems were systemic rather thanpersonal, which these customers seem to have accepted. Although they were dissatisfiedduring the process, Sue appears to have done enough to appease them. Given that they havehad no problems since, customer satisfaction appears to have been restored; however, anyfurther problems, small or large, might well have led to a less measured response from thecustomers.5. What costs have been created by these problems, and how do they compare with theunderlying costs and root cause of the problem?The costs created by these problems include Sue’s time, though this is what she is paid for, thecosts of rework (reproducing and reissuing the cards and cheque books), the costs ofcompensation (flowers, leather holders and delivery) and the costs to the customers (goodwill,inconvenience and embarrassment). The root causes of the problems are poor capacitymanagement, lack of communication between departments and inappropriate target setting.Some of these, in particular capacity changes, could be expensive to deal with and the recoveryprocedures seemed to be being used to alleviate the problems in the short term. The criticalissue is whether the bank dealt with these problems in the long term.
Case study teaching notesTurnround at the Preston plantThis case is essentially a story of how a relatively small factory, supplying ink jet paper toHewlett Packard and other customers moved itself from being a loss-making operation into aprofitable position by gaining control of its processes. The case covers a period from late 1998Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual174© Nigel Slack, Stuart Chambers & Robert Johnston 2007through until April 2001 with the case relating events in chronological order. The company buyslarge rolls of paper from paper manufacturers, applies very precise coatings of chemicals to thepaper that enable it to take ink jet printing at high quality levels, and then slits and shears thepaper into standard sizes. This paper is then packed, with the packaging dependent on thecustomer for who the paper is being produced. The most difficult operation is the coatingprocess and it is this process that is out of control (in the statistical process control sense).During the case, the plant is sold by one group and bought by another. Its new owners, theRendall Graphics Company, takes the decision to close the plant. However, over a period oftime, Tom Branton, the Managing Director of the plant, takes a series of action that improvequality and reduce cost in the plant. Eventually, the closure decision is reversed.This case can be used as a general introduction to the importance of process control. It is usefulif students have at least a broad understanding of process control before tackling the case. Theydo not need to have an in-depth familiarity with the statistics involved (although this is useful),but they should understand the nature of how process control tackles variation in processperformance. The case can then be used to demonstrate how the idea of variation reduction isfundamental to improving the performance of processes. An important issue that can be drawnout of the case is that the distinction between detailed process management on the one hand andstrategic impact on the other hand, is not that great. In other words, although some of the detailsof process control may seem to be detailed and ‘technical’, its impact can be very strategicindeed.Note on questionsQuestion 1 – What are the most significant events in the story of how the plant survivedbecause of its adoption of quality-based principles?The best way to debrief this question is simply to ask the class to call out the most significantevents in the order that they occur in the story. As each point is written down on the board, onecan make comments appropriate to the point but also to whatever else is being covered in theclass. Some of the main points are discussed below.
The curl problem (late 1998) – Hewlett Packard (HP) the plant’s main customer, said that theyhad encountered a problem with paper curling under conditions of low humidity. Ask the class,'Had HP received any complaints?' No. Then, 'What does that tell you about the nature of HP asa customer?' Most students will say that HP is a ‘difficult or demanding’ customer. Ask them, 'Isit good to have demanding customers?' Many experienced students will say, yes, to thisquestion. It may be useful to remind them that of course it is good to have demandingcustomers because you can learn from them. However, it does not always feel like that whenyou are actually dealing with demanding customers. The important issue is to make sure thattheir complaints really are treated as a learning opportunity.The curl problem solved (January 2000) – The curl problem obviously took a long time tosolve. Why was this? Either it was a particularly difficult problem (unlikely) or the Preston plantdoes not seem to be fast on its feet in responding to customer requests (more likely). Alsoduring this period (1999) the plant had been making a loss and scrap and rework levels werecontinuing at unacceptable levels. Ask the class, 'What was the response of the company tothis?' The plant’s operations management team increased the speed of the line and made anumber of changes to operating practice to raise productivity. Ask the class, 'Was this a good orbad thing to do?' A bad thing because it did not tackle the underlying causes of the problems. Infact, it made them worse. Speeding up a process that is already out of control and makingunrecorded changes to the process while it is operating will only make things worse. Also, therewas clearly no understanding of the nature of process variation. (If it’s within specification thenNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual175© Nigel Slack, Stuart Chambers & Robert Johnston 2007it’s OK). In fact, the plant was only shipping product that was within specification to HP, andthrowing the rest away. They seemed surprised that HP (because of their understanding ofprocess variation) could see that this was happening.The plant asked to bid for the Vector project (Spring 2000) – This was an important newcontract that would have secured work for several years.The plant is bought by Rendall (Spring 2000) – However, the acquisition was part of a largeracquisition and Rendall were not impressed with either the strategic importance or theperformance of the Preston plant. Productivity and quality issues were still very problematic. Askthe class, 'How did people in the plant view HP’s concerns?' They could not really understandthem ('Look, we are making roll after roll of paper, it’s within specification. What’s the problem?')The crisis becomes evident (June 2000) – Tom Branton is told by an HP engineer that theirprocesses are not in control. Ask the class, 'Why do you think this had such an impact on TomBrandon?' Possibly because this engineer at HP, probably sitting hundreds of miles away fromthe Preston plant, could tell Tom more about his processes than Tom understood, and he wasworking right next to them. This is the real power of process control charts. By looking atvariation in performance one can understand the nature of the processes even if you have notseen them. Ask the class, 'What did Tom do then?' He went back and did three things.� He developed 'shut-down rules’ with the operators. These unambiguously stated whena process must be shut down because there were doubts about the quality levels of theprocess. How did the operators feel about this? It removed the ambiguity from their job.No one could criticize them if they shut the line down provided that they had obeyed theshut-down rules.� Each production team started holding daily reviews of control chart data. Why do youthink this was a good thing? Because it meant that each team had a chance to reflecton what had happened that day and how it could be improved. Furthermore, the controlcharts became the centre of discussion. This would mean that significant training instatistical process control would be necessary, but this would add to the skills of theoperators.� One day a month all three shifts got together to discuss progress. Why was this a goodthing? All three shifts could get together and learn from each other. It also showed howcommitted the plant was to putting things right. Ask the class, 'As well as the threeshifts, who else was at these meetings?' Personnel from HP. Ask the class, 'What are

your reactions to that?' Many in the class will remark that it is a very brave thing for thePreston plant to do. Ask them why they think Tom Brandon did this. Probablydesperation. He had already realized that HP fully understood how bad they were, sowhat was there to lose?Starting to show results (September 2000) – A real sense that things were changing andpeople were starting to think in the ‘quality mould’. In spite of stopping the line periodically, theefficiency of the plant was also improving. Ask the class, 'Why do you think this was so?'Because stopping the plant meant that the operators and the management had to tackle theproblems, which in turn prevented them happening again, and so quality and productivity wouldimprove.Failure to get the Vector project (September 2000) – The recent quality problems hadundermined HP’s faith in the company.Rendell decide to close the plant (September 2000) – Ask the class, 'Do you think this was areasonable decision?' There may be some debate about this. But, bring out the point thatRendall’s head office would judge the plant primarily in financial terms and these had notimproved. At an operational level, it was clearer that something was happening but it takes timefor these to work through to the financial measures. Ask the class, 'What did Tom decide to do?'Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual176© Nigel Slack, Stuart Chambers & Robert Johnston 2007He did not despair! In fact, he carried on trying to improve the plant. Ask the class, 'Why do youthink he did this?' Perhaps he figured that he could get Rendall to reverse their decision. Also, itwas probably a matter of ‘professional pride’. The management team had already started to turnthe plant round, so what else were they going to do? Just let all their hard work fade away? Askthe class, 'What did he do to continue the improvement?' He did three things.� He continued the quality initiative making even more use of SPC.� He reduced operating costs by taking people out of the plant (ceasing to employ them).He used a zero-based approach to this. It might be useful to discuss the nature of zerobasingas an approach to making staffing decisions. It is a radical but effective methodof determining exactly how many people are needed from first principles rather thanfrom historical precedent. Ask the class, 'Which department downsized the most?' Itwas the quality department (ironically). Ask the class, 'Why was that so?' Because if youare not making garbage you don’t need to check it all the time.� The plant developed new products. Ask the class, 'Did the improvement in their processperformance help them develop these new products?' Yes, it did. The Protowrapproduct could not have been made without the improvement in technical capability thatcame from the SPC initiative.The plant makes a profit (Christmas 2000) – This means increasing optimism within the plant.HP asks the plant to bid for a further new product (Spring 2001) – Because HP hadrecognized the changes that had taken place in the plant.HP give the new contract to the Preston plant (April 2001) – More good news.Rendall reverses the closure decision (April 2001) – and everybody lived happily ever after.Question 2 – The plant’s processes eventually were brought under control. What werethe main benefits of this?Ask the class a series of questions and encourage them to identify the various benefits. Forexample,� How did gaining control of the process help cut costs?� How did gaining control of the process improve their prospects of earning revenue inthe future?� How did gaining control of the process help them to develop new products?� How do you think gaining control of the process would help them to retain their beststaff in the future?� How could gaining control of the process help in their relationships with suppliers?And so on.At each question, emphasize the multiple benefits of having an efficient and predictable
process. Try and finish each discussion with a clearly strategic consequence. This helps withthe next question.Question 3 – SPC is an operational-level technique of ensuring quality conformance.How many of the benefits of bringing the plant under control would you class asstrategic?If the previous question has been thoroughly discussed, it will become evident that there areseveral strategic-level benefits from process control. For example,Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual177© Nigel Slack, Stuart Chambers & Robert Johnston 2007Customer trustin processstabilityConfidence togive newordersCustomerwilling to investin relationshipSecurity ofdemand andrevenueBetterunderstandingof processcapabilitiesGain controlof theprocessLess downtimeand wasteLower costbaseHigher capacityutilisationInternalprocesspredictabilityControl chartsbecome focusof processdiscussionsEnhancedorganisationallearningSense ofprofessionalism“being incontrol”Staff confidencein own abilitiesCan offerknowledgeinsights tosuppliersReduced decisionmaking ambiguityLess chance ofarbitrarydecisionsIncreased jobsatisfactionDevelop basisfor in-houseproductdevelopmentForms basis ofcontinuousimprovementAllowsformalisation ofroutines (eg.ISO9000)Partnershipsnotwithstanding
powerimbalanceAbility to copewith varietywithout excesscostDevelopcustomerrelationshipskillsEnhanced staffretentionProcess control can lead to strategic benefits
� a lower cost base� security of future demand� enhanced customer relationship skills� enhanced staff retention� better in-house product development� a firm basis for continuous improvement� the ability to form partnerships with suppliers.The diagram below can be used to make this point. Note how, in the centre of the diagram,‘gaining control of the process’ is a very operational issue. However, the consequences of thison the outside of the web of consequences are all very strategic.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual178© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Model answers to short casesTea and Sympathy1. Why do you think ‘Nicky’s Rules’ help to make the Tea and Sympathy operation moreefficient?In effect, Nicky’s Rules are a way of managing customers and their expectations exclusively forthe benefit of operational efficiency. Customers are warned that the waitresses are always right– in other words waitresses do not have to negotiate to get customers to do things, saving timeand effort. Also, customers have to wait outside the restaurant until the entire party is present –customer groups must assemble themselves before entering the restaurant so the restaurantitself does not have to organize this. Customers are asked to change tables if necessary – thisallows a closer match between demand and capacity. Customers are told to ‘naff off’ after theyhave finished the meal if the restaurant is busy – this helps to achieve higher utilization in timesof heavy demand. The rules are strictly enforced – very heavy management of customerexpectations here!2. The restaurant’s approach to quality of service seems very different to mostrestaurants. Why do you think it seems to work here?It seems to work here because of the novelty of the experience. Paradoxically, really badservice makes the character of the restaurant unique. The customers seem to appreciate beingtreated badly. This is a service philosophy also adopted by many universities.Quality at Torres Wine1. What constitutes ‘quality’ for Torres’ products?Quality is consistent conformance to customers’ expectations. For Torres, this means producinga range of products with consistent characteristics that meet the needs of their customers. Thequality characteristics will include:Quality characteristicsFunctionality Tasty, alcoholic drinksAppearance Appropriate colour, texture and smell to the wines and shape,colour and labelling of the bottlesReliability Every bottle of the same type tastes (given year variations) thesameDurability The wine will keep for an appropriate length of timeRecovery Problems of consistency of wine quality, availability of supply and
invoicing etc. are rapidly dealt withContact The staff who deal with the suppliers and the wholesalers whobuy their products are treated fairly and courteouslyNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual179© Nigel Slack, Stuart Chambers & Robert Johnston 20072. Chart the various stages in winemaking and identify what influences quality at eachstage.Stages in wine making Key influences on qualityGrape growing Correct grape for soil and climatePlanting patternsCultivation techniquesWeatherDiseasesHarvesting TimingTemperatureGrape delivery Speed from vineyard to wine makerForeign bodiesCleanliness of grapesReception hoppers CleanlinessTemperatureQuality assessment Reliability of instrumentsPrecision of testsMashing TemperatureTimeSkin removal, where appropriateFermentation TemperatureTimeYeast contentBarreling CleanlinessContaminationAging LightTemperatureTimeBottling CleanlinessContaminationBottle aging LightTemperatureTimeDistribution HandlingNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual180© Nigel Slack, Stuart Chambers & Robert Johnston 2007With so many factors influencing the quality of the wines, many of which are outside of thecontrol of the growers and the wine makers, it requires a significant amount of work to ensurethe quality of the final products. Checks along the way, at every stage, are built in to ensureappropriate conditions. The cost of a failure at almost any stage could in some cases jeopardisean entire year’s production. A failure in the aging process could jeopardise several years’ worthof wine.3. What do you think Torres does, or can do, to pursue environmentally friendlyproduction?Torres is already concerned about environmental growing and production methods. Thecompany works closely with its suppliers, providing them with advice and guidance that not onlyhelps them grow the best grapes for the micro climate but use environmental friendly cultivationtechniques. Other questions that can be raised, but are not answered in the illustration, include

for example, Does the company use oak from sustainable forests, and recycled glass?Securityscanning1. What do you think are the advantages and disadvantages of both human inspectionand technology-assisted inspection in assisting airport security processes?Human inspection is unmatched in being able to detect seemingly insignificant clues. Behaviourof passengers, for example, would be difficult to gauge using technology but human beings,used to normal patterns of appearance and behaviour, can identify unusual or potentiallydangerous behaviour in individuals. However, humans are bad at consistently inspecting to aset pattern for long periods of time. Technology-assisted inspection, such as the one describedin the box, has the very opposite characteristics. It cannot detect unusual patterns of behaviourbut it can detect offensive weapons no matter how well concealed they are. Furthermore, it canbe (again, as in the case of the technology described in the box) be fast and unobtrusive ininspecting individuals as they move through the system. Remember though that technologyassistedinspection often also relies on human judgement. A knife or gun may show up on thetechnology-assisted inspection but humans still have to maintain their vigilance of the resultsthat the technology gives them.Surgical statistics2. How does this new test change the likelihood of type I and type II errors?The four possible outcomes are shown in the table below:Patient’s conditionDecisionAppendectomynot requiredAppendectomyrequiredRemove Type I error Correct decisionDo not remove Correct decision Type II errorAppendicitis is difficult to diagnose. Once appendicitis is suspected surgery is undertaken toremove the appendix, yet many doctors are wary about suggesting surgery because of potentialproblems, and costs. Thus both type I and type II errors are likely. The new technique is said tobe 100% effective in diagnosing appendicitis and so should significantly reduce both types oferrors. It should eliminate type II provided doctors are willing to use the test to check theirNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual181© Nigel Slack, Stuart Chambers & Robert Johnston 2007diagnosis. It should also reduce type I errors though doctors may be reluctant to pay for the testif they believe an appendectomy is not required.3. Why is this important?The cost of errors is significant. A type I error subjects the patient to unnecessary risks throughinvasive surgery, and the hospital to unnecessary costs, tying up theatre and staff time where itis not needed. A type II error puts the patient’s life in jeopardy and the cost of surgery to clear aburst appendix coupled with an extended stay in hospital is significantly higher than the cost ofthe operation.Process control at Walkers1. What do you think are the characteristics of product quality for Walkers products,which influence overall customer satisfaction? (Sample a packet and discuss thiswith friends!)Quality characteristicsFunctionality Snack – quick and tasty treat, not too few and not too manyitems per packet.Appearance Crispness, colour and taste of the product plus the appearanceof the packagingReliability Every packet is as good as the last packetDurability The packets will keep for a reasonable length of time at the

retailer and in the homeRecovery The company is willing to reimburse consumers for poorproducts using the information provided to deal with productionor storage problems2. Why is it important that direct production staff, as opposed to managers orengineers, collect and analyze process data?It is now commonplace to find direct production workers collecting and analyzing process dataand making changes to the process if necessary. Although engineers may set the control limitsand sampling plan, using staff in this way provides them with responsibility and control over theirown process (see Chapter 9) and also allows swift action without the need to consult engineersor managers.3. What purpose do the ‘corrective’ decision trees serve in controlling the process?The ‘corrective’ decision trees provide a means of identifying root causes of a problem and throughthis simple algorithm and the provision of the necessary changes for each cause prevents‘trial and error’ decisions by operators. By analyzing all the possible types of problems that theprocess might incur and the solutions for each one, engineers can allow production workers tocontrol the process knowing that, in the main, the right decisions will be made.182© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 18
Operations improvementTeaching guideIntroductionAgain, this is one of those topics that can be taught either from a general managerial perspectiveor as a set of techniques. Of course we have to get both perspectives over to the students, theissue is ‘how do we mix these two elements’. Whereas in some topics (such as projectmanagement) we have found it useful to start with techniques and then draw the managerialimplications out of them, this topic of ‘improvement’ seems to work best the other way round.Getting straight into improvement techniques without any broad managerial context has notworked particularly well for us. Rather, it is better to discuss improvement generally to beginwith. Most students after all have an idea of how important improvement is. Furthermore, theycan recognize what improvement actually means. Even in their everyday lives they can see thatbetter scheduling of tasks, routing themselves round the shops in a logical manner, gettingthings right the first time, providing check lists to stop making mistakes and so on, can all makelife easier.The contrast between the differing philosophies of continuous improvement and breakthroughimprovement in particular, can stimulate lively debate. The solid and virtuous approach ofcontinuous improvement, often involving the skills of all people in the operation, versus thedrama and glamour of a major breakthrough project can provide very stimulating debate.Similarly, the topics of performance measurement and benchmarking are both readilyunderstandable even by students with little previous experience, especially if related to everydaylife. In a very similar way the idea of trade-offs can be integrated into any treatment ofoperations improvement.Key teaching objectives� To convince students of the fundamental importance of operations performance to anyoperations manager� To relate performance measurement and benchmarking both to each other and to the overalltopic of operations improvement� To get over the idea that improvement must be prioritized in some way� To contrast continuous against breakthrough improvement
� To describe operations in terms of overcoming trade-offsNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual183© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Exercises/discussion pointsThere are several cases in the companion volume to this book (Johnston, R. et al, 3rd edition,ISBN 0273 65531-0), which can be used to support this lesson. The Eurocamp Travel, Prye andByll and Runne cases are ideal for this topic.� Teaching tip – The idea of performance measurement is relatively easy to devise exercisesaround. For example, get students to identify operations with which they are familiar (fastfoodrestaurants, shops, public transport systems, etc.) and task them with devising suitableperformance measurement systems. This should involve them in deciding on the mostimportant performance objectives for the type of operation, devising performance measuresthat reflect the performance objectives, debating the most appropriate form of performancestandards and then discussing the practical implications of how to make such a performancesystem work. For example, how often should measurements be taken, who should take themeasurements and so on.� Teaching tip – If you are feeling bold. It asks the students to list ways in which theperformance of a university lecturer could be assessed.� Teaching tip – Get students to devise benchmarking strategies for different types ofoperations. For example, ‘how could a retail bank benchmark itself against itscompetitors’ levels of branch service?’� Exercise – The importance–performance matrix teaches this particularly well. Of all thetechniques and approaches described in the book this one is probably the mostsuccessful across the broad spectrum of teaching that we do. The technique is onlycommonsense but the way in which it is structured seems to enable students tounderstand the nature of prioritization in operations improvement.� Exercise – An alternative way of demonstrating the importance–performance matrixwhere students have some industrial experience is to devise an exercise around thatexperience. For example, see below.� Step 1 – Choose an operation with which at least one of your groups is familiar. Theoperation should have a relatively clear customer group and also direct competitors.The person or people who know about the chosen operation should act as the sourceof information, and the rest of the group as consultants.� Step 2 – Identify the set of competitive factors that have some relevance to thisoperation. One can use the list of generic performance objective as a starting pointin doing this. So, use quality, speed, dependability, flexibility and cost and expandeach of them if necessary.� Step 3 – Rate each of these on the 9-point importance scale.� Step 4 – Now judge each of these against the 9-point performance scale� Step 5 – Position each aspect of performance on the importance–performancematrix in a similar way to the example shown in Figure 18.6.� Step 6 – Discuss how you might improve the objectives with the highest priority.The following case study is also useful for demonstrating the importance–performancematrix and several other issues within operations improvement.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual184© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Case study teaching notes
Geneva Construction and RiskGeneva Construction and Risk (GCR) is an insurance company that specializes in providinginsurance for construction projects, especially complex, high-risk projects, where contractualand other legal issues, physical exposure and design uncertainty need ‘customized’ insuranceresponses. It is part of the larger Wichita Mutual Insurance Group. The case describes thecompany’s intention to adopt a Six Sigma improvement methodology.Unfortunately, the company’s experience with ‘quality initiatives’ is not good. Some years agoWichita Mutual had instructed all companies in its group to adopt a total quality management(TQM) initiative. It had done this in a very prescriptive way by issuing a handbook withdetailed instructions of how TQM was to be implemented throughout the group. Although theTQM initiative had never been formally pronounced a failure, it had faded over the yearswithout having the overall impact that once was hoped of it. This time, Tyko Mattson, the SixSigma champion at GCR, is convinced that an improvement initiative based on Six Sigmaprinciples will be more of a success. The case describes the previous TQM initiative and why itis hoped that the Six Sigma initiative will prove to be more effective. Extracts from a documentprepared by Tyko Mattson are included in the case. This describes his views of some of theadvantages and disadvantages of Six Sigma as an improvement approach and makesrecommendations as to how it can be applied at GCR.This is a rich and complex case that can be used in a number of ways in class. How it is usedwill depend on whether the topics of TQM and Six Sigma have been taught prior to running thecase or not. If this case is used as an introduction to improvement and improvement initiatives,then the debrief should provide an opportunity for presenting the key points of both TQM andSix Sigma. If the case is used after these topics have been treated in class, then the case can beused to develop some of the issues concerning the differences between the two approaches, thesimilarities between the two approaches and the difficulty in implementing initiatives of thistype. It is recommended that when the class contains relatively inexperienced students with littleknowledge of the realities of improvement initiatives such as these, the case is used to introducesome of the main characteristics of TQM and Six Sigma. Where most of the students will haveexperience of this type of initiative, it can be used to treat some of the more organizationalproblems of implementing improvement initiatives.Notes on questionsQuestion 1 – How does the Six Sigma approach seem to differ from the TQM approachadopted by the company almost twenty years ago?This is an opportunity to discuss the main differences between TQM and Six Sigma, both inabstract and in terms of how CGR sees each approach. Some points that can be brought outregarding each approach are as follows.TQM� The handbook said that everyone must be involved� The handbook said that all companies in the group must organize the TQM initiative inthe same way ‘according to the handbook’.� Emphasis was put on measuring the cost of quality.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual185© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Similar improvement techniques were used throughout the group.� Everyone was assigned as part of a quality circle.� Annual award ceremonies were conducted where ‘certificates of merit’ were awarded.� The initiative was run by a company-wide quality committee.� The quality committee organized groups and quality training. It also evaluated whetherthe suggestions for improvements should be implemented and allocated budget to theirimplementation.

� Eventually, the evaluation procedures were taking up so much time and effort that thecompany moved towards a limited form of self-certification involving small improvementbudgets on a group-by-group basis.� Improvement budgets and improvement plans are still used in the company.� The annual awards ceremony is now a ‘general communications’ meeting.Six SigmaThe definition of Six Sigma as described in the text is 'Six Sigma is a comprehensive and flexiblesystem for achieving, sustaining and maximizing business success. Six Sigma is uniquelydriven by close understanding of customer needs, disciplined use of facts, data and statisticalanalysis, and diligent attention to managing, improving, and reinventing business processes'.� It is a process-centred approach that includes process design, performancemeasurement, continuous improvement (using the DMAIC cycle), statistical processcontrol, quantitative and evidence-based decision making, an emphasis on the negativeeffects of process variation and the ‘normalization’ of processes using the ‘defects permillion opportunities’ (DPMO) principle.� GCR also wants to use Six Sigma to tackle operational risk.� They believe it to be ‘resource hungry’.� They accept that it is not a ‘quick fix’ solution.� They believe it to be harder for low volume, non-standardized processes.� They believe that the Six Sigma approach fits well with the other initiatives in thecompany.� They accept that Six Sigma is not new as such.� They see a major advantage of Six Sigma being that it engages senior management byestablishing process ownership and linking process performance to strategic objectives.� They are attracted by the idea that it is a rigorous approach.� They believe it to be an ‘umbrella’ approach that can incorporate the other initiatives.The previous two lists should be generated by asking the class to call out how each initiative is(and was) seen by the company. Develop these two lists on different parts of the board. At thispoint we find it useful not to make too much comment on each of the points. Try and reach aconsensus where students disagree about a point but do not engage in too much debate. Ifthese points are debated at this stage, it is easy to lose sight of the overall direction of the caseand the teaching points that one wishes to emerge.Only at that point is it worth going back to the question and asking how Six Sigma is differentfrom TQM in the context of CGR. The debate at this point can be wide ranging and will dependon the nature of the class. However, this is the time to go over some of the points madepreviously and debate on them individually. For example, see the following:Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual186© Nigel Slack, Stuart Chambers & Robert Johnston 2007� Both TQM and Six Sigma can be interpreted in different ways. TQM was characterizedby several ‘quality gurus’, all of whom had a slightly different approach and emphasizeddifferent points. Similarly, Six Sigma has no single definition (the one we quoted earlieris typical but not accepted by everyone). Nevertheless, there are some clear differencesbetween the two approaches.� The fact that the previous initiative was imposed from above is very important in thiscase. It is difficult to separate the two issues of, on the one hand, how the improvementapproach was introduced to the company, and on the other hand, the intrinsic merit ofeach approach. It may be that the best and most appropriate improvement approachwould still have failed because it was imposed on the company.� Tyko is right (more or less) in the way he sees Six Sigma as a collection of previously‘tried and tested’ techniques and methods.� He is also right to say that Six Sigma can be ‘resource hungry’. (However, so is TQM).Yet, there is no recognition in the case of just how resource hungry Six Sigma can be. Afundamental part of Six Sigma is the idea of internal improvement champions/consultants

(called Black Belts and Master Black Belts) who are relieved of all line duty. This is anextra cost. Similarly, the degree of training recommended by most consultants in thisarea (admittedly because it is in their interests to do so) is very large.� Tyko’s view that Six Sigma will fit well within the company’s culture is an important one.� The idea that Six Sigma will ‘fit well with other company initiatives’ may be worthdebating. At worst, it can encourage competition between alternative approaches(though some authorities believe this can be positive). Arguably, it is more important toensure that there is some degree of compatibility and integration between the differentinitiatives.� The idea that, because Six Sigma is a collection of ideas that have been around forsome time, it can be an ‘umbrella’ approach that is worth debating here. Although SixSigma can be seen in this way, it does have a number of themes running through it thatcannot be compromised, including process perspective, linking process objectives bothto customer needs and strategic intention, a rigorous approach to problem solving thatis not afraid to use quantitative techniques and the idea of continuous improvement.Question 2 – Is Six Sigma a better approach for this type of company?Try opening this question up first before making any comment on it. It can provoke a vigorousdebate. Often, different students will take different views. This is good for learning because thequestion is actually rather simplistic. This may be the time to promote a ‘side debate’ on thenature of improvement initiatives generally. All improvement approaches reflect the time inwhich they emerged. Because of this, TQM now seems outdated, yet it still contains many goodpoints, and many that have been included within Six Sigma. We use this stage in the debrief tomove students towards accepting that none of these approaches are the ultimate recipe forimproving operations. What is important is that they are not presented as panaceas (there issome evidence that CGR may be falling into this trap). If they are, inevitably there will be abacklash against them in time and the useful activities that they have promoted will bediscarded along with those that are less useful.However, there is a difference between the two approaches. Broadly, Six Sigma is lesschallenging and revolutionary than was TQM in its day, but does reflect the more challengingbusiness environment that has emerged in recent years. It also places a great deal moreemphasis on quantitative approaches such as statistical process control. This may appeal tosome industries more than others. Insurance, for example, is essentially a quantitative industrythat relies on actuarial statistics to make pricing judgements. Perhaps this is why the evidencebasedquantitative approach of Six Sigma is attractive to such companies.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual187© Nigel Slack, Stuart Chambers & Robert Johnston 2007The paradox here is that, although Six Sigma may be more appropriate for this kind ofcompany, it may be that it is appropriate simply because it is their own idea, rather than one thathas been imposed on them. This could be a more important factor than any more ‘rational’reasons for adopting the approach.Question 3 – Do you think that Tyko can avoid the Six Sigma initiative suffering the samefate as the TQM initiative?Tyko believes that there were three reasons why the TQM initiative faded away.� People got tired of it and it was always seen as something extra rather than part ofnormal business life.� Middle management never bought into it because they felt threatened.� Only a very few of the local offices around the world adopted the TQM philosophy.It is useful to debate each of these points in turn.It faded away and it was just extra work – These are separate points, although related.People will get tired of any initiative if it ceases to have value. Unless everyone can see somekind of benefit for the actions they are taking, it is then inevitable that the idea will fade away.The fact that TQM did not work in this respect is not necessarily a problem with TQM as such.Rather it is the way it was implemented. Again, at this point a debate about the nature of

improvement initiatives could be useful.Middle management didn’t accept because they felt threatened – Middle management oftenfeels threatened by these initiatives for a very simple reason – they are threatened. The idea ofdevolving improvement decision making down the hierarchical structure of the organization isclearly going to be a real threat to those people who, hitherto, had assumed this role. A debateon this issue could go on for a long time, and is (strictly) part of other courses. However, it maybe worth having a debate on the changing role of middle management (from task decisionmaking to process decision making, from administration to coaching and developing, etc).Very few local offices adopted the TQM philosophy – This is a common problem with allimprovement initiatives. Because of the geographical spread of local offices it is more difficult toengage them with any new idea. However, what may be a more interesting point of debate isthe idea that the TQM initiative was less appropriate to them. One interpretation of this point isthat the local offices were saying this because they were more of a sales and support operation,and the (in our terms) high visibility processes that they ran were less susceptible toimprovement initiatives that were designed for ‘back-office’ processes. Whether Six Sigma ismore appropriate for such high visibility processes is debatable. Some practitioners stillconcentrate on low visibility, back-office operations in the way they advice on Six Sigmaimplementation. Yet, because it is a process-focused initiative, it should be able to recognizedifferences between processes. Certainly the DPMO idea within Six Sigma is partly arecognition that processes are different and therefore must be judged in different ways.Some people would argue that one of the great advantages of Six Sigma over TQM is thegreater emphasis on strategic objectives. Many TQM initiatives focussed very much on ‘thecustomer’ alone. This may not have been how TQM was seen by many of its founders, but thatis the way it was often implemented. In contrast, Six Sigma looks at the needs and contributionof three elements,� the customer,� the processes that the create the services for the customer, and� the overall strategic objectives of the company.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual188© Nigel Slack, Stuart Chambers & Robert Johnston 2007This is a far more realistic context in which to improve operations.However, it is always worth finishing off the debrief by reminding the class that in a few yearstime there will be yet another improvement initiative. Will we be making the same criticismsabout Six Sigma when that time comes?
Model answers to short casesSix Sigma at Xchanging (Part I)1. What are the benefits of being able to compare the amount of defects in a humanresource process with those of collection or billing?Using defects per opportunity (or more commonly, per million opportunities) allows complexoperations (where there will be lots of opportunities to make mistakes) to be compared againstrelatively simple operations (where there will be fewer opportunities to make mistakes). Thismeans that the teams that run these processes are competing to a common standard. Theycannot use the excuse that their processes are different from each other. This makes it easier tomeasure the relative success of different processes in improving their performance.2. Why is achieving defects of less than 3.4 per million opportunities seen as importantby Xchanging?Because, as explained in Chapter 17, this level of process control reduces the chances ofproducing services or products outside their specification range to a very low level, even whenthe average process performance drifts away from its nominal mean value.Problem identification at Hewlett-Packard1. Take one branch of the decision tree shown in Figure 18.17 (for example, thematerials branch) and expand on the possible reasons, which are shown for thecartridge being returned.
The answer to this question depends on which branch of the cause-effect diagram is chosen.However, if one looks at the ‘materials’ branch, the potential causes could be broken down intoa number of categories that are as follows:� Problems in the manufacturing/remanufacturing process, for example empty, refilled, brokentab, leaking and so on� Problems in the completeness of the delivery, that is, product instructions not included� Problems that may have occurred in transit, that is, damaged (although this could havebeen done in the process also)� Problems not directly caused by Hewlett-Packard (HP) but nevertheless that cause problemsto the customer that is, not by HP.After this, various factors could be examined to assess their potential for contributing to theproblems. For example, process control, inspection procedures, supplier development and soon.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual189© Nigel Slack, Stuart Chambers & Robert Johnston 20072. What is your opinion of the alleged abuse of the ‘no-questions-asked’ returns policyadopted by Hewlett-Packard?There are two issues here.� How much is HP willing to invest in the no-questions-asked policy for marketing reasons?� How can HP minimize the cost of this policy?There is a clear marketing advantage in the policy and, like all marketing strategies, it will comeat a cost. Presumably, HP has set a budget for this policy. The question then becomes, ‘Is itworth it?’ This is a marketing decision.However, irrespective of the budget that has been set to support this policy, it is theresponsibility of the company’s operations manager to try and minimize the cost. This could bedone by customer training (enhancing the instructions on how to fit the cartridges), managingcustomer expectations (making sure that the instructions assume that the cartridge will only bereturned for legitimate reasons) and above all, making sure that the customers have no groundsfor returning the products (by improving overall quality).Customer service at Groupe Accor1. Do you think it was wise to spend so much time on examining this particular issue?Is it not a trivial issue?It may be a trivial issue in terms of the actual amount of time spent in photocopying, but forcustomers it could be extremely important. If a customer goes to the desk and finds no one onduty he or she is not really interested in the average or even total time away from the desk.What matters to that customer is that he or she could not be served immediately. That is whatwill be remembered. Therefore, relatively ‘trivial’ issues can have a major impact on customersatisfaction. As such the company was wise to spend so much time on this issue.2. Should the Pareto diagram be used to reflect improvement priorities? In other words,was the group correct to put priority on avoiding absence through photocopying, andshould its next priority be to look at absence because of the telefax service?The total time spent away from the desk is only one (but an important) factor in determiningpriorities for improvement. In terms of the importance–performance approach described inChapter 18 of the main book, it is the ‘performance’ side of the equation. What must beintroduced is the ‘importance’ perspective. So, telefax service takes staff away from the desk,but how much benefit does it give the customers? If it is a particularly important service in mostof the customers’ eyes then it may be worth looking at some other reason for absence.Furthermore, perhaps we need to include the issue of how easy it is to overcome the reason forabsence. For example, providing extra stationery for guests, although it does not take the staffaway for too long, may be solved very easily merely by providing access to stationery on thedesk itself.190© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 19
Failure prevention and recoveryTeaching guideIntroductionMost of the topics covered in this chapter are relatively easy to teach. Failure especially is atopic, that most students respond to. Usually the popular press is full of failures (real and alsothe ones made up in order to sell newspapers). Any of these can be used to prompt a discussionon why the failures occurred, how they could be recovered from and what the operation shouldlearn from the failure. Maintenance is a slightly less dramatic subject but nonetheless canusually be put in such a way that it engages students’ interest. Those students with cars willunderstand the costs and benefits of regular maintenance, whereas those without cars willappreciate perhaps a more domestic analogy such as cleaning the apartment (not always, somestudents have never maintained their apartments or themselves and have yet to understand theconsequences!).Key teaching objectives� To demonstrate that most failures are operation-related failures of some kind� To identify different types of failure and different levels of seriousness of the consequenceof failure� To establish the idea of maintenance and especially to distinguish between the more reactiverun to breakdown maintenance, the proactive preventive maintenance and the contingencyapproach of reliability centred maintenance� To demonstrate the importance of failure recovery from both dramatic failures and moreroutine failuresExercises/discussion points� Exercise – Utilize the fact that newspapers continually refer to failures. Just go through anyof the broadsheet papers and cut out examples of failure. Give a separate one to each groupof students and ask them to analyze their failures in terms of why it happened, what theconsequences were and what could be done to prevent it from occurring again.� Teaching tip – If your institution has an off-air recording licence, it is easy to find plenty ofexamples of failure on television. Some of these might be catastrophic failures such asmajor accidents, others may be alleged service failures such as those dealt with on consumerprogrammes. Either way, showing a video clip as a prelude to a discussion can usuallyprompt some interesting learning opportunities.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual191© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Exercise – Residential courses try combining business with pleasure by showing a movie inthe evening that demonstrates failure. The next day this can be used as a case study. Anideal example is the Apollo 13 movie staring Tom Hanks. It is a great example of failureand recovery from failure. All manner of lessons come out of this including the importanceof improvization, the use of fail-safe devices, the concept of balancing risks, the role ofcreativity in failure problem solving and so on.� Exercise – Two examples in the chapter work well as a class discussion or exercise. Theyrepresent the two types of failure. The Carlsberg product recall is a particularly seriousquality problem. It is serious, but there are well established mechanisms in most businessesthat are designed to deal with this type of problem. The example of the ‘rogue trader’ NickLeeson is different. It is an example of deliberate or malicious ‘failure’. The lack ofoperations control at Barings Bank allowed his fraudulent activity to eventually sink thecompany. Although many financial service businesses have, for many years, had processes
in place that should detect fraud of this type, for other sectors it is a new threat. Not justindividuals attempting fraud, but hackers, single-issue extremists, terrorists and so on, allnow fall into the ‘potential hazard' category. An exercise can be built on the identification ofsuch risks and what is required to prevent, mitigate and recover from them.� Exercise – Ask each group to identify a service one of them has recently experienced. Getthem to chart the service and identify potential failure points. Also, ask them to explore howfail-safe or poke-yokes could be used to prevent failures in groups.� Exercise – Set each group a separate poke-yoke exercise. For example, how to preventaccidentally phoning the emergency services if a mobile (cell) phone is left unlocked. Otherexamples of poke-yokes can be found at the web address,http://csob.berry.edu/faculty/jgrout/pokayoke.shtml and the poke-yoke page of John Grout.
Case study teaching notesThe Chernobyl failureThe case exercise consists of an introduction to the Chernobyl nuclear reactor and the eventsleading up to the accident. More specifically, it examines all the significant events that tookplace between 1.00 pm on the 25th April 1986 and 1.24 am on the 26th April 1986 when theexplosion took place. Actions, and the lack of action, which contributed to the final disaster, areclassified as either violations or failures. Finally, the case makes some general points about whythe disaster happened.This case exercise can be used at any point in a general operations management course or evenin more general management courses. It is usually well received primarily because most peoplehave heard of the accident and are interested in the details of why it occurred. Although aparticularly dramatic failure, it is possible to draw out some more general issues that apply to lessdisastrous failures. More specifically, debate can be encouraged on the relative contributions of� specified rules and procedures designed to ensure that failure does not occur;� the skills necessary both to prevent failure and recover from it; andNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual192© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� the intrinsic knowledge and learning that are required to minimize the chances of seriousfailure.Some notes on the Chernobyl failure caseFor those who are not familiar with the safety issues at stake, it is best to start the case bysummarizing the nuclear 'threat'. The essential difference between a nuclear reactor and anatomic bomb is one of containment.� In an atomic bomb the nuclear chain reaction, whereby each atom of uranium 235 yieldstwo fresh neutrons, continues unabated.� In a nuclear reactor the nuclear chain reaction is moderated by the insertion of graphite rodsthat soak up excess neutrons and allow the reaction to continue at a controlled pace. Thisliberates energy in the form of heat, which is transferred by heat exchangers and used todrive steam turbines as in fossil-fuelled power stations.The operators at Chernobyl had so interfered with the control mechanisms of the reactor that thechain reaction 'ran away' and an atomic explosion ensued.The case also distinguishes between 'violations' (V) and 'errors' (E) that occurred in the vitalhours before the explosion. This is a useful distinction that can be used when examining anycomplex failure. A violation occurs when a rule or procedure exists but is ignored or notexecuted, as it should be. An error is when the mental or physical judgement of someone is notas it should be or expected to be. Serious failures in complex operations are usually the result ofboth violations and errors. An analogy for the distinction between these two elements of failure
is that of a 'high wire' circus performer. Errors are mistakes in judgement which make it morelikely that the performer will fall. Violations are failures to observe the necessary precautionssuch as wearing a harness or using a safety net.1. What were the root causes which contributed to failure?The root causes of this failure can be categorized as those resulting from� the design of the reactor;� the design of the experiment;� the execution of the experiment.As regards the design of the reactor, most importantly it was a piece of equipment over thirtyyears old. Any updating of the equipment seems to have been done in a relatively haphazardfashion. Certainly the most serious technical failure of the design appears to have been itsinability to operate safely below 20 per cent loading. In an environment where the reactor wasbeing switched in and out of the electricity supply base, being unable to operate below 20 percent loading without the reactor 'running away' would have been a serious problem. Also, thelack of modern controls meant that the reactor relied heavily on the skills of the operators whonormally ran the equipment. Even if the operators are particularly skilled, a lack of back-upsafety systems placed too much reliance on the operators avoiding human error. Such a designwould have been prohibited in most other countries.As regards the design of the experiment, the electrical engineers themselves who designed theexperiment did not seem to have been familiar with some aspects of nuclear power generation.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual193© Nigel Slack, Stuart Chambers & Robert Johnston 2007In fact, the experiment had not been approved by the Russian Atomic Energy Authority. Nor didthe engineers and technicians appear to talk to the operators who may have been able to pointout some of the problems with the experiment. Certainly, the design of the experiment does notseem to have taken into account the possibility of the time available for the experiment beingreduced. Even if everything had gone according to plan, the experiment required the reactor tobe operated dangerously close to the prohibited operating zone.As regards the execution of the experiment, the delay that caused a narrowing of 'the window ofopportunity', seems to have put considerable pressure on the people carrying it out. It could wellhave both tired the experimental team and led them to take short cuts. After the initial problems,the reactor was stabilized at only seven per cent loading. This was well into the danger zoneand it was clear at this point that continuing with the experiment would pose considerabledangers. The fact that the operators proceeded beyond this point illustrates their 'ignorance ofthe physics of the reactor'. It is almost as though errors of judgement led to more violations ofprocedures in a desperate attempt to try and recover from earlier errors. Instead, the experimentspiralled out of control. Yet, the operators did not seem to understand that this was happening.Partly this was due to the 'can do' attitude of the operators, and partly it may have been due totheir pride in their ability to handle unusual situations. (This, in fact, is a common problem in alltechnically oriented operations.) Perhaps the most serious issue here is that there seems tohave been many procedural violations and a disregard for safety procedures. The case itselfputs this down to operators losing their sensitivity towards the hazards, which really wereinvolved in the operation. Familiarity was breeding contempt.2. How could failure planning have helped prevent the disaster?Even simple techniques such as failure modes and effects analysis (FMEA) would have raisedvery serious doubts about the use of this reactor. At the time of the explosion there were fourreactors operating at Chernobyl with two more in the process of being constructed. It may bethat cost considerations and political pressures led to continuing use of the reactor. Certainlyany future design must be less reliant on human factors. FMEA would also have highlighteddeficiencies in operating procedures. It could have focused management attention on thedanger of using short cuts and unsafe procedures. It would also have focused on the need forgood management, rigorous discipline and in-depth knowledge and training.'A Chernobyl type accident is impossible in a British nuclear power station; theChernobyl design would not have been licensed here, nor would its methods of
operation prior to the accident have been permitted.' (British Nuclear Industry Booklet)
Model answers to short casesTwo million to one1. What are your views on the quoted probabilities of each failure described aboveoccurring?Well, they are your views so you may think what you will. However, you might well want toreflect on the reasons why each of these failures occurs. Some of the reasons will bestraightforward human error, others will be caused by violations of rules and others will be dueto malfunctioning equipment.2. How would you try to prevent these failures occurring?The use of poka-yokes could certainly be considered for the first two failures (wrong altitude andfailure to cross-check). It might also be worth considering making it part of air traffic control’s jobNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual194© Nigel Slack, Stuart Chambers & Robert Johnston 2007to check on altitude (although that could have significant knock-on effects). Perhaps the mostobvious issue is to overcome the biggest probability, that the pilot ignores the proximity alarm.This must be a factor of the likelihood that the alarm goes off when it should not. Therefore,increasing the reliability of this piece of equipment could have a major impact on the likelihoodof this type of crash occurring.3. If the probability of each failure occurring could be reduced by half, what would bethe effect on the likelihood of this type of crash occurring?Because there were four probabilities being multiplied by each other, if each were halved thechances of the crash occurring would reduce to ½ ⋅ ½ ⋅ ½ ⋅ ½, that is, 1/16 of the originalprobability.Leading light1. Does this incident invalidate the use of failure data in estimating component life?No, this incident does not invalidate the use of failure data in estimating component life. Allfailure data is probabilistic. In other words, it indicates the chance that something will fail ratherthan the certainty that something will fail. Most failure probability distributions have an upper‘tail’ that approaches zero asymptotically. In other words, there is a very small but finitelikelihood that a product will last for very long periods indeed. This was such a bulb!Keep left1. Why should fly-by-wire aircraft pose a more complex maintenance problem thanconventional aircraft, which have a physical link between the control and the flaps?The advent of fly-by-wire controls allows for more sophisticated linkages between the aircraft’scontrol panel and the physical moving parts of the aircraft. So, for example, the engineers whoput the spoilers into ‘maintenance mode’ probably could not have done the same thing if thecontrols had been physically connected. Or, if they could disconnect the two, it would have beenobvious what they had done. As the accident report stated ‘It is no longer possible formaintenance staff to have enough information about the aircraft and its systems’. Increasingsophistication means greater potential for mistakes to happen. However, it also means a greaterpotential for the type of error monitoring and diagnosis, which can prevent catastrophic errorsoccurring.2. If you were the accident investigator, what questions would you want to ask in orderto understand why this failure occurred?Probably three sets of issue are worth questioning more closely. This first involves the trainingof maintenance engineers and the checklists they need to go through. The intention would be toprevent maintenance engineers making any mistakes. Simple failure prevention or fail-safemechanisms may be appropriate here. The second set of questions would concentrate on theautomatic computer-based checks, which the system itself could do after any maintenanceintervention. Presumably the fly-by-wire systems greatly increase the ability of systems to checkthemselves whether everything is in correct working order. The third set of questions couldinvolve making sure that the pilots and other air crew fully check systems before they take off.

Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual195© Nigel Slack, Stuart Chambers & Robert Johnston 2007
Lifting maintenance performanceWhat could be the effects of failure in elevator systems? How does this explain themaintenance service that Otis offers its customers?Elevators, or lifts, are one of the many products and service integral in our everyday lives whosesmooth performance we take for granted. Yet their efficient operation really does depend on thetype of maintenance services offered by Otis. The ability to keep its elevators working smoothlydepends on a detailed understanding of how and when they might fail. The constant monitoringand updating of failure data provides input to their maintenance programmes.What approach(es) to maintenance are implied by the services that Otis offers?Because failure is both irritating and potentially dangerous, the objective of any maintenancemust be to prevent failures from occurring. Not all maintenance programmes for every productor service has this objective. Sometimes, it is best to run things until they fail and then repairthem. Not so for elevators. However, on the rare occasions that an elevator does fail, Otis helpstheir customers to recover by providing telephone links to Otis staff trained to respondappropriately. It is this combination of an understanding of failure, the development ofmaintenance processes and the ability to recover should failure occur, which is important toOtis.How would you convince potential customers for these services that they are worthwhile?Most of Otis’ services are aimed at detecting potential failures before they occur and inminimizing disruption if they do occur. This is because elevator services are generally noticedonly when they are not working, or working in such a way as to cause uncertainty regardingtheir safety. Especially in tall buildings, the possibility of disrupted service or service that isperceived as dangerous is far more important than trying to minimize cost. Of course, cost is notunimportant; services must be delivered at a price that is acceptable. Also, some of Otis’services, such as their preventive and predictive maintenance procedures, could both increasereliability and reduce costs.Carlsberg Tetley’s product recall1. What seem to be the essential elements of this successful recovery from failure?First the company had a pre-planned sequence of steps ready to be put into action as soon asthe crisis occurred. The crisis control group included experts with all the relevant skills to copewith problems of this kind. They could also communicate easily because they had each other’stelephone numbers. From the moment the problem was reported, the team worked full time onit. They understood the importance of communication to journalists and more directly byadvertising in the national press. The company did not attempt to economise in their reaction.They made sure that the problem would be solved by recalling all of their brands, not just theone affected. Finally, and most important, the company was honest and truthful at all points.2. How do the advantages and disadvantages of deciding whether or not to recallproducts in a case such as this depend on the likelihood of another potential failurebeing out there in the market?In this case the company recalled all drinks. If they were absolutely convinced that the oneincident recorded was the only defective product and, likewise, if they were convinced that noharm or damage could come to customers from the failure, they may have been justified in notrecalling the products. Clearly the recall was a hugely expensive operation. However, the reallyimportant factor is likely to be the risk to the company’s reputation. Even with a small chance ofNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual196© Nigel Slack, Stuart Chambers & Robert Johnston 2007such a problem occurring again most companies see the advantages of recall as protecting theirbrand from a major public outcry.3. Relate this issue to the concept of type I and type II errors dealt with in Chapter 17.See Table 17.5 on page 558 to answer this. The decisions in this table are to ‘stop process’ or

‘leave alone’. The equivalent in the Carlsberg Tetley example is to ‘recall products’ or ‘not recallproducts’. Table 17.5 indicates two states ‘in control’ and ‘out of control’. The equivalent here is‘no further problems in the market’ and ‘other defective products in the market’. Thus, recallingproducts when there were in fact no defective products left in the market is a type I error,whereas deciding not to recall products when there are in reality still defective products in themarket place is a type II error.Slamming the door1. What general lessons can be drawn from the SQL Slammer episode that could beapplied to all operations processes?The simple lesson from this incident is that it is vitally important to learn from failure. Only asmall (though increasing) proportion of operations failures are hostile in the sense that they aredeliberately provoked by some outside agency (such as terrorists). However, it is a usefulthought process for any operation to go through and ask itself, 'If someone was really trying todisrupt this process, what would they do and how could we prevent them?' But it is the lesson oflearning from failure that is the most important issue here. It is unfortunate when any system orprocess fails. It is far more serious if a process fails again for exactly the same reason.197© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 20
Total Quality ManagementTeaching guideIntroductionTotal Quality Management (TQM) can be very difficult to teach especially to undergraduateswho may have limited work experience. It can seem both dull (such as the material on qualitygurus and the definition of TQM) and stunningly obvious (the principles of TQM). The bestway to deal with this topic is through cases and illustrations to get students to realize that:a) all is not well in most organizations (even good ones), andb) quality problems are very difficult to fix.This is also a point in a course to use a visiting speaker who can provide real life problems anddifficulties faced when trying to improve quality in an organization.Key teaching objectives� To provide students with an understanding of the TQM philosophy� To demonstrate the real difficulties in achieving a TQM approach in organizations� To introduce the key ideas in the chapter:� The definition and origins of TQM� The role of quality systems and procedures� The problems and difficulties of TQM implementation� The role of quality awardsExercises/discussion points� Exercise – The Eurocamp Travel case (included in the ‘Short cases with answers’ section ofthis website) is a good place to start. A more detailed version of this illustration can befound in Johnston et al., Cases in Operations Management, 3rd edn, FT/Prentice Hall, 2003.This case can lead to a discussion of the TQM approach.� Exercise – Also use the Deliberate Defectives box as a humorous lead to the importantissue of cost of quality.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual198© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Teaching tip – Students should be aware of the advantages and problems of ISO 9000 and

the existence and benefits of quality award schemes and frameworks. Again use theillustrations in the chapter (for example, Xchanging) to promote discussion of these issues.� Teaching tip – The final case, The Waterlander Hotel can be used to reinforce the idea thatthe obviously sensible TQM philosophy is quite difficult to achieve in practice!
Case study teaching notesThe Waterlander HotelThis case illustrates a disastrous banquet held for a big commercial client. It is a classic exampleof departments and individuals acting on their own, and blaming others. It illustrates what cango wrong when such a project is left up to individuals, without an overall plan and a responsibleperson.The case allows students to examine the underlying causes of the many quality failures, and alsoallows them to consider the aspects of quality management, which would ensure improvementin future banquets.Some notes on The Waterlander Hotel case1. Why did things go wrong at the banquet?Before addressing this question, it is useful to ask the students to list the actual things that wentwrong with the banquet and afterwards. These can simply be written on a whiteboard toemphasize the large numbers of problems that occurred.These would include:� Faulty video projection� Incorrect flowers� Shortages of cups� No non-alcoholic cocktails available� Slow service� Problems with the food� No photographer at the required time� Generally poor cleaningYou could also consider some definitions of quality at this stage. It is apparent that not only wasthere no complete specification prepared with the end customer, but the service failed to meetalmost all the customer’s needs and expectations. The banquet was not really ‘fit for purpose’.Such gross failure must lead to deterioration in the reputation of the hotel, and if not addressed,will damage its volume base and profitability in the long term.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual199© Nigel Slack, Stuart Chambers & Robert Johnston 2007The main issue, of course, is the need to define the underlying reasons for this large number ofproblems happening at one event. It is useful to debrief the class by preparing a cause–effectdiagram on a whiteboard. The effect is an unsatisfactory service to the banquet customer, andthe causes can be categorized under the headings systems, people, materials and processes.Systems� Lack of adequate project management� Failure to create a clear quality specification with the client� No pre-determined sequence and timing of activities (scheduling)� Lack of standards and specifications for each operation� No contingency planning� Inadequate system to deal with analyzing problems that arise, and changing the processaccordinglyPeopleLack of project management skillsBlame cultureRigid demarcation of tasksInadequately briefed sub-contractors
Lack of involvement of everyone in overall processMost staff only interested in their own part of the taskMaterialsChoice of dessert (too sensitive to timing)Wrong flowersProcessesNo maintenance procedures for critical equipment …etc.It is not always easy to precisely categorize the root causes as above, but it should be possibleto identify linkages between some of the elements.2. How could a TQM approach to the hotel’s operations help to prevent such disastersoccurring in the future?The first aspect of TQM that should be discussed is the importance of identifying the needs andexpectations of the customer. Clearly, the system at this hotel does not adequately capture thisNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual200© Nigel Slack, Stuart Chambers & Robert Johnston 2007information in a standard format, and this procedure must be introduced as an early aspect ofquality improvement.It is important for everyone to appreciate the concept of the internal customer too. Many of theproblems described in the case are to do with the inadequately defined relationship betweenactivities carried out by different people.Following from this, it is clear that every person in the hotel must be able to make a contributionto the quality of every banquet. This would not only include the catering and hospitality staff, butalso everyone in support services such as cleaners and sub-contractors. In order for this to bepossible, training will be required to re-emphasize the importance of both the internal customerand the external customer, and it will be necessary to introduce everyone to some of the ideasof quality management. In this way, the staff will take responsibility for the overall satisfaction ofthe customers.There is an underlying need for a quality system at the hotel, designed to ensure that customerneeds are understood and communicated via a plan to every employee involved in eachbanquet project. In discussing this with a class, it might be helpful if you have already introducedsome of the principles and tools of project management.Successful implementation of a TQM will require:A quality strategyManagement must re-emphasize the importance of quality in this business and explain how theTQM programme will contribute to achieving increased competitiveness.Top management supportSome aspects of project management and TQM cannot go ahead until management haveclearly defined what is to be done, and have demonstrated that they too can carry out qualityimprovement practices.Group-based improvementTeams could be set up to identify underlying causes of quality failure, and to create processeswhich reduce the risk of such problems. These teams could be cross-functional, or basedaround some special departments such as reservations or catering.Recognition of successIf a banquet goes particularly well, it seems reasonable that management should at the veryleast gather everyone involved together to thank them for a job well done. Individuals and teamsthat came up with better ways of managing banquets should also be recognized in some way;perhaps a bonus, or a token such as extra time off, or a gift item.TrainingIn order to carry out quality improvement projects in teams, individuals will have to understandand be able to apply some of the quality management tools available for this work. (see Chapter18: Techniques of improvement, p. 663.)Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,

Instructor’s Manual201© Nigel Slack, Stuart Chambers & Robert Johnston 20073. How could ISO 9000 help the hotel?ISO 9000 quality systems standards provide some assurance to customers that an organizationhas carried out a thorough review of its processes, and that there is a working control system inoperation. However, it is not necessary to have ISO 9000 in order to practise good processmanagement; it merely satisfies customers that this work has been carried out and goodprocess management is being practised.The hotel must set about establishing standard procedures for selling, administering, anddelivering banquets. A standardization of the process is essential to ensure that nothing isforgotten, so that the customers’ requirements are conveyed to every member of the staffresponsible for these requirements. Standard project plans could be developed by managementand working teams to ensure that procedures are practical and understood by everyone. ISO9000 accreditation would simply provide evidence to customers that such work has been carriedout and is being maintained.
Model answers to short casesHewlett-Packard’s internal customer checklist1. What do you see as the limitations of the set of questions, which comprises Hewlett-Packard’s internal customer checklist?The strong point of the list is in getting individuals to focus on their own ‘customer’, internal orexternal. It does not, however, ask individuals to also consider their ‘suppliers’ to ensure ‘total’quality management. Further, as can be seen from the chart below, it does not give attention toquality systems and procedures.2. Do you think anything is missing from the problem-solving methodology describedabove?It is helpful to compare and contrast the key tenets of TQM as found in Chapter 20 with the listused by Hewlett-Packard (start with the HP list and ask your students to complete it by addingthe TQM tenets and then look for the links):HPs Internal CustomerChecklistTQM Tenets (from chapter 20)Who are my customers? Meeting all needs andexpectations of customers.What do they need? Covering all parts of theorganization.What is my product or service? Including every person in theorganization.What are my customers’expectations and measures?Examining all the costs relatedto quality.Does my product or servicemeet their expectations?Getting things ‘right first time’.What is the process forproviding my product orservice?Developing systems andprocedures.What action is required toimprove the process?Developing a continuousprocess of improvement.Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual

202© Nigel Slack, Stuart Chambers & Robert Johnston 2007We can immediately see that the focus of HPs checklist is about meeting customer needs andexpectations, i.e. understanding those needs and the process by which they are met. There isalso some consideration given to process improvement. Since the pocket guides are distributedto everyone, the second tenet, covering all parts of the organization, is possibly fulfilled, and theissue of getting people to work together, along the whole of the supply chain (internal andexternal) is covered by asking each person to consider their own customer. What is not explicitlycovered is the examination of costs, the ‘right-first-time’ principle, and the development ofquality systems and procedures.3. What seems to be the implied problem-solving methodology described above? Howdoes it compare with the Plan-Do-Check-Act (PDCA) process described in Chapter 18?The problem-solving methodology behind HPs approach appears to be based on a cause-effectapproach (see Chapter 18). You can see that it compares well with the PDCA cycle:HPs Problem-Solving MethodologyThe PDCA CycleSelect the quality issueWrite and issue statementIdentify the processDraw the flow chartSelect a process performance measureConduct a cause-effect analysisCollect and analyse the dataIdentify the major causes of the quality issuePlan for improvementsPLAN – an examination of the currentmethod and problems.Take corrective action DO – make the changes.Collect and analyse the data againAre the objectives met?CHECK – evaluate the implementedsolution to ensure it has resulted in theexpected improvements.IF yes, document and standardize the change. ACT – standardize the successfulchanges.Improvement at Heineken Part II1. What might explain the ‘slump’ in motivation for improvement during periods of lowdemand, and after the consultants stepped back from the initiative?There may be different reasons behind these two slumps in motivation. The lack of motivationwhen demand was low is something of a paradox. On one hand, one would think that there wasmore time to effect improvement when the plant was not working to its full capacity. On theother hand, there is less need to increase the efficiency of the plant when it is easy to producethe required output within the plant’s capacity. “Why improve performance anyway when wehave enough capacity to produce what we need?” may be the attitude here. The slump whenthe consultants phase themselves out is more common. It is also partly a failure on theconsultants’ part. They were obviously fulfilling a role (monitoring and recording improvement,Nigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual203© Nigel Slack, Stuart Chambers & Robert Johnston 2007for example) that was not catered for within the organization’s regular staff. Only after theseresponsibilities were allocated internally, did the improvement initiative regain its momentum.Deliberate Defectives1. How does this short story illustrate the essence of TQM?This story typifies the difference between the ‘inspect-in’ approach and the preventativeapproach. IBM, at that time, had systems, which implied that some amount of defectives were

normal and acceptable and set an AQL level to recognize this (see critical commentary box atthe end of Chapter 17). The Japanese manufacturer had a TQM-based right-first-time approachand had developed his processes to prevent defectives. The company was also customerfocusedas can be seen by its willingness to abide by the customer’s request and happily send(tongue-in-cheek) the ‘requested’ number of defectives.Six Sigma at Xchanging Part II1. What are the benefits and problems of training Black Belts and taking them off theirpresent job to run the improvement projects rather than a member of the team, whichhas responsibility for actually operating the process, running the project?This issue centres around balancing experience and technical expertise on one hand againstprocess ownership on the other. Some organizations disagree with the Six Sigma approach ofhaving dedicated improvement practitioners. They prefer improvement to be organized by thepeople who will be responsible for running the improved process. Six Sigma proponents,however, argue that the accumulated expertise and training of Black Belts is what really counts.As quoted in the box, it is important to gain the trust and understanding of the staff who willoperate the process after the improvement project, and this can be done by an experiencedBlack Belt with good interpersonal skills.204© Nigel Slack, Stuart Chambers & Robert Johnston 2007
CHAPTER 21
The operations challengeTeaching guideIntroductionIn some ways this chapter is not really meant to be taught as such. It is there as a rounding offpoint for those students who wish to connect some of their learning on operations managementcourses to the more important of the wider issues facing business. As such it is a vehicle toencourage reflection. The material in the chapter can be treated in one of two ways. Either partsof it can be taken out and expanded into a whole lesson, or alternatively, the various parts of thechapter can be incorporated into other lessons.If the former approach is taken, the most likely candidates for becoming the centre of a wholelesson are the sections on environmental responsibility, social responsibility and globalization.Using the tables that identify the operations management issues in each of these areas is a usefulstarting point for planning a lesson.Exercises/discussion points� Exercise – Ask the class to relate some of the topics covered on the course to the fivethemes covered in this chapter. If some of the material in the chapter is incorporated in theprevious lesson then the most obvious connections are as follows.Globalization � Network design� Supply chain planning and control� Failure prevention and recoverySocial responsibility � Product service design� Network design� Process technology� CapacityEnvironmental responsibility � Product service design� Process technology� Quality planning and control and TQM� Failure prevention and recoveryTechnology � Product and service design� Process technology� Supply chain planning and control
Knowledge management � Product service design� Process technology� Planning and controlNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual205© Nigel Slack, Stuart Chambers & Robert Johnston 2007
� Exercise – Revisit the Oxfam case mentioned in Chapter 1. Pose the following question tothe class. This is one of those cases that can be used either at the beginning or at the end of acourse in operations management. If used at the beginning, its purpose would be todemonstrate how operations management is relevant to not-for-profit organizations as wellas commercial companies. It could also be used to prompt a discussion of the differencesbetween providing ongoing assistance and development in different parts of the world andthe shorter, more dramatic ‘projects’ associated with emergency relief. Both aspects ofoperations are important to Oxfam. If used at the end of the course, its purpose could be tolook at some of the more difficult aspects of how operations practice impacts on the socialconcerns of a business. Indeed, the question at the end of the case is focused in thisdirection.What are the main issues facing Oxfam’s operations managers in terms of� globalization and international management?� environmental management?� social responsibility?� technology?� knowledge management?Globalization and international management – By definition, Oxfam’s scope of operations isglobal. Anywhere, a disaster is likely to strike could receive the attention of the charity.However, much of Oxfam’s work is not concerned with the high-profile disaster relief side of itsbusiness, but rather the ongoing community development projects it undertakes. Most of theseprojects will be in the poorer, less-developed parts of the world. The implication of this is that,from an operations point of view, services must be delivered without an assumed level ofinfrastructural support. The ability to adapt development methodologies to such circumstanceswould be a key operations task. Another aspect of globalization for Oxfam concerns thecoordination of expertise. Experts, either in development or disaster relief, may be locatedanywhere in the world. The task of understanding and coordinating this pool of potential helpmust be a major operations task. It will rely on maintaining a database of expertise and on theability to deploy it, sometimes at short notice.Environmental management – To Oxfam, the concept of environmental management must betackled at two levels. The most obvious one is that environmental awareness is an ‘output’ fromthe charity’s operations. In other words, environmental management, to some extent, is one ofthe operation’s ‘products’. It will engage in lobbying governments and non-governmentalagencies to achieve its aims of greater environmental sustainability. However, there is alsoanother, related, issue. Oxfam’s operations themselves must also be environmentally sound.Agricultural projects, for example, must be managed to ensure that there is no inappropriate useof fertilizers and pesticides locally, even when there may be local pressures to do so.Social responsibility – Again, this is one of those issues that is both an output from theoperation and an objective for the way it runs its own operations. A key issue here must be theway in which the ‘on the ground’ managers of development projects tackle some of theparticularly sensitive cultural issues. For example, ‘gender issues’ are one of Oxfam’scampaigning points; however, appropriate gender roles are seen in very different ways indifferent parts of the world. Pursuing its own ends in terms of, say girls’ education, must beNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,
Instructor’s Manual206© Nigel Slack, Stuart Chambers & Robert Johnston 2007balanced against traditional ideas of women’s role. Whereas this difficulty may be relativelystraightforward to reconcile at a strategic level back in the charity’s Oxford headquarters, itssuccess depends on how local operations managers deal with the issue at a day-to-day level.Technology – Again, this has elements of both output and process. Developing appropriatetechnologies for use in developing countries is both an output in terms of the charity wishing toinfluence technology usage, but also an issue which it must demonstrate itself. Also, althoughwe are used to thinking of ‘good’ technology as being ‘high’ technology, in many cases ‘good’technology for Oxfam means ‘appropriate’ technology. Thus, technology that is sustainable,capable of being made and/or adapted locally and maintainable under normal conditions of use,is just as challenging a task as developing high-tech solutions to operations problems.Knowledge management – The work of charities such as Oxfam is extremely practical. Itcannot rely on a theoretical knowledge base (although obviously it makes use of many branchesof science and economics). The knowledge embedded within Oxfam’s operations is the result ofmany years of attempting difficult tasks in very difficult conditions. It is vital for operationssuch as Oxfam that this knowledge is captured and deployed. Reinventing the wheel, or learningfrom scratch, on every project is a waste of the charity’s resources and a failure in itsresponsibility to the people it is trying to help. The capture and development of knowledgethrough manuals, databases and (even more important) discussions and on-the-job training mustbe a key issue for charities such as Oxfam.
Case study teaching notesCorporate social responsibility as it is presentedWhat are the similarities and differences between these statements?They are all similar in so much as they all try to give a sense of a far broader set of stakeholdersthan a purely economic model would imply. All of them mention the benefits to stakeholders thatcome from the company’s activities. Also, they all use the type of language that reflects positivevalues, for example, ‘respect’, ‘commitment to community’, ‘responsibility’ and so on. None ofthem mentions making profits.Why do large companies like these go to so much trouble to invest in CSR?Companies go to so much trouble to invest in CSR partly for ethical reasons, and also becauseit provides a positive image that reflects their customers’ values and aspirations. In this sense itis like any other form of promotional activity. There is also an issue of risk mitigation. Should apublic relations disaster affect the company, it can always point to its core principles. In otherwords, the company may have made a mistake, but it is not fundamentally negligent. This is notto try and sound cynical. In many areas (e.g. treating staff with respect) the aims of thecompany and its stakeholders are more or less identical.Of these companies, two, HSBC and Starbucks, have been the target of anti-globalizationviolence. Why these two?Simple. They have been the target of anti-globalization violence because they are among themost well known companies in their businesses with a global brand awareness. Antiglobalizationprotesters are often trying to achieve maximum publicity for their views. This isbest served by attacking well-known brands. No news channel is going to broadcast a storyaround the world about some protesters demonstrating outside a small local and unimportantNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual207© Nigel Slack, Stuart Chambers & Robert Johnston 2007organization. Also, by definition, global brands represent the type of organizations and viewsthat anti-globalization protesters are opposed to.Short case model answersHP’s Recycling ProgramHP (Hewlett Packard) provides technology solutions to consumers and businesses all over the
world. Its recycling program seeks to reduce the environmental impact of its products, minimizewaste going to landfills by helping customers discard products conveniently in anenvironmentally sound manner. Recovered materials, after recycling, have been used to makeproducts, including auto body parts, clothes hangers, plastic toys, fence posts and roof tiles. In2005 it proudly announced that it had boosted its recycling rate by 17 % in 2005, to a total of63.5 million kilograms globally, the equivalent weight of 280 jumbo airliners. 'HP'scommitment to environmental responsibility includes our efforts to limit the environmentalimpact of products throughout their life cycles,' said David Lear, vice president, Corporate,Social and Environmental Responsibility, HP. 'One way we achieve this is through developingand investing in product return and recycling programs and technologies globally, giving ourcustomers choices and control over how their products are managed at end of life.'But HP’s interest in environmental issues goes back some way. It opened its first recyclingfacility in Roseville, California, in 1997, when it was the only major computer manufacturer tooperate its own recycling facility. Now the company’s recycling program goal is to expand itsproduct return and recycling program and create new ways for customers to return and recycletheir electronic equipment and print cartridges. As well as being environmentally responsible,all initiatives have to be convenient for customers if they are to be effective. For example, HPbegan a free hardware recycling service for commercial customers in EU countries whopurchase replacement HP products, in advance. Partly, this reflects the EU Waste Electrical andElectronic Equipment Directive. A similar offer exists for HP commercial customers in the AsiaPacific region. In some parts of the world, HP has developed partnerships with retailers to offerfree recycling at drop-off events.Why do companies like HP go to so much effort to promote recycling schemes such asthis one?As usual, it is a mixture of corporate responsibility and self-interest. It also seems that manyparts of the world will introduce legislation that requires companies to take responsibility for theend-of-life reuse and disposal of their products. While this is most prevalent in Europe, it couldspread to other parts of the world. Therefore, HP is, in effect, investing in developing capabilitiesthat it will have to deploy elsewhere in the world sooner or later. Of course, there are otheradvantages. Carefully reused materials can help reduce costs. But, possibly the most importantadvantage is that it allows the company to examine how its products perform in use. Carefulexamination of recycled cartridges can give an indication of potential failure points and/oraspects of the product design that could be improved.HP has been engaged in environmental matters for some years, how might this help themto be more effective at it?HP opened its first recycling facility in Roseville, California, in 1997. Then it was the only majorcomputer manufacturer to operate its own recycling facility. This has both advantages anddisadvantages. The disadvantage is that it had to ‘make up the rules as it went along’. After all,there was no one else to learn from. The major advantage is that, in doing so, it acquiredNigel Slack, Stuart Chambers & Robert Johnston, Operations Management, fifth edition,Instructor’s Manual208© Nigel Slack, Stuart Chambers & Robert Johnston 2007significant knowledge about how to collect and recycle its products. This means that it willalways be further down the learning curve than its competitors. While they are struggling toinstall similar systems and processes, HP will already have significant accumulated experience.In addition, bringing product back for recycling is, in many ways, simply the reverse of its normallogistics chain. Many issues concerned with the recycling processes could promote learning thatis useful in more conventional distribution processes.Ecological footprintsTo supply the average person’s basic needs in the United States, it takes 12.2 acres of land. Inthe Netherlands it takes 8 acres, and in India it takes 1 acre. Calculated this way, the Dutchecological footprint covers 15 times the area of the Netherlands. India’s ecological footprint is

1.35 of its area. Most dramatically, if the entire world lived like North Americans, it would takethree planet earths to support the present world population.So, why is this relevant to operations management?A simple answer; because operations management is the function that, directly and indirectly, isresponsible for most energy usage. By their nature, transformation processes consume energy.If operations managers managed to reduce consumption by just a few per cent a year it wouldallow the economic growth that most people seem to want, while at the same time reducingglobal energy consumption.
Related Documents











